Classement




Contenu populaire
Contenu avec la plus haute réputation dans 25/04/2024 Dans tous les contenus
-
1.9.0 beta 4 cette fois : https://github.com/bambulab/BambuStudio/releases - Gestion de fermes d'imprimantes ... (un cas marginal pour beaucoup d'utilisateurs, mais sans doute intéressant pour ceux concernés + p-e un moyen de "lutter" comme l'écran Big Tree Tech qui permet aussi cette fonctionnalité) - Une gestion de la sécurité par PIN ... pour toutes les imprimantes, sauf les X1C ! - Des .obj avec colorisations intégrées dans le fichier ... si çà pouvait éviter de devoir s'échanger des .m3f, ce serait pas mal en effet (qui embarque bcp trop de choses niveau paramètres pour que ce soit une bonne idée d'utiliser ce format de fichier plutôt destiné aux fonctions "projet") --- Feature 1. Support Multi-device Management. We are excited to announce a new feature in our latest release: Multi-device Management. With this feature, you can now send print jobs to multiple printers simultaneously and monitor the printers' status, print history, and task queuing. When sending a job, you can also choose filament from either the external spool holder or AMS However, if you select AMS, we currently only support one AMS on each printer. You can configure the task sending procedures by setting up the batch size and interval, which reduce the risk of overloading your power supply. Heating up the hotbeds is when the printers consume the most power. By controlling the batch size and the interval between batches, you can even out the peak power consumption, therefore reducing the risk of overloading. However, please always check your power supply capability when running multiple printers. Edit printing parameters in the Send window View task details on the tab page of Multi-Device For more detailed information about this feature, please click the wiki page. https://wiki.bambulab.com/en/software/bambu-studio/multi-device-management 2. Imported .obj File with Color Function Added color imported from vertex in obj file, and color imported from mtl file function. You can use software such as Blender or Meshlab to color vertices or patches of the model. The PNG color function is currently under development. Please stay tuned. Note: Please ensure that the imported obj file does not contain non-manifold edges. After color parsing, the results may not fully correspond with other rendering software. Users can continue to manually adjust the printed colors in BambuStudio. 3. New CrossHatch Infill Pattern We developed a new infill pattern called CrossHatch. As the name suggests, it primarily fills parts with lines, while periodically altering the direction of the lines through some transition layers. It dramatically improves strength compared to line and concentric infill, while achieving high speed and silent printing in most layers. When compared to Gyroid infill, it prints 28% quicker in a test cube. When compared to Grid infill, it has a smaller grid size at the same density setting. Based on our tests, we recommend printing it with a slightly lower density setting than you normally would, such as 12%. Improvement 1. Added binding method for pin code We have added a non LAN mode binding method, which allows for easy binding of printers on the Studio side by inputting the Pin Code generated on the printer side. P series added support in version 01.06.00.00 A1 mini is supported starting from version 01.03.00.00 A1 is supported starting from version 01.03.00.00 X series is currently not supported These firmware updates will be released soon. For more information, please refer to the WIKI page https://wiki.bambulab.com/en/bambu-studio/manual/pin-code Pin Code obtained on the printer side. 2.Error code pop-up using new UI We have updated the error code prompts and added illustrations, making the error codes easier to understand. This helps users locate and identify issues more effectively. 3.Optimized PA calibration for P-series and A-series printers P series and A series printers can support saving calibration results to the printer like X series printers. The calibration results can be edited in Studio's "Manage Result", and the calibrated k value can be set for the AMS slot in device page. P series added support in version 01.06.00.00 A1 mini is supported starting from version 01.03.00.00 A1 is supported starting from version 01.03.00.00 These firmware updates will be released soon. 4. Added more fonts. This improvement is inspired by PrusaSlicer. Thanks to PrusaSlicer. 5. Added an assembly tool for creating assembly relationships between objects. Currently, face-to-face and point-to-point assemblies have been achieved. 6. Add "filament long retraction when cut" for P1P and P1S. The P series firmware that supports this feature will be released soon. 7. Some translations improvement, Russion by @AndylgTom, Turkish by @fatih5228, Korean by @bluesoul33 8. Add local levelling for A1 series2 points
-
Pas sur l'imprimante proprement dit, mais, vu son poids, je l'ai posé sur un plateau tournant afin d'accéder facilement à l'arrière. Un plateau en OSB de 18 mm, un boulon de diam 8 mm au centre et 4 patins servant à faire glisser des meubles lourds sur le coté. Aucun soucis de vibration intempestive pour l'instant et une manipulation très facile. J'avais même prévu un blocage du plateau au cas ou, mais il ne sert à rien.

 2 points
2 points -
Pour un prix serré, tu pourrais partir sur ça: plaque chariot X Ender 3 : 2,96 euros (-> tu récupères les vis et galets en t'assurant que tes vis sont des M5) hotend (double alimentation): 5,07 euros extrudeur : 5,31 euros x 2 Pour le reste, comme l'a dit medmed, tu pourras l'imprimer avec ta Ender 5 pro1 point
-
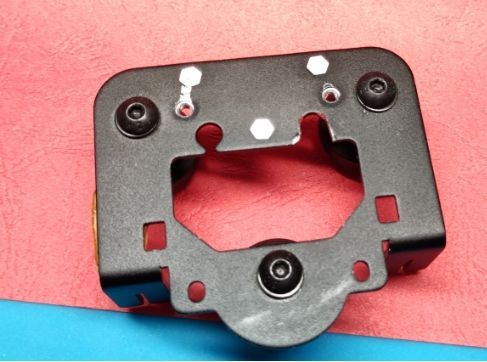
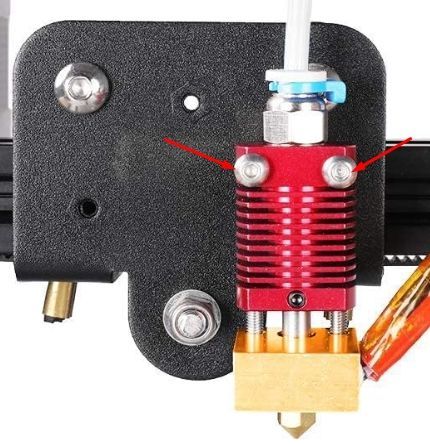
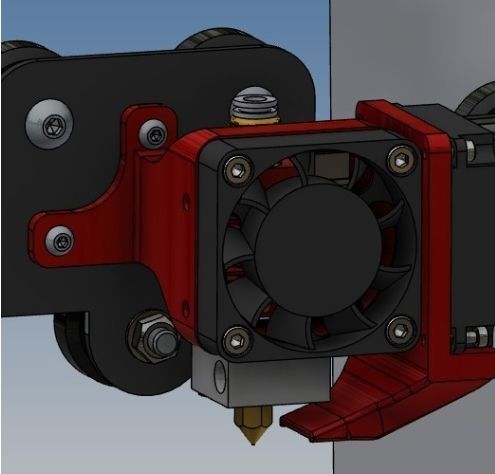
Pour l'écran c'est normal. Il garde en position ce qu'il avait avant l'extinction. Quand tu allumes l'imprimante, le système n'a aucune idée de la position de la tête d'impression parce que tu as pu très bien bouger manuellement la tête en XYZ. Pour cette raison, le système à l'allumage, et dès que tu voudras déplacer la buse ou le plateau, te demandera toujours de faire un home XYZ pour savoir ou se trouve exactement la buse et le plateau. Pour l'extrudeur, ce n'est pas le bon. Celui-là, a un simple entrainement. Il faut prendre celui à double entrainement. Je t'avais mis le lien plus haut dans mon message. C'est celui-là. On peut facilement se tromper entre les deux Pour la hotend , c'est le bon. mais comme l'ai dit. Le problème, c'est le support. Le support de ma geeetech démonté. Vérifie, mais tu dois avoir le même sur ton imprimante. Regarde la différence avec la fixation de la hotend ender 3. Sur la Geeetech , tu as du vide à l'emplacement des fixations. Alors, soit tu imprimes un support (ce qui n'est pas simple), soit tu achètes un kit ender 3 complet Hotend + support. Il faut aussi prendre la carter qui permet de fixer les ventilos, ou l'imprimer, genre... Quand, je suis passé en DirectDrive avec un bigtreetech H2 V2, j'ai tout imprimé, y compris le support. Ça m'a pris pas mal d'heures à cogiter, dessiner, imprimer. C'est pour ça que je sais que ce n'est pas simple à réaliser.
 1 point
1 point -
oui et oui
 1 point
1 point -
Ok je te tiens au courant de la suite. j'ai contacter le SAV mais le délai de traitement est de 3 jours. J'avais un autre problème, ma SW x4 est arrivé avec 5 ressorts pour le bed j'en ai profité pour leur demander de m'en envoyer 1 pour avoir tous les mêmes.1 point
-
Tout dépend sur quel type de presse. Sur une presse manuelle, je pense que l'on peut utiliser tous métaux pour faire quelques pièces Sur une presse d'injection haute pression, je pense que le laiton ne va pas résister longtemps. Il y de très nombreux Bronze avec des caractéristiques très différentes. Il nous arrive de mettre des inserts en bronze pour des portions de moule que nous voulons refroidir rapidement et dans lesquels il est compliqué de créer un circuit de refroidissement (le bronze transmet beaucoup mieux les calories que l'acier), mais nous utilisons uniquement des bronze HR au béryllium pour avoir une bonne durée de vie. Il n'y a pas de collage sur le bronze, mais ne t’empêche de mettre un petit coup de bombe démoulante.1 point
-
Et oui Et le petit dernier

 1 point
1 point -
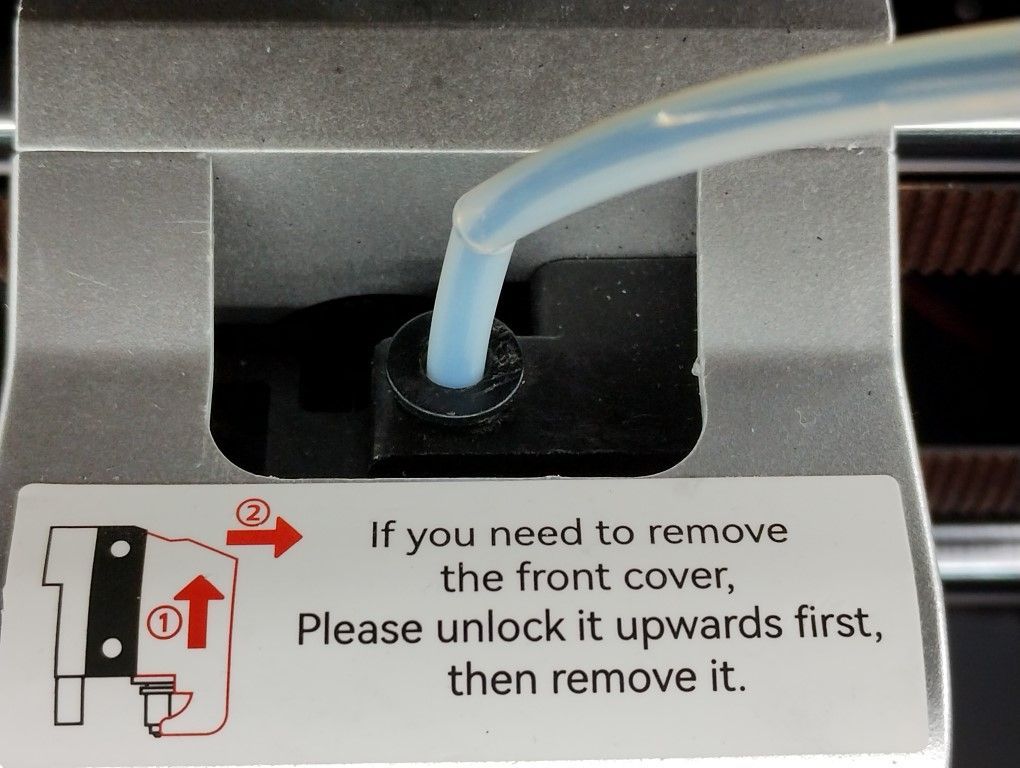
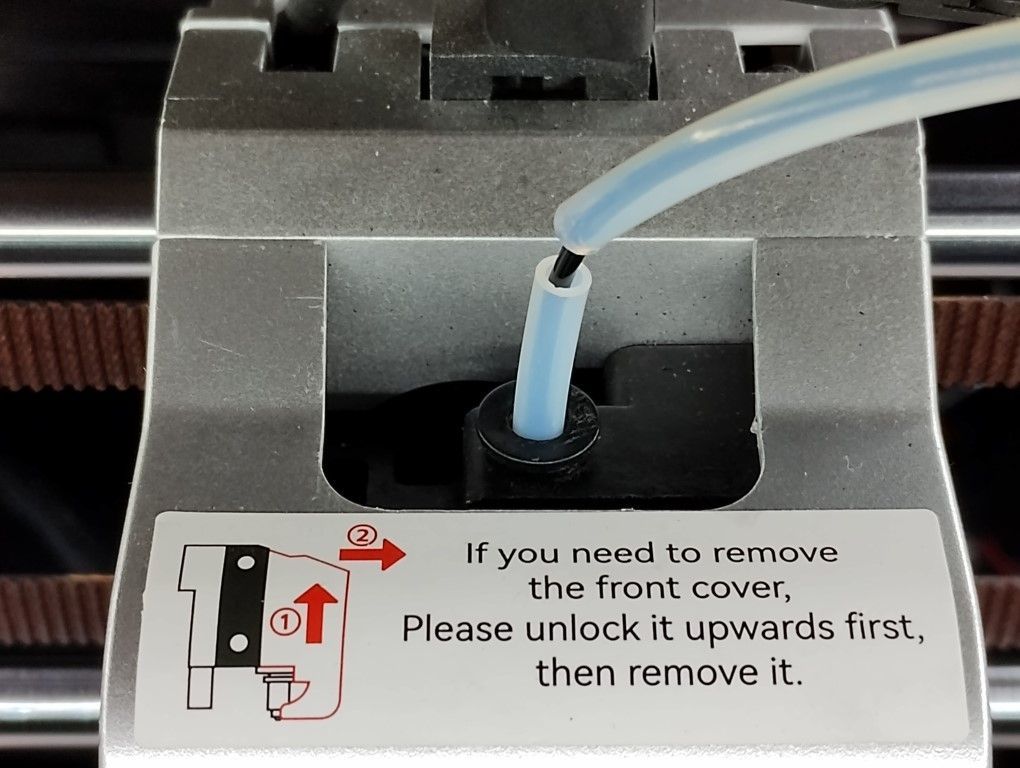
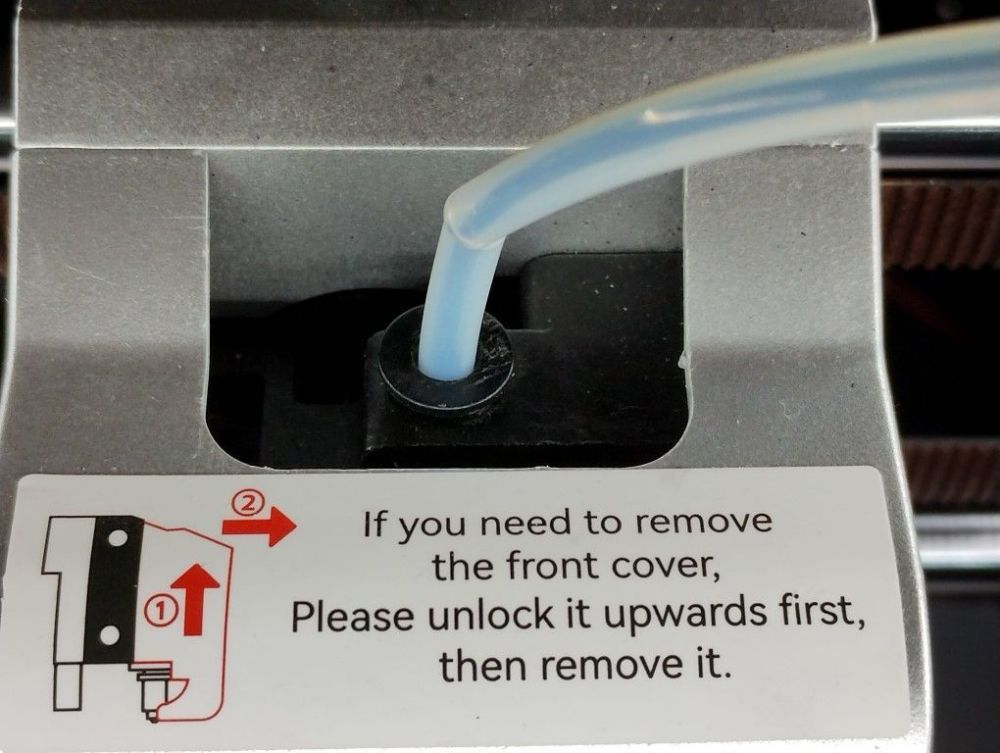
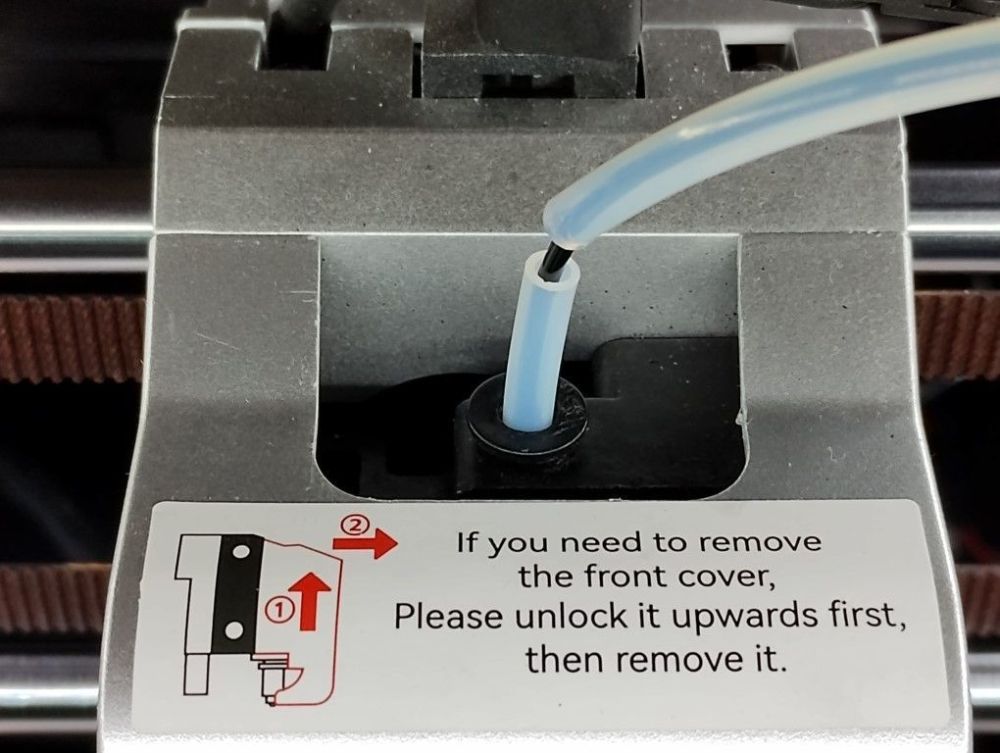
J'ai également testé ce «coupe-filament», d'abord la version 1 (mettre absolument de la colle pour maintenir la lame de cutter sinon à la première coupe, le morceau de lame ne revient pas et impossible de mettre du filament ). La version 2 a pour moi le même problème. Pour ces deux versions, la partie qui se met dans le «pneufit» de l'extrudeur est fragile rendant le retrait de cet accessoire difficile sans risquer de la casse (encore plus avec la V2 où cette partie est longue) Ma conclusion: pas vraiment utilisable Ma solution: dans l'entrée de l'extrudeur j'ai un mini morceau de PTFE qui dépasse de quelques millimètres (il faudra que je raccourcisse mon morceau, 3 - 5 mm au-dessus de la collerette devraient être suffisants) . Quand je veux procéder à un changement de filament, je peux facilement déplacer l'autre partie (longue) du PTFE pour accéder au filament et le couper. Ça fait déjà un moment que j'utilise cette astuce sans avoir rencontrer de problème.
 1 point
1 point -
Et créer une cagnotte sur Leetchi1 point
-
@ecavities Même si la plupart des membres de ce forum comprennent la langue anglaise, la langue utilisée ici est le français (plus ou moins maltraité)1 point
-
Je pense qu'on va bientôt devoir créer un groupe de soutien "Les testeurs, d'imprimantes 3D/Graveurs Laser/CNC, Compulsifs Anonymes". ( Au moins pour rassurer nos proches )1 point
-
Quelqu'un qui habite à Lille ne peut être foncièrement mauvais ! Welcome1 point
-
Allez c'est un autre graveur laser d'une autre marque1 point
-
Je pense que tu n'as pas lu ce sujet https://www.lesimprimantes3d.fr/forum/topic/57267-filaments-hautes-vitesses-la-réponse-darianeplast/1 point
-
bon a savoir , merci , je vais tenter cela , je n'ai pas encore touché au matos c'est un truc de fou, le Malin (pas le marlin ok ? ) a décidé de pourir mon existence , pas moyen de télécharger le soft , j'ai tenté avec 3 navigateurs différents , j'ai eu le mail qui permet de télécharger mais rien a faire , la page reste blanche puis il m'envoie bouler ....quelqu'un a-t-il un lien pour télécharger ce soft ? une version 2.15 ou antérieure bien sur ok ,j'ai trouvé sur un obscur site allemand une version 2.5.0 , et éffectivement MrMagounet avait raison ! cette fois çi le firmware a été flashé ! J'ai tenté le firm de MrMagounet mais la machine ne fonctionnait pas , j'ai remis un firm stock et la l'écran est a nouveau fonctionel donc pour le moment je vais rester sur celui-ci .j'ai tésté toutes les fonctions c'est ok a part l'extrusion et la retractation . La roue dentée ne tourne pas , je vais revérifier le cablage. En tous cas merci pour votre aide , sans vous je laissais tomber , il faut bien avouer que la version STM32cube 2.16 qui n'écrit pas correctement le firmware fallait la trouver celle la , comme si c'était deja pas assez compliqué pour un néophyte ! Octopi fonctionne aussi , plus qu'a trouver le probleme d'extrusion ..... c'est bon , je suis stupide , cette roue d'entrainement ne fonctionne qu'apres avoir chauffé la buse , ça marche pas a froid , ouf !1 point
-
Recoucou, je vais encore temporiser un peu, comme dit plus haut je ne suis pas spécialement pressé et j'ai bien envie de laisser passer l'été pour voir comment la concurrence d'Elegoo se manifeste et même peut-être attendre de voir quelles seront les offres lors du BF ! Donc on va d'abord penser aux vacances d'été et on se mettra de nouveau dans les recherches pour une imprimante résine pour l'automne/hiver ! Mais en tout cas merci à tous les acteurs de cette conversation qui font bien avancer mes recherches, en particulier @isidon et @MrMagounet !1 point
-
Salut, non, tu n'as rien à faire. Pour mémoire ton firmware a été compilé à partir de ces sources et de ces fichiers de config : Configuration.hConfiguration_adv.h Lorsque tu as calibré tes 2 extrudeurs, la mesure des 100mm était suffisamment répétable (au moins pour l'extrudeur1, les nouvelles mesures avec l'extrudeur 2 sont, je l'espère, dans la tolérance de ±0.5mm). Cette étape est donc validée Pour le réglage du débit, voici le cube à imprimer en mode vase afin de mesurer l'épaisseur des parois: cube simple.STL1 point
-
Pour moi, une imprimante standard FDM à une vitesse normal qui va d'environ 40 a 100mm/s . Ce standard est en train bouger avec les nouvelles imprimantes, mais pas pour les fabricants de bobines, sauf sur les bobines high speed . Depuis que j'imprime, j'ai rarement dépassé les 210°, sauf sur la A1 ou le standard est 220° .1 point
-
230° pour du pla a une vitesse normal, c'est pour moi énorme. J'ai rarement vu de vendeurs préconiser des températures supérieur à 220° (le max n'est pas pour moi une température normal) pour du pla standard Ce n'est pas un problème d'humidité ?1 point
-
J'ai déjà eu ce problème, le lit était sale ou gras, je l'ai bien nettoyé au liquide vaisselle, bien rincé, bien séché avec un sopalin propre et c'est réparti comme en 14 Argh @PPAC a été trop rapide1 point
-
230°C pour du PLA ne me semble pas aberrant. D'une bobine de filament a l'autre il faut souvent adapter la température. Surtout si l'on imprime relativement vite la couche initiale ( >50mm/s). Sinon tu fait comment le nettoyage et dégraissage du plateau ? ( Rien que des traces de doigts peuvent gêner l'adhérence ) Éventuellement regarder si le Pressure Advance ne serait pas a ajuster pour ce filament ( je te laisse cherche sur le forum comment on fait )1 point
-
Et oui ! Allez le second maintenant

 1 point
1 point -
Acmer1 point
-
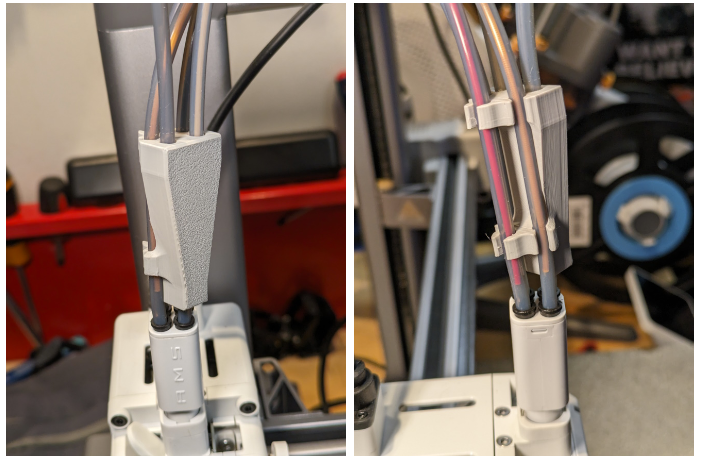
Bonjour @Wassingue, J'ai testé le coupe-filament que l'on peut trouver ici : https://www.printables.com/fr/model/848262-qidi-cutter-v20-for-x-max-3x-plus-3-uses-9mm-snap La conception est bien, mais juste deux petits défauts: - Difficile de changer de lame lorsque l'ensemble est emboité - Avec des ressorts, le bouton a tendance à sortir de son emplacement (il faut rechercher les ressorts à l'intérieur de l'imprimante ) Reste plus que l'ancienne méthode, la petite pince A+1 point
-
Ma factrice m'a encore insulté ce matin, j'ai de quoi alimenter encore un peu le post :
 1 point
1 point -
Arf.... La question qui tue !!!! je l'ai pas pesé "apouwal".... Il fait 970gr pret a voler Avec les tubes carbone, 6 mini servos, le moteur l'helice et une lipo 4S 1000mA Il faut plus de 50% d'une bobine de 750gr (ColorFabb, imprimé a 58%) Bref... Leger le truc ! A+, Lolo1 point
-
Sur les P1 et X1 oui, mais pas sur les A1 qui est exactement comme sur les photos de cette Any
 1 point
1 point -
Euh, c'est la Saturn 3 Ultra (gaffe à ne pas passer par Elegoo France, mais bien par Elegoo.com) A titre personnel, je suis team Saturn 3 Ultra, mais parce que c'est la seule machine à proposer un tel volume d'impression, et à mon avis, elle va vite quitter les stands de vente Pour commencer, je ne saurai dire cependant. Le capot à charnière, et l'auto leveling ainsi que les quelques gadgets de surveillance pourrait être un bon atout pour les débutants1 point
-
Je te remercie. j’ai un ami qui vient d’acheter chez Holimaker la holipress 38 avec tous les accessoires du catalogue, donc je vais m’amuser à faire quelques essais sur sa bécane pour des protos.1 point
-
Bonjour, Je me glisse à la conversation. J'ai échangé il y a peu avec un professionnel qui a dirigé une équipe dans une entreprise d'injection plastique, le gars me disait que les dernières machines dans le domaine pouvaient coûter plus de 10 000 €... Mais que le résultat était vraiment au rendez-vous. J'ai le contact du gars si vous voulez parler surmoulage and co, il était vraiment calé sur le sujet et passionné, il pourra peut-être vous aider il a l'habitude de travailler avec des imprimantes 3D Au plaisir !1 point
-
Salut, Pour moi aussi tout est rentré dans l'ordre en utilisant la version V2.15.0 de STM32 voir post ici : Sidewinder X2 pas de connexion port Com Au fait @guyver_acu tu ne m'as pas dit quelle Bambulab tu avais en vue ?1 point
-
je connais mieux l'injection haute pression que nos petites machines FDM. Avec de l'ABS le taux moyen de rétraction en injection est de 0,6% que ce soit en longitudinal comme en transversal, donc les moulistes appliquent ce coefficient multiplicateur pour usiner l'empreinte dans le moule. Suivant la matière (PP, PA, ABS, PC, etc.), le taux varie de 0% à 3% et avec les charges ajoutées (exemple; fibre de verre, fibre de carbone, bille, talc), les taux sur une même matière peuvent être divisés par 3 ou 4 et en plus avec une différence entre transversale et longitudinale causée par l'orientation de fibres dans le flux d'injection. Comble de bonheur, les producteurs de matière craignant les procès ne donnent plus que des "indications possibles" des taux de retrait. Ça c'est la partie la plus simple du problème, ce qui déforme nos pièces (en injection comme en impression) est causé par la différence de temps de refroidissement suivant les épaisseurs des parois, une paroi fine va se figer rapidement alors une paroi épaisse va poursuivre sa rétraction plus longtemps et donc va s'opposer à la partie déjà froide, ces contraintes internes créent de fortes déformations de la pièce. Maintenant avec les logiciels de rhéologie on arrive à prédire ces déformations et les corriger en ajoutent, par exemple, des réseaux de nervures qui remplacent les fortes épaisseurs ou en créant des canaux préférentiels aidant au maintien de la pression d'injection lors de la première phase de refroidissement dans le moule ou en injectant de l'azote à forte pression aux endroits problématiques lors du refroidissement (nous avons un générateur d'azote qui le comprime à 180 bars). Pour l'impression FDM la meilleure façon de limiter les déformations des pièces entrainant leur décollement est de changer les épaisseurs de parois ou d'ajouter des nervures Concernant le retrait global sur des pièces en FDM, il ne peut y avoir de généralité car le refroidissement se fait dés le dépôt du fil sur la pièce et il ne faut pas rêver, la température interne de nos petites bécanes (40 à 50°) et avec des plateaux à 100° permettent seulement de maintenir la pièce en place. Personnellement, je ne m'amuse jamais à mettre un coefficient multiplicateur sur mes pièces imprimées, ce n'est pas utile.1 point