Classement




Contenu populaire
Contenu avec la plus haute réputation dans 06/04/2019 Dans tous les contenus
-
Ok Mes gros doigts ont malencontreusement confondu la touche Suppression et Entrée d'où l'édition dans la foulée de mon message. On aurait aussi pu se dire que je lui donnais la note afin qu'il s'accorde2 points
-
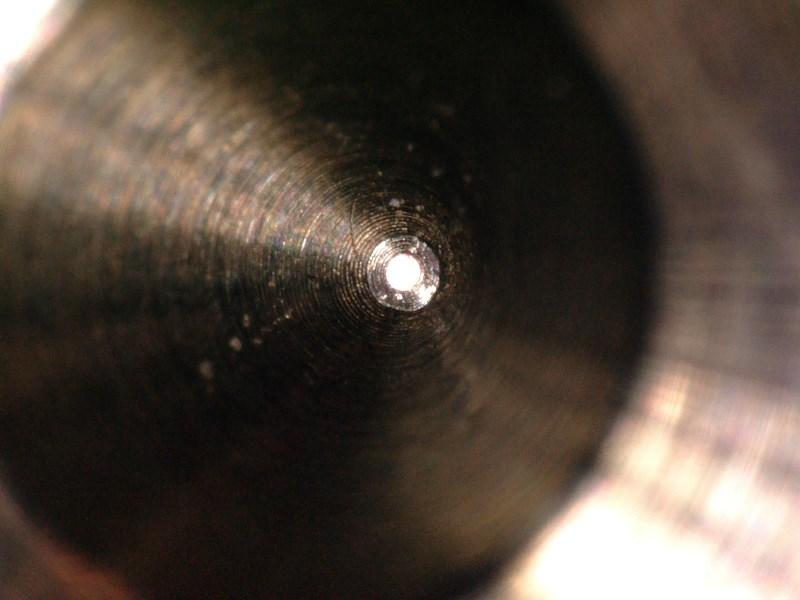
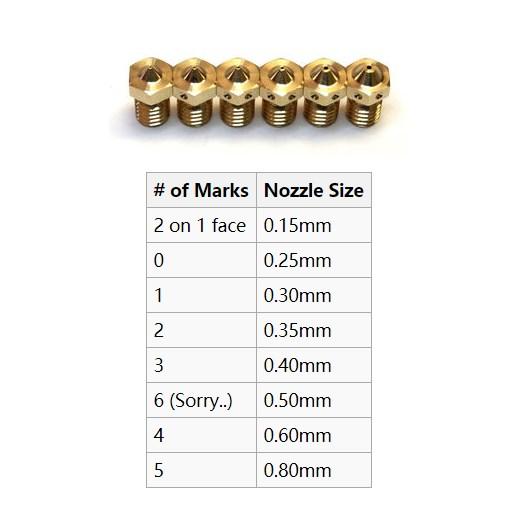
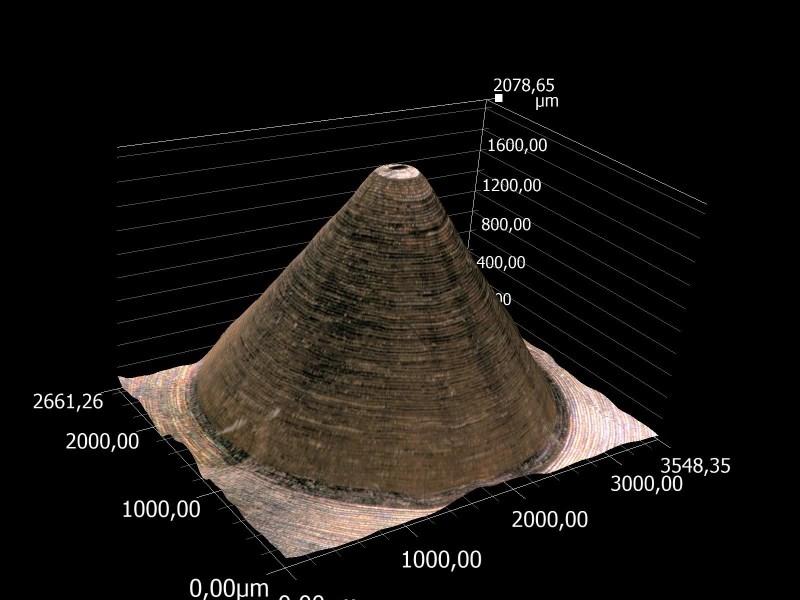
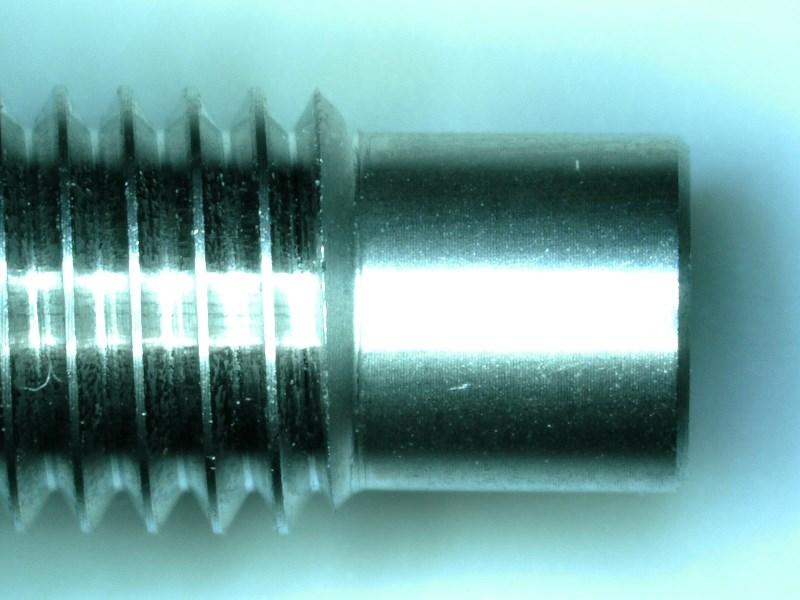
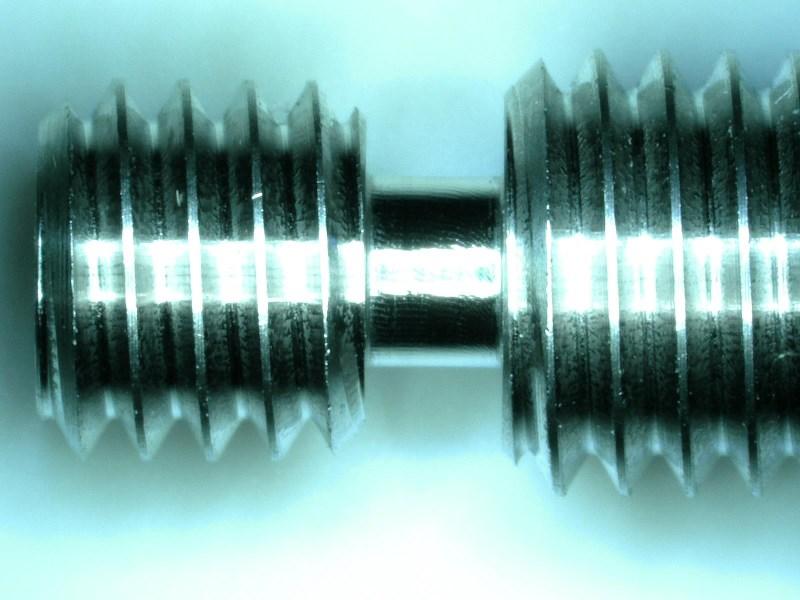
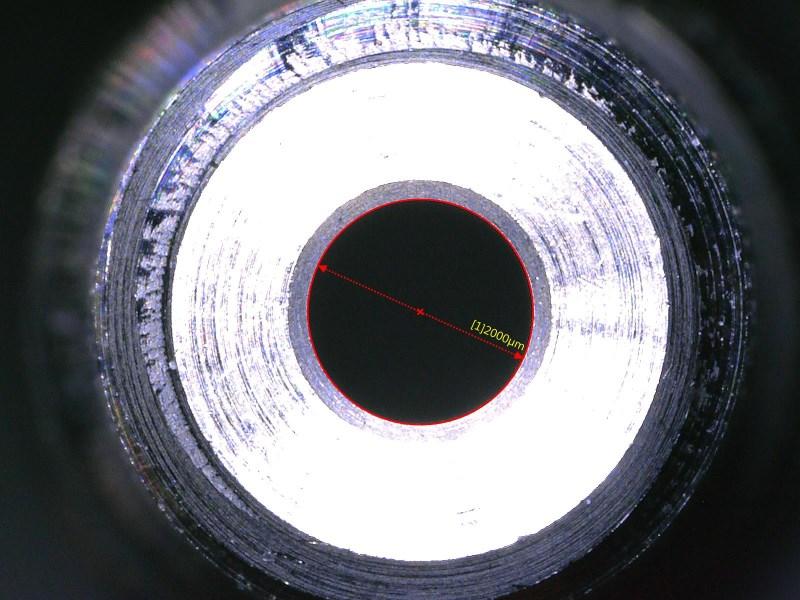
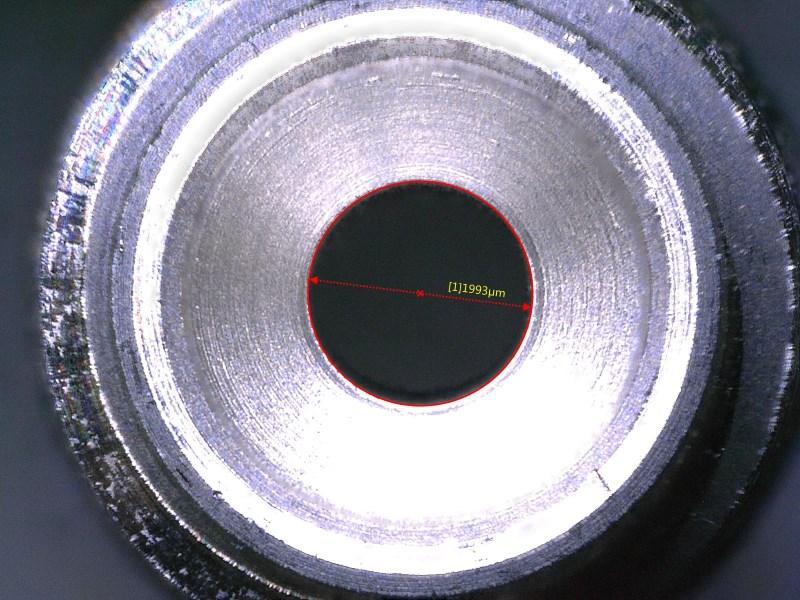
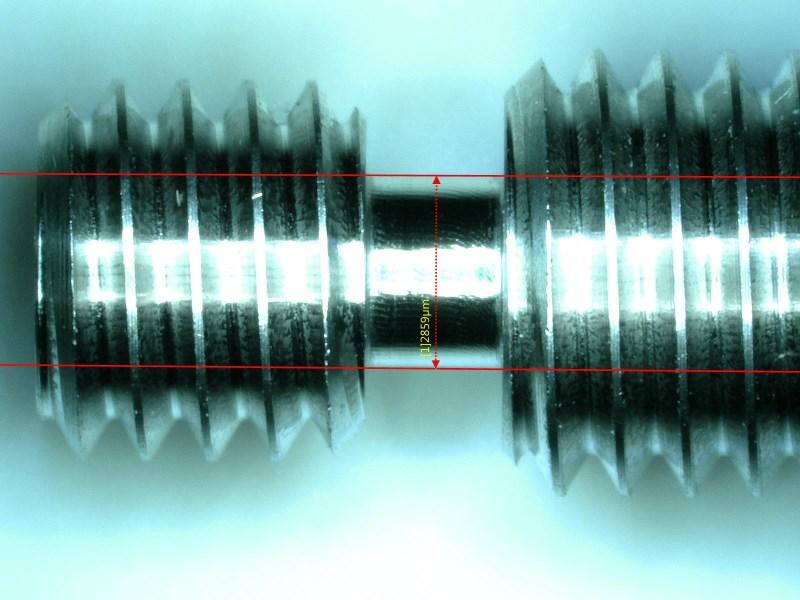
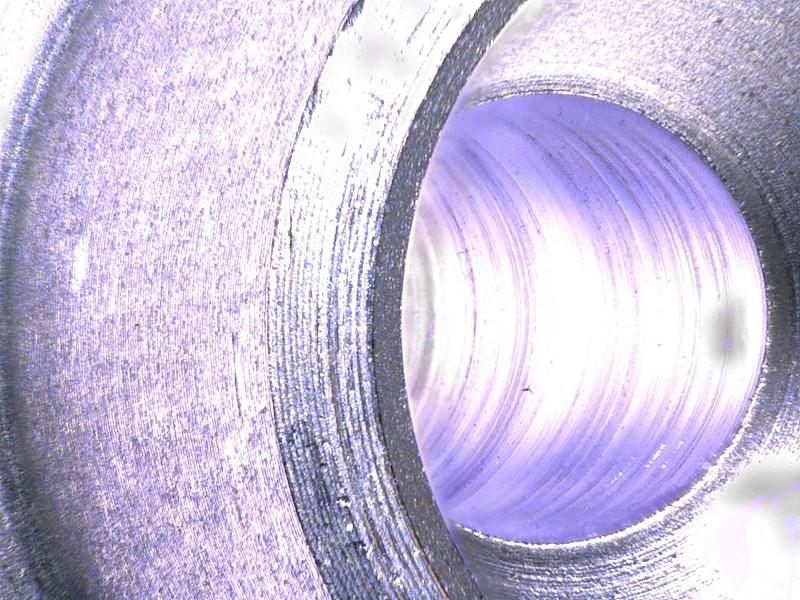
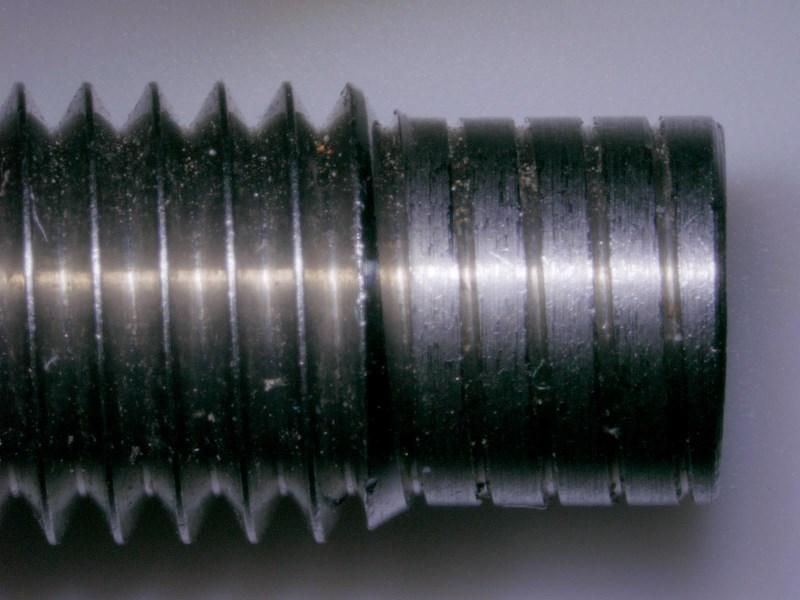
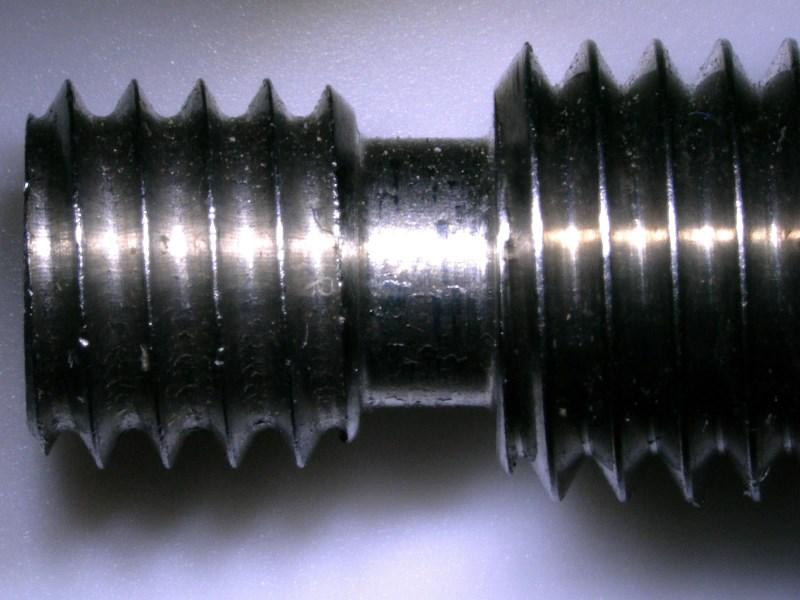
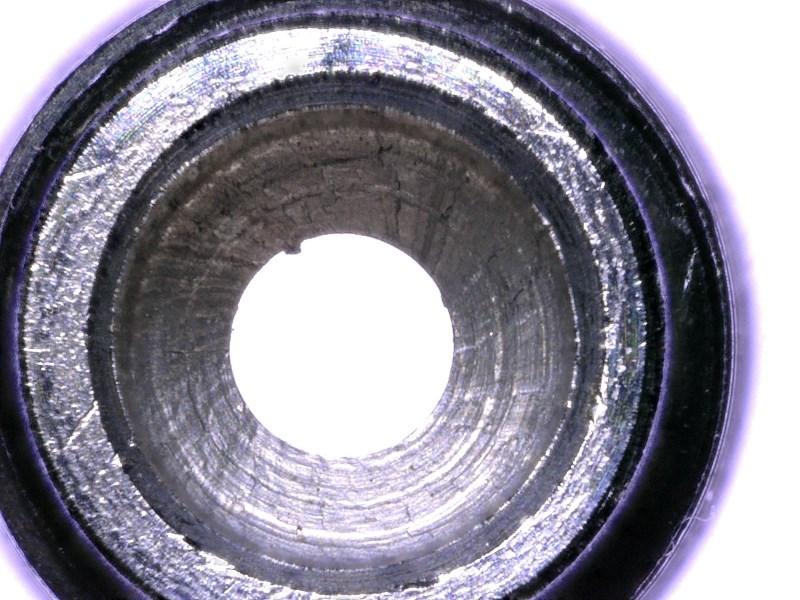
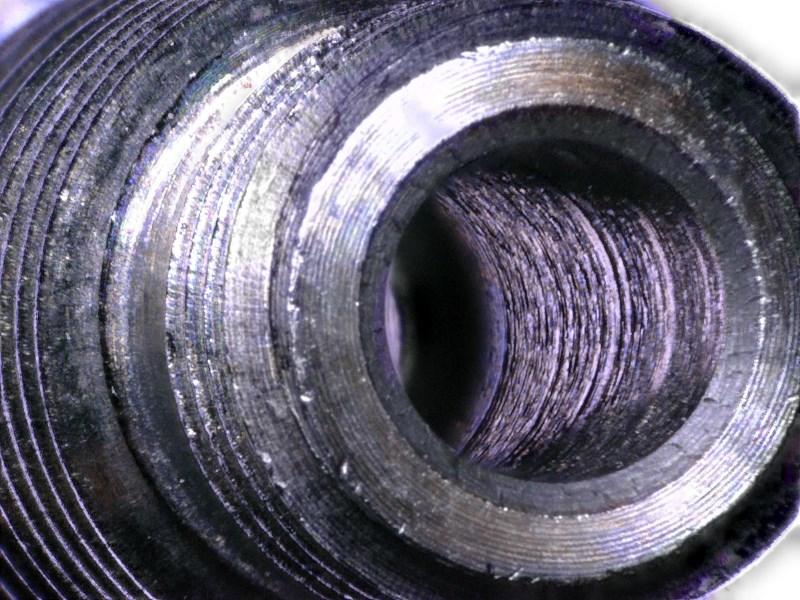
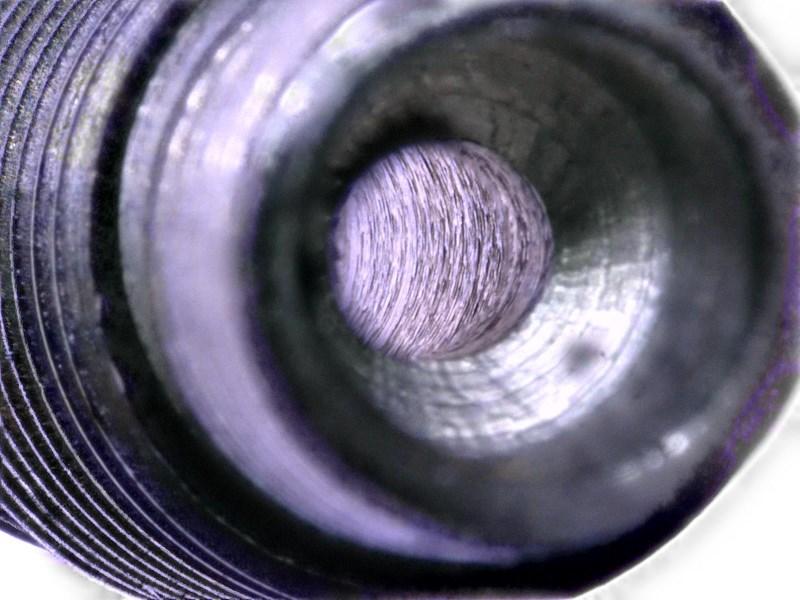
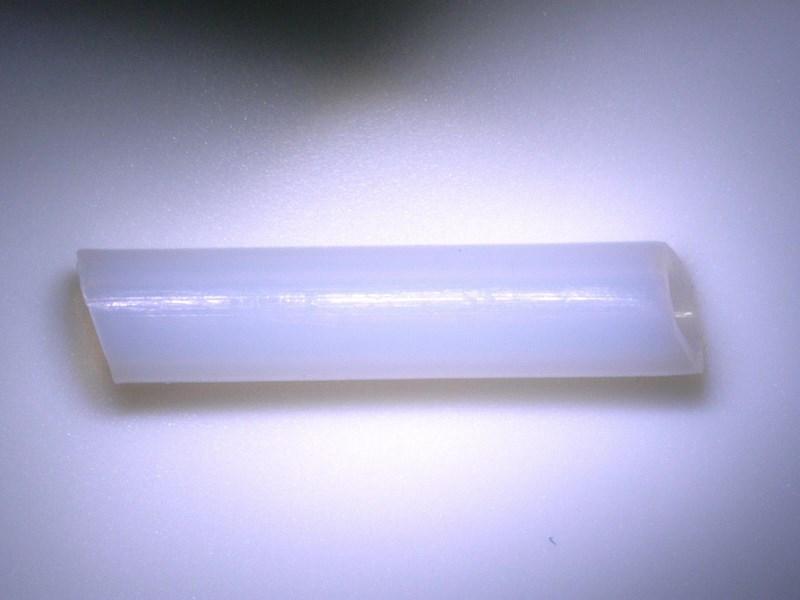
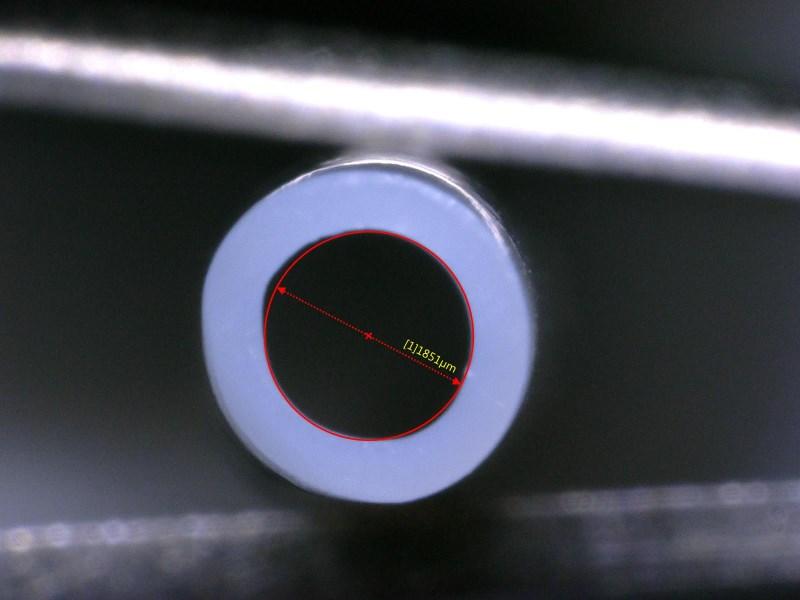
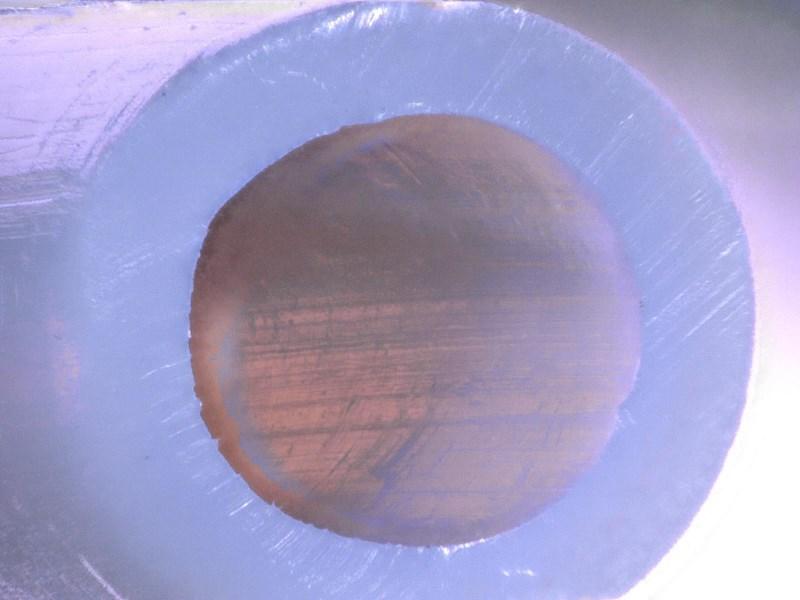
Bonjour à toutes et à tous, Aujourd’hui nous allons faire un petit tour du côté de chez Triangle lab en examinant un de leur heatbreak full metal, ainsi qu’une buse de 0.25mm grâce à la participation de @AlfiQue (je lui ai d’ailleurs sous-traité la prise des clichés ). Alors commençons par la buse. C’est une buse laiton tout à fait classique, le fabricant dit respecter scrupuleusement les spécifications de E3D pour l’usinage. Celle-ci ne comporte aucun marquage, ce qui correspond à une taille de 0.25mm selon le tableau fourni. Photo publicitaire : On s’approche un peu pour voir ce qu’il en est, extérieur : Intérieur : De tout près : Premiers commentaires, franchement c’est propre, y’a pas à dire la qualité d’usinage est bien là, même à l’intérieur, pas de bavure ou de résidus d’usinage. Le perçage est rond et bien centré, aucun problème de ce côté-là. L’intérieur est tellement lisse qu’on peut voir le reflet du trou de perçage et son cône sur les parois interne lorsque l'on manipule la buse (non visible sur les photos). Mesurons : Ah ! On est plutôt sur une buse de 150µm, allons vérifier le tableau : Bon on a tourné deux fois autour de la buse, aucune trace des deux points sur une face. Soit c’est un oubli à l'usinage et une buse 0.15 s’est faite passer pour une 0.25, soit c’est un problème étonnant, étant donné la qualité du reste de la pièce. @AlfiQue va contacter le vendeur pour tenter d’en savoir plus. Photo bonus, pas très fidèle : Passons donc au heatbreak pour se donner une seconde opinion. C’est un heatbreak All Metal photo commerciale : Voyons en réalité, quelques photos en vrac : Alors si jamais ce n’est pas flagrant pour vous, pour moi ça l’est, on est sur le même niveau de qualité d’usinage que pour la buse. Les états de surface sont très propres et sans bavure ni résidus. On va maintenant mesurer pour voir ce qu’il en est, en bas : En haut : Et aussi la largeur de la gorge en bonus : Bref, on est parfaitement conforme à la spec de ce point de vue. Mais ce qui nous intéresse vraiment maintenant, c’est l’état de surface intérieur, alors zoomons un peu plus de ce côté : Alors oui on voit plein de stries, oui ce n’est pas un polissage miroir, mais tout de même, c’est très bon. Je vais vous expliquer pourquoi en images. BONUS : Comparaison avec un heatbreak chinois basique (version avec PTFE) : Et l’intérieur : Vous voyez maintenant ce que je veux dire ? Cerise sur le gâteau, regardons le PTFE qui était dedans : Le PTFE coupé de biais se passe de commentaire… J'espère que vous aimez toujours ces photo-flood et à bientôt j’espère pour de nouveaux photo-reportages.







 1 point
1 point -
C'est pas vraiment la référence de la diode qui te manque, mais tout le reste...1 point
-
Oui , j'ai chargé le Gcode , je l'ai mis directement sur la SD et lancé le print . C'est vraiment étonnant ton problème et difficile à éclaircir^^ bon week end à toi aussi .1 point
-
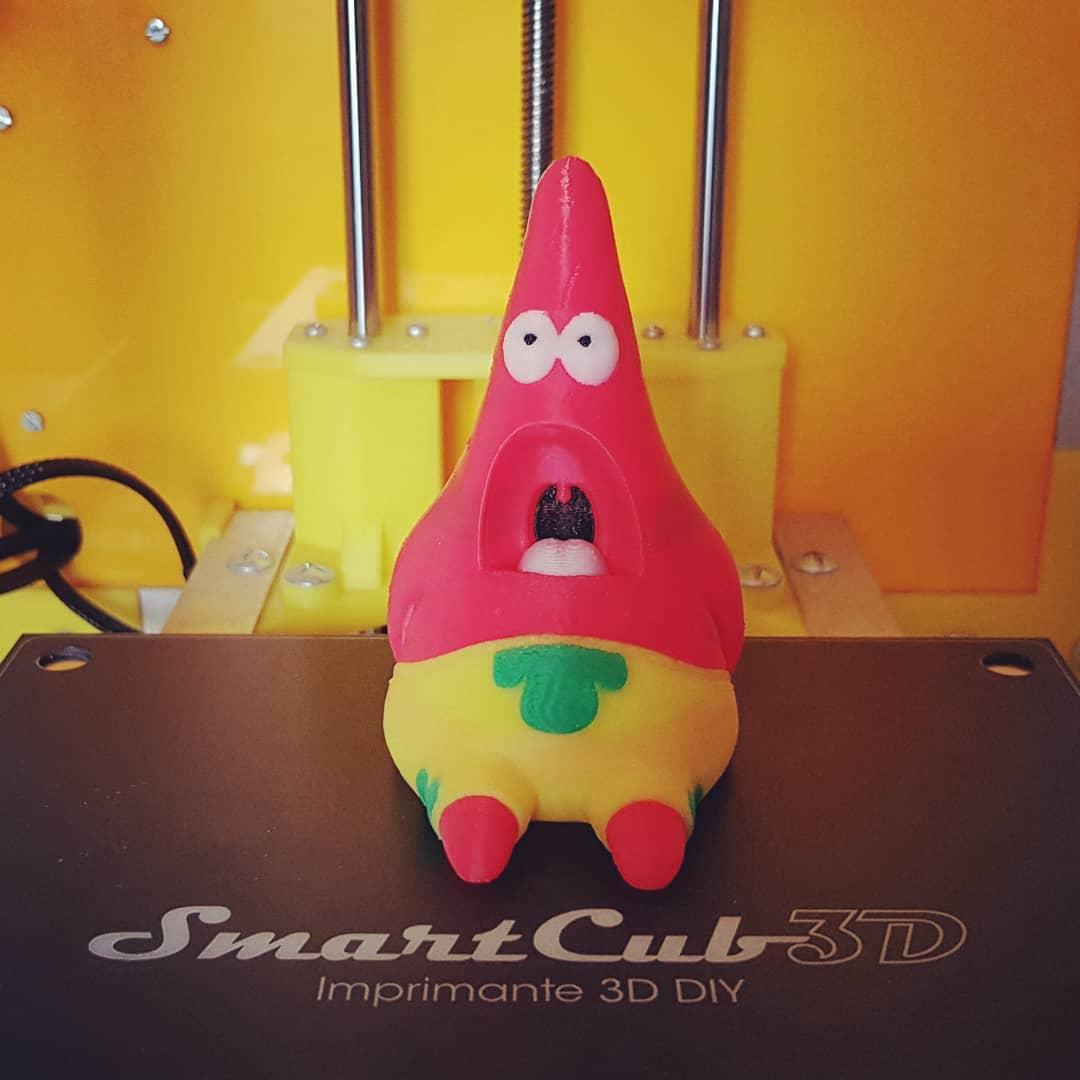
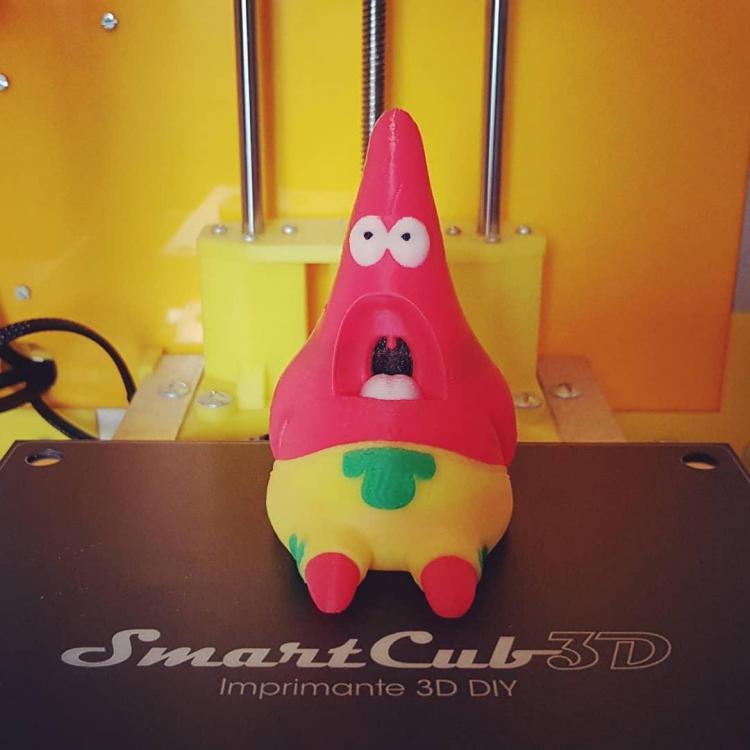
Impression en 5 couleurs (changement de couleur de filament à mi-print). 200µ. 7h10 de print.
 1 point
1 point -
1 point
-
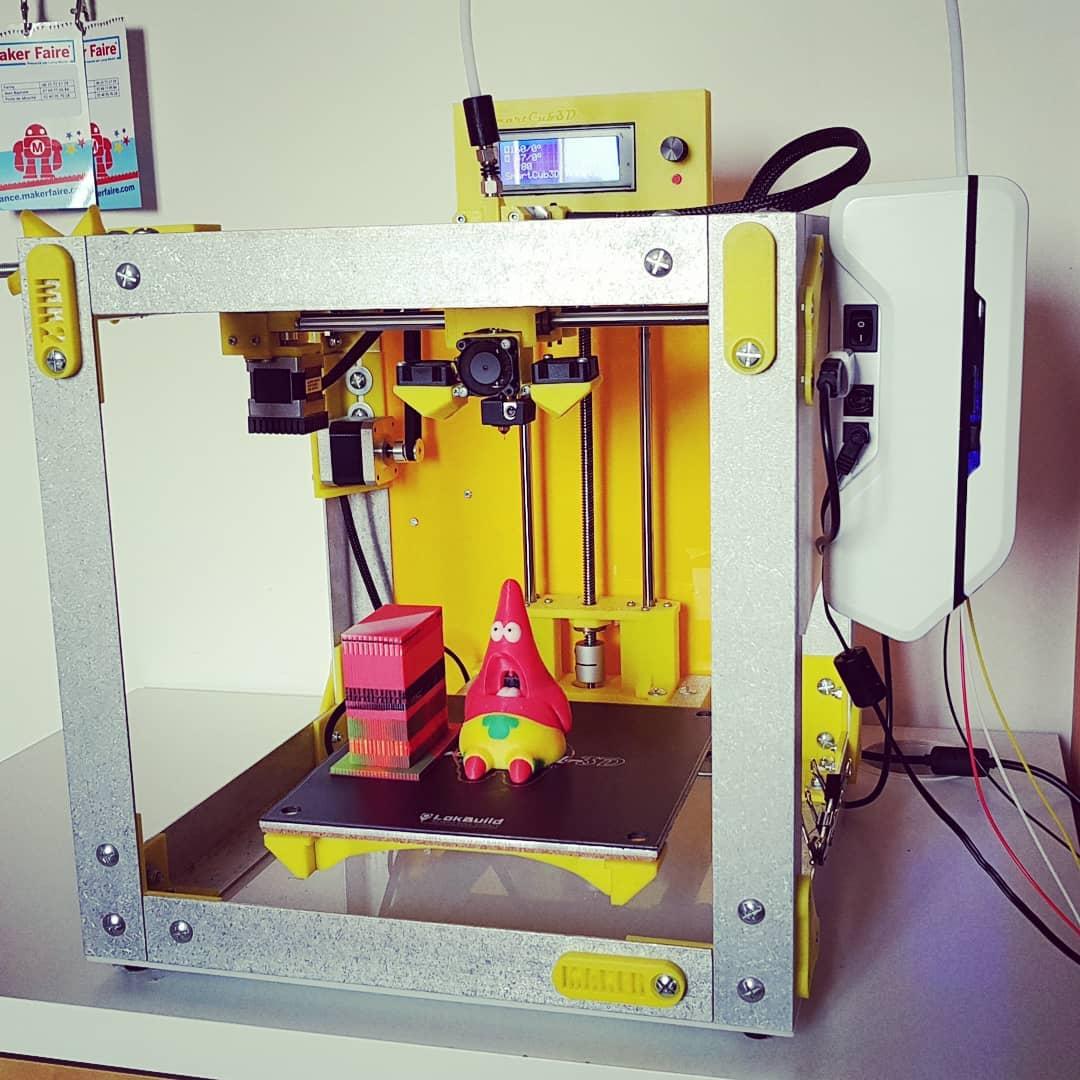
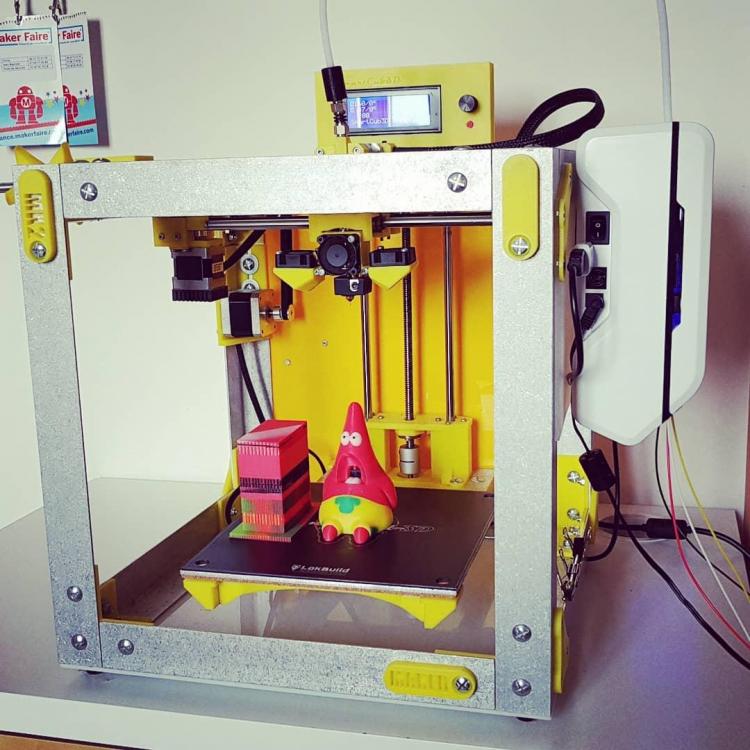
 @Yo' on la voit derrière le bob sur l'autre photo.1 point
@Yo' on la voit derrière le bob sur l'autre photo.1 point -
Hello, Petit retour sur Cura 4 en images : (Profil : Fine, hauteur de couche 0.125, buse 0.25) Tip top

 1 point
1 point -
Mode HS ON ... Suggestion : Tu peux remplacer ton titre par : Help en référence aux Beatles SOS pour les adeptes du Morse ... _ _ _ ... Os court pour les amateurs de rébus... Mode HS OFF ... Mais trèfle de plaisanteries, si tu veux des réponses, détaille un peu mieux ton problème, n'hésite pas à mettre des photos ou même une petite vidéo. Plus tu détailleras, plus tu auras de chance d'avoir des réponses...1 point
-
Eh bien... si il suffisait simplement de dévisser un peu... c'est tant mieux pour toi !1 point
-
Bonjour "Aide" En voilà un titre qui l'est bien!1 point
-
bonjour qu est ce qui marche ? si tu m es en chauffe la tête et le plateau il chauff? autrement, regardes dans la boite noir si tout est branché correctement, y a des chinoiserie des fois , des fils débranchés1 point
-
Bonjour @Christian67 avec ta Tornado @Desmojack, @Artazole, faisez gaffe à ce mec, c'est un dangereux récidiviste et faudrait pas faire l'erreur de le traiter comme un bleu-bite. Voir ici >>> et aussi là >>> J'ai tout lu et j'en suis resté... comment dire ??? Ça fait pas rire..... Bravo pour tout, Christian et bienvenue ici1 point
-
@cmatec Salut, Sans plus de précision (et je n'ai pas envie de me taper le topic pour trouver une éventuelle réponse), difficile de répondre de façon précise. Ton moteurs est alimenté en DC 24V je présume. Quel est le schéma de branchement que tu as prévu d'utiliser? Si ton spindle est commandé en tout ou rien par un relais, la diode de roue libre sera implantée en inverse aux bornes de la bobine Si il est commandé en PWM par un transistor mosfet, la diode sera en inverse aux bornes du moteur (cathode au + et anode au moins). Attention tout de même au courant commuté (12.5A sous 24V) et surtout au démarrage ou ton moteur peut tirer 4 à 5 fois cette intensité.1 point
-
Bienvenue chez les imprimeurs fous ! @Mwn Pense à ajouter le model de ton imprimante dans ton profil, ça nous permettra de mieux t'aider et plus rapidement1 point
-
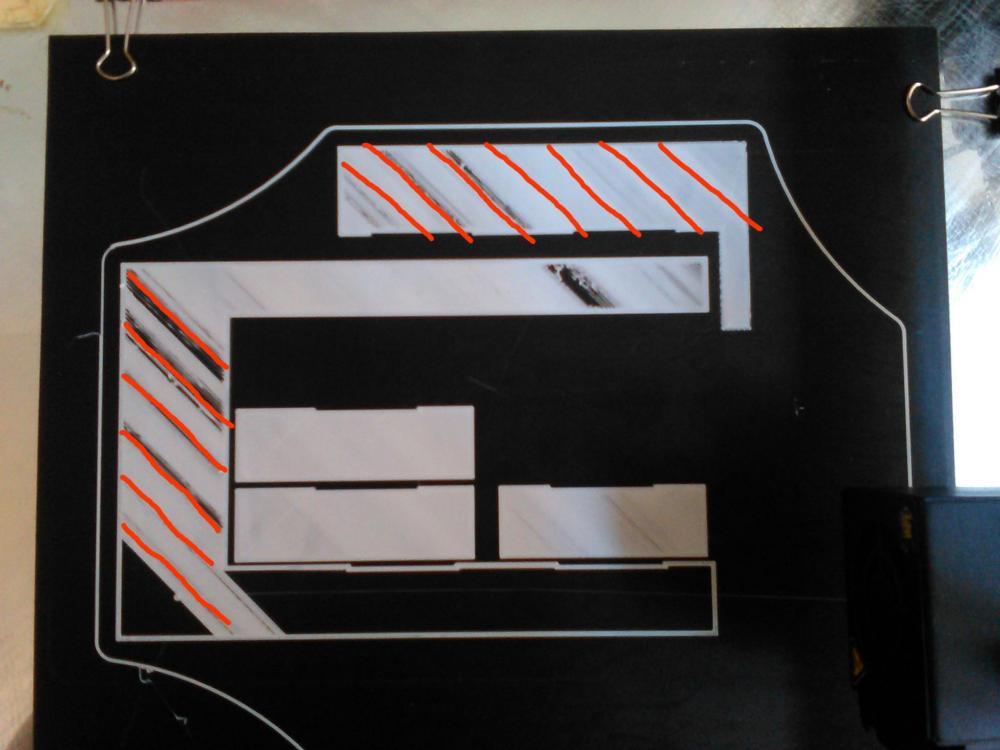
C'est tout de même étrange... Avec un "bon" profile Cura, le problème est toujours présent... Cela me turlupine... C'est étrange que les lignes en défaut soient si parallèle et à intervalles régulier. Cela ressemble trop à un problème d'ordre mécanique. Oui... je sais, c'est mon côté mécano qui parle, c'est plus fort que moi. Je dirais volontier : Vire le revêtement Prima et imprime directement sur le miroir pour voir. Ce n'est pas que je veuille me jeter des fleurs, mais mon profil n'a jamais été en défaut et a même permis à la plupart d'imprimer une première pièce correctement, donc pour moi... le problème est ailleurs. Et j'ajouterai un détail : Ce n'est pas par ce que quelqu'un "semble" avoir eût le même problème et l'a résolu avec Cura, que la solution s'appliquera à ton cas. Comme j'ai pris l'habitude de le dire : L'impression 3D n'est pas une science exacte, et la résolution des problèmes liés à cette-ci c'est pareil. Si Cura est "hors de cause"... alors il va falloir examiner tout les points et causes possible un par un. Ah... dernier détail : Hormis sur une imprimante SLA/DLP, il est déconseillé d'imprimer plusieurs pièces en même temps sur une imprimante FDM. Edit : Message à l'intention d'un modérateur ou administrateur : Serait-il possible de déplacer ce sujet dans la rubrique dédié "Creality" pour une meilleur visibilité ? Merci d'avance. Comme cela des gens comme @fran6p, @pascal_lb ou... n'importe qui d'autres viendraient apporter une pierre à l'édifice qui est : "Résolution de cet épineu problème."
 1 point
1 point -
LOL... aussi chaud que pour du PETG et ABS ?! What The Fuck ?! Pour du PLA... c'est 210°C max... et même 200°C, c'est généralement l'ideal. Après... je connais pas spécialement la marque de ce PLA... mais je trouve cela bien trop chaud... il préconise quoi le fabricant ? Si elle ne chauffait plus ou mal... l'électronique (le Marlin) aurait tout de suite affichée le message d'erreur. Je me suis déjà posé la question du relevé de la sonde. Mesuré un thermomètre laser, la mesure relevé est dans l'ensemble fiable ( à +/- 1°C). Après... c'est mon expérience de mécano de l'impression 3d qui parle, mais : Tu as vérifier que la buse était bien à 90° à la verticale par rapport au plateau. Cela arrive que le "corps" de chauffe se desserre et ne soit plus parfaitement à la verticale. ok pour le 30mm/s pour la première couche... je suis à 35mm/s perso... donc c'est kif kif. Par contre 80mm/s... je trouve cela trop élevé. Là après des mois de réglage et peaufinage, le max que je défini comme la vitesse max c'est 60mm/s pour avoir une belle impression. 70mm/s pour les parois interne et le remplissage passe encore. 100mm/s pour les déplacements Pour le reste... tu as mon profil...1 point
-
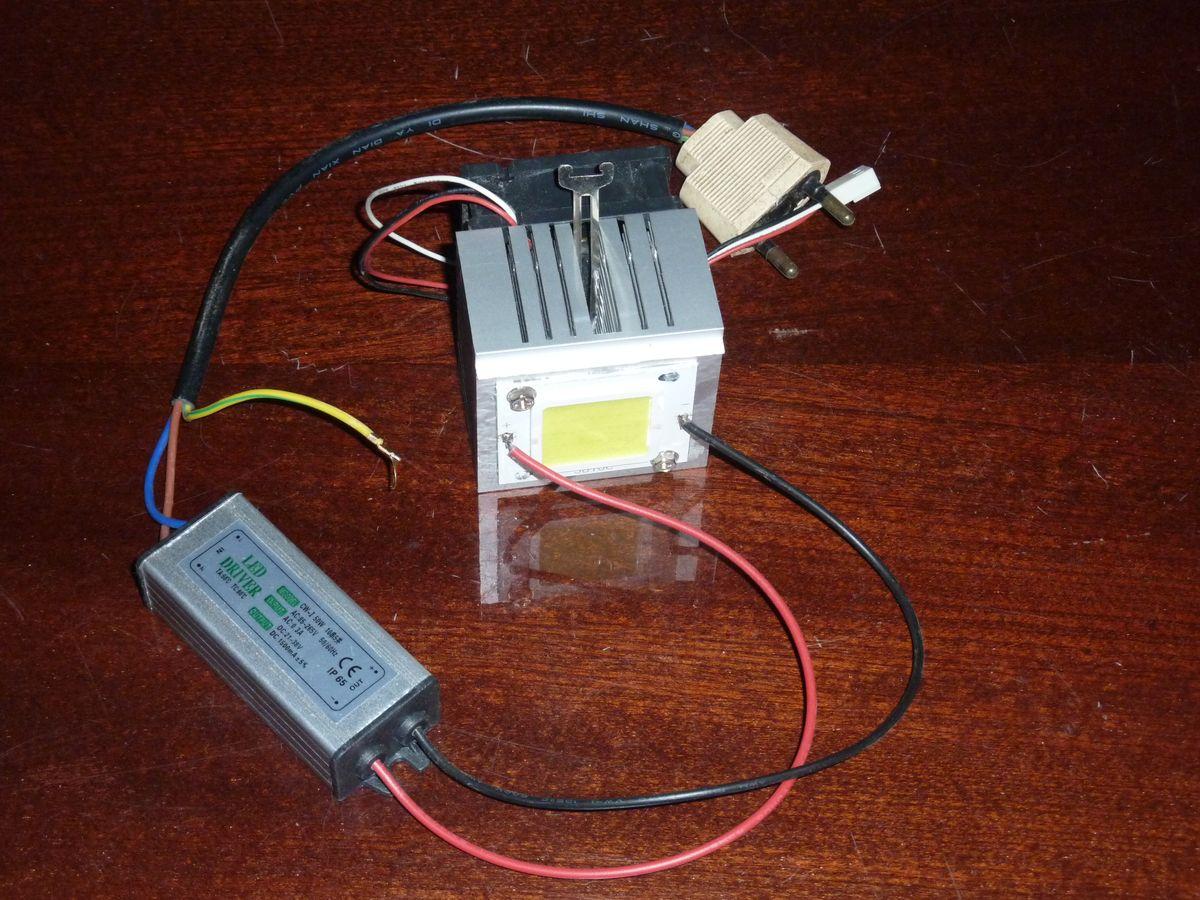
Bonjour J'utilise des LEDs en éclairage spéléo. Les modules sont en 2 parties : d'un coté l'alimentation, qui contient un driver, et est très tolérant quant-à la tension d'entrée. De l'autre coté la LED (qui fonctionne en basse tension et se pilote en courant). Les 2 éléments doivent être compatibles question caractéristiques. sinon, soit ça n'éclaire presque pas, soit la LED claque. On trouve ces modules facilement pour trois fois rien sur ebay. Exemple : https://www.ebay.fr/itm/10W20W30W50W70W100W-LED-Chip-Driver-Transformateur-for-Exterieur-Jardin-Ampoule/263550715416?hash=item3d5cd8c618:m:mnnQtw5RnhQUbZGzPp6M5Yw Si disponible, choisir "blanc neutre". Attention avec les éclairages LED : Ils "tuent" les rouges et modifient les bleus. Les "blanc chaud" ont un filtre jaune... ça diminue la dominante bleue mais ne rajoute pas de rouge (d'ailleurs les rouges sortent encore moins bien). De plus il manque dans leur spectre la fréquence à 460nm (de mémoire). Or cette fréquence, correspondant au bleu turquoise, est justement celle qui fait réagir et contracter la pupille. (on s'en aperçoit quand on croise une voiture équipée de feux LED : même en plein jour ça éblouit). l'exposition à long terme à la lumière des LEDs est susceptible de déclencher des problèmes ophtalmiques. Pour en revenir aux LEDs, voici quelques années et pour utiliser avec une GoPro j'avais fait un montage avec 4 leds XM-L T6 de 10W montées sur un radiateur de Pentium II de récup. A pleine puissance sur alim de labo, au bout d'1/4 d'heure la température du radiateur était stabilisée à 75°C. Avec une LED 50W, il faut envisager d'atteindre une température d'au moins 100°C, surtout si ton montage se situera dans une "cloche" au plafond, ce que réduit le refroidissement par convection naturelle. J'ai un de ces modules (acheté "pour voir" - vu le prix...). il est monté sur un radiateur de Pentium I Je l'ai branché il y a quelques minutes (pendant que je rédigeais). là le chip est à 80°, le radiateur à 50° (ventilateur non branché). les températures sont relevées avec une caméra thermique HTI HT-18. Je pense que le PLA n'aimera pas... Pascal
 1 point
1 point -
Salut , Je peux guère te renseigner , mais isole thermiquement le plus possible la led et son driver du PLA . Ce qui m'inquiète plus , c'est que tu parles de magasin . Si tu accueil du public , n'y a t il pas des normes de sécurité électriques qui iraient à l'encontre du DIY ?1 point
-
+1 à tout ce qui a été déjà dit. Je complèterais par mon expérience personnelle : La température ambiante La température ambiante est un facteur non négligeable. La présence d'une fenêtre ouverte, d'un courant d'air dans la pièce... etc... tout cela aura un impact sur l'impression et cela même si l'impression est bien avancé. Le plateau ne doit pas être trop propre. C'est bête... mais c'est comme cela. L'ABS colle mieux sur un plateau un peu sale... et avec des résidus (de laque, colle ou autres) des précédentes impressions. Par exemple : imprimer sur un miroir bien brillant et propre est contre productif avec l'ABS. La ventilation. C'est le pire enemi de l'ABS. Perso... sur les 3 première couche... c'est ventilation à 0%. Une fois la 3e couche posé... on peut ventilé très légèrement... mais pas plus de 50%... en fonction du système de refroidissement. La température Buse et Plateau Il est important de respecter au mieux les "indications" du fabricant du filament. Si il donne une plage de température de buse ente 220 et 240°C... il est même préférable de se mettre à 240°C pour une Ender-3 (qui pour rappel n'est pas une imprimante en caisson). Pour la température du Bed, si il préconise entre 90 et 120°C... vise le milieu entre 90°C et 110°C... en fonction de la température ambiante. Le Filament et les différentes marques Le résultat final variera énormément en fonction de certaines marques de filament... et certain ABS. Exemple : l'ABS+ est beaucoup plus facile à imprimer que l'ABS "standard". Sur certaines marques de filament le résultat et la facilité à l'imprimer variera en fonction de la couleur... mais entre les différentes marque aussi. La vitesse d'impression L'ABS n'aime pas qu'on l'imprime trop vite. Il faut lui laisser le temps de bien collé et adhérer. Il est donc préférable de réduire un peu sa vitesse d'impression. Si tu imprime à 60mm/s avec le PLA, l'ABS lui, aime mieux le 50mm/s.1 point
-
Pour le bed, serre tout à fond, baisse ton Z endstop jusqu'a ce que ton nozzle soit à 1 - 2mm au dessus du lit, et met à niveau en desserrant les ressorts. En bonus pour être sur que tes smooth rods ne "bougent" dans leurs emplacement, j'avais eu pas mal d'améliorations en imprimant 4 de ces petits trucs : https://www.thingiverse.com/thing:2404708/files Sinon pense aussi à correctement vissé les boulons des tiges filetés Y, ceux du fond, du milieu, puis les boulons qui tiennent la plaque de devant, l'imprimante bien à plat pour éviter de rendre concave ces tiges, et de "tordre" l'assise de l'imprimante.1 point
-
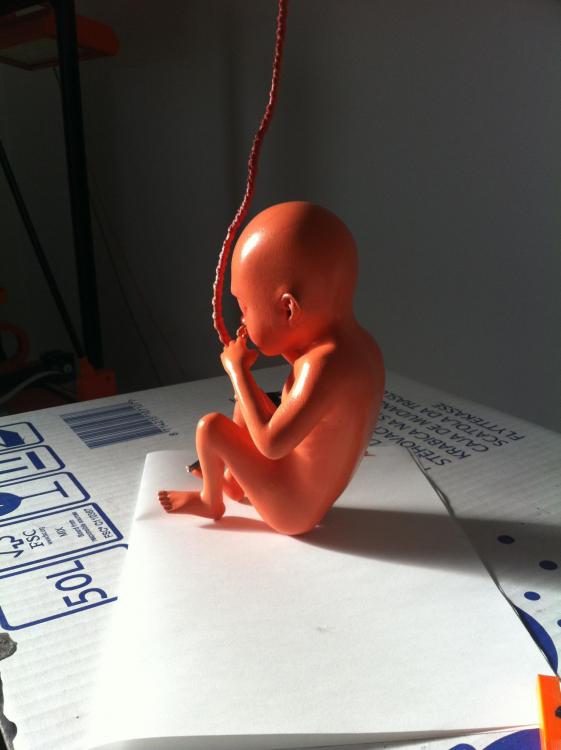
je me suis lancé ds un nouveau projet , chambre embryonnaire staempunk . embryon plongé dans de epoxy




 1 point
1 point -
@Bosco2509, Il est avec le Firmware d'origine, donc le plus simple c'est d'inverser les fils, sinon oui on peut aussi le faire par le marlin. En parlant de modif Firmware, je ne sais pas si cet extrudeur nécessite une modification du E-step ? Pour ce faire un simple rajout dans le G-start (sous cura) : M92 E"valeur adéquate"1 point
-
j’ai pas trouvé0 points