Classement




Contenu populaire
Contenu avec la plus haute réputation dans 19/11/2020 dans Messages
-
La campagne KS est lancée. Déjà plus de mille contributeurs, plus de 675.000€ (+ 6.000.000 HK$ ). C'est un bon démarrage, l'objectif est atteint. Le forum est une nouvelle fois «cité» : Ce doit être à la mode en ce moment les imprimantes à Z «infini» car deux autres projets KS sont en cours : - iFactory One - une transformation pour les Ender 3 : Steel Roller 45 Ces deux derniers projets sont moins intéressants financièrement que la 3DPrintMill (ex CR30).
 3 points
3 points -
Bonjour à tous voici la suite Cela n est pas fini mais il me reste encore 1 semaine pour finir

 3 points
3 points -
Il y a de nombreux tutoriels a propos de de l'installation de Octoprint (maintenant avec son interface pour écran tactile Octodash..) MAIS tous ces tutos en vidéo sur YouTube ou bien écrit (il y en a même ici) sont vieux et ne sont plus a jour...Aujourd'hui c'est beaucoup plus simple d'installer tout ça et une fois tous les prérequis téléchargés il y en a pour 20 minutes...! Donc pourquoi s'en priver..... !! OCTOPRINT ET OCTODASH.pdf
 1 point
1 point -
Bonjour, Voici la notice en français que j'aurais aimé trouver dans le colis afin de monter mon Ender 3 Pro facilement, sans avoir besoin de consulter des vidéos pas toujours explicites, longues à regarder (obligé d'appuyer sur pause pour exécuter une partie de montage, reprendre ...) . Toutes critiques constructives sont bonnes à prendre et j'essayerai d'y répondre. Bon montage à vous Montage pour Ender 3.pdf1 point
-
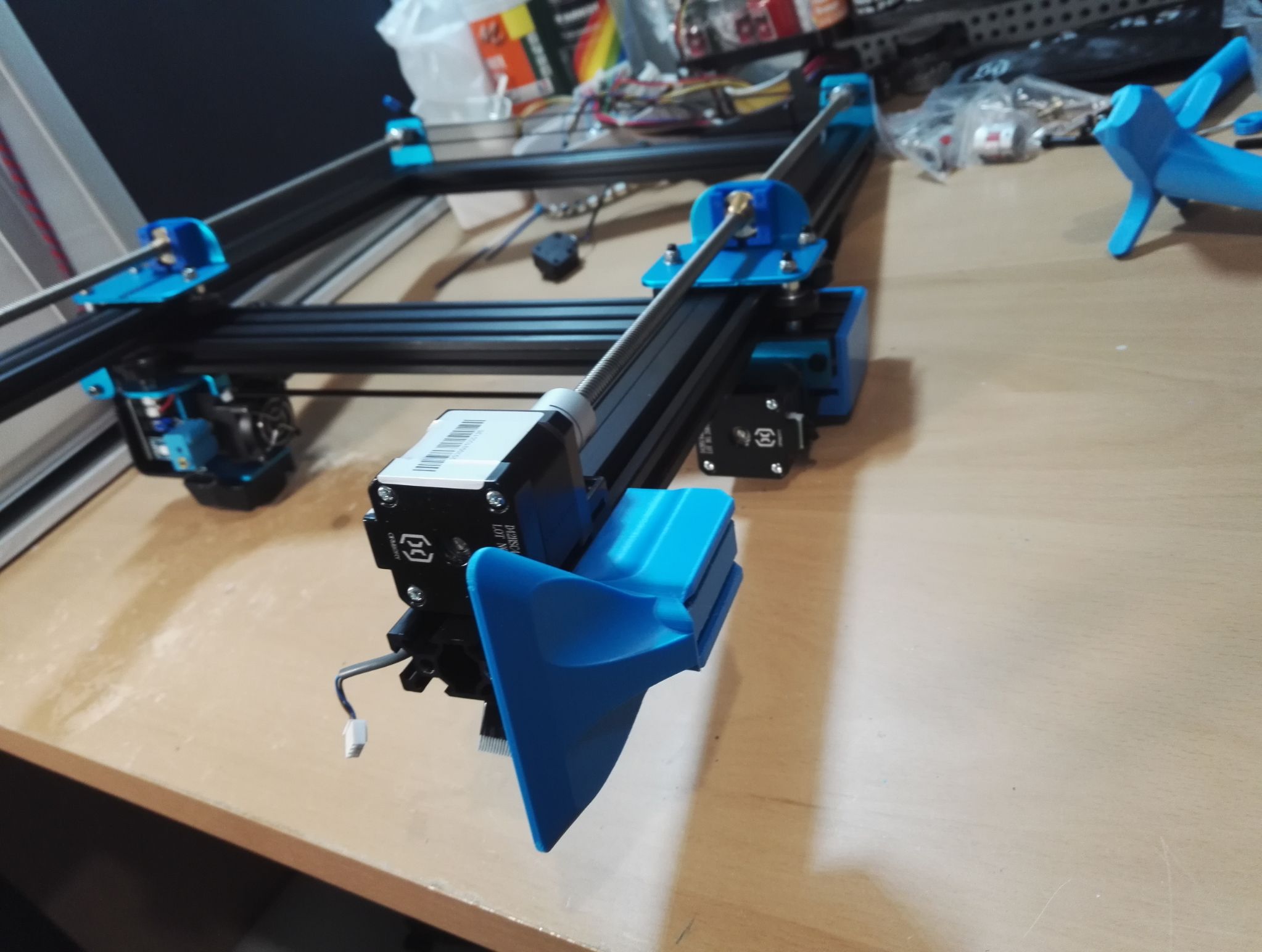
Comme beaucoup l'on déjà faite je m'y suis aussi mis pour emballer mon imprimante Ender 5 pro , quelques petites photos . Y a beaucoup de pièces de couleur différentes mais bon ce sont les début j'ai beaucoup testé et pas envie de refaire les pièces dans une même couleur




 1 point
1 point -
C'est plutôt G1 Y2001 point
-
Demonte les deux vis... tu fais tourner à vide... avec les deux moteurs Si pas de bruit et que les deux moteurs tournent dans le vide, tu remets la vis côté extrudé ... et tu récentes... Mais avant tout, est tu certain que le moteur qui broute est bien celui des z... as tu bien branché le z sur le z et non sur l’extrudeur par exemple?1 point
-
Mais QUI sait encore ce qu'est le mir..... ôte-nous un doute : ça serait pas simplement une pellicule à enlever avant emploi, comme on en voit pour protéger les pièces en inox ou les écrans ???1 point
-
Salut JC, Je ne suis pas sûr que ce soit possible. Ou alors au moment de la préparation du firmware en activant l'option «EEPROM_AUTO_INIT» qui remet à zéro automatiquement l'EEPROM en cas d'erreurs détectée dans celle-ci (gaffe aux boucles infernales ) : Si tu ne peux te connecter via USB, la carte accepte-t'elle l'intromission d'une SD ou microSD? Si oui tu peux faire un chti fichier gcode avec M502, M500, M501 qui devrait permettre de réinitialiser l'EEPROM.1 point
-
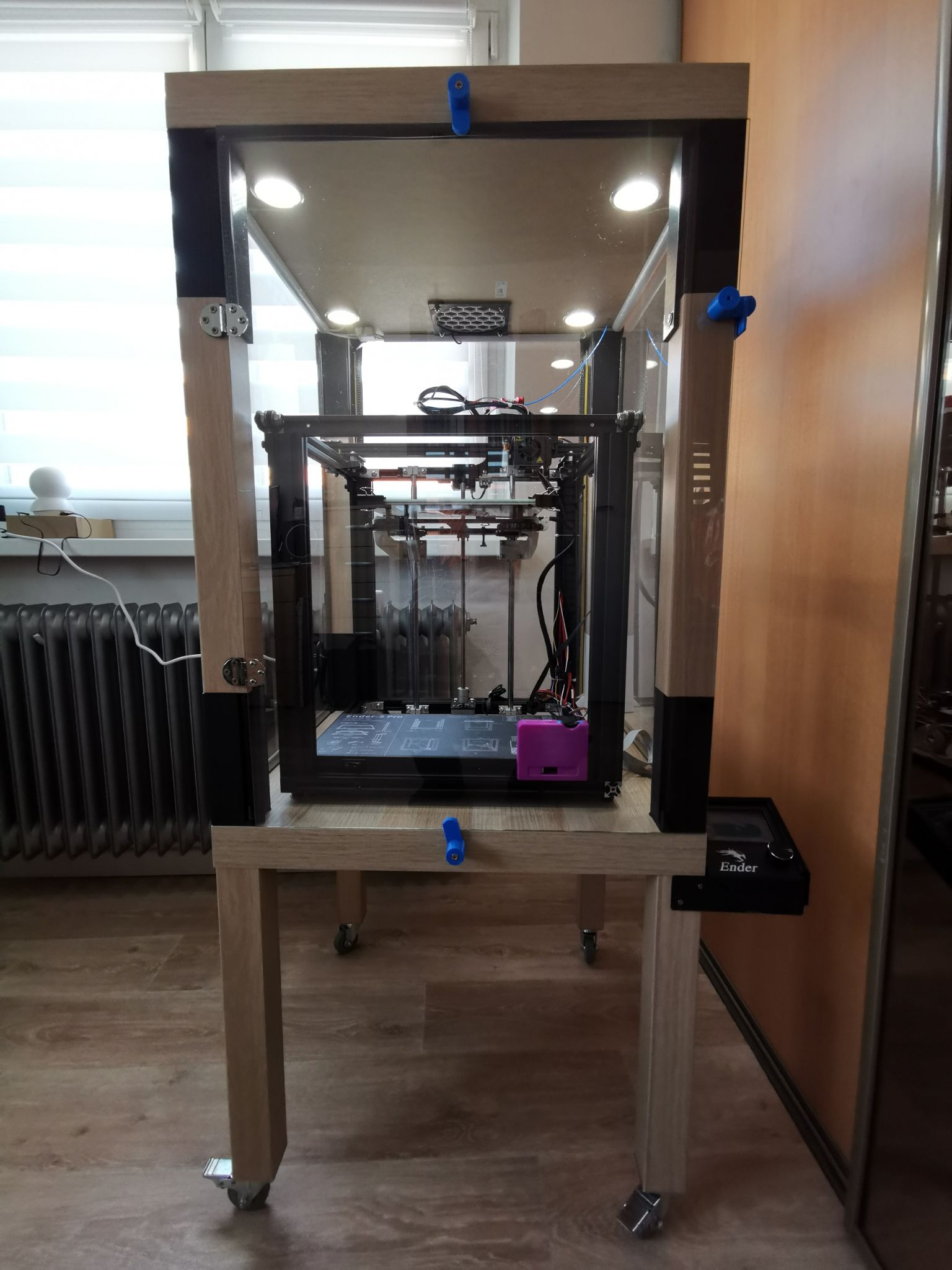
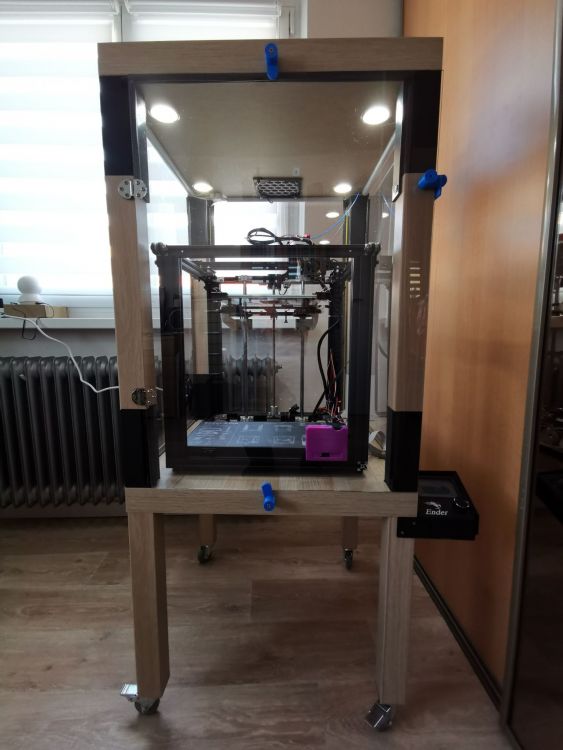
Salut @Jpk, si cela peut t'aider, j'ai fait ce meuble il y a plus d'un an pour mon Ender 3 : Les deux plateaux proviennent d'un plan de travail acheté et découpé chez Castorama. La hauteur de ce meuble : 960 mm J'ai utilisé ces éléments de la gamme SPACEO de chez Leroy Merlin : - 6 lisses de 600mm : https://www.leroymerlin.fr/v3/p/produits/lisse-pour-hubsystem-spaceo-h-7-x-l-60-x-p-3-cm-e170128 - 2 montants fermés (1,80m) et coupés à la moitié : https://www.leroymerlin.fr/v3/p/produits/montant-tube-spaceo-x-h-180-x-p-3-cm-e1500223346 - 4 pieds réglables : https://www.leroymerlin.fr/v3/p/produits/lot-de-4-pieds-reglables-noir-pour-hubsystem-spaceo-h-8-x-l-3-e170133 J'ai vissé tout ça avec des vis M5 (récupération de cheville Molly) + rondelles plates + écrous freins, donc je n'ai pas utilisé leur système de fixation Hub. Les deux plateaux sont vissés aux lisses et j'ai aussi réalisé des embouts en PLA pour boucher les tubes. Sous l'imprimante, j'ai mis 2 épaisseurs d'une mousse acoustique de chez Brico Dépot : https://www.bricodepot.fr/catalogue/rouleau-acoustique-et-thermique/prod53399/
 1 point
1 point -
j'espère que tu ne fais pas tes frites au WD-40 ! ça marche pas mal sur un buildtak mais sur un plateau verre, j'ai peur que ça soit un chouïa radical avec une accroche à zéro...1 point
-
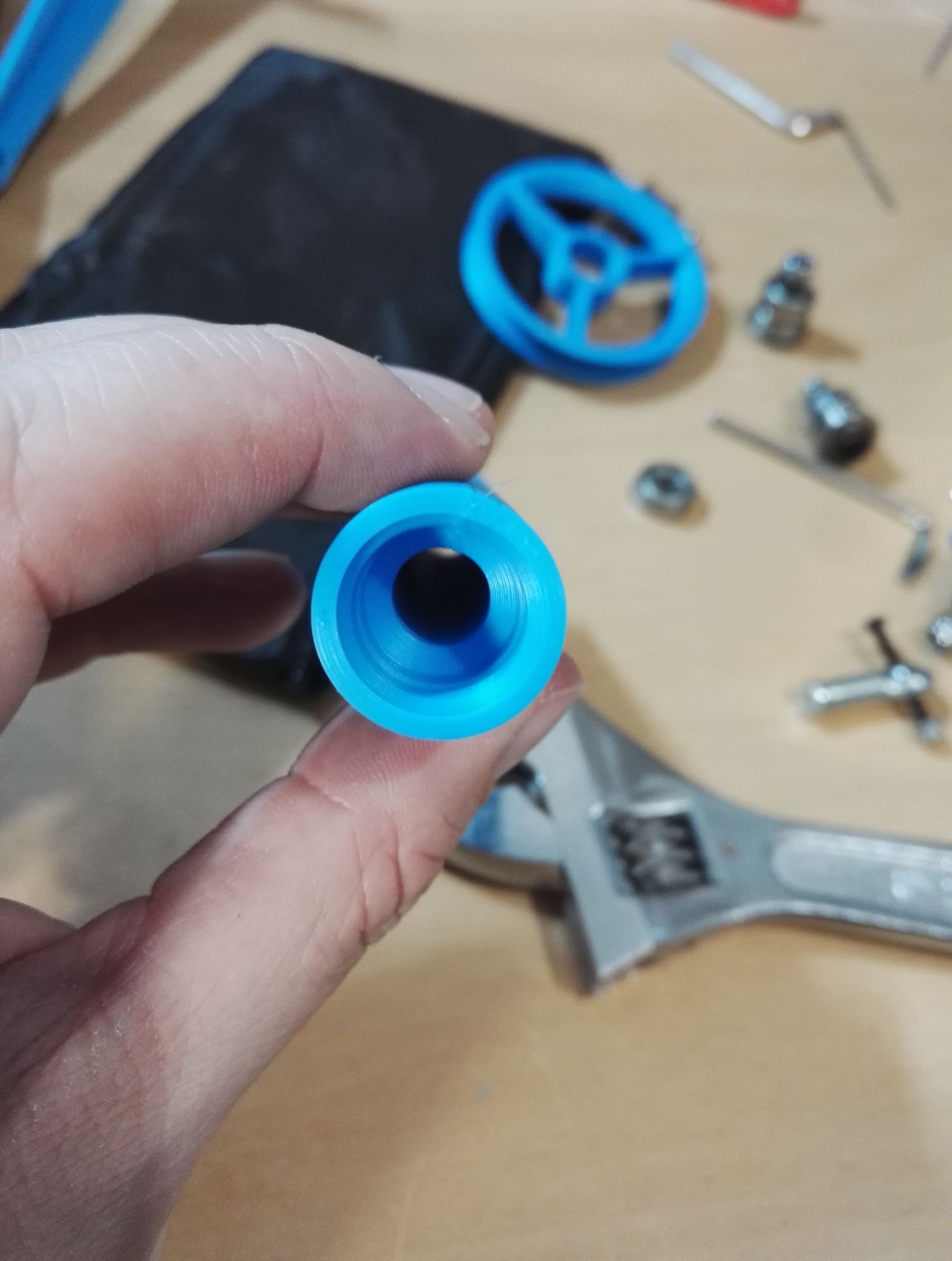
@Curlybis Excellent retour, merci d'avoir pris le temps! C'est fou ce qu'on apprend avec un regard extérieur. Concernant les tolérances, j'avais rajouté 0,2mm sur la V2, je suis scotché que ça ne passe toujours pas Je vais y mettre du 0,3 quitte à devoir caler avec du papier Le truc, c'est que plus on rajoute de tolérance plus le support de bobine va pencher. Concernant les écrous, effectivement je ne les ai pas affichés sur l'éclaté, c'est un oubli de ma part. Egalement, je me rends compte que seulement deux roulement suffisent pour le rouleau alors que j'ai dimensionné les extrémités pour 4 roulements, deux de chaque côté. Ca permettrait de libérer les deux roulements sans collerette pour une autre utilisation. Concernant l'empreinte hexa dans le rouleau, c'est effectivement un ajout qu'on peut faire, mais toujours avec ce problème de tolérances par contre. Tu vas vite te rendre compte qu'il y a un problème de déroulement du filament lorsque la bobine est pleine: Il sort de la bobine et s'enroule autour du support. Ca nécessite de garder un oeil sur l'imprimante lors des prints, et évidemment c'est pas tolérable. Je poste ce soir une modif d'un des embouts du rouleau, qui met 30 min à imprimer, et qui règle ce problème. Merci encore, hésite pas à me faire un retour quand tu auras mis le système à l'épreuve. Chez moi j'ai déjà vidé 3x1kg en PLA/PETG et tout roule, sauf ce problème de filament qui est réglé
 1 point
1 point -
Bonsoir/Bonjour, Apres quelques deboires, j'ai enfin reussi a avoir exactement ce que je voulais. J'ai donc ajouté un menu.cfg dans mon dossier ce qui me permet de ne pas toucher a l'original. J'y ai ajouté le menu Fil. Runout, qui n'apparait que lorsque le print est en pause suite a un runout. Le contenu: -Chauffe de la hotend -Unload filament 12cm (direct drive+Bmg) -Load filament 12cm -Reprise du print -Cancel du print cela donne : Pour finaliser le Cancel print j'ai ajouté une macro que j'ai nommée 'CANCEL_PRINTING' dans le Macros.cfg puis je l'ai ajouté dans le Gcode scripts 'After print job is cancelled' la macro: Jajoute aussi dans le Gcode scripts, dans le 'Before print job is resumed' les macros: RESUME RESTORE_GCODE_STATE NAME=filament_change Cela permet de relancer le print via le bouton resume de octoprint si on est loin de la box. Ensuite j'ai decoupé la macro M600 de Fran6p en 2 partie, supprimé la partie cooldown qui m'est inutile. partie 1 : Enregistre la position, emmene la tete en position park, desactive le stepper de l'extrudeur afin de pouvoir unload et reload le filament manuellement si on le desire, emet un Bip et eteinds la hotend (le plateau reste chaud pour que le print ne se decolle pas) Partie 2: Reprends la position et continu le print. Il me reste a retrouver un post qui expliquait comment annuler un print au demarrage si le filament n'etait pas present dans le capteur et empechait aussi de resume print si le filament n'etait pas present. Je met les fichiers ci-dessous, si quelqu'un est interressé, ou si ca peut donner des idées. Merci encore pour l'aide que vous m'apportez sans arret Edit: voici les 2 macros que j'avais trouvé pour empecher le print et la reprise si le filament n'est pas present : EDIT : Ajout des fonctions macros ci-dessus: empeche le print de demarrer si pas de filament. empeche la reprise du print suite a un runout, si pas de filament. KLIPPER CR10V3 Update 19.11.20.zip1 point
-
Bonjour @Alicanthe, Tu as des tutos en haut de la liste des topics, dont celui-ci qui devrait t'être utile : Sinon, il y a plein de vidéos sur YouTube, et bien sur ce forum si tu as un soucis particulier (faire une recherche avant de poser une question au cas où quelqu'un aurait déjà rencontré le même problème)1 point
-
Si tu as ajouté toi même le BLTouch, mon petit doigt me dit que tu as un fin de course Zmin dispo qui ne demande qu'à servir, non? me-gourge? Maintenant que tu sais le démonter, tu dois pouvoir remonter celui du Z à la place du Y avec les yeux bandés et une main dans le dos... Ça dépend comment tu places les 2 fils sur les 3 broches du connecteur. Habituellement, il est câblé en NO (normalement ouvert) mais si tu déplaces 1 fil, il passe en NC (normalement fermé). Je dirais que ça fait même un peu tâche. Dépêche-toi d'effacer ce gros mot! PS: +1 pour la photo, du travail de PRO!1 point
-
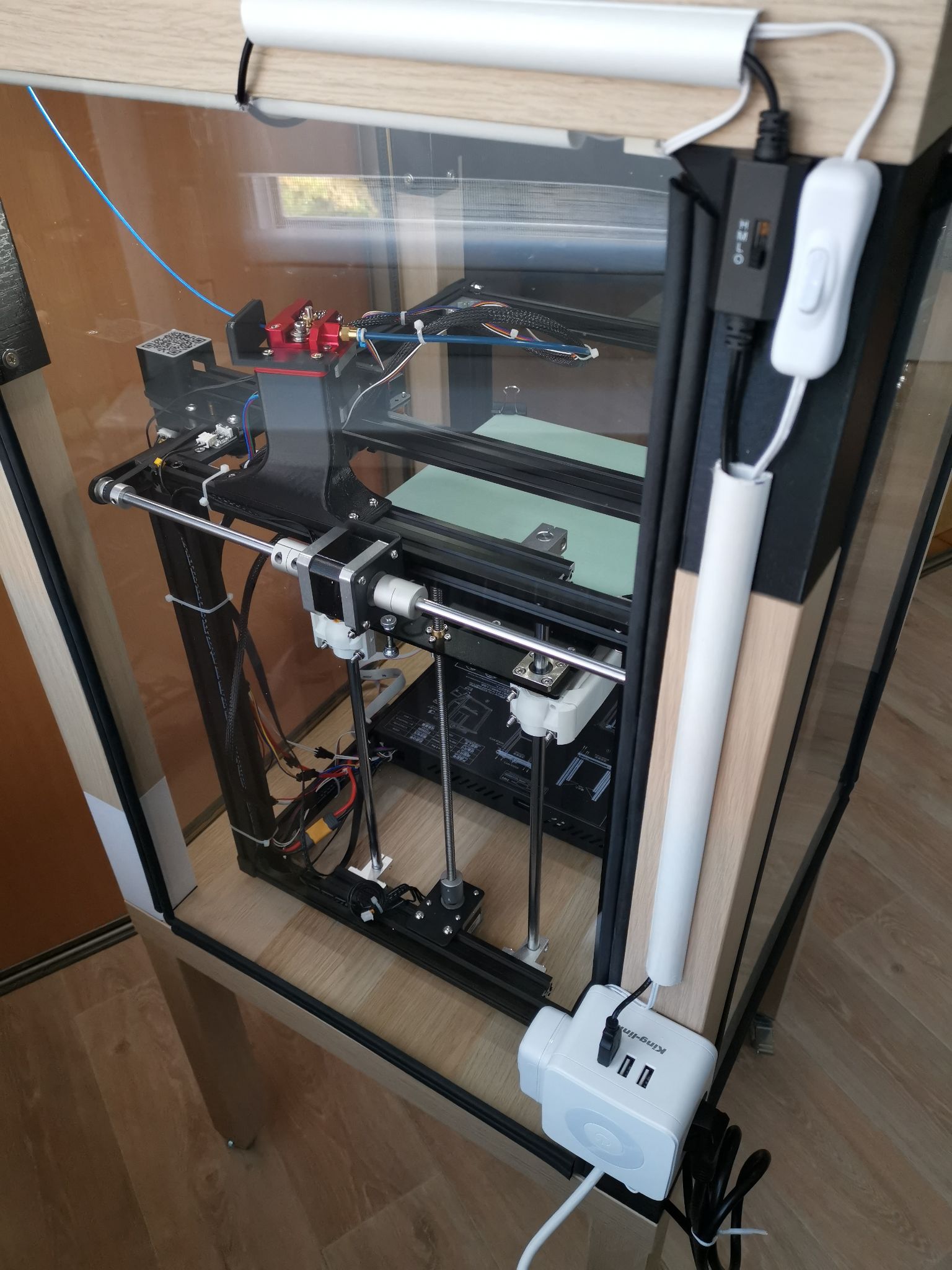
Aujourd'hui, j'ai fini d'imprimer les pièces. Comme j'avais aussi quelques pièces à changer dans la machine, je me suis motivé à tout monter. L'imprimante marchant parfaitement, c'était une bonne occasion pour mettre les mains dedans! Le fait qu'il n'y ait pas eu de tolérances, ... bon, il y a quand même un peu de taf pour l'ajustement. Ca se fait, mais il n'aurait pas fallut grand chose pour que ce soit plus simple. Ca fini par rentrer donc, tout va bien. Autre petite remarque, le rouleau. Sur les schémas du montage, tu mets une vis et un roulement, mais ... qui ne vis dans rien du tout! Bon, j'ai mis un écrou derrière, tout va très bien mais, une empreinte à 6 pans dans le rouleau pour mettre l'écrou serait une bonne idée! Tout le reste du montage se passe bien! C'est quand même un sacré taf que tu nous as fait là avec des pièces qui ont des formes très chouettes! Mon imprimante étant sur un meuble bancale, le meuble bouge beaucoup moins maintenant et c'est pour ça que j'ai voulu mettre ce système! Enlever le poids de là haut est une très bonne chose. Merci!

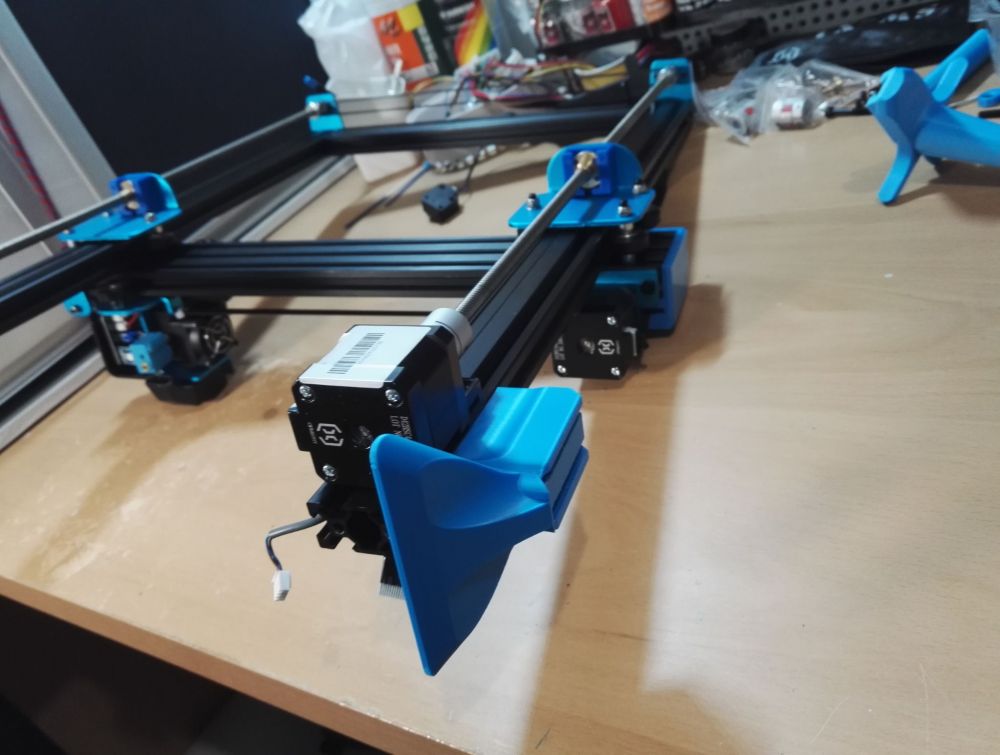


 1 point
1 point -
Ils sont ou Madame Bosco et le Bosco ??? Plus de son, plus d'image depuis le 9 novembre... Rien de grave j'espère !1 point
-
Bonsoir @fran6p , Houlaaaaa... n'en suis pas là... J'ai flashé (j'ai mis le fichier .bin) Tant pis pour les données je referai le Zoffset. Je suis déjà très content que ce dernier programme fonctionne avec mon imprimante. à l'origine je voulais récupérer la fonction "changer de filament" que je trouvais très pratique avec la carte 1.1.5 surtout avec une machine dans un caisson. Faut avoir des fins bras ou bien il faut démonter le caisson à chaque fois. Pour l'instant, je vais manier la bête et voir comment ça se goupille. Mais en tout cas bravo !!! joli travail, tout en Français (cocorico) avec les options voulues. Pour ma part, ça me fait drôle de ne faire qu'un merci car toi et remibora avez passé beaucoup de temps à faire des recherches. Si je pouvais vous aider en retour (pas dans le domaine des imprimantes 3D !!!) N'hésitez pas. Pour info je suis arboriste grimpeur (élagueur). Si il y a moyen que je vous envoi mes ref en aparté ?!1 point
-
lis bien le tuto car si l'axe est mal positionné dans le coupleur tu auras des sauts et sur une hauteur de pièce tu verras des défauts comme des jonctions de pièces assemblées (si t'as compris l'image mdr)1 point
-
Une autre solution de test consiste a enlever toutes les molettes de réglage du leveling en ne laissant que les ressort et les vis pour qu'il n'y ai aucune contrainte de traction sur le bed et éviter la déformation du plateau. En premier lieu, avant d'enlever les molettes de réglages du bed, faire un home. Une fois le home effectué, enlever toutes les molettes de réglage du leveling pour ne laisser que les ressort et les vis. Demander ensuite via l'écran de l'imprimante, de monter Z de manière a ce qu'il se trouve juste au dessus du bed de l'imprimante. (comme si tu faisait un leveling) Une fois fait, déplacer le chariot E1 à la main de droite a gauche et déplacer le plateau d'avant en arrière pour contrôler (avec une cale ou une feuille de papier) la position de la buse par rapport à la vitre. la buse doit être a la même hauteur partout. Si tu constate des différences en fonction de l'emplacement de la buse, alors: -Soit le plateau est déformé (il y a peu de chance que ce soit la vitre de par son mode de fabrication, mais cette vitre peut se déformer avec l'action des pinces qui la force a être plaquée sur le plateau alu qui lui, est peut être déformé) = alors dans ce cas lors d'un leveling on constaterai un leveling bon au 4 coins mais pas au centre.(bombé ou creux en fonction de la déformation du plateau) SOLUTION: rendre le plateau de nouveau plat en utilisant cette méthode qui fonctionne (poncer n'est pas vital)CF vidéo: -Soit le plateau d'ancrage (plateau sous le plateau alu du bed, sur lequel sont fixées les roulettes de guidage pour l'axe Y) est déformé sur un ou plusieurs coins (a cause d'une trop forte pression des molettes de réglage du leveling), du coup il déforme le plateau alu du bed et le verre =Même solution que pour le plateau alu -Soit le hauteur de l'axe X (rail linéaire) n'est pas la même entre la gauche et la droite.= alors dans ce cas lors d'un leveling on constaterait qu'il faudrait serrer plus fort les molettes a gauche qu'à droite ou inversement, pour que le leveling soit bon. SOLUTION: vérifier au pied a coulisse la hauteur entre l'axe X du rail linéaire à droite et à gauche, la hauteur entre l'axe X et le châssis de l'imprimante (pas le plateau). La hauteur doit être rigoureusement la même au 100eme près. si ce n'est pas le cas il faut créer des cales qui permettront au capteur Z qui est trop bas, de remonter pour avoir la même hauteur à droite qu'à gauche. cf ce topic (c'est ce défaut qui crée une différence de hauteur entre E1 et E2 après un leveling) -Soit le châssis n'est pas ne niveau sur l'axe Y = alors dans ce cas lors d'un leveling on constaterait qu'il faudrait serrer plus fort les molettes face avant qu'a l'arrière ou inversement, pour que le leveling soit bon. SOLUTION contrôler l'équerrage complet du châssis (vérifier le serrage de toutes les vis du châssis et rajouter des rondelles quand l'espace le permet pour avoir un serrage plan) et le niveau du châssis sur l'axe Y le long des rail qui guide les roulettes du plateau (il faut donc que le support sur lequel est posée l'imprimante soit plan et de niveau). Apres vérification, si le niveau des rails Y n'est pas le même que celui du support sur lequel est posé l'imprimante, vous avez trouvé d'où vient le problème. Il faudra donc desserrer légèrement les vis qui maintiennent ce/ces axes pour essayer de le/les mettre de niveau, puis les resserrer fermement. -Il se peut également que la potence de l'axe Z ne soit pas verticale par rapport au châssis (mais il n'y aurait pas d'incidence sur le leveling).= Alors dans ce cas lors d'un leveling on constaterait un décalage (plus ou moins important) d'impression en fonction de la hauteur d'impression. Peu ou pas de décalage sur les premières couches mais un décalage (vers l'avant ou vers l'arrière) qui se crée plus les couches montent. SOLUTION: vérifier avec une cordelette [non élastique], la distance entre le haut de la potence Z et l'avant du châssis puis entre le haut de la potence et l'arrière du châssis. la distance doit être la même. (faire un nœud avec la cordelette autour d'une rondelle d'un coté et faire une marque au stylo de l'autre pour obtenir la dimension) Je suis en cours de préparation d'un tuto pour régler définitivement les problèmes de bombage du plateau alu, dû aux contraintes des molettes et ressorts. En effet grâce a @vap38 nous avons crée un nouveau système de leveling simple sans ressort, qui fonctionne à merveille ! (surtout pour moi qui ai un plateau de 60x60cm). Je le posterai dès que possible ! Espérant avoir pu aider ! Cordialement. Charles.1 point
-
@yopla31 Je réponds à @thsrp mais si tu veux je peux éventuellement scinder ces posts dans un nouveau sujet pour ne pas polluer plus le tien, il suffit de le dire Pour ton «problème» de câblage du connecteur 30 broches de la CM, pourquoi ne pas utiliser le même PCB que celui d'arrivée au niveau de l'extrudeur : https://www.aliexpress.com/i/4000012358292.html Avec ce PCB et une autre carte que celle d'origine, il suffit d'utiliser des câbles femelles / femelles pour relier les différents éléments de la CM vers ce PCB puis de réutiliser la nappe actuelle. Ainsi, ça évite de réinventer la roue1 point
-
la CR10S a 2 moteurs mais rien ne les empêchent de se décaler (même sur la V2) Quand il n'y a plus de courant les 2 moteurs peuvent se décaler (encore plus si tu appuis du la bare du X )ou sauter un pas la la mise en route .La traverse du X n'est donc plus horizontale. Quand il y a du courant les 2 moteurs sont sensés tourner de la même valeur donc ca ne force pas au niveau de la courroie. Si il y a un point dure d'un coté la courroie permet d'aider aussi. Depuis que j'ai la courroie je ne règle plus le plateau tout le temps. Avant je mettais des cales de même longueur de chaque coté du X en appuis sur le châssis avant la mise sous tension pour re régler l'horizontalité du X par rapport au châssis.. Cette synchro fonctionne très bien . @fran6p @LOLO710 et surement d'autres pourrons confirmer.1 point
-
Bienvenue !1 point
-
Re-bonjour à tous, Je remercie tous ceux qui ont visualisé mon message ci-dessus mais entretemps j'ai trouvé la solution : les titres des fichiers concernés étaient trop longs car, comme pour ceux de mon imprimante à dépôt, j'ajoutais la durée, la couleur et la présence ou non de supports. Si cette habitude ne posait aucun problème en FDM, il semble qu'en SLA, sur cette imprimante, il faut se limiter afin que l'extension de fichier soit affichée sur l'écran. Si mon expérience peut vous servir, j'en serai ravi. Cordialement Claude1 point