
Classement




Contenu populaire
Contenu avec la plus haute réputation dans 11/03/2020 dans Messages
-
Hello. Imagine que quelqu'un te dise 'Impossible de gonfler mes pneus. Avez-vous une idée ?' C'est un peu pareil ^^ Il faut donner le contexte, la configuration, les paramètres, etc pour que les gens comprennent les symptômes déjà pour pouvoir essayer de t'aider ensuite.3 points
-
@yankro je pense que tu n’a pas les bonnes valeurs de steps en Z.2 points
-
C'est bien un des reproche (parmi d'autres) que je fais à ces réseaux asociaux contrairement à notre forum où les documents sont librement récupérables: tout le monde peut les consulter. Niveau partage de connaissances c'est tout de même plus intéressant (la connaissance s'accroit quand elle est partagée). Ce n'est que mon avis mais je le partage quand même.2 points
-
Modération : @Deathaite je déplace dans la bonne section1 point
-
@fran6p est habitué mdr pas 400/800, il sera mieux de l'expliquer que moi1 point
-
Salut @Guillaume3D, Tu n’es pas satisfait de tes tiges lisses rectifiées, ta commande n'est pas conforme : - les longueurs ne sont pas celles demandées - ces tiges sont mal coupées, bords bruts et peut-être même pas rectifiés - une tige sur les deux tordue - problème identique déjà rencontré avec eux - Renvois tout dans l'état et fais-toi rembourser, en insistant sur ces problèmes et de dire ton mécontentement : https://www.reprap-france.com/page/conditions-generales-de-vente Le Vendeur remboursera à l'acheteur ou échangera les produits défectueux ou non conformes à la commande effectuée. La demande de remboursement doit s'effectuer de la manière suivante : le Client informera le Vendeur, par mail à l’adresse suivante : contact@emotion-tech.com de sa volonté de faire jouer la présente clause. Par la suite, la procédure visée à l’article 8 ci-après devra être suivie. - Ou alors, tu renvoies tout en indiquant que tu as changé d'avis : https://www.service-public.fr/particuliers/vosdroits/F10485 Vous avez un délai de 14 jours pour changer d'avis. C'est le droit de rétractation. Ce délai concerne les cas d'achat par internet, par téléphone ou par voie postale (vente par le biais de catalogues imprimés reçu par La Poste) ou par fax. Si vous exercez ce droit, le vendeur doit vous rembourser le bien ou la prestation de service commandé. Certains achats ne sont toutefois pas concernés. Si tu as des problèmes avec cette commande, merci de m'en informer1 point
-
L'original Prusa se situe la la limite de la machine entre amateur et Pro (vrai professionnel de l'impression) Tu as le prix d'une machine pour amateur qui fonctionne comme une machine pour pro. Le logiciel de découpe est en français et très complet avec trois niveaux d'utilisation. Tu trouves toutes les pièces directement chez le fabricant, le SAV et la garantie fonctionnent vraiment, le soft évolue régulièrement et gratuitement, tu peux imprimer toi même toutes les pièces plastique de ton imprimante (elle sont en accès libre sur le site du fabricant ) Toutes les personnes que je connais qui utilisent ces bécanes ont plusieurs milliers d'heures de fonctionnement sans problème. Perso, j'en ai quatre et je n'ai rien bidouillé ni changé.1 point
-
@Tomé Je n'ai pas pu reproduire ton erreur; Chez moi la valeur du z-offset est bien sauvegardée. Une procédure à tester est celle proposée plus haut par @fran6p Au moins pour être sur que la sauvegarde se fait bien. A faire depuis ton slicer ou pronterface (https://github.com/kliment/Printrun)en connectant l'imprimante au PC Instructions de réglage du décalage Z: 1. Effectuer la mise à l'origine des axes de l'imprimante via G28 2. M851 Z0 - Initialiser le décalage en Z à 0 (remise à 0 du Zoffset s'il y en avait un) 3. M500 - Stocker ce réglage en EEPROM 4. M501 - Récupérer les paramètres de l'EEPROM pour les rendre actifs 5. M503 - Afficher les paramètres en cours pour vérifier qu'ils ont bien été pris en compte 6. G28 Z - Mettre à l'origine l'axe Z 7. G1 F60 Z0 - Déplacer la buse au 0 Z 8. M211 S0 - Désactiver les contacteurs de fin de course (pour pouvoir descendre sous le 0) 9. Descendre doucement (pas de 0,01mm) l'axe Z jusqu'à frotter la feuille de papier (ou la cale utilisée) 10. Noter la valeur affichée de la position du Z sur l'écran du boitier (additionner cette valeur (sans tenir compte du signe négatif) à l'épaisseur de la cale utilisée) 11. M851 Z X.XX (X.XX étant le décalage en Z calculé au point 10 (valeur négative)) 12. M211 S1 - Réactiver les limites des contacteurs de fin de course 13. M500 - Sauvegarder ce réglages en EEPROM 14. M501 - Récupérer les paramètres de l'EEPROM pour les rendre actifs 15. M503 -Vérifier une dernière fois que tout a bien été pris en compte De plus commente la ligne avec // devant #define EEPROM_AUTO_INIT Dans ce cas s'il y a des erreurs on ne les verra pas vu que l'EEPROM se réinitialise toute seule( edit; @fran6p a été plus rapide )1 point
-
Désactive cette option en la commentant . Pourquoi? Si l'EEPROM détecte un problème, elle est réinitialisée automatiquement sans afficher le pourquoi de l'erreur. Ce message bien que sibyllin permet généralement de détecter de quel problème il s'agit. Dernier conseil: Après flashage d'un firmware, il faut toujours remettre à zéro l'EEPROM soit via une option du boitier de contrôle soit via deux /trois commandes gcode: M502 + M500 (+ M501)1 point
-
pour ma part, le mieux et le moins coûteux tu te fais découper cher bricomuche ou lareinemaline 2 verres de 3mm aux dimensions de ton plateau tu colles un buidtak sur l'un et tu utilises de la laque sur l'autre1 point
-
3 ième cas possible tu as perdu ton bootloader lors du flash avorté. Là il te faut soit un Arduino ou un programmeur USBasp pour ré écrire le bootloader sur la carte. Lance Arduino et essaye de téléverser ton firmware sur la carte et copie/colle les messages d'erreurs.1 point
-
Il y a un tuto là dessus, c'est pour la version 1.1.9 mais ça peut te donner des piste...1 point
-
Ben oui on ne peut pas avoir le beurre et l'argent du beurre, etc. Personnellement, je ne vois pas l'utilité de dampers sur cette machine (mais c'est mon point de vue).1 point
-
Pareil Mais c'est pas inutile d'expliquer les bases aux ceusses qui arrivent. Après, ils feront ça qui veulent.1 point
-
Tes questions sont typiques de quelqu'un qui n'a jamais pratiqué ce métier, et après tout c'est bien normal, ça s'invente pas Presque. Je dirais pas "pifomètre" mais "oreille", "jugeotte" et "expérience". On sent vite si ça coupe ou si ça coupe mal tu verras. Parfois tu entends que ça vibre un peu ou que ça broute, alors tu tourne un peu le potard dans un sens ou dans l'autre et ça s'arrange comme par magie. C'est pour ça que c'est bien de ne pas asservir la vitesse au programme : le temps que tu trouves où modifier le réglage par l'écran c'est trop tard Après il y a des formules de calcul en fonction du diamètre de l'outil, de sa matière (carbure ou acier) et de la vitesse de coupe recommandée dans le matériau usiné. Mais ça c'est largement indicatif et dépend beaucoup aussi de la rigidité de la machine. Donc on en revient au pifométrique. Exemple : une fraise en carbure de diamètre (Dc) 1mm, dans la vraie vie industrielle, la vitesse de coupe "raisonnable" est autour de 200 mètres par minute La vitesse de coupe (Vc) est donnée par cette formule Dont on déduit la vitesse de rotation (n) par celle-ci Pour notre fraise de 1, ça donnerait théoriquement 63600 tours/minute (oui oui...) Pour une fraise de 4, environ 16000 tours Pour une de 6, autour de 10000 Encore une fois si tu appliques bêtement les formules ça marche jamais, mais faut les connaître Pour info, dans du bois tendre, la vitesse de coupe est autour de 50 mètres par SECONDE ( 3000 mètres/minute).... Tu vois dans quelle merde on est avec nos broches à deux balles
 1 point
1 point -
Et bien à 0.9 en "extrusion multiplier" (dixit S3D), avec une vitesse à 30mm/s et une buse à 230°C ça commence à tenir dans le temps, mon impression. Mais la coque de mon Benchy est encore très moche. Je tenterai à 220°C quand j'aurais fini celui à 230°C. Pour confirmer le coefficient d'extrusion il faudrait sortir un petit cube, ce serait plus rapide. Je regarderai ça demain soir. M'enfin dis moi si ces résultats collent avec ce que tu observes, @Guillaume3D1 point
-
Bonjour Petite photo de mes prints: voilà, le Mario, pla gris resolution 0.2,16h de print, du nettoyage et de la peinture, l'épée range cartouche fait en petg rouge pour l'e fourreau et la lame, le manche et en pla, une 20h à peu près. Tous les fichiers sont trouvable sur thingverse. Je n'est plus les liens en tête mais une recherche sur thingverse vous les trouverez facilement.


 1 point
1 point -
Bienvenue sur le forum ! PS : ne pas mettre d'email dans les textes, sinon bonjour le spam après.1 point
-
Le firmware pour les CR10 V2 (Marlin 1.1.6) est disponible >>> ici <<< Binaires + code source Pour des firmware basés sur un Marlin 2, ce fork (CrealityDwin_2.0) vient de passer en version supérieure (DW6) et fournit binaires et code source pour de nombreux modèles (y compris la Cr10V2).1 point
-
je croise les doigts pour toi , espérons que tu sois dépanné au plus tôt Cordialement Papy1 point
-
Bonjour, Perso je laisse toujours le filament, et je n'ai jamais eu vraiment de soucis.1 point
-
oui, tourner la bobine à la main pour que le filament ne soit pas tendu.... non c'est une plaisanterie normalement si ton entraîneur (extrudeur) fonctionne correctement il aura assez de force pour faire tourner ta bobine...1 point
-
Merci vous tous qui m'avez redonner Noé sourire et une aide précieuse.. voici le résultat après avoir changé le fanduct...1 point
-
deuxième partie de mon rangement peinture imprimé les trous servent de gabarit pour percer le haut de la bobine les stl support peinture bobine.stl raccord bobine.stl réhausse si la distance entre les bobines est trop petite raccord 2 bobine.stl



 1 point
1 point -
1 point
-
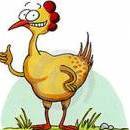
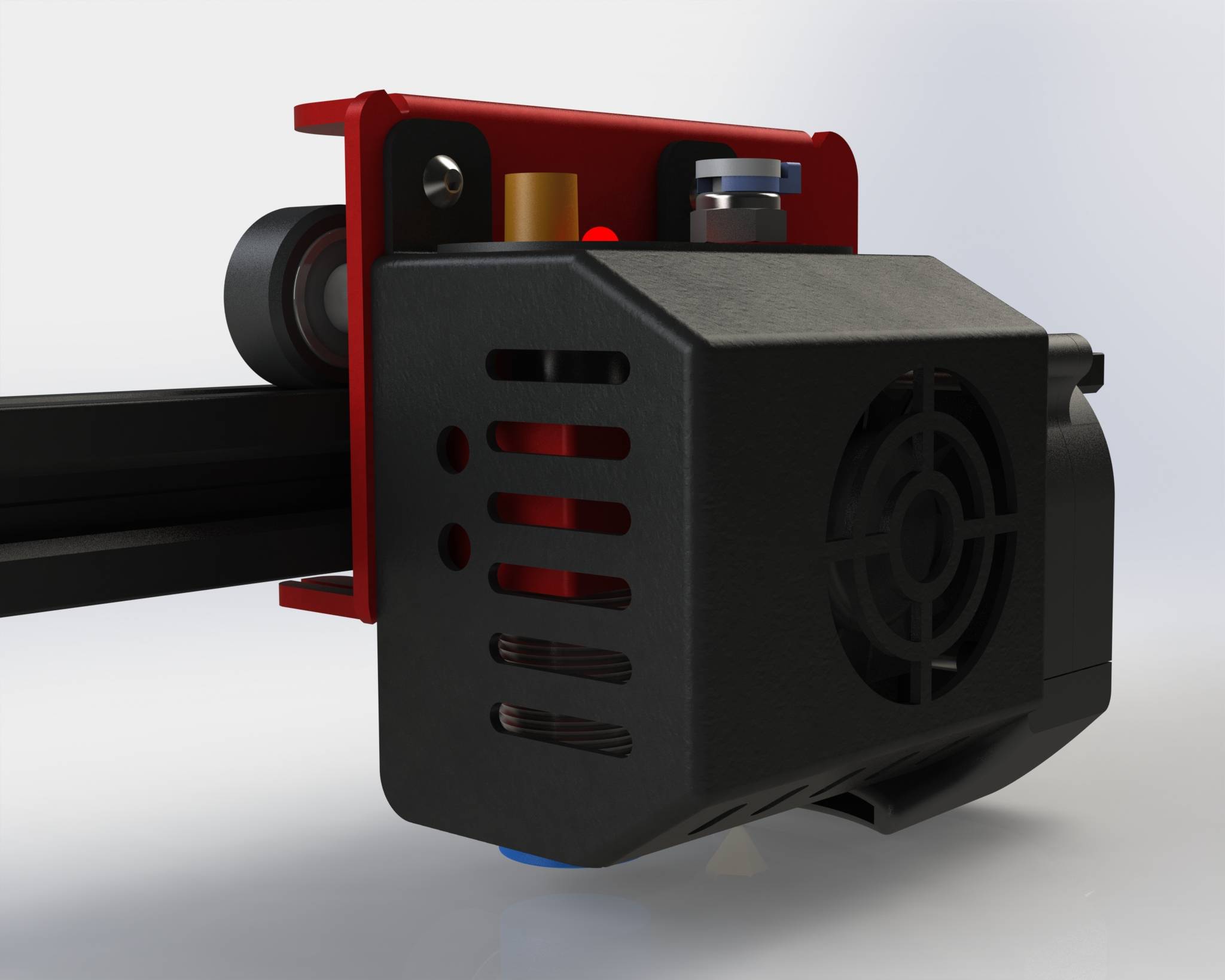
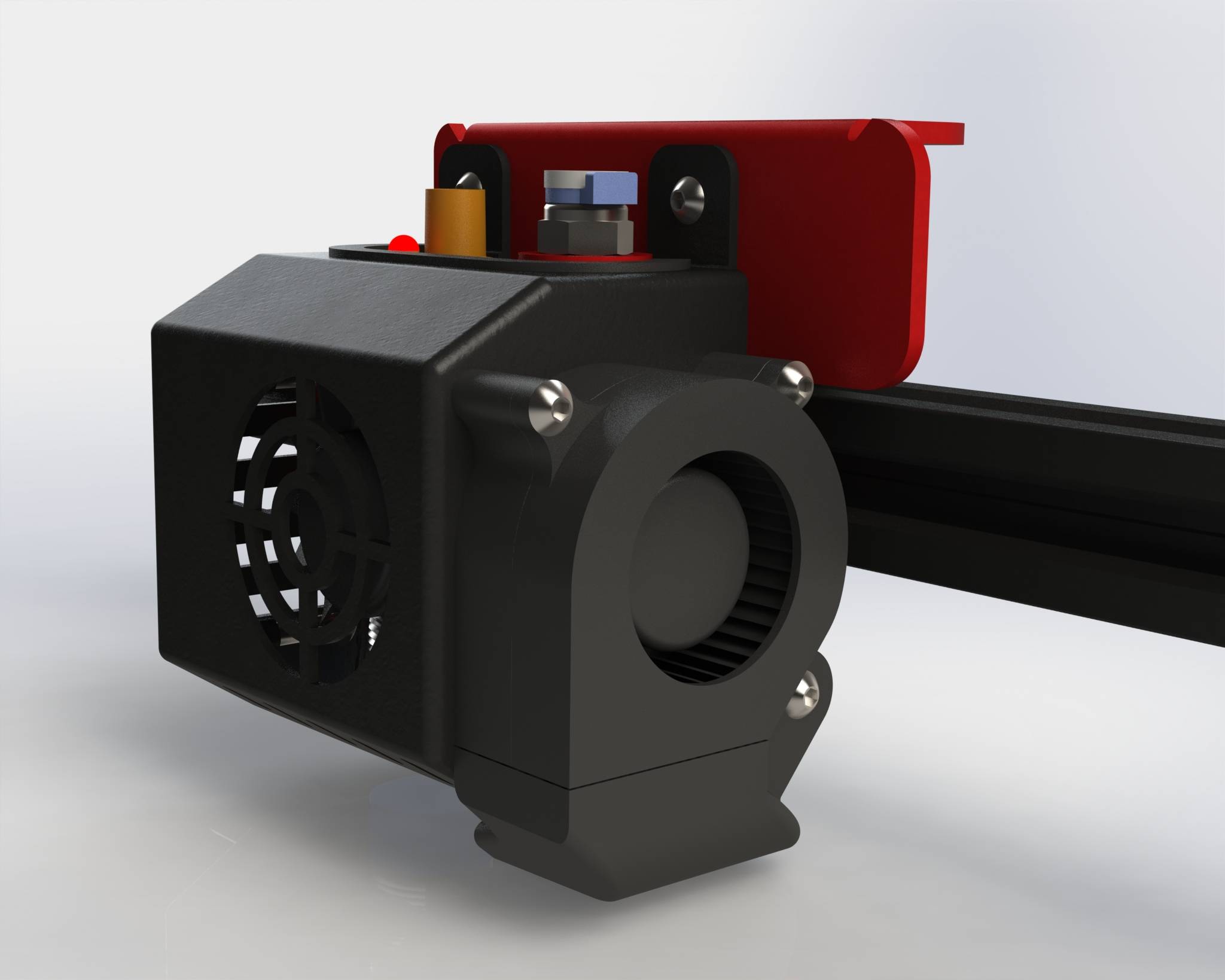
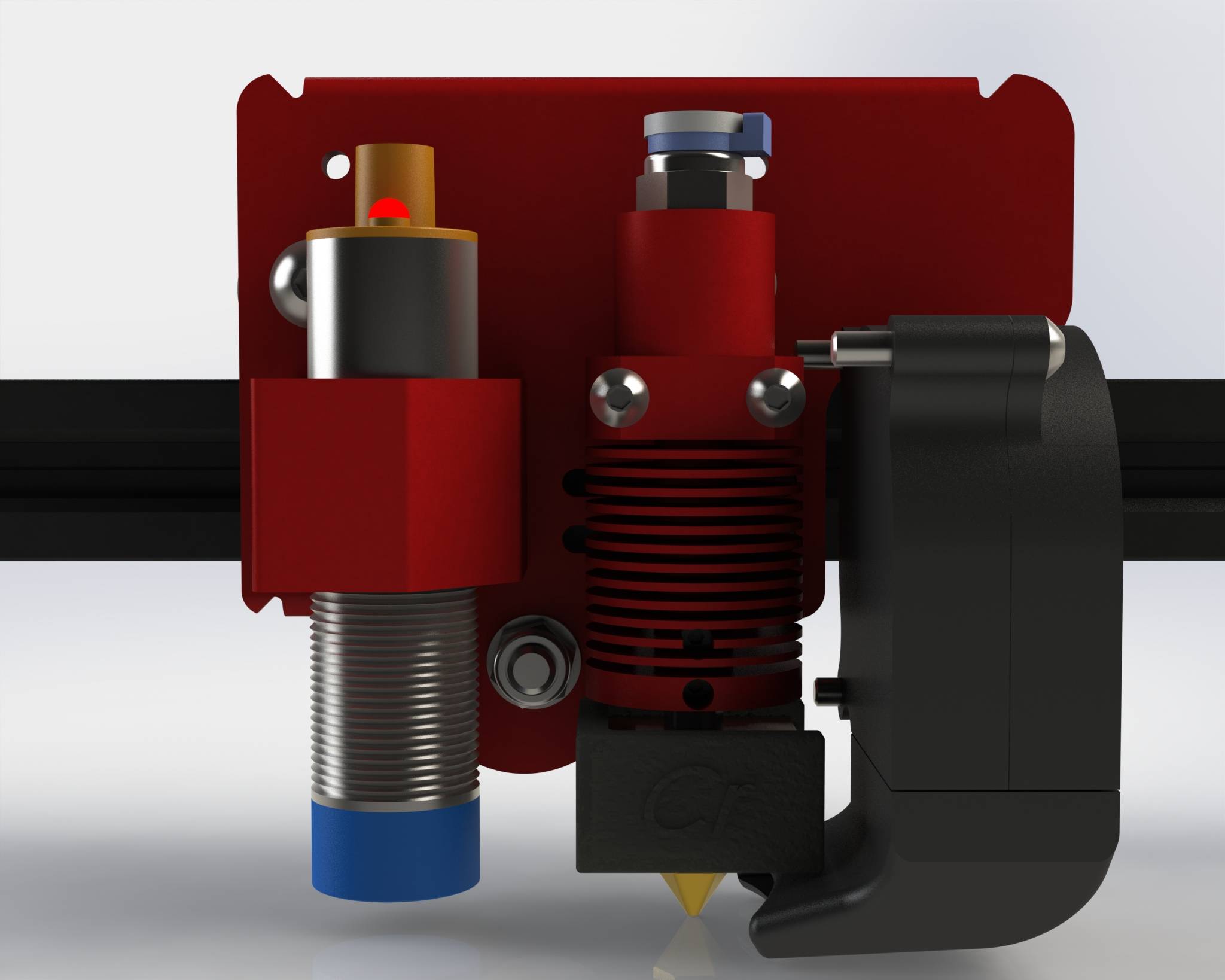
Hello à tous, Souhaitant modifier un peu la tête d'impression de ma CR10S PRO pour y mettre des Noctua, comme je n'ai pas trouvé de modèle 3D de bonne qualité j'ai décidé de la modéliser. À noter que je ne maitrise pas parfaitement Solidworks, il y a peut-être des pièces qui pourraient être simplifiées. Les dimensions des différentes pièces sont à peu près justes, c'est un peu l'intérêt, mais ayant pris les dimensions manuellement, je ne peux pas garantir que ce modèle soit parfaitement conforme à l'original. Si vous relevez des erreurs, n'hésitez pas à m'en faire part. Par souci de tout rassembler au même endroit, vous trouverez les fichiers sur Grabcad En espérant que cela vous soit utile.
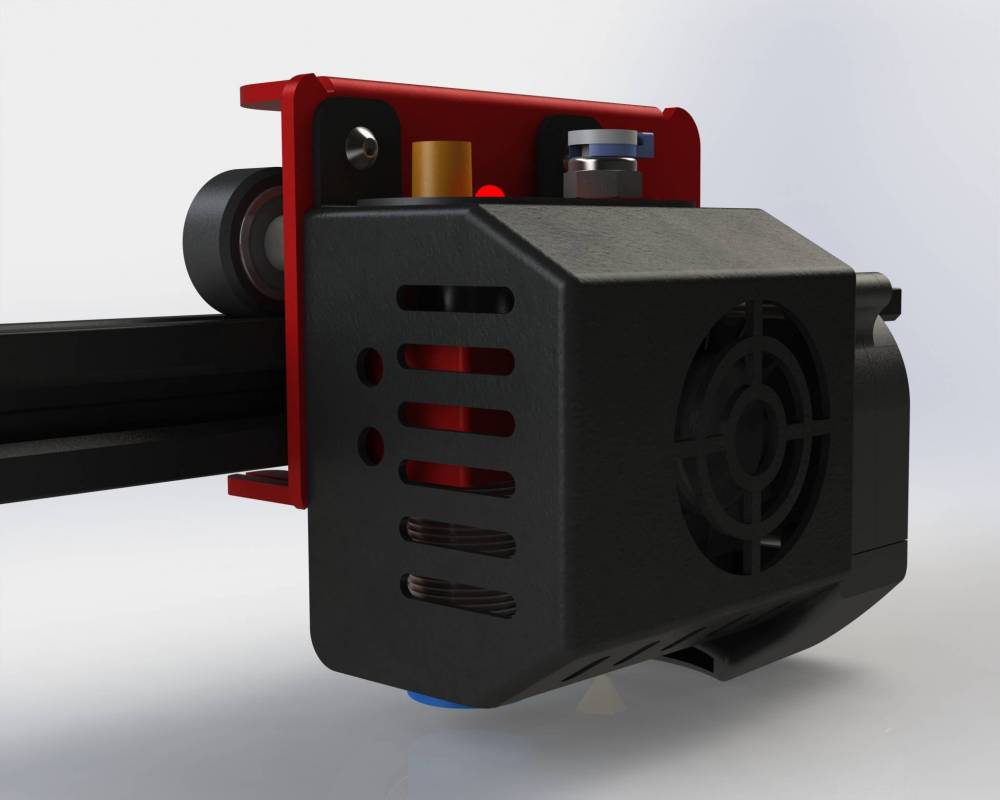
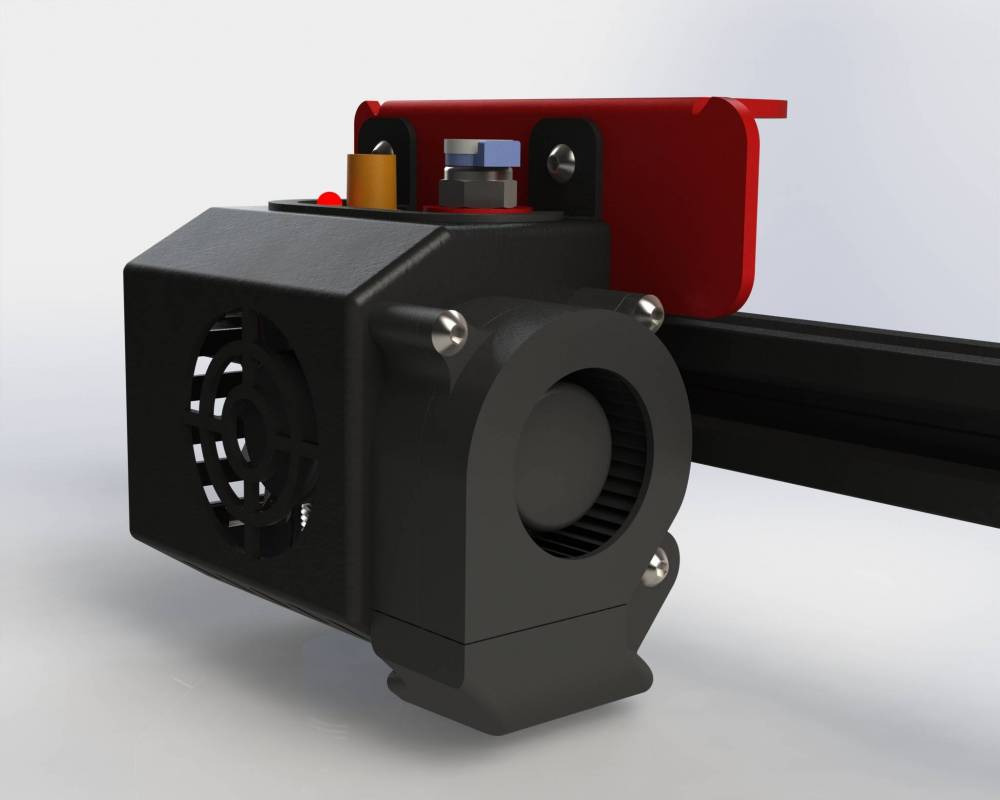
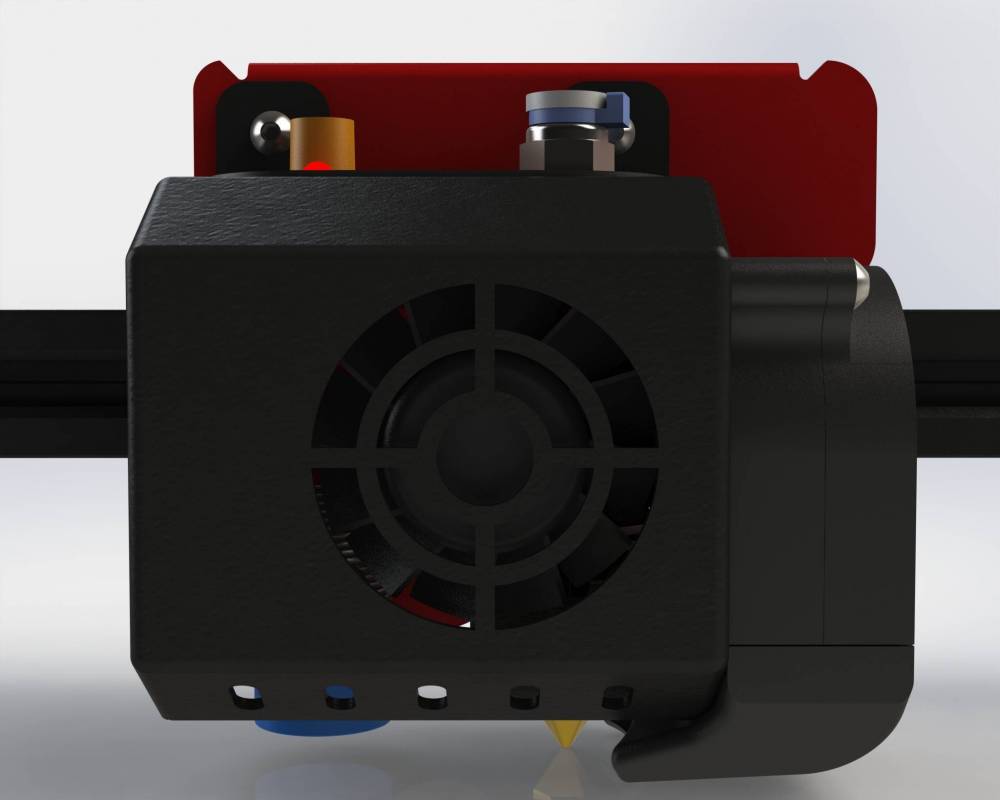
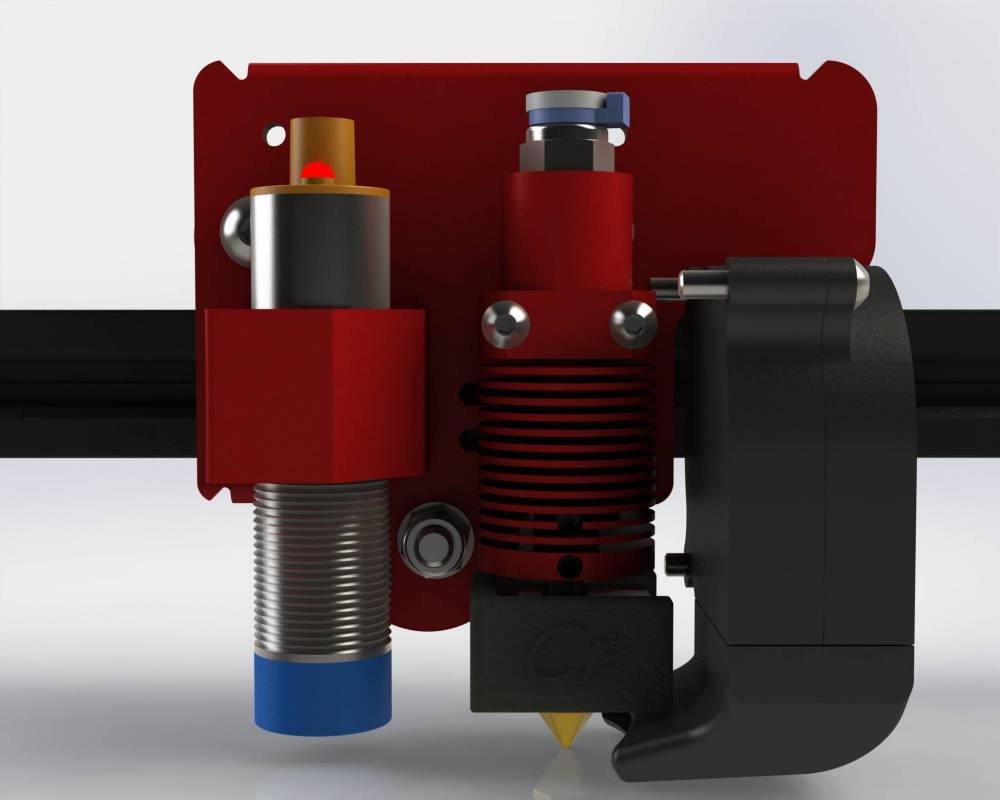
 1 point
1 point -
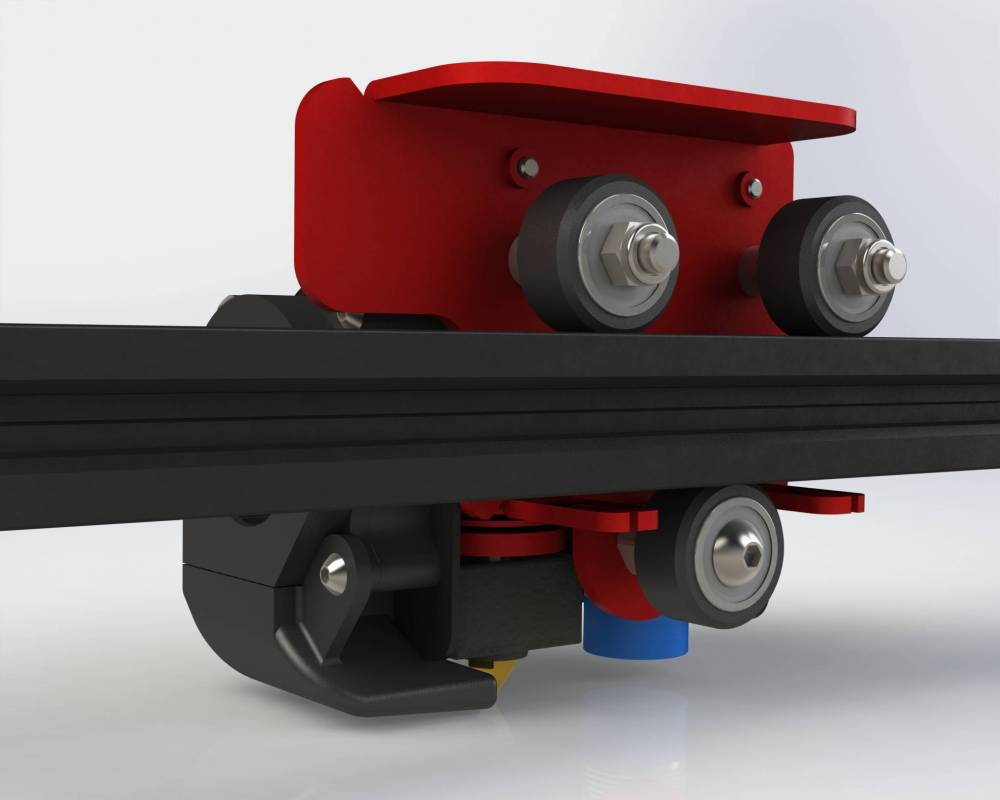
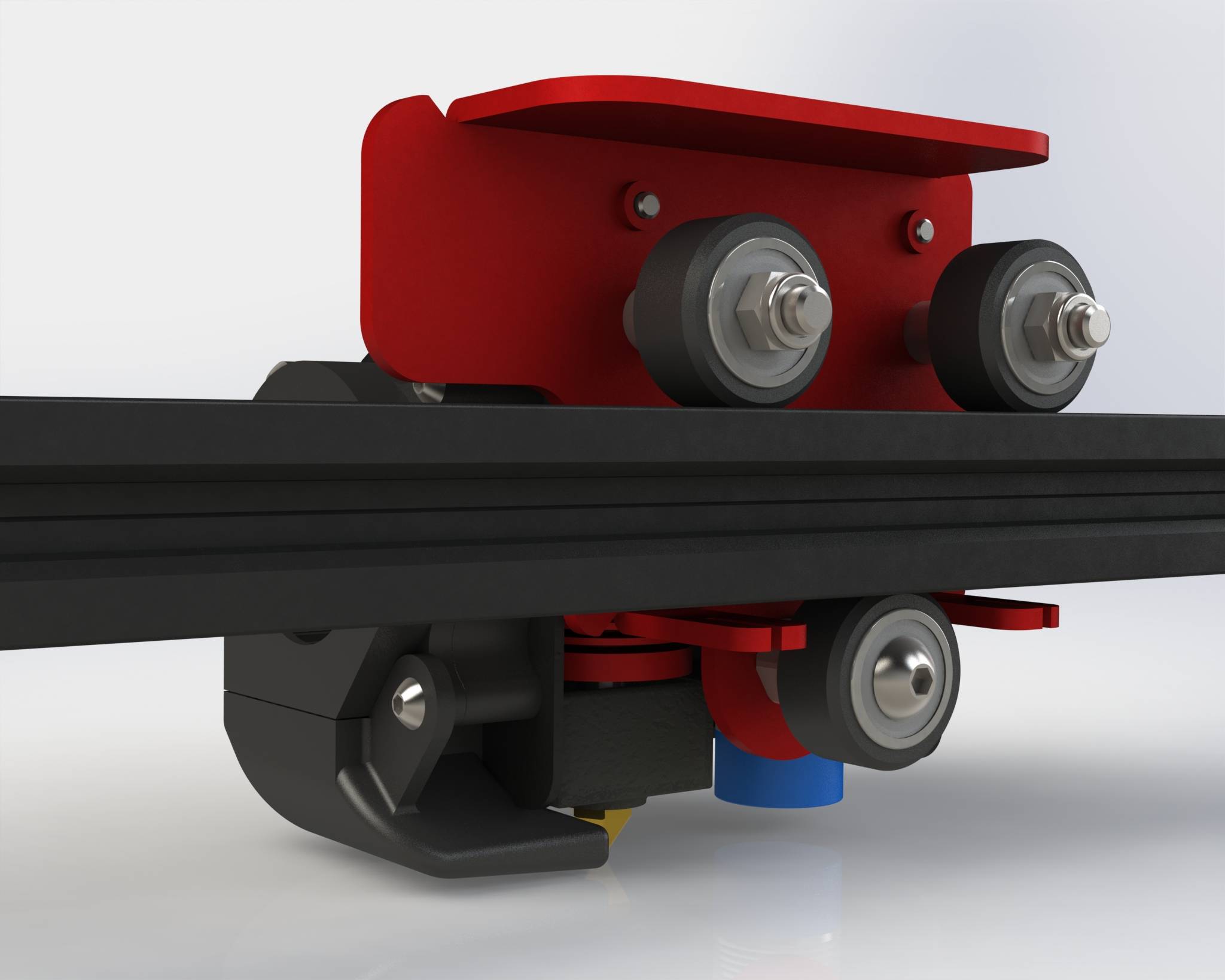
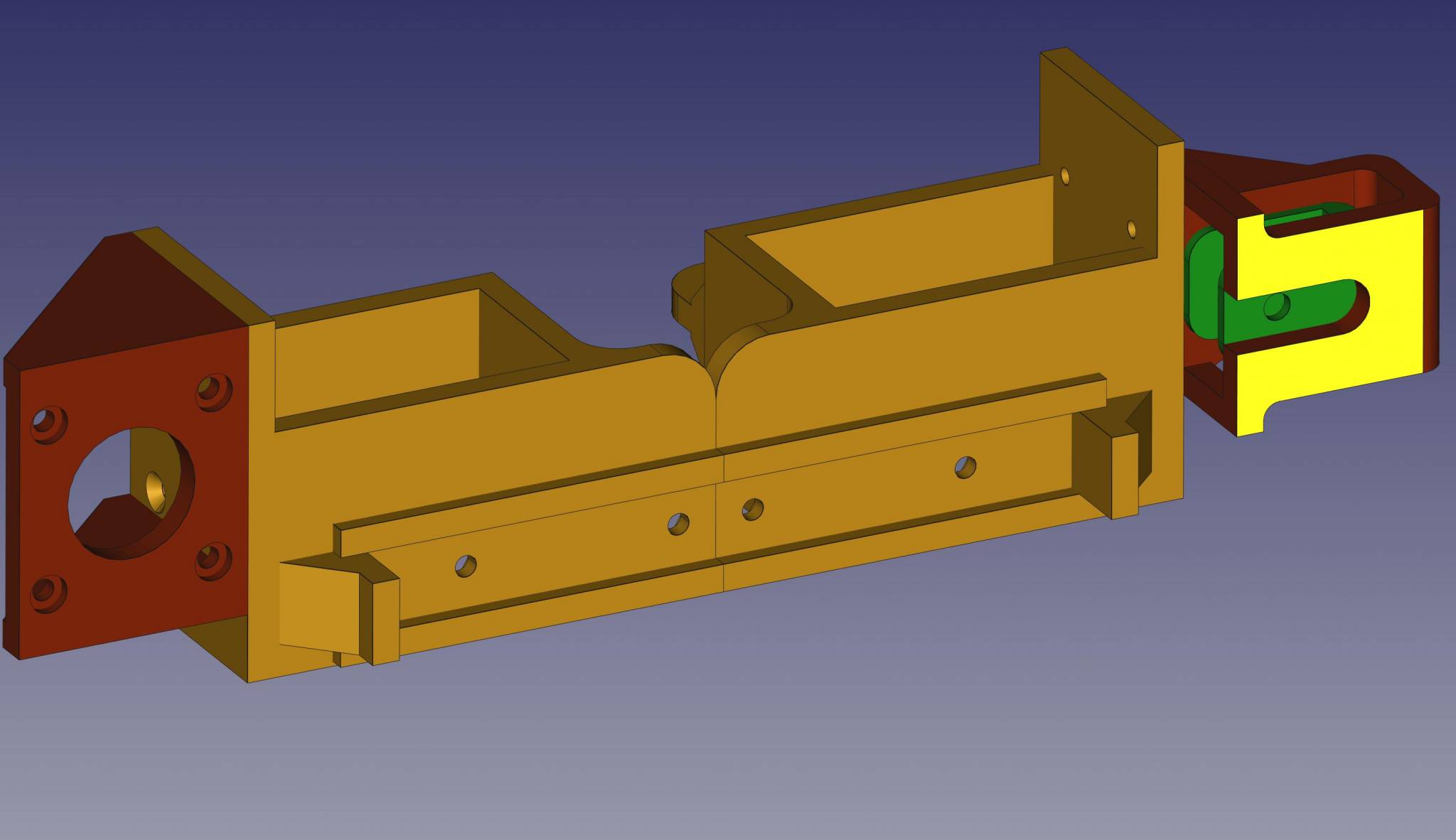
Bon à force d'essais on s'aperçoit des conneries de conception qu'on peut faire, heureusement ça arrive avant le montage final. En faisant mes tests à blanc je me suis aperçu qu'il allait y avoir un gros problème avec le passage de la courroie du X, c'est vrai que avec une roue dentée 36 dents je passais bien de chaque côté du rail MGN15 (15mm) MAIS... car il y a un gros "mais" j'ai complètement zapper le patin à bille qui lui fait 32 mm de large .....donc impossible de passer la courroie de cette façon sans prendre une poulie de grande dimension mais la ça devient du n'importe quoi.. J'ai donc décidé de passer la courroie complètement au dessus du patin, me permettant de rester avec la poulie 16 dents d'origine. J'ai déjà fait les modifs sur les 2 chariots Z, me reste à faire la fixation courroie sur le chariot X. chariotpoulieX.stlchariotmoteurX.stl Edit :Bon ça a été un peu plus vite que je pensais. chariot X.stl
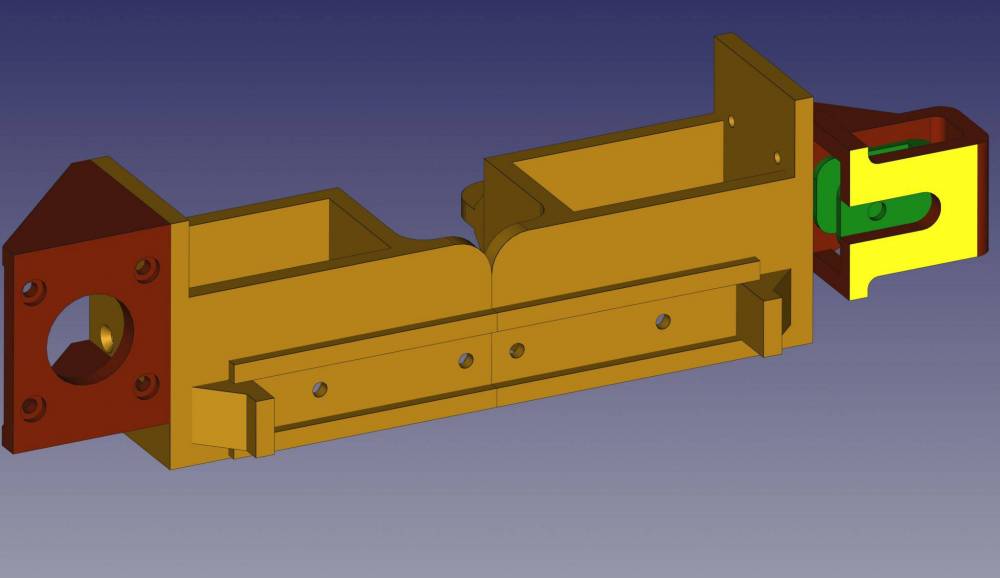 1 point
1 point -
Je m'excuse mais je ne vois pas du tout ce qu'elle a de spécial.. Si vous m'aviez proposé une Ultimaker S5, j'aurais dis OK, elle est cool et a plein d'atouts mais trop chère, mais là, je ne vois pas ce qu'il y a de vraiment mieux qu'une Ender 3 appart une meilleur conception et donc certes probablement un meilleur résultat final. Je ne cherche pas a voir une qualité 10x supérieur, mais surtout un "entretien/ajustement" 10x inférieur donc auto-leveling toussa toussa intégré de base1 point
-
Hello, J'ai commandé il y a trois jours sur le site https://www.reprap-france.com/ des tiges lisses rectifiées de 350mm. Je viens de les recevoirs ce matin et ça commence mal: 355mm au lieu de 350mm. Ca peu sembler dérisoire mais 5mm de trop par tiges c'est beaucoup surtout pour des pièces qui doivent être précises, j'ai du modéliser des pièces pour les tenir, ça fait moche et ça dépasse du châssis... De plus, je trouve que la coupe est faite à l'arrache, limite les bords sont coupants et pas bisotés, j'ai eu peur que les tiges enlèvent des billes de mes LM8UU... Et pour couronner le tout, il y en a une qui est pas droit ! Il y a à peut-près entre 0.5 et 1mm de décalage donc quand je tourne la tige dans sont emplacement, mon plateau monte verticalement... De plus, il y a environ 1 ans j'avais acheté un kit complet de tiges sur ce même site pour les monter sur mon châssis P3STEEL de chez OrballoPrinting, et j'avais remarque les mêmes défauts, 5mm de plus sur deux tiges et pas vraiments droites. Je m'étais dis que c'était de ma faute, que j'avais mal lu la description pour la longueur et que la tige pas droite ça devait être moi qui l'avait tordu mais là... Là, il m'ont répondu ça: "Suite à votre message, je vous informe qu'effectivement nous indiquons une longueur de 350mm, qui est le minimum que nous fournissons, or, la découpe peut faire varier légèrement la longueur." C'est moi qui cherche ou c'est eu ? Vous avez déjà eu des problèmes avec ce site ?0 points
-
Salut tout le monde, merci beaucoup pour ce travail groosi que vous faites. Il est difficile de comprendre dans les 50 pages quel est le projet final ... Pour ceux qui viennent de commencer, je vous demande s'il est possible d'avoir le fichier "définitif" .GCODE de ce projet prêt à imprimer directement, préparé pour les deux ventilateurs de 40 mm, Sunon MF40202V2-1000U-A99 (à remplacer après impression, un for Hot -Fin et un pour refroidir la pièce.) Le .GCODE doit être prêt à imprimer avec le LK4 PRO "NOUVEAU et ORIGINAL". Merci d'avance0 points






















.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)
