Classement




Contenu populaire
Contenu avec la plus haute réputation dans 22/06/2019 Dans tous les contenus
-
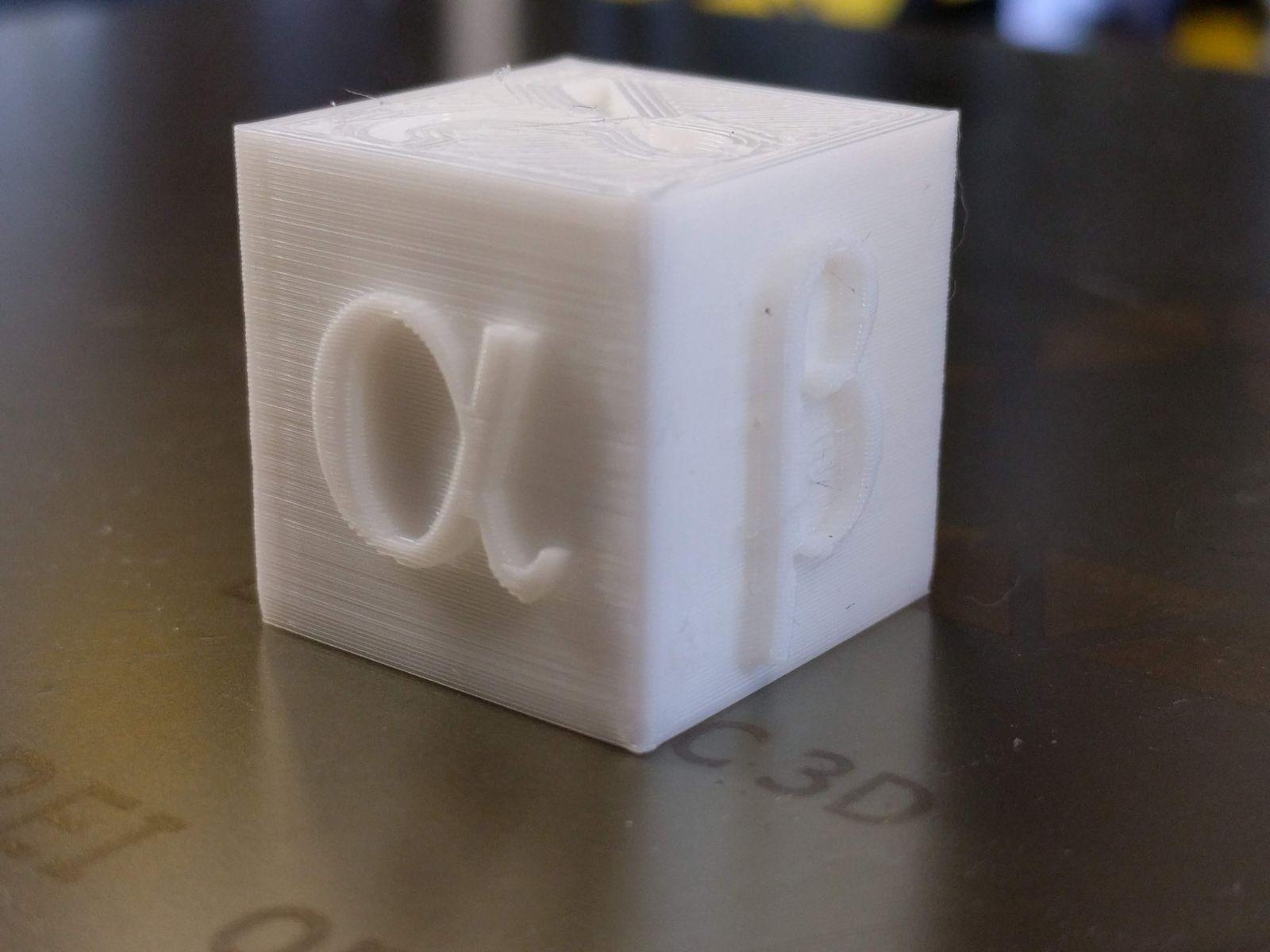
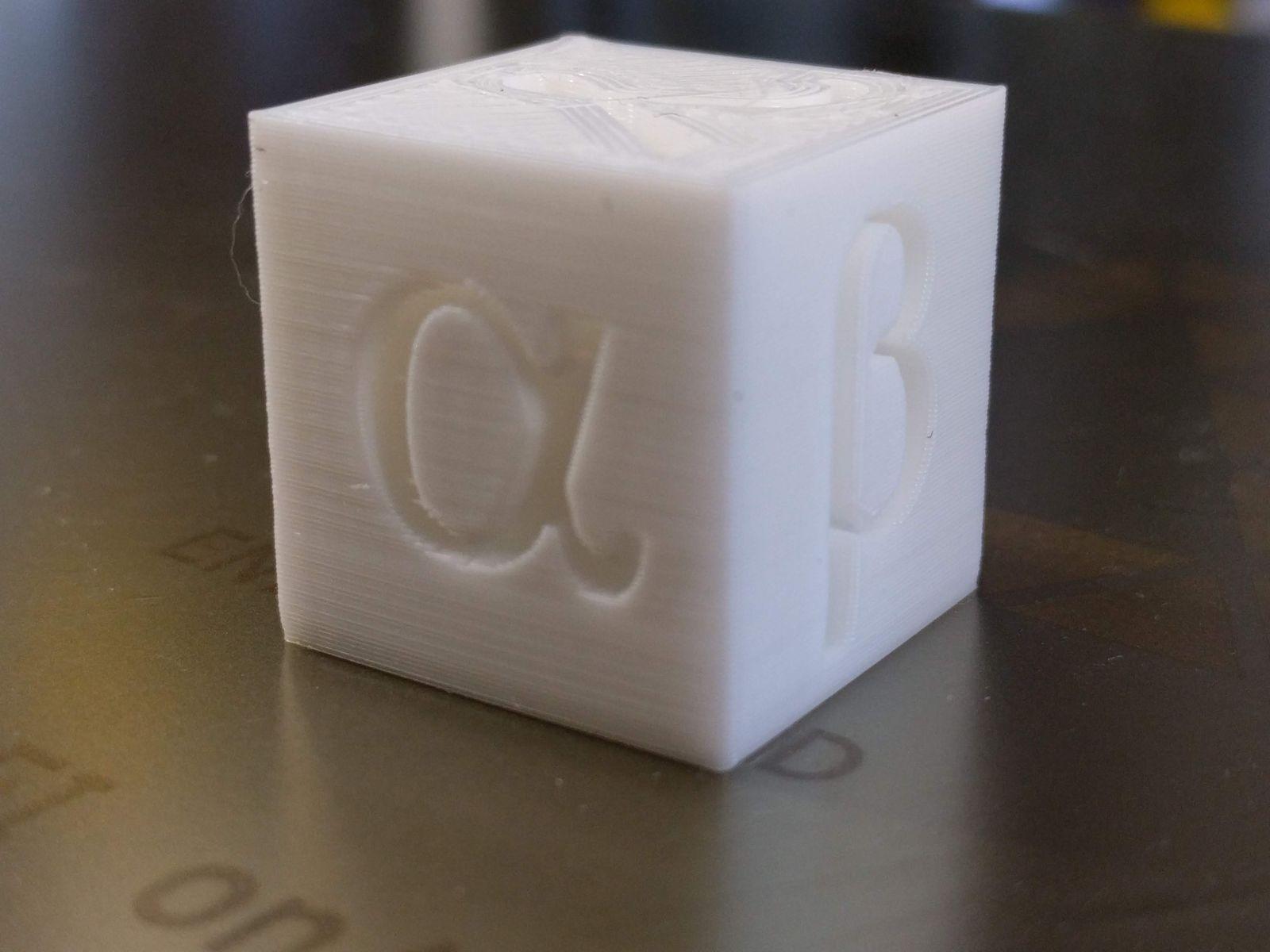
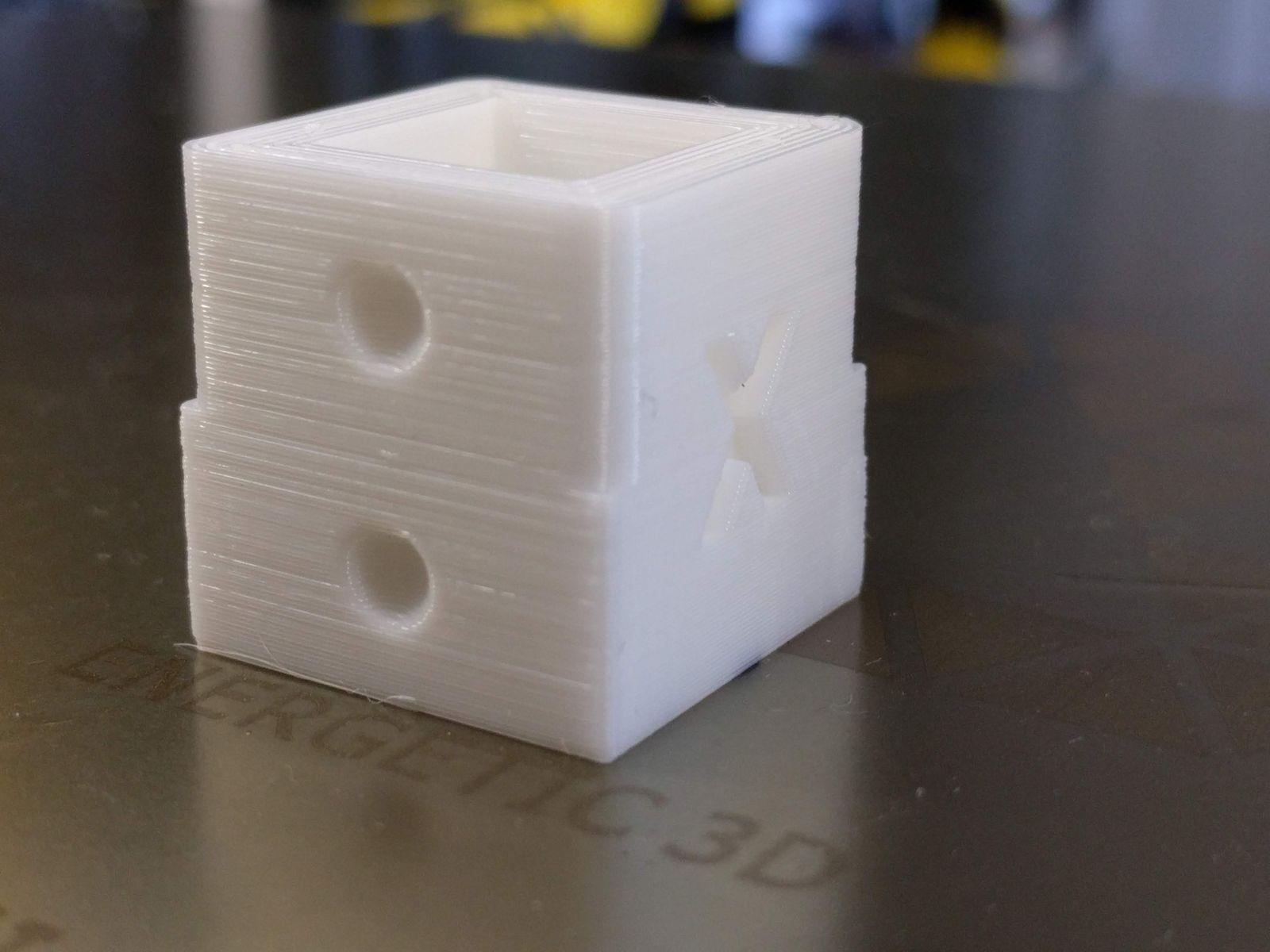
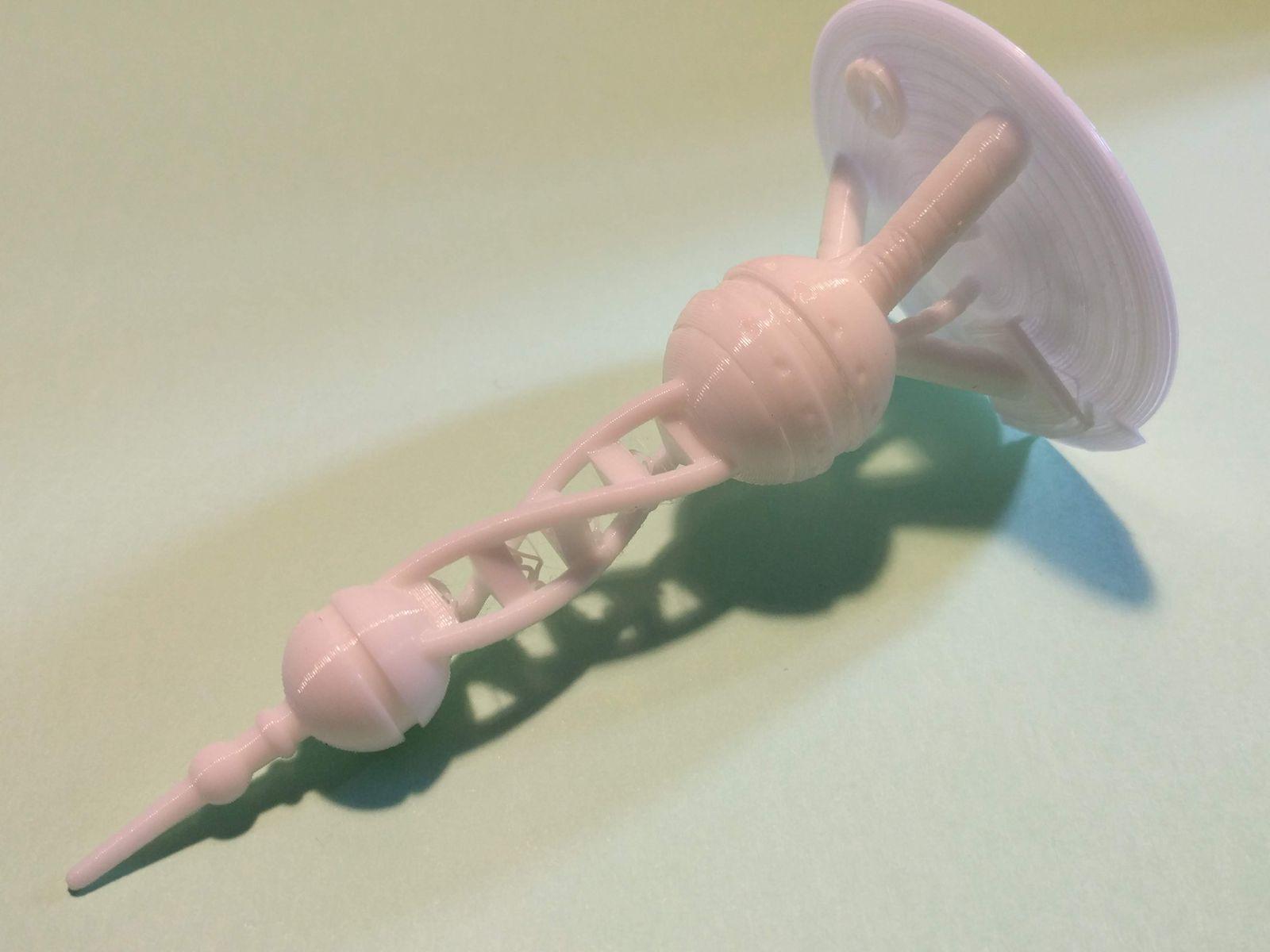
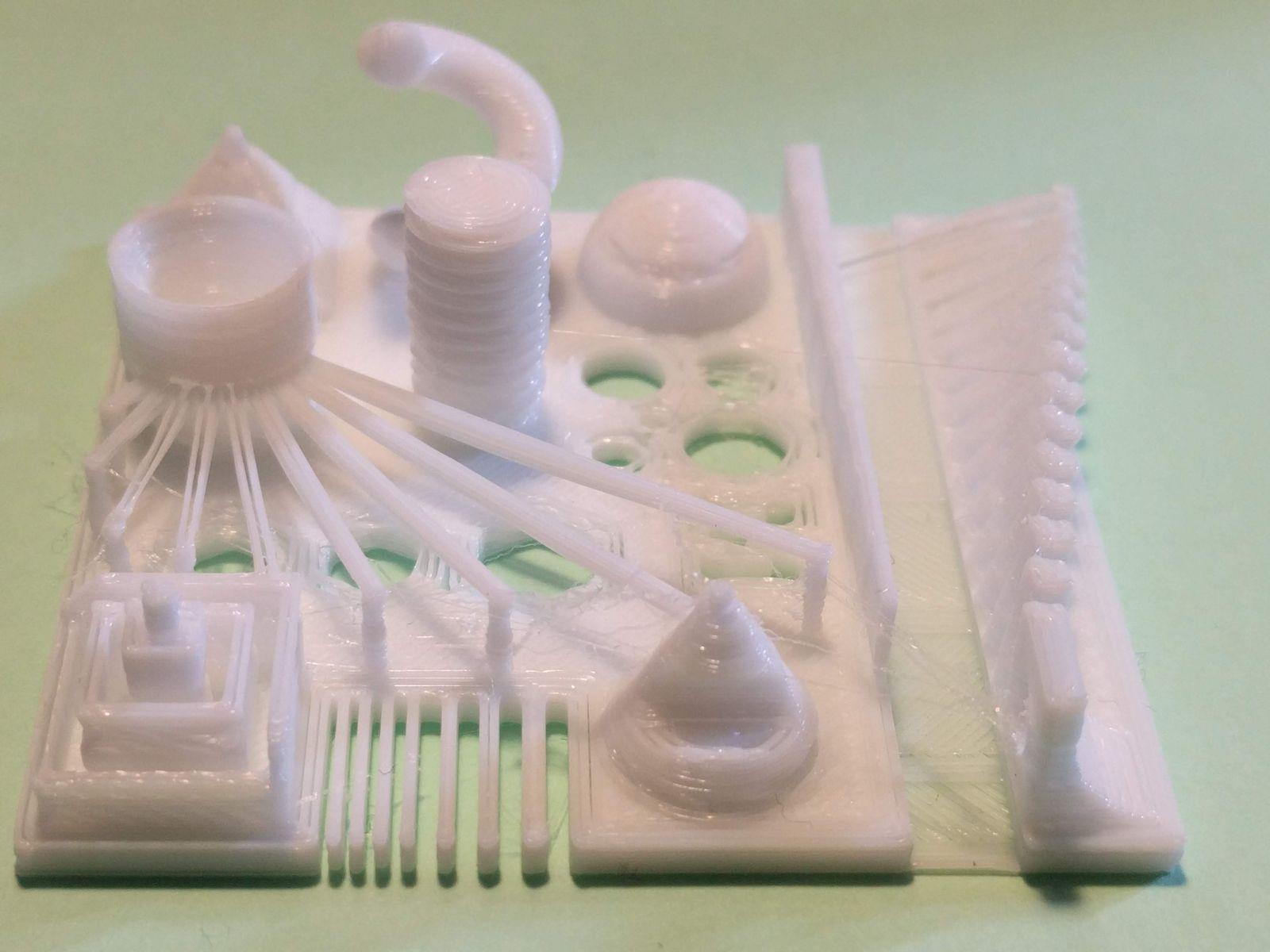
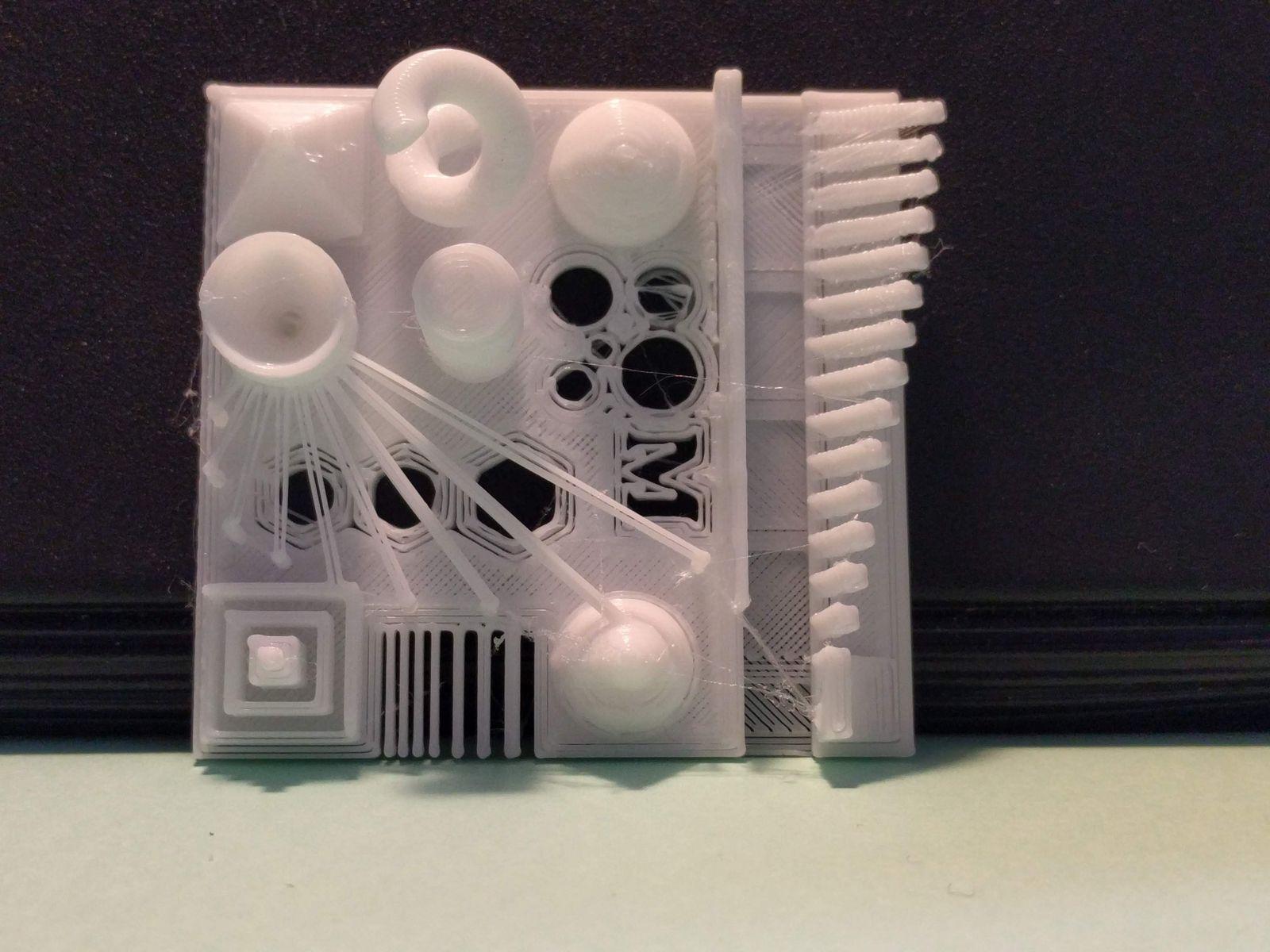
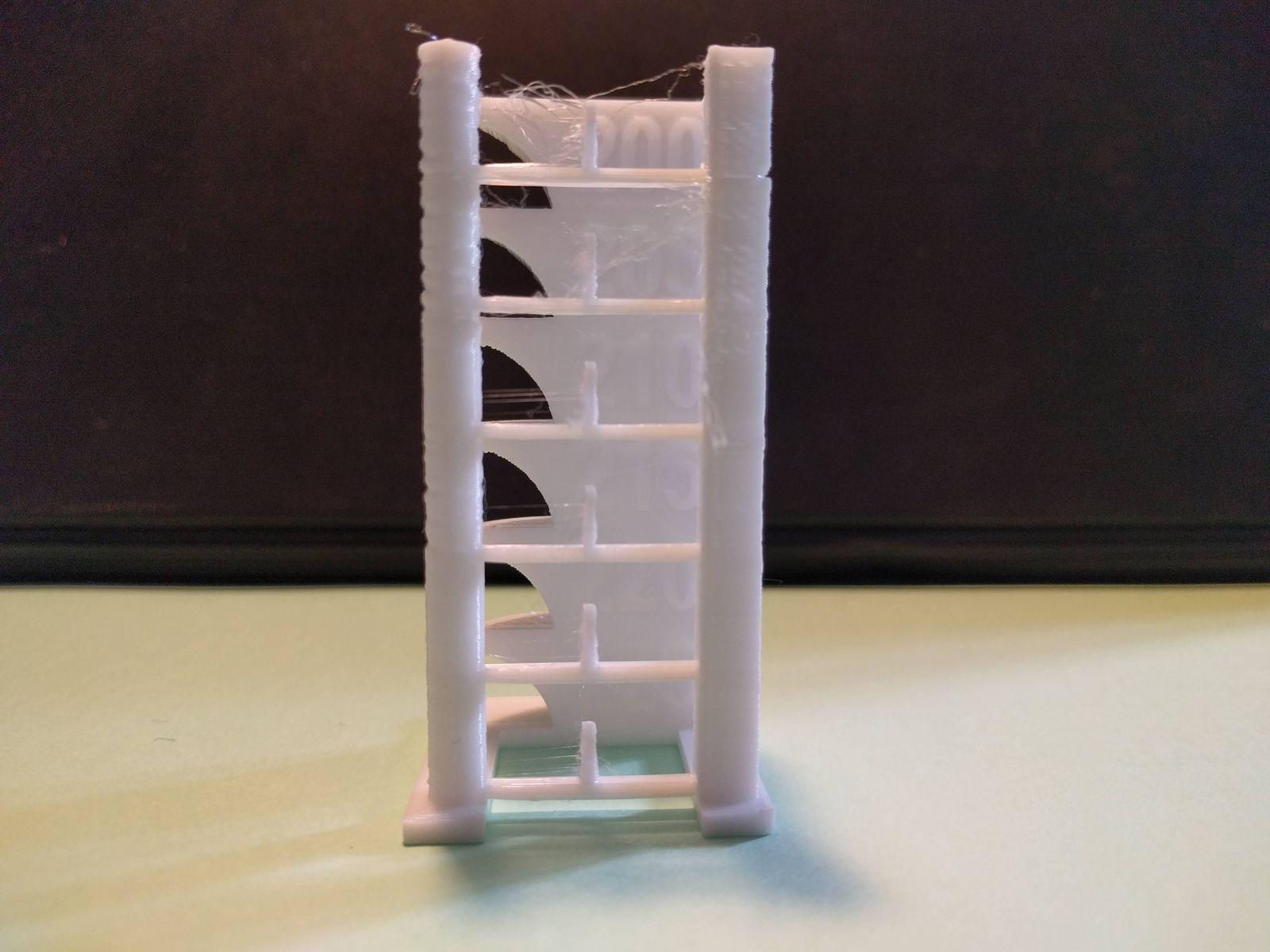
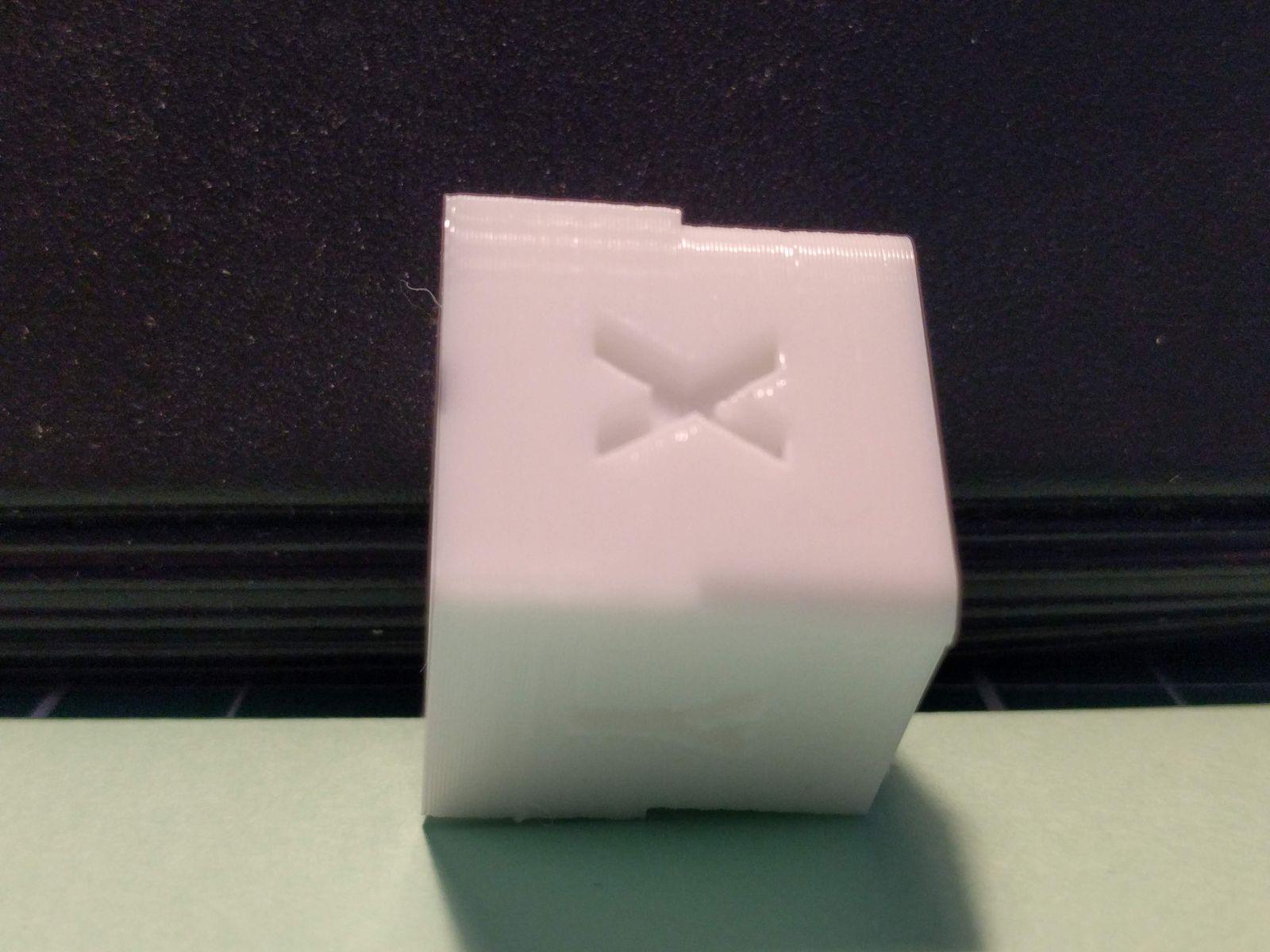
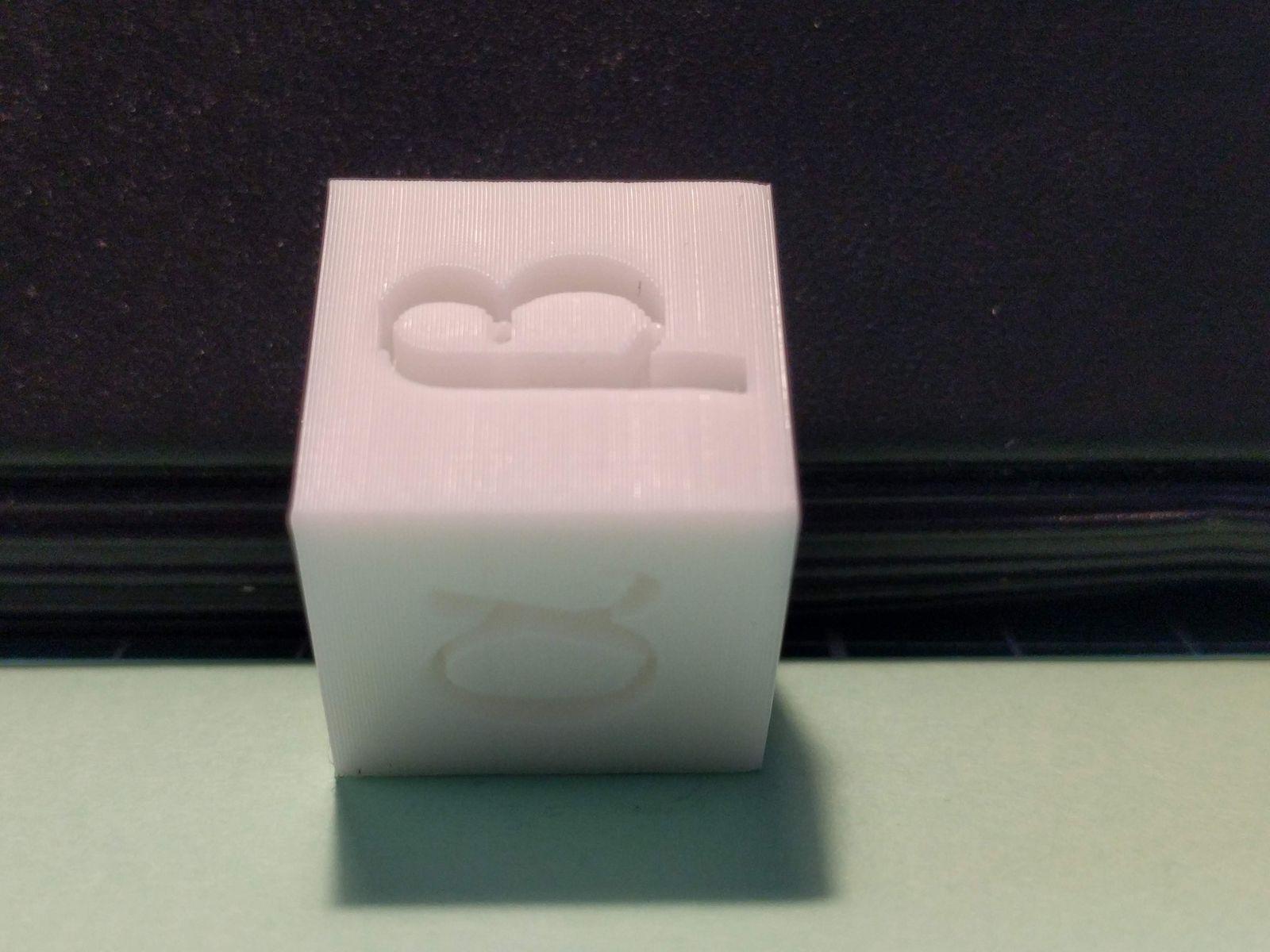
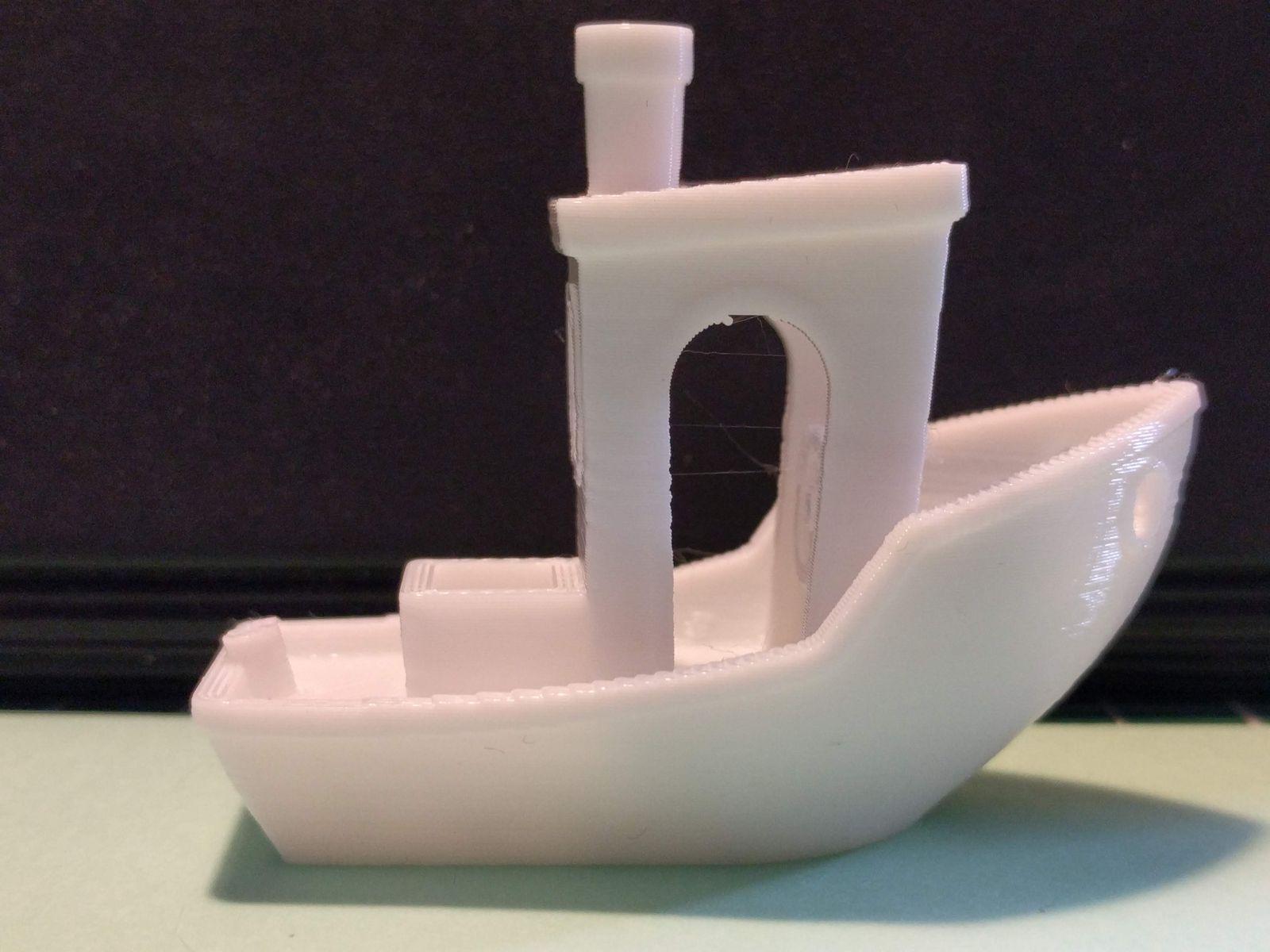
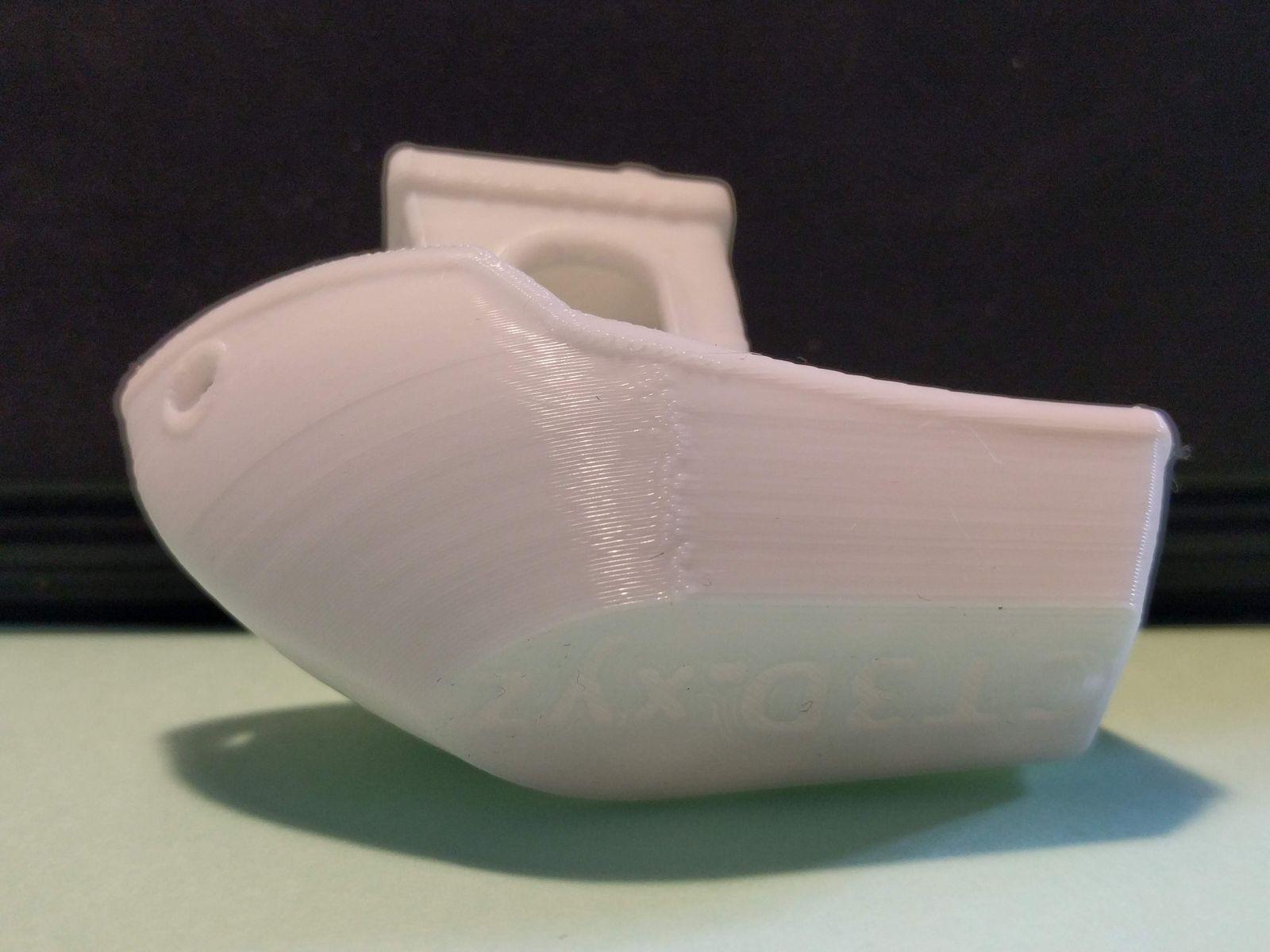
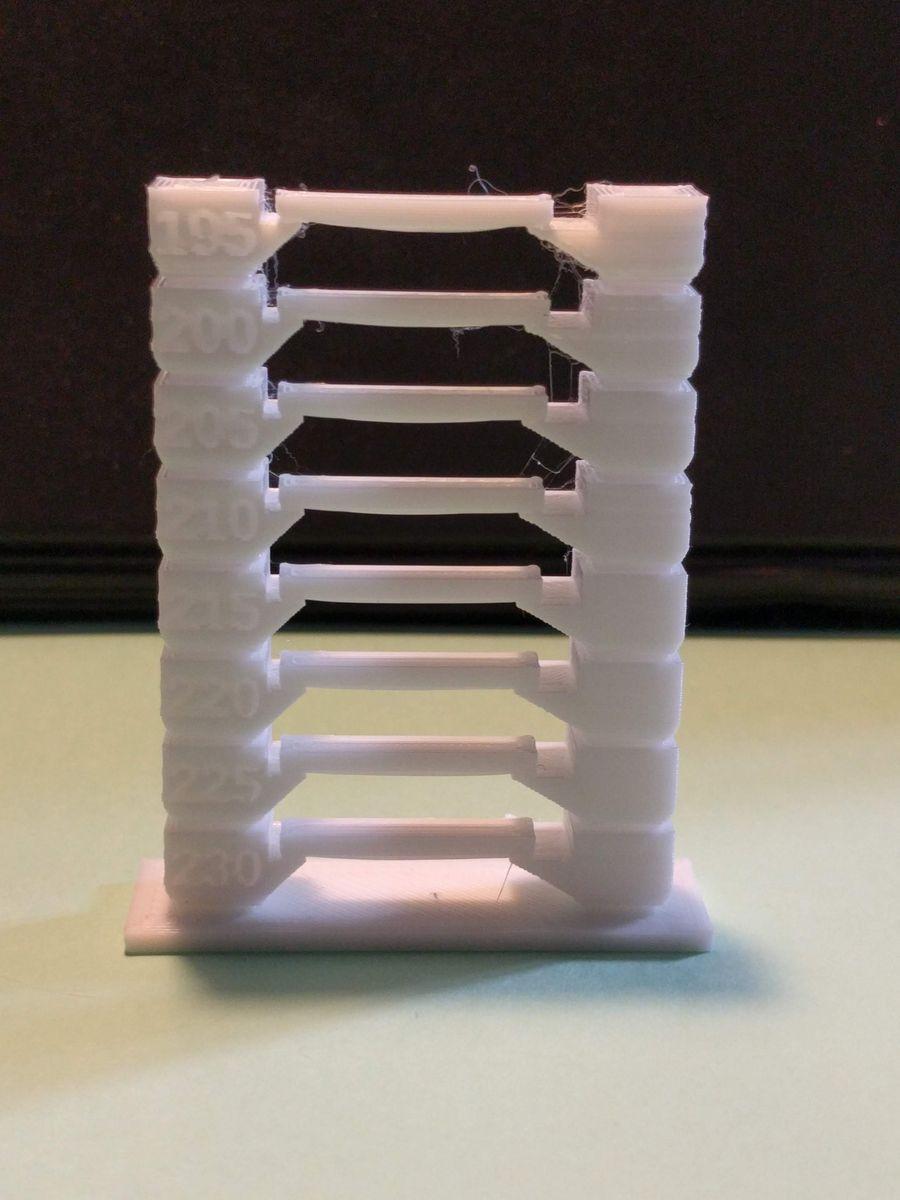
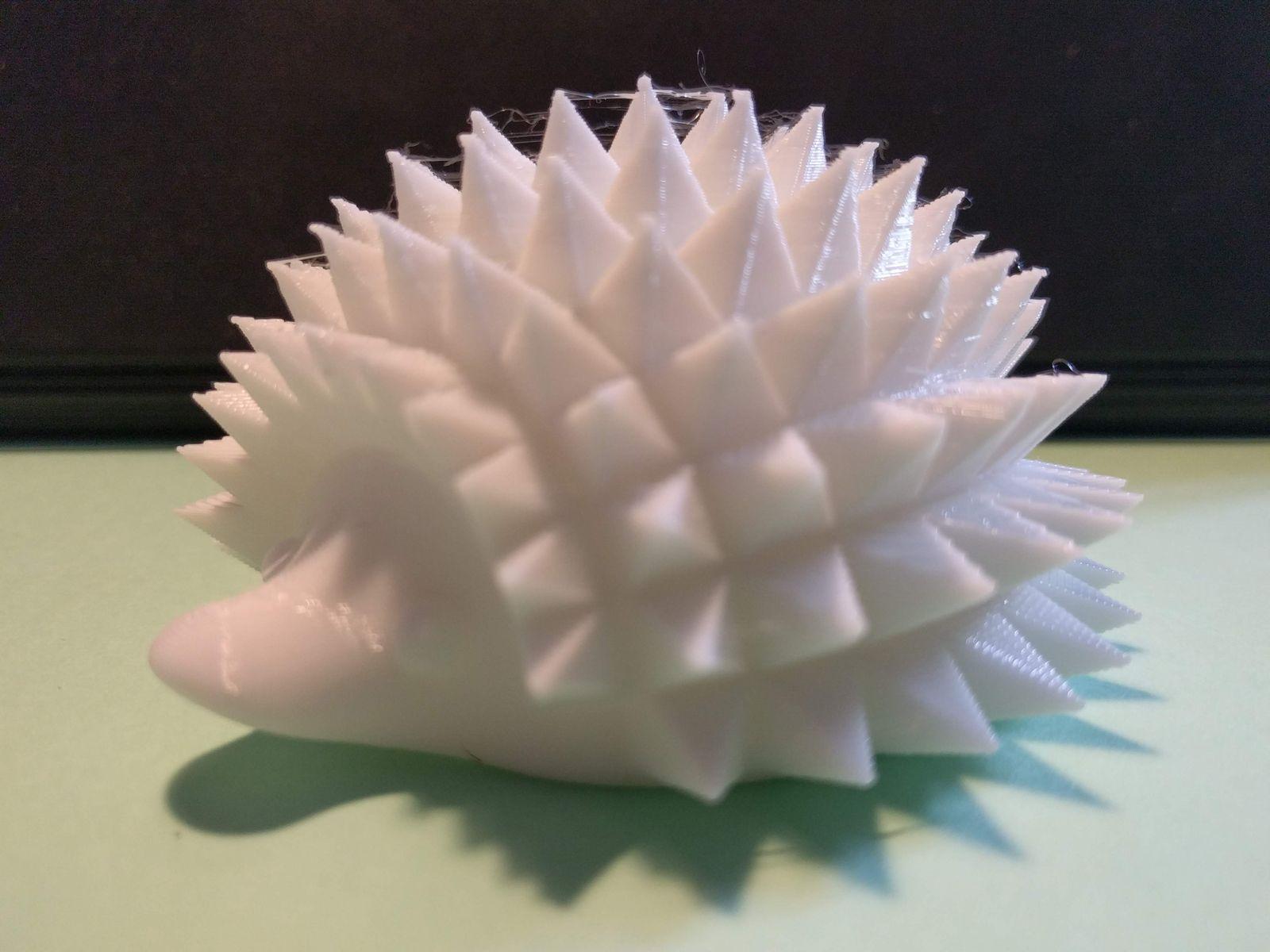
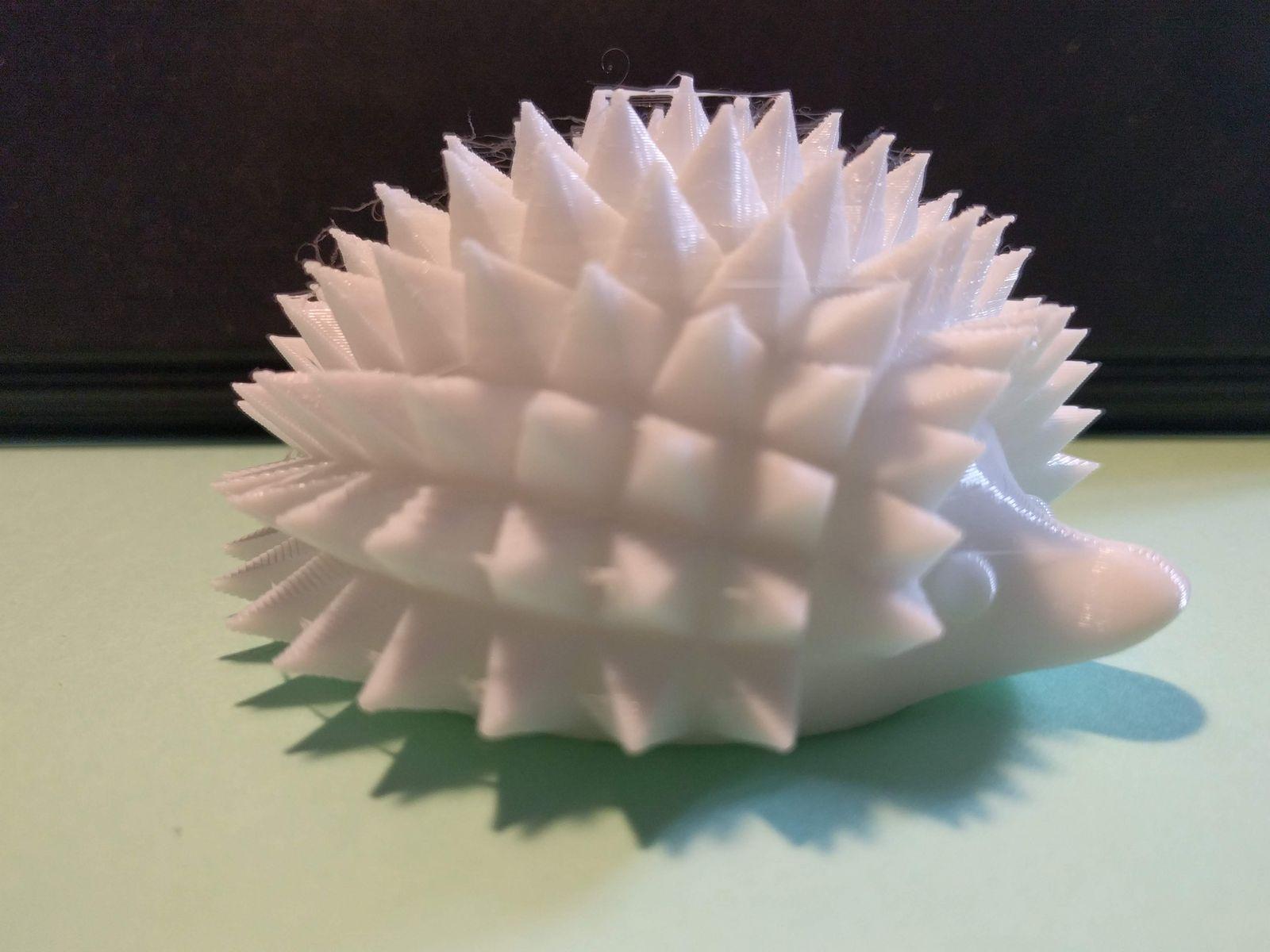
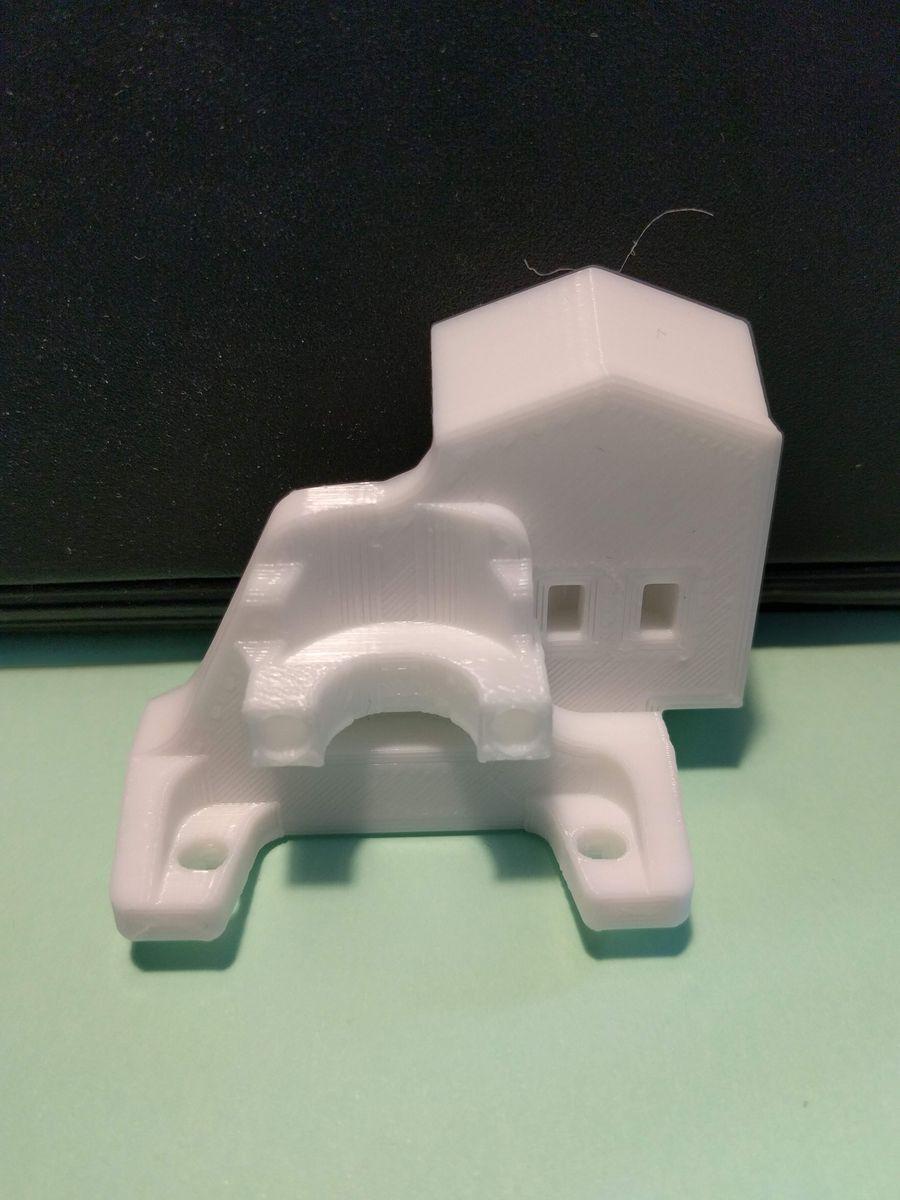
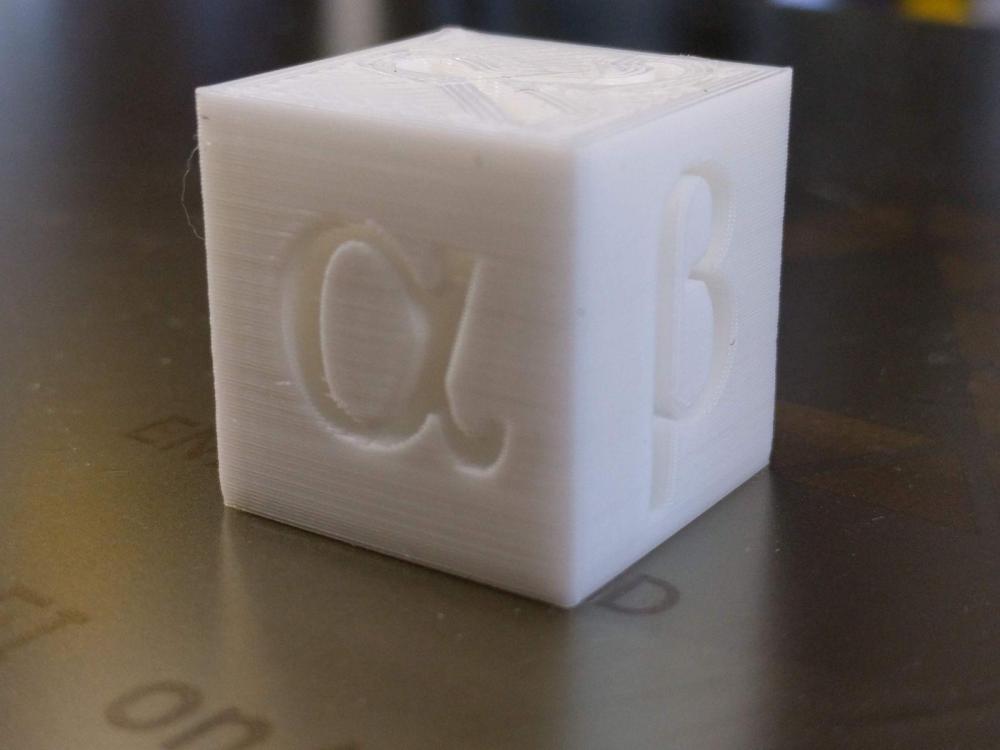
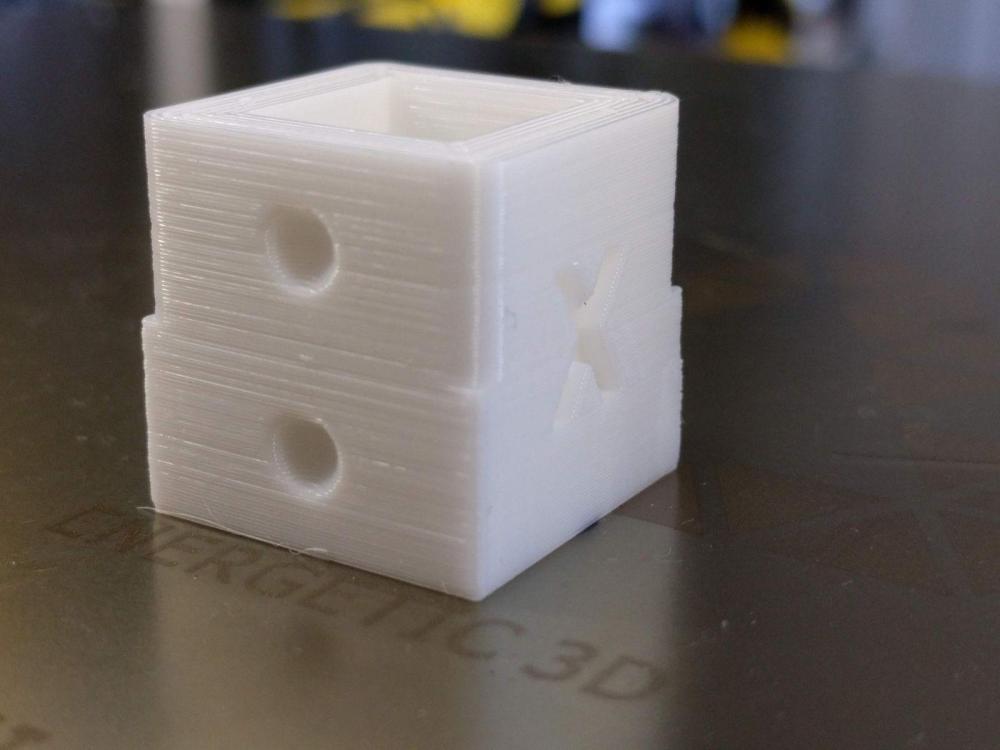
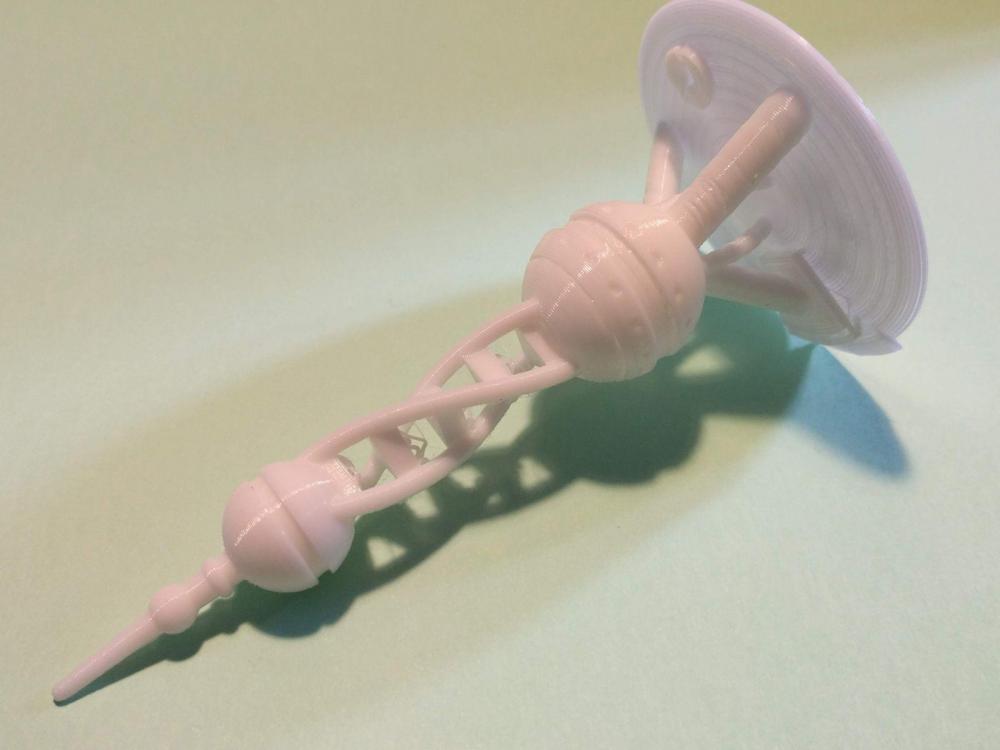
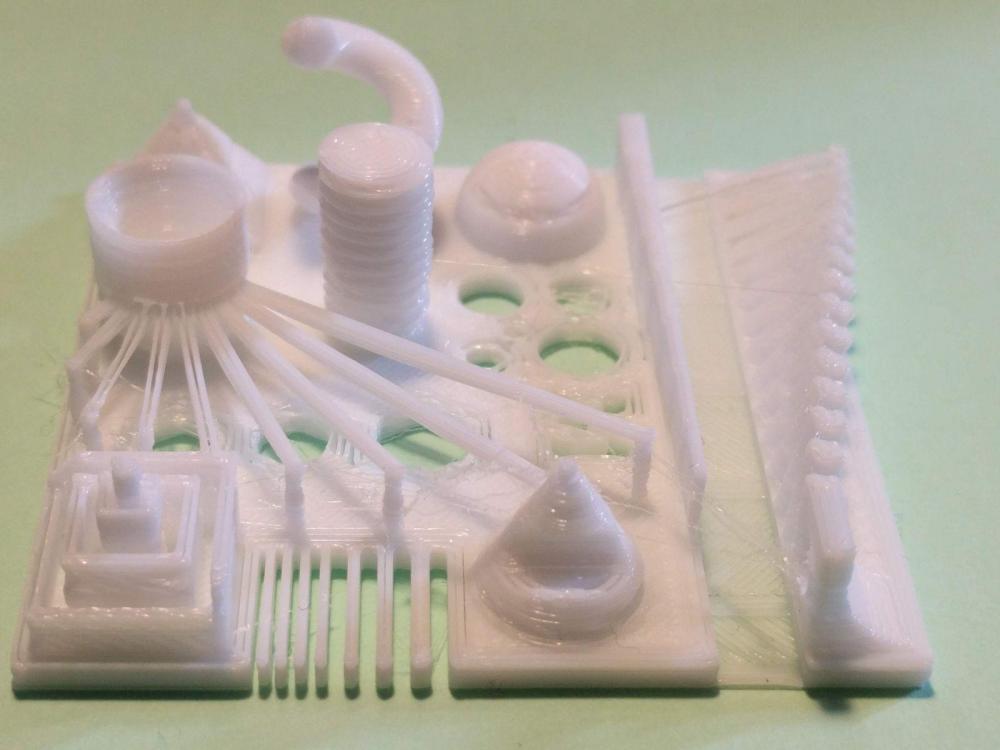
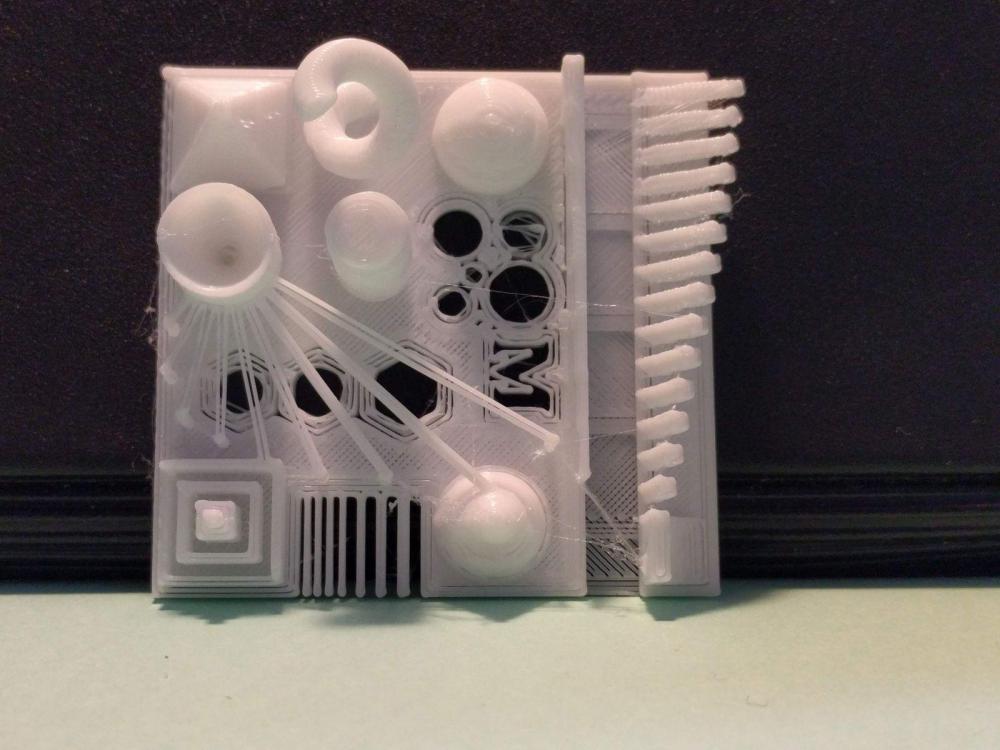
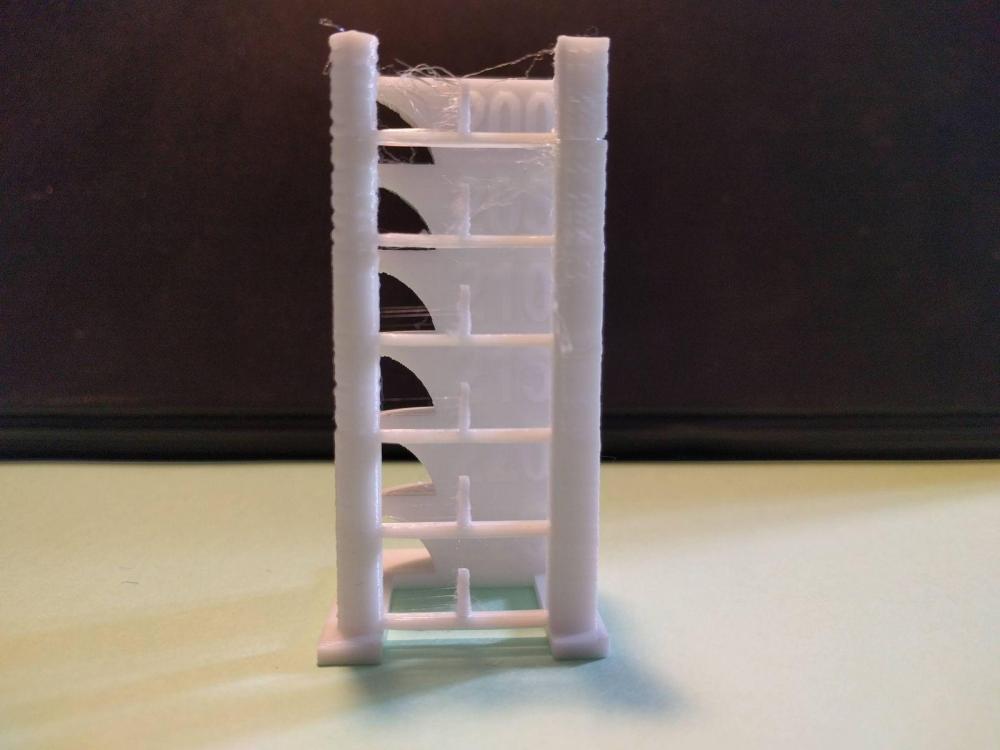
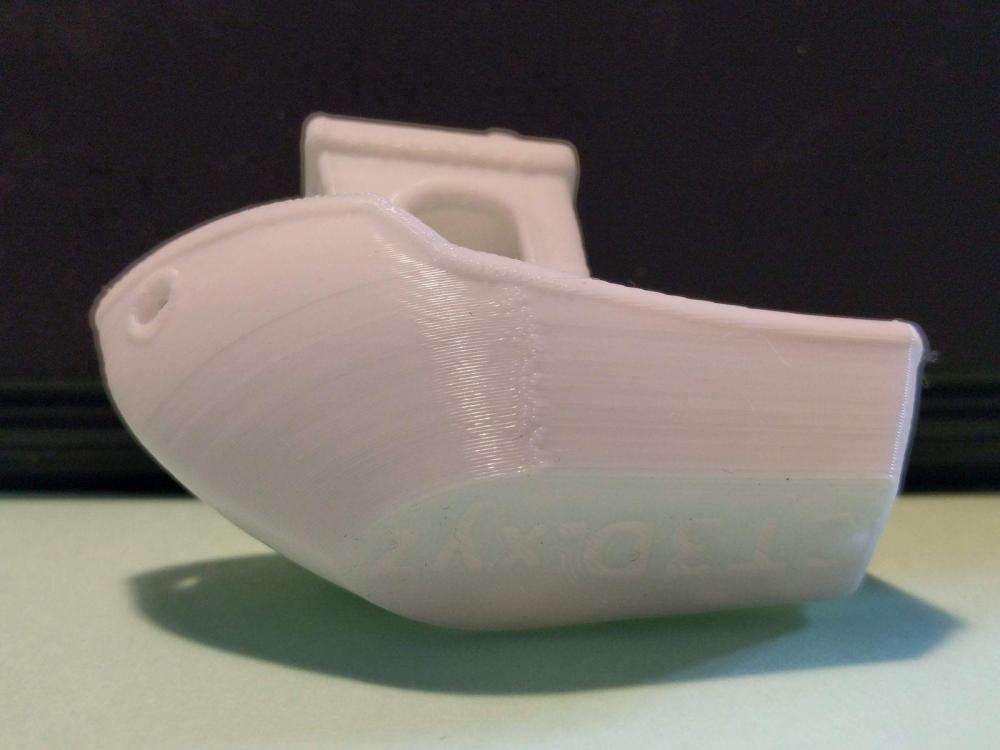
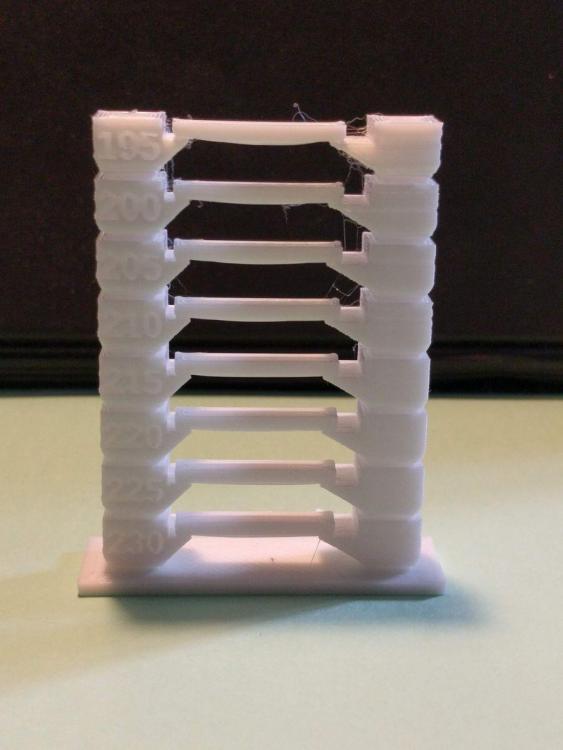
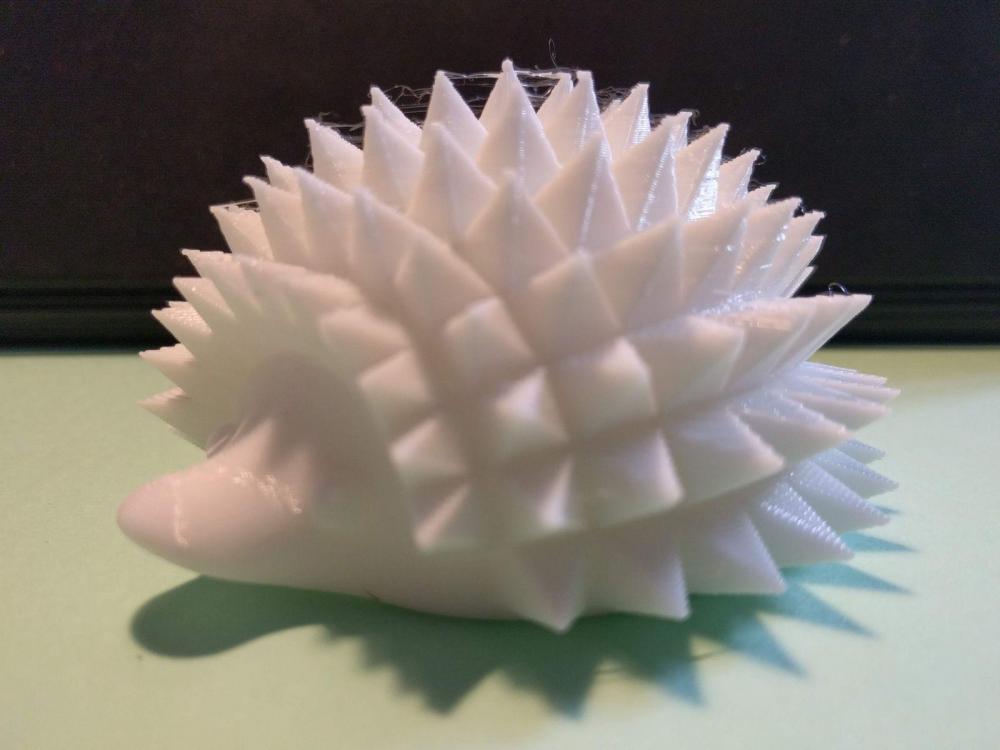
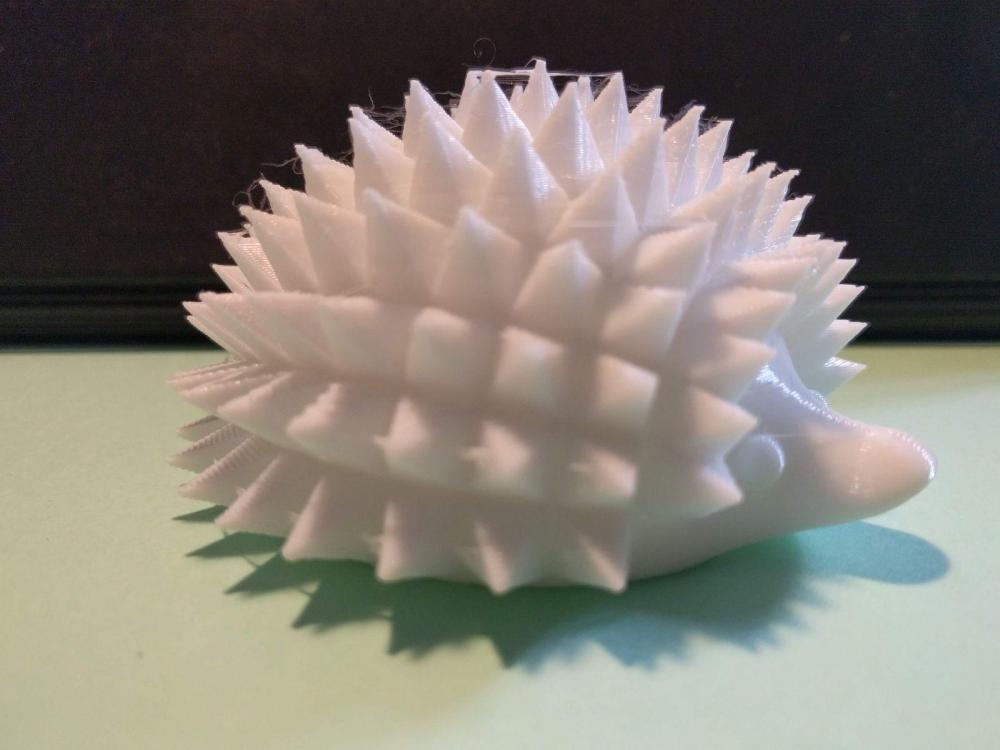
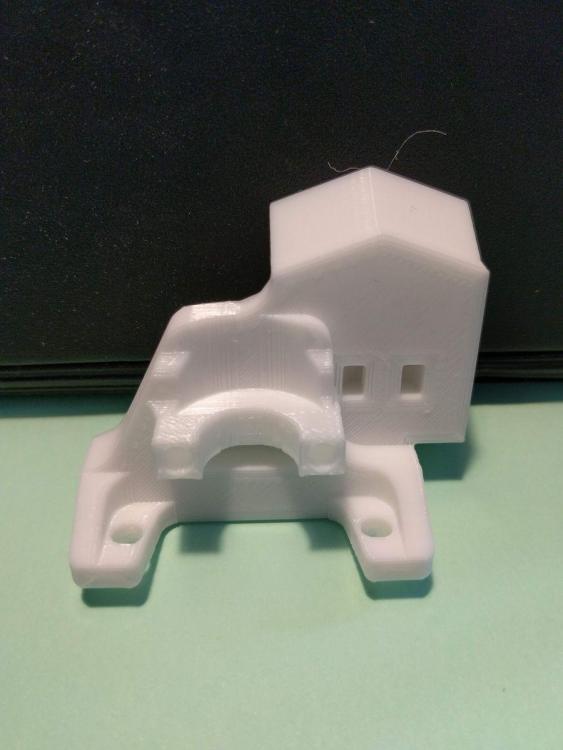
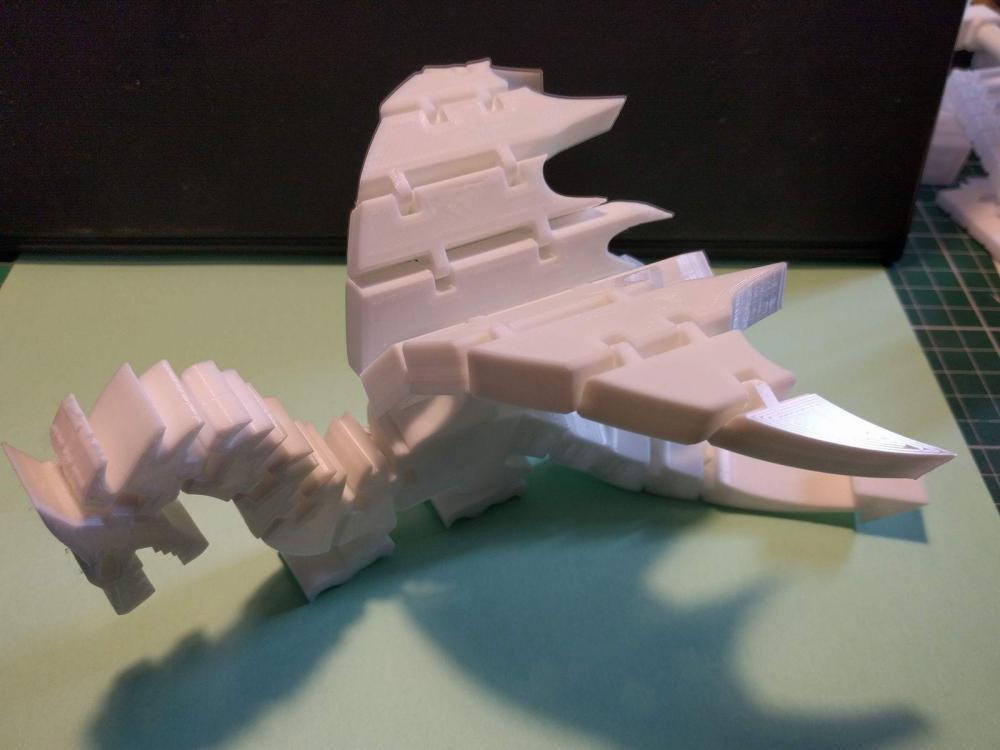
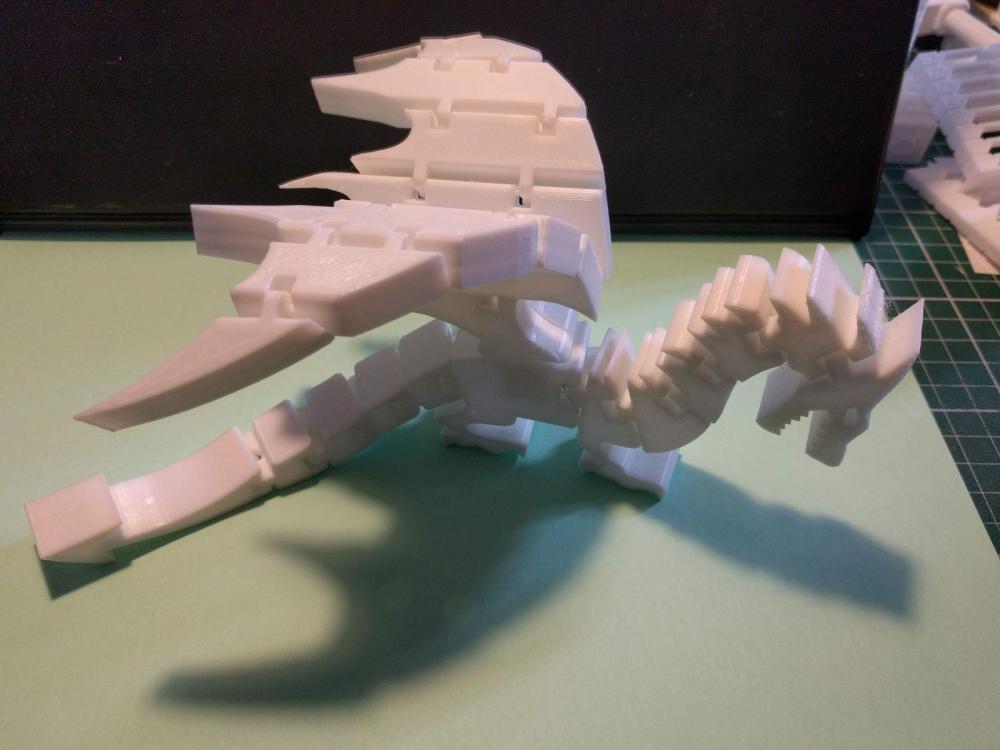
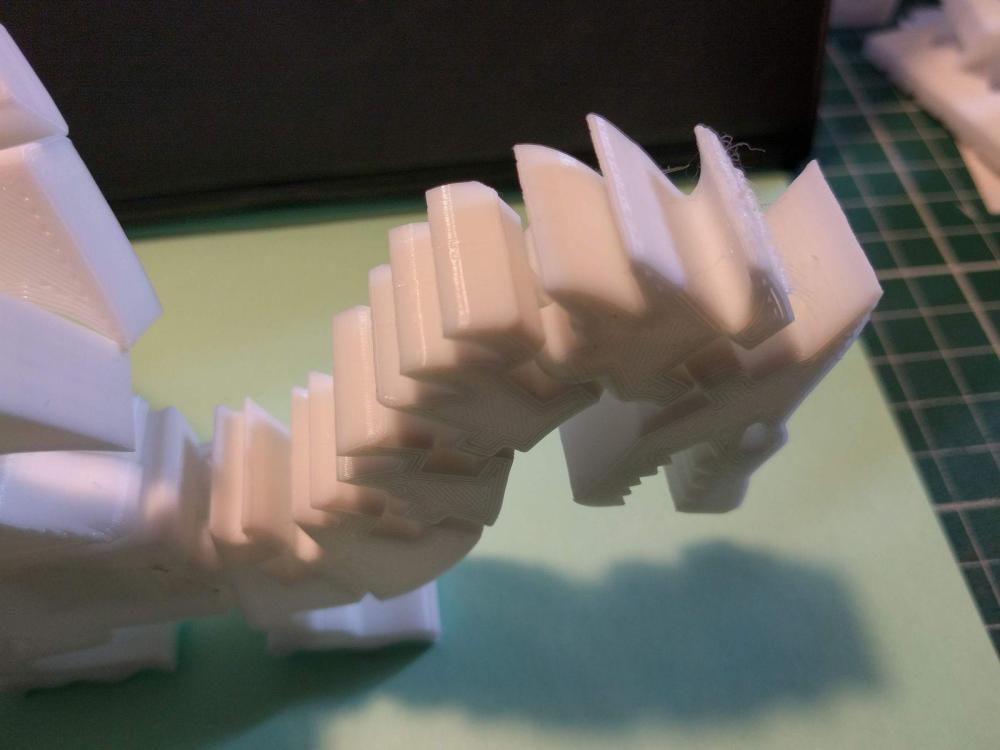
J'ai eu l'occasion de tester le filament PLA Eryone en blanc grâce à ce forum (merci @Motard Geek ) . Je vous fais part de mes tests . Je préfère d'entrée prévenir que les photos de pièces en blanc ne sont pas de la meilleure qualité, mon appareil photo c'est mon vieil ordinophone (un Nexus 5). Les lunettes de soleil seront peut-être nécessaires . Ma machine est une CR10 "customisée". Paramètres essentiels d'impression: buse de 0,4 hauteur de couche 0,2 vitesse d'impression 60 mm/s vitesse de déplacement 180 mm/s température plateau 60° température buse (voir plus loin) La bobine de filament arrive comme la plupart dans une boîte carton toute simple sans fioritures ni marquage externe. Elle est scellée sous film avec son sachet de dessicant à l'intérieur. Concernant le bobinage du fil sur la bobine, j'ai déjà vu mieux mais il semble n'y avoir aucun nœud. La bobine en elle-même comporte deux faces dont l'une d'entre elle est en partie évidée permettant de voir aisément la quantité restante (certaines mais pas la mienne ont une graduation en mètres / grammes). Le diamètre du trou de passage est de 58-59 mm ce qui pour mon système de déroulement ne pose aucun soucis. La couleur est un blanc que je qualifierai de "laiteux". Le fabricant donne une plage de température d'extrusion de 190 à 220°. Le diamètre indiqué est de 1,75mm avec une tolérance de 0,02mm. Après mesures au pied à coulisse, sur deux bons mètres, cela s'avère exact (en moyenne 1,75 mm). Comme pour tout nouveau filament (marque, couleur), je procède à plusieurs tests: 1) mon extrudeur étant calibré avec la méthode sans passage par la buse (en gros, je déconnecte le tube PTFE en sortie d'extrudeur; je mets toutefois la tête en chauffe (>= 170° C) sinon l'extrudeur ne pourra pas être actionné. Je demande une extrusion lente (15-20 mm/s) de 100 mm. J'effectue la règle de trois classique pour apporter les modifications nécessaires jusqu'à ce que 100 mm demandés soient bien 100 mm "extrudés". J'effectue donc le test du cube à paroi mince (pas de remplissage, une seule paroi, pas de fond ni plafond). Ma buse est une 0,4mm, la hauteur de couche est réglée à 0,2mm. Une fois réalisé, mesure au pied à coulisse de plusieurs endroits par côté. Réalisation de la moyenne (0,4 mm) donc le débit du filament sera de 100% . 2) il me faut maintenant découvrir à quelles températures ce filament sera utilisé sur ma machine. Pour cela, j'utilise deux tours de température (une seule est suffisante mais étant un vieux de la vieille et préférant le principe "ceinture et bretelles" et puis je fais ce que je veux, c'est ma machine quoi ) d'après les modèles trouvés sur Thi...rse.com ( celle-ci et celle-là ). Les deux me permettent différents tests et l'une d'entre elles (la première me sert aussi à tester la solidité de la pièce en fonction de la température). Résultat: avec ma machine, la plage se situe entre 215-230°. En dessous la solidité n'est pas assurée. Sous les 195°, mon extrudeur (un Titan) n'apprécie pas et me le fait savoir par des grognements (plutôt des craquements ). 3) Épreuve du "cube de calibration" : j'aime bien celui-ci (ça change du XYZ ) : 4) Autre cube pour tester le "ripple / ghosting / vibrations" 5) Deux tests "All in one" : Polypearl tower et celui-ci 6) Évidemment le Benchy 7) Une ch'tite connerie (clin d’œil à @Jean-Claude Garnier 8 ) GoT est terminé (bien pour certains protagonistes et mal pour d'autres (pour en savoir plus cliquer ci-dessous)), il me fallait un dragon de la mort qui tue (désolé, je n'ai pas trouvé de Daenerys a lui mettre dans la gueule ) 9) Et pour terminer, une pièce technique pour ma CR10: Conclusion: Ce filament Eryone est un bon filament. Le blanc est "laiteux" mais pas désagréable. Malgré une température d'extrusion de 215° (pour ma machine), il produit peu de "cheveux d'anges". Son coût est très variable sur Amazon (~20 € la bobine de 1 kg, en le prenant par pack de deux, il revient à 15€ la bobine mais seulement pour du noir et/ou du blanc ). Il a une légère odeur (toutefois moindre que le 3D850 / 870 que j'utilise habituellement). La gamme de couleurs proposées est variées mais classique. Je pense qu 'il remplacera le ICE que j'utilisais régulièrement pour les pièces "tout venant". J'ai depuis ce test commandé une autre bobine: Arc-en-ciel (que je testerai ultérieurement).






 2 points
2 points -
ok le bug du démarrage est corrigé... on va pouvoir synchro les 2 repos sous peu pour une "release"2 points
-
Fait! @Epsylon3 @CacaoTor2 points
-
Ok merci. Bah, un jour j'aurais le courage d'updater le firmware, ça passera peut être...1 point
-
et si tu as formaté ta carte SD tu peux les retrouver ici: https://www.creality3d.cn/download/sd-card-file_c00051 point
-
Bonjour, Cela ressemble à de la sous-extrusion. soit car la vitesse d'impression est trop élevée. soit parce que tu n'a pas extrudé assez de fil, dans ce cas une calibration de l'extrudeur est nécessaire. Voici un petit tuto:1 point
-
@jmarie3D C'est bien le problème: comprendre l'annonce. Je sais que je peux parfois être chiant par rapport à l'expression française mais quand on cherche à vendre un matériel, il est bien d'être précis afin d'éviter les interprétations (en fait c'est aussi ce que j'avais compris mais étant d'humeur taquine, je n'ai pas pu résister... C'était juste pour faire avancer le Schmilblick)1 point
-
Le Guero Loco vient tout juste de sortir une vidéo à ce sujet :1 point
-
C'estpas très compliqué à démontrer iln'y a que quelques vis Qui de toute façon devront être enlevées pour mettre la nouvelle Après c'est tes sous1 point
-
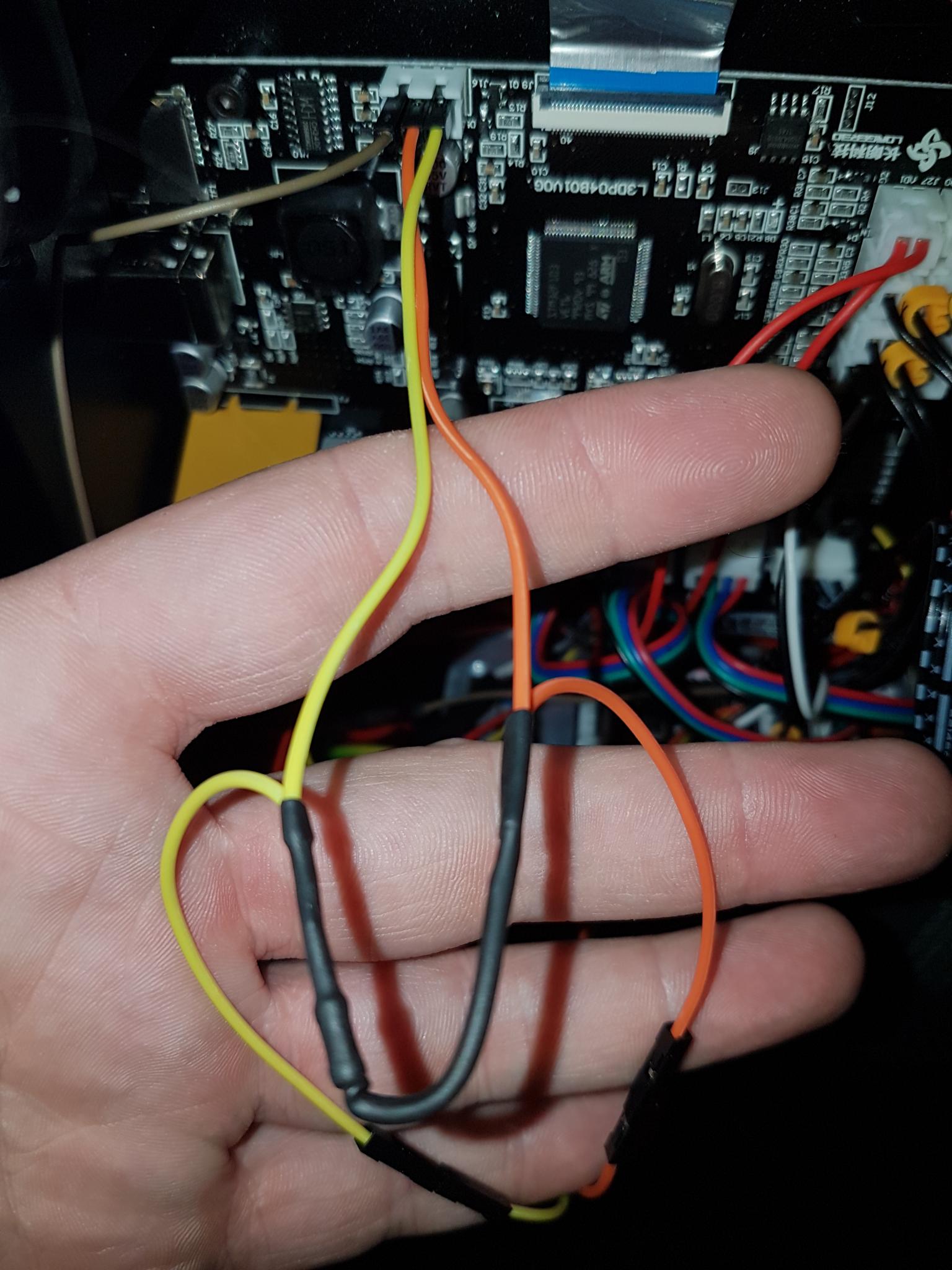
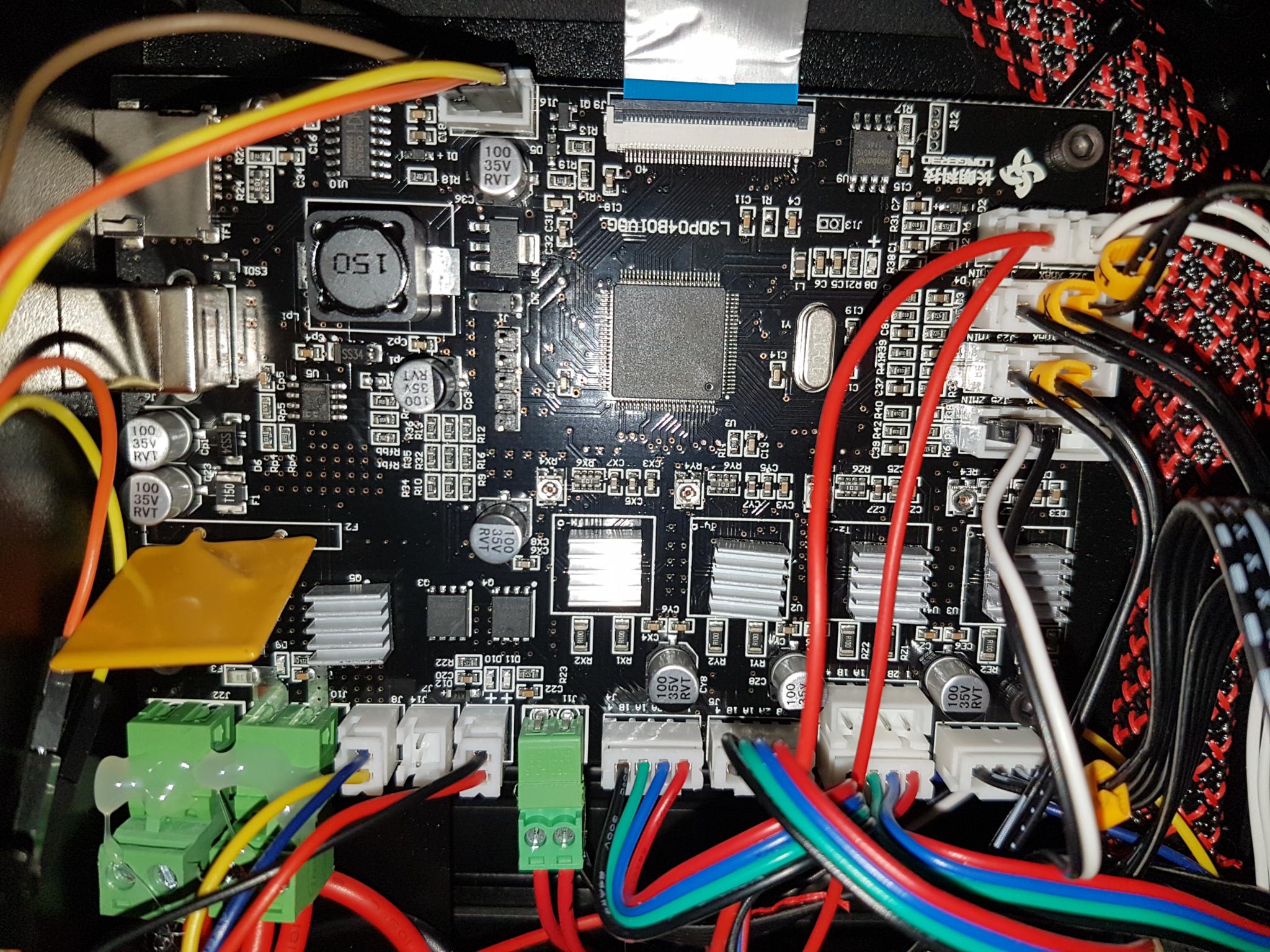
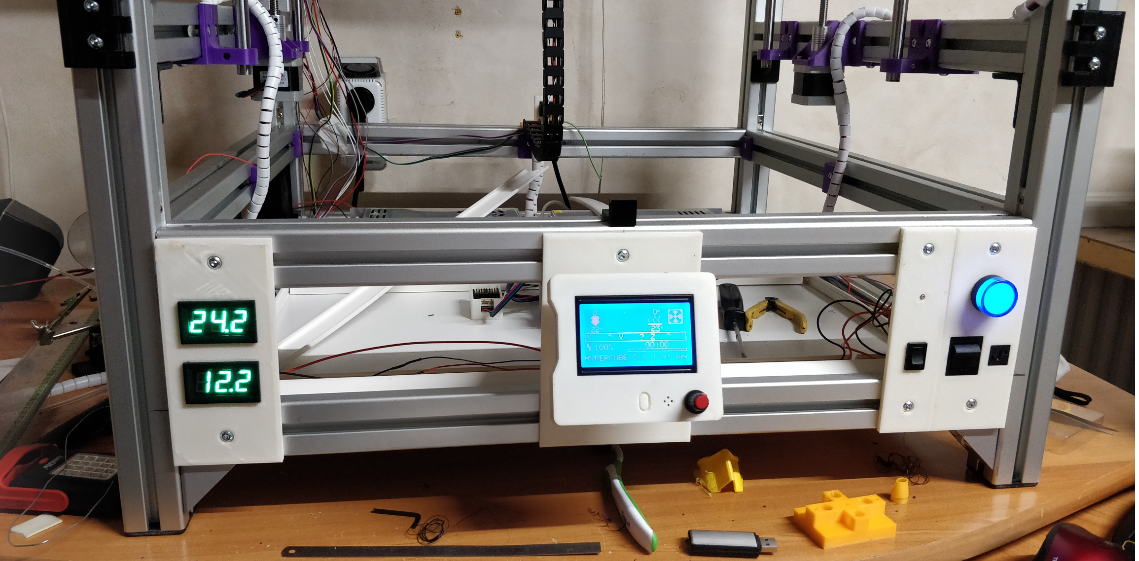
Bonjour, Mise en place des deux voltmètres 12V et 24V en vert et demain voltmètre tension plateau et hotend en rouge.

 1 point
1 point -
J'ai capricorn aussi @Guizboy, et ma sonde s'était detachée ce qui a fait que mon chariot (en ABS) s'est déformé... Donc verifier le serrage de la sonde1 point
-
Au niveau du PTFE il y en a des tonnes de références. J'ai préféré prendre un modèle plus cher et de meilleure facture. Je ne parierais pas un kopeck sur la qualité des PTFE "a pas cher". J'ai misé sur Capricorn pour mes PTFE et je n'ai pas été déçu. J'imprime avec la buse au max à 380° pour le moment et le PTFE n'a jamais bougé. D'autant que je n'avais pas réfléchi au fait que le PTFE sur l'extrudeur d'origine vient en contact directement avec la face arrière de la buse Au temps pour moi. Du coup il reste deux possibilités à mon avis : PTFE de mauvaise facture qui fond en dessous du seuil normal. Sonde de température qui renvoie une mauvaise information. Mais pourquoi ? Elle serait sortie de son logement ?1 point
-
Modération : @Pitch j'ai déplacé ton post pour une meilleure visibilité1 point
-
salut, tu veux pousser quoi ? la consommation des moteurs ? bah oui tu peux pousser, ça va juste chauffer et vibrer plus fort je t'explique, le Imax c'est le courant maximum que le moteur consomme quand il est à 100% sur ces deux phases, MAIS comme les phases sont décalées de 90°, il ne peux jamais être à 100% de ce que donne son fabriquant, donc on calcul Inom à 71% d'Imax. après c'est le pilote qui gère pour envoyer le bon courant en fonction des deux courbes sinus de rotation. pousser se courant ne sert pas à grand chose, mais dans le cas d'une partie dure sur un axe par exemple, tu peux toujours augmenter d'un cran si ça peut aider, bien sûr cette augmentation est à faire en dernier recours, quand la mécanique est au mieux et seulement si l'impression se décale et perd des pas. voir ici pour le déphasage et les 71% :1 point
-
@Epsylon3, @Hobi, @CacaoTor C'est l'occasion de placer votre travail en bonne position https://github.com/MarlinFirmware/Marlin/issues/143451 point
-
C'est étonnant que le pseudo de la personne soit identique au nom de l'entreprise1 point
-
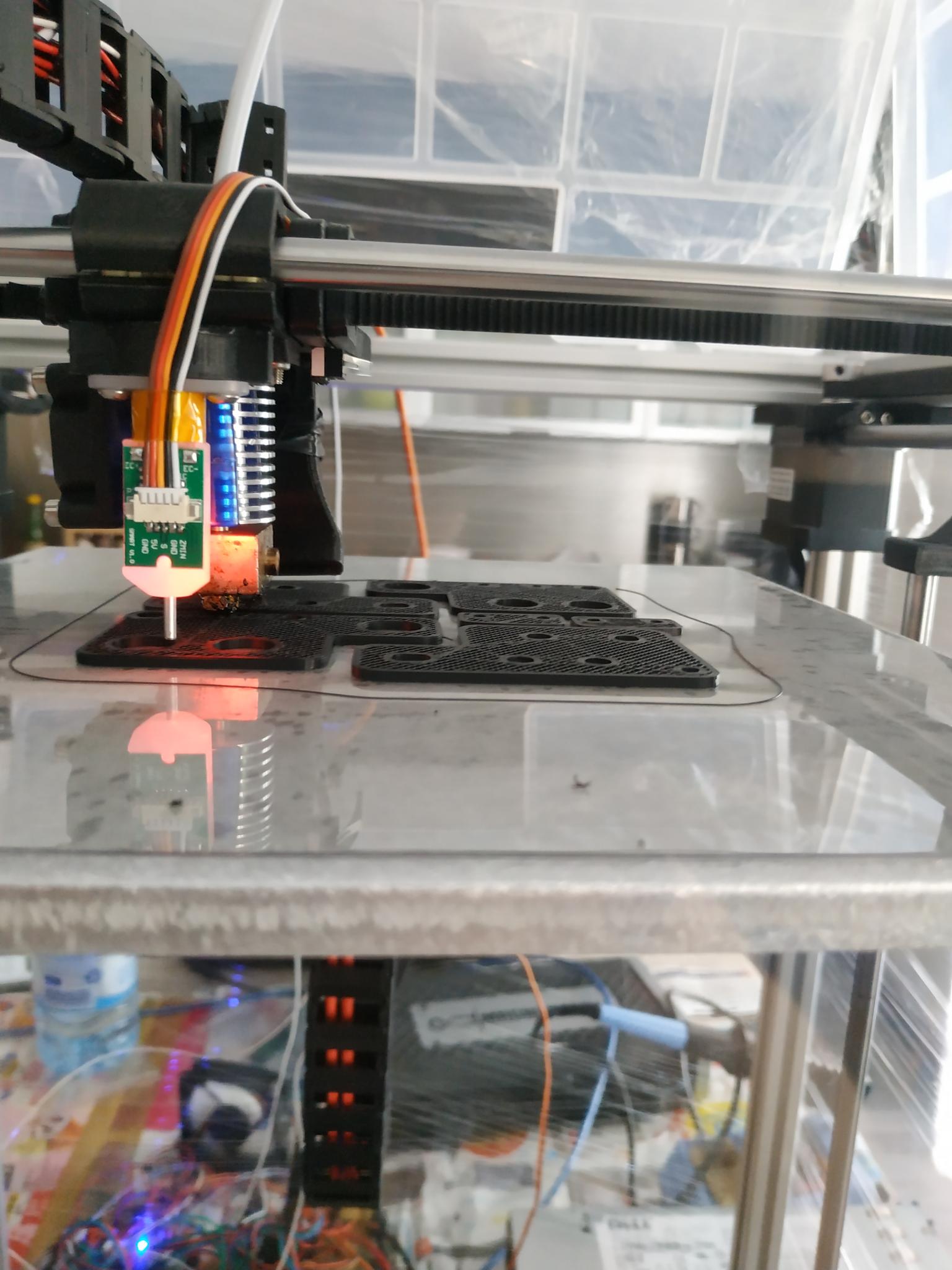
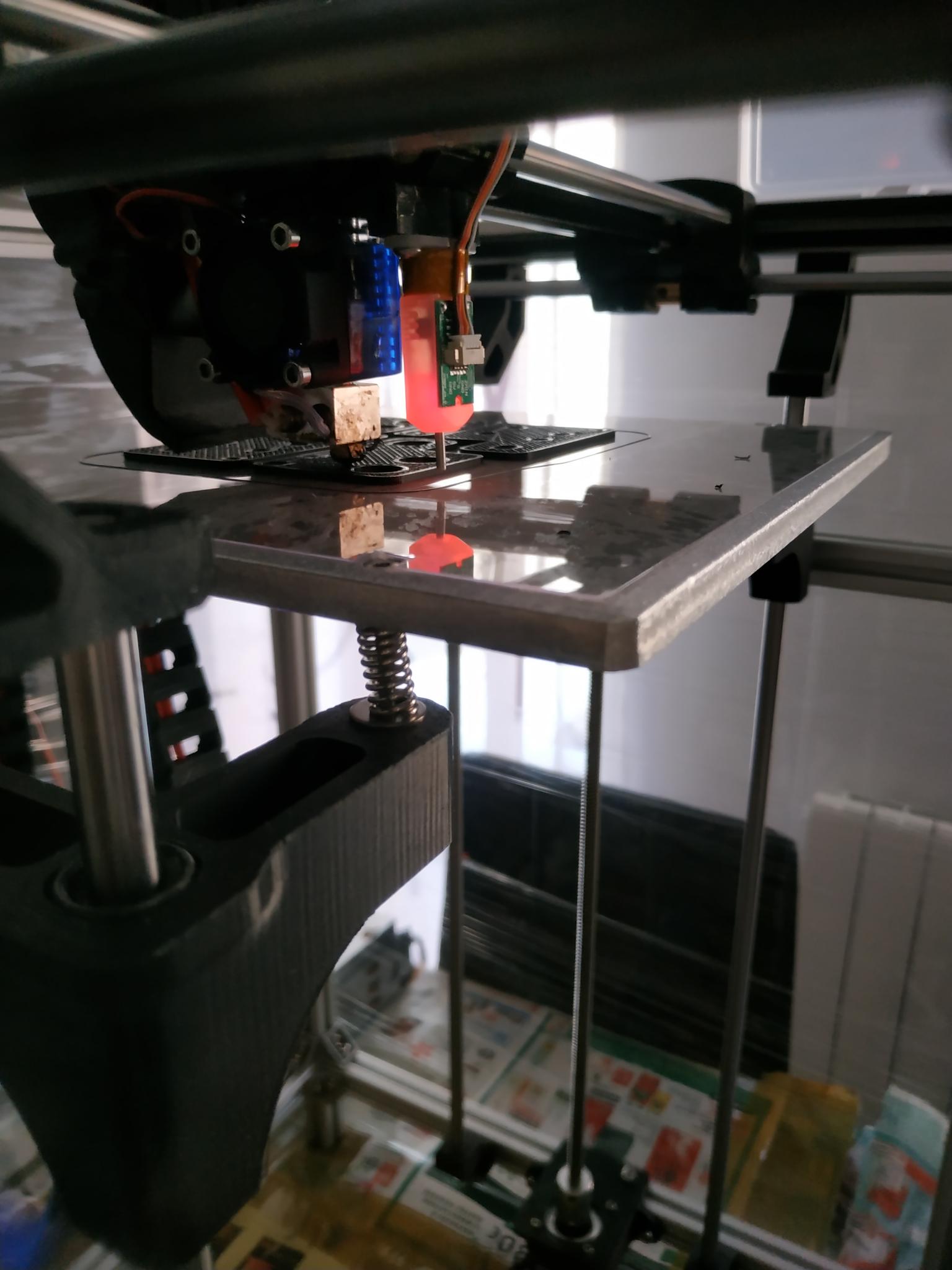
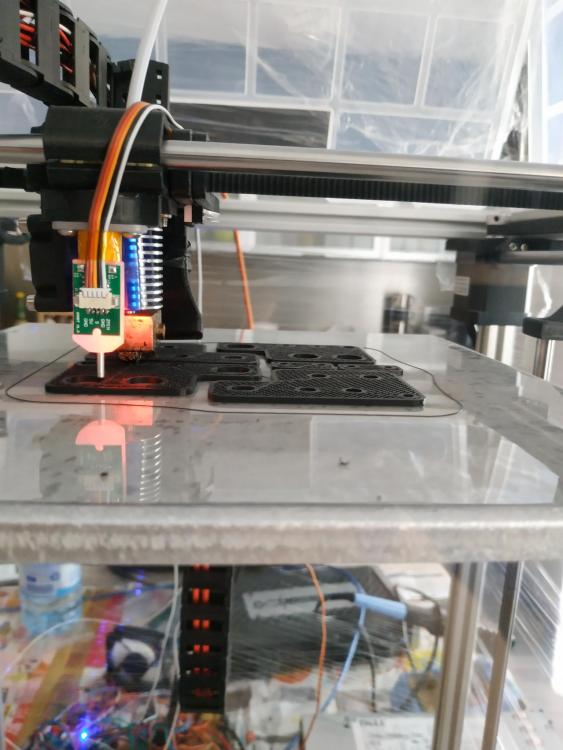
Bonjour à tous ! Ça fait très longtemps que je ne vous ai pas donné de nouvelles ! Bientôt 1 an ! A vrai dire, je l'avais mise de coté...Elle a donc pris la poussière La première raison qui m'a lassé de cette imprimante, était le fait de devoir régler le plateau à chaque utilisation, et de recommencer 3 à 5 fois avant d'avoir une première couche correct. En effet les moteurs en Z bougeaient de 0.5mm lorsque l'imprimante était hors tension à cause d'une contrainte créé par le plateau/ressorts entre les deux supports. Du coup, j'ai installé le BLTouch chinois qui trainait dans mes accessoires et j'ai activé la fonction pour cartographier la hauteur du plateau : //#define AUTO_BED_LEVELING_BILINEAR" Après pas mal de temps à s'informer sur la configuration du BLTouch et de la fonction "//#define AUTO_BED_LEVELING_BILINEAR", j'ai réussi à avoir le sourire à chaque début de print. C'est tout simplement magique! le BLTouch palpe le plateau en différent point et les moteurs font le reste du boulot, il n'y a pas d'effet d'escalier ou autre, la première couche est "Parfaite". Souvent critiqué, les BLTouch chinois ont mauvaises presse, voici un test de répétabilité sur mon imprimante : Mean: 0.198750 Min: 0.177 Max: 0.210 Range: 0.032 Standard Deviation: 0.010262 Pour 12€ c'est super ! Qui a besoin d'une précision supérieure à 0.03mm ? En vous rappelant qu'un cheveu à une épaisseur de 0.1mm Comme annoncé il y a un an, je devais imprimer un nouveau chariot X et de nouvelles pièces X et Y afin d'accueillir mes roulements Misumi. Mais je viens aussi de rajouter à la liste deux renvoi de courroie qui ont mal vieillies. Comme je suis un grand Fan de l'ABS pour les pièces solides et résistantes à la chaleur, j'ai donc bricolé un caisson de fortune sur ma Voron le temps d'imprimer tout ça ! Le tout à base de Film étirable et de couvercle de boites

 1 point
1 point