

Pour ce test, j’ai le plaisir d’avoir entre les mains une Anycubic Kobra 2 Pro qui serait capable d’atteindre des pointes de vitesse de 500 mm/s.
Bien que plus rapide et plus évoluée que la Kobra 2 qui plafonne à 250 mm/s, cette imprimante FDM Kobra 2 Pro (220 x 220 x 250 mm) fait partie des machines que le constructeur a regroupé dans la même série que la Kobra 2 et Kobra 2 Neo (volumes identiques à la Pro), ainsi que les Kobra 2 Plus (320 x 320 x 400 mm) et Kobra 2 Max (420 x 420 x 500 mm) qui partagent des éléments et améliorations de la Kobra 2 Pro.
Comme a mon habitude, ce test synthétise mon topic dédié à la Anycubic Kobra 2 Pro sur le forum, sujet que je vous invite à lire pour plus de détails techniques et de photos.
Fiche technique de la Anycubic Kobra 2 Pro
Avec un assemblage relativement simple, des pointes de vitesse jusqu’à 500 mm/s et une vitesse d’impression recommandée de 300 mm/s, son système de leveling via une sonde à induction et de détermination automatique du Z-Offset (LeviQ 2.0 amélioré) cette imprimante 3D Anycubic Kobra 2 Pro semble tout à fait adaptée pour un débutant.
| Technologie | FDM pour filaments de 1.75 mm de diamètre |
| Volume maximal d’impression | 220 x 220 x 250 mm (L x P x H) soit 12.1 litres |
| Hauteur de couche | De 50 à 300 microns (0.05 à 0.3 mm) (recommandation pour buse de 0.4 mm de diamètre d’origine) |
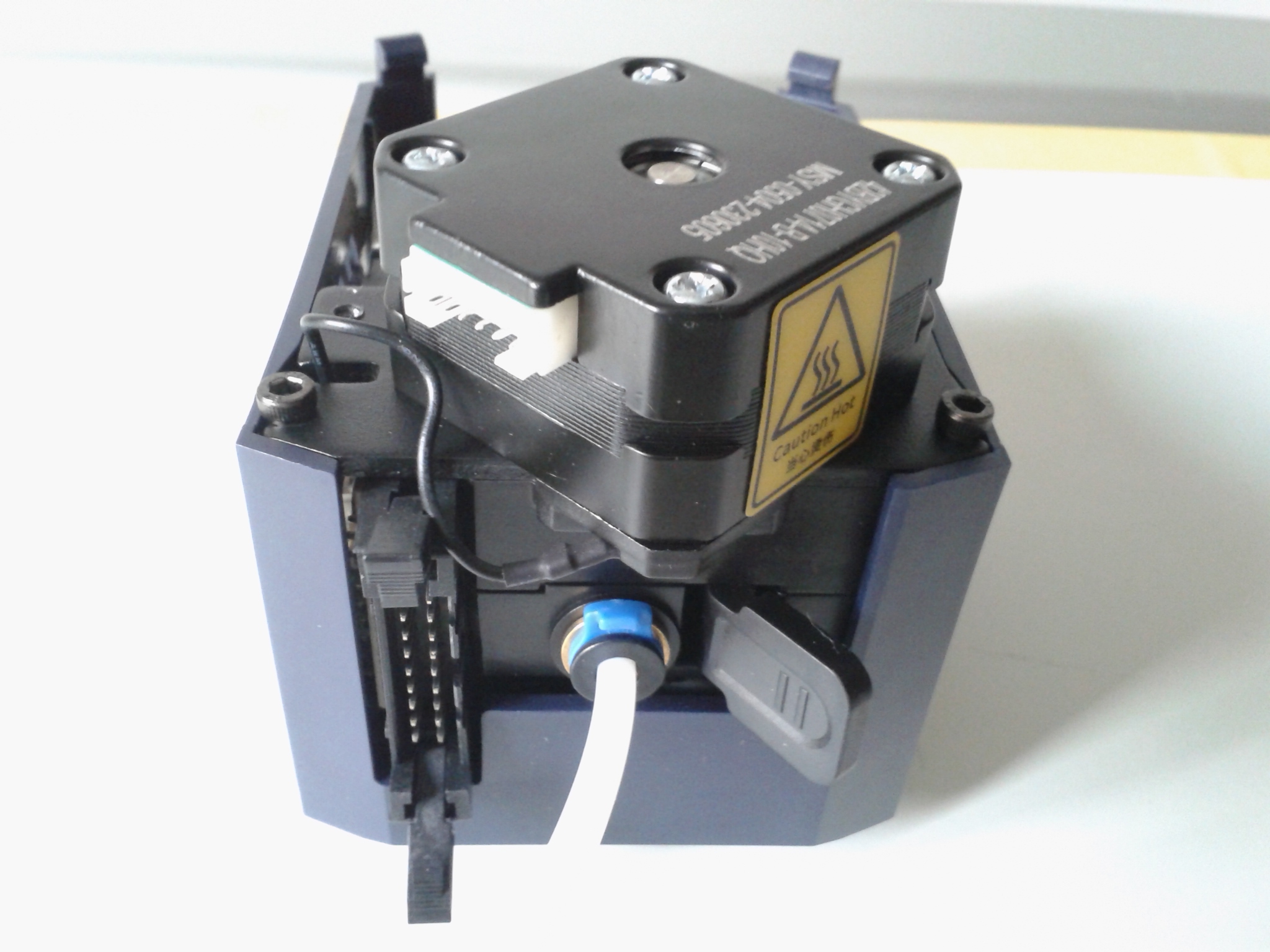
| Type d’extrudeur | Direct avec double engrenage |
| Température maximale de la buse | 260°C |
| Buse d’origine | 0.4 mm de diamètre, en laiton version maison d’Anycubic basée sur une buse type Volcano (une buse de rechange fournie) |
| Vitesses d’impression | Maximale de 500 mm/s en PLA Recommandée de 300 mm/s en PLA |
| Accélérations | 20 000 mm/s² |
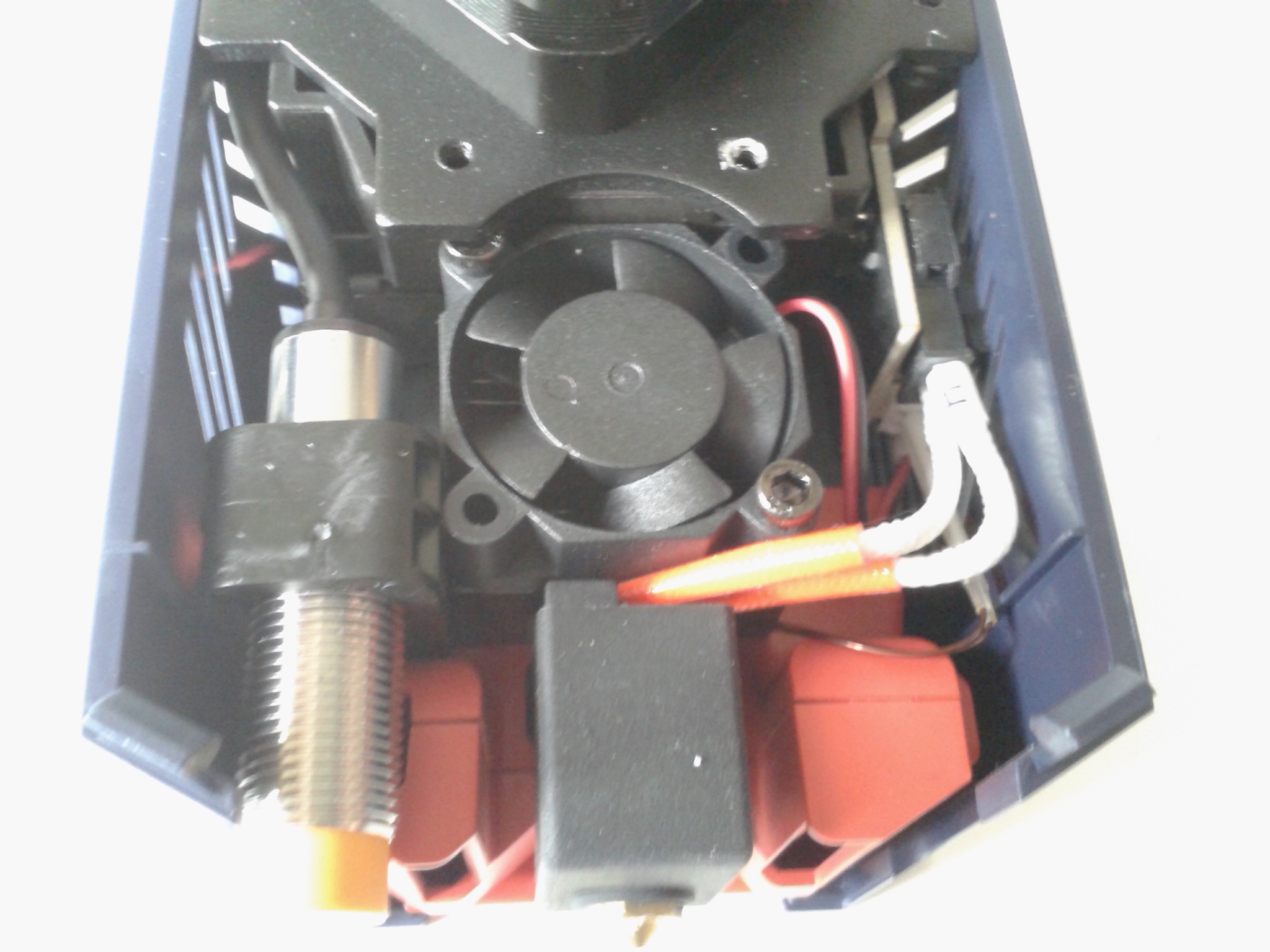
| Type de ventilateur de refroidissement de l’impression | Turbine (radial) à 7000 trs/min |
| Détecteur de fin de filament | Oui, d’origine |
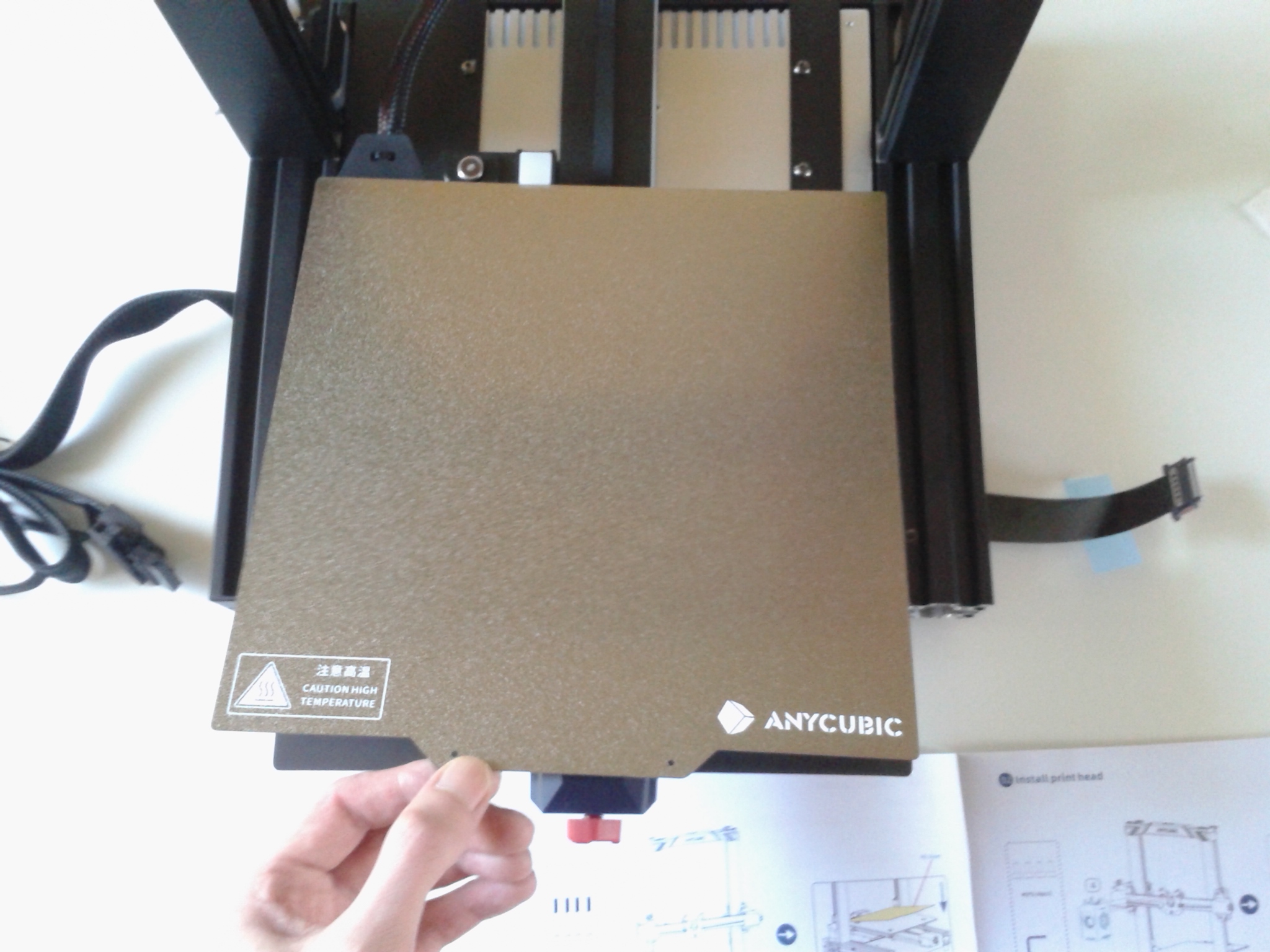
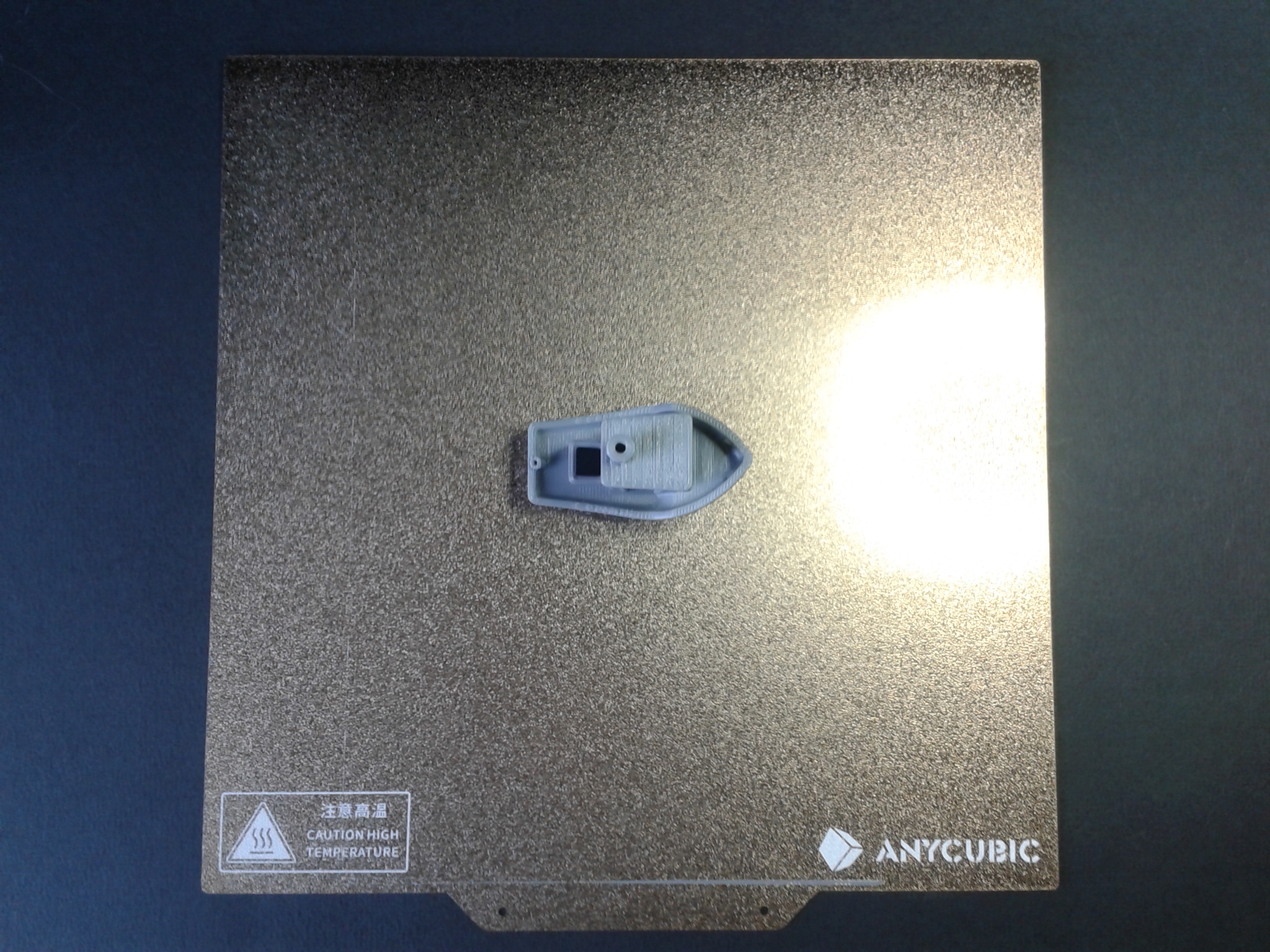
| Surface d’impression | Plateau flexible en acier 230 x 230 (+10) mm (L x P), 220 x 220 mm utilisable avec revêtement PEI texturé (sur une face), maintenue par une base magnétique. |
| Nivellement du plateau | Capteur inductif “Levi Q 2.0 amélioré” avec 25 points de mesure et un capteur pour estimation automatique du Z-Offset |
| Température maximale du plateau | 110°C |
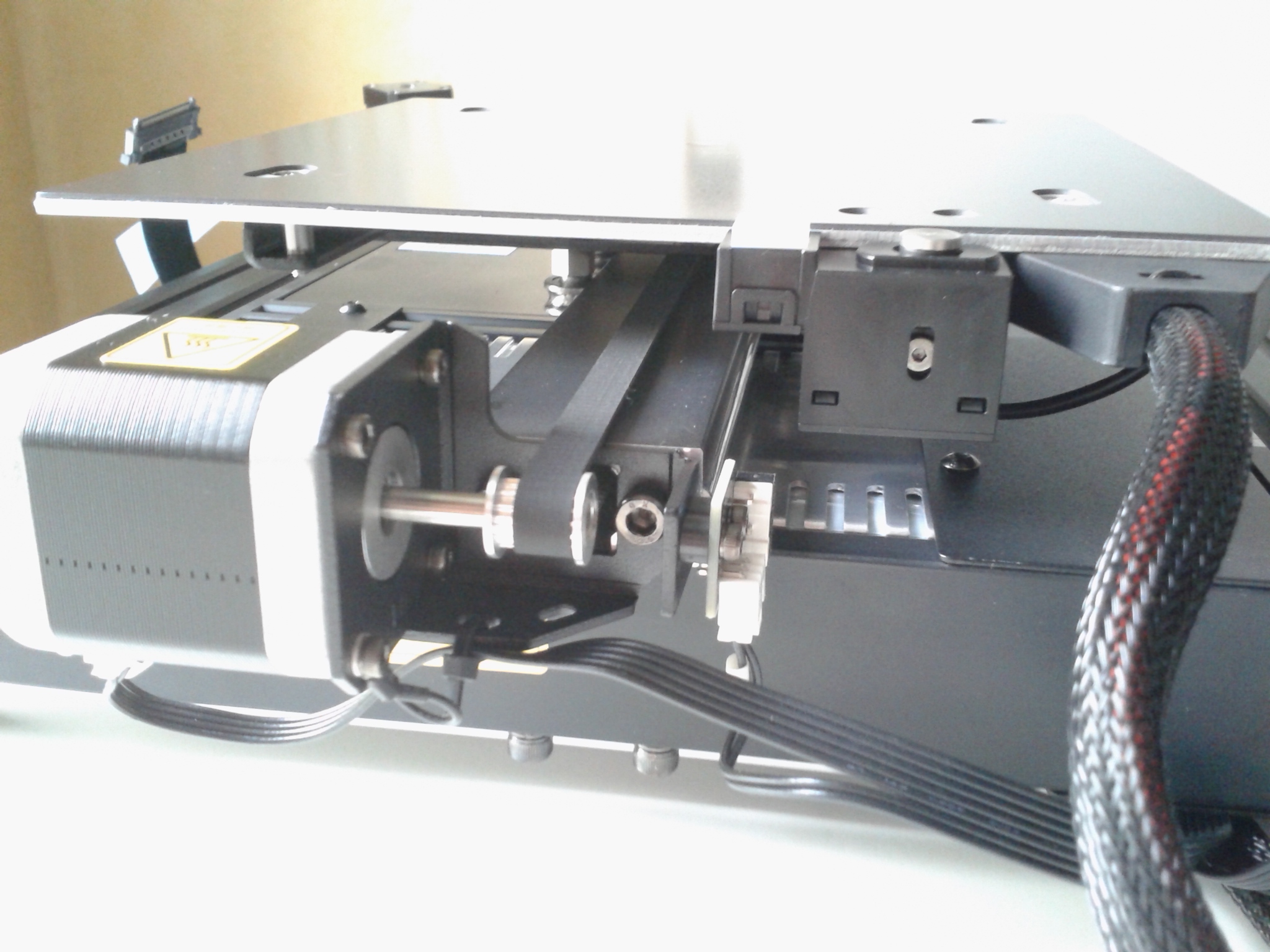
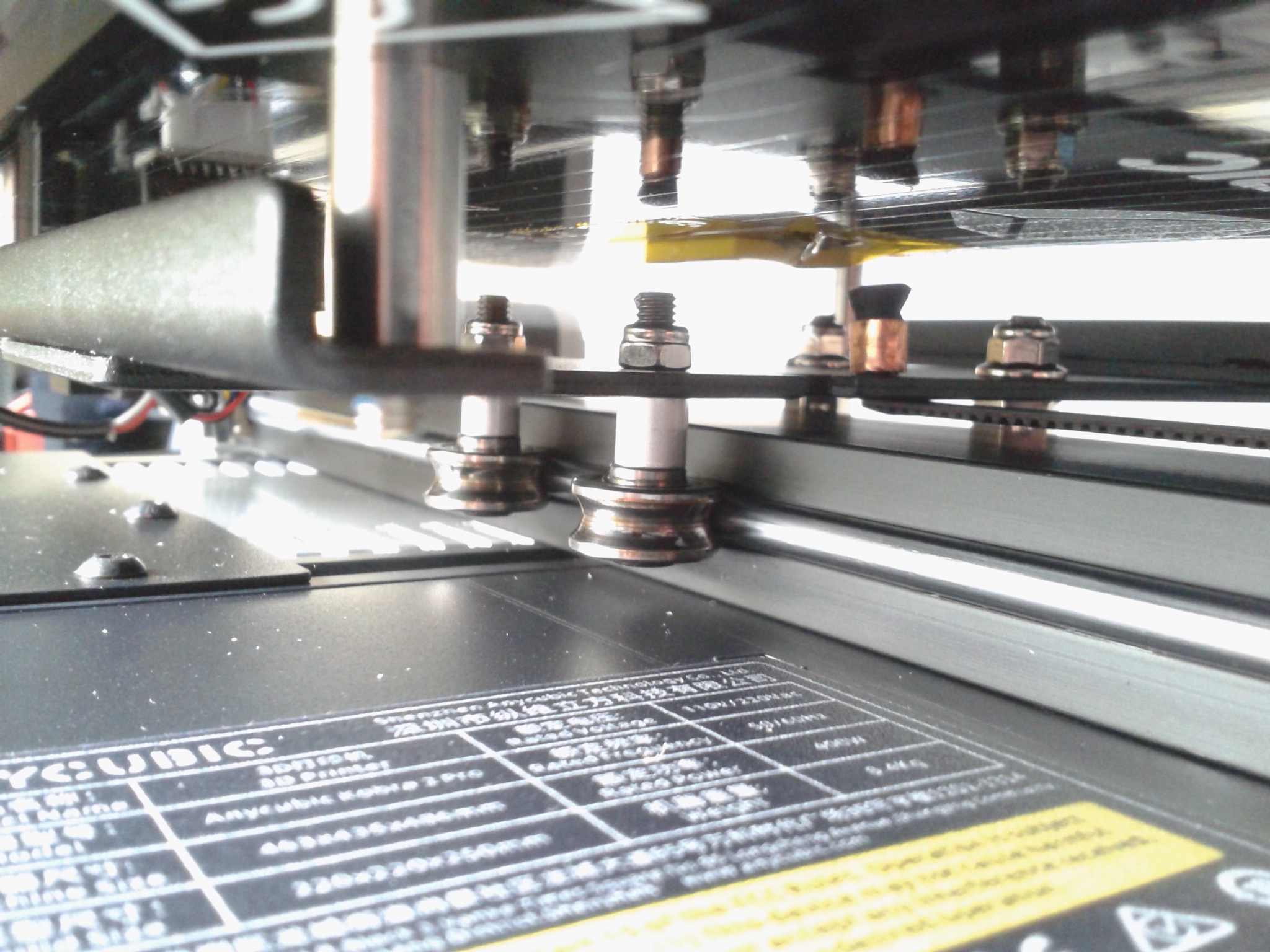
| Axe X et Y | Noyau à double arbre (barre avec double tiges de guidage lisse en métal), galets en métal et roulements SG15 Tendeurs de courroies avec molettes |
| Axe Z | Un seul moteur, double tige filetée et courroie de synchronisation |
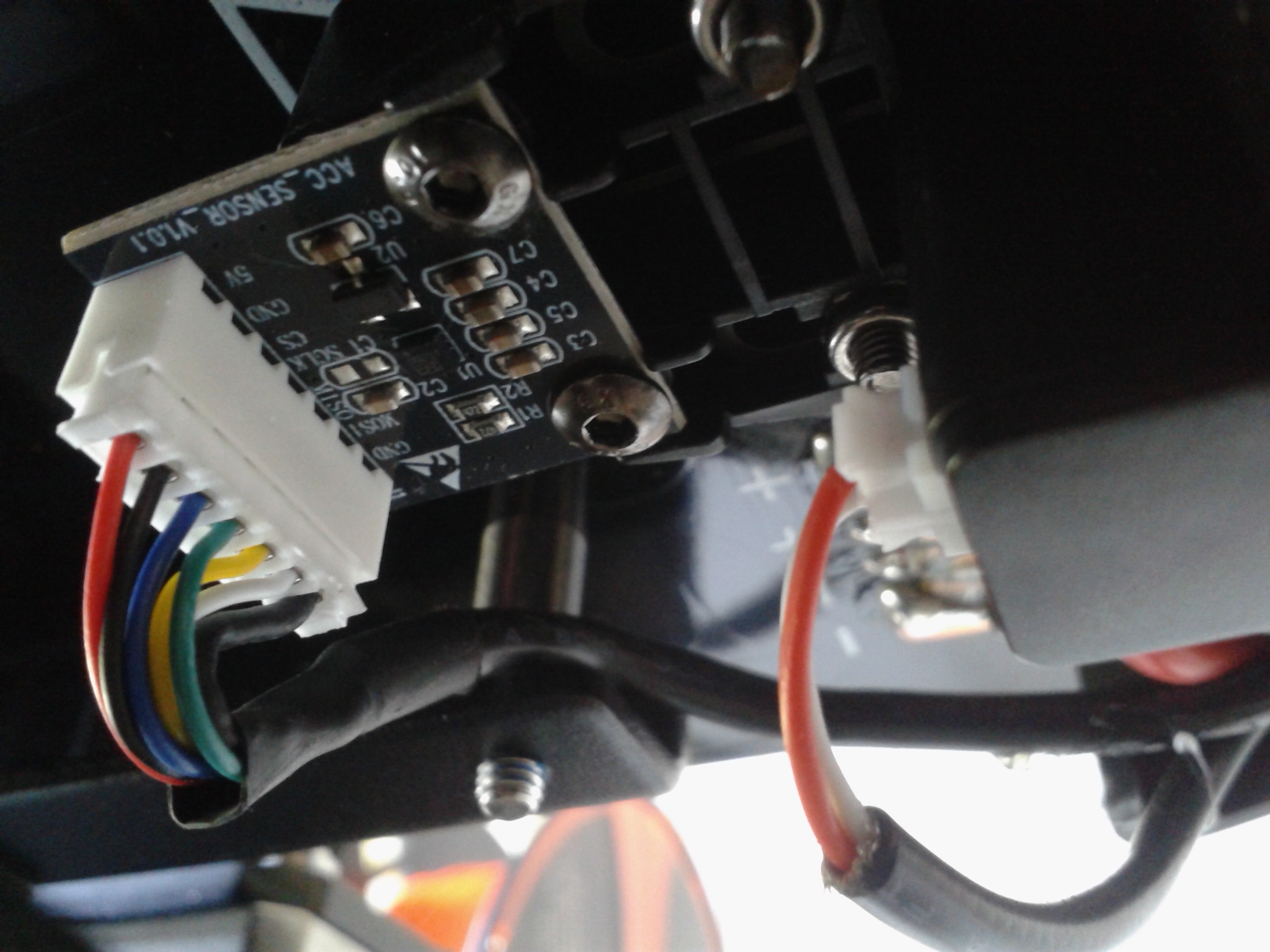
| Compensation fréquences de résonance | Oui, accéléromètre sous le plateau |
| Ecran de contrôle | LCD 4.3 pouces, couleurs et tactile |
| Filaments compatibles | PLA, PETG, TPU, ABS |
| Carte mère | 32-bits (Cortex-A7 1.2 GHz) avec quatre contrôleurs de moteur pas à pas silencieux (TMC2209) Mémoire interne eMMC de 8 Go |
| Connectivité | Wi-Fi Trois ports USB (Type A) – deux pour connecter des clés USB (une seul clé utilisable à la fois) – un pour une éventuelle webcam dont le flux vidéo devrait être accessible en Wifi uniquement via l’app Anycubic Cloud |
| Dimensions | 46.3 x 43.5 x 48.6 cm (L x P x H, mesures sans le porte bobine ou faisceaux de câblages et quand le plateau n’est pas en débattement maximum) |
| Poids net | ~ 8.4 kg |
| Alimentation | 400 W |
| Reprise sur coupure de courant | Non (pas avec la version testée) |
| Changement de filament via g-code M600 | Non (pas avec la version testée mais peut-être avec une prochaine mise a jour du firmware) |
| Concurrence | Creality Ender 3 V3 KE, Artillery SW X3 Pro, Elegoo Neptune 4 … |
Le firmware de l’imprimante Anycubic Kobra 2 Pro se base sur une version modifiée de Klipper, version pour le moment “secrète” car les codes sources ne sont pas encore disponibles sur le GitHub d’Anycubic et “verrouillée”. Il n’est pour l’instant pas possible d’accéder à l’habituelle interface web de Klipper, de se connecter au système d’exploitation en SSH pour y consulter les journaux (log), ou encore de modifier les fichiers de configuration Klipper (fichier de mise à jour du firmware signé donc non modifiable).
Déballage (unboxing) de la Kobra 2 Pro
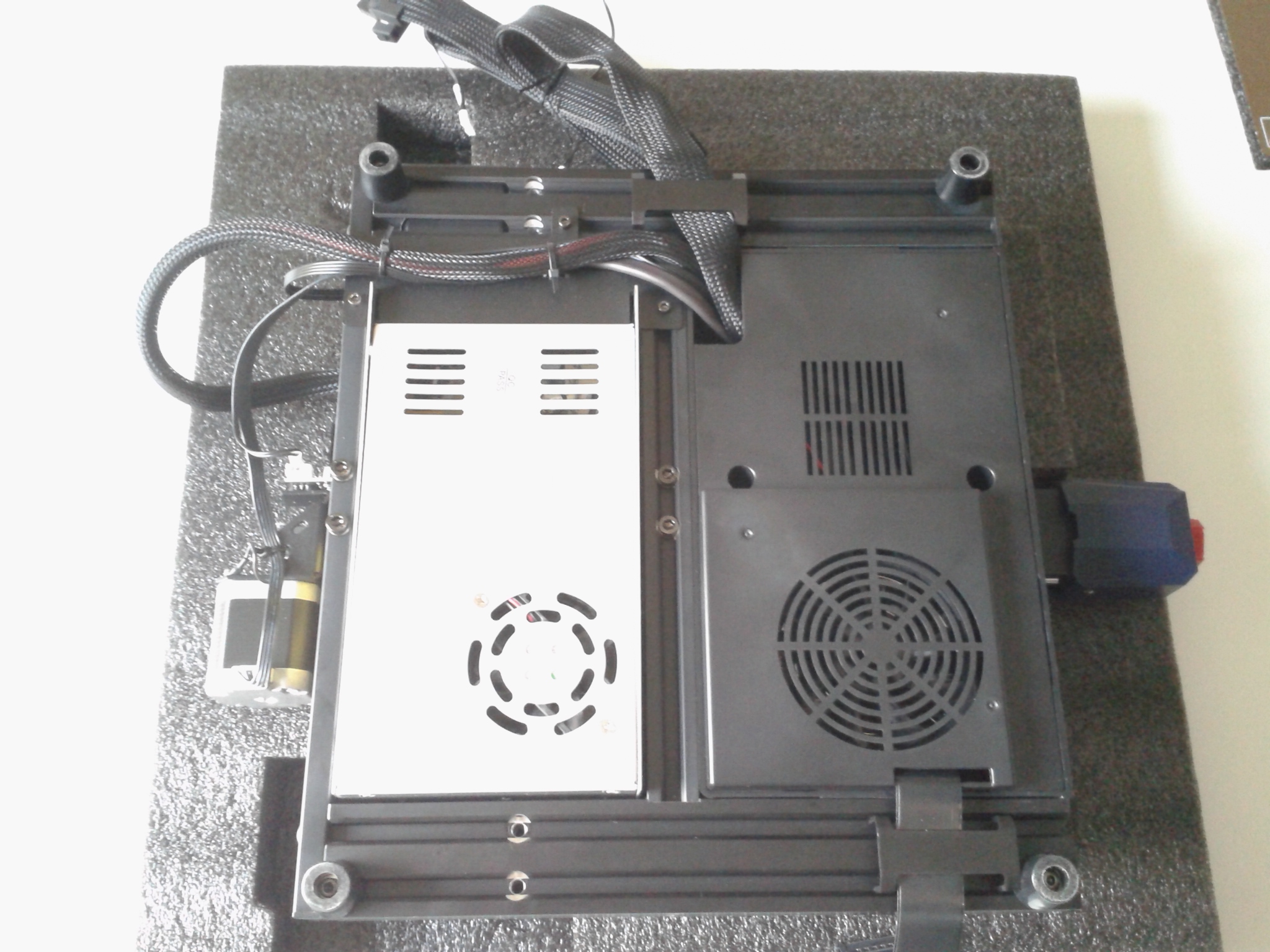
Machine partiellement assemblée et livrée dans un carton sobre, dont les éléments sont protégés et calés dans des plaques de mousse découpées sur-mesure.
















J’ai aussi gracieusement reçu deux bobines de filament Anycubic PLA Haute Vitesse gris (“PLA High Speed”). Avec, détail que je trouve très agréable, un zip intégré au sachet (initialement scellé sous vide), zip qui permet après ouverture de refermer hermétiquement le sachet et d’ainsi protéger le filament de l’humidité.

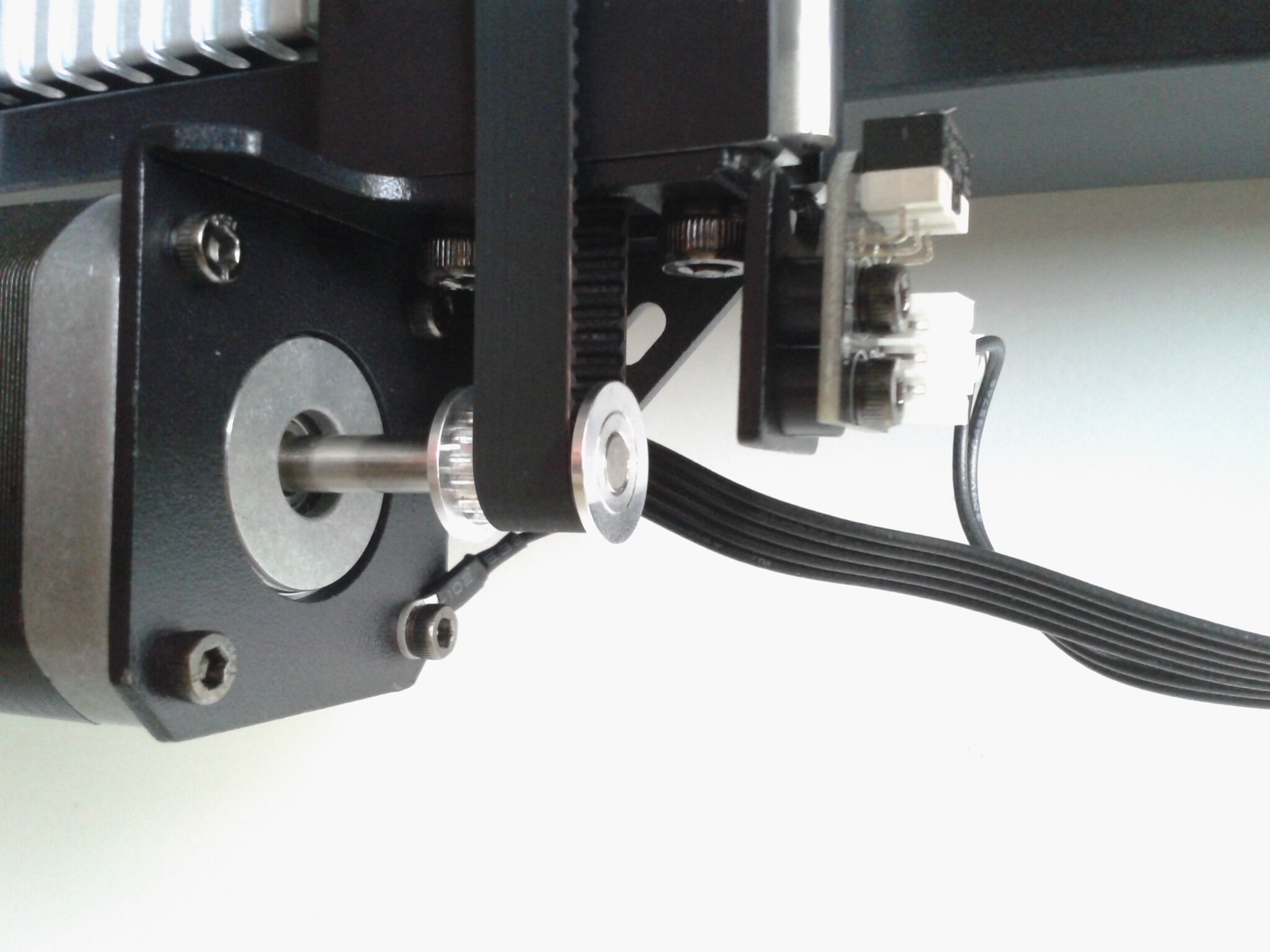
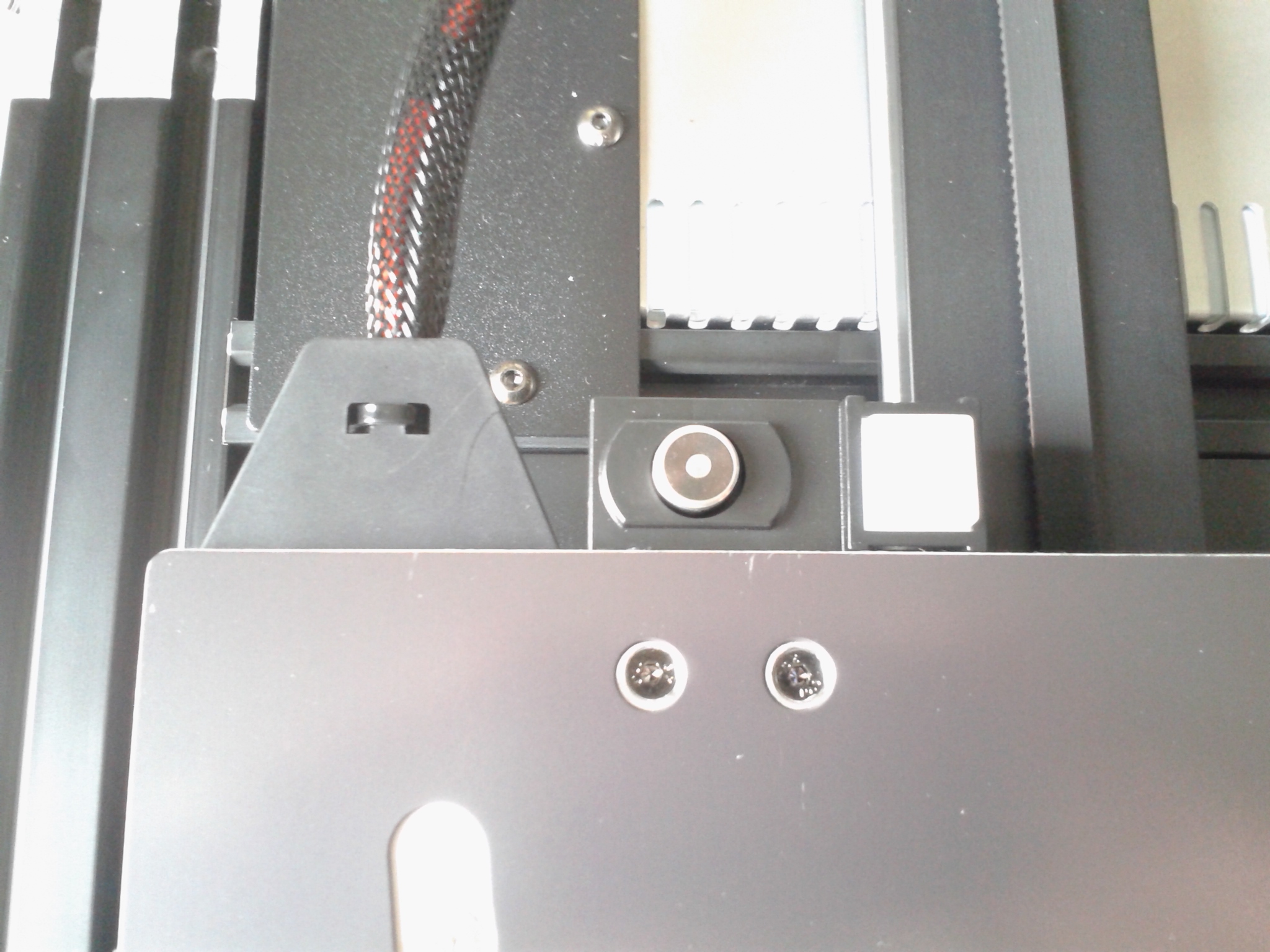
Montage Anycubic Kobra 2 Pro
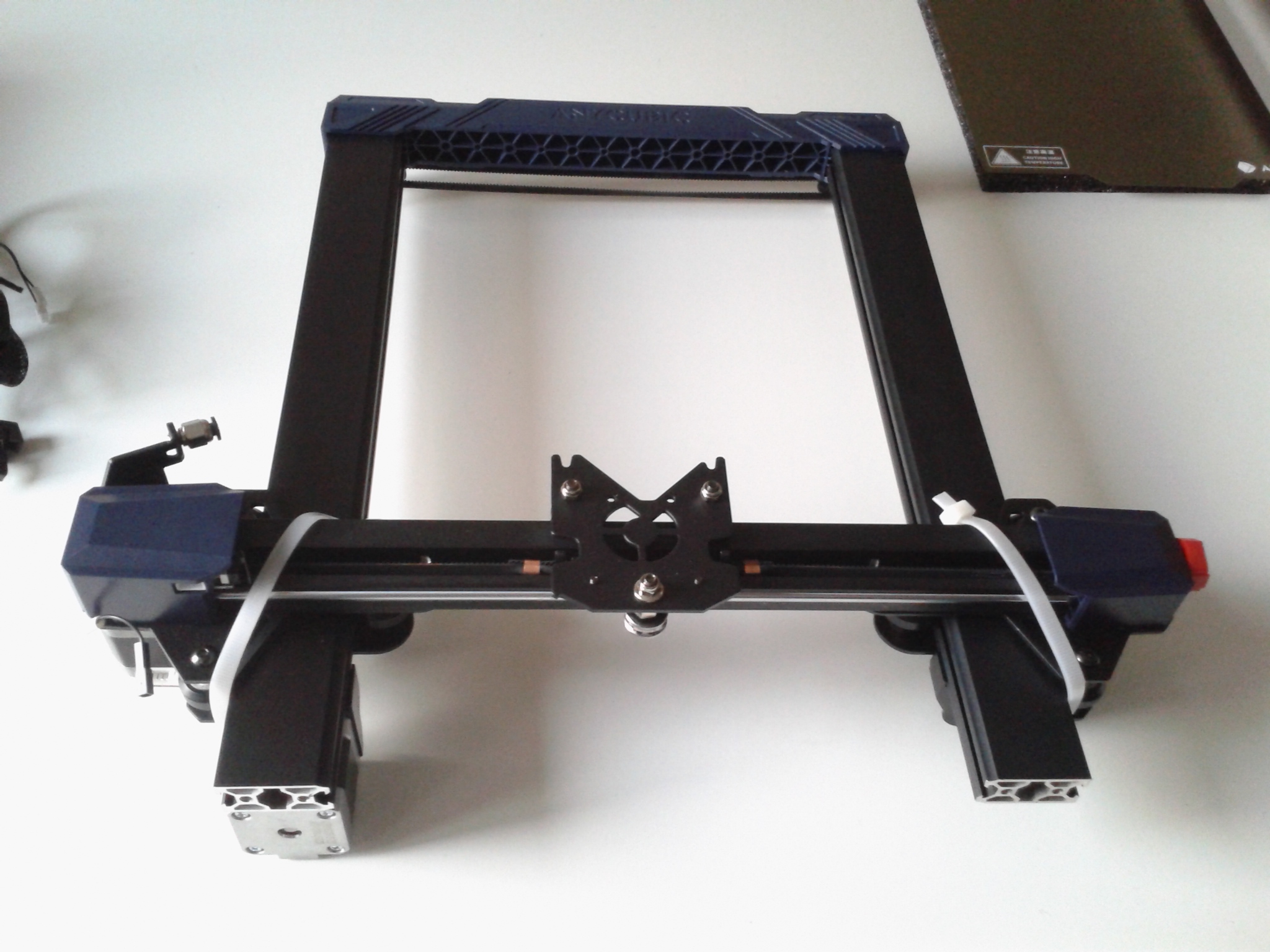
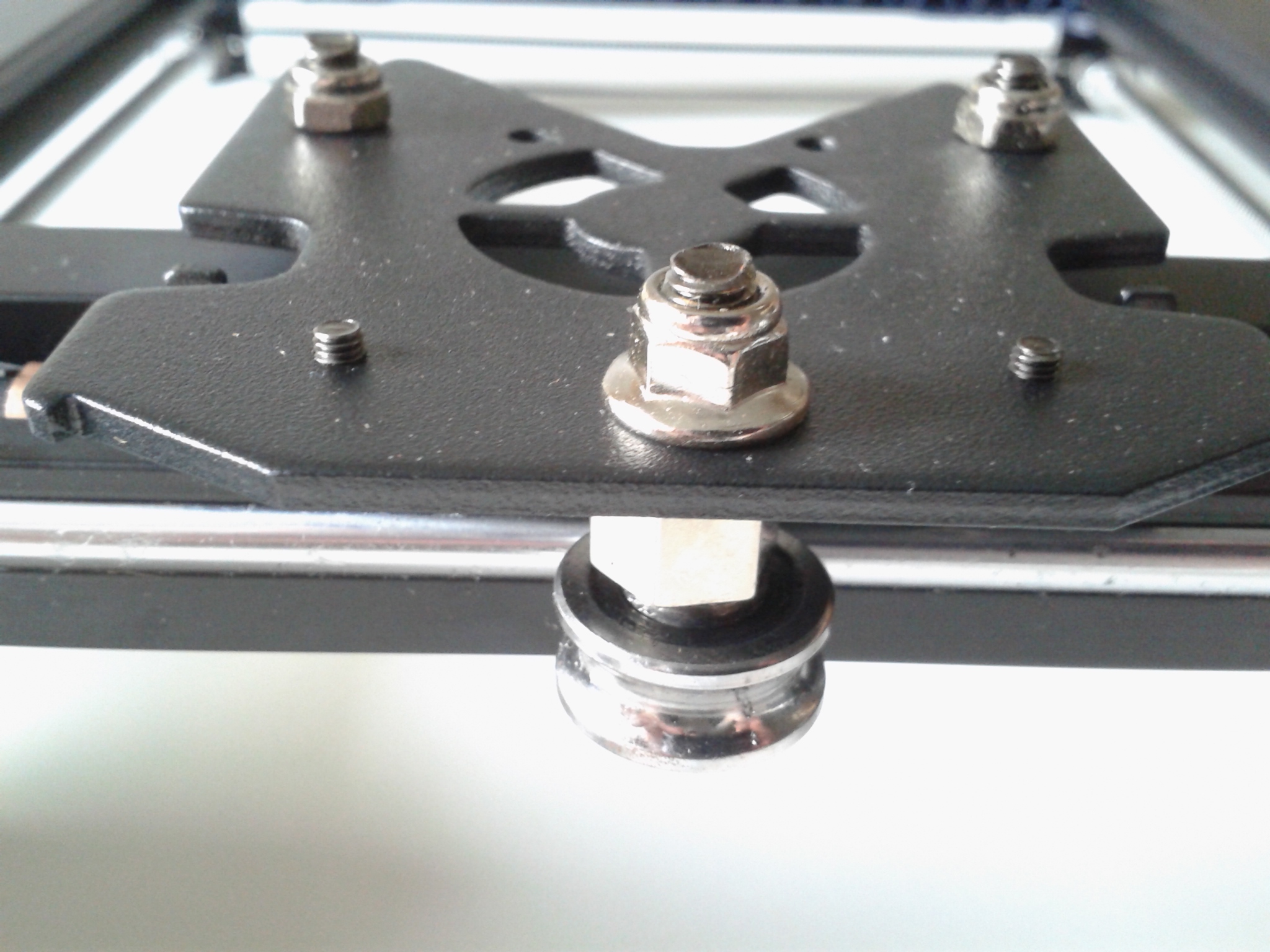
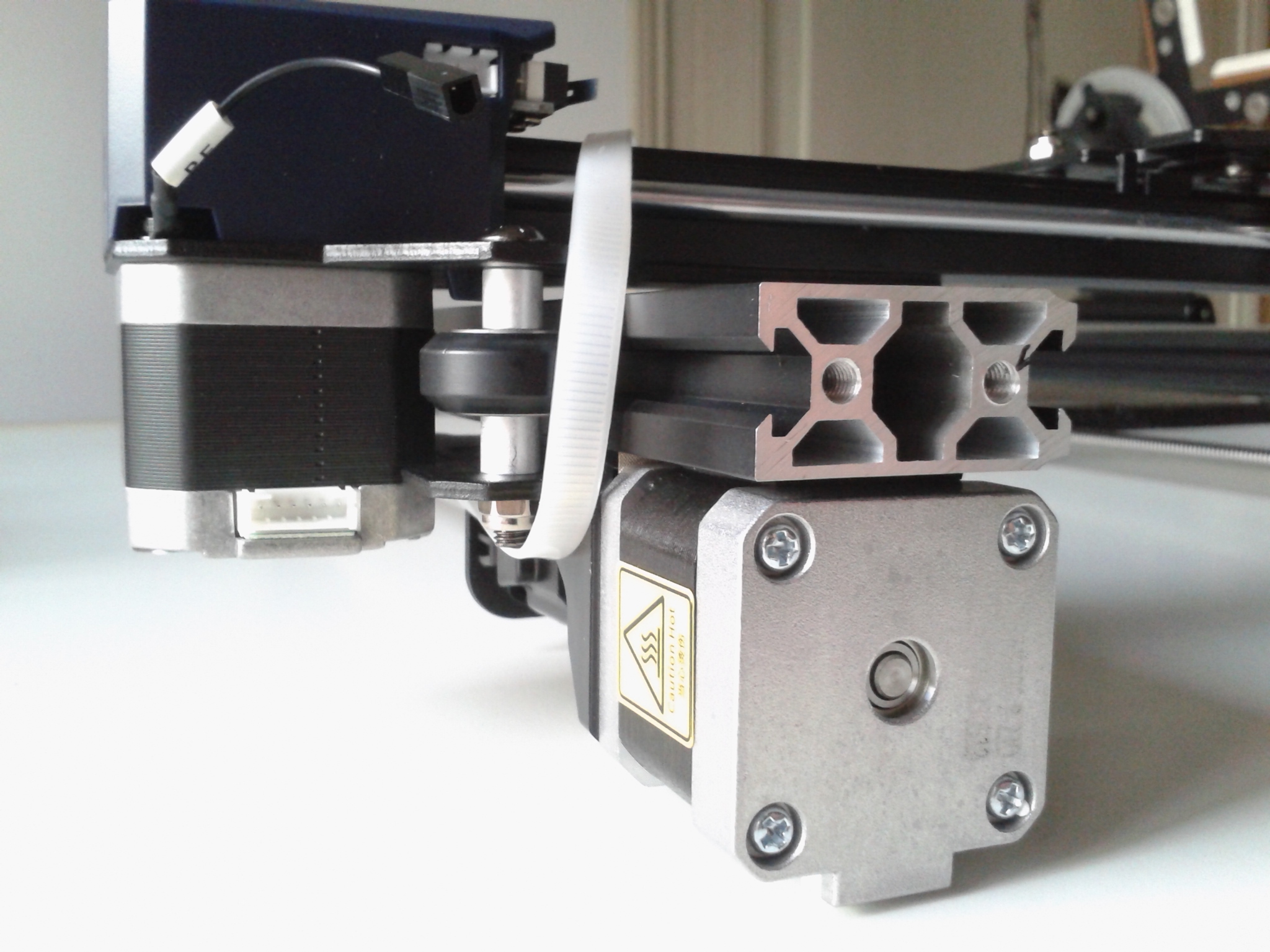
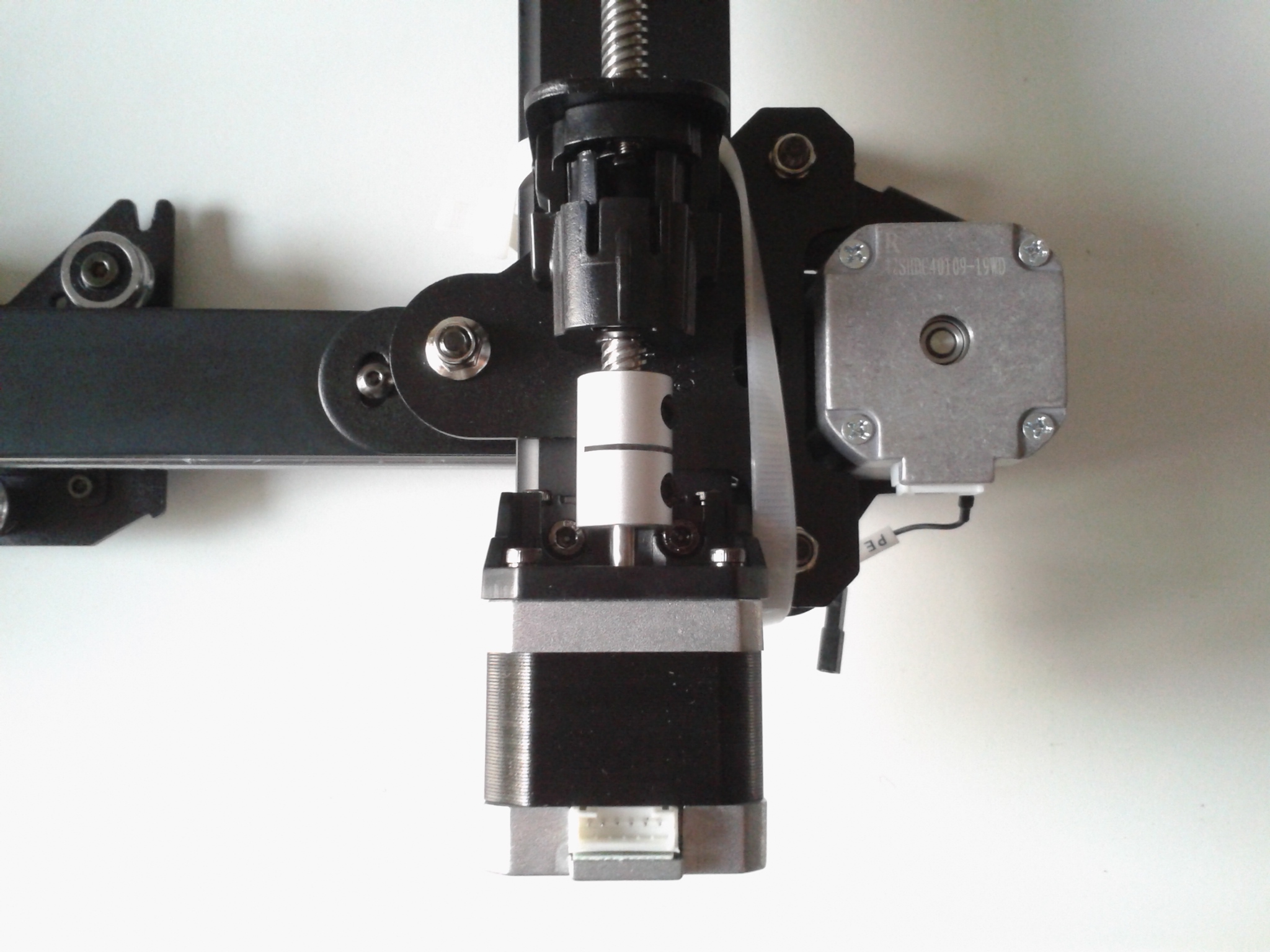
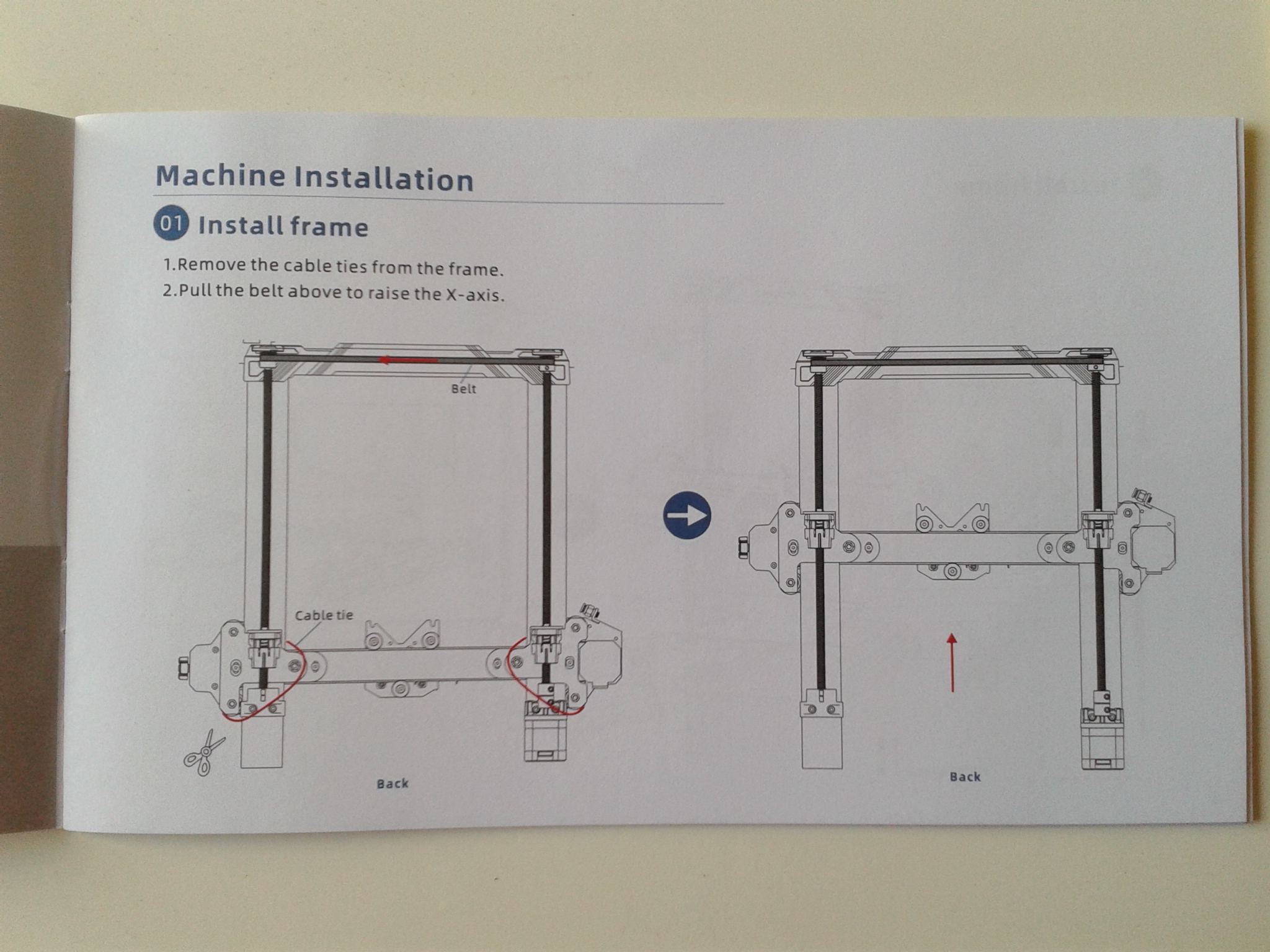
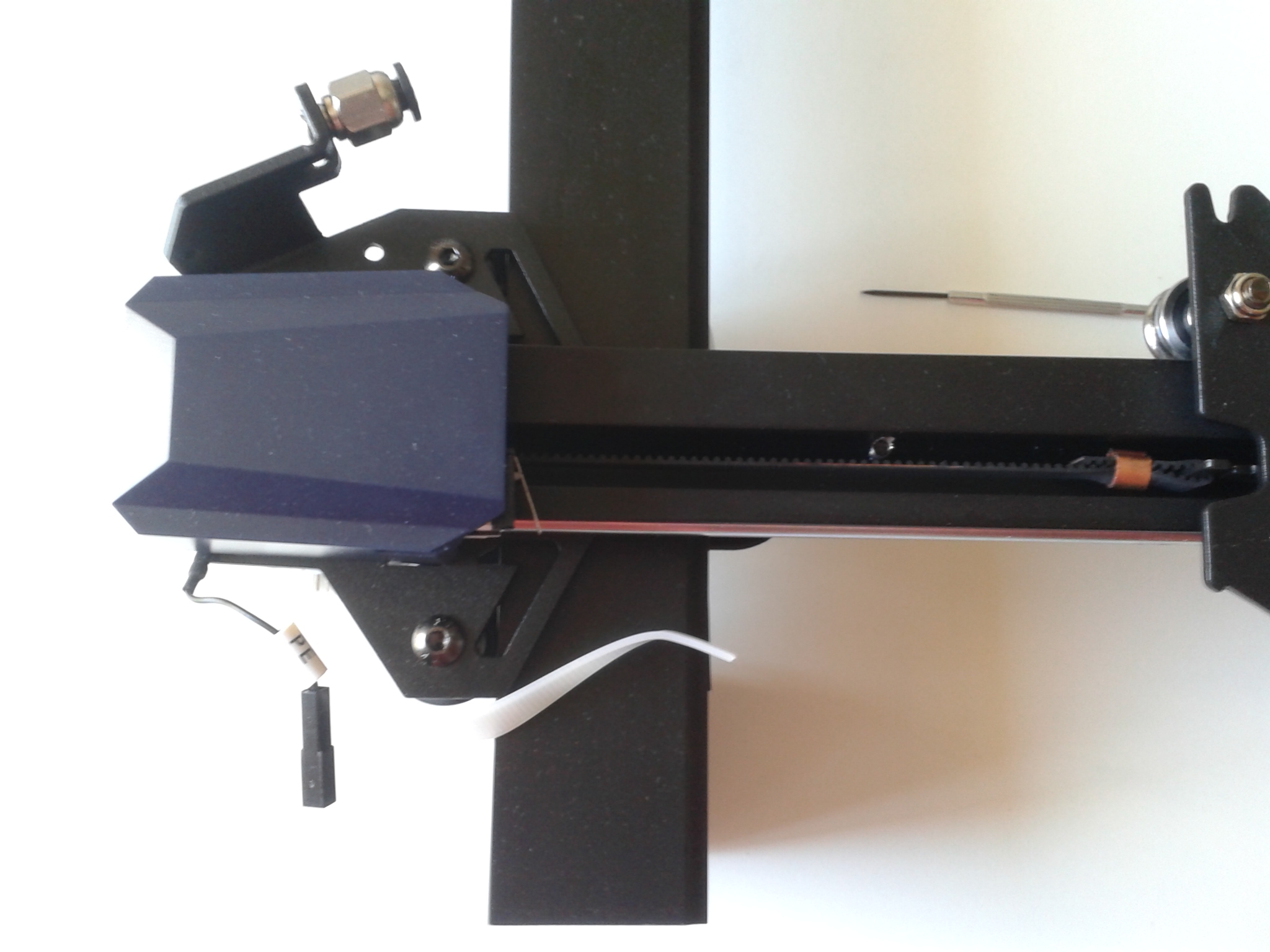
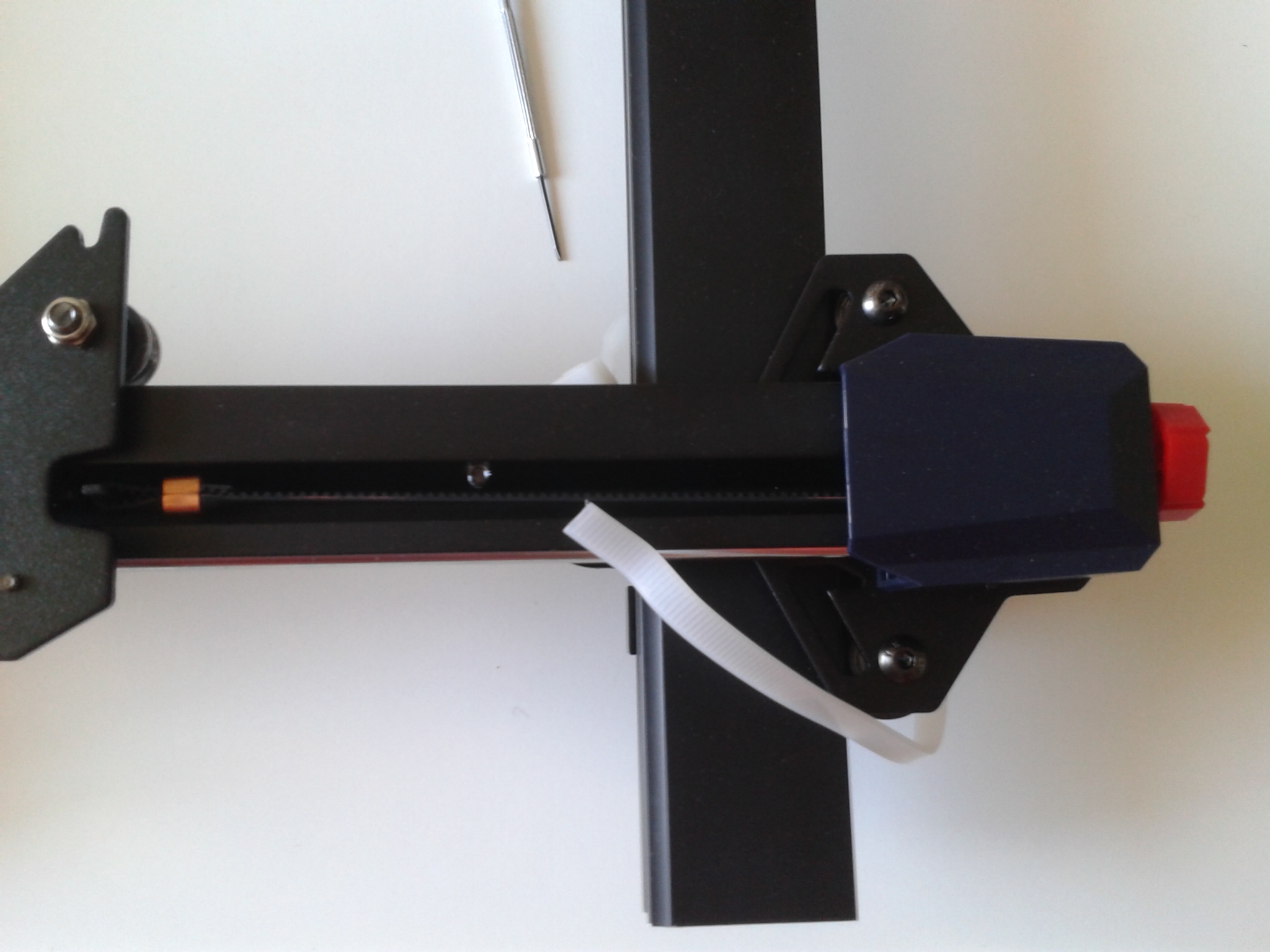
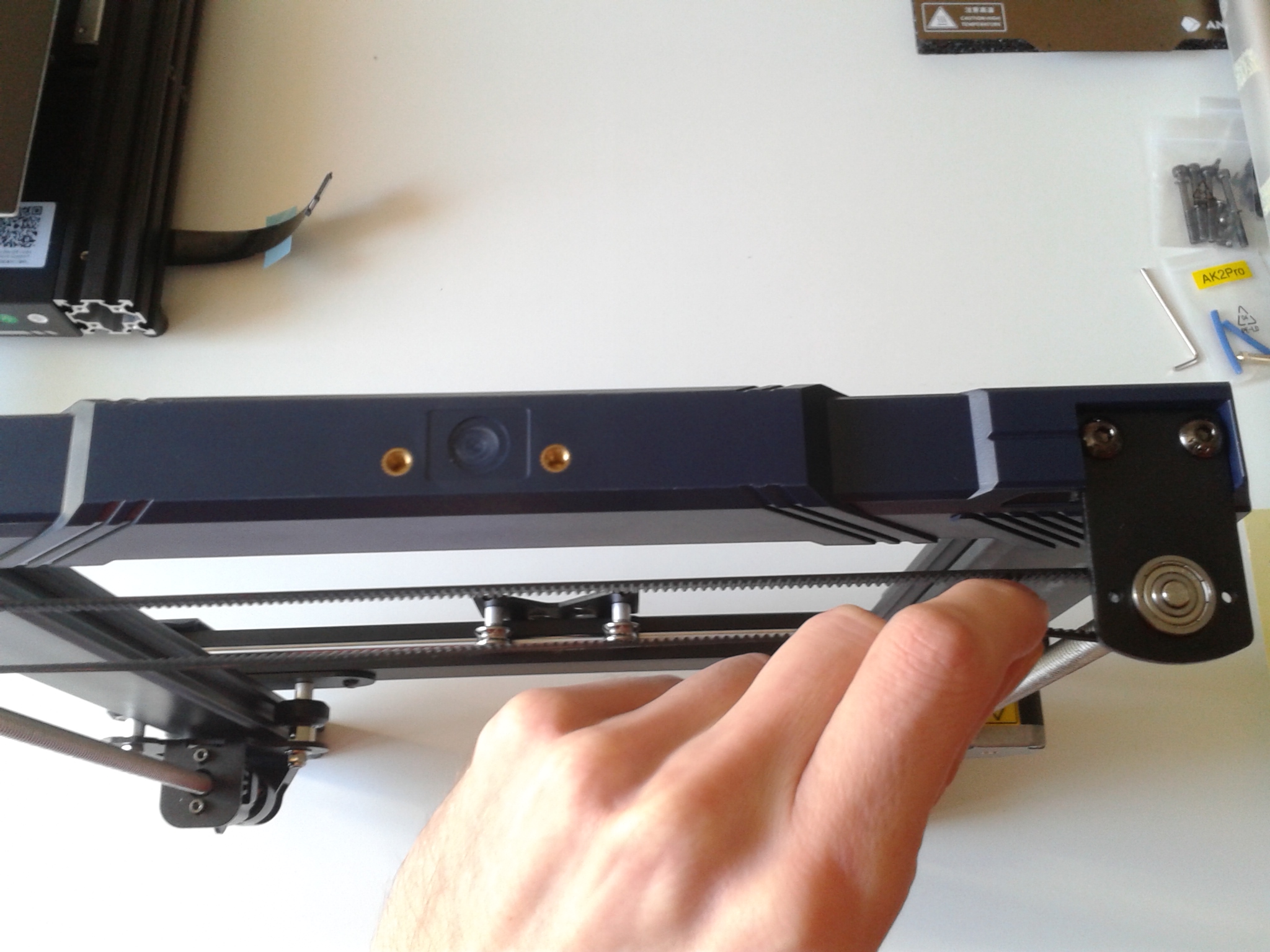
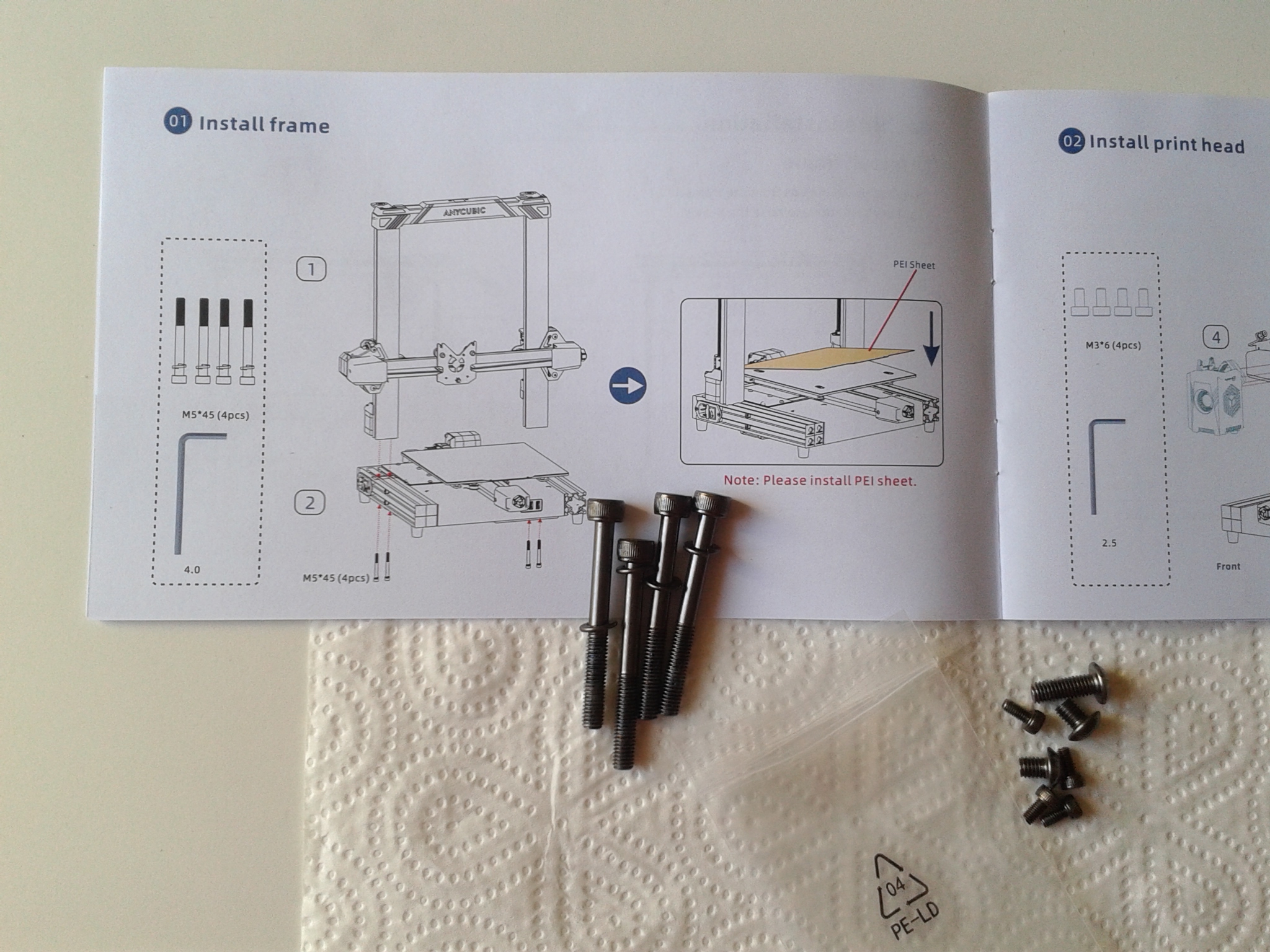
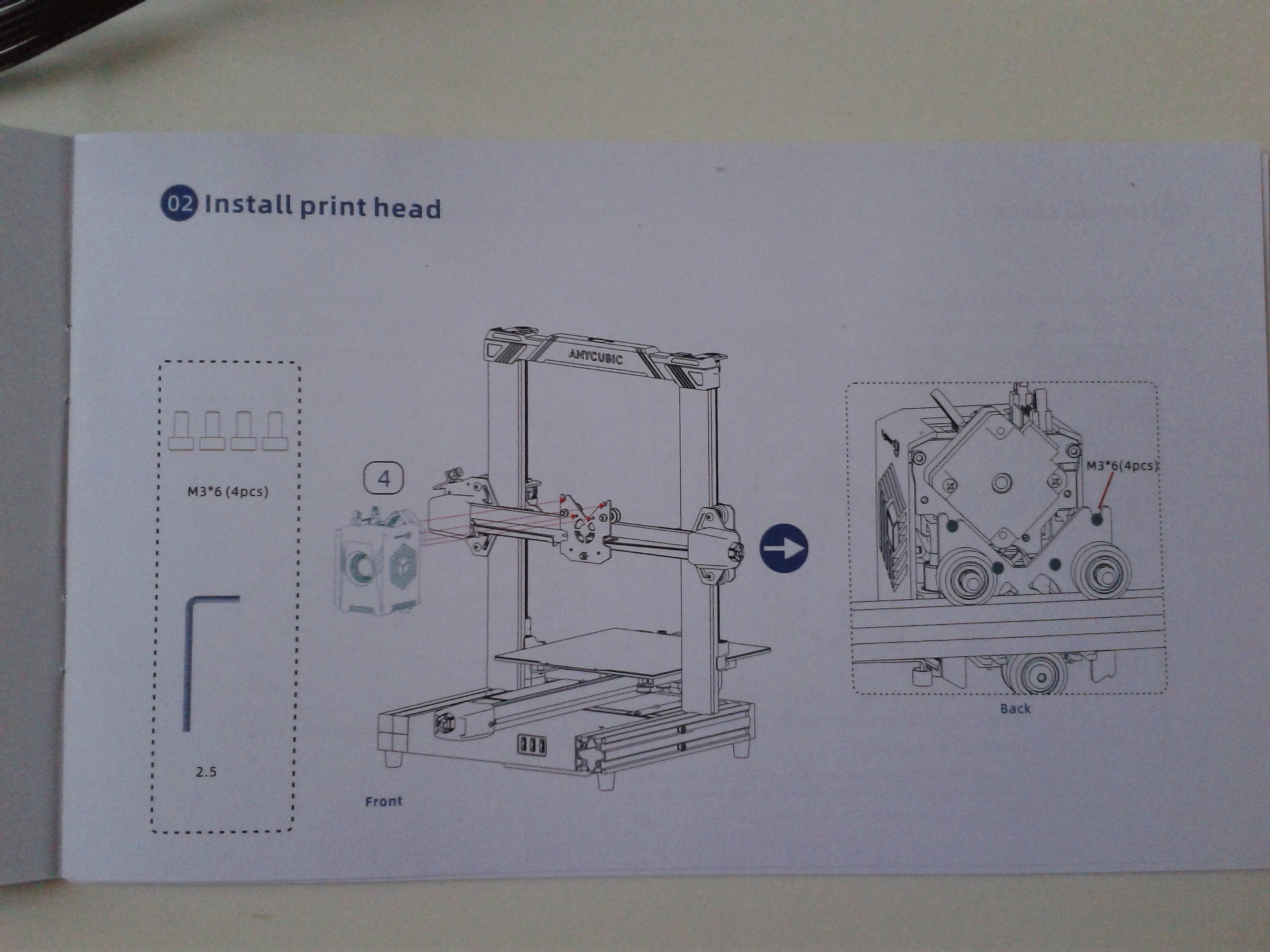
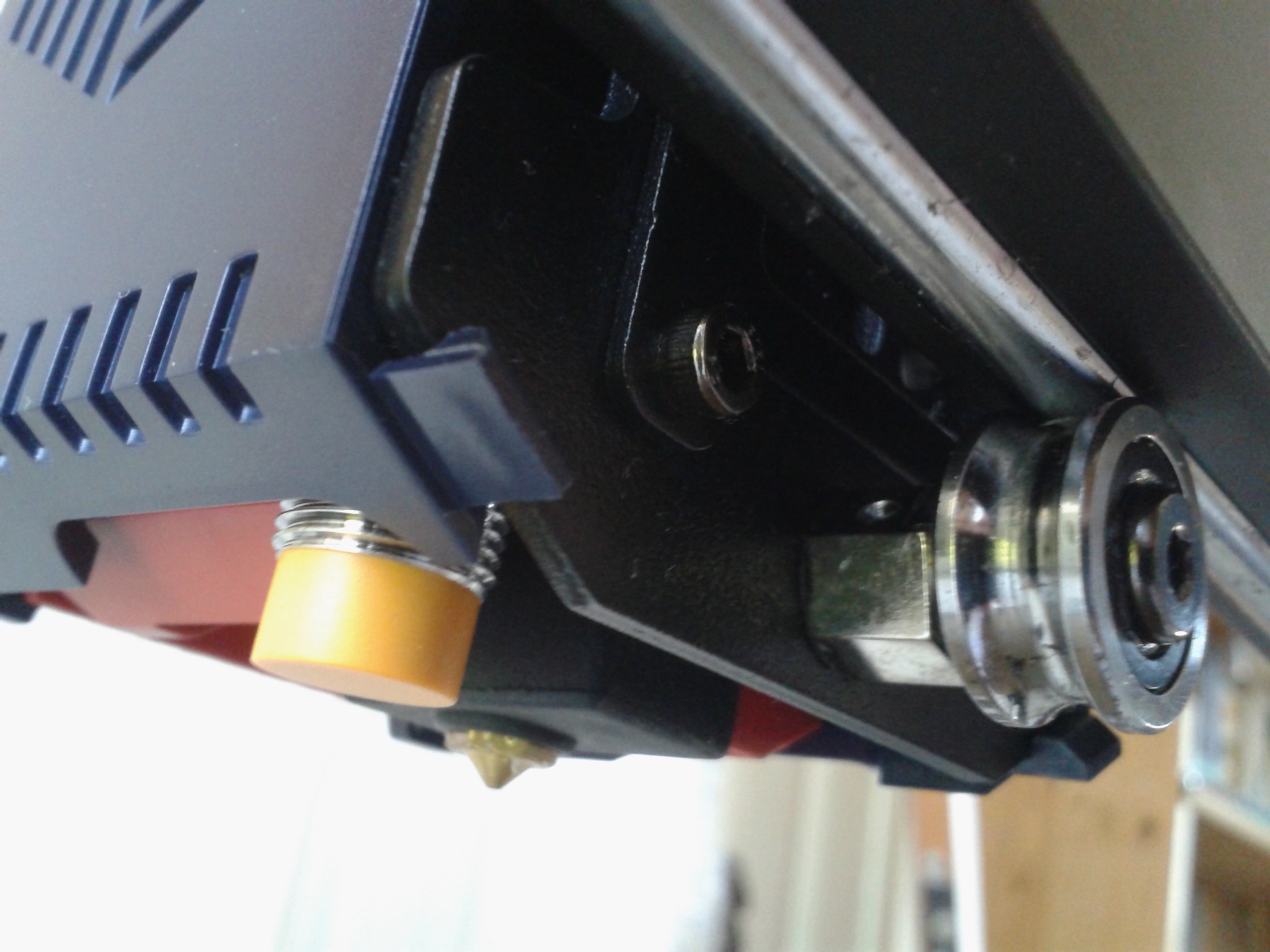
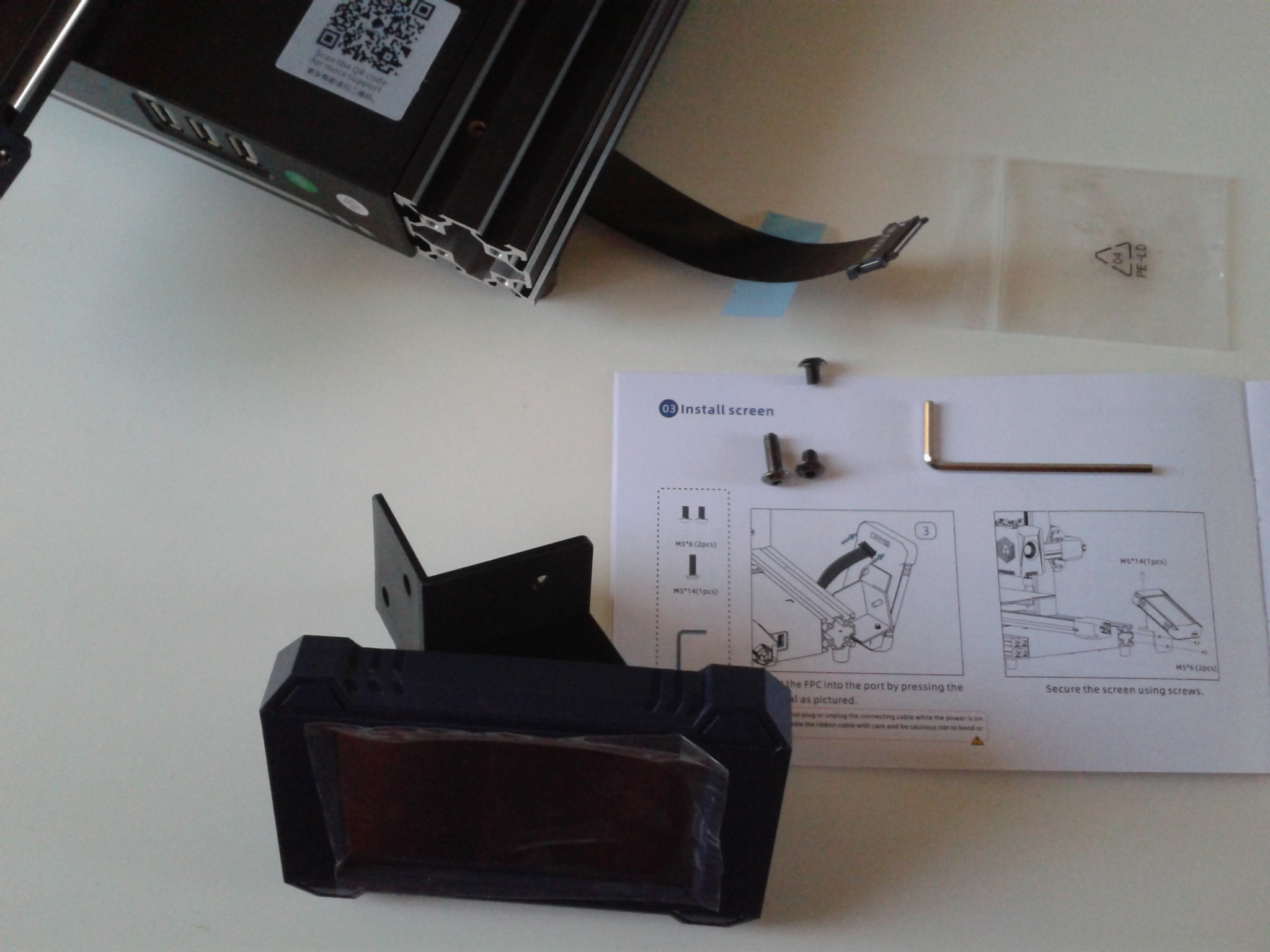
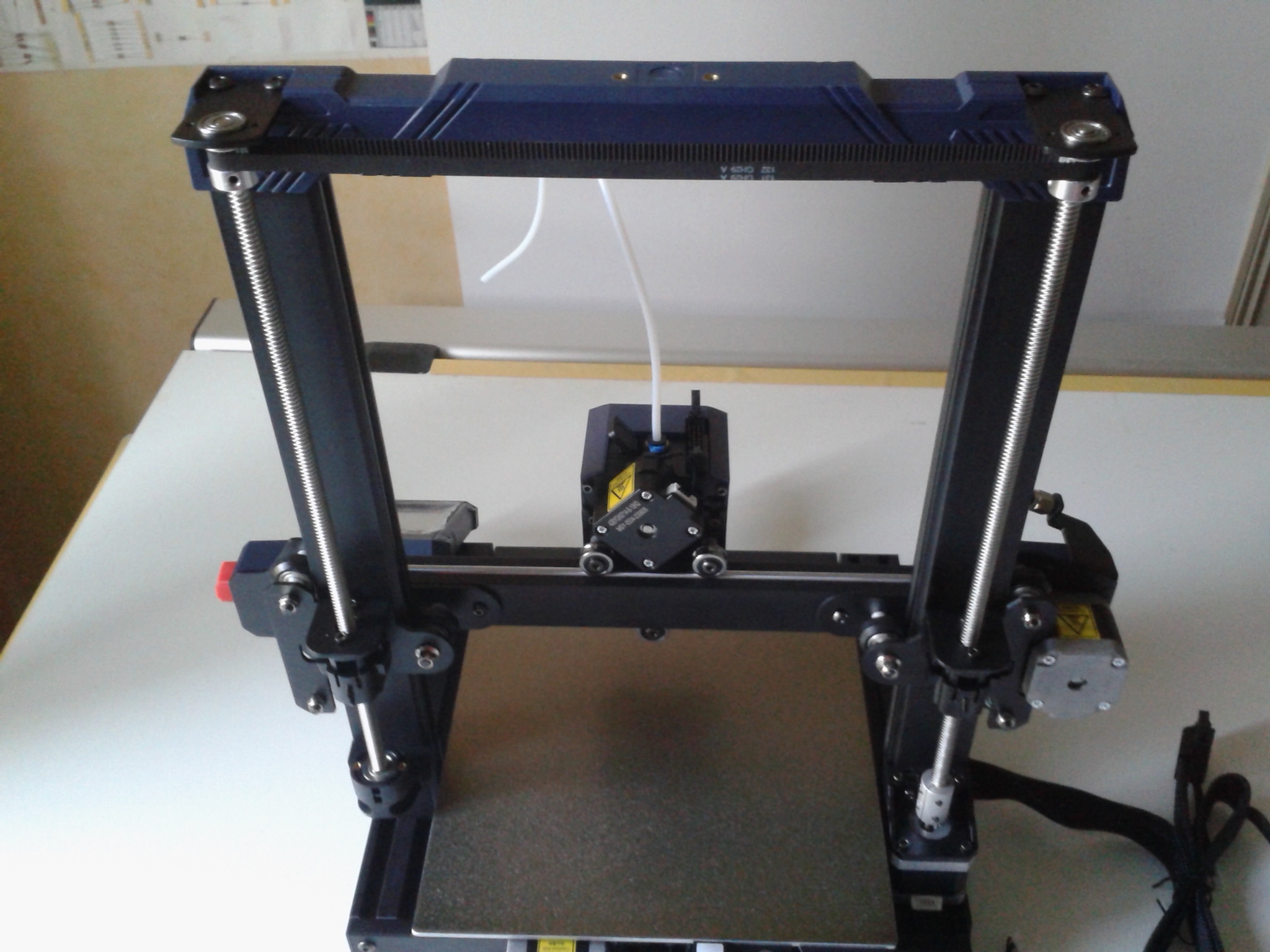
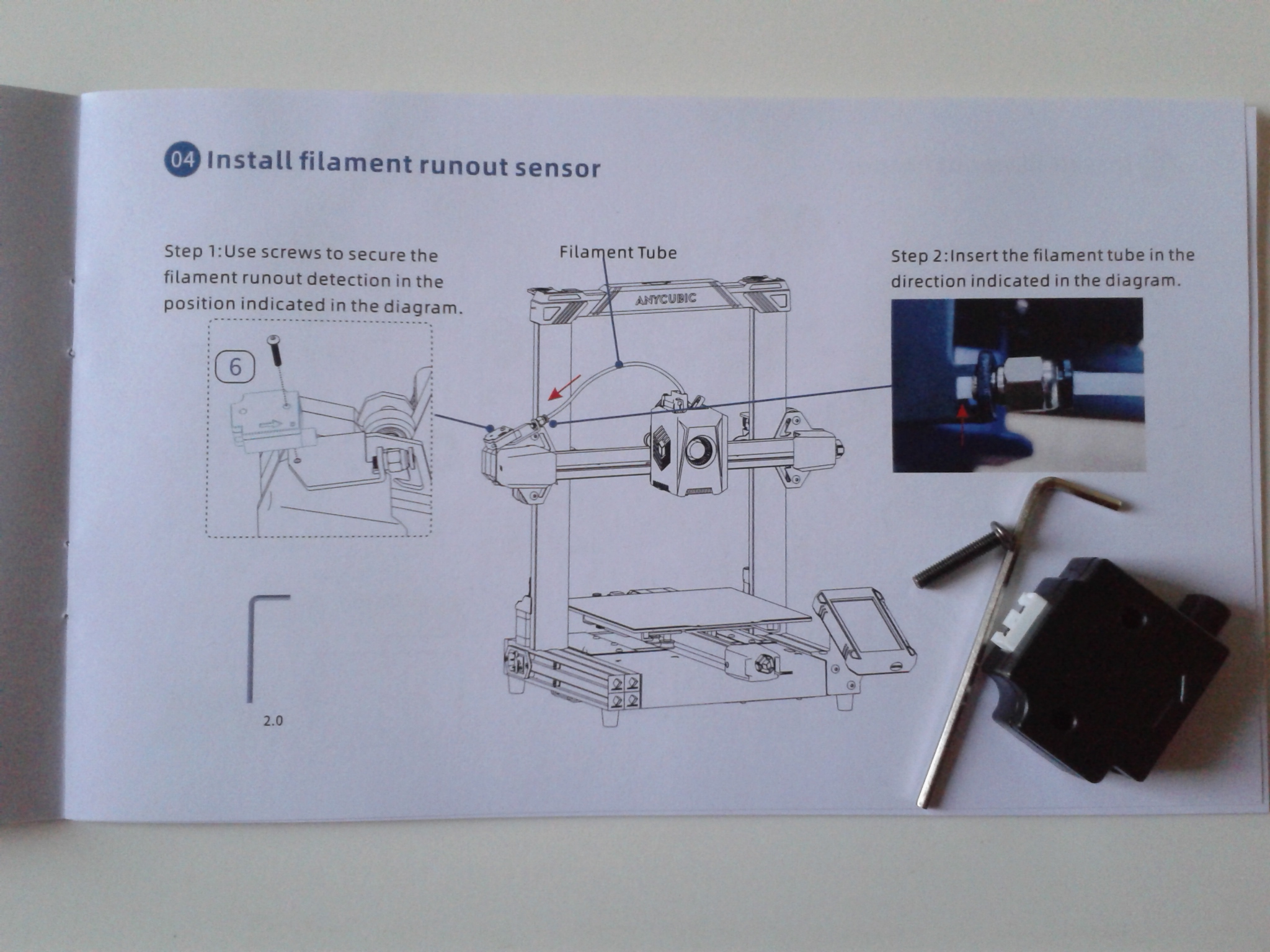
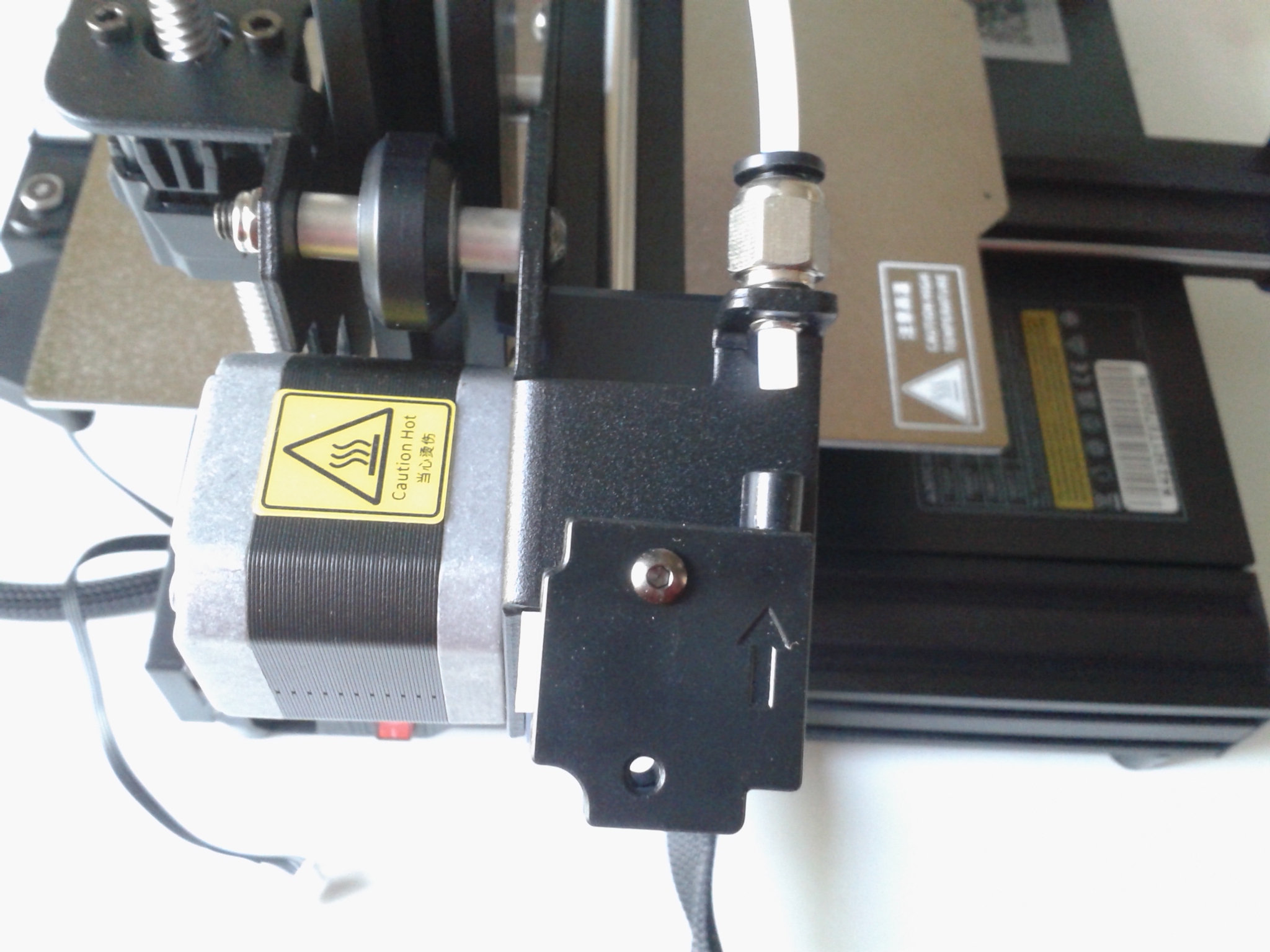
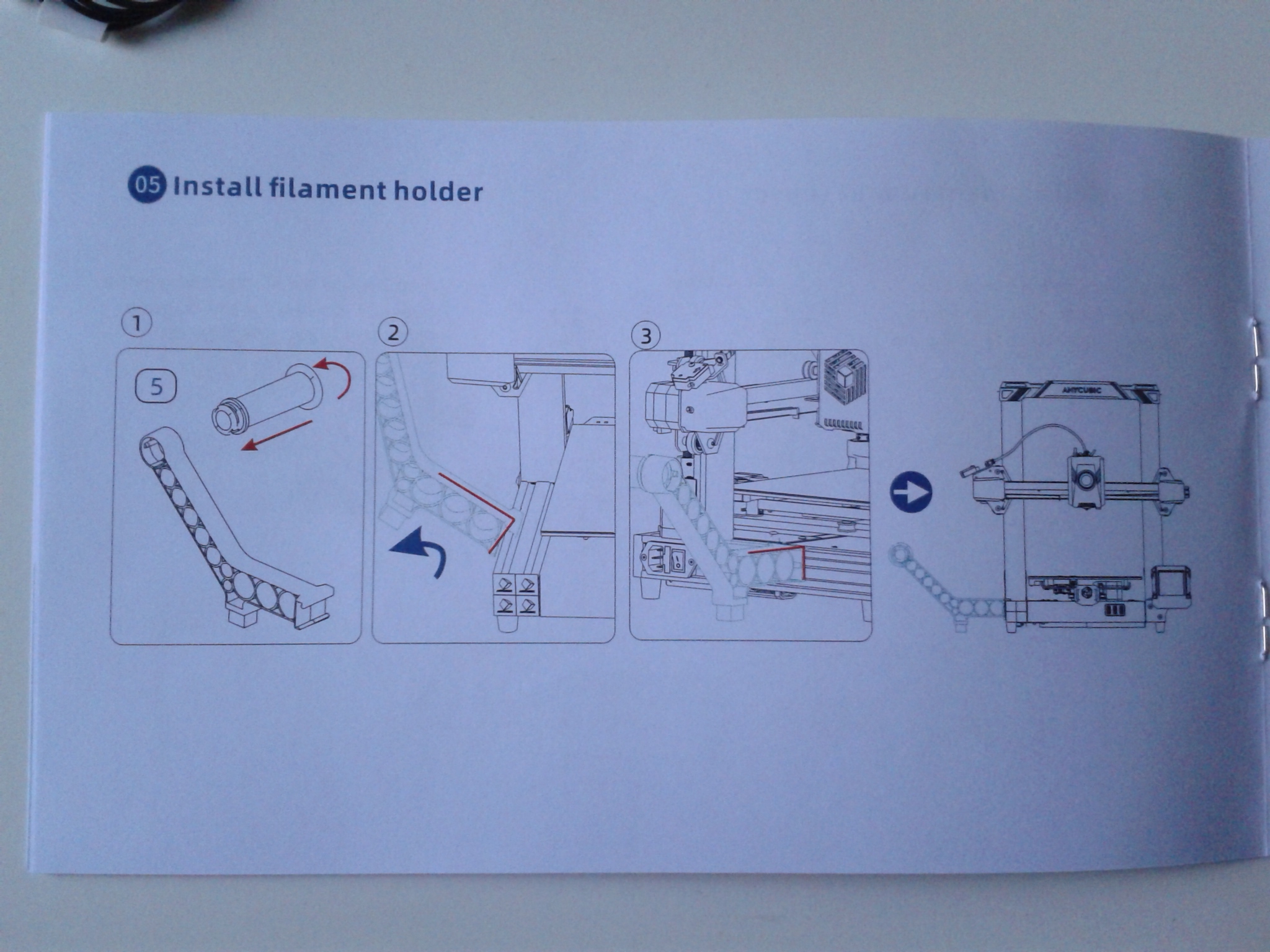
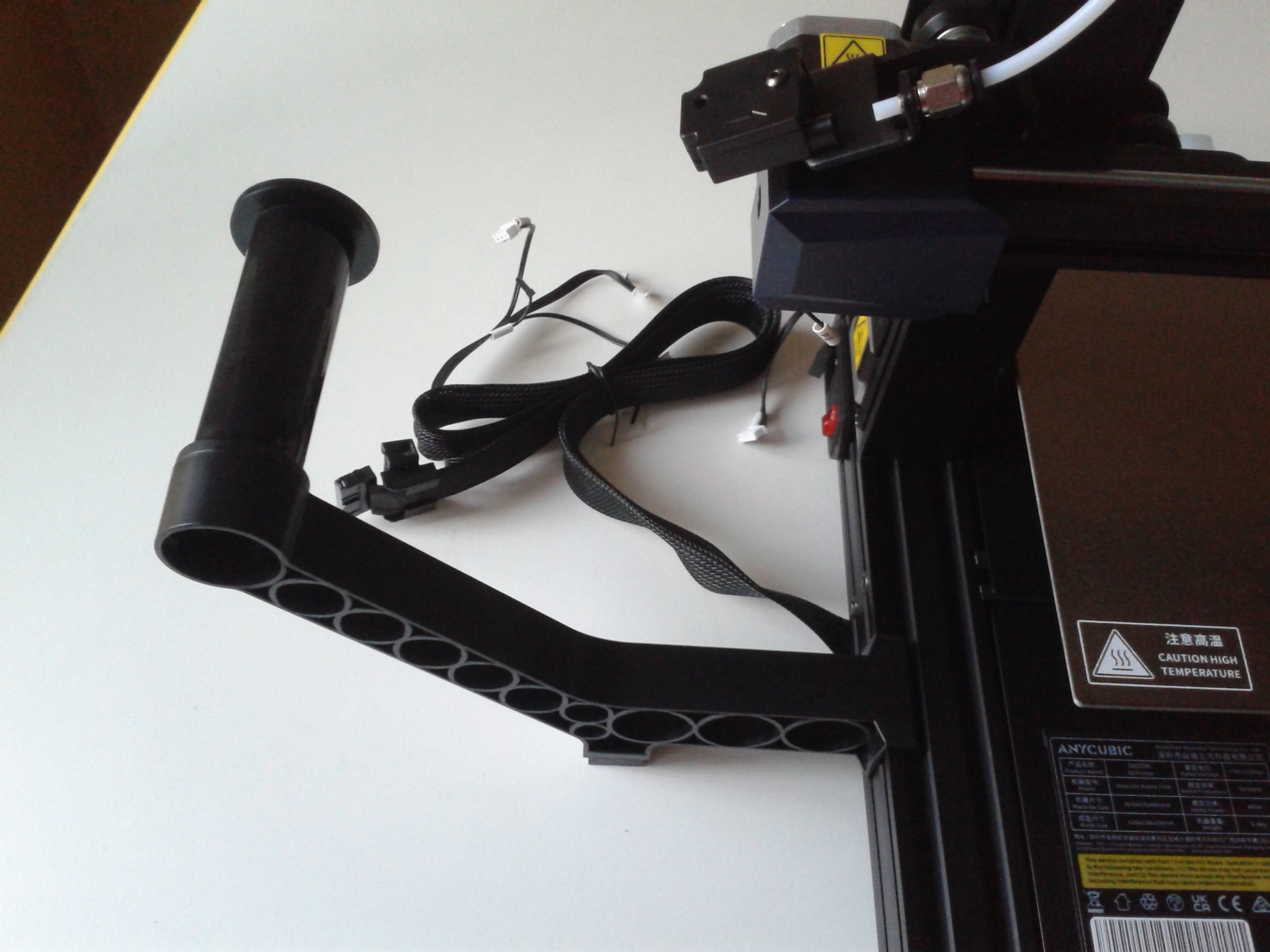
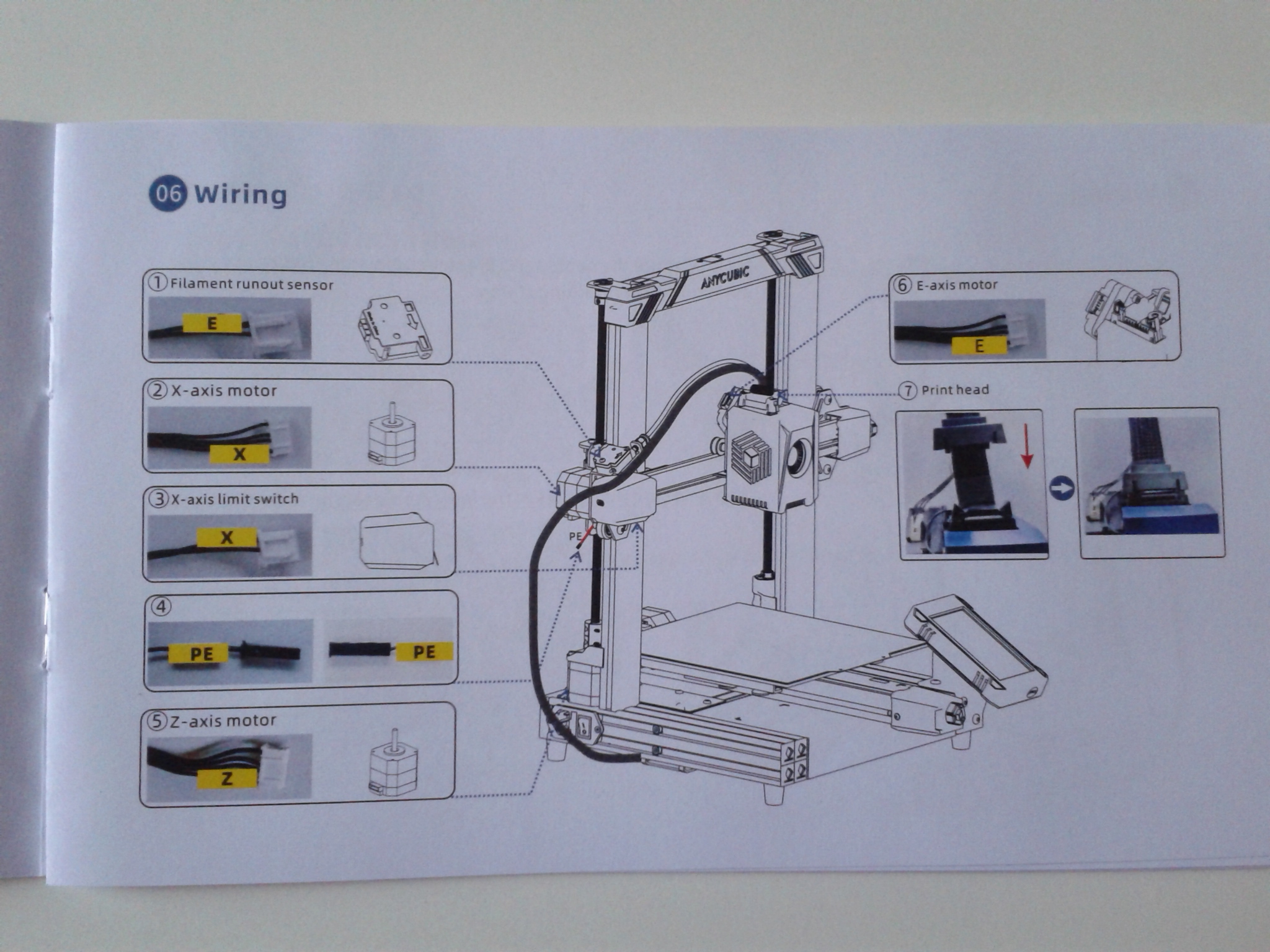
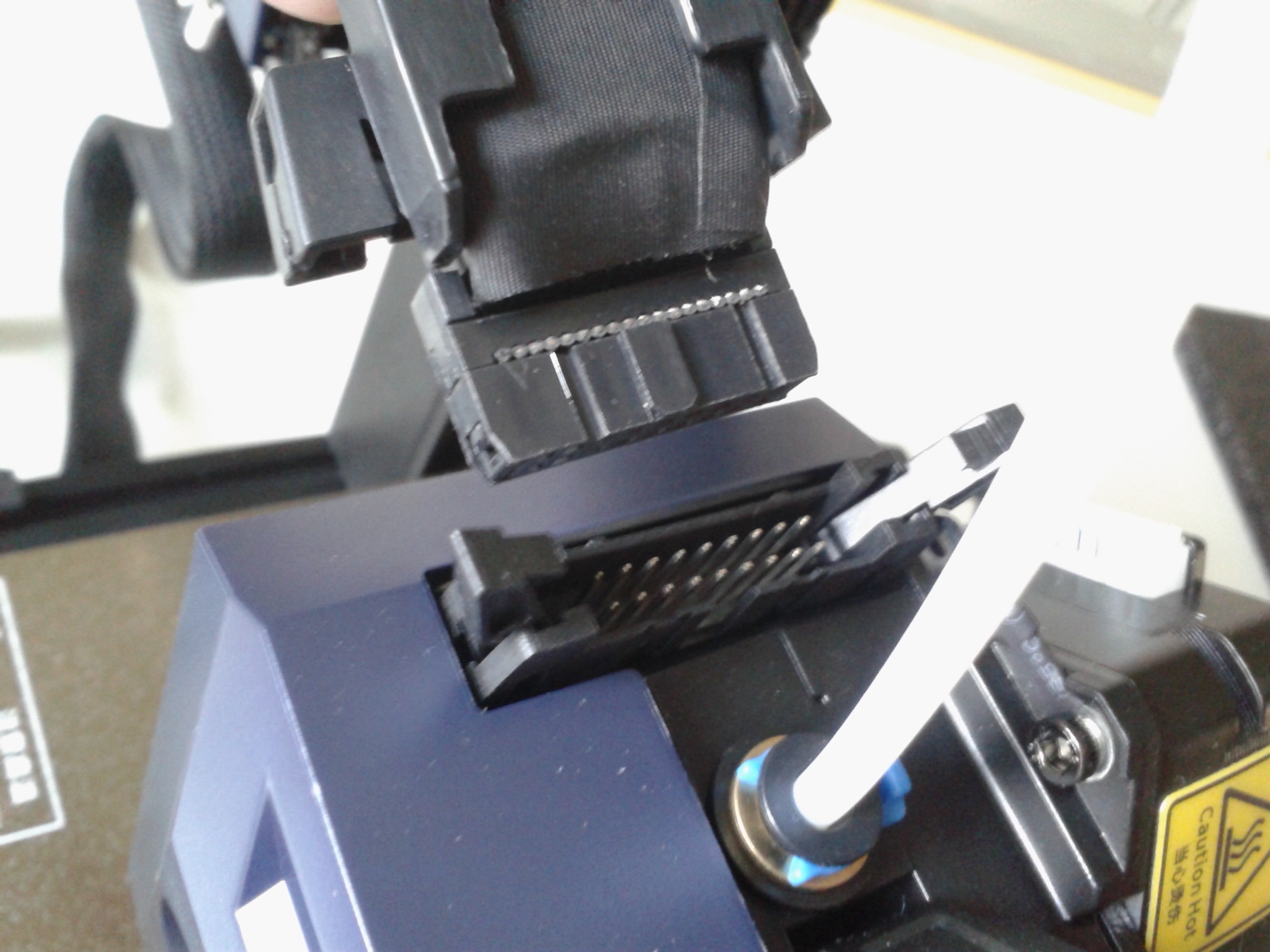
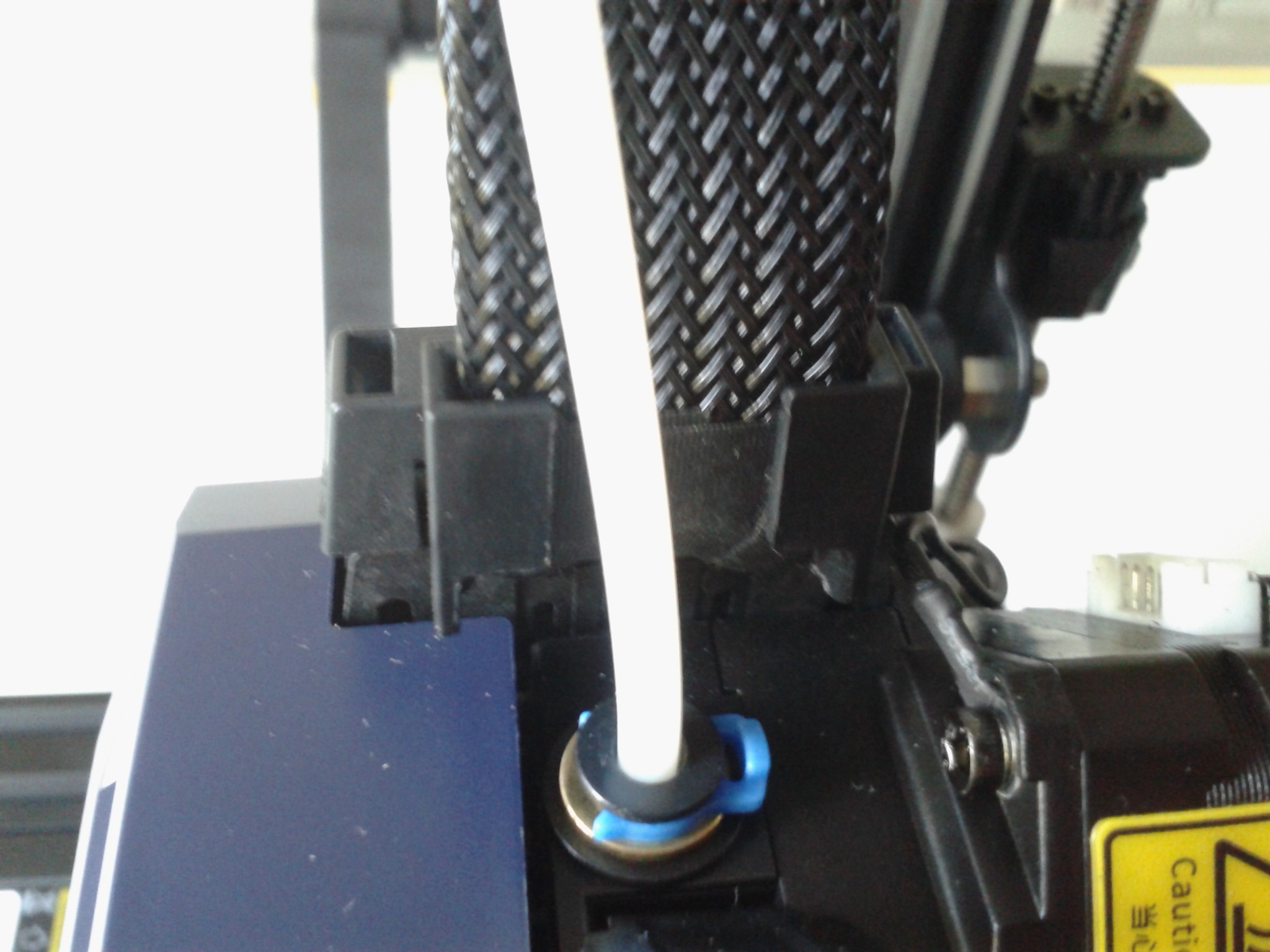
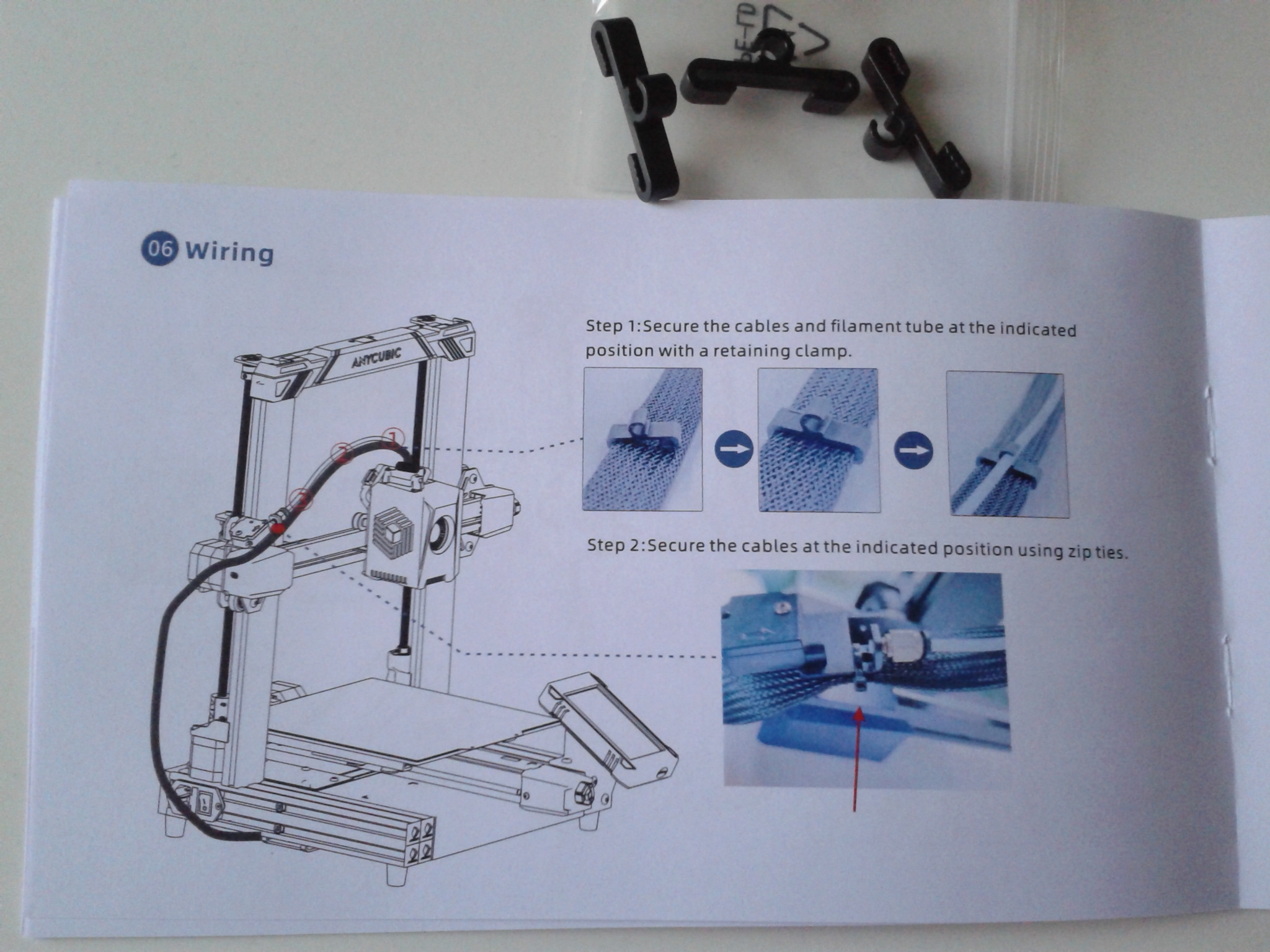
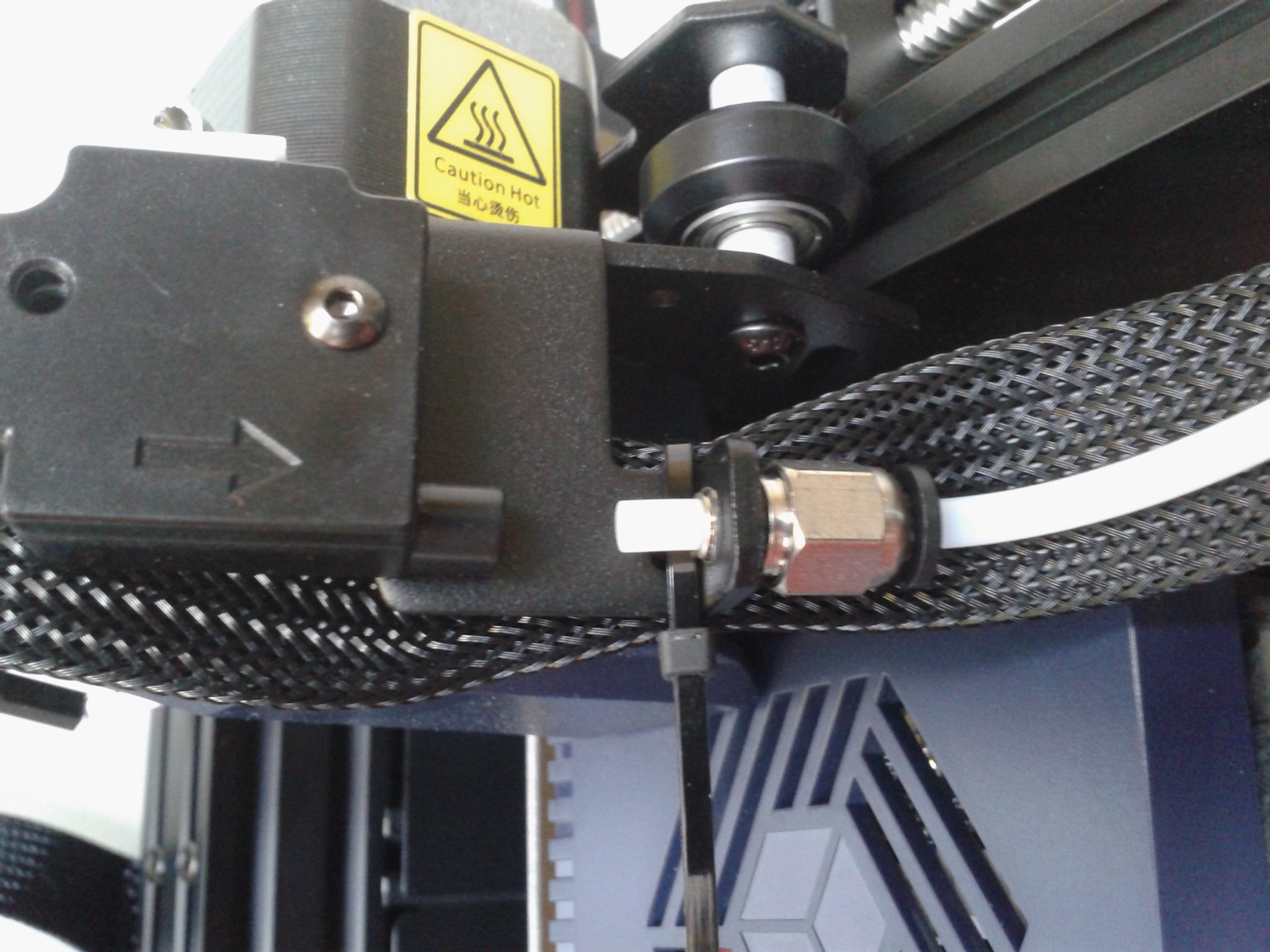
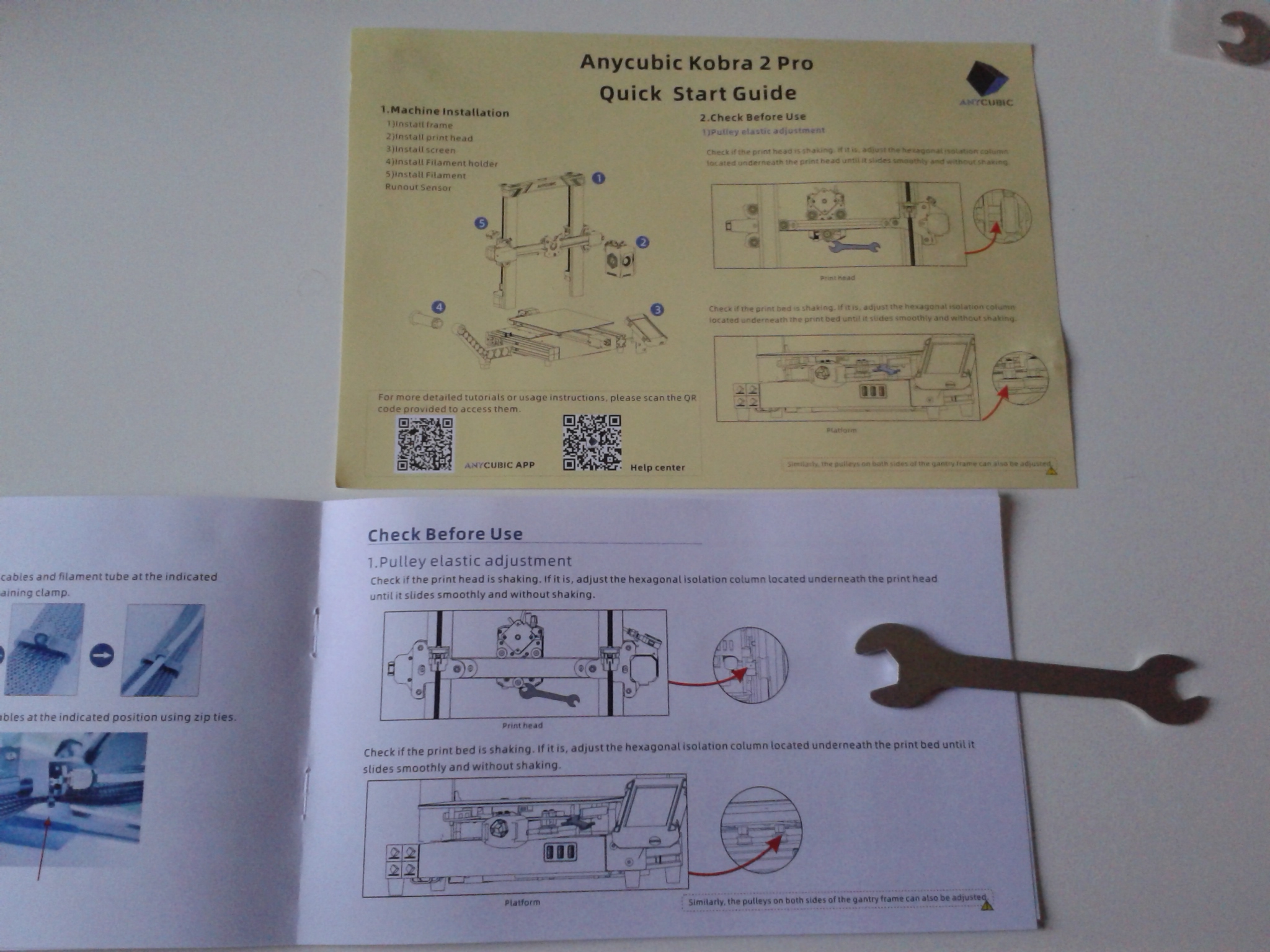
Les étapes d’assemblage me semblent bien détaillées par les illustrations du manuel papier (en anglais) et dans la vidéo officielle de déballage et de mise en fonction. Je ne vais donc pas rentrer dans les détails mais juste mettre quelques photos prises lors de l’assemblage de la Kobra 2 Pro.
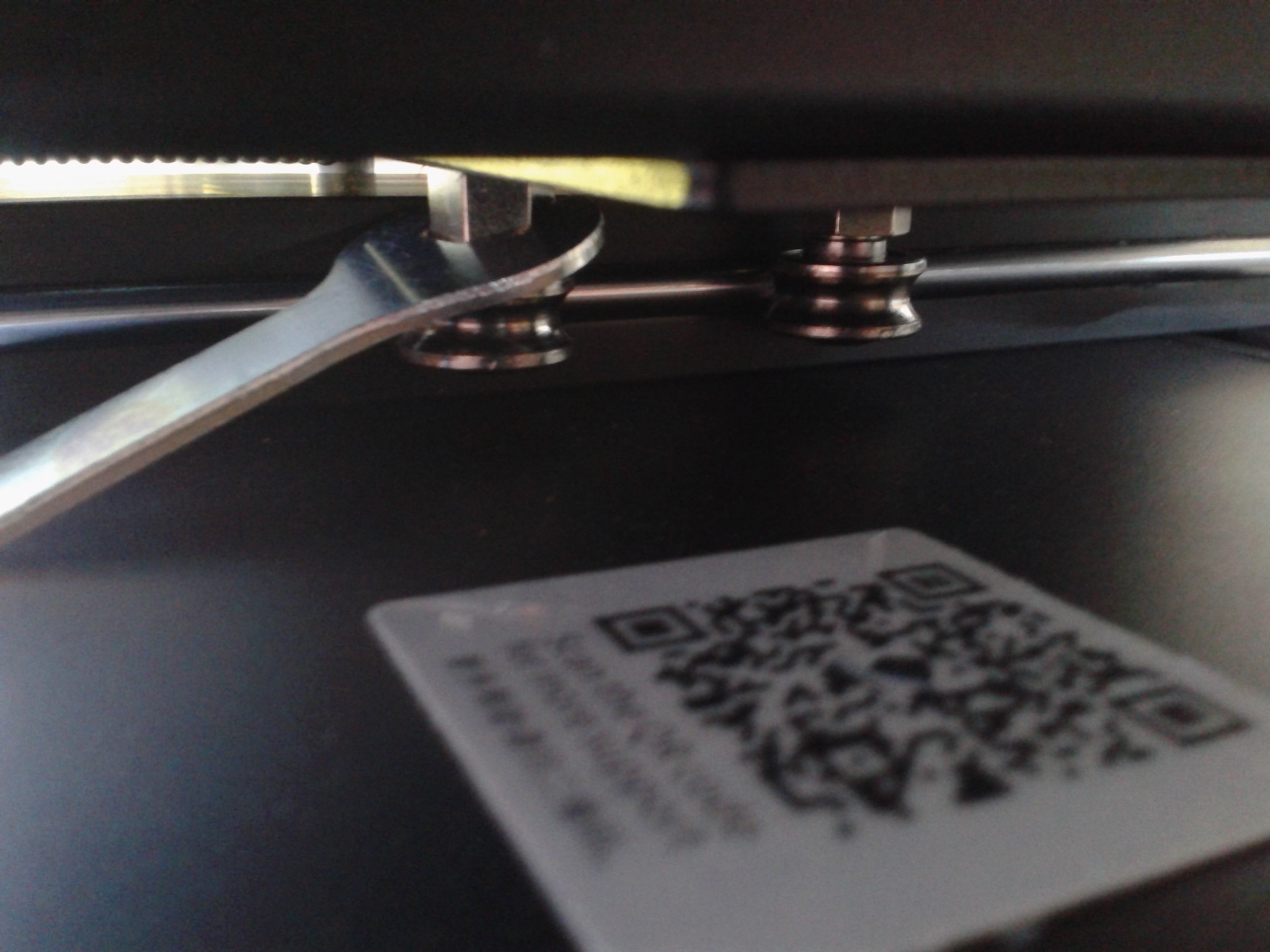
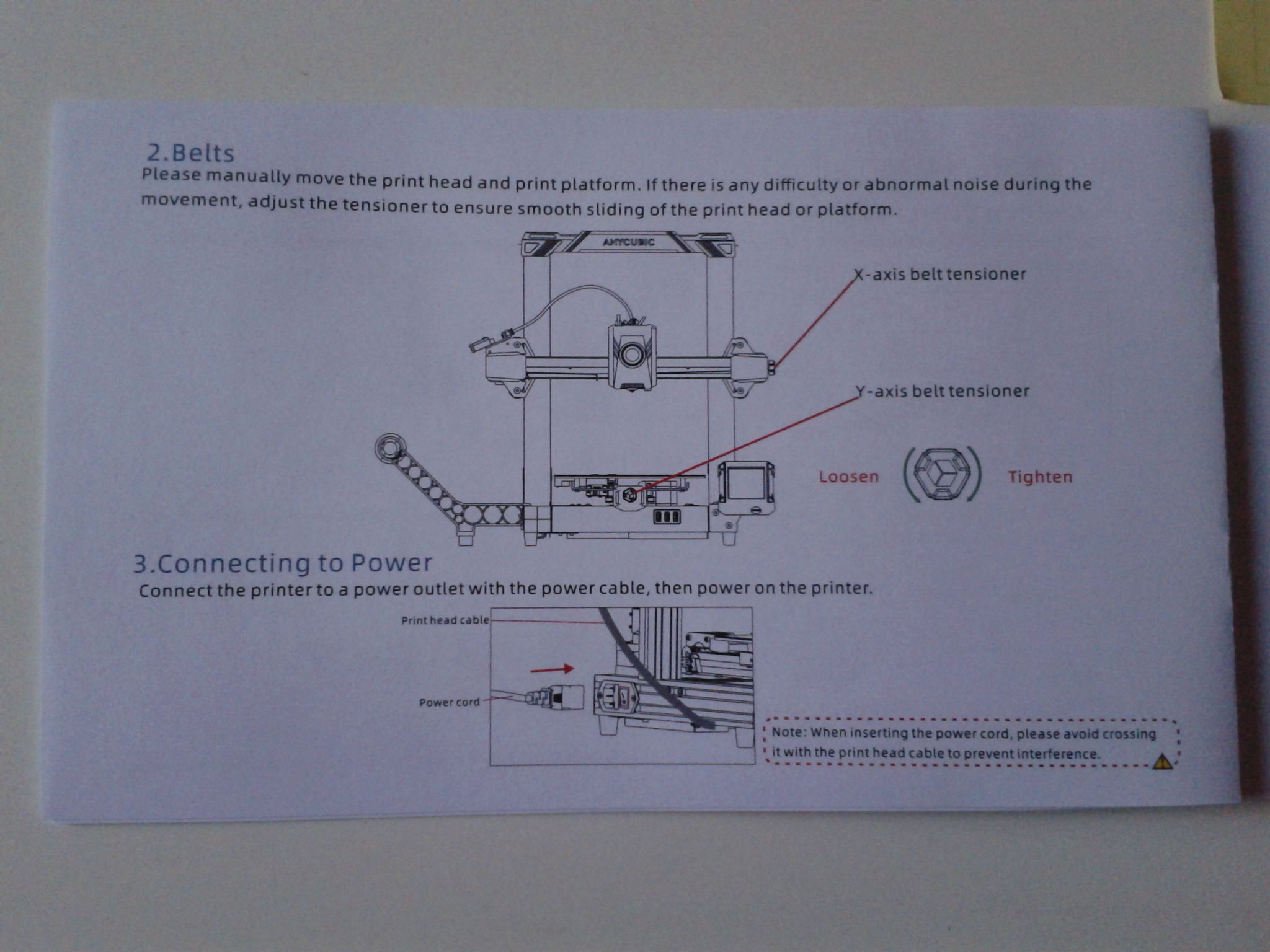
Il s’agit de mettre en place le portique, la tête d’impression, l’écran, le porte bobines, le faisceau de câbles et de connecter chaque élément. Aussi vérifier que chaque axe se déplace sans résistance, de manière fluide et stable (ajustement des écrous excentriques). Vérifier la tensions des courroies et éventuellement nettoyer et lubrifier les guides, galets et tiges filetées.

















Mise en route de la Kobra 2 Pro
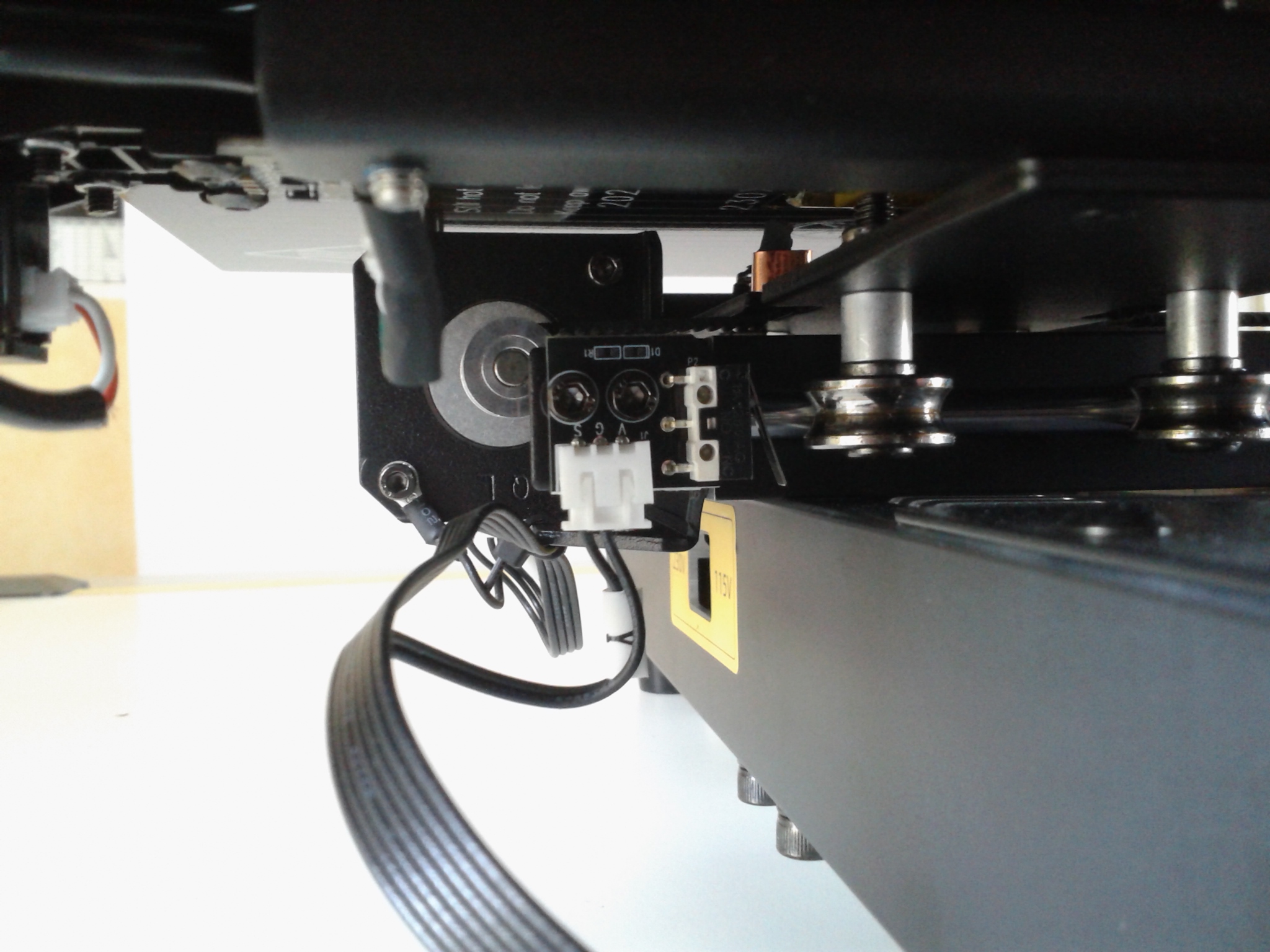
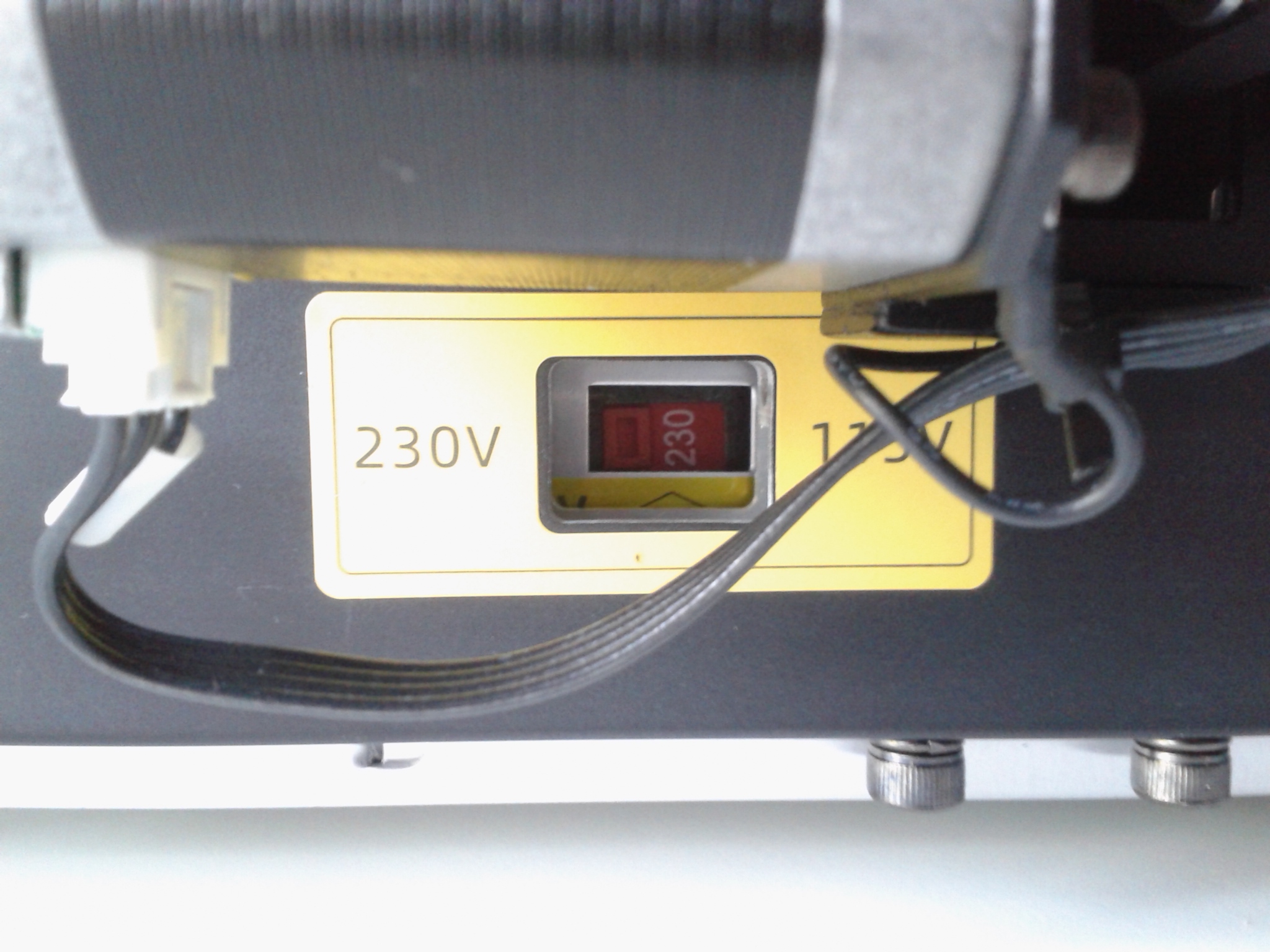
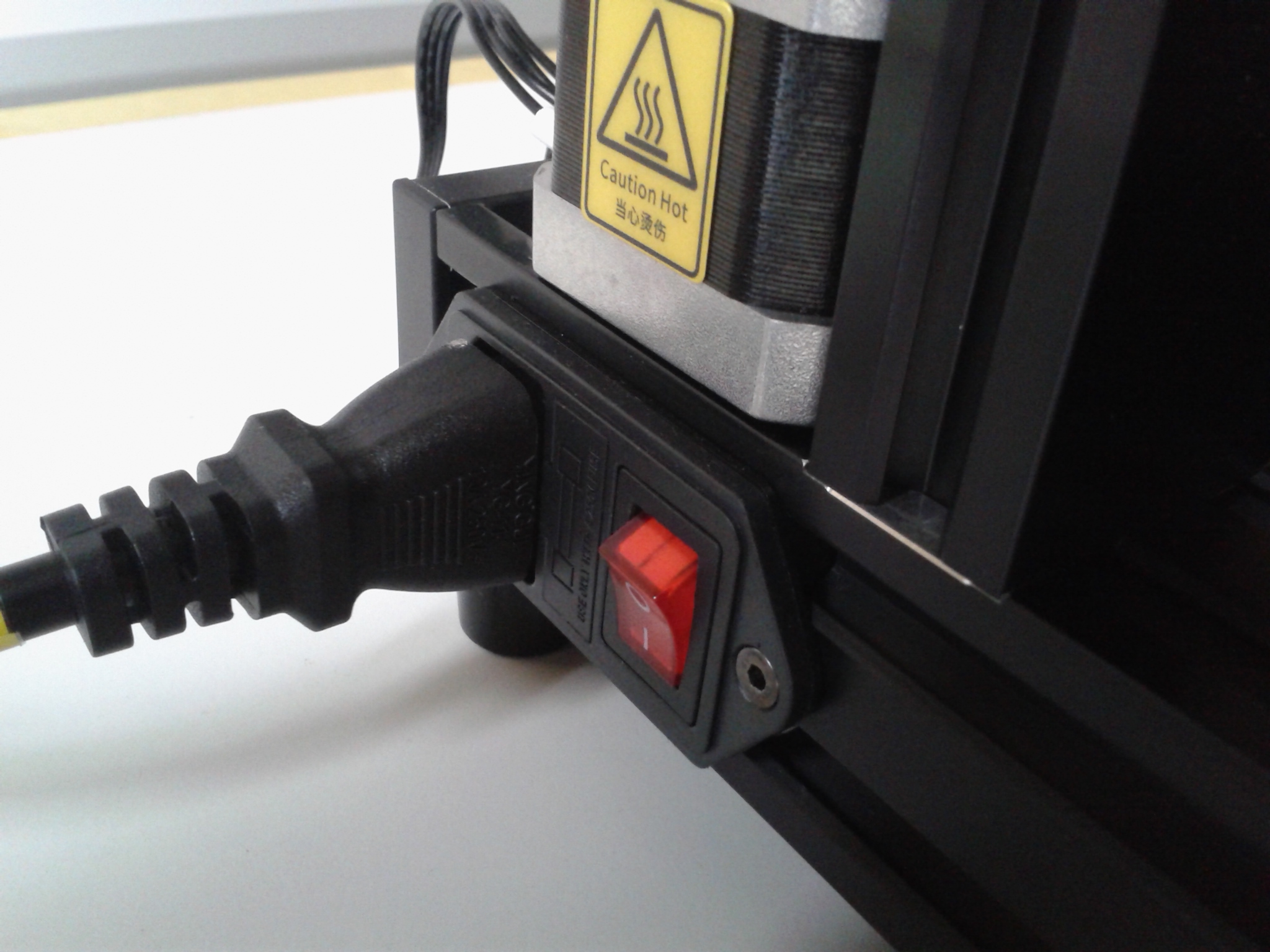
Vérifier la position du sélecteur de tension du bloc d’alimentation avant de connecter la prise électrique et d’allumer la machine.
Vérifier le bon fonctionnement du capteur inductif, une LED bleu témoin doit s’allumer quand on approche un objet métallique.


Au premier démarrage, nous sommes guidés par l’assistant Anycubic qui propose de choisir la langue, le serveur cloud et la connexion à notre réseau Wi-Fi. Le “Start Operation Guide” permet ensuite de vérifier le bon fonctionnement de la machine, d’effectuer le leveling et la détermination automatique du Z-Offset, le tout en quelques minutes.


Logiciel slicer
Le programme Anycubic Slicer v1.1.0 est disponible sur la clé USB fournie, ou télécharger la version 1.1.5 disponible sur le site d’Anycubic. Ce trancheur embarque un profil pour l’imprimante Kobra 2 Pro mais avec une seule qualité d’impression (hauteur de couche 0.2 mm). De plus, bien noter que “Anycubic Slicer” utilise “Arc Welder” en post-traitement, pour réduire la charge du microcontrôleur (MCU) de l’imprimante sur des suites rapides d’instructions g-code courtes.
Aucun envoi de commande ou de fichier d’impression n’est possible par Wi-Fi depuis le réseau local. Cela devrait normalement être possible via l’utilisation de l’application mobile Anycubic (pour smartphones Android ou Apple), donc via leur cloud. Mais, à ce jour, cette application ne prend pas encore en compte les imprimantes FDM de la marque. Elle devrait cependant bientôt être mise a jour (“Q4 2023”) pour le permettre.
Un bug m’est apparu avec les firmwares <=1.12.0 de l’imprimante : gèle de l’impression en cours. Pas de mouvement machine et sur l’écran de la Kobra : pas de progression, température cible à 0°C… Échec de l’impression.
Ce bug semble corrigé dans le firmware 2.1.2 (obtenus par le support d’Anycubic). De même, cette version du firmware permet la prévisualisation de la vignette embarquée et des informations de vos fichiers d’impression.
Pour Prusa Slicer, un fichier .ini avec un profil d’imprimante et de qualité d’impression PLA, PETG, TPU et ABS disponible sur la clé USB fournie et au téléchargement sur le site Anycubic. Pour trouver les dernières versions, aller sur cette page -> “Kobra 2 serie” -> “Kobra 2 Pro” -> “Suggested Parameters Profiles”.
Avec Ultimaker Cura, des profils de qualité d’impression PLA, PETG, TPU et ABS sont disponibles au téléchargement sur le site d’Anycubic, avec un guide en anglais pour les mettre en place via la création d’un profil d’imprimante “Custom” modifié pour la Kobra 2 Pro. Il faudra aussi penser a installer le plugin ArcWelder via le marché en ligne de Cura (et après avoir installé le plugin, il faudra cocher “Arc Welder” dans les paramètres “Mode spéciaux” sous Cura).
Impression de test (PLA)
Comme la Kobra 2 Pro dispose d’une mémoire interne de 8 Go, il n’y a pas de fichiers de test sur la clé USB fournie. Les fichiers gcode sont déjà sur la machine : menu “Print” -> sous-menu “Local” -> dossier “Test Model” .


Remarques : je n’ai pas trouvé de méthode pour copier les fichiers de test de la mémoire interne vers une clé USB afin de pouvoir les regarder en détails mais il semble possible de les extraire d’un fichier de mise à jour du firmware “update.swu” (archive CPIO) : en extraire le fichier “rootfs” (système de fichier squashfs) puis dans le répertoire “/app/resources/test_model”.
Sur la machine, il ne semble pas y avoir la possibilité d’effacer les fichiers de tests (dossier protégé), contrairement aux fichiers d’impression qui seront copiés plus tard dans la mémoire interne depuis une clé USB ou par l’app Anycubic Cloud.

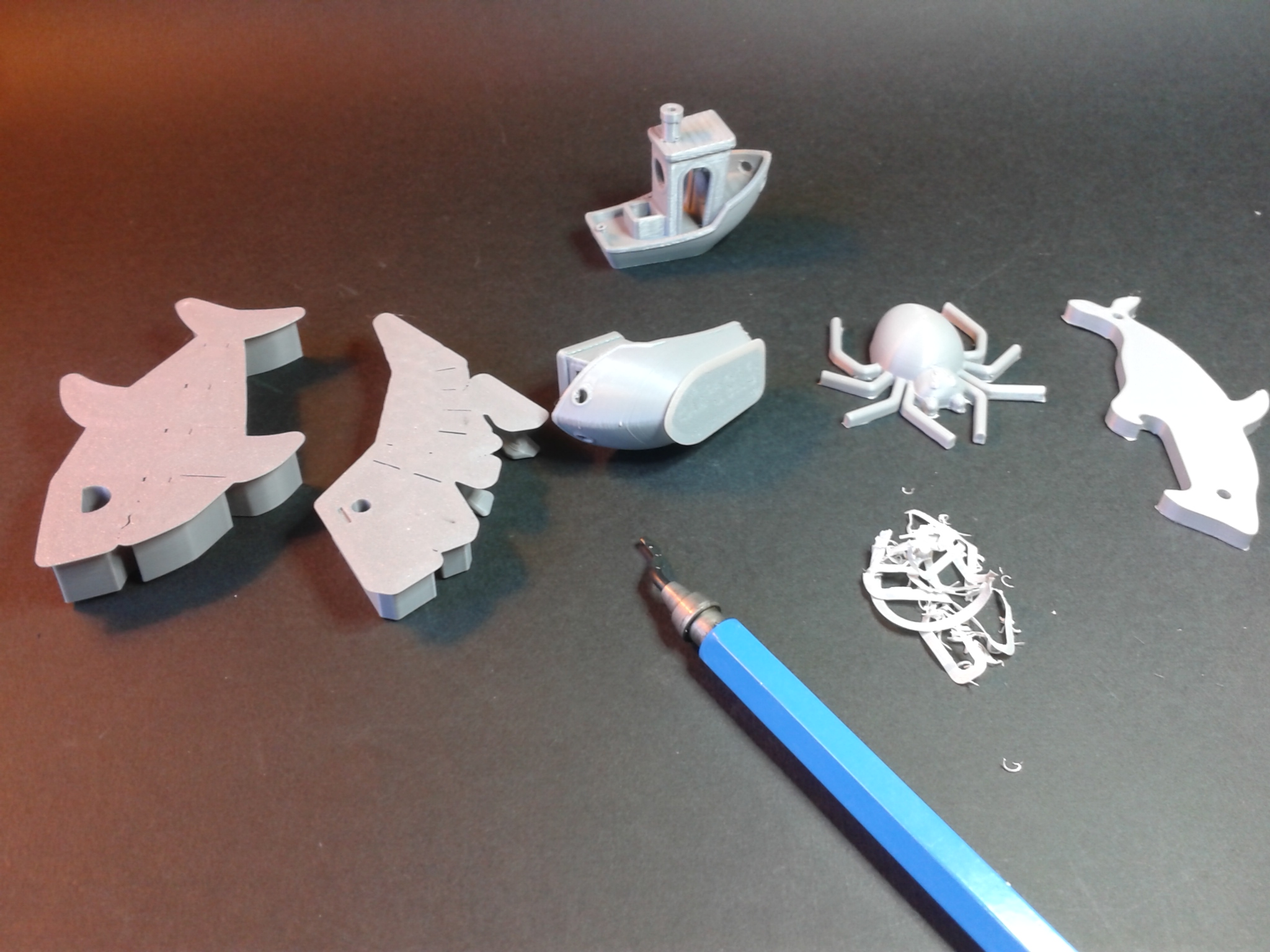
Filament utilisé Anycubic PLA Haute Vitesse (“PLA High Speed”) pour l’ensemble des impressions des modèles 3D de test.
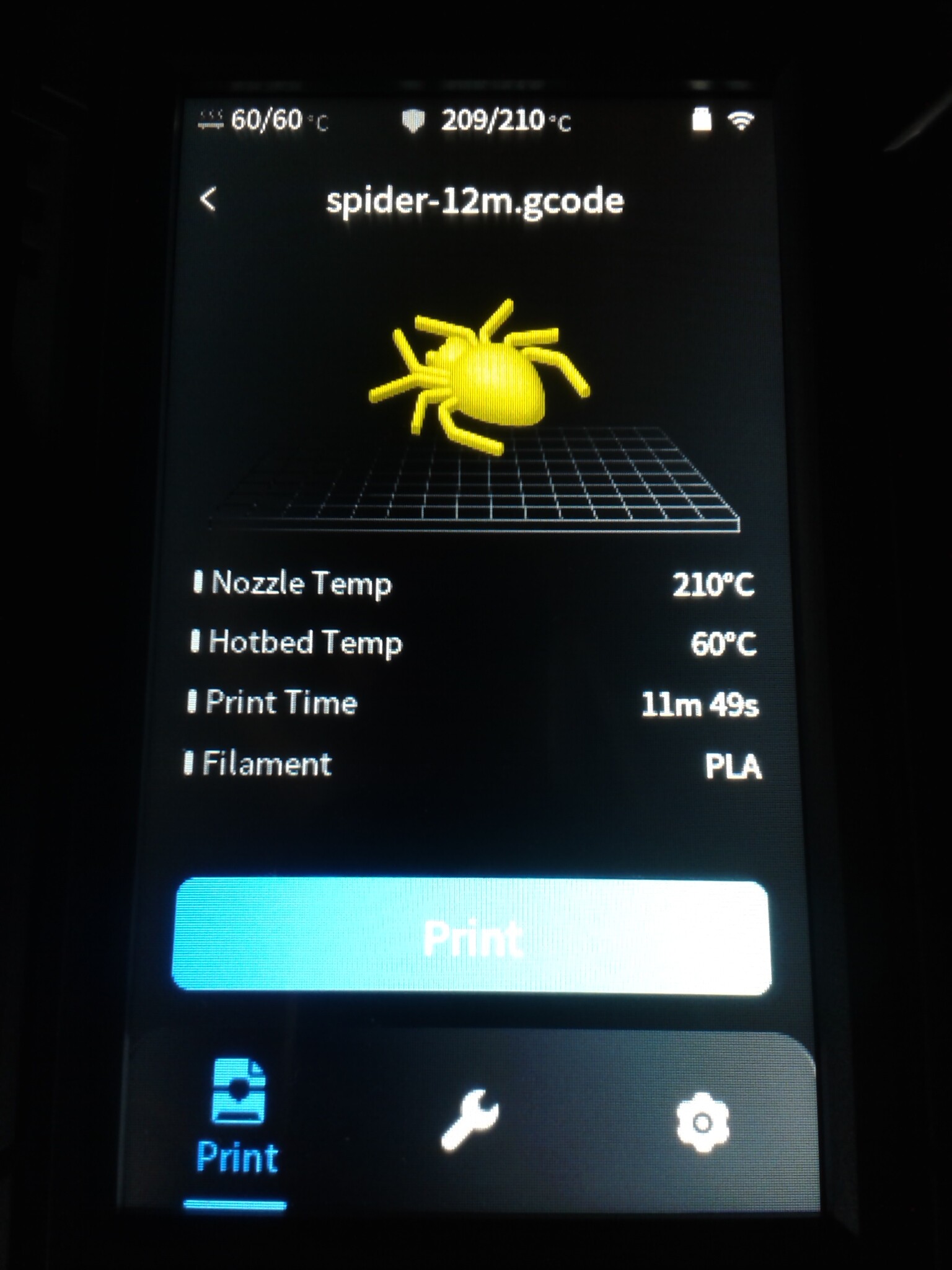
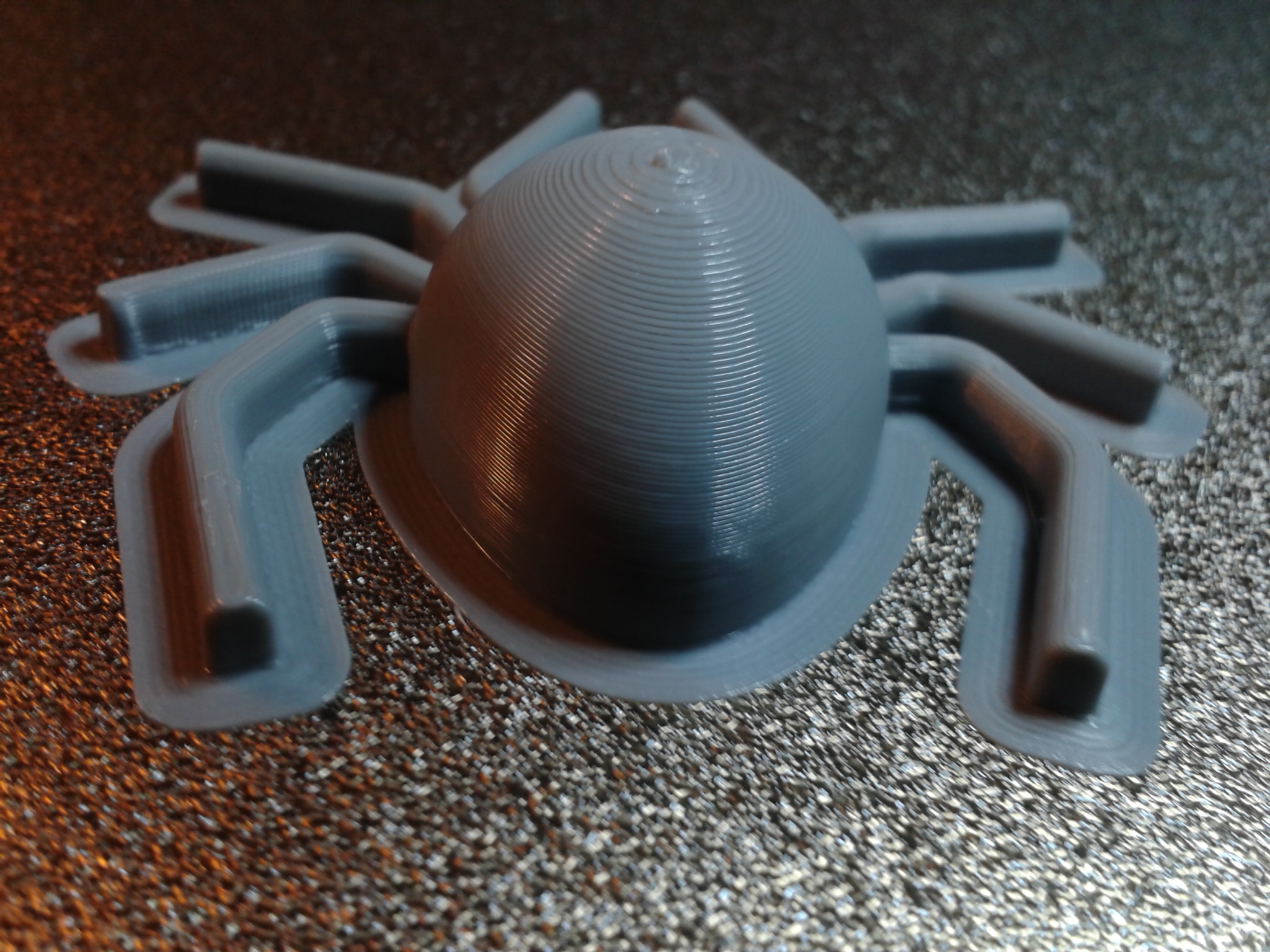
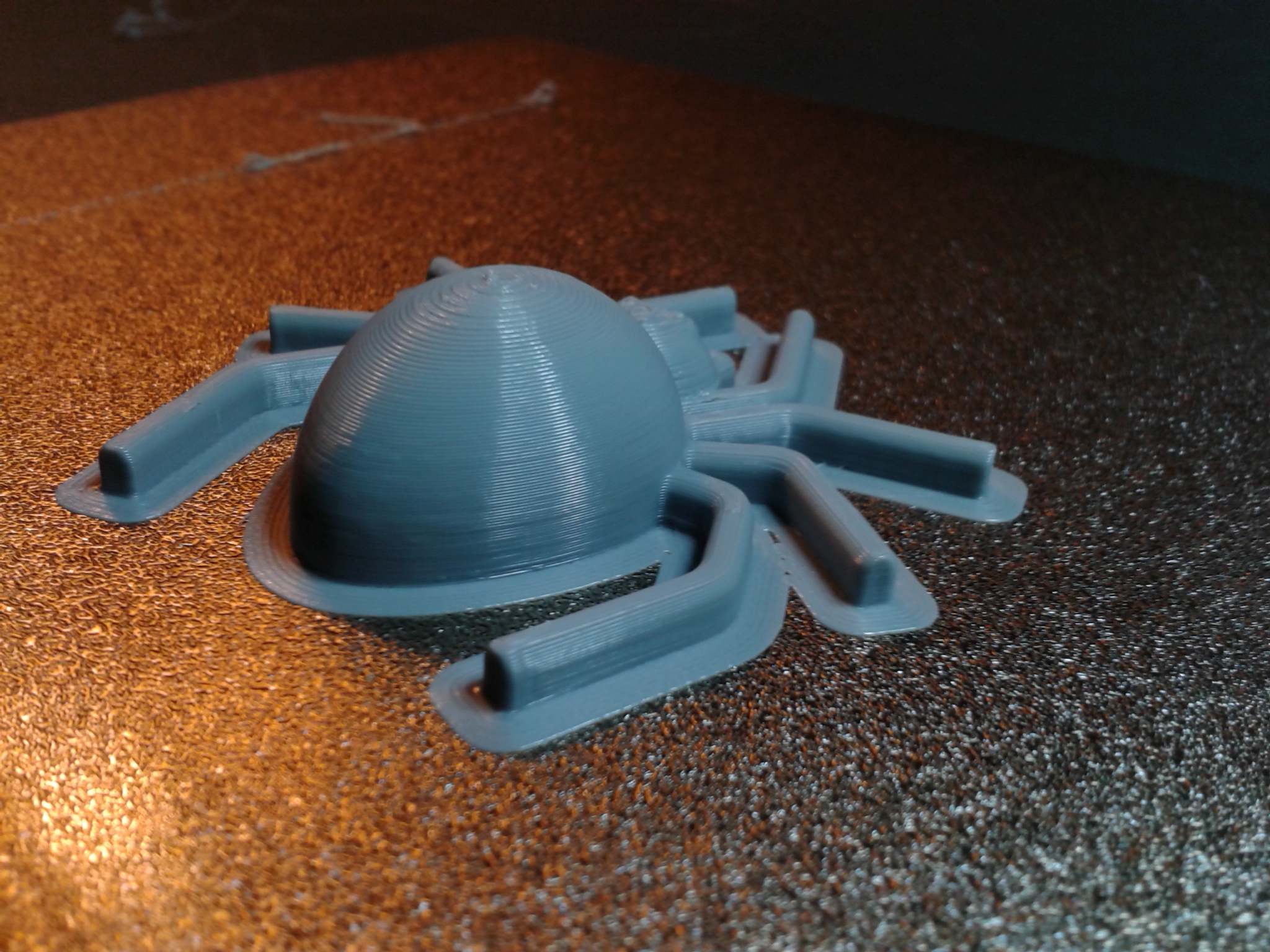
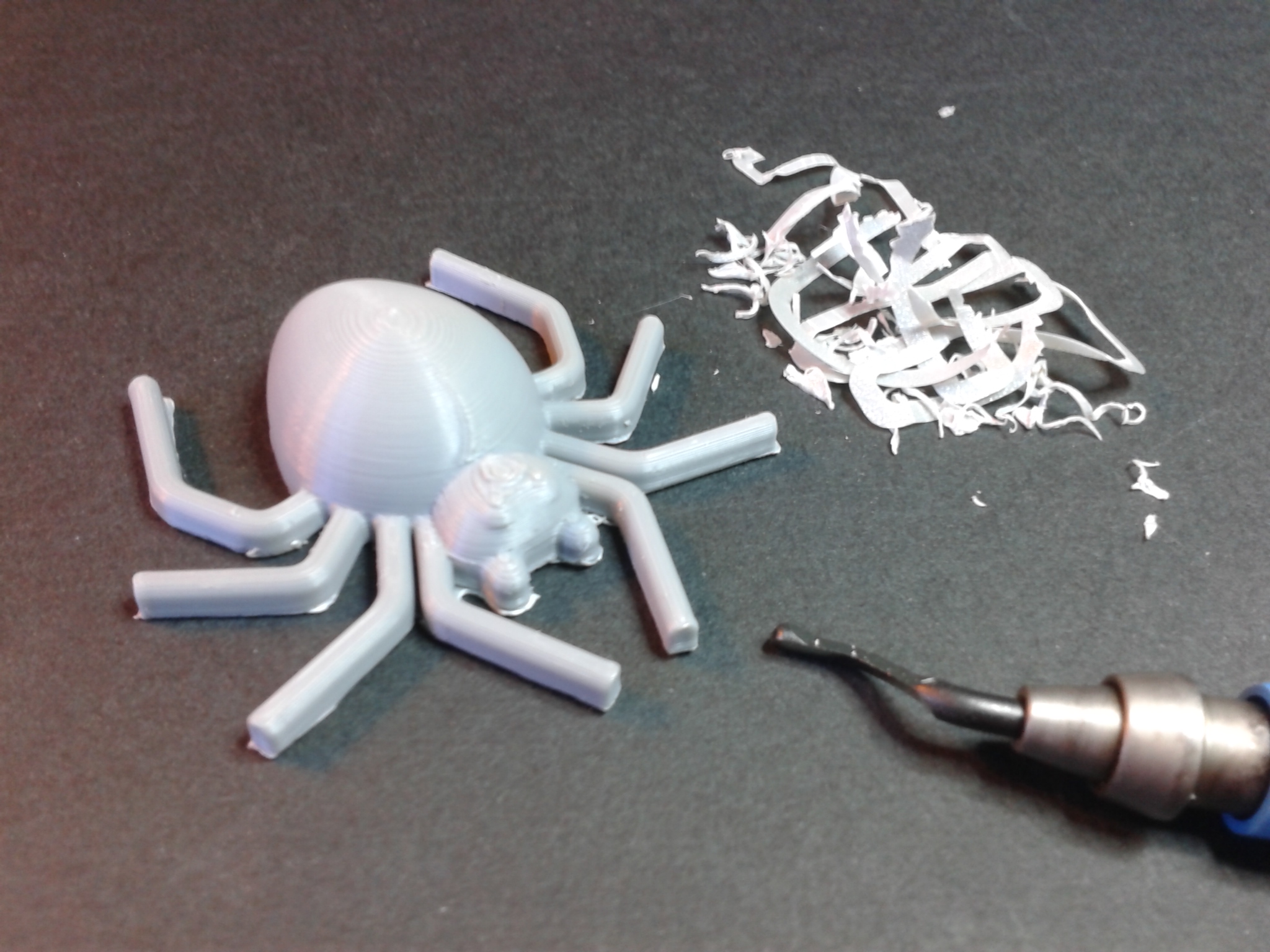
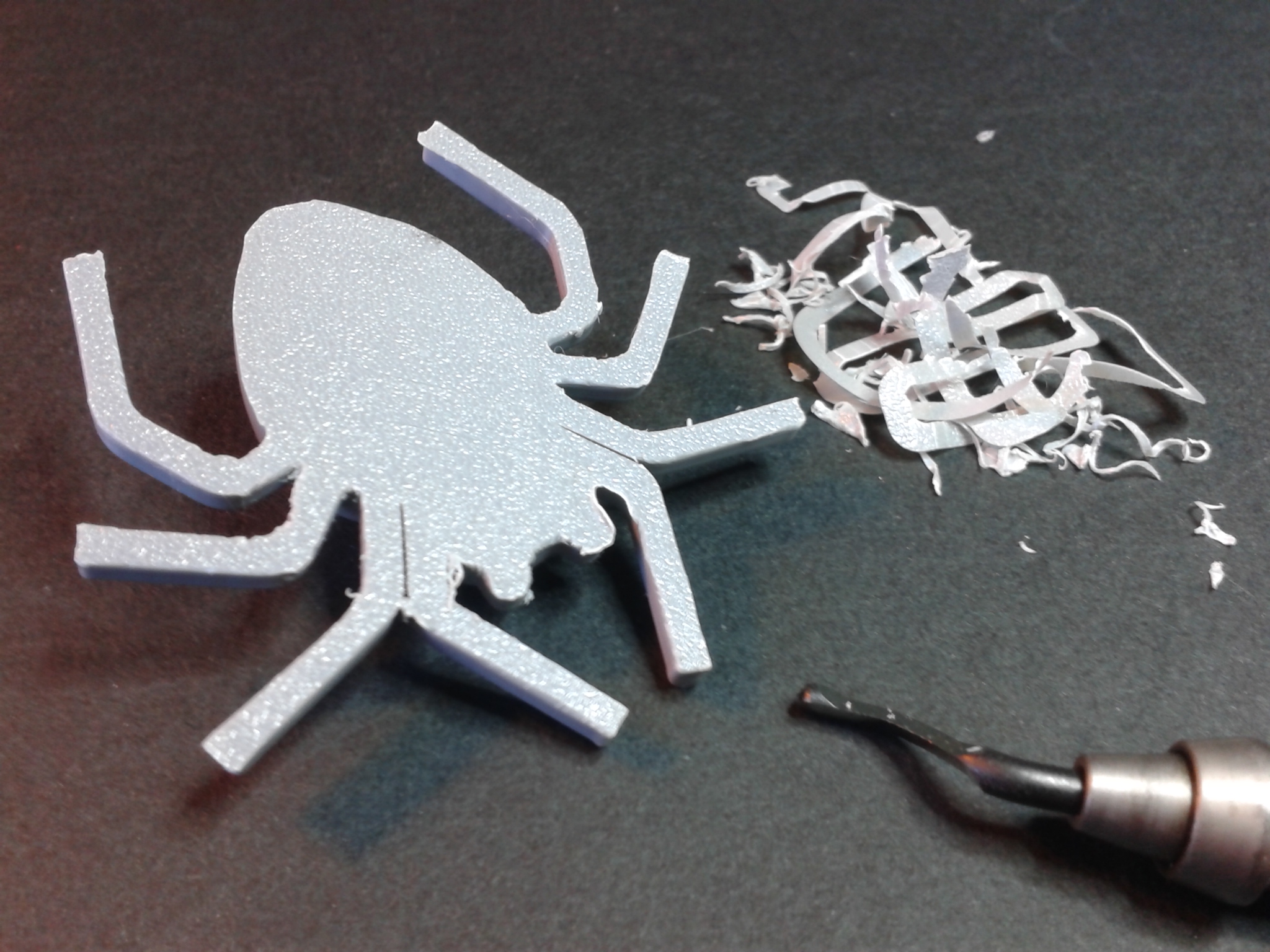
“Spider-12m.gcode” environ 12 minutes d’impression :

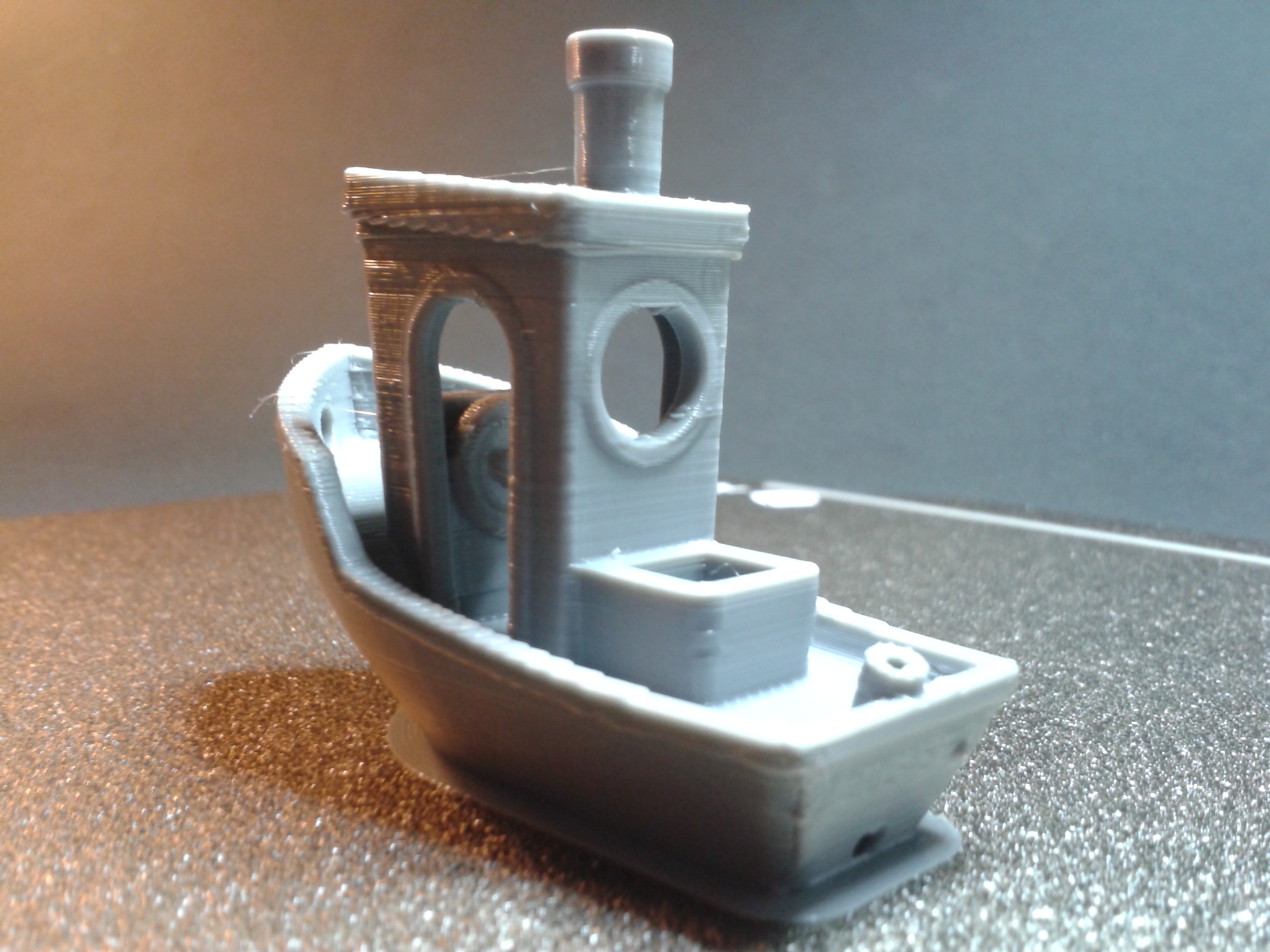
“Benchy-27m.gcode” environ 28 minutes d’impression :

“Dinosaur-34m.gcode” environ 35 minutes d’impression :


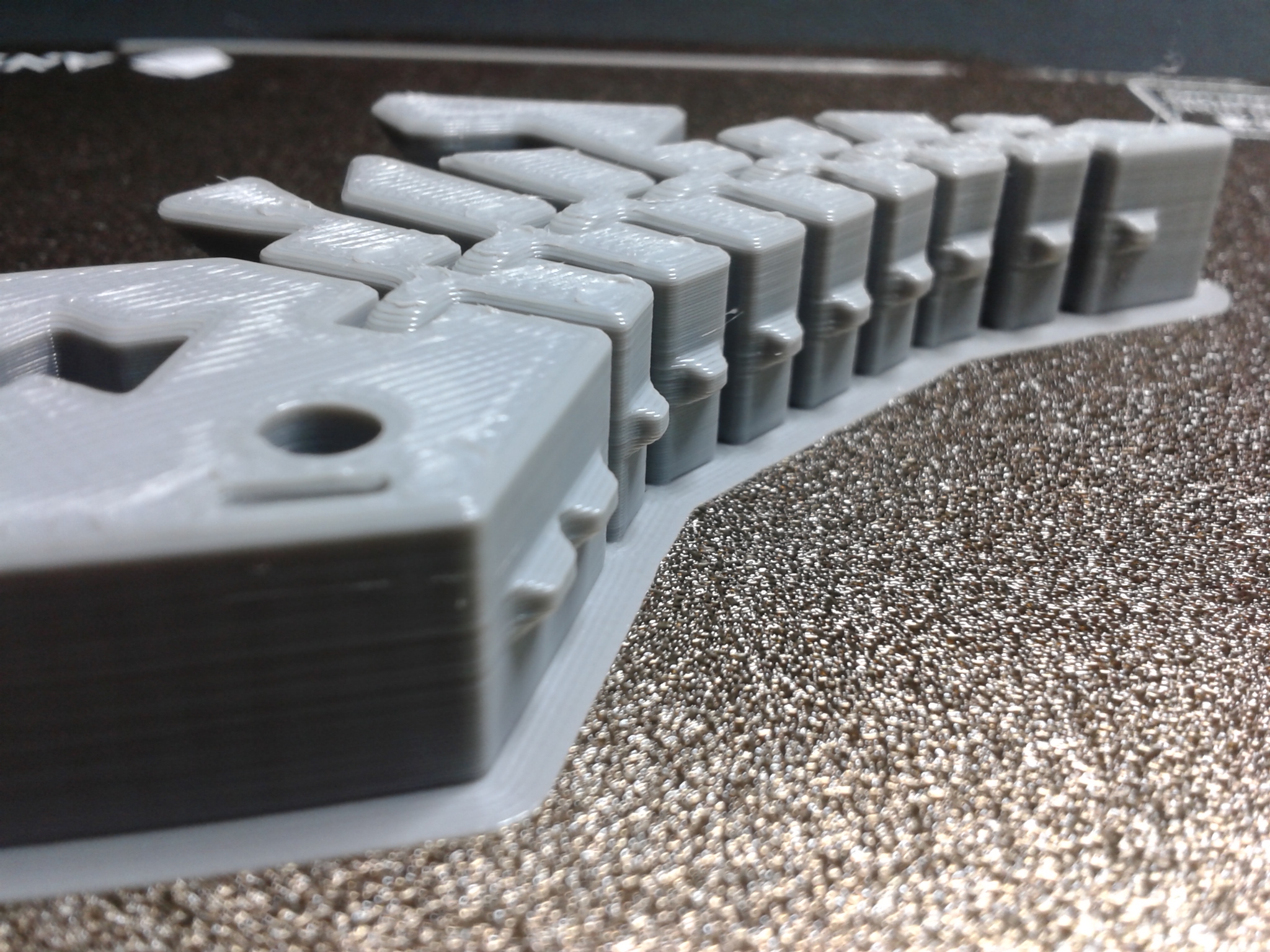
“Shark Beer Bottle Opener.gcode” environ 11 minutes d’impression :

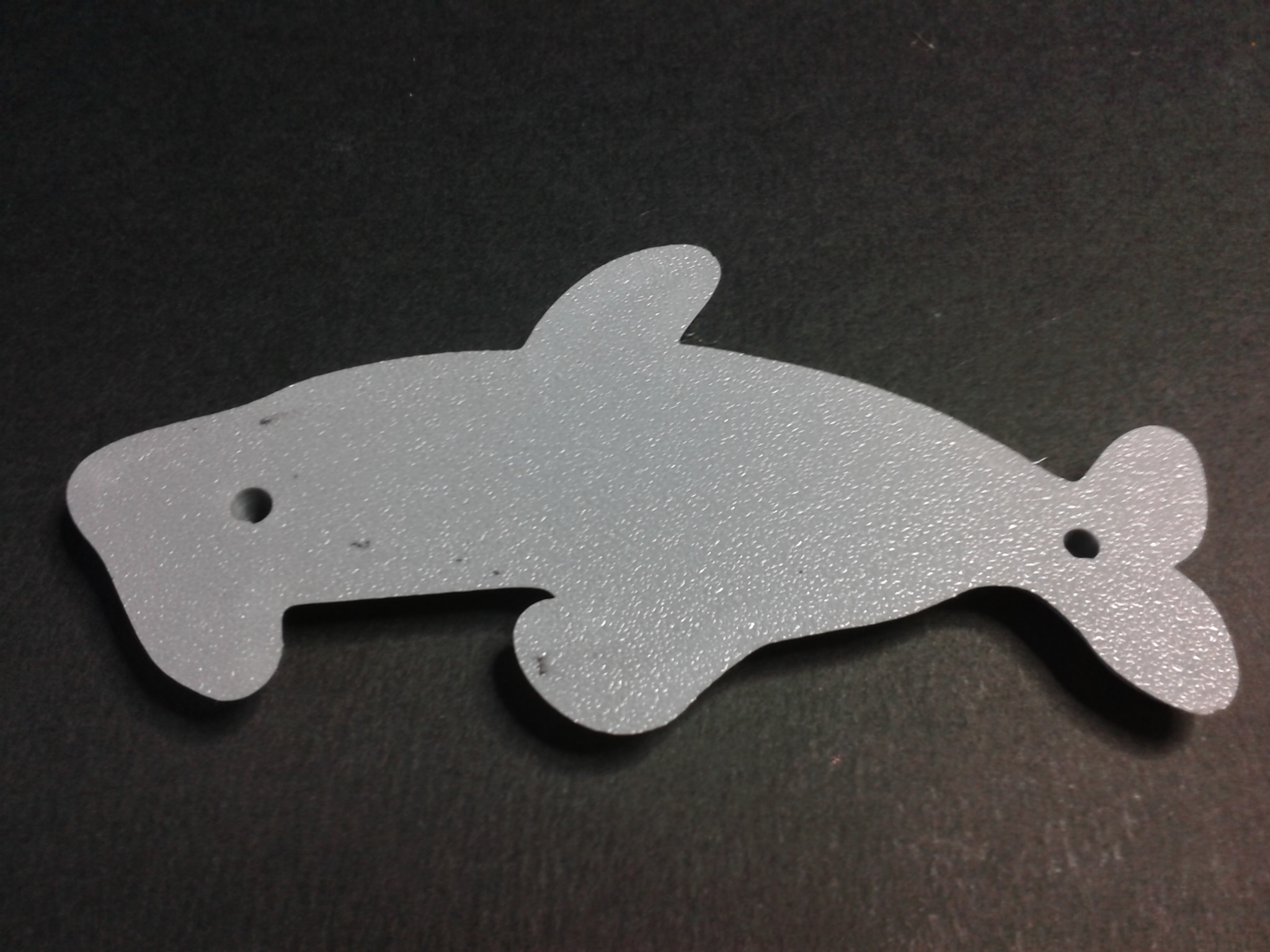
“Shark-32m.gcode” environ 33 minutes d’impression :


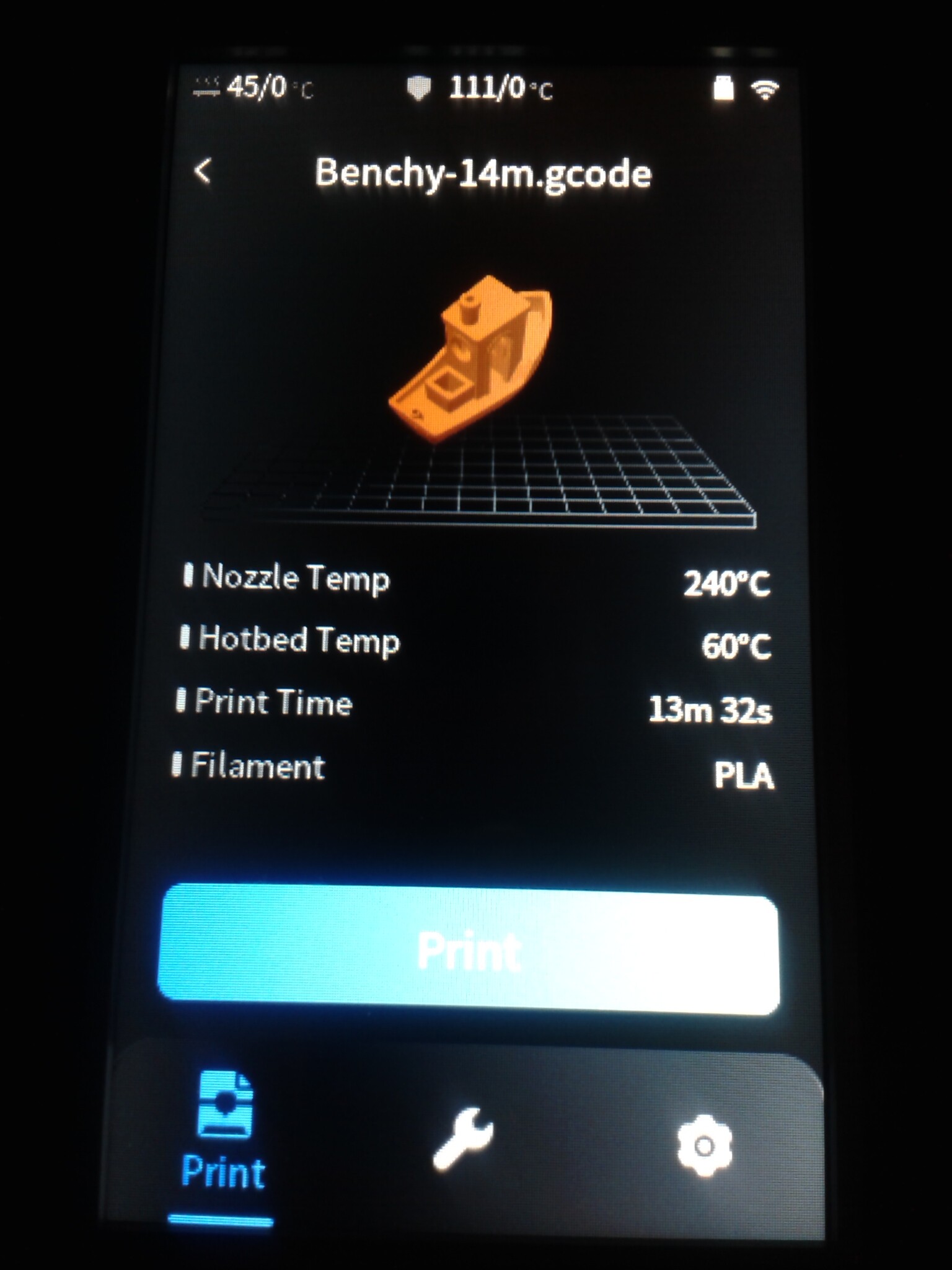
“Benchy-14m.gcode” en exactement 14 minutes et 56 secondes (buse à 240°C) :


Pour des premières impressions sur une machine fraîchement montée et mise en route, la qualité des impressions me semble très correcte.
Je peux comprendre le choix fait d’utiliser une bordure pour la majorité des impressions de tests pour garantir une parfaite adhérence plateau mais ce n’est pas spécialement agréable d’avoir à sortir l’ébavureur pour complètement enlever cette bordure de l’objet imprimé, surtout pour l’araignée.
D’autres impressions en PLA
Sauf indications contraire, l’ensemble des impressions suivantes ont été tranchées avec “Anycubic Slicer” (v1.1.0 ou v1.1.5 sous Windows) avec le profil de qualité d’impression standard “0.20 mm” (hauteur de couche 0.2 mm, buse 215°C, plateau 60°C, vitesse d’impression 300 mm/s).
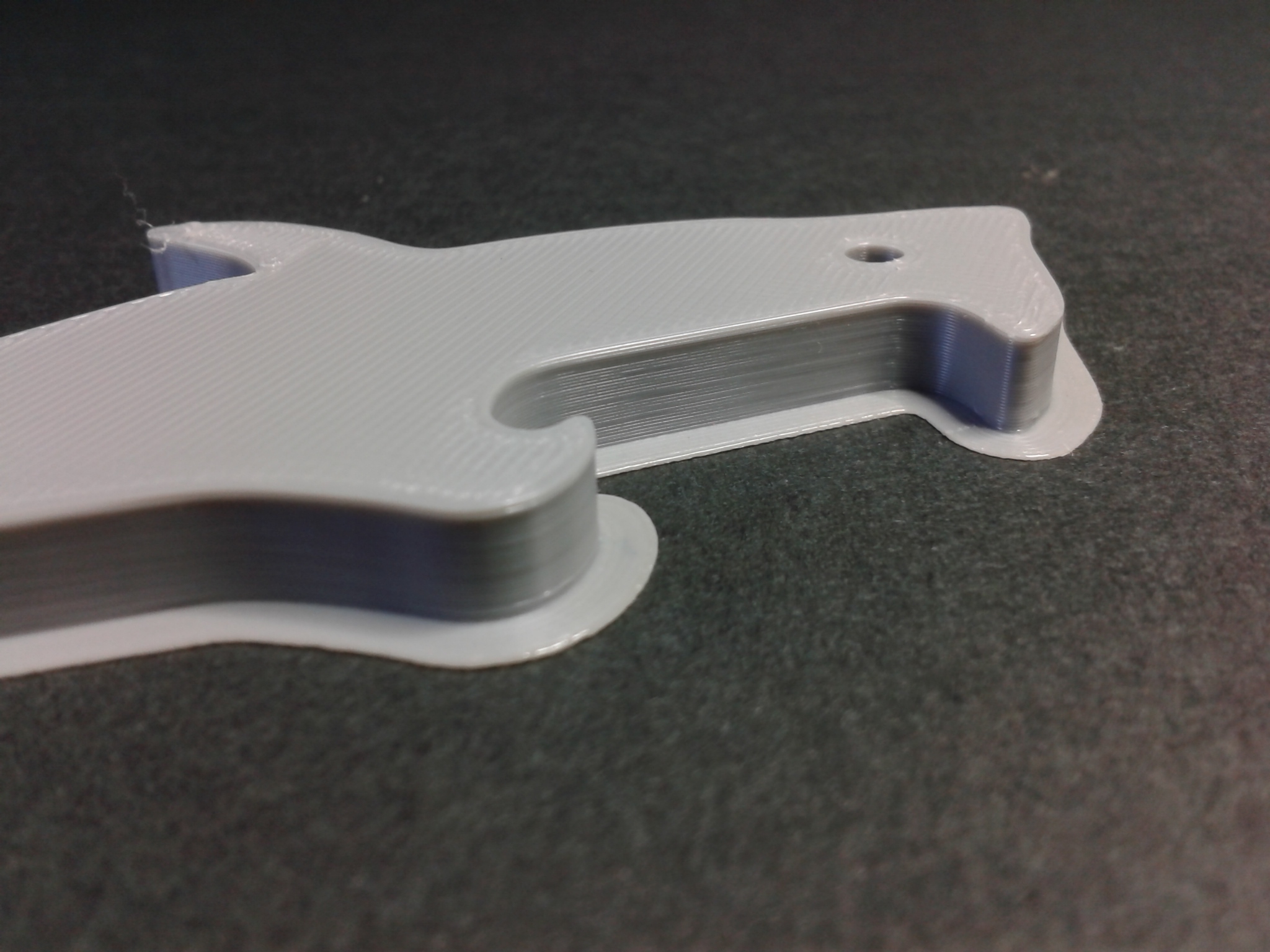
“Clipper – Articulated Dolphin“, filament PLA Bleu métallisé ArianePlast, environ 2h37 d’impression :

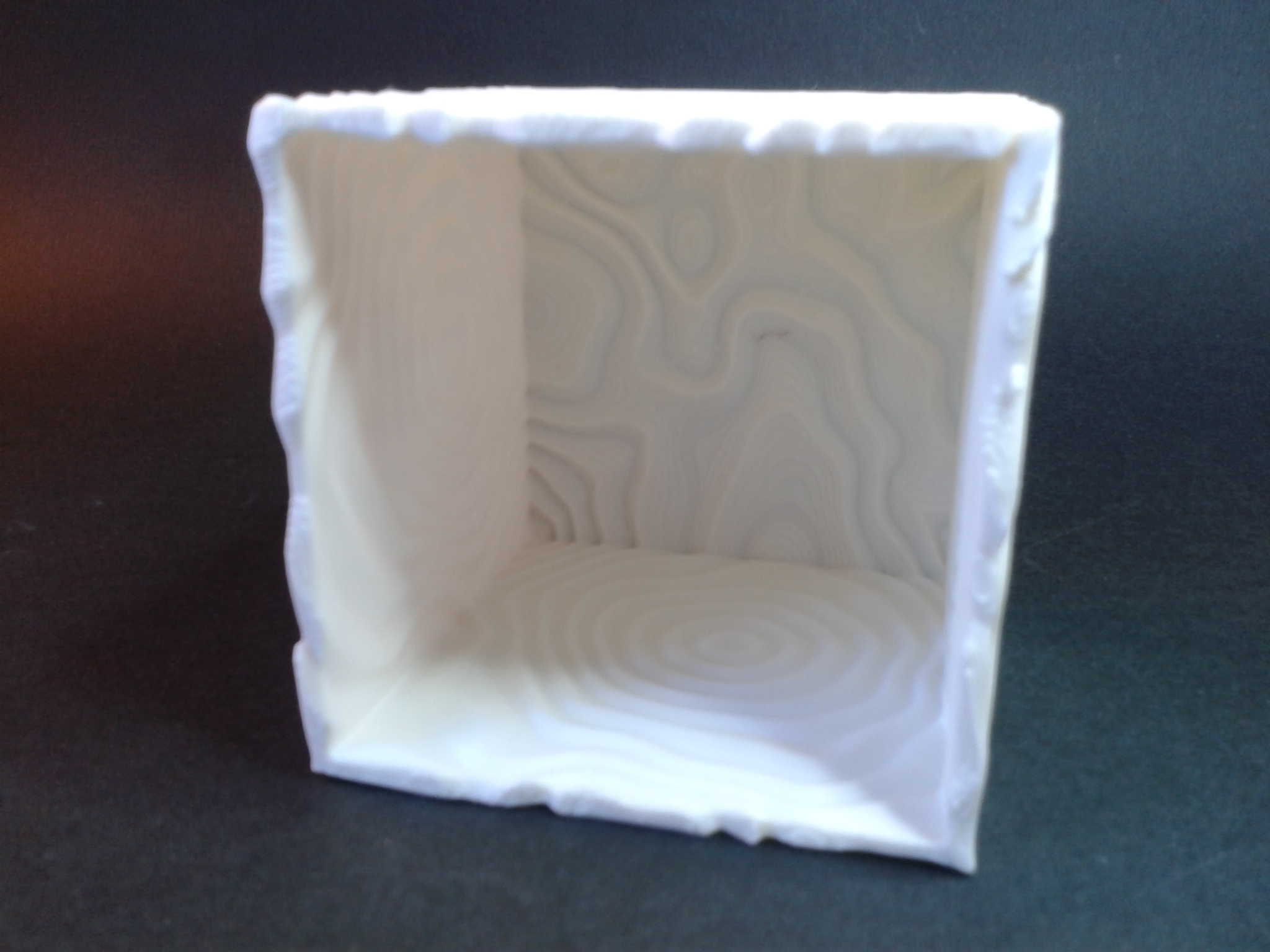
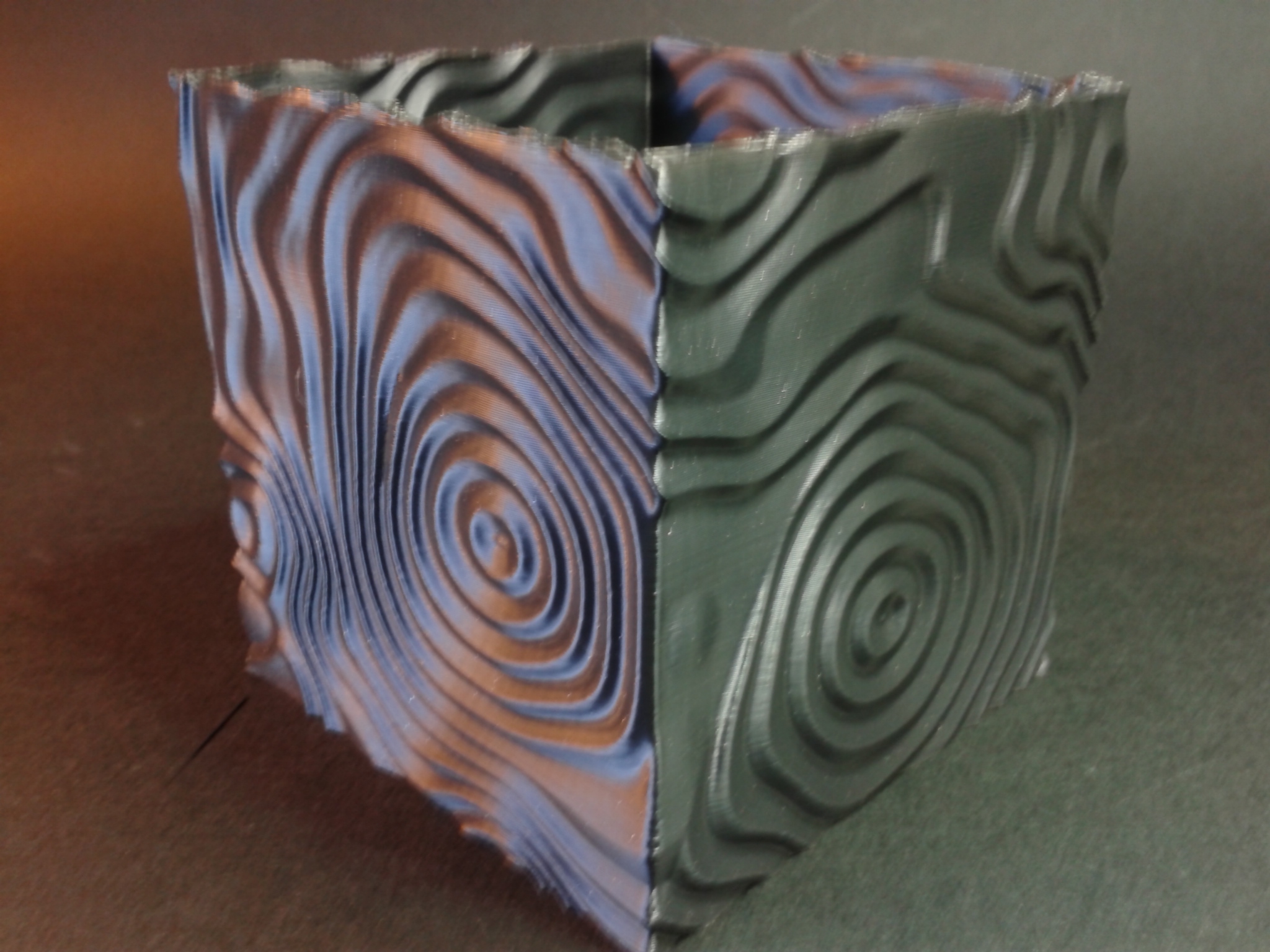
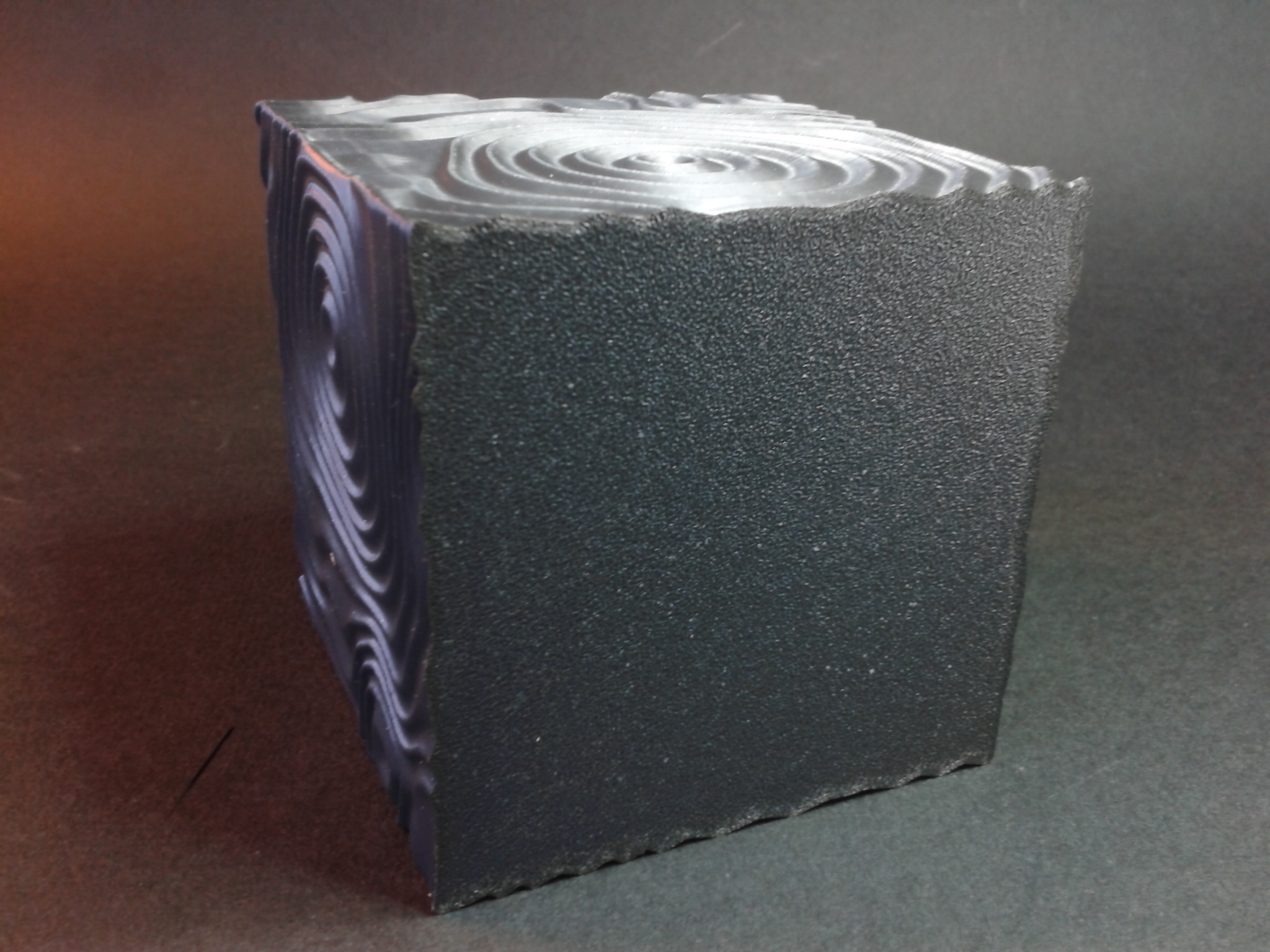
“Ripple Vases (Cube)” fichier “Ripple_Vase_Cube_3.stl”, filament PLA Eco blanc ArianePlast, environ 2h13 d’impression :
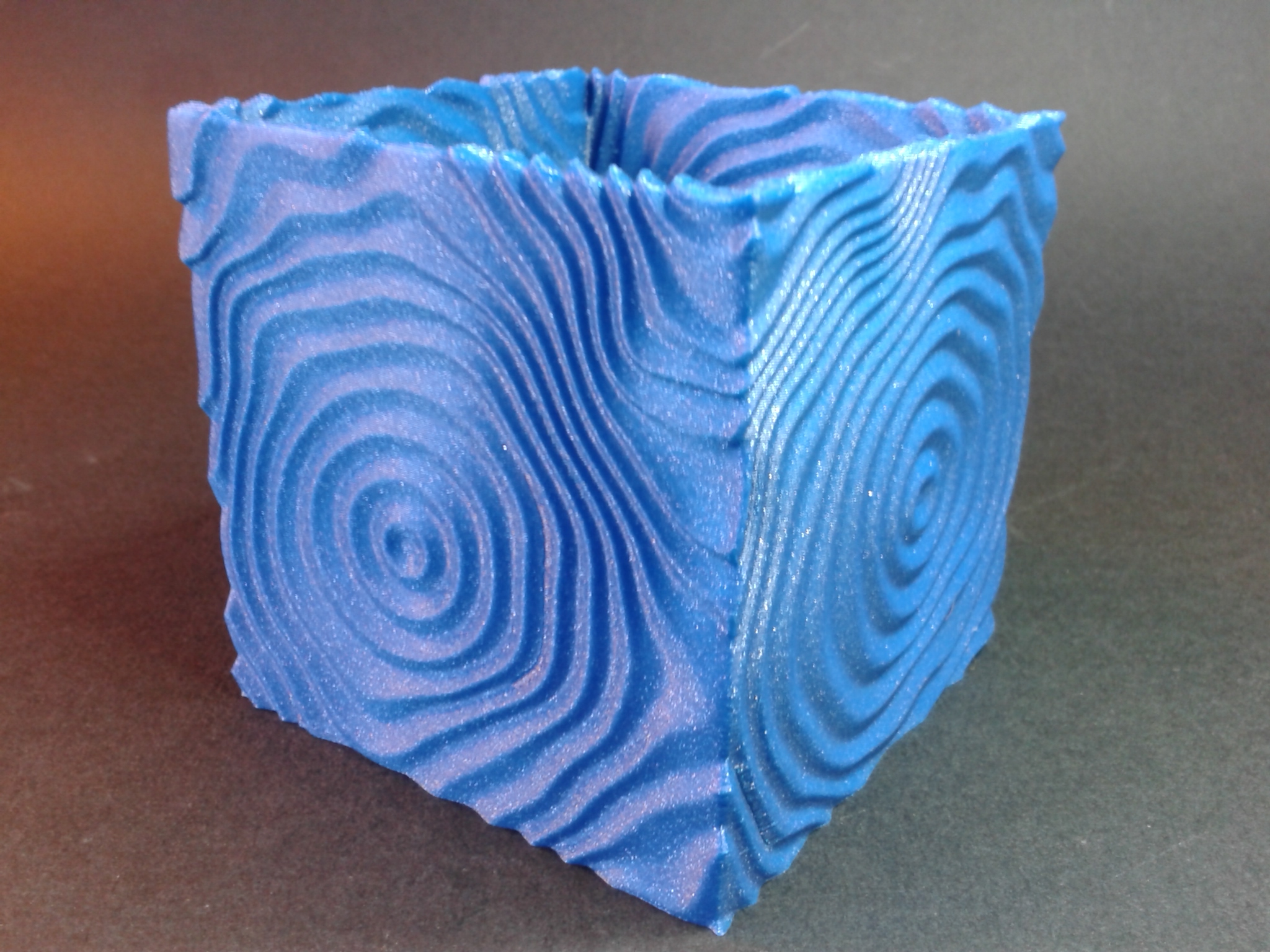
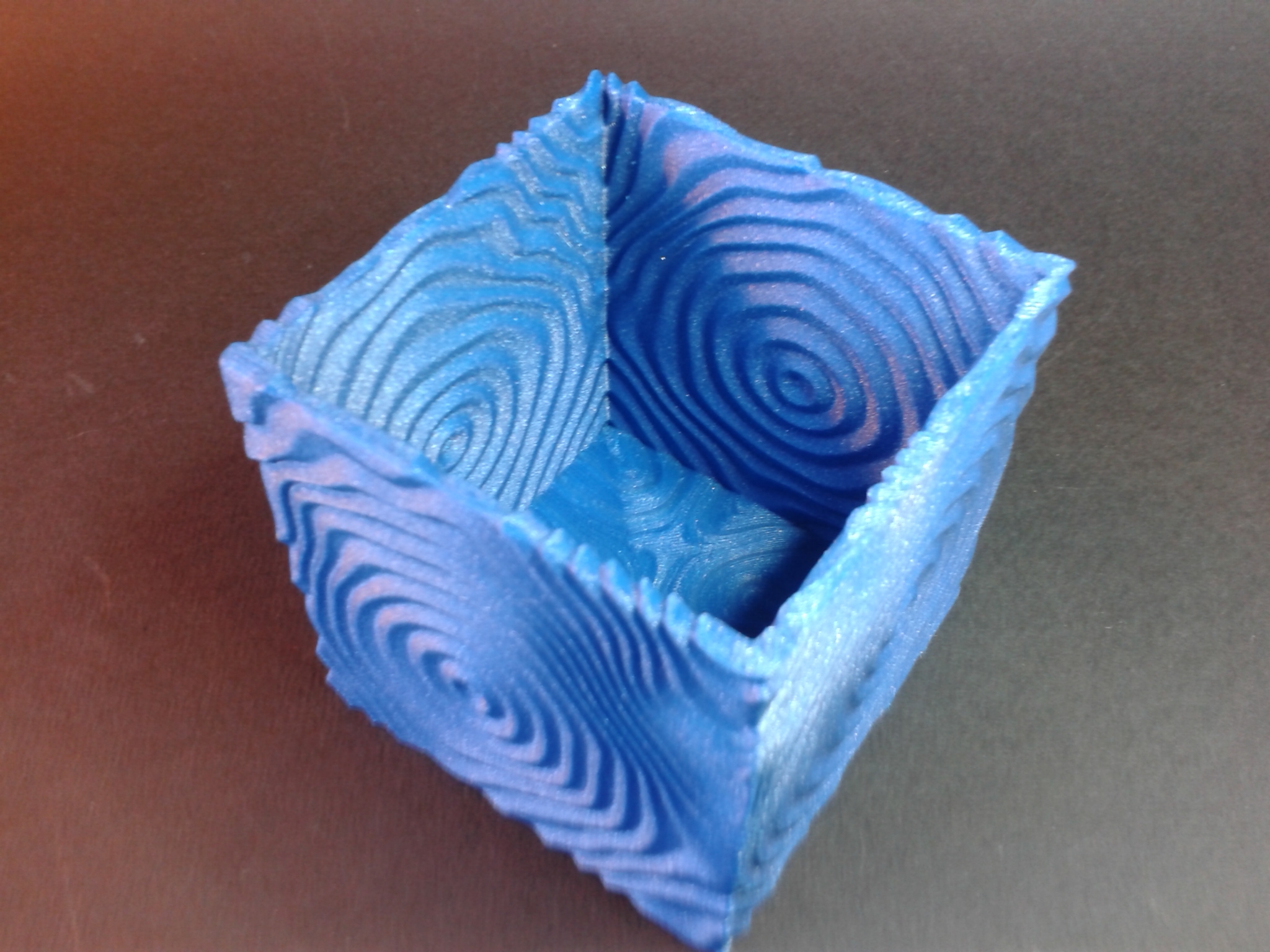
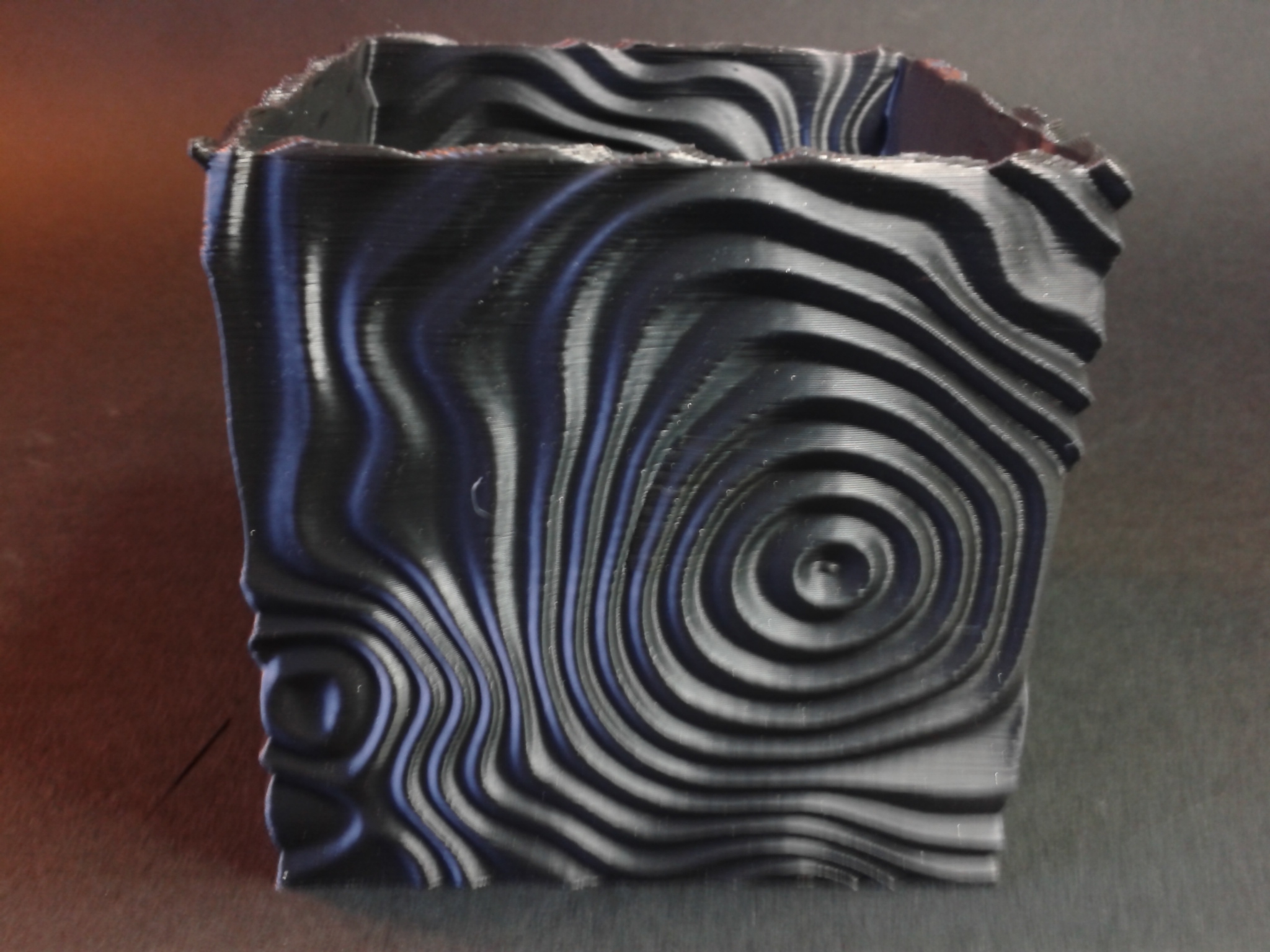
“Ripple Vases (Cube)” fichier “Ripple_Vase_Cube_2.stl”, filament PLA Bleu métallisé ArianePlast, environ 2h15 d’impression :
“Ripple Vases (Cube)” fichier “Ripple_Vase_Cube_1.stl”, filament PLA Silk Vert ArianePlast, environ 2h10 d’impression :
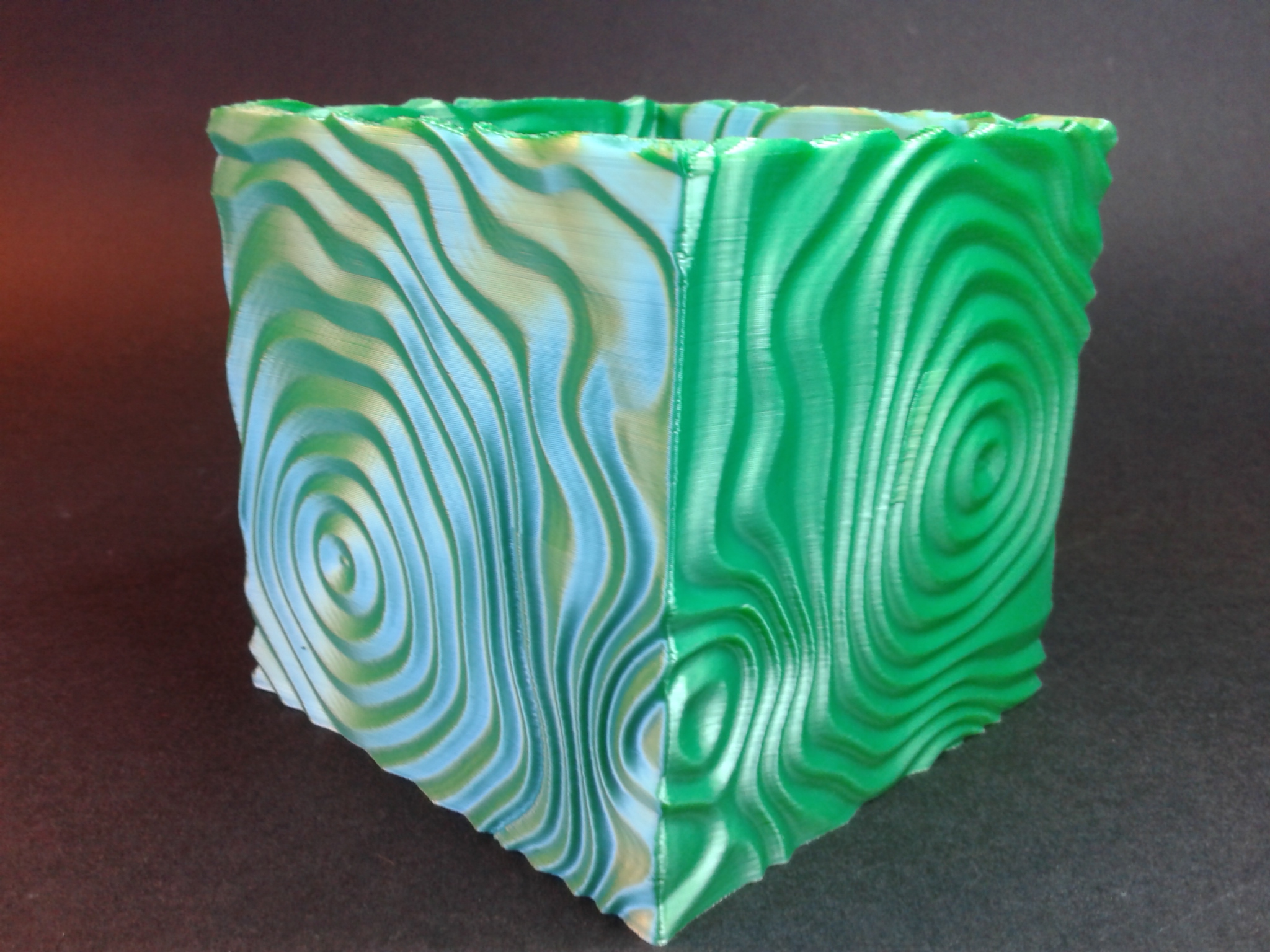
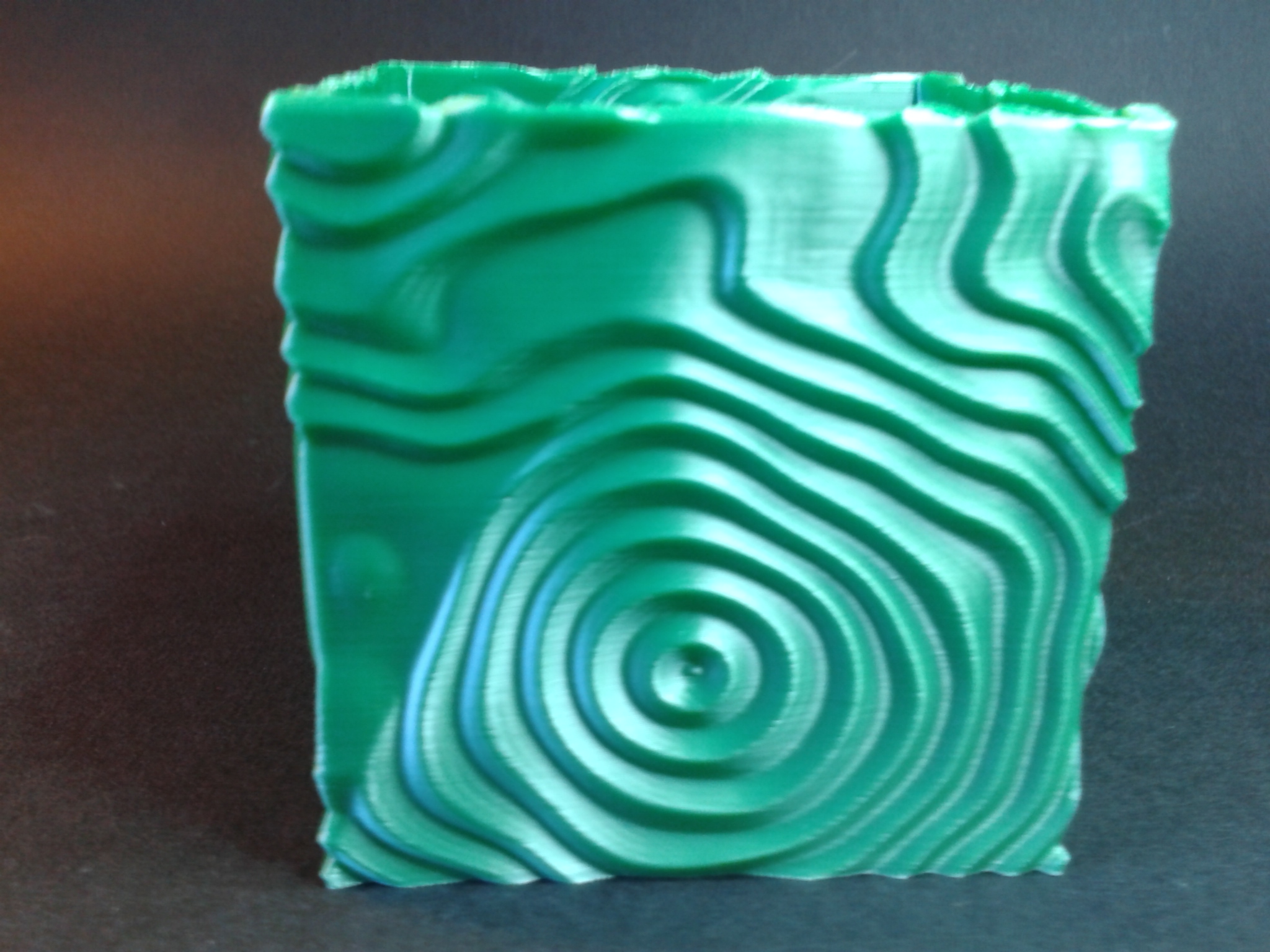
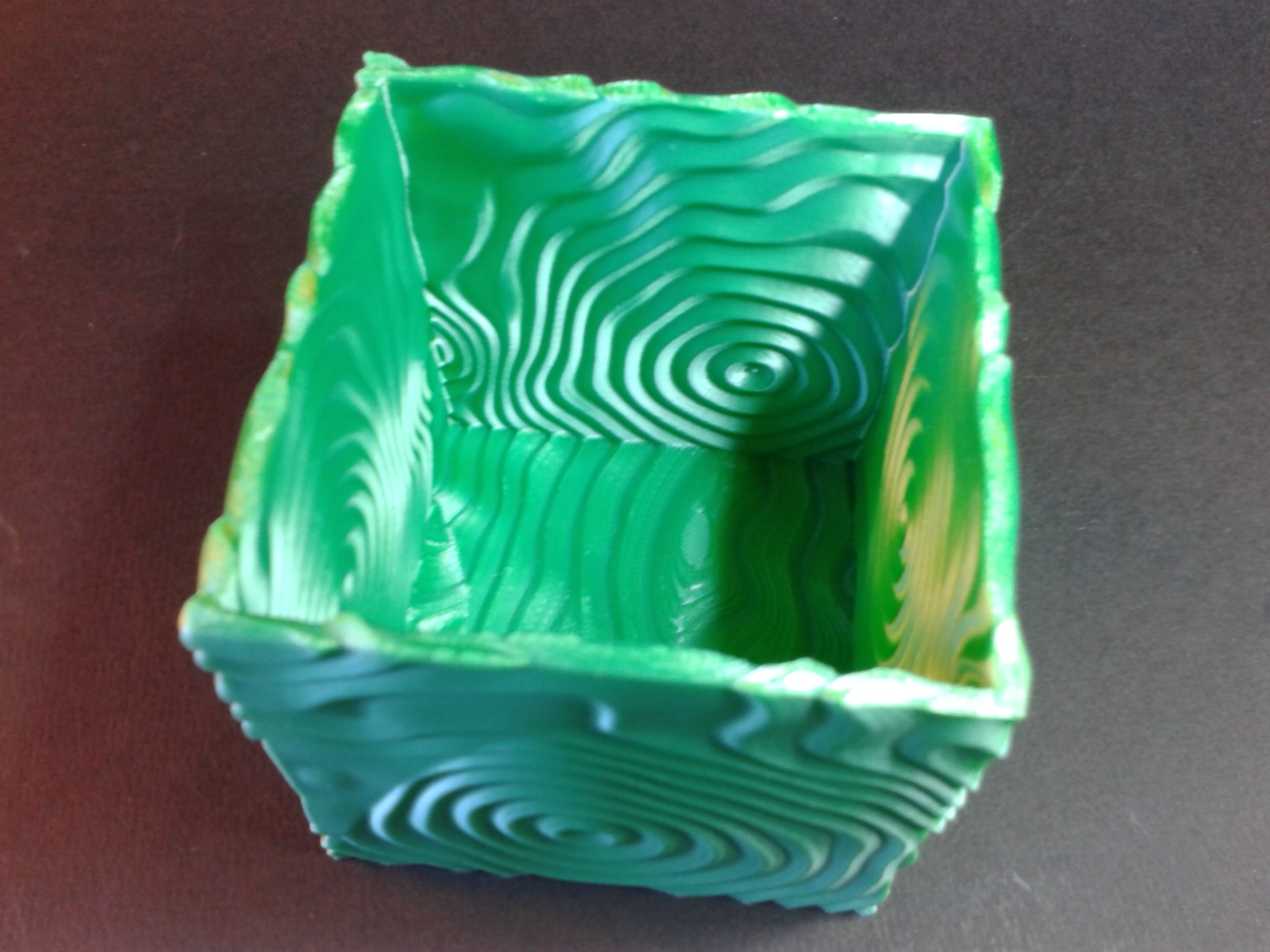
Même fichier d’impression de “Ripple Vases (Cube)” fichier “Ripple_Vase_Cube_1.stl”, filament PLA Recyclé ArianePlast, environ 2h10 d’impression :
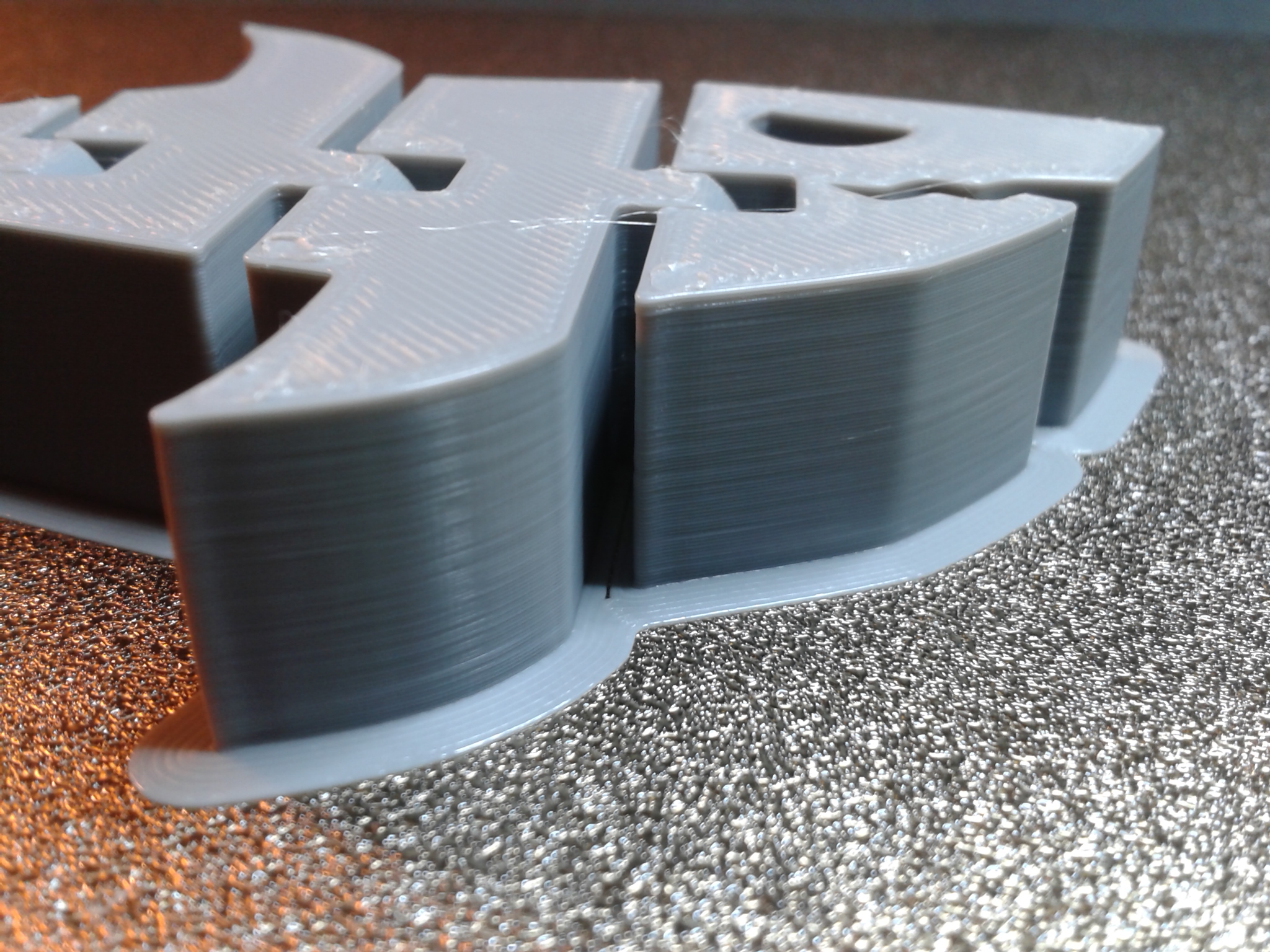
L’une de mes versions du logo Lesimprimantes3d.fr avec des g-code M600 (changement de filament) qui ont été ignorés par le firmware v1.12.0, filament PLA Eco blanc ArianePlast, environ 30 minutes d’impression :
De nouveau ma version du logo du site mais dont j’ai divisé le fichier gcode en trois fichiers d’impression distincts. J’ai modifié les gcode de démarrage et de fin pour me permettre de changer de filament entre chaque impression et de poursuivre les impressions sans stopper la chauffe du plateau et continuer sur la partie déjà imprimée. C’est bien plus simple d’avoir un firmware qui prend en compte M600 pour faire cela, j’attends le firmware update de la Kobra 2 Pro avec impatience.
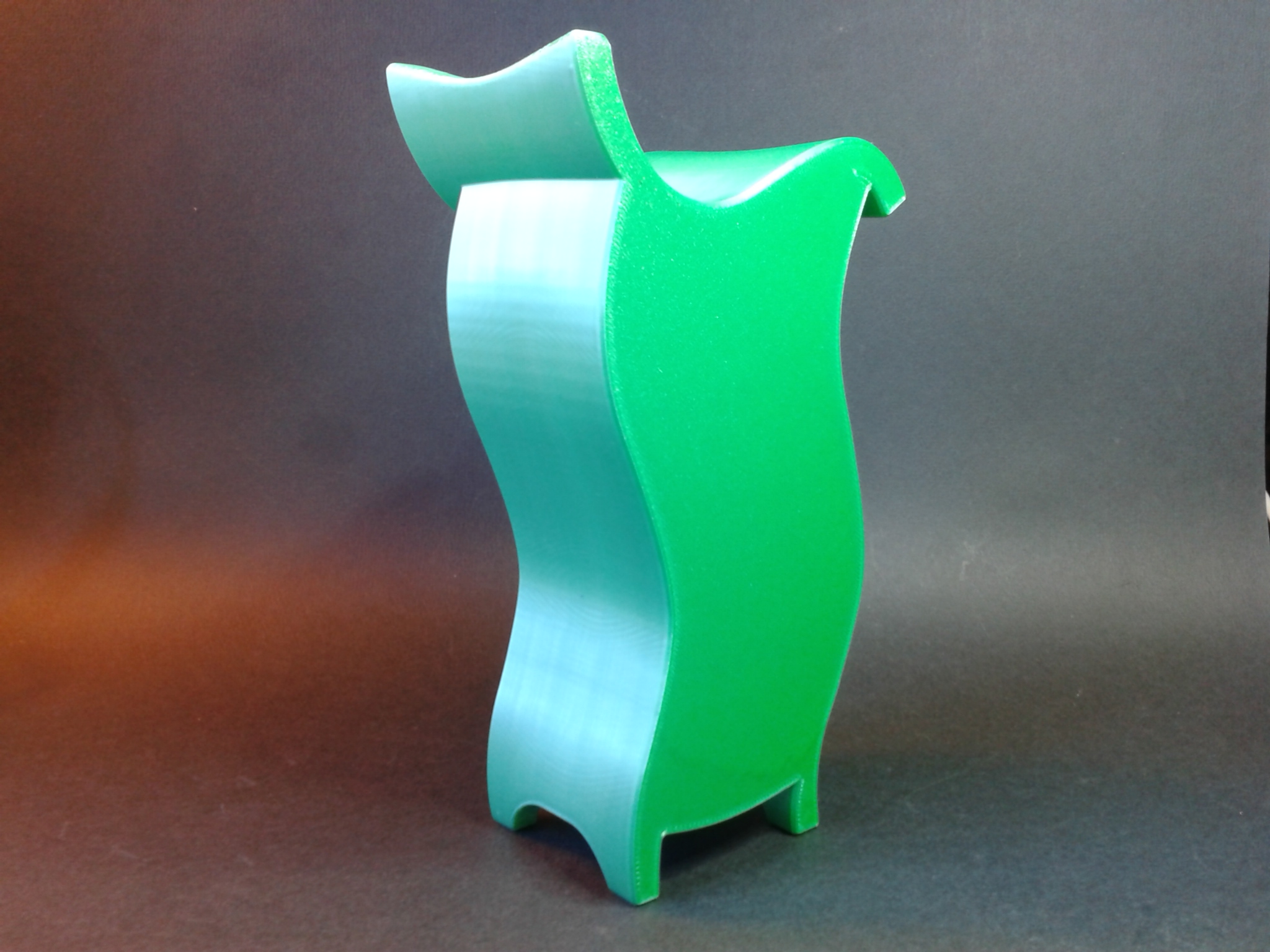
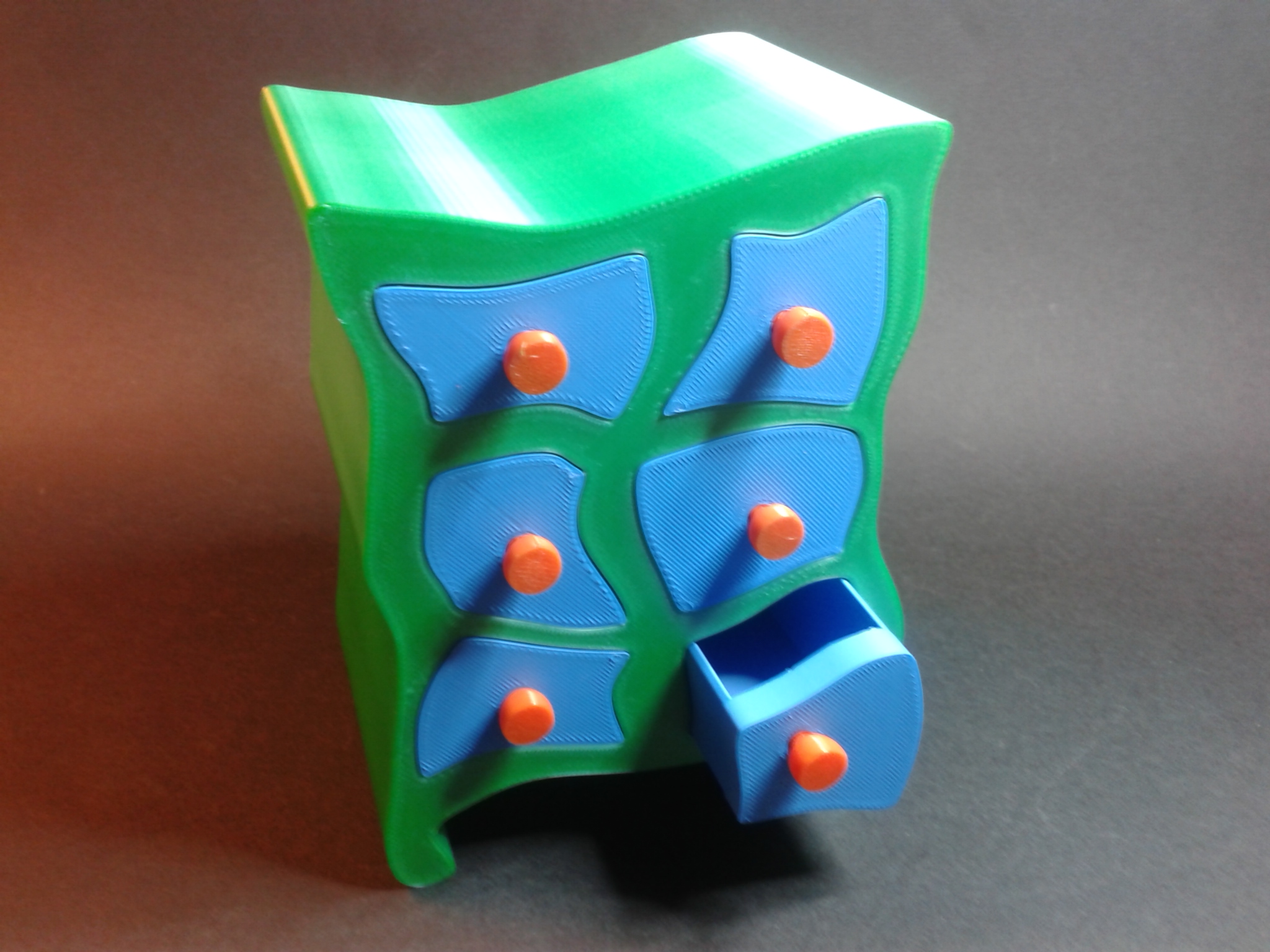
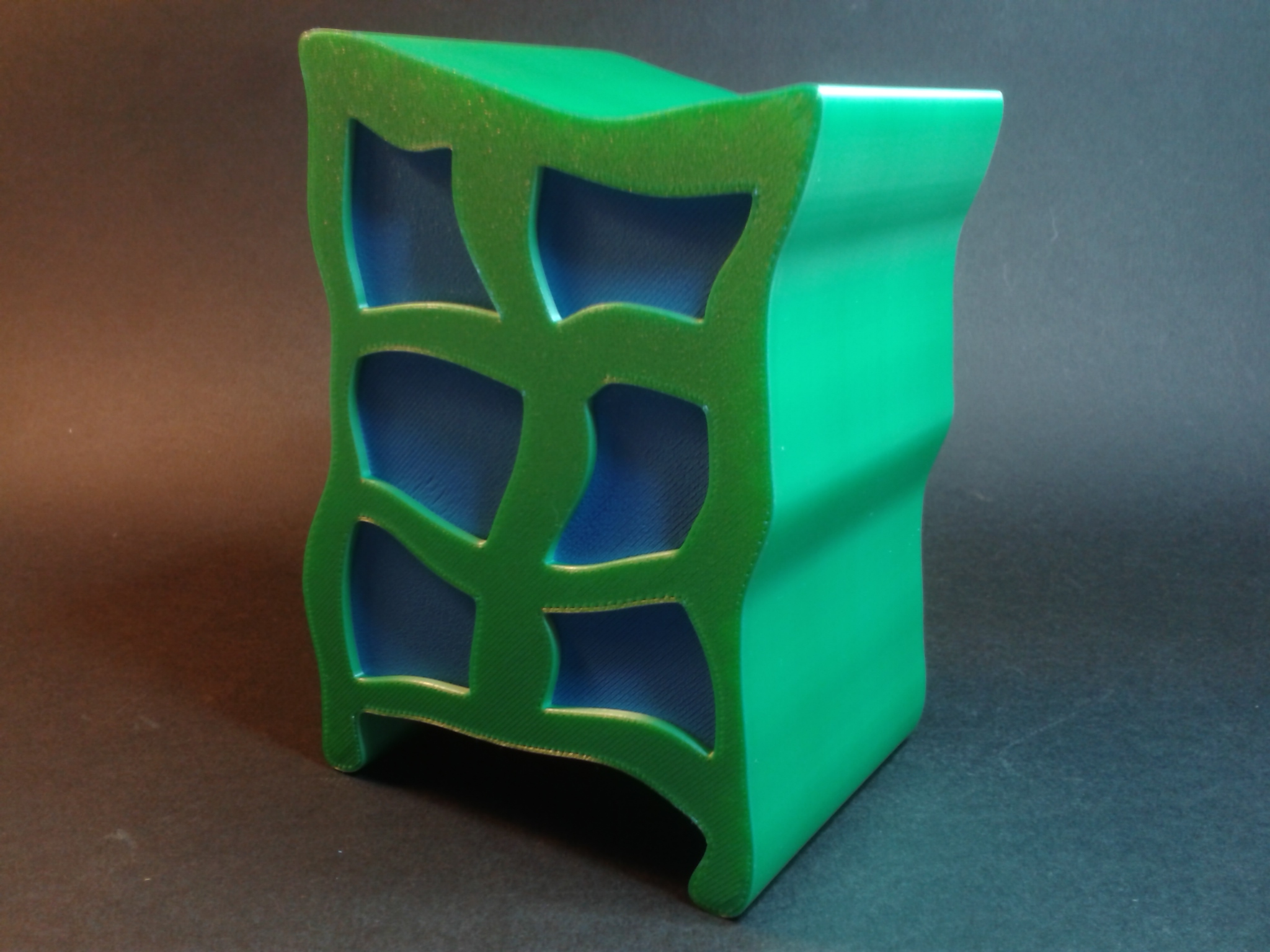
“Wonkey Chest of Drawers” en deux impressions (le corps du meuble, puis les tiroirs), filaments PLA Silk Vert ArianePlast et Anycubic PLA-Silk Metal Blue, durée d’impression cumulé, environ 6h06 :


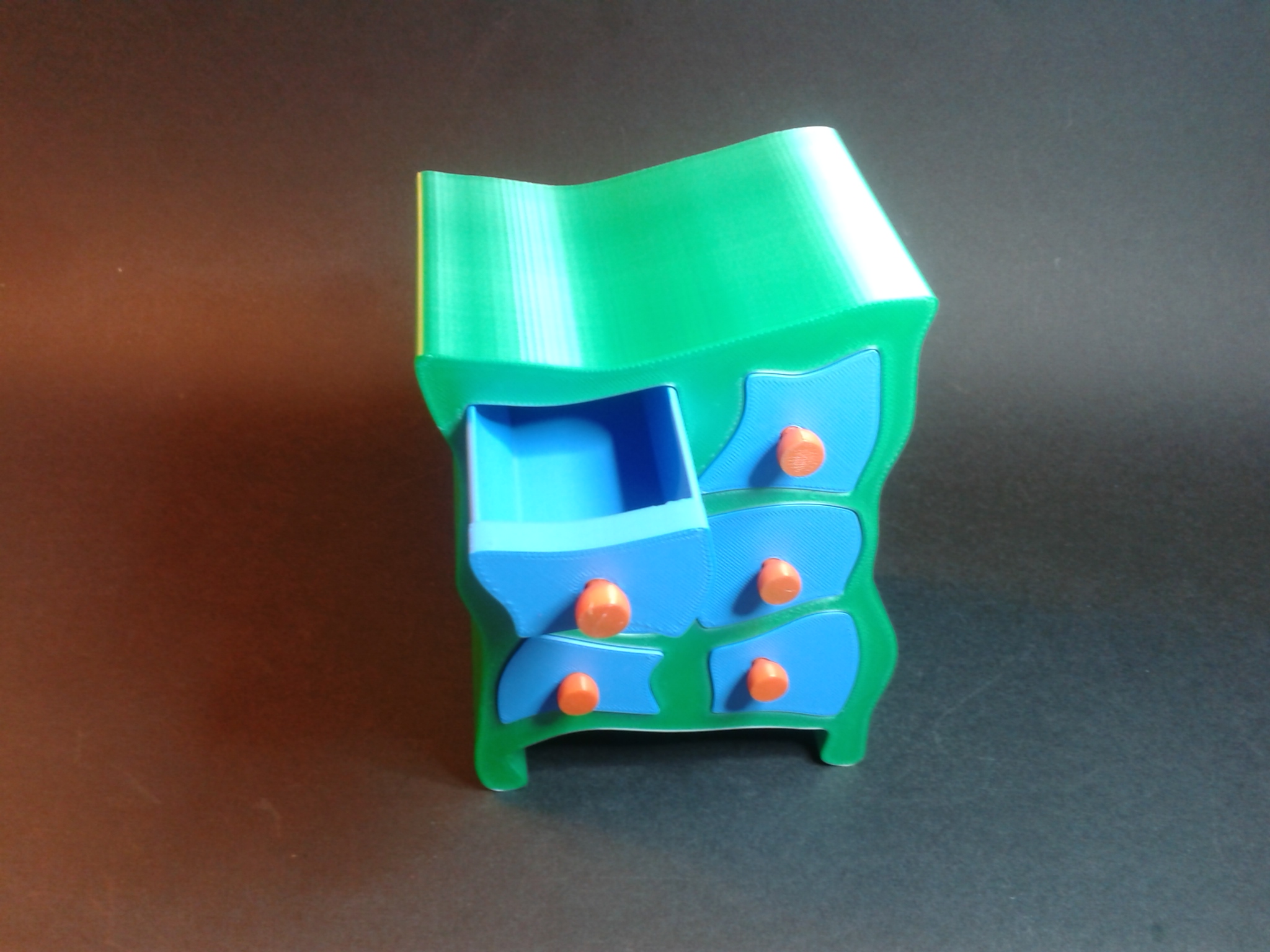
“Hatter’s Cabinet (Trinket / Jewelry Box)” en trois impressions (le corps du meuble, les tiroirs et les poignées), filaments PLA Silk Vert ArianePlast, PLA+ ciel 4043D ArianePlast et PLA orange Eryone, durée d’impression cumulée 7h58 :
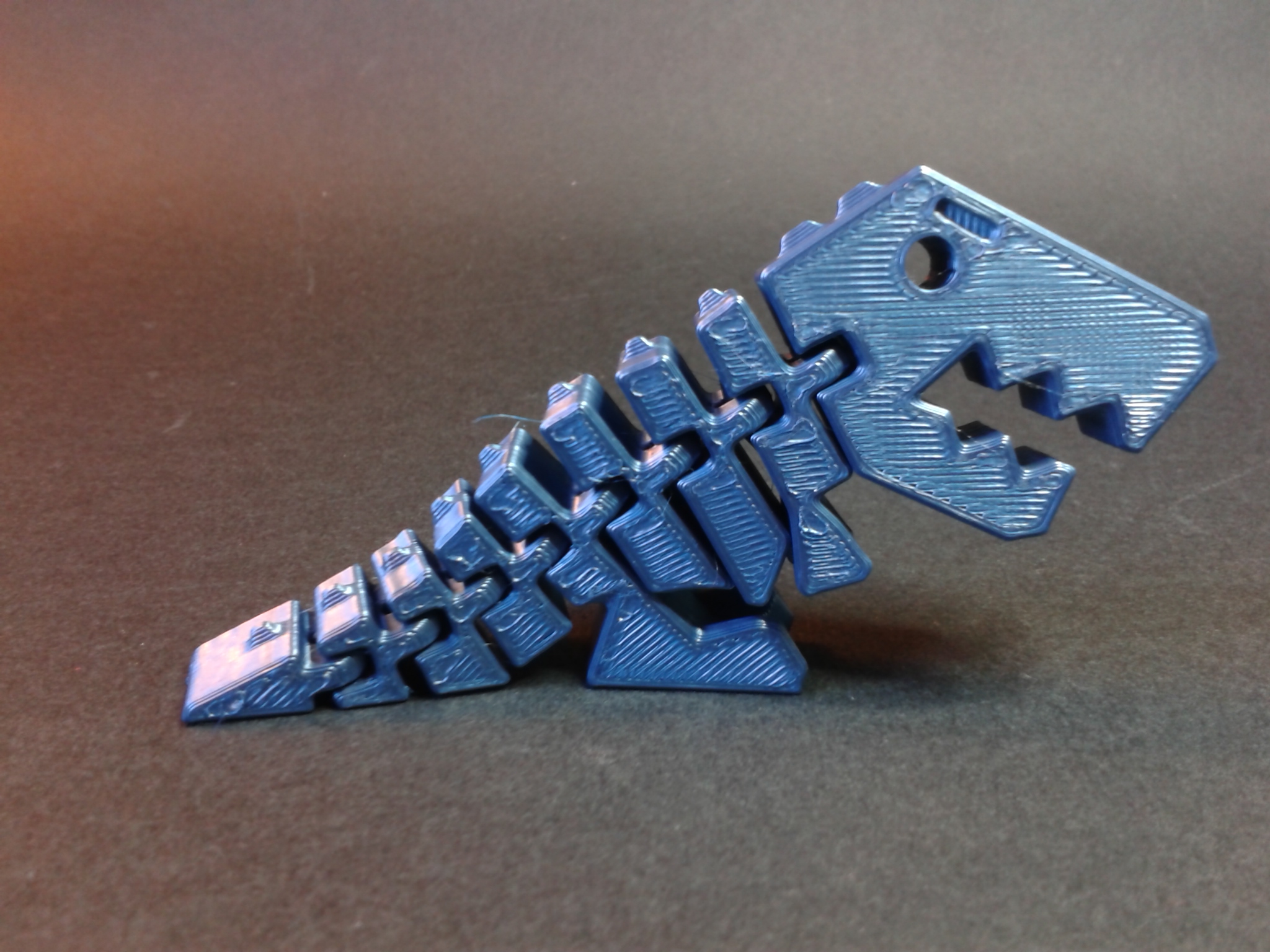
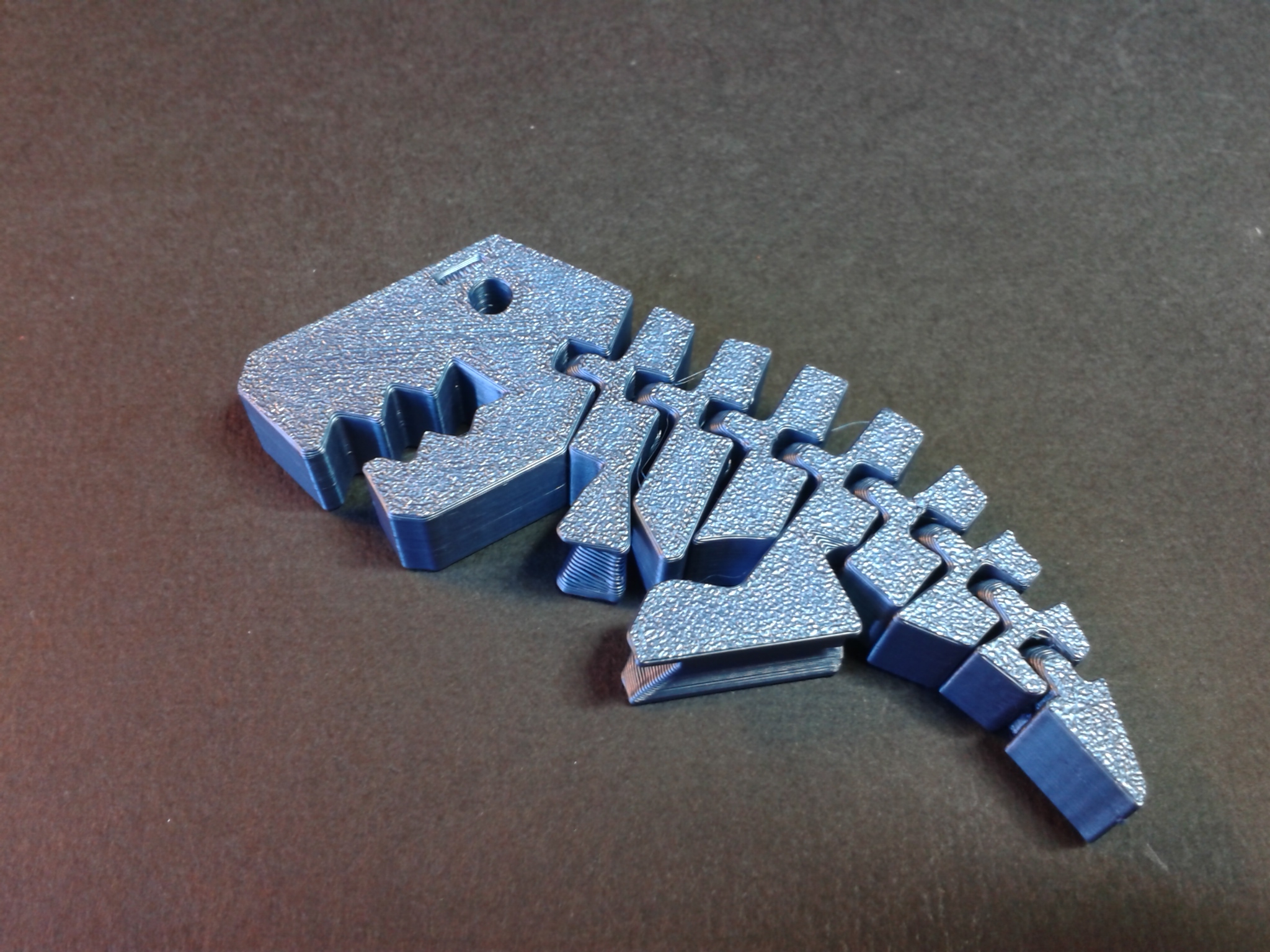
“Flexi Rex with stronger links“, filament Anycubic PLA-Silk Metal Blue, environ 35 minutes d’impression :

“Cute Mini Octopus“, filament Anycubic PLA-Silk Metal Blue, environ 58 minutes d’impression :



Impression en TPU 95A
“Ghost Booh“, filament TPU 95A translucide ArianePlast, environ 5h51 d’impression :



Impression en TPU 85A
“Ghost Booh“, filament TPU 85A Violet ArianePlast, en 5h51 :



Impression en PETG
Trancheur Ultimaker Cura 5.2.2 sur Windows (profil PETG proposé par Anycubic mais dont j’ai modifié les températures d’impression, ou profil PLA, selon le filament utilisé)
“Lampe fantôme” (payant), en plusieurs impressions.
Filaments utilisés Sunlu PETG noir (une vielle bobine qui a pris la poussière et sûrement de l’humidité donc ne pas faire attention au cheveux d’ange), filament Creality CR-PETG blanc, PLA Rouge Velleman.
Durée totale d’impression de 10h12 :

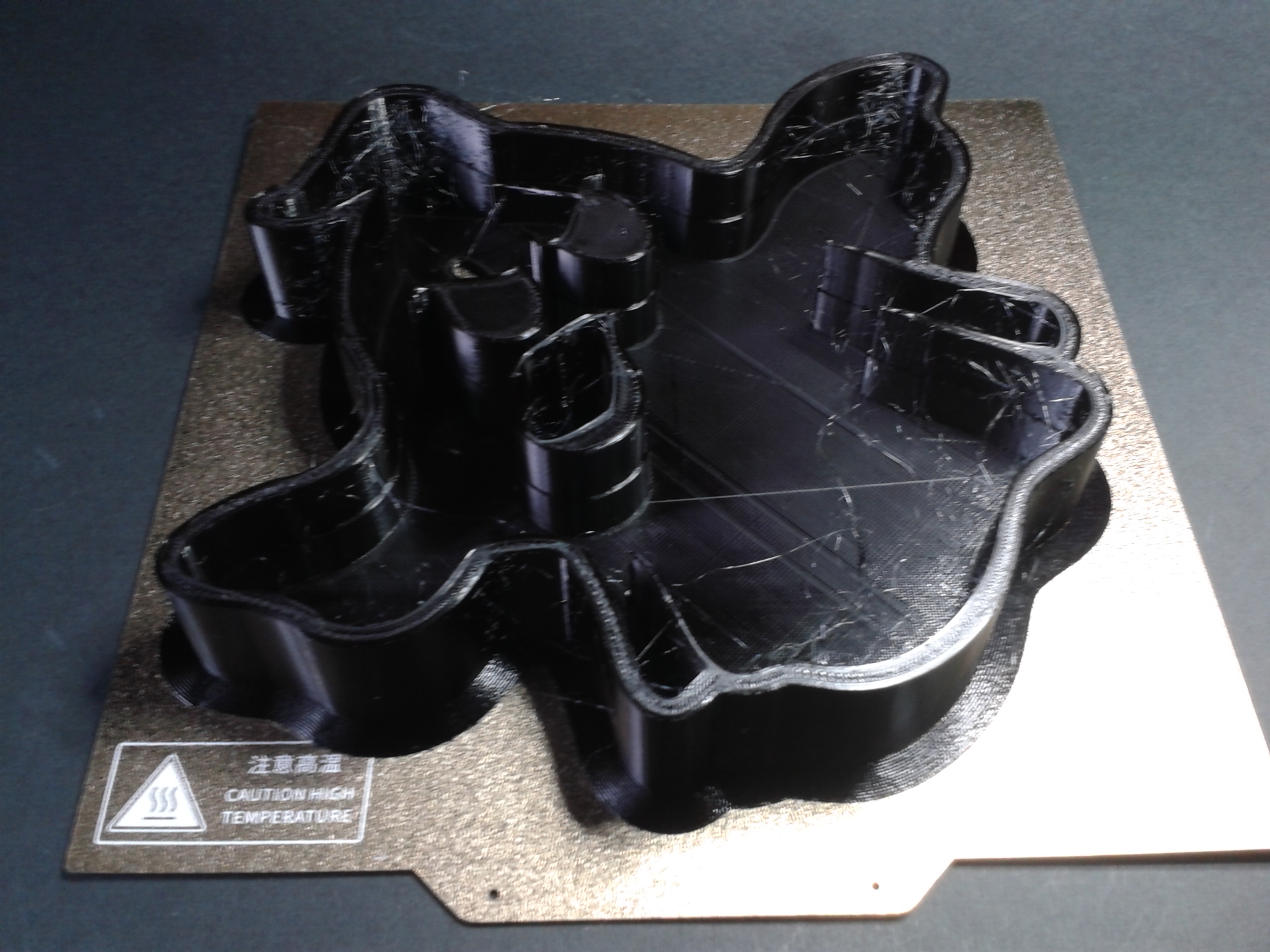

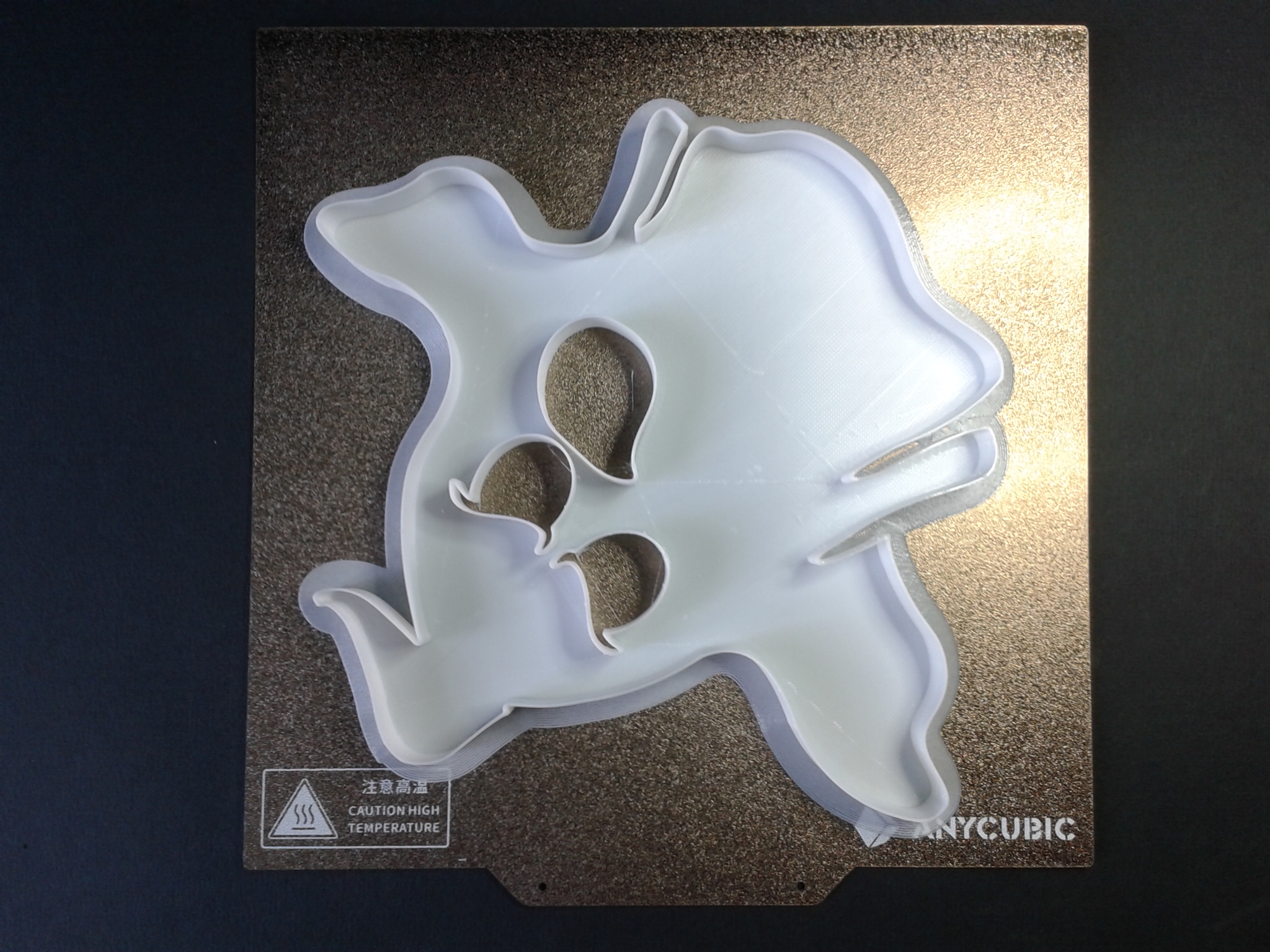
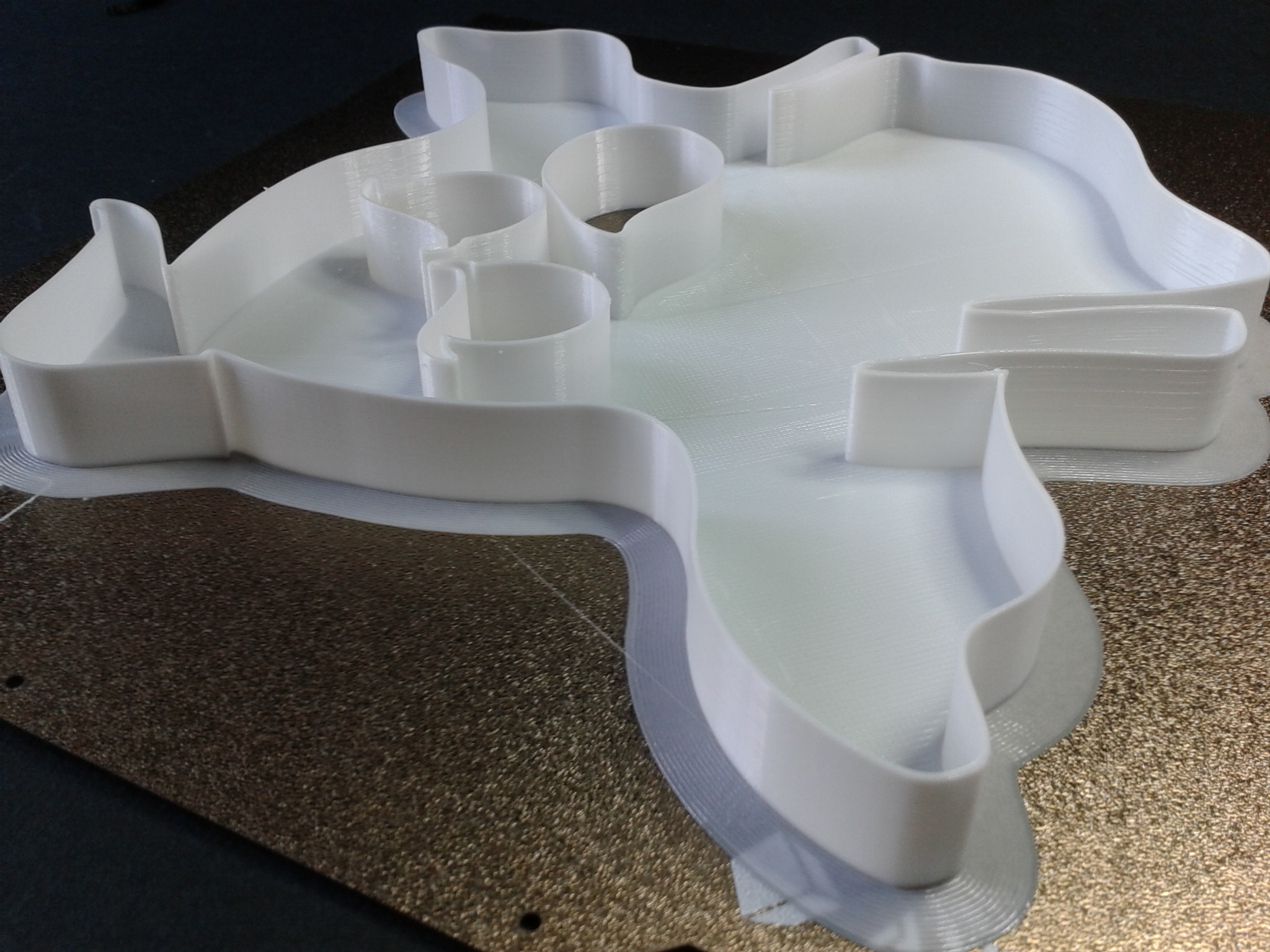
Le résultat, après ébavurage, rapide coup de flamme d’un briquet pour enlever les cheveux d’ange, rapide ponçage, mise en place d’un ruban LED et avoir collé les petits éléments (ne pas faire attention aux traces sur les yeux, j’ai mal géré l’application de Super Glue et c’est elle qui a blanchi).


Améliorations et upgrade
J’ai fait la demande au support Anycubic pour ajouter la gestion du “M600”, le service m’a rapidement répondu que le firmware de la Kobra 2 Pro recevrait sous peu une mise à jour en ce sens.
Même si cela semble improbable avec l’architecture logiciel actuelle, une possibilité de reprise sur coupure de courant serait aussi un plus pour cette machine.
Mes remarques suite au test Anycubic Kobra 2 Pro
Avec les accélérations que peut produire cette imprimante lors du déplacement de la tête d’impression et du plateau, je trouve que cette Anycubic Kobra 2 Pro secoue beaucoup lors des impressions à vitesse élevée. Il est donc recommandé de la placer sur une table bien robuste et stable, ou au sol, afin d’éviter d’amplifier les secousses par des effets de résonance qui pourraient impacter la qualité des impressions.
Le ventilateur turbine de refroidissement de l’impression n’est pas des plus silencieux. Cela se comprend car il faut rapidement refroidir la couche en cours d’impression avec un flux d’air suffisamment puissant.
Le firmware actuelle me semble “opaque” et “verrouillé”. Il est basé sur Klipper (version inconnue) dont les sources modifiés par Anycubic ne sont pas (encore ?) mises a disposition du public sur le GiHub de la marque et qui ne fournit pas les interfaces de connexion web ou SSH (un standard pour le firmware Klipper). Ce qui fait que, actuellement, il n’est pas possible d’accéder aux messages d’erreurs du firmware en cas de problèmes, ni d’accéder ou de modifier le fichier “printer.cfg” et donc impossible par exemple d’ajouter une macro pour gérer les g-code M600 (changement de filament lors d’une d’impression) ou M300 (bip et modulation de fréquence des bips).
Je dirais donc que cette machine ne s’adresse pas a un utilisateur expérimenté qui voudrait la modifier ou retravailler la configuration du firmware Klipper qu’elle utilise. En tout cas, pas tant que le constructeur ne mettra pas les sources à disposition.
Il n’est (actuellement) pas possible d’envoyer directement un fichier à imprimer via notre réseau Wi-Fi local mais il faudra passer par l’application Anycubic qui sera en principe fonctionnelle en fin d’année 2023 (pour smartphone et qui dépend donc d’une connexion internet et du cloud Anycubic).
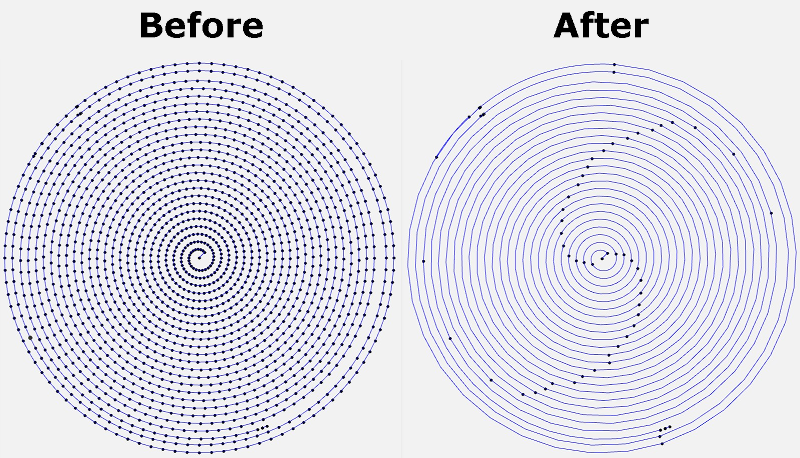
Il semble y avoir une limite de charge pour le microcontrôleur (MCU) de la carte mère qui peut planter sur des longues suites de commandes g-code. Cette limite semble avoir été repoussée dans le firmware v2.1.2. D’où, certainement, la présence et l’activation par défaut du post-traitement Arc Welder dans Anycubic Slicer, qui permet de transformer des longues suite de petites commandes g-codes G0 et G1 de mouvement linéaire, en de bien plus courtes et moins nombreuses commandes g-code G2 et G3 pour des déplacement en arc ou en cercle, afin de moins risquer de planter le MCU.
Notes et conclusion
Qualité d'impression - 9.5
Fiabilité - 8.5
Logiciel - 6.5
Utilisation - 9
Rapport qualité / prix - 9
8.5
/10
- Facile à assembler
- Simple à mettre en fonction grâce au leveling et mesure du Z-Offset
- Capteur de fin de filament
- Surface d'impression plaque flexible avec revêtement PEI texturé
- Wi-Fi
- Mémoire interne de 8 Go
- Bonne qualité et vitesse d'impression
- Communauté active sur Facebook / Discord et SAV constructeur réactif
- Pas de reprise sur coupure de courant
- Pas de prise en compte du g-code M600 (changement de filament) avec le firmware actuel (v1.12.0)
- Imprimante bruyante
- Pas de possibilité de modifier les fichiers de configuration Klipper
- Pas d'envoi d'impression possible directement depuis notre réseau Wi-Fi local (il faudra passer par l'application pour smartphone Anycubic quand elle sera compatible)




