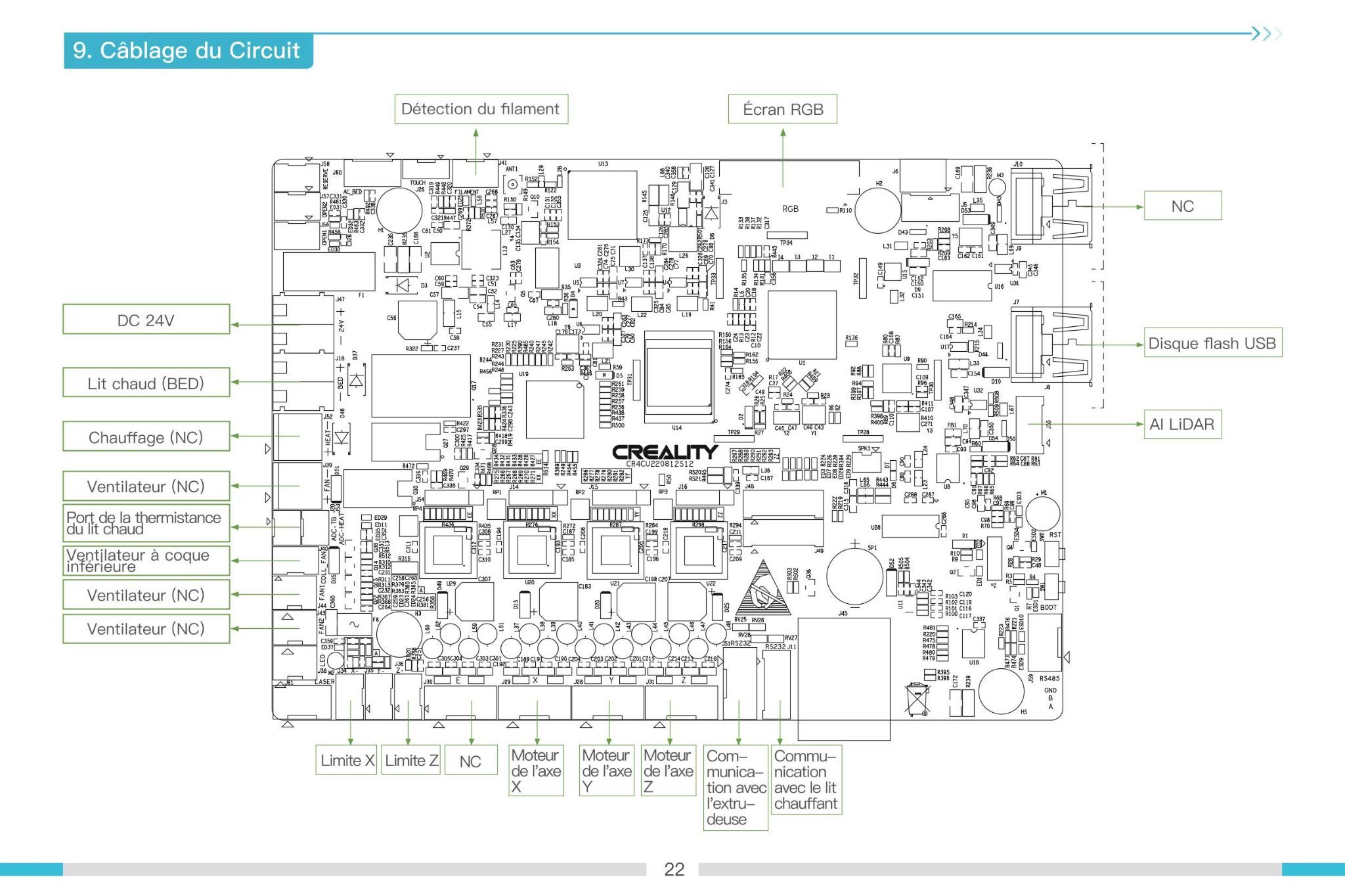
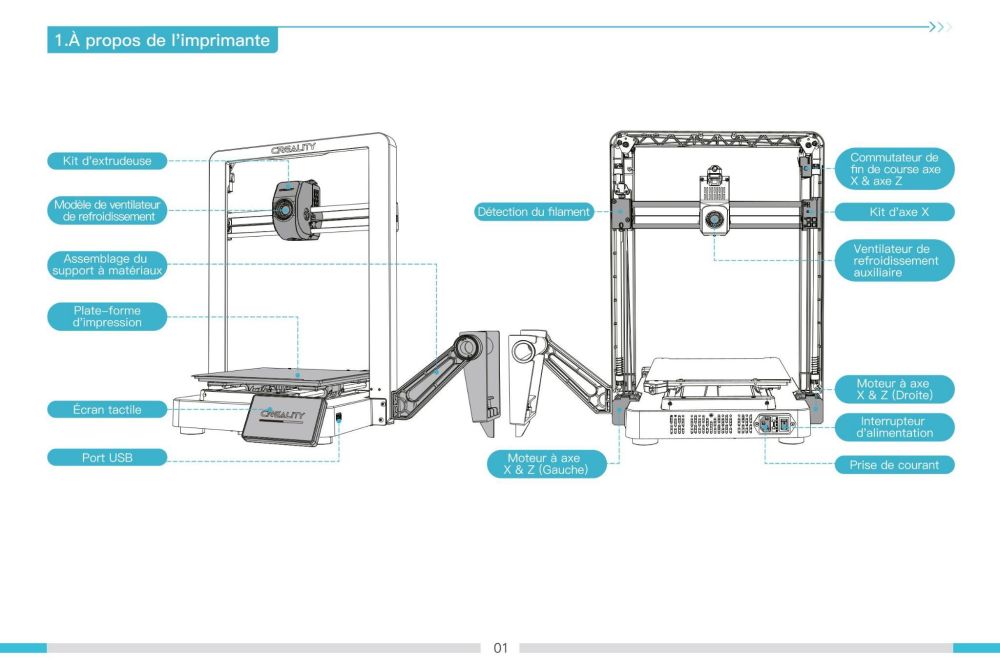
Classement




Contenu populaire
Contenu avec la plus haute réputation dans 16/04/2024 Dans tous les contenus
-
Sous le drap, il y avait :
 4 points
4 points -
Salut, Je sais: C'est un truc pour les fins de mois difficiles: Pour joindre les deux bouts !3 points
-
3 points
-
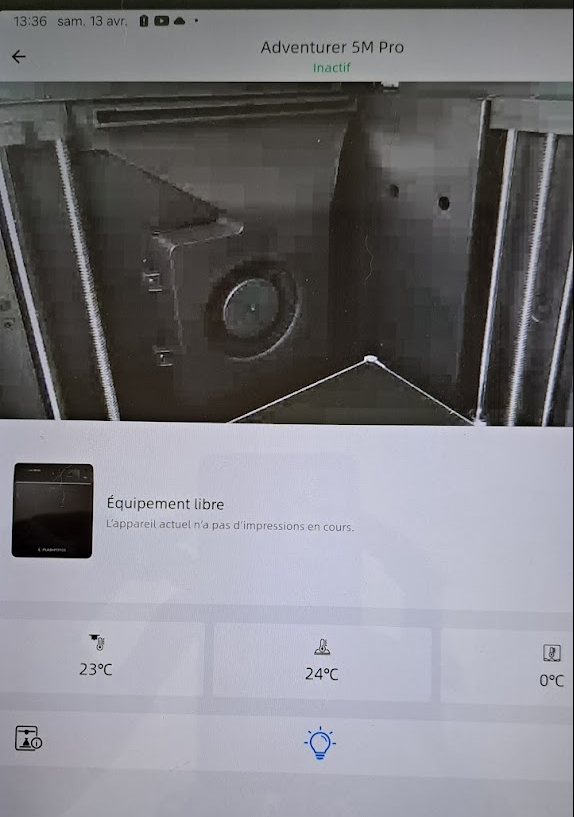
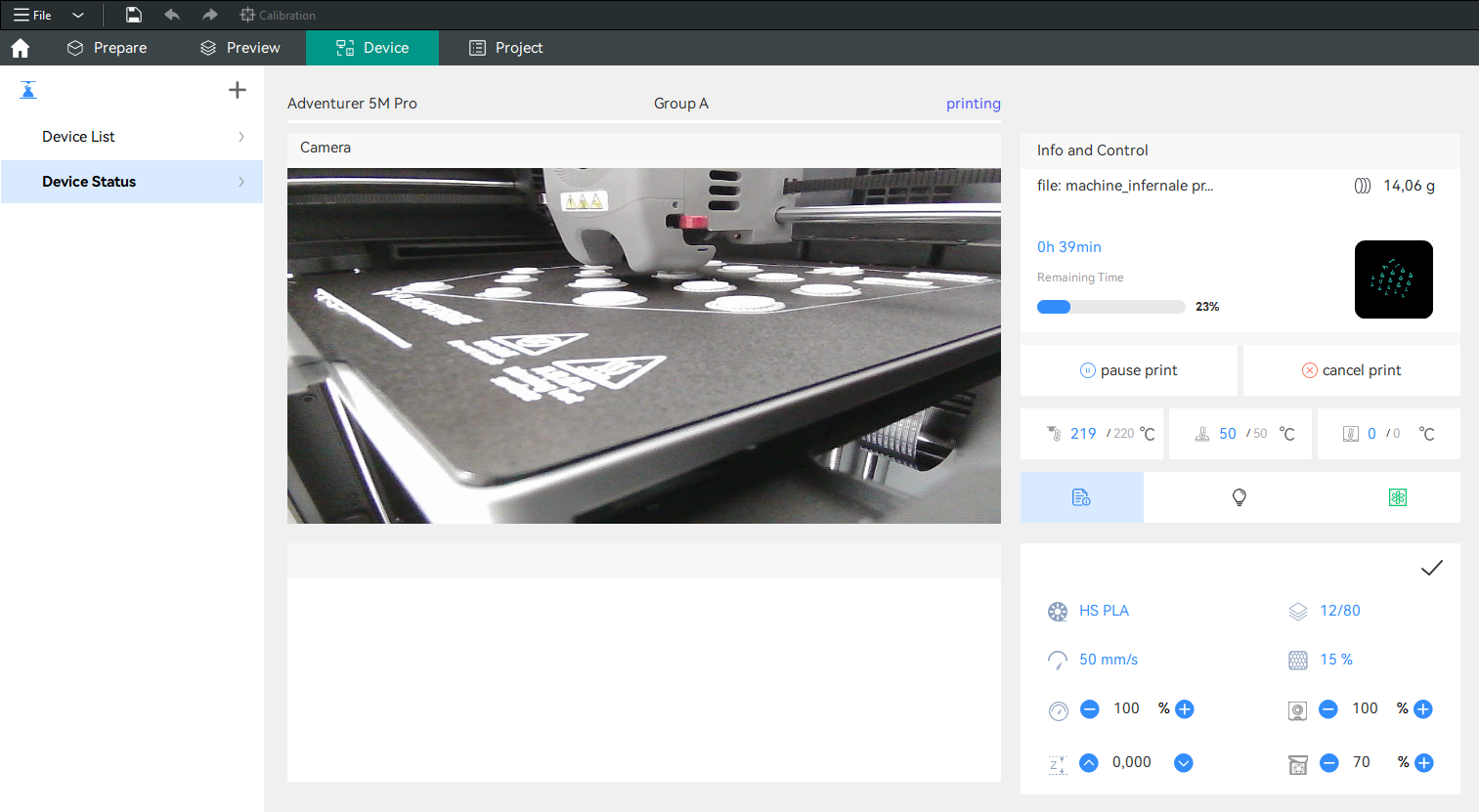
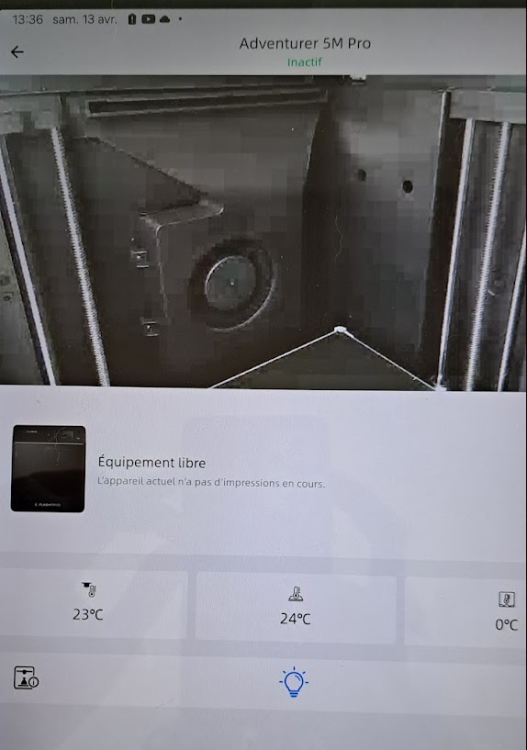
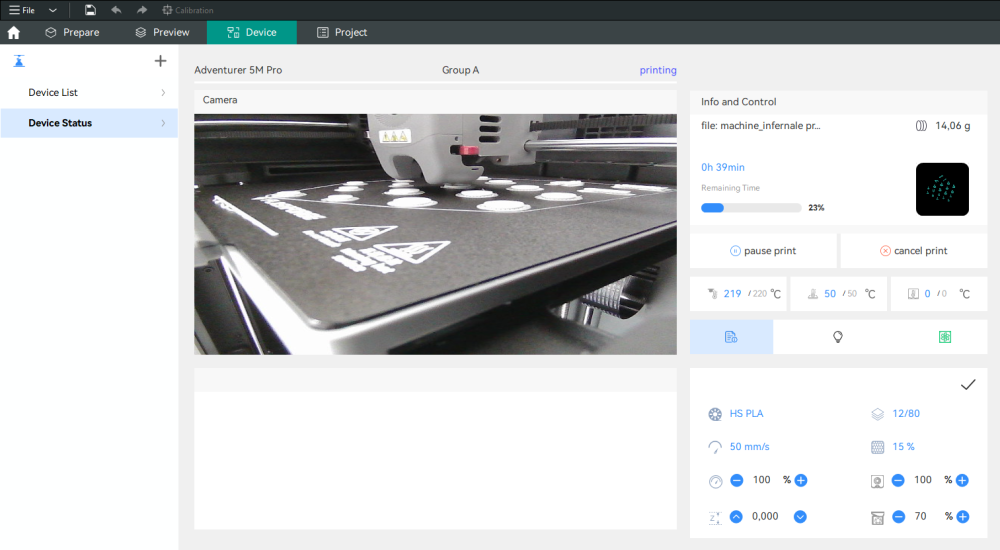
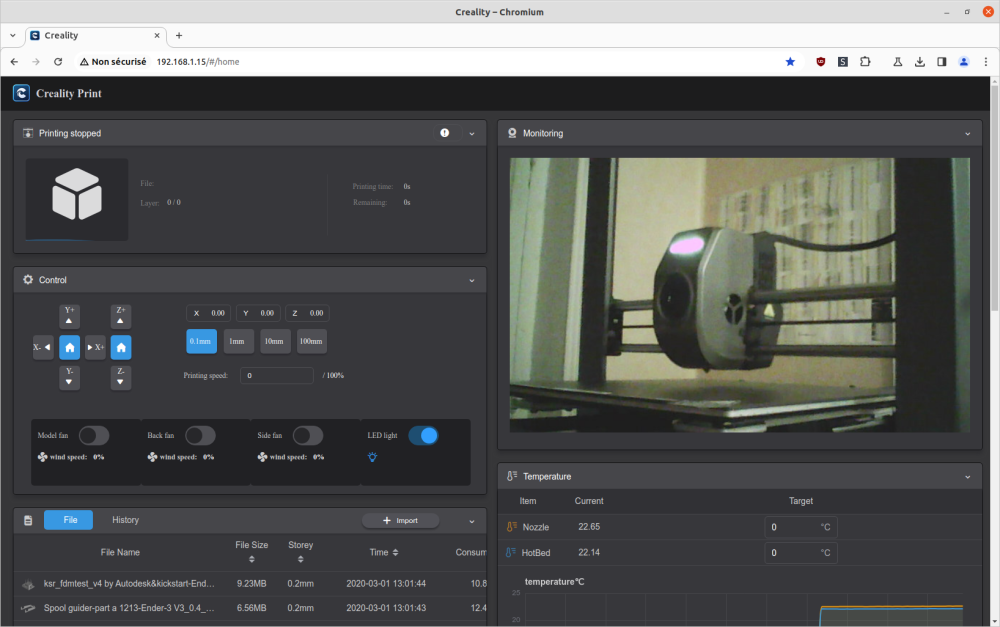
Bonjour, Alors, cette mise à jour ... comment dire : il y du bon et du moins bon. Côté Flashforge Flash Maker, ok, c'est bien on a une application cloud qui permet de surveiller son imprimante où que l'on soit. C'est pratique mais clairement pas indispensable. A la limite cela simplifie la vie si on lance une impression longue et que l'on ne peut pas rester à proximité, au moins en cas de pépin, avec la caméra on peut s'en rendre compte et interrompre l'impression. Dans le mode réseau on peut choisir soit que LAN soit cloud. Si on choisit que LAN, en gros l'imprimante se comporte comme avant (presque) et là, pas de Flashforge Flash Maker, on reste que sur du réseau local. Sauf que l'une des fonction qui ne fonctionne plus (en tout cas, pour ma part, c'est l'accès direct à la caméra dans une page web. Alors, bon, c'est un peu dommage, mais vu qu'on peu faire autrement et notamment avec Orca, du coup ça n'est pas si problématique que ca. Flashforge Flashprint 5... bon alors là c'est quand même étrange. je n'ai précisément plus accès à la caméra via leur propre application. On va attendre une prochaine mise à jour, je pense que ça sent le bug, où bien, précisément comme ils ont changer les méthodes d'accès à la caméra, ça nécessite justement d'ajuster le soft, donc une p'tite mise à jour suffira très probablement à corriger ce point. Orca Slicer. Là on retombe dans les travers de FlashForge ou d'autres comme Bambu, avec un fork de la version officielle open. Est-ce vraiment gênant ? Surement par rapport aux mises à jour. Suivront ils au plus près les mises à jour d'Orca ? Pour le moment je ne juge pas car ça demande à voir dans le futur. Mais, le très bon point c'est que pour le coup, l'intégration est vraiment bien faite. Donc si on est en mode réseau local (LAN) on a la caméra avec la bonne résolution et qualité qu'avant mais surtout on a un vrai tableau de bord de l'imprimante (ou des imprimantes puisqu'il gère également les groupes d'imprimante comme Flashprint : Alors là, c'est très bien, et comme on voit sur la photo on peut agir sur l'impression et là, en mode réseau local, on a une image de la caméra avec la même qualité qu'avant. Paradoxalement, c'est, pour le moment, Orca Slicer qui est plus avancé côté contrôle de l'imprimante que Flashprint ! Cette histoire du mode réseau est, au début, perturbante, mais au final je me dit que ce n'est pas si mal que ça. Car au moins on ne nous impose pas l'accès au cloud. Au pire si on souhaite utiliser Flash Maker il suffit de repasser en mode Cloud et dans Orca il faut trouver son imprimante, non plus dans l'onglet LAN, mais donc NETWORK. la caméra est plus pixelisée puisque le flux vient du cloud mais ça n'empêche pas d'utiliser Orca normalement. A chacun de trouver sa config adapté à son besoin. On peut aussi utiliser en nominal le mode local et ne basculer en mode cloud que lorsqu'on a besoin de Flash Maker (personnellement pas souvent) Flash Maker ça donne ça : C'est propre l'image de la caméra est en revanche très saccadée et pixelisée. Mais on peut quand même surveiller ses impressions à distance sans problème. Donc bien, bravo FlashForge. Au final, il y a quelques ajustements encore à faire pour qu'on arrive à un début d'écosystème qui n'est pas si mal que ça : Flashprint ou orca slicer avec les mêmes fonctions de gestion de(s) imprimante(s), un logiciel de surveillance à distance (Flash Maker) et un cloud encore tout pourri mais bon, il suffit d'aller chercher ses objets sur d'autres clouds. Et comme je fais mes pièces avec Fusion 360, ce n'est clairement pas le point le plus négatif. Et au bout du bout, il y a toujours cette imprimante qui délivre des impressions nickel tant qu'on utilise le bon filament (là en ce moment, j'ai testé le Jayo blanc matte, et c'est nettement moins bien que le eSun blanc matte) Voila ma modeste revue des dernières mises à jour de Flashforge, ça aura pris du temps mais au moins les bases sont posées, maintenant il faut fiabiliser et améliorer. Leur plus gros challenge, je suppose sera de rendre tout ça compatible avec d'autres produits ... ou pas en fonction de leur stratégie (forcer à aller vers de nouveaux produits pour en profiter ou satisfaire les clients actuels. Reste un point flou, dans Orca il apparait des entrées de sélection des matériaux... certain ont déjà supposé que Flashforge pourrait prévoir de sortir un système multi-matériaux comme bambu surtout qu'en ce moment, tout le monde sort son AMS maison. A voir...
 2 points
2 points -
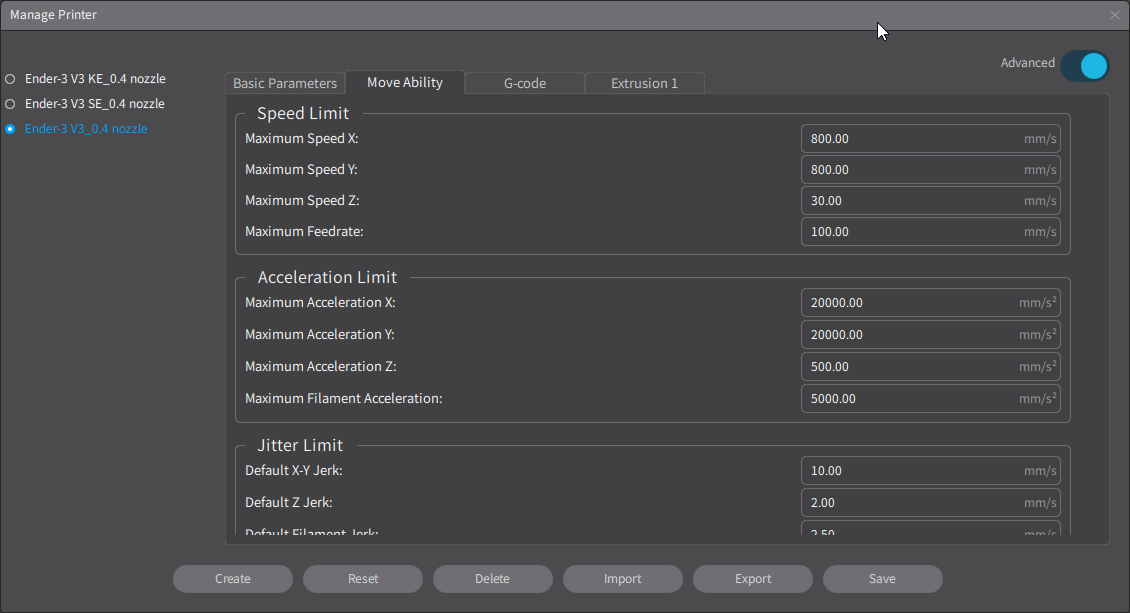
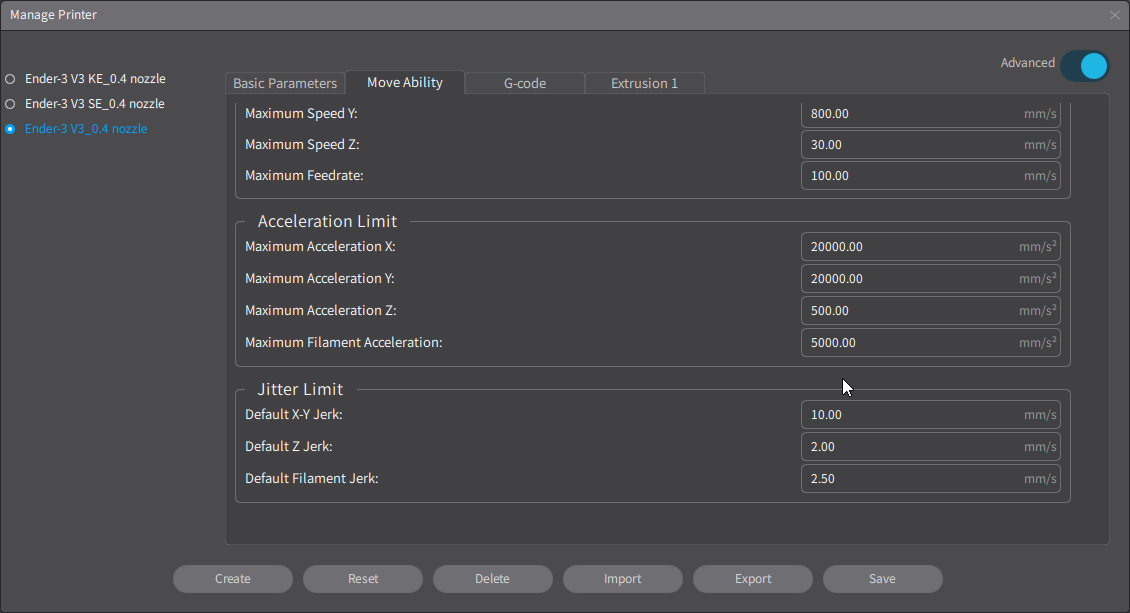
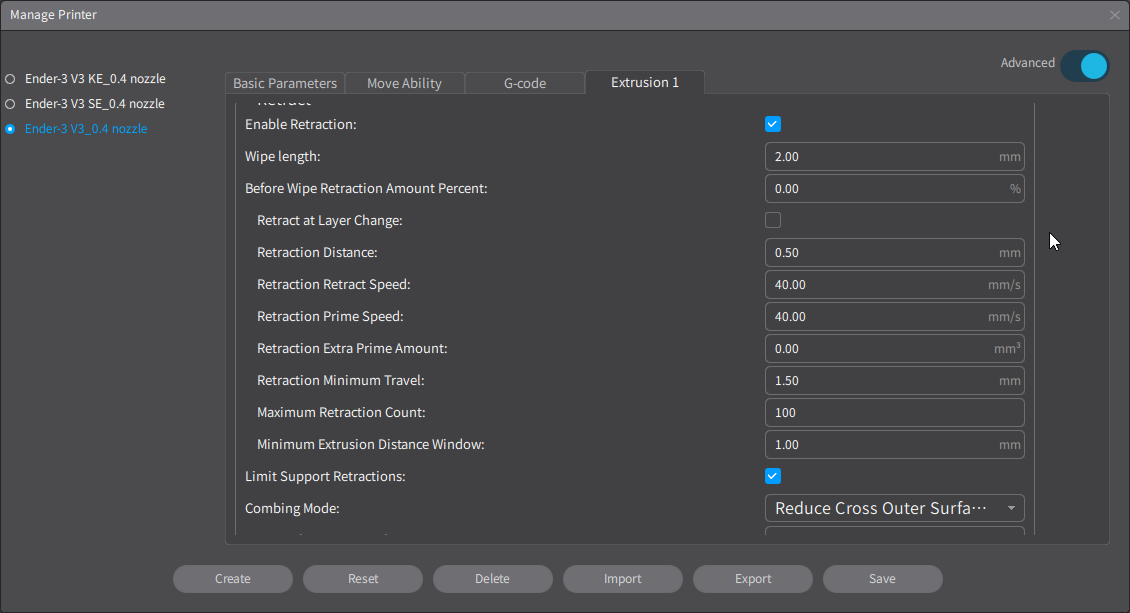
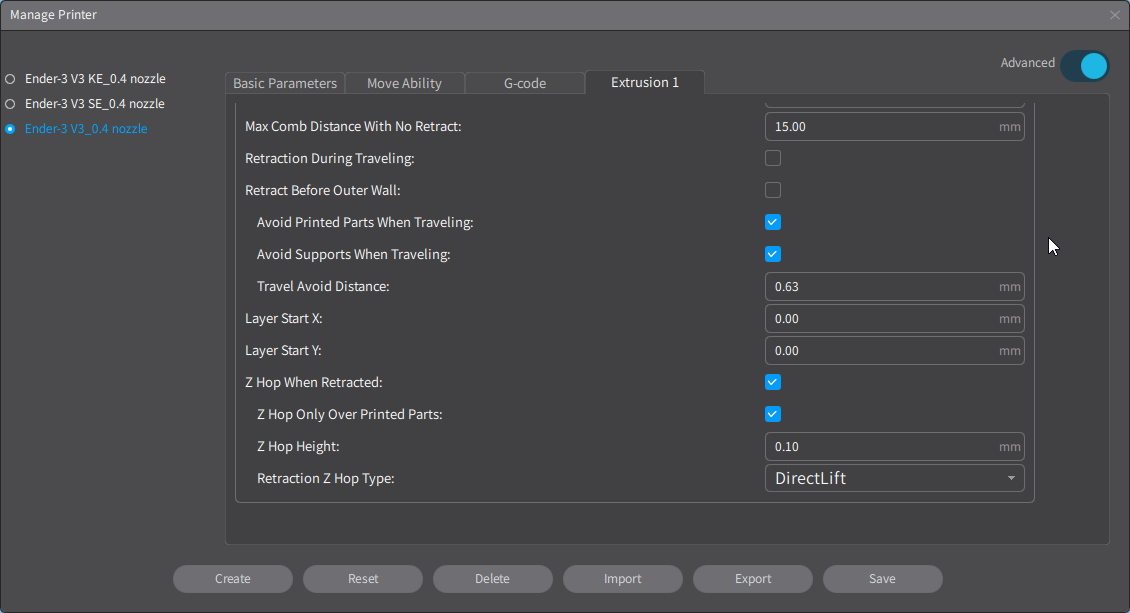
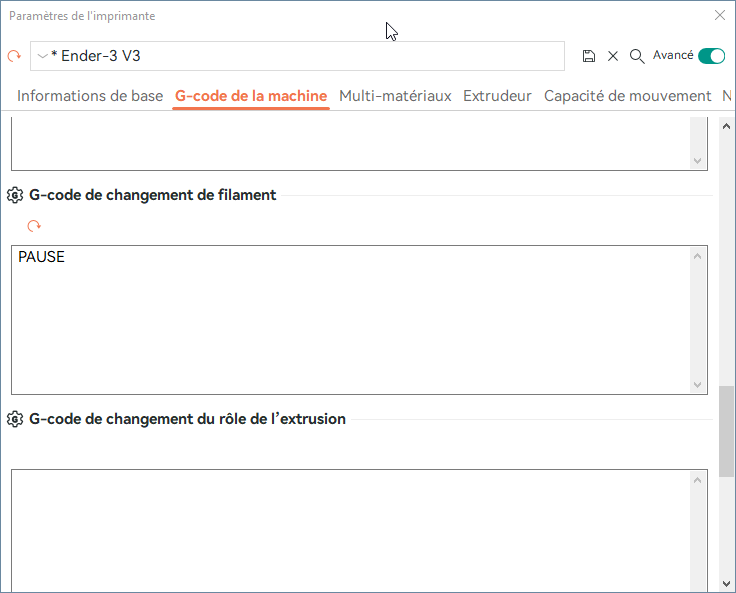
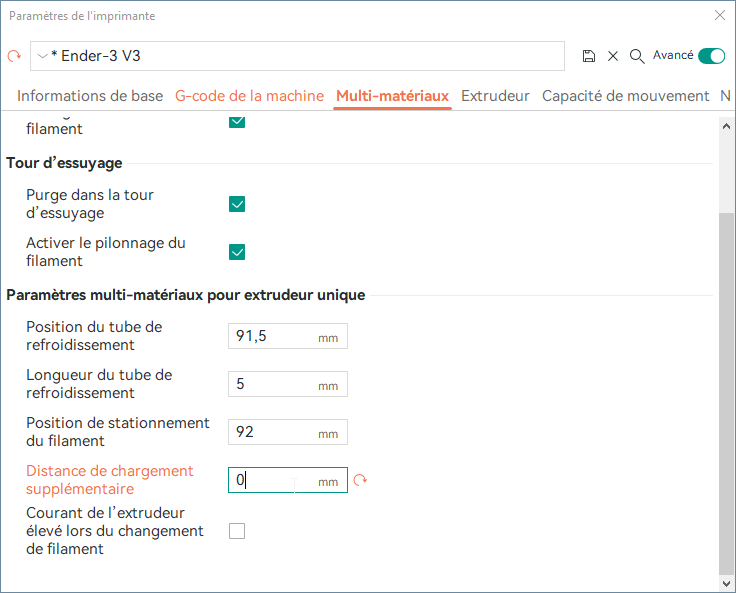
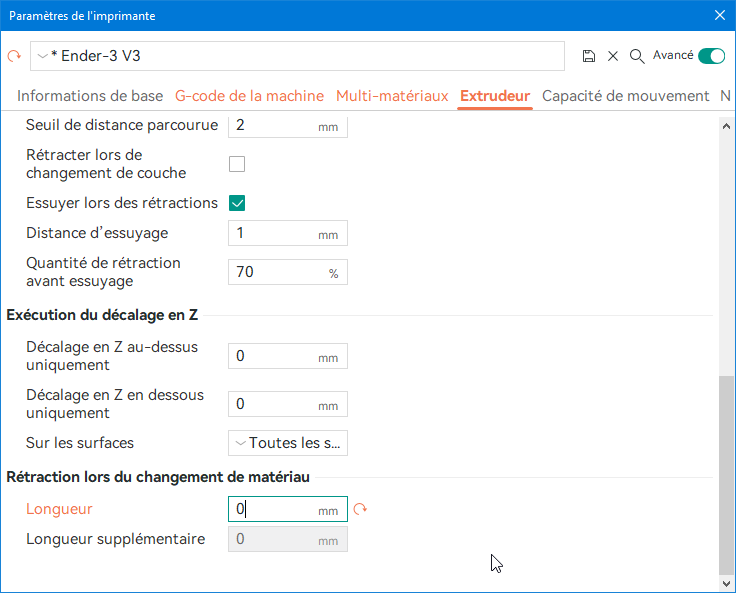
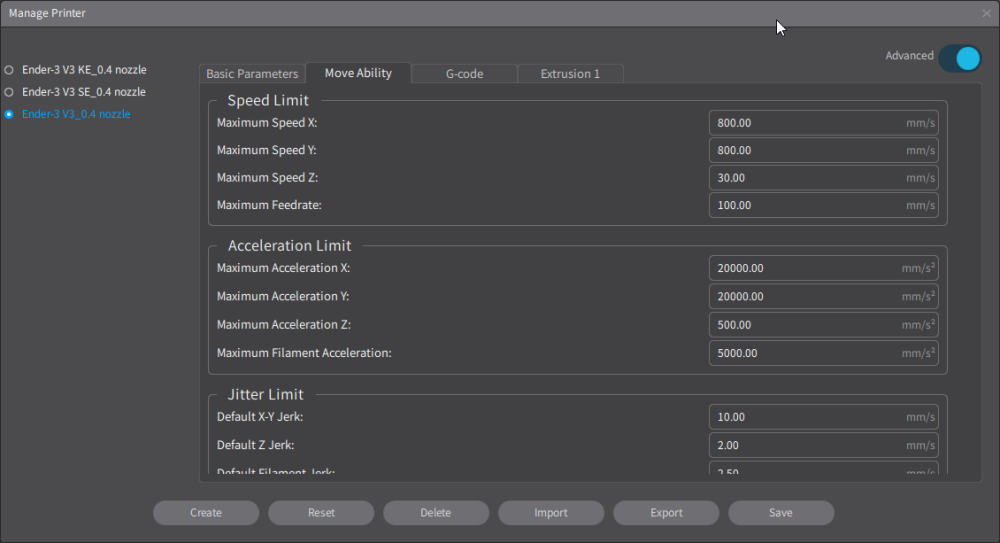
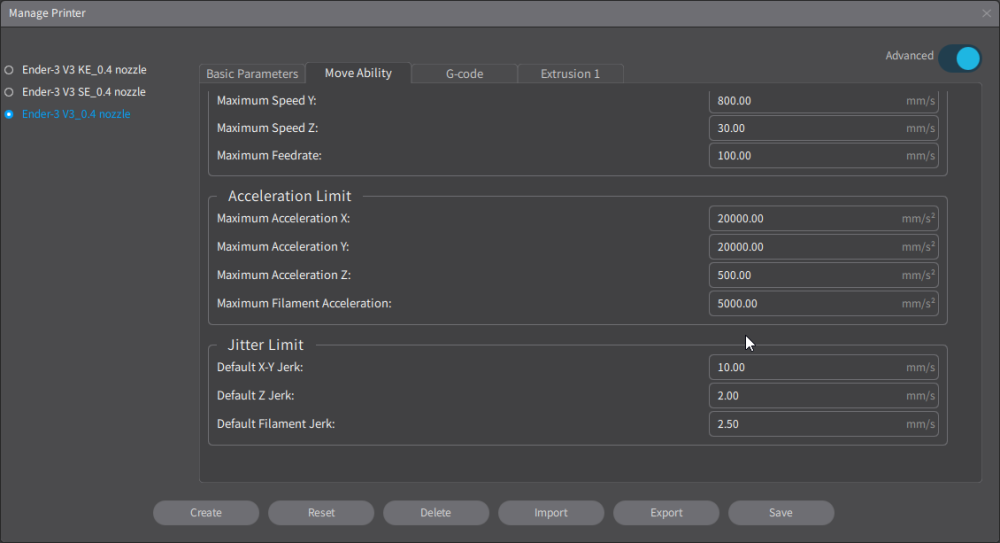
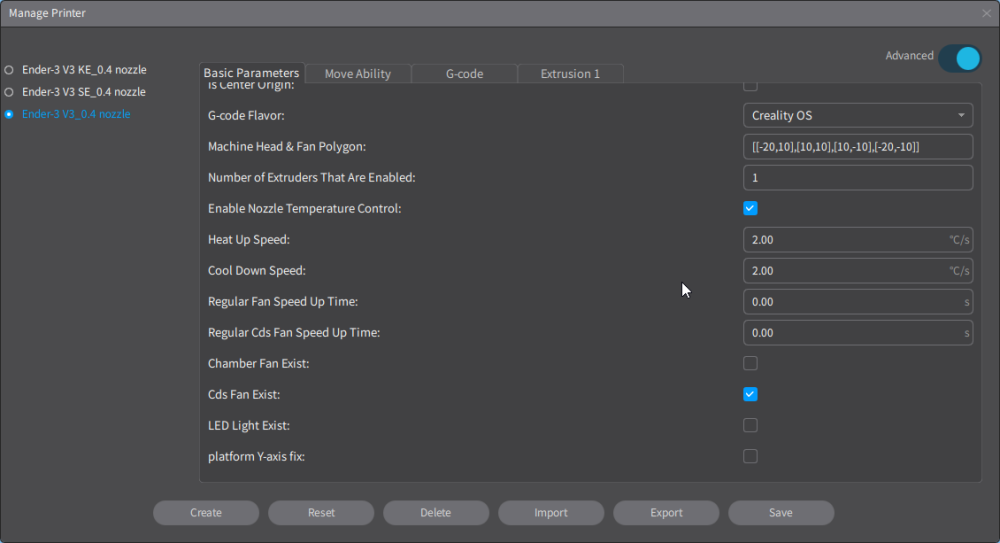
Merci j'était entre temps arrivé a une conclusion équivalente ( j'hésité à mettre "variable_extrude: -1.0" ... ) mais ta solution me semble plus propre ( car je ne comprend pas vraiment la logique d'avoir une variable dans une macro, qui si j'ai bien compris n'est pas un paramètre de la macro. donc c'est l'équivalent de coder un truc en dur , ce qui oblige de venir modifier le gcode_macro.cfg si on veut le changer. Donc au temps ne pas l'utiliser si on ne veut pas d'extrusion supplémentaire juste après une mise en pause. ) Merci. Entre temps j'ai testé avec la v2.0.0 linux .appImage et genre une fois sur deux elle m'ajoute bien une imprimante Ender-3 V3 lors de l'import de ce profil ... J'ai fait rapidement quelque essais, j'ai déjà identifié quatre choses a changer. pour les "thumbnail" ajouter une vignette 96x96 donc mettre dans le champ "96x96, 300x300" ajouter "PAUSE" en "G-code de changement de filament", mettre a 0 mm la "Distance de chargement supplémentaire" de l'onglet "Multi-Matériaux" et mettre a 0 mm la "Longeur" de "Rétraction lors du changement de matériau" de l'onglet "Extrudeur". Ender-3 V3 - PPAC.orca_printer.zip( enlever l'extension .zip que j'ai ajouté pour me permetre de mettre le fichier en pièce jointe ) J'hésite aussi a augmenter un poil le "Maximum speed Z" ( actuellement a 30 mm/s car dans l'idée si c'est une core XZ ... en principe (mais je dis cela sans avoir vérifié) on devrait pouvoir avoir théoriquement ( mais ne pas oublier l’inertie de la barre qui porte l'axe X) la même vitesse max Z que celle en vitesse max X (actuellement 800 mm/s ) )2 points
-
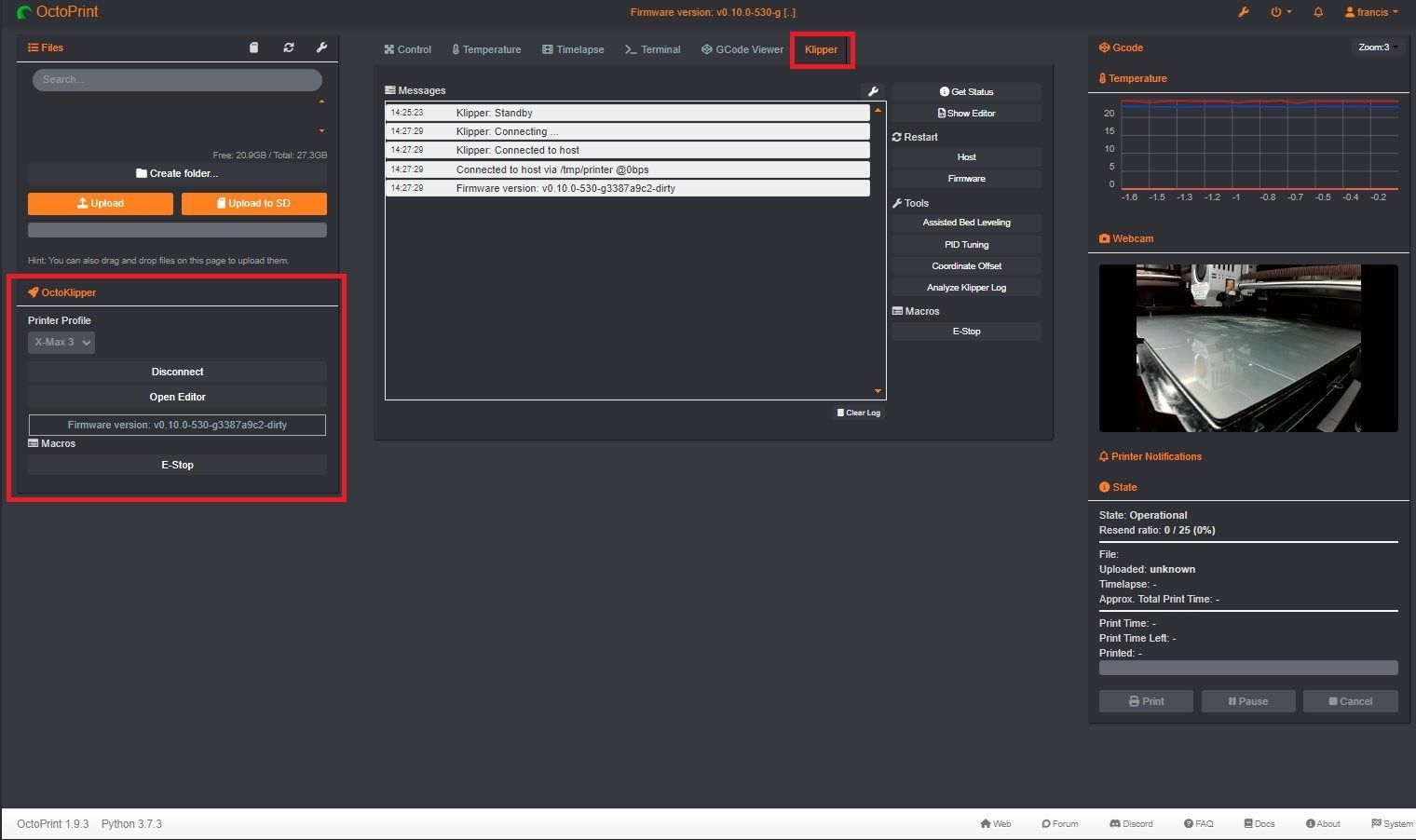
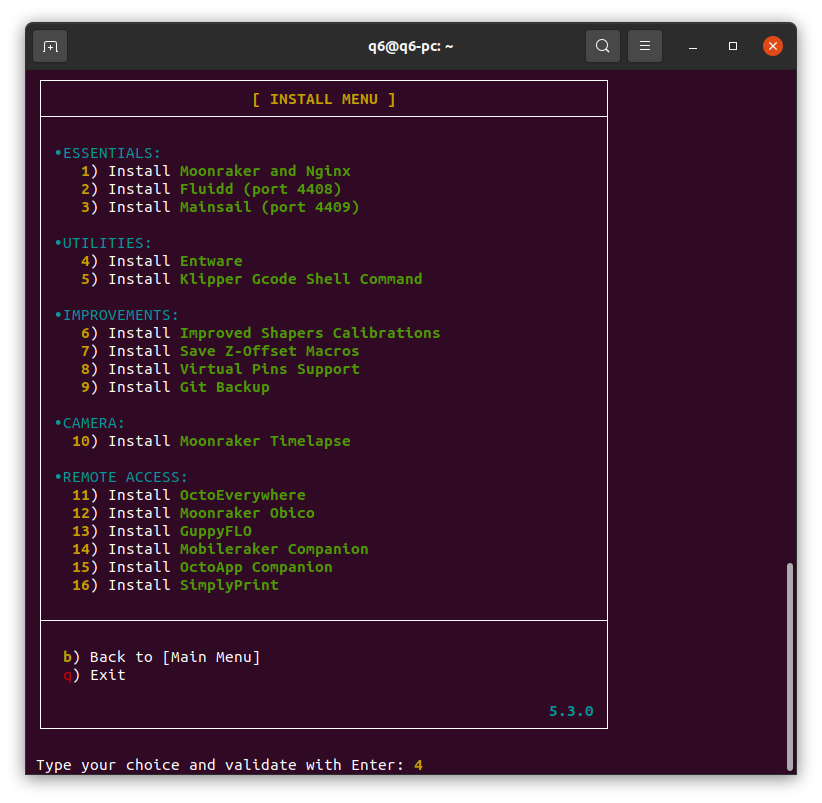
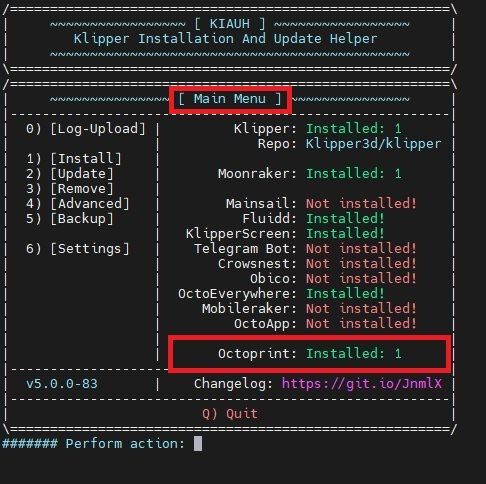
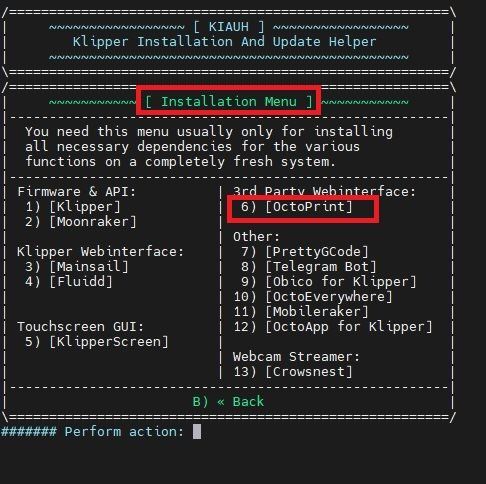
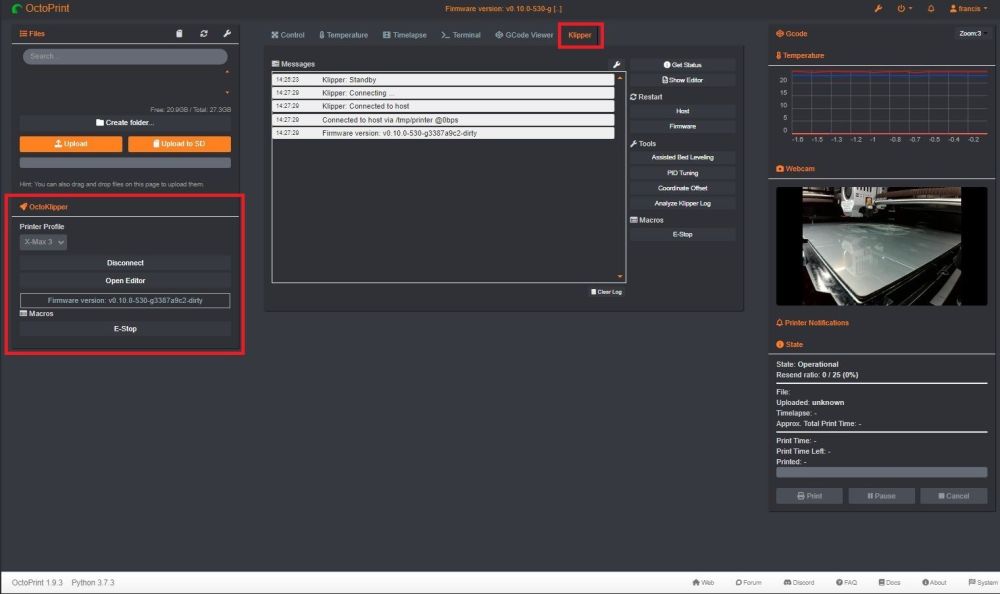
Concernant Cura, je l'utilise de moins en moins au détriment du trancheur de Qidi (Qidislicer) ou Prusaslicer ou encore Orcaslicer, je n'ai donc pas de profil «adapté». Je viens de tester Octoprint sur ma XM3. Test rapide mais dans l'ensemble fonctionnel mais je préfère vraiment Fluidd (ou Mainsail). Le plus simple pour installer Octoprint est de passer par KIAUH, installé d'origine avec le système d'exploitation de Markebase (Armbian). Se connecter en ssh, utilisateur «mks», mot de passe «makerbase» (par défaut). Une fois connecté, lancer KIAUH : ./kiauh/kiauh.sh Si c'est la première utilisation de KIAUH, il indiquera qu'une mise à jour de lui-même est possible, la faire Choisir l'option 1 du menu : INSTALL Choisir Octoprint (choix 6) Valider Patienter le temps que les paquets nécessaires soient chargés puis «compilés» (paquets Python) A la fin de l'installation, l'adresse IP et le port d'accès sont indiqués (port: 5000) Octoprint apparait dans la iste des éléments isntallés : Accéder à l'interface Web d'Octoprint via l'adresse IP+ port Procéder à la finalisation de l'installation (si une caméra est connectée: utiliser l'URL complète de Fluidd, port 10088) : Stream : http://IP:10088/webcam?action=stream Snapshot : http://IP:10088/webcam?action=snapshot Installer le greffon Octoklipper via le gestionnaire de greffons (icone de la clé anglaise) Le seul soucis que j'ai rencontré, après l’installation du greffon Octoklipper était qu'il ne chargeait pas après le rechargement à la suite de l'installation. A la main, toujours en ssh, un «sudo service octoprint stop» suivi d'un «sudo service octoprint start» a résolu le problème. Une fois le bouton Connect de la section Octoklipper cliqué, la connexion s'est établie… Bon je ne suis pas aller plus loin, j'avais l'impression d'être revenu au siècle dernier (pour ne pas me tuer les yeux, j'ai rapidement installé le greffon UI Customiser pour avoir un thème sombre) Il faudra probablement tester un peu plus pour être certain qu'Octoprint soit pleinement fonctionel mais je ne vois pas ce qui l'empêcherait (en évitant d'utiliser Fluidd au même moment… quoi que Fluidd / Mainsail utilisent Moonraker pour communiquer avec Klipper alors qu'Octoprint ne l'utilise pas … A voir donc).
 2 points
2 points -
Une de mes collègues sait que je fais pas mal de CAD et d'impression 3D. Il y acquelques jours, elle m'a contacté pour me demander si je pouvais faire une pièce pour le Can-Am 2015 de son mari, car la pièce n'était plus disponible, je lui ai répondu qu'il me fallait voir, mais pourquoi pas... Le jour suivant au bureau, son mari est venu me montrer son trike avec le soucis sur la fixation des bagages. Il a perdu une pièce. J'ai regardé la pièce, originellement en plastique, sans trop d'effort, et cela devrait être faisable en PETG ou Nylon. J'ai dessiné la pièce, et complété avec une pièce complémentaire qui aurait permi d'eviter la perte de la pièce, imprimé les deux pièce dessiné, et ramené le jour suivant à ma collègue avec une mission d'essayer pendant le week-end. Ils ont fait 150 km avec la pièce, cela a fonctionné, mais il y avait une petite correction à faire. ce que j'ai fait. Je suis en train d'imprimer deux set, et je les ramènerai à ma collègue à mon prochain passage au bureau. J'ai aussi imprimé une pièce en TPU. Le silent block d'échappement de la voiturette de ma fille s'est cassé et le tube d'échappement s'est retrouvé au sol, abimant au passage le manchon flexible qui se trouve entre le collecteur et le tube d'échappement. Il me fallait trouver une solution pour remettre l'échappement en place (le manchon devra être remplacé, mais il est étanche, mais en rupture de stock pour l'instant, et le silent block ne sera livré qu'au moment ou le manchon sera disponible). J'ai pris la pièce cassée (en cahoutchouc à haute densité), et je l'ai modélisée et imprimée en TPU shore 98A. On l'a monté hier avec mon fils, et cela fonctionne. Aucune certitude sur la durée de vie de la pièce, mais elle n'a qu'un but temporaire (même si je suis curieux de savoir combien de temps elle peut durer).2 points
-
Salut a tous !... Et bien comme toujours... le forum et ses membres sont de tres bon conseils !!!... Le projet a été accepté et cela fait 2 semaines que la bette... que dis-je... , le Monstre... est arrivé dans l entreprise ! Et c'est officiel !... je suis sous le charme et je prévois un budget pour m en payer une !!! Je suis carrément bluffer par sa capacité a bouffer du filament technique !!! Par exemple, le PC-PTFE de Nanovia s'imprime sans aucunes difficultés des la sortie du carton !!! Je kiff !!!! Et la machine est déjà rentabilisée pour l entreprise en une seulle impression avec une pièce qui coûte habituellement plus de 900€ !!!! C est démoniaque !!! Il n'y a pas d'autres mots !!! Vivement le mois prochain que je commande ma perso !!!2 points
-
@LorenzoGex J'ai eu le même soucis au départ - depuis 1 semaine cela n'apparaît plus, sans avoir fait quelque chose Pour ma part je me demande si cela ne venait du fait que la machine tournée pendant une journée, et car je faisais beaucoup de stop d'impression pour annuler le travail en court - car la première couche n'était pas correcte.1 point
-
Dans mon bureau fermé (9m2 environ), ça sent un peu le matin après une nuit d'impression PLA, je laisse s'aéré avant d'y aller (temps du petit déjeuner). Il vaut mieux quelquechose de rigide, non branlant, pas d'animal qui vient y mettre son museau ou donner un coup de queue. Fait des essais pour le bruit. Pour la mienne, ce n'est pas un bruit de fond !1 point
-
je suis à la louche à 2mm de la buse en hauteur ce qui doit faire à peu près 6 mm du plastique (je te dis ça a l'oeil et il n'est plus très fiable )1 point
-
à mon avis on est plus sur un système comme sur les Bambu Lab A11 point
-
Marrant On a l'impression que sur la tête arrivent plusieurs tubes PTFE… Un peu comme le système de CoPrint Chromaset / KMS set (Kickstarter). A voir si c'est une tête semblable, en ce cas, ils auraient déplacés les moteurs de chargement du filament dans la boîte fermée (probablement sans chauffage interne, comme le CFS de Creality, mais de simples sachets de dessicants ).1 point
-
Salut, Merci PPAC pour ces tests, tu peux télécharger la version dev d'Orca Slicer (la 2.1.0 actuellement) elle arrive à ouvrir le profil fourni sur le wiki de Creality (mais je viens de le découvrir et ne l'ai pas encore essayé) Je me suis aussi procuré une Ender-3 V3 pour remplacer mes vaillantes Ender-3 et Ender-3 Pro customisées jusqu'à la moelle. Et bien je peux dire qu'ormis le bruit, je suis très satisfait de cette imprimante.1 point
-
Bienvenue chez les imprimeurs fous1 point
-
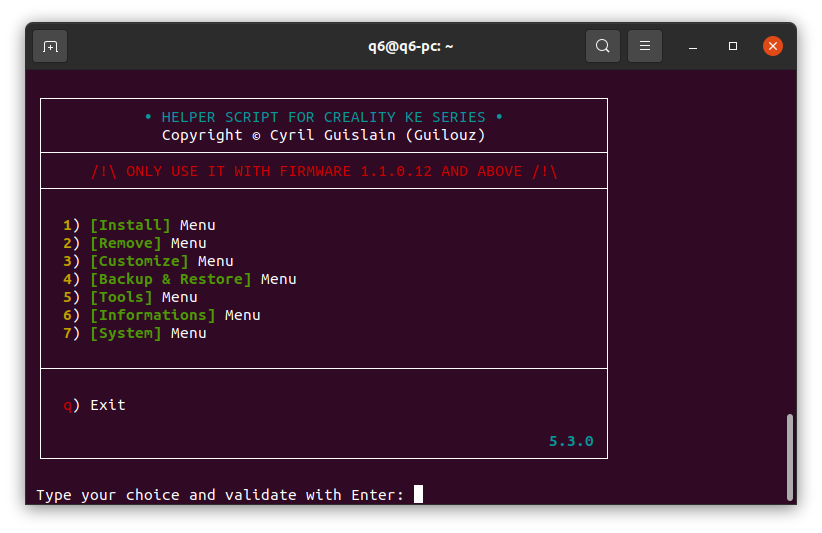
Bonjour Il est tres facile d'installer Fluidd et/ou Mainsail, pour ensuite avec Orca envoyer le fichier directement vers l'imprimante. J'ai utiliser le script indiquer plus haut prevu pour une K1 mais qui fonctionne sur une V3 KE Il y a aussi ce post qui peux aider A+1 point
-
Do you speak les miches ? No i speak les fesses.1 point
-
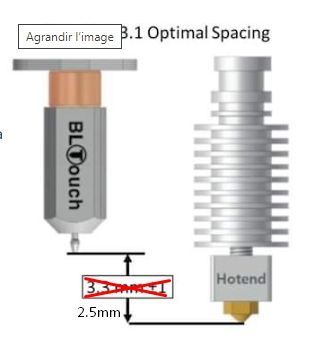
Je viens de voir ta video. Il n'est pas normal que ta buse touche le plateau durant la palpage du plateau. Ton Z offset devrait être en négatif. Il faut que tu réalignes ton bltouch par rapport à ta buse. Il faut un ecart de hauteur d'environ 2,5 à 3mm ( je trouve que 3.3mm,c'est trop a mon humble avis. Mais je chipote) entre la buse et le bltouch, comme sur l'image. Si tu mets 2 pièces de 2 centimes sous le bltouch tu auras exactement 3.3 mm Si tu as bien cet écart , tu verras quand tu feras ton Z offset, tu seras dans l'obligation d'aller en négatif. D'où l'intérêt du M211 S0.
 1 point
1 point -
Le Ace Pro est un boitier magique qui mélange les couleurs, comme un vrai peintre !! Mais non, pas vu d'autre info. sinon que Ace Pro = Anycubic Color Engine Pro et que la Kobra 3 ferait 250 x 250 x 260 mm, soit plus grand que le 220 x 220 x 250 mm d'une Kobra 2 standard. Aussi des bobines avec puce RFID pour leur AMS maison.1 point
-
Ou dans la macro RESUME ne pas utiliser cette valeur {% if printer.extruder.can_extrude|lower == 'true' %} G91 G1 E{E} F2100 G90 {% else %} en remplaçant G1 E{E} F2100 par G1 E0 F2100 car dans la macro RESUME la valeur de E est augmentée de 1 donc même en mettant E à 0 dans la macro PAUSE, il y aura extrusion de 1 mm.1 point
-
Un mètre quatre-vingt centimètres, n'est-ce pas un peu excessif ?1 point
-
Ha la belle image de marketing. ( Où comment font t'ils la nuance de violet et la nuance de jaune du buste du gorille avec les quatre nouvelles couleur Anycubic x Pantone chargé dans le "ACE" ) Sinon on ne sais toujours pas si sur la base de l'imprimante c'est un cache pour mettre des piles comme sur une télécommande ? ni si c'est le truc rouge sur la base de l'imprimante c'est un bouton ou juste un voyant ?1 point
-
Bien d'avant 2000, En 2001 c'était applicable, pose antenne 80 cm à la place de 50 cm opérateur, (avec aussi une tête de qualité) une fois j'ai eu la perte de certaines chaînes avec un énorme cumulo-nimbus dans l'axe. Texte origine de 1966 l'antenne ne doit pas dépasser 4 m dans la plus grande taille. pour la parabole à 99 cm ou 1 mètre ? je n'ai pas trouvé si ce morceau a été modifié aux révisions suivantes, Mais les JO (RF) ce n'est pas simple à parcourir.1 point
-
un par un et dans le bon sens.1 point
-
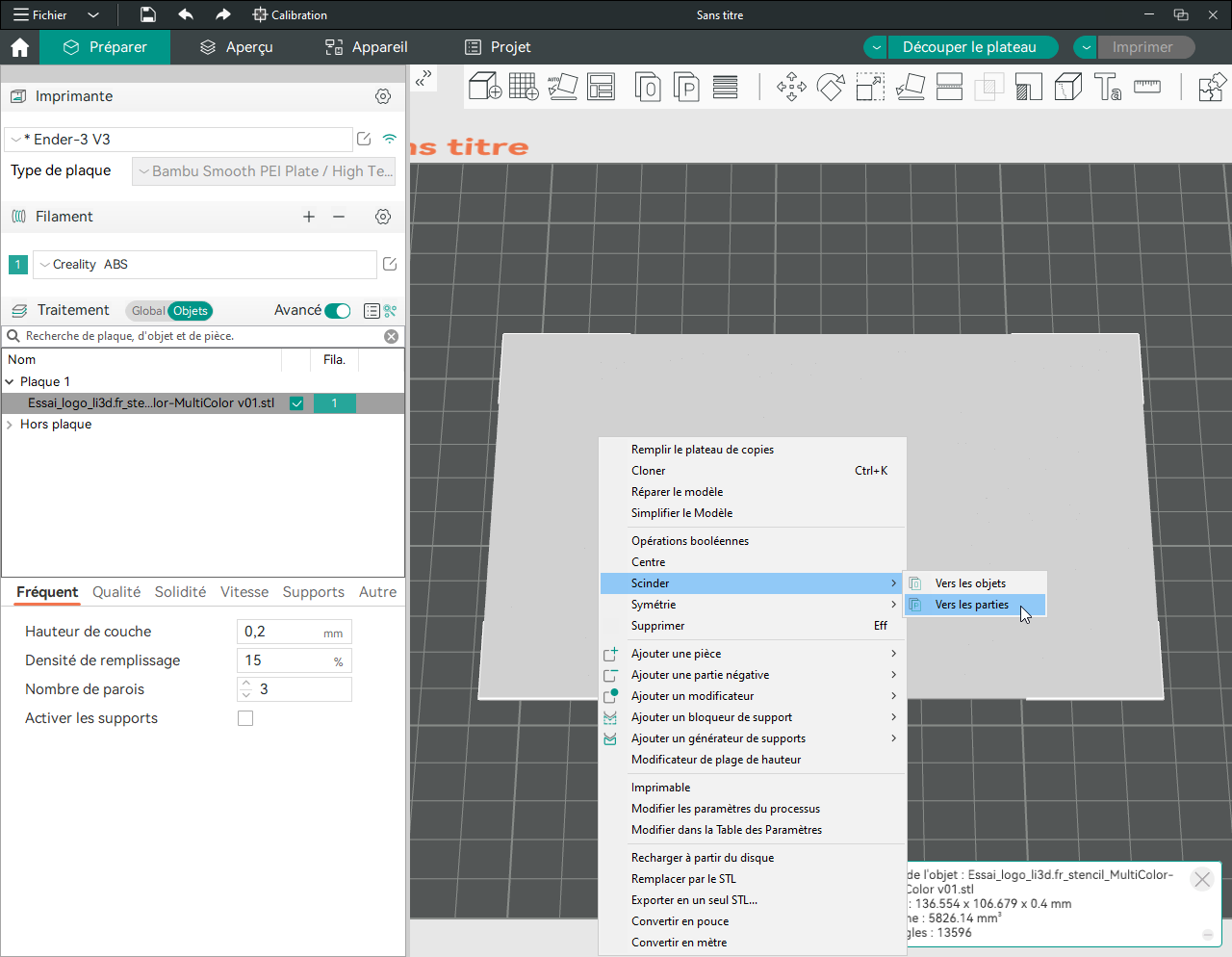
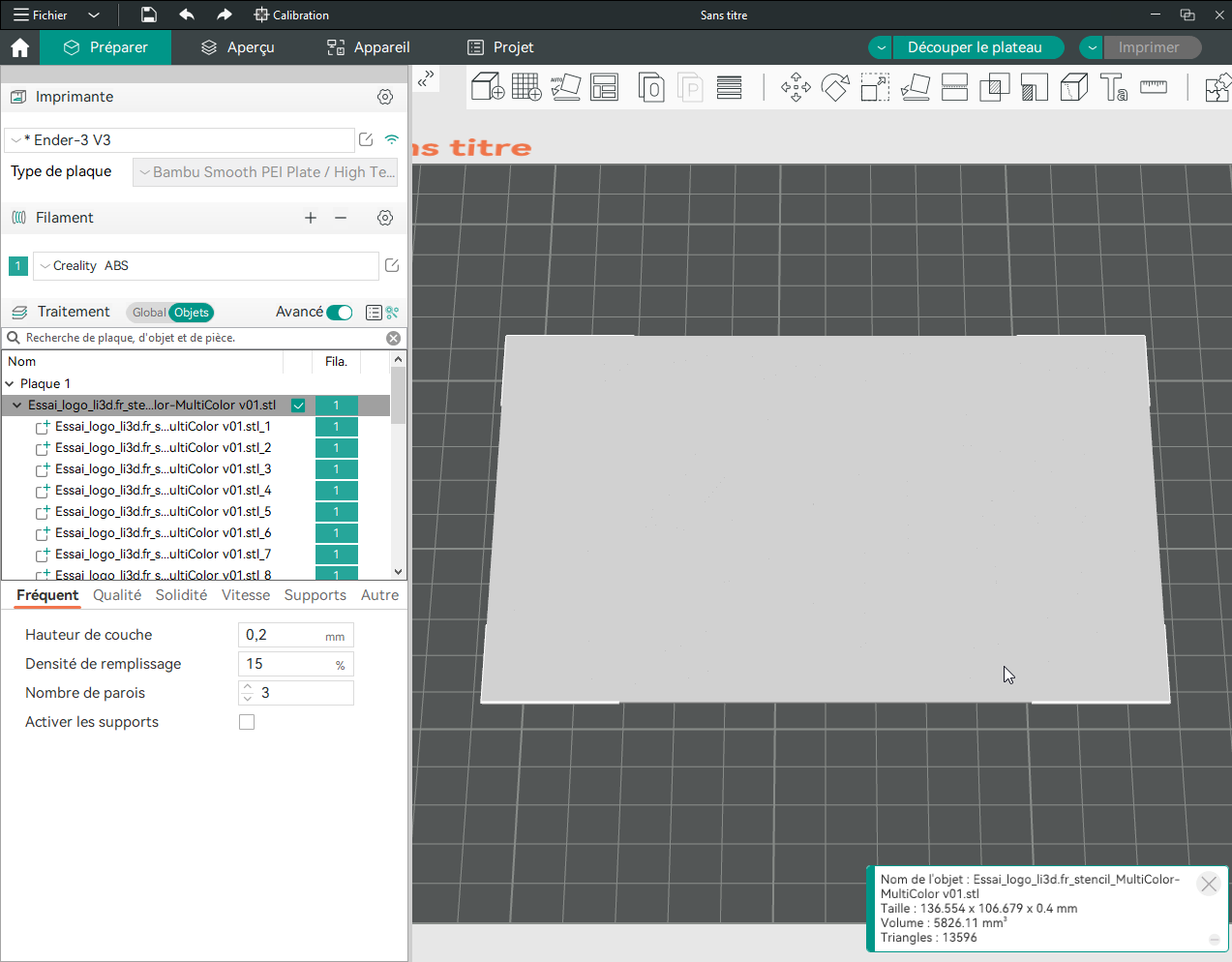
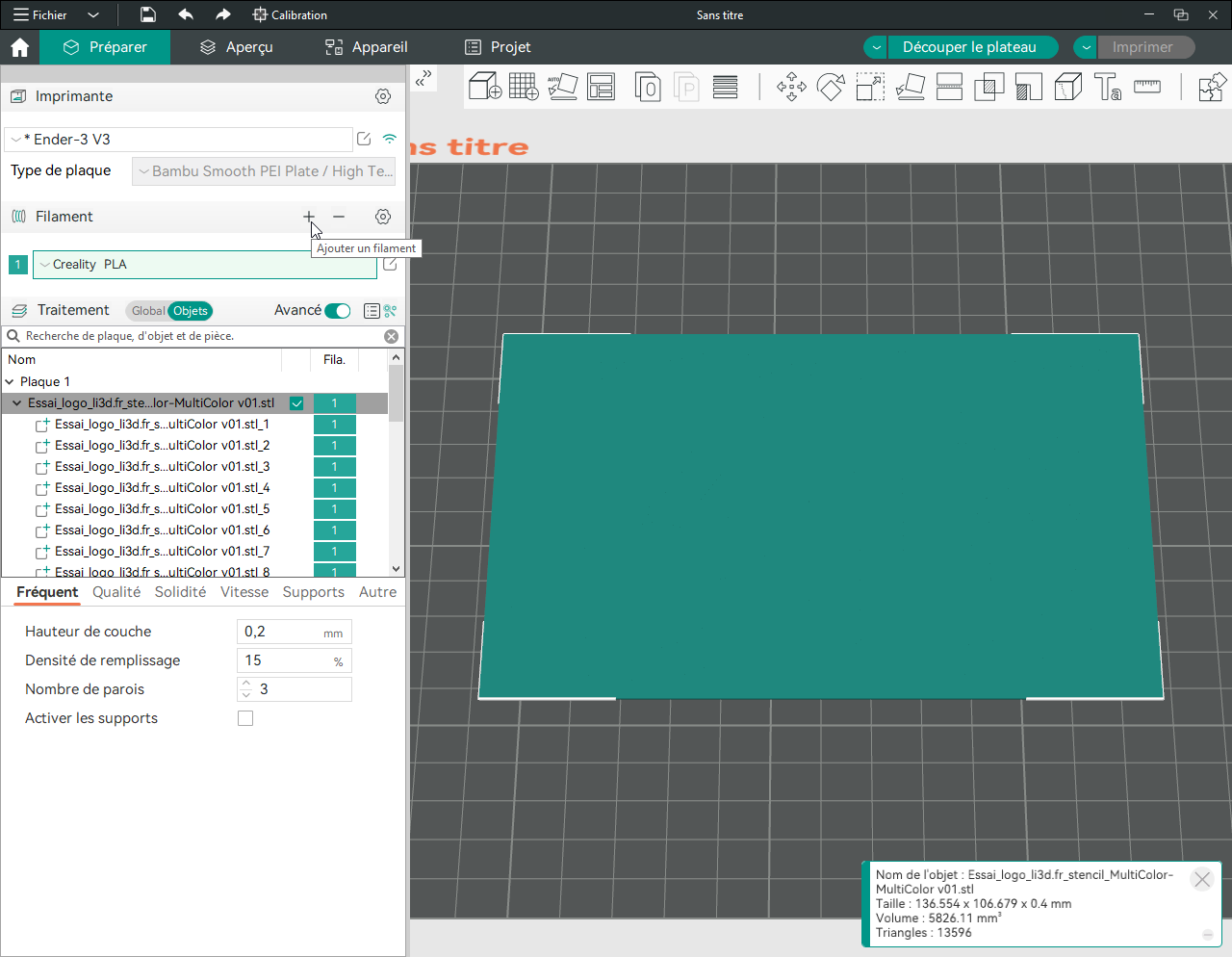
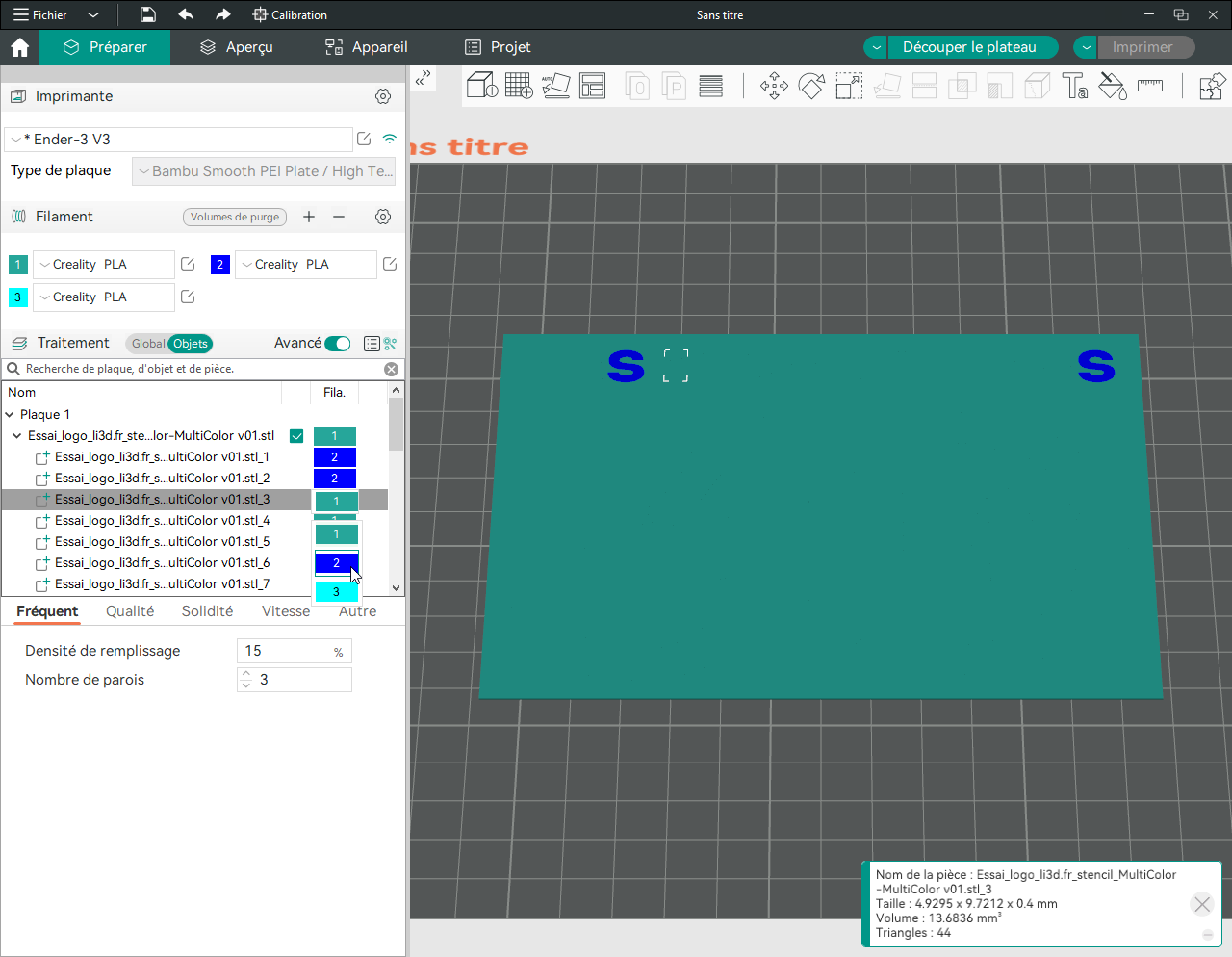
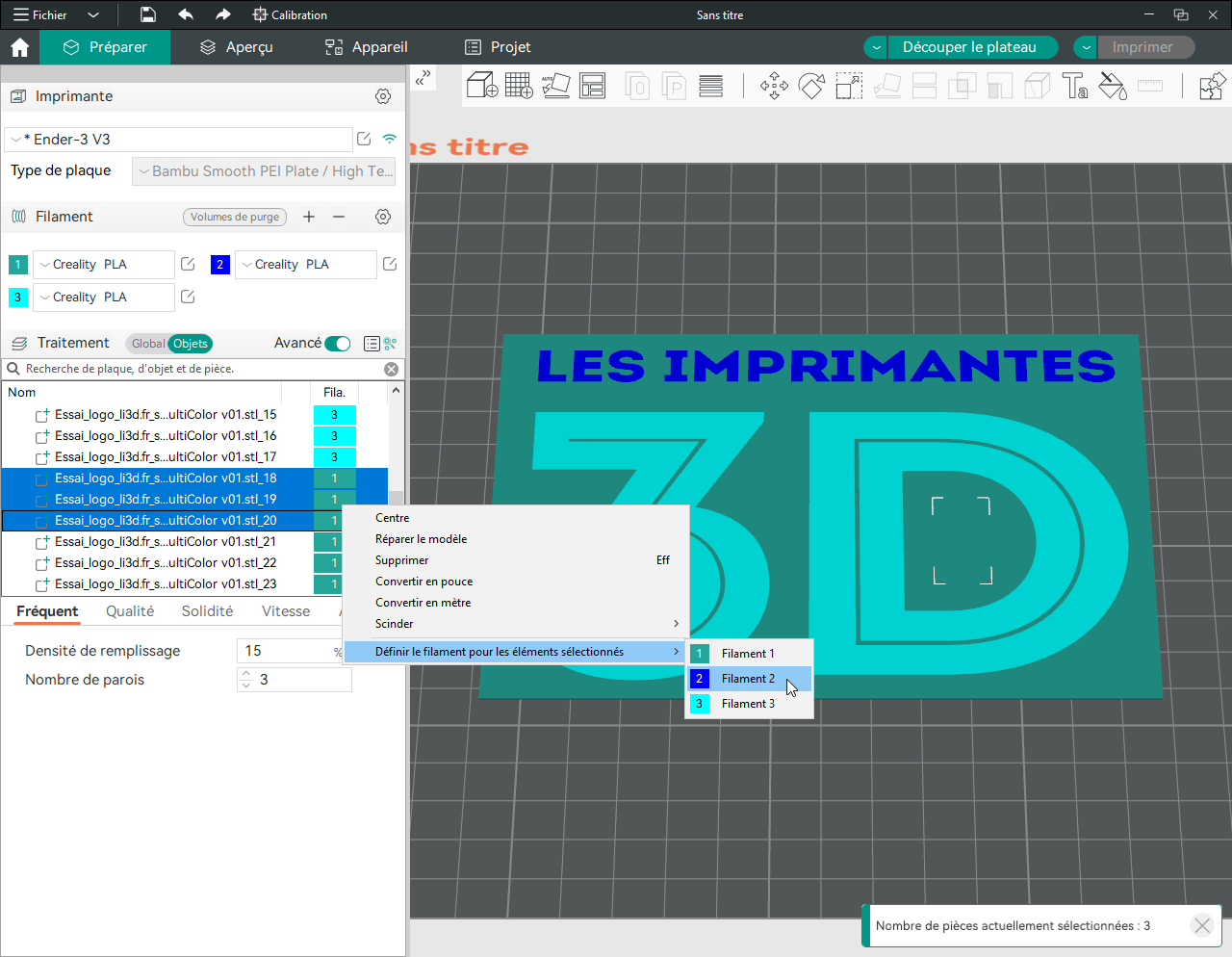
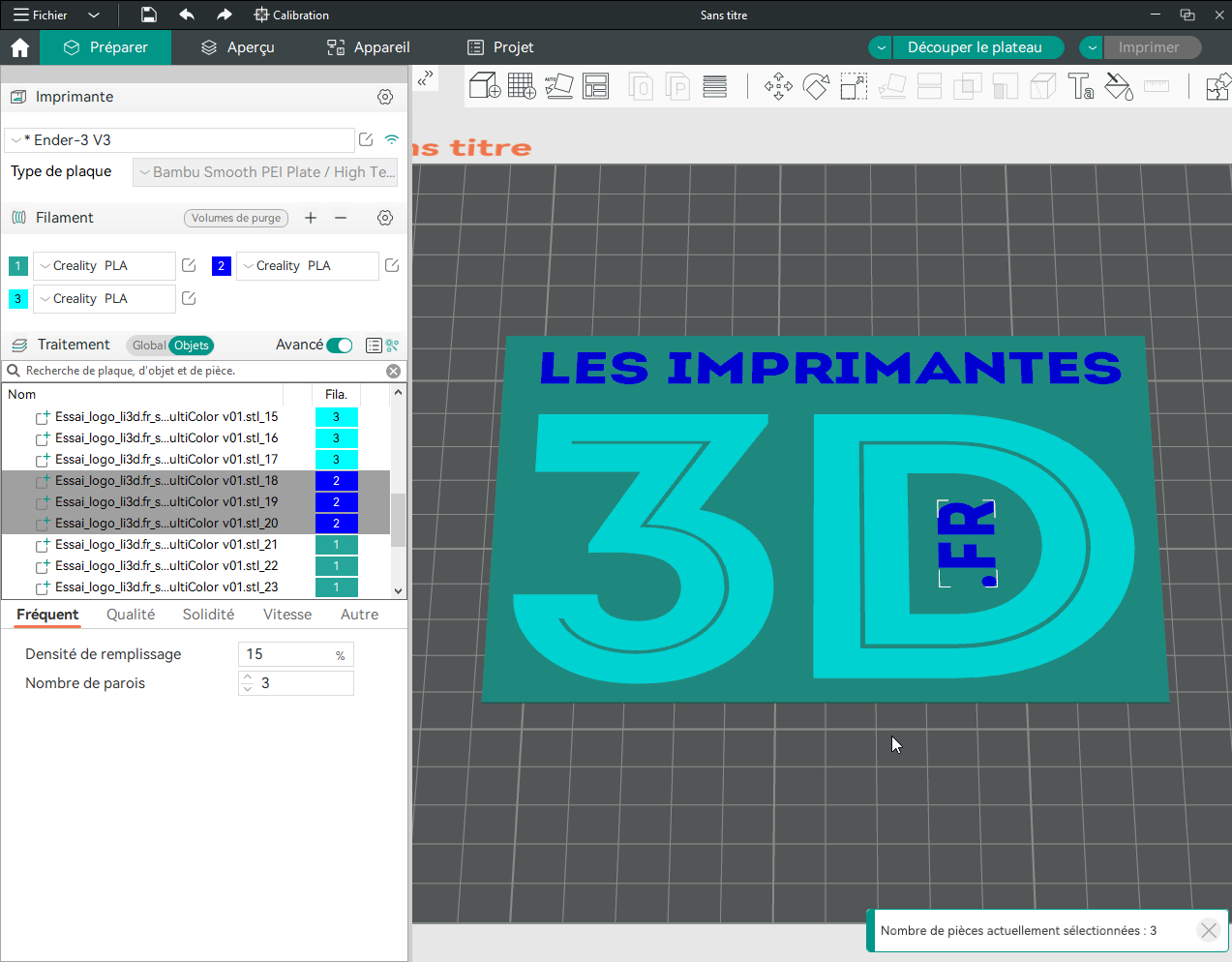
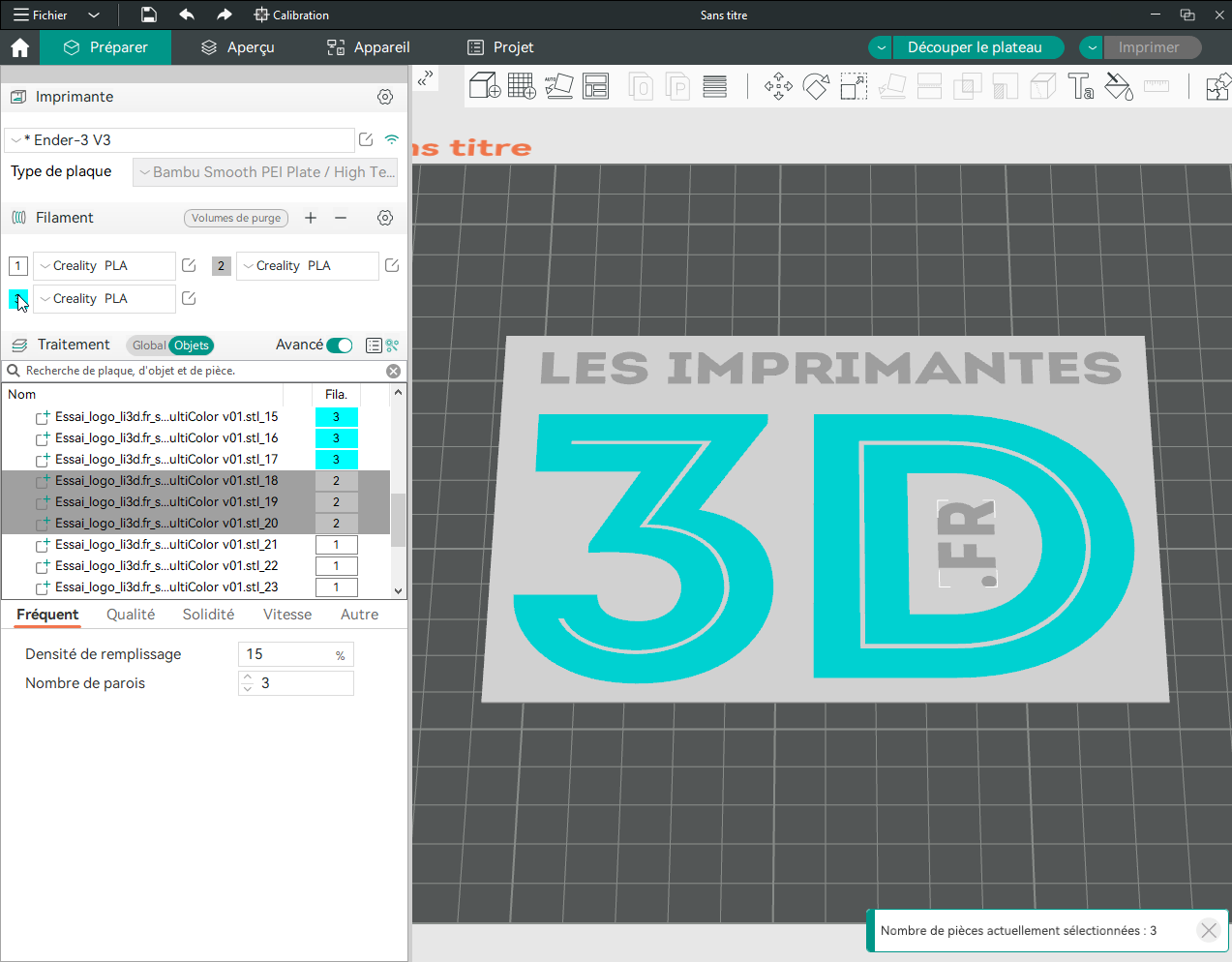
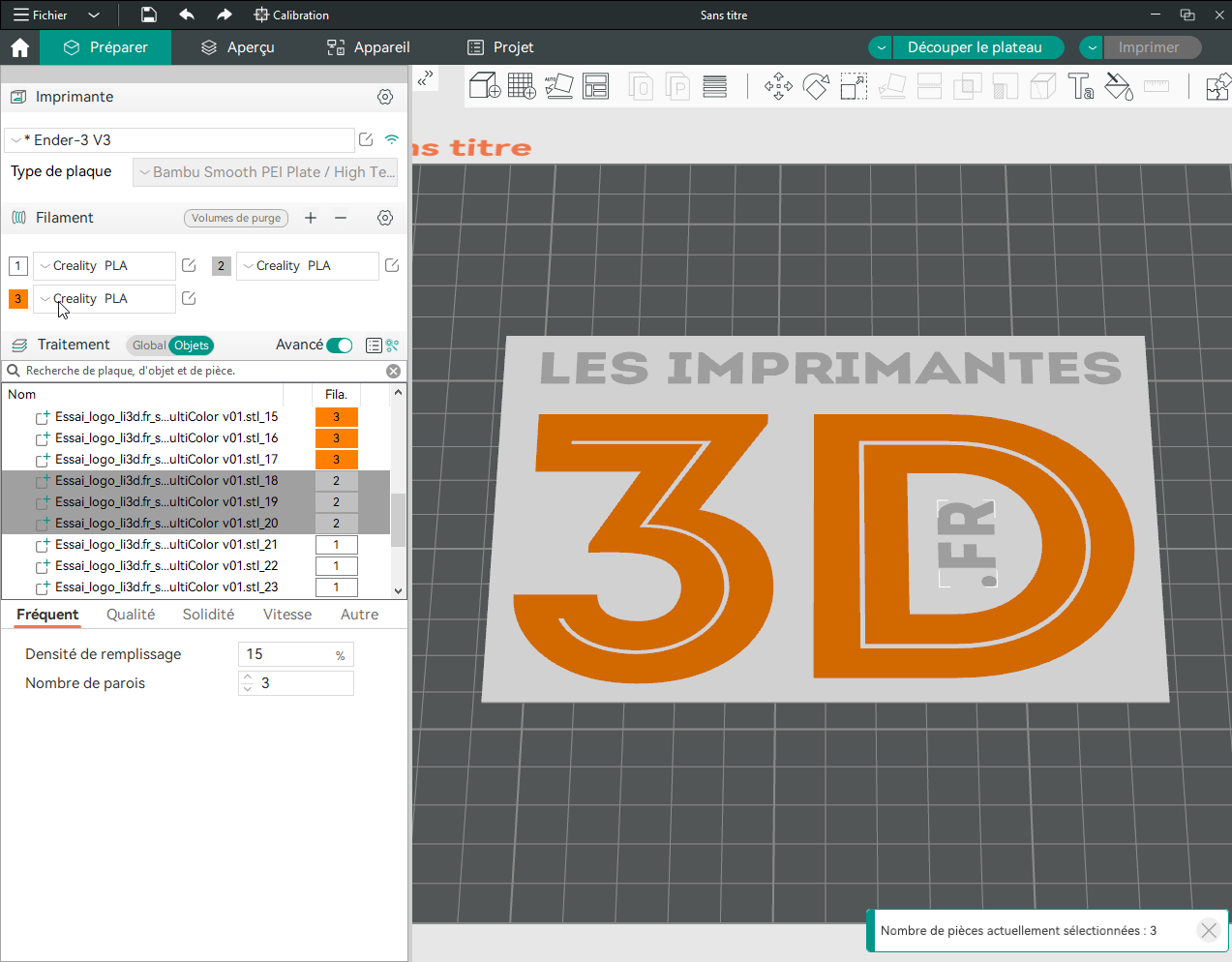
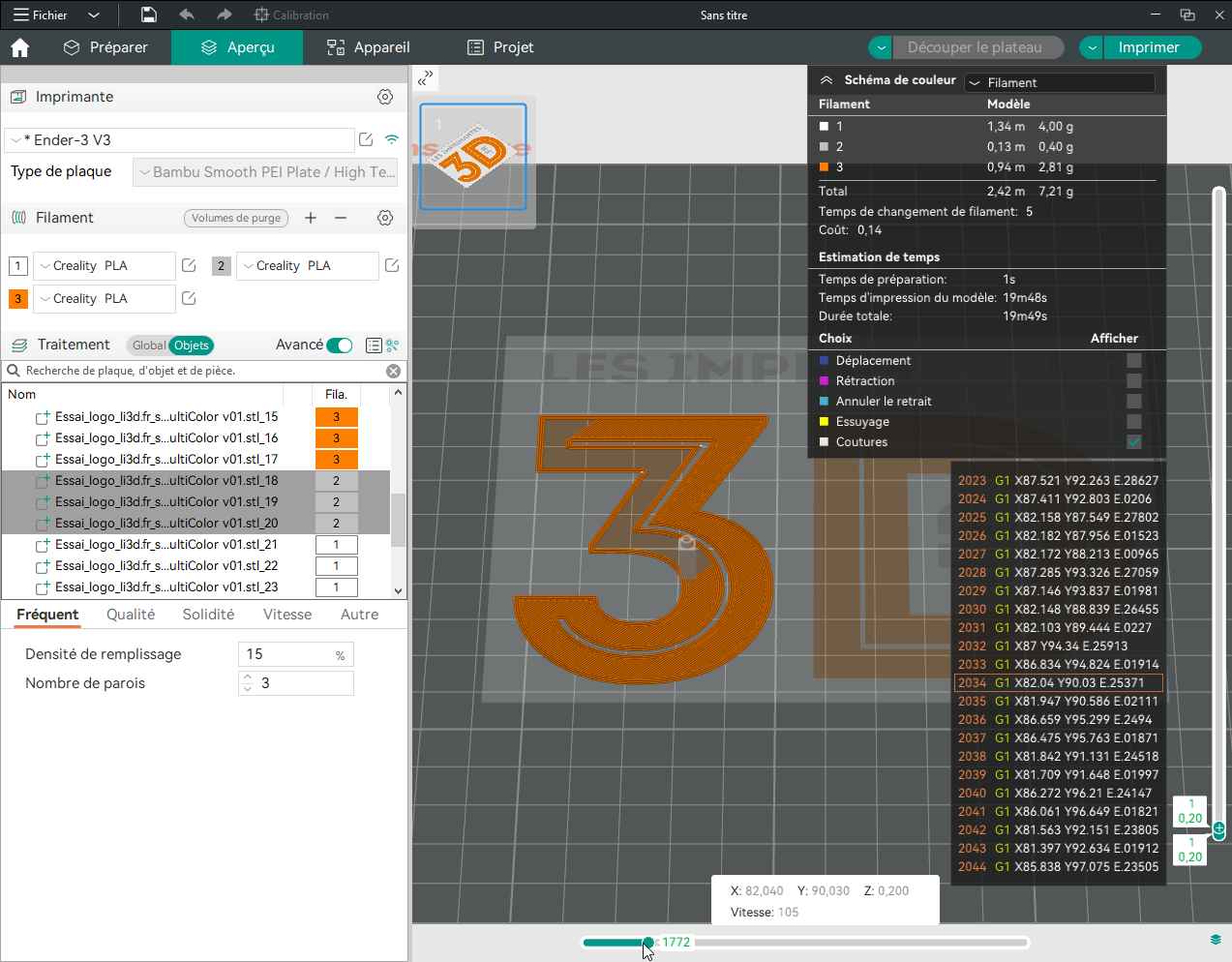
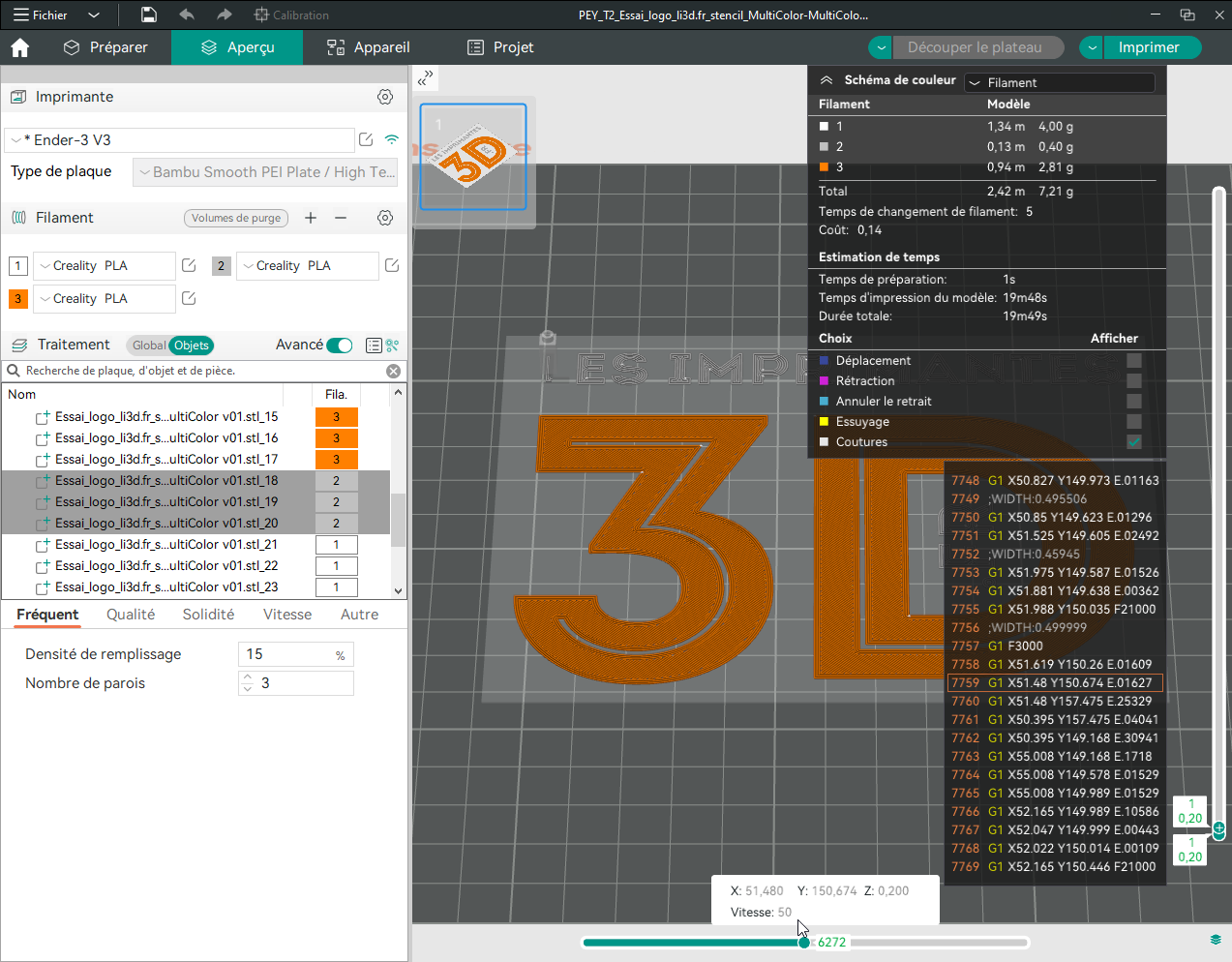
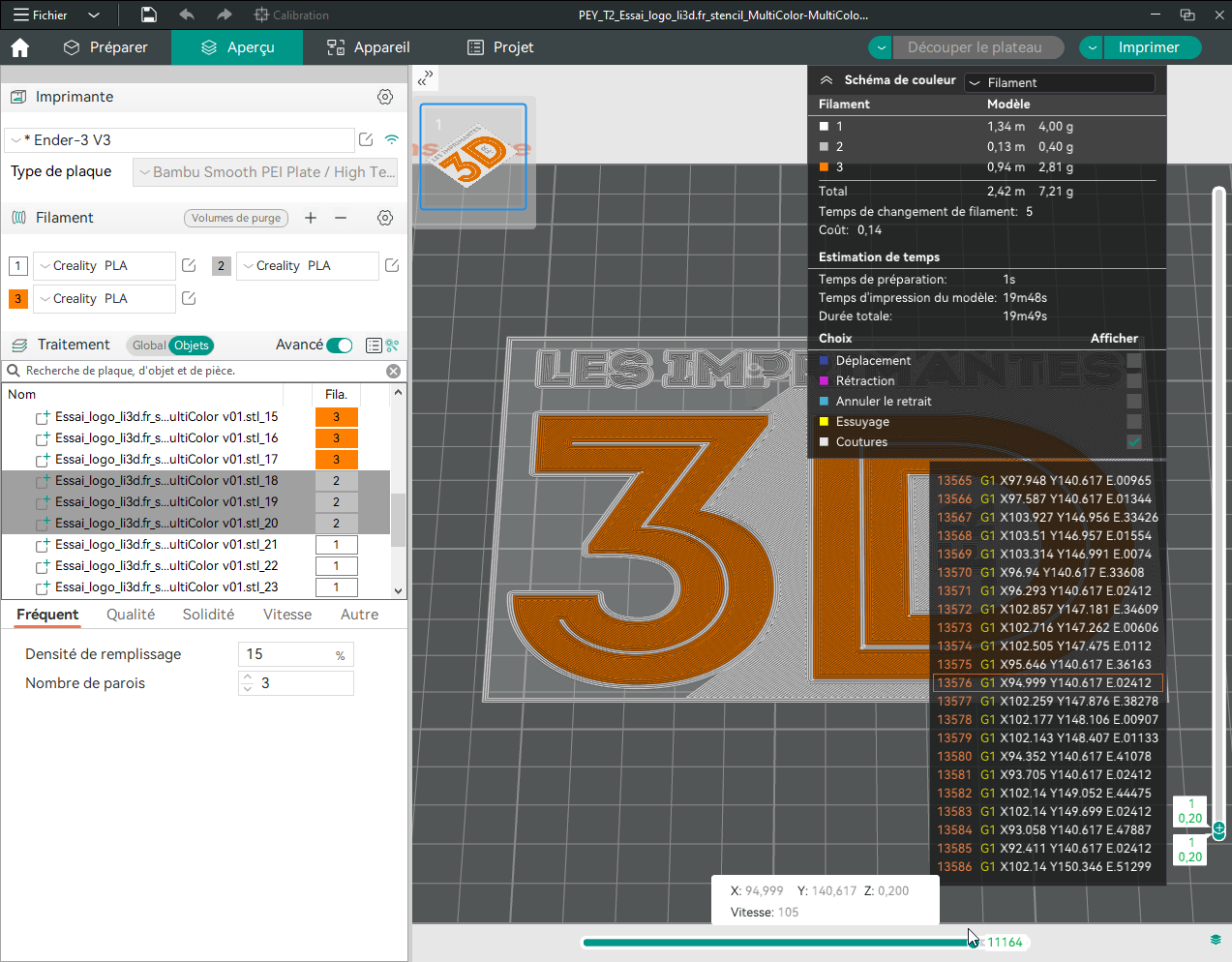
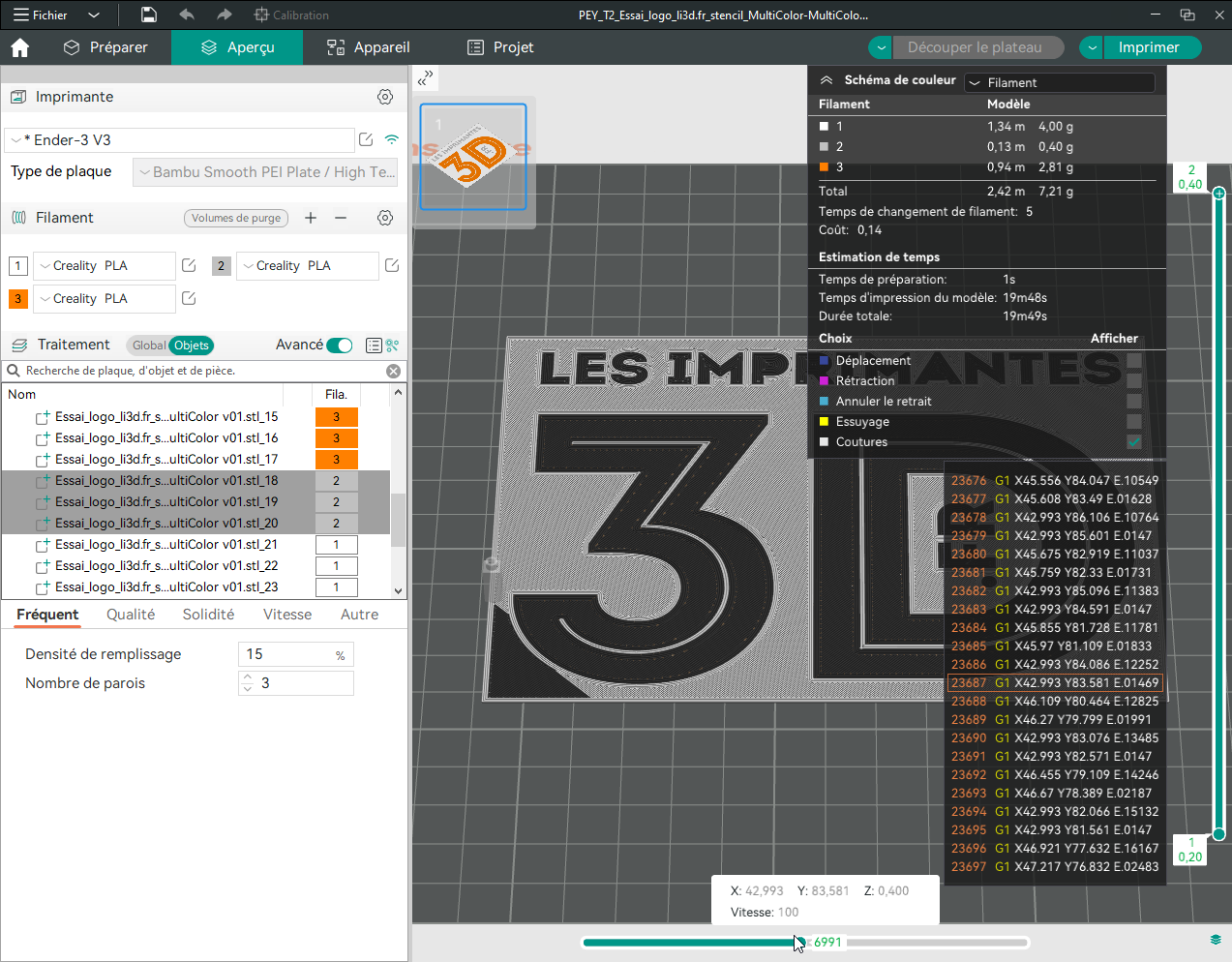
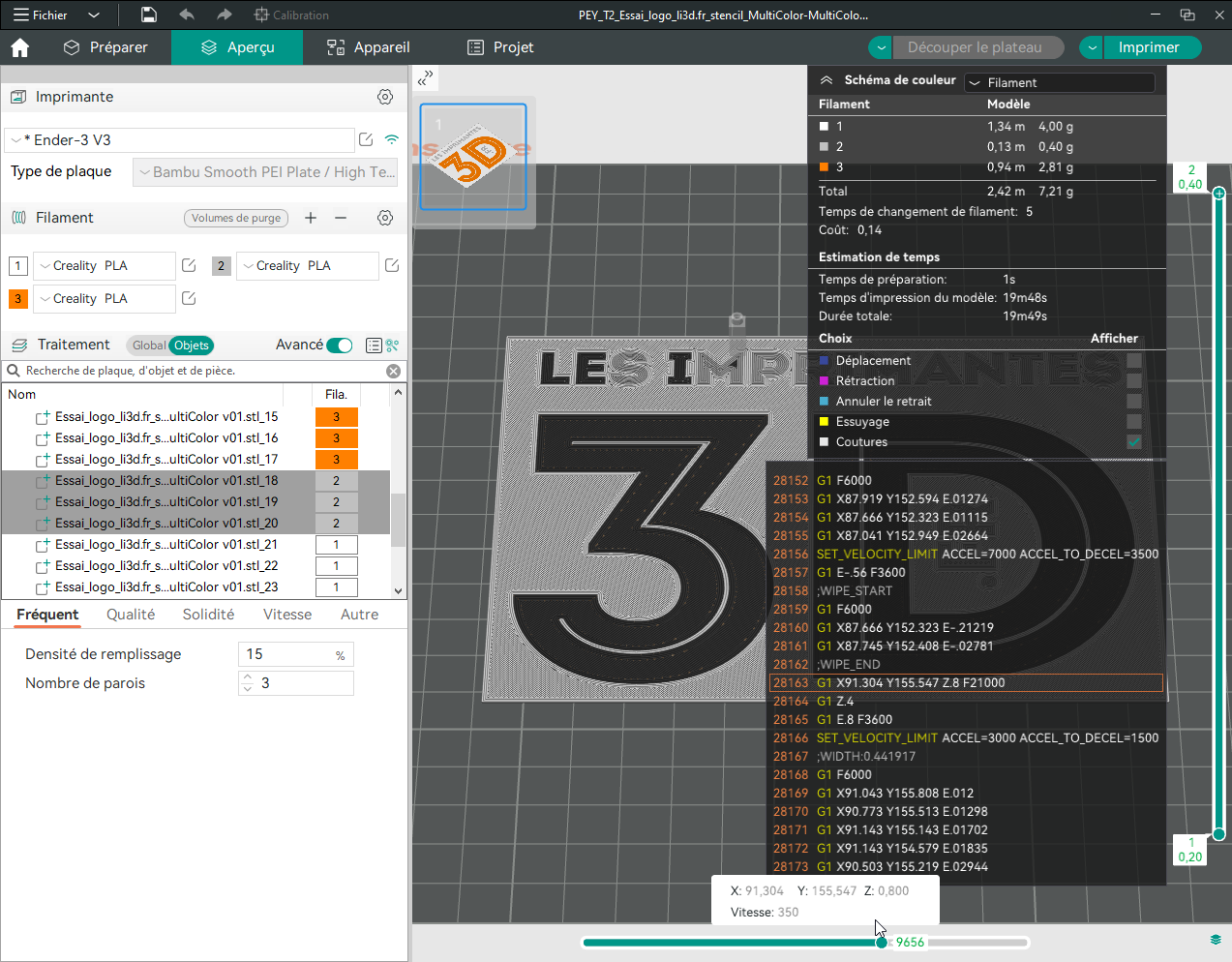
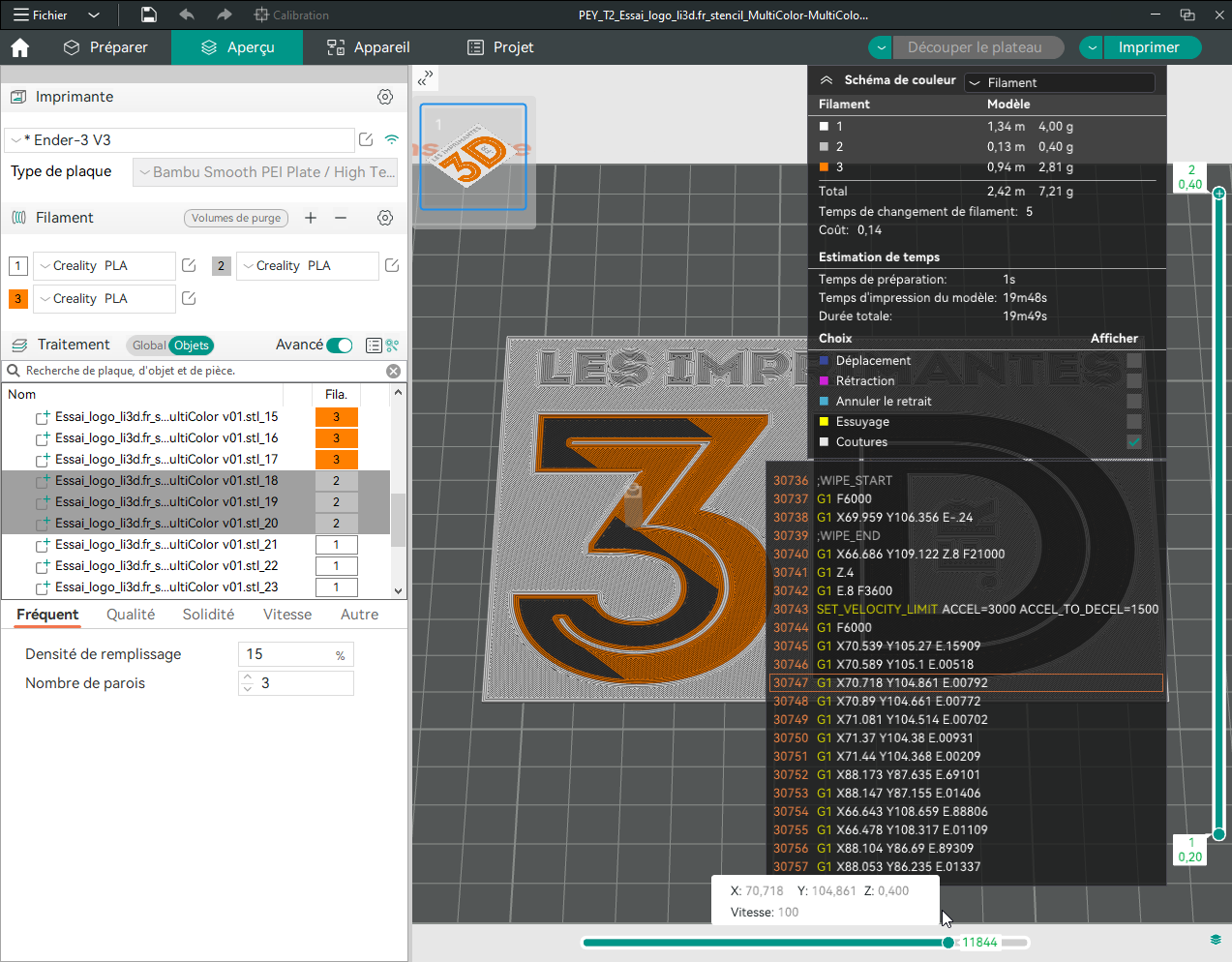
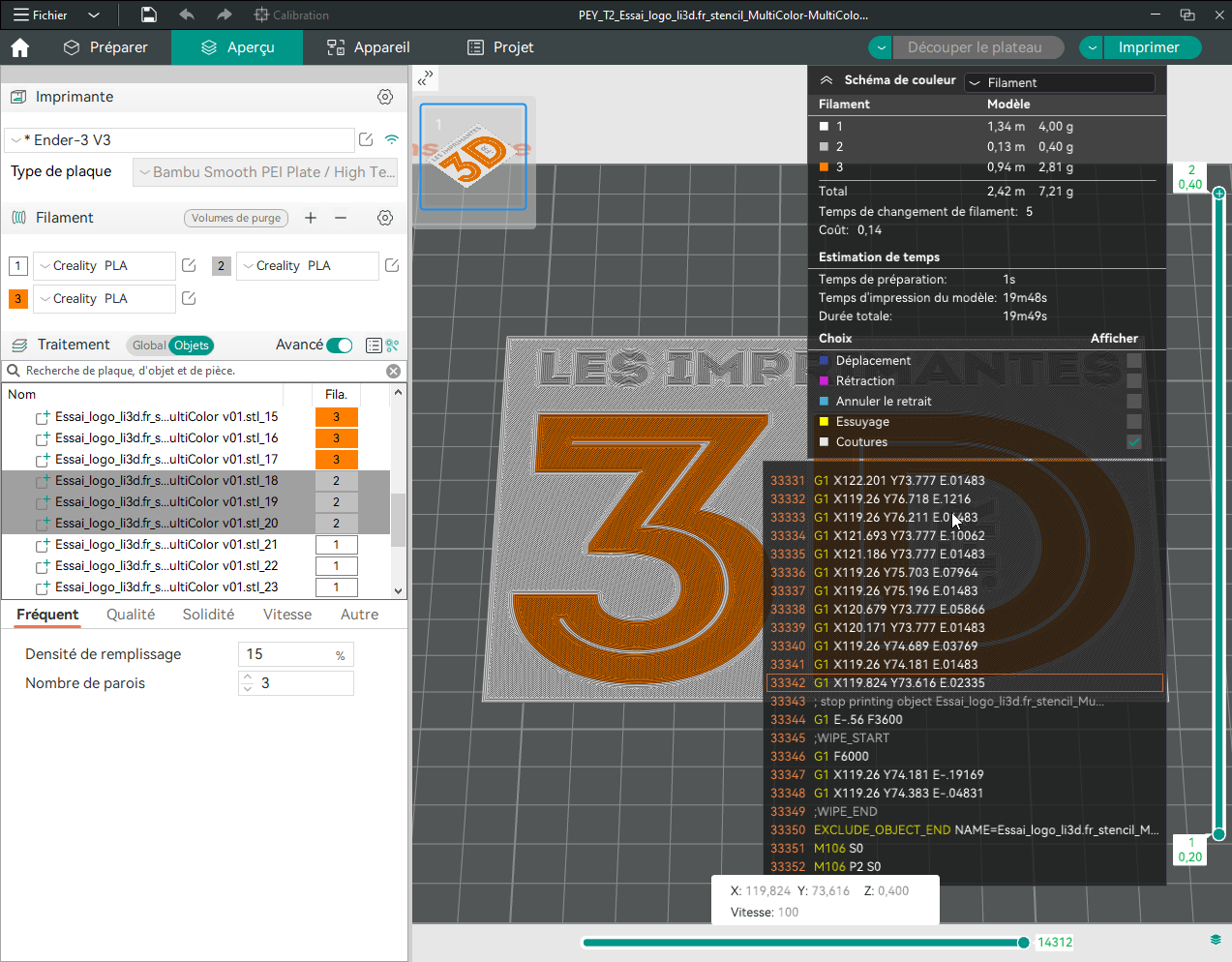
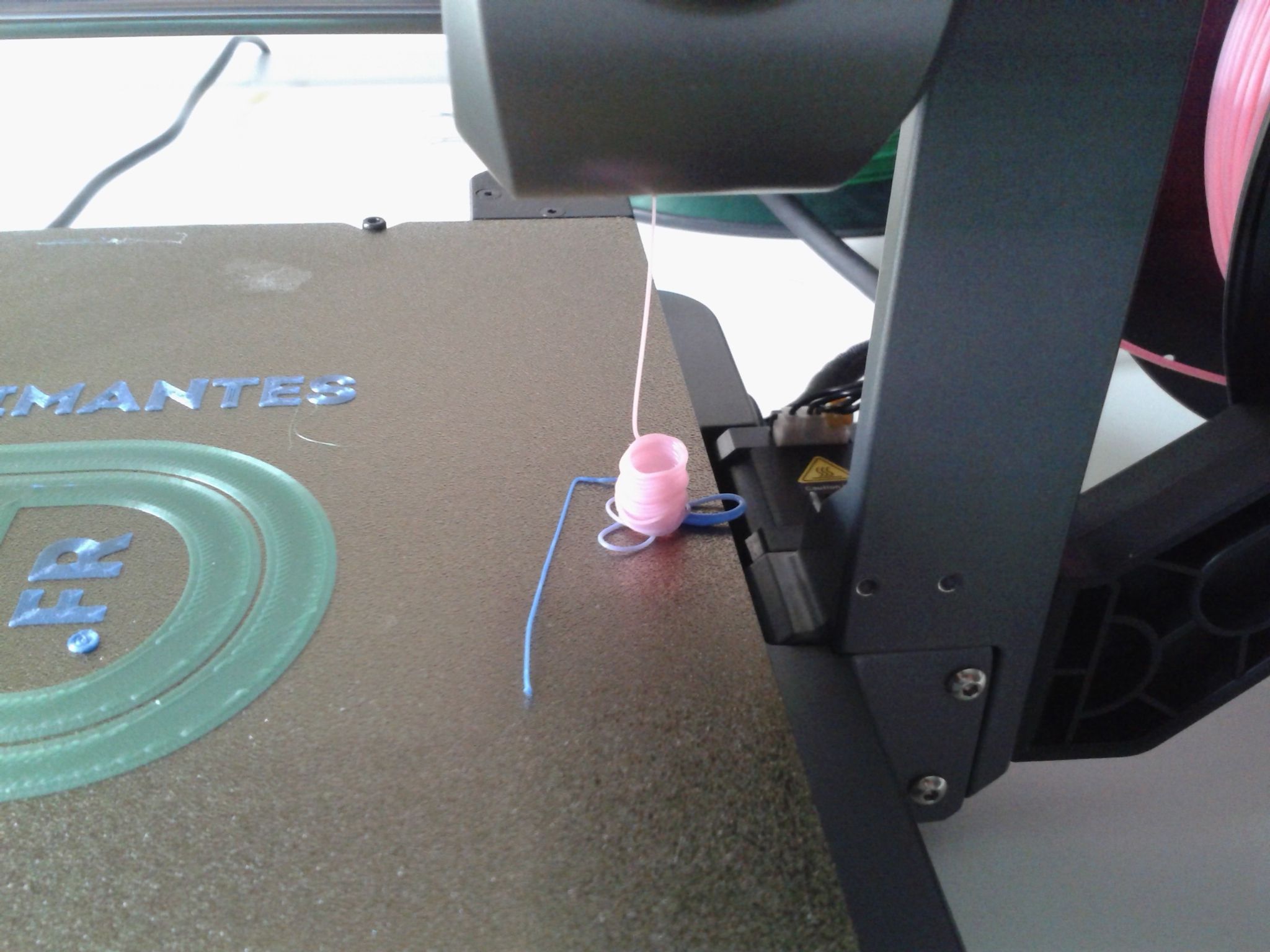
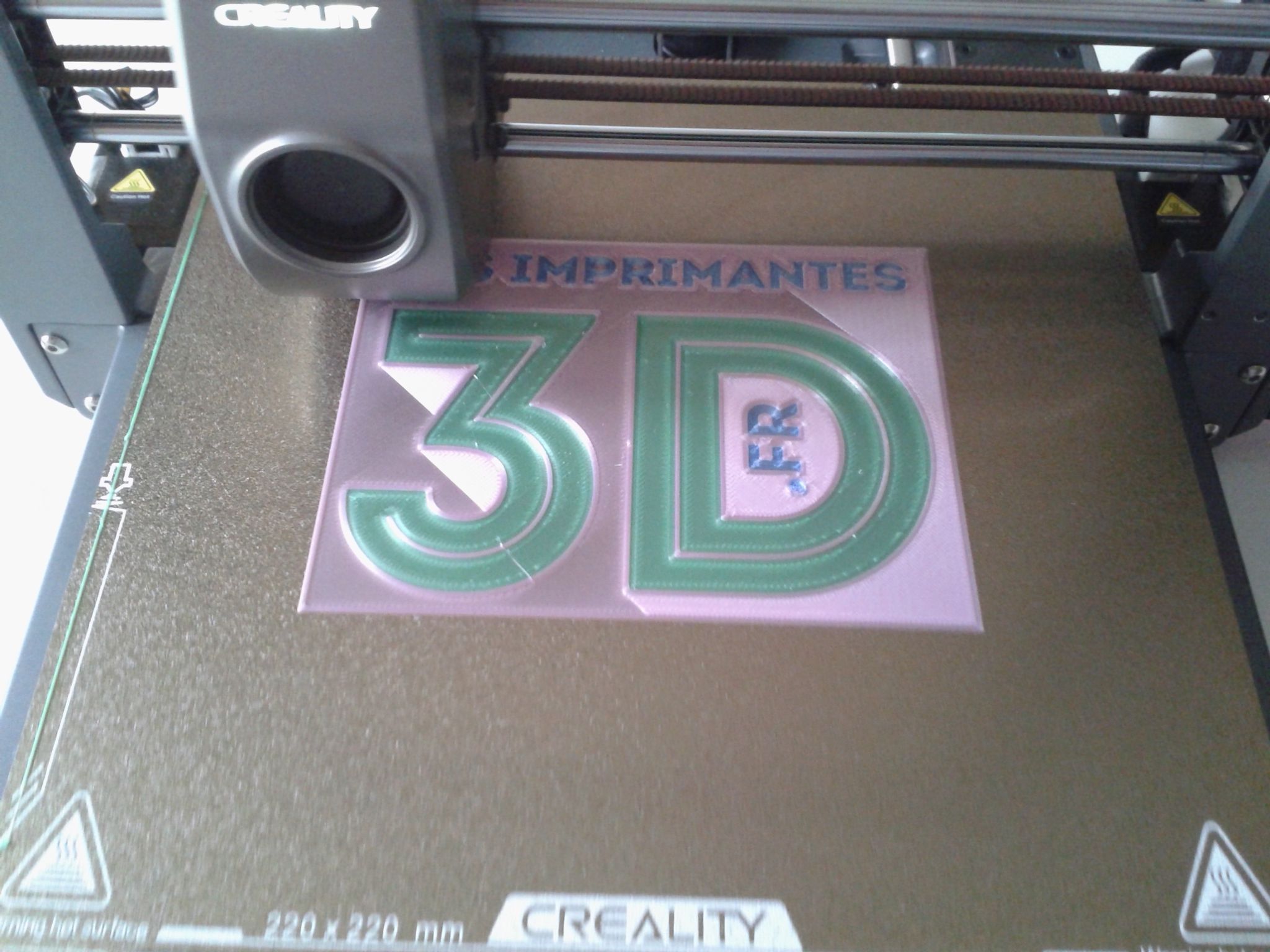
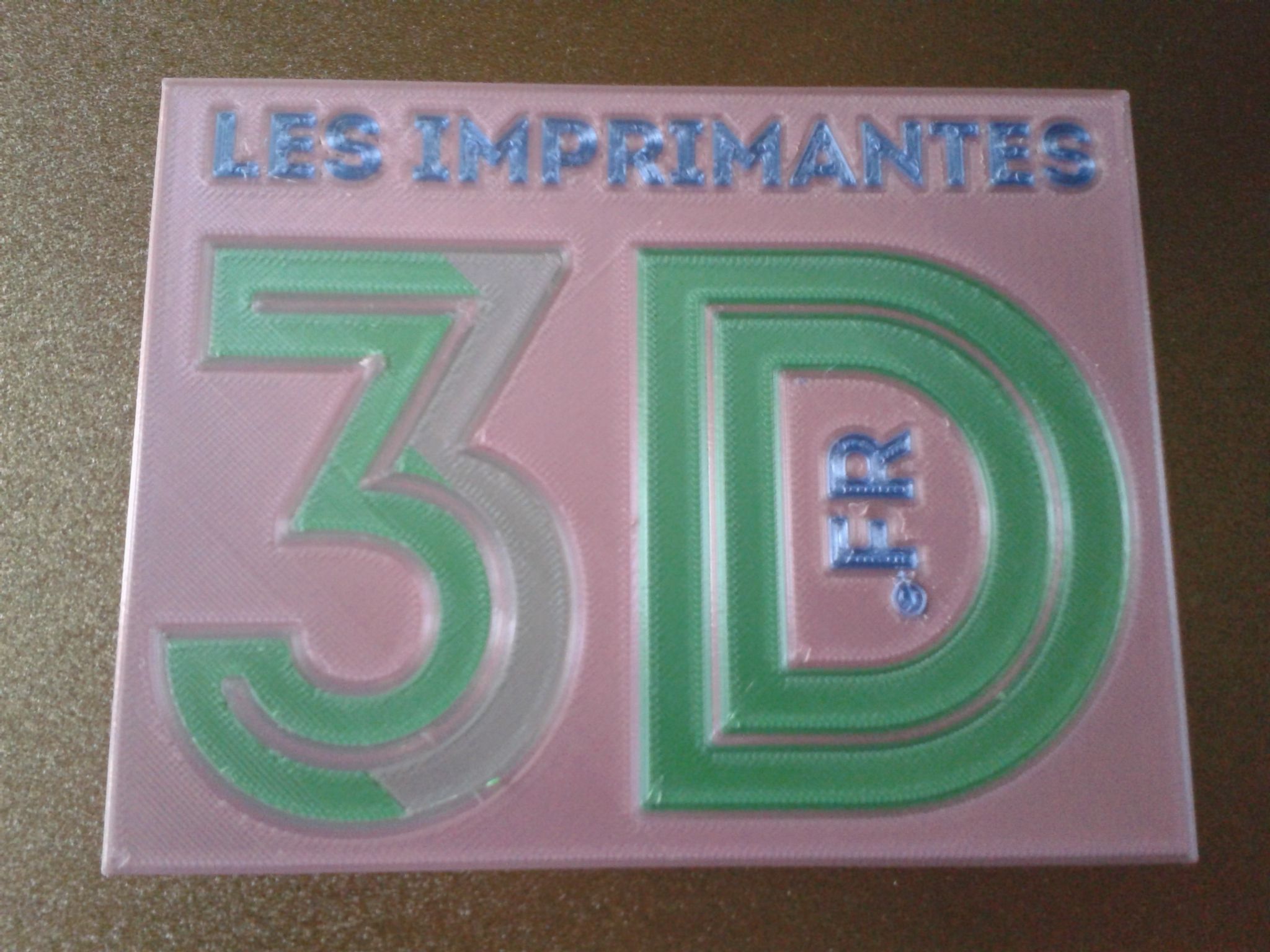
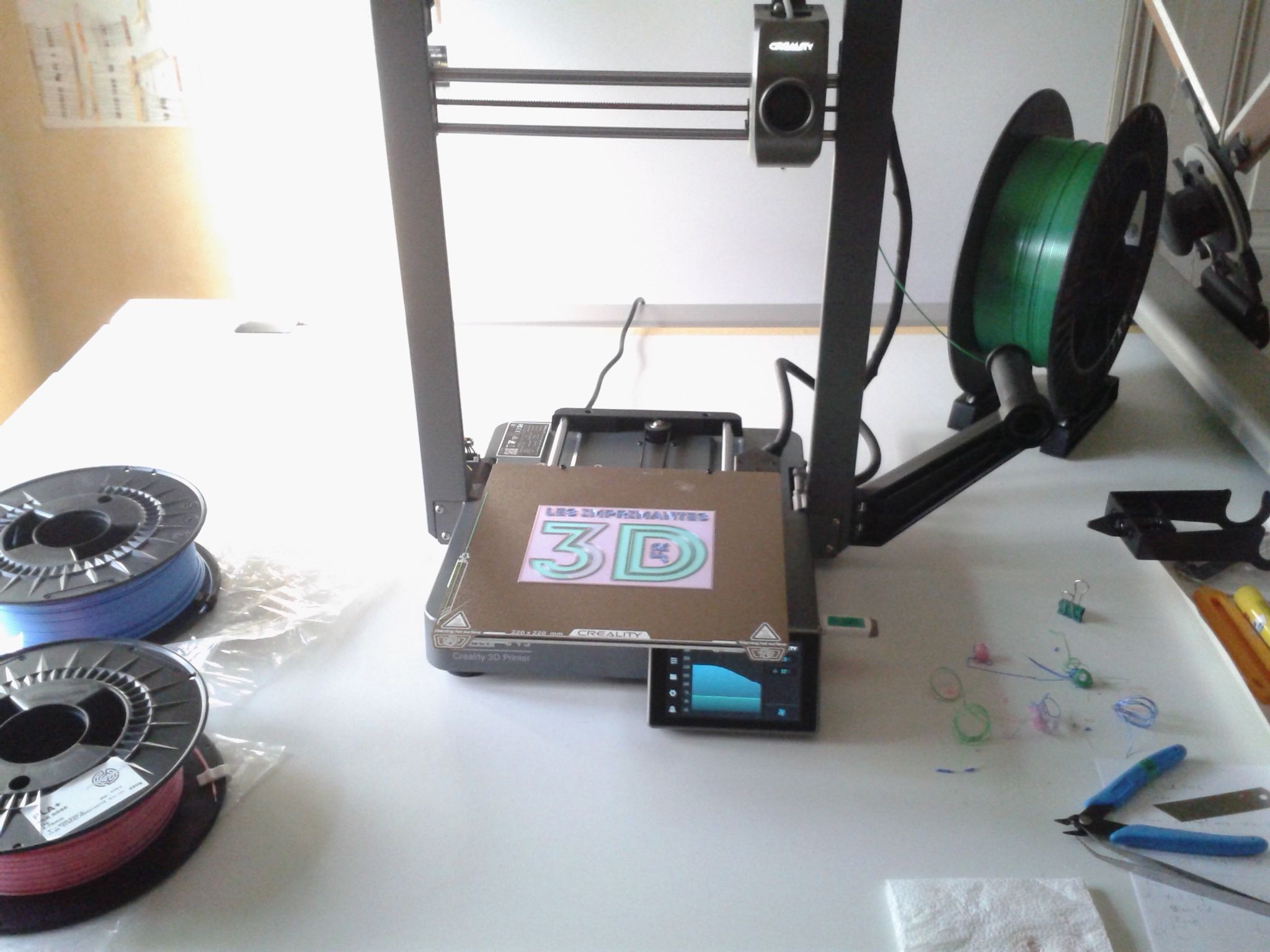
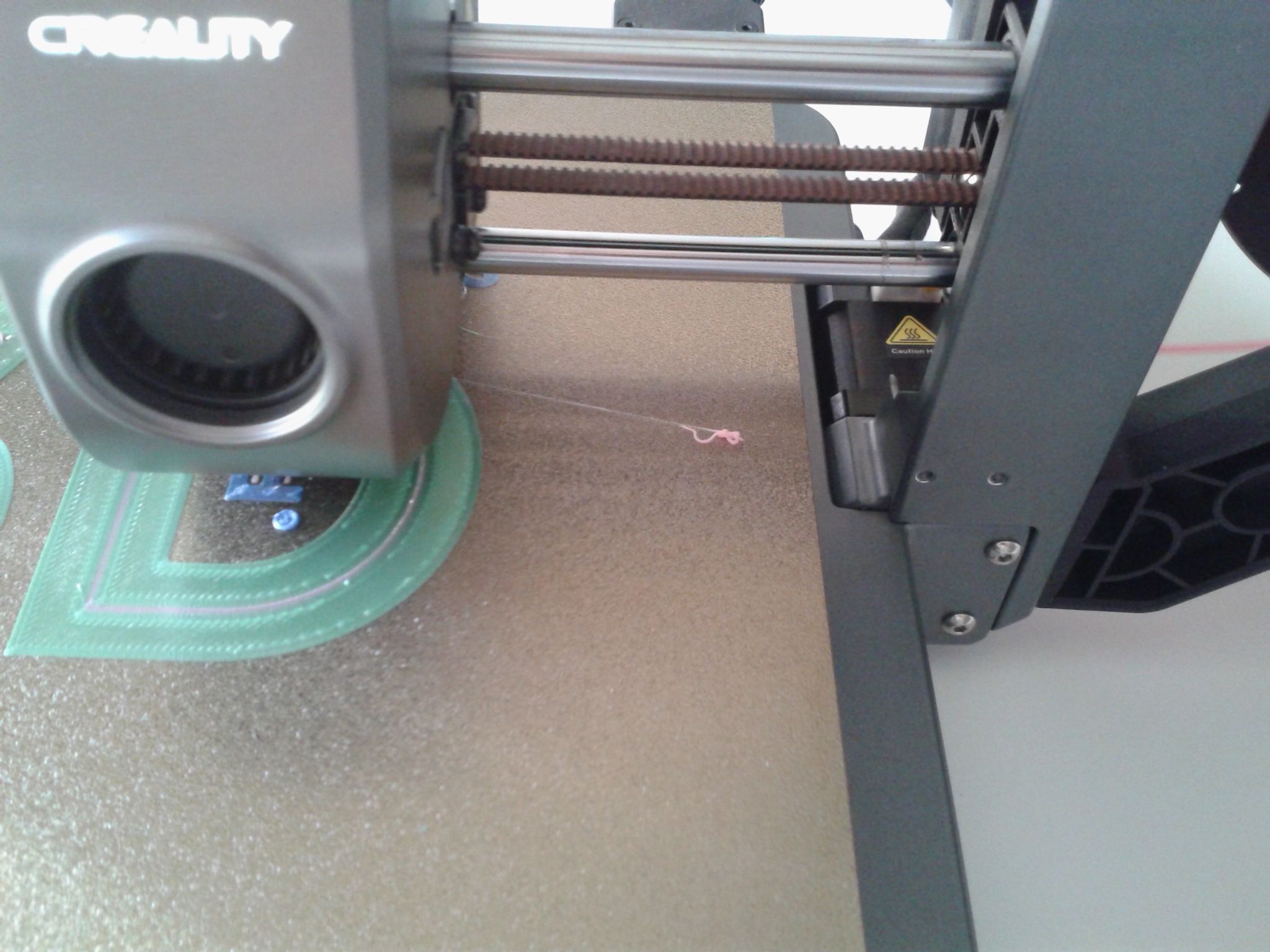
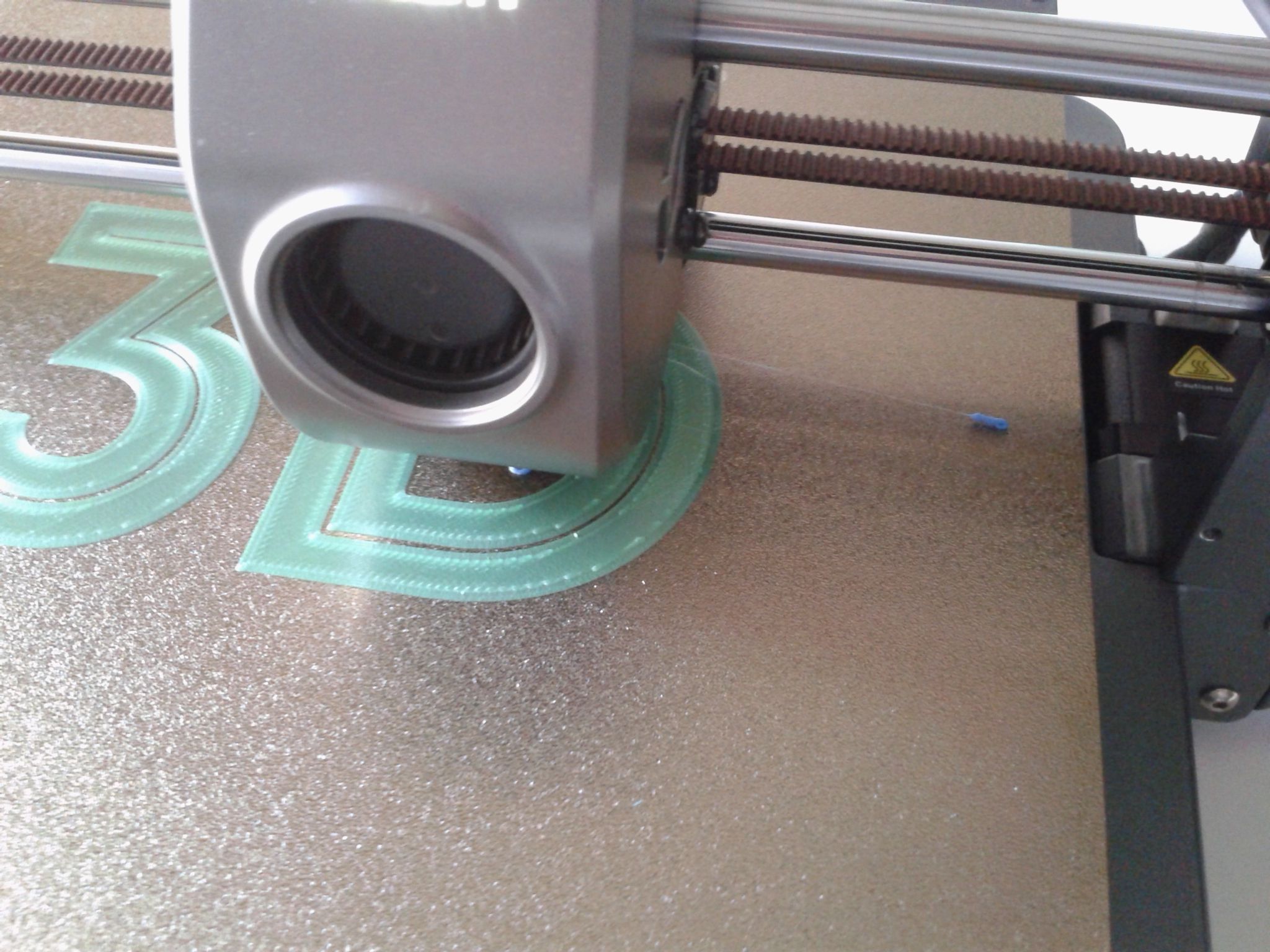
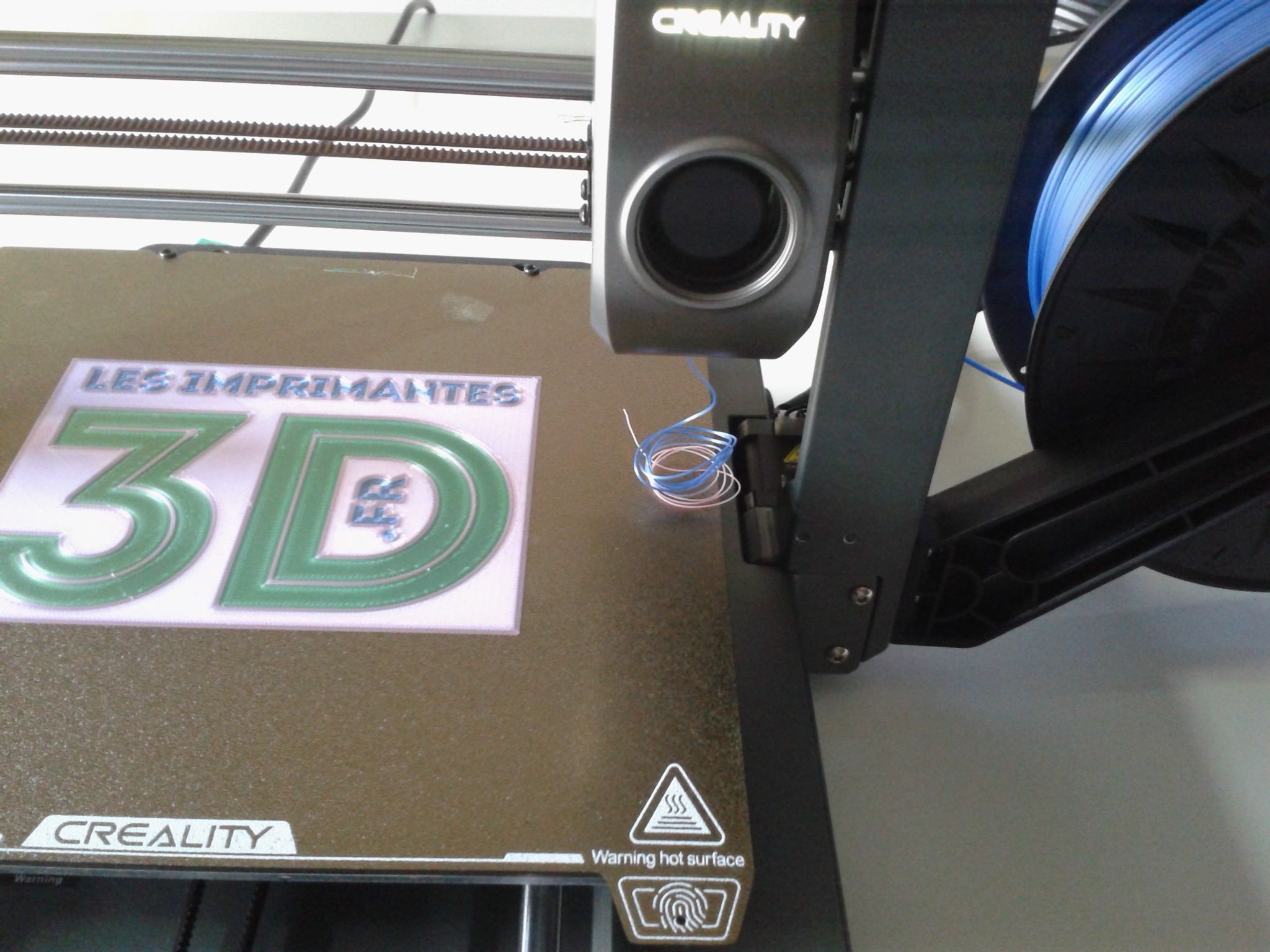
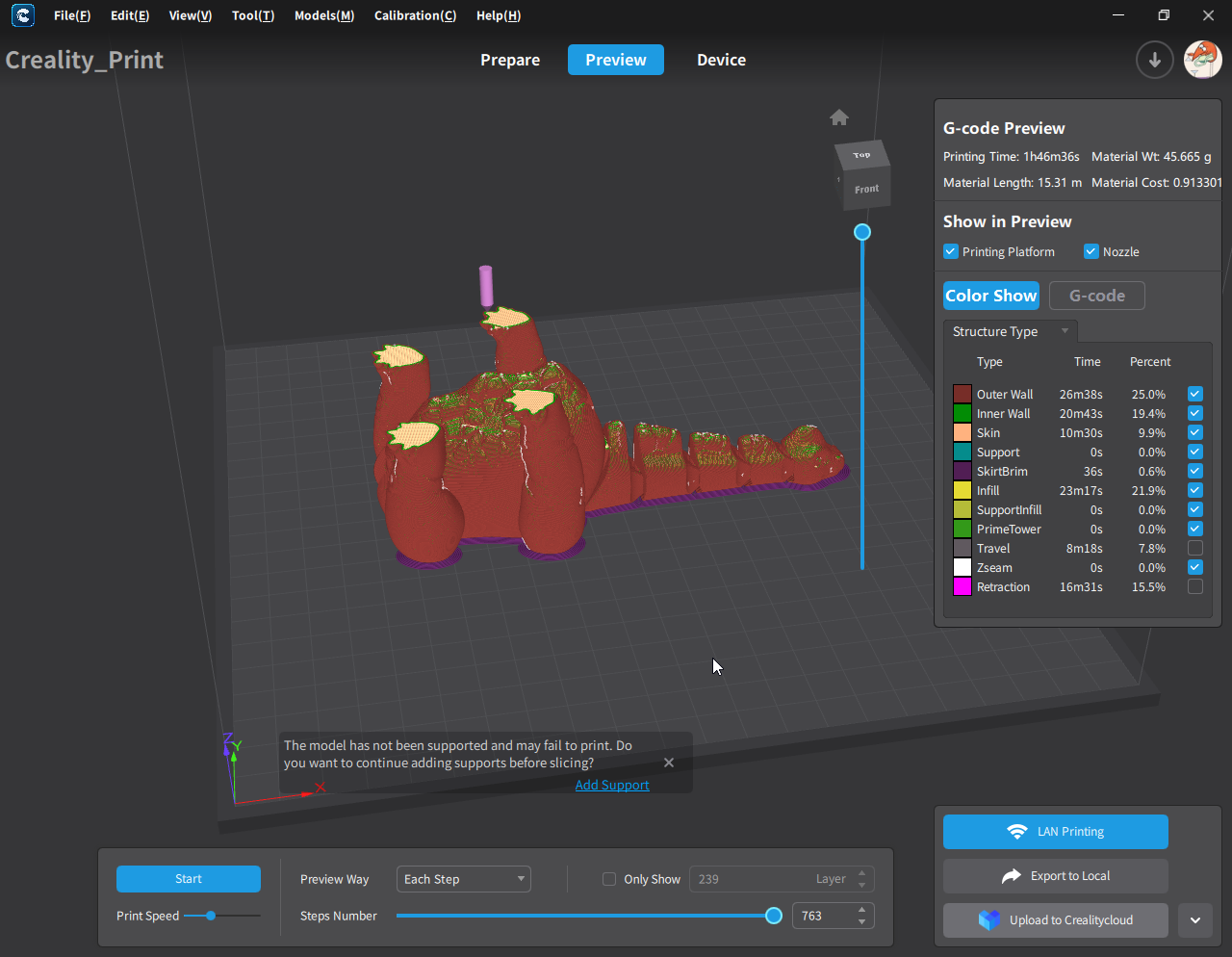
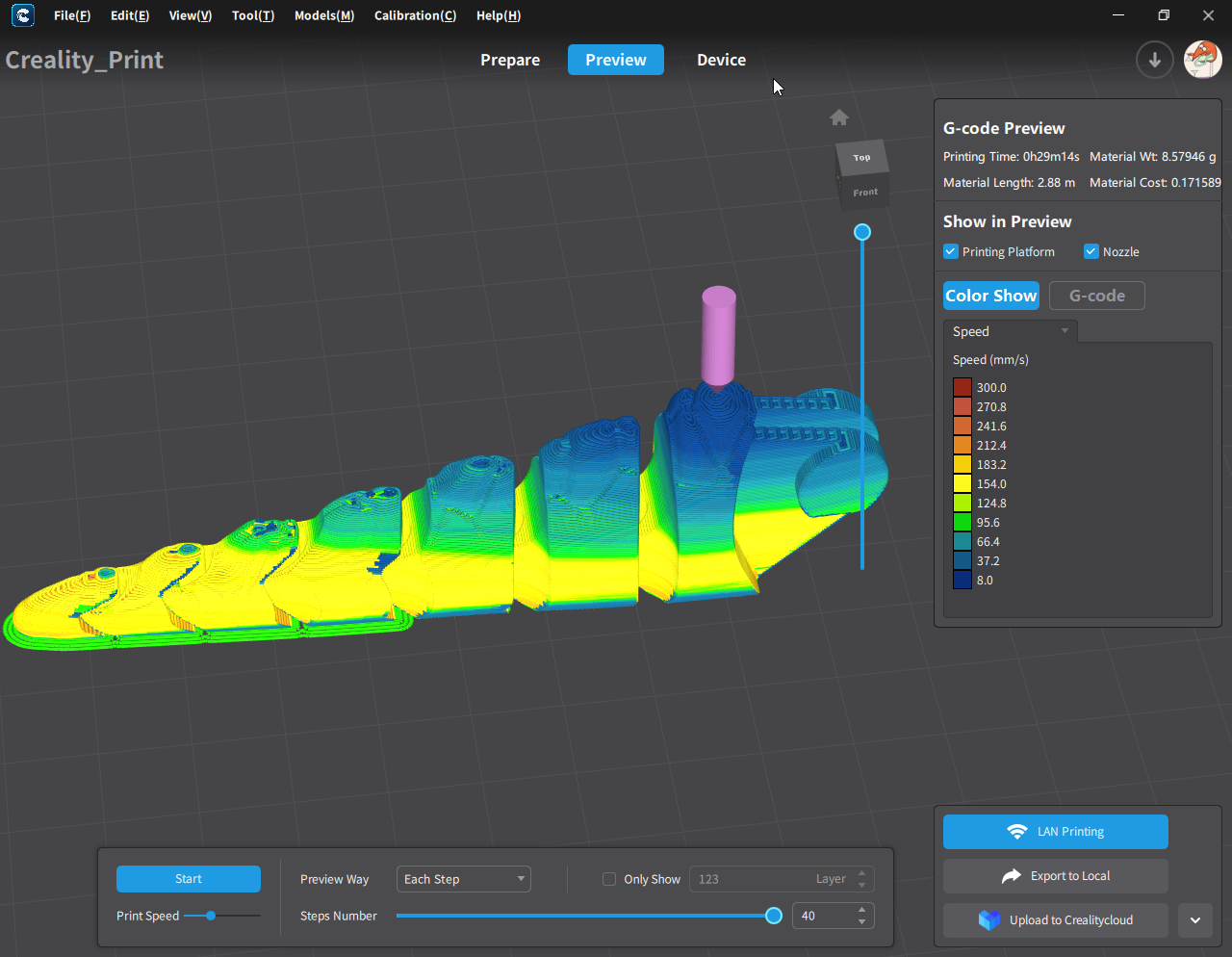
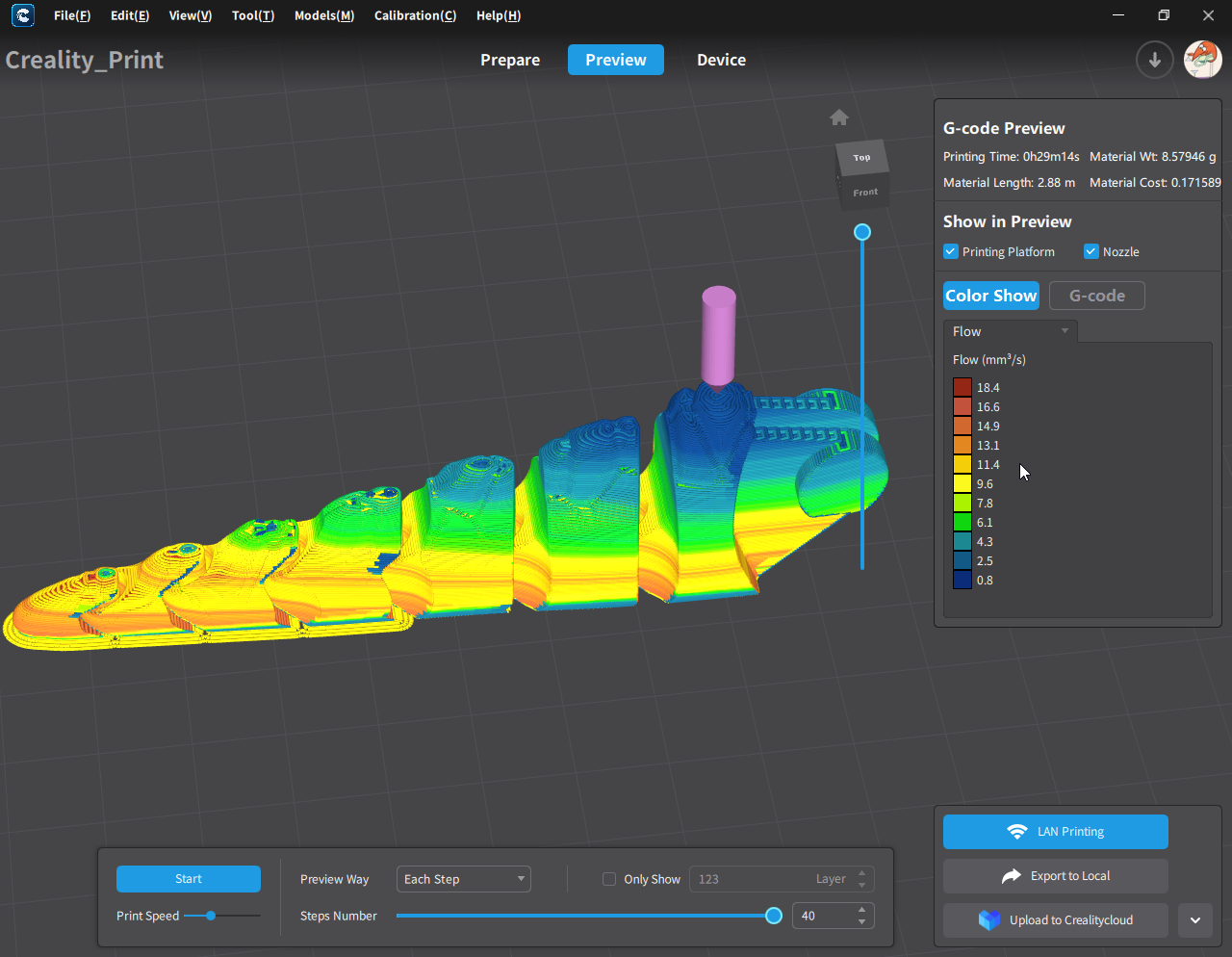
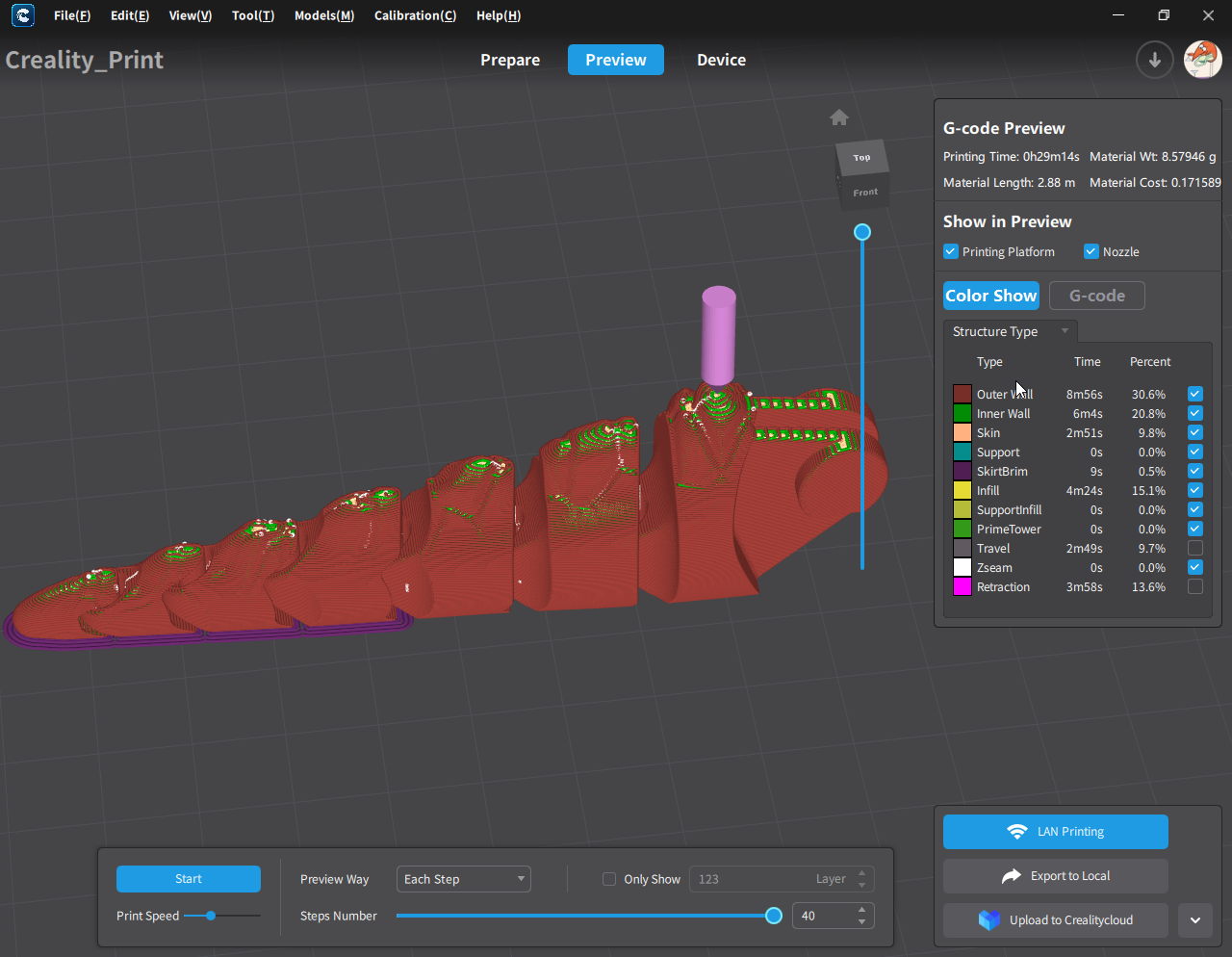
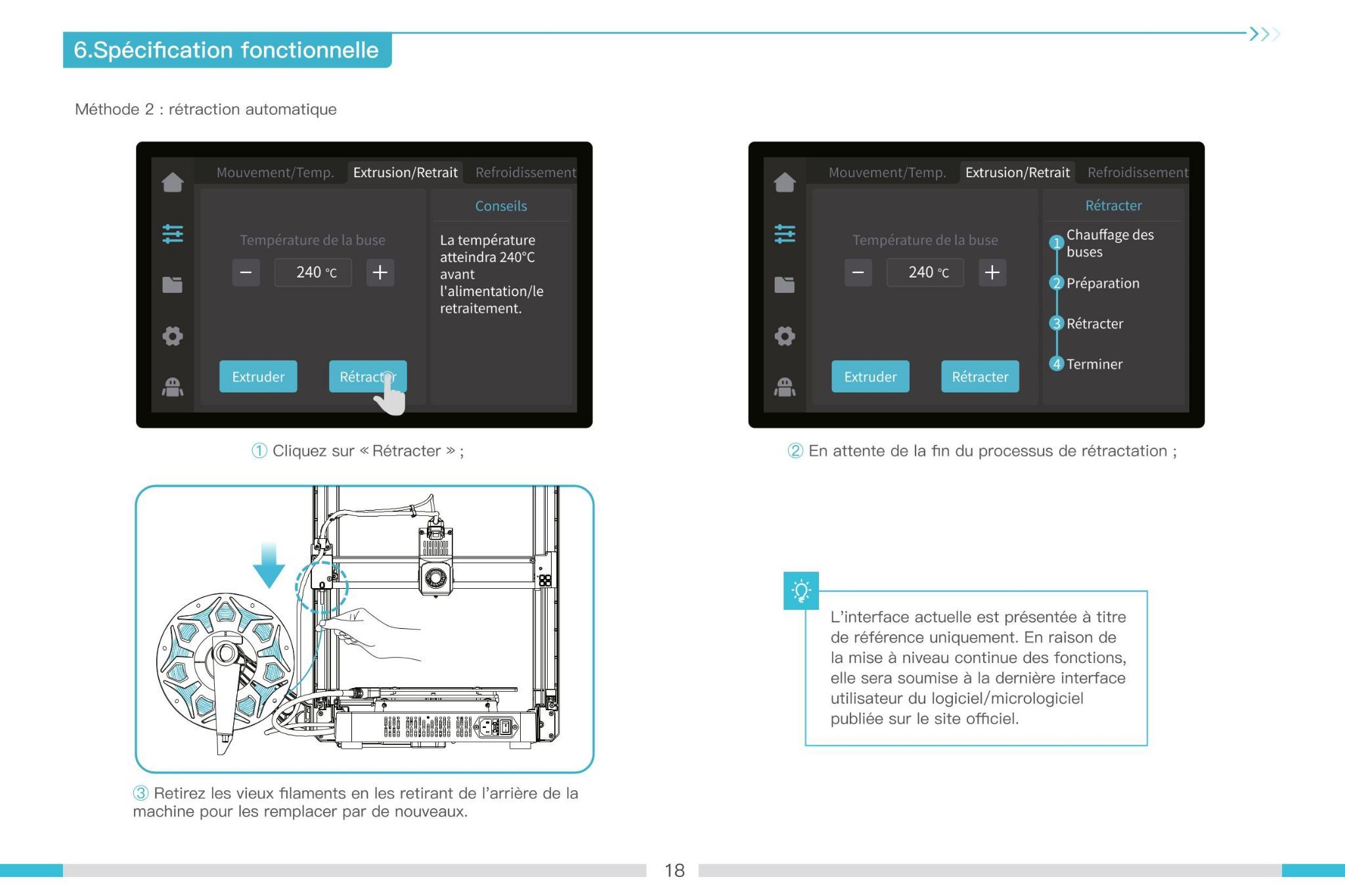
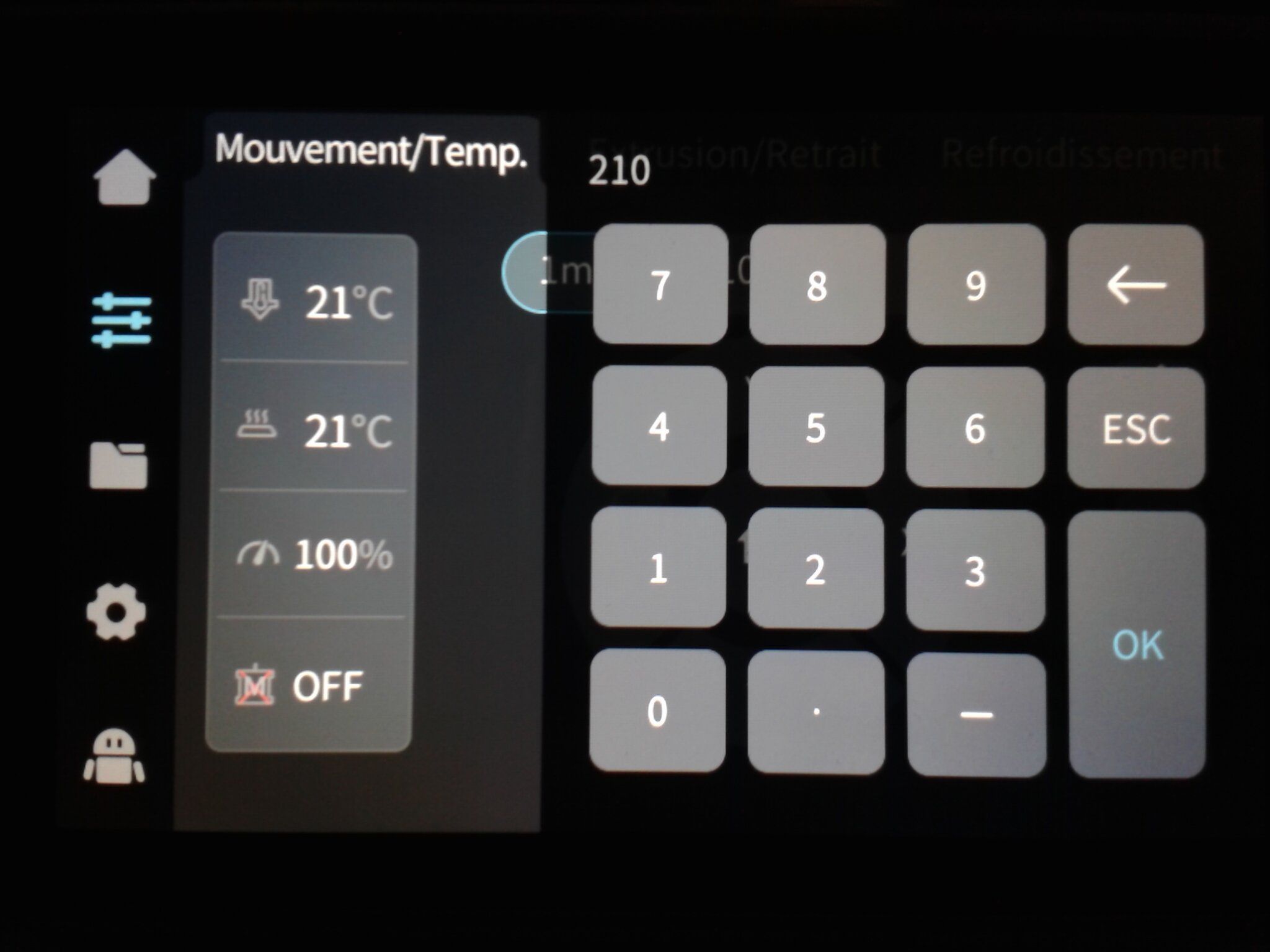
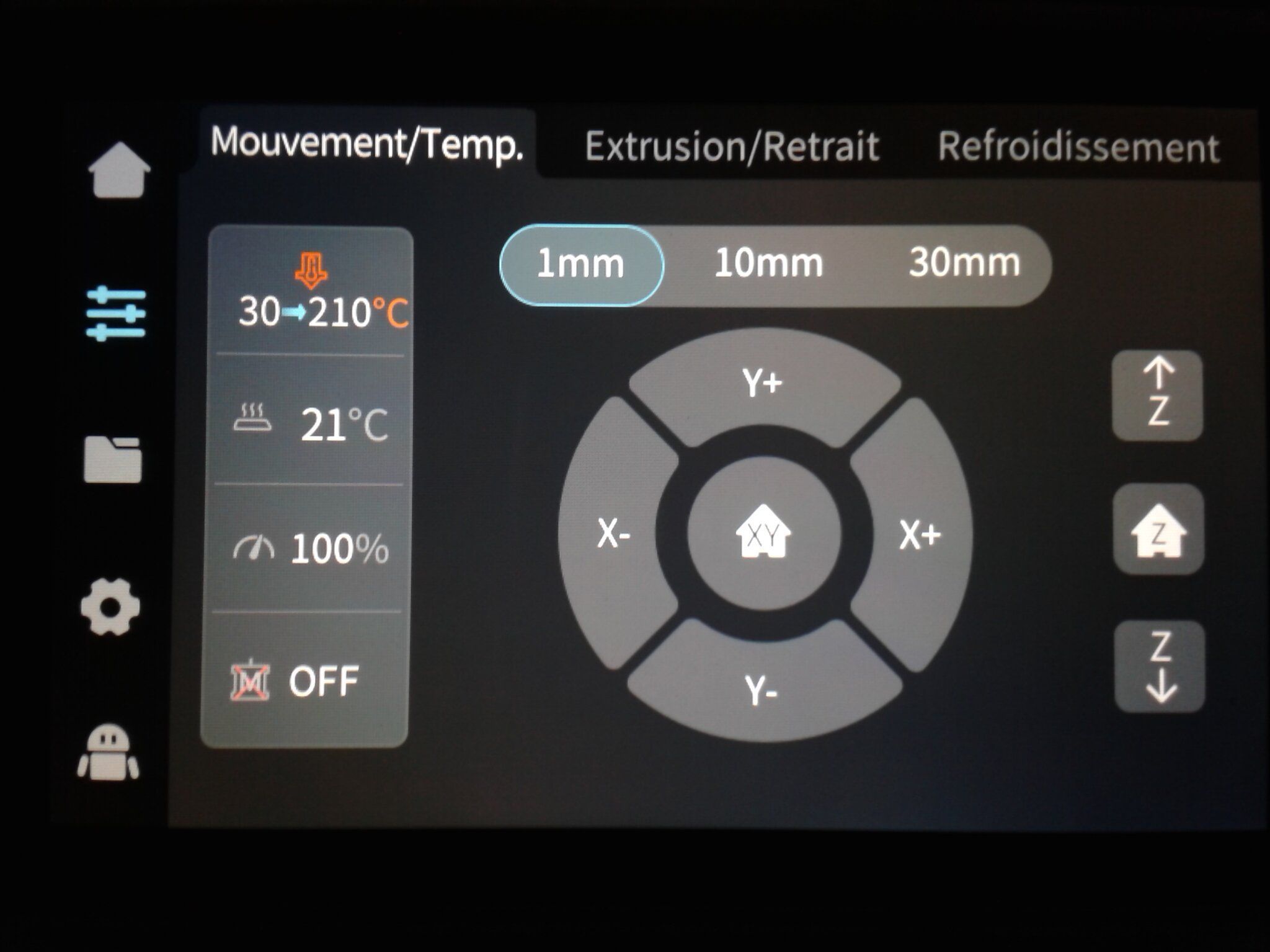
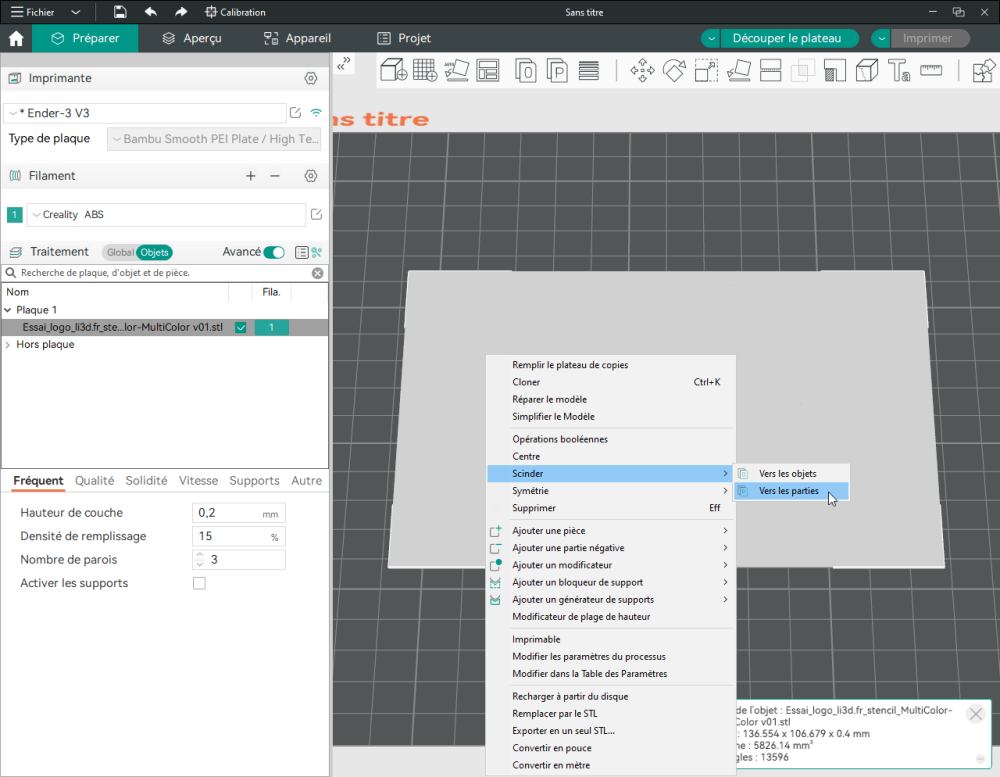
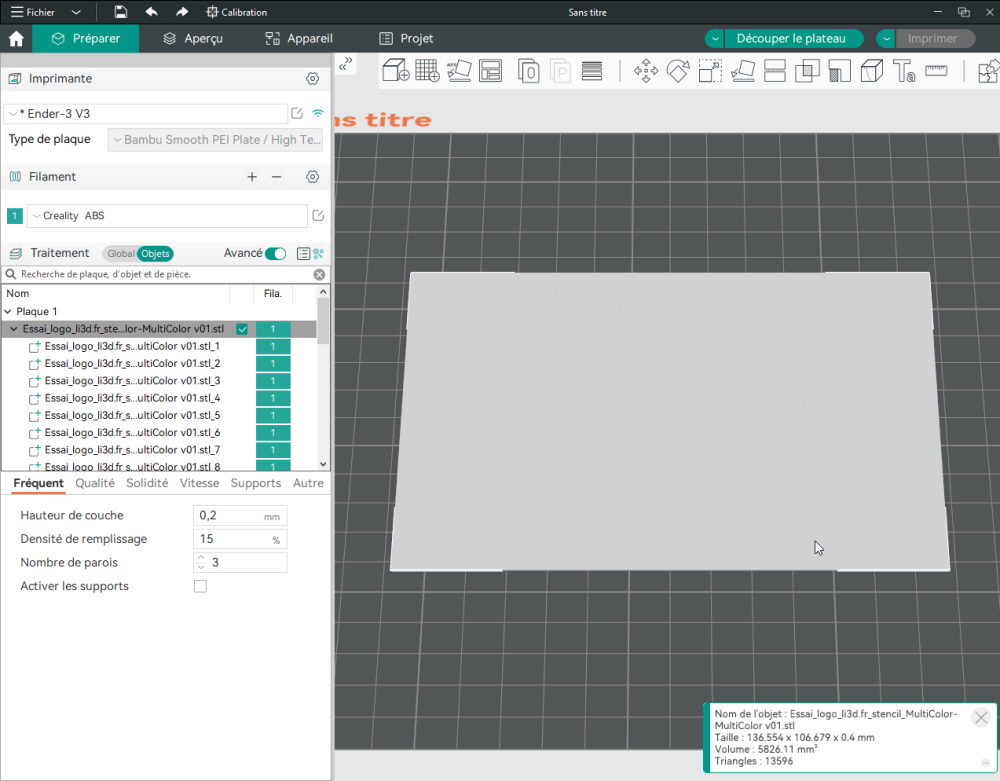
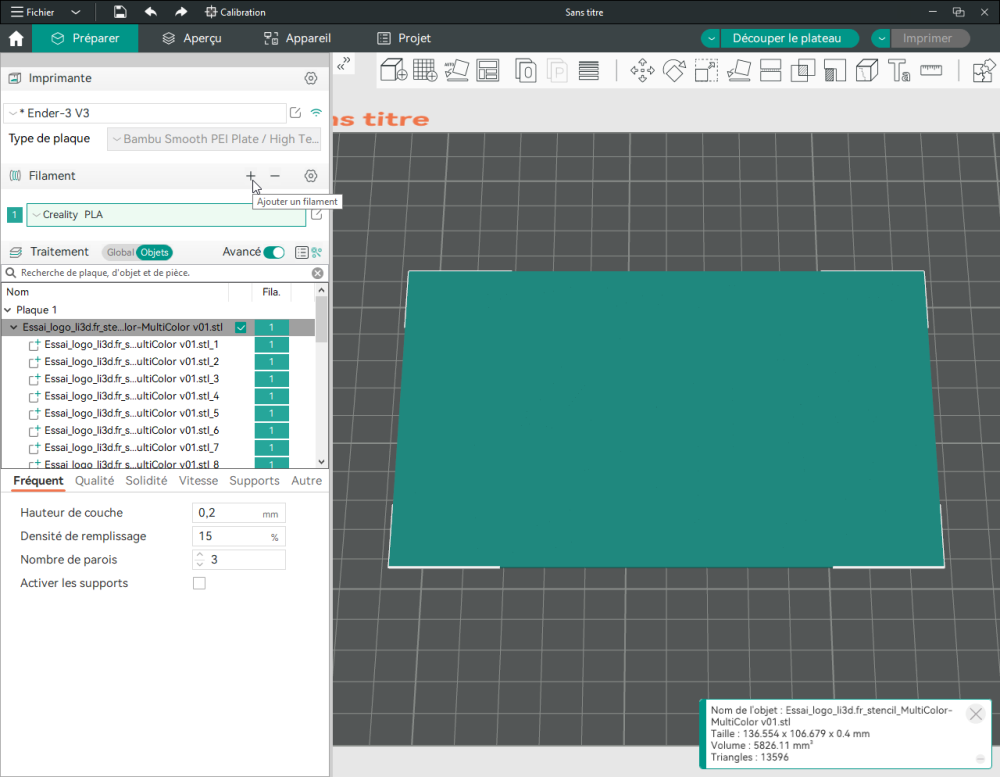
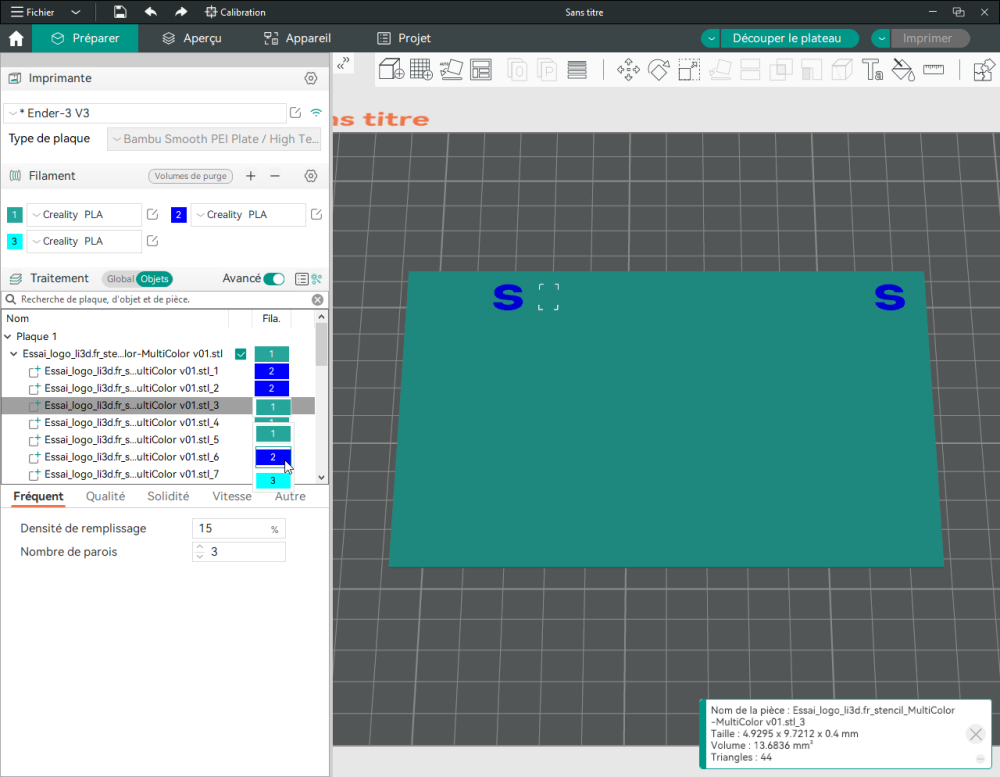
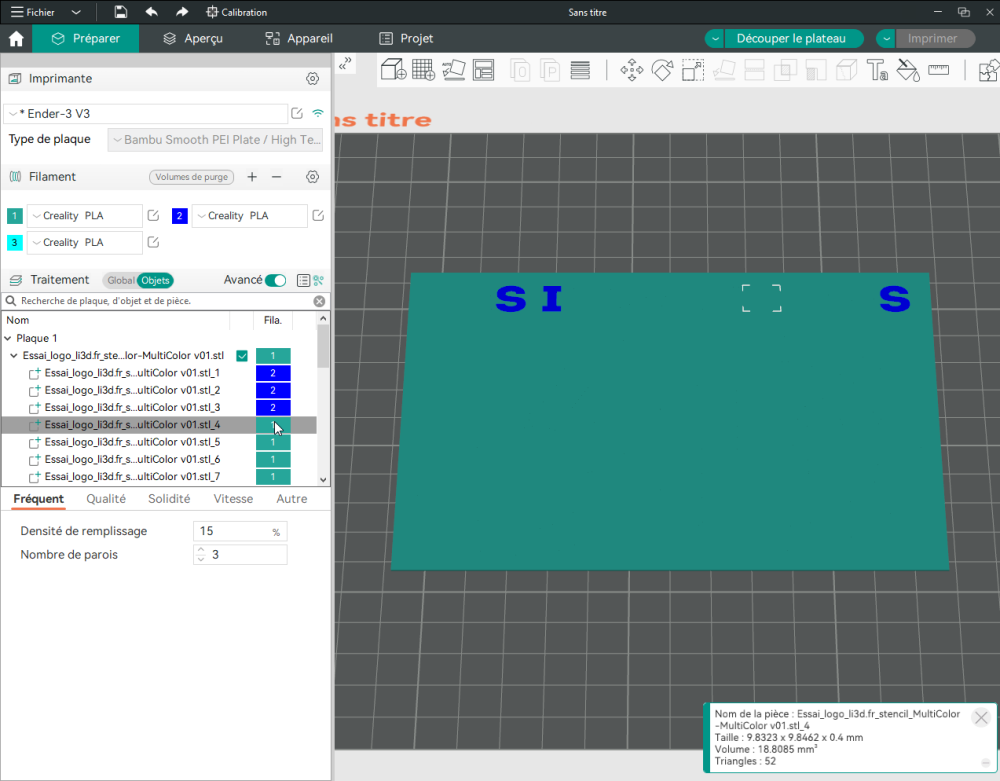
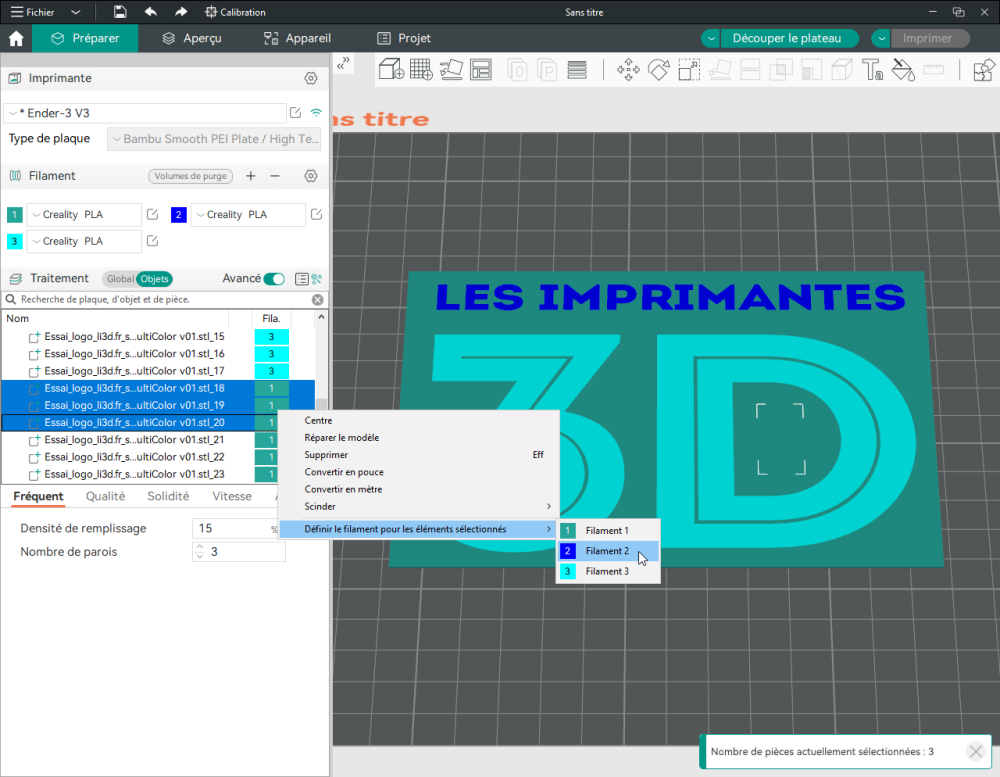
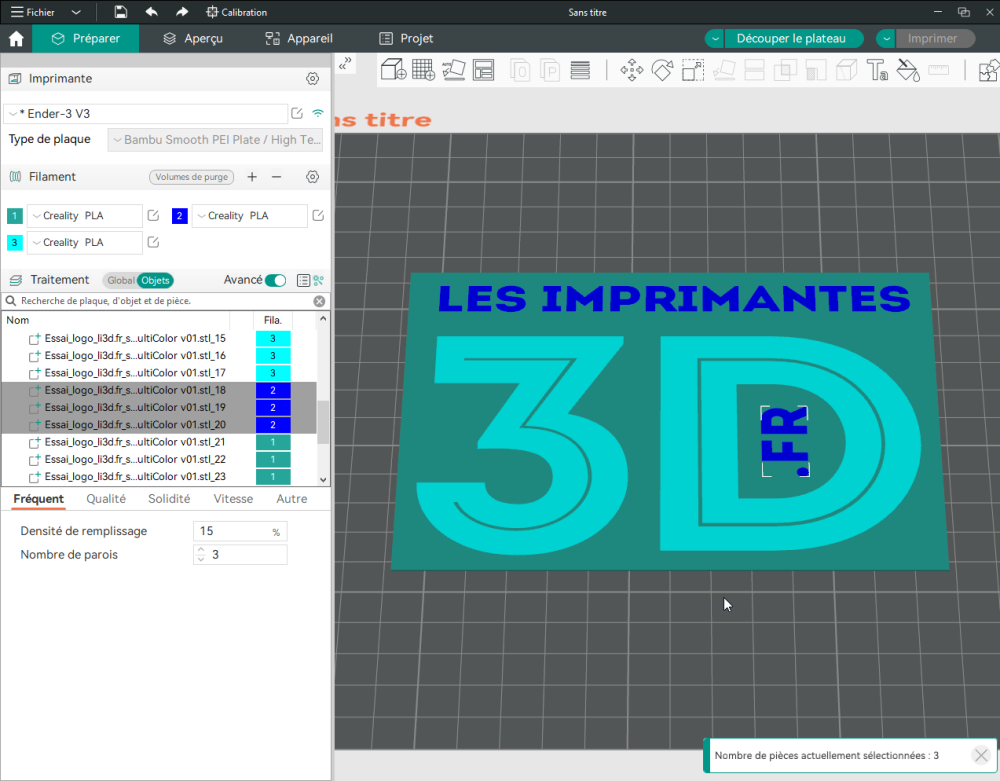
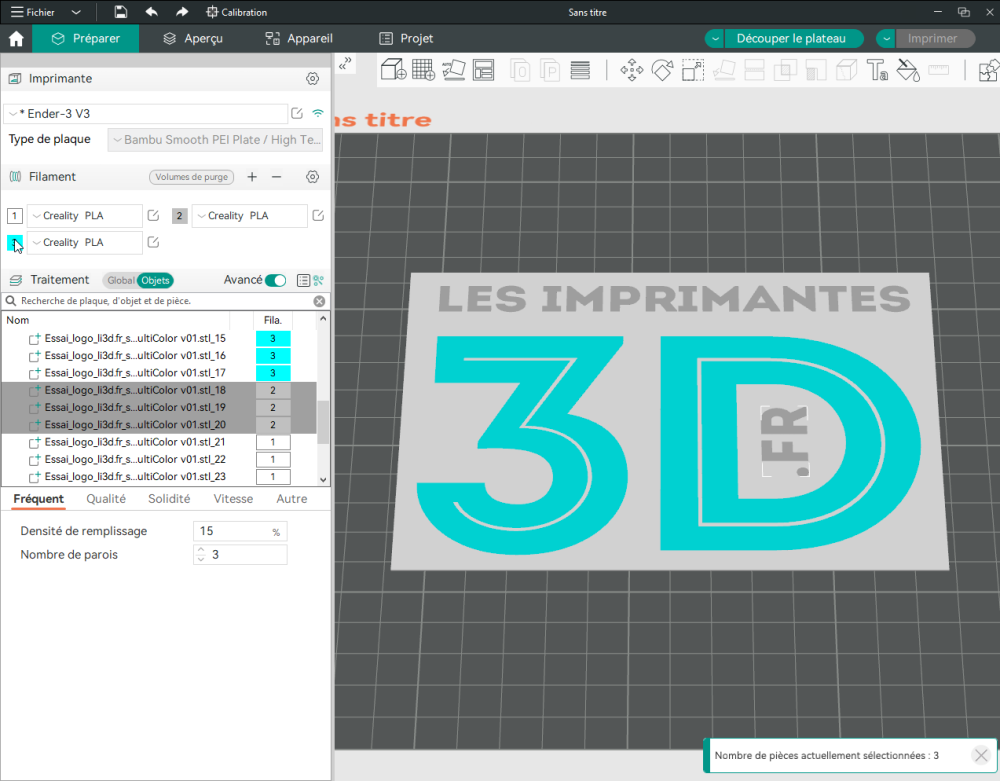
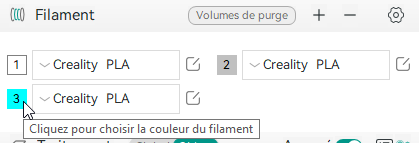
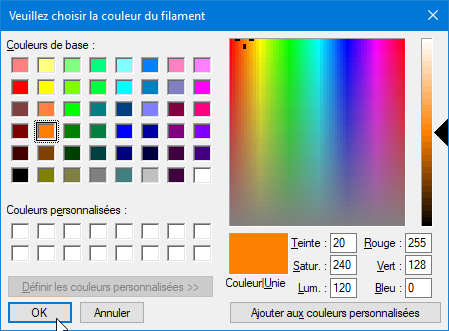
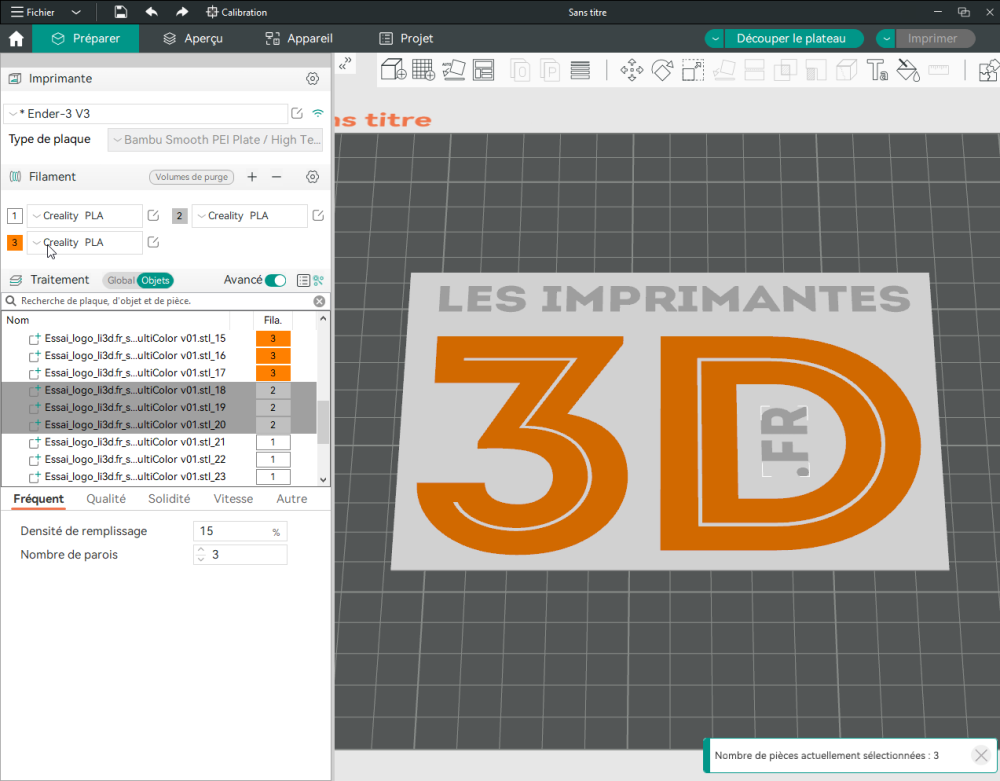
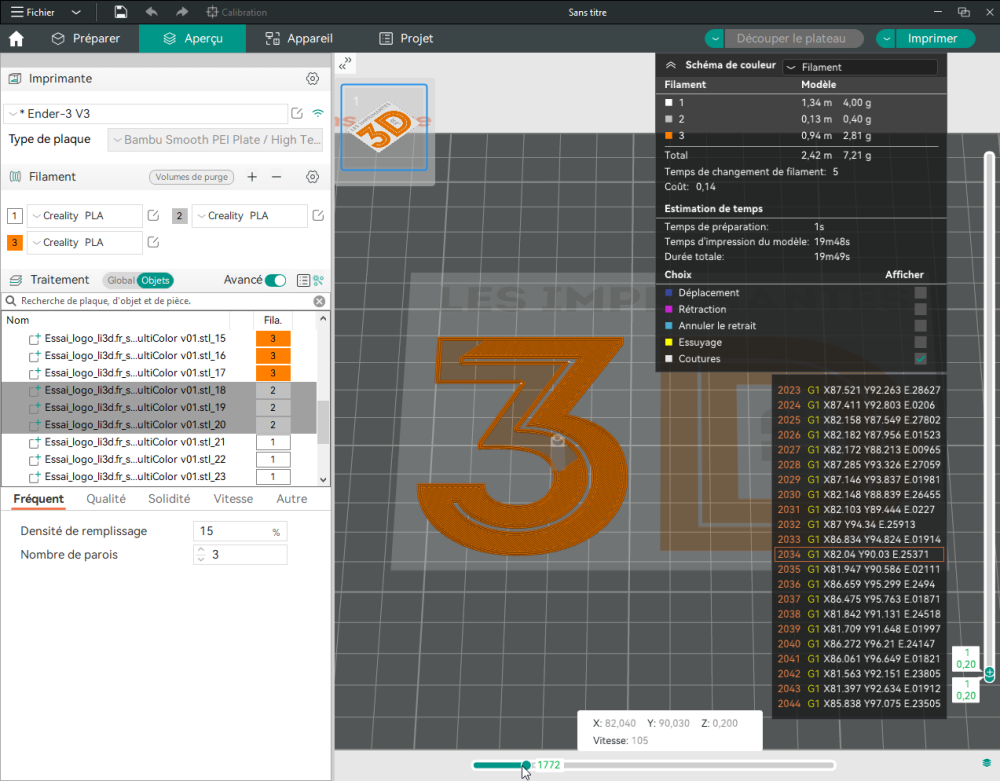
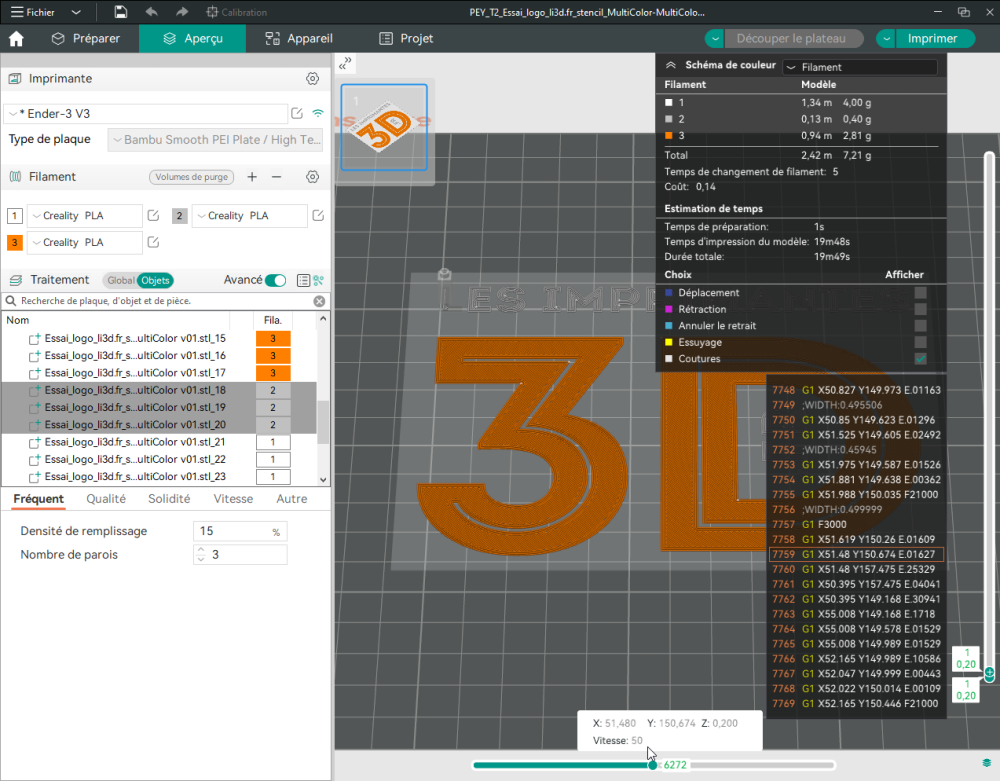
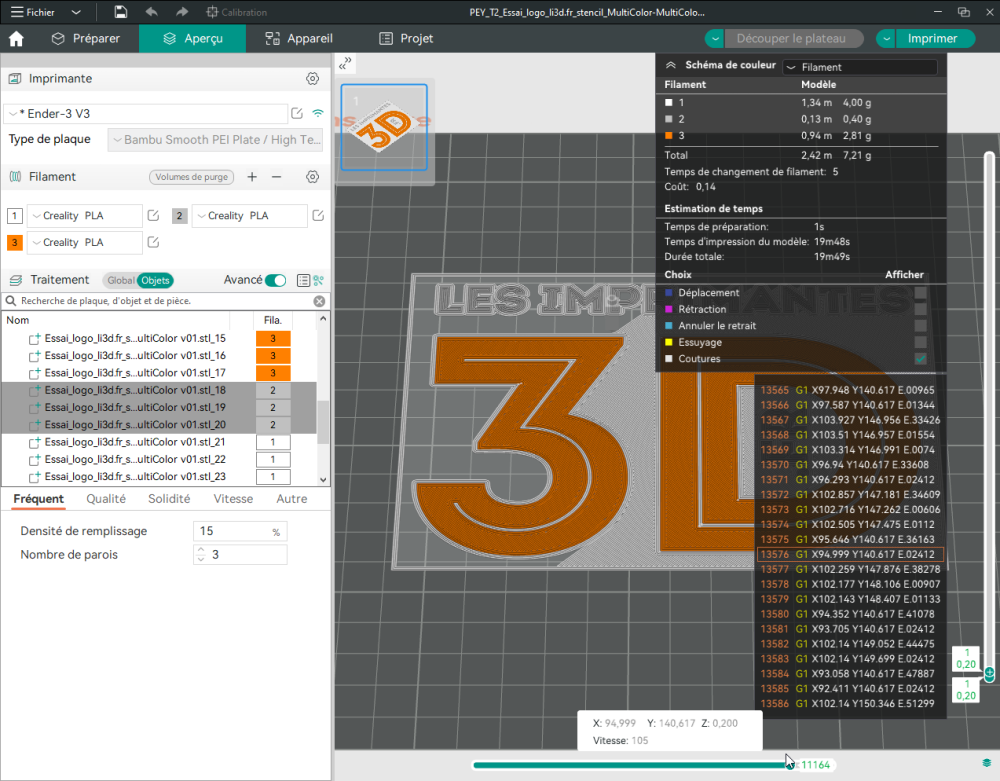
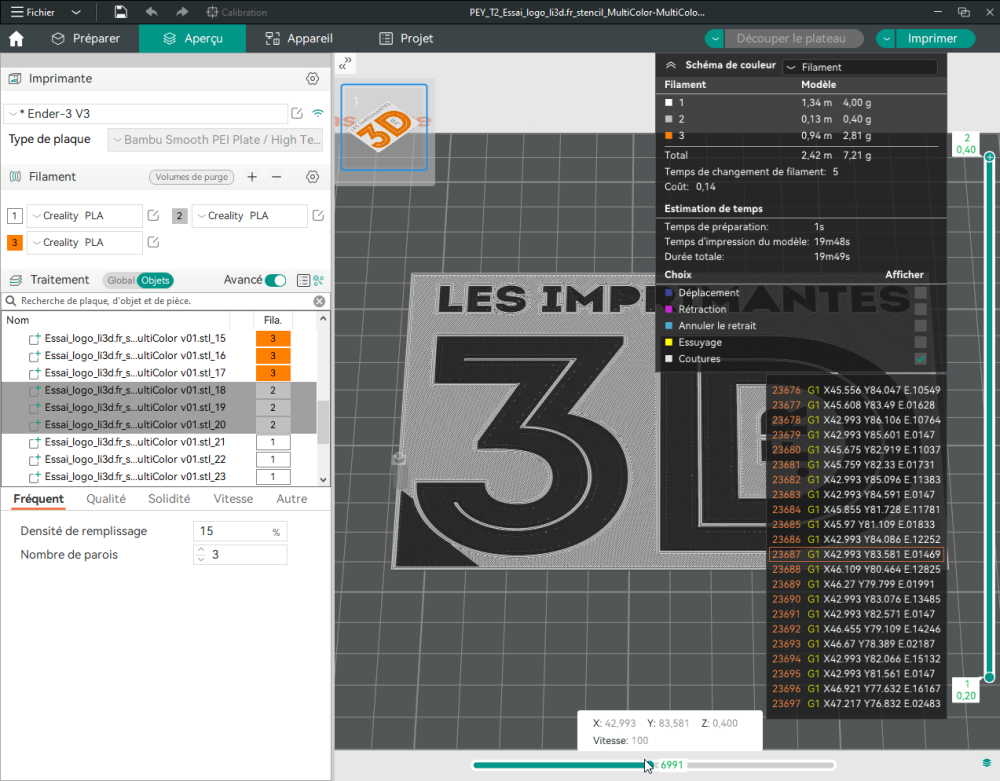
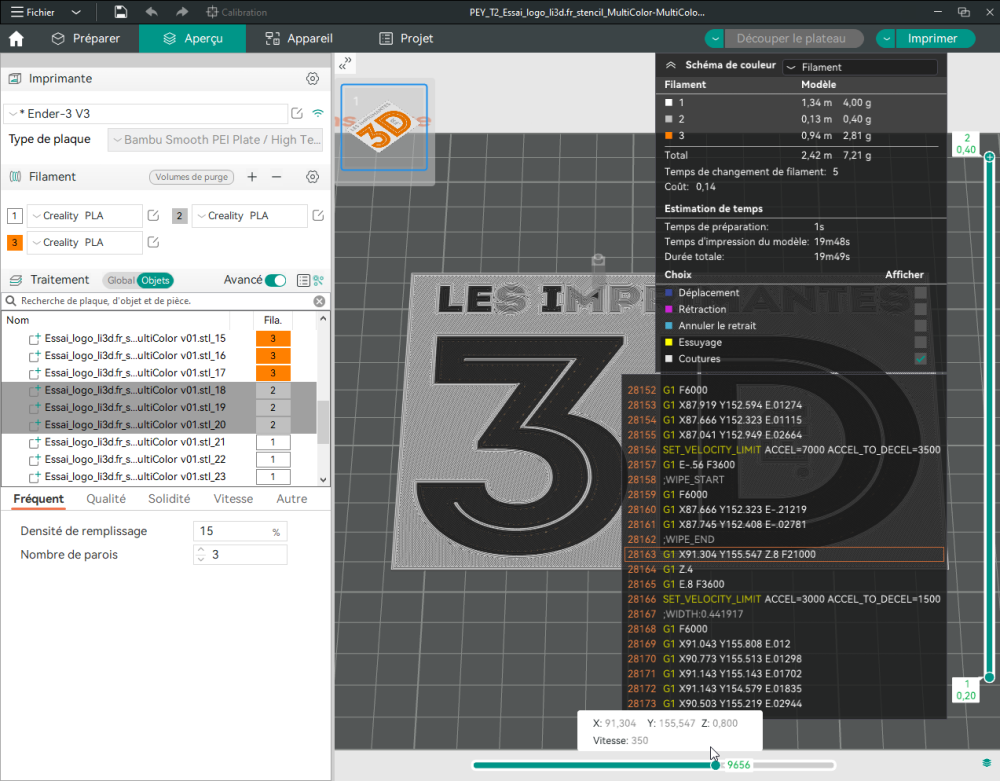
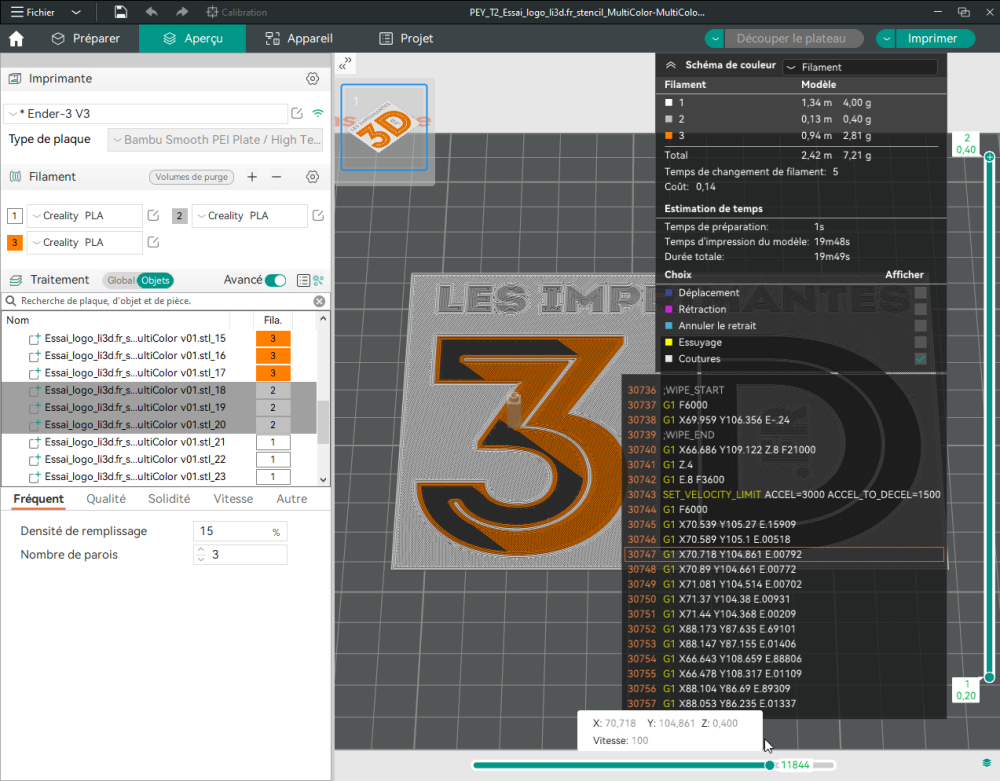
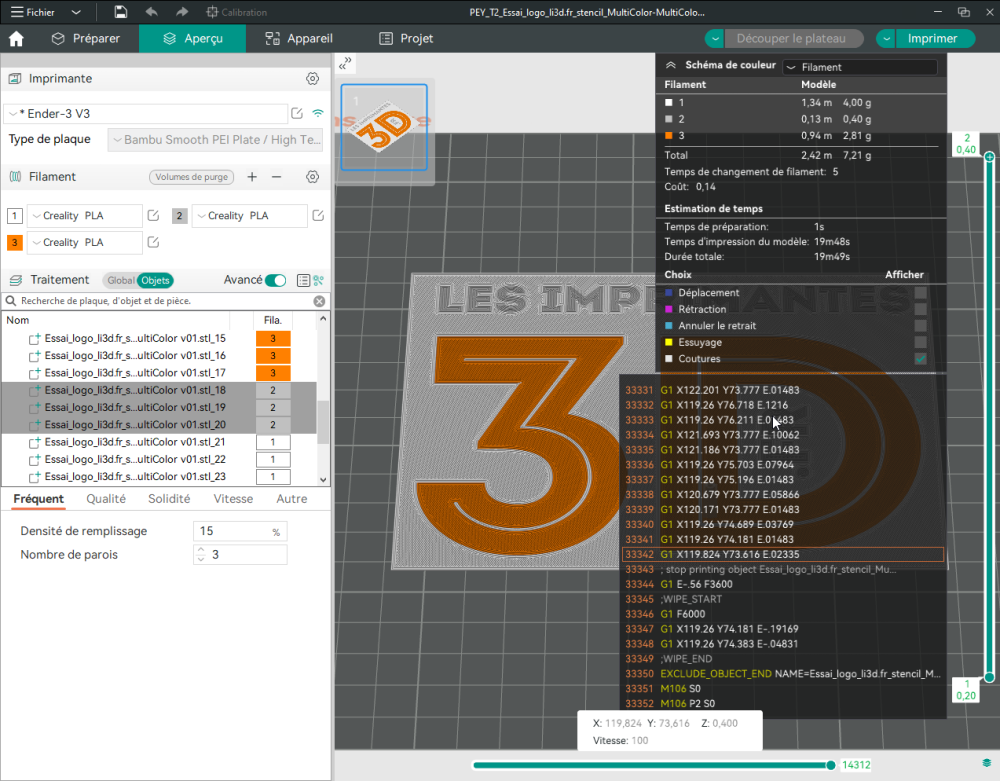
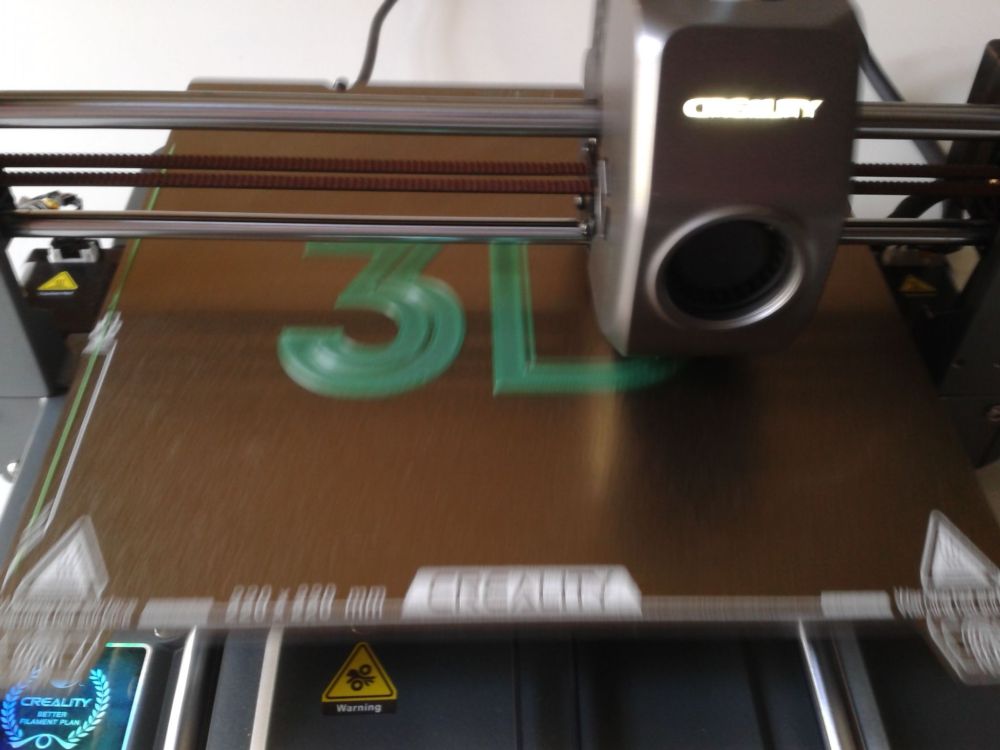
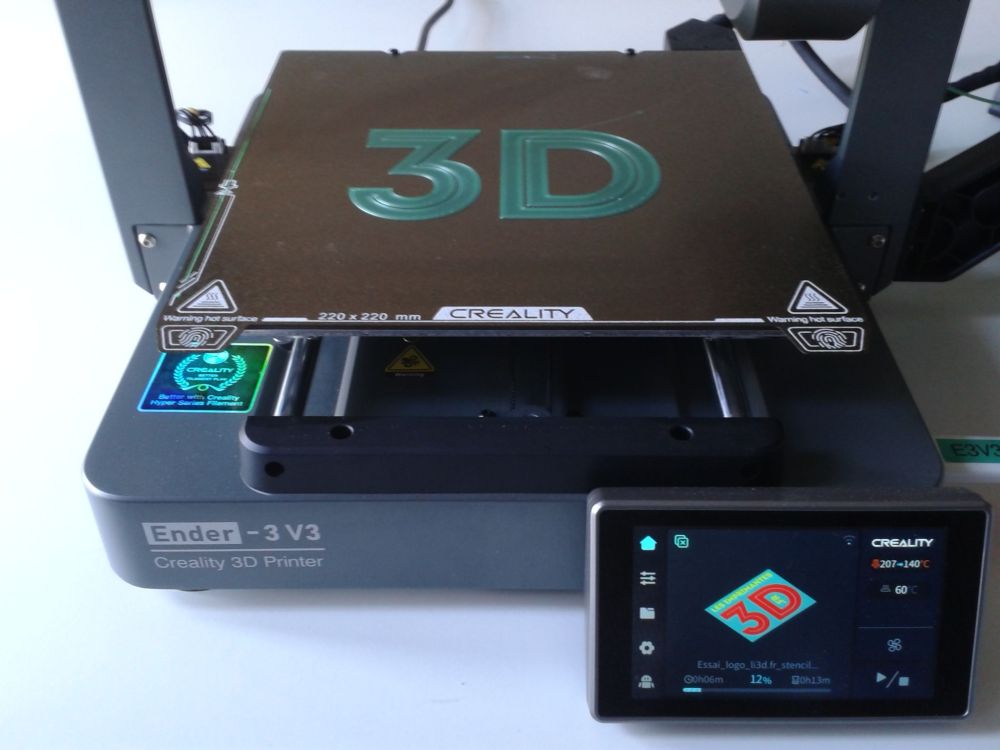
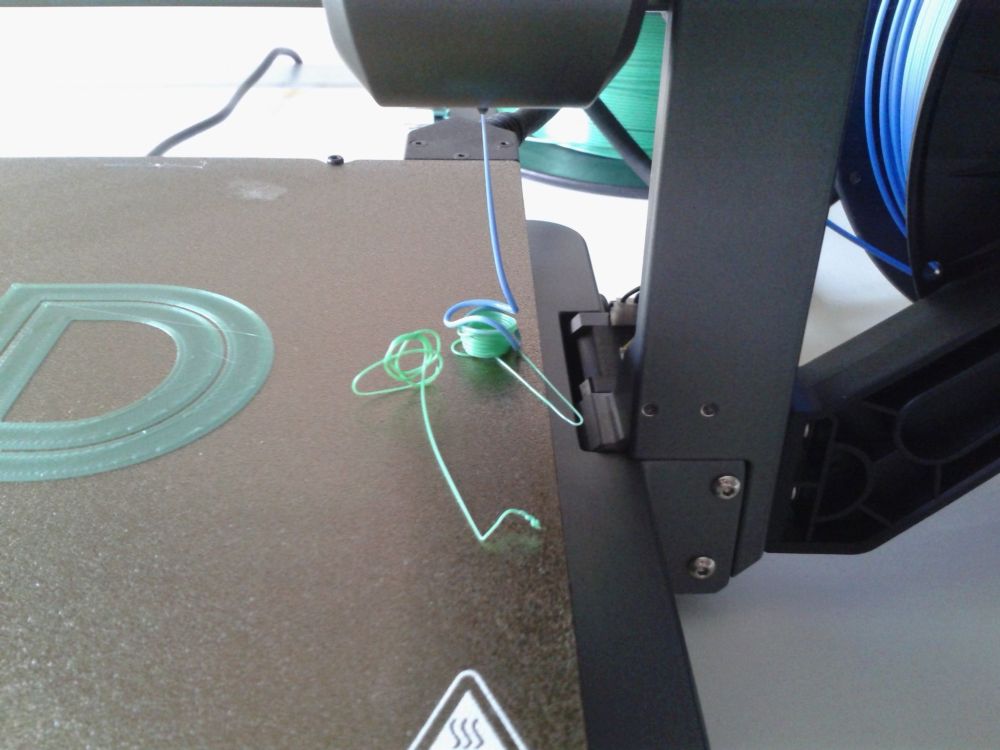
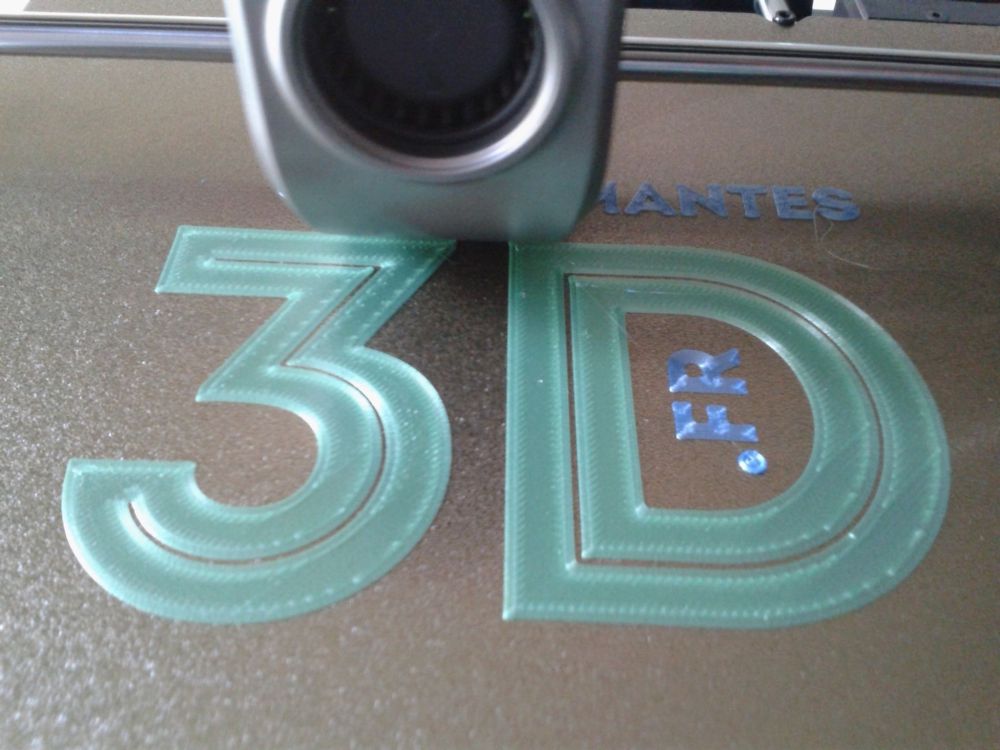
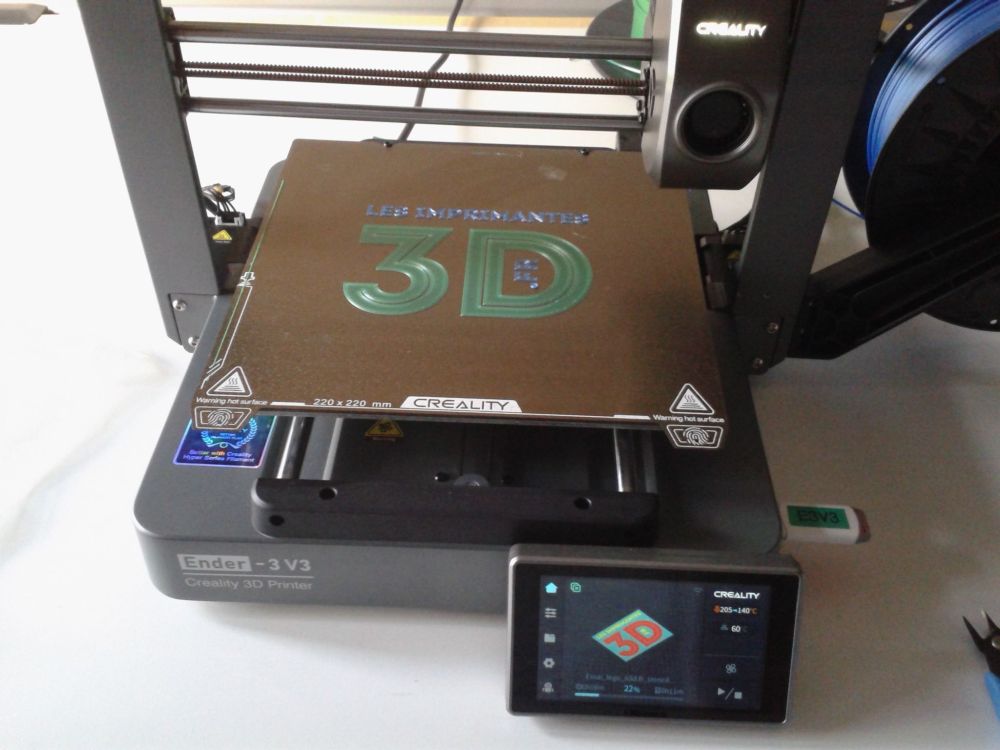
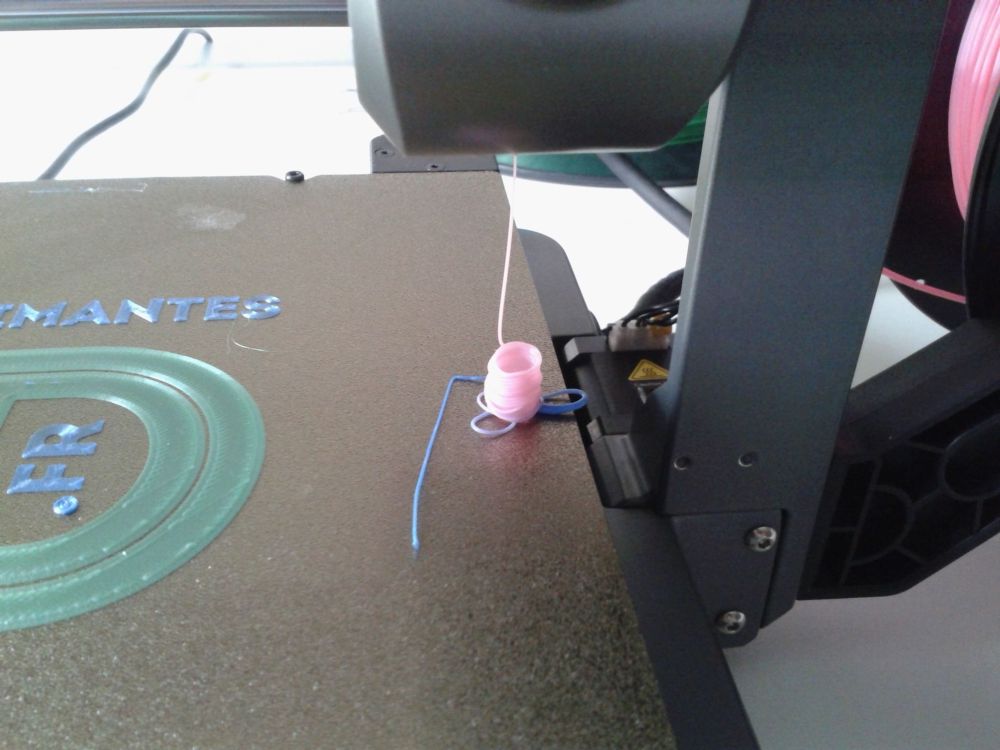
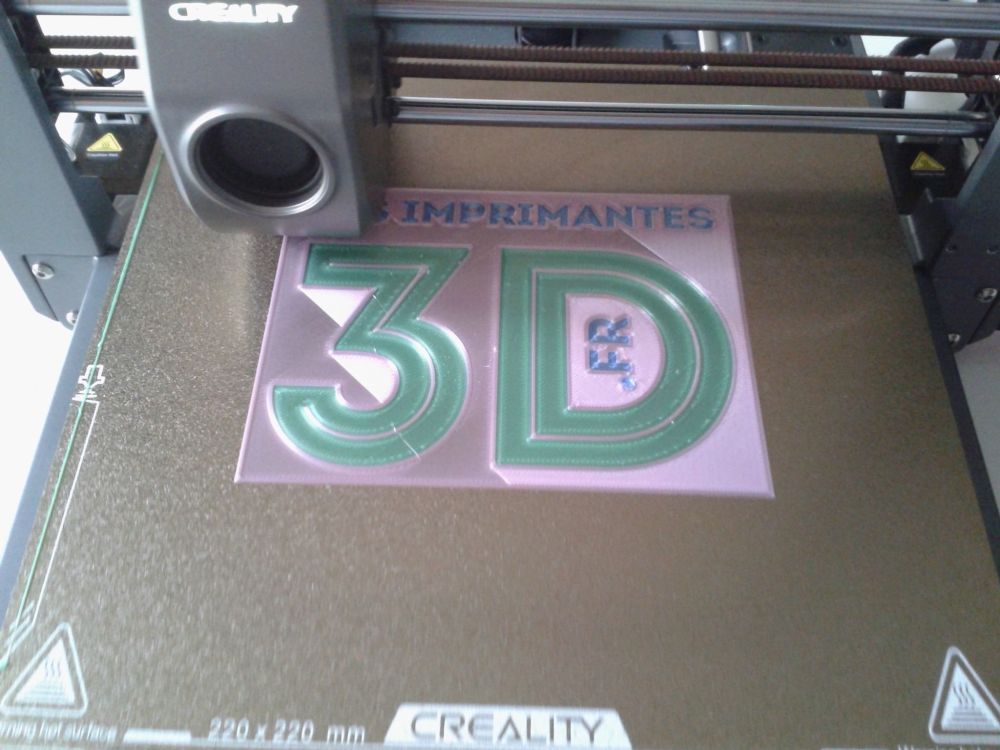
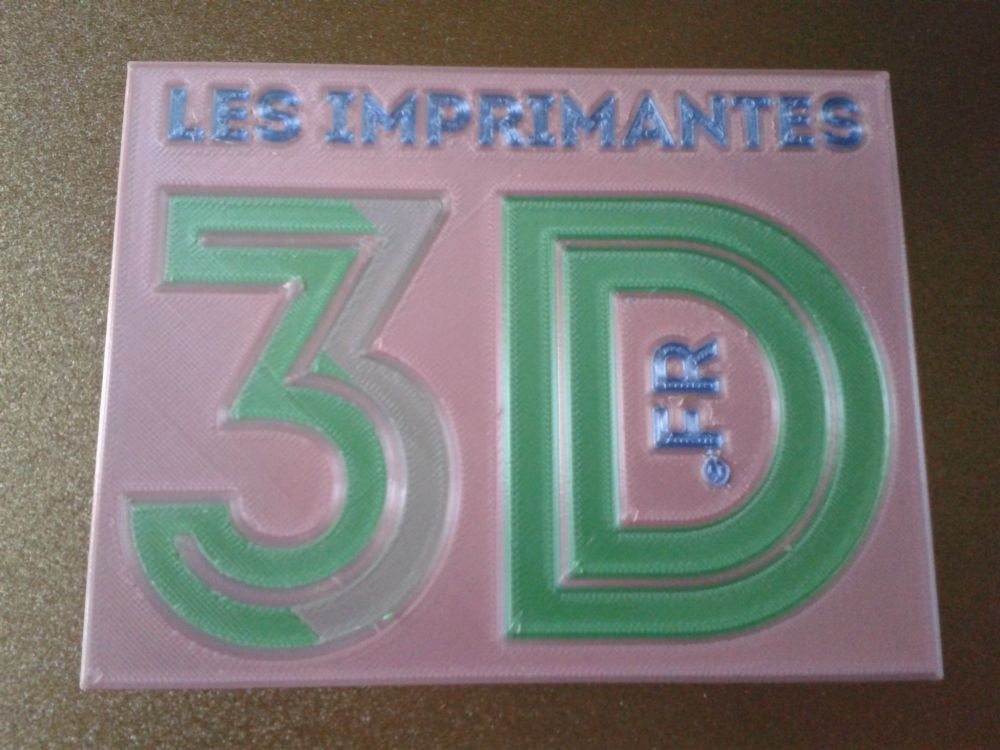
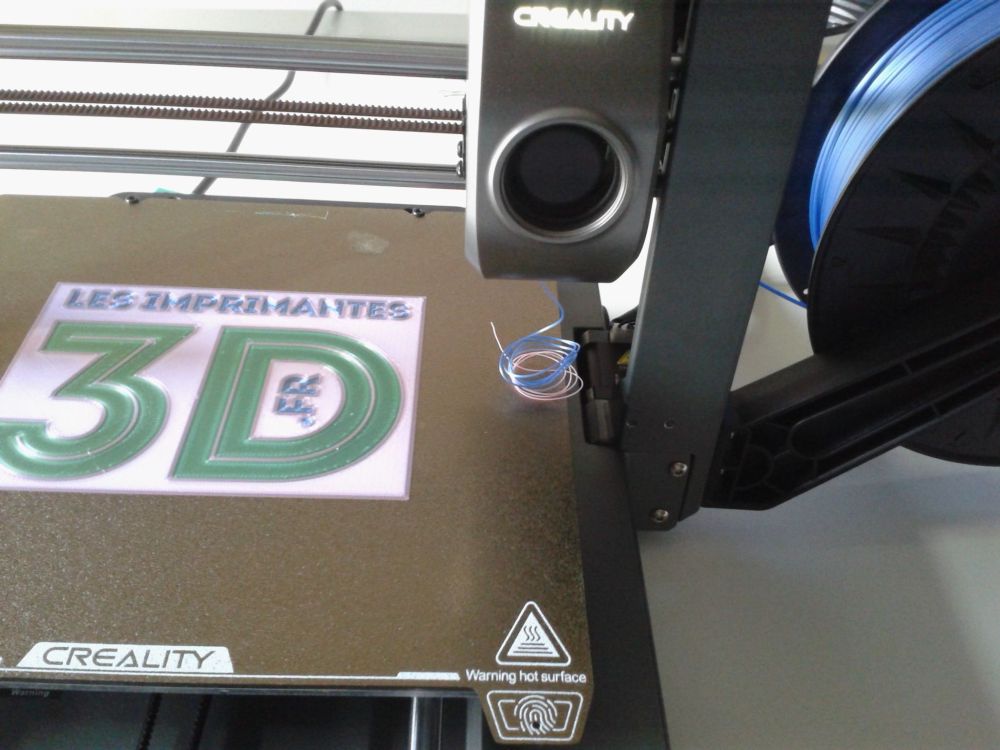
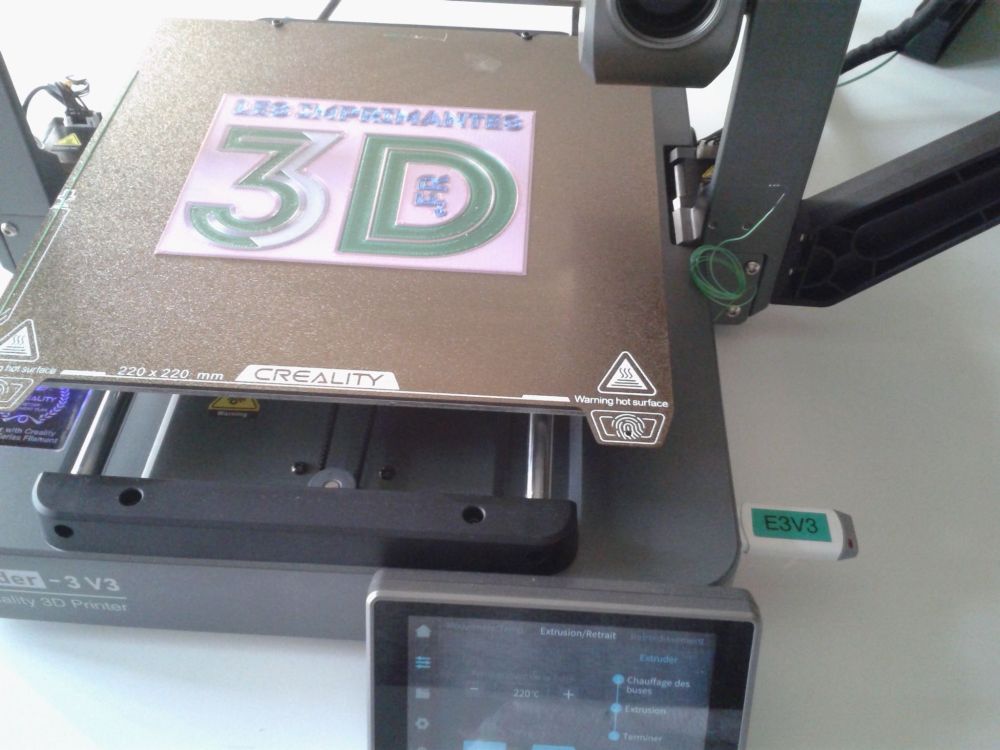
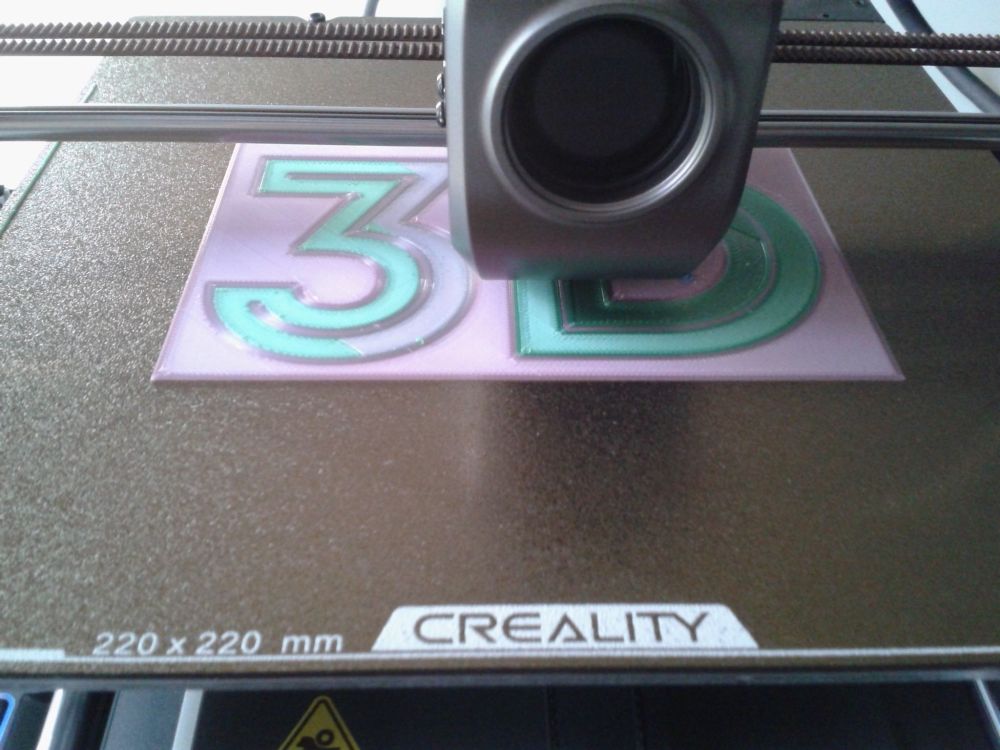
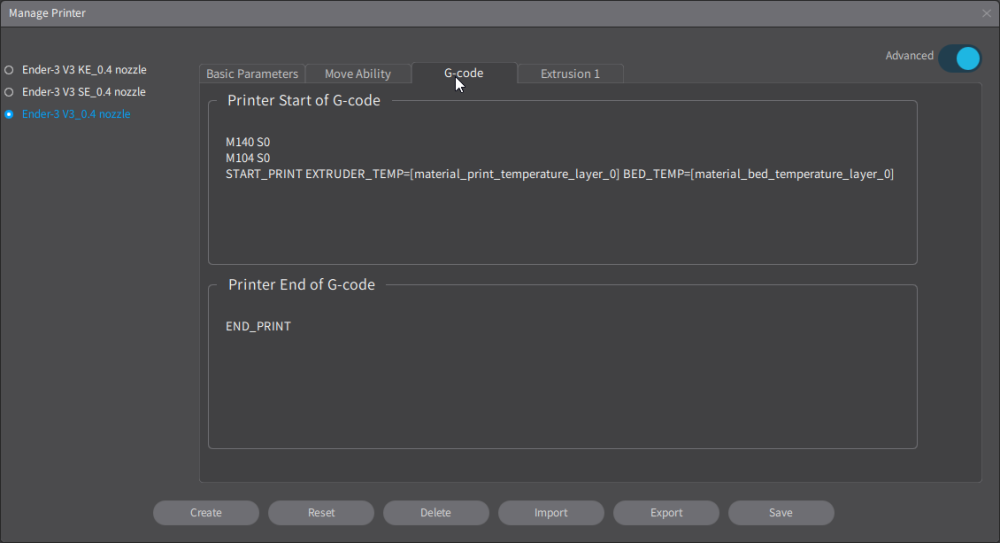
Autres impressions - (Acte II) - PLA - OrcaSlicer - Changement de filament Pour les étapes de changement de filament sur l'écran de contrôle, regarder la vidéo "Service Tutorial Ender 3 V3 Replacing Filament During Printing" où l'on voit une pause manuelle depuis l'écran de contrôle ou par le capteur de fin de filament, pour changer le filament lors d'une impression. Ici j'insère dans le fichier d'impression une commande g-code étendue "PAUSE" pour effectuer le changement à un moment précis. Dans sa version actuelle Creality Print ne permet pas d'ajouter un changement de filament. J'utilise donc ici, Orca Slicer pour me faciliter la tâche. Pour ne pas avoir à éditer le fichier d'impression ".gcode" pour ajouter manuellement, au bon endroit, une ligne de demande de changement de filament. "logo lesimprimantes3d.fr essai 04 (scindable Multi Couleur)" de "PPAC" https://www.crealitycloud.com/model-detail/661da8ac5fb511ebaca7b0ca (gratuit) J'ai fait des essais de changement de filament en cours d'impression avec l'utilisation du g-code étendue PAUSE en "g-code de changement de filament". Il faut l'ajouter dans le profil pour OrcaSlicer trouvé sur le wiki de Creality. ( Et deux autres paramètres à modifier pour éviter à la reprise une extrusion supplémentaire de 2 mm paramétrés dans le trancheur ) Je suis partie d'un script OpenSCAD que j'avais déjà réalisé pour faire un modèle 3D du logo de lesimprimantes3d.fr que j'ai transformé ( ajouter des petits espaces (offset) de 0.001 mm) pour qu'il soit "scindable" en sous-parties (ou sous-objets). Dans l'idée de faire des changements de filament sur une même couche selon les sous-parties de l'objet ou les sous-objets. Essai_logo_li3d.fr_stencil_MultiColor-MultiColor v01.stl ( <- le ".stl" utilisé. Mais plus bas, j'ai mis un ".3mf" qui a donc déjà tout ce qui suit de fait) Il faut donc après chargement de mon .stl le sélectionner, clic droit sur l'objet, "Scinder" -> "Vers les parties" ( ou "Vers les objets" ) Puis ajouter des filaments, pour ensuite pouvoir affecter un filament d'une couleur spécifique à certaines des sous-parties ( ou sous-objets ) Après avoir affecté certaines des sous-parties souhaitées a des filaments différents, éventuellement changer la couleur des filaments Alors "Découper le plateau" et inspecter l'aperçu couche par couches, étape par étape, pour bien identifier l'ordre de l’enchaînement des changements de filaments Là pour ce tranchage, on peut, identifier sur la couche initiale, que cela commence les parties en orange, puis passe aux parties en gris, puis aux parties en blanc. le blanc continue en début de la seconde couche, puis re-passe aux parties en gris et termine avec les restes des parties en orange. En débutant l'impression avec un filament orange, j'ai donc un total de 4 changements de filament ( gris, blanc, gris, orange ) pour imprimer deux couches ayant chacune trois couleurs différentes sur une même couche. Pour mon premier essai, je n'avais pas fait attention a l'extrusion supplémentaire a la reprise j'ai donc un poil trop de matière sur les points de reprise après changement de filament. ( Mais il semble aussi, y avoir une toute petite extrusion juste a la sortie de la pause du aux macros PAUSE et RESUME concocté par Creality ... ) ... Oups je me trompe lors du dernier changement de filament et mets du rose au lieu du vert. Je fais donc, mais trop trad, une pause depuis l’écran pour rechanger de filament ... Et voici le résultat entaché de mon erreur. Par transparence (dernière photo) je trouve le résultat très intéressant. Second essai, second tranchage ( en miroir et en mettant a zéro les paramètres sous le trancheur qui donne une extrusion supplémentaire après un changement de filament ) PEY_T2_Essai_logo_li3d.fr_stencil_MultiColor-MultiColor v01.3mf ( <- le ".3mf" a ouvir avec OrcaSlicer (v1.9.0) qui a déjà les affectations de filaments aux sous-parties et qui doit embarquer le profil imprimante de la Ender-3 V3 ) ( J'ai publié le modèle et le 3mf sur creality Coud https://www.crealitycloud.com/model-detail/661da8ac5fb511ebaca7b0ca ) sur un plateau "H1H Phantom" ( https://fr.aliexpress.com/item/1005006244249651.html ) Et la face qui était en contacte avec la surface du plateau "H1H Phantom" Il me reste donc a étudier les macros de PAUSE et de RESUME concocté par Creality pour comprendre comment éviter la toute petite extrusion qui se fait juste après la remise a la hauteur Z, en sortie de pause... Je pense avoir trouvé mais a vérifier [gcode_macro PAUSE] description: Pause the actual running print rename_existing: PAUSE_BASE # change this if you need more or less extrusion variable_extrude: 2.0 gcode: ##### read E from pause macro ##### {% set E = printer["gcode_macro PAUSE"].extrude|float %} # .... le variable_extrude: 2.0 a transformer en variable_extrude: 0.0 variable_extrude: -1.0












 1 point
1 point -
Dans un commentaire Facebook qui demandait la différence Elegoo Saturn 4 vs Saturn 4 Ultra, la marque a répondu (traduction automatique) : Le Saturn 4 Ultra est équipé de la technologie de libération inclinable pour une vitesse d'impression rapide. De plus, il est doté d'une caméra IA pour la surveillance en temps réel des processus d'impression. Et il prend en charge l'impression en grappes WiFi, vous permettant d'envoyer efficacement des modèles tranchés à plusieurs machines Saturn 4 Ultra.1 point
-
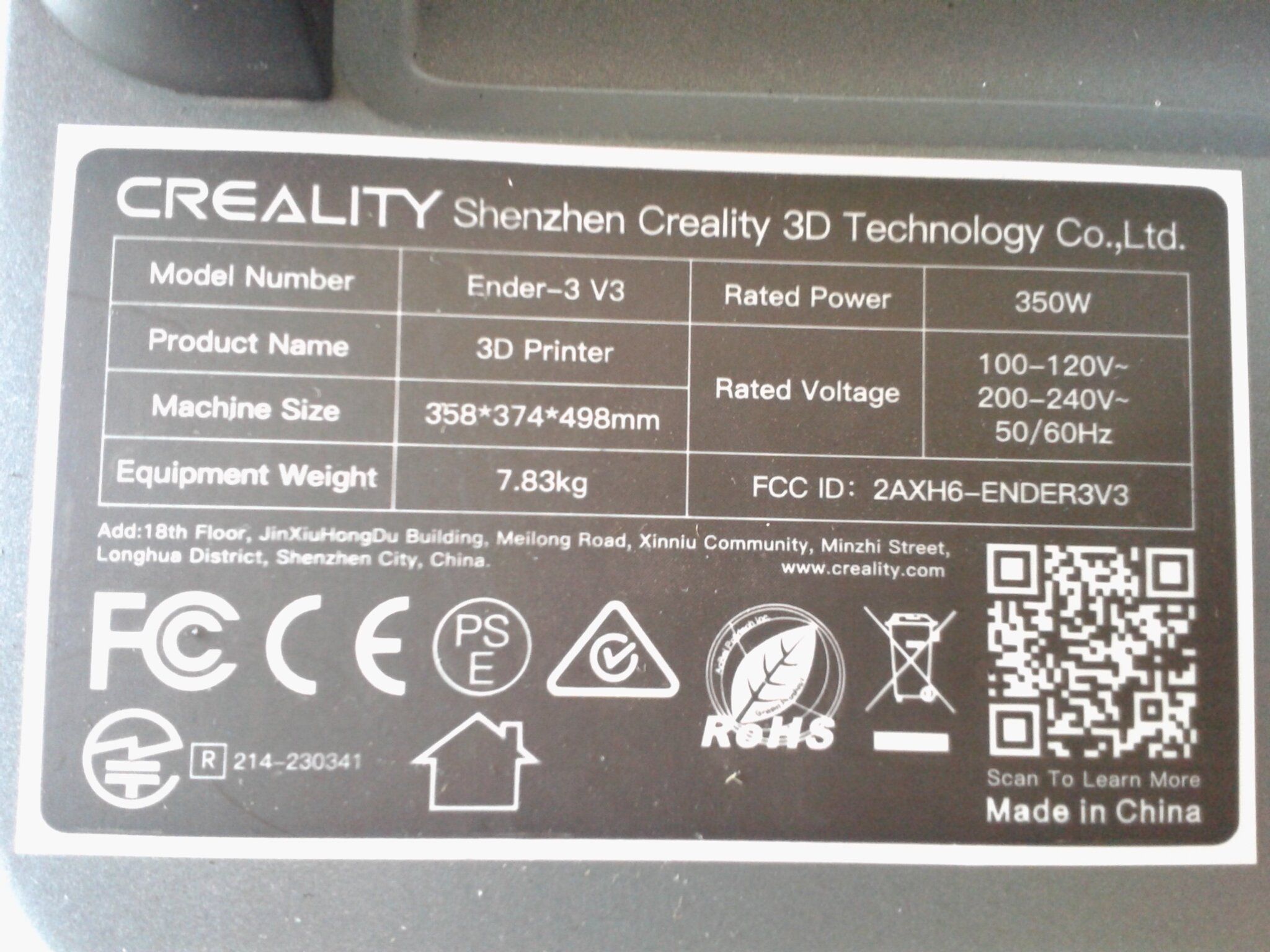
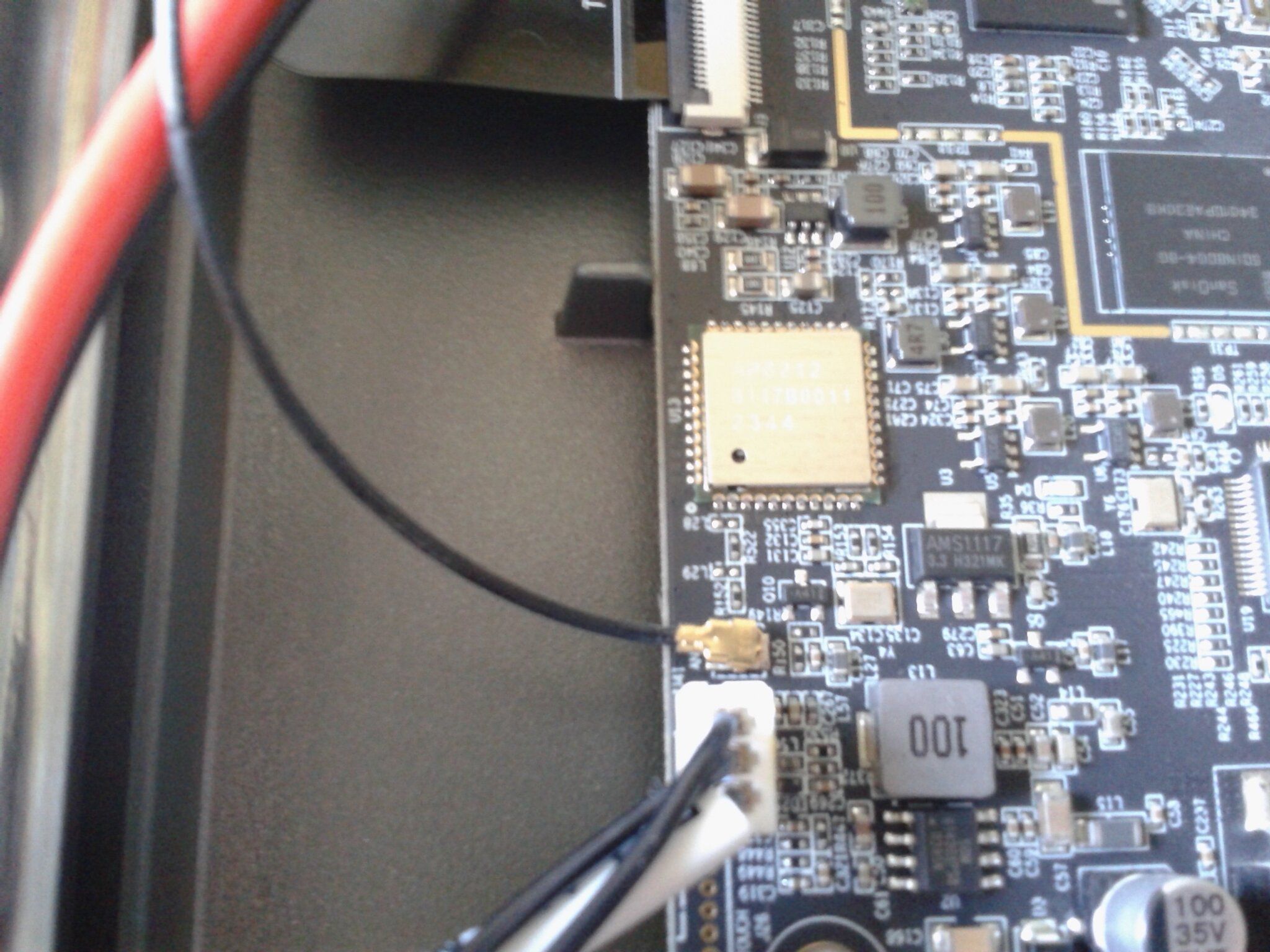
Merci. Car, je n'ai pas encore le réflexe de regarder sur fcc.report. Et en plus tu as l’œil, car j'avais oublié de mettre une photo gros plan de l'étiquette avec la le FCC ID. (C'est désormais ajouté. ) ( Edit > Et de nouveau merci. Car cela m'a fait penser à flouter les zones sur les photos où l'on voit éventuellement une partie du "SN" de la machine. Si jamais j'ai besoin du SAV, que mon SN ne soit pas déjà utilisé par un "vilain" qui l'aurait vu ici)
 1 point
1 point -
Malheureusement pour moi, je n'ai pas de stylet en stock. Mais c'est pas gravissime. Comme j'ai la flemme de rajouter des petites flèches sur mes photos, soit je ne pointerais pas où il faut cliquer, soit il y aura mes gros doigts, sur certaines photos de l'écran1 point
-
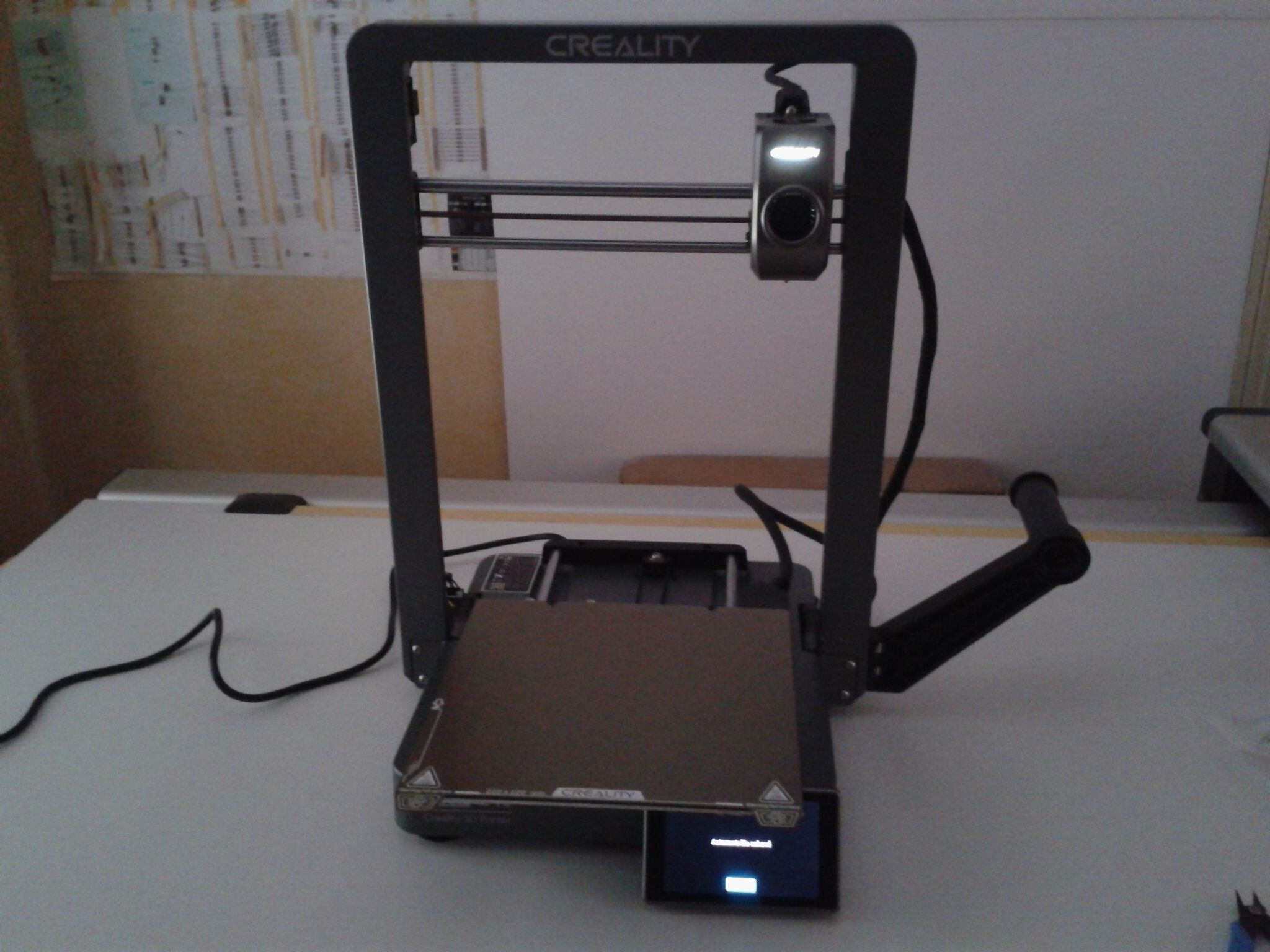
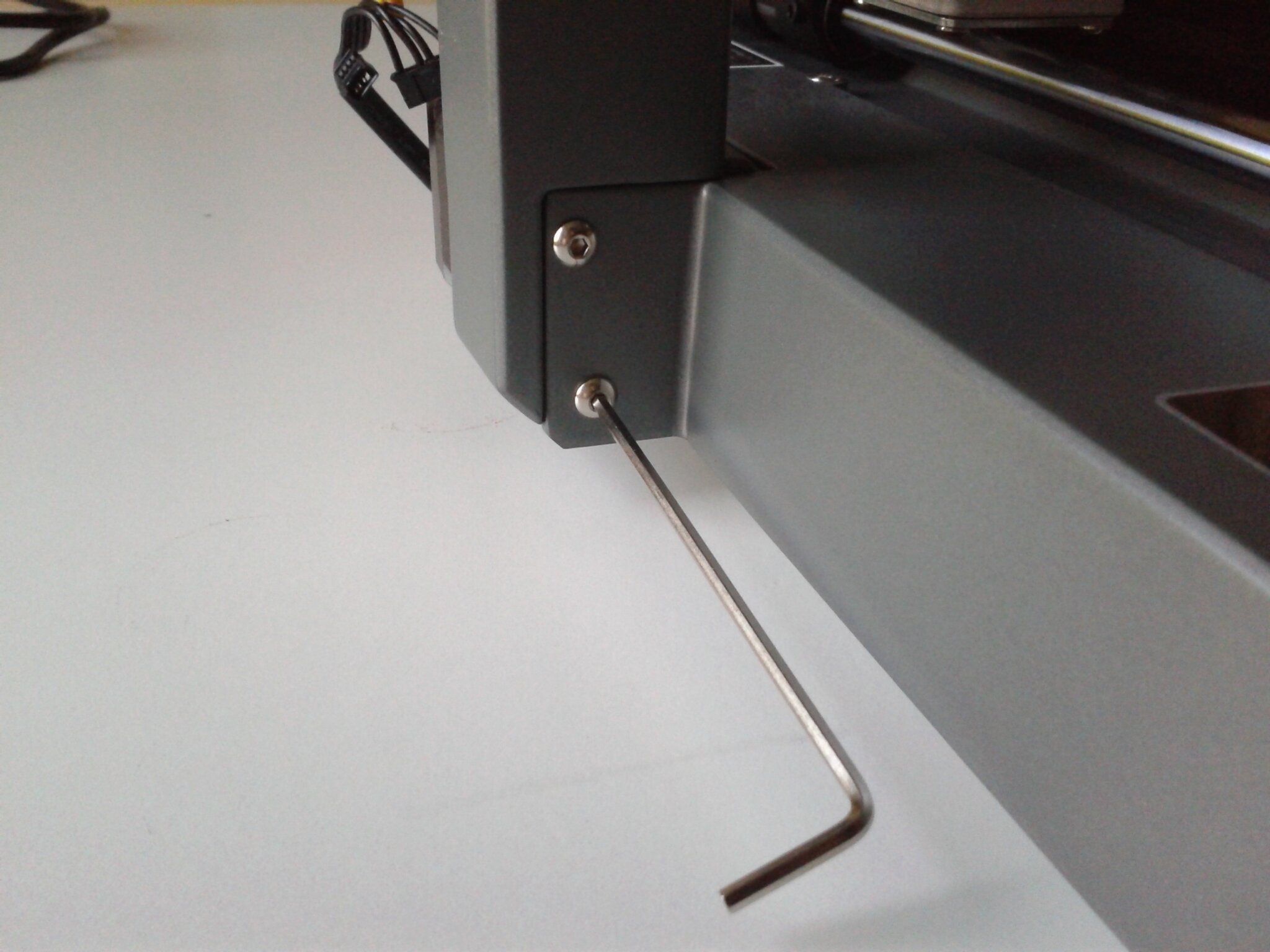
J'ai avancé. J'ai ajouté des photos. C'est encore incomplet. J'en suis à la première mise en fonction. Mais je n'ai pas encore chargé de filament ou lancé d'impression. Pour l'instant tout semble fonctionner comme attendu. Mais étrangement, l'écran tactile a besoin d'un contact avec un doigt / de la peau. Si pour cliquer, on utilise par exemple une des clés hexagonale fournie, il ne réagit pas.1 point
-
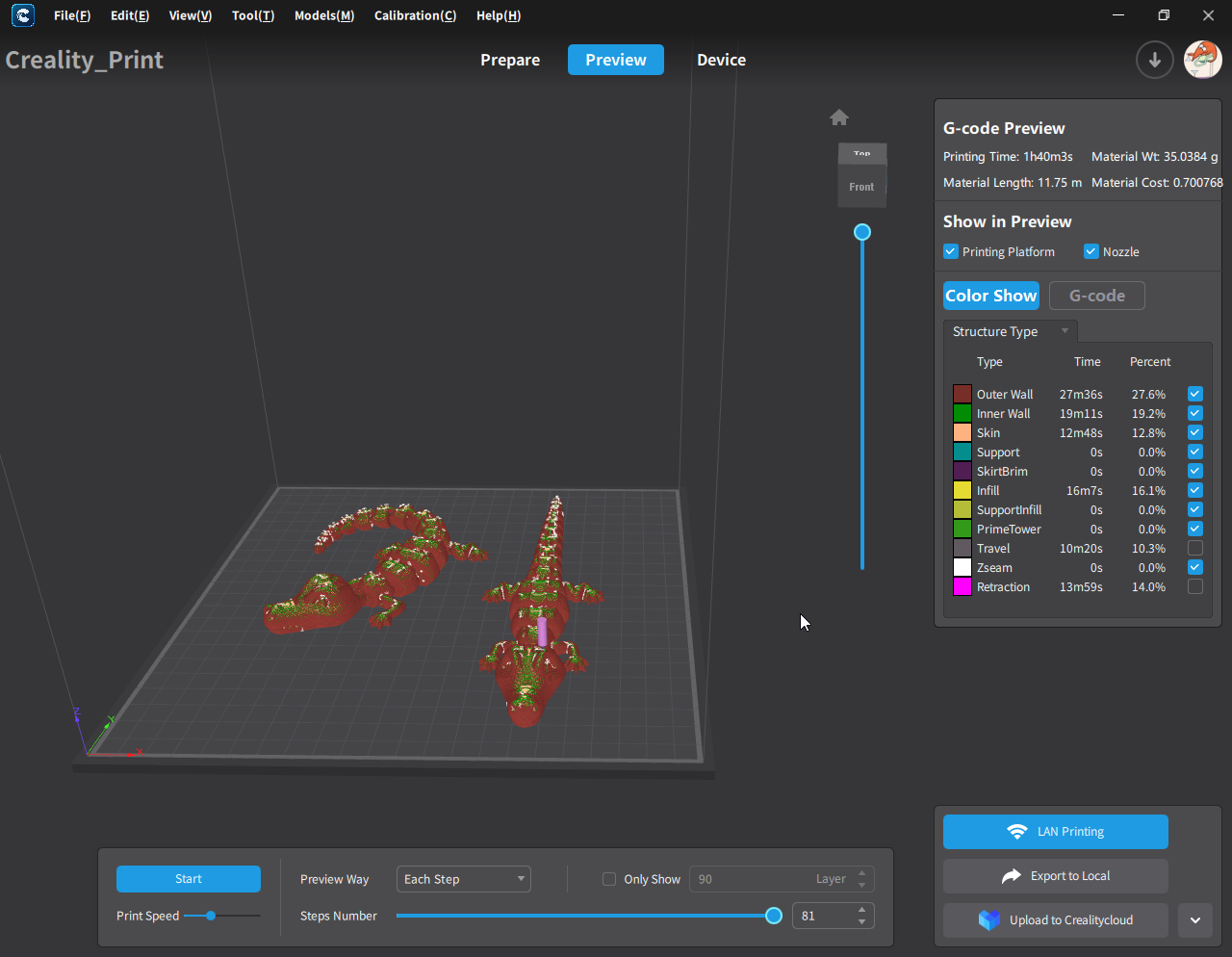
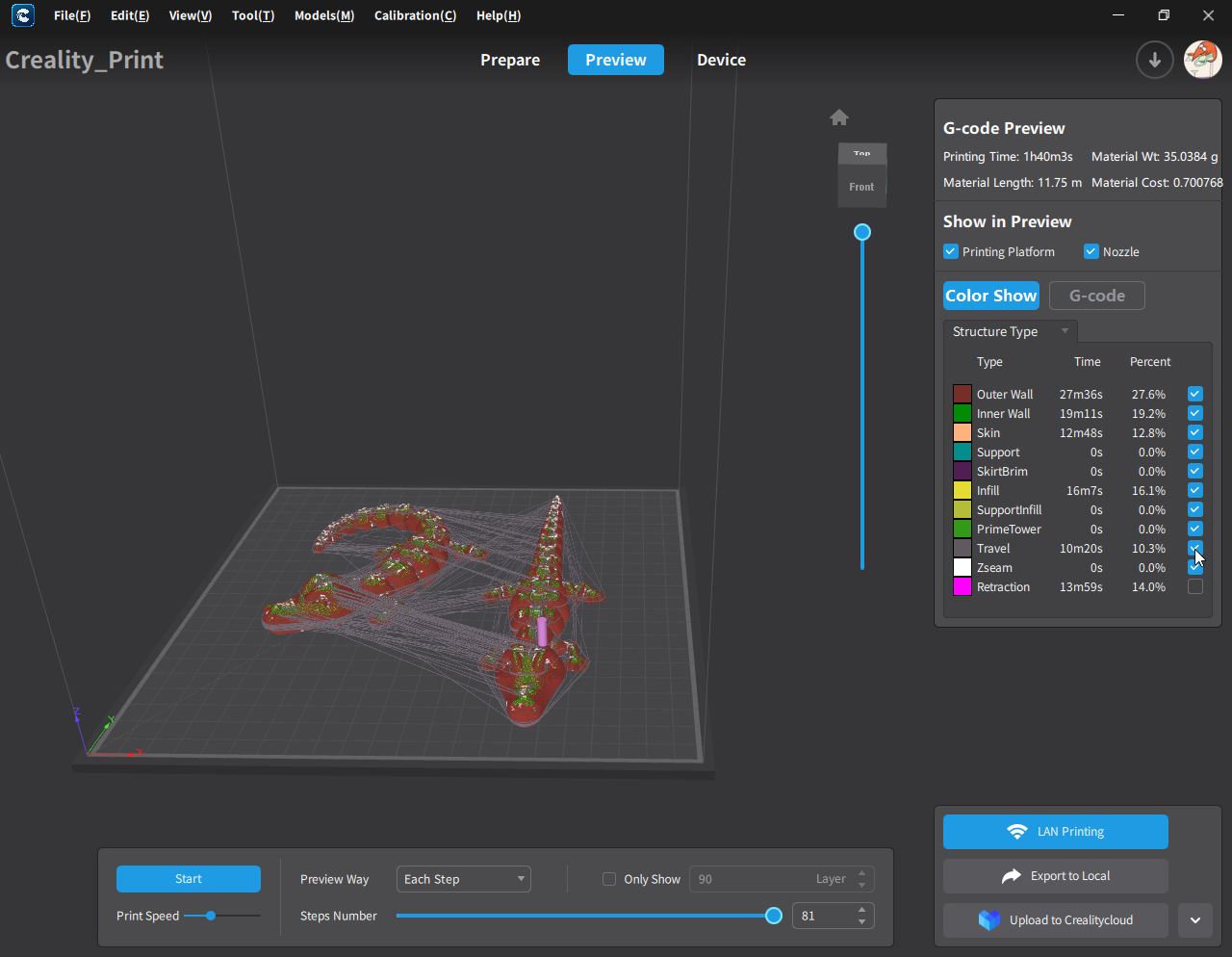
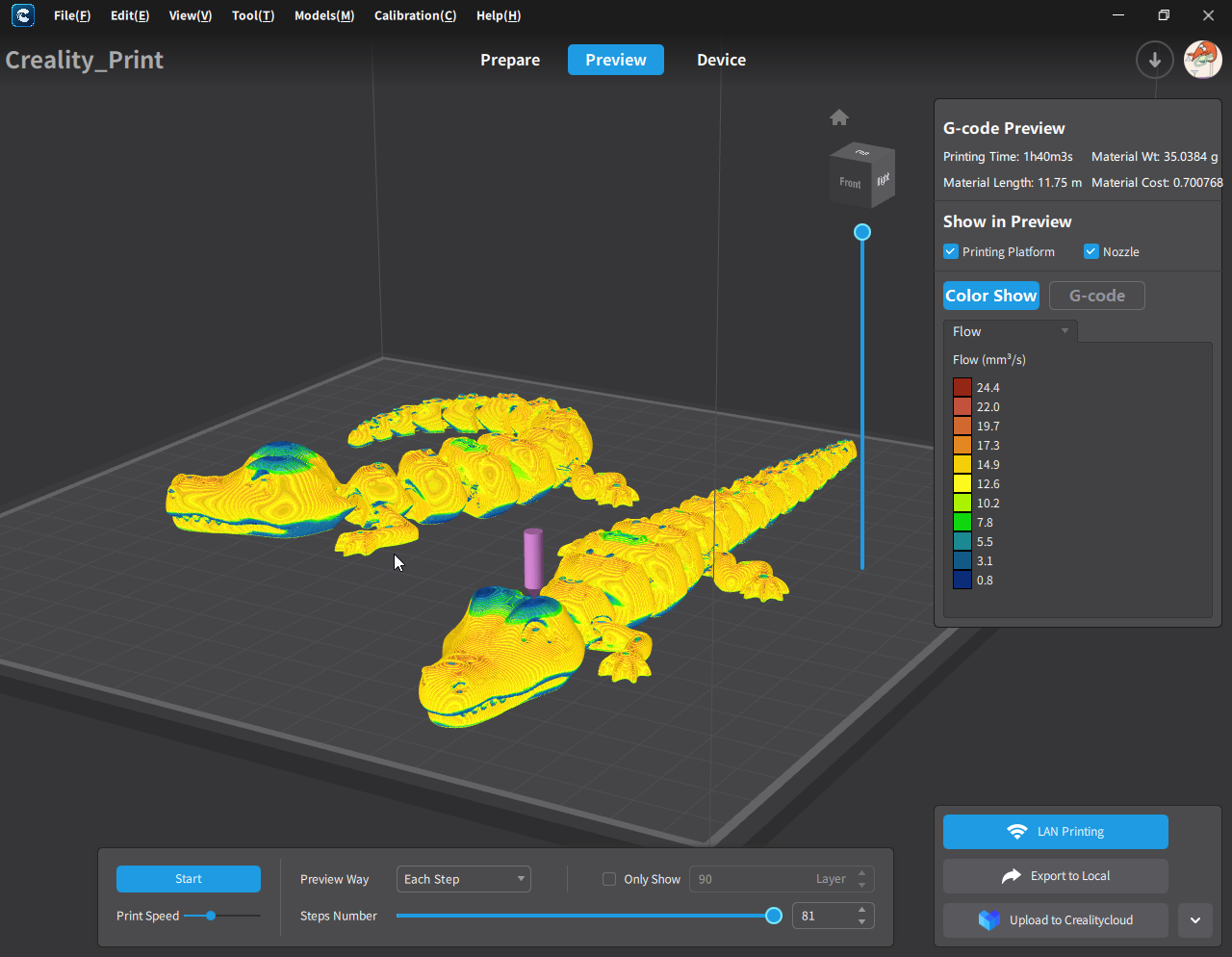
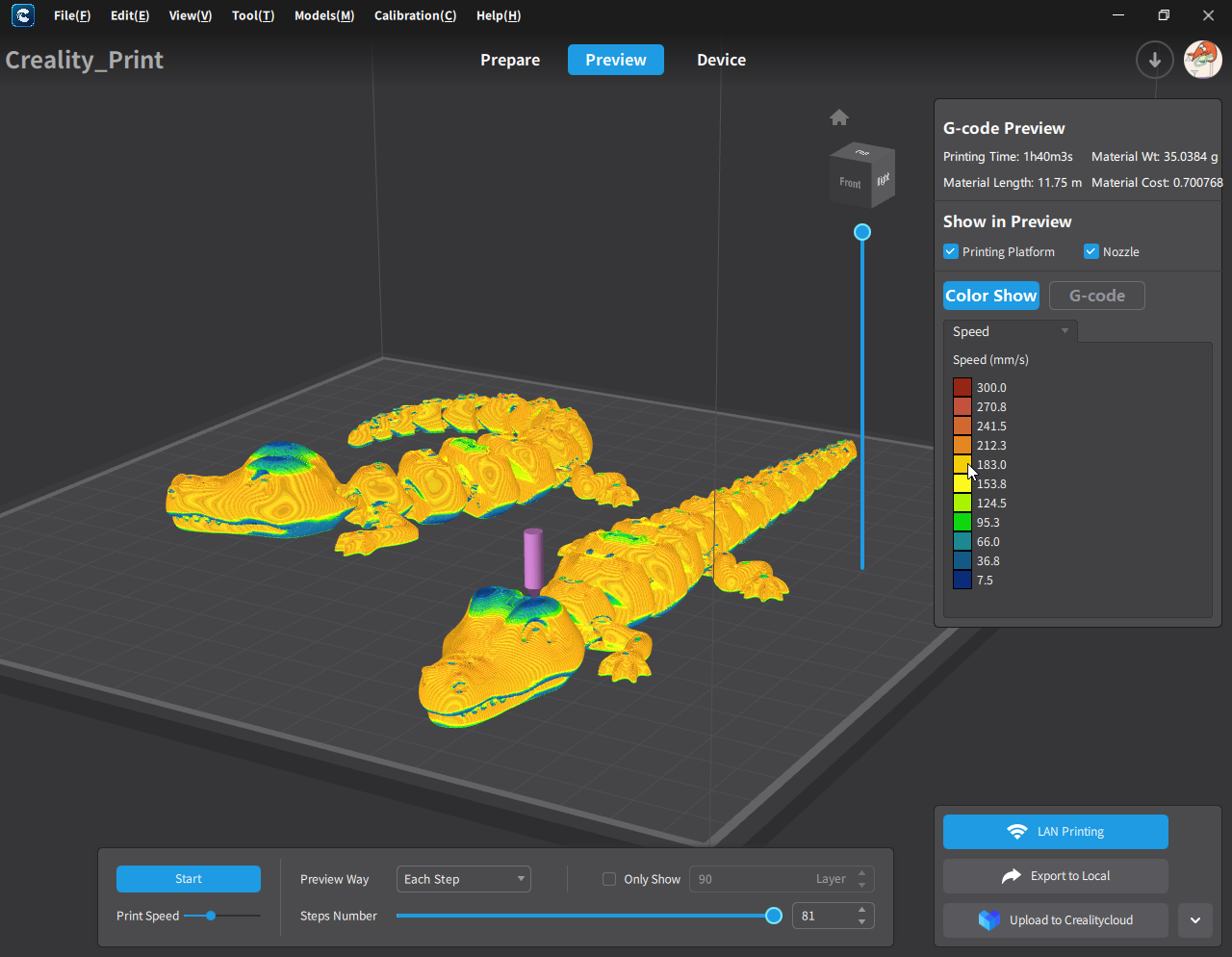
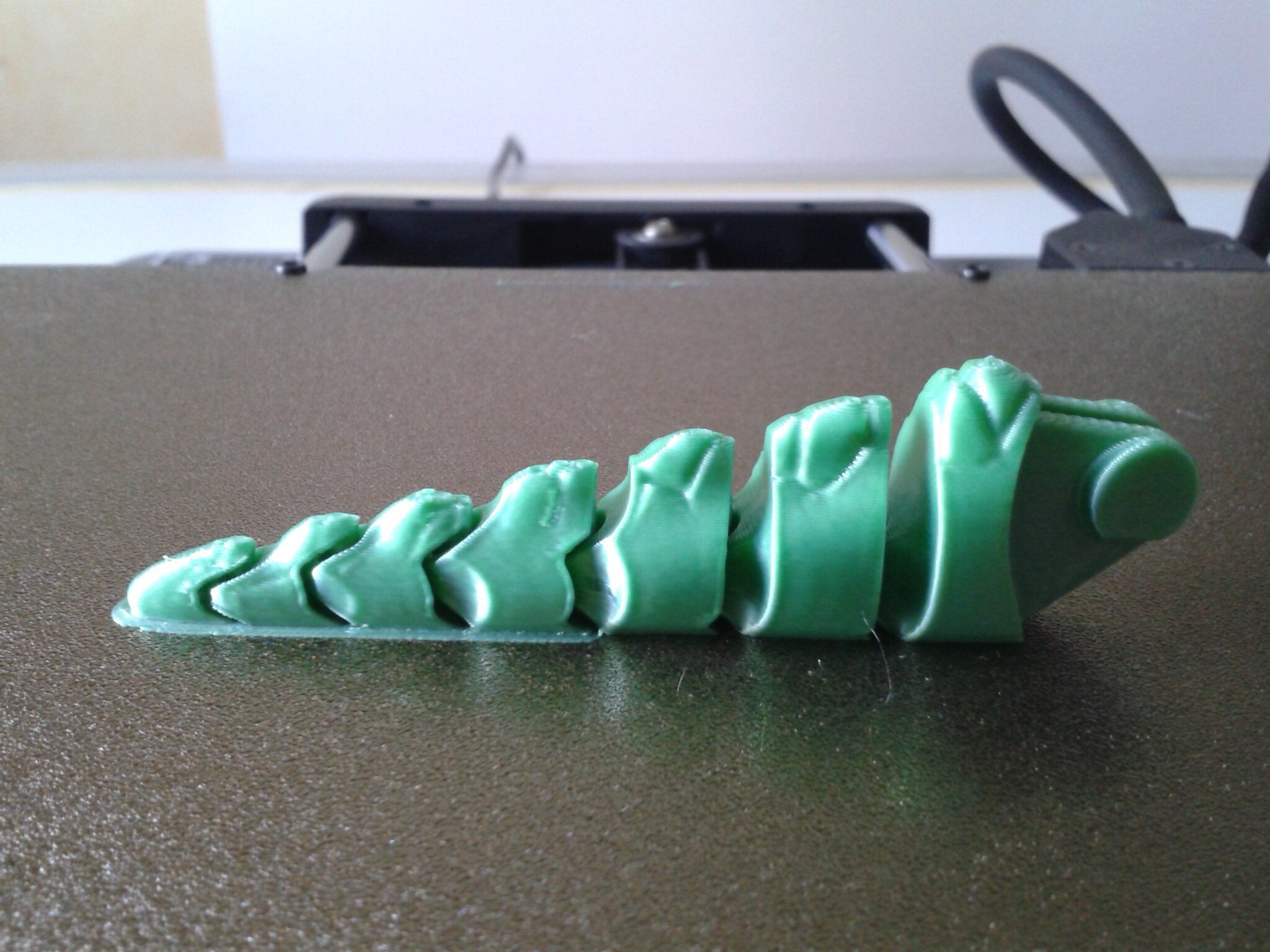
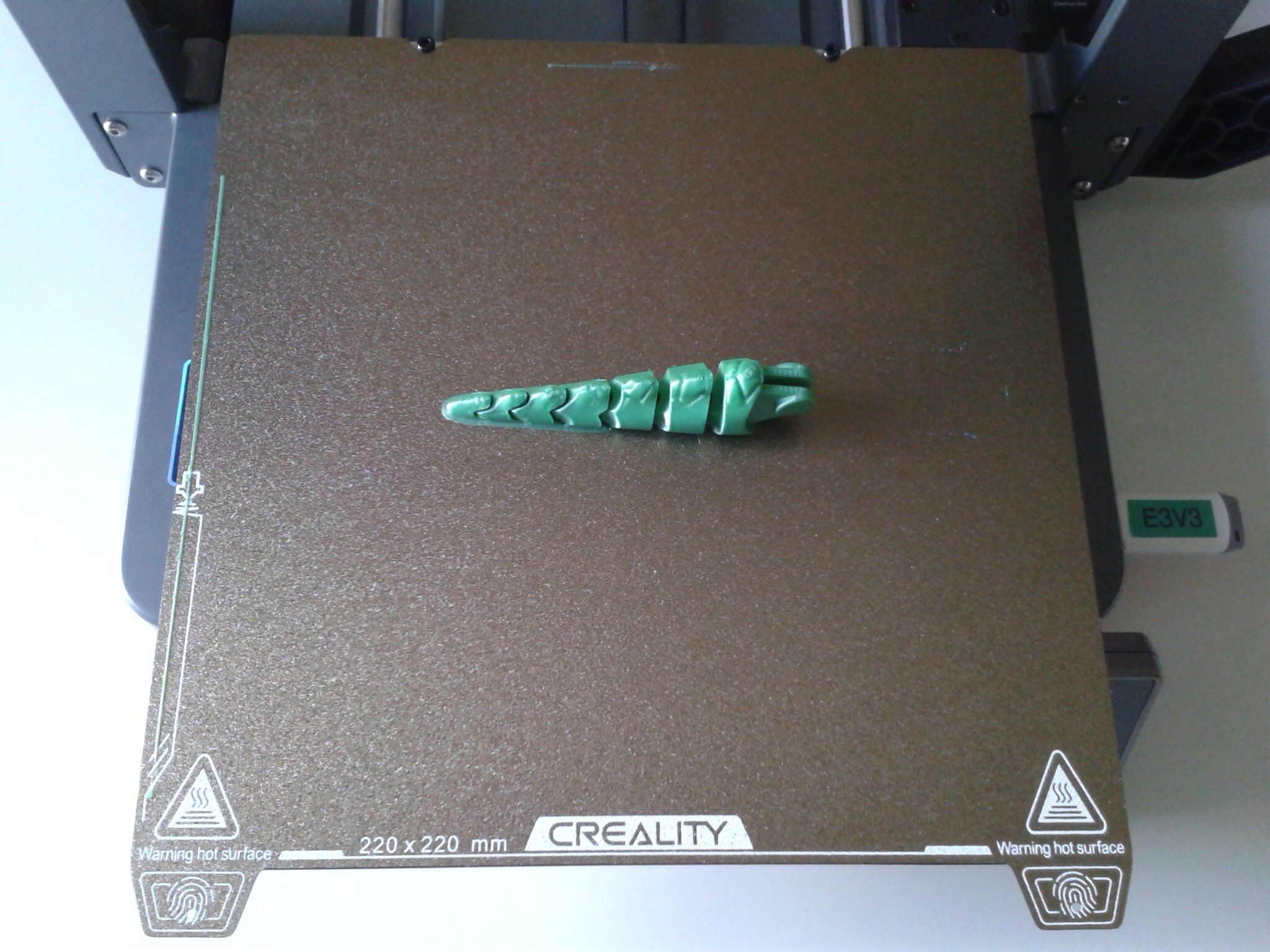
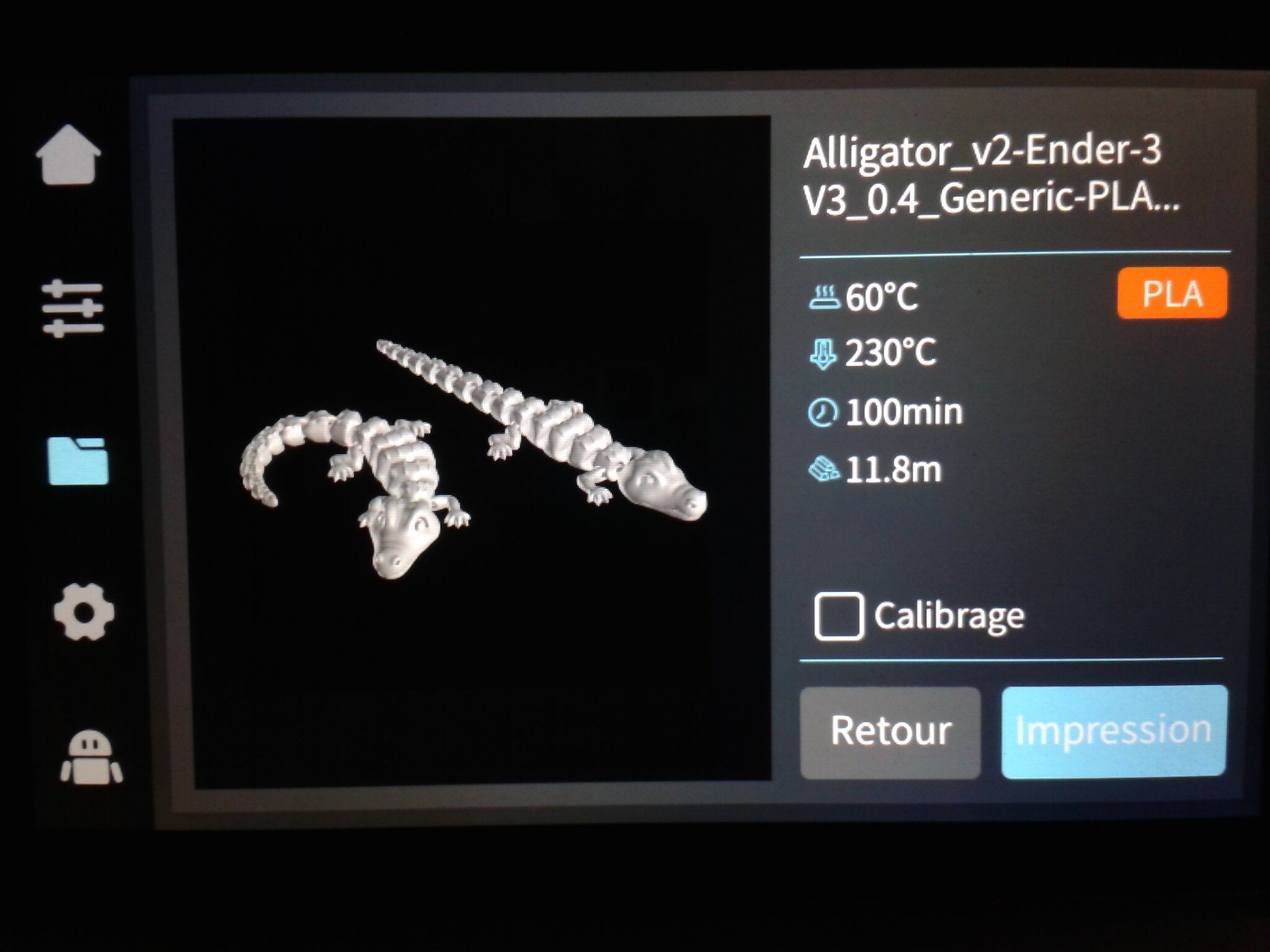
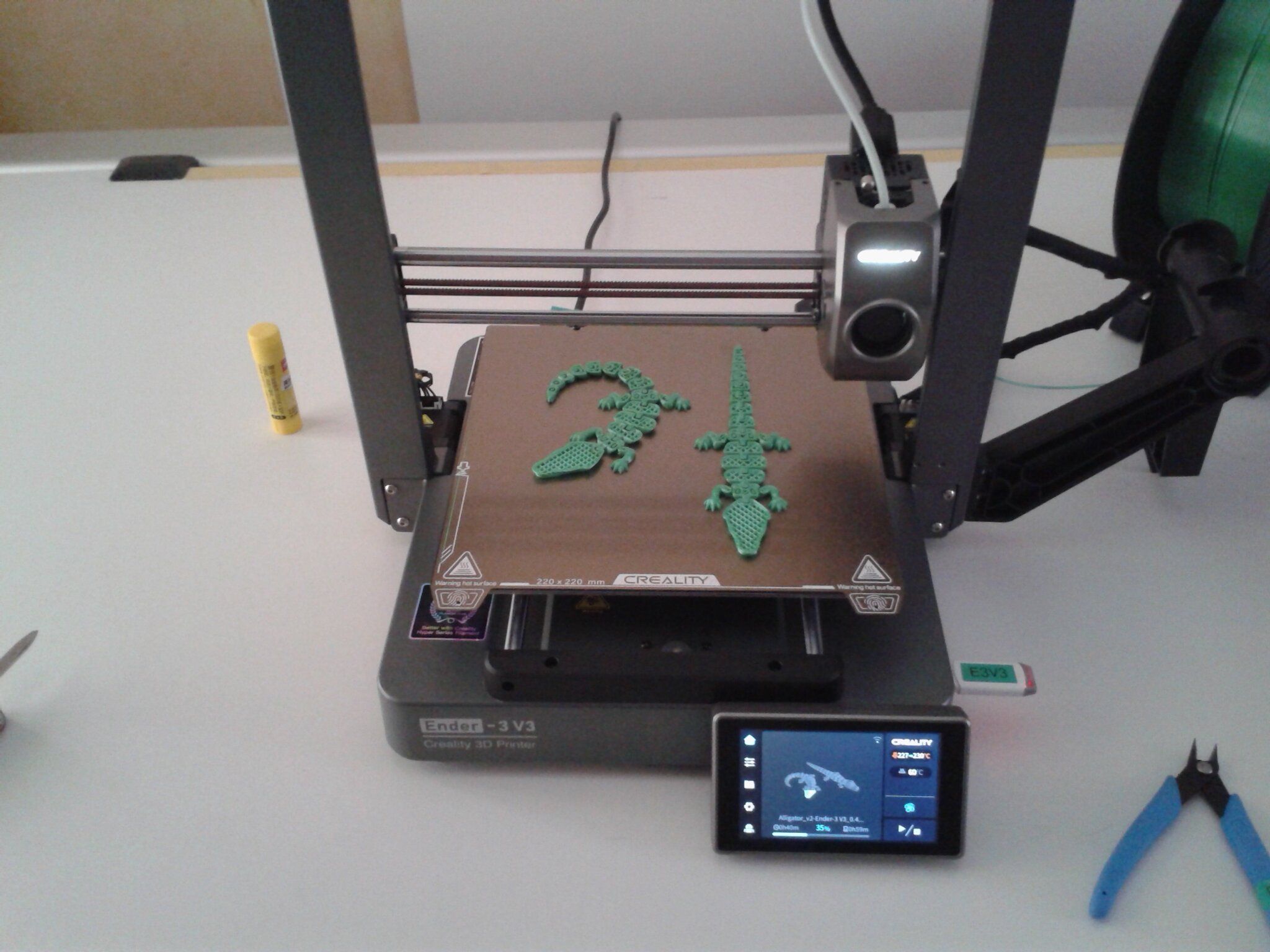
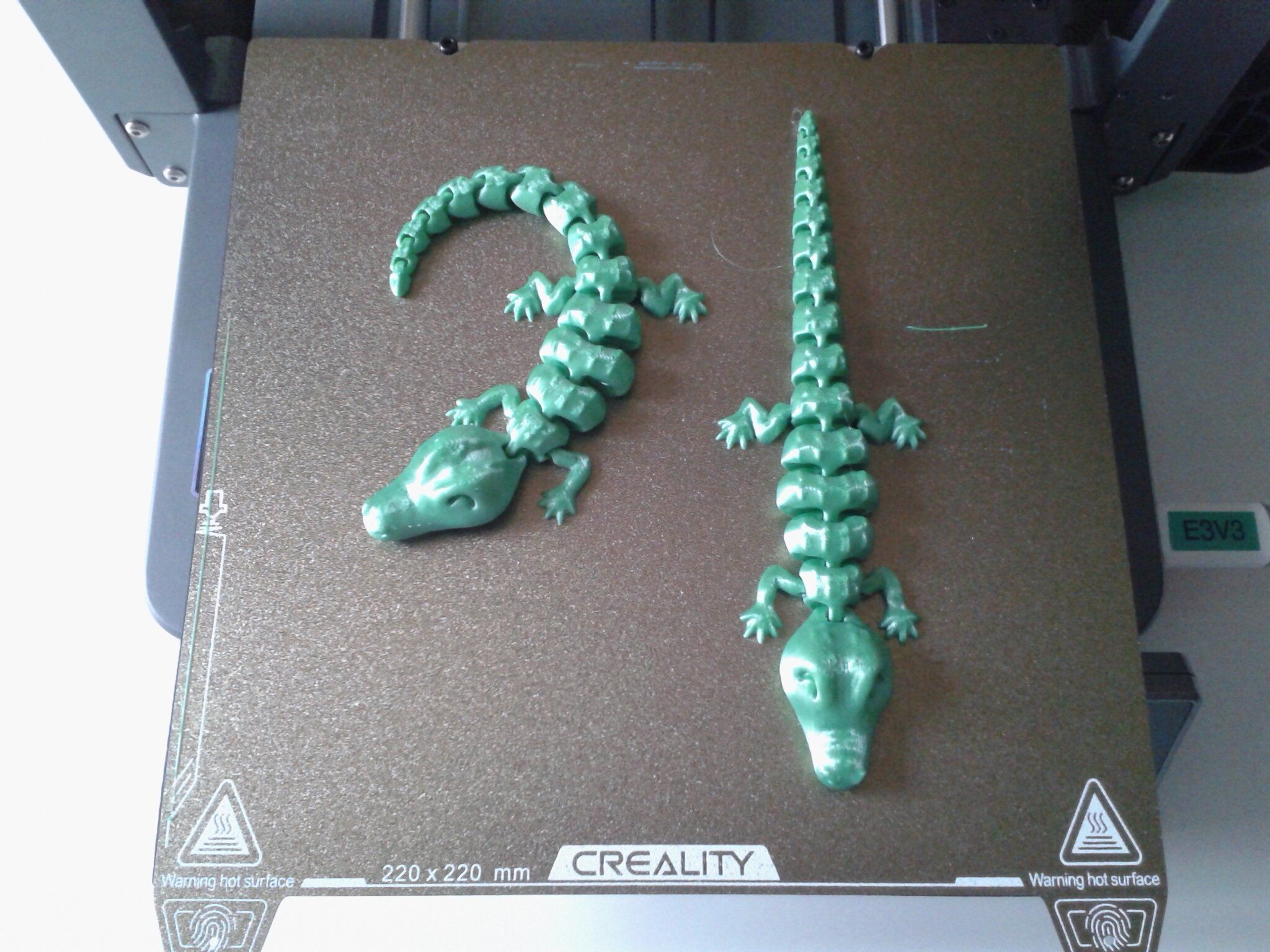
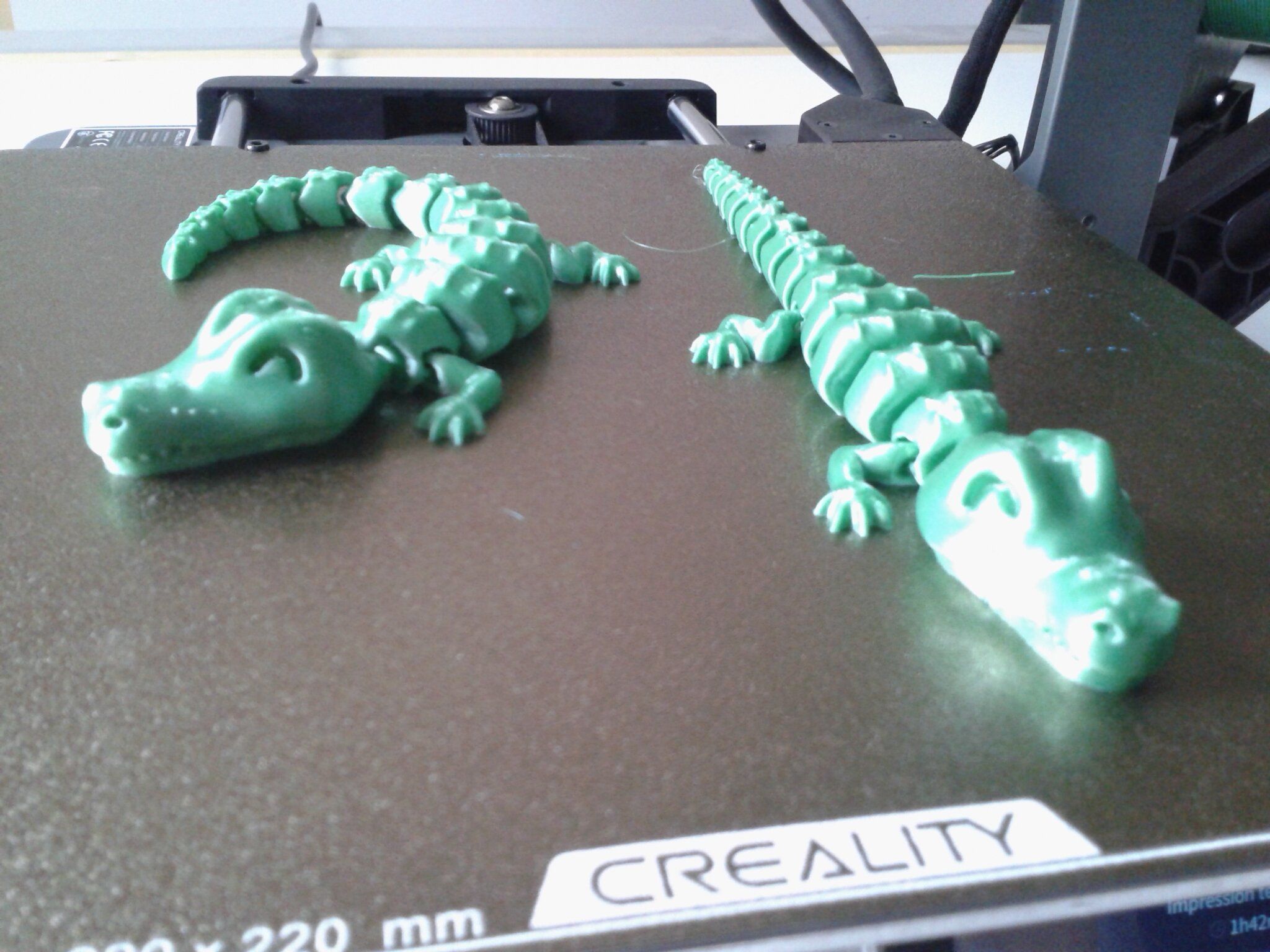
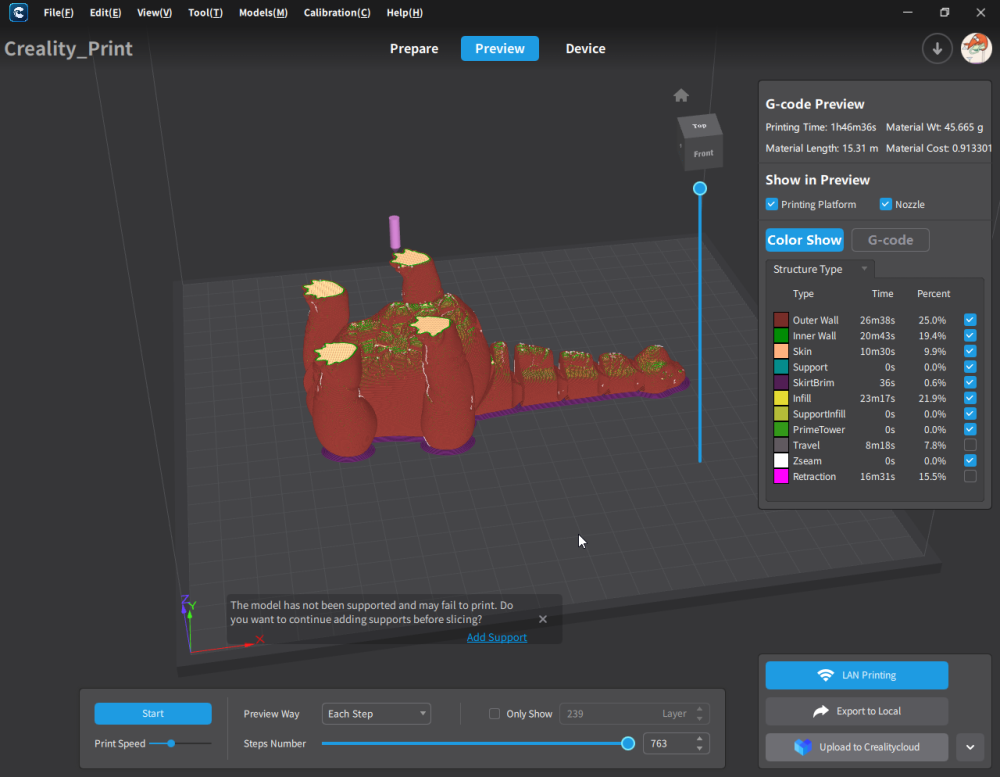
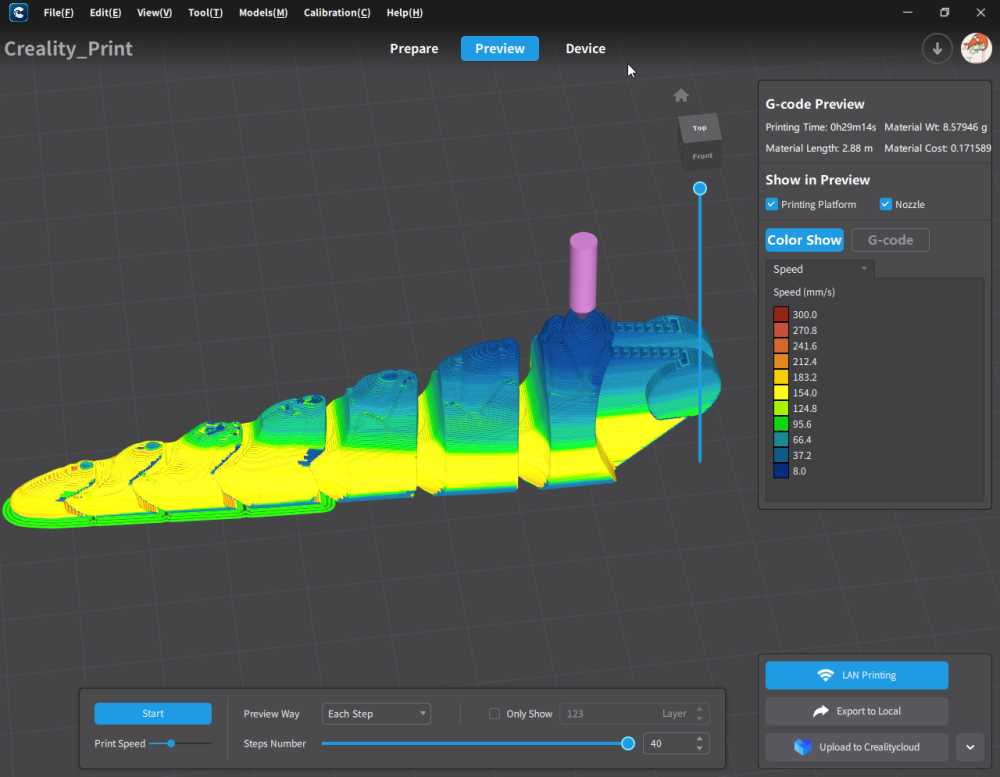
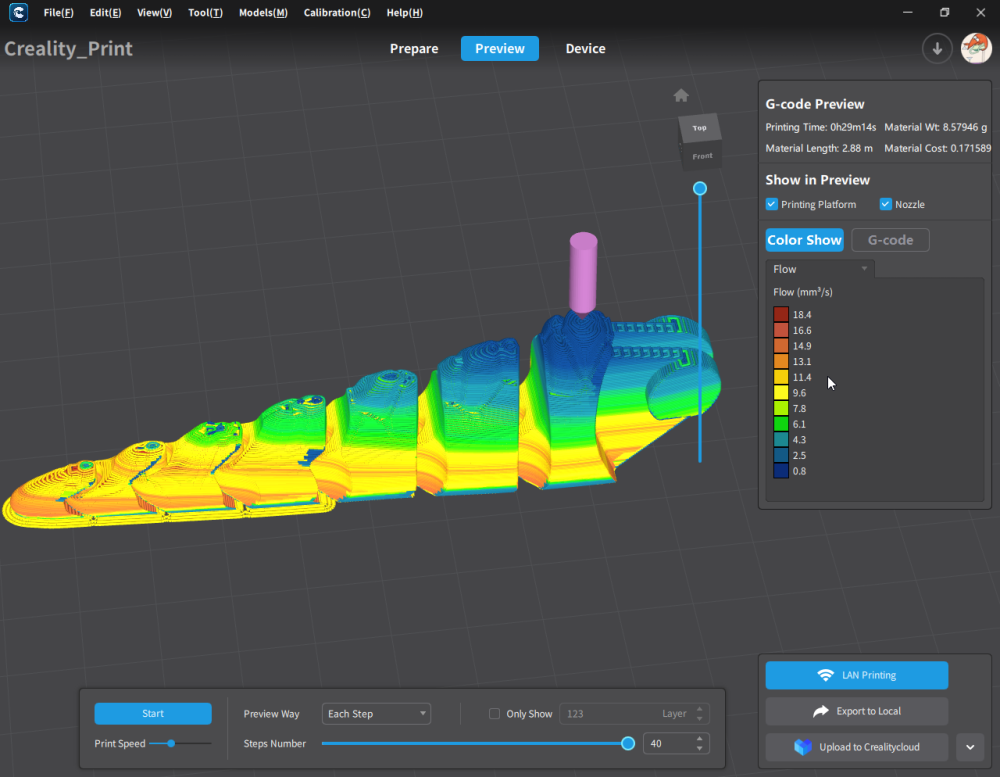
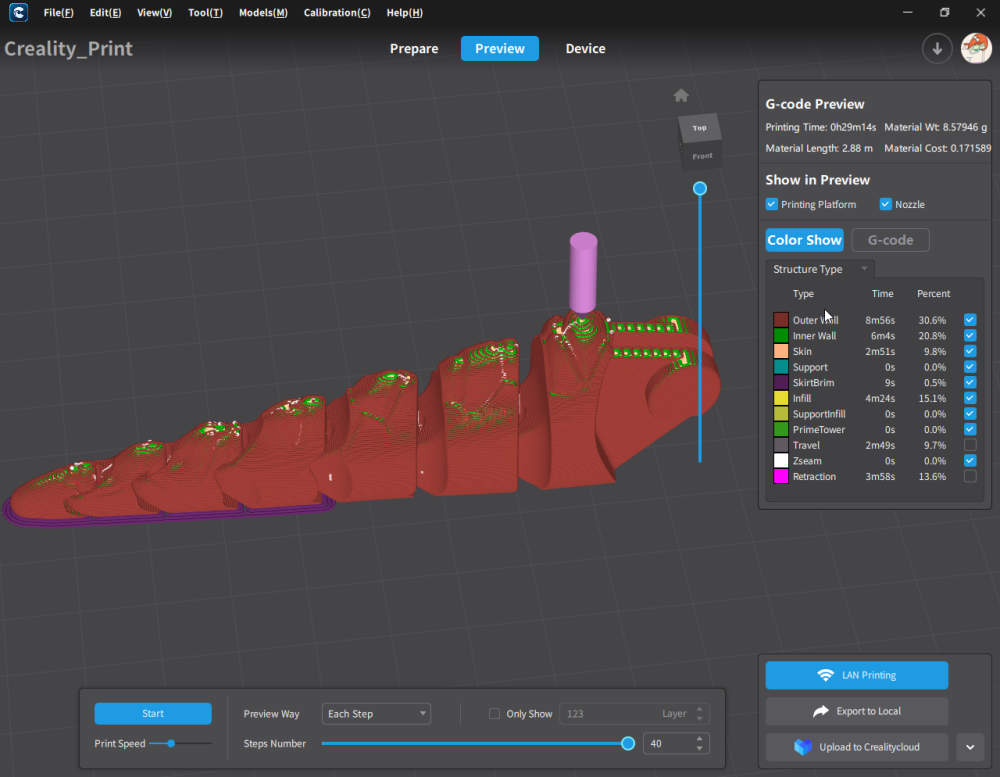
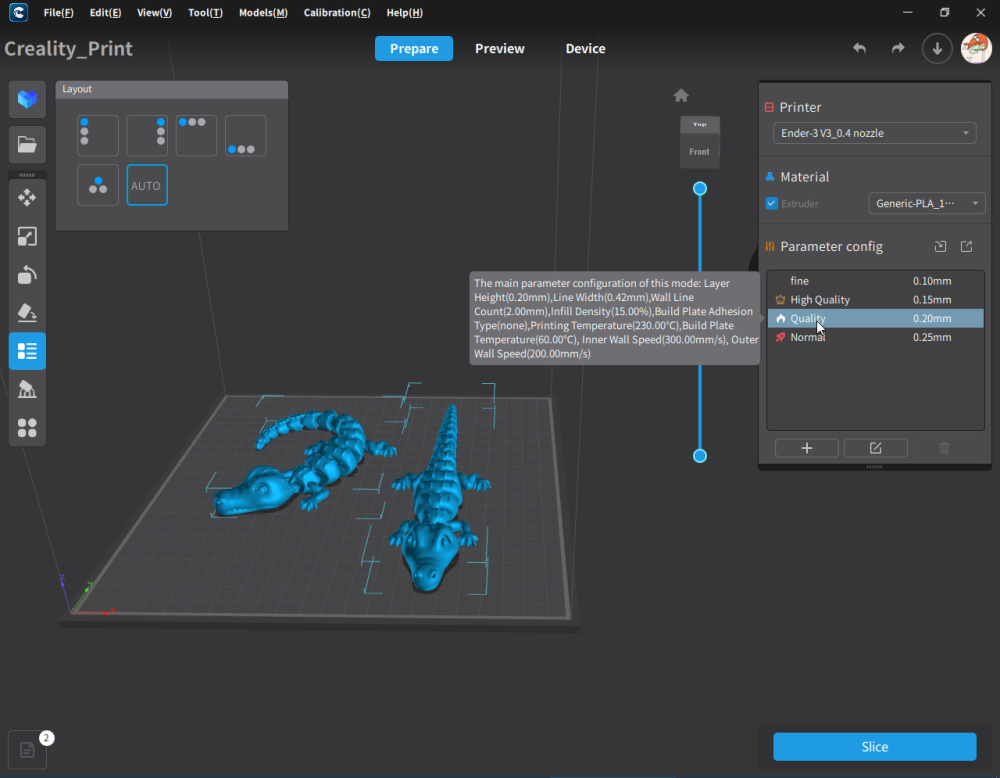
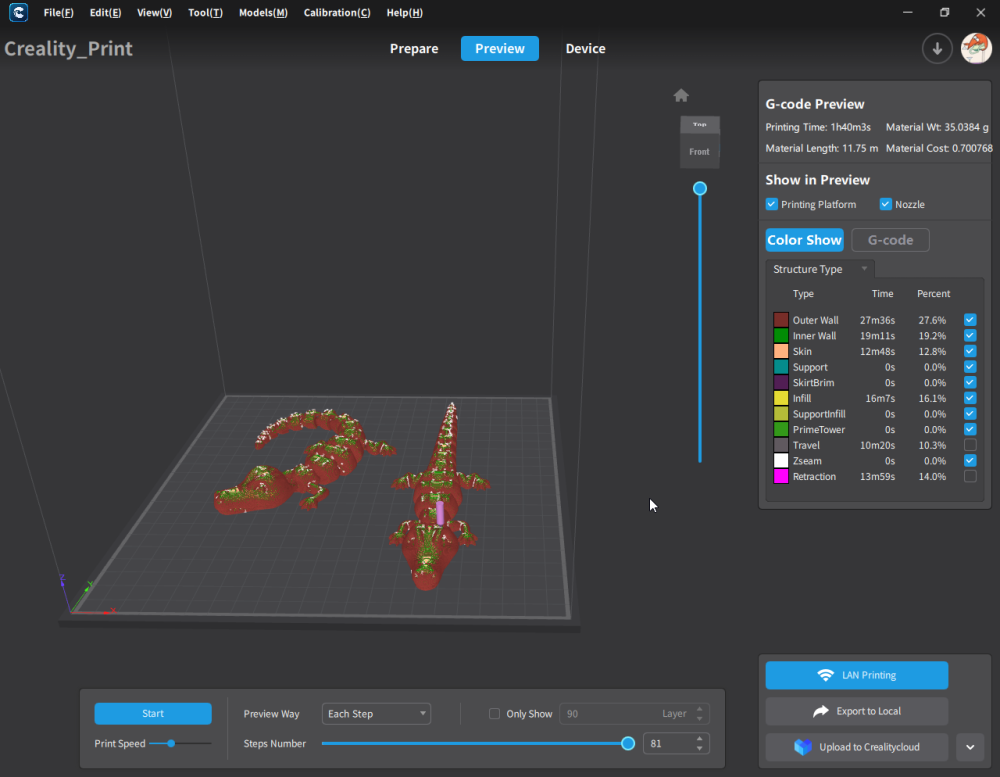
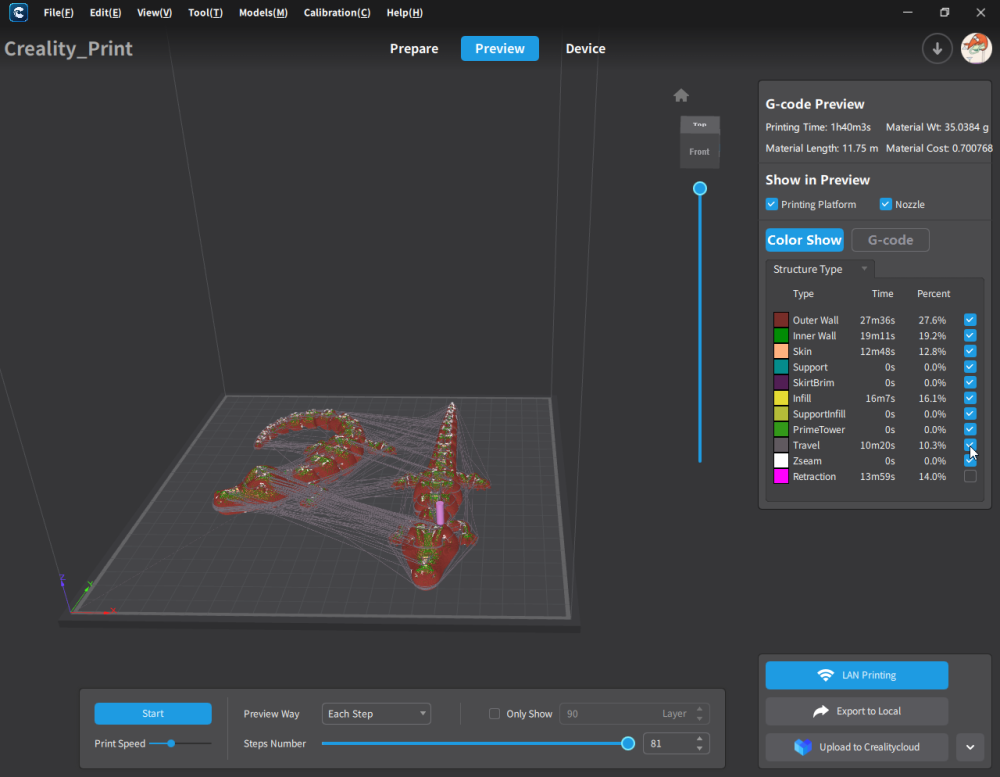
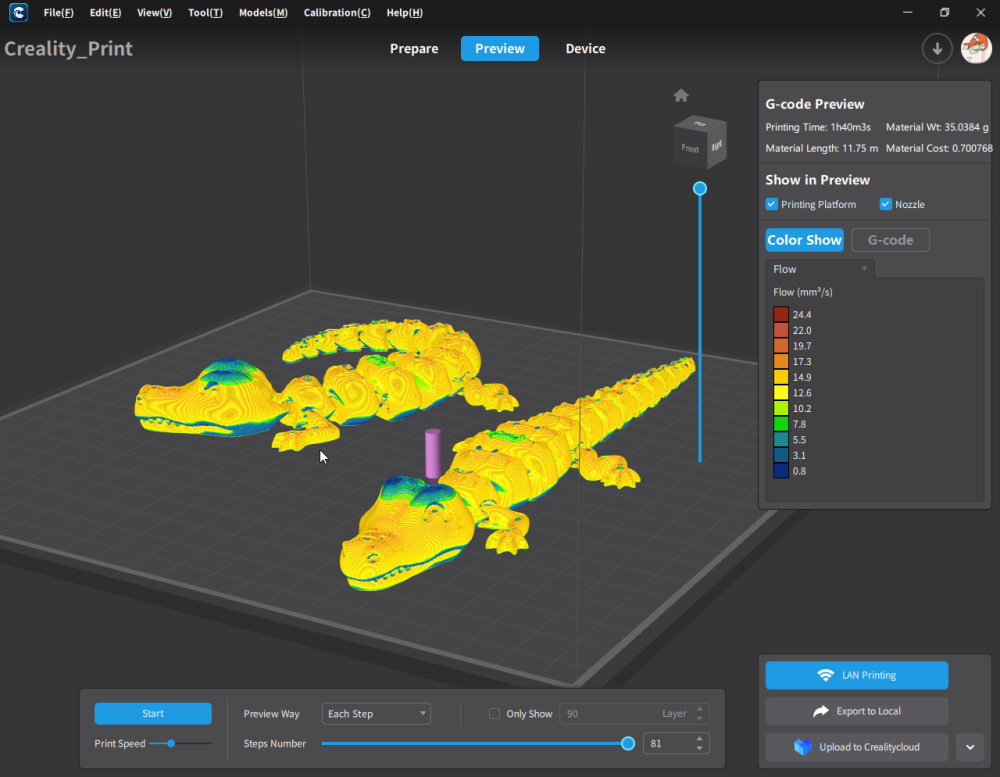
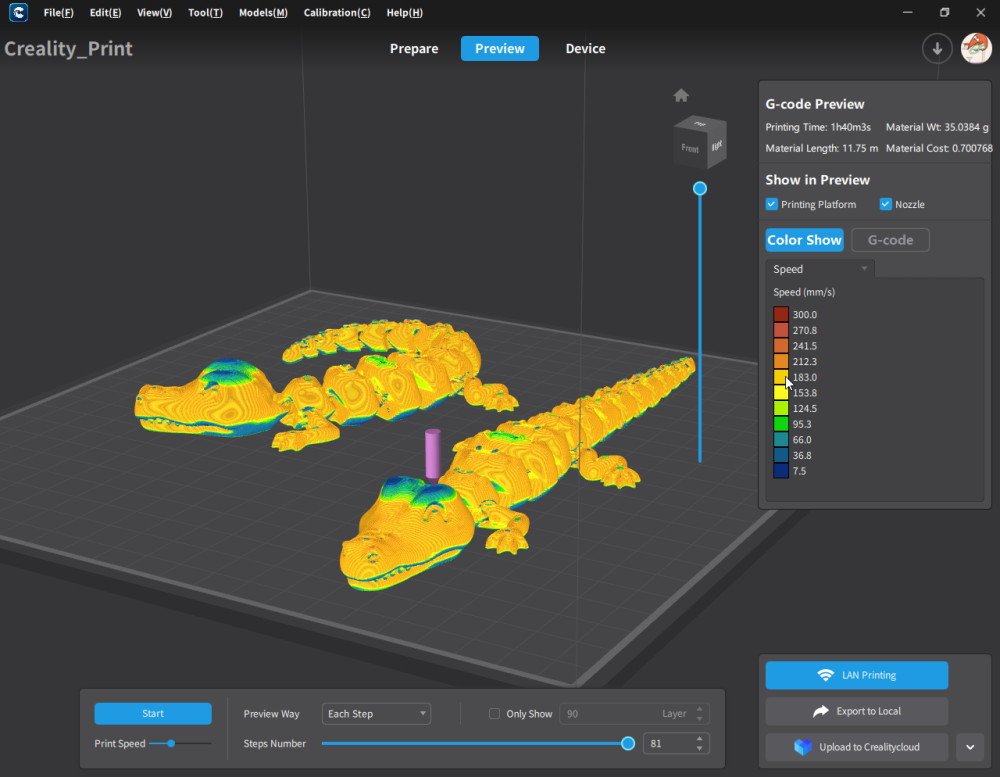
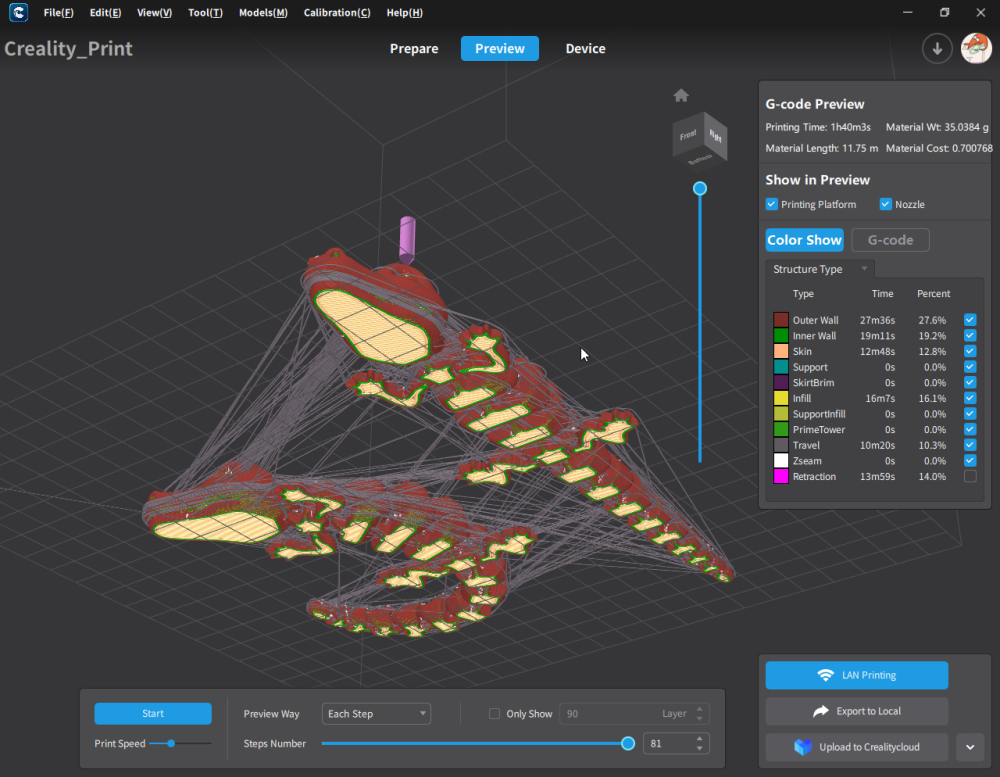
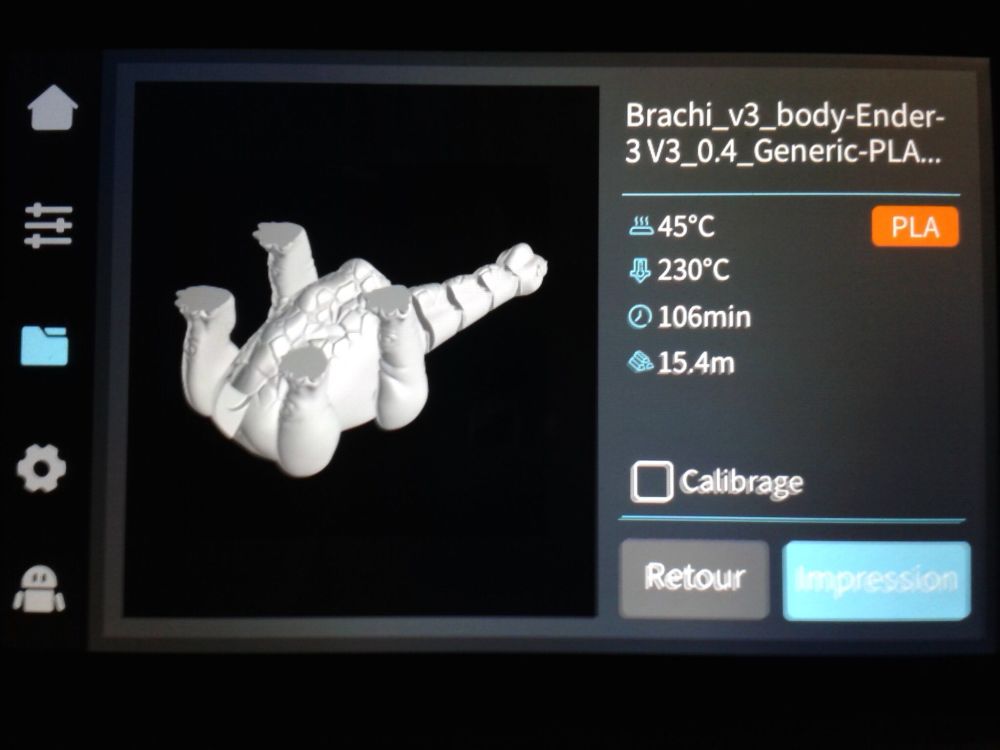
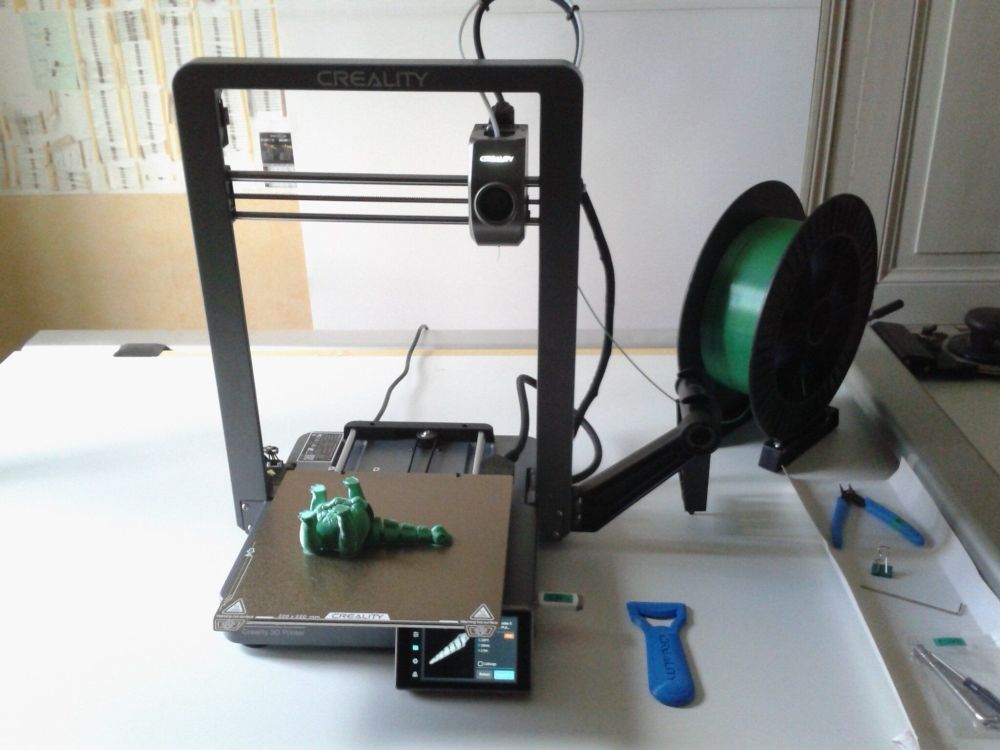
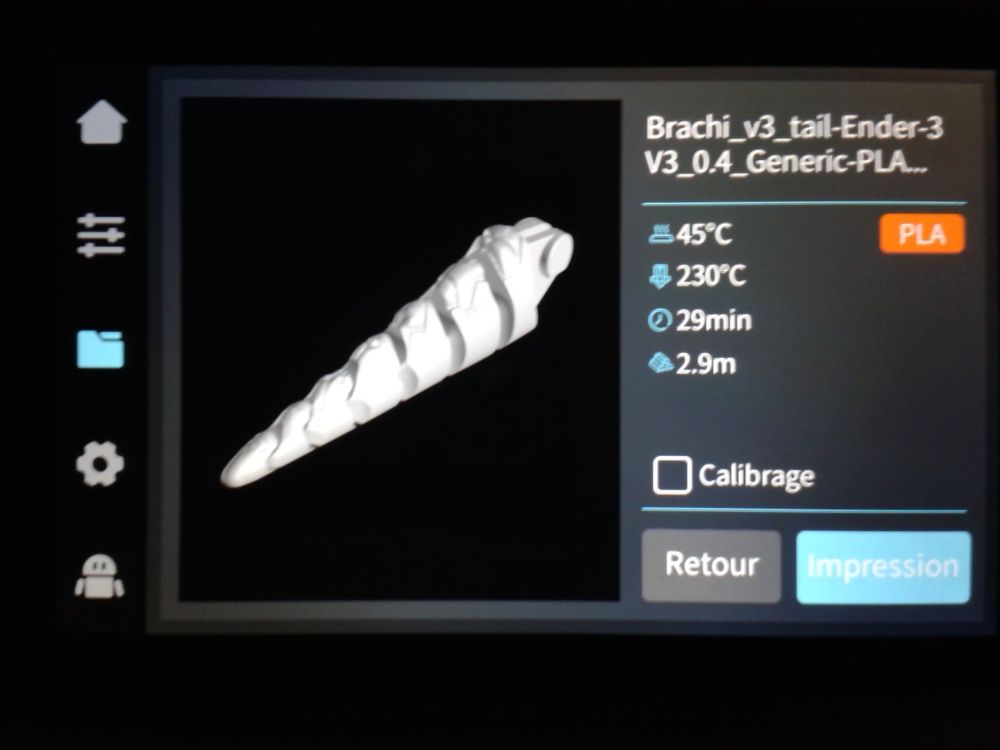
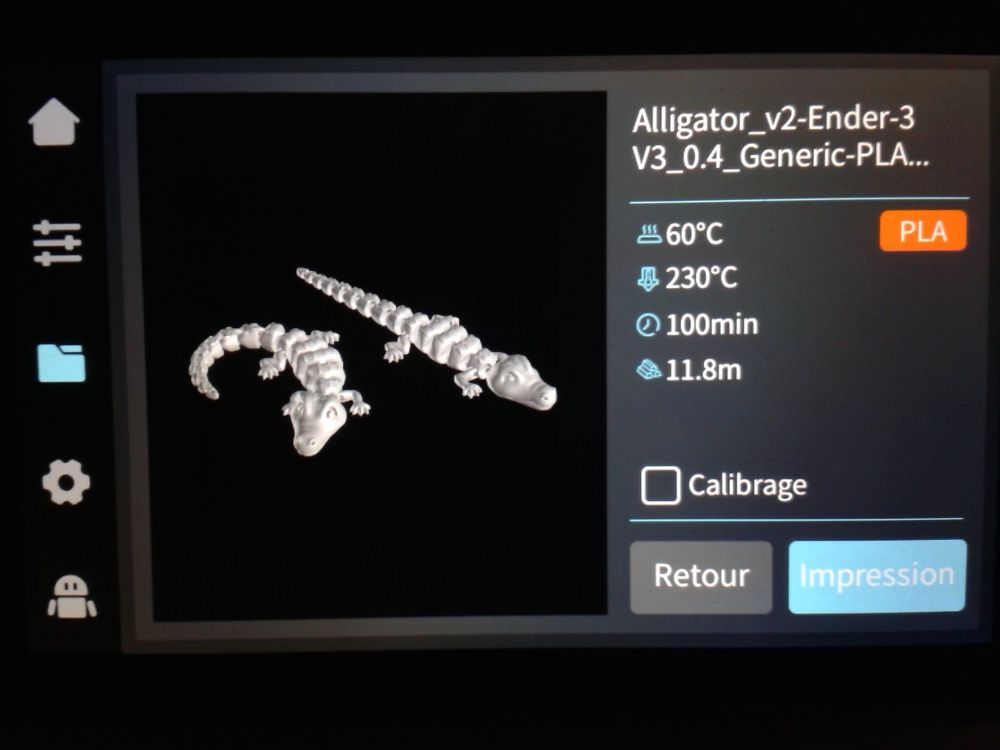
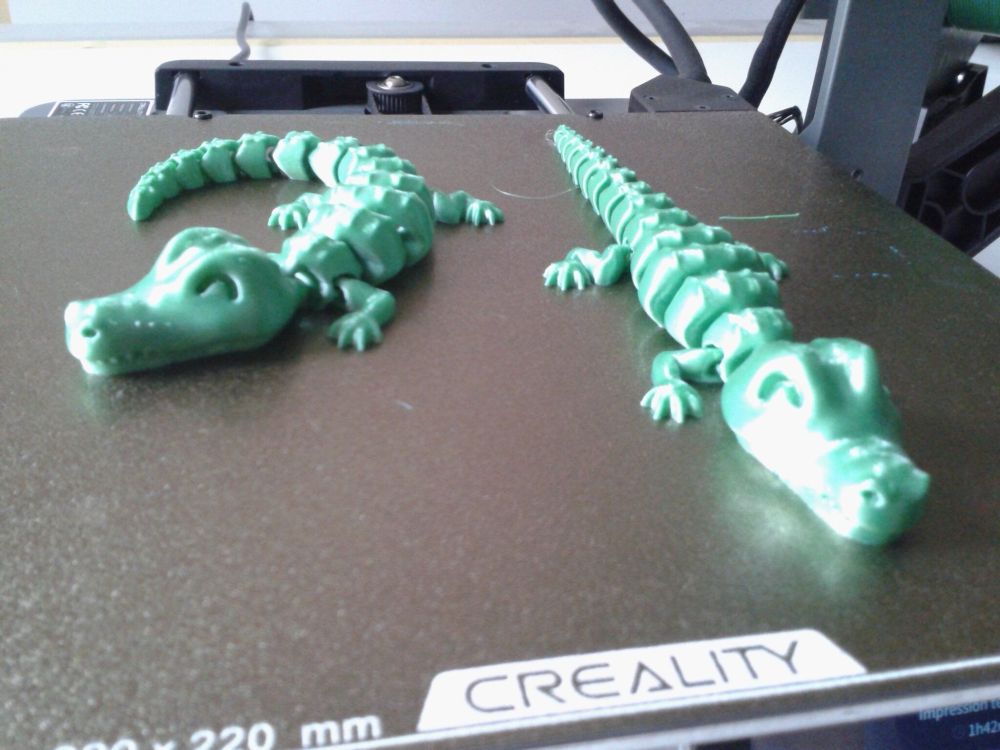
Autres impressions - (Acte I) - PLA "Arti-Brachi" de "McGybeer" https://www.crealitycloud.com/model-detail/65c7fbf5f512c0a97f56728e (Payant ~3.95USD, gratuit si Creality Cloud Premium) ( "Make" sur Creality Cloud https://www.crealitycloud.com/post-detail/6621739352723896d66e57a6 ) Fichiers "Brachi_v3_body.stl", "Brachi_v3_tail.stl", échelle 100%, en deux plateau. Trancheur "Creality Print v4.3.8.7021", "Ender-3 V3_0.4 nozzle", "Generic-PLA_1.75" ( MVS 18.00 mm³/s, Buse 230°C, Plateau 45°C ), "Quality 0.20mm" ("Print Speed" "300.00 mm/s", "Build Plate Adhesion Type" "autobrim") Brachi_v3_body-Ender-3 V3_0.4_Generic-PLA_1h46m.gcode taille 20323832 (19 MB) md5sum 381000068c66f5b78887b7414133de24 Filament utilisé "PLA Silk Vert ArianePlast" (~ 15,330m) ~ 01 h 48 m 21 s Brachi_v3_tail-Ender-3 V3_0.4_Generic-PLA_29m.gcode taille 4826501 (4 MB) md5sum 61b6889d6328ffa733585c170fb1ba05 Filament utilisé "PLA Silk Vert ArianePlast" (~ 2,896m) ~ 00 h 29 m 00 s "Articulated Alligator" par "McGybeer" https://www.crealitycloud.com/model-detail/659e909c1b473bfc7907d47c (Payant ~3.95USD, gratuit si Creality Cloud Premium) ( "Make" sur Creality Cloud https://www.crealitycloud.com/post-detail/6624141452723896d678de8b ) Fichiers "Alligator_v2.stl" et "Alligator_v2_curl.stl", échelle 100%, les deux sur le même plateau. Trancheur "Creality Print v4.3.8.7021", "Ender-3 V3_0.4 nozzle", "Generic-PLA_1.75" Modifié ( MVS 18.00 mm³/s, Buse 230°C, Plateau 60°C ), "Quality 0.20mm" Modifié ("Print Speed" "300.00 mm/s", "Build Plate Adhesion Type" "none") Alligator_v2-Ender-3 V3_0.4_Generic-PLA_1h40m.gcode taille 21609556 (20 MB) md5sum a30cd7b39af50653900a43ccbec98e3b Filament utilisé "PLA Silk Vert ArianePlast" (~ 11,767m) ~ 01 h 42 m 44 s Mon tranchage sans bordure et sans avoir nettoyer au préalable le plateau était audacieux J'ai eu la chance d’être a coté de l'imprimante et d'avoir entendu un clac inhabituelle ce qui m'a permis de voir que le dernier élément de la queue de la version imprimé en longueur s’était décollé du plateau et s’était retrouvé plié/collé au dessus de l’élément qui le précédait qui lui aussi n’était plus accroché au plateau. J'ai alors mis l'impression en pause depuis l’écran de contrôle et utilisé de la colle en bâton type UHU, pour tenter de replacer et re-fixer les éléments en questions au plateau pour continuer l'impression.















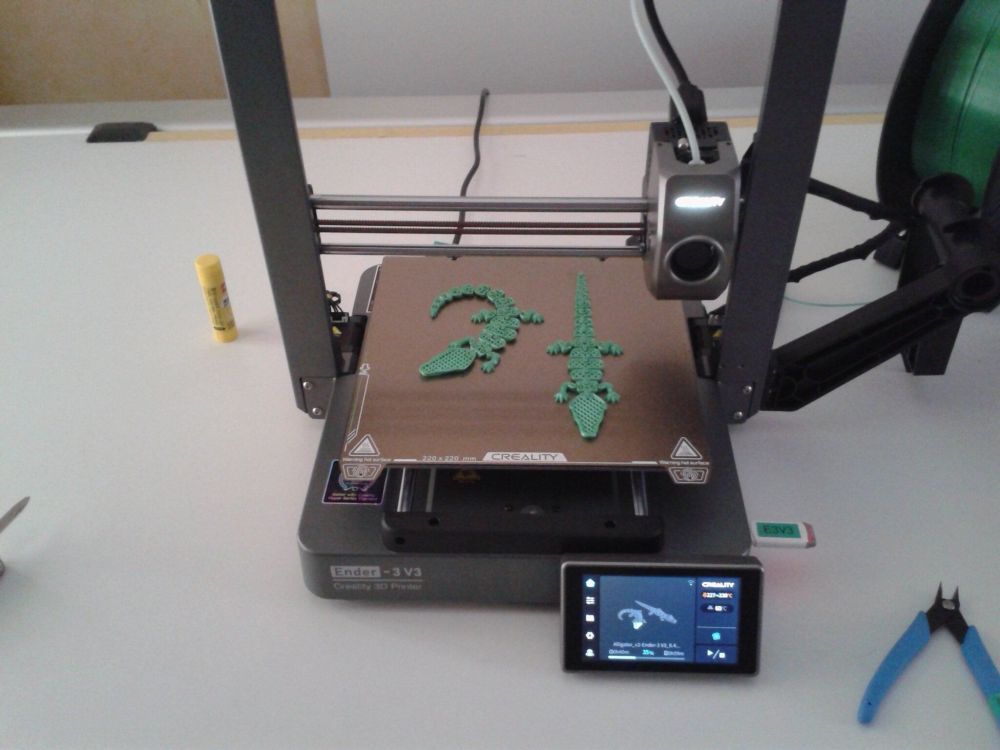
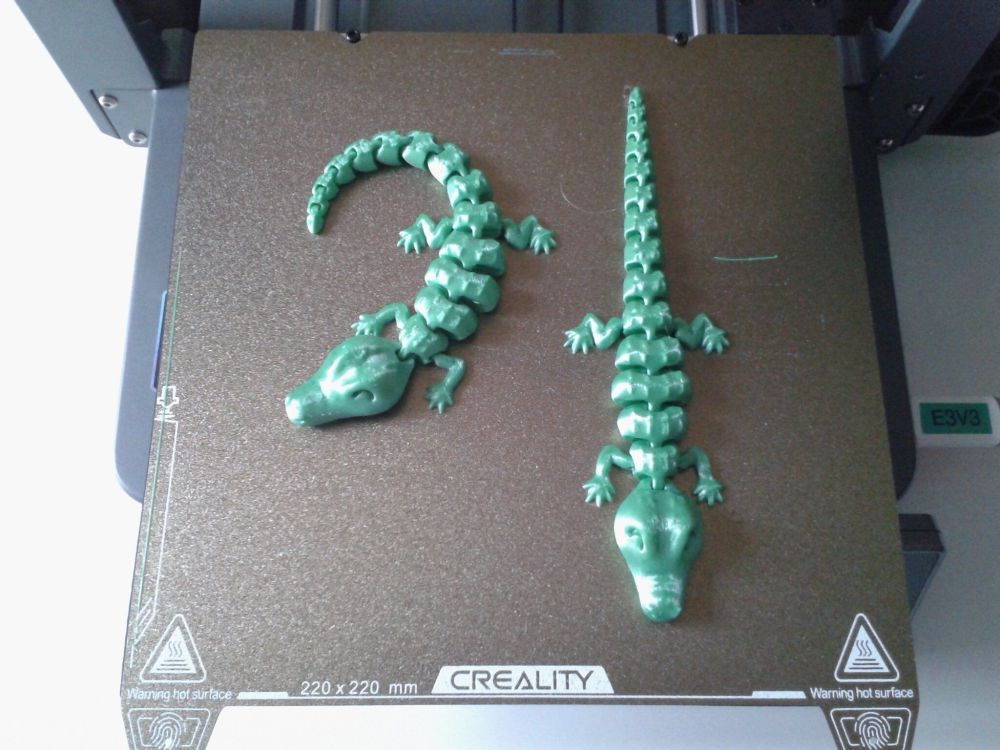






 1 point
1 point -
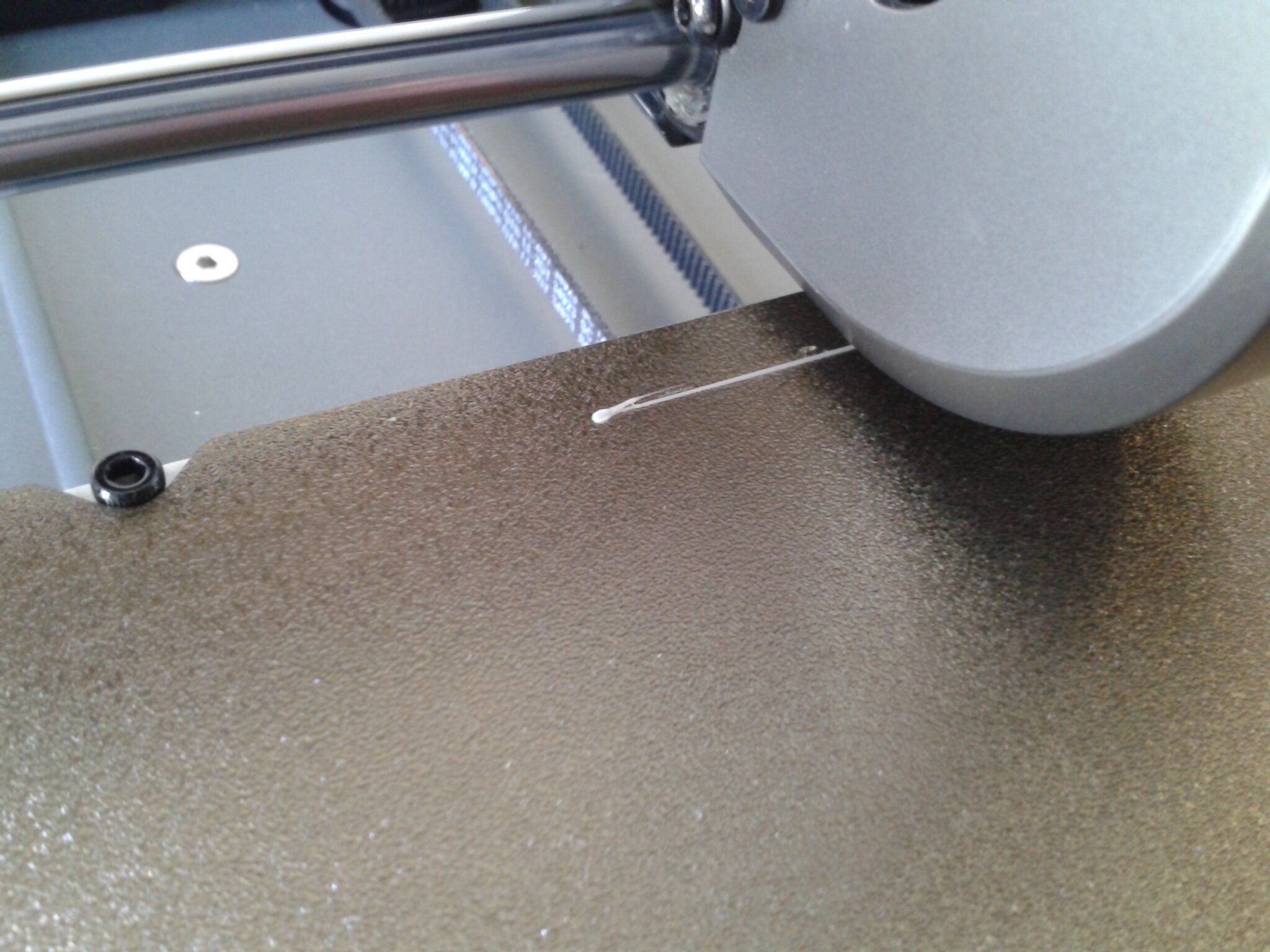
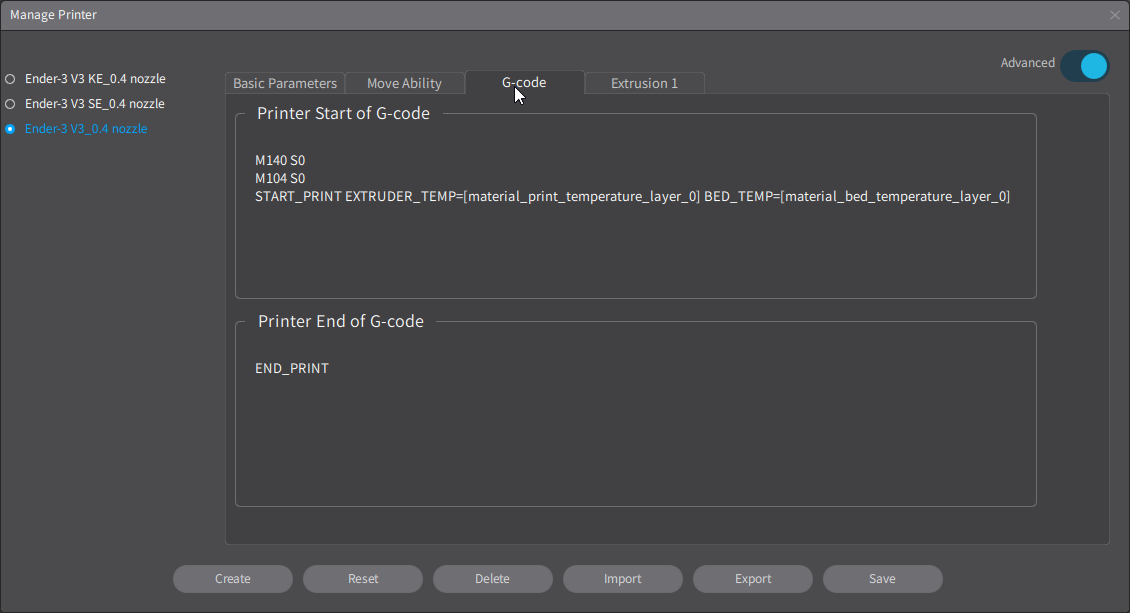
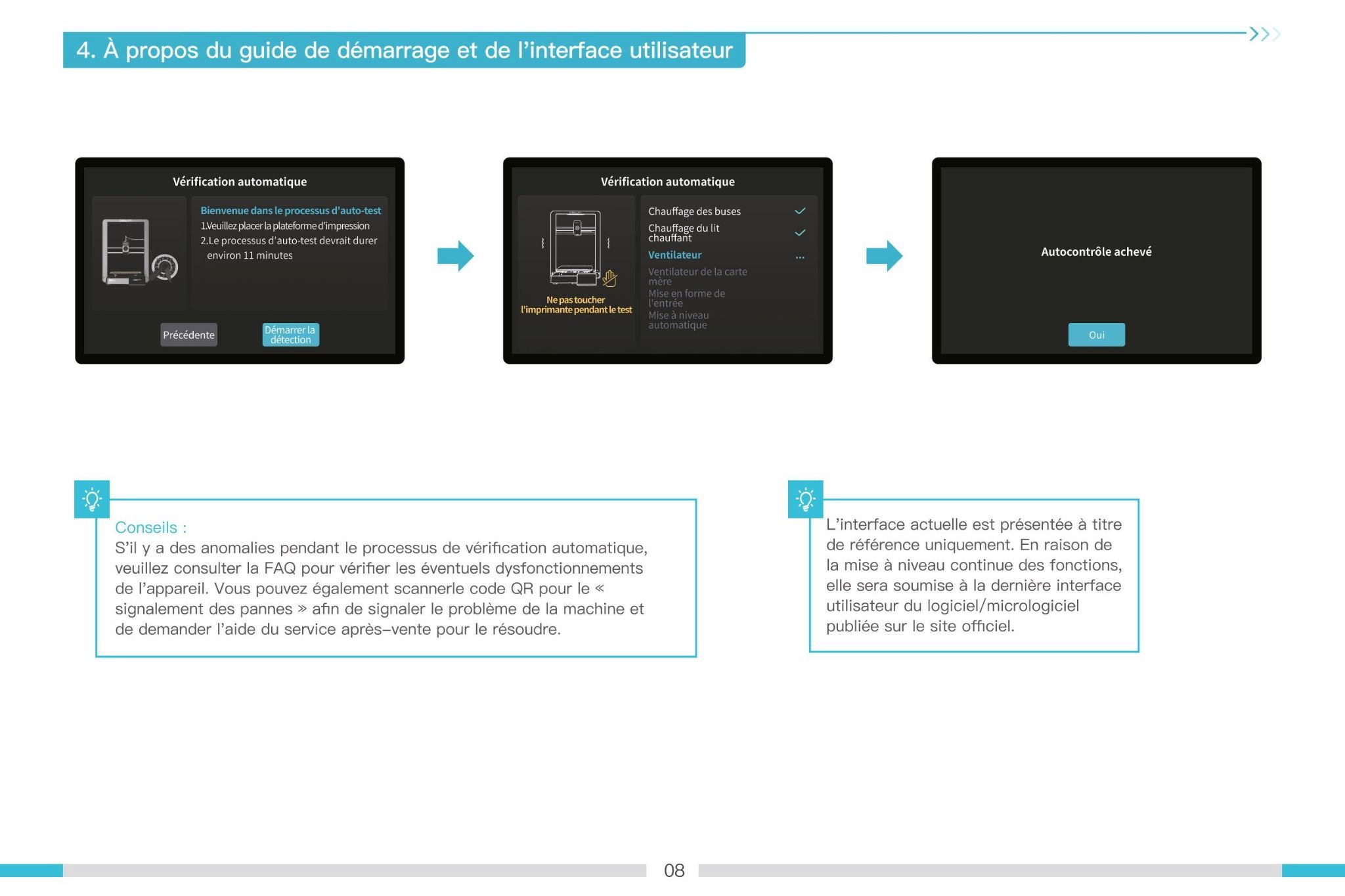
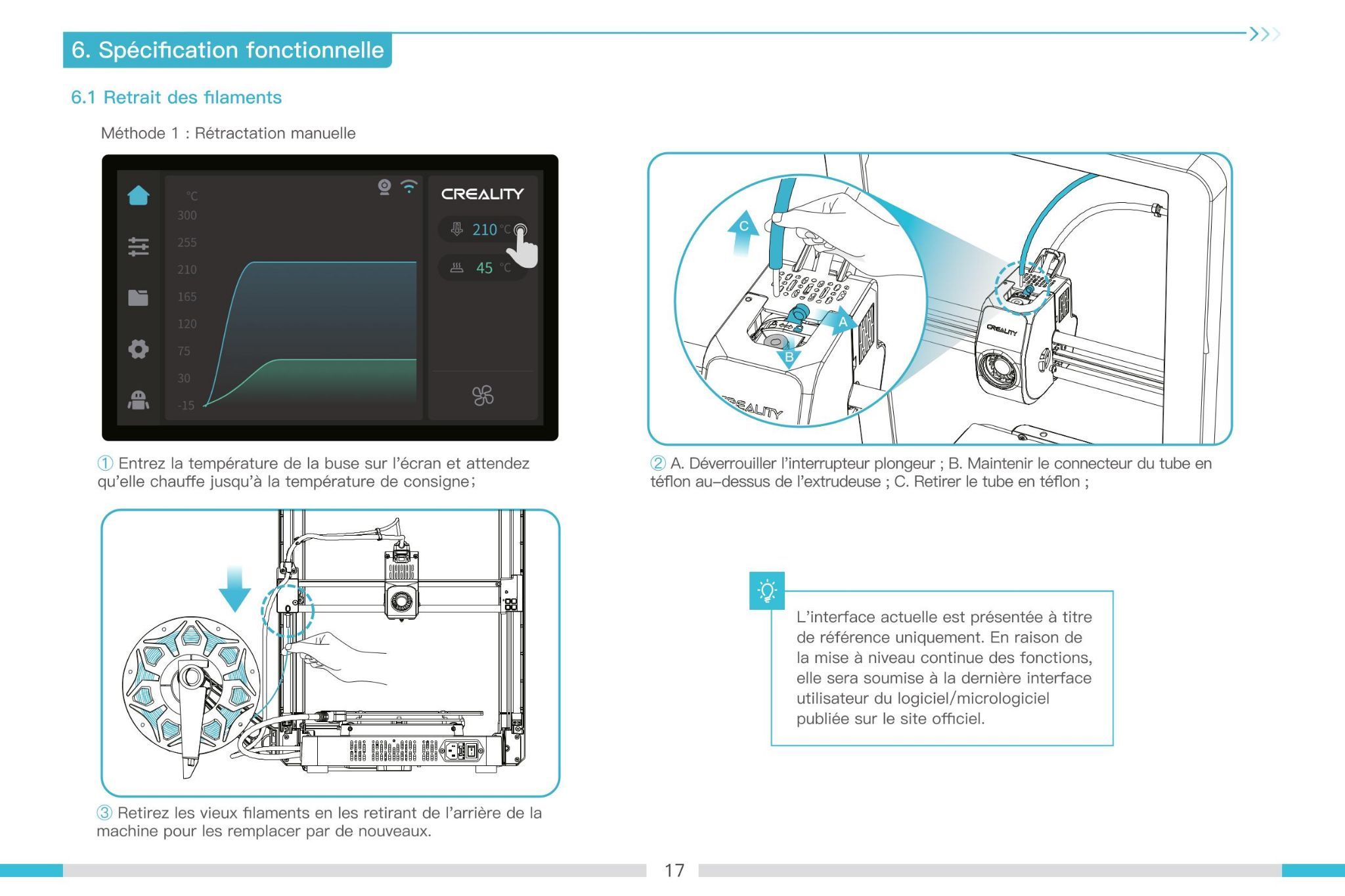
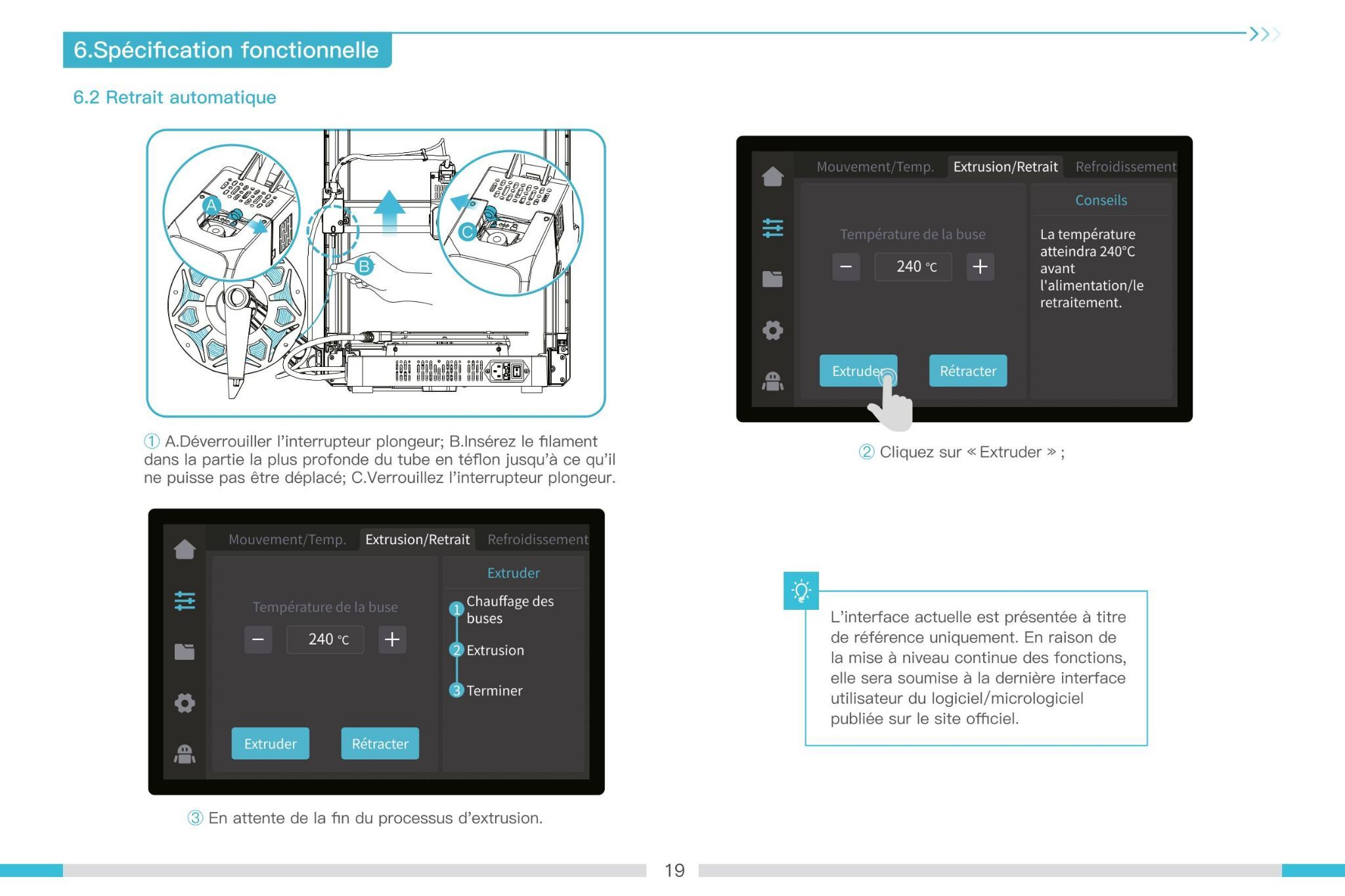
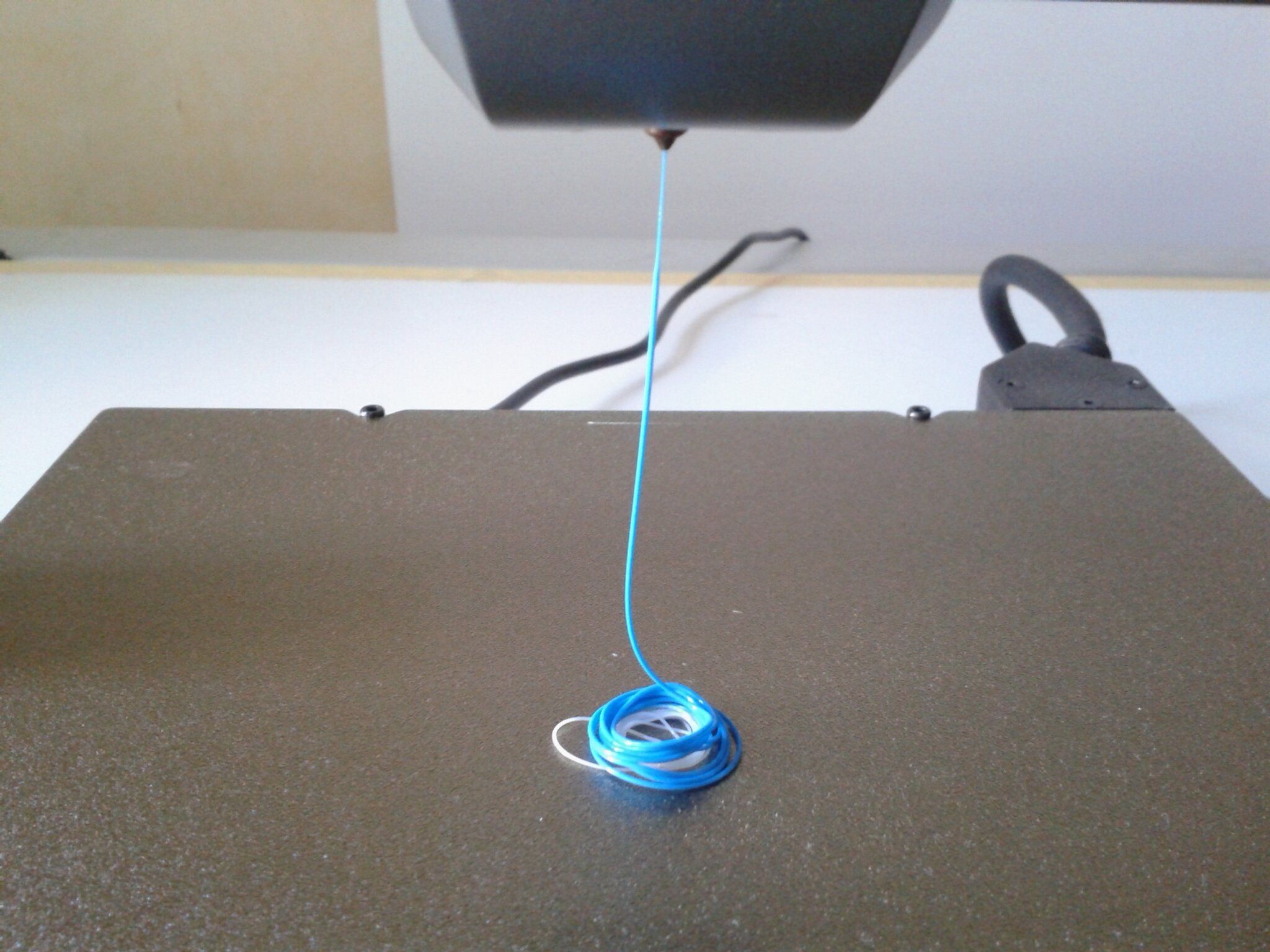
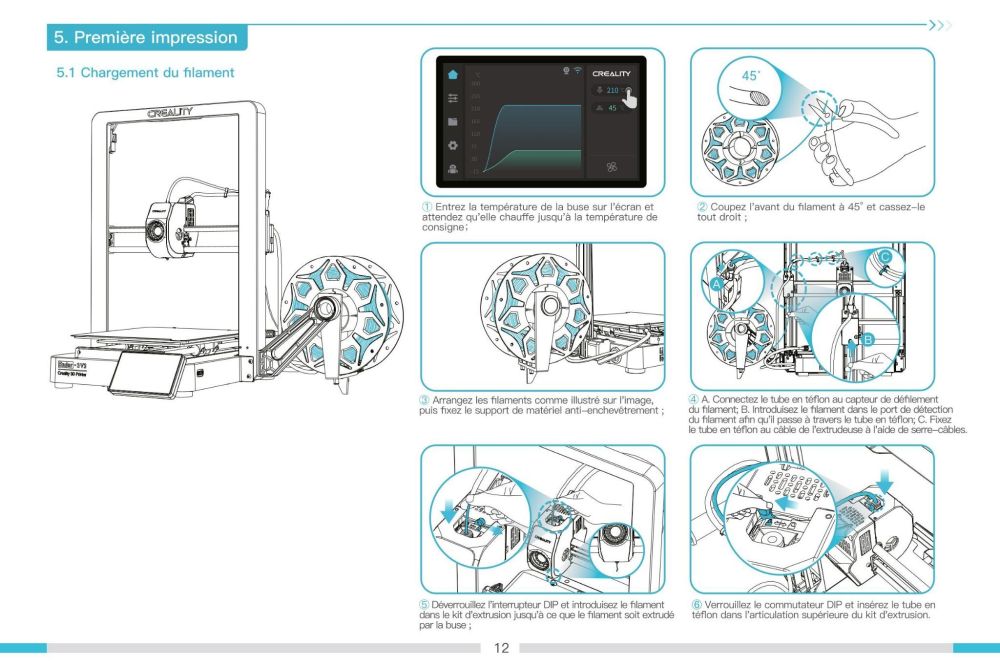
Difficultés et autres remarques 15/04/2024 Rien a signaler pour le moment. Tout semble fonctionner comme attendu. J'ai fini d'imprimer les 9 fichiers de test fournis, avec de l' "Hyper PLA Creality". Les résultats d'impression son bon. Je commence a imprimer des modèles tranchés avec Creality Print v4.3.8.7021 avec du "PLA Silk ArianePlast". A noter qu’après avoir vu la vidéo "Service Tutorial Ender 3 V3 Extrusion clamp blockage cleaning" J'ai préférer lors du changement de filament appliquer une méthode ou je coupe l'ancien filament a ras de l'entrée sur la tête d'impression, extrude, insert le nouveau filament et extrude jusqu’à terminer la purge et voir s'extruder du nez de la buse la couleur du nouveau filament. Tout cela, uniquement par précaution, pour éviter de "rétracter" et risquer d'avoir un morceau de filament qui reste dans l'extrudeur ... ( donc surtout par flemme d'avoir éventuellement a démonter l'extrudeur si jamais ) Des petits détails cependant. Lors du début d'une impression. Il y a un home Z ( la buse est alors a environ 170°C) qui ce fait au centre du plateau par contacte de la buse avec le plateau avant de faire ensuite a l'arrière du plateau d'autre contactes et essuyage de la buse. Et donc si le nez de la buse n'était pas propre ( si il y avait un petit peu de filament qui avait suinté lors du refroidissement après l’impression précédente ) on retrouve éventuellement avant le début d'impression de l'objet une petite trace, un petit bout de filament au centre du plateau. De base ( firmware 1.2.1.3), la macro RESUME concocté par Creality fait une petite extrusion de 2 (pour compenser une rétraction faite lors de la PAUSE) + 1 millimètre de filament, juste en sortie de la position de "park", après avoir repositionné la tête sur l'axe Z (positionnement Z), et avant de revenir au point d’interruption (positionnement X, Y). Il faudra modifier cette macro dans /usr/data/printer_data/config/gcode_macro.cfg pour éviter cela. Ou, se faire dans le cas d'un changement de filament, une macro spécifique ( comme une macro M600 ).


 1 point
1 point -
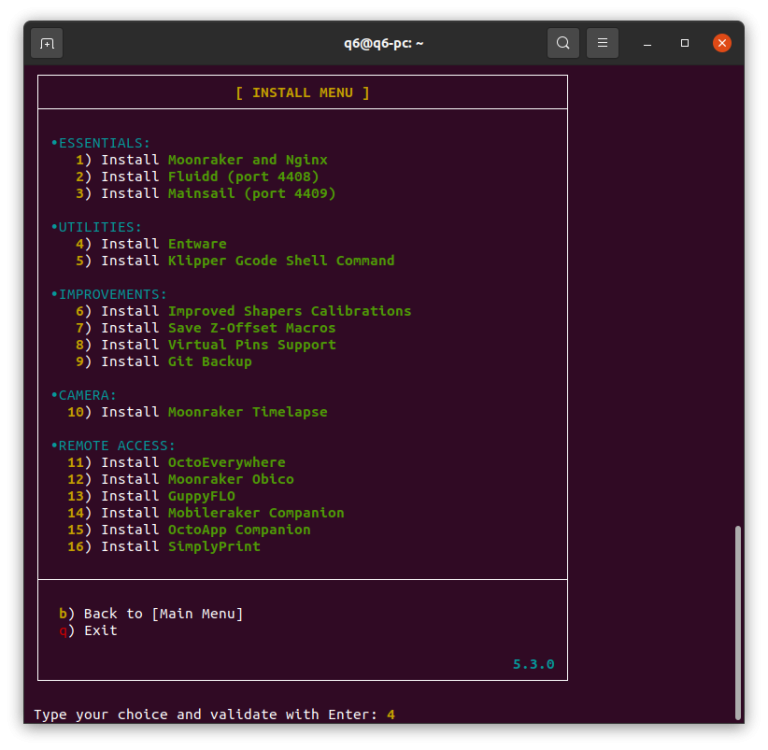
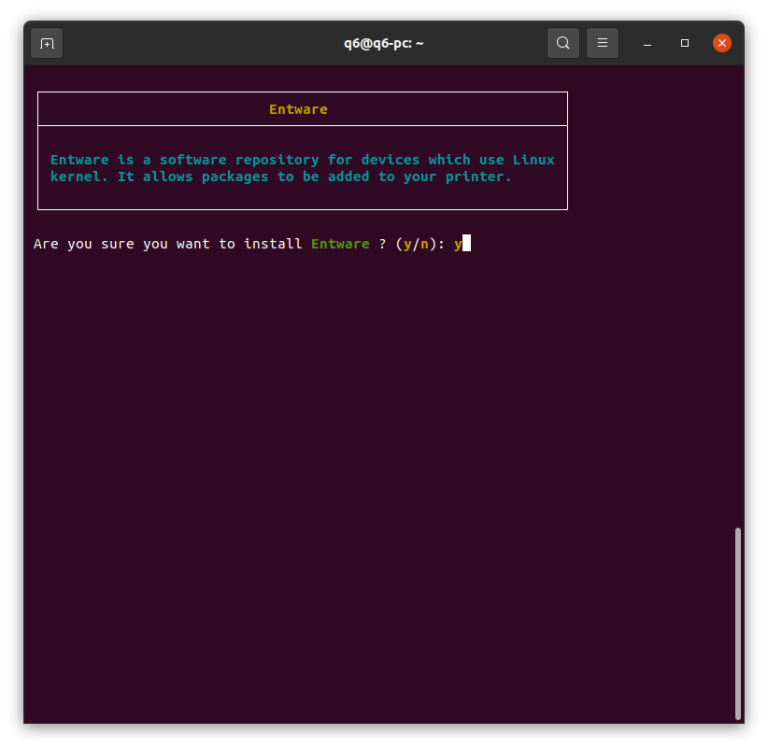
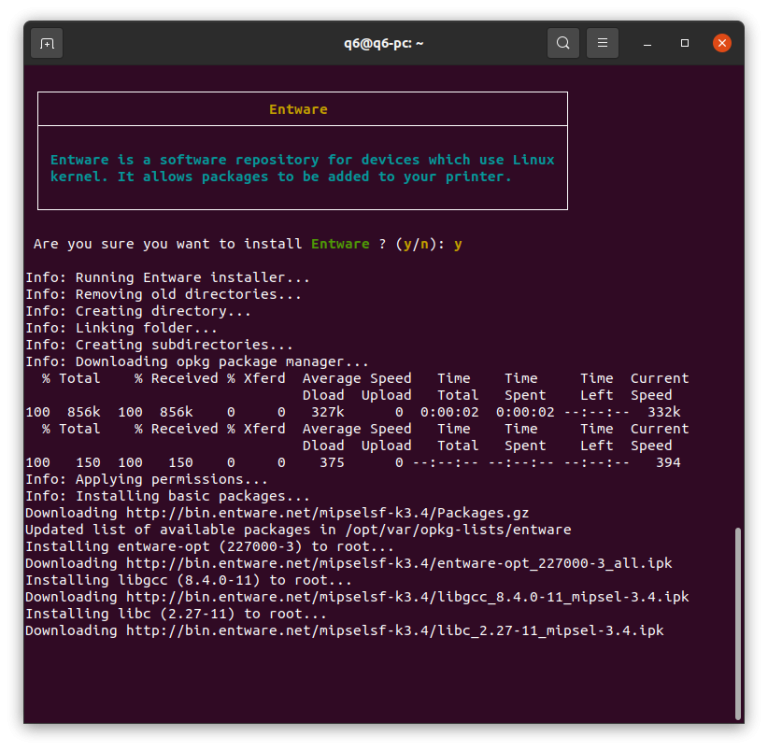
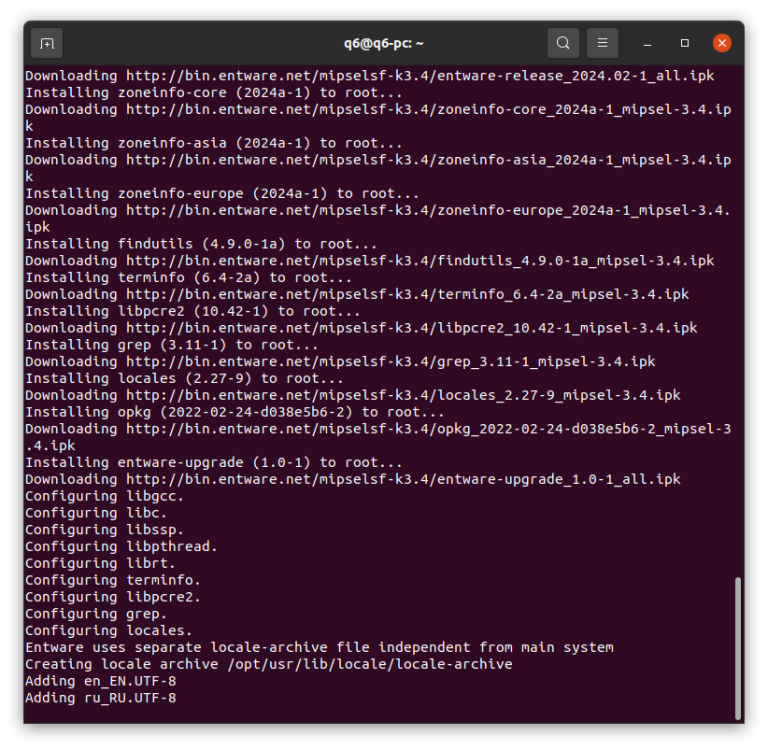
Accessoires optionnels ou "Upgrades" // Sujet en cours de réalisation. Il sera complété prochainement. "Creality Nebula Camera", "Caméra nébuleuse Creality" (USA) https://store.creality.com/products/creality-nebula-camera (EU) https://store.creality.com/eu/products/nebula-camera "Creality Space Pi Filament Dryer", "Sécheur de filament Creality Space Pi" (USA) https://store.creality.com/products/creality-space-pi-filament-dryer (EU) https://store.creality.com/eu/products/creality-filament-dryer "Hyper 1.75mm PLA 3D Printing Filament 1kg", "Filament d'impression 3D PLA série Hyper 1kg" (USA) https://store.creality.com/products/hyper-series-pla-3d-printing-filament-1kg (EU) https://store.creality.com/eu/products/hyper-1-75mm-pla-3d-printing-filament-1kg "Hyper ABS 1.75mm 3D Printing Filament 1kg", "Filament d'impression 3D ABS série Hyper 1 kg" (USA) https://store.creality.com/products/hyper-abs (EU) https://store.creality.com/eu/products/hyper-abs-3d-printing-filament "Creality Filament Dry Box 2.0", "Boîte sèche à filament Creality 2.0" (USA) https://store.creality.com/products/creality-filament-dry-box-2-0 (EU) https://store.creality.com/eu/products/creality-filament-dry-box-2-0 "3D Printer Filament Vacuum Storage Kit", "Kit de stockage sous vide pour filaments" (USA) https://store.creality.com/products/filament-vacuum-storage-kit (EU) https://store.creality.com/eu/products/3d-printer-filament-vacuum-storage-kit " « Unicorn » Quick-Swap Nozzle Kit for K1C/Ender-3 V3", "Kit de buses à échange rapide « Licorne »" (USA) https://store.creality.com/products/unicorn-quick-swap-nozzle-kit-for-k1c-ender-3-v3 Pack d'accessoires Ender-3 V3 : Kit de carte de plate-forme d'impression double face + caméra Nebula + kit de buses à remplacement rapide + séchoir à filament Space Pi (USA) https://store.creality.com/products/ender-series-accessory-pack?variant=6dad2150-d3a5-46ca-9e5b-b070ba2b6aaf1 point
-
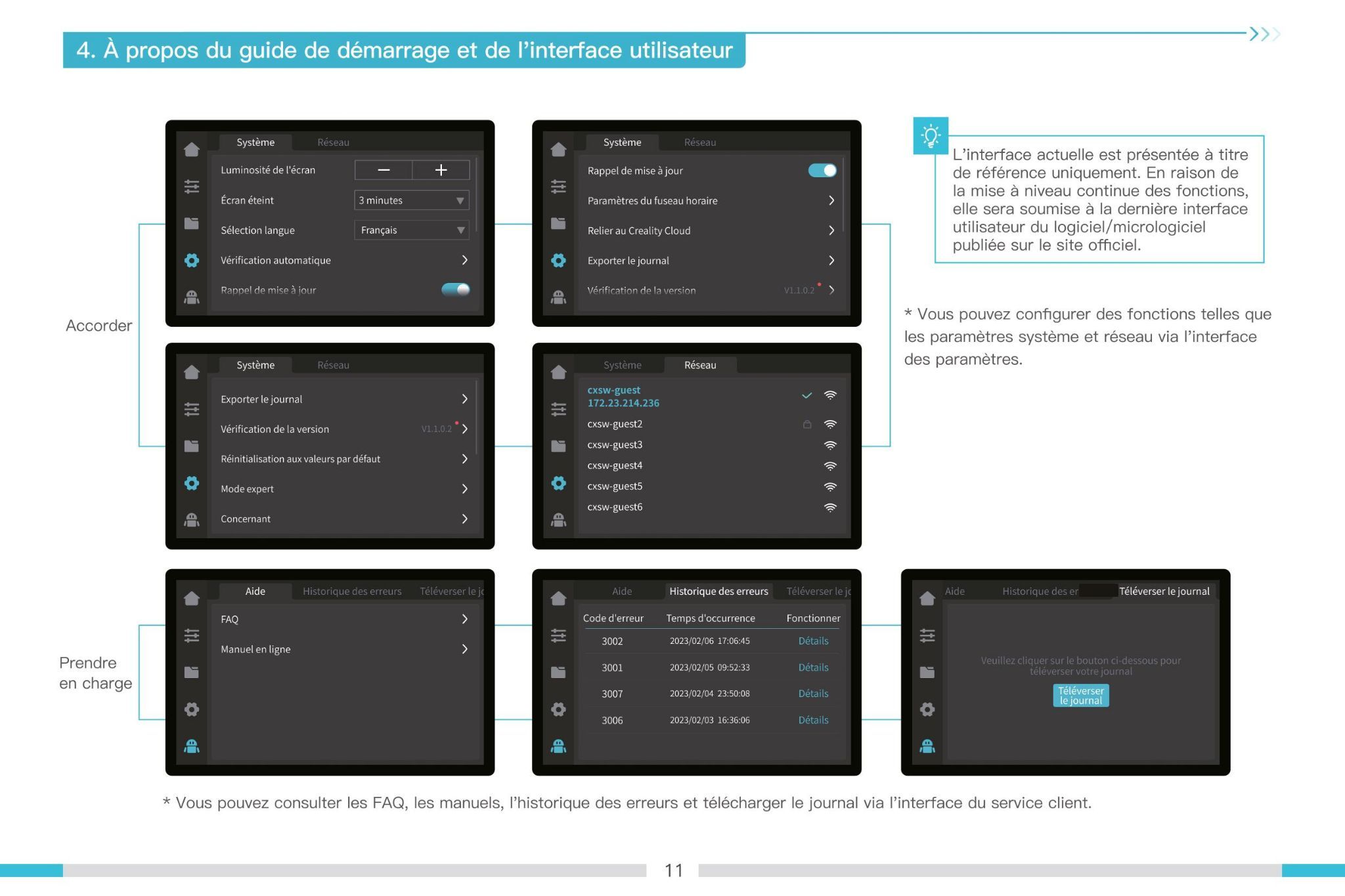
Menus de l'écran de contrôle // Sujet en cours de réalisation. Il sera complété prochainement.1 point
-
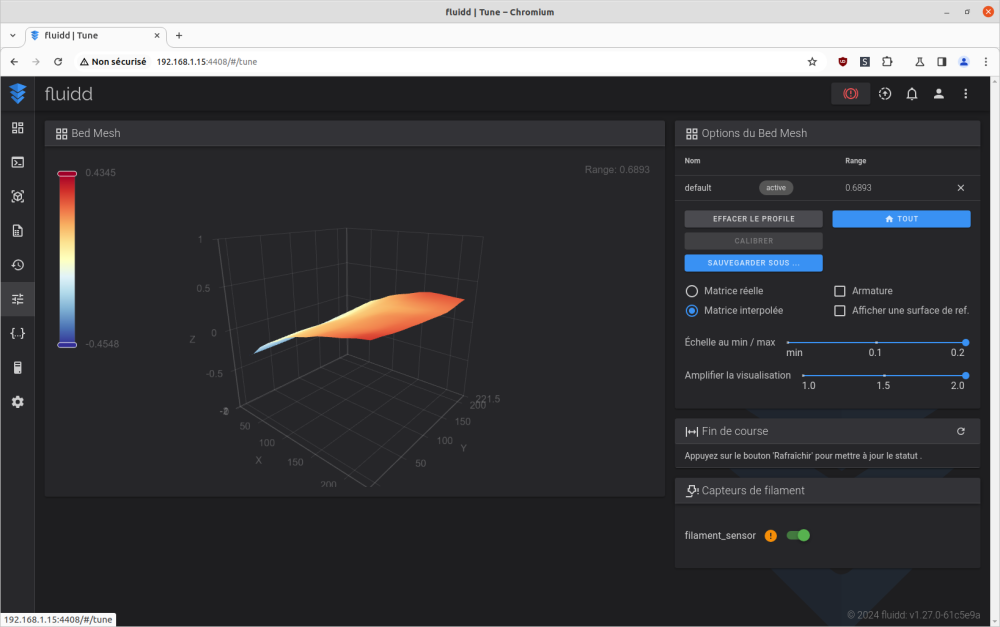
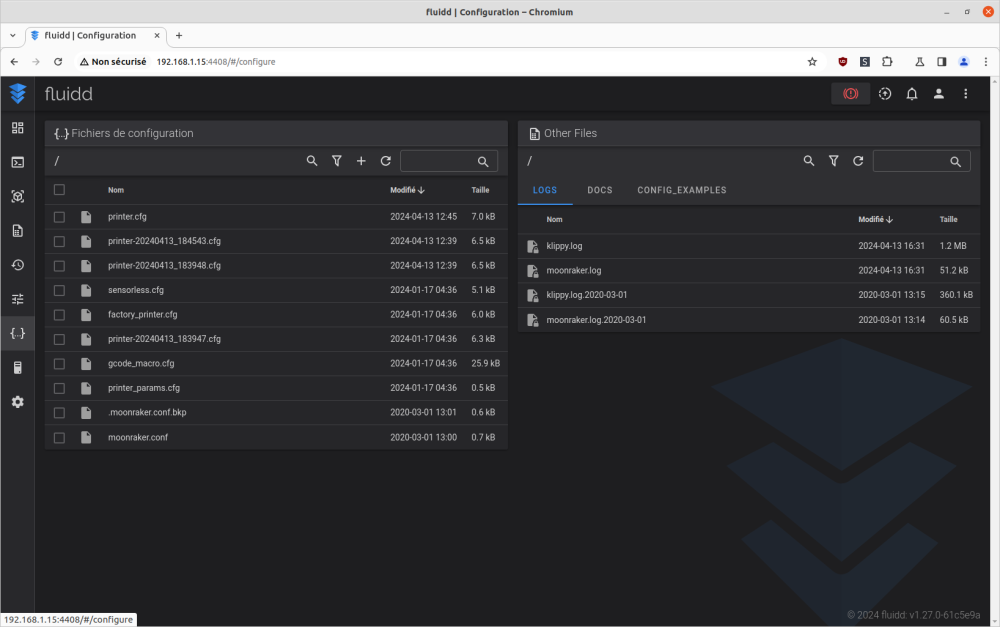
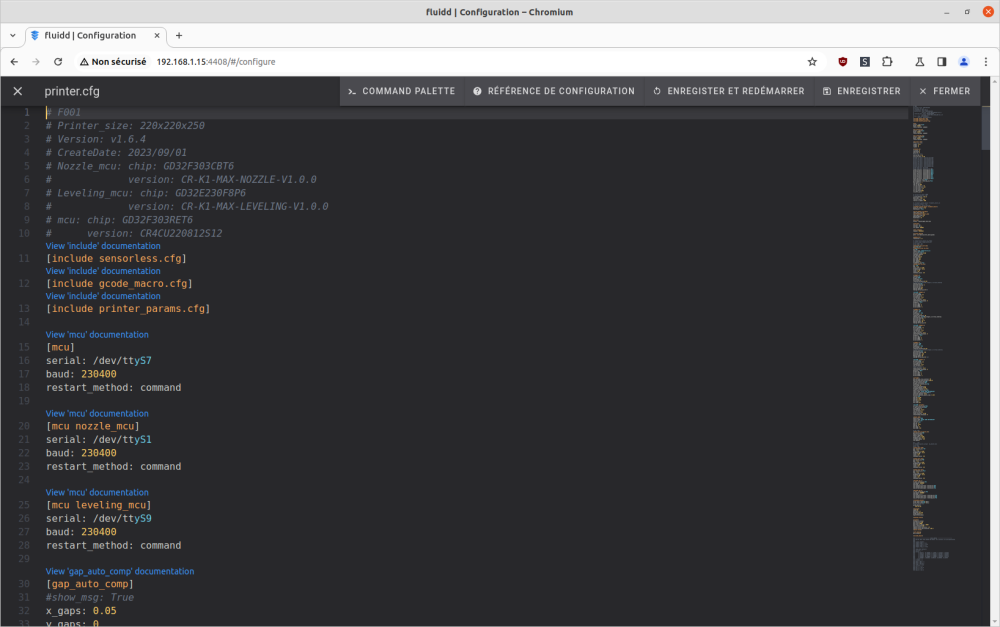
Configuration Klipper V1.2.0.46 (Je n'ai pas pris le temps de sauver l'ensemble des fichiers de configuration Klipper avant de faire la mise a jour du firmware) voir https://github.com/Guilouz/Creality-Ender3-V3-Extracted-Firmwares/tree/3e3ec205a9ff5897da1c88627c69817fa6ea3162/Firmware/usr/share/klipper/config/F001 V1.2.1.0 voir https://github.com/Guilouz/Creality-Ender3-V3-Extracted-Firmwares/tree/29193d2ef3379b8654894cc7d3e8593576dd72e0/Firmware/usr/share/klipper/config/F001 ( ou connecté en SSH on trouve) /usr/data/printer_data/config/printer.cfg /usr/data/printer_data/config/sensorless.cfg /usr/data/printer_data/config/gcode_macro.cfg /usr/data/printer_data/config/printer_params.cfg v1.2.1.3 voir https://github.com/Guilouz/Creality-Ender3-V3-Extracted-Firmwares/tree/af494d3009d77b301b02813f53c692f39c72b155/Firmware/usr/share/klipper/config/F0011 point
-
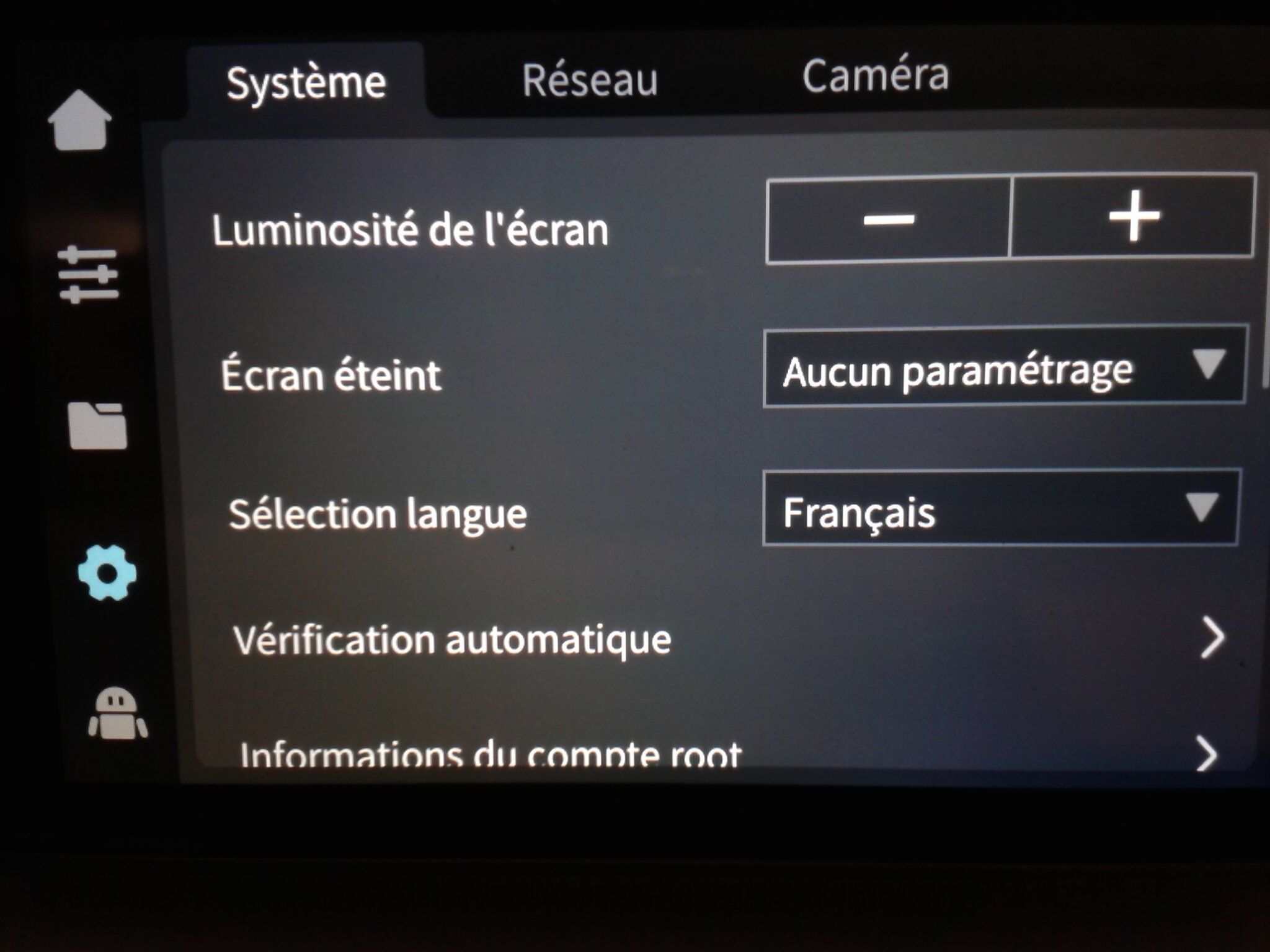
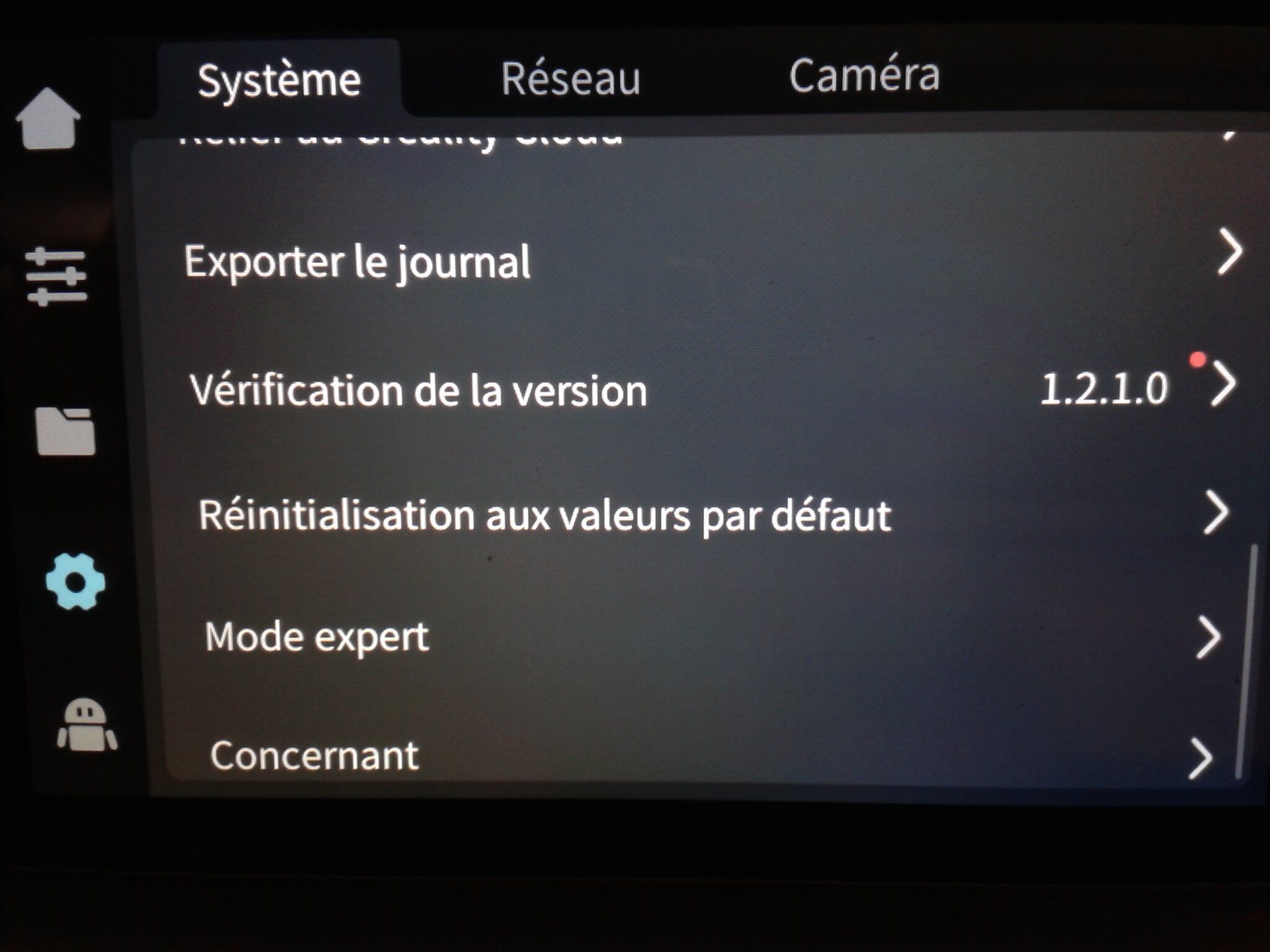
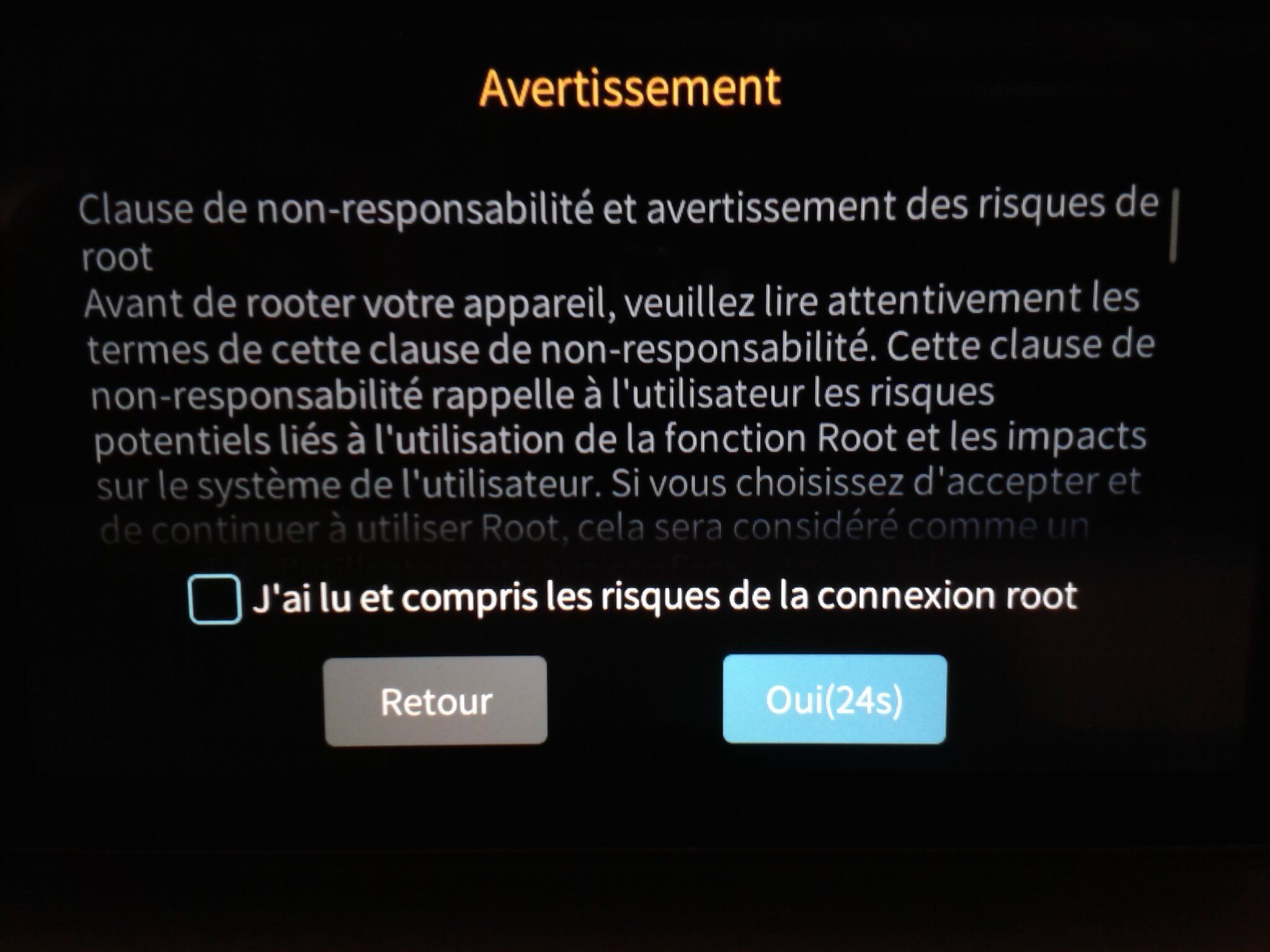
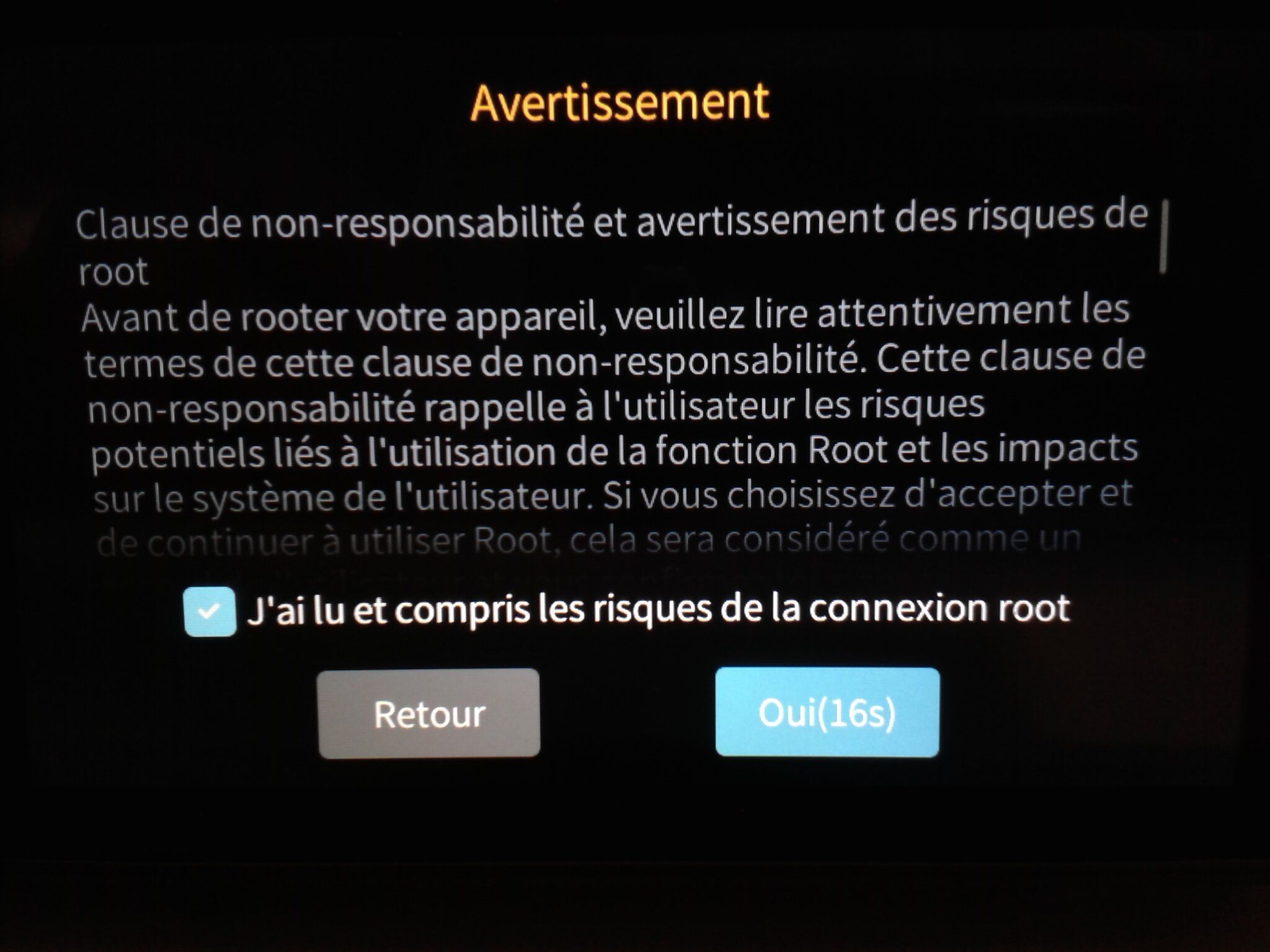
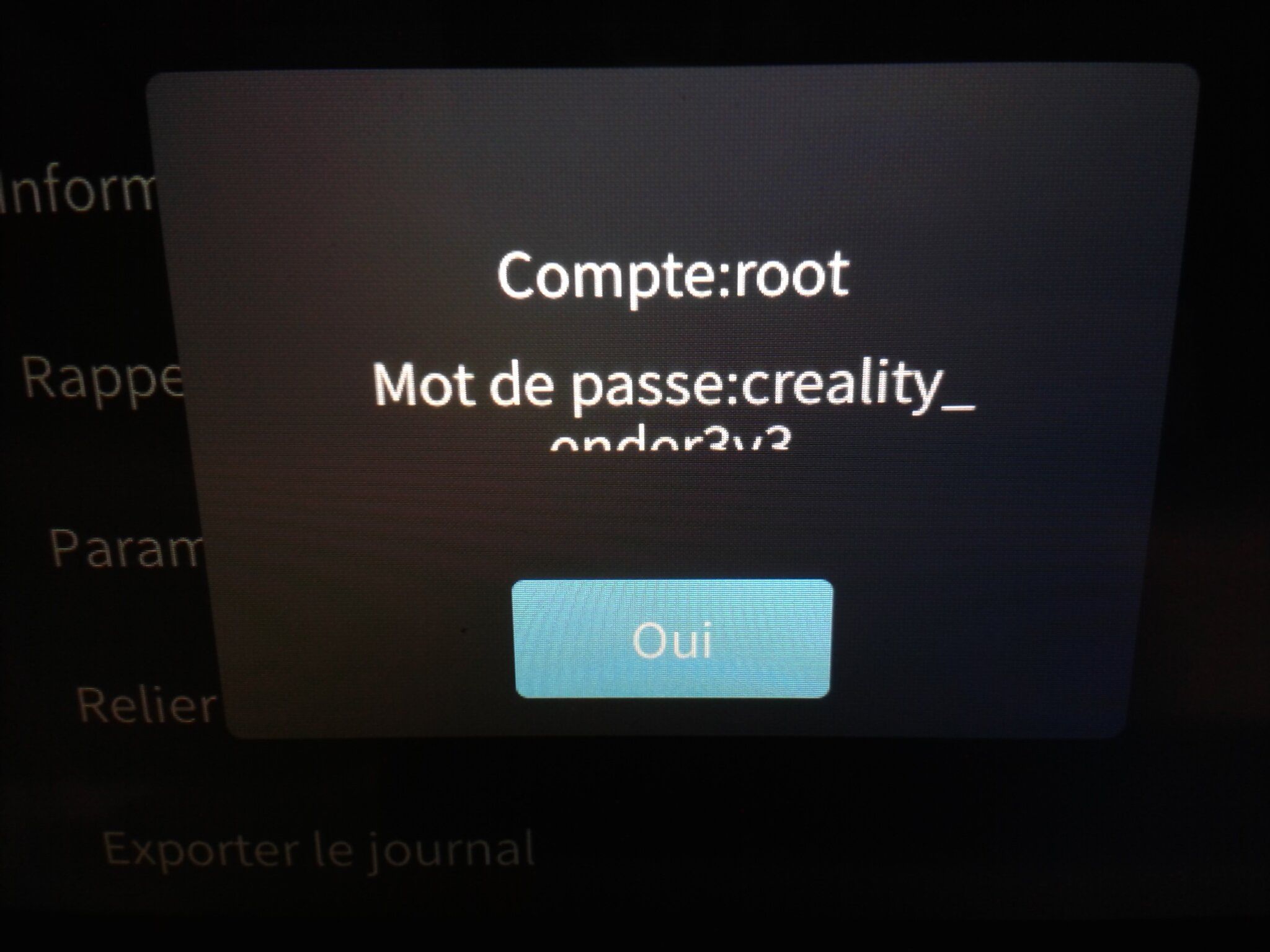
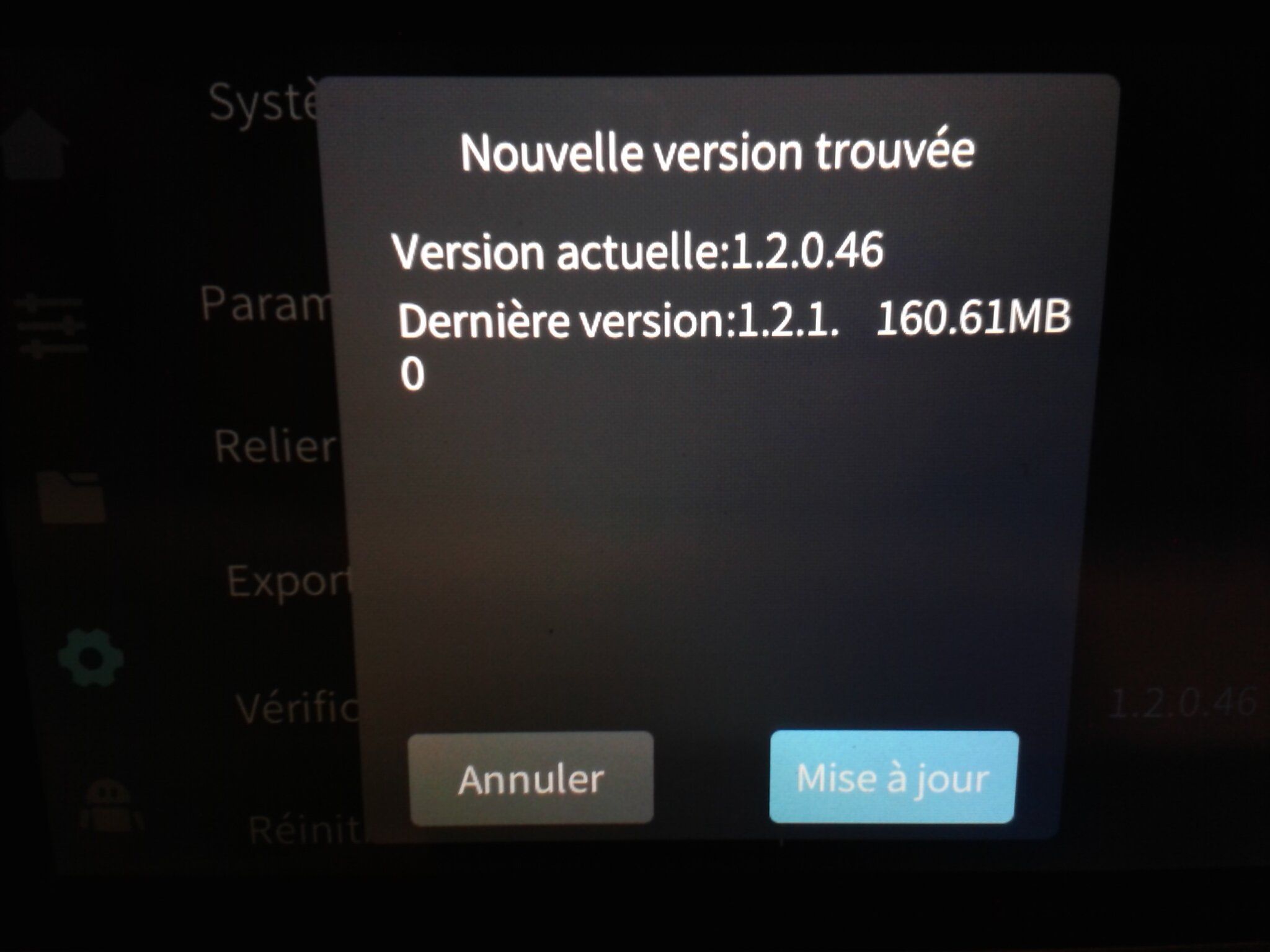
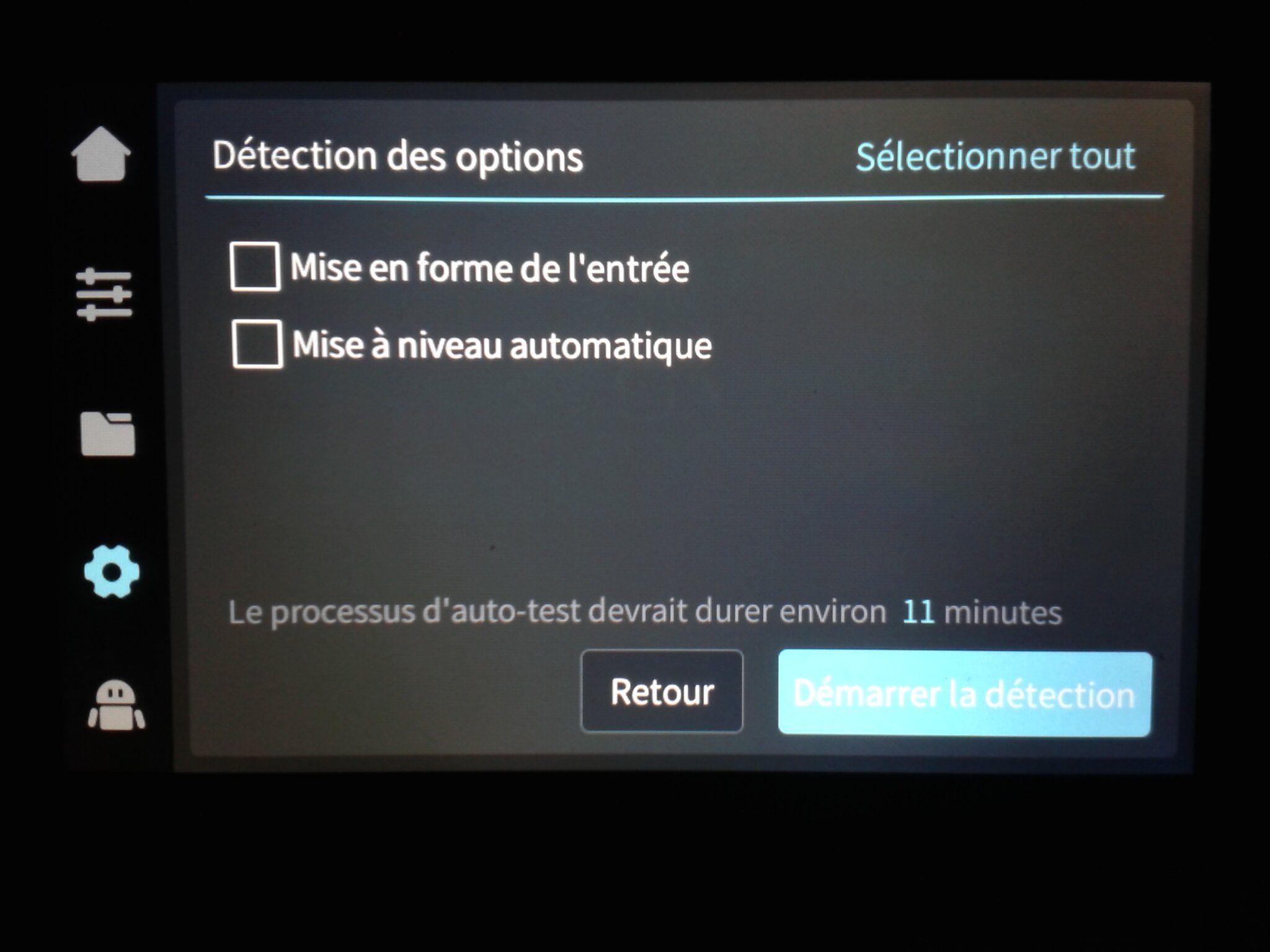
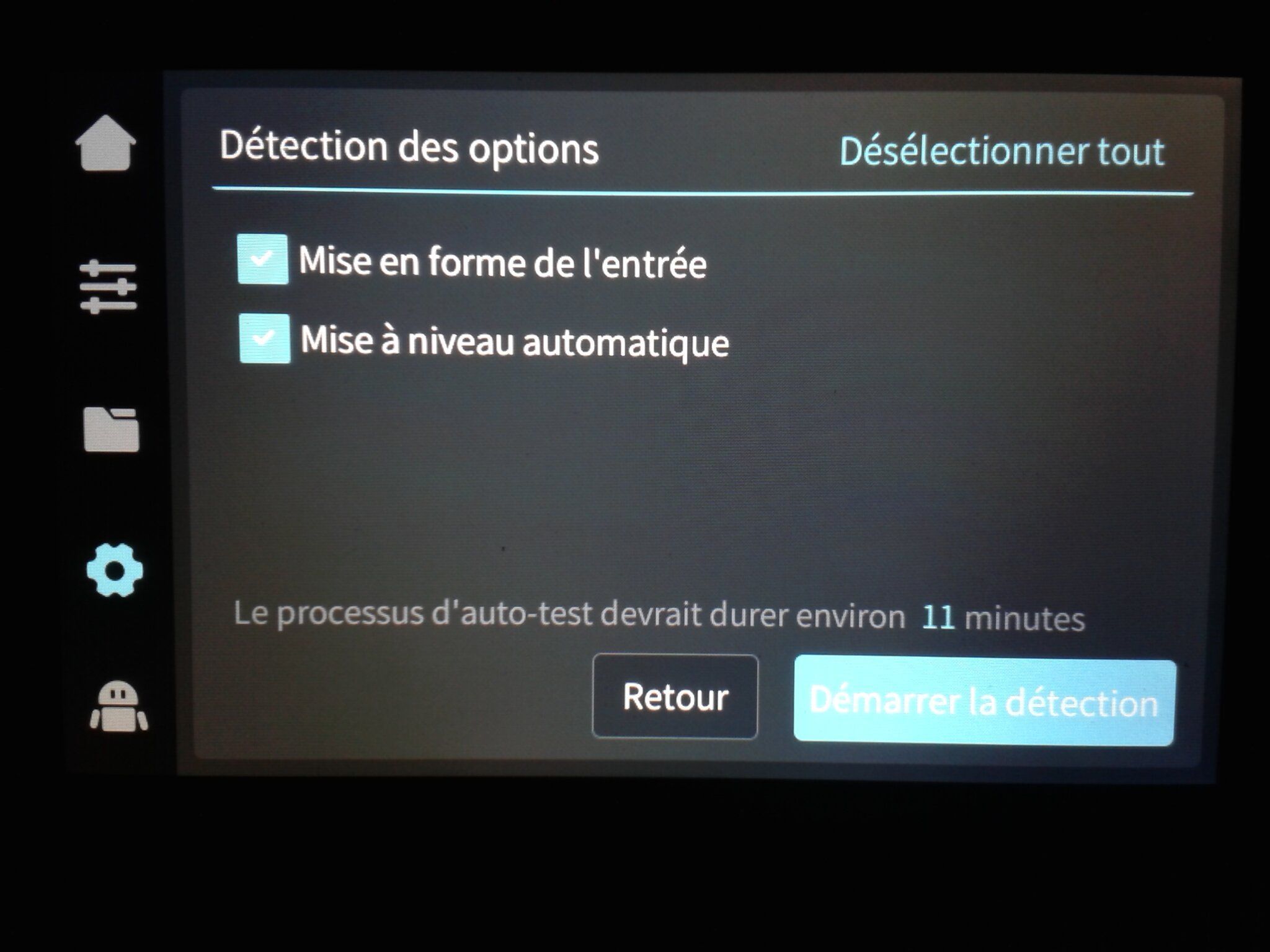
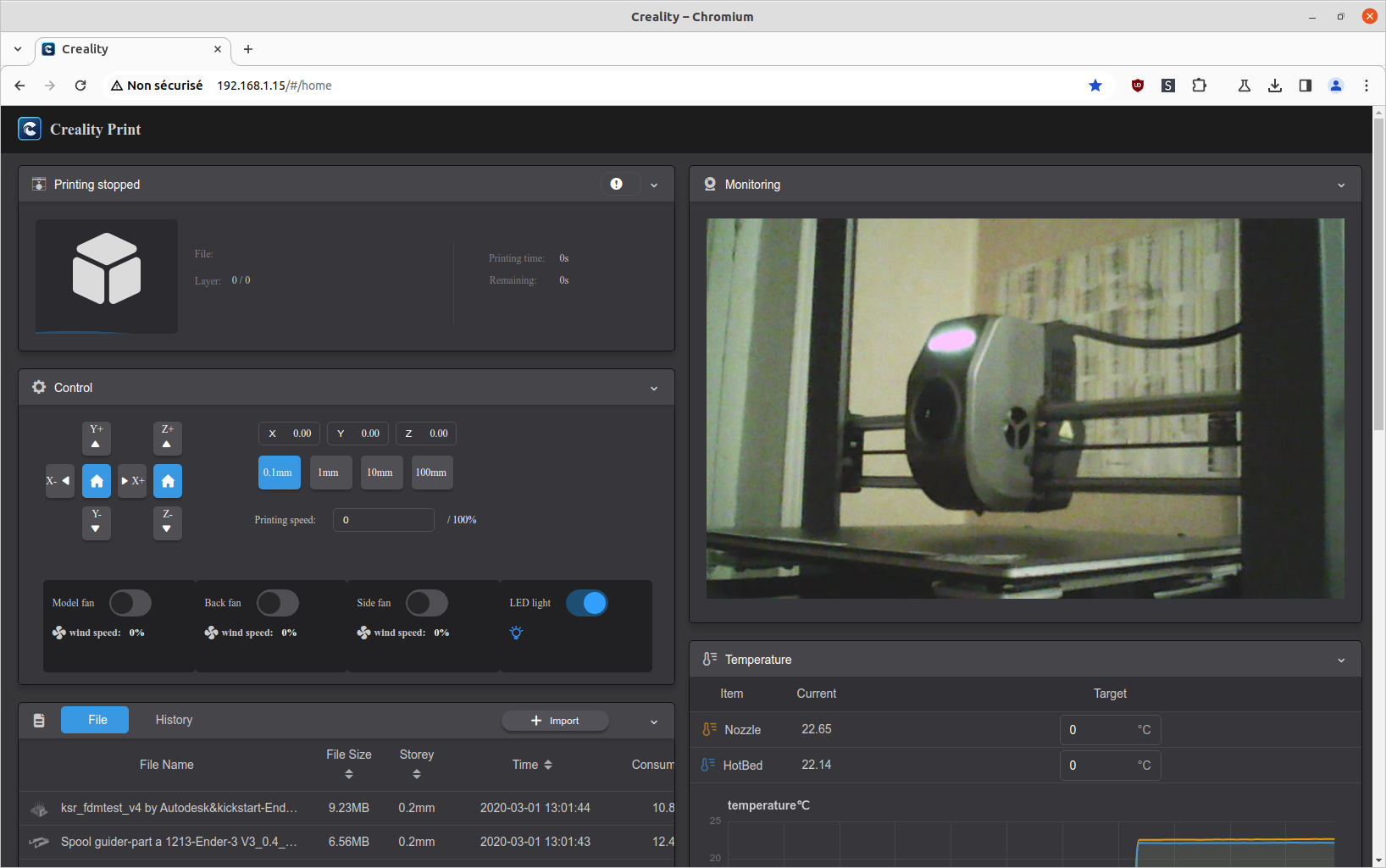
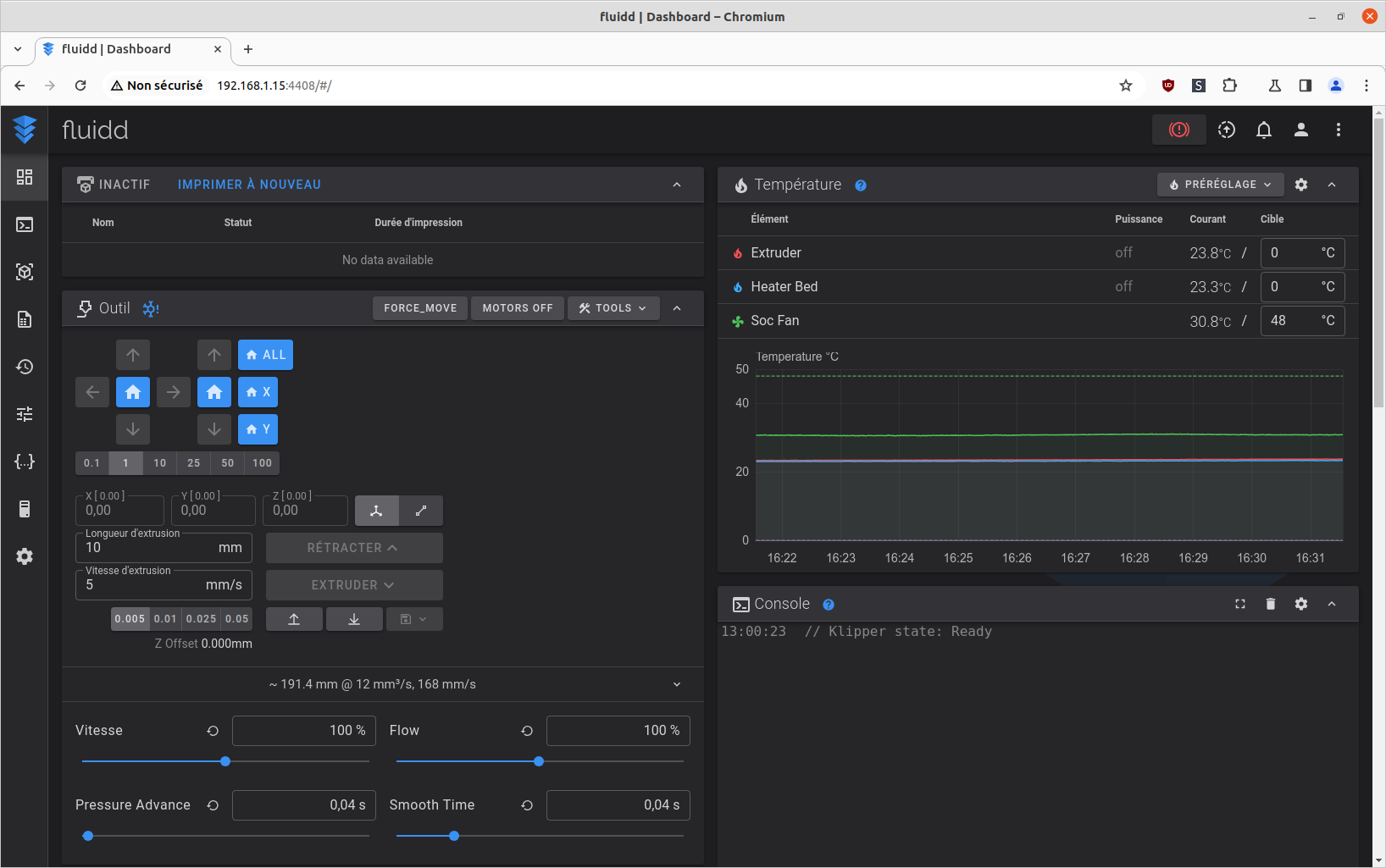
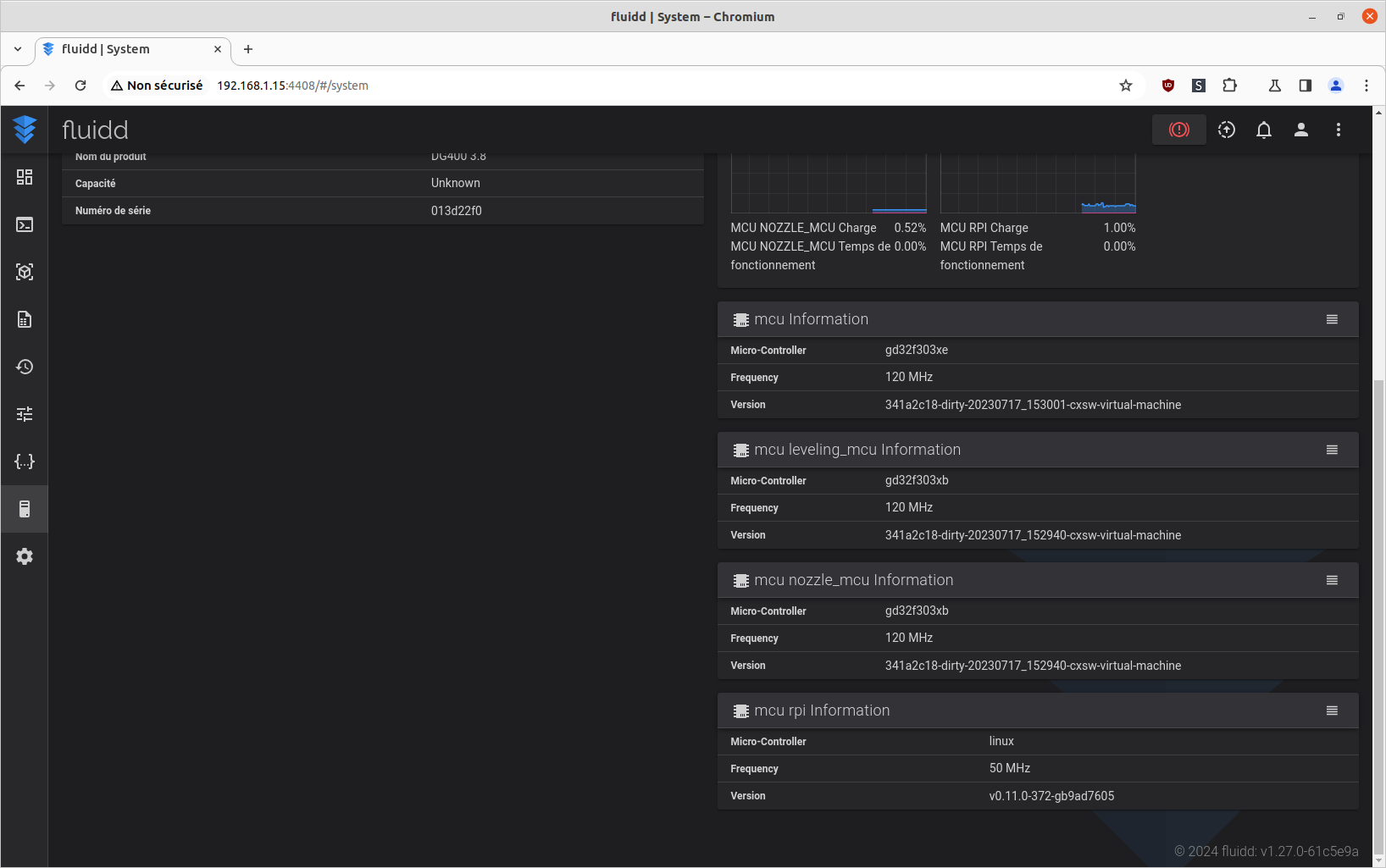
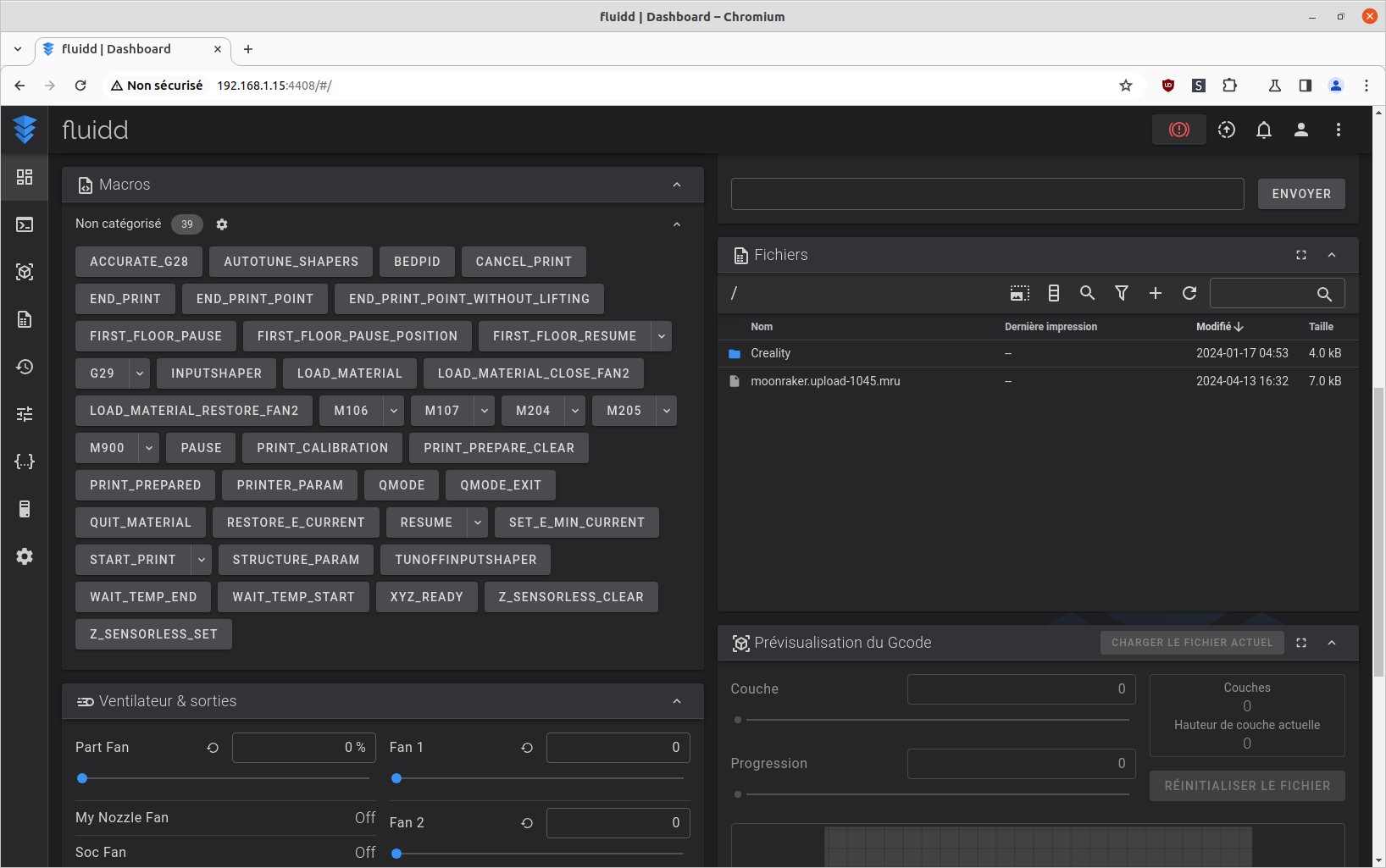
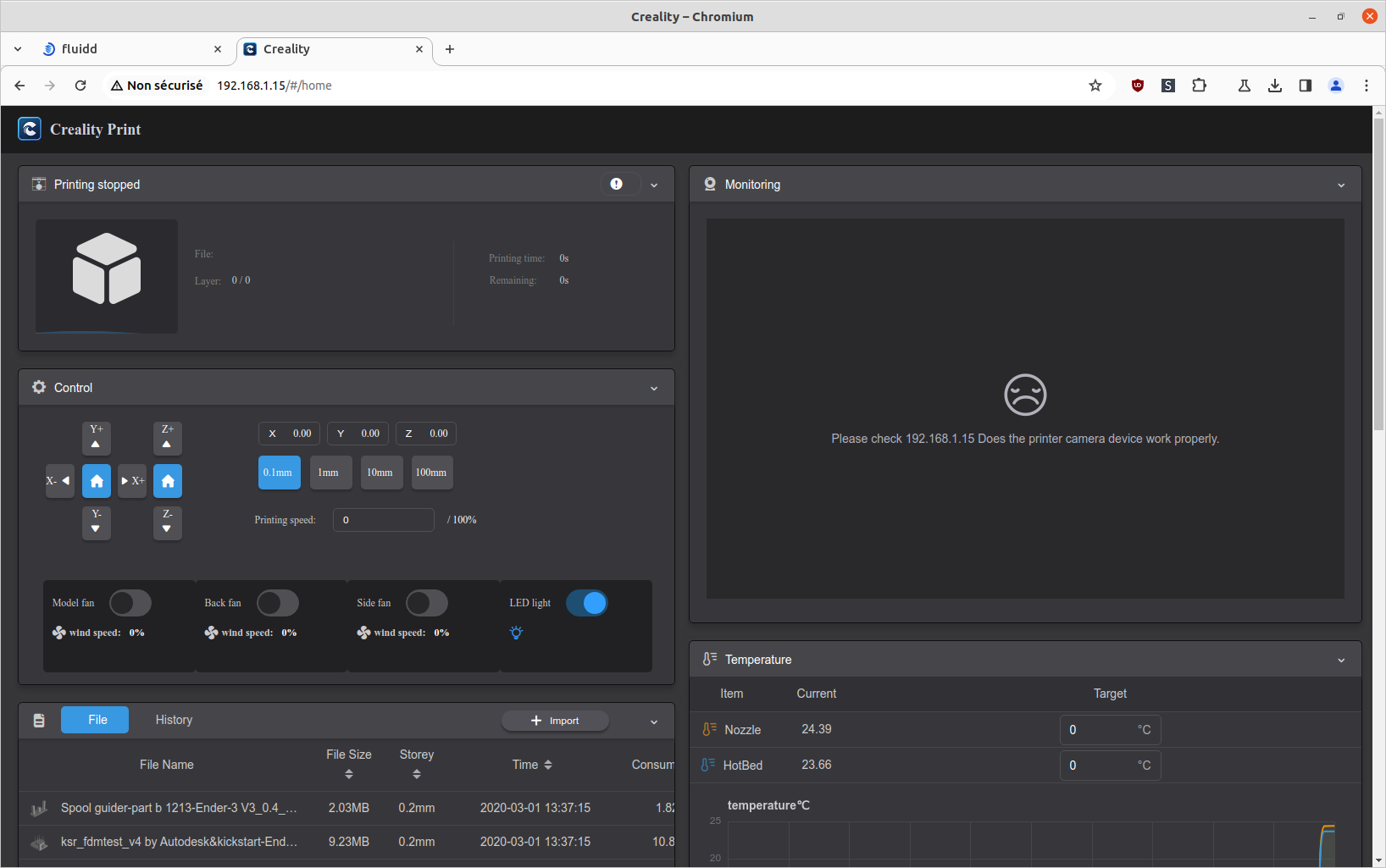
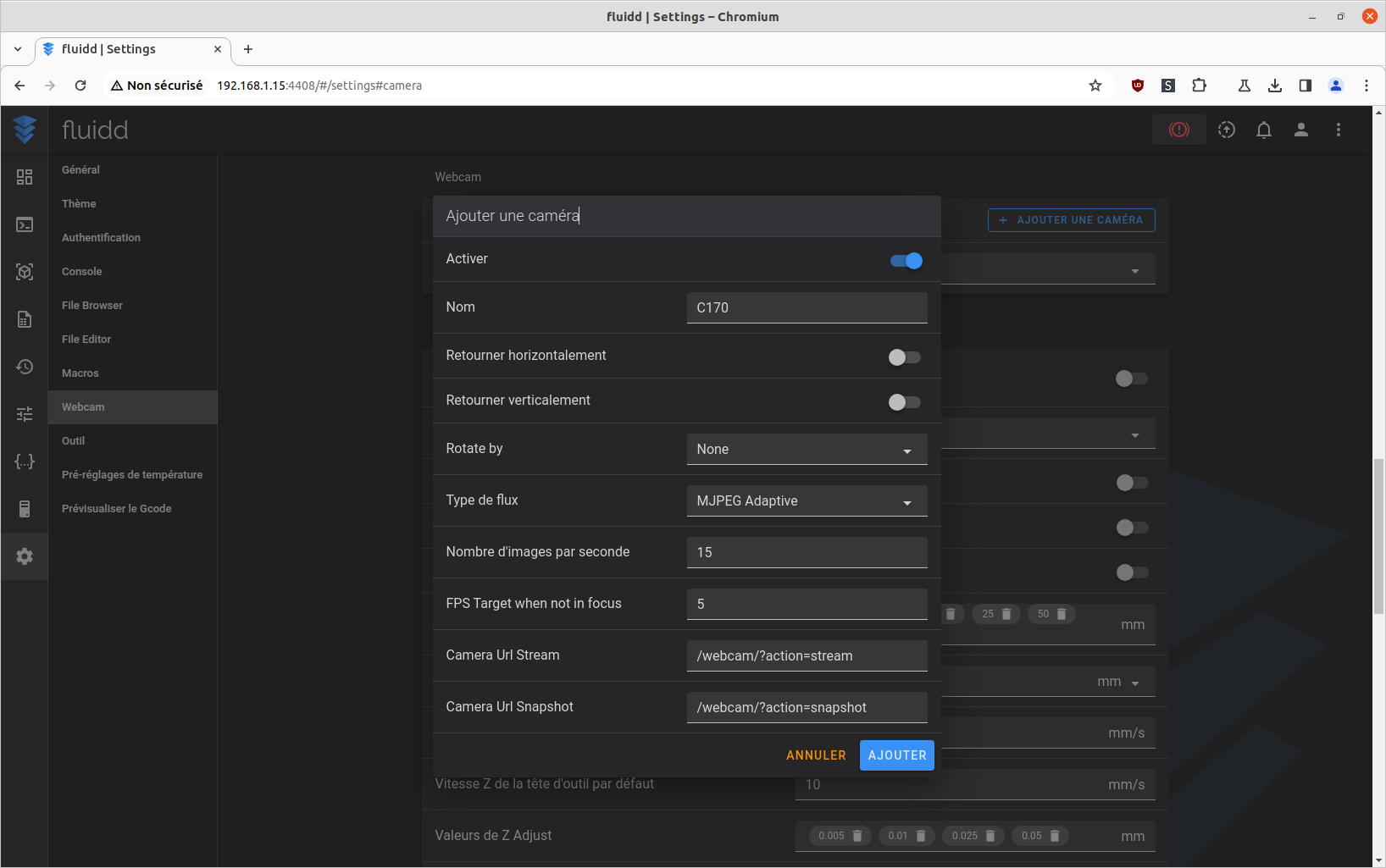
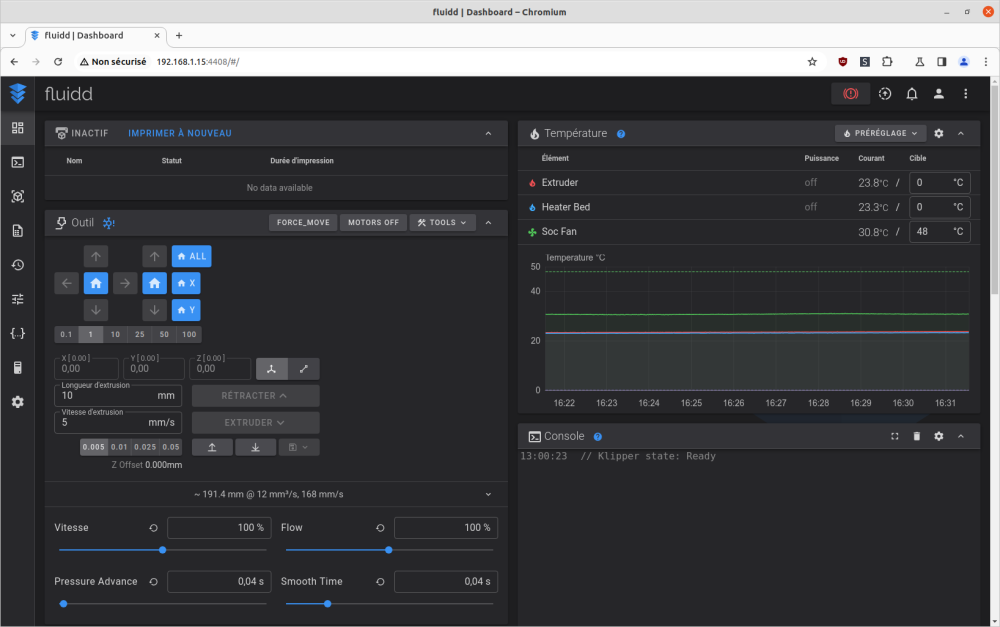
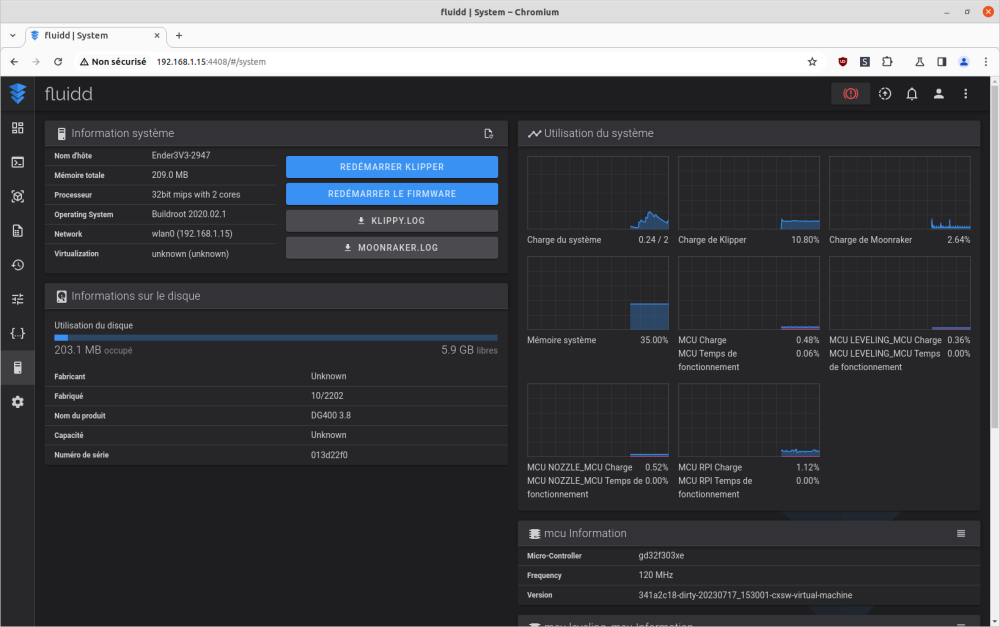
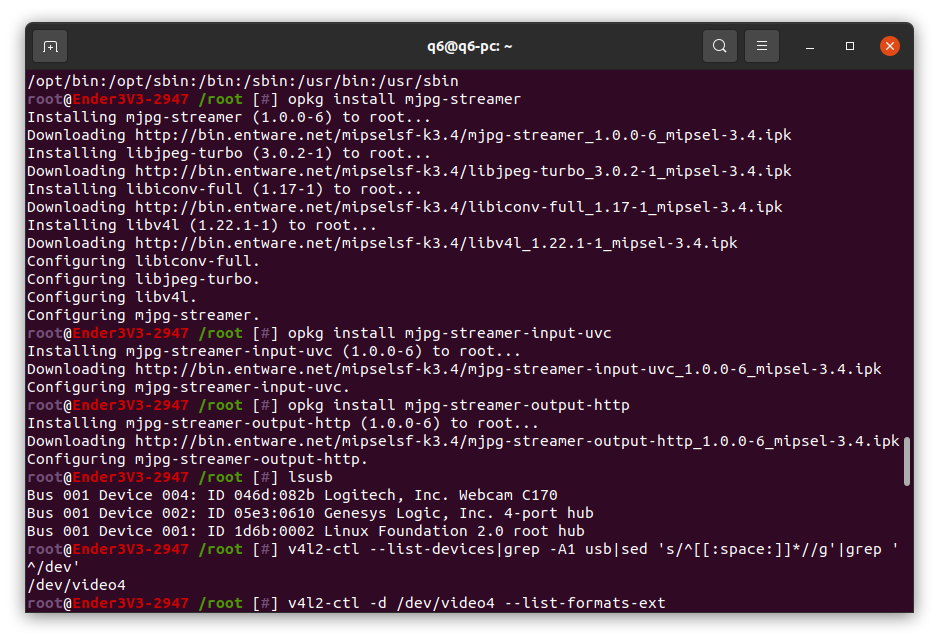
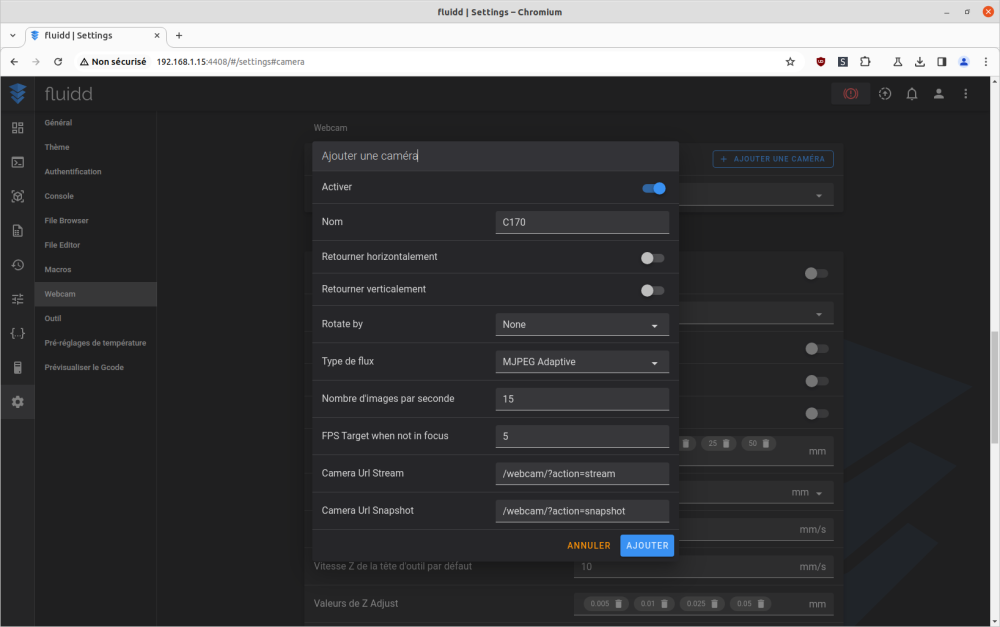
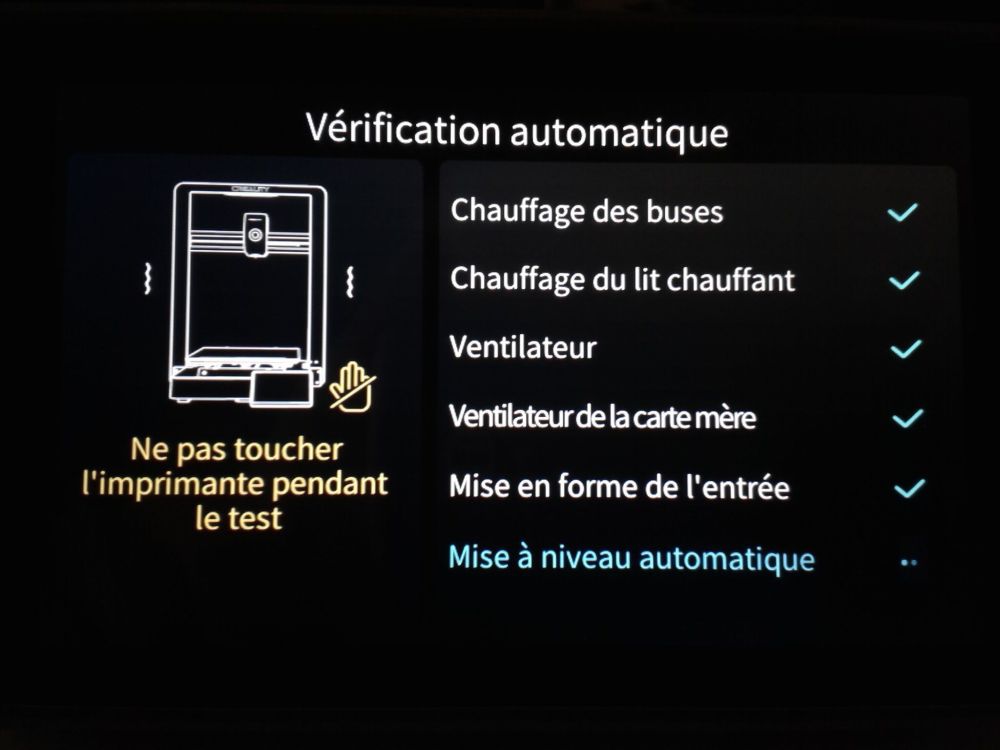
Détails sur le firmware d'origine La vidéo officielle de mise à jour du firmware "Service Tutorial Ender 3 V3 Flashing the firmware" (Méthode via Wi-Fi et méthode via clé USB) V1.2.0.46 Je n'avais pas le mot de passe de l'utilisateur root pour me connecter en SSH. Je n'ai donc pas exploré cette version du firmware avant de faire la mise a jour vers la version 1.2.1.0 étrangement avec cette v1.2.0.46 il n'y a pas l'interface web Creality Print sur le port 80, Mais il y a une interface web de Fluidd sur le port 4408 Mise a jour via clé USB ( car mon réseau Wi-Fi presque hors de porté et donc très instable ) a la racine de la clé USB le fichier "F001_ota_img_V1.2.1.0.img" ~168.4 MB extrait de l'archive .zip téléchargée sur https://www.creality.com/pages/download-ender-3-v3 Somme de contrôle md5sum 287eda8a8eec38a93a7da3f19ef1931a F001_ota_img_V1.2.1.0.img Un écran de mise a jour s'affiche a l'insertion de la clé USB. V1.2.1.0 là on retrouve alors une interface web "Creality Print" sur le port 80 ( et l'interface web de Fluidd sur le port 4408 est toujours là ) mot de passe de l'utilisateur root par défaut pour se connecter en SSH ( après avoir activé le mode root via l'écran de contrôle de l'imprimante ) "creality_ender3v3" sans les guillemets. Si on clic sur "Informations du compte root", que l'on accepte la non responsabilité de Creality et que l'on attend les 30 secondes de délais. ( Petit bug d'affichage, mot de passe "creality_ender3v3" partiellement tronqué.) /usr/data/creality/userdata/config/system_version.json { "sys_version":"1.2.1.0", "fw_version":"", "app_version":1, "hw_version":"F001", "hw1_version":"", "st_version":"0", "website":"www.creality.com" } Le tuto d'installation d'un caméra non Creality sur une Ender-3 V3 KE ( https://www.lesimprimantes3d.fr/tutoriel-installer-webcam-logitech-creality-ender-3-v3-ke-20240209/ ) semble fonctionner avec la Ender-3 V3 et ce firmware v1.2.1.0 mode root activé. ( Il faut passer l'étape bonus d'installation du serveur sftp. Car le script de Guilouz le fait désormais automatiquement lors de l'installation de Entware ) V1.2.1.3 Mise a jour en v1.2.1.3 proposé ( Wi-Fi) après la mise a jour en v1.2.1.0 fait via clé USB. J'ai fait cette mise a jour là encore via clé USB. Fichier "F001_ota_img_V1.2.1.3.img" (~168.7 MB) téléchargé depuis https://www.crealitycloud.com/software-firmware/firmware/ender-series?keyword&system=0&subType=656462a6183172699d63c02f&hardware=0 mis a la racine de la clé USB. Somme de contrôle md5sum e7f93bbd837d28e16dd452aa42e1a0e3 F001_ota_img_V1.2.1.3.img Sur insertion de la clé USB, message qui propose la mise a jour. Comme préconisé, âpres la mise a jour, j'ai "recalibrer" via "Sélectionner tout" dans "Vérification automatique" ...








 1 point
1 point -
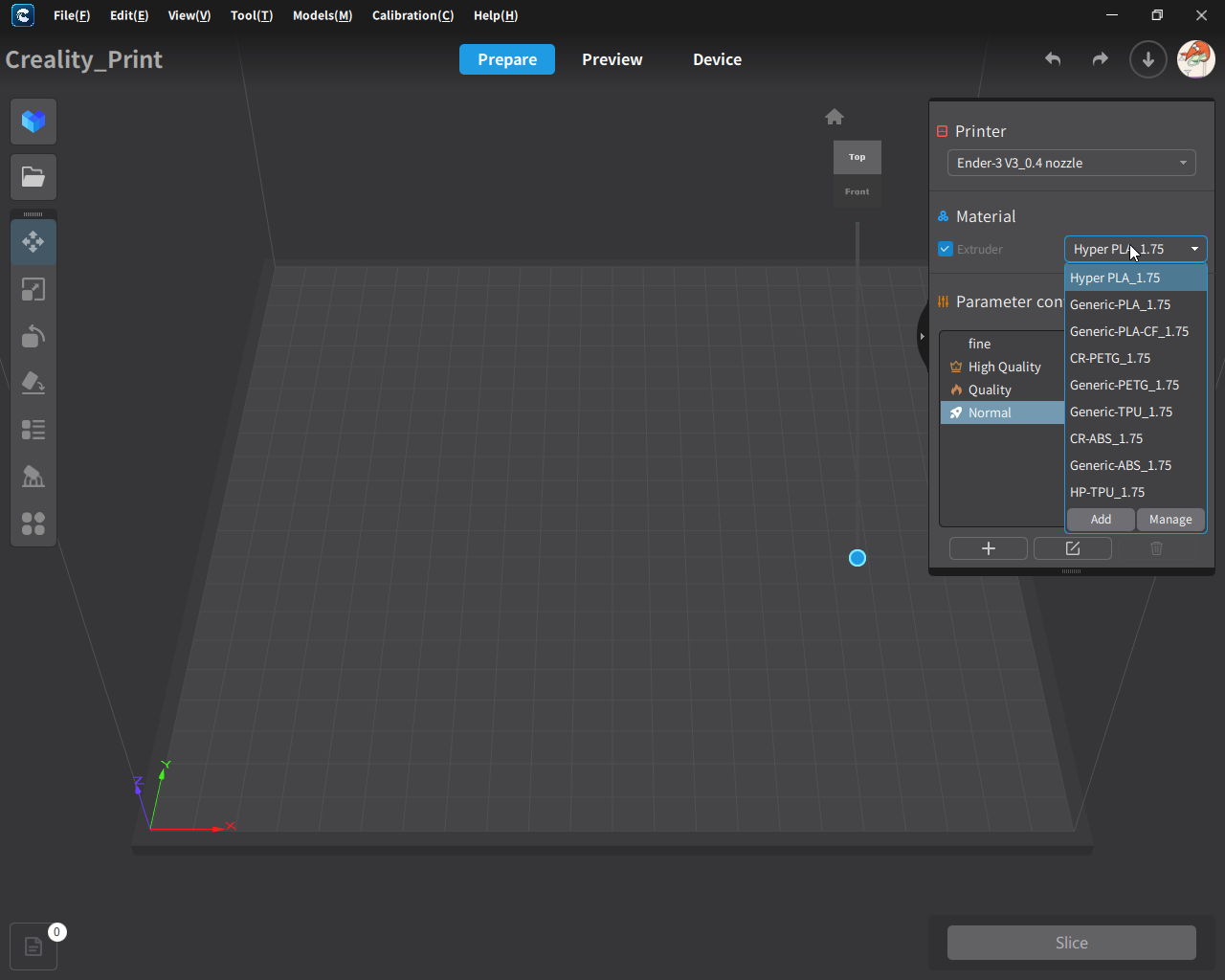
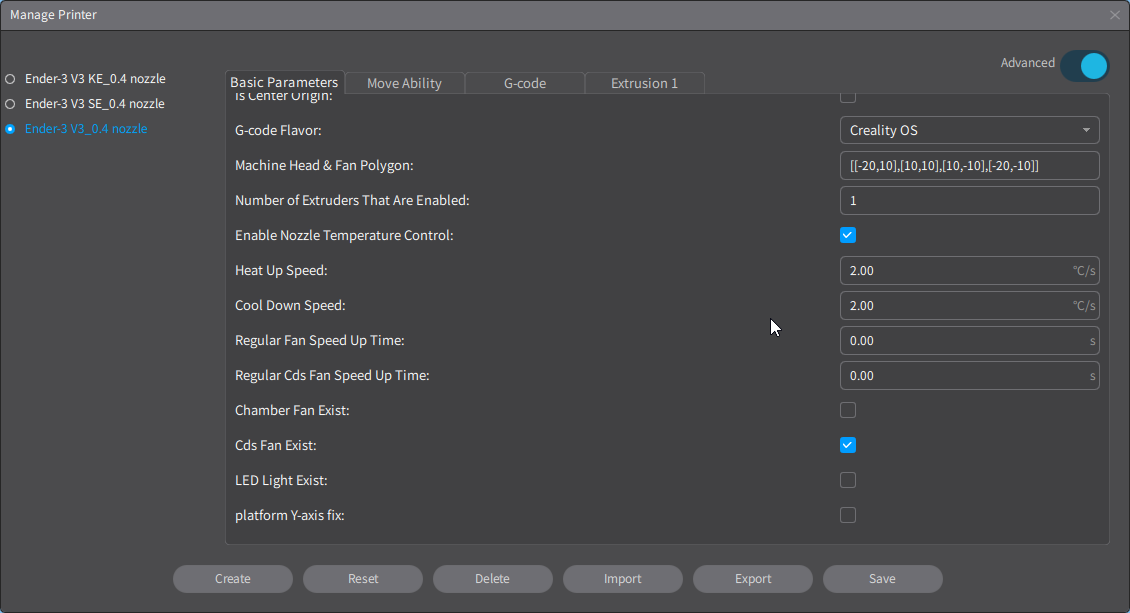
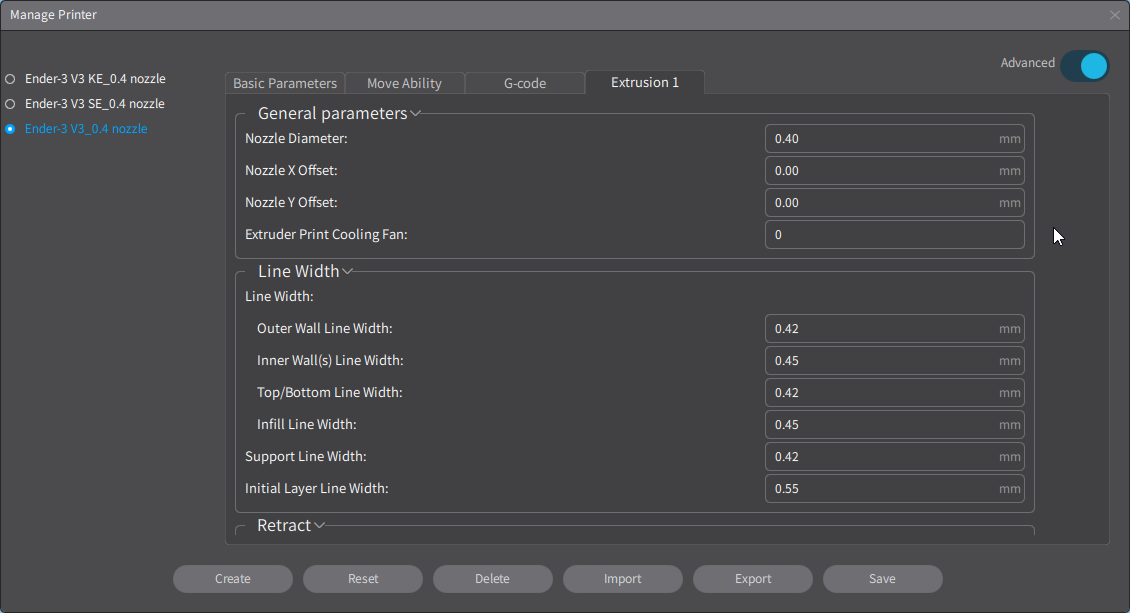
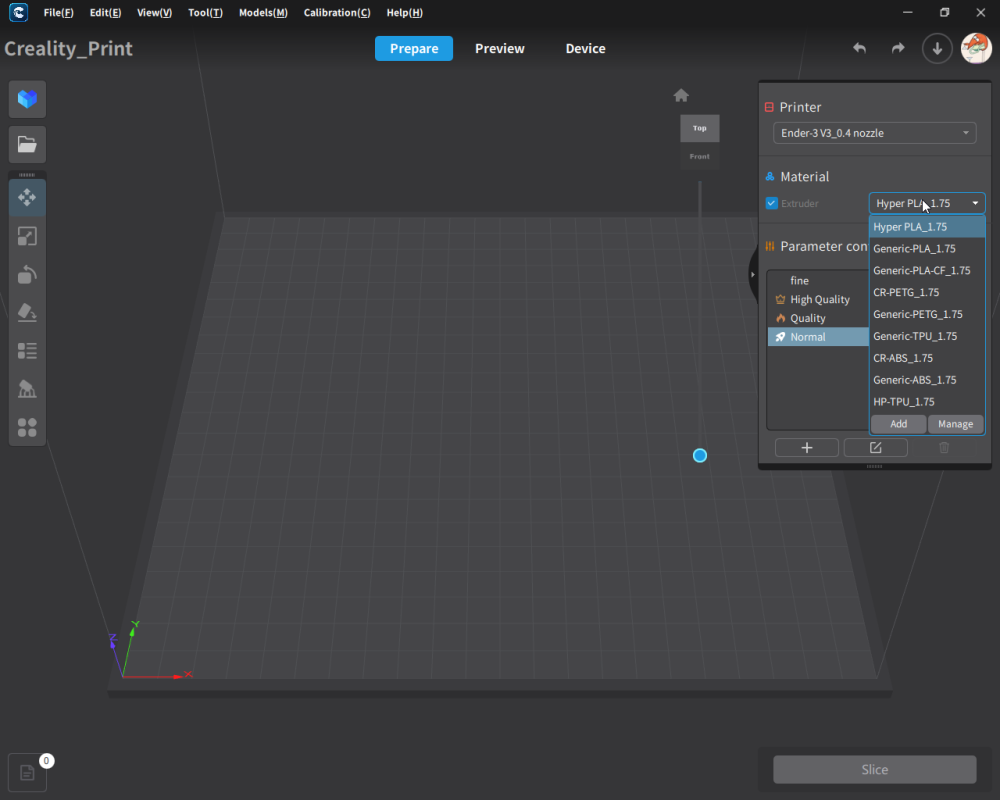
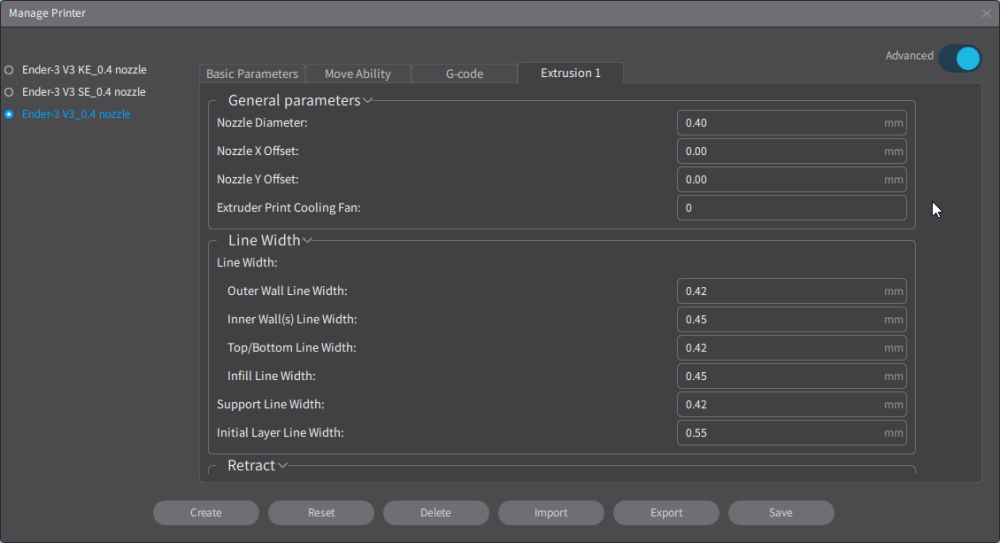
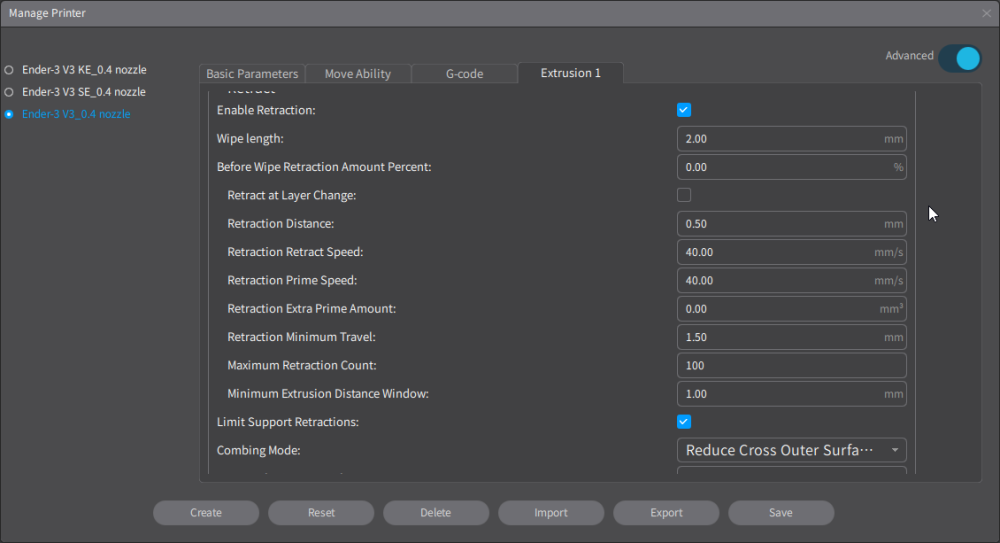
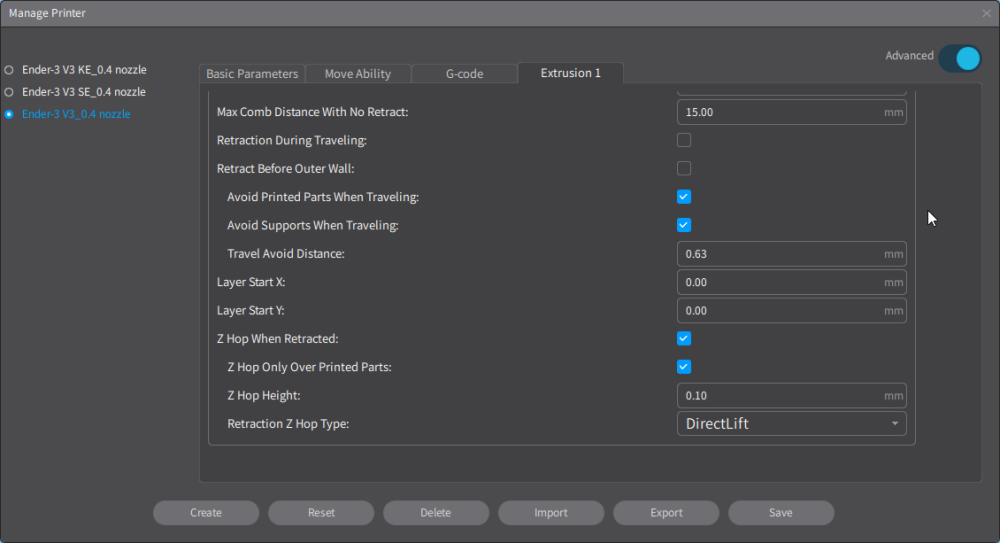
Trancheur Sur la clé USB fournie, dans l'archive "Ender-3 V3__supplementary files_EN_V1.1.rar" on trouve Creality_Print-v4.3.8.7021-win64-Release.exe (~168.4 MB, en date du 23 janv. 2024) Alors qu'a cette date (14/04/2024) on trouve en téléchargement https://www.creality.com/pages/download-ender-3-v3?spm=..page_1934481.products_display_1.1&spm_prev=..index.header_1.1 https://www.crealitycloud.com/software-firmware/software/creality-print https://www.crealitycloud.com/product/details/Ender-3-V3-65e8355efadf83b0c296ae74?activeName=software&childActiveName=1 Creality_Print-v4.3.8.6984-win64-Release.exe (en date du 18 déc. 2023) https://github.com/CrealityOfficial/CrealityPrint/releases Creality_Print-v4.3.9.7094-win64-Beta1.exe (en date du 26 déc. 2023) Creality_Print-v4.3.8.6986-win64-Release.exe (en date du 12 déc. 2023) Il semble donc préférable, pour l'instant, sauf à vouloir jouer au bêta-testeur, d'utiliser la version stable la plus récente, celle sur la clé USB fournie. CrealityPrint v4.3.8.7021 (Win) OrcaSlicer https://github.com/SoftFever/OrcaSlicer/releases Sur les pages du wiki de Creality, de la Ender-3 V3, on trouve un profil (Utilisable avec la v1.9.0. Mais ne semble pas utilisable avec la v2.0.0 ) pour OrcaSlicer. https://wiki.creality.com/en/ender-series/ender-3-v3/quick-start-guide/how-to-use-orca-slicer-with-ender-3-v3 somme de contrôle md5sum 5516718fe1eb1a3b0289da7998a9ac60 ender-3_v3.orca_printer ender-3_v3.orca_printer.zip( enlever l'extension ".zip", extension que j'ai ajouté pour permettre de l'ajouter en fichier joint sur le forum ... ) Avec Orca Slicer v2.0.0 cela ne semble pas fonctionner ... Avec Orca Slicer v1.9.0 cela semble fonctionner. Je retrouve alors une imprimantes "Ender-3 V3" avec des profiles de matériaux et de qualité d'impression. // Captures d'écran a faire. (Edit > ) Je ne l'ai pas encore testé Orca Slicer pour trancher des impressions pour la Ender-3 V3. J'ai fait rapidement quelques essais voir "Autres impressions - (Acte II) - PLA - OrcaSlicer - Changement de filament". Il y a des petites choses (non critique) a éventuellement modifier sur ce profil de la Ender-3 V3 pour OrcaSlicer que l'on trouve sur le wiki de Creality. ( < Fin Edit )



 1 point
1 point -
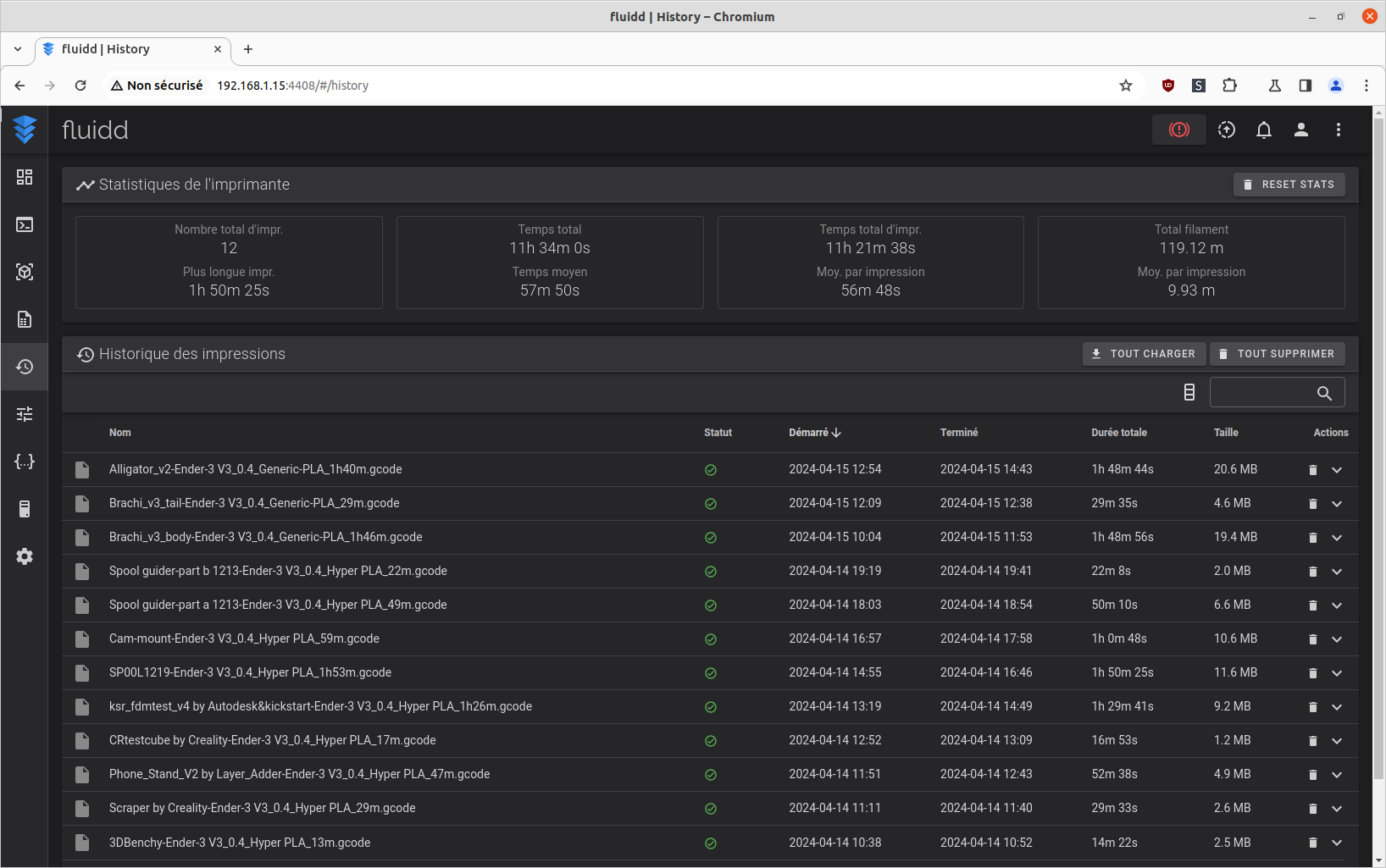
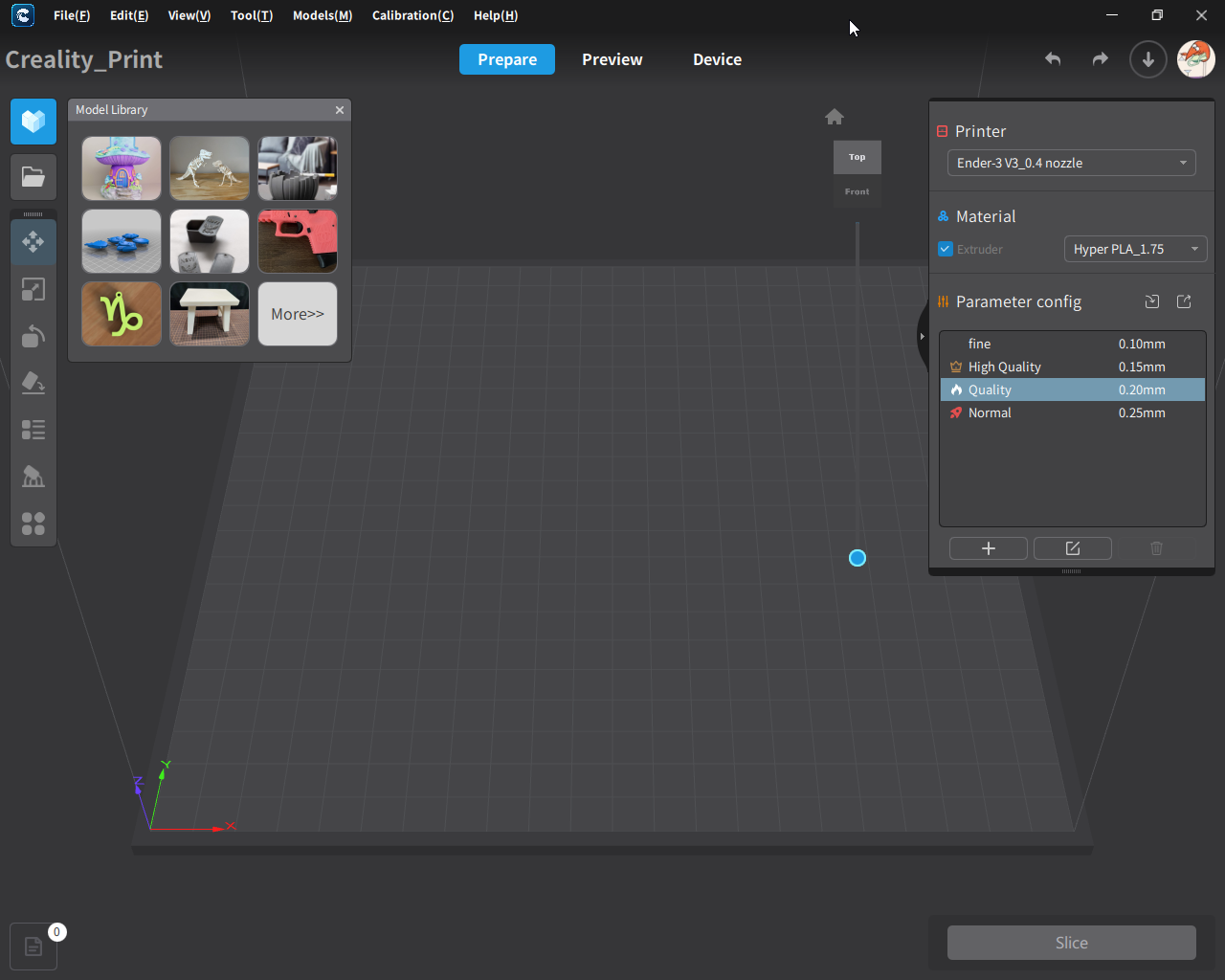
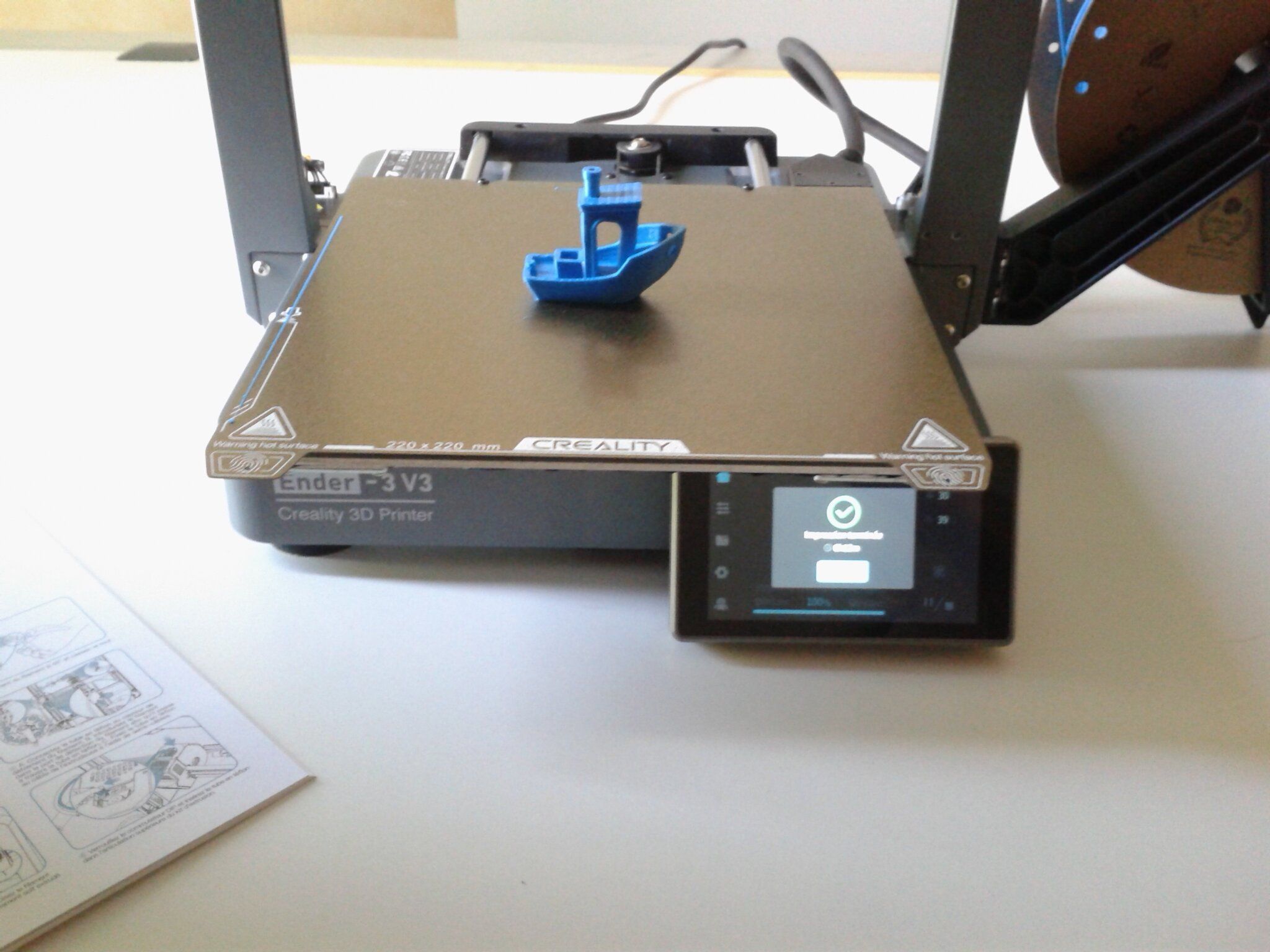
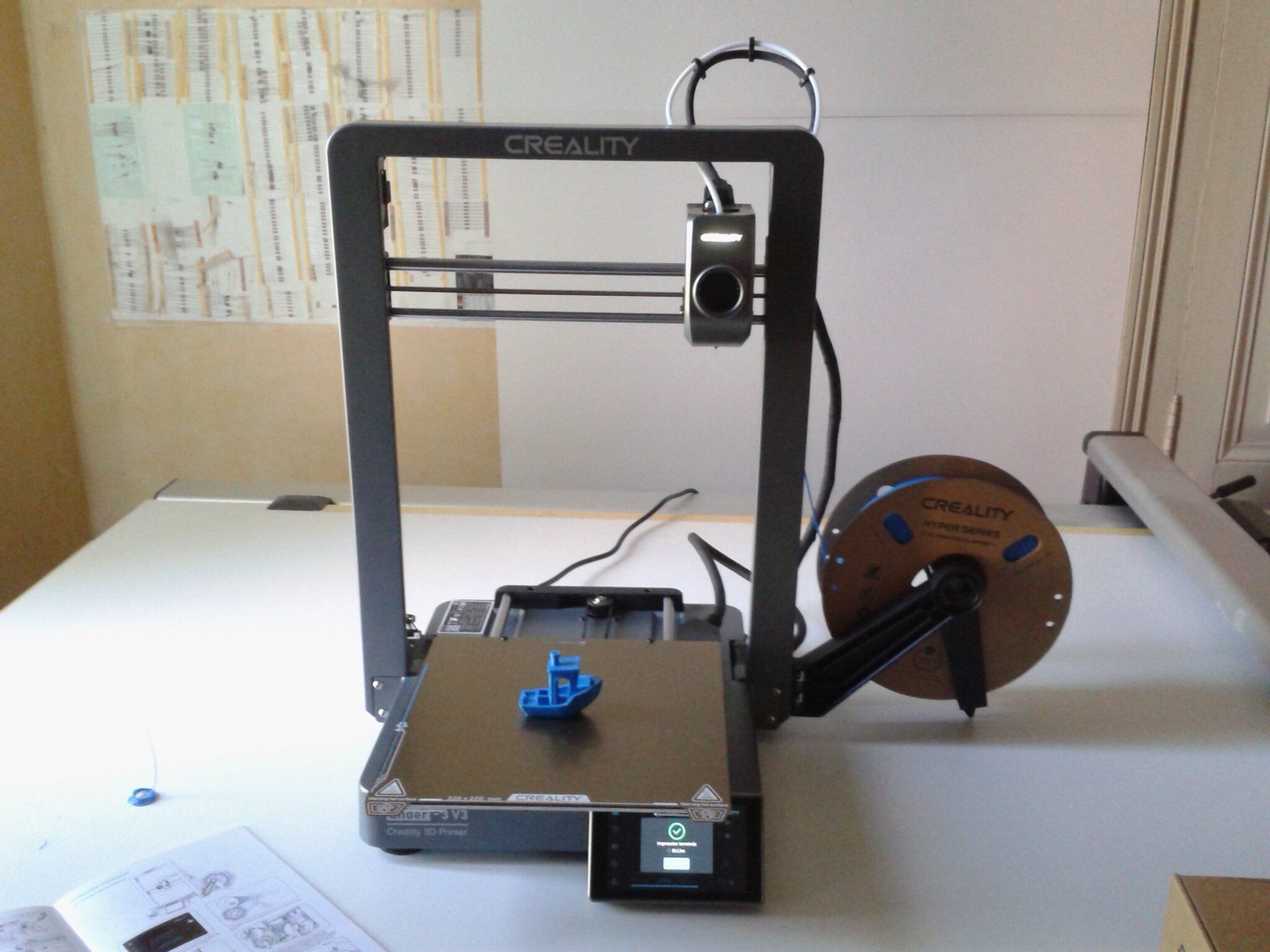
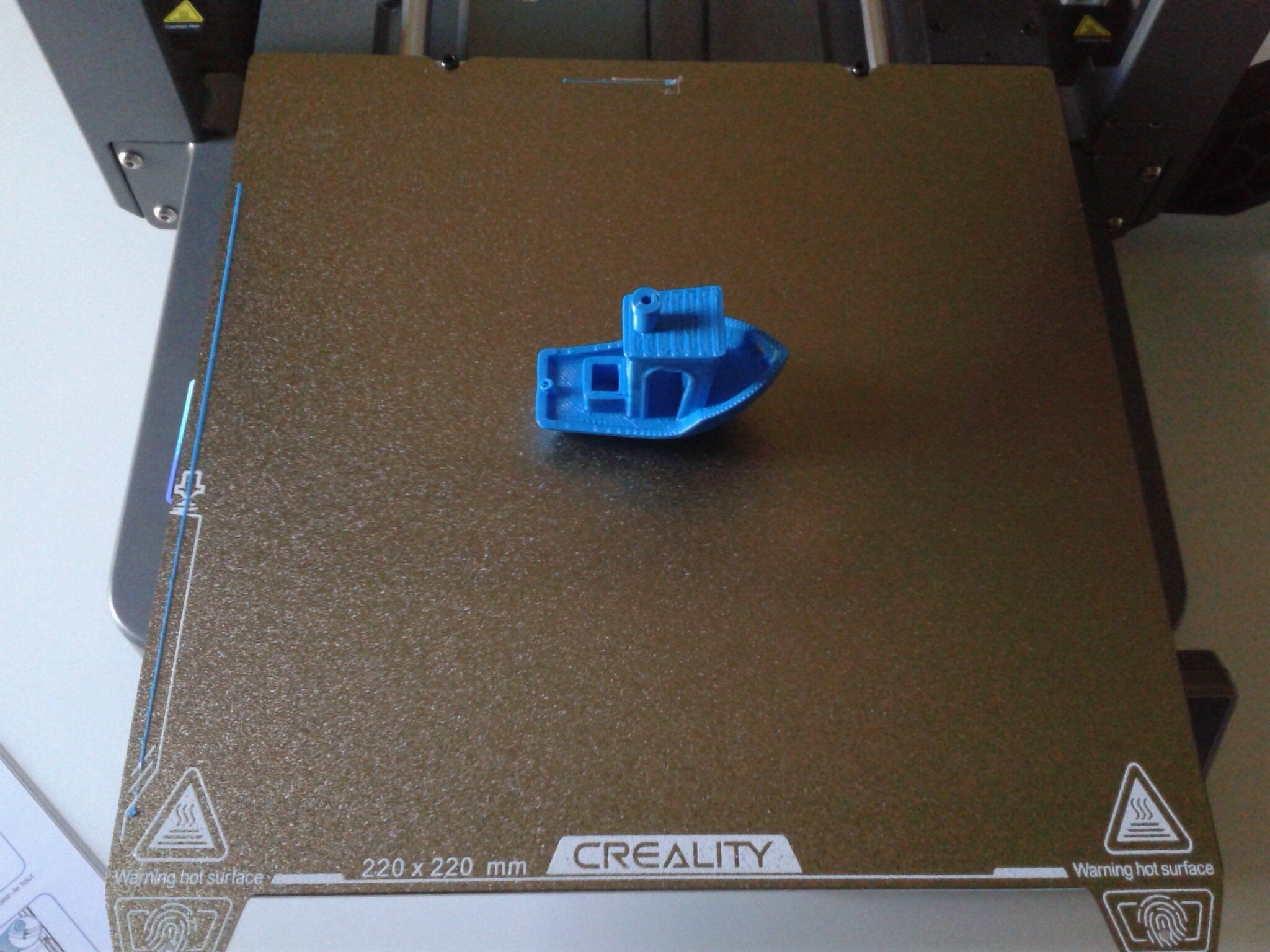
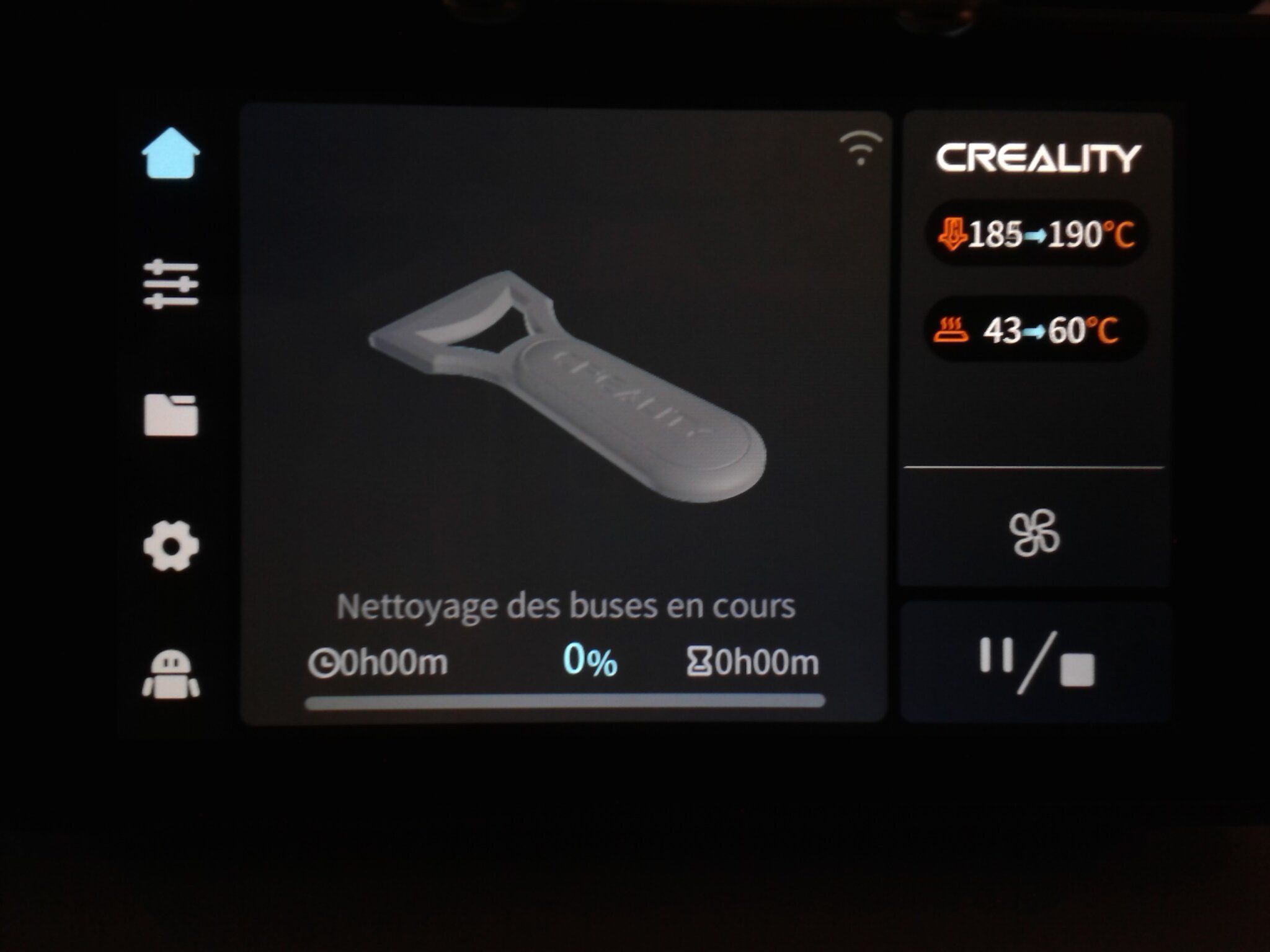
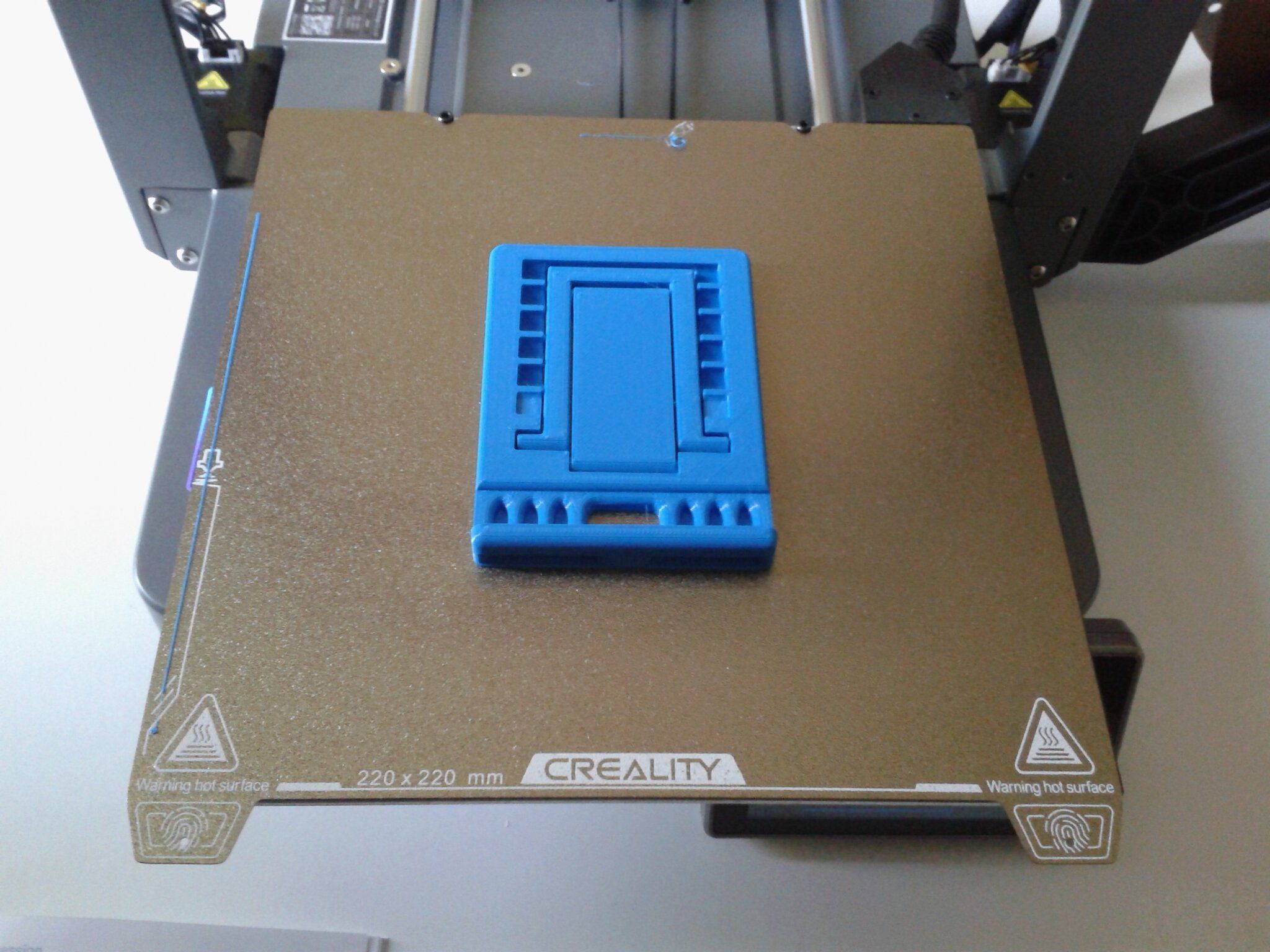
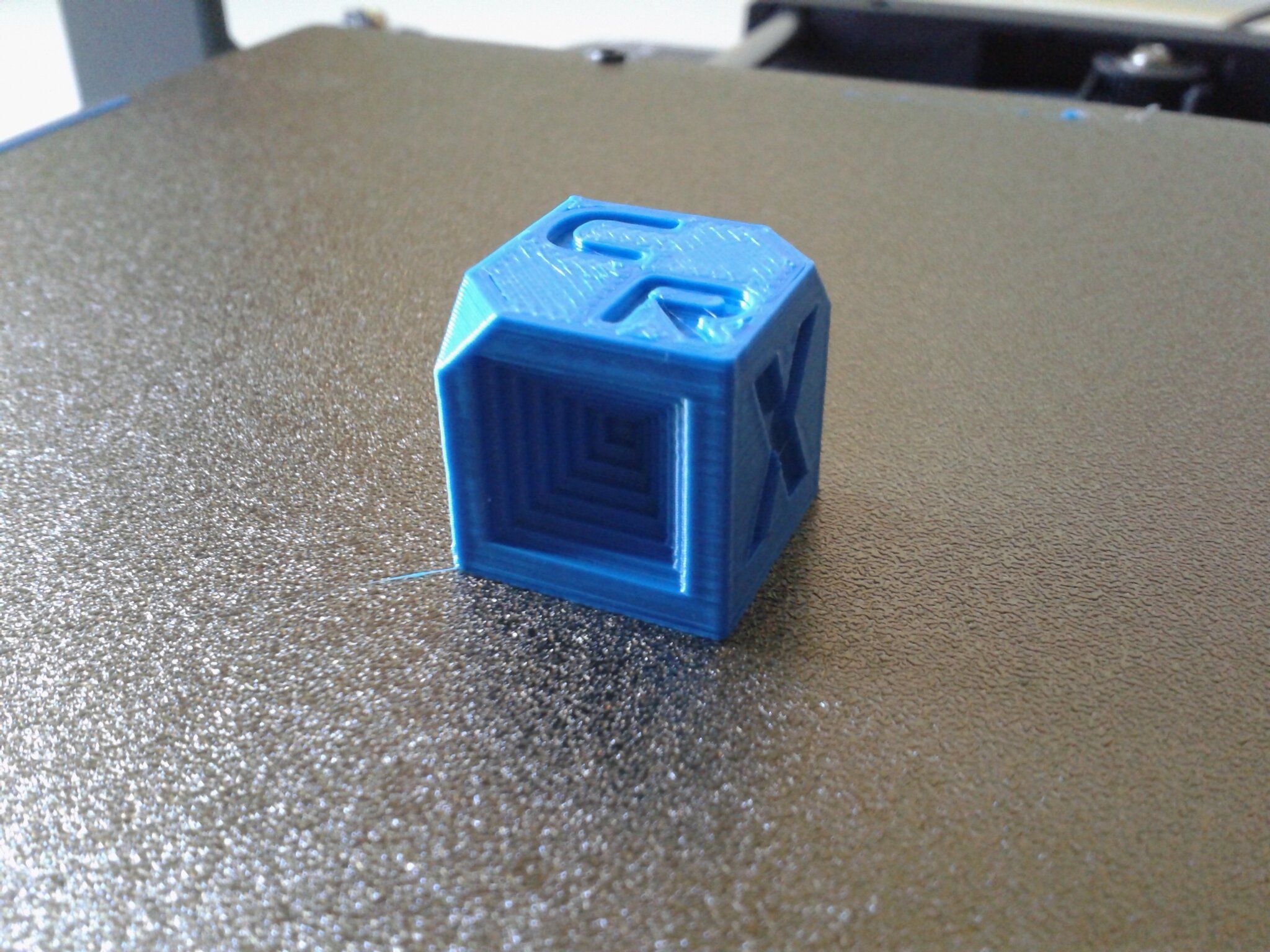
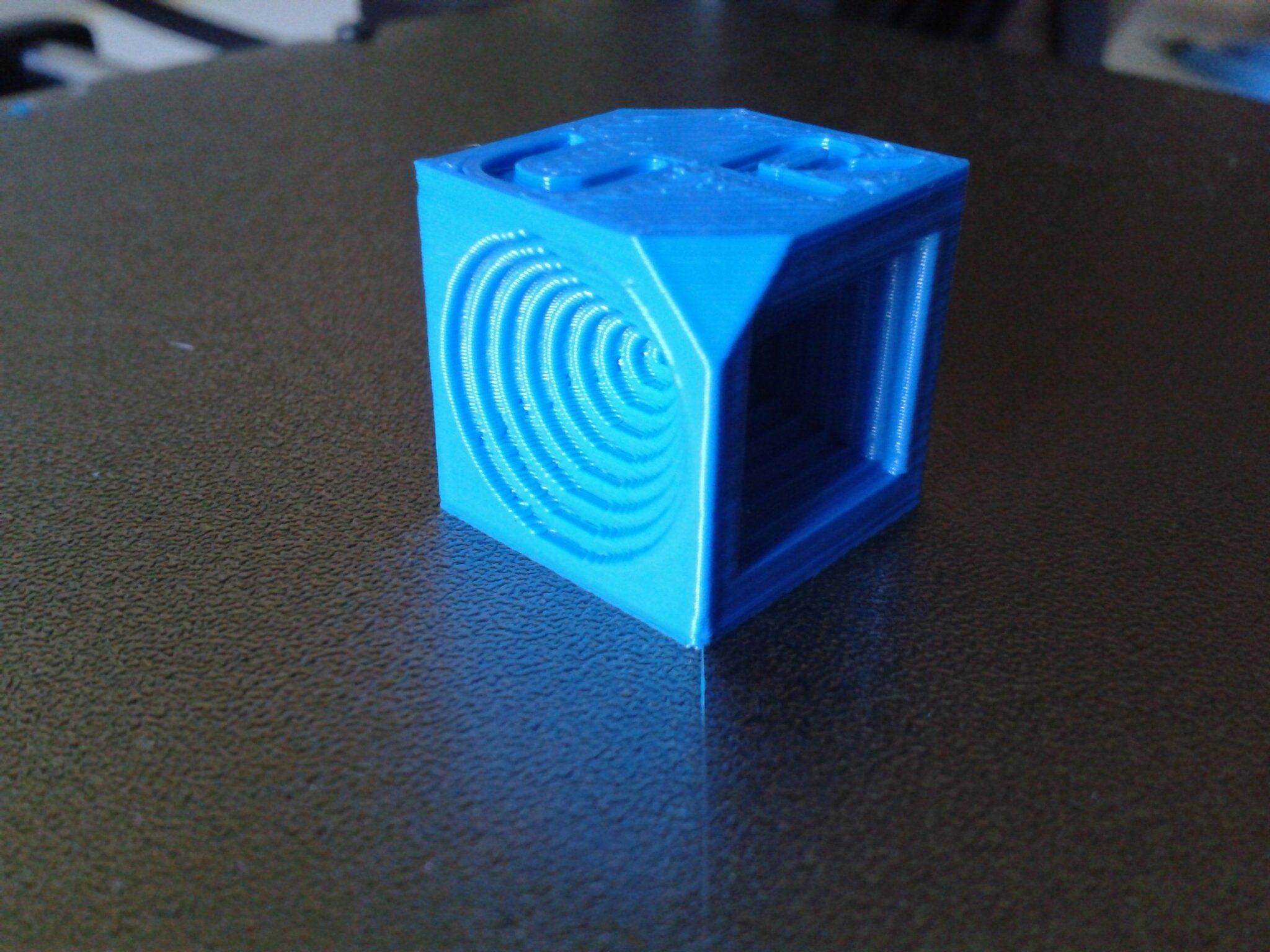
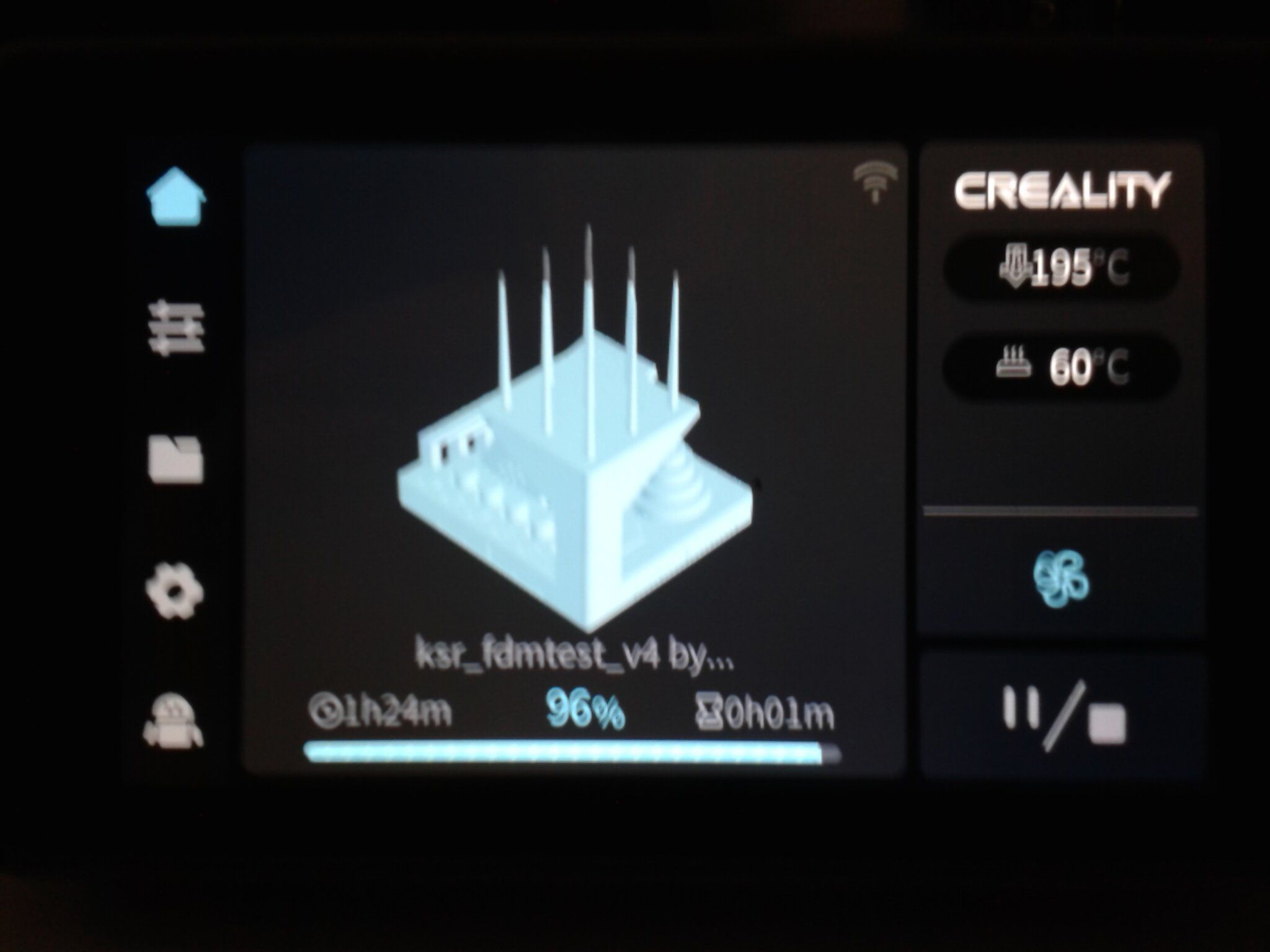
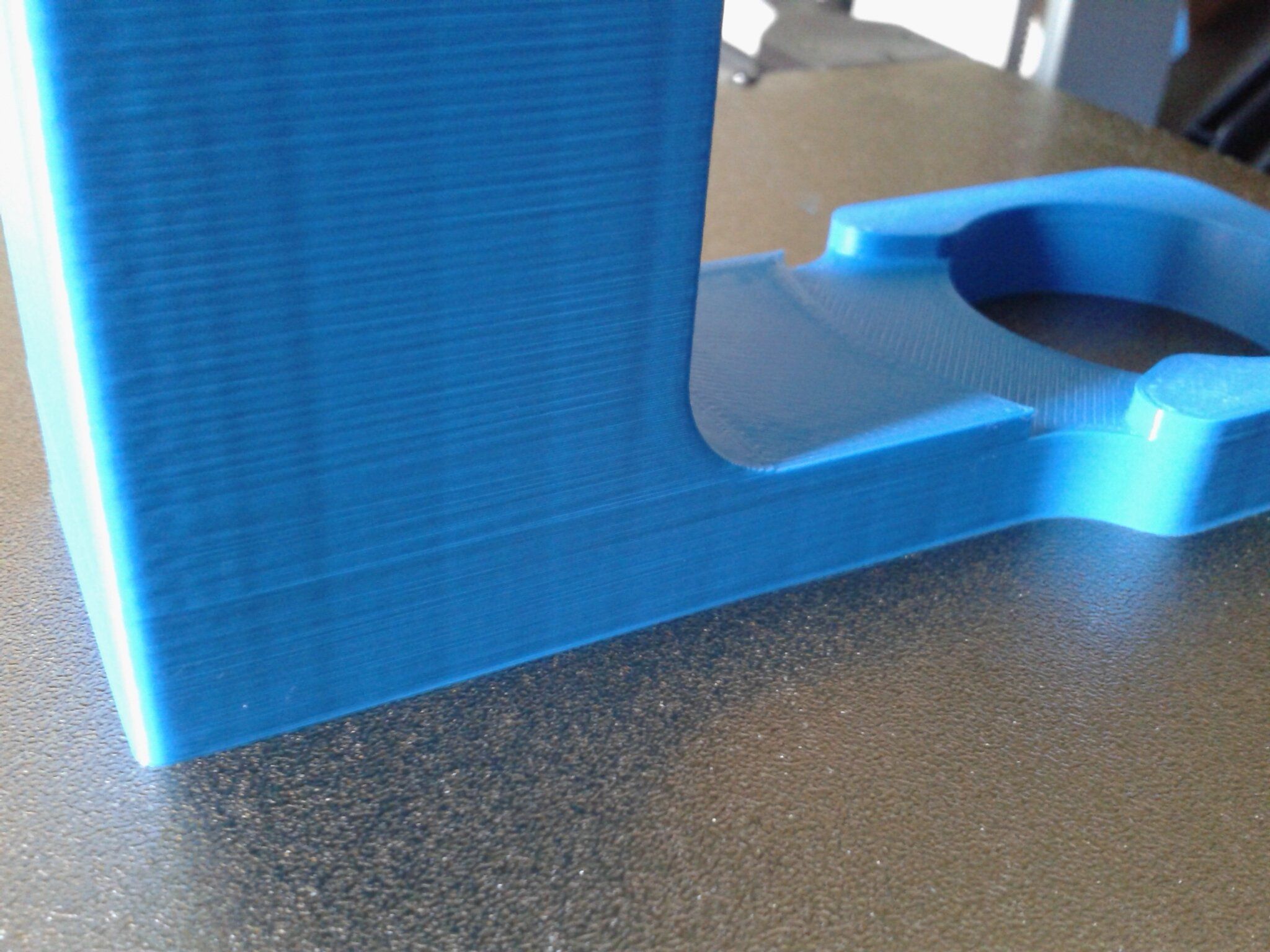
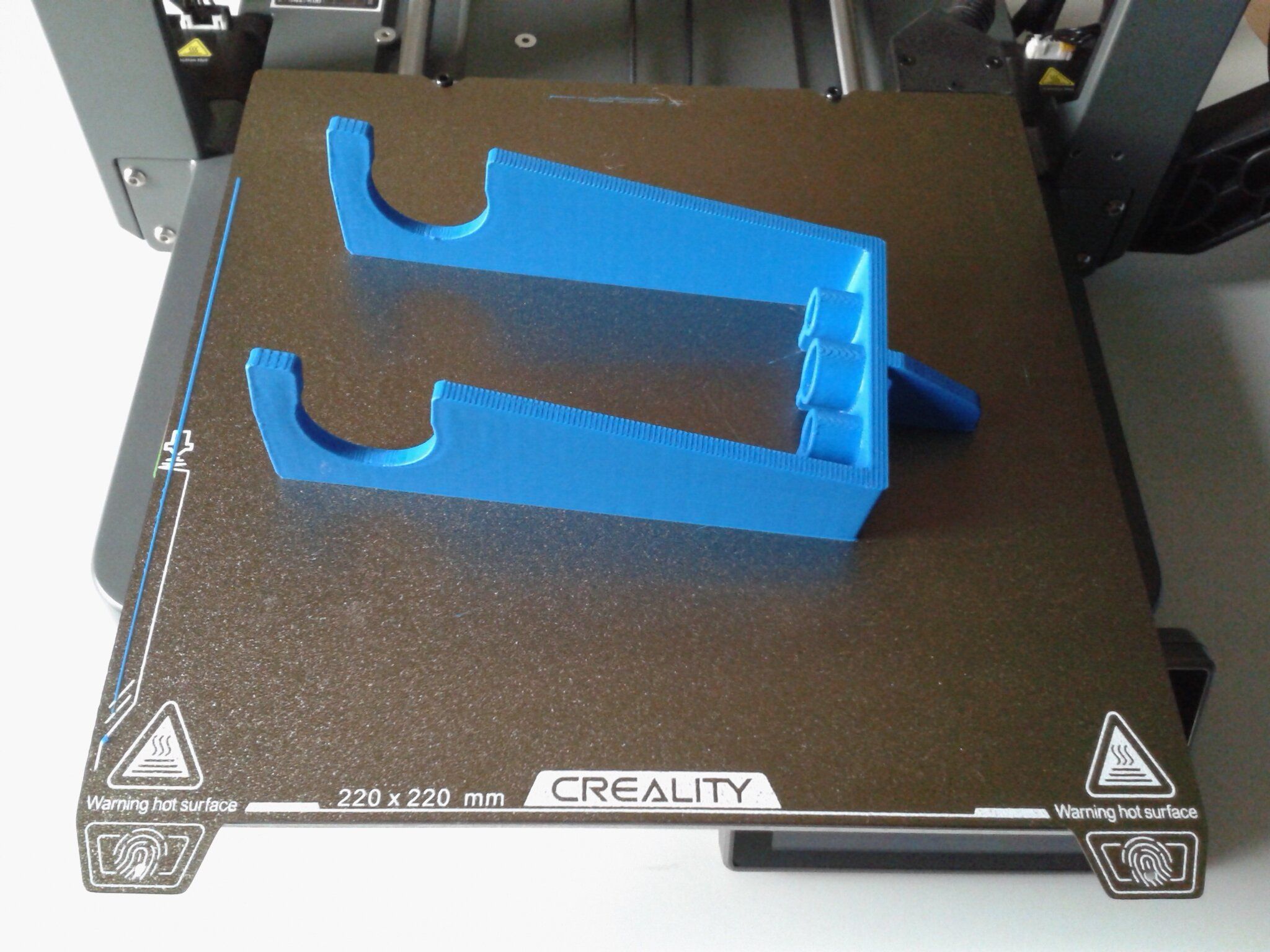
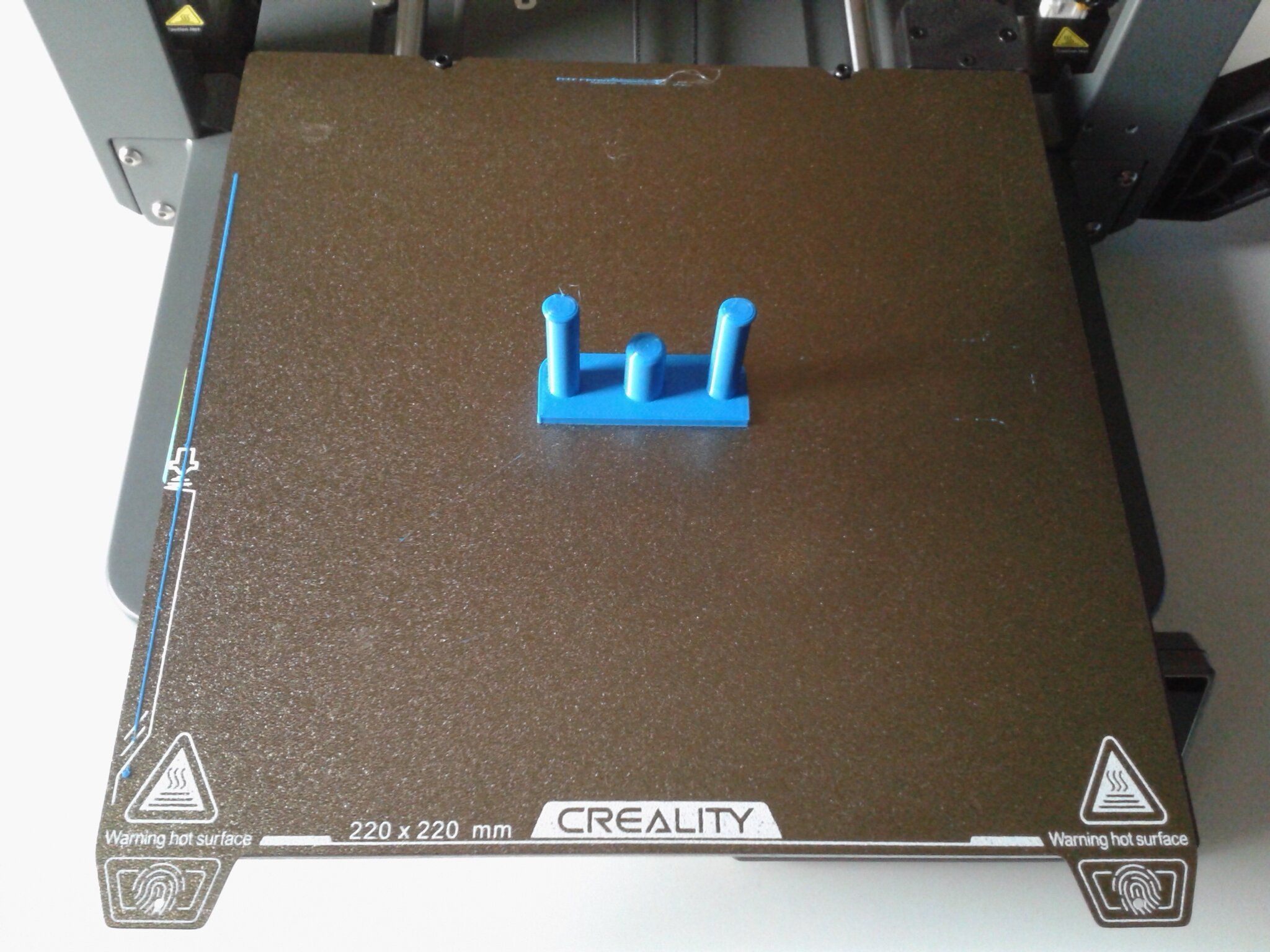
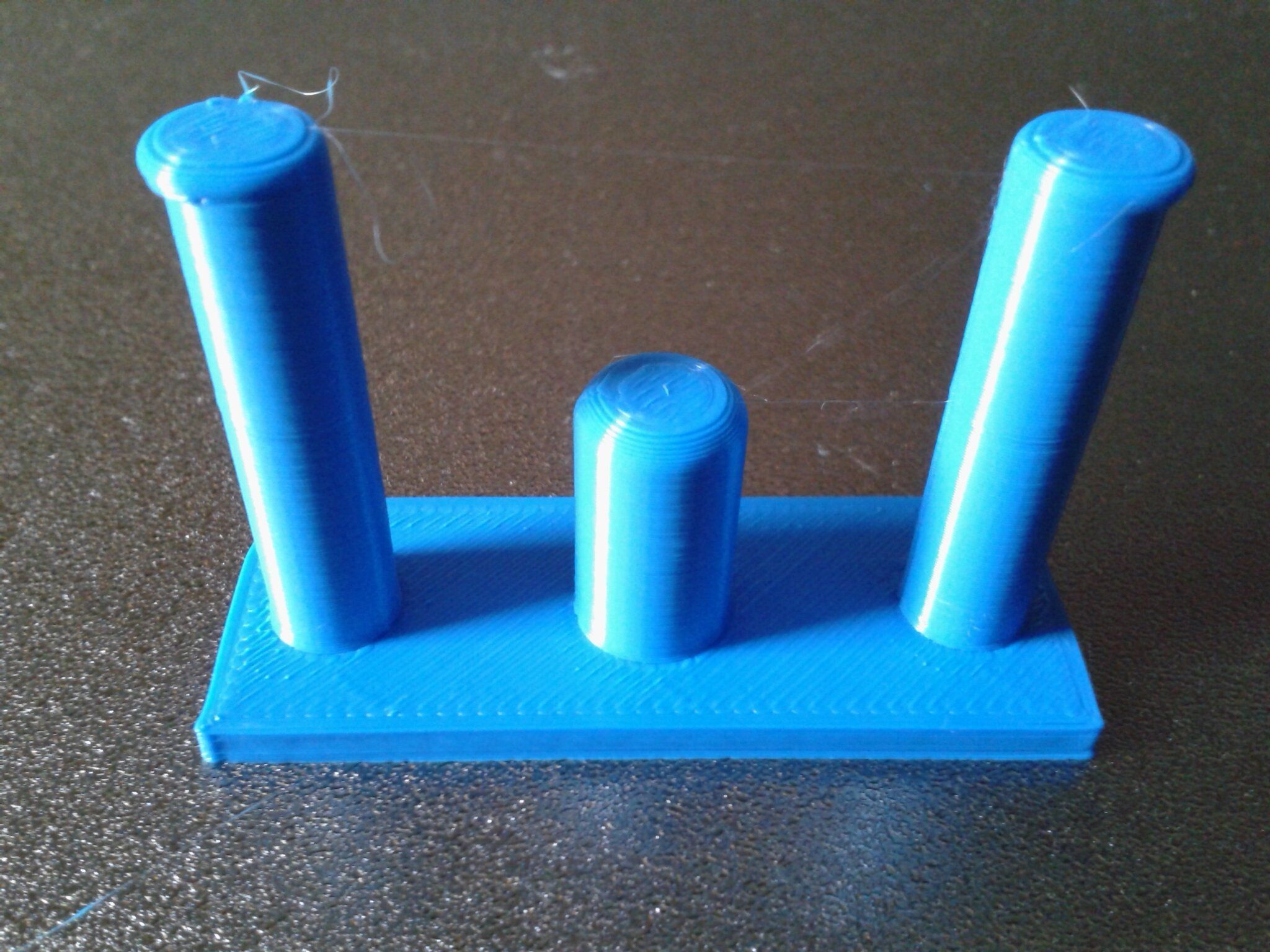
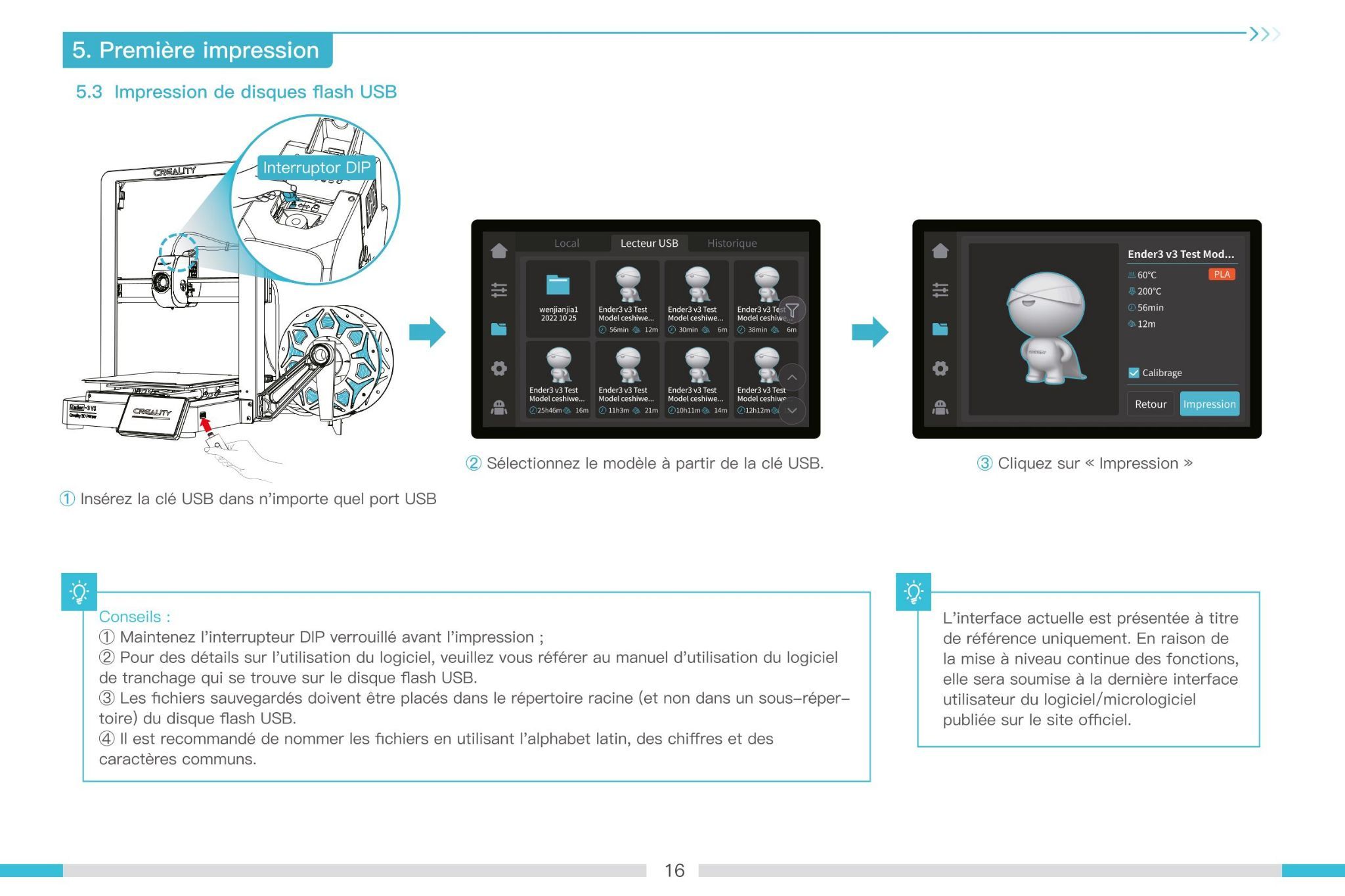
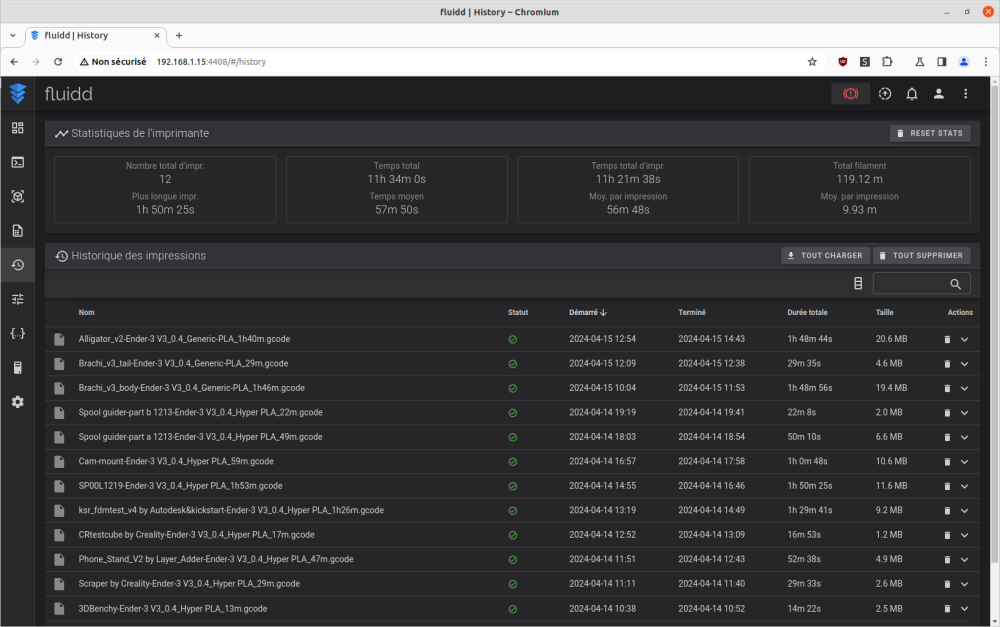
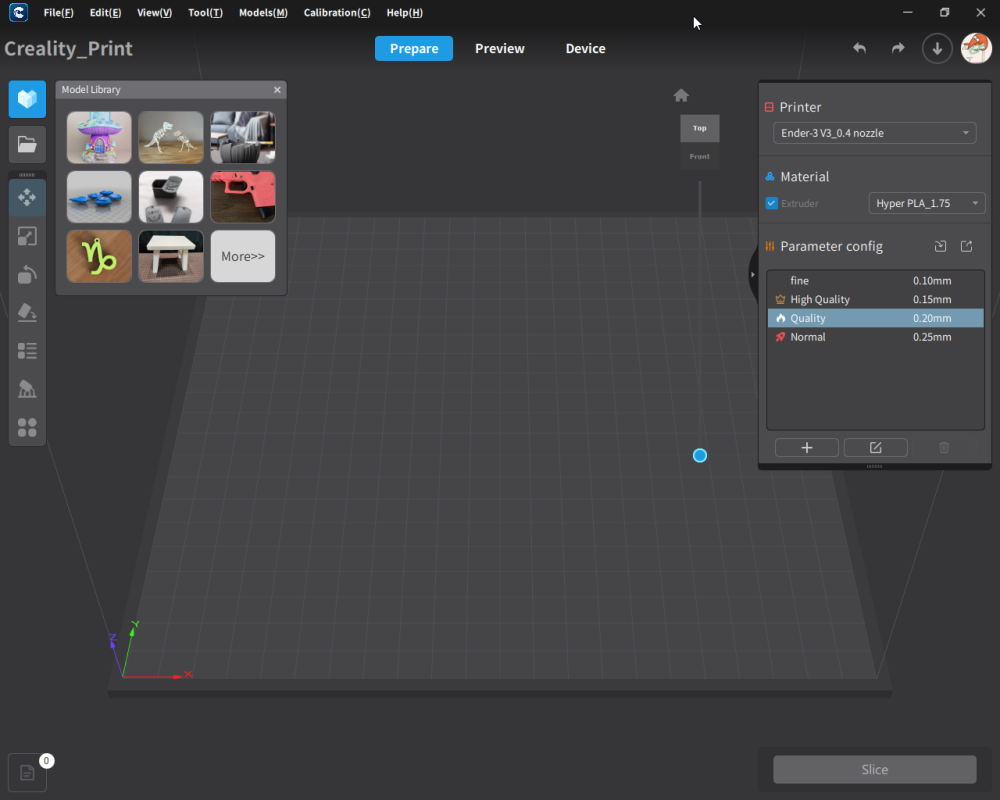
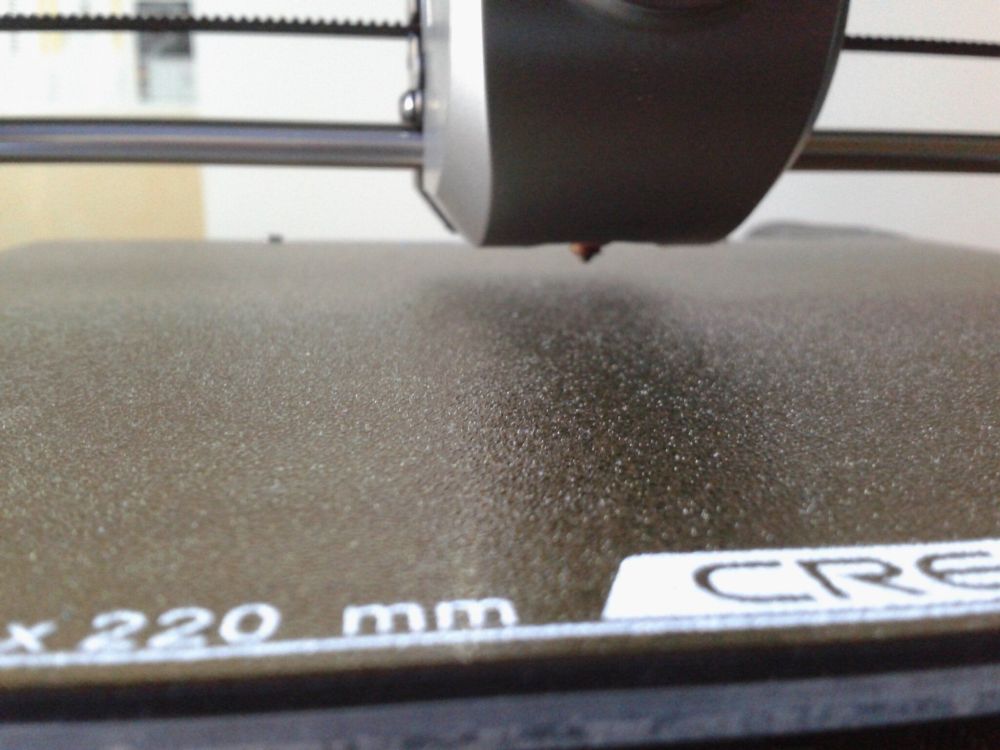
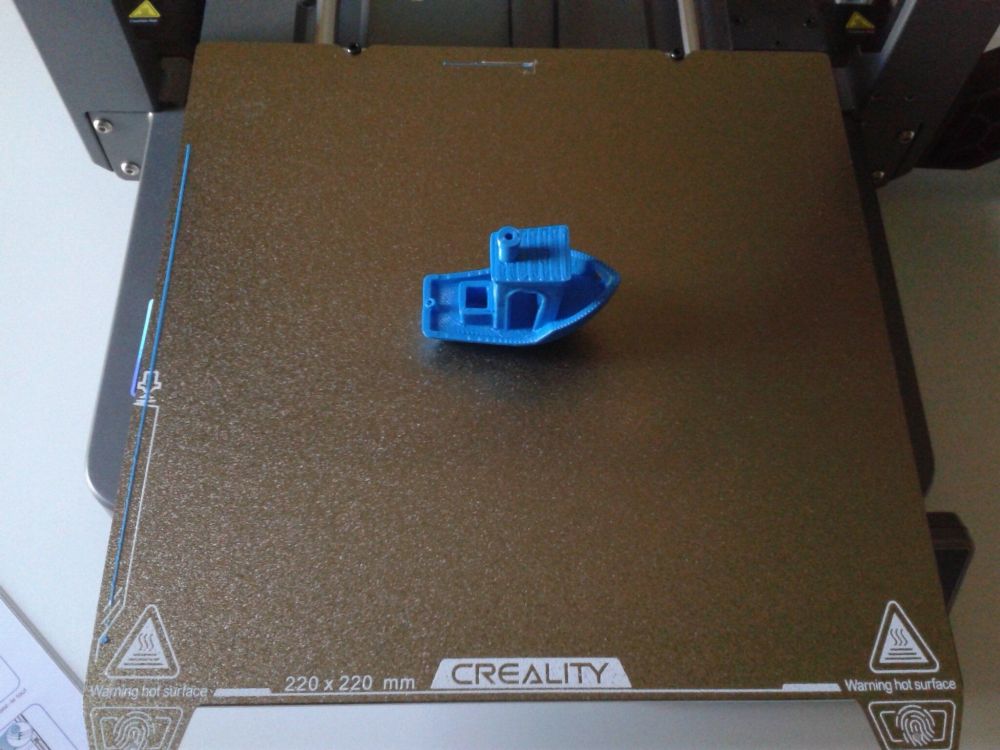
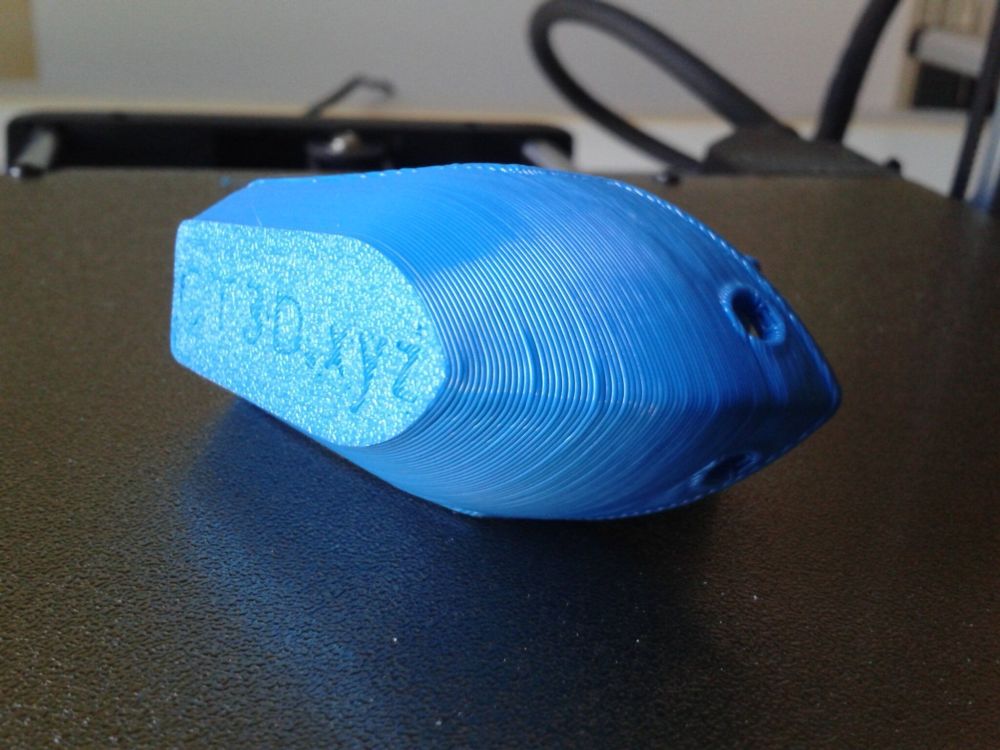
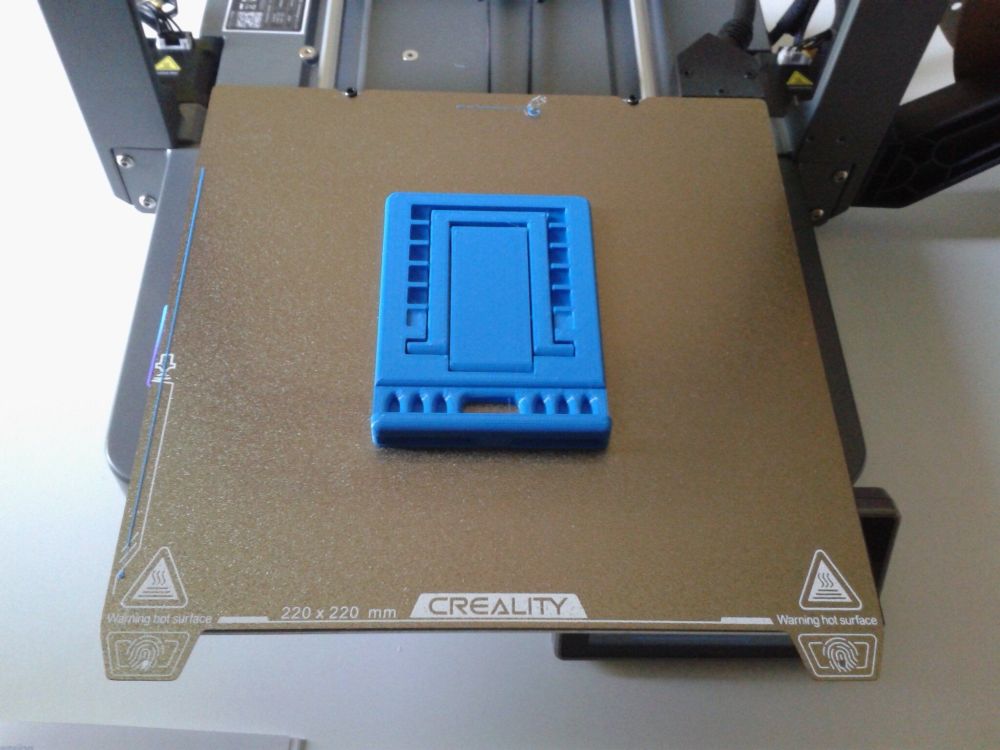
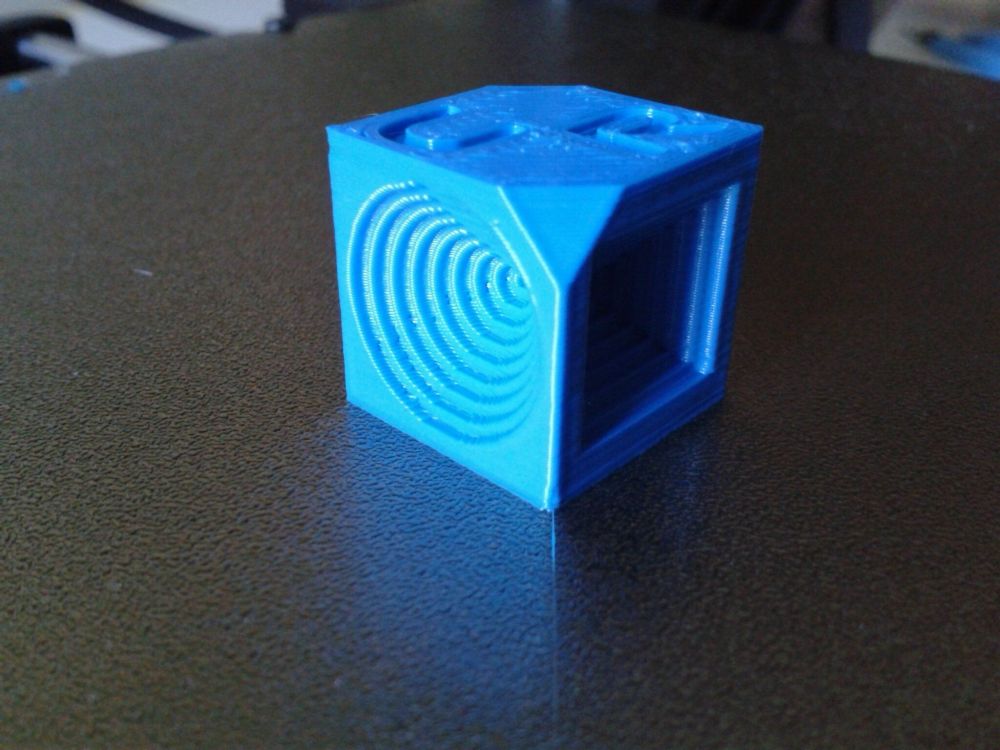
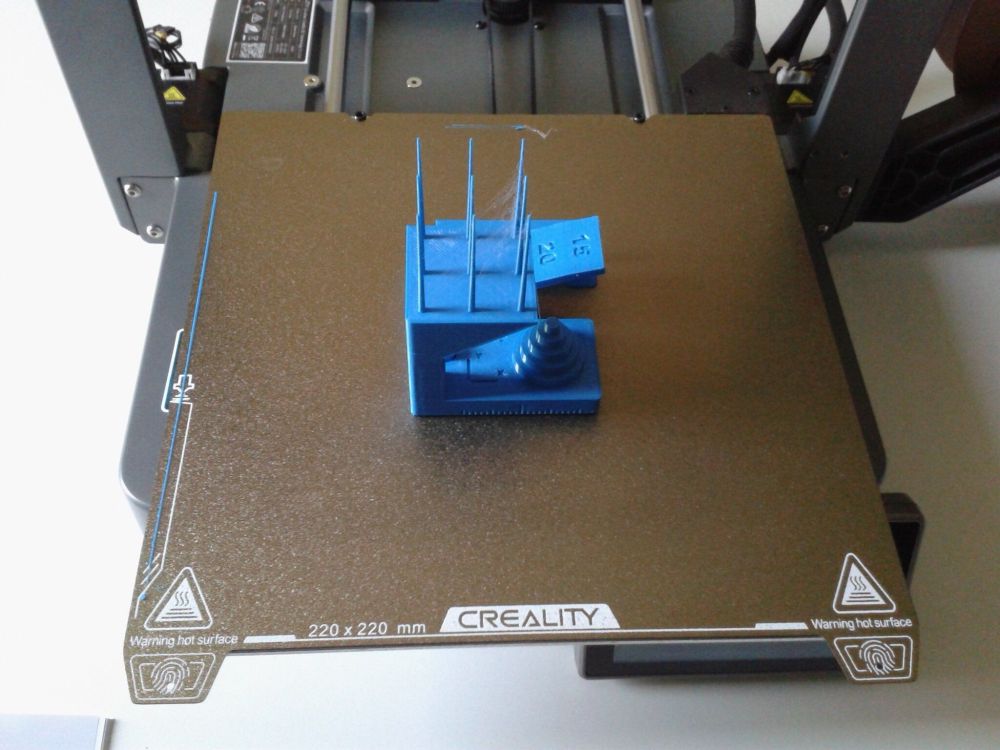
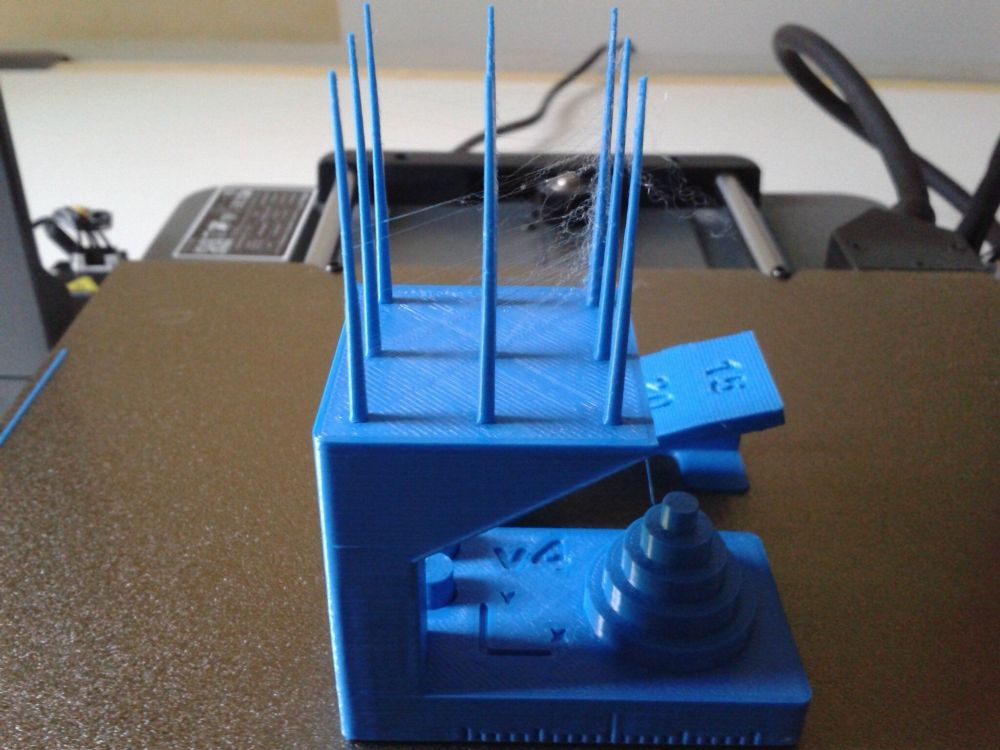
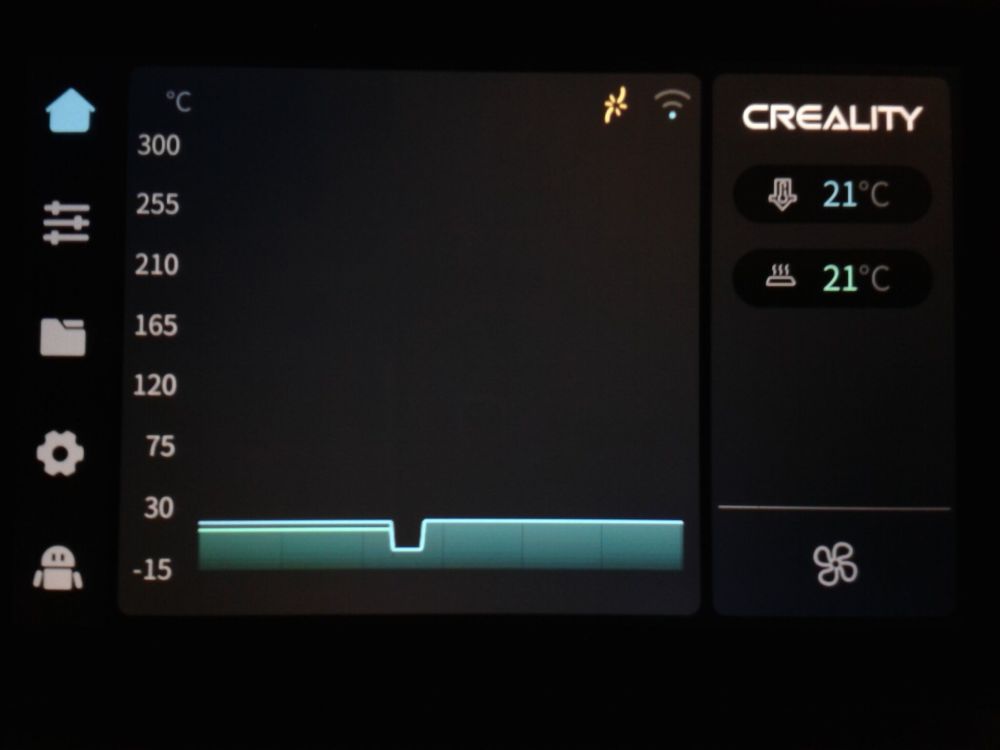
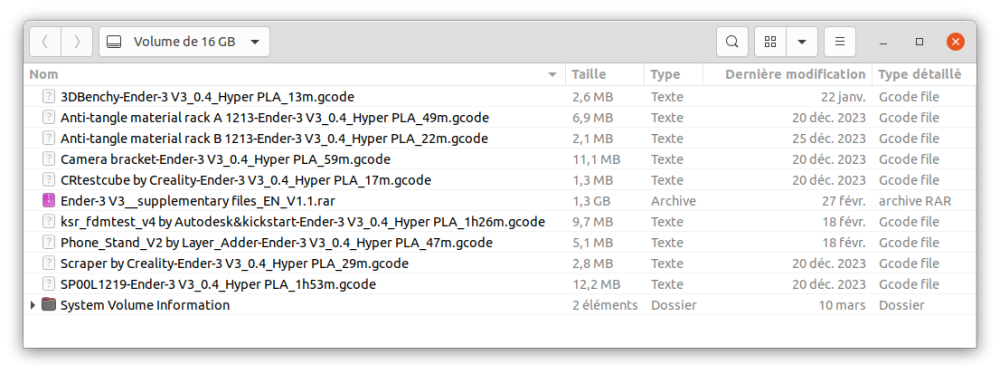
Impressions de tests, pré-tranchées fournies. J'imprime ici les fichiers ".gcode" embarqués par le firmware v1.2.1.3, (car le 3DBenchy y a était "optimisé",) en mémoire interne de la machine. 3DBenchy-Ender-3 V3_0.4_Hyper PLA_13m.gcode taille 2574965 (2 MB) md5sum e7981f6f1accfa16048da578d1e8bee0 Filament utilisé "Hyper PLA Blue Creality" (~ 3,750m) ~ 00 h 13 m 47 s Home Z Max, X Min, ( Donc tout en haut du portique) puis Y Max, ... , tapotages centre gauche (x2) puis centre droit (x5) à l'arrière du plateau avec le nez de la buse, essuyage du nez de la buse, ..., baisse température de la buse a 150°C, centrage, tapotage (x3) plateau avec le nez de la buse, fin de chauffe, ligne de purge et début d'impression de l'objet En fin d'impression présentation du plateau ( Y Max) et tête placé en X max, Z max. Pour une première impression, sans aucun ajustement, c'est un résultat de bonne qualité avec une couche initiale parfaitement écrasée sur le plateau. Scraper by Creality-Ender-3 V3_0.4_Hyper PLA_29m.gcode taille 2770133 (2 MB) md5sum d088cf045eb1dd096162f17e94969772 Filament utilisé "Hyper PLA Blue Creality" (~ 6,124m) ~ 00 h 28 m 59 s Phone_Stand_V2 by Layer_Adder-Ender-3 V3_0.4_Hyper PLA_47m.gcode taille 5130912 (4 MB) md5sum bfedb22f319a64b4ccc6376b465587e2 Filament utilisé "Hyper PLA Blue Creality" (~ 10,997m) ~ 00 h 52 m 03 s CRtestcube by Creality-Ender-3 V3_0.4_Hyper PLA_17m.gcode taille 1260462 (1 MB) md5sum 0191a9c97131857f9831dd5dc365e6ee Filament utilisé "Hyper PLA Blue Creality" (~ 1,347m) ~ 00 h 16 m 18 s ksr_fdmtest_v4 by Autodesk&kickstart-Ender-3 V3_0.4_Hyper PLA_1h26m.gcode taille 9681607 (9 MB) md5sum 8a3cdacf8901bcc59e354bfb817cf875 Filament utilisé "Hyper PLA Blue Creality" (~ 10,888m) ~ 01 h 29 m 06 s SP00L1219-Ender-3 V3_0.4_Hyper PLA_1h53m.gcode taille 12213291 (11 MB) md5sum 6601672ad5b2e0c447562438a0f4f1db Filament utilisé "Hyper PLA Blue Creality" (~ 25,398m) ~ 01 h 49 m 51 s Pour mettre en place ce support de bobine de filament ( Mais cela implique de ne plus utiliser de capteur de fin de filament ) voir https://wiki.creality.com/en/ender-series/ender-3-v3/quick-start-guide/ender-3-v3-top-quick-release-filament-rack-installation-guide Cam-mount-Ender-3 V3_0.4_Hyper PLA_59m.gcode taille 11080580 (10 MB) md5sum 2e194000c6609903dd7acb9c331a1290 Filament utilisé "Hyper PLA Blue Creality" (~ 16,380m) ~ 01 h 00 m 14 s Pour utiliser ce support de Caméra Nebula, voir https://wiki.creality.com/en/ender-series/ender-3-v3/quick-start-guide/nebula-camera-installation-user-guide Spool guider-part a 1213-Ender-3 V3_0.4_Hyper PLA_49m.gcode taille 6876266 (6 MB) md5sum 4d22263a92c895104b98d91489cccc56 Filament utilisé "Hyper PLA Blue Creality" (~ 12,436m) ~ 00 h 49 m 36 s Spool guider-part b 1213-Ender-3 V3_0.4_Hyper PLA_22m.gcode taille 2127447 (2 MB) md5sum d94b63d5606b9333fe5a2322ee1611e5 Filament utilisé "Hyper PLA Blue Creality" (~ 1,845m) ~ 00 h 21 m 33 s Pour assembler et mettre en place ce système, anti-enchevêtrement du filament sur la bobine, avec le support de bobine d'origine regarder https://wiki.creality.com/en/ender-series/ender-3-v3/quick-start-guide/anti-warping-filament-holder-print-installation-guide



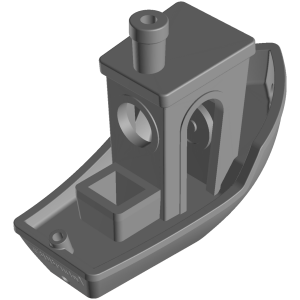







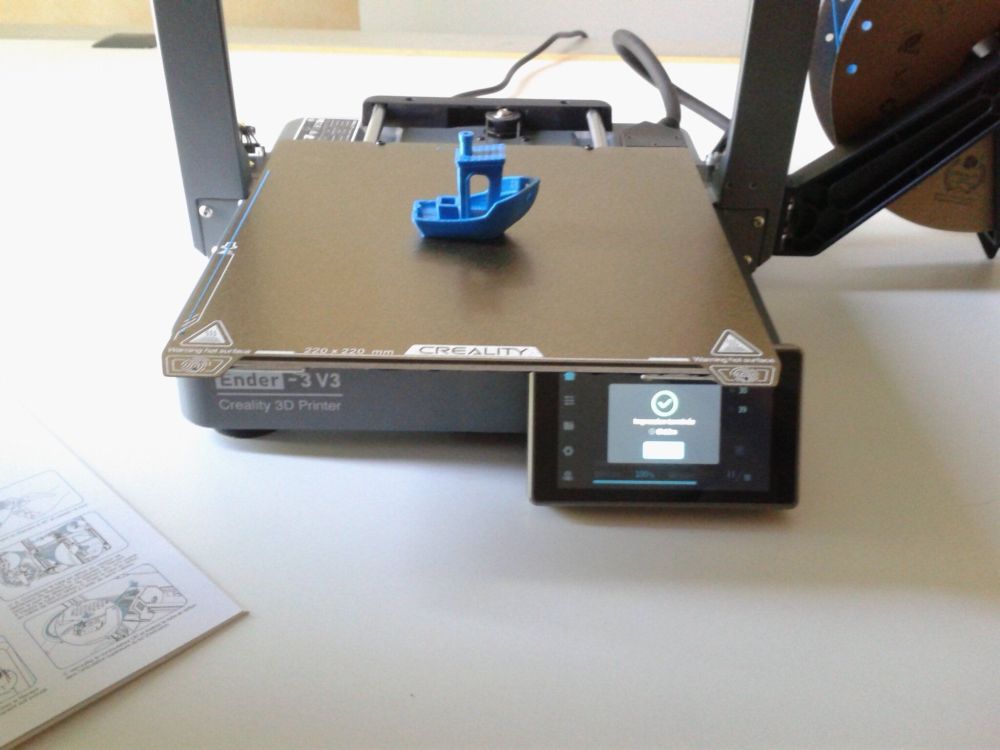
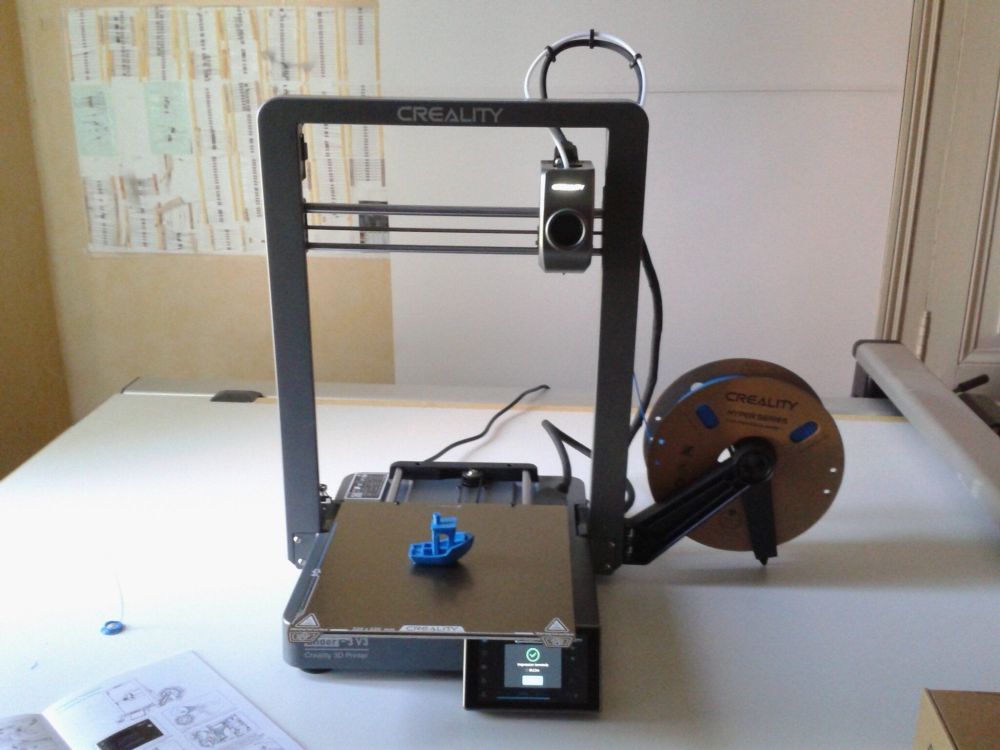

















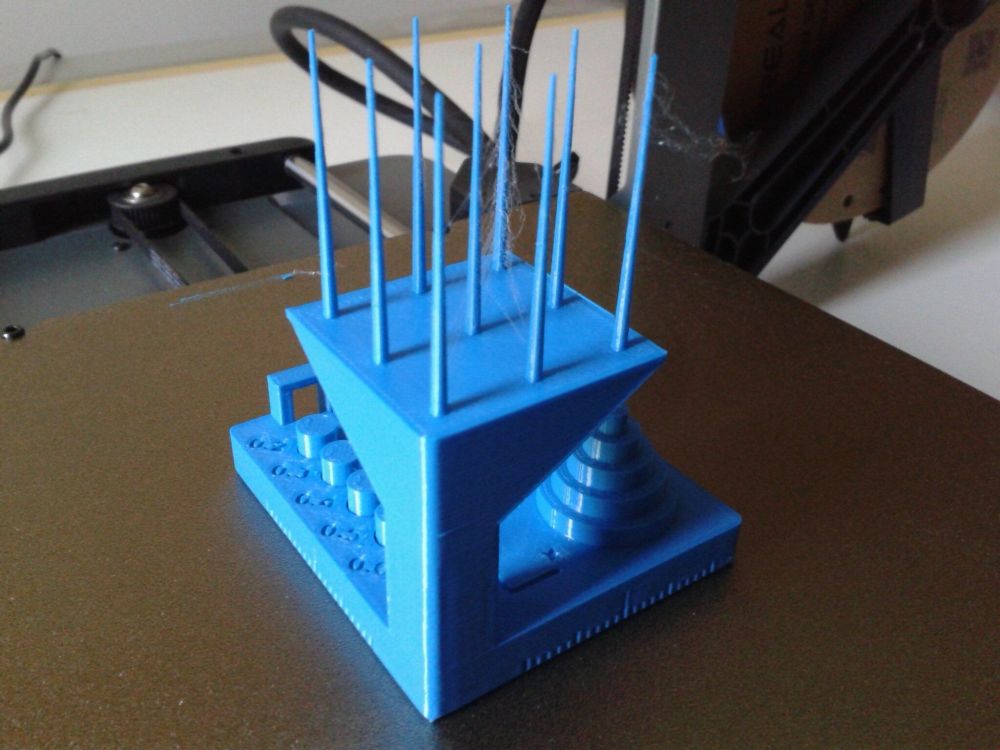
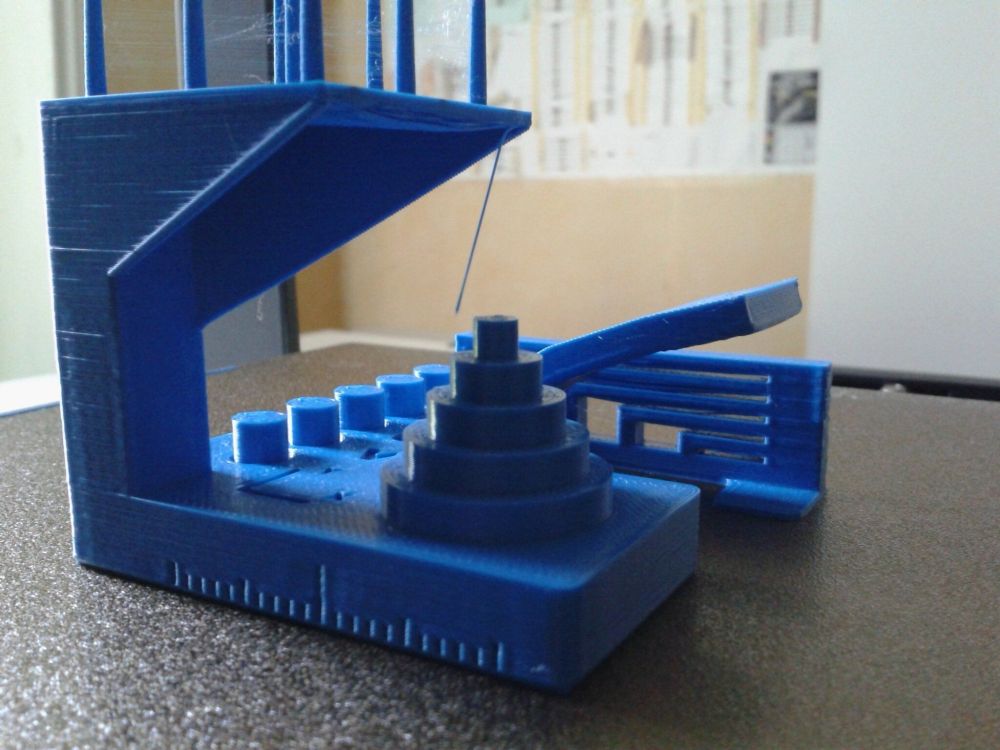
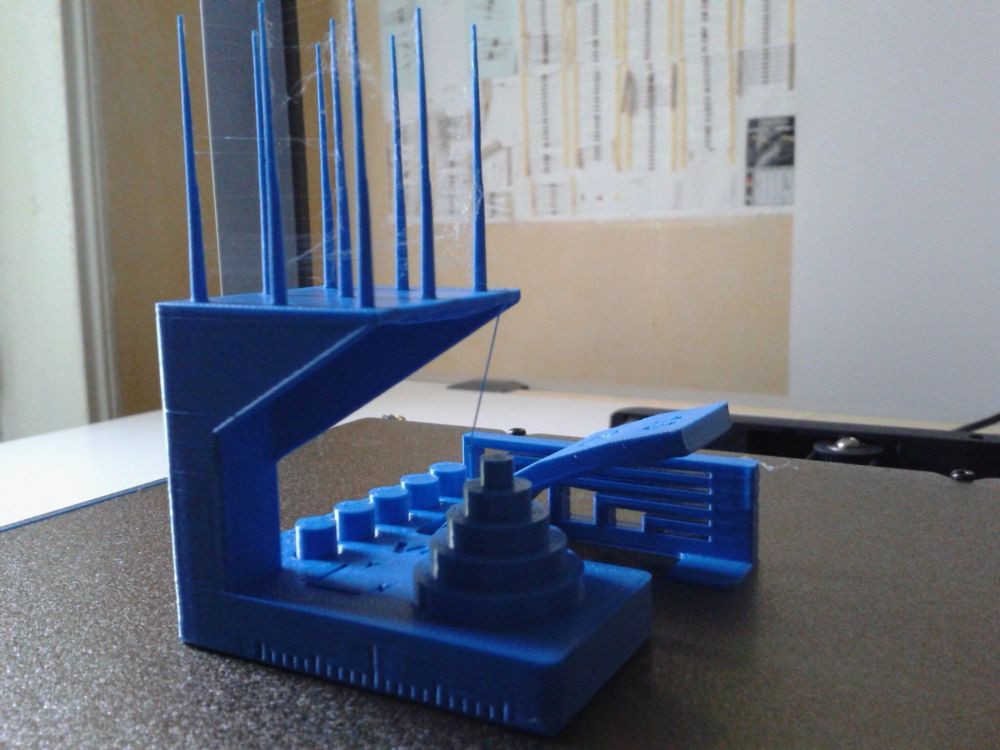



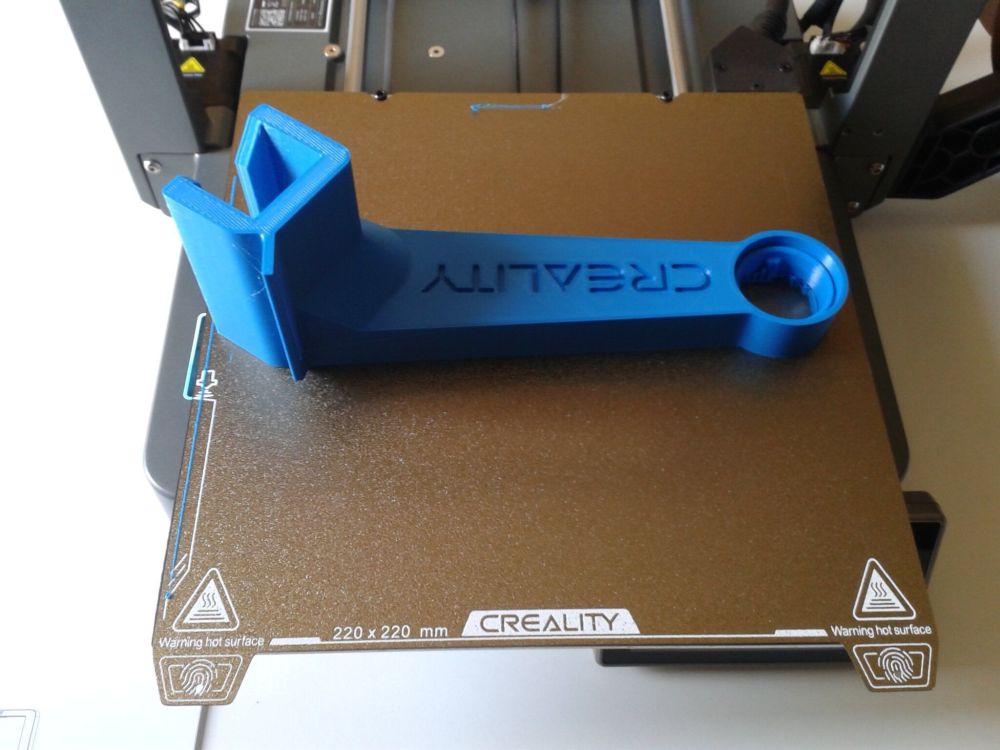





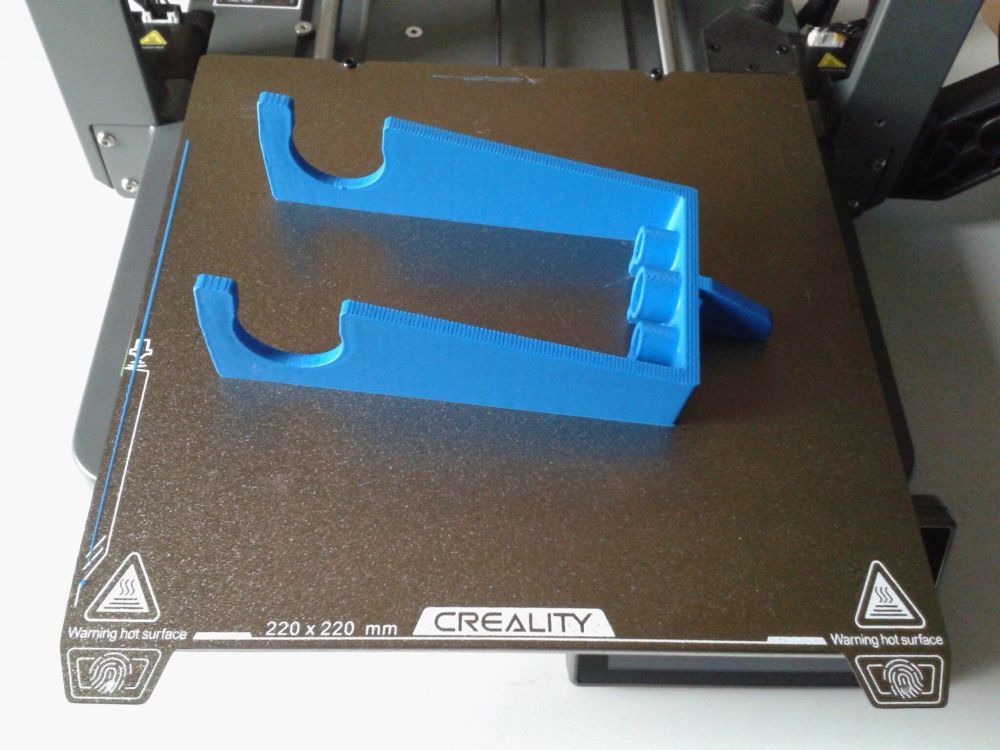





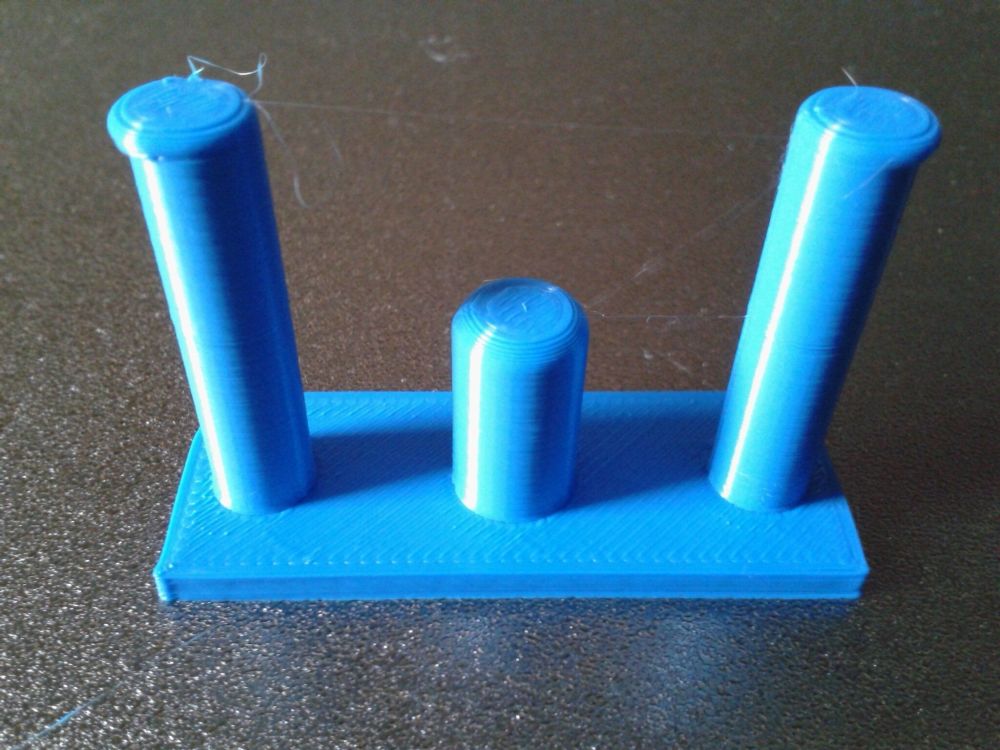 1 point
1 point -
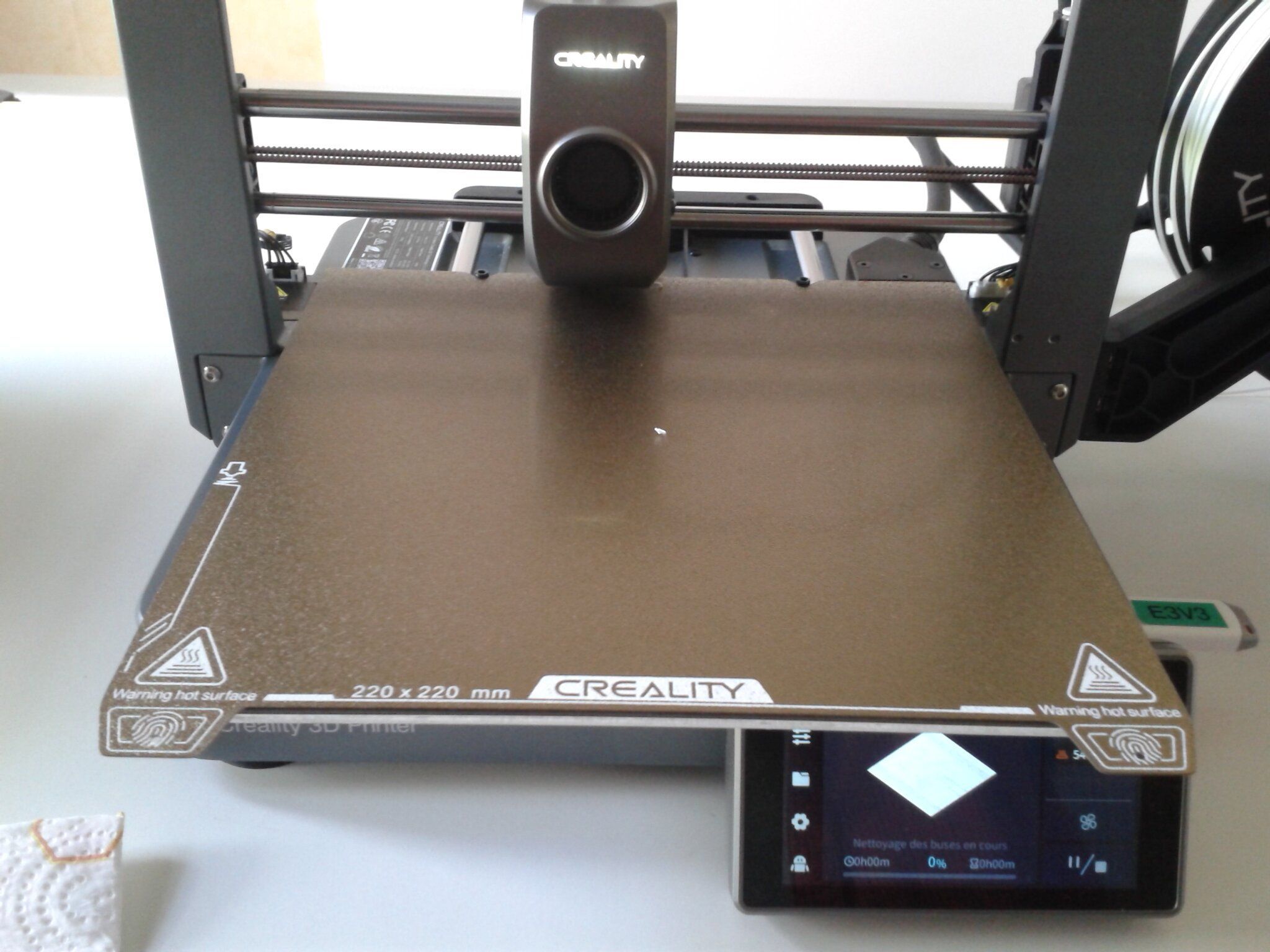
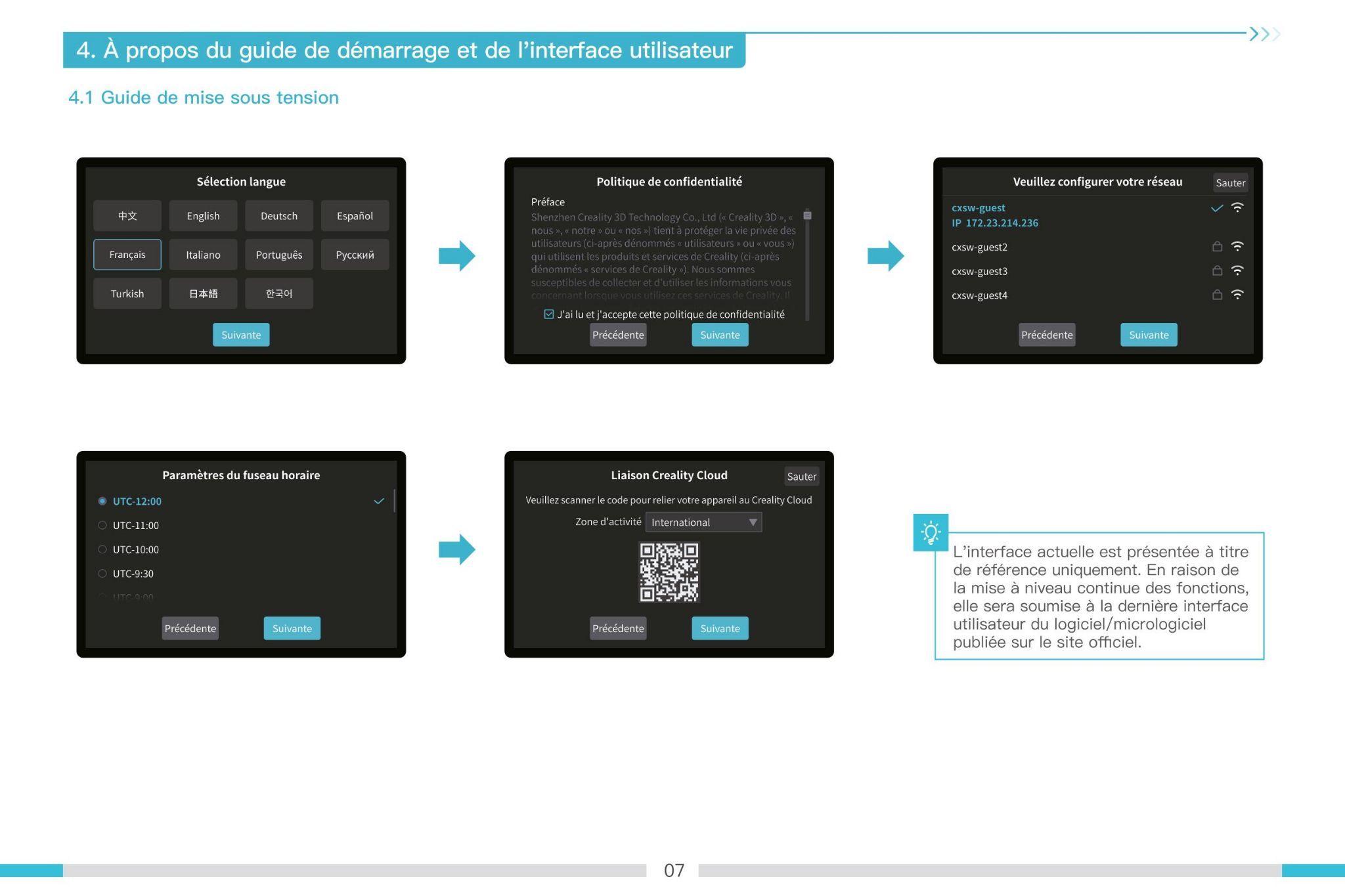
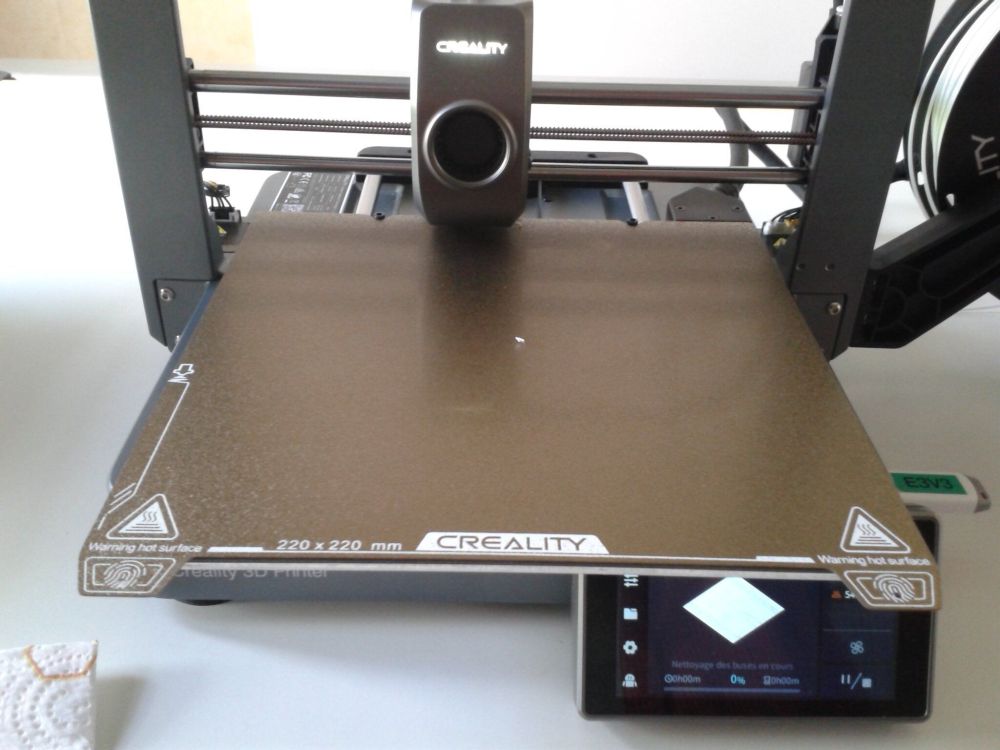
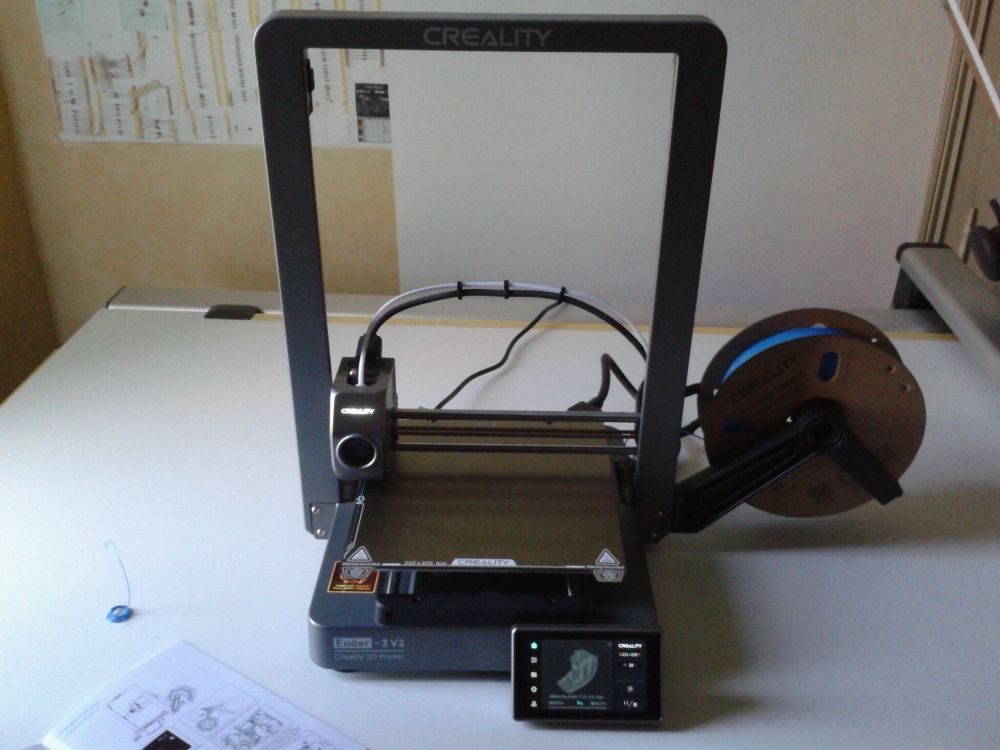
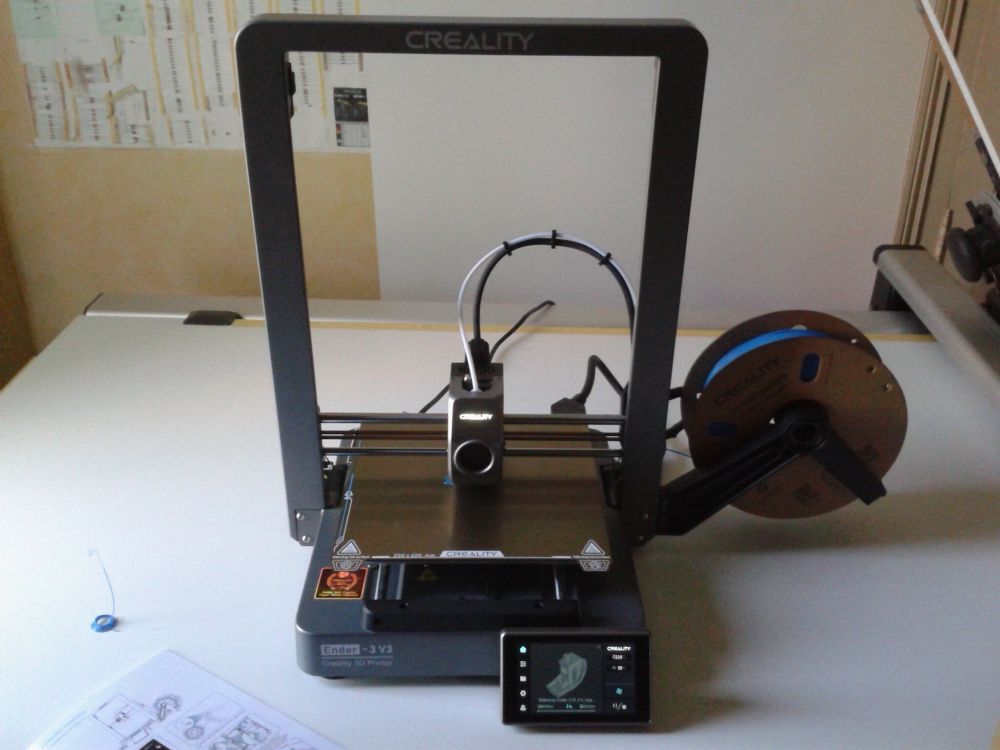
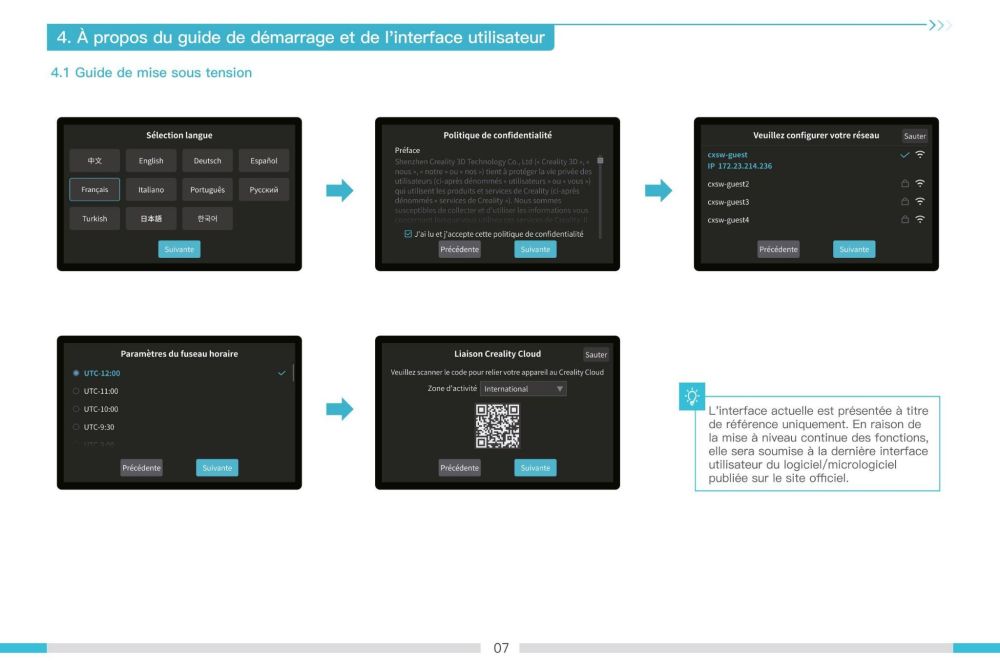
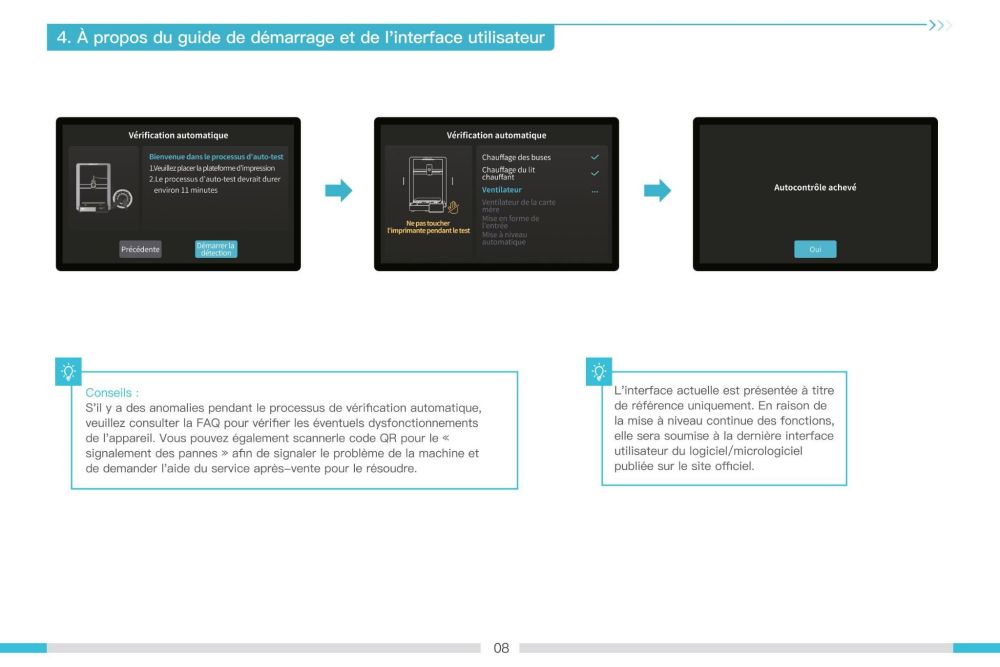
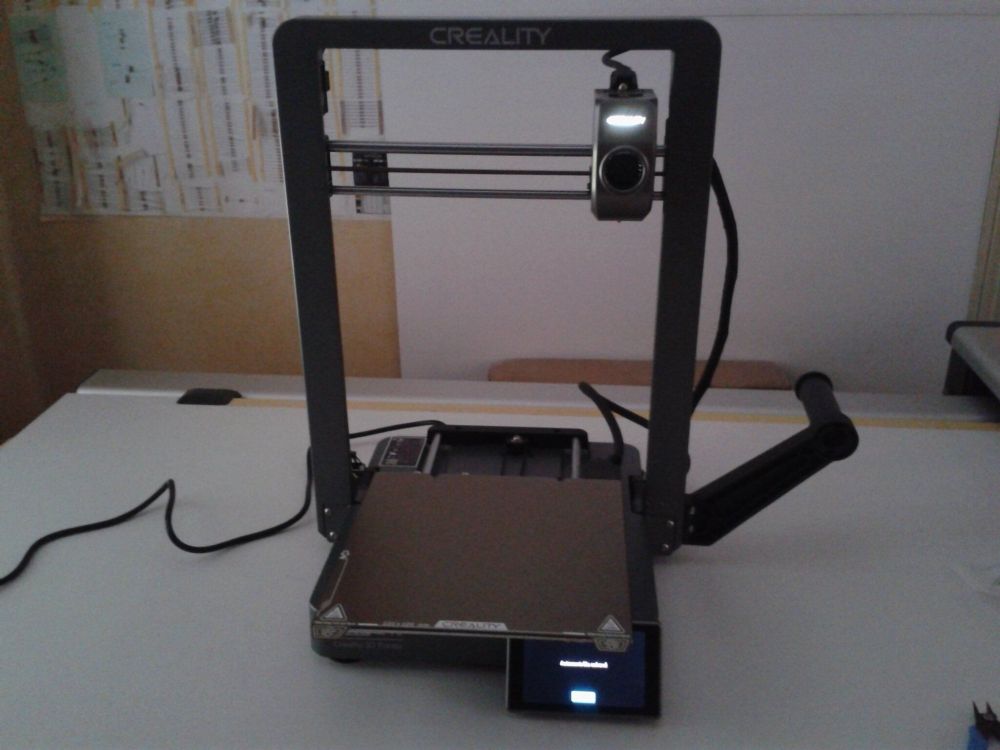
Mise en fonction (Ignorer l'erreur mon réseau Wi-Fi ne porte pas vraiment là où se trouve actuellement la machine ) ... ... ... (Ignorer le fait qu'il n'y a pas d'IP associé au premier réseau Wi-Fi. Mon réseau Wi-Fi ne porte pas vraiment là où se trouve actuellement la machine. La connexion s'est perdu entre temps. )
























 1 point
1 point -
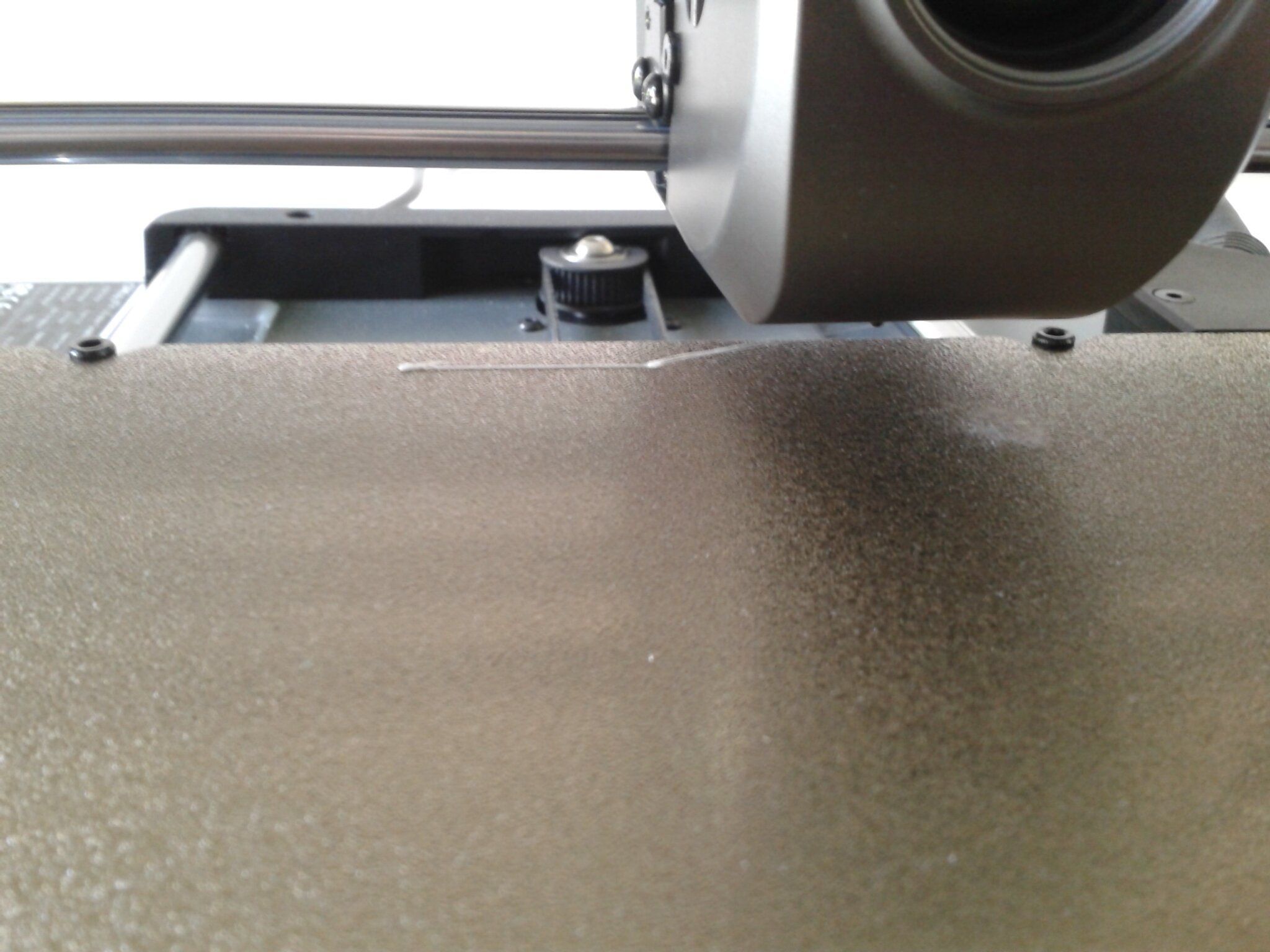
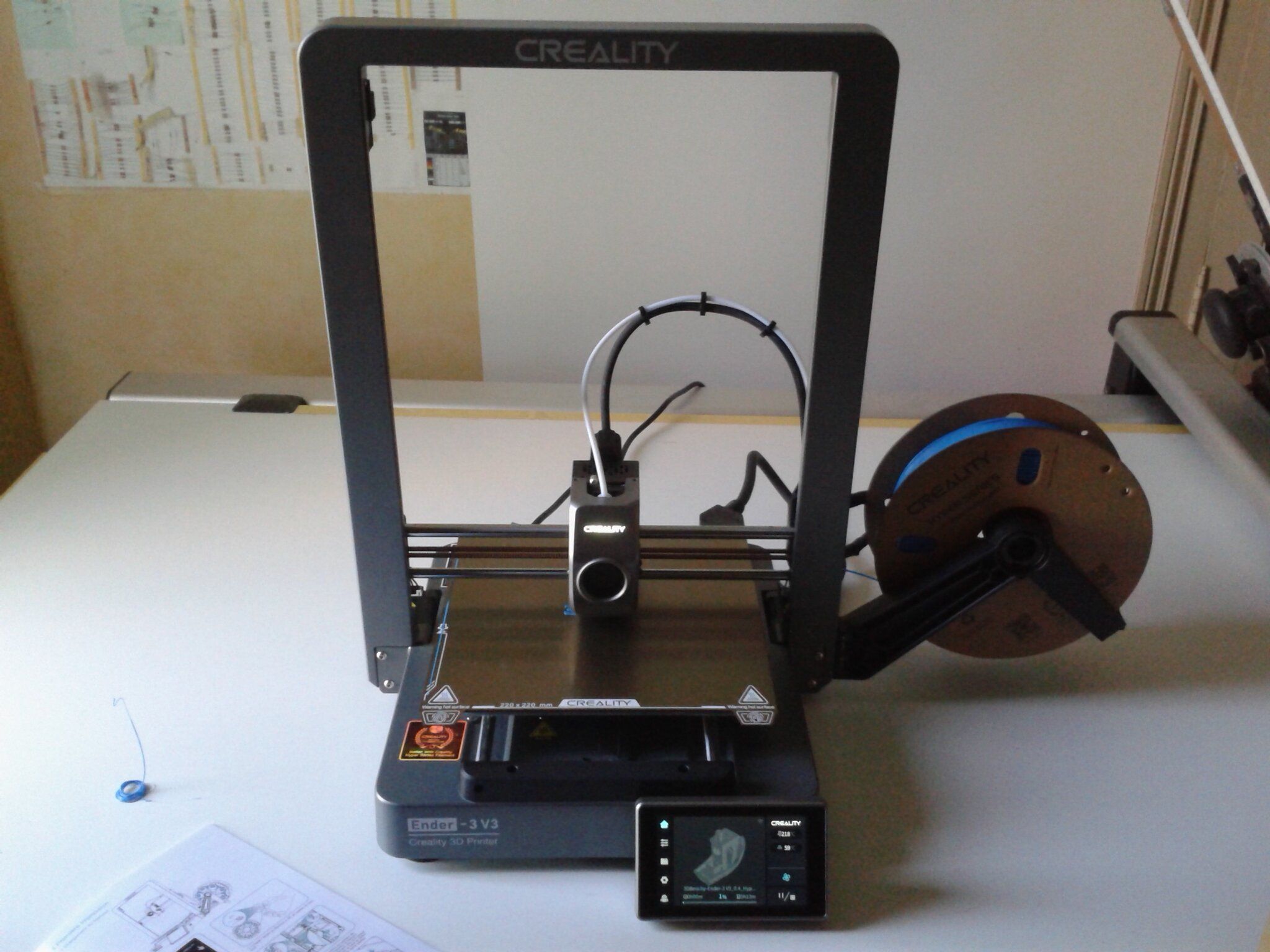
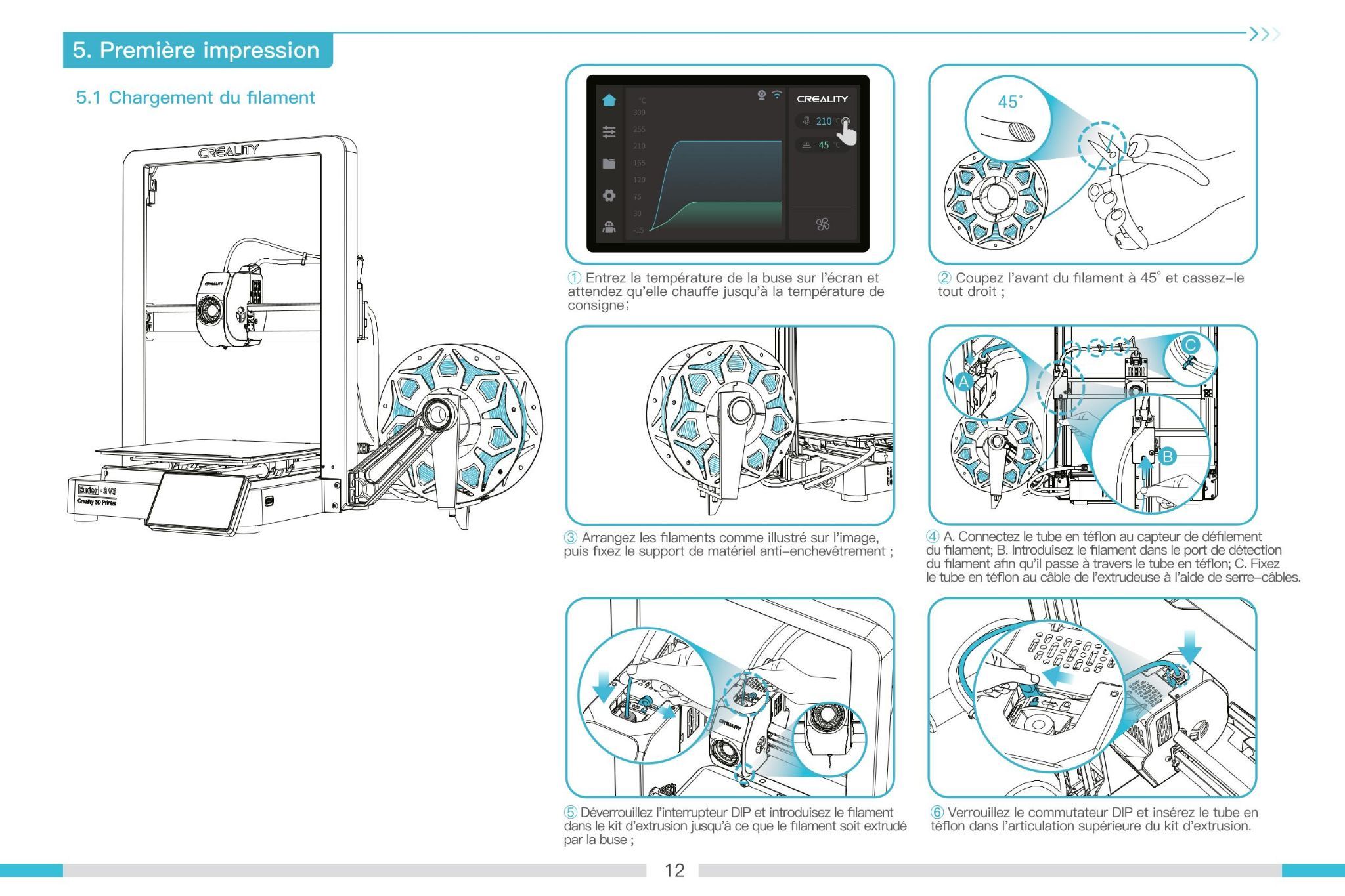
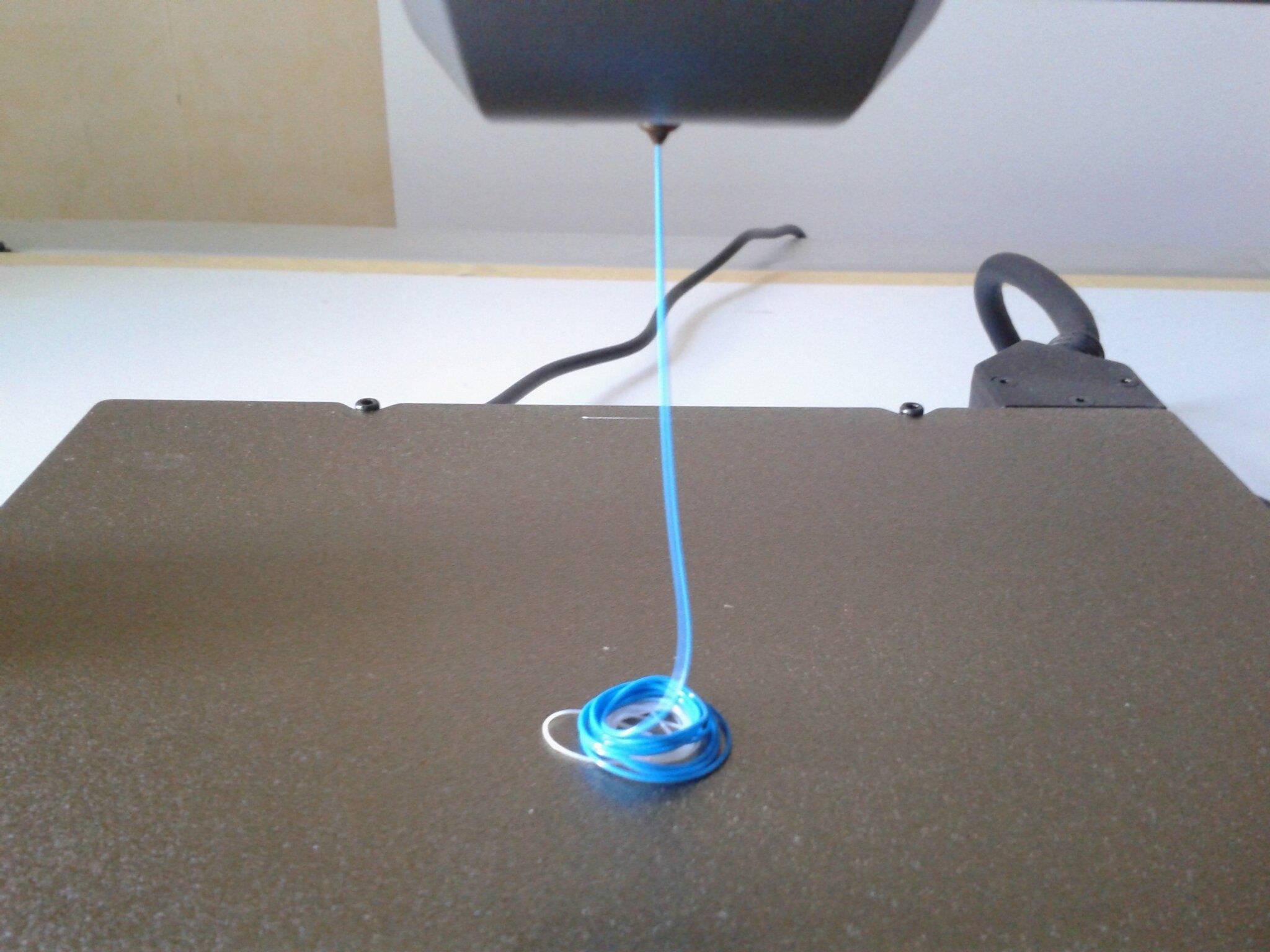
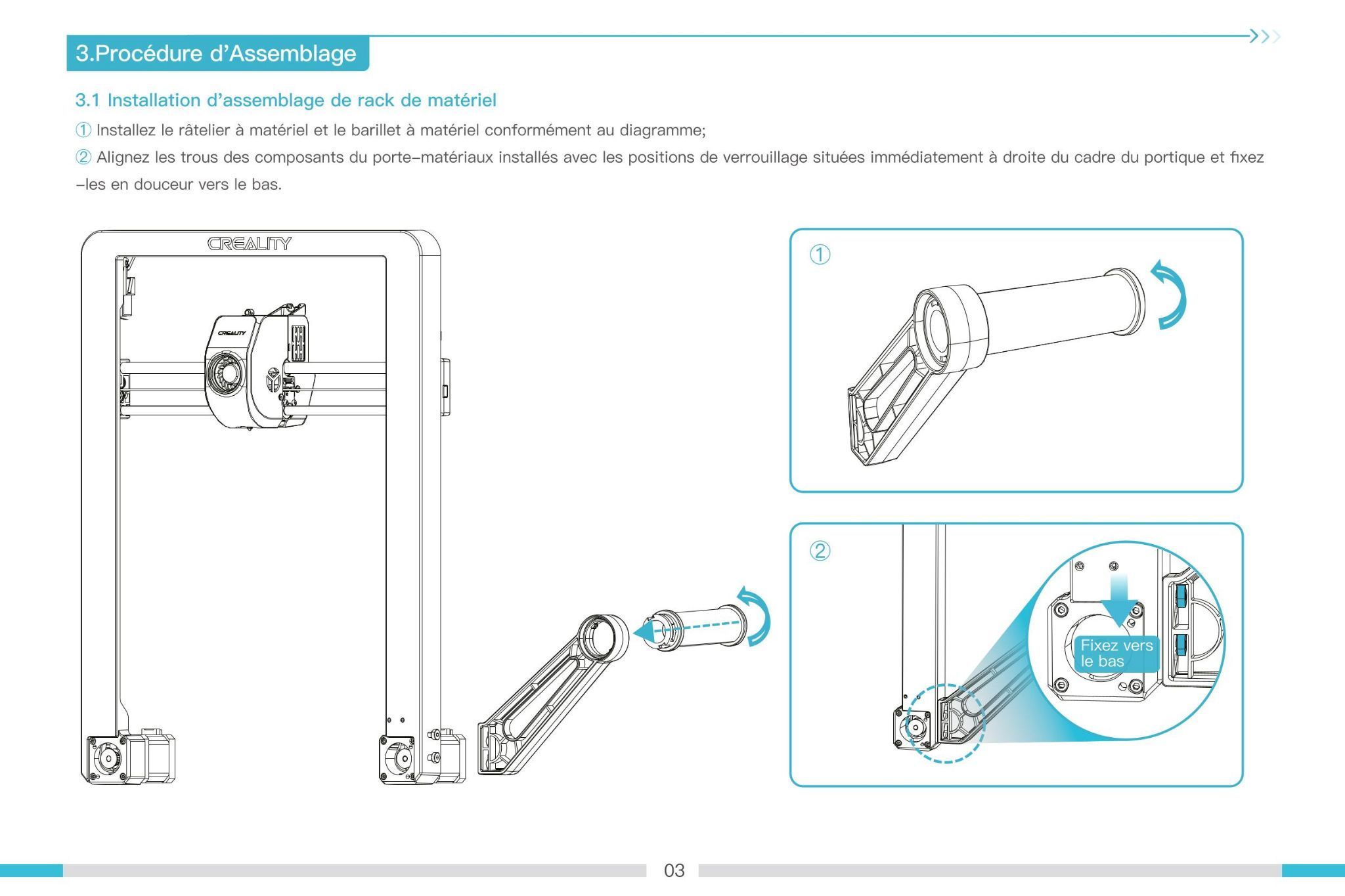
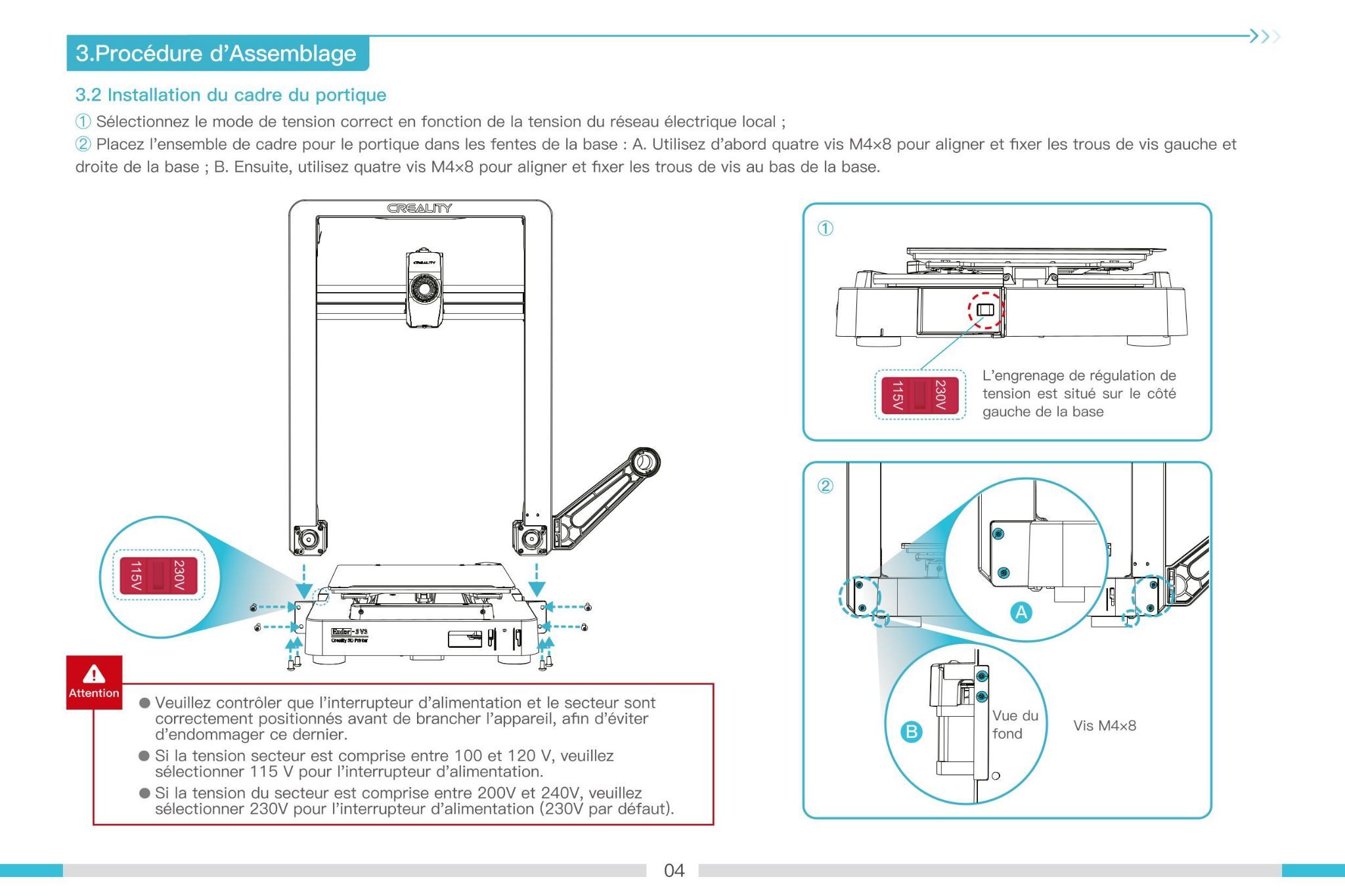
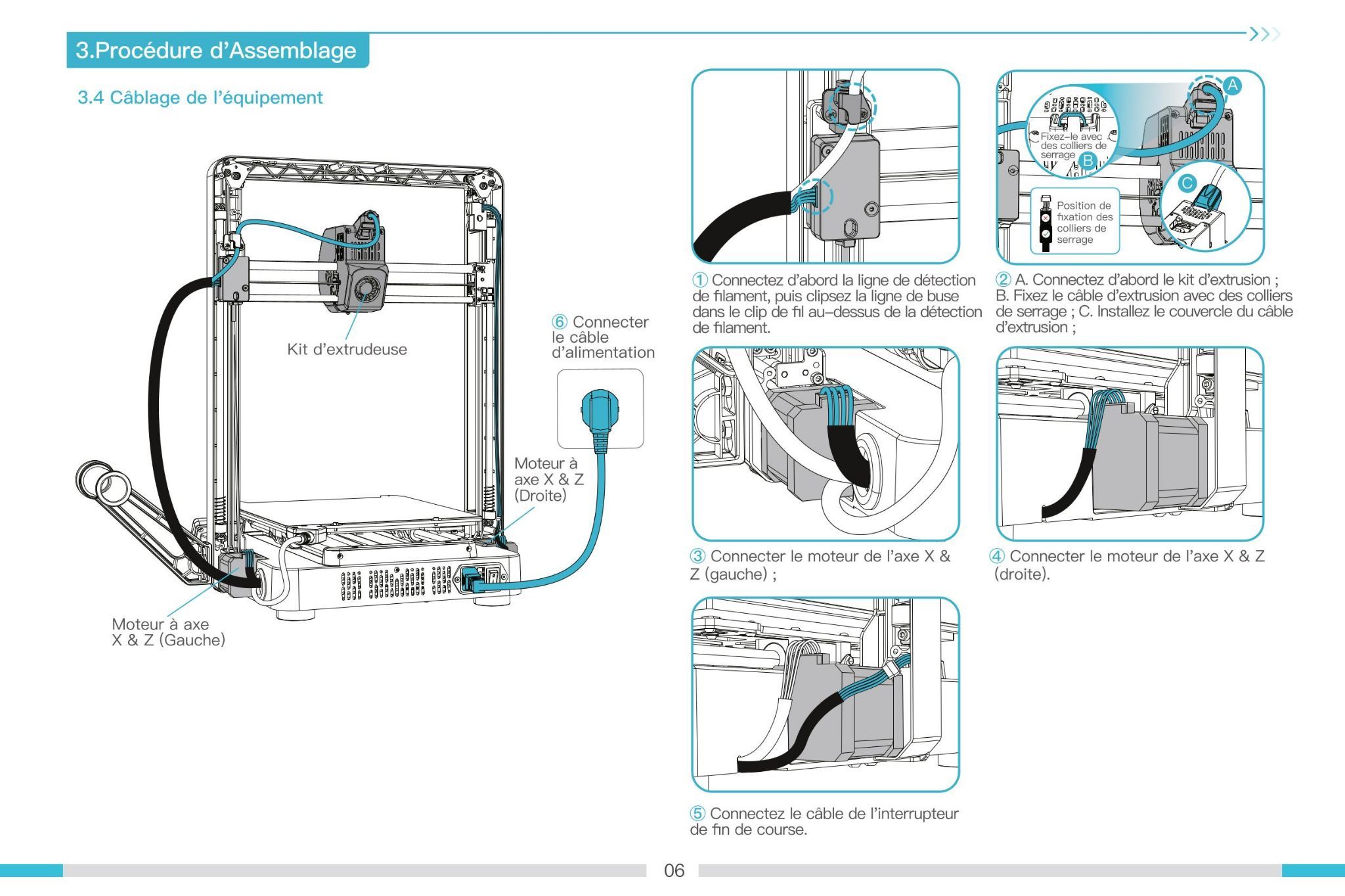
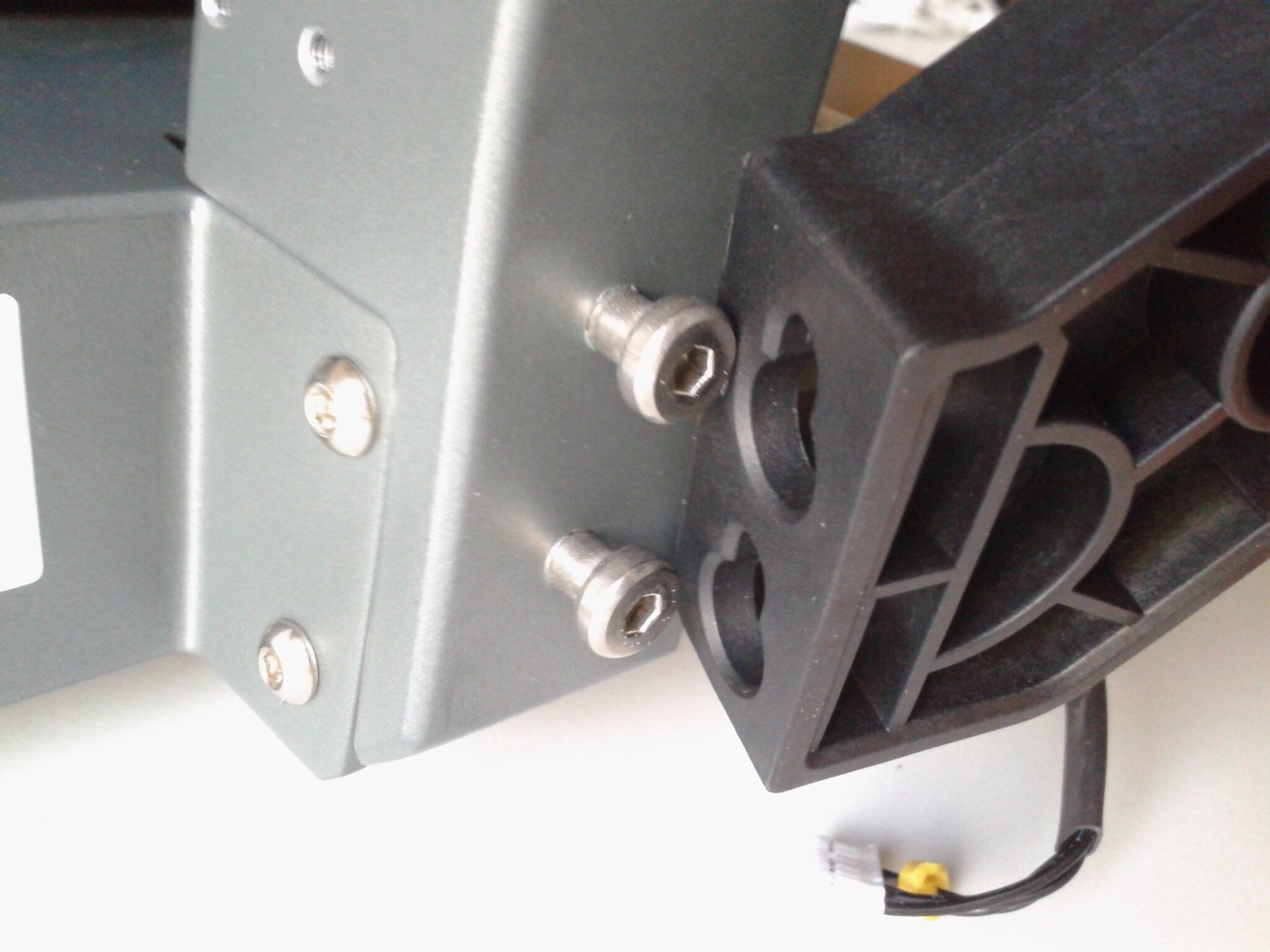
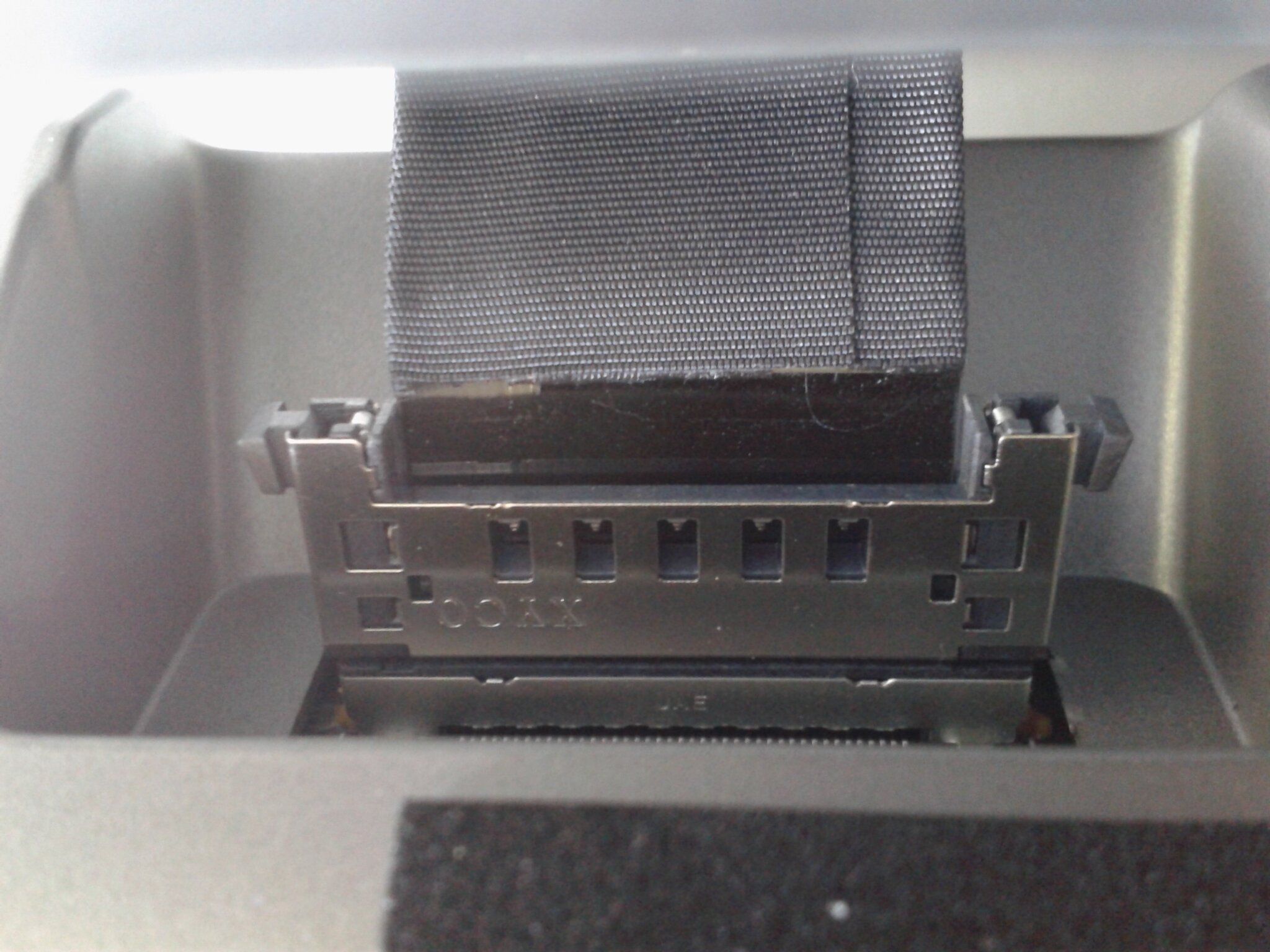
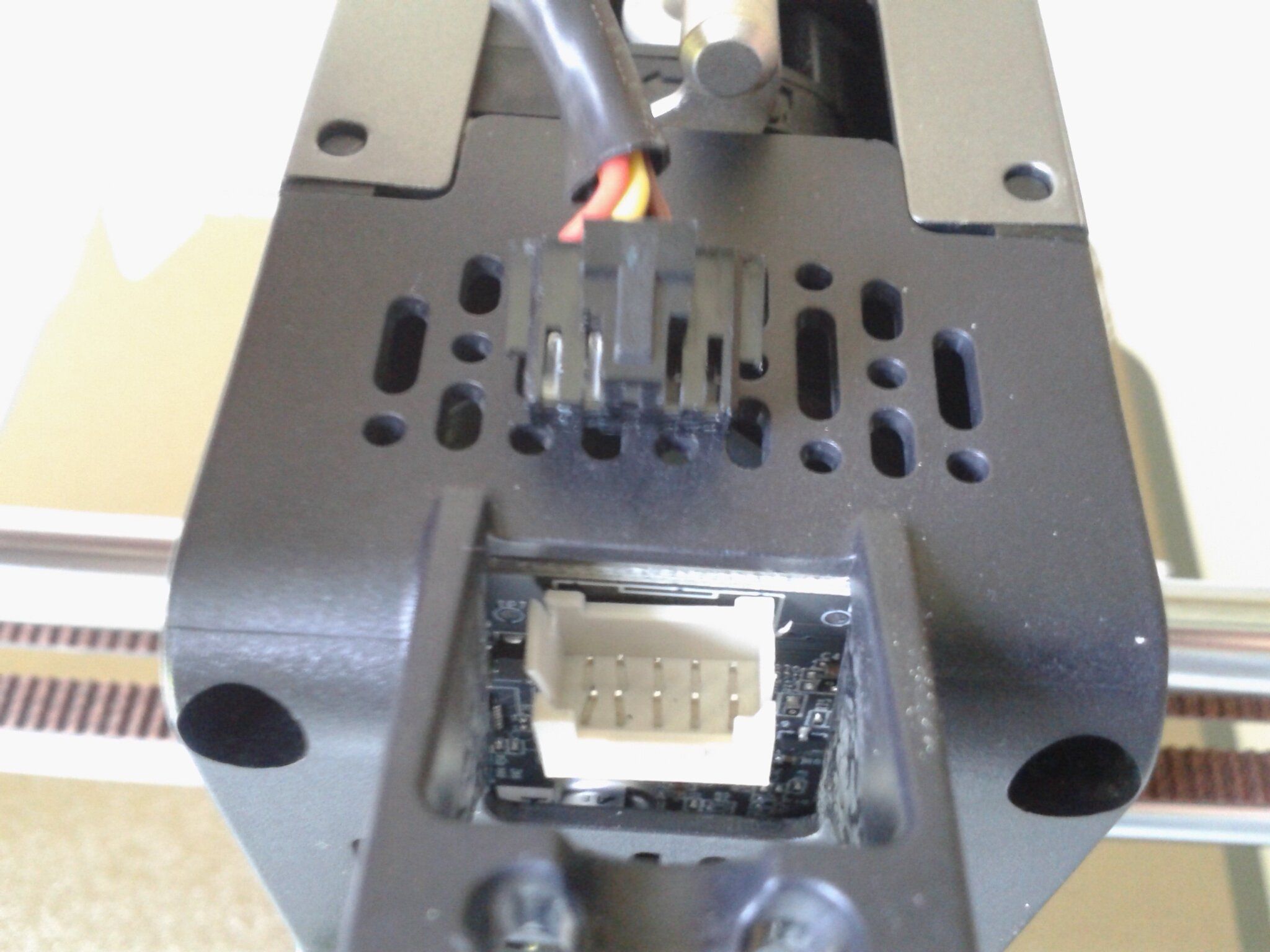
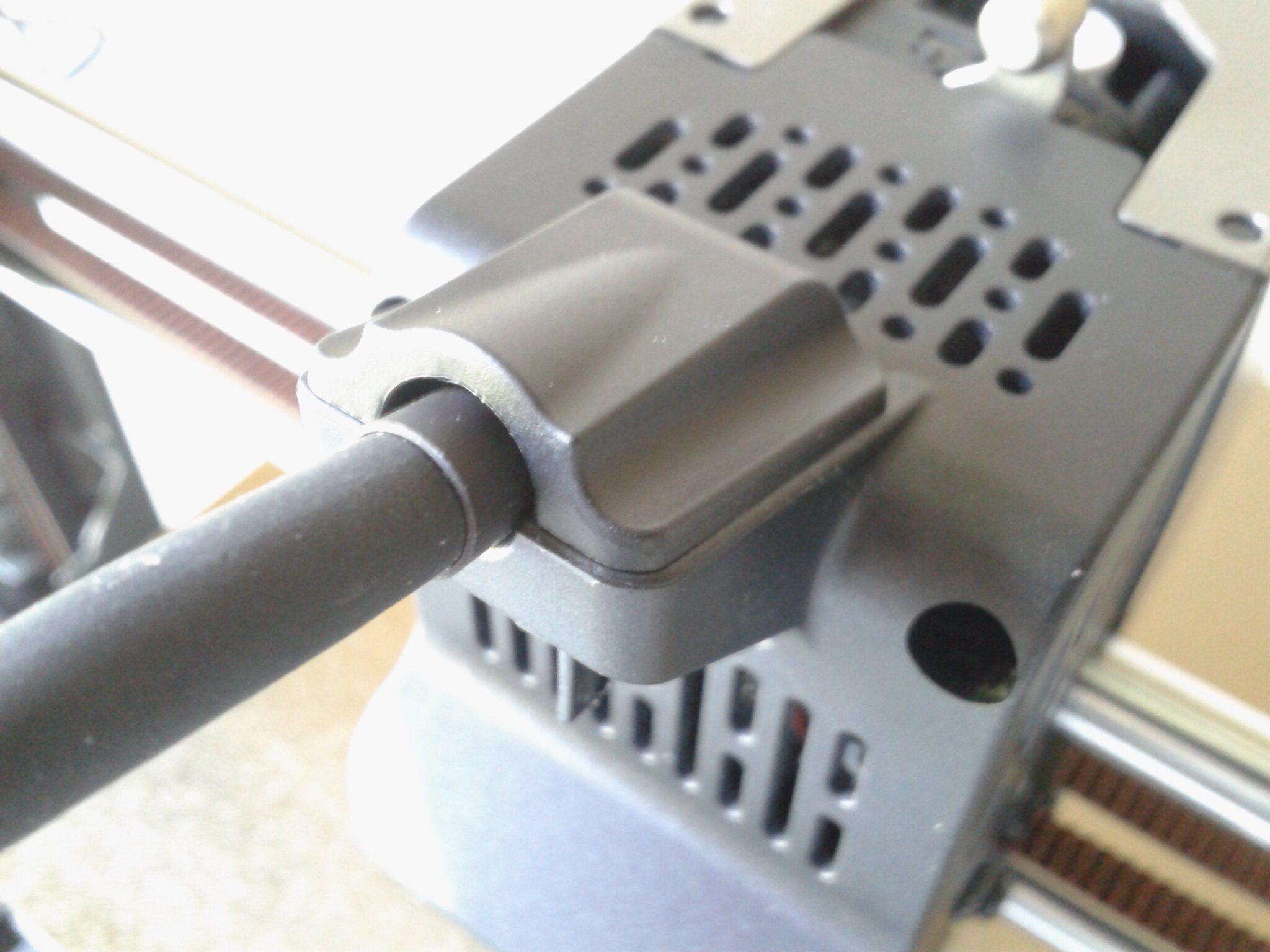
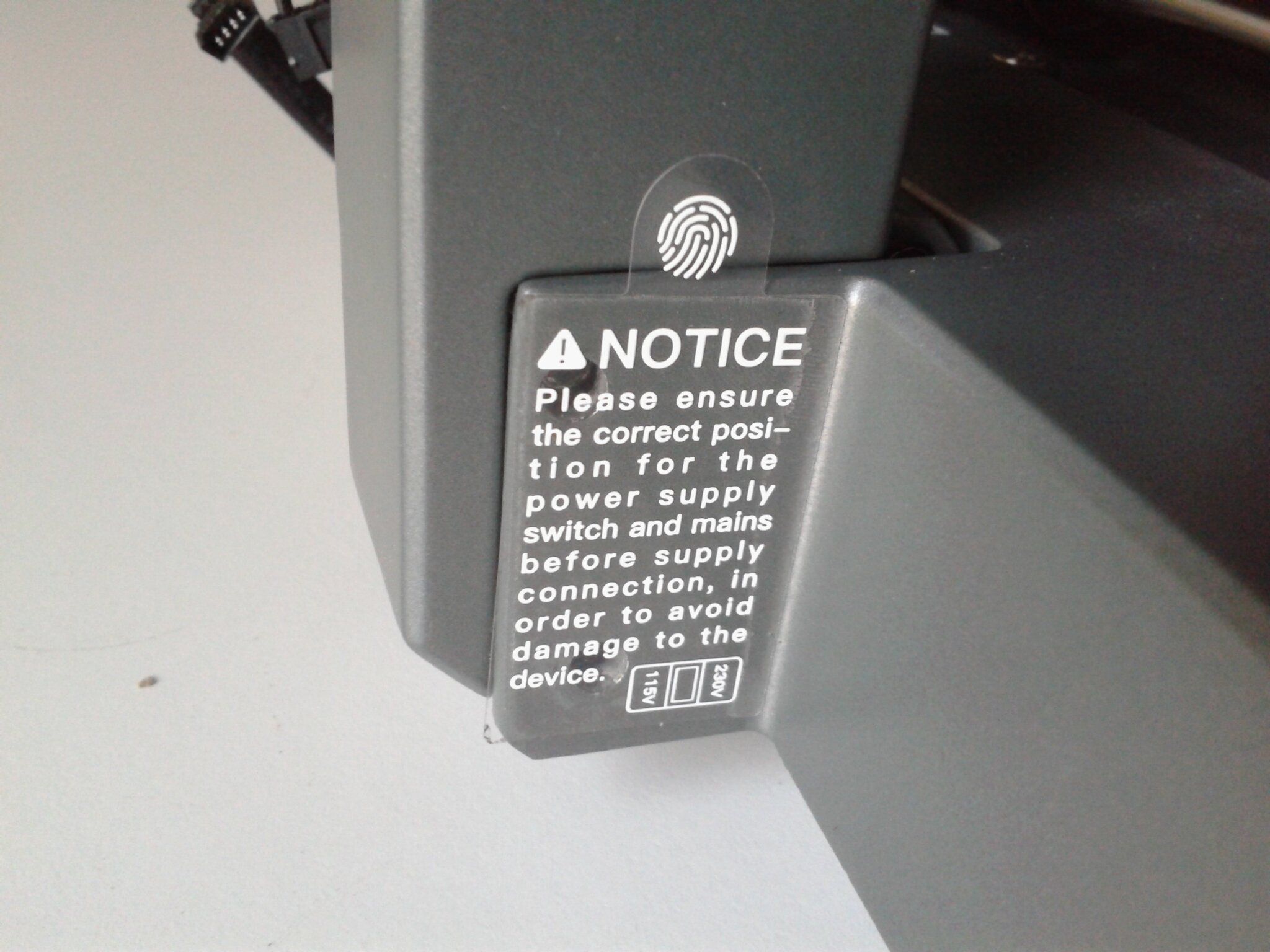
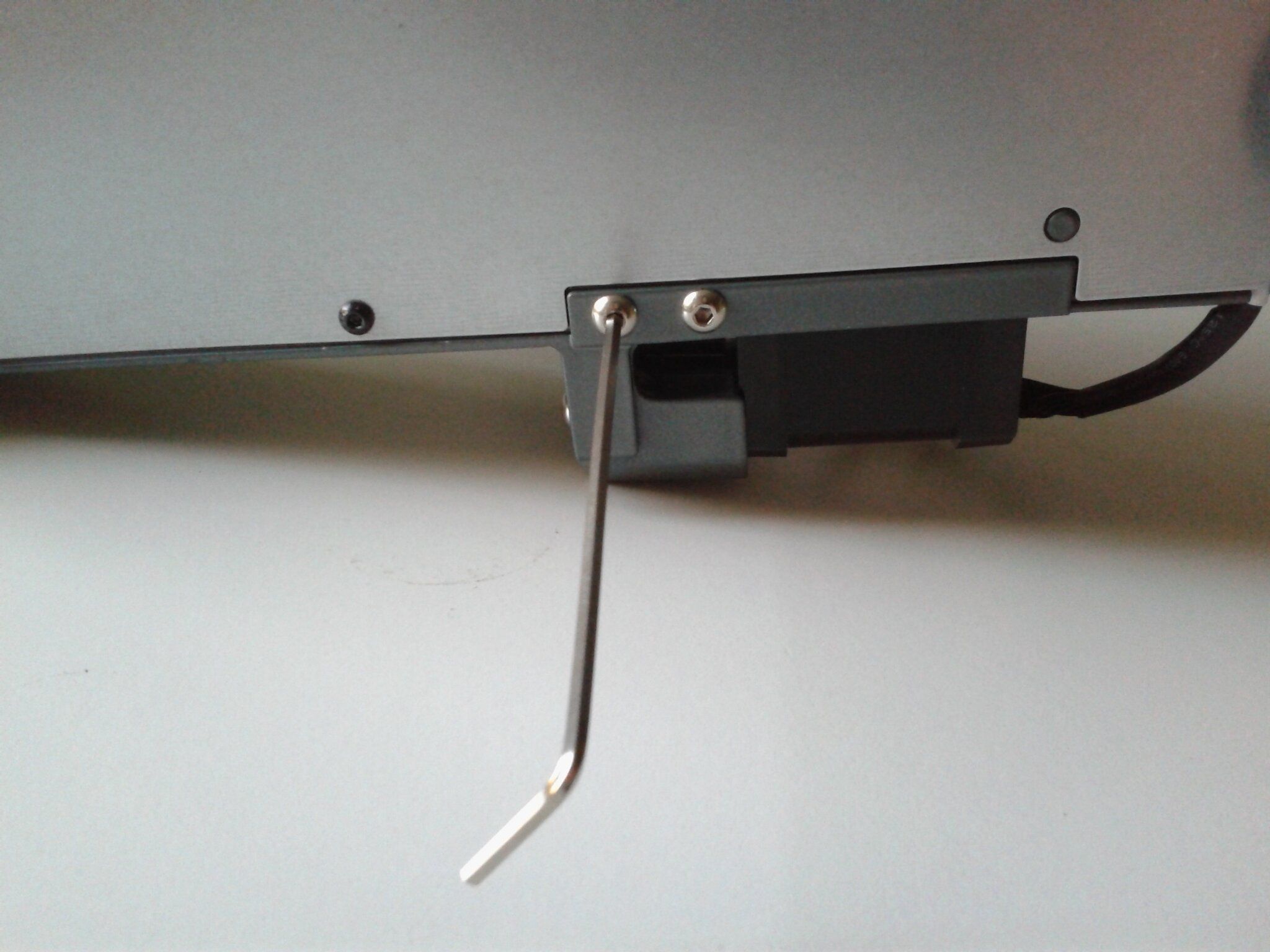
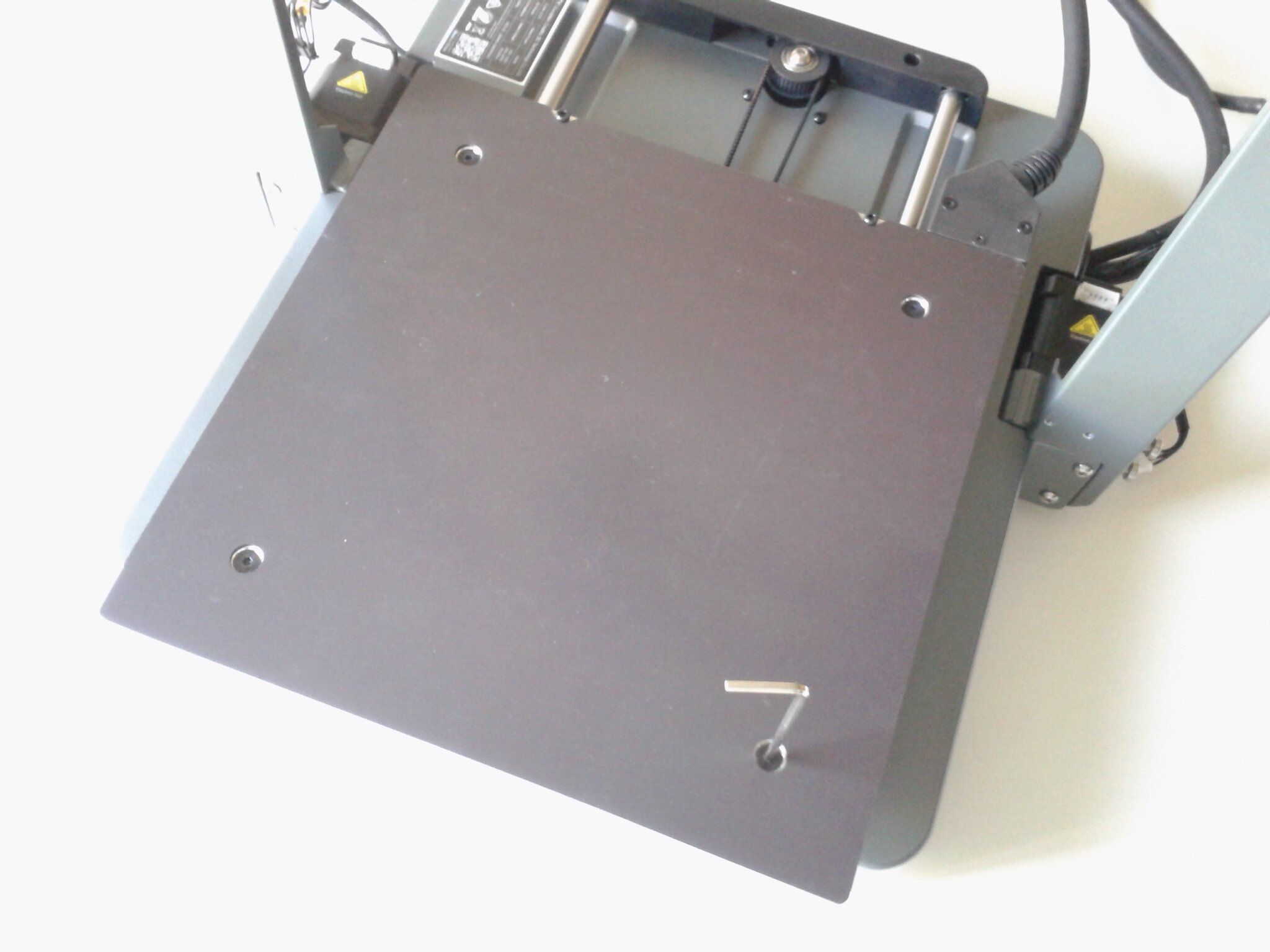
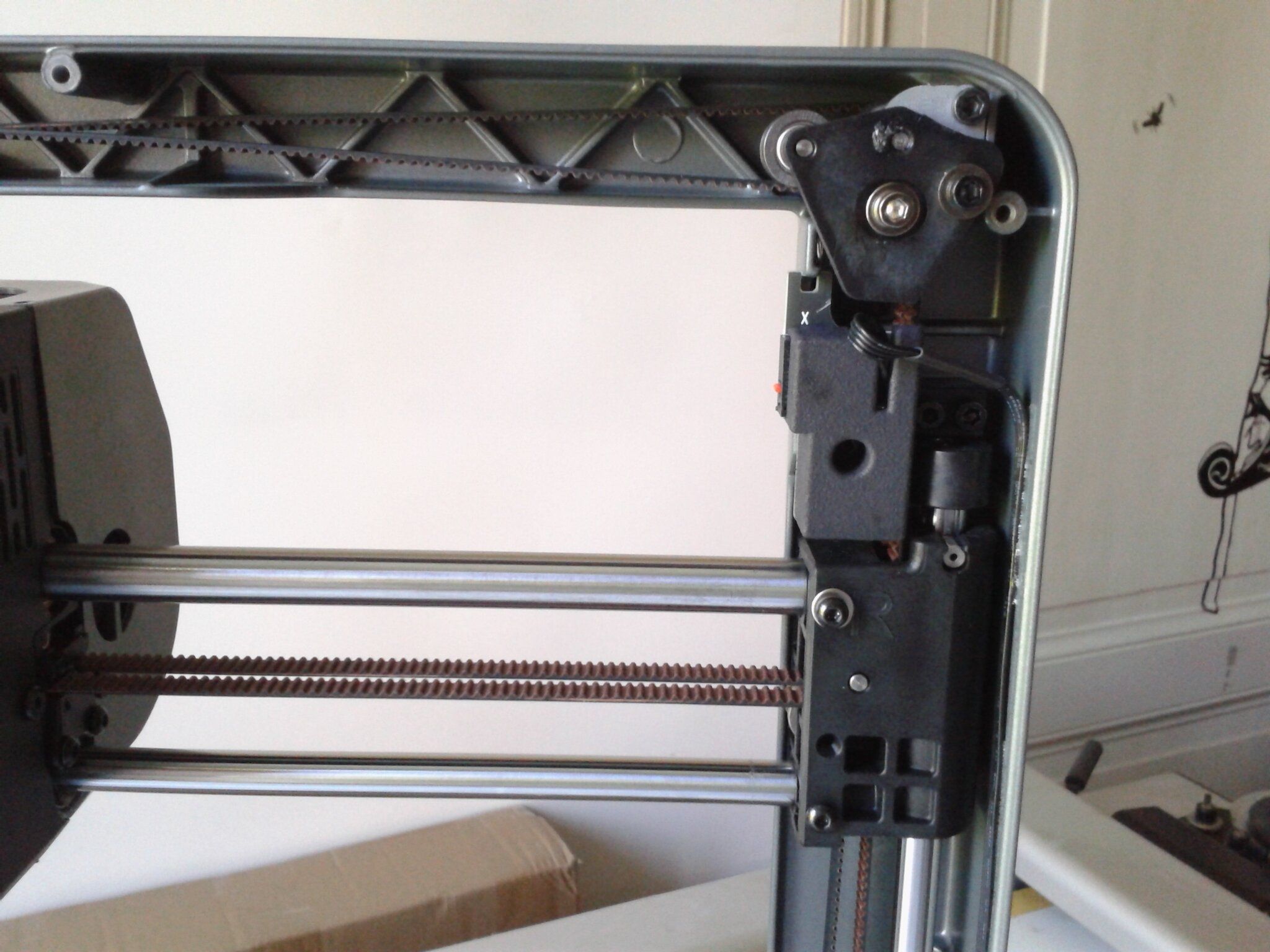
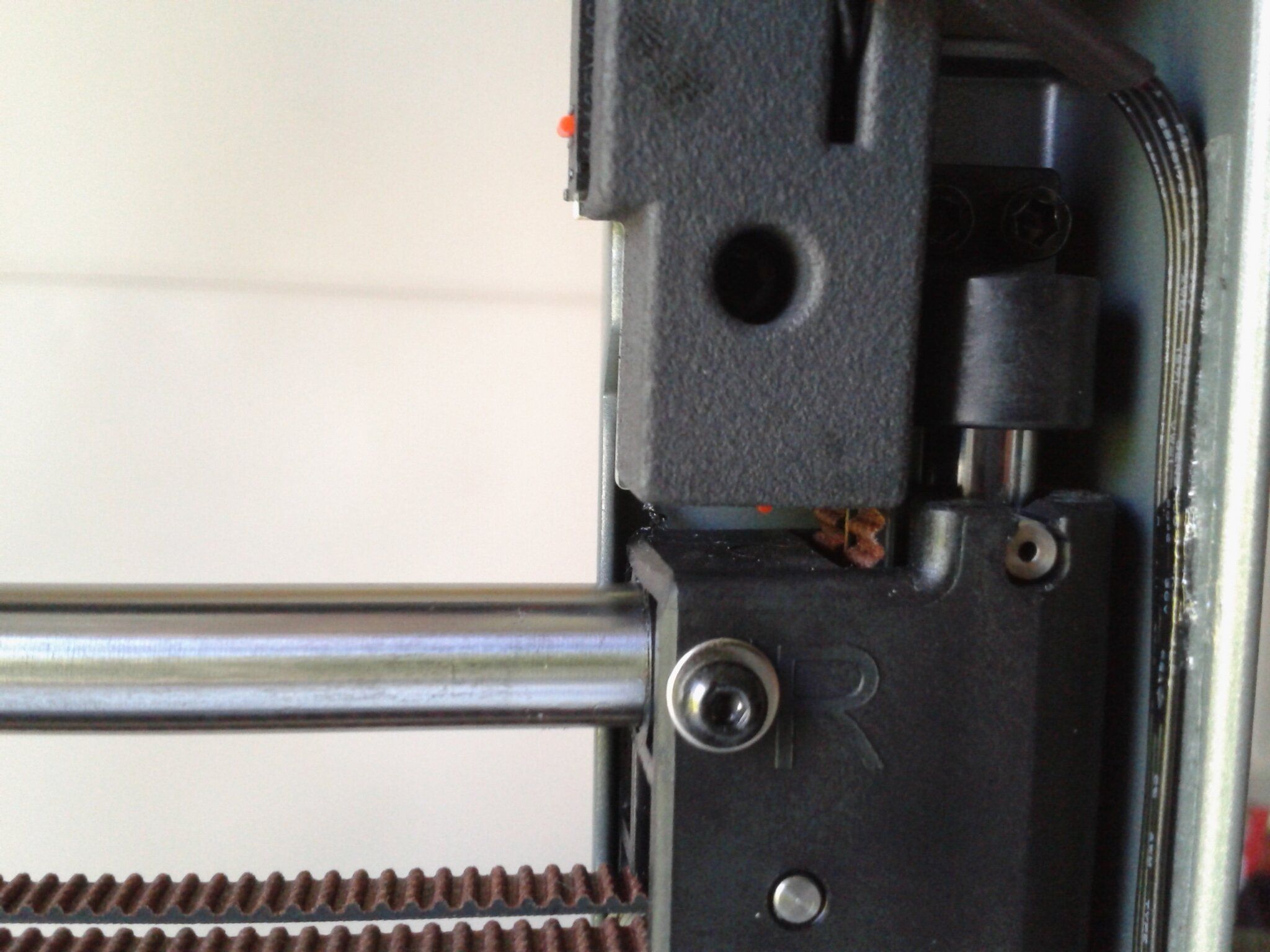
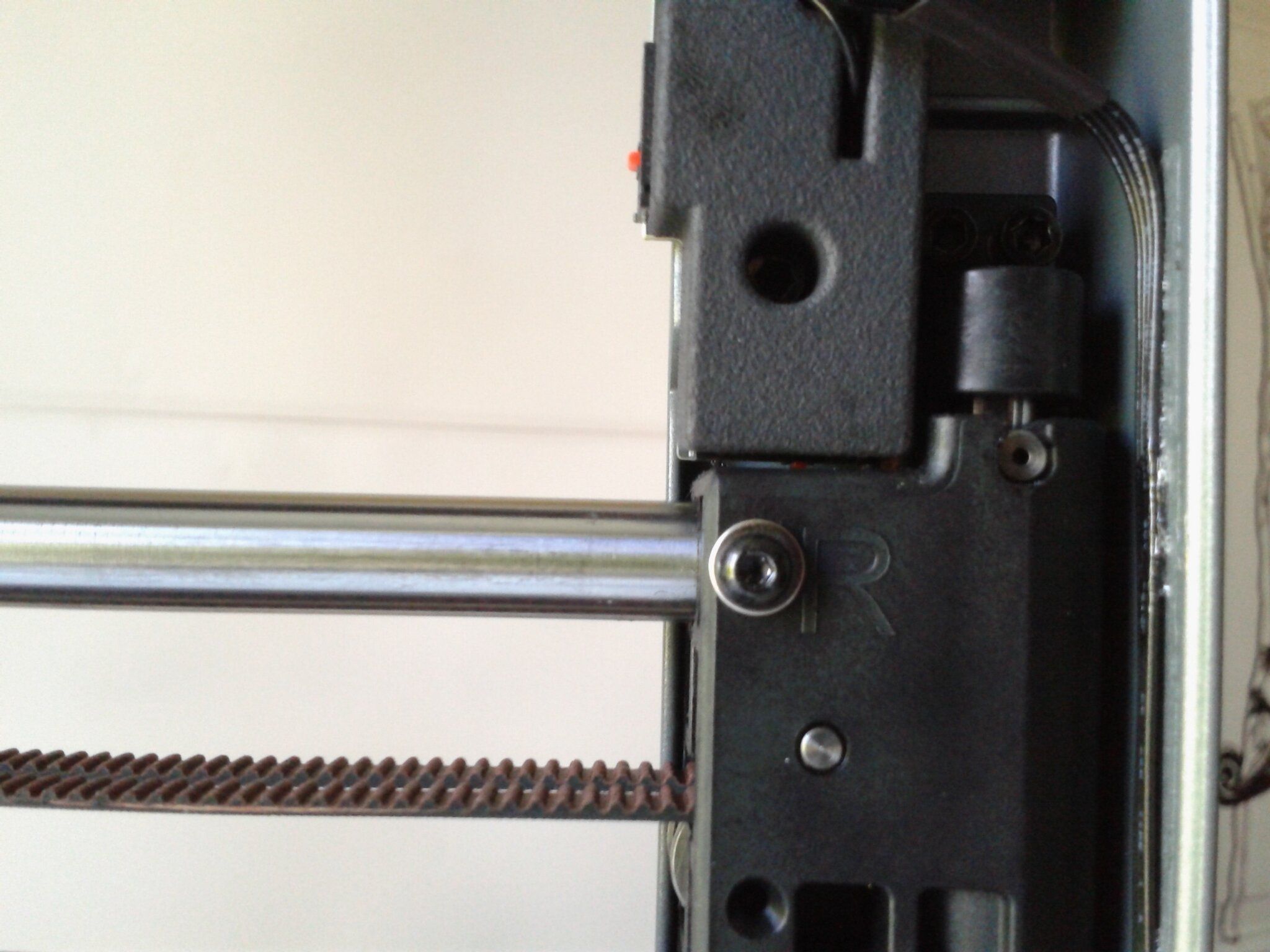
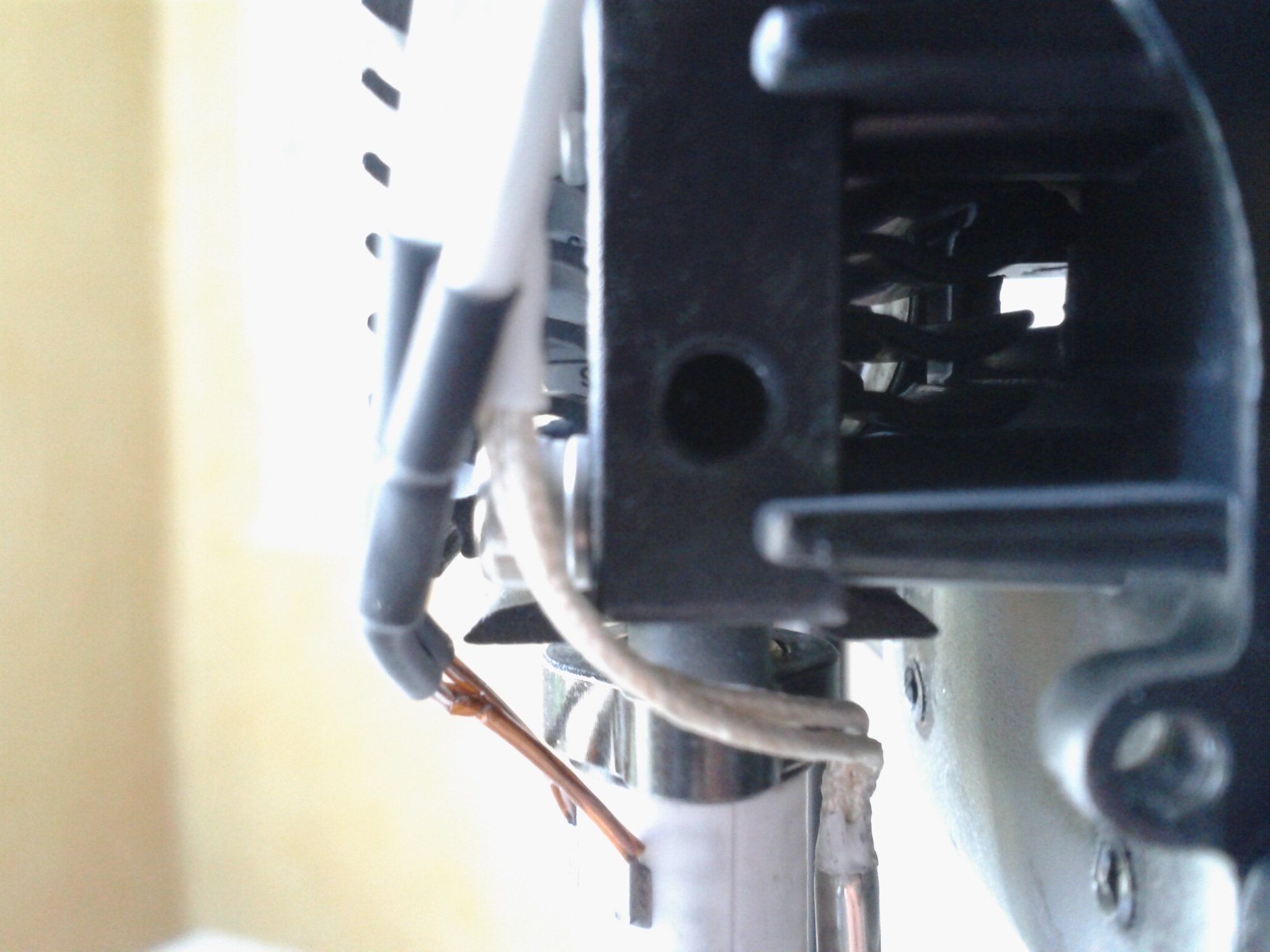
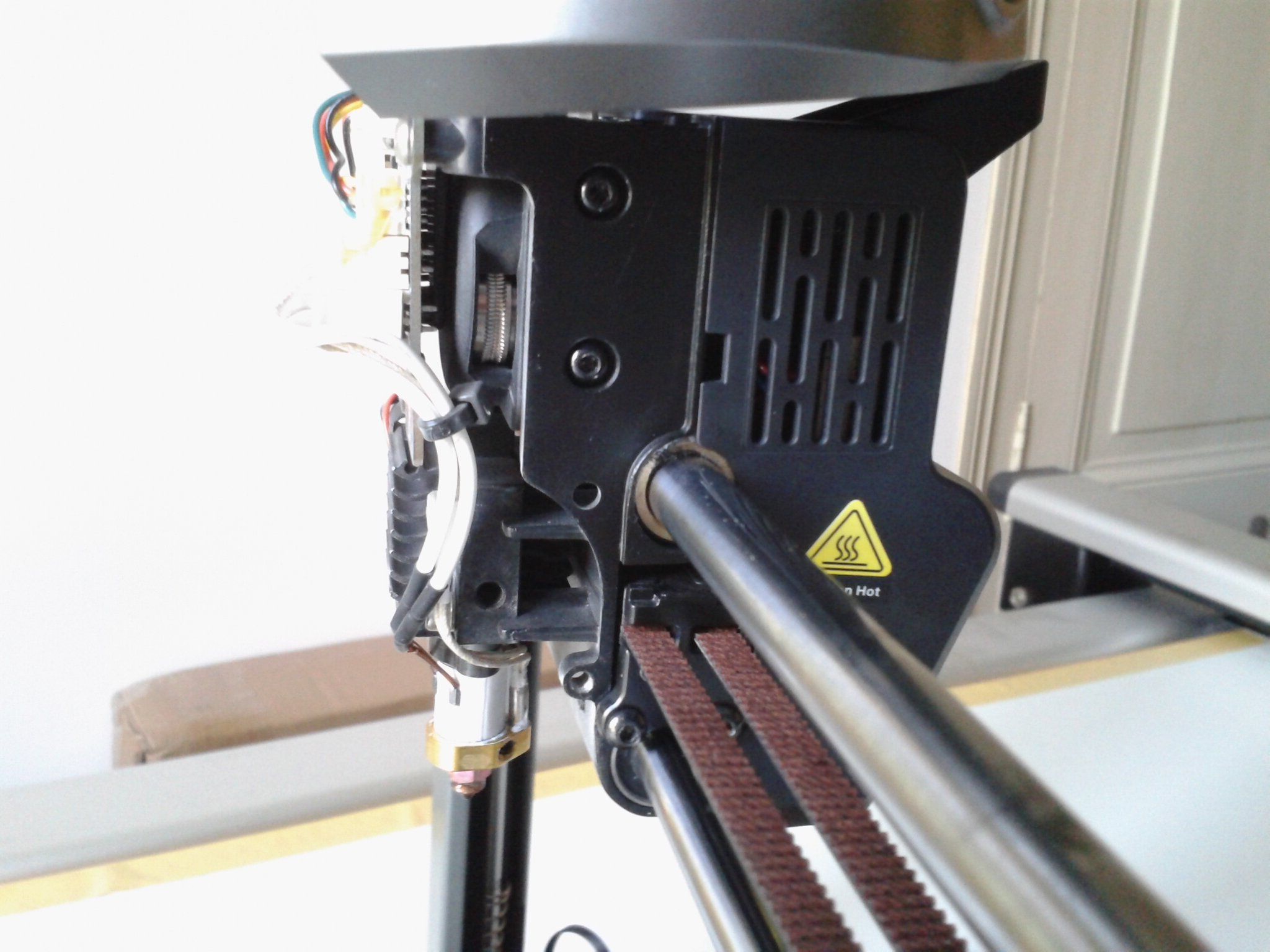
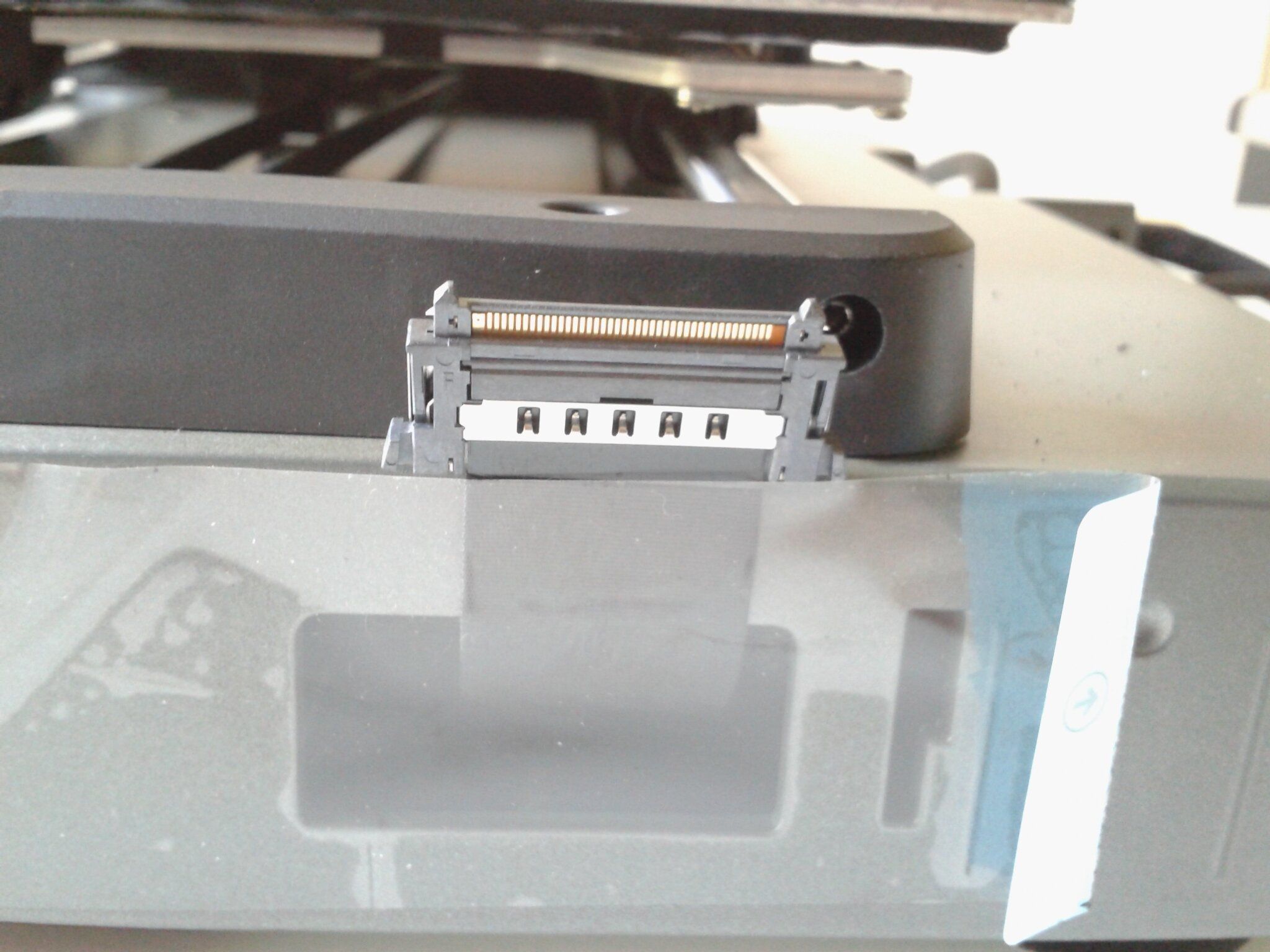
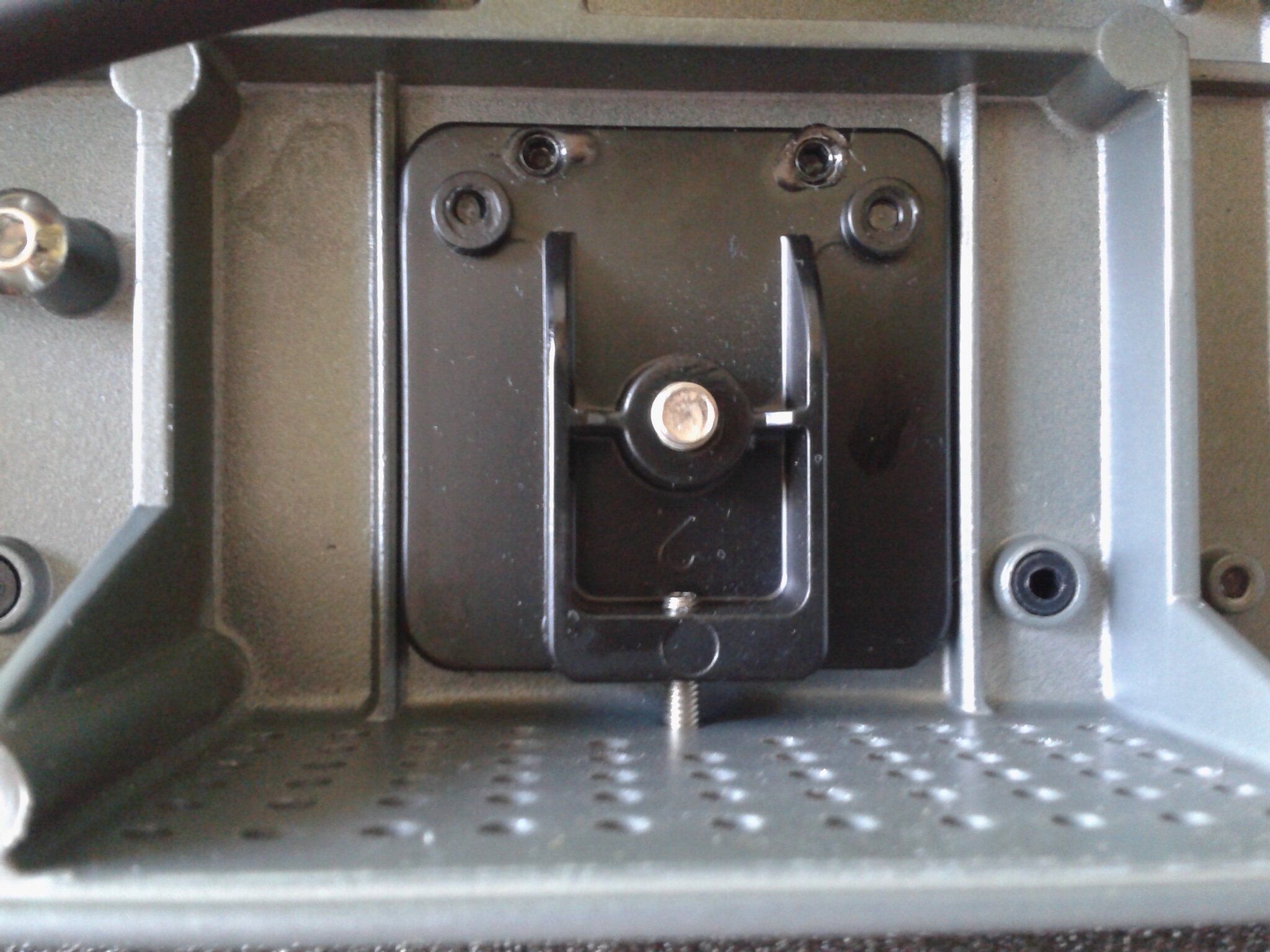
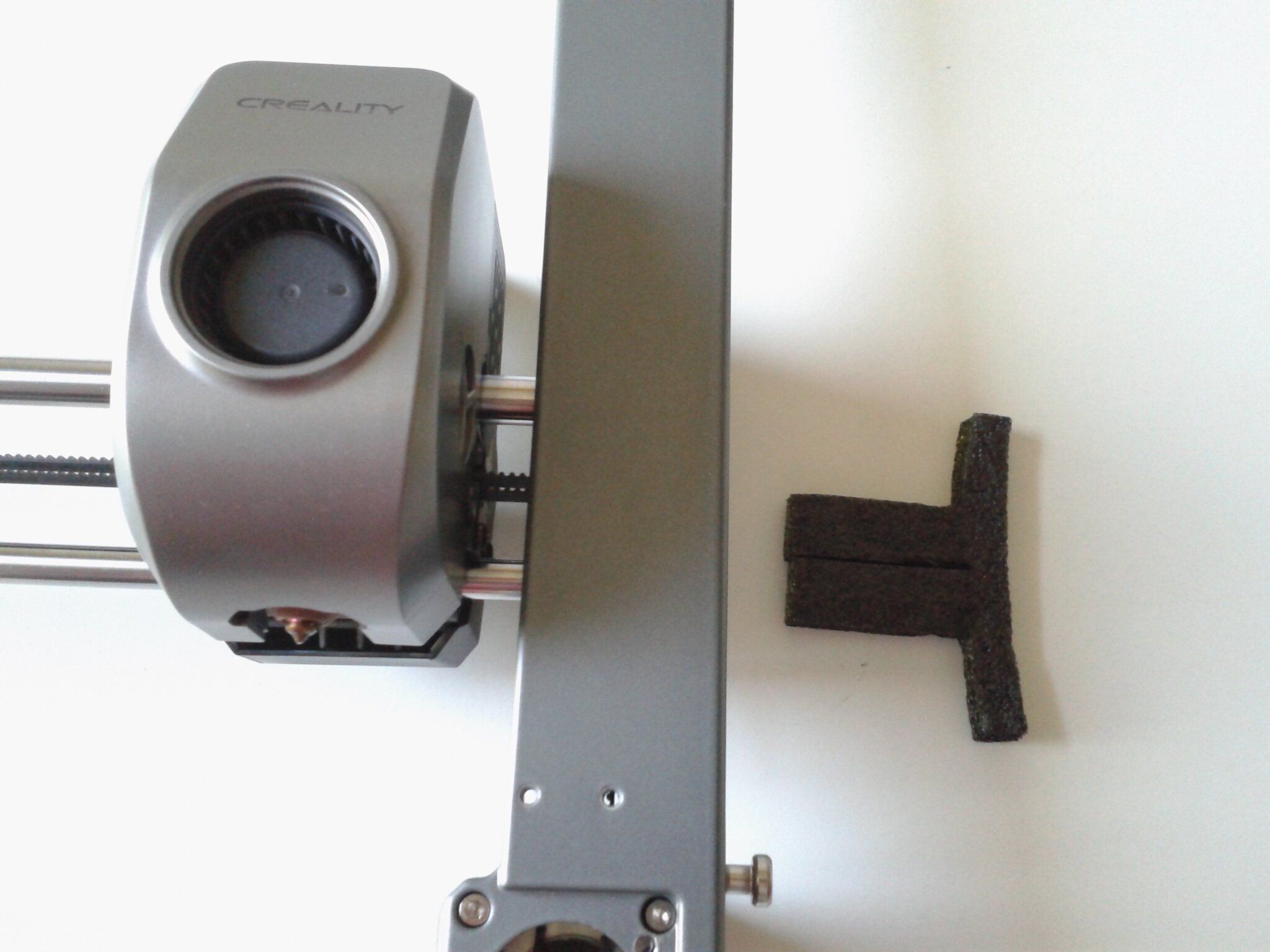
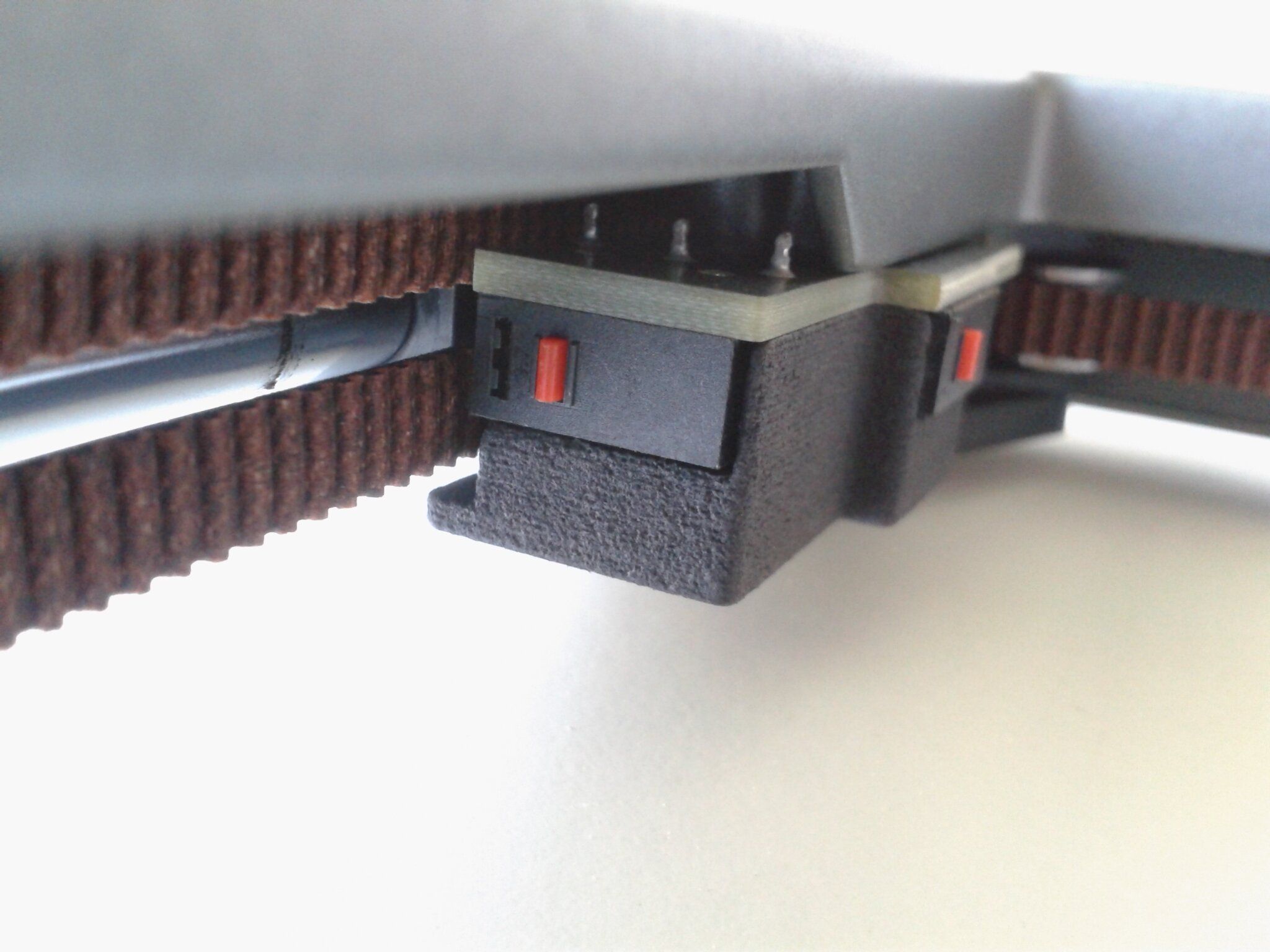
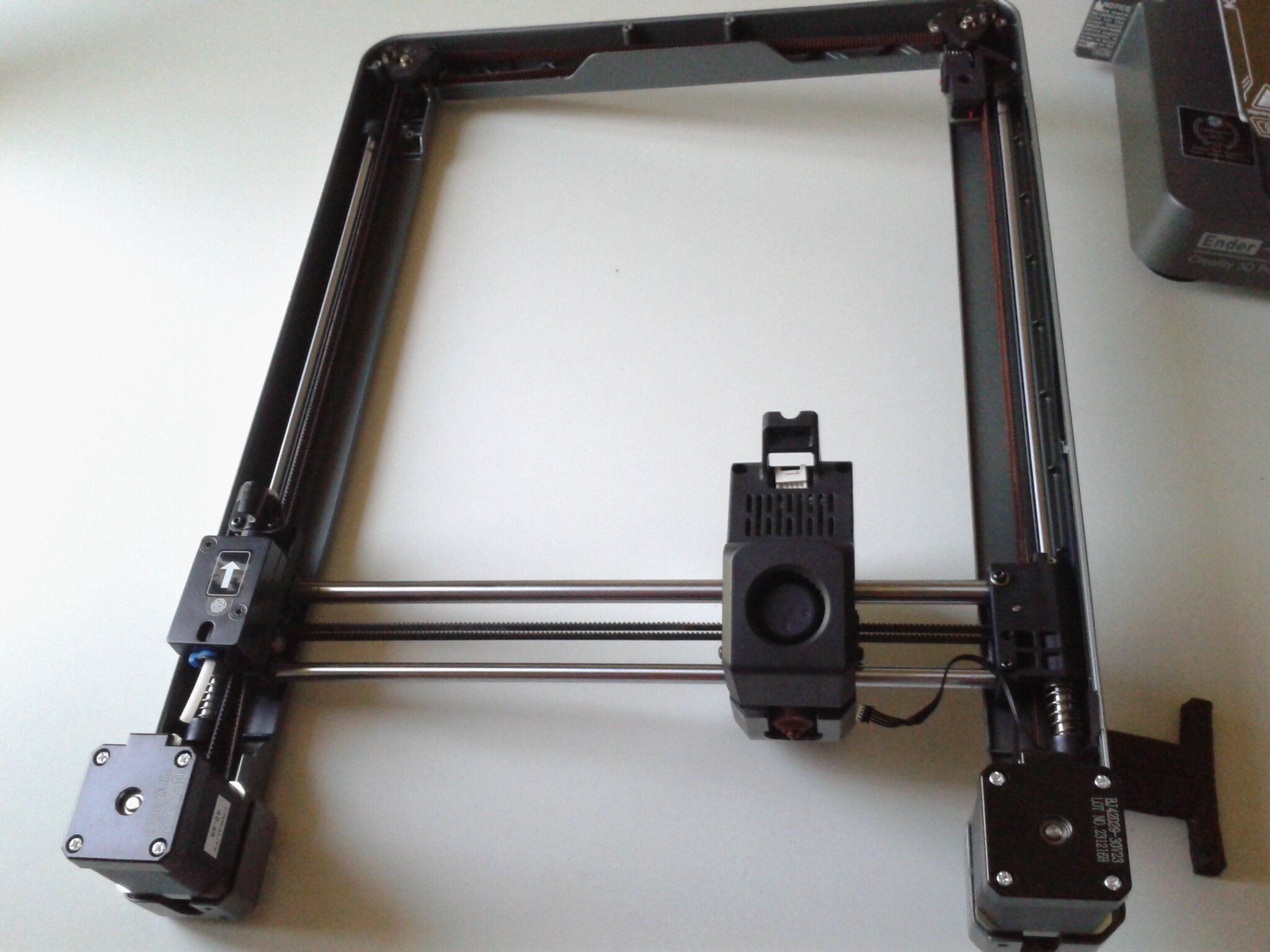
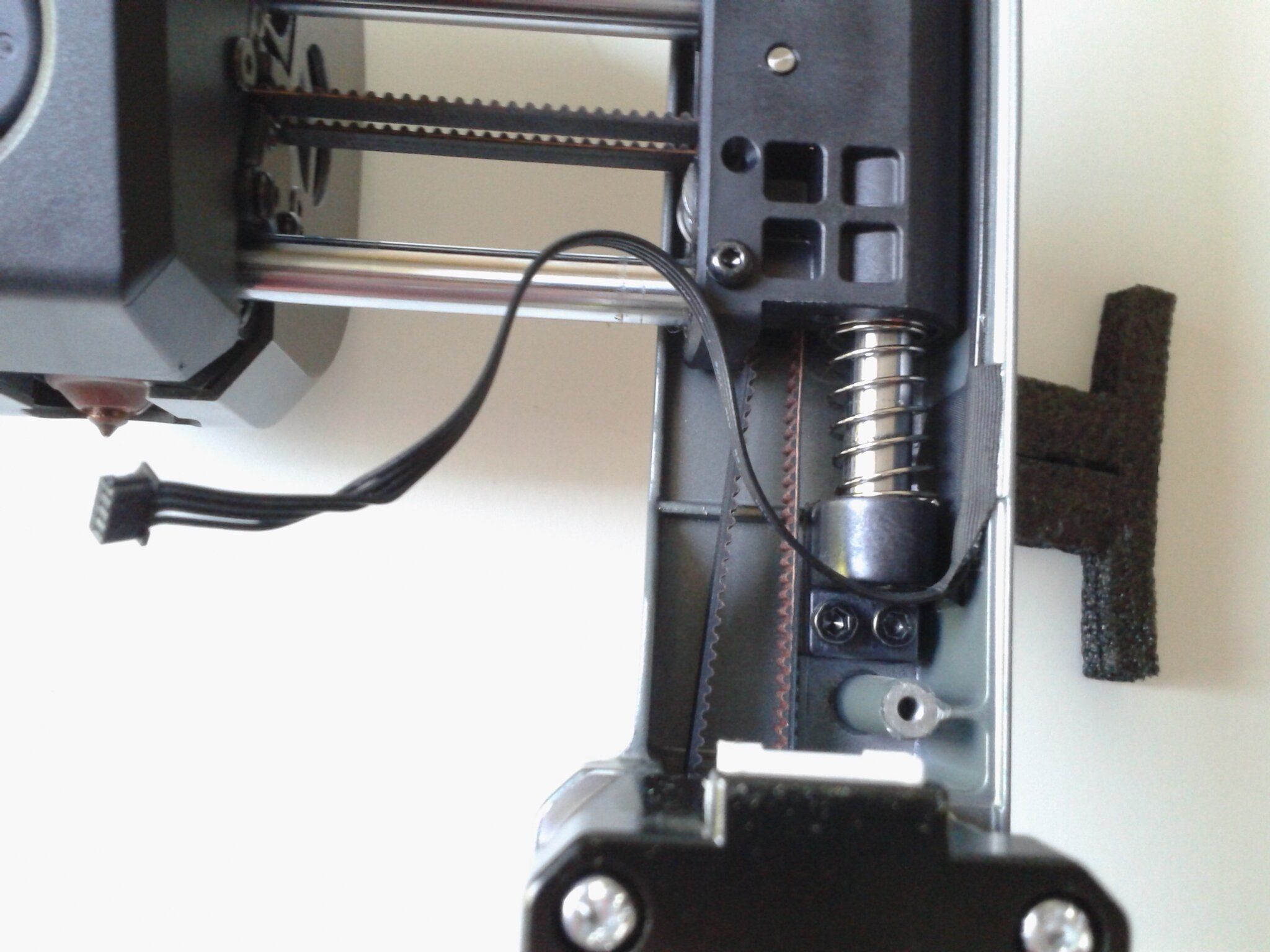
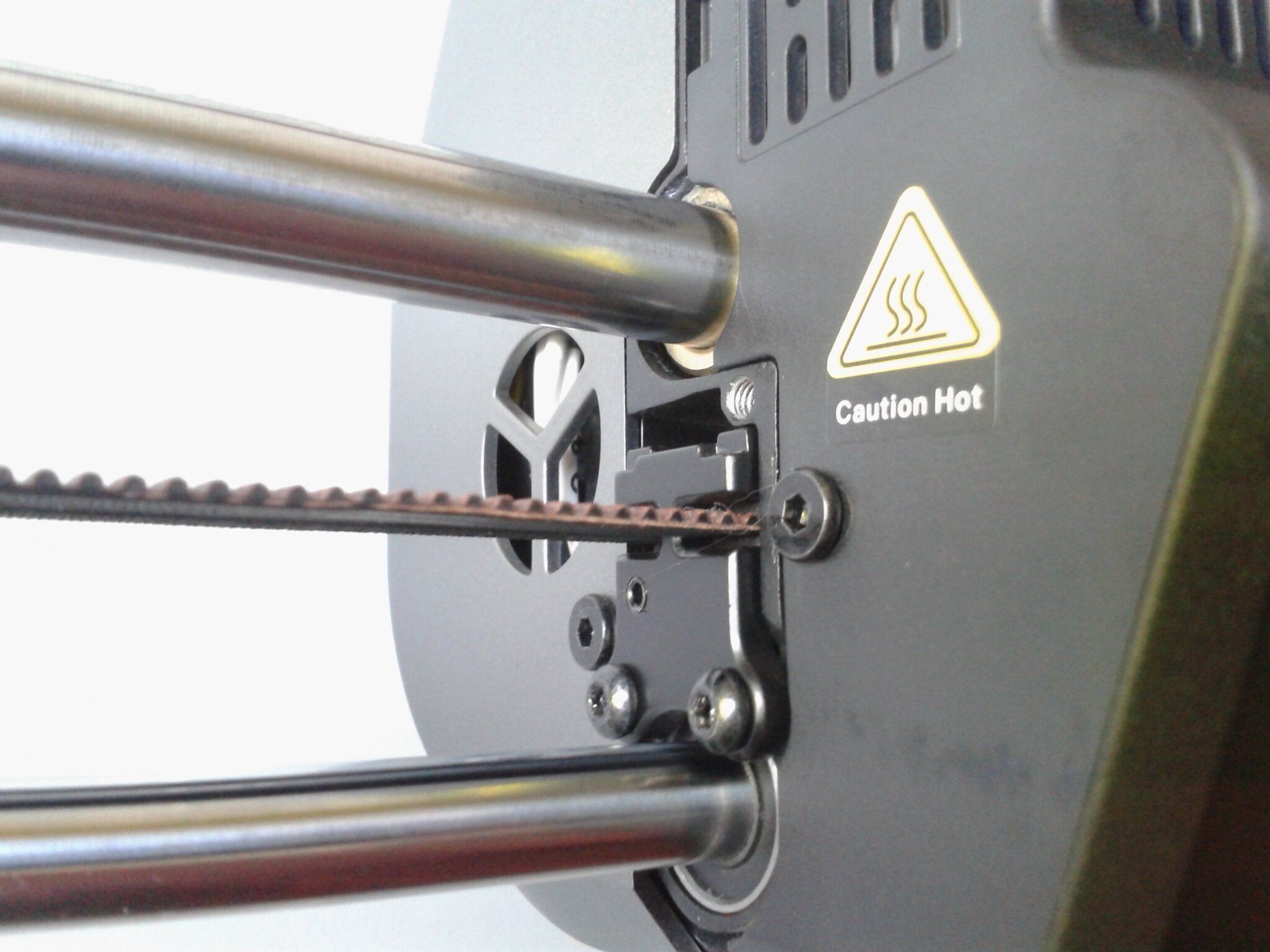
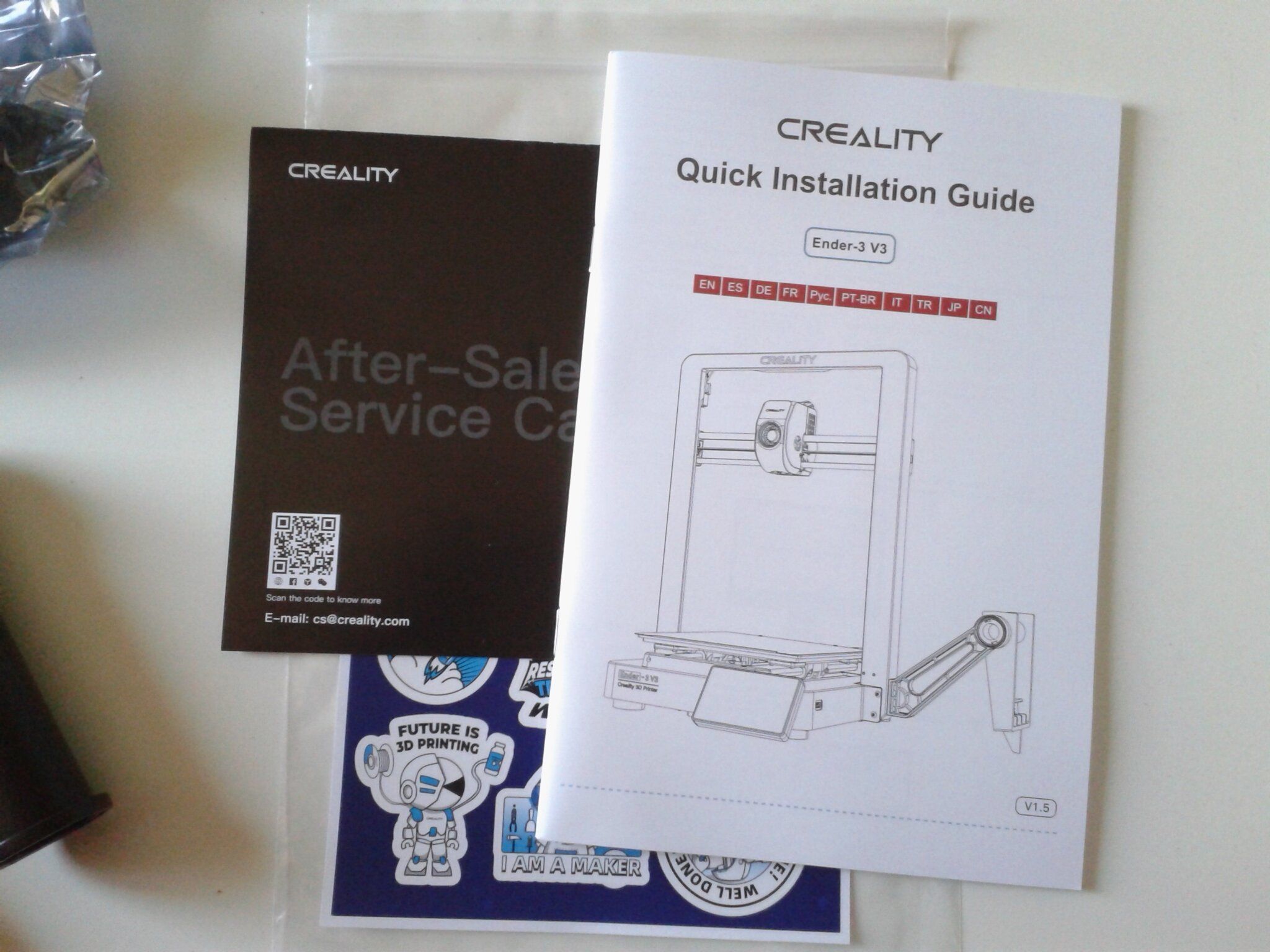
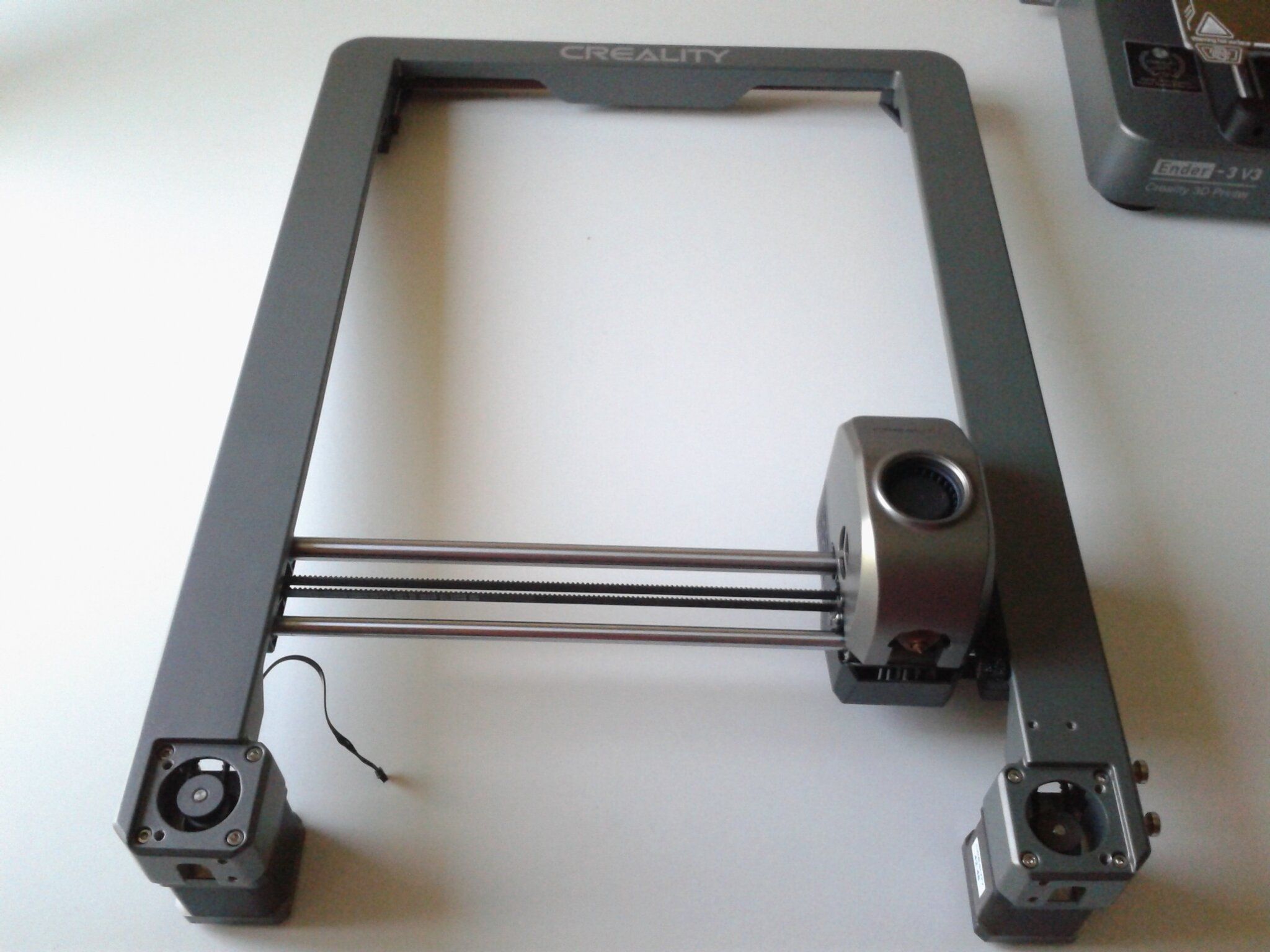
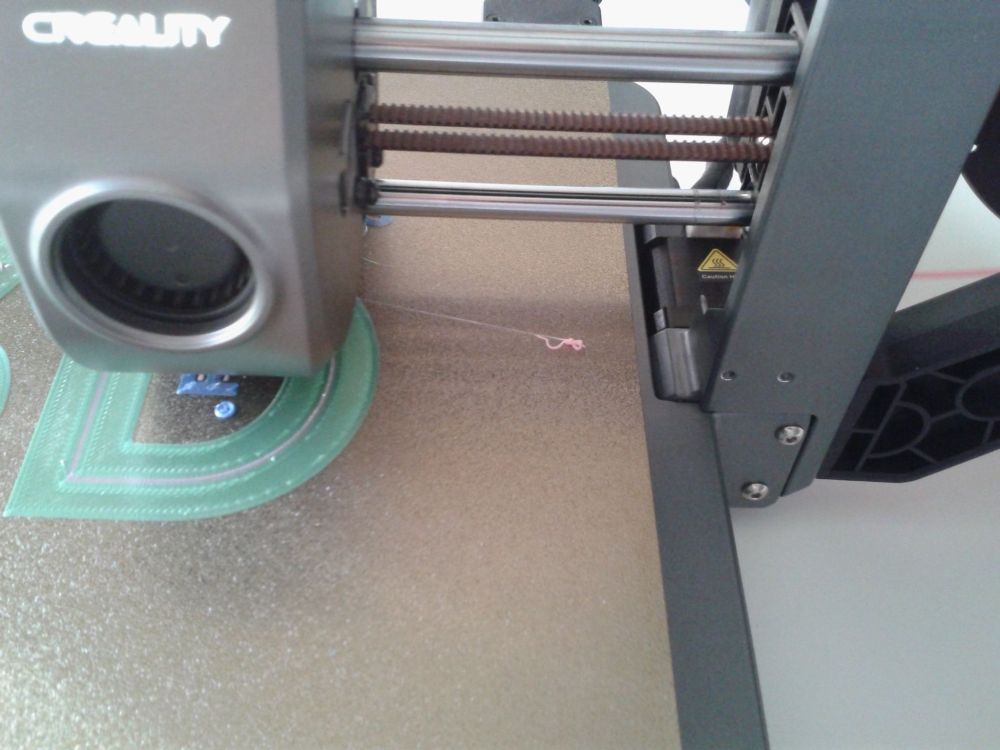
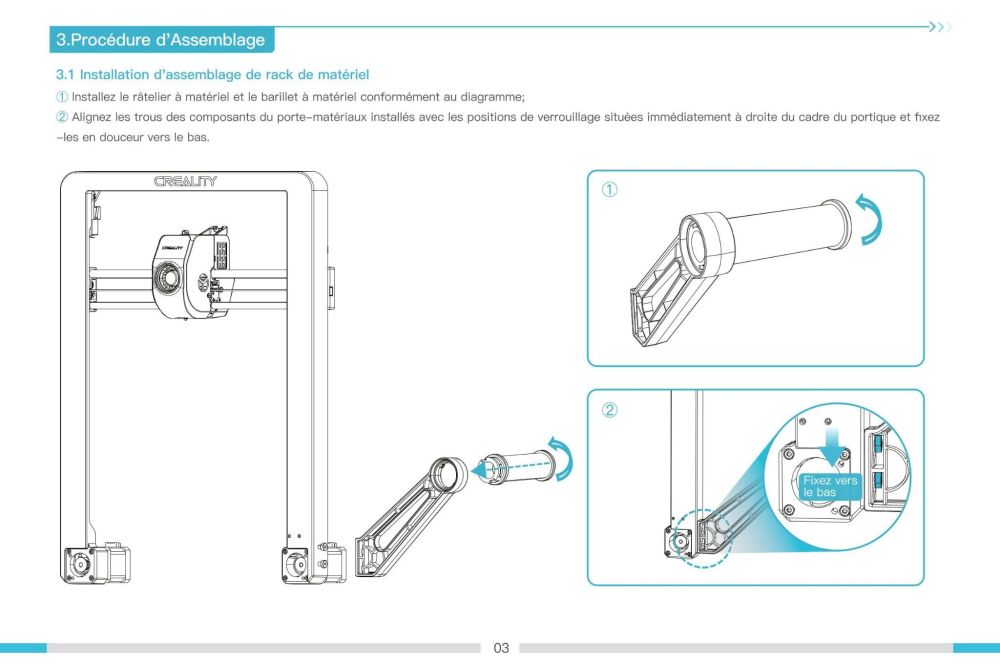
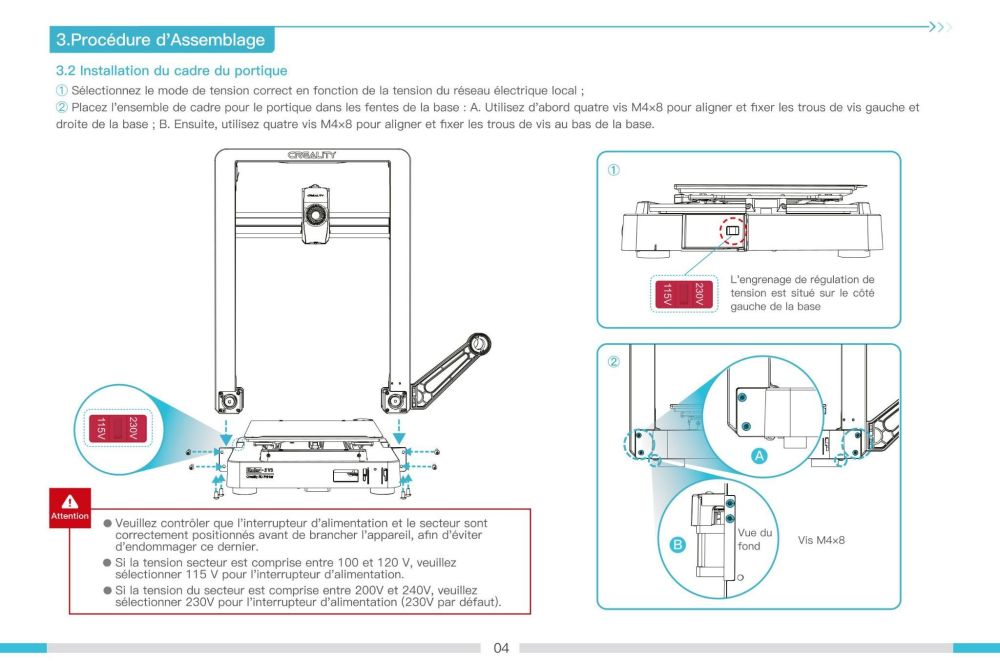
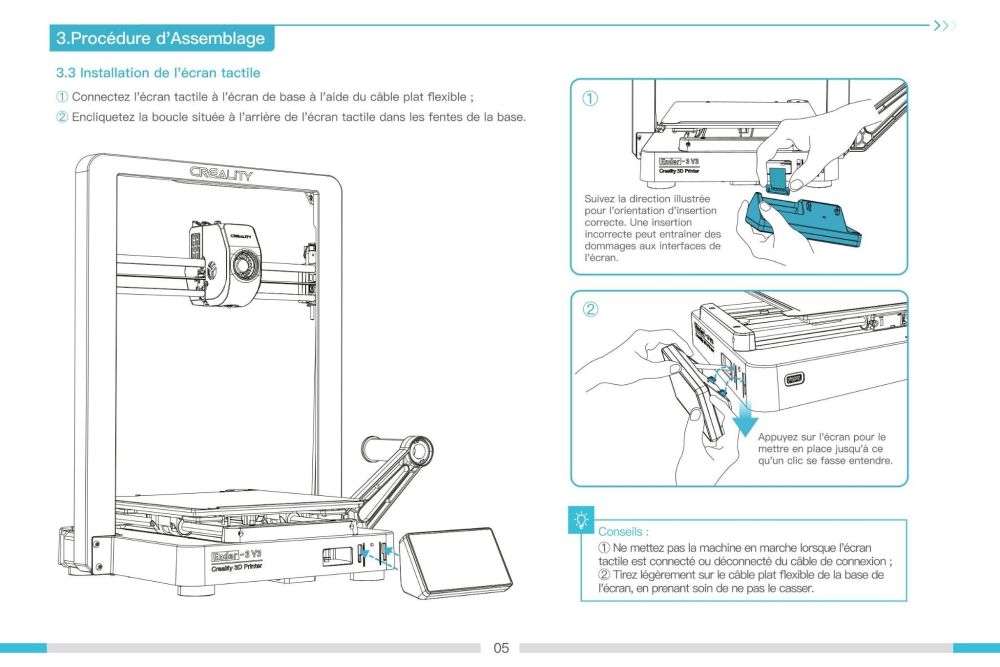
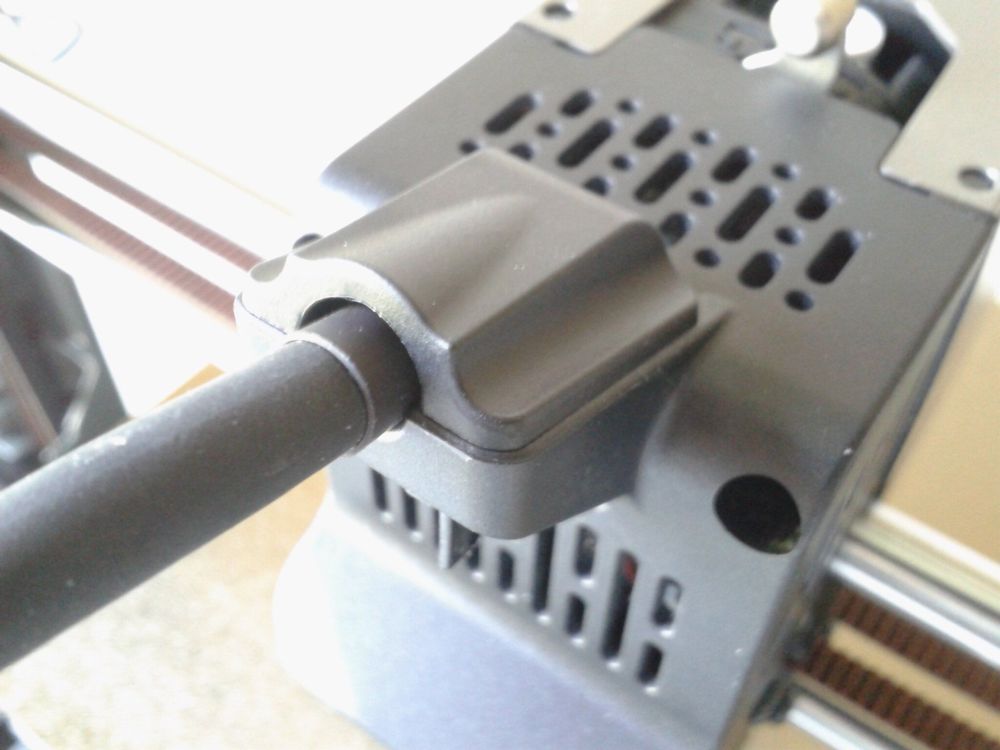
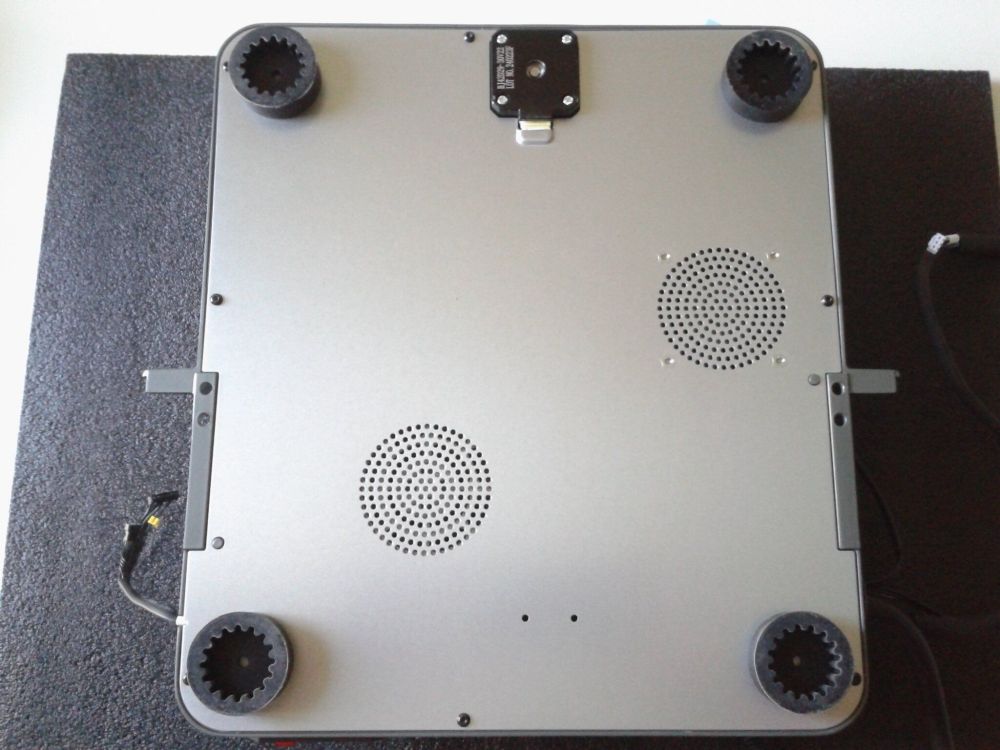
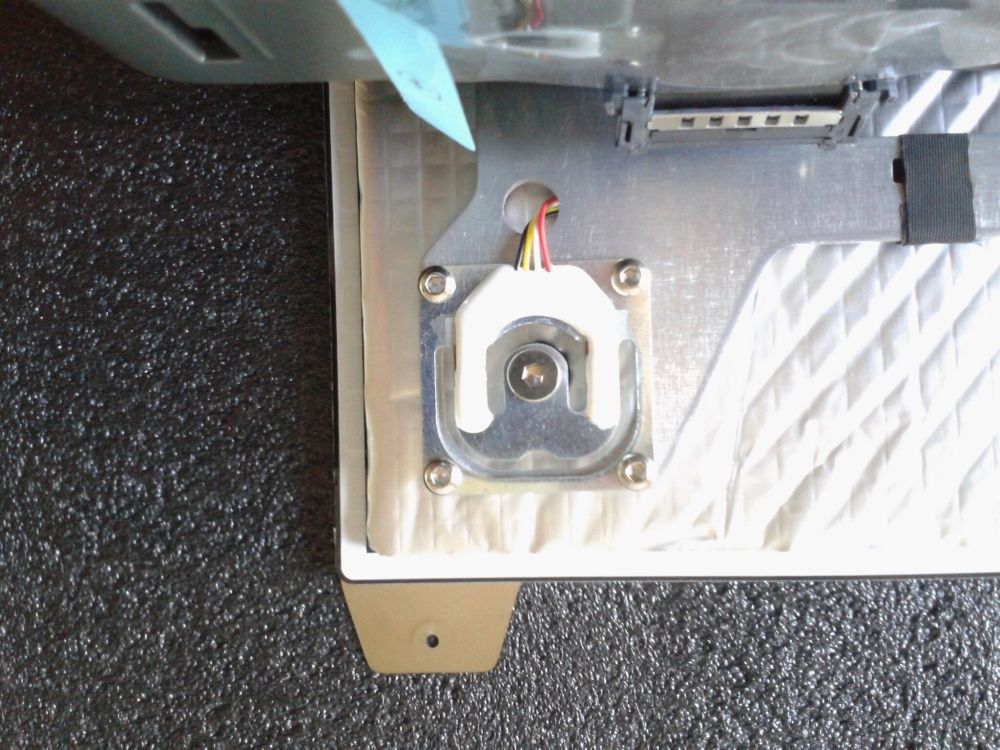
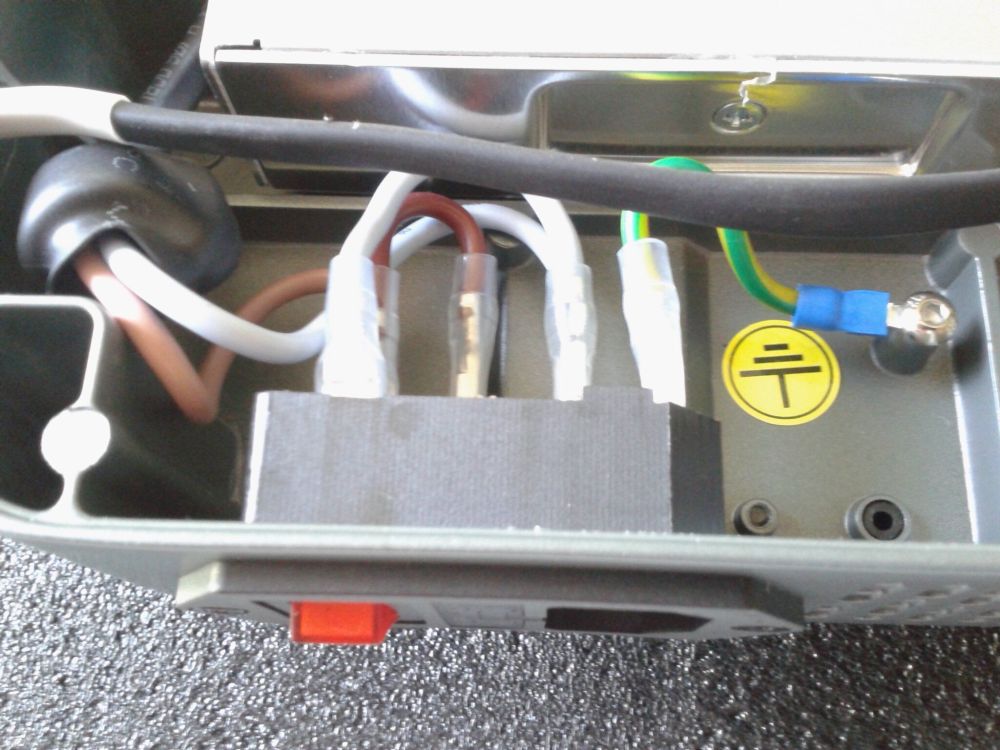
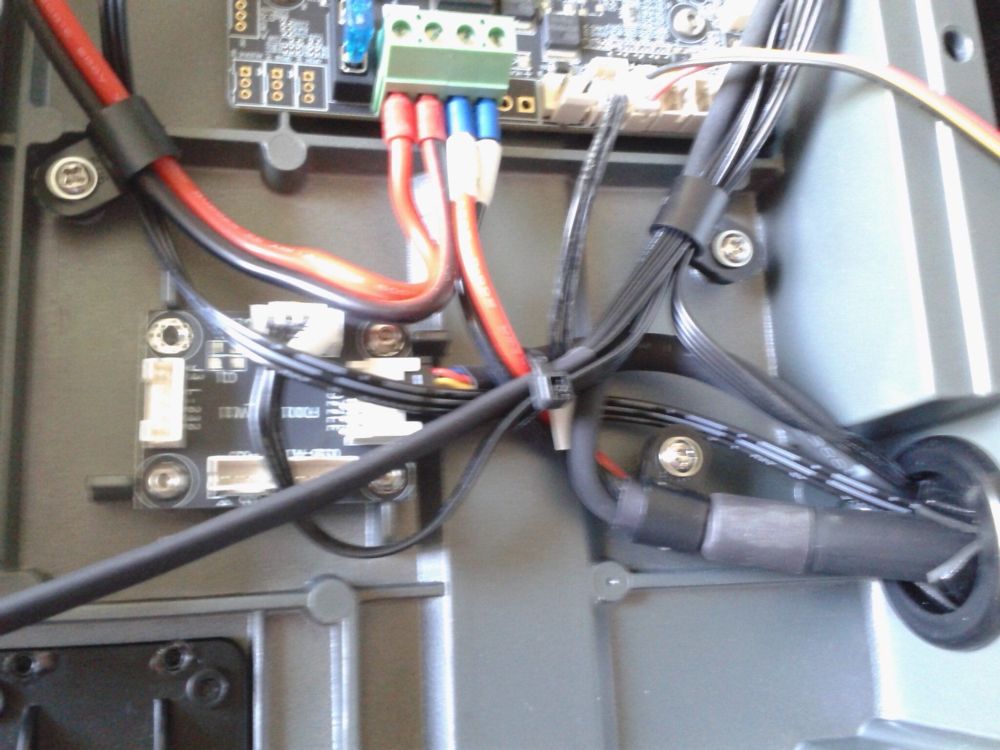
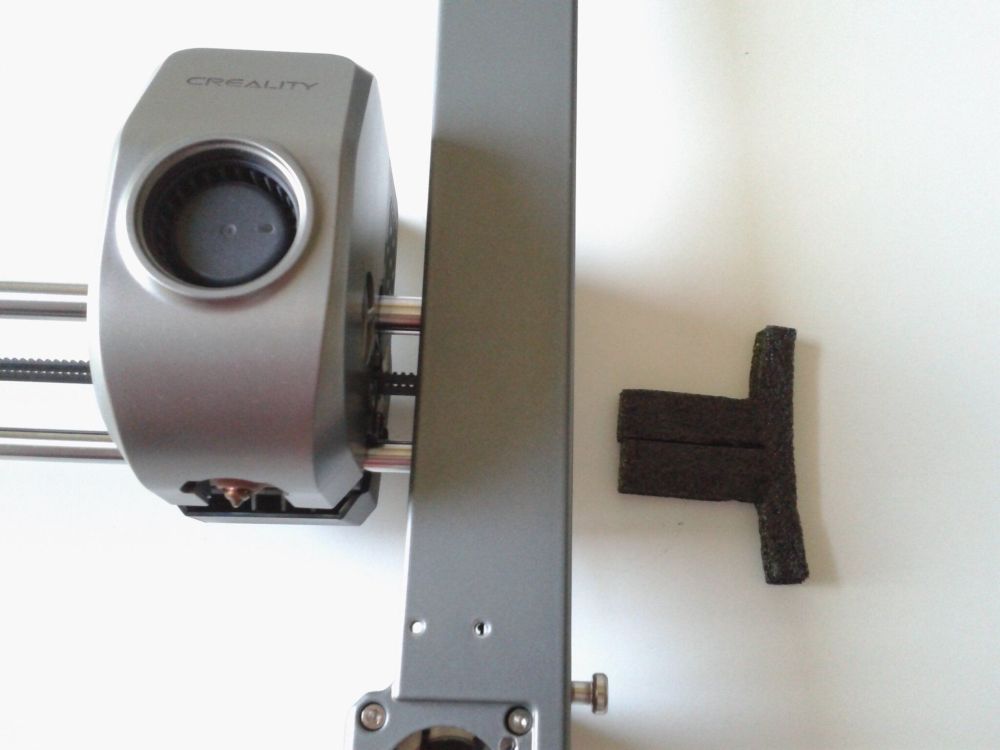
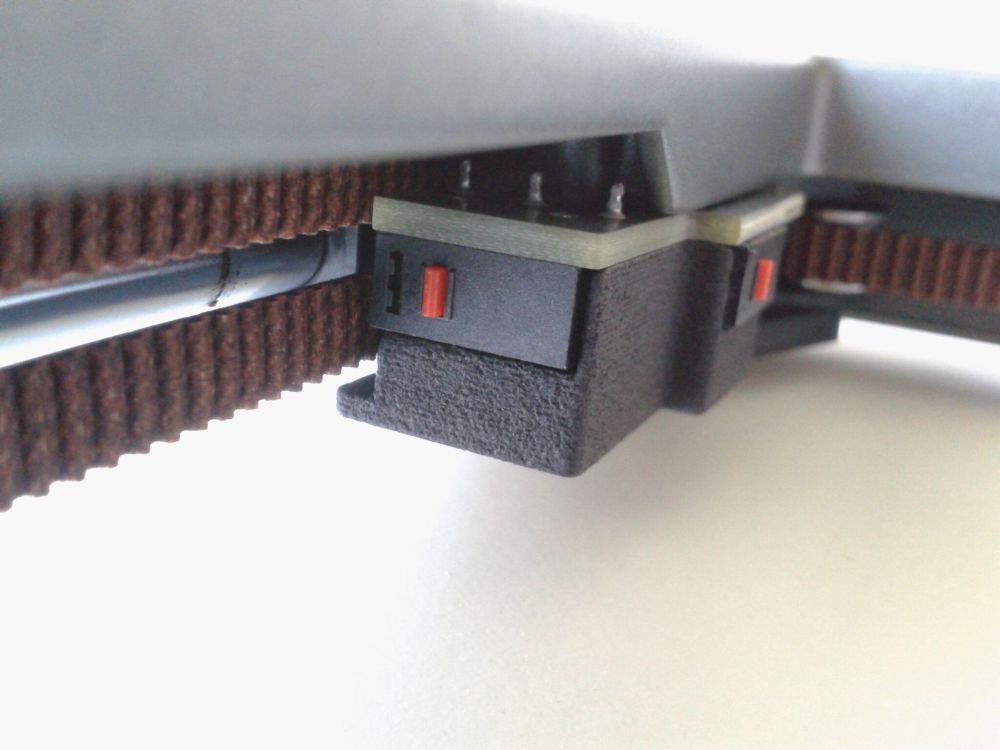
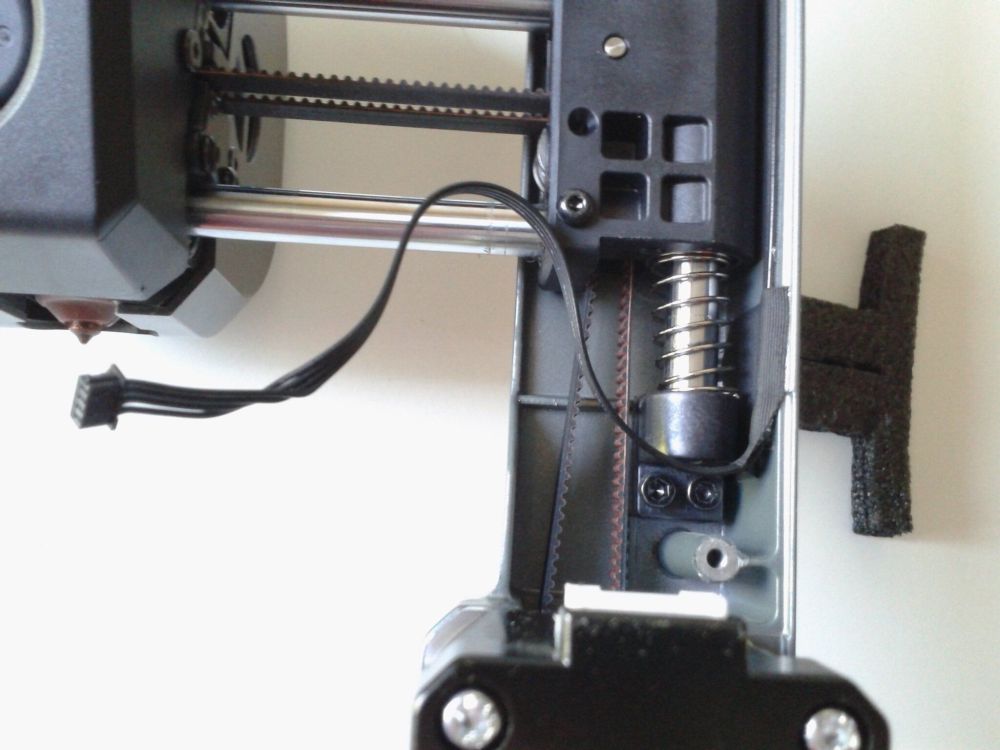
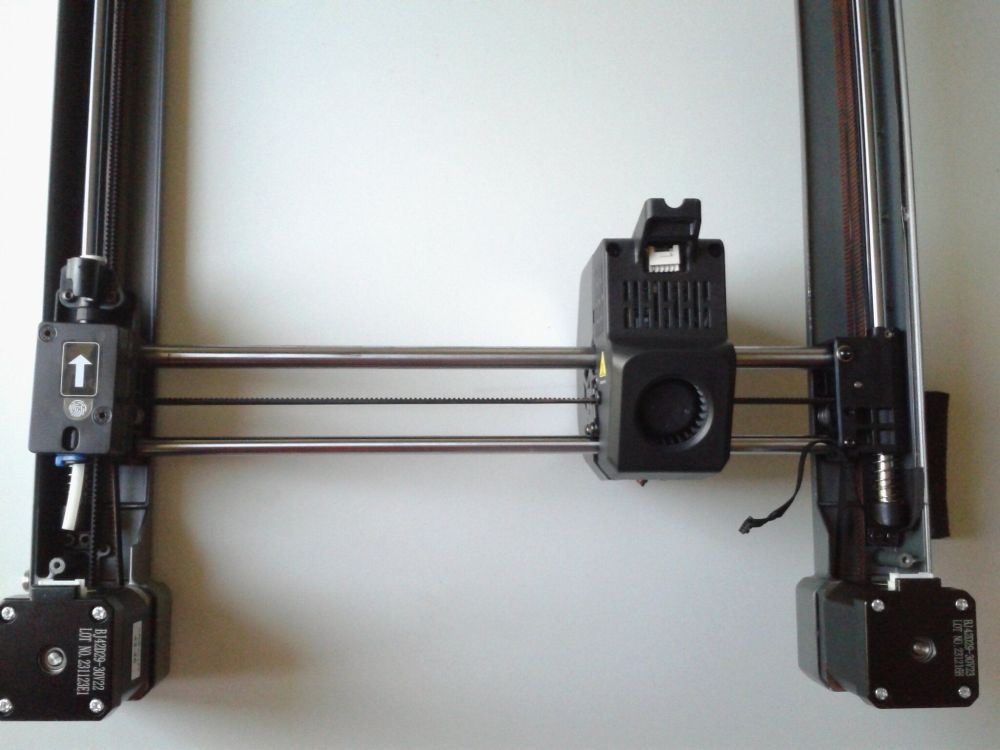
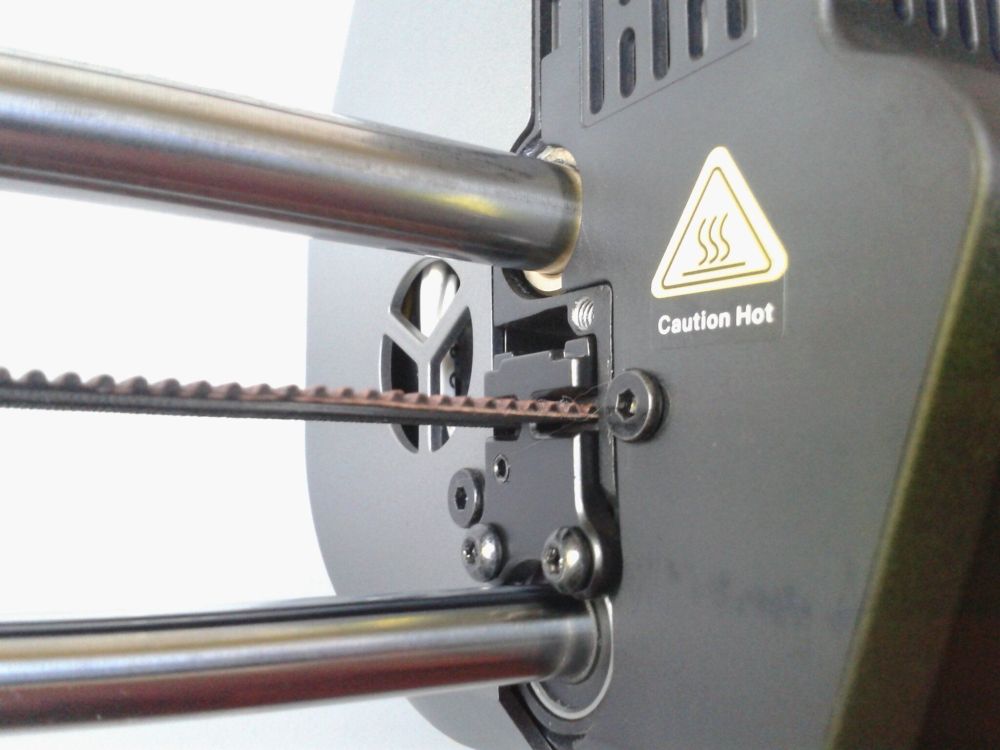
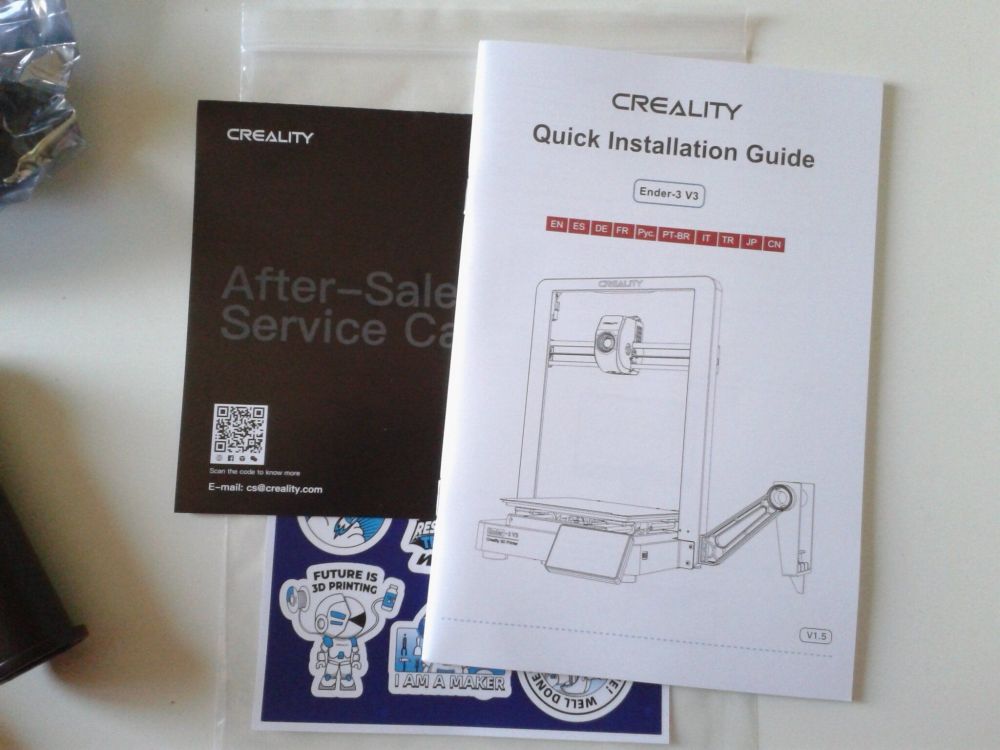
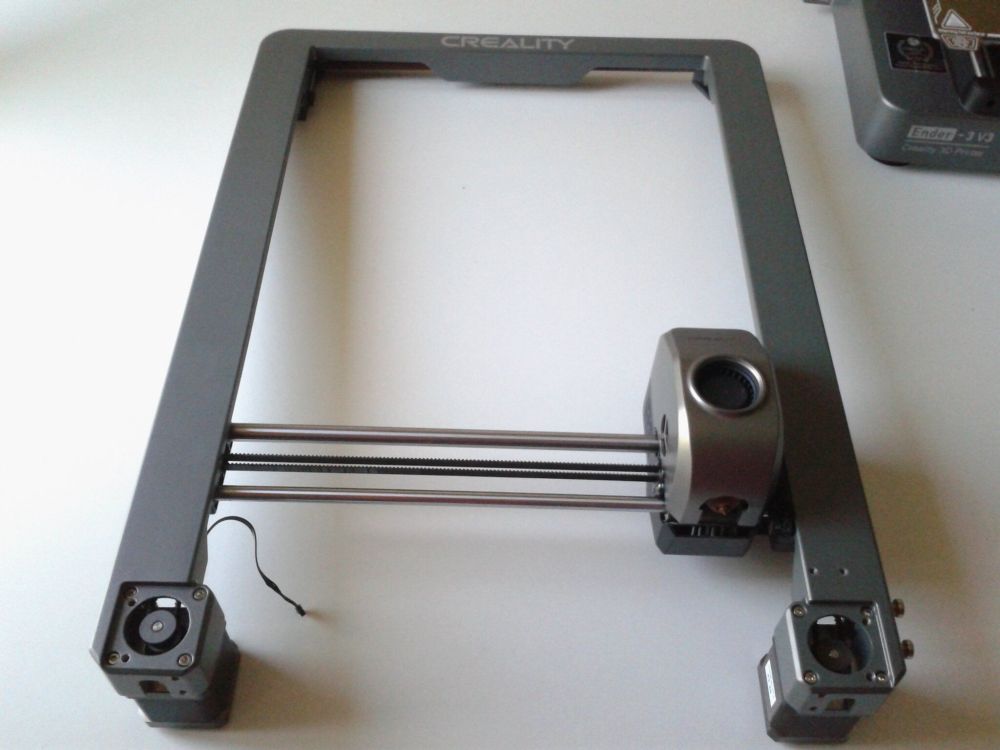
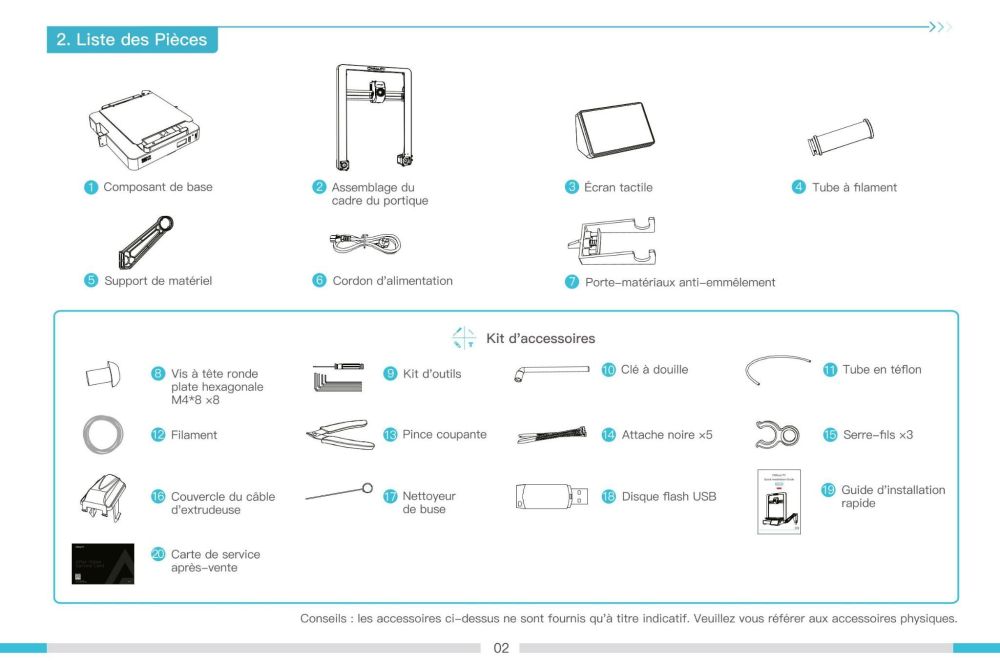
Assemblage La vidéo officielle de déballage et de mise en fonction "Ender 3 V3 Unpacking operation" Photos en vrac. ( J'ai mis en place le porte-bobine de filament vers la fin. Mais comme c'est documenté comme étant la première chose à faire ... ) ( J'avais déjà vérifié la position du sélecteur de tension avant de mettre le portique ) En bonus Nettoyer et lubrifier les tiges de guidages ( X, Z et Y ), vérifier que le plateau chauffant est bien fixé a son support (serrage des vis). Vérifier que les capteurs de fin de courses Z et X font bien "clic" quand il rentre en contact avec, "la barre de support" de l'axe X qui vient déclencher le capteur de fin de course Z, et la tête d'impression qui vient déclencher le capteur de fin de course X. Enfin brancher et allumer ( Il reste à mettre en place le tube PTFE, qui guide le filament entre le capteur de fin de filament et la tête d'impression, et ses trois petits clips pour le maintenir avec le faisceau de câbles )
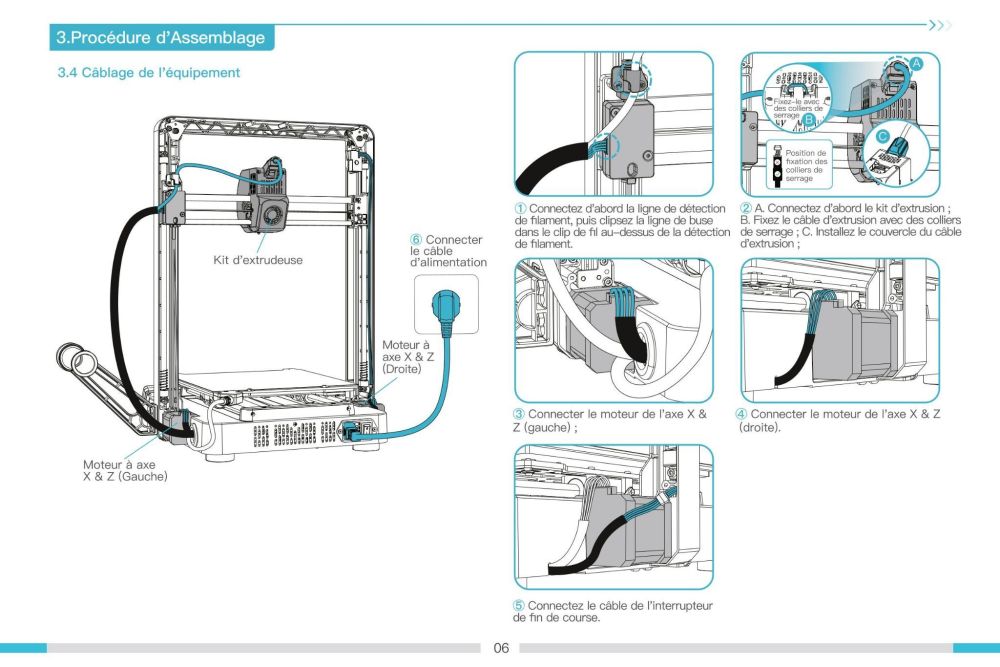






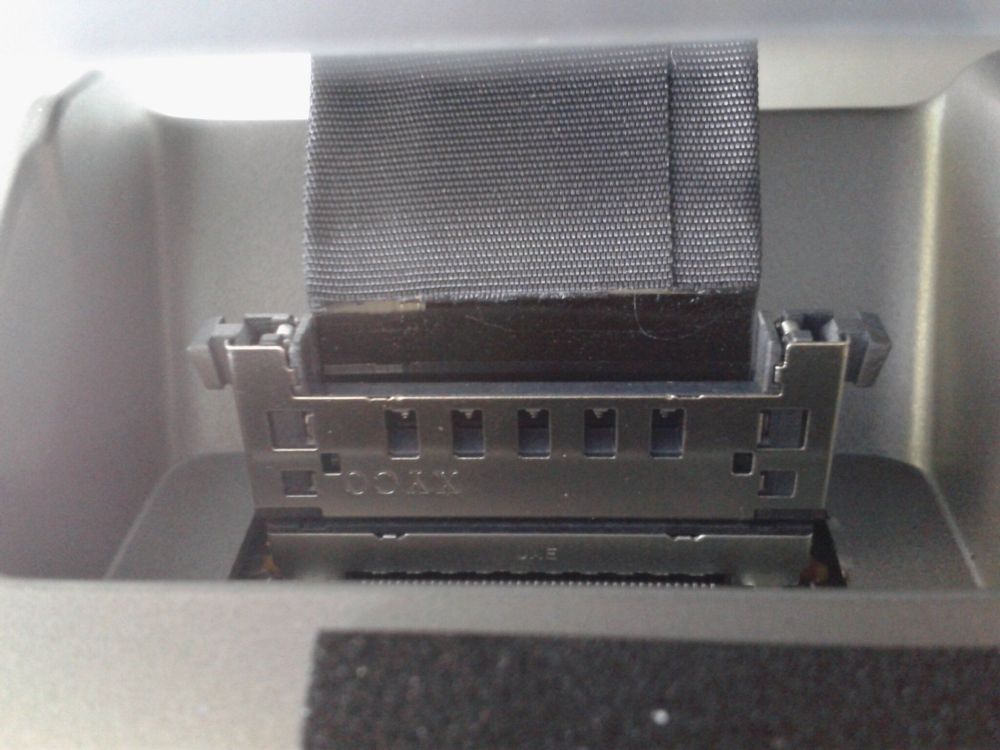








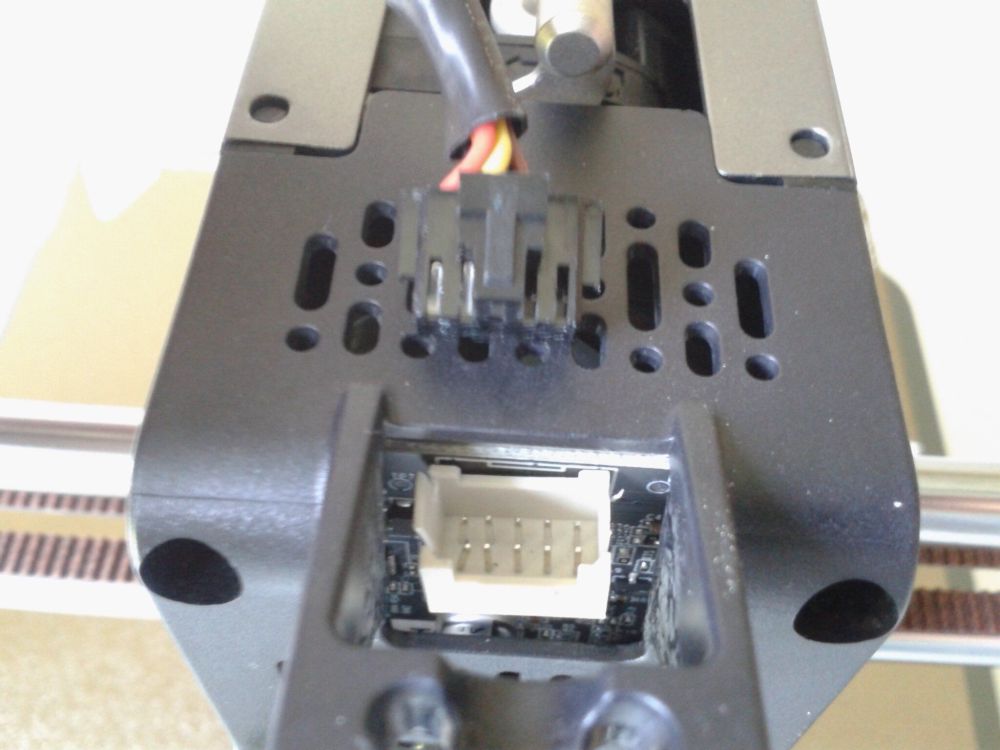
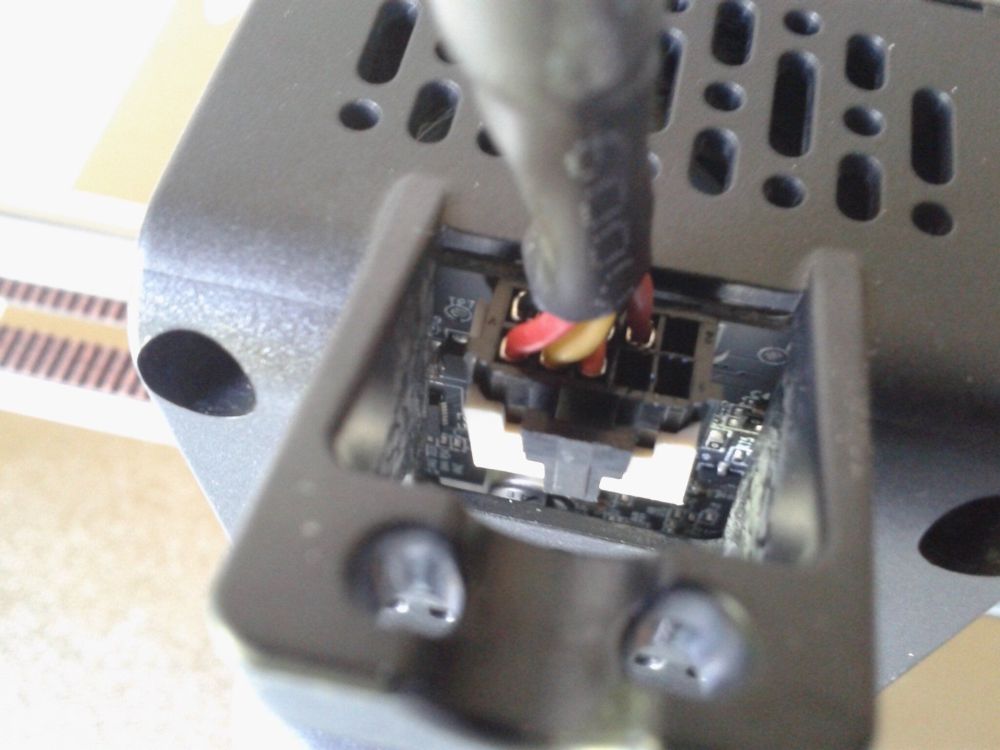


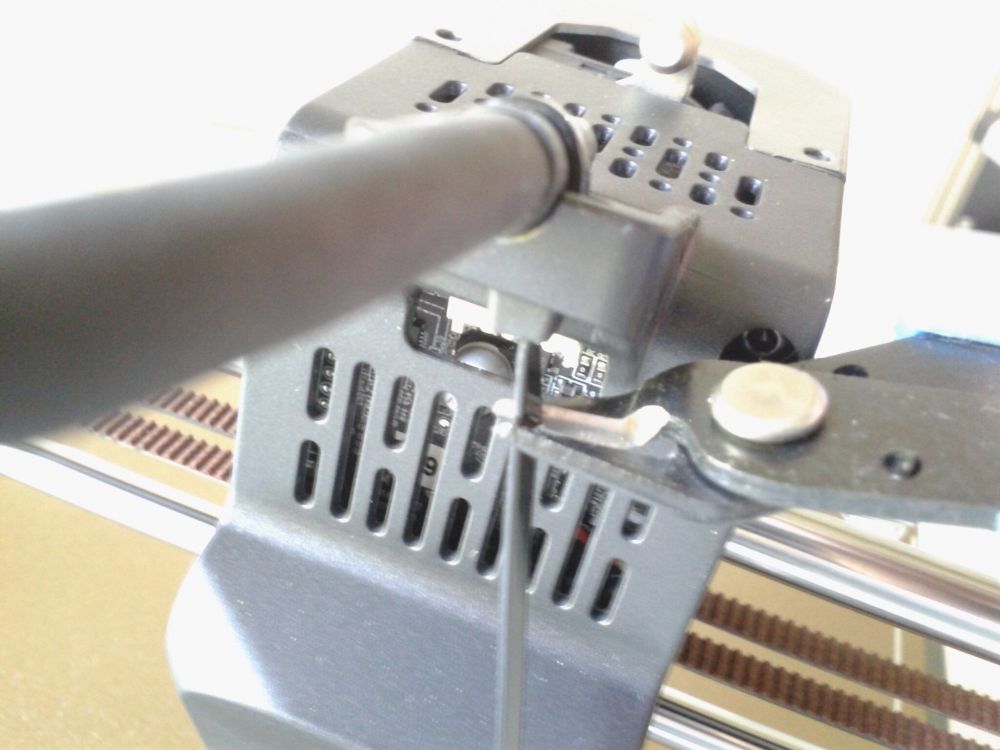

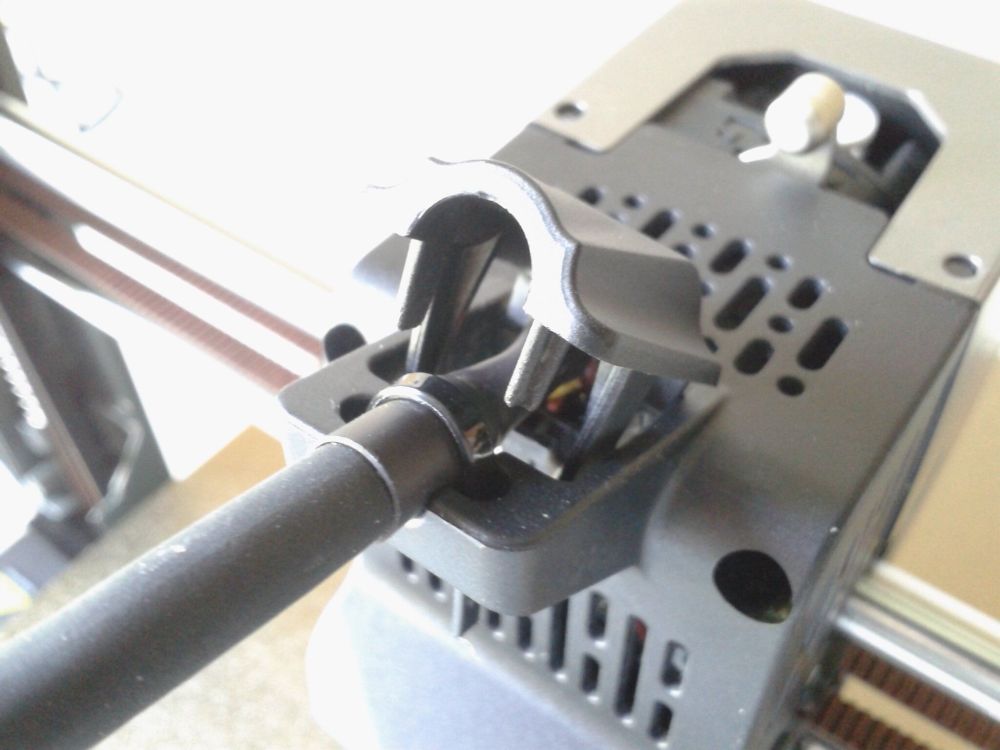

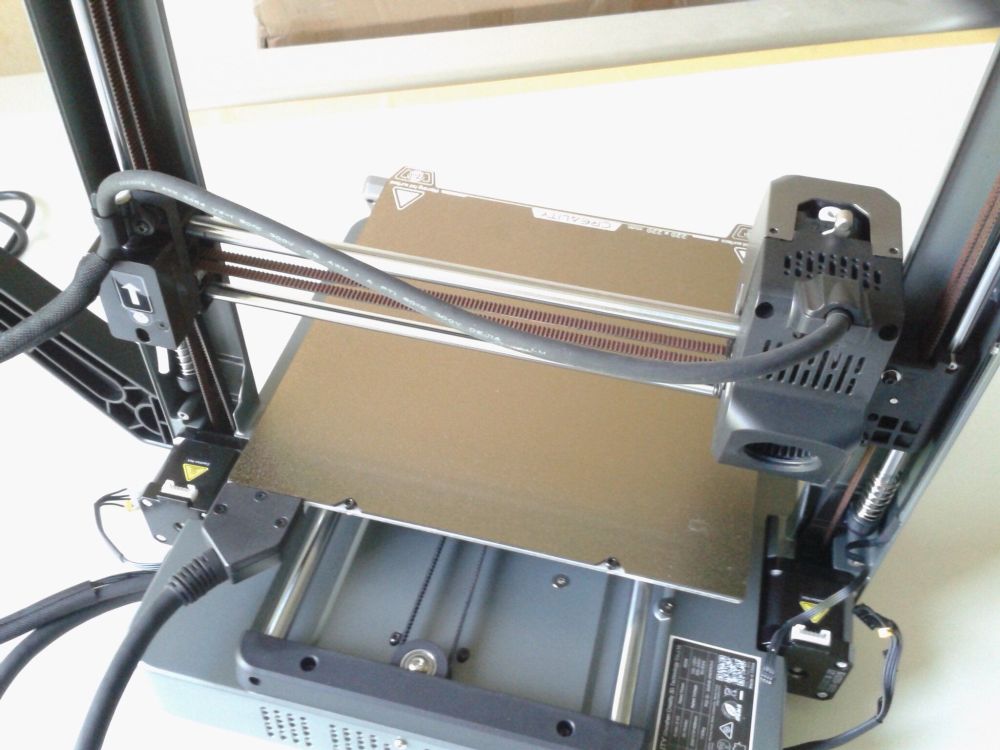

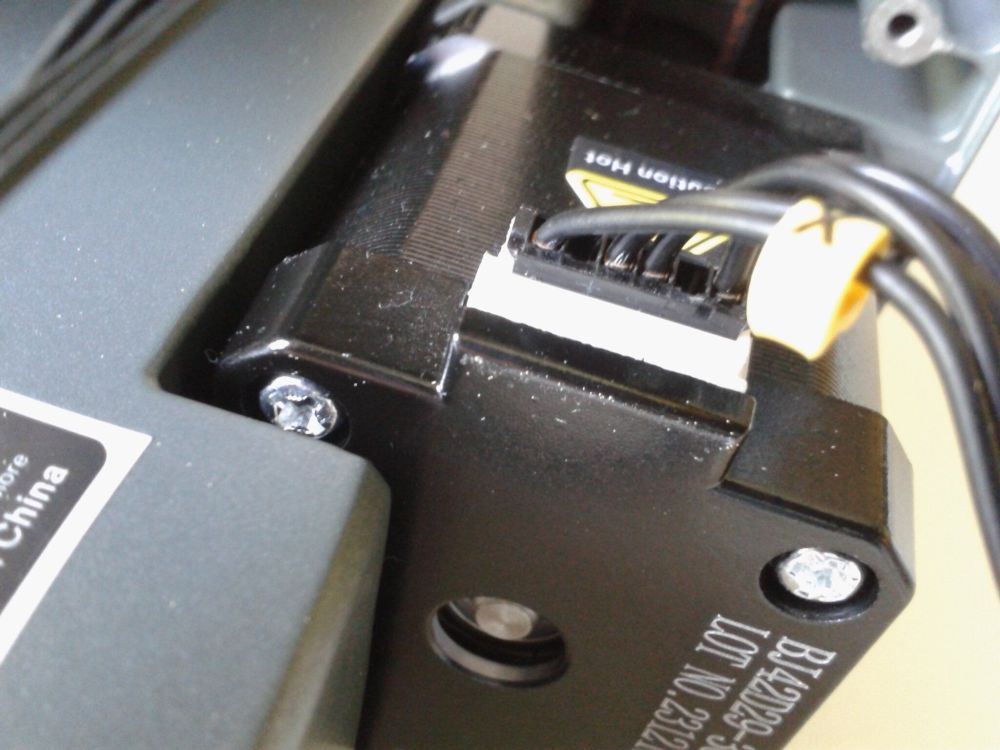



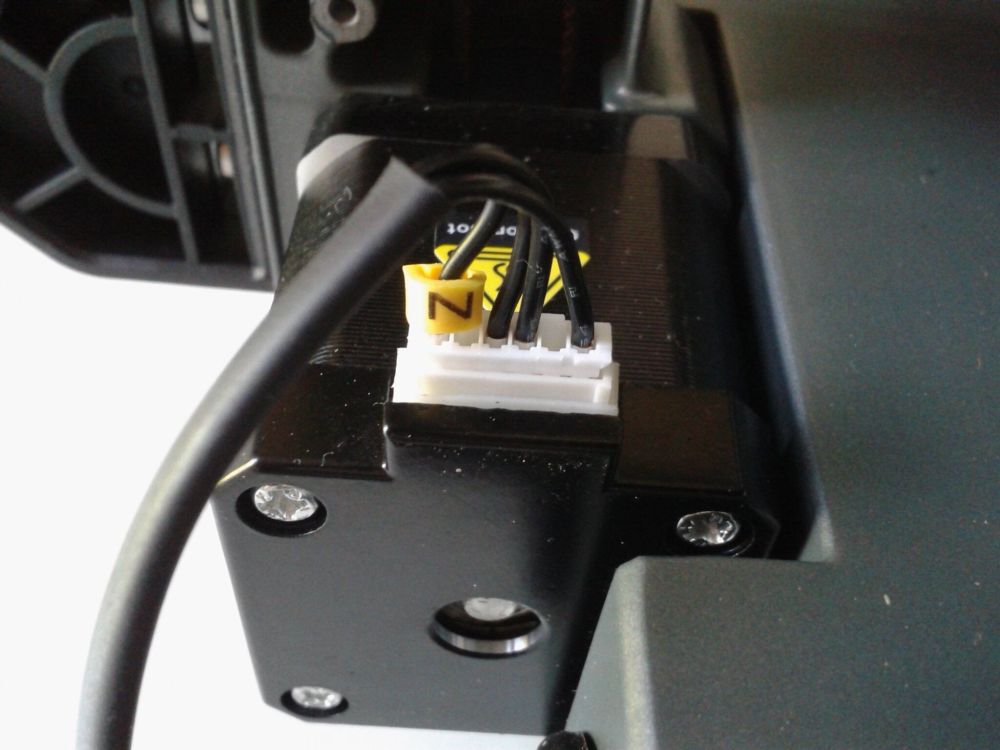




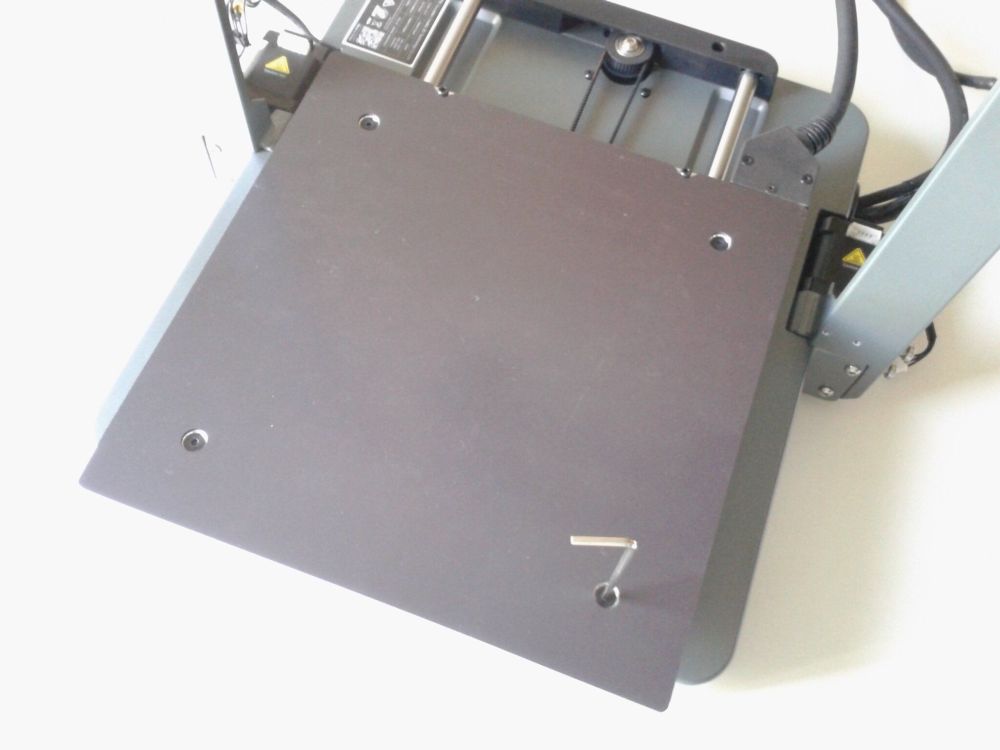
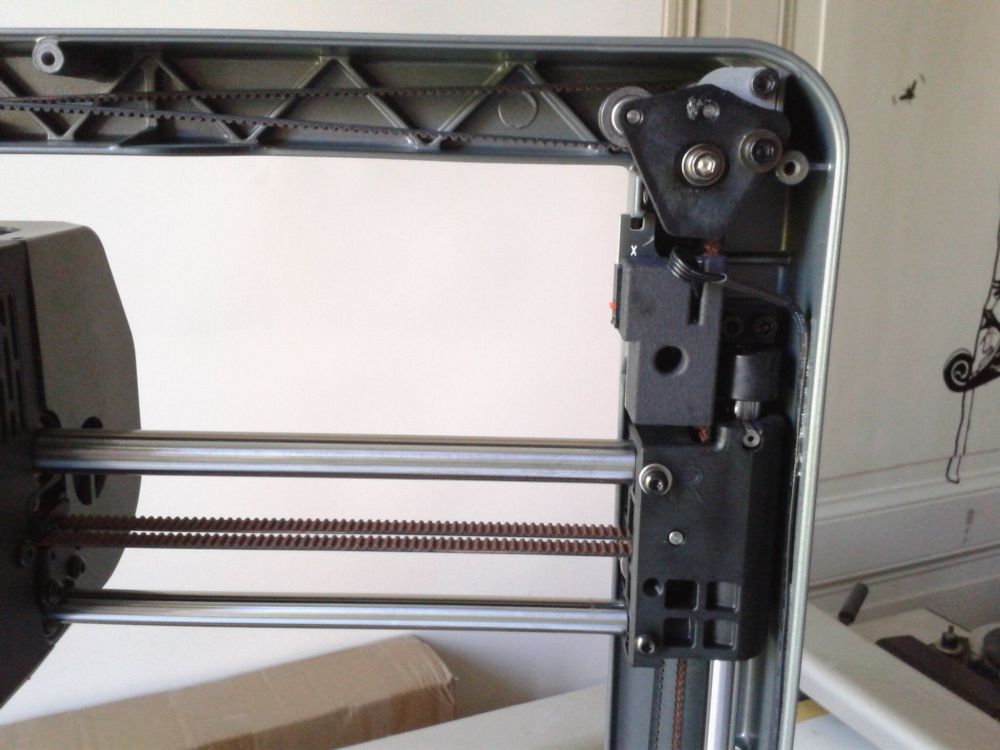
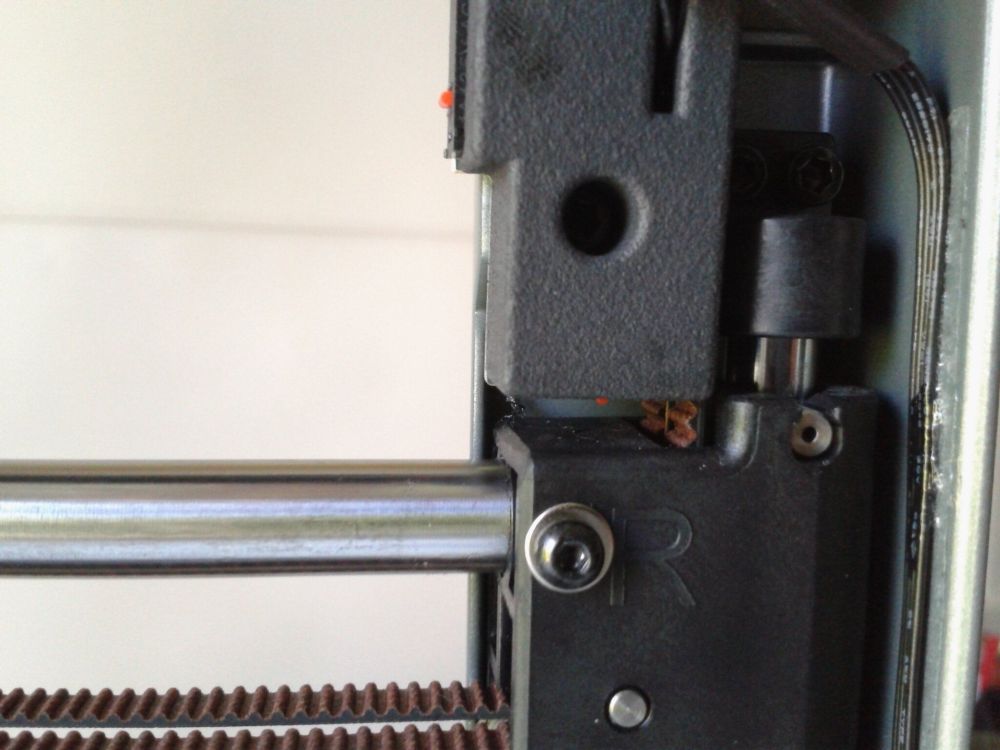
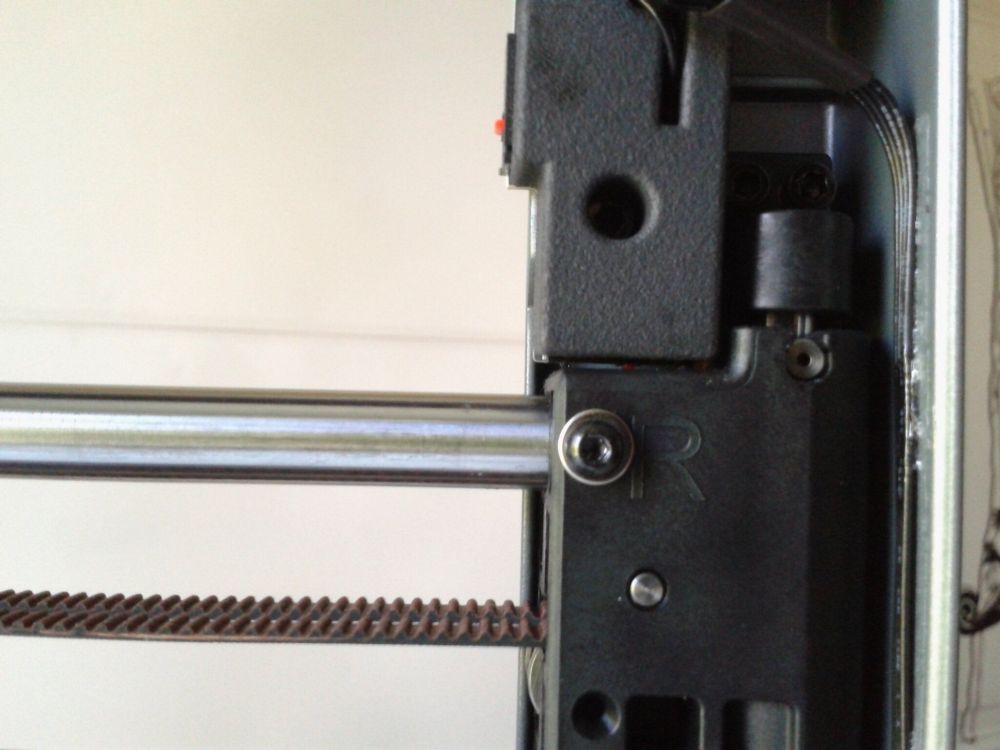









 1 point
1 point -
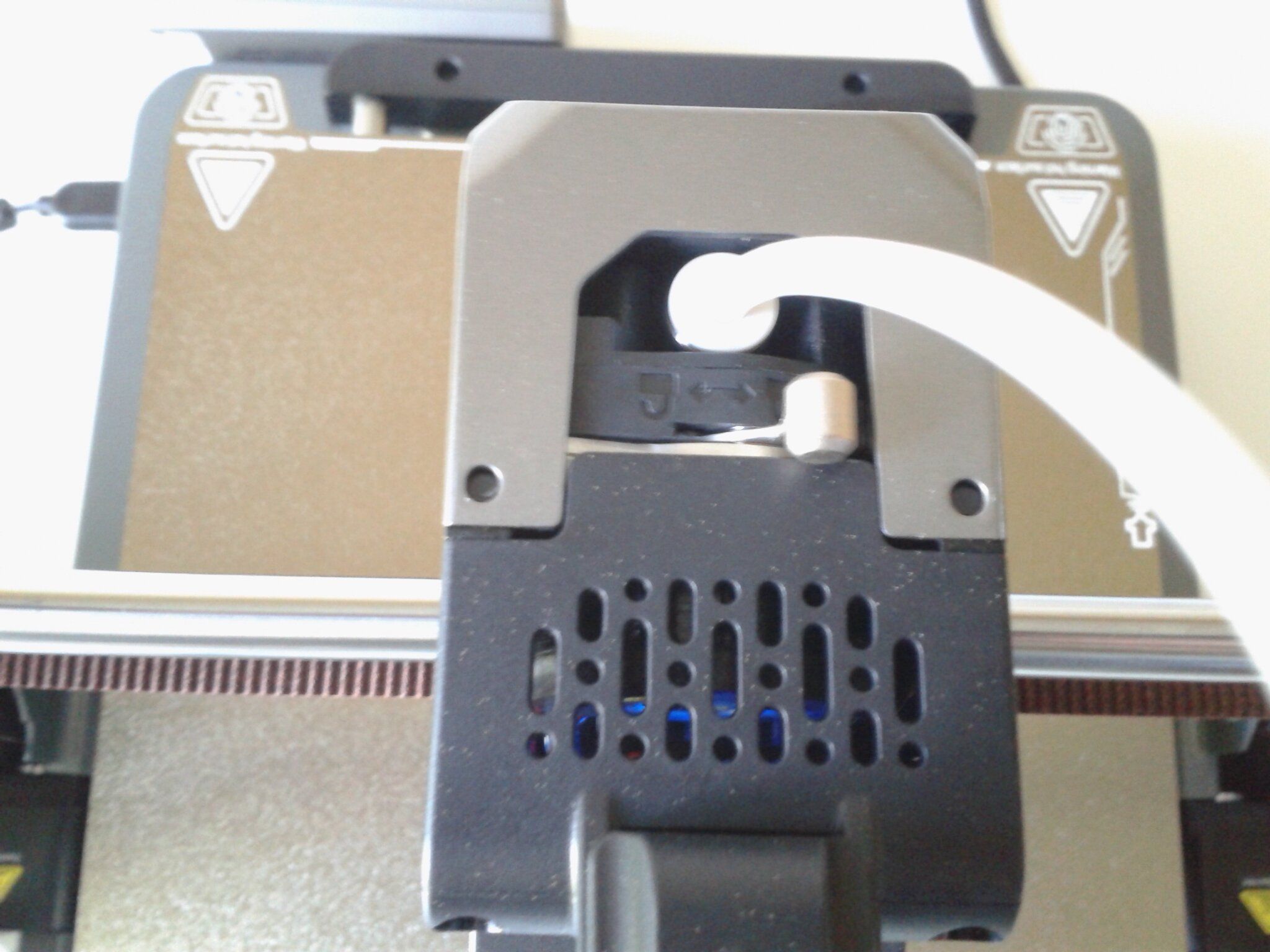
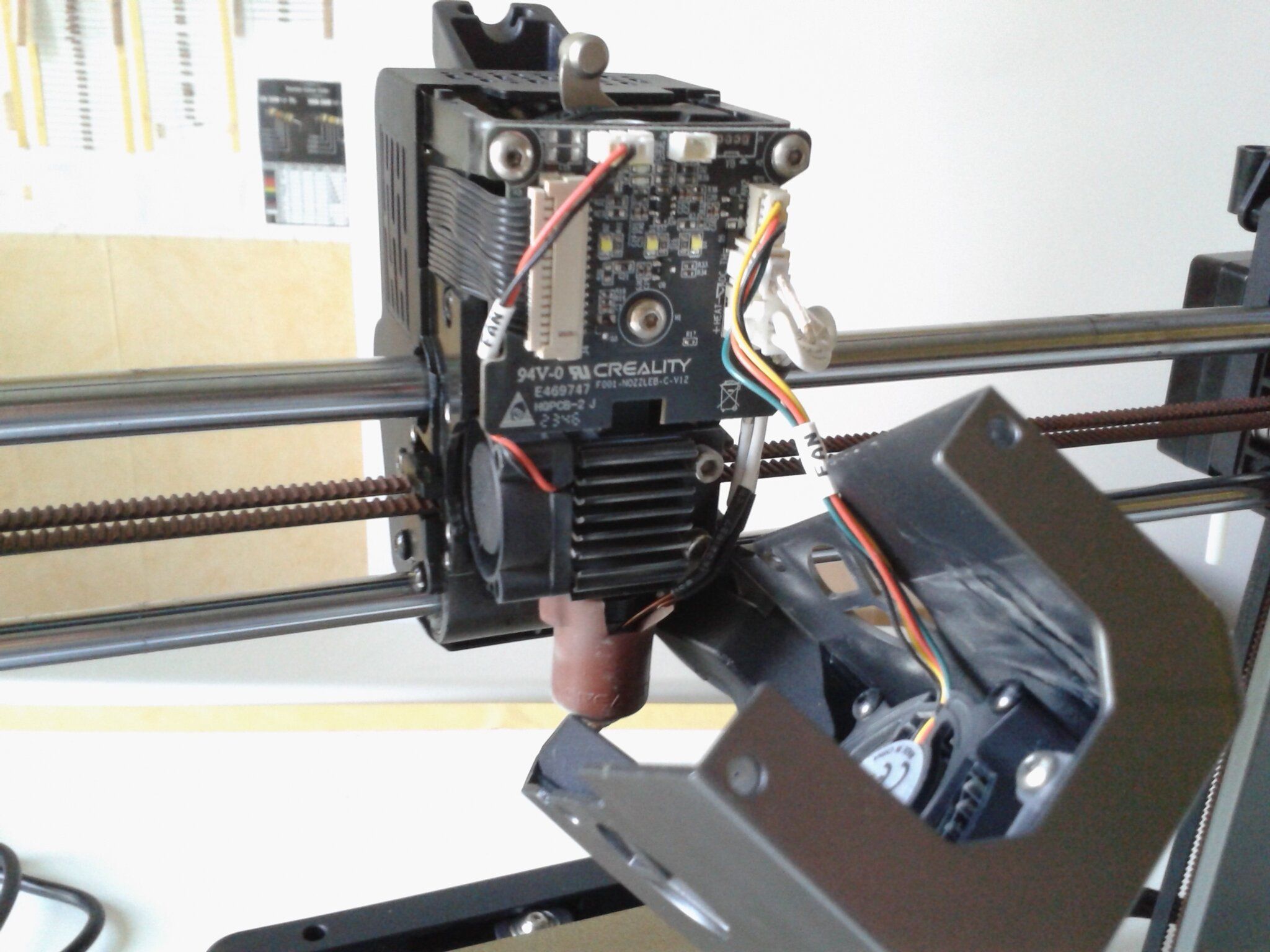
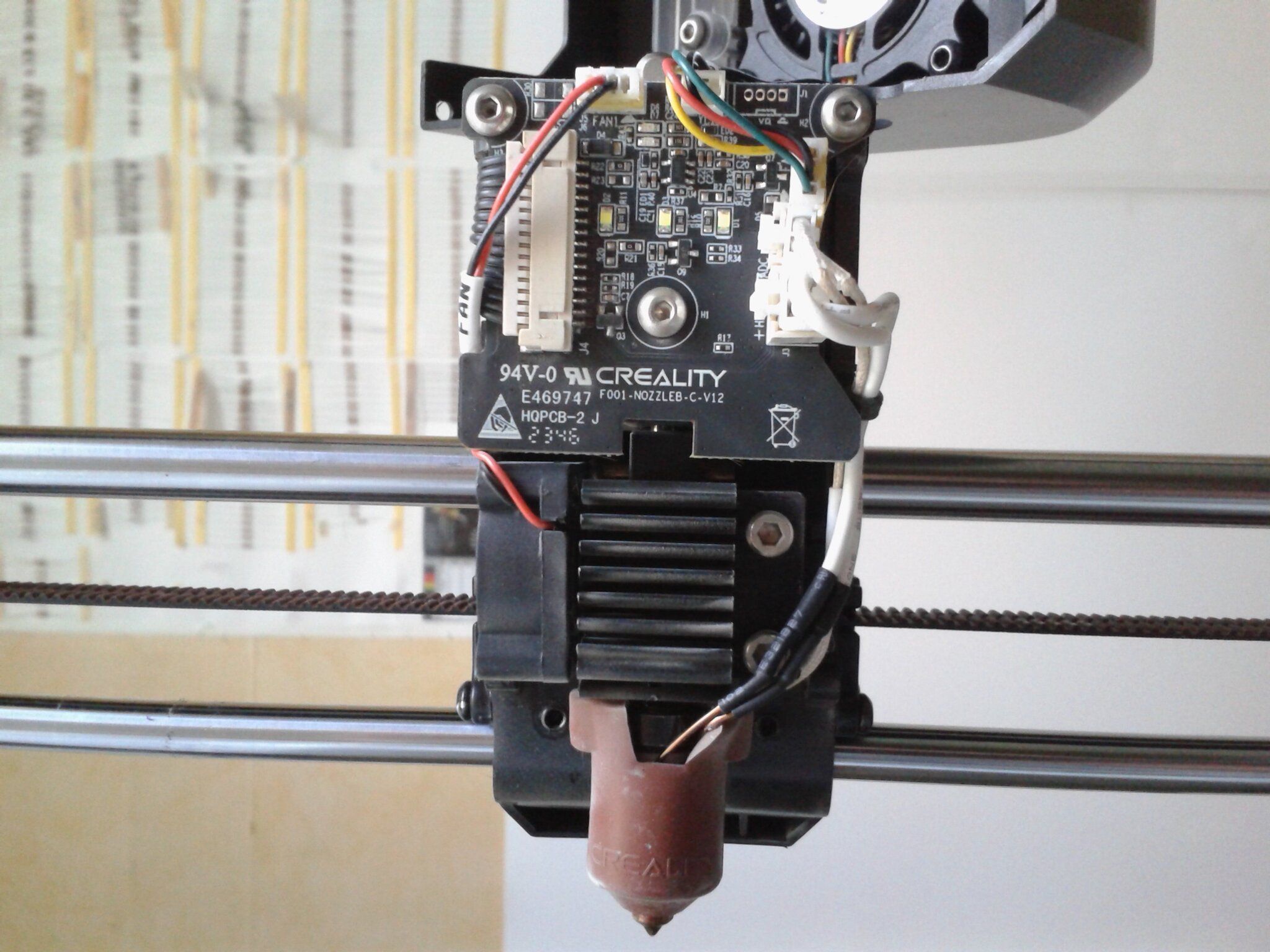
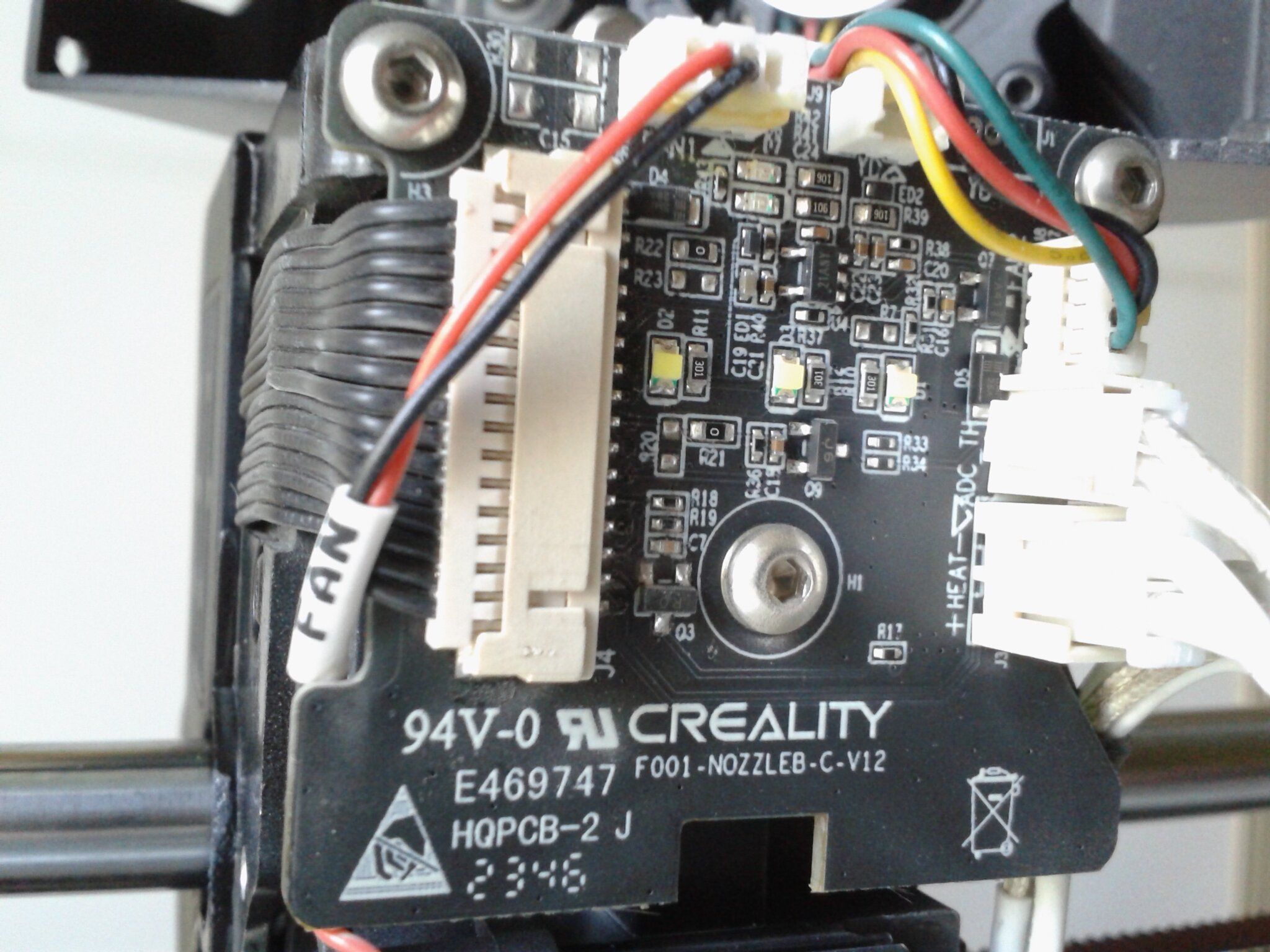
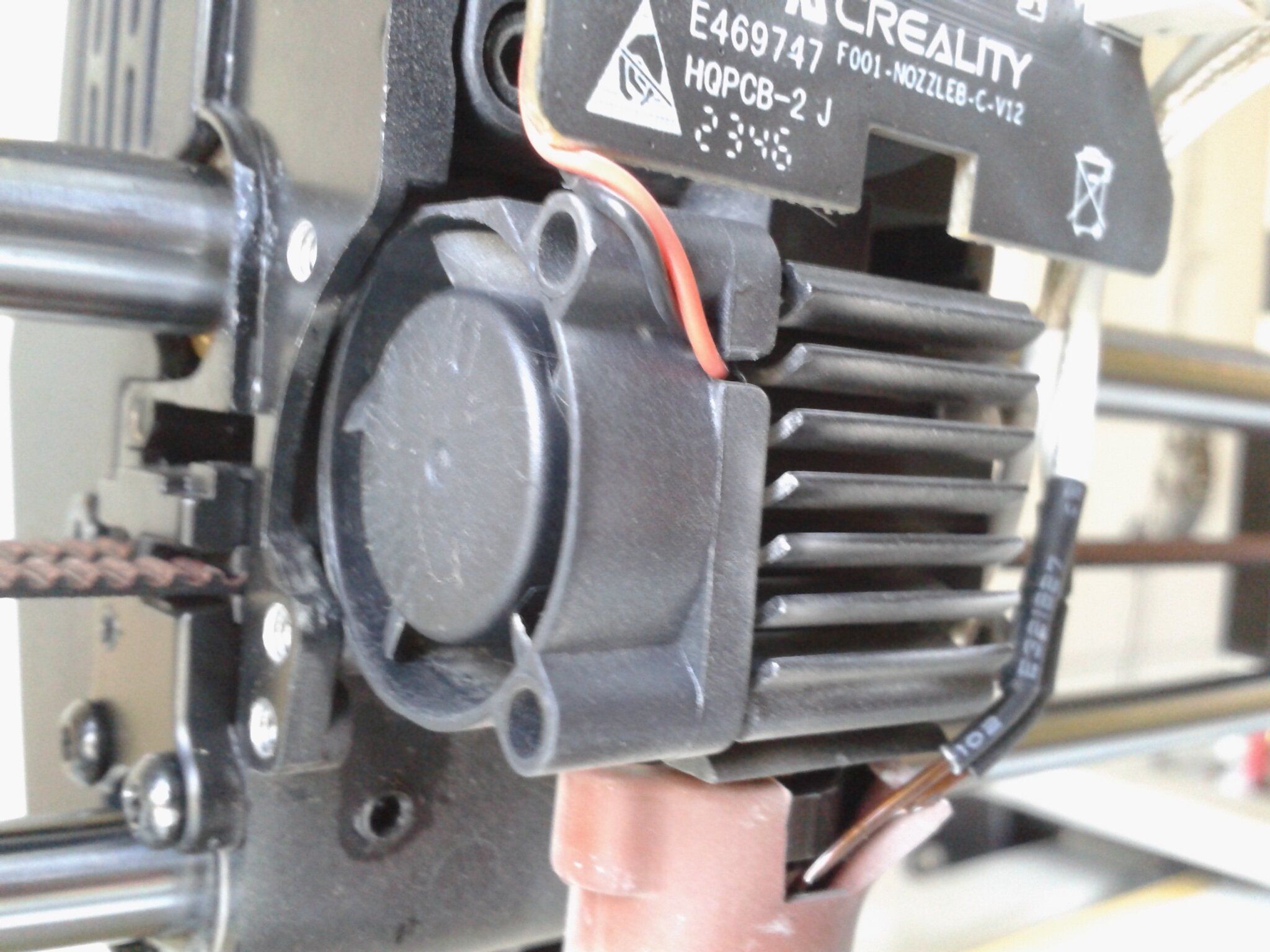
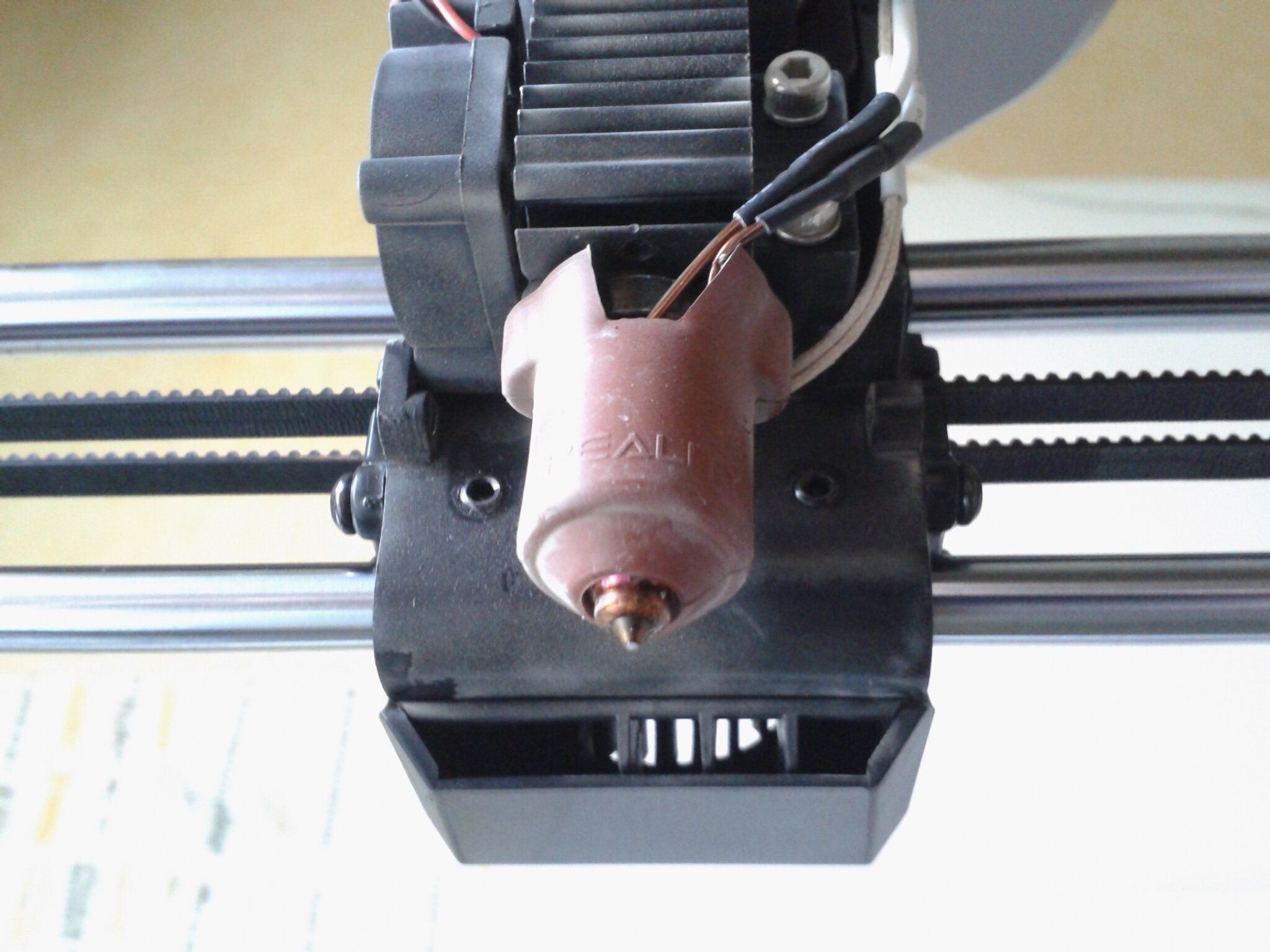
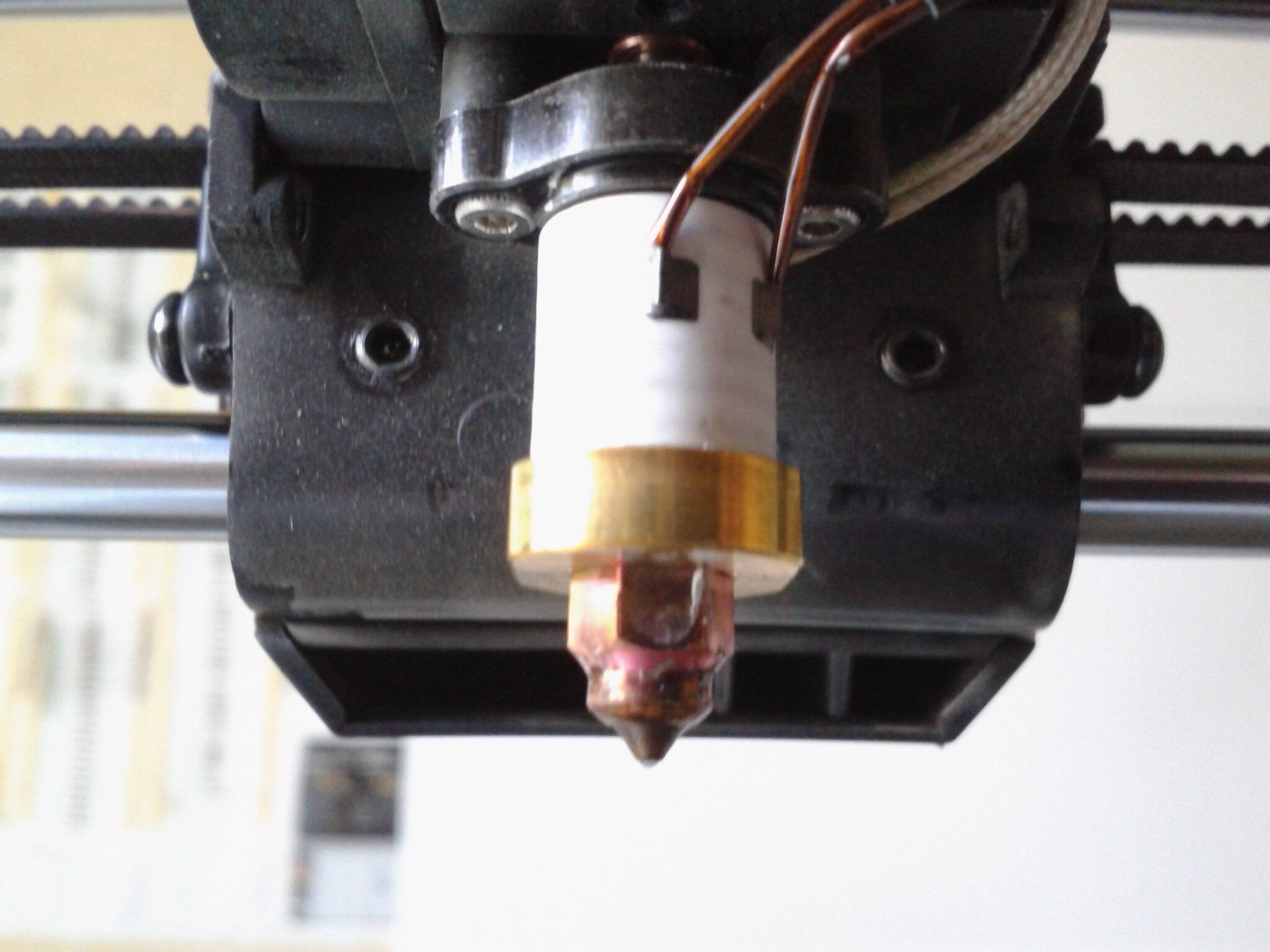
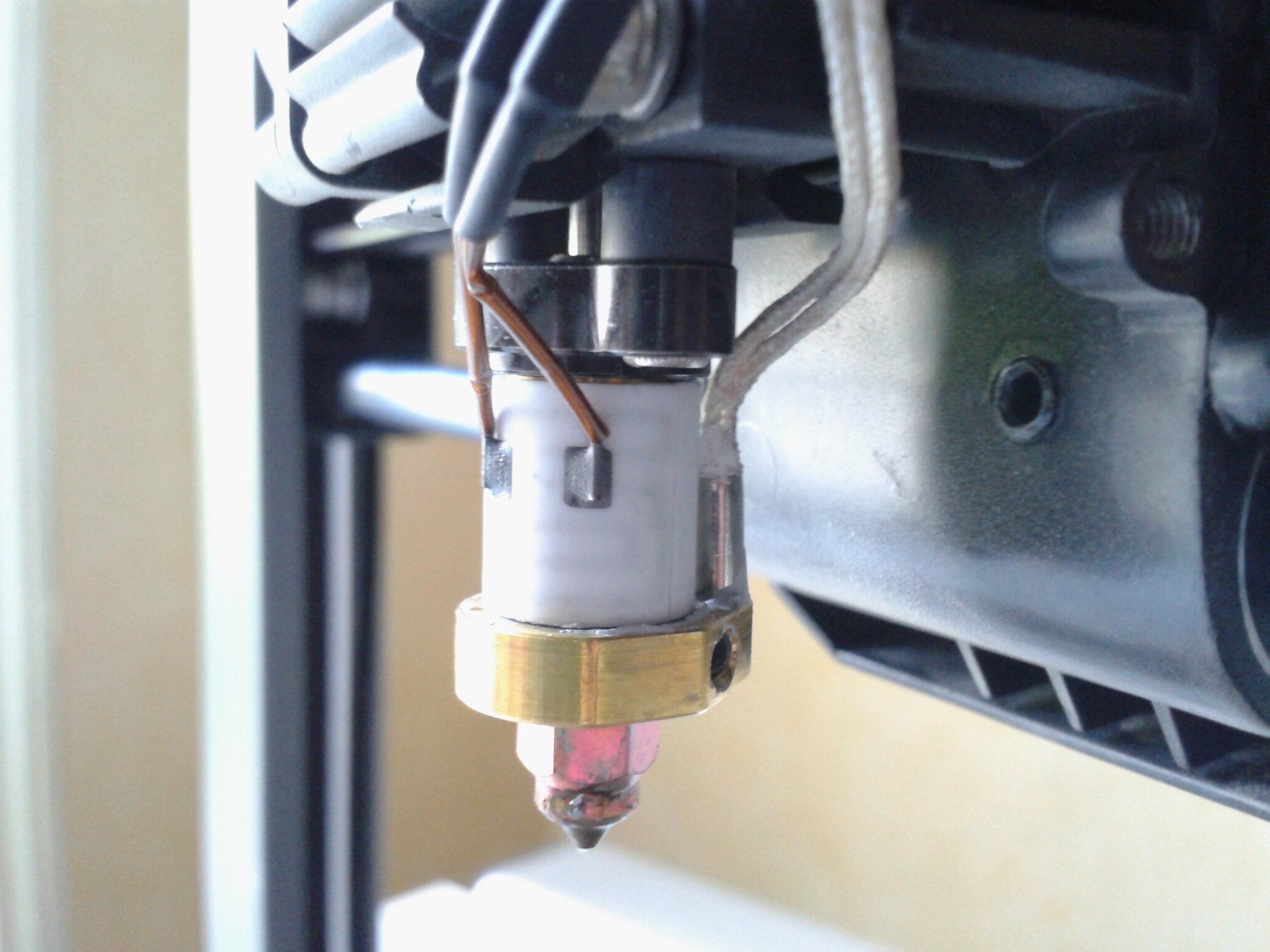
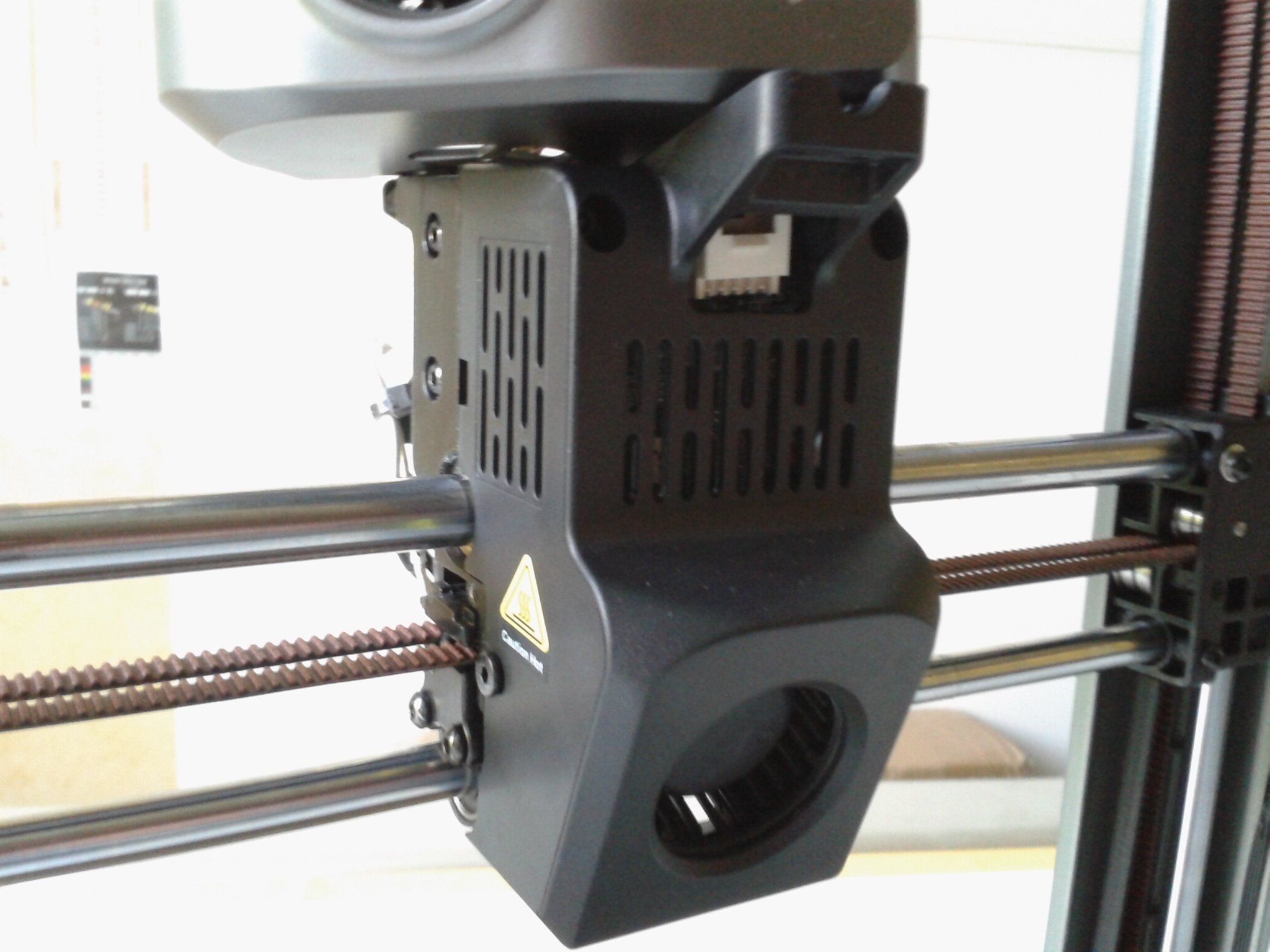
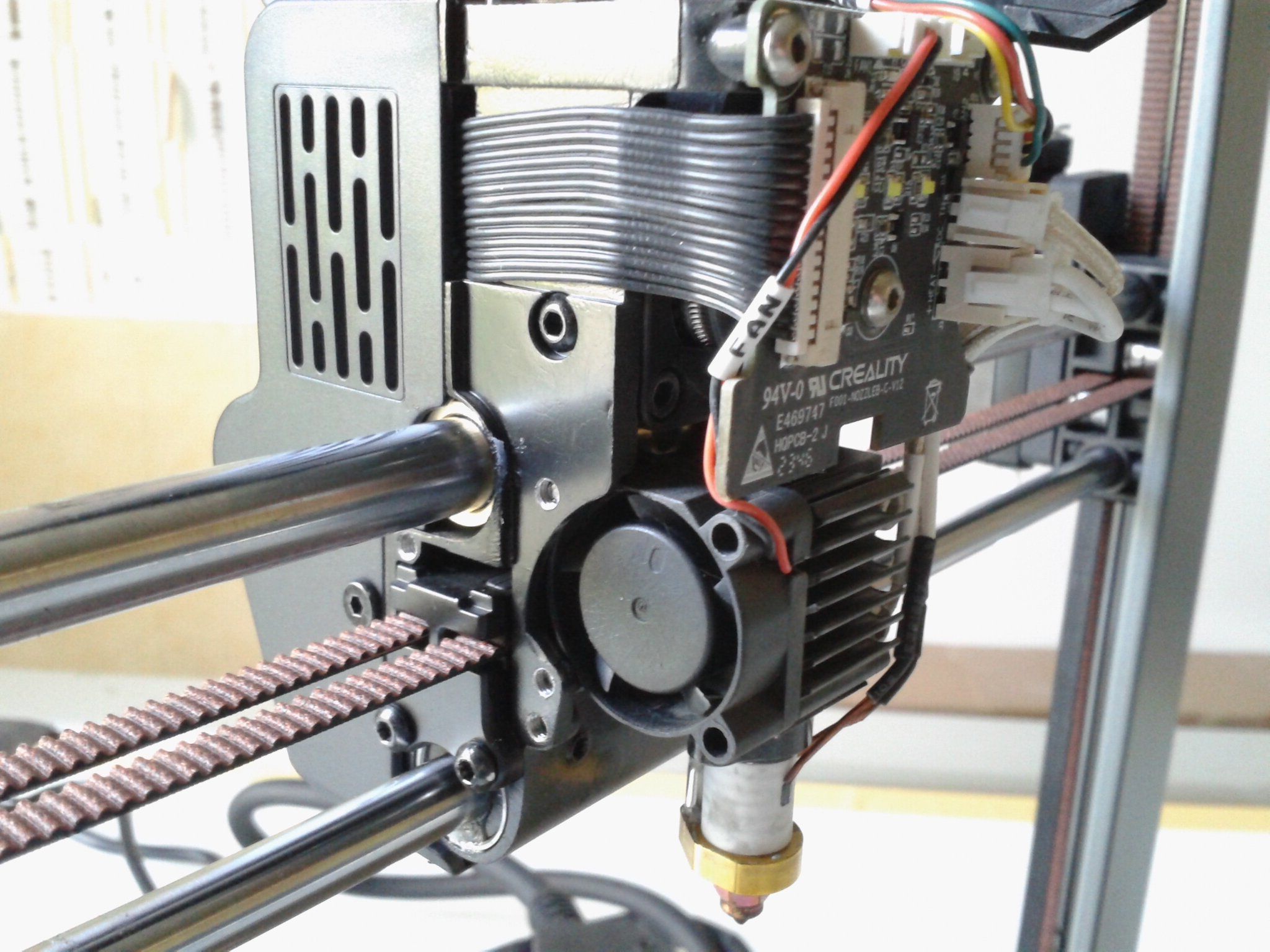
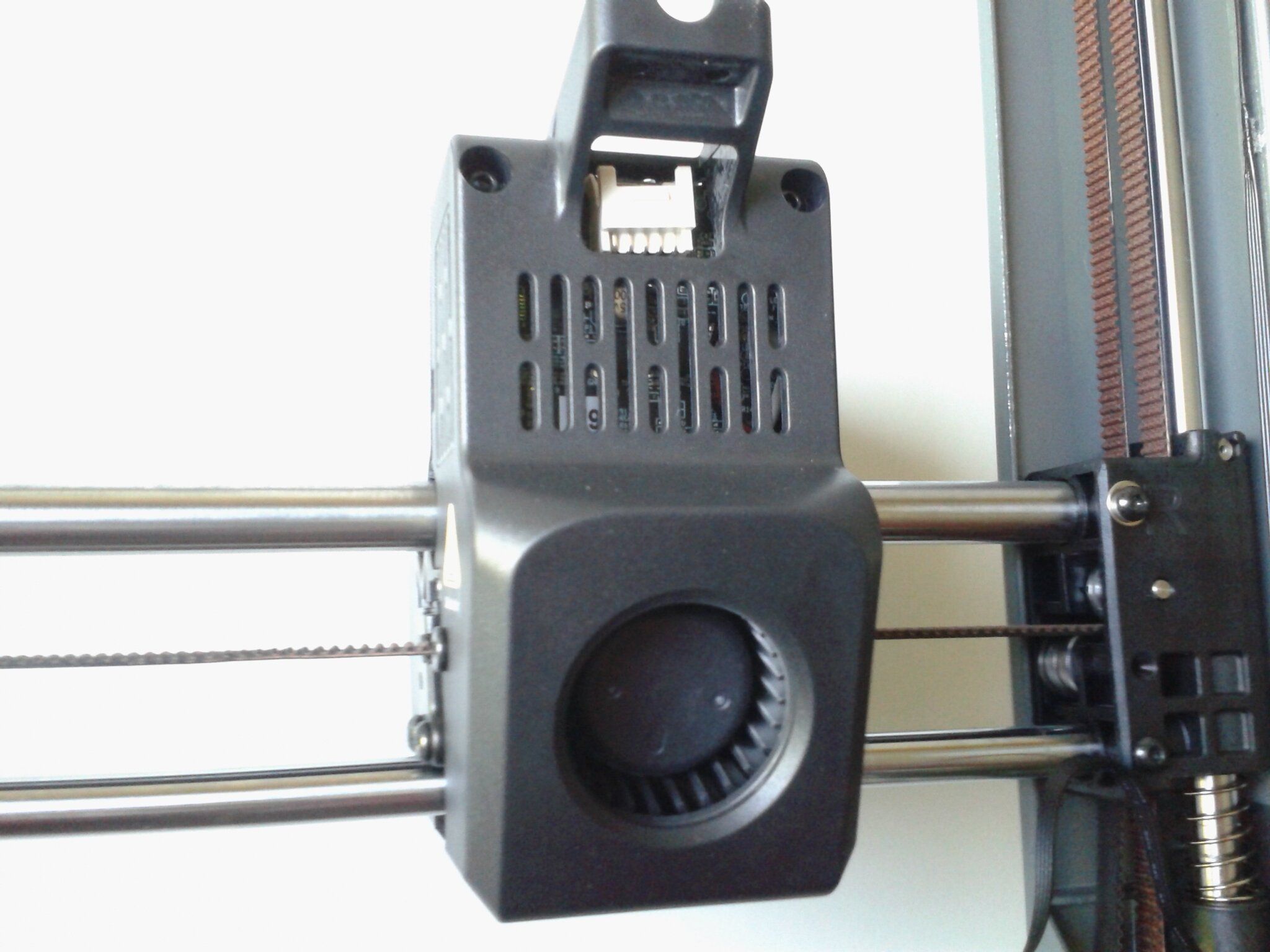
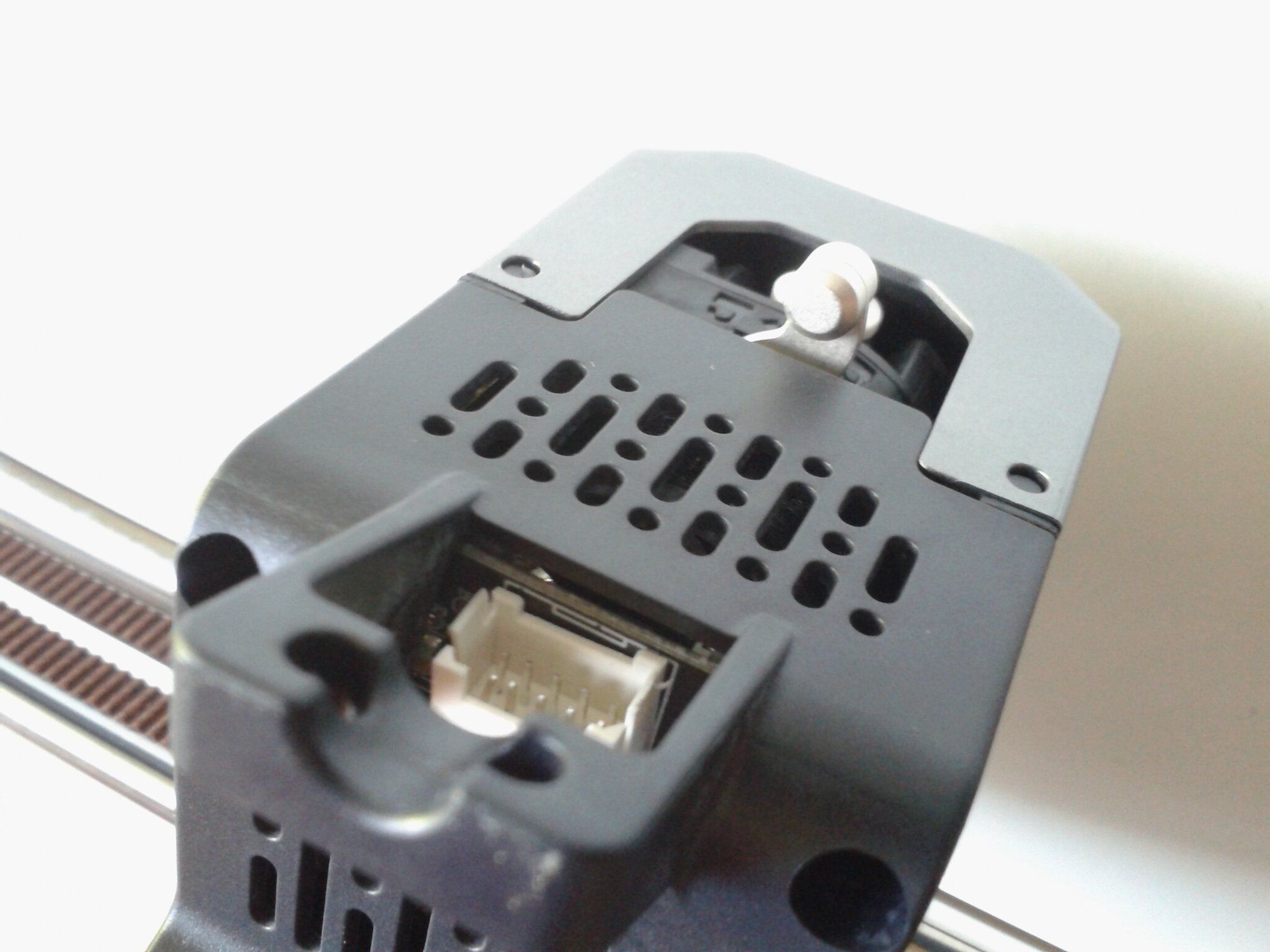
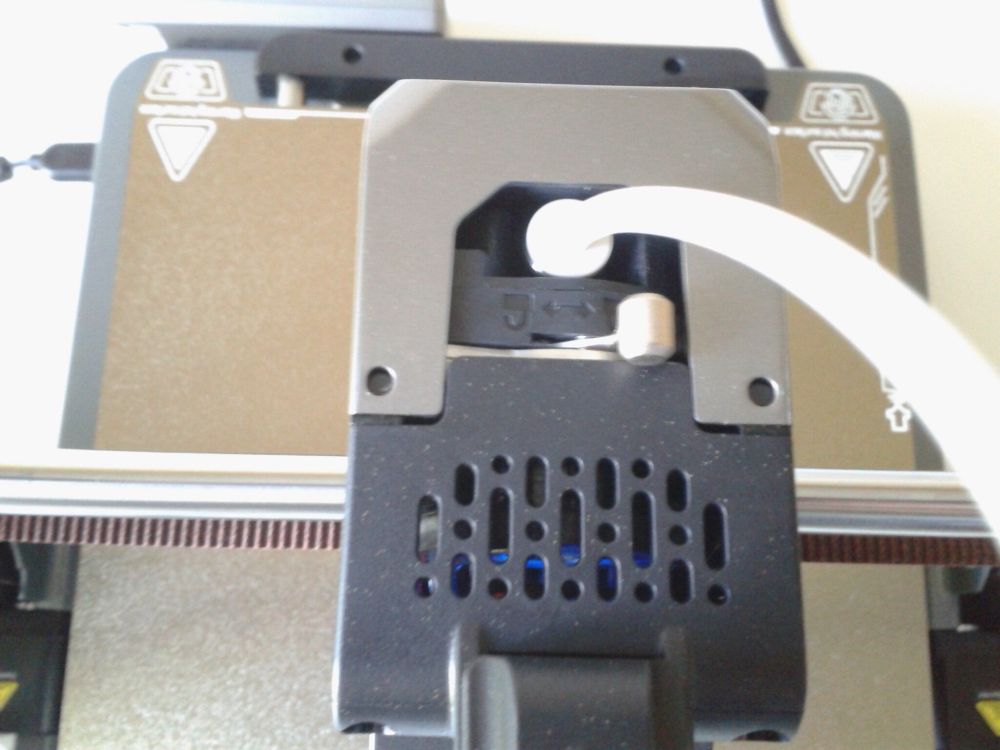
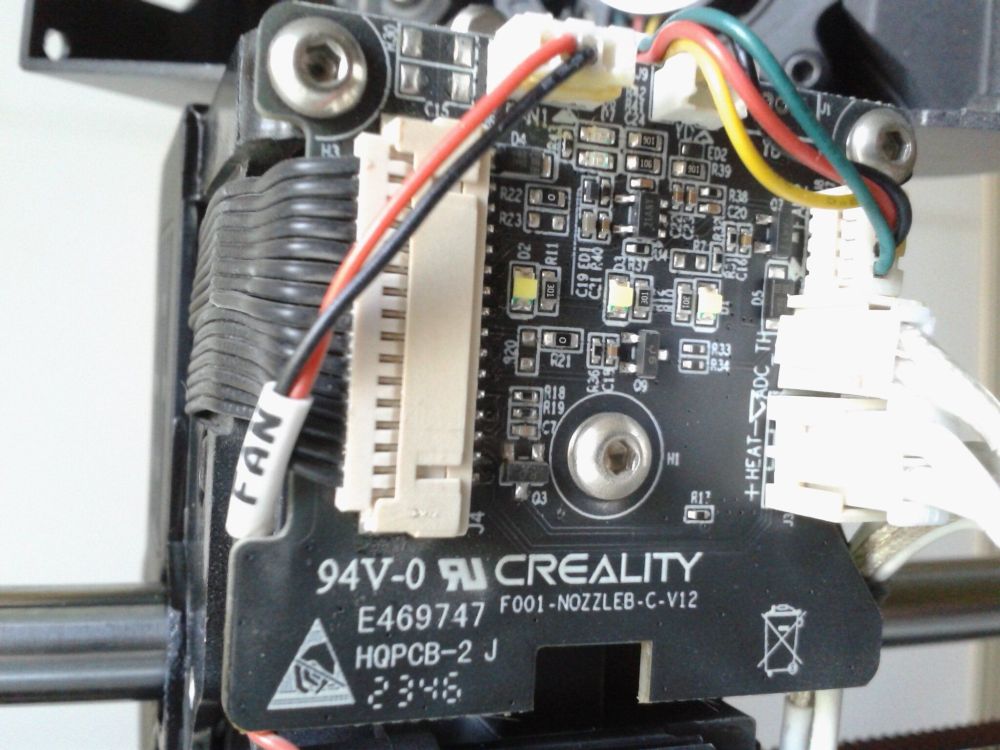
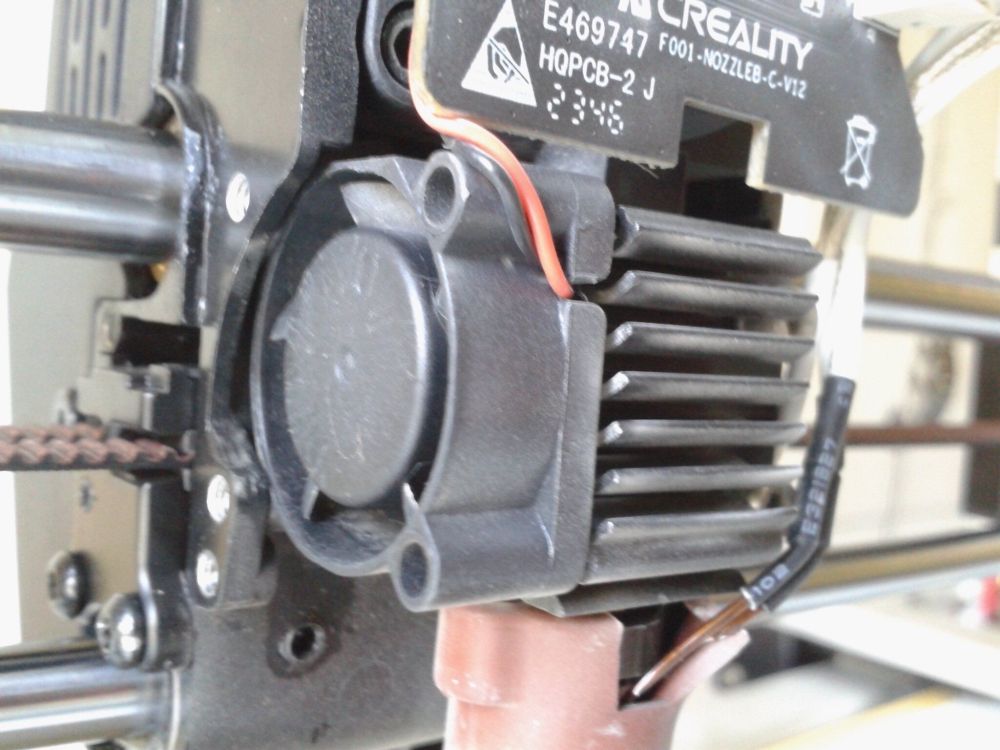
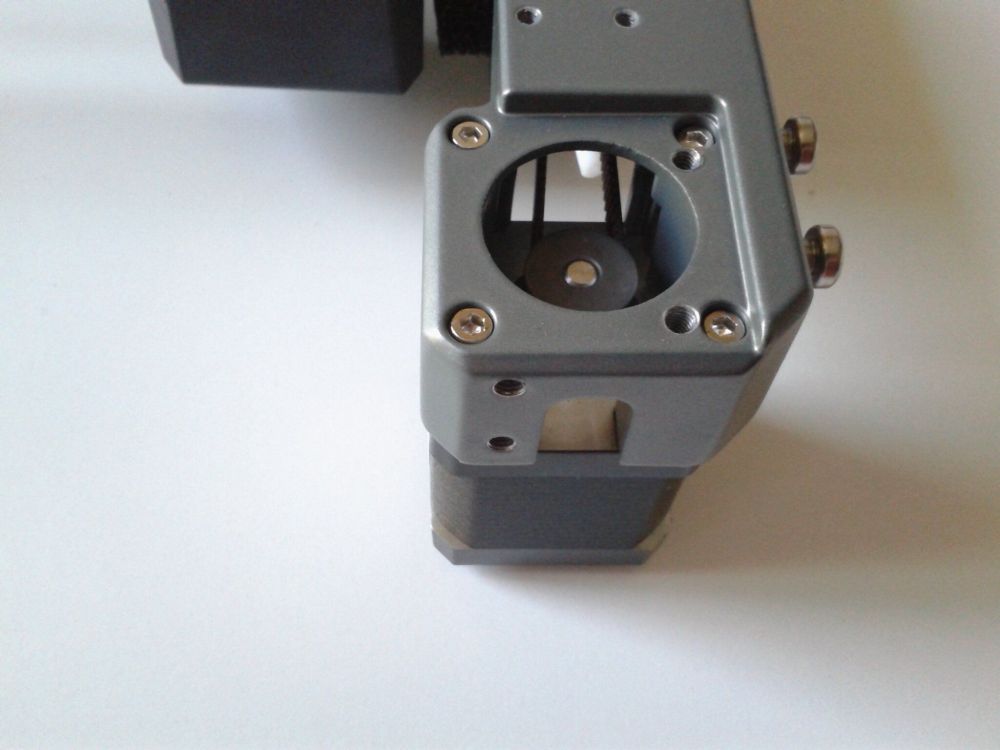
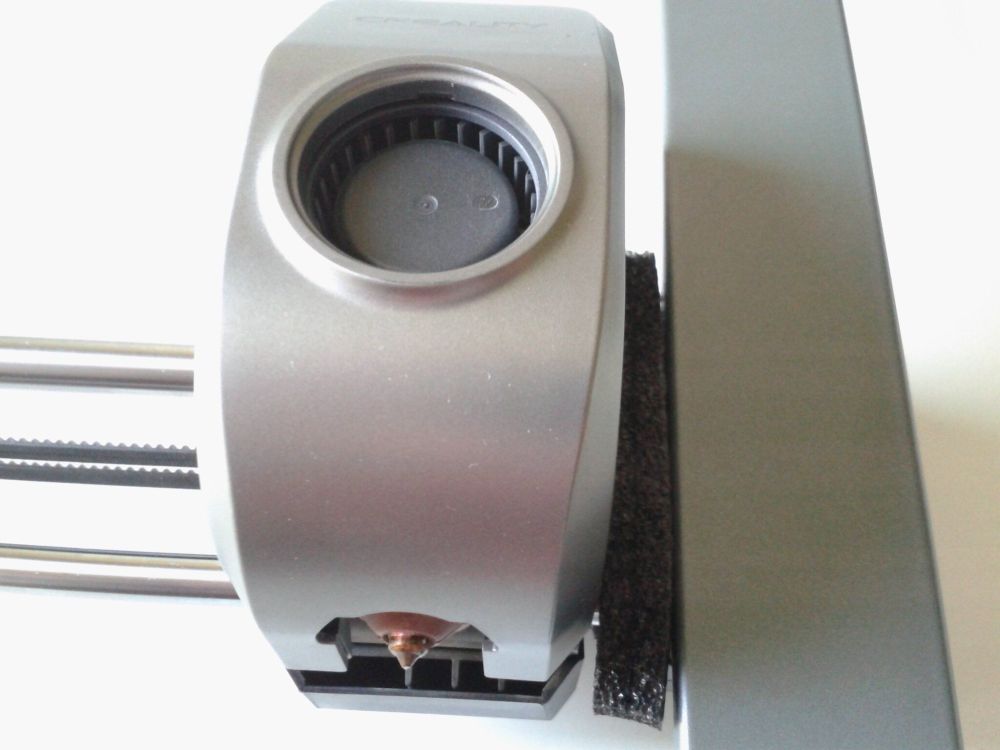
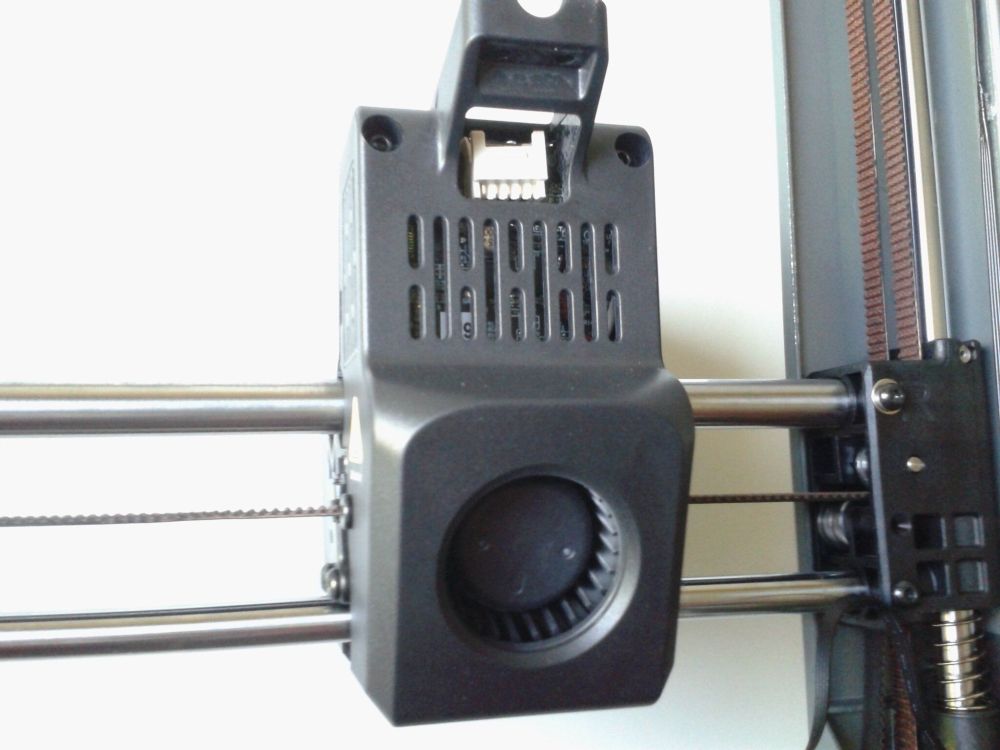
La tête d'impression Les vidéos officielle en rapport ( ou où l'on voit plus en détail la tête d'impression ) "Service Tutorial Ender 3 V3 Needle cleaning nozzle and throat" "Service Tutorial Ender 3 V3 Replace extruder" "Service Tutorial Ender 3 V3 Extrusion clamp blockage cleaning" "Service Tutorial Ender 3 V3 Replace the Hot end Kit" "Service Tutorial Ender-3 V3 Replace the X-axis linear support and copper sleeve" Les buses "Unicorn" ou "Licorne" Vidéo officielle du changement de la buse "Service Tutorial Ender 3 V3 Replace the Nozzle" // À détailler https://store.creality.com/products/unicorn-quick-swap-nozzle-kit-for-k1c-ender-3-v3 ( À voir si c'est comme les quelques retours que j'ai lus sur la K1C, ces buses "Licorne" on il semblerait tendance à rapidement se boucher. Vérifier le prix, car il me semblait qu'elles n'étaient pas forcément données. Et suivre pour vérifier si elles sont toujours en stock ou s'il y a des grosses périodes de rupture. Lors du lancement de la K1C il n'y avait pas de disponibilités / stock de cette buse. )


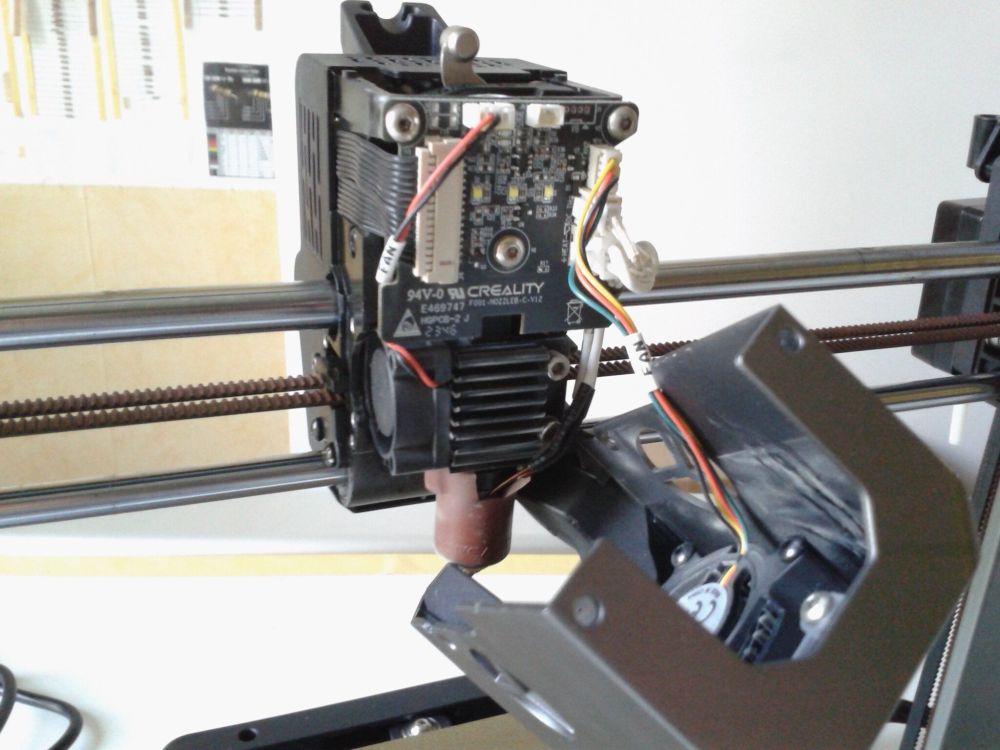
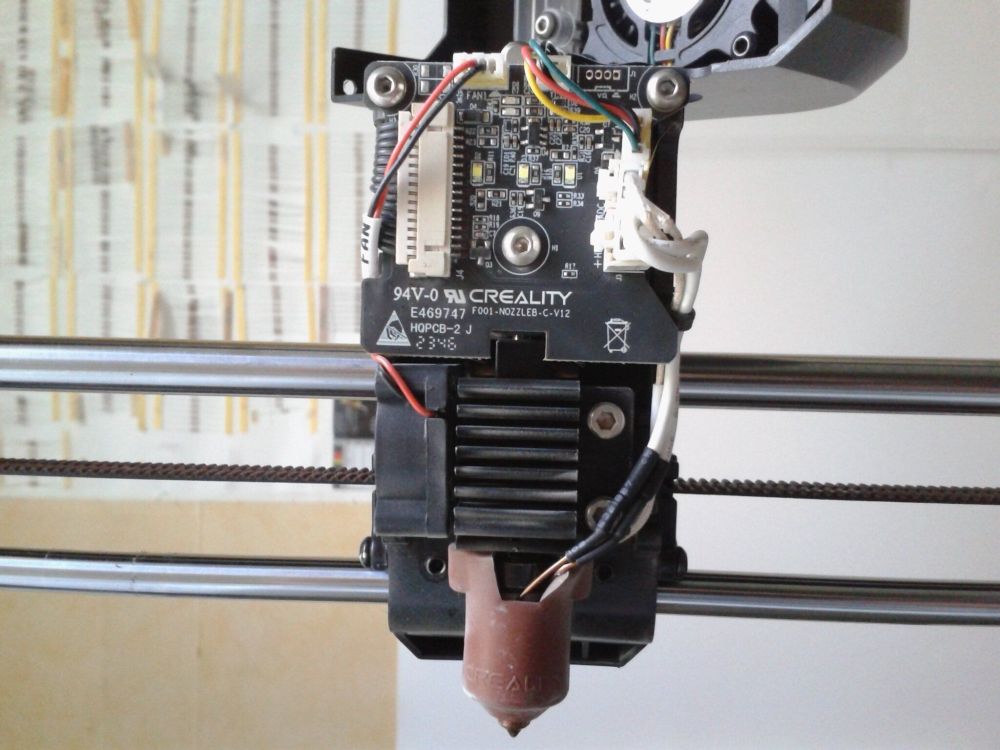
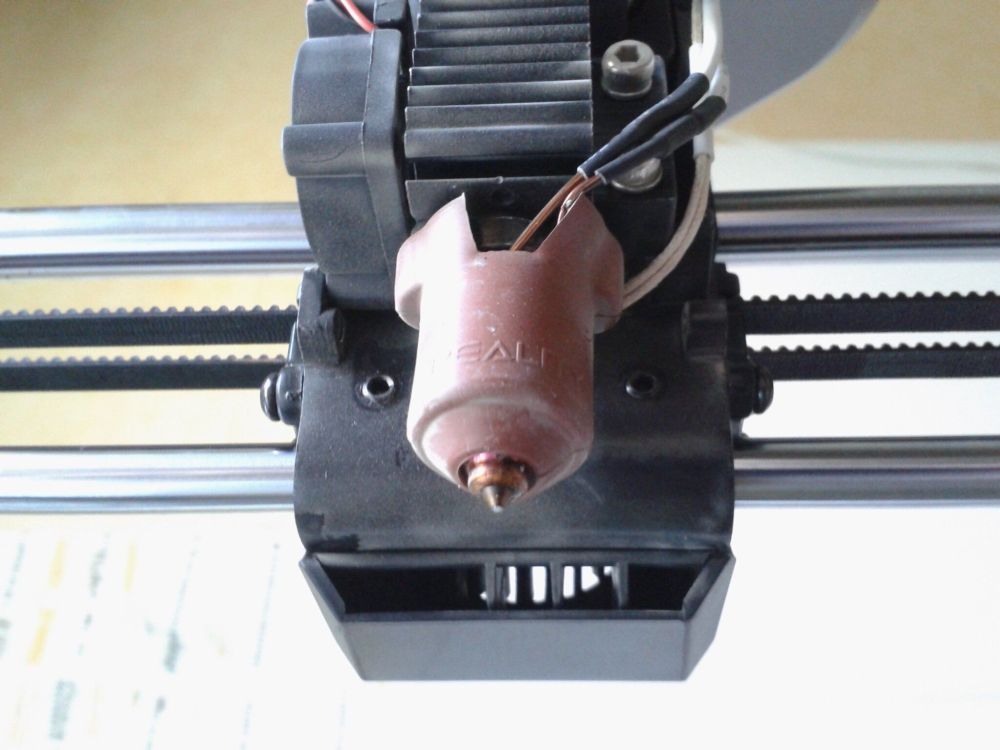
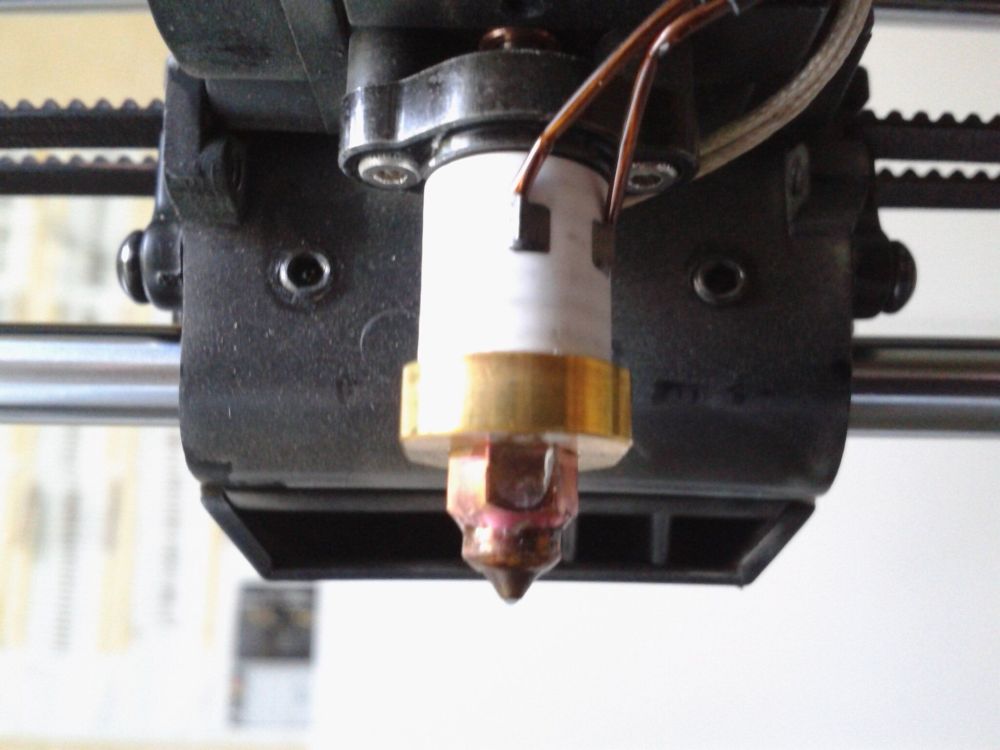

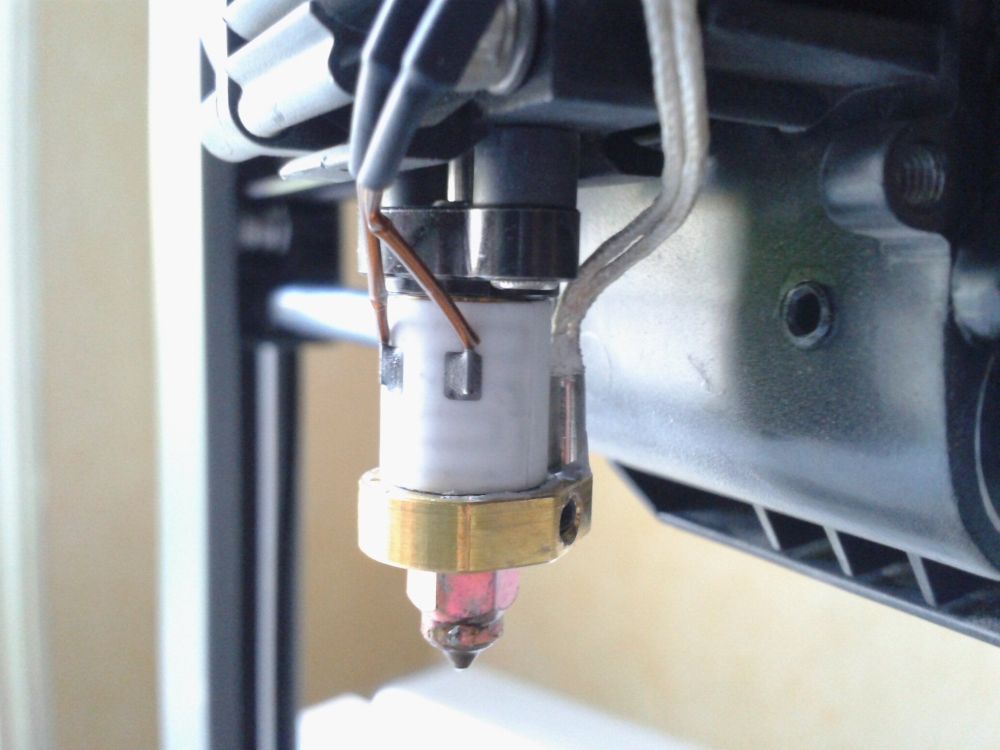



 1 point
1 point -
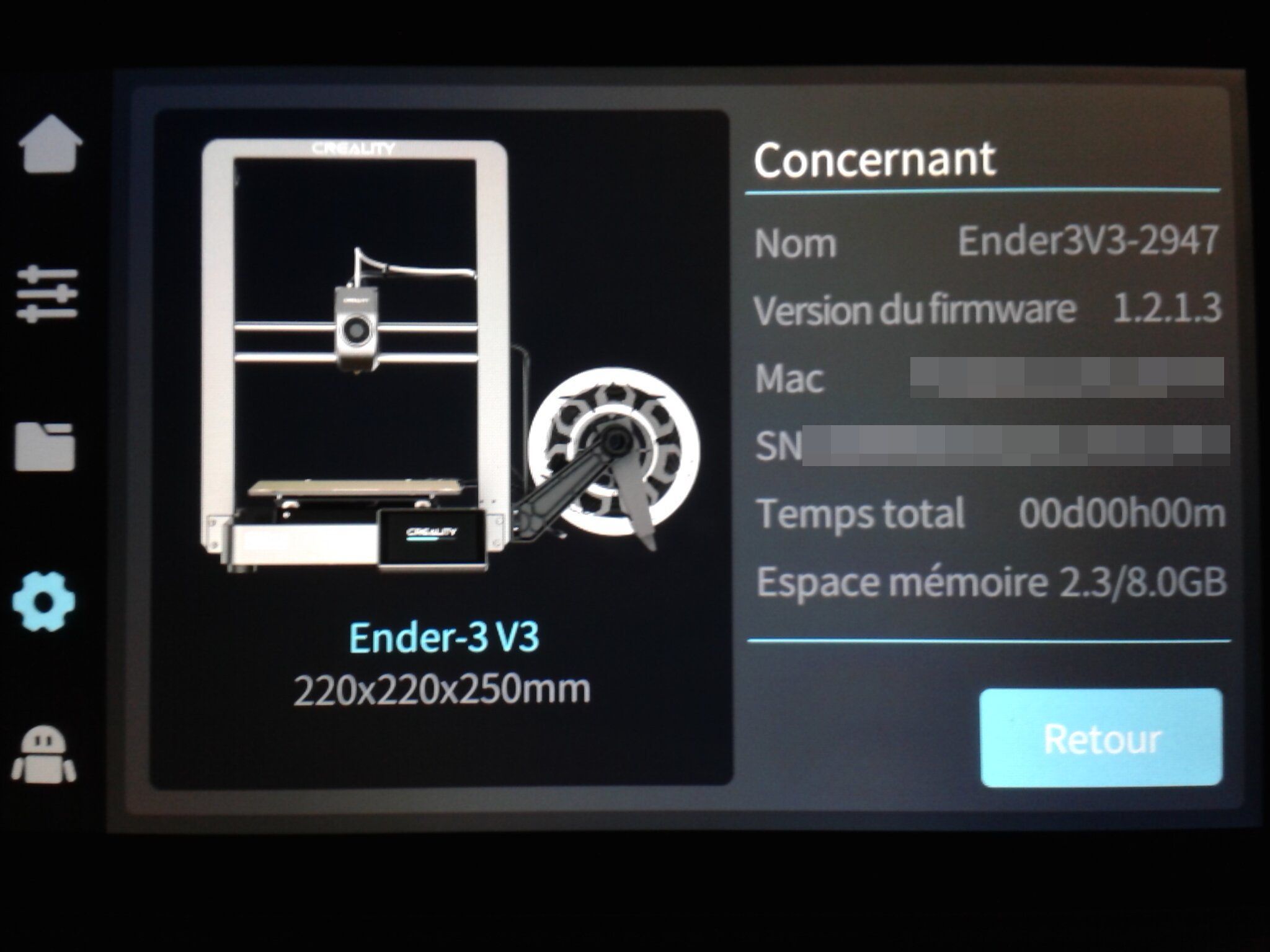
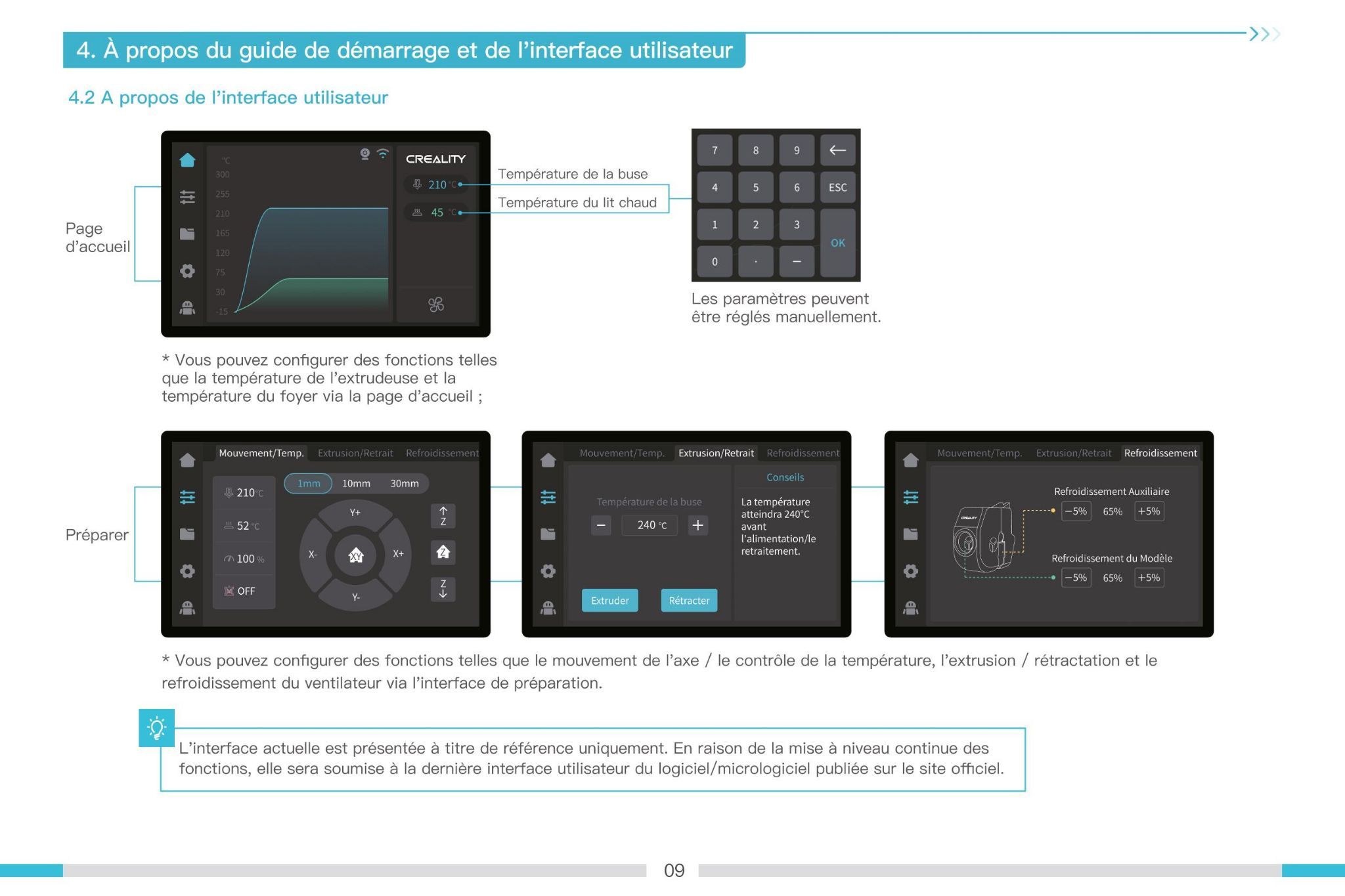
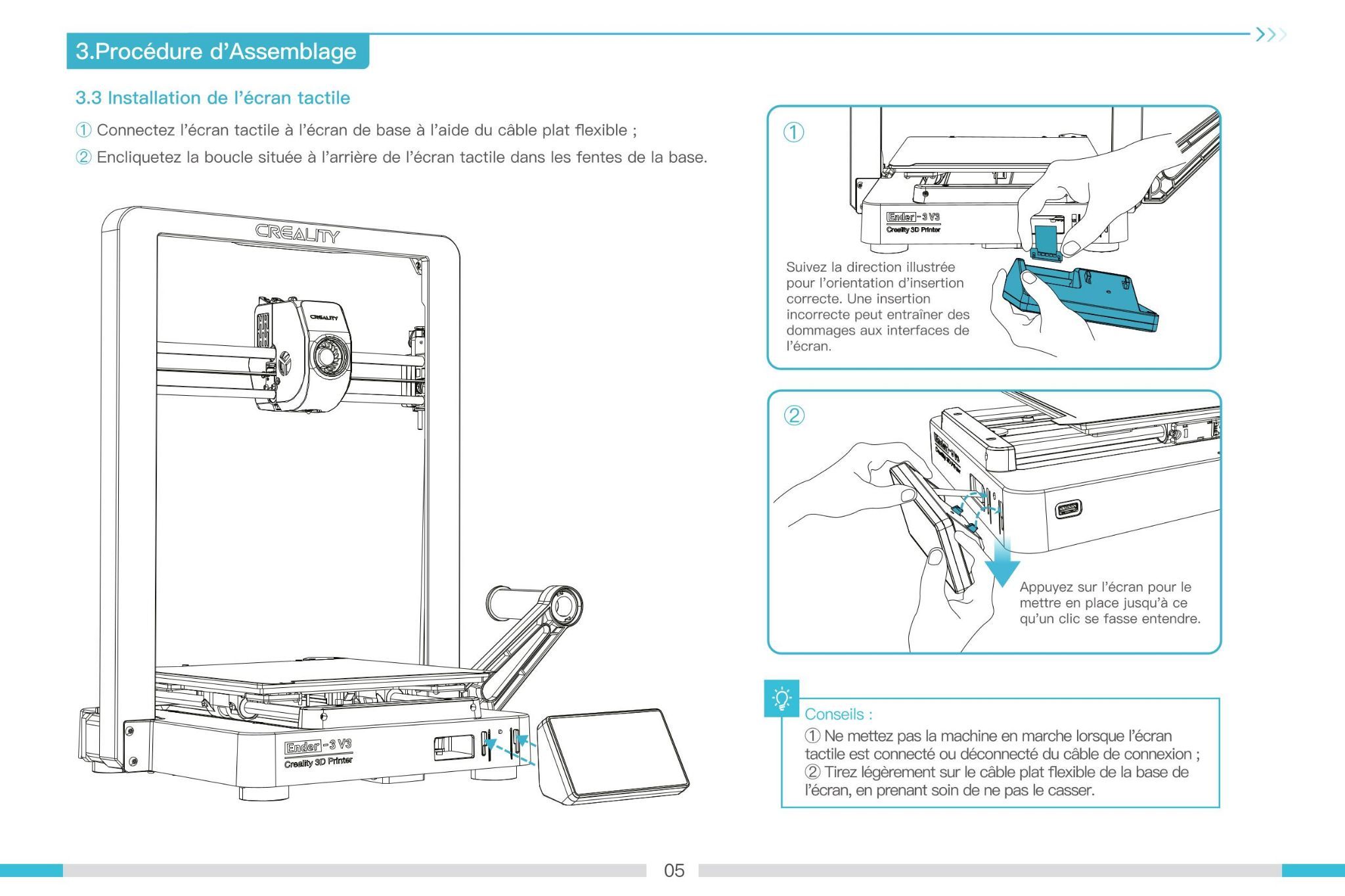
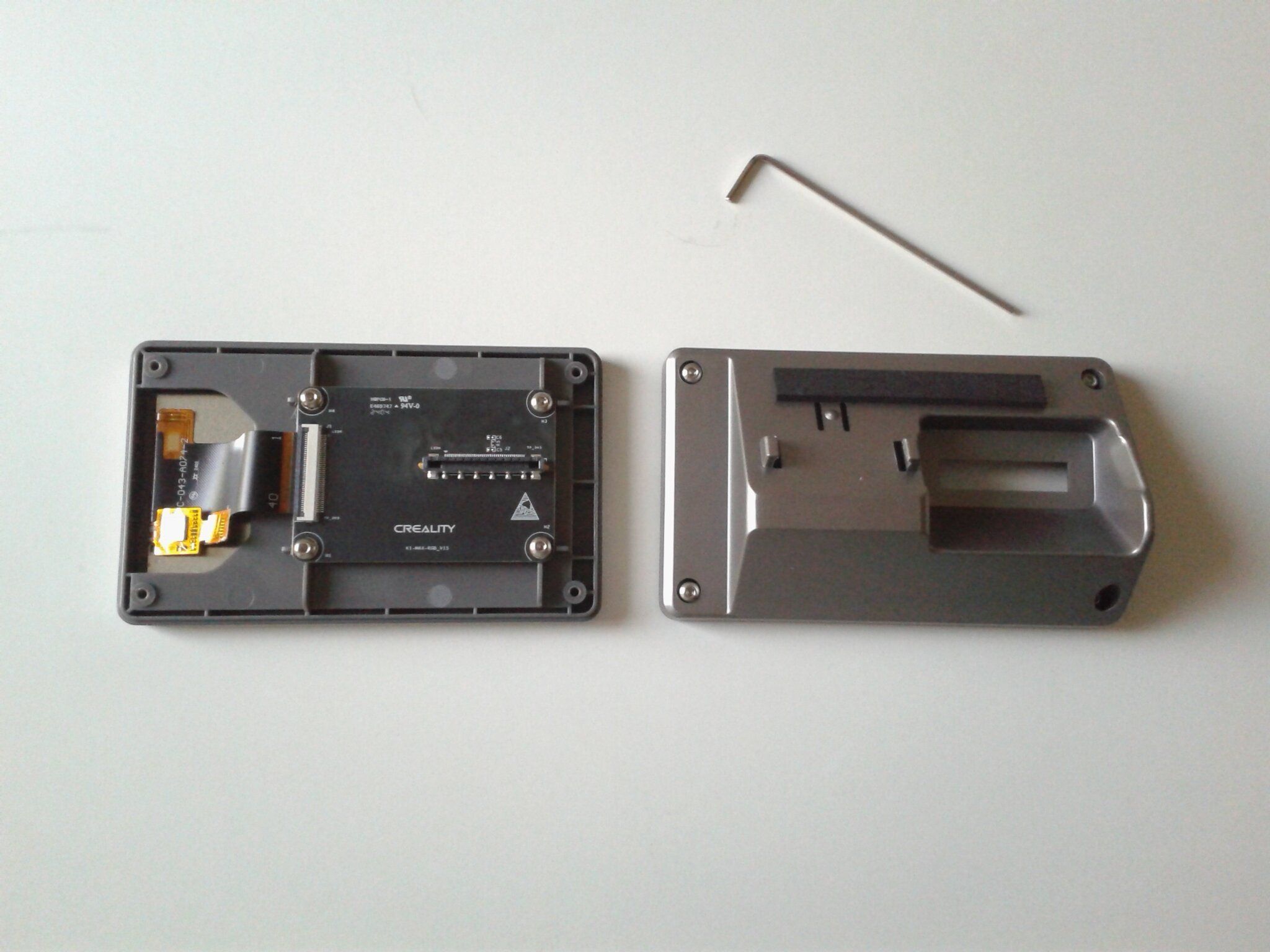
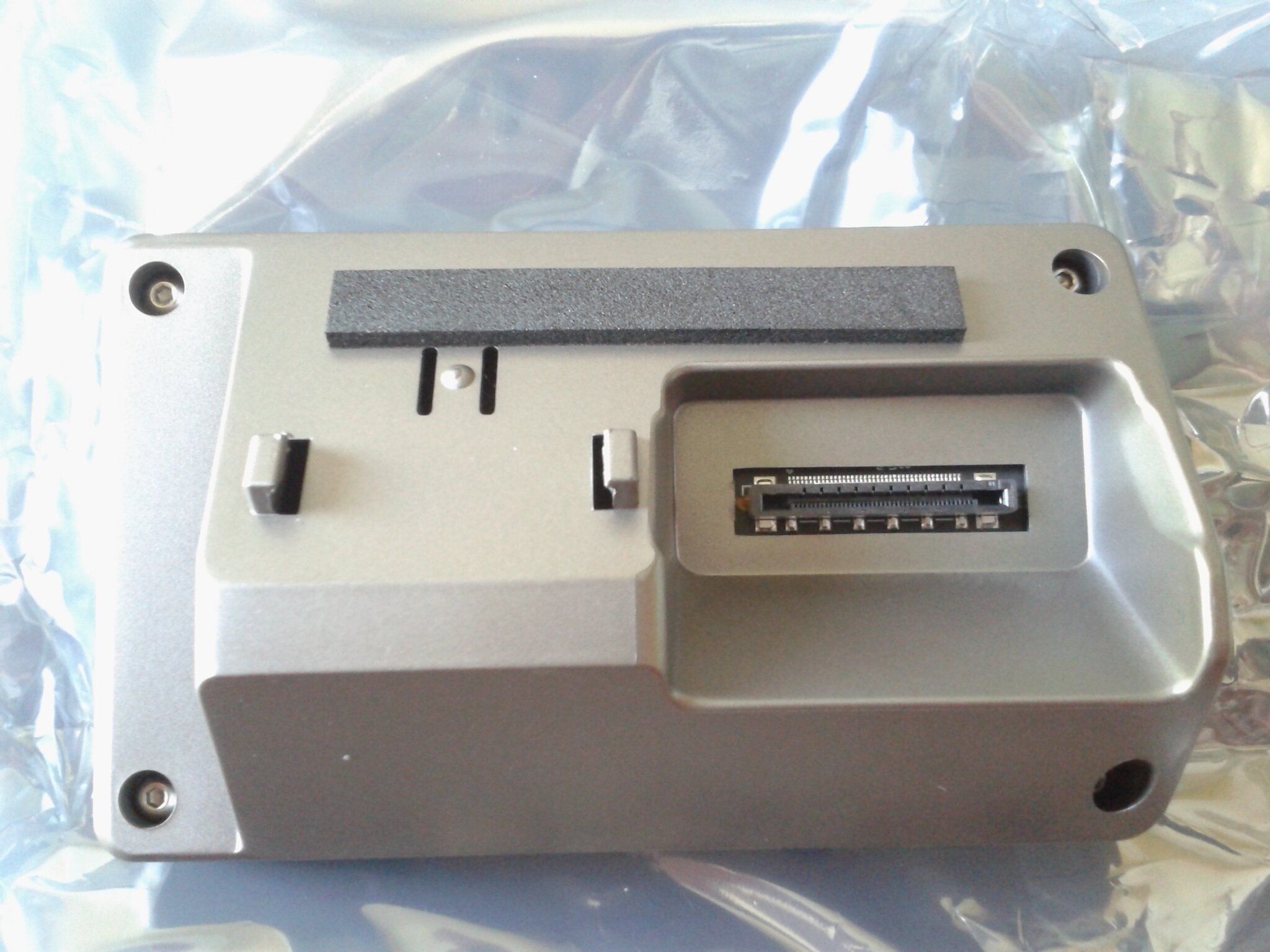
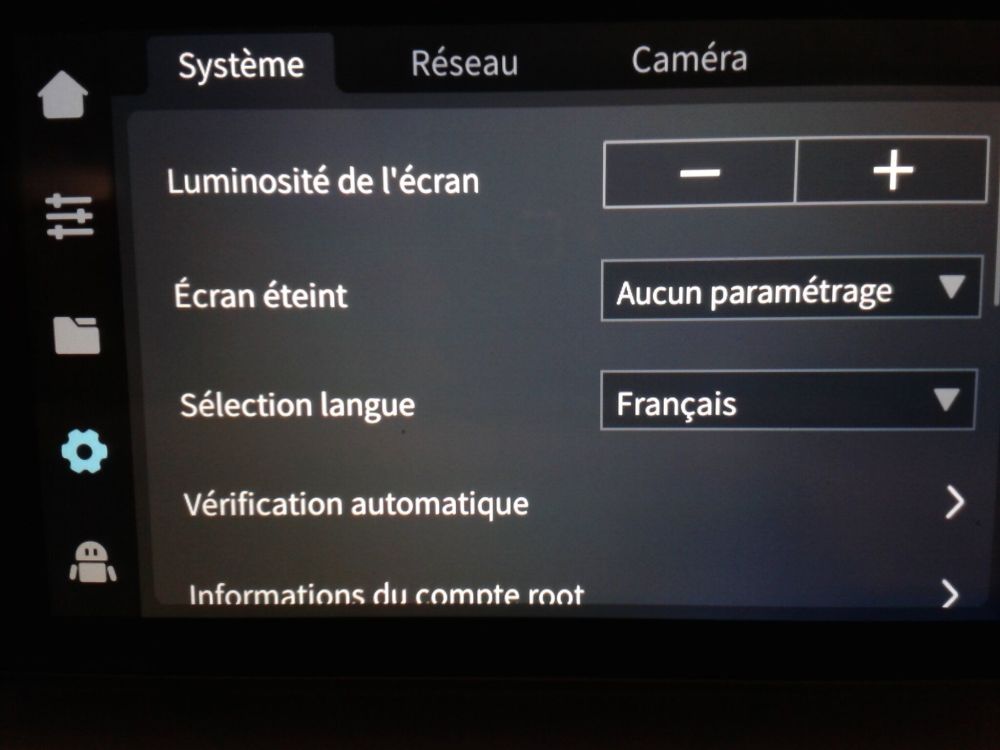
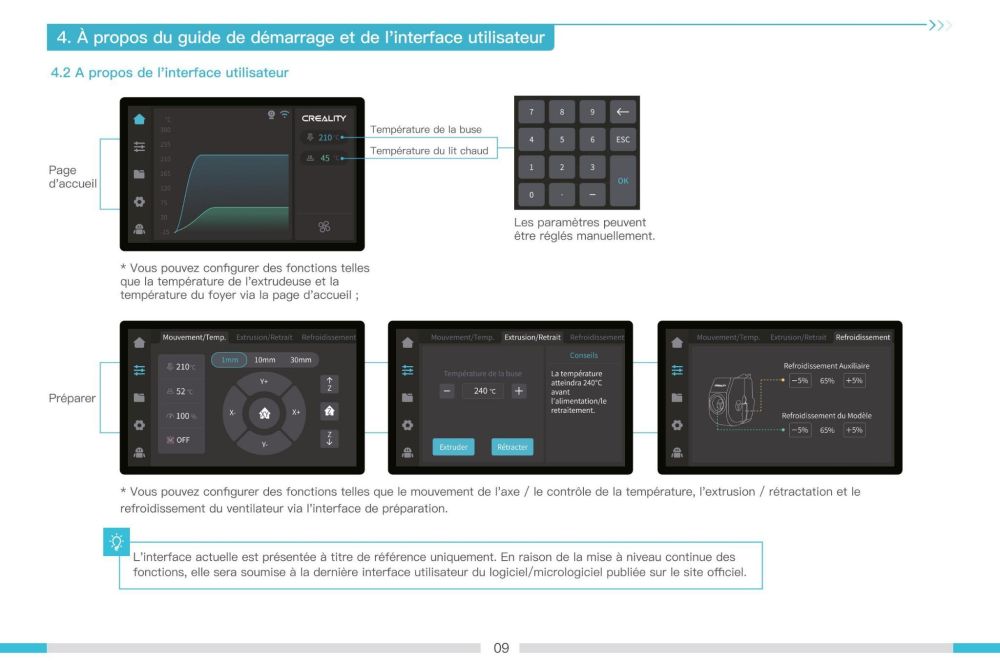
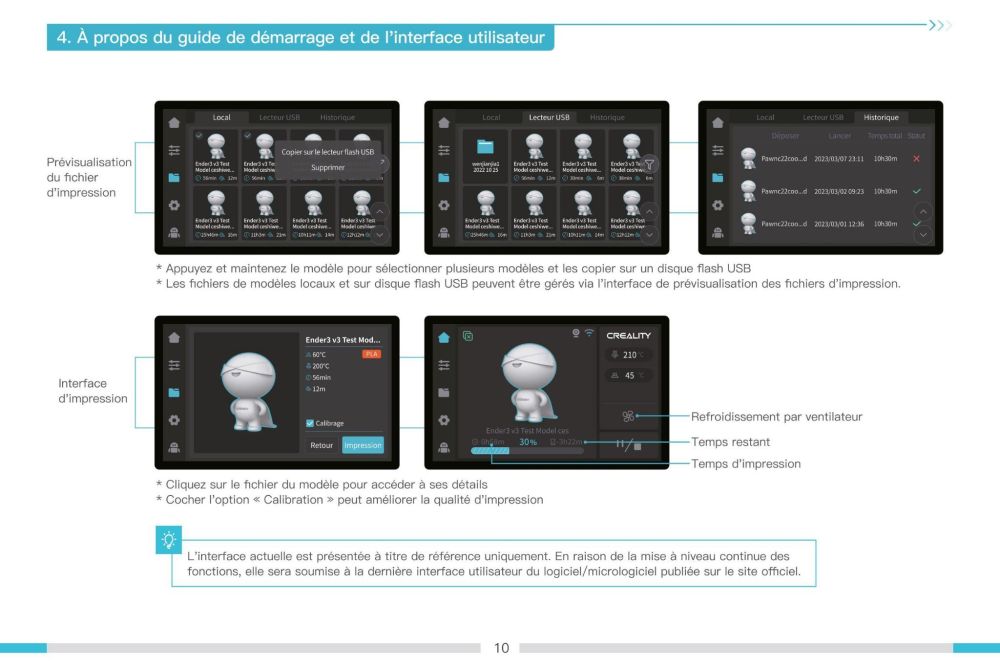
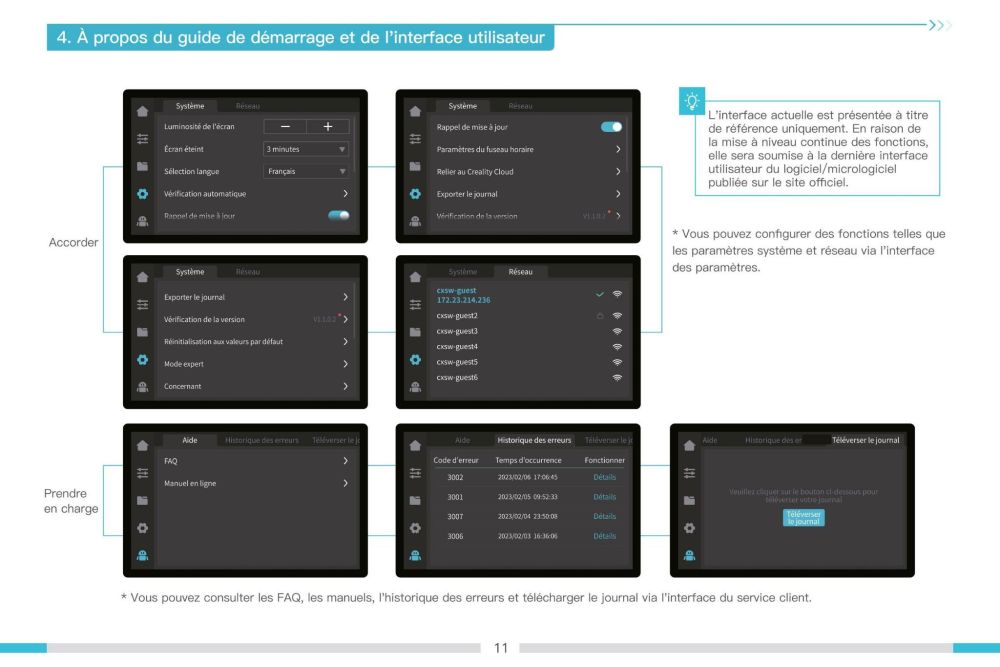
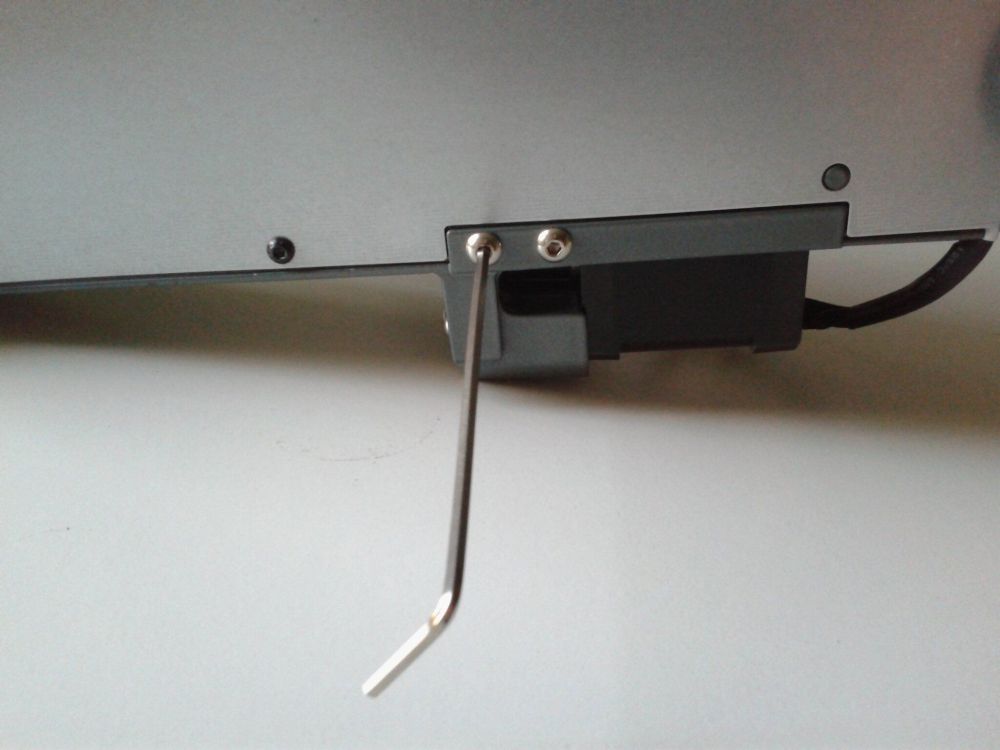
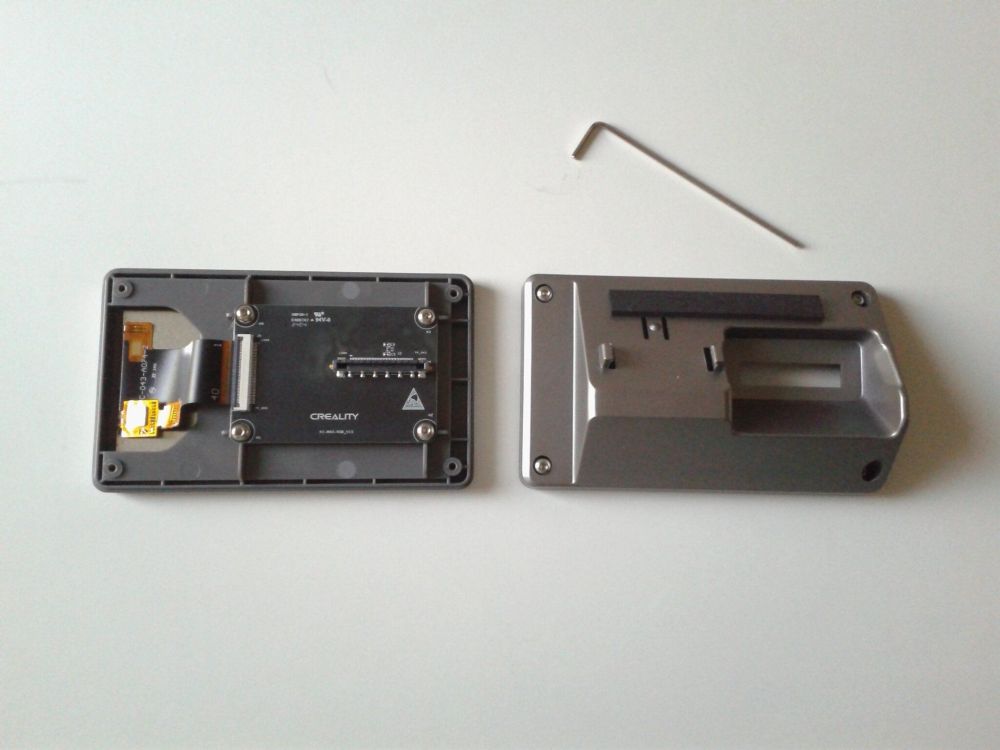
L'écran de contrôle On peut remarquer que ce n'est pas un "Nebula PAD" comme sur les "Ender-3 V3 KE" ou "CR-10 SE" (test) Contrairement à ce à quoi j'étais habitué, si pour cliquer, on utilise par exemple une des clés hexagonale fournie, il ne réagit pas. Là l'écran tactile a besoin d'un contact avec un doigt / de la peau.
 1 point
1 point -
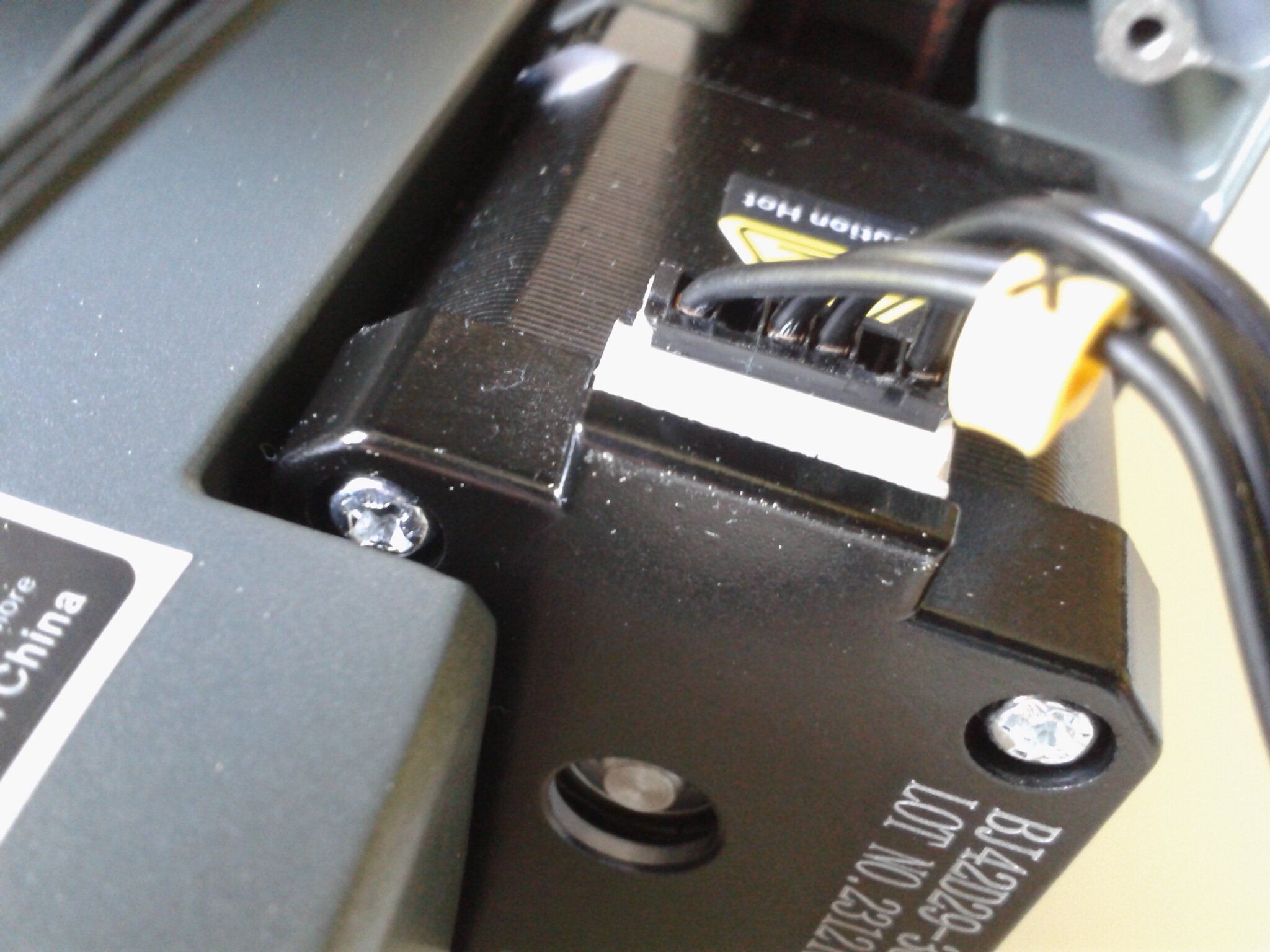
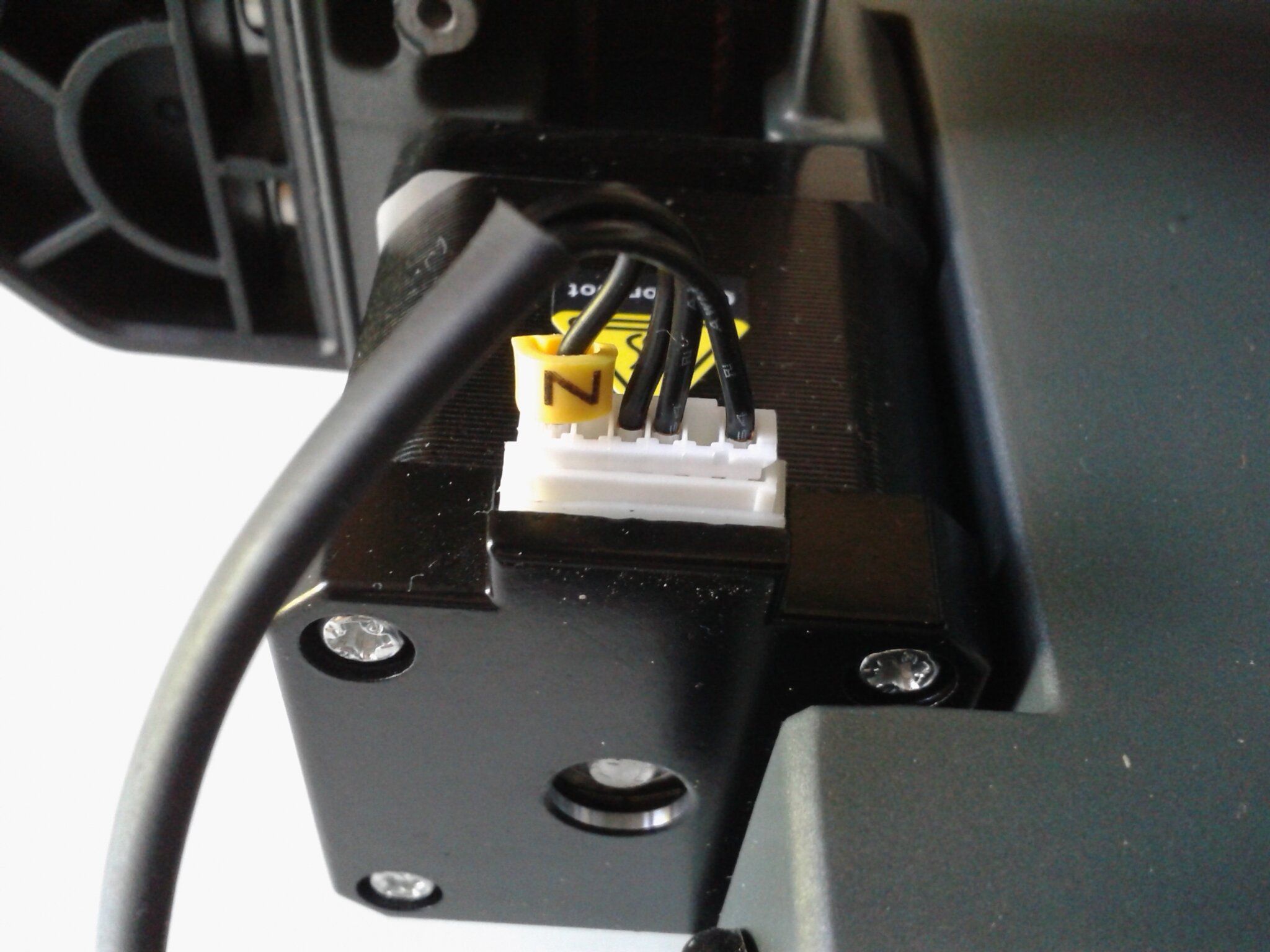
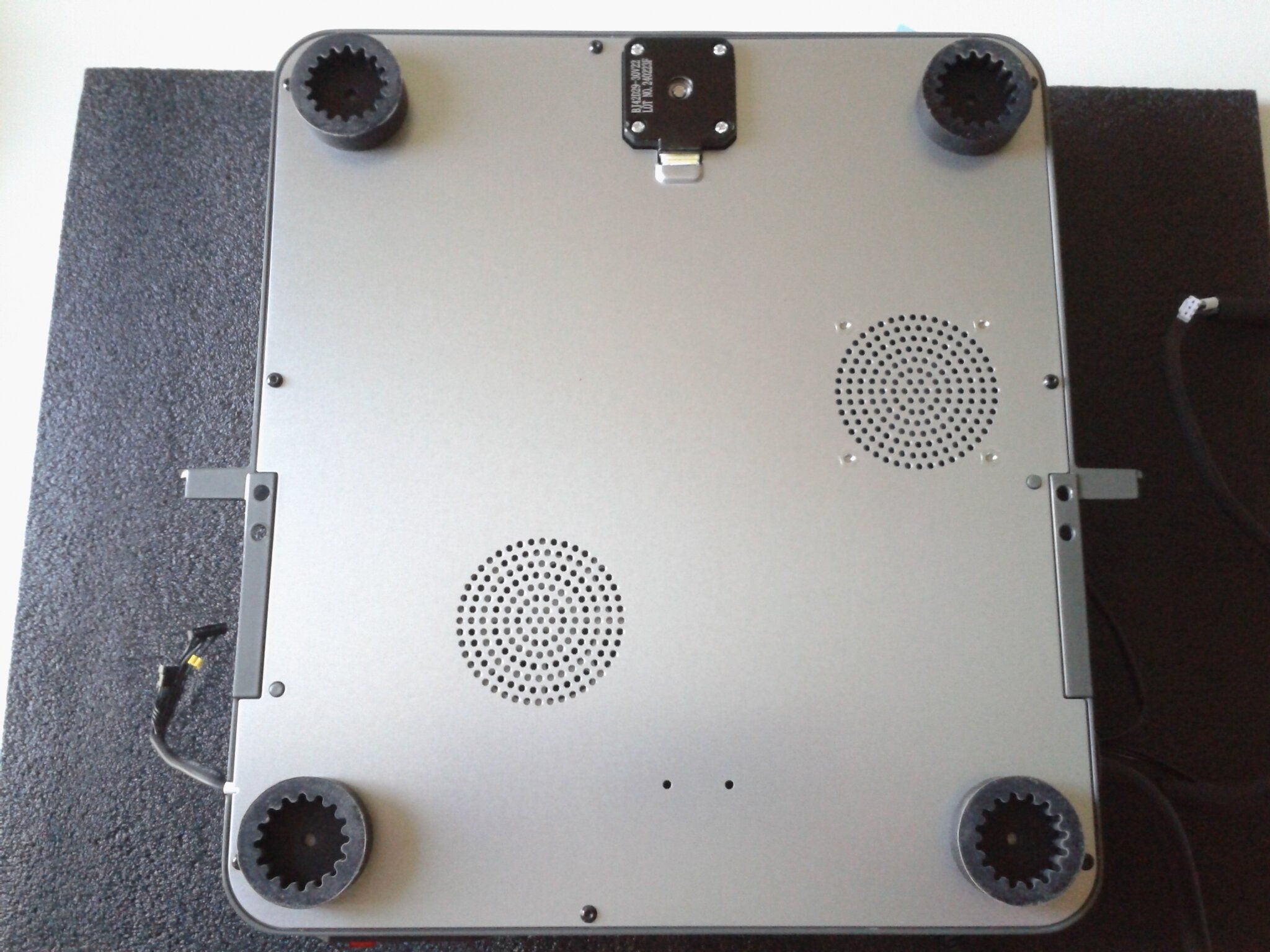
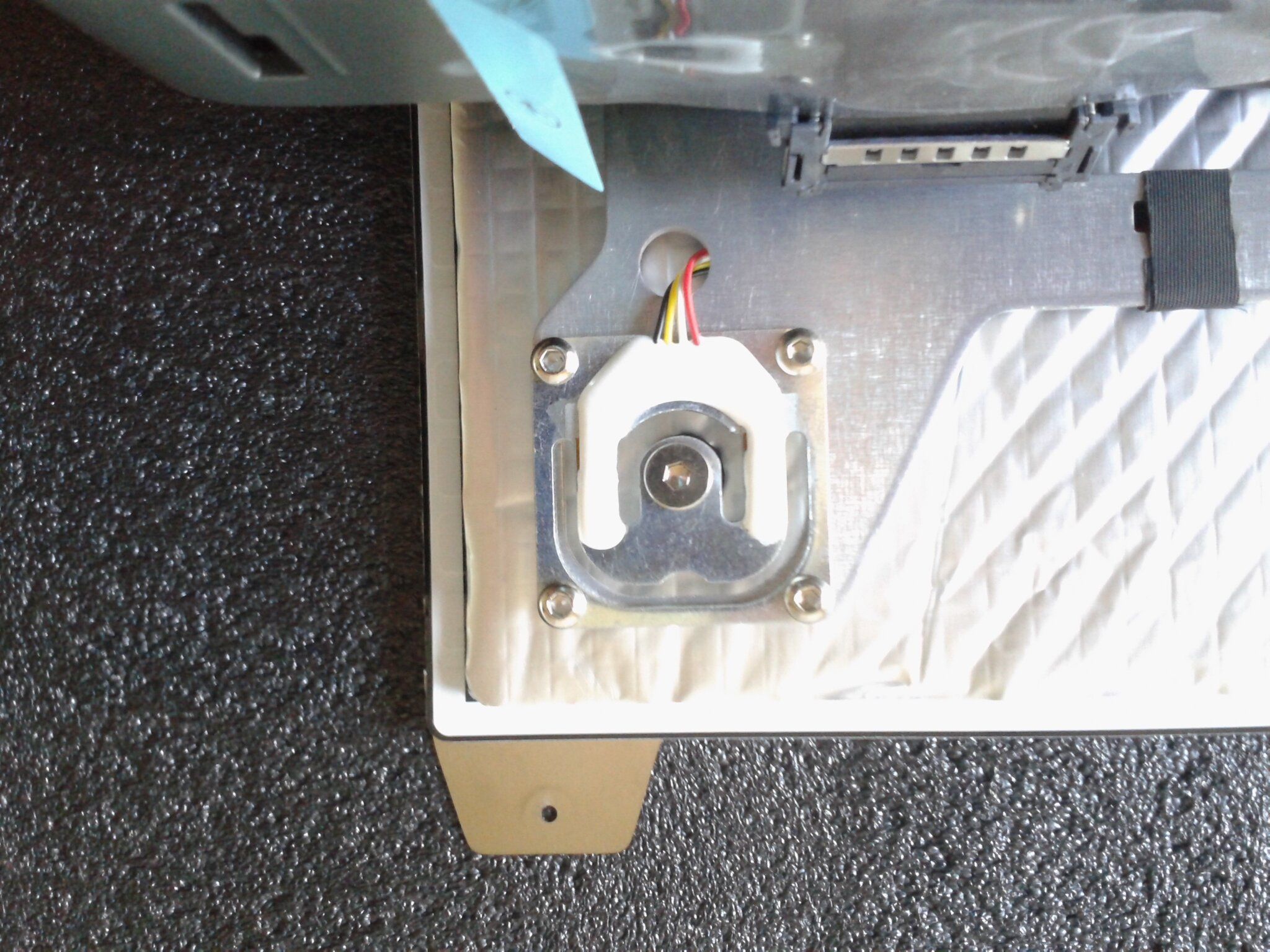
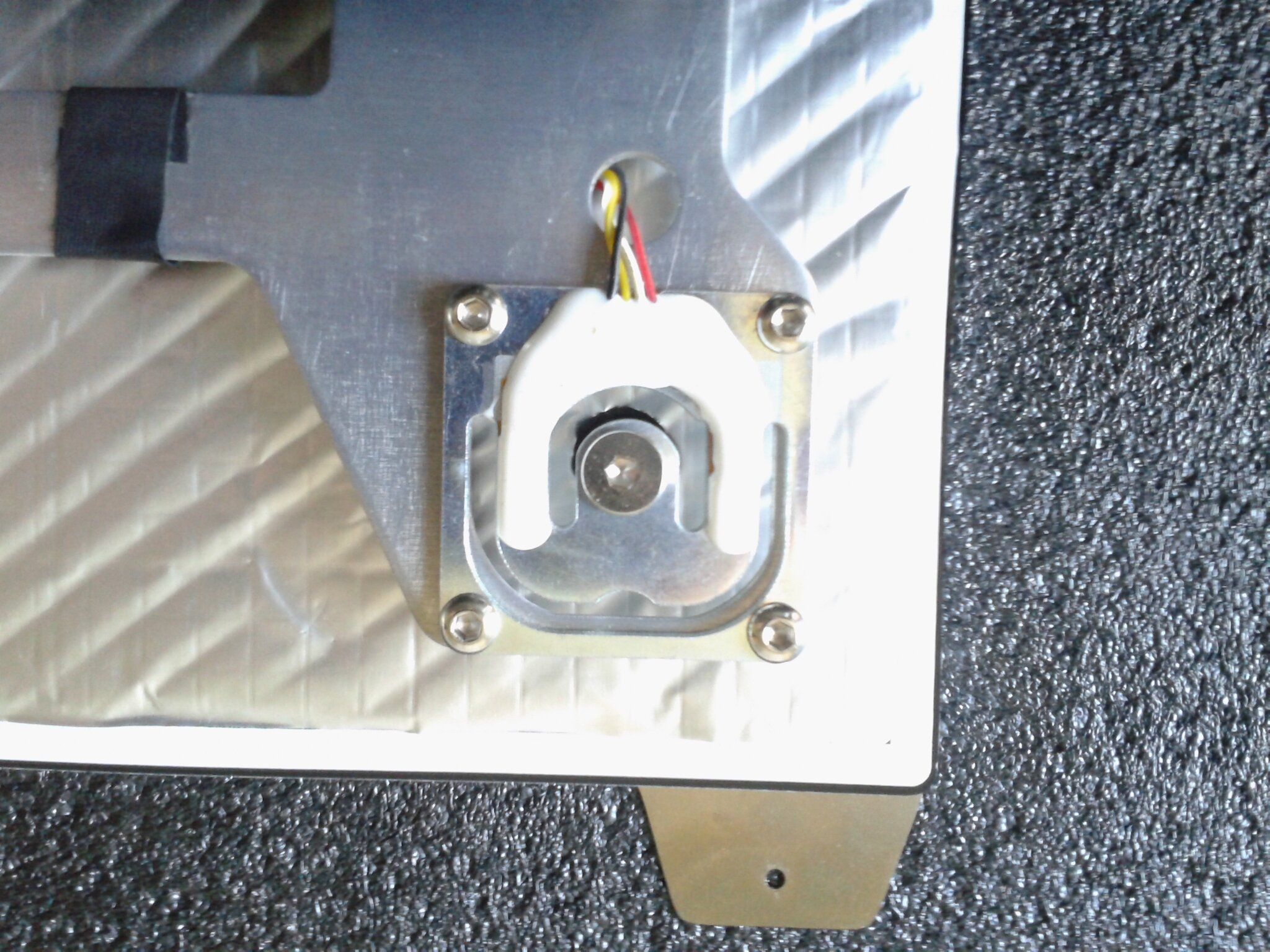
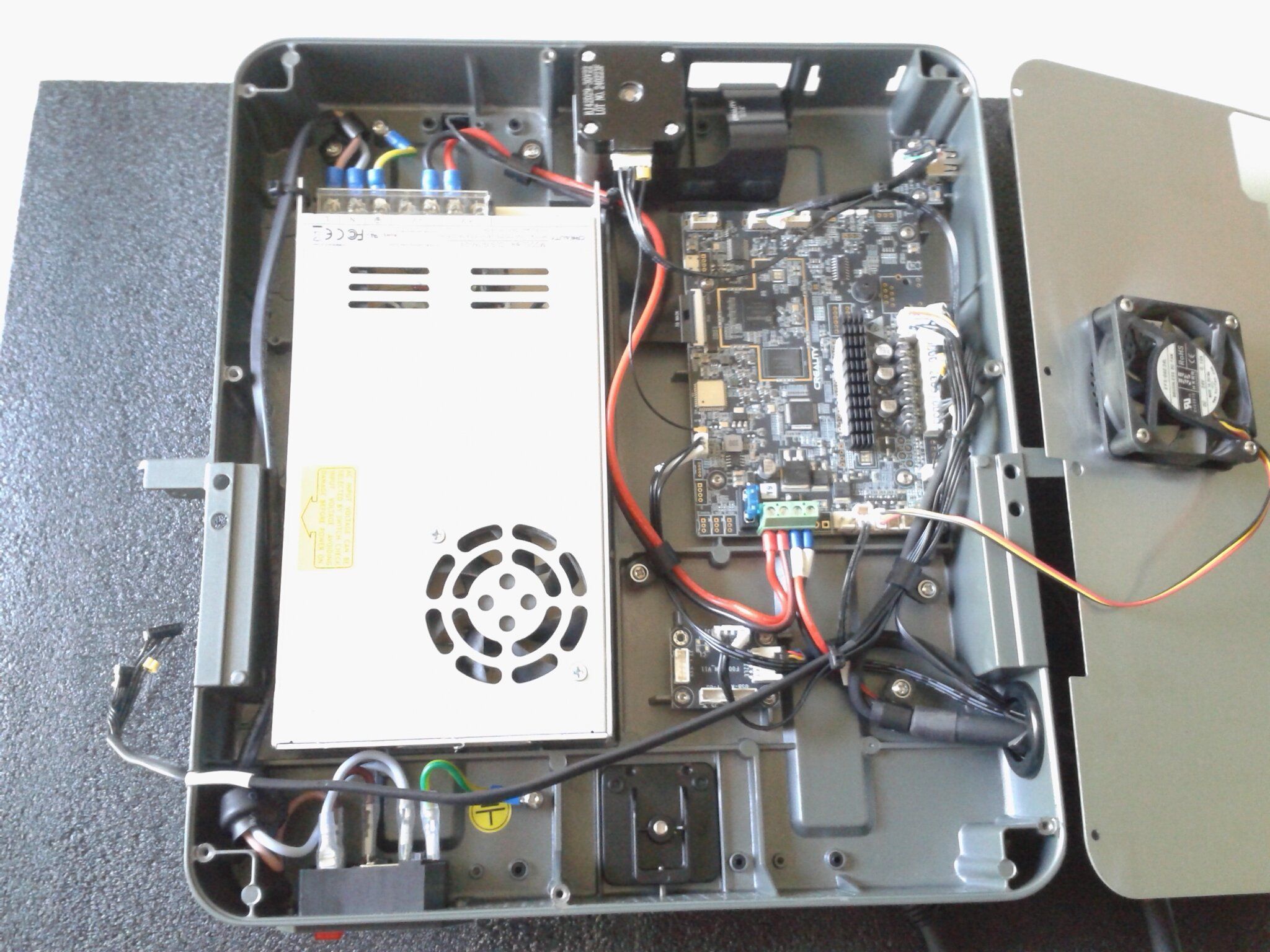
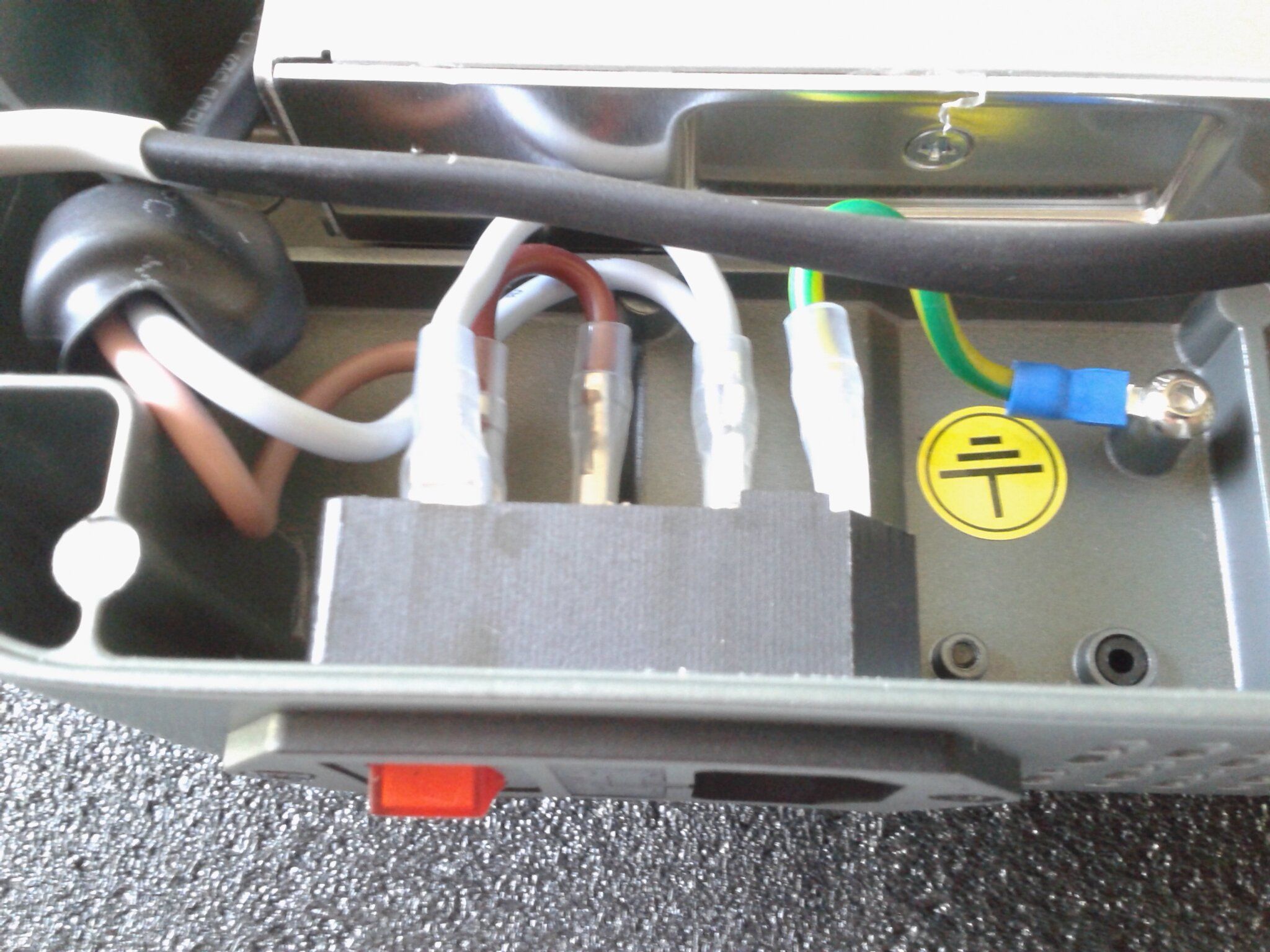
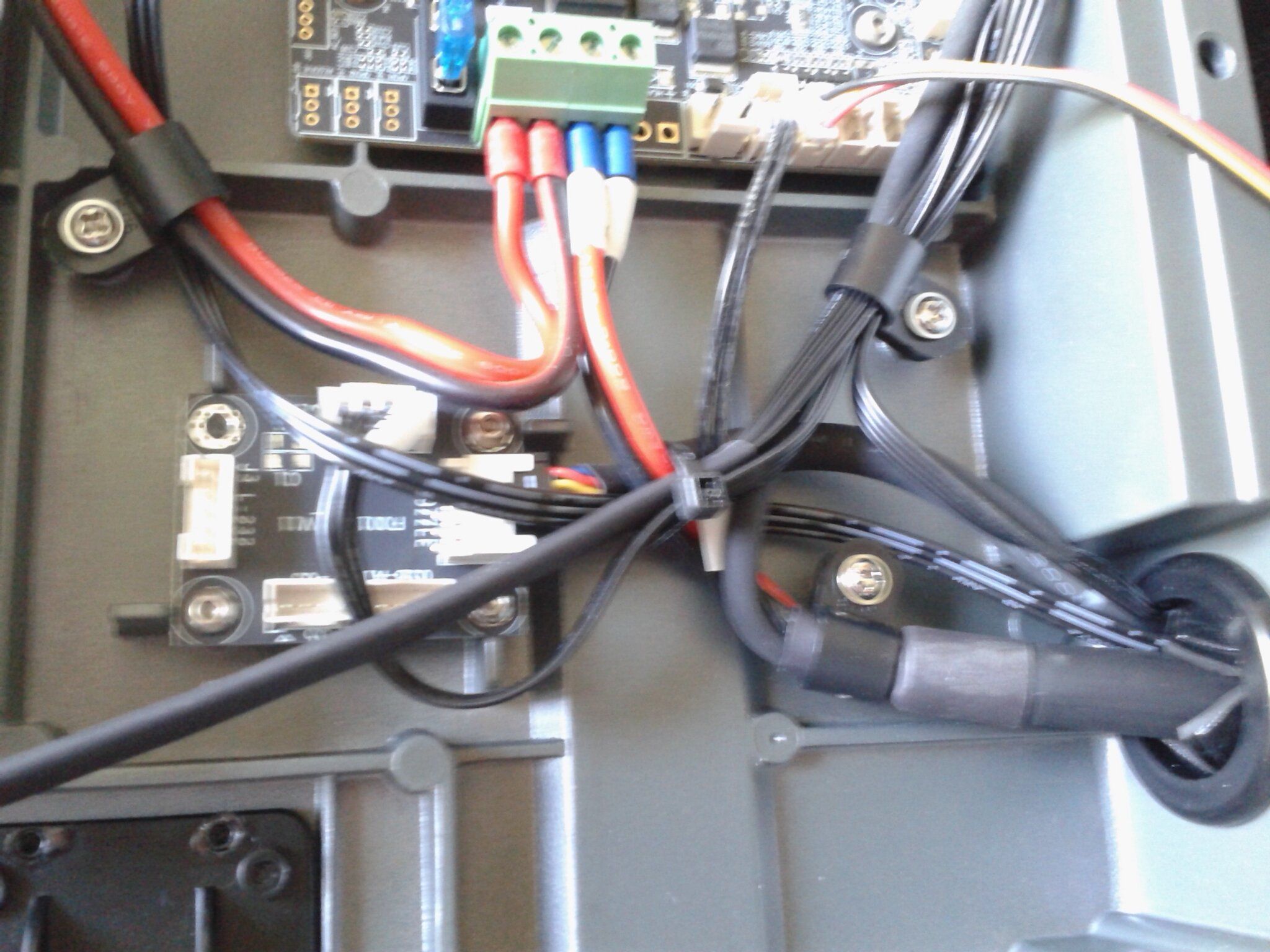
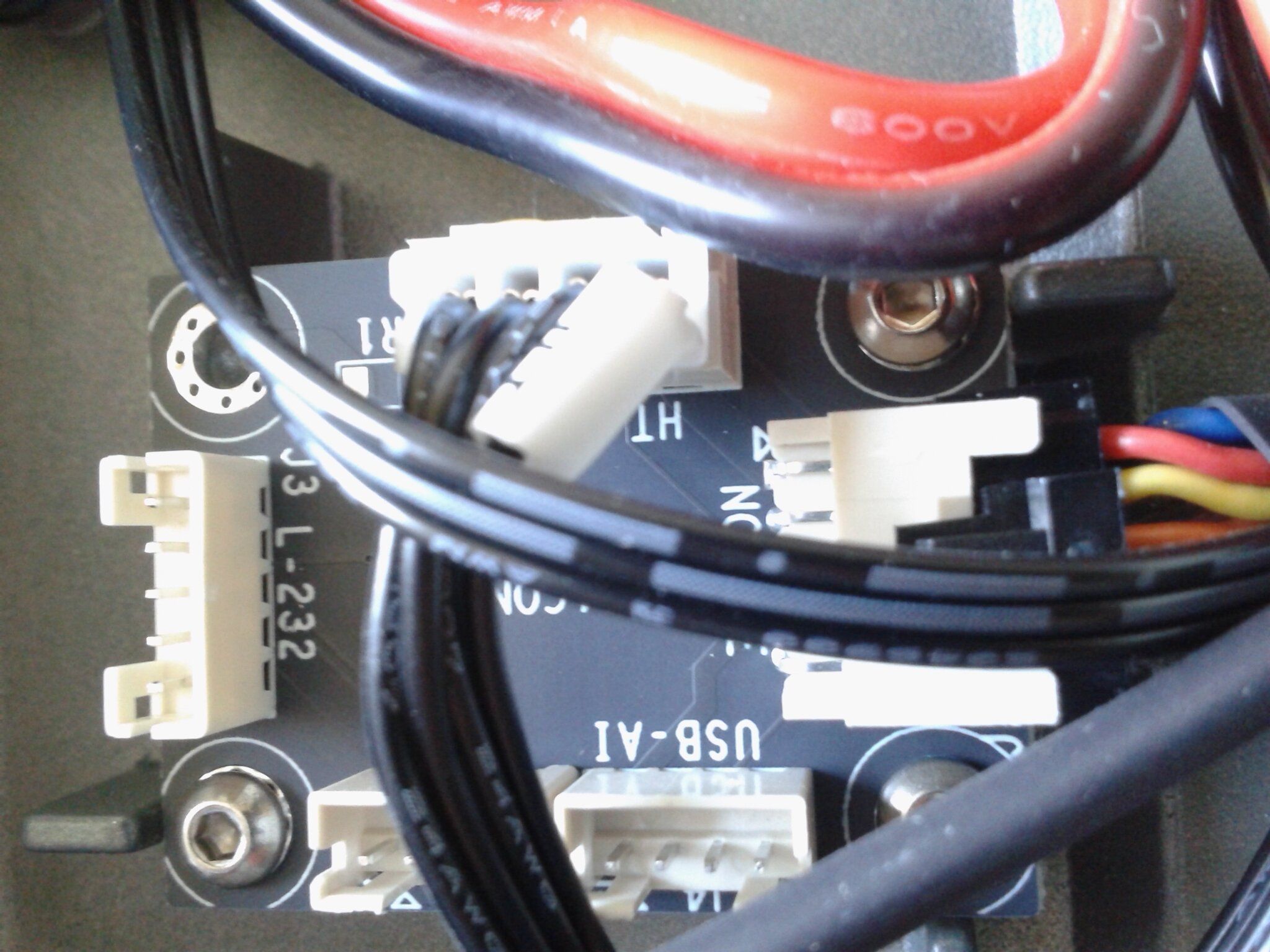
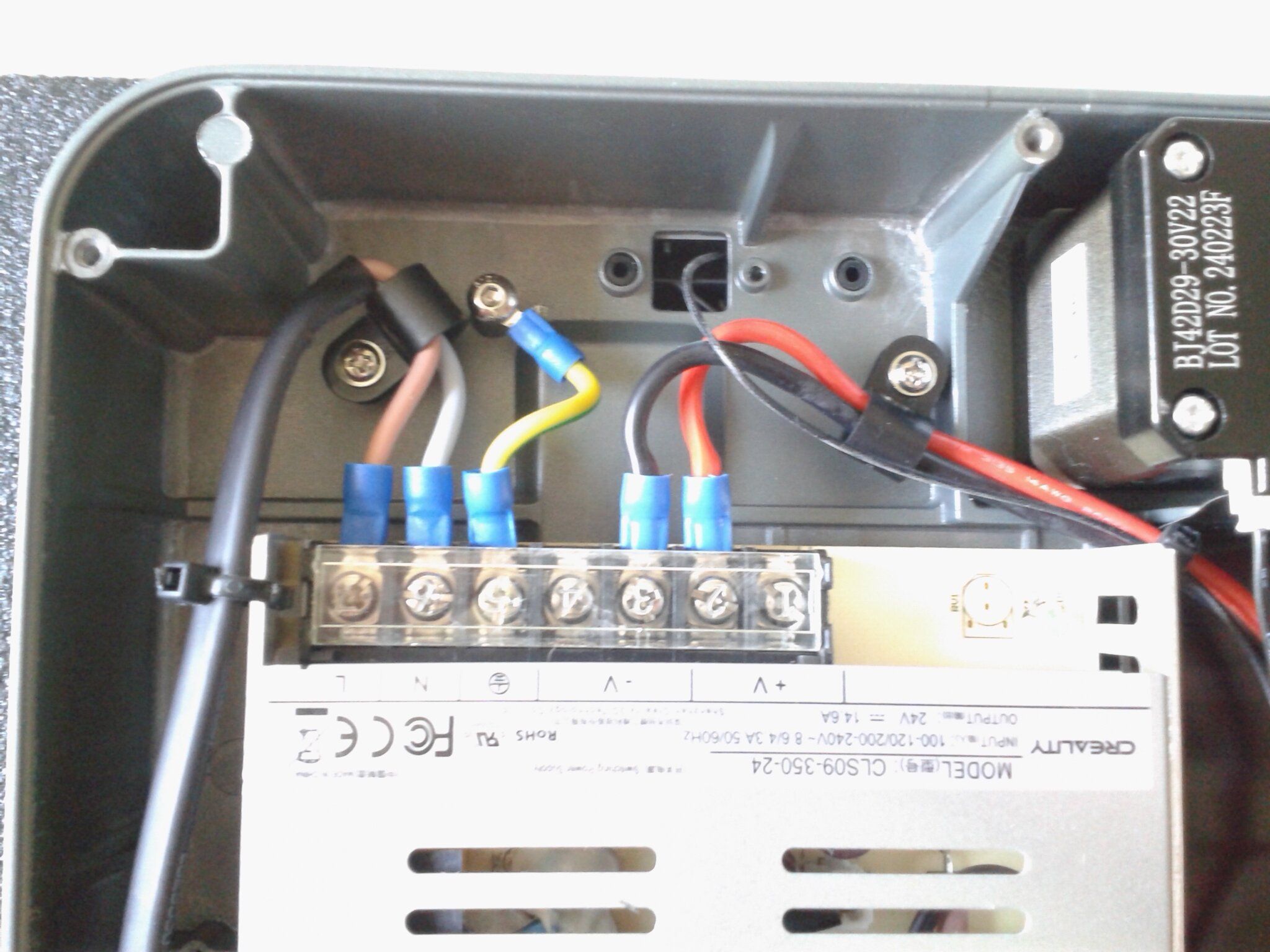
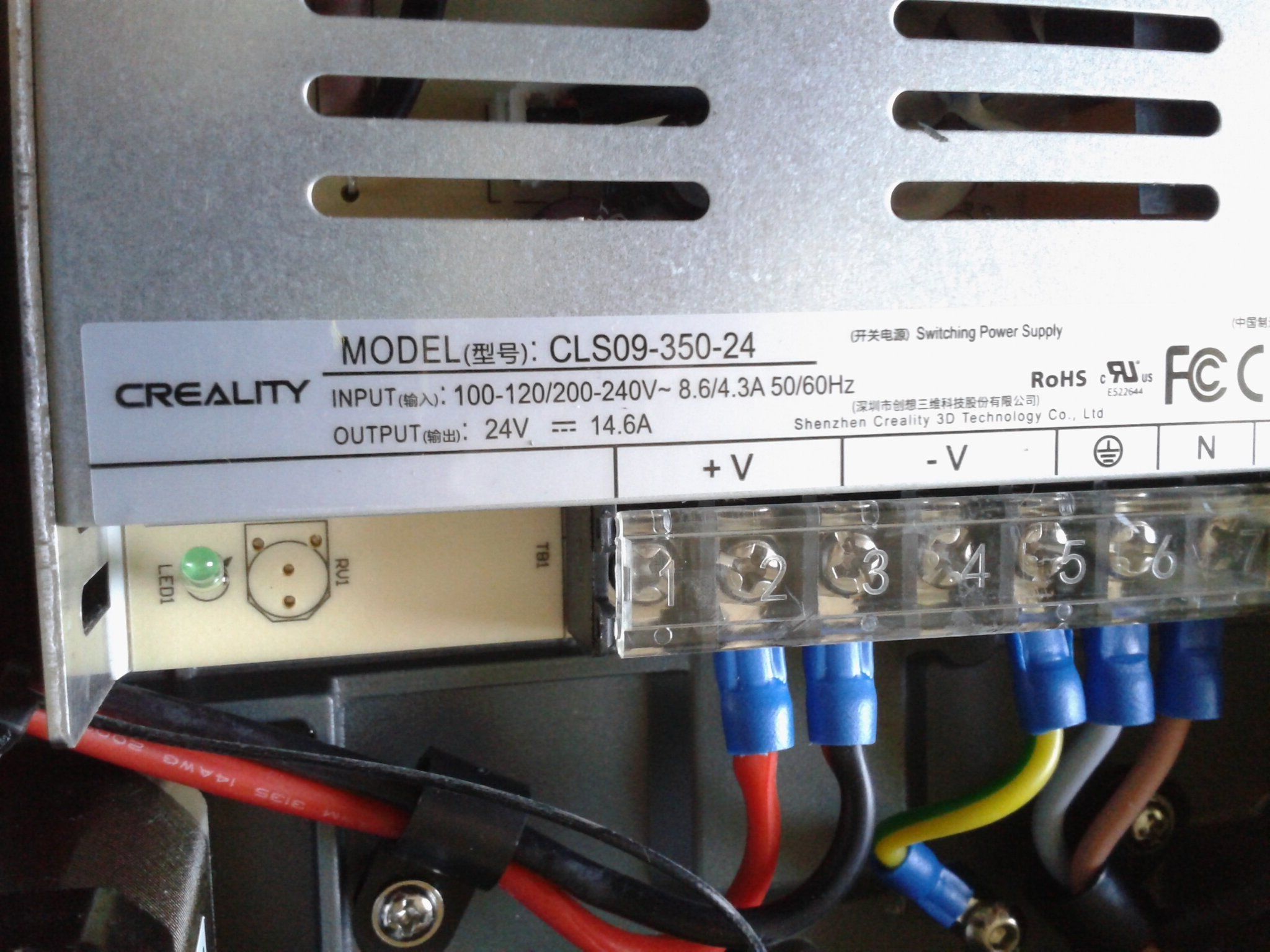
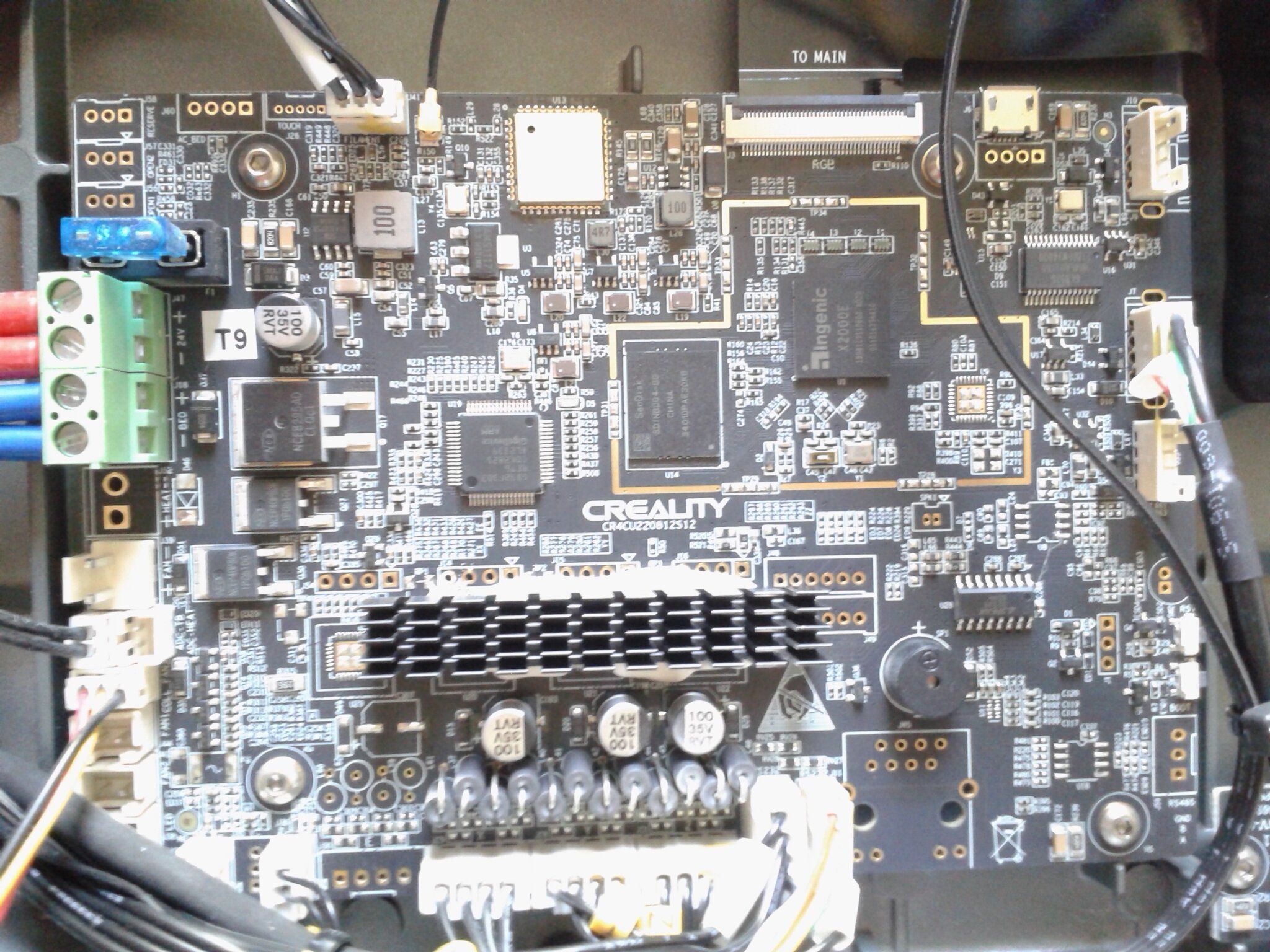
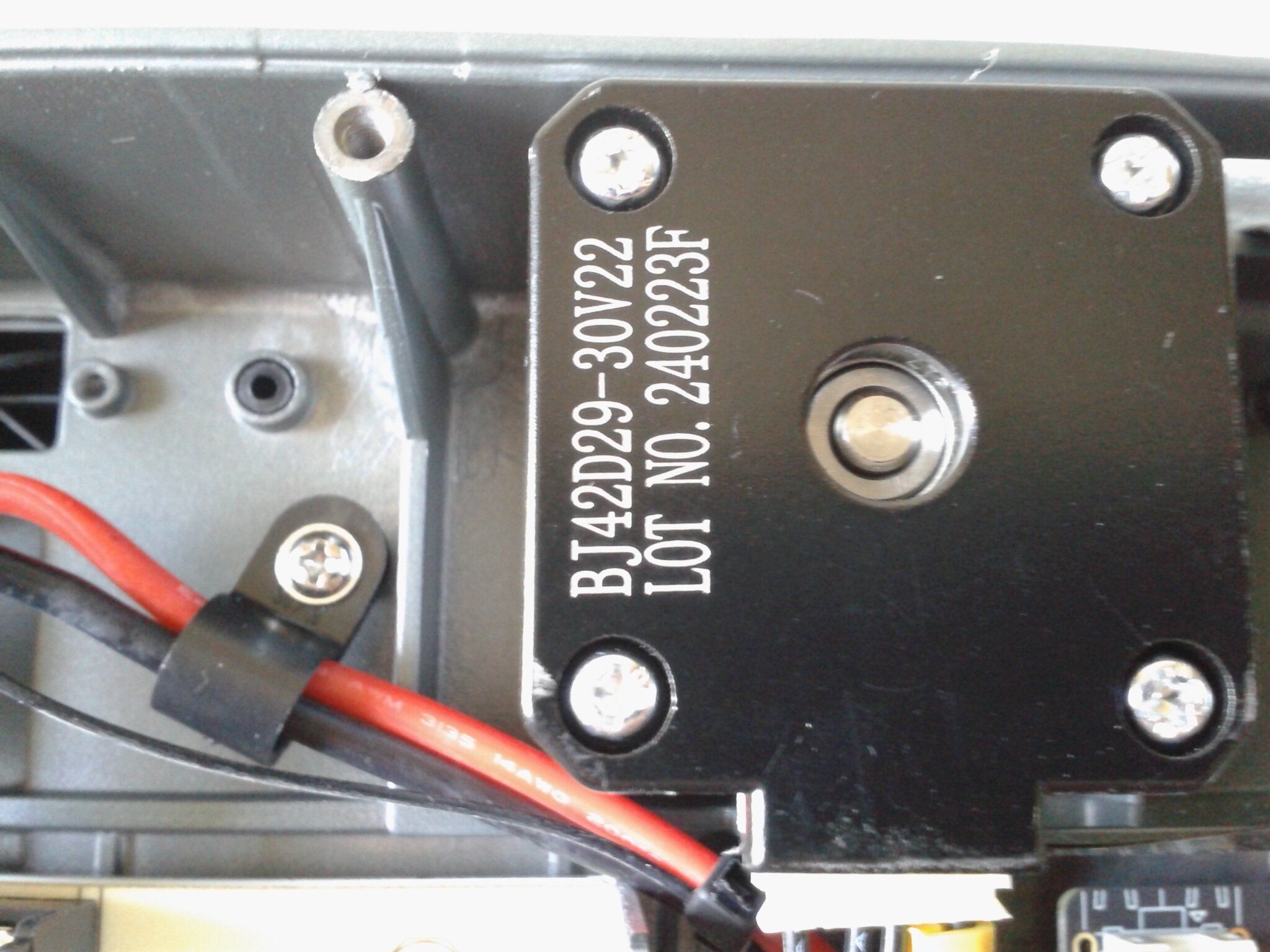
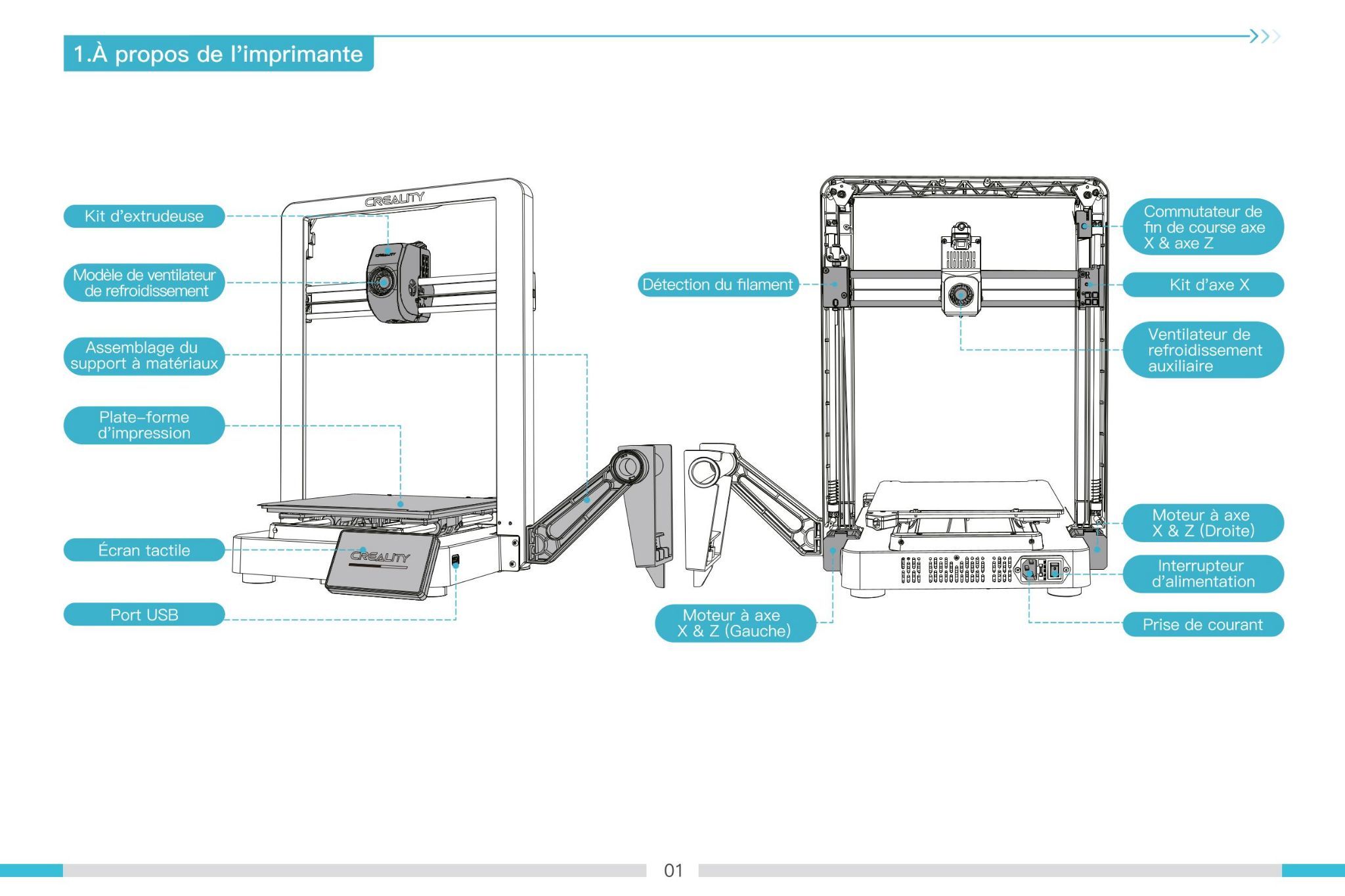
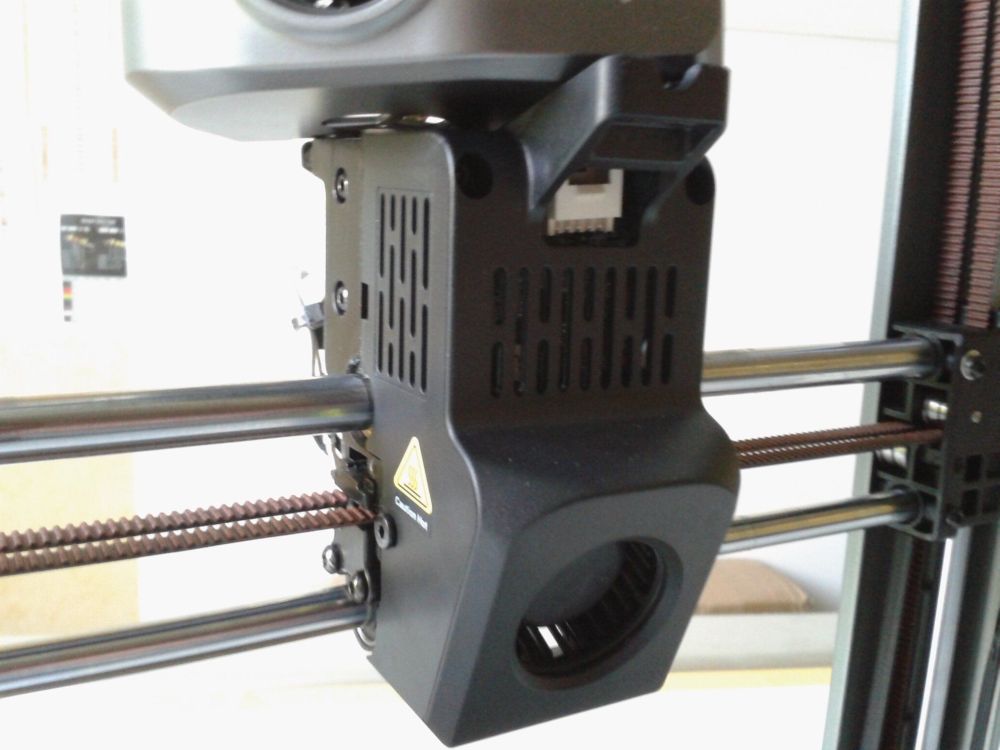
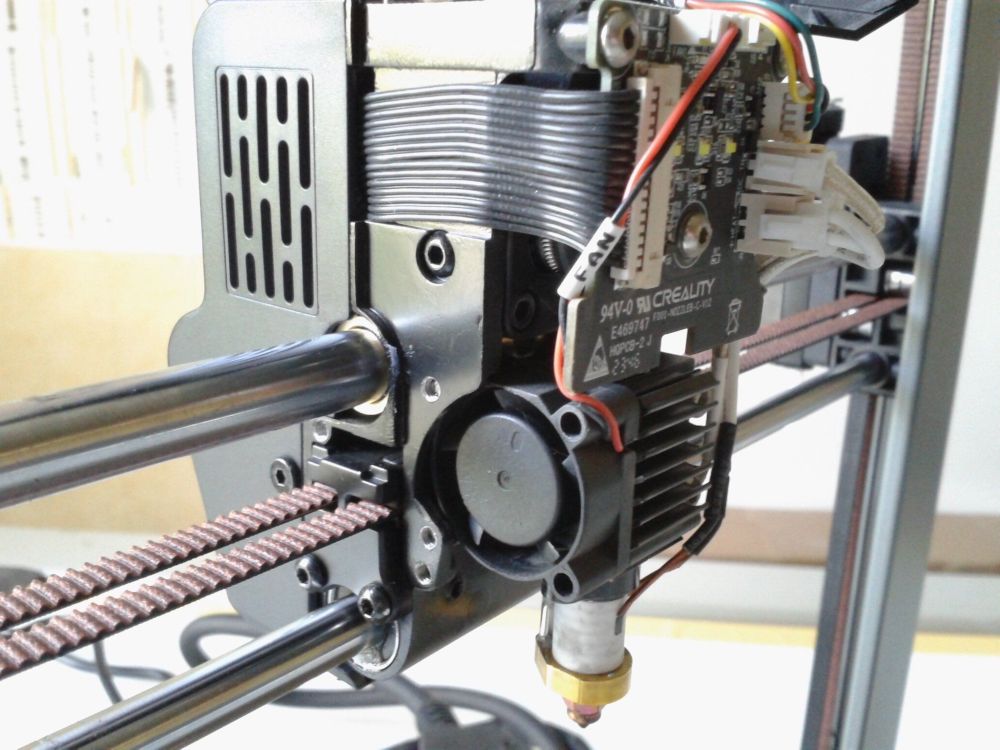
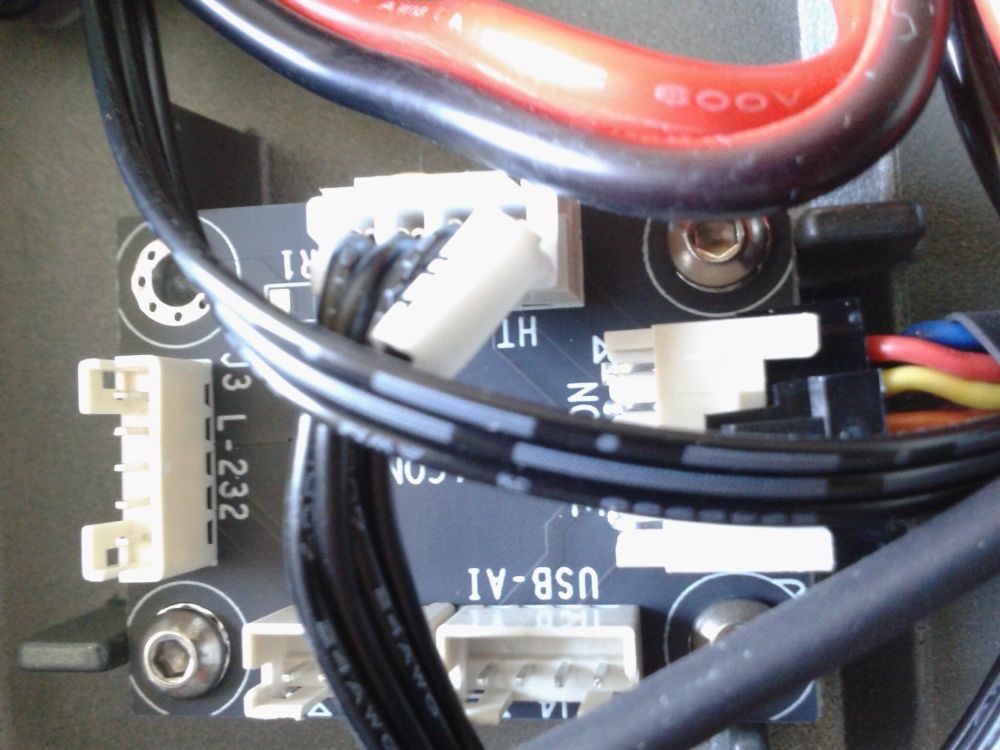
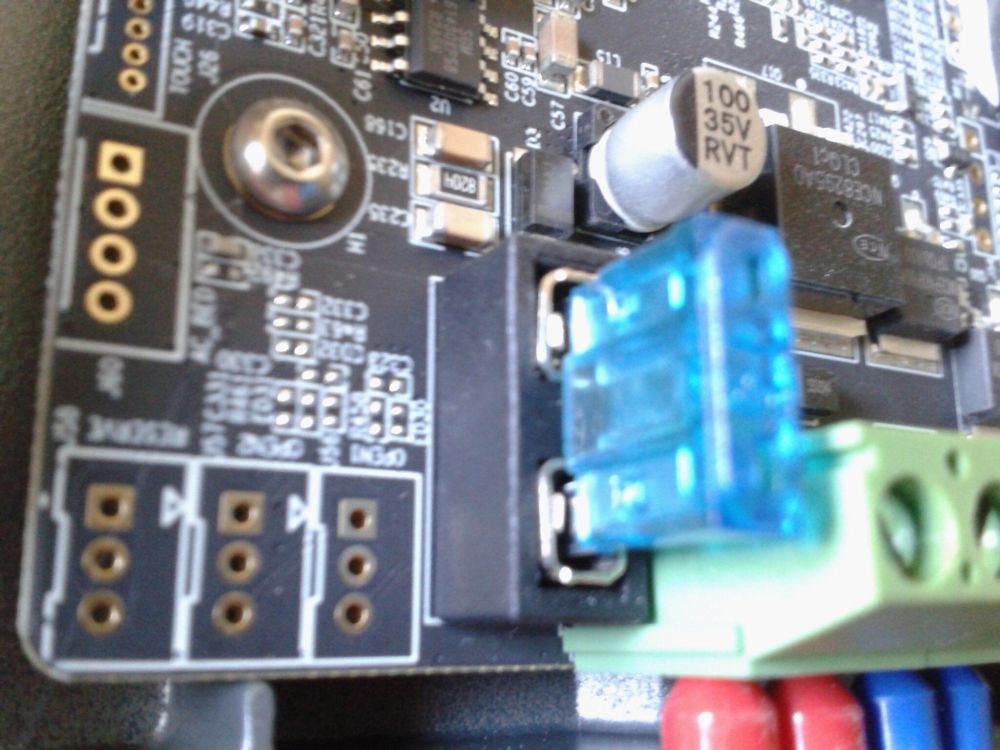
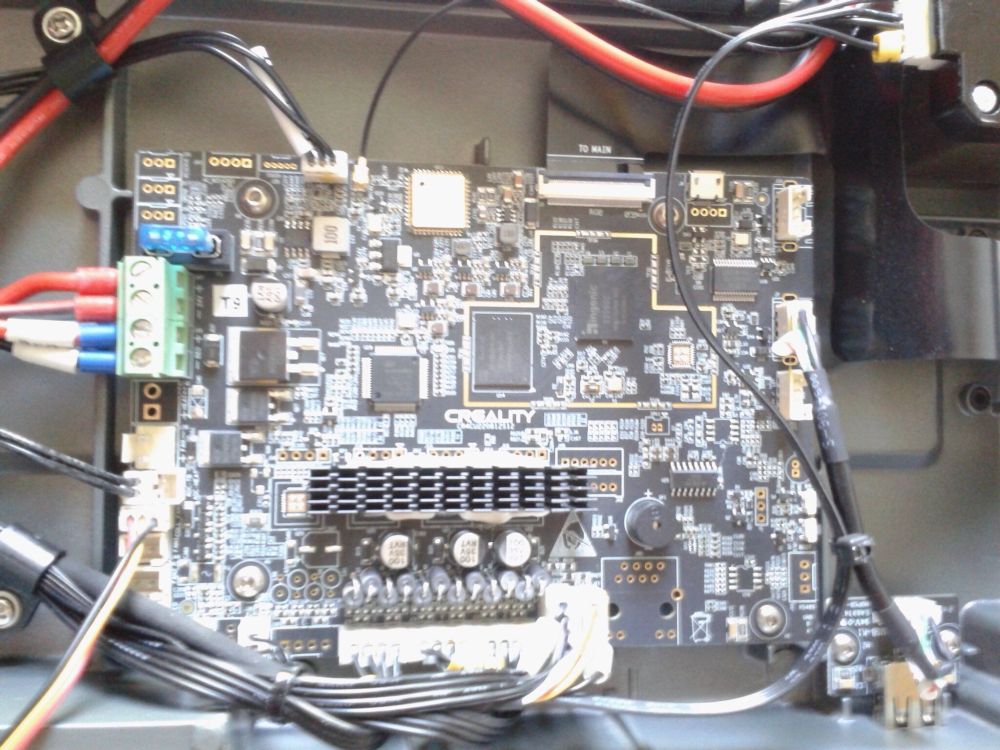
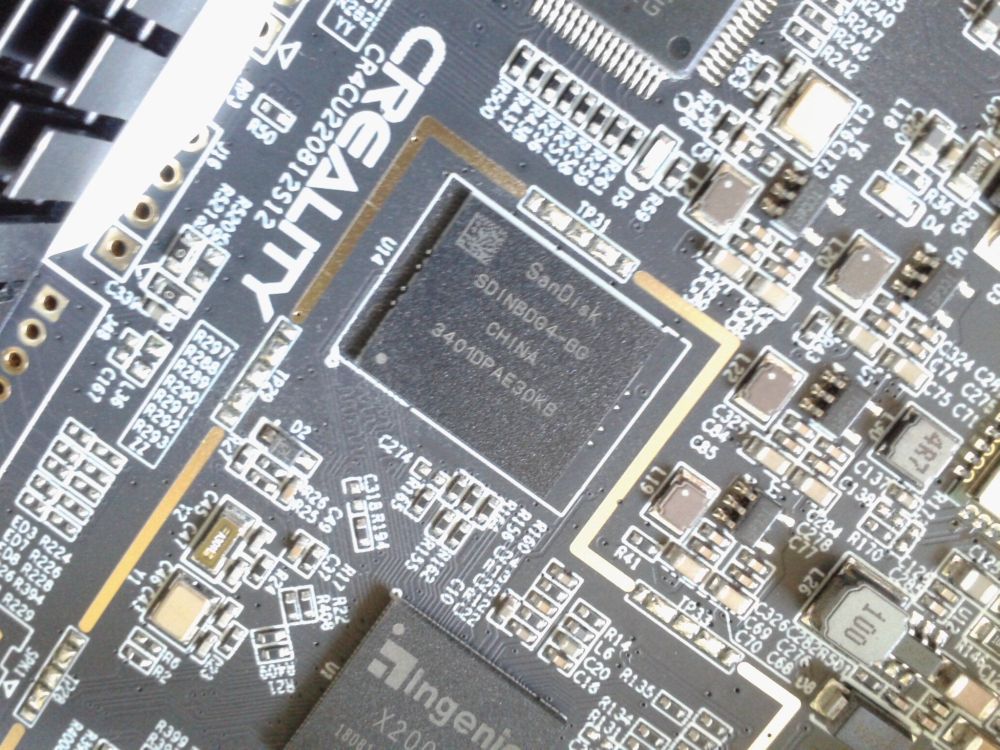
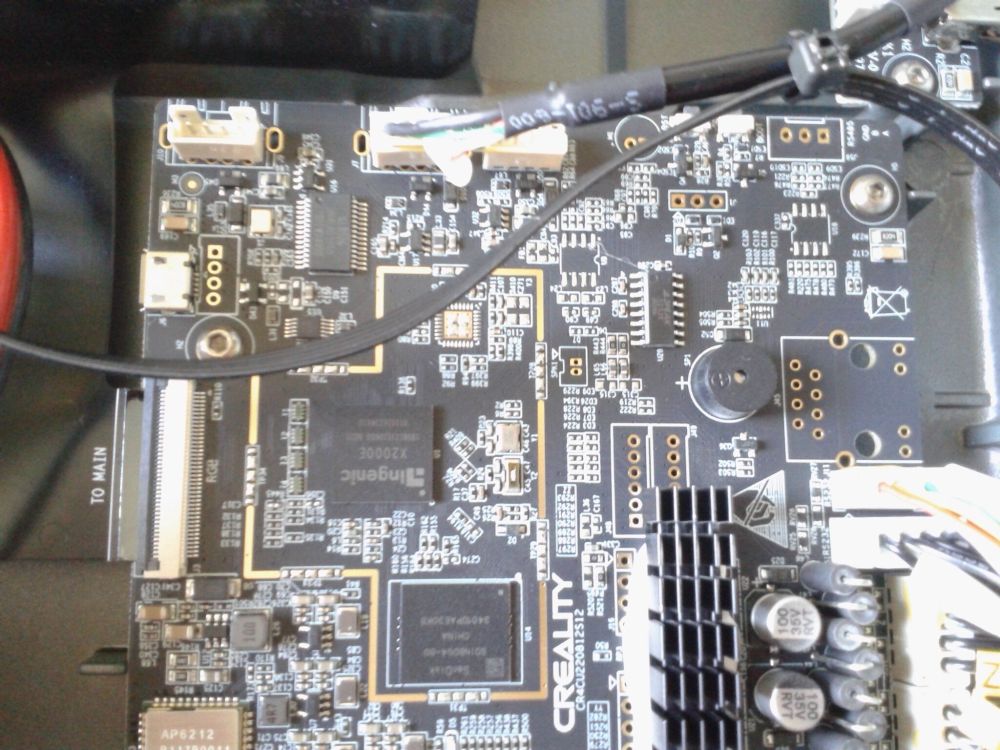
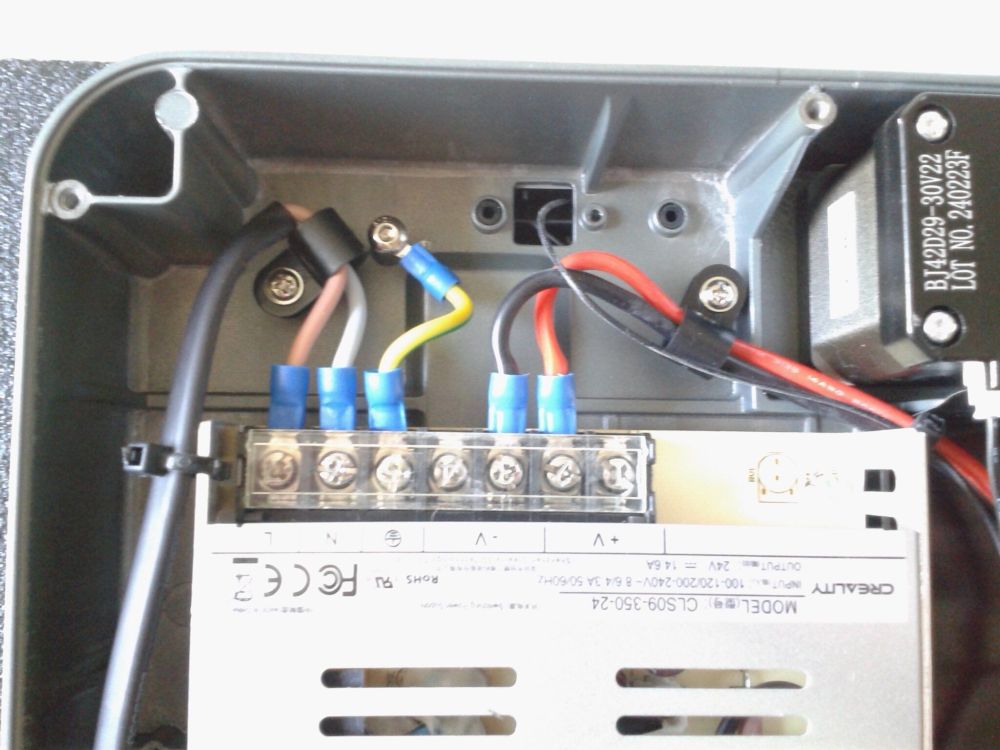
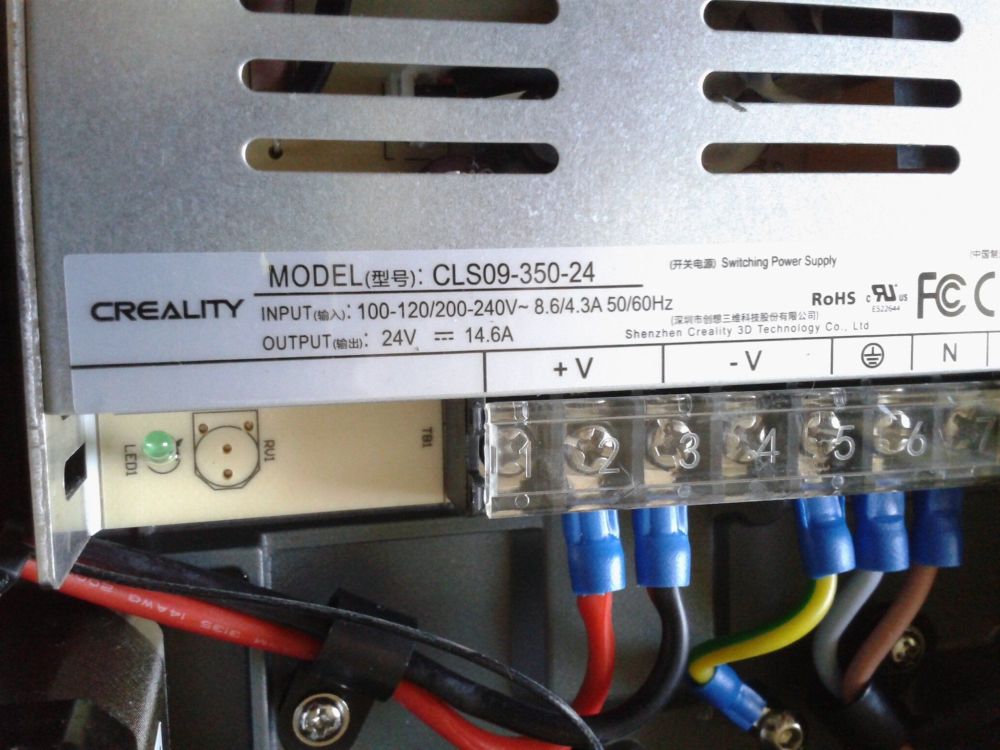
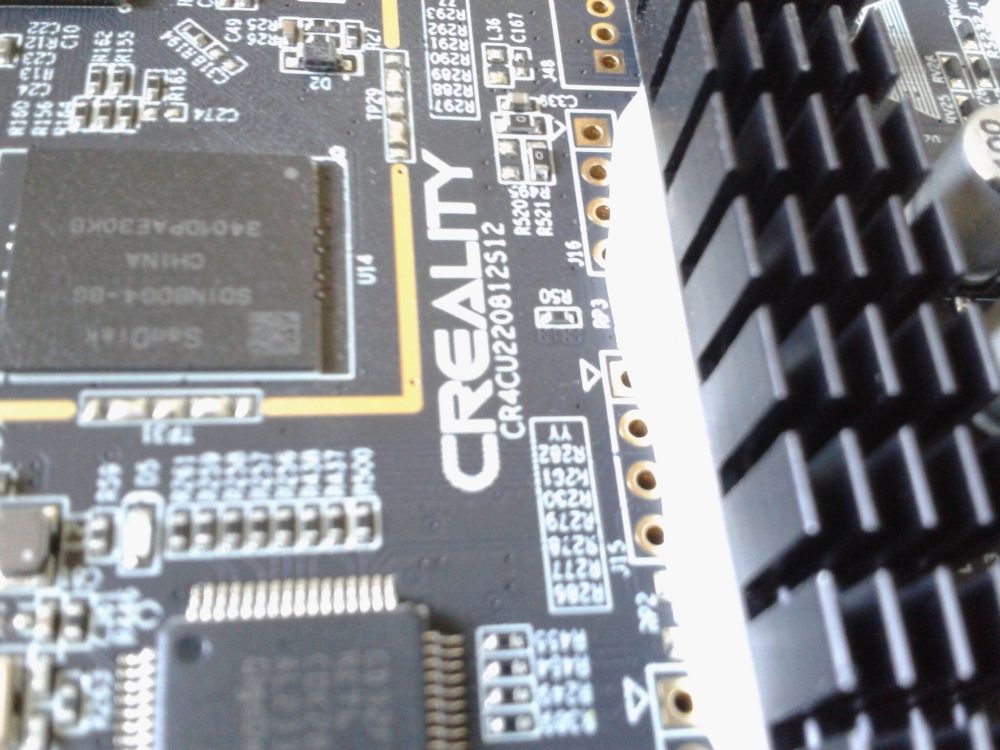
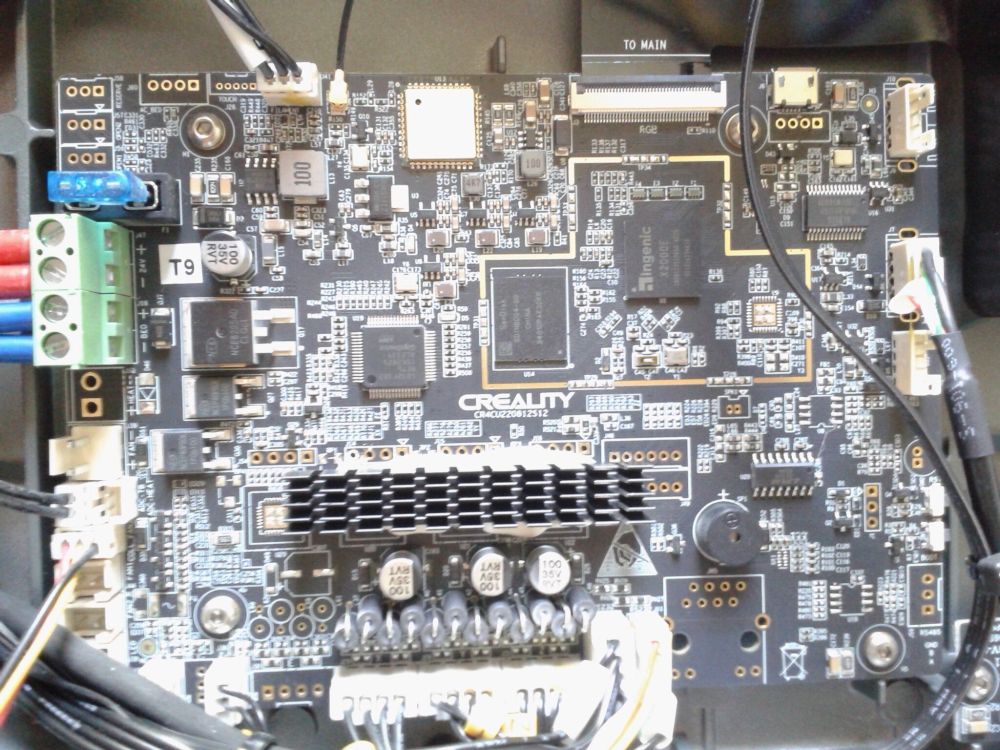
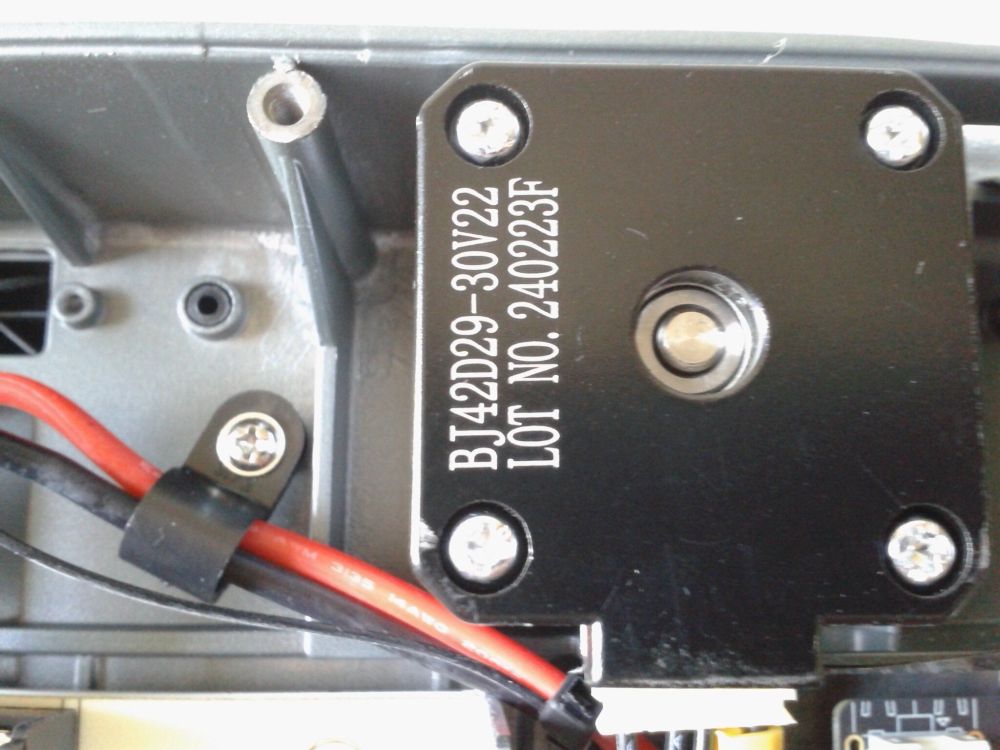
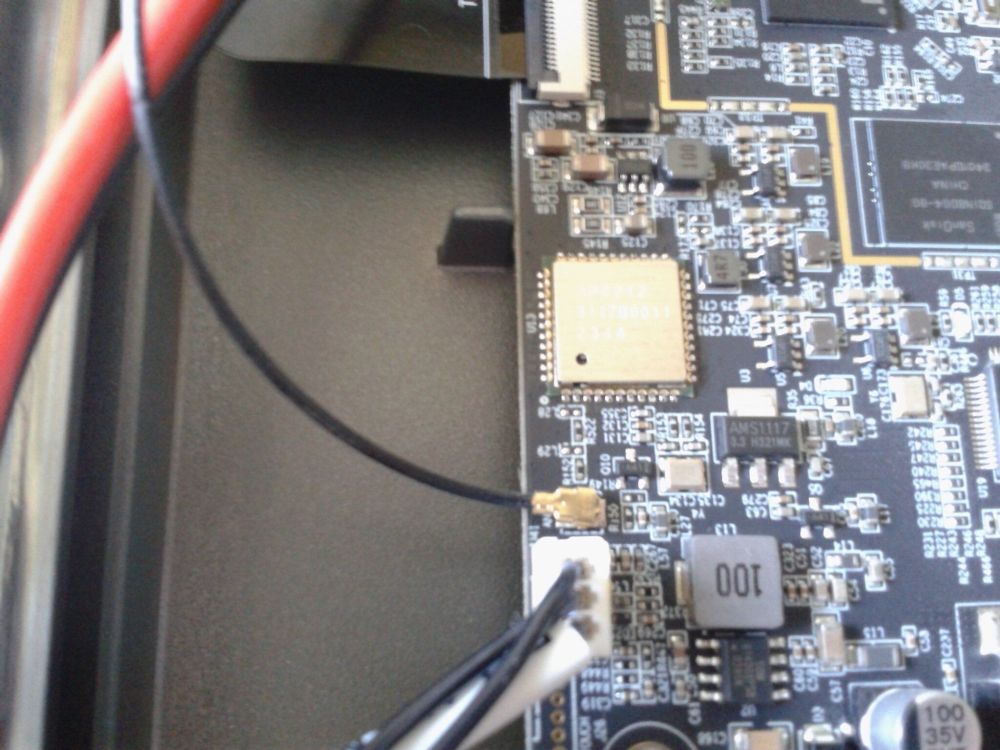
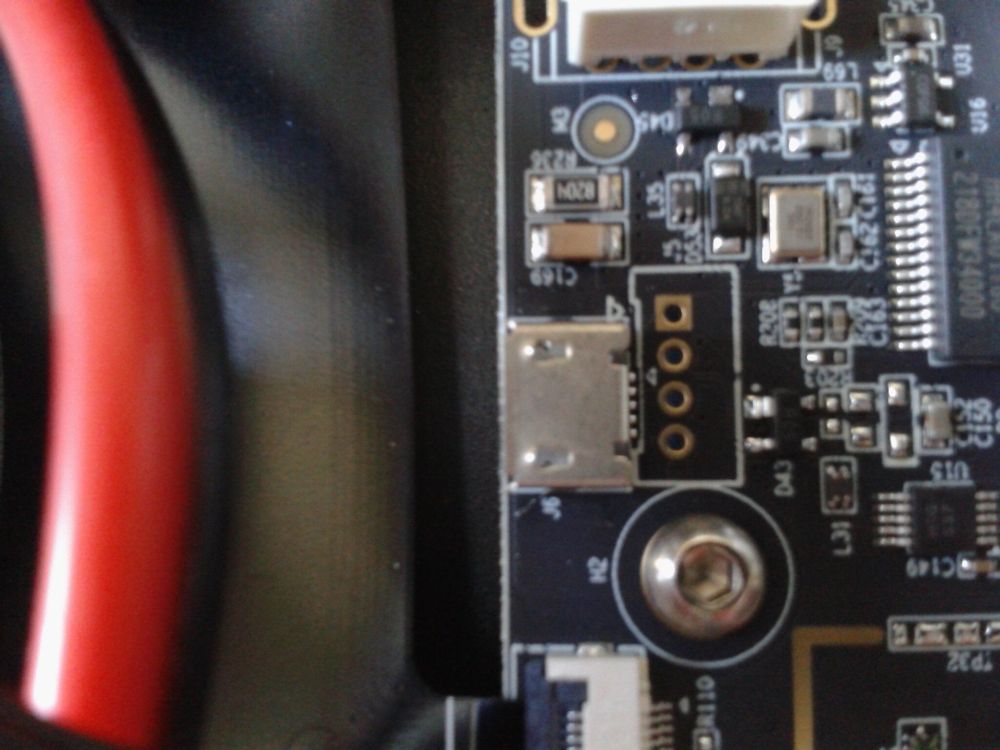
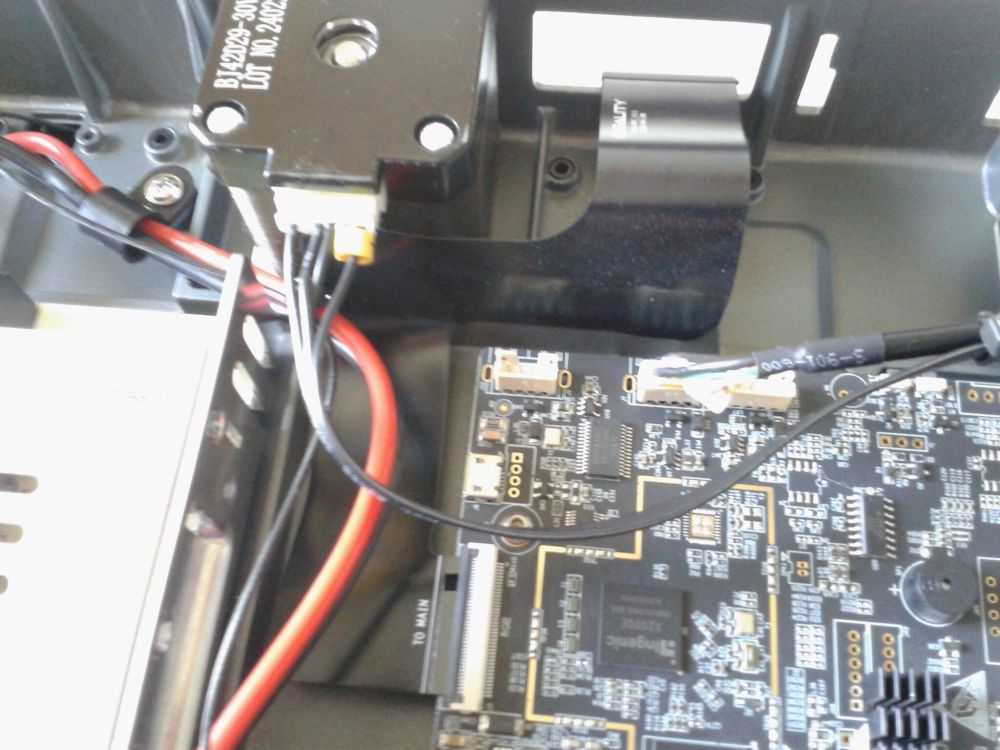
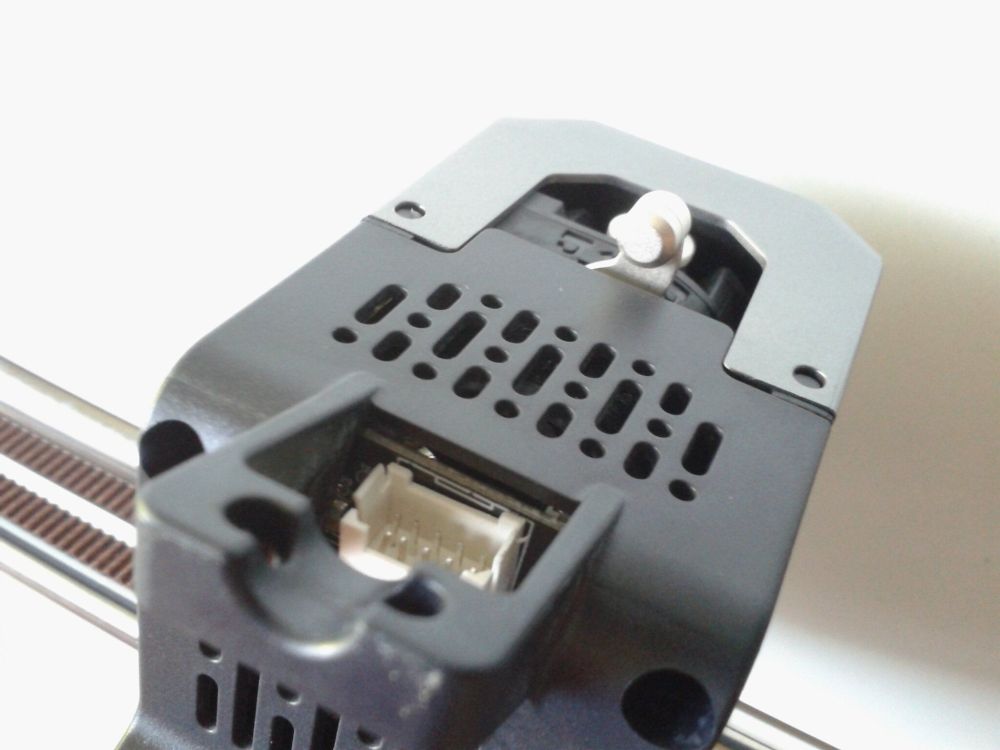
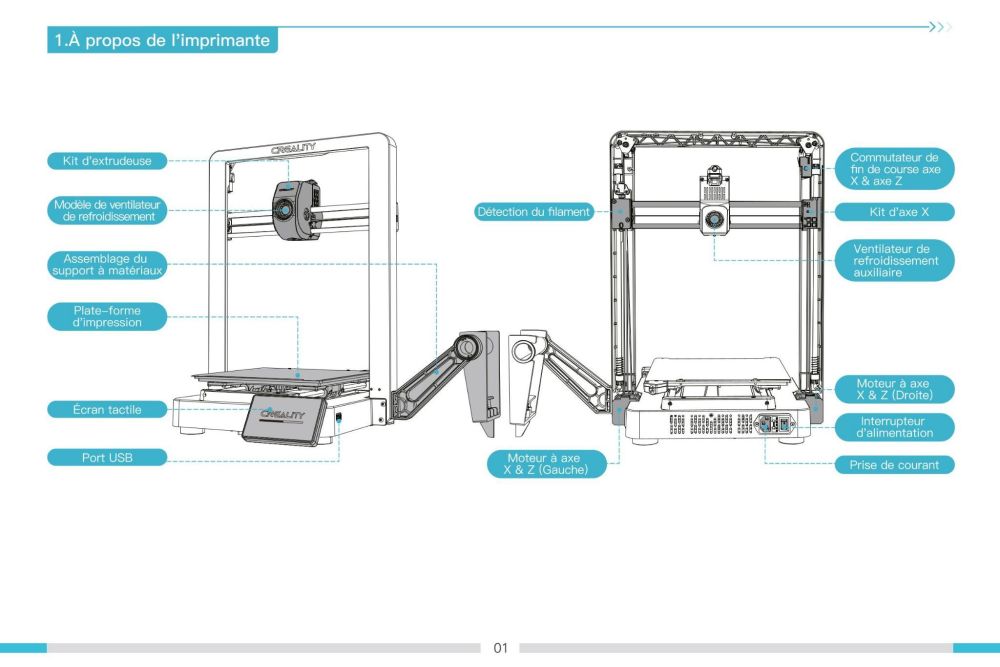
Détails matériels (hardware) // Sujet en cours de réalisation. Il sera complété prochainement. Photos en vrac.






























 1 point
1 point -
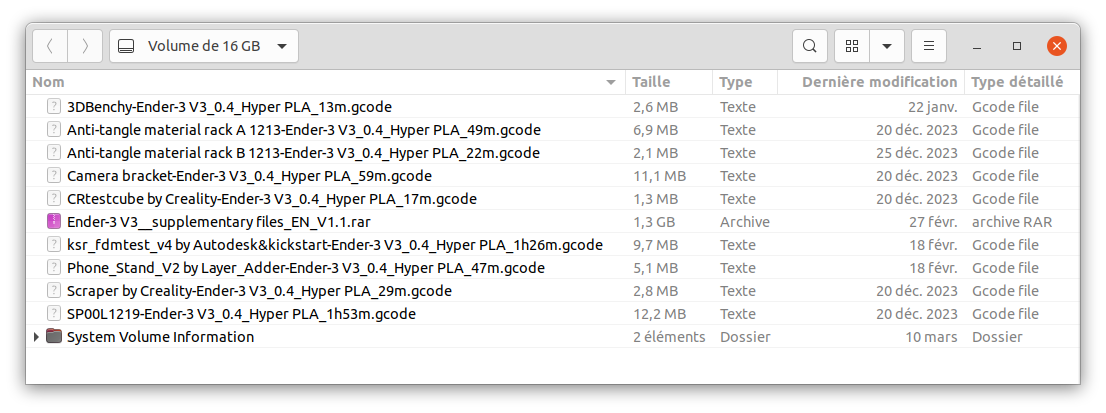
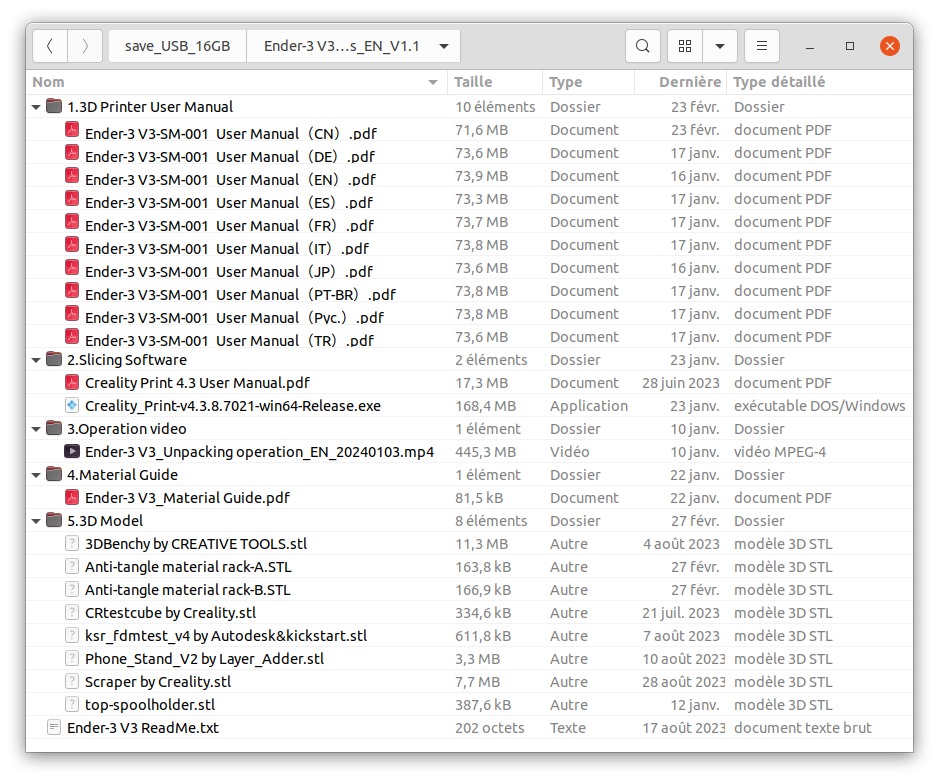
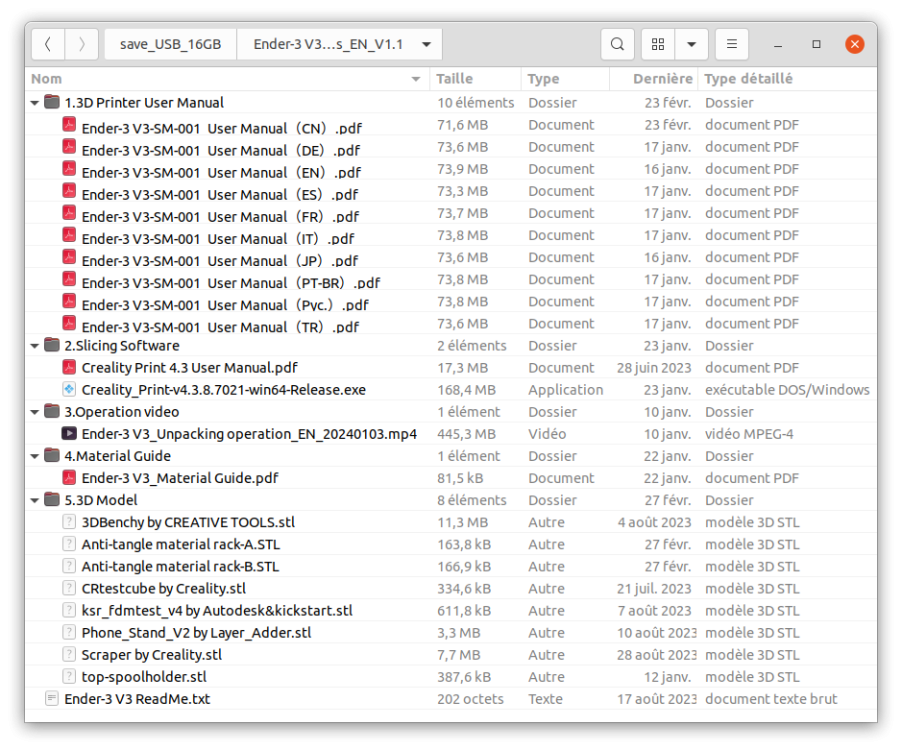
Détails du contenu de la clé USB de 16GB fournie Les sommes de contrôle md5sum 0191a9c97131857f9831dd5dc365e6ee ./CRtestcube by Creality-Ender-3 V3_0.4_Hyper PLA_17m.gcode 8a3cdacf8901bcc59e354bfb817cf875 ./ksr_fdmtest_v4 by Autodesk&kickstart-Ender-3 V3_0.4_Hyper PLA_1h26m.gcode 2e194000c6609903dd7acb9c331a1290 ./Camera bracket-Ender-3 V3_0.4_Hyper PLA_59m.gcode 6601672ad5b2e0c447562438a0f4f1db ./SP00L1219-Ender-3 V3_0.4_Hyper PLA_1h53m.gcode bfedb22f319a64b4ccc6376b465587e2 ./Phone_Stand_V2 by Layer_Adder-Ender-3 V3_0.4_Hyper PLA_47m.gcode 8668785bf4ed05b05fef27669cc771bc ./Ender-3 V3__supplementary files_EN_V1.1.rar d088cf045eb1dd096162f17e94969772 ./Scraper by Creality-Ender-3 V3_0.4_Hyper PLA_29m.gcode d94b63d5606b9333fe5a2322ee1611e5 ./Anti-tangle material rack B 1213-Ender-3 V3_0.4_Hyper PLA_22m.gcode a4eb0fab68e5fc8bd0a632d872422539 ./3DBenchy-Ender-3 V3_0.4_Hyper PLA_13m.gcode 4d22263a92c895104b98d91489cccc56 ./Anti-tangle material rack A 1213-Ender-3 V3_0.4_Hyper PLA_49m.gcode Si on décompresse l'archive "Ender-3 V3__supplementary files_EN_V1.1.rar" Les sommes de contrôle md5sum c4a03c7c116ef7b0e16a8a5815240084 ./3.Operation video/Ender-3 V3_Unpacking operation_EN_20240103.mp4 ba2666081fb342da6266c2b8058ce04a ./2.Slicing Software/Creality Print 4.3 User Manual.pdf 4f2e10e77cdea33879cc8acda77042d0 ./2.Slicing Software/Creality_Print-v4.3.8.7021-win64-Release.exe f0b09c4688d8a64bed5f603aa172e9a7 ./Ender-3 V3 ReadMe.txt 9b3dd7a04522802abae5caad61a153d8 ./4.Material Guide/Ender-3 V3_Material Guide.pdf 4bc00cc2a2620c8ad4539662f1576c95 ./1.3D Printer User Manual/Ender-3 V3-SM-001_User Manual(IT).pdf dd3bf821b764a5b2734bd7e994f60df8 ./1.3D Printer User Manual/Ender-3 V3-SM-001_User Manual(Pyc.).pdf 5adfb2394a8d4fe5b309d401877232bc ./1.3D Printer User Manual/Ender-3 V3-SM-001_User Manual(ES).pdf 62f91c7c8fffdccada83faa5347c6b08 ./1.3D Printer User Manual/Ender-3 V3-SM-001_User Manual(FR).pdf 45f542f59c025a4c61e36f1bc4e30ca9 ./1.3D Printer User Manual/Ender-3 V3-SM-001_User Manual(TR).pdf 921b055ed45c5a6e9e2c892fbcdc31bb ./1.3D Printer User Manual/Ender-3 V3-SM-001_User Manual(PT-BR).pdf 01195b6110ab90838d0ef24e0723f7ba ./1.3D Printer User Manual/Ender-3 V3-SM-001_User Manual(EN).pdf ce872181af97e8d41eb0f7d1ed9fd47c ./1.3D Printer User Manual/Ender-3 V3-SM-001_User Manual(DE).pdf fe734e4f5ccacfd786bc983955434408 ./1.3D Printer User Manual/Ender-3 V3-SM-001_User Manual(JP).pdf 3b1d941e15e37e6c535939514506769d ./1.3D Printer User Manual/Ender-3 V3-SM-001_User Manual(CN).pdf 8142ddb261bb35a8c62cdc0624f1f5ab ./5.3D Model/CRtestcube by Creality.stl 41db53f21cc2bdce686fee320d8f7a57 ./5.3D Model/Anti-tangle material rack-A.STL b2fc679ddc2d7b5b8e424a3d3774278e ./5.3D Model/top-spoolholder.stl b8ae14b628eeadfb8f9b68a7e3028613 ./5.3D Model/3DBenchy by CREATIVE TOOLS.stl 33ad9568fa255e5e41659d84cd290997 ./5.3D Model/Scraper by Creality.stl a689f1bd0f4730ee86624556dd580f11 ./5.3D Model/ksr_fdmtest_v4 by Autodesk&kickstart.stl a3f94e587e29f15d7b0a5f8389e152d2 ./5.3D Model/Phone_Stand_V2 by Layer_Adder.stl 81c90e017c5d93288c7b6c108691f1ed ./5.3D Model/Anti-tangle material rack-B.STL
 1 point
1 point -
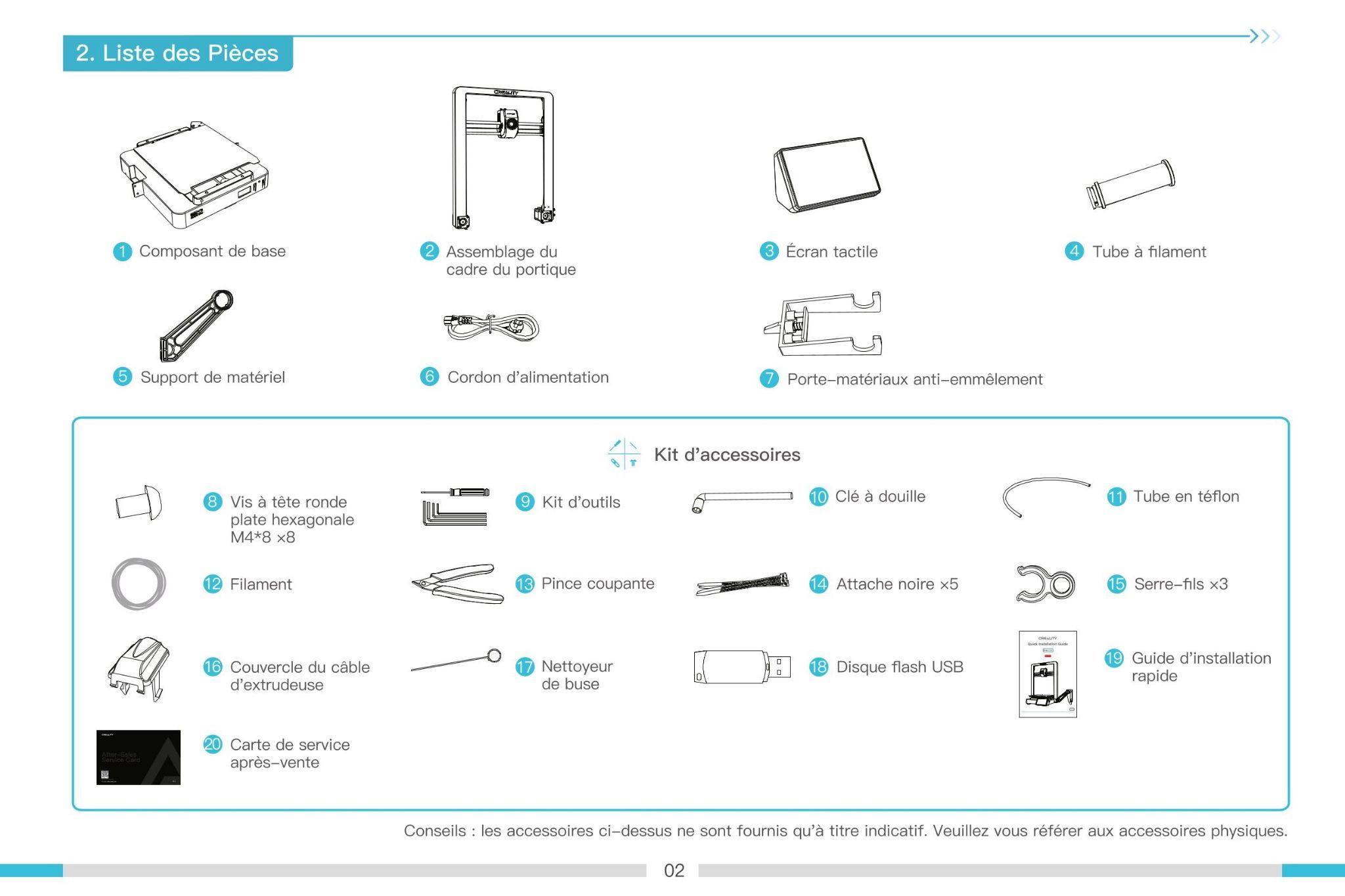
Déballage et inventaire La vidéo officielle de déballage et de mise en fonction "Ender 3 V3 Unpacking operation" Photos en vrac. // Sujet en cours de réalisation. Il sera complété prochainement.















 1 point
1 point -
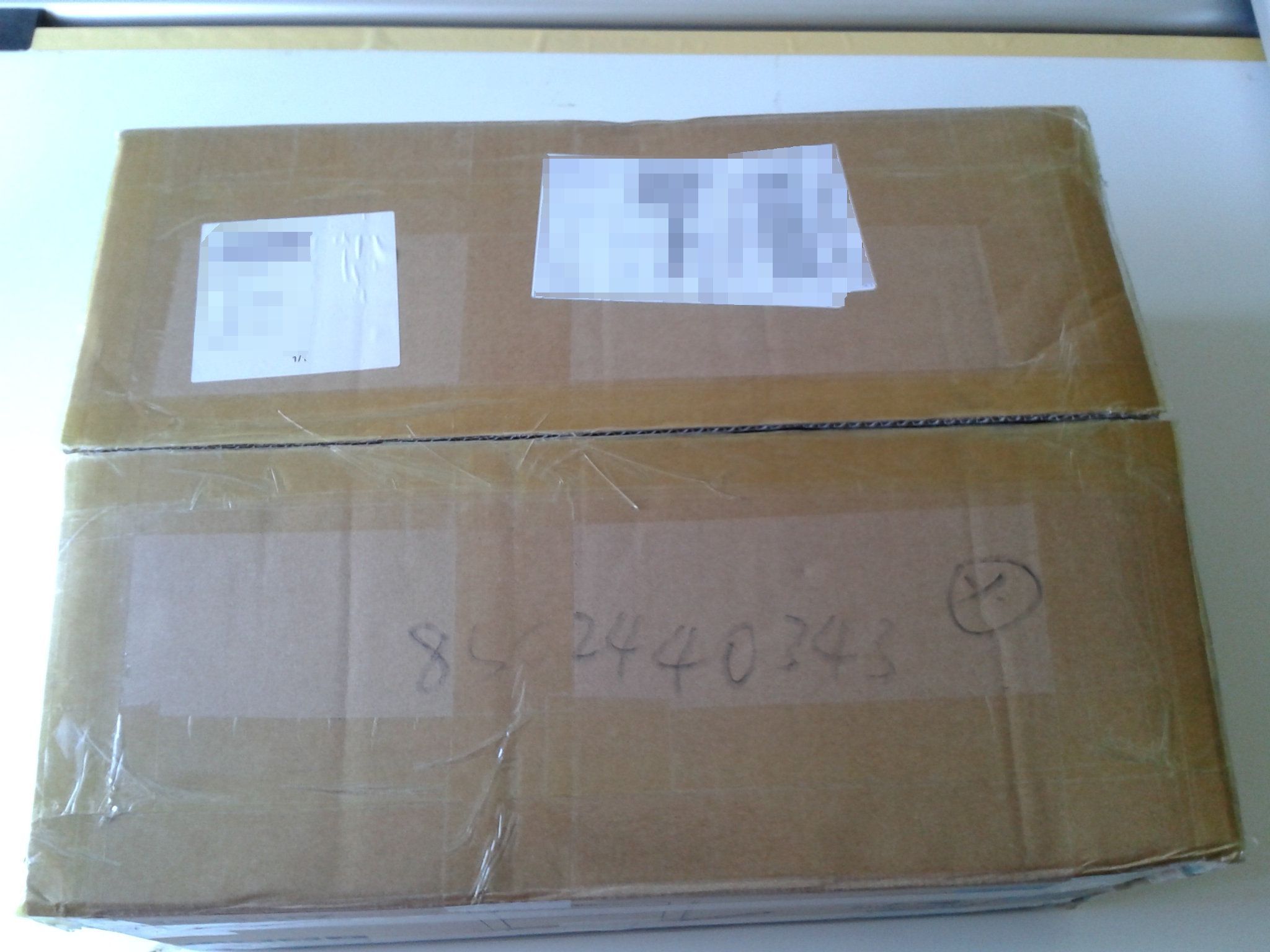
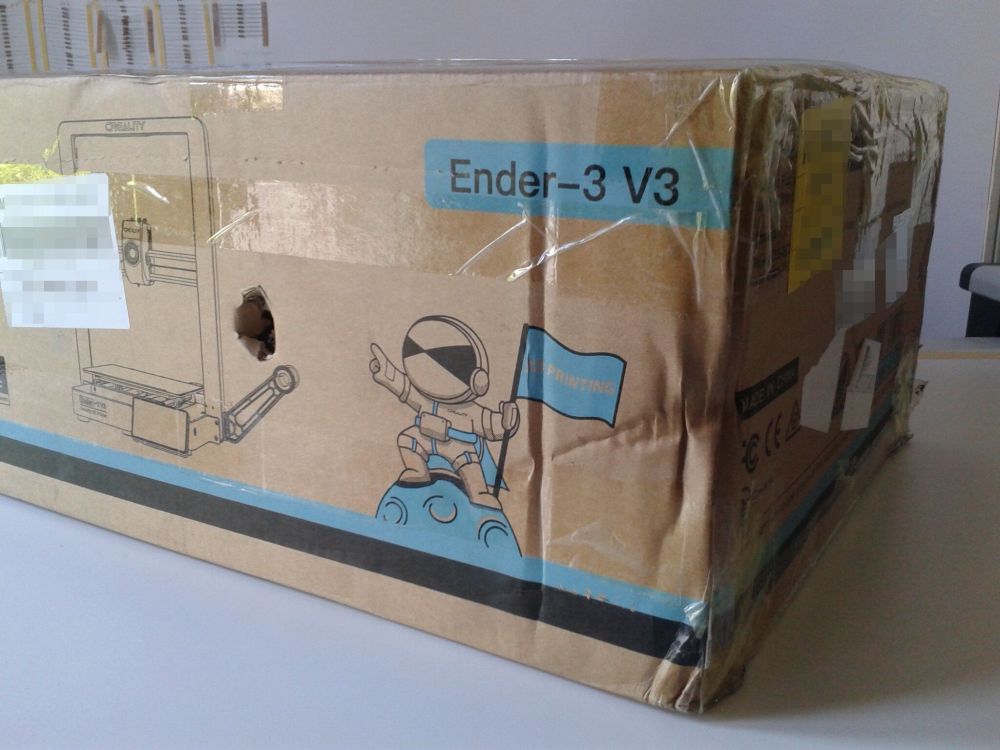
Réception Il s'agit d'un envoi pour lesimprimantes3d.fr placé par un de leur contact de chez Creality. ~22/01/2024 mon adresse de livraison est transmise au contact de chez Creality Le transite en bateau avant d'arriver dans un dépôt en Europe a pris son temps ... 12/04/2024 ~07h58 SMS de "Chronopost" Votre colis **** sera livré aujourd'hui entre 10h20-11h20. Absent ? RDV maintenant sur www.chronopost.fr/***" 12/04/2024 ~ 10h30 réception du colis contre signature, livraison "Chronopost". Carton en relativement bon état. Le déballage nous dira si les mousses de protection ont bien joué leur rôle. Poids mentionné sur l'étiquette de livraison 10.15 kg Dimension du colis ~ 54 x 42 x 24.5 cm ( L x P x H )



 1 point
1 point -
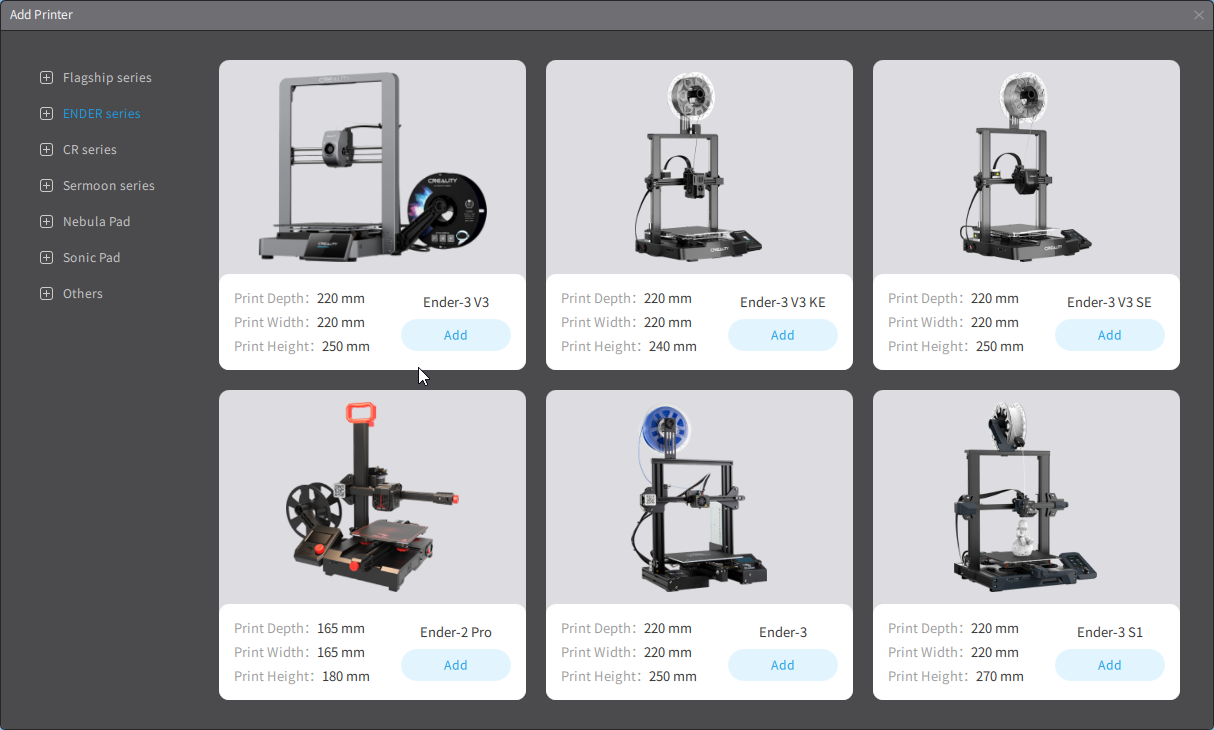
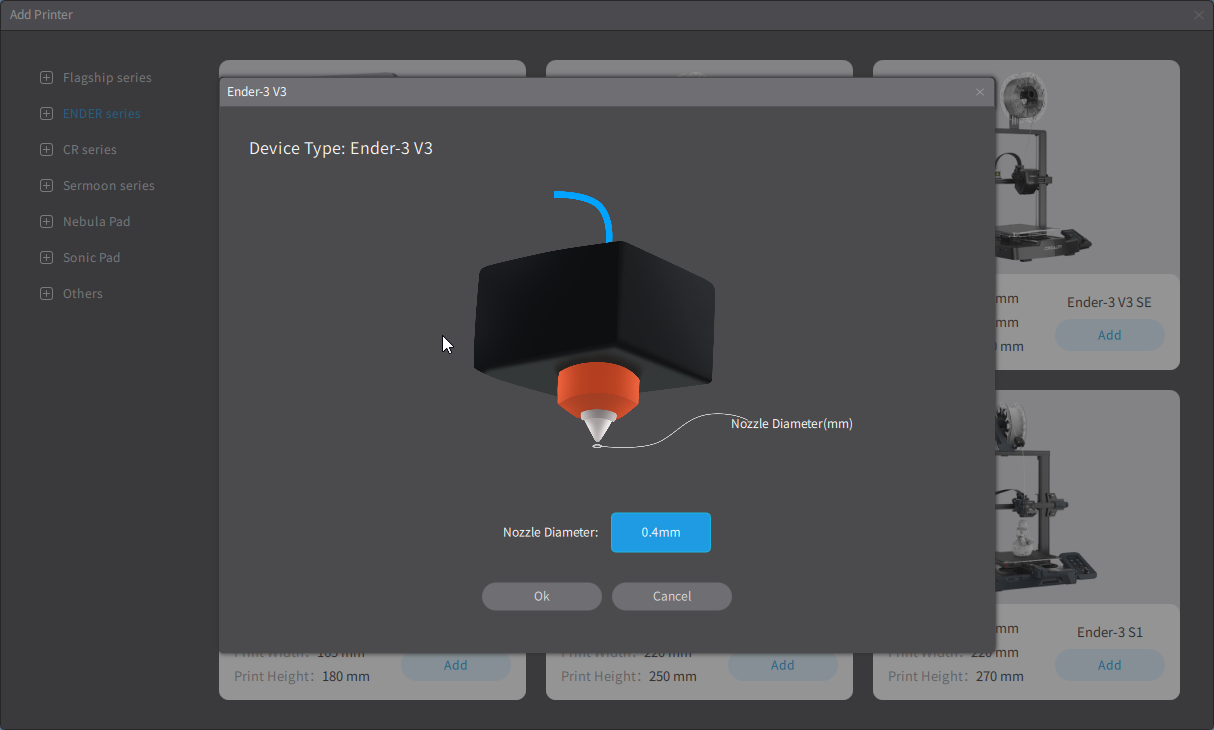
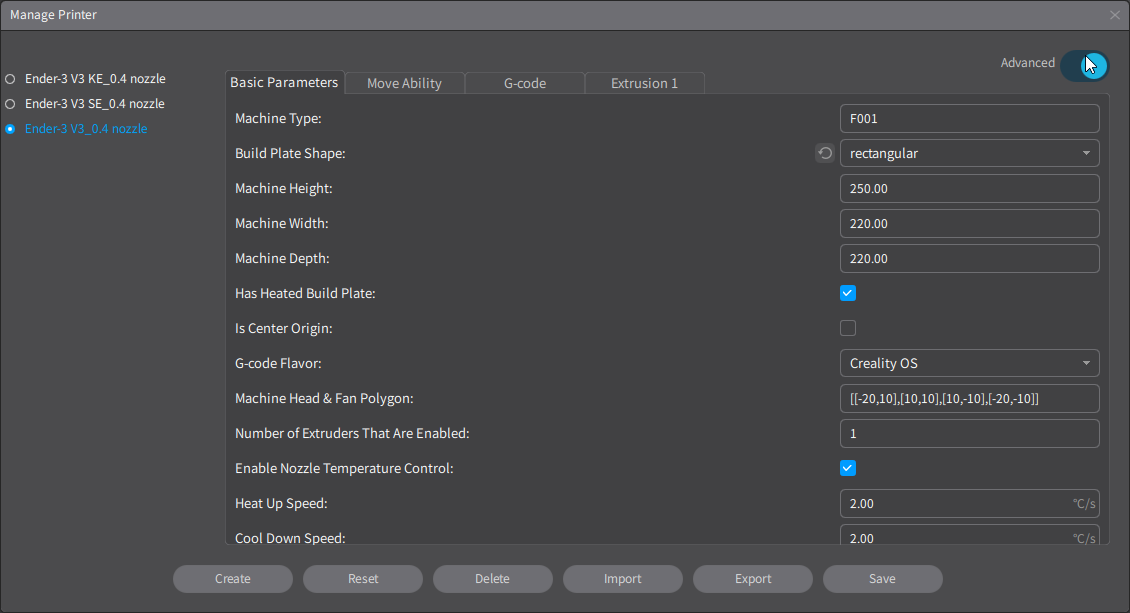
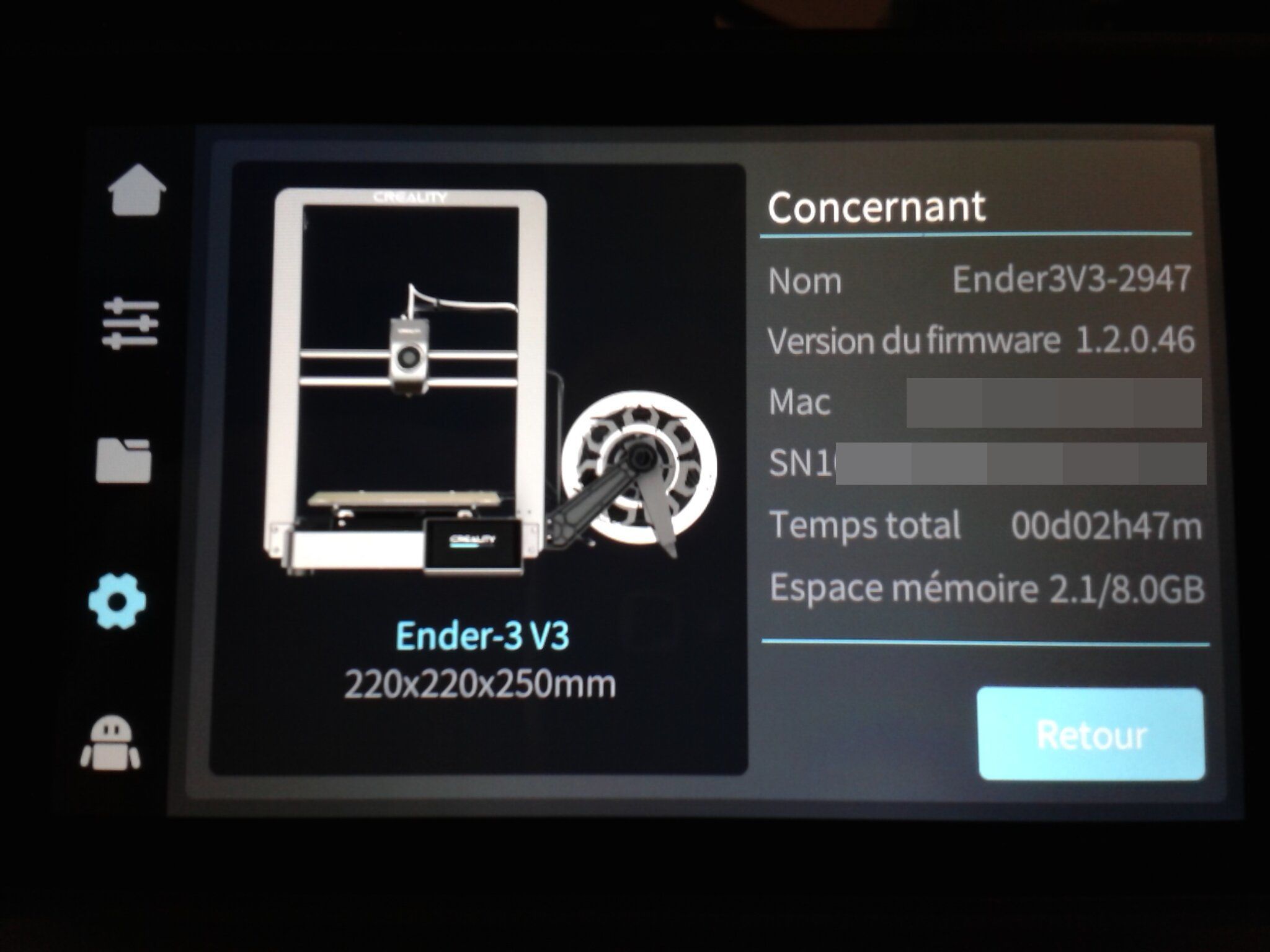
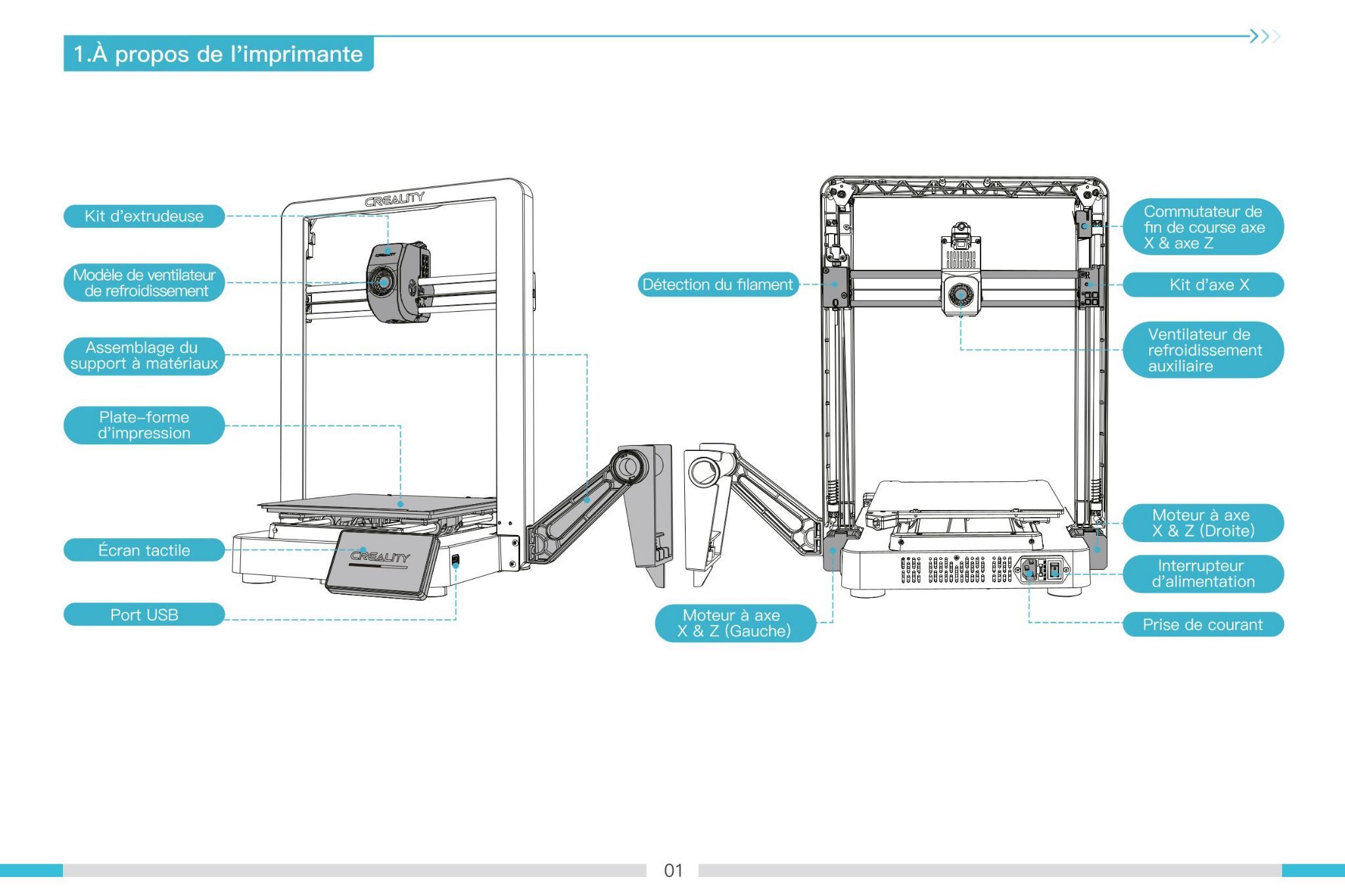
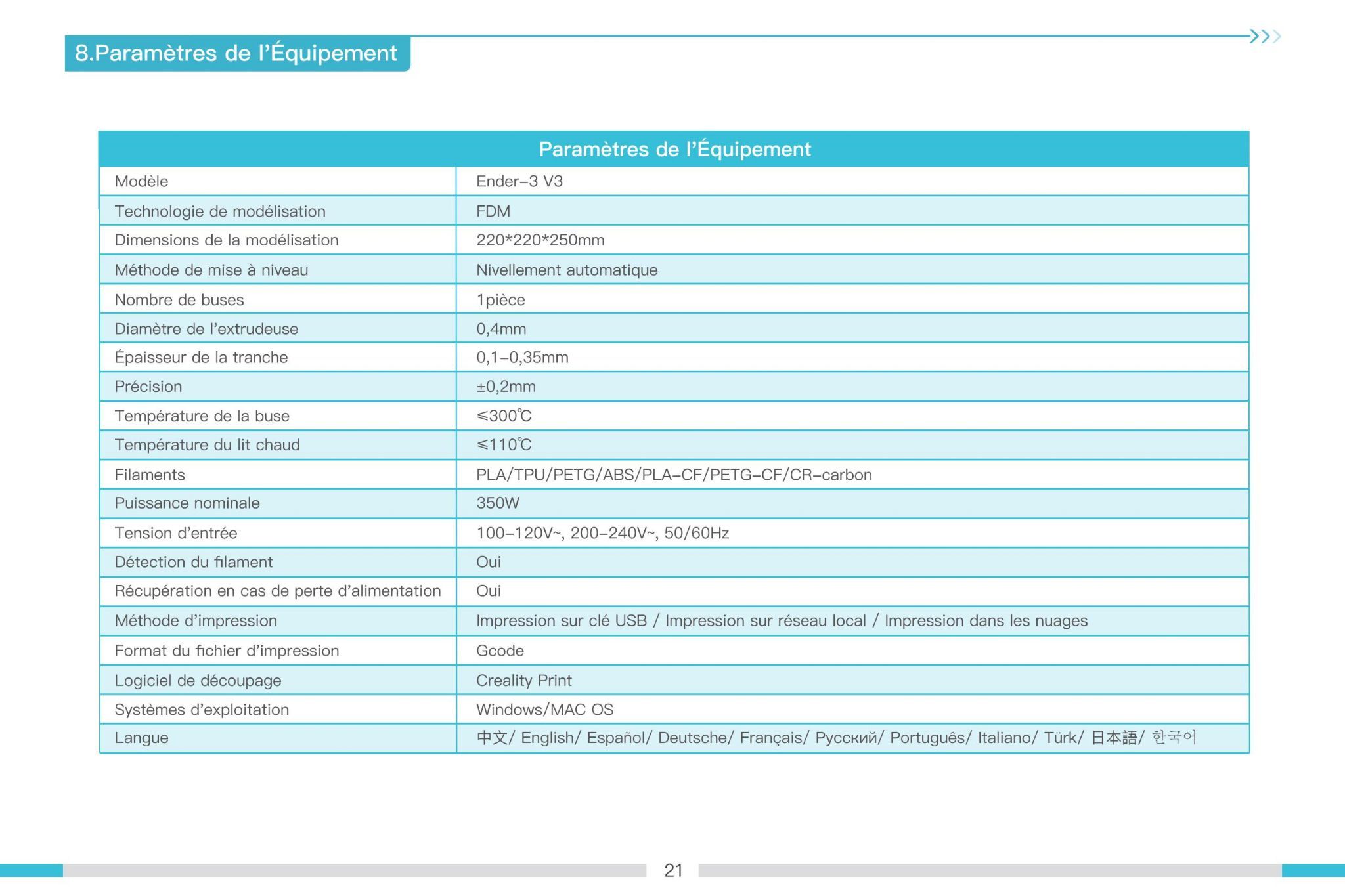
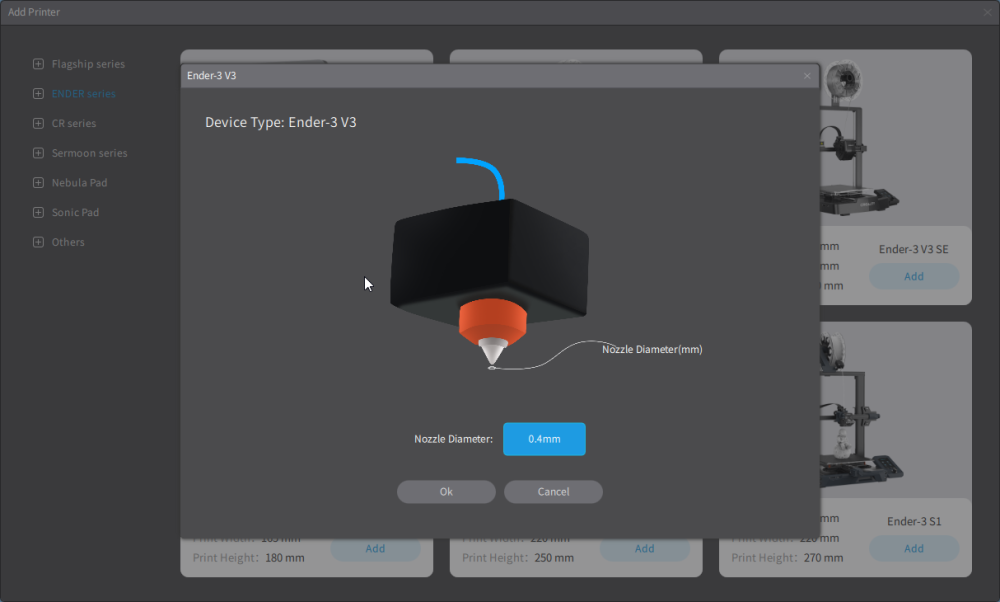
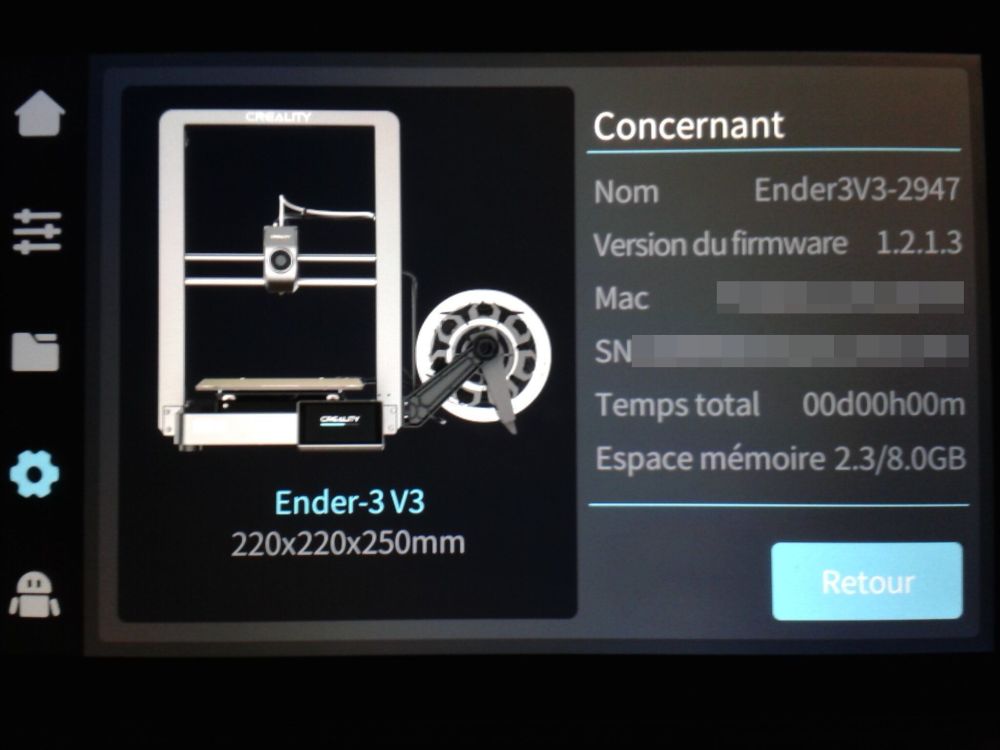
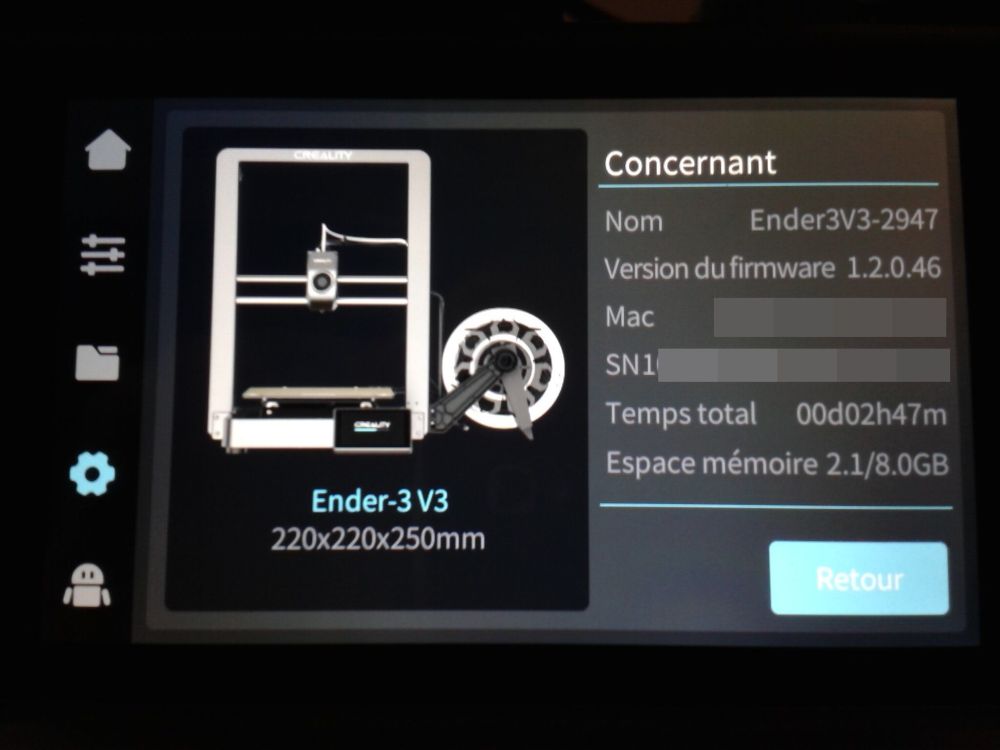
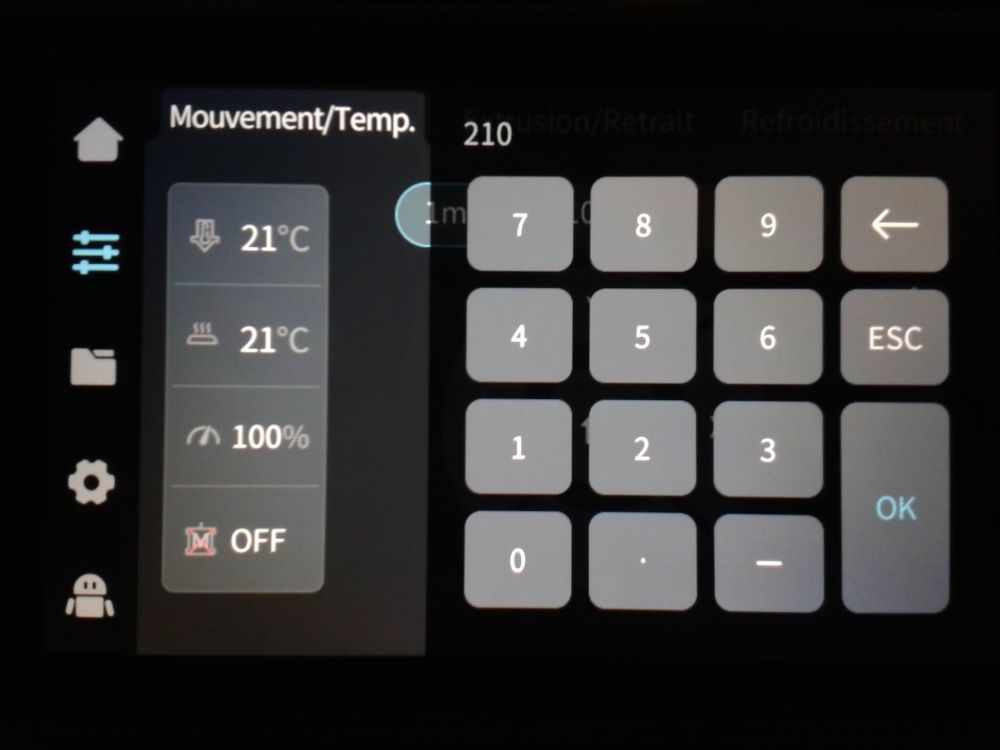
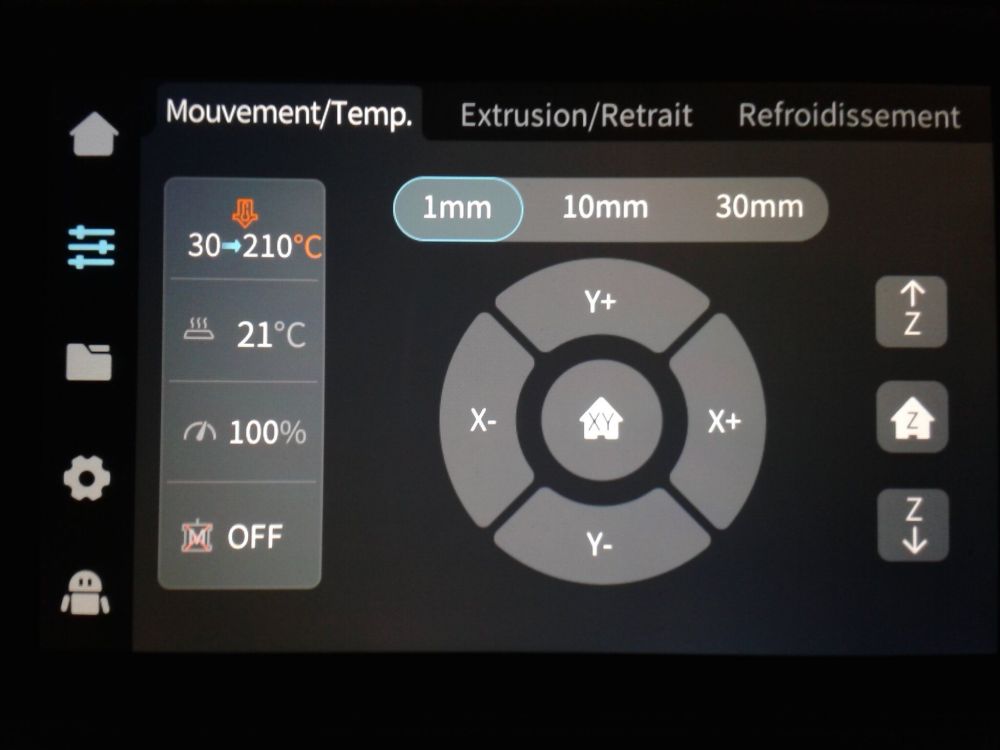
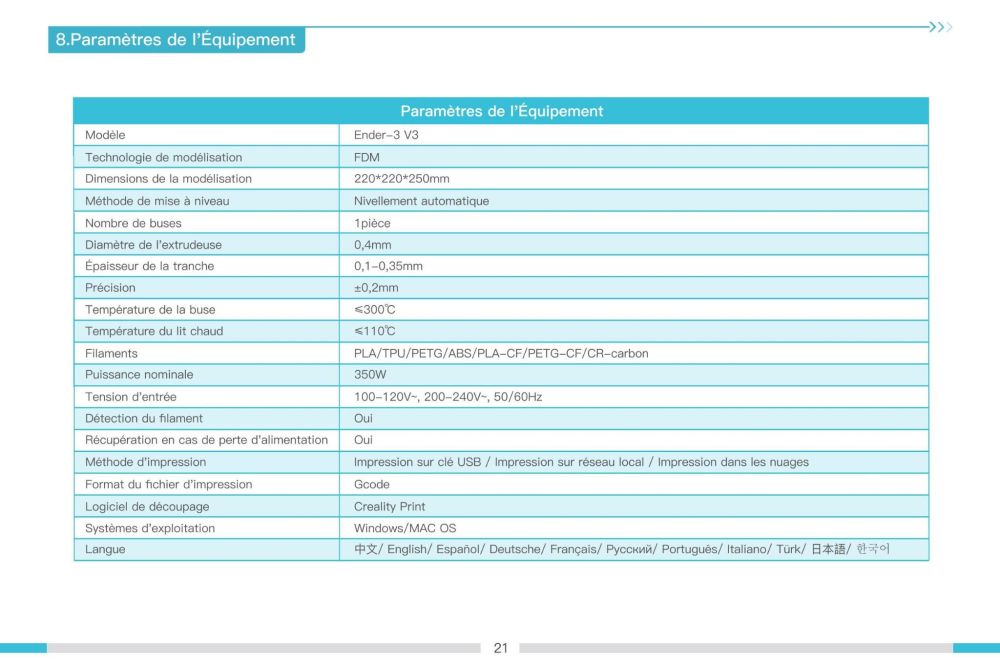
Spécifications Images extraites du fichier .pdf de la clé USB fournie. Tableau basé sur les données de https://store.creality.com/eu/products/ender-3-v3-3d-printer, et complété de mes observations, remarques. Technologie FDM Volume d'impression (LxPxH) 220 x 220 x 250 mm Compensation de résonances Oui ("G-sensor" inclut, de type adxl345, un intégré dans la tête d’impression, un intégré sous le plateau) Dimensions 35.8 x 37.4 x 49.8 cm Nivelage automatique Oui Calibration automatique du Z-Offset et leveling automatique du plateau grâce à un système avec quatre capteurs de pression (Jauge de, contrainte, déformation) sous le plateau. Dimensions du colis 54.1 x 41.8 x 24.5 cm Écran de contrôle 4.3 pouces HD, ???×??? pixels, tactile ( Cet écran n'est pas un "Nebula PAD" comme sur la "Ender-3 V3 KE" ou "CR-10 SE" ) Poids net 7.83 kg Carte-mère 32 bits, avec une mémoire interne eMMC de 8 GB, et des contrôleurs de moteur pas a pas TMC2209. Vitesse maximale d’impression (un trait de) “≤ 600 mm/s” Pour espérer arriver à ses pointes de vitesse, en plus d’ajuster le débit volumétrique maximum et les vitesses d’un profil matériaux sous Creality Print, il vous faudra un filament dit “haute vitesse” comme du “Hyper PLA Creality“ Vitesse typique d’impression 300 mm/s Connectivité WiFi, 1 seul port USB Type A (vers l'avant du côté droit de la base de l'imprimante) Accélération ≤ 20000 mm/s² Format fichier d'impression G-code (fichier d'extension ".gcode") Précision d’impression ± 0.2 mm Possibilité de reprise sur coupure de courant Oui (Mais testé et non fonctionnel. Pas de message de proposition de reprise après une coupure de courant lors d'une impression, firmware 1.2.1.3) Hauteur de couche De 0.1 à 0.35 mm (recommandée avec une buse de 0.4 mm) Capteur de fin de filament Oui, par défaut (Peut-être désactivé en le débranchant) Diamètre des filaments 1.75 mm Caméra En option, “Nebula Camera” à connecter sur le port USB Type-A sur le côté droit de la base de l'imprimante. Transfert de fichier Clé USB / WLAN / Creality Cloud Tension nominale 100-120 V~, 200-240 V~, 50/60 Hz Diamètre de la buse d’origine 0.4 mm Puissance nominale 350W Surface de construction Plateau chauffant, avec une plaque flexible + base magnétique Surface plateau d’impression 23,5 x 23,5 (+1) cm (L x P, surface utilisable 22 x 22 cm) Type de surface d’impression Plaque flexible avec un revêtement texturé “PEI” sur une seule face Logiciel de découpage Creality Print Type de buse "Licorne" ( "Unicorn" ) Buse à remplacement (relativement) "rapide" (mais pas de "Hot Swap" de l'ensemble de la partie chaude), avec un nez de buse en acier trempé, et intégrée avec brise-chaleur/Heatbreak Formats de fichiers pour le découpage STL, OBJ, 3MF Extrudeuse "Nouvelle extrudeuse à entraînement direct à grande vitesse" ( A détailler ) Matériaux supportés PLA, TPU, PETG, ABS, PLA-CF, PETG-CF, CR-carbon Température de la buse ≤ 300°C Température du plateau chauffant ≤ 110°C Langues de l'interface utilisateur Chinois/Anglais/Allemand/Espagnol/ Français/Italien/ Portugais/Russe/Turc/Japonais/coréen
 1 point
1 point -
Sommaire [ ] Premier message du sujet [ ] Sommaire [ ] Spécifications [ ] Réception [ ] Déballage et inventaire [ ] Détails du contenu de la clé USB de 16GB fournie [ ] Détails matériels (hardware) [ ] L'écran de contrôle [ ] La tête d'impression, les buses "Licorne" [ ] Assemblage [ ] Mise en fonction [ ] Impressions de tests, pré-tranchés fournies. [ ] Trancheur [ ] Détails sur le firmware d'origine [ ] Configuration Klipper [] Menus de l'écran de contrôle [] Accessoires optionnels ou "Upgrades" [ ] Difficultés et autres remarques [ ] Autres impressions - (Acte I) - PLA [ ] Autres impressions - (Acte II) - PLA - OrcaSlicer - Changement de filament [ ] Autres impressions - (Acte III) - PETG [ ] Autres impressions - (Acte IV) - TPU-95A [ ] Autres impressions - (Acte V) - PLA (le re-retour) // Légende "[]" = Reste à faire "[ ]" = En cours. "[x]" = Fait.1 point
-
Si tu n'as pas vu le test il est là par @fran6p https://www.lesimprimantes3d.fr/test-qidi-x-max-3-20231010/1 point
-
Humm demande pas si simple le budget est pas si important que cela au vue de la demande spécifique en matière les filament enrichit en carbone et kevlar demanderont des buses en acier trempé, et les matières que tu demande sont pour certaines atypiques, le PA et ABS y a pas mal de machine pour cela des que l'on attaque le PC, le PEEK etc cela devient plus compliqué. Il y a des machine de gamme qui sont compatible mais cela dépasse largement les 2500€. La seule machine pas trop chers qui pourrait le faire ce serait la Qidi Tech X-Max 3 elle fait 325x325x315 de volume, a une tête HT 350°c et un caisson chauffer qui peux maintenir facilement les 65°c réguler, elle est equipé d'un autoleveling et de klipper. J'ai pas mieux a te proposer.1 point