Classement



Contenu populaire
Contenu avec la plus haute réputation dans 26/01/2021 dans Messages
-
@elliryc Rien ne t'oblige à utiliser un trancheur payant Ce n'est pas le manque de trancheurs gratuits qui manque (Cura, Prusaslicer, Ideamaker, IceSL, Slic3r, …) qui pour une bonne part font au moins aussi bien que S3D.2 points
-
J'avais oublié cette annonce C'est à cause de mon hospitalité normande vraiment que personne ne s'y intéresse ? ou c'est le prix ? ou mon odeur ? N'hésitez pas si vous avez des remarques (constructives, ou drôles, voire désobligeantes si vous mettez les formes). Je ne suis pas pressé encore mais bon, elle prend la poussière donc une fois recouverte, ce sera plus lourd à transporter. Je dis ça, c'est pour vous, parce que oui je pense fortement à vous (surtout à toi en fait, oui toi qui est en train de me lire). Cordialement, des bisous. ** Offre spéciale jusqu'au 5 février ** Pour tout achat de ma box, j'offre un vinyle 45 tours d'occasion, au choix parmi une large sélection ! (non non, vous ne rêvez pas !!!) et si vous êtes sages, des places pour toute votre famille à EuroDisney * --- * : Places limitées à la période de fermeture du parc, au format tkt-je-connais-louvreuse, max 6 personnes. Jouer comporte des risques, ne fumez pas vos 5 fruits et légumes par jour, les omega 3 c'est pas automatique, demandez conseil à votre médecin via skype.2 points
-
Bonjour, Voici la notice en français que j'aurais aimé trouver dans le colis afin de monter mon Ender 3 Pro facilement, sans avoir besoin de consulter des vidéos pas toujours explicites, longues à regarder (obligé d'appuyer sur pause pour exécuter une partie de montage, reprendre ...) . Toutes critiques constructives sont bonnes à prendre et j'essayerai d'y répondre. Bon montage à vous Montage pour Ender 3.pdf1 point
-
Bonjour a tous. Comme tout nouveau membre d'un forum qui se respecte, je passe par la case présentations. Moi c'est Geoffrey, alias Naheulbeurk. 35 ans, j'habite a 30 Km au sud de Toulouse. Je suis contrôleur qualité, métrologue et heureux possesseur d'une Prusa I3 MK3S depuis quelques mois. Je considère que je suis encore en phase d'apprentissage pour arriver a bien dompter la bête, mais avec ma femme on arrive quand même a sortir de très belles impressions. J'imprime principalement des fichiers téléchargé sur le net, mais j'ai sorti quelques pièces que j'ai moi même dessiné sur Catia. J'espère ici trouver une belle communauté soudée et ou je pourrai trouver des réponses aux problèmes que je pourrai rencontrer ... Merci d'avance et a bientôt ^^1 point
-
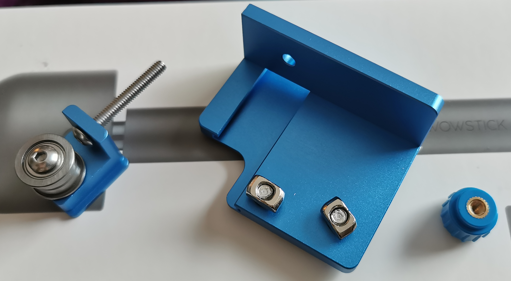
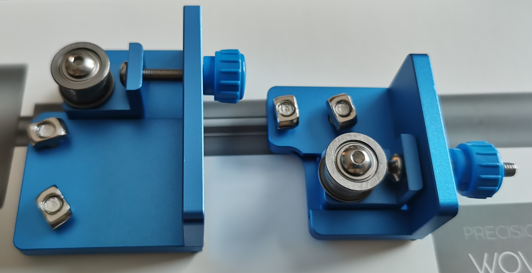
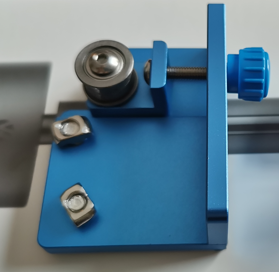
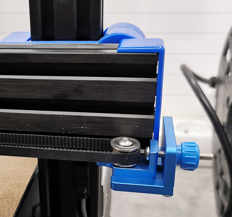
@Cooly Salut, comme l'a dit @MrMagounetce système n'est pas adaptable sur la genius tel quel. La poulie est indispensable pour un guidage optimal du filament, et sa version actuelle ne permet pas sa fixation sur le haut du portique plastique de la genius. Je parle ici de la V2 que j'ai réalisé car c'est celle dont je peux parler sans me tromper. Je paraphrase, mais déporter une bobine sur une genius est moins pertinent que sur une X1. La X1 souffre d'une architecture inadaptée au regard de sa hauteur. C'est moins le cas d'une genius dont le portique est bien plus bas. A l’époque où j'ai conçu ce système, je déplaçais souvent ma machine et j'avais donc besoin que l'ensemble soit solidaire. Effectivement, un support de bobine indépendant est une très bonne solution, qui plus est compatible genius, si l'objectif est de virer la bobine du haut du portique. J'ai simplement conçu ce système pour pouvoir tout déplacer d'un coup.1 point
-
Merci, je viens déjà juste d'augmenter la température de la buse (j'étais à 190 je suis passé à 200) et c'est déjà mieux, ce week-end j'essaierai le reste, mais déjà merci, je reviendrai ici ce week end une fois que j'aurai fini les réglages pour vous dire si ça marche mieux ou pas, mais déjà merci1 point
-
J'ai écrit tout ça moi ? Ben dis donc...j'étais en forme !1 point
-
Salut, Ne t'acharne pas sur ce malheureux roulement, si il ne tourne pas c'est parce que le filament n'avance pas! Ton extrudeur doit "claquer" ( rapide retour en arrière que l'on le voit à 00:04 de la vidéo). Comme tu constates que le filament ne sort pas de la buse, cela confirme mon hypothèse. @Yellow T-pot a listé ici les causes possibles de claquement. Le point de départ serait de s'assurer que l'extrudeur a été correctement calibré (voir ce tuto). EDIT: désolé pour le doublon avec @Yellow T-pot, qui m'a grillé pour quelques secondes ...1 point
-
Salut @EllioMario, alors j'ai une bonne et une mauvaise nouvelle... La bonne c'est qu'on voit ton roulement en U tourner donc je ne pense pas qu'il soit bloqué. La mauvaise c'est que ton filament bloque quelque part et donc que la roue dentée n'a pas d'autre solution que de l'usiner gaillardement... Regarde ton parcours en amont de l'extrudeur, parcours trop tendu, croisement du filament sur la bobine. Défaut de Ø sur le filament, T° de buse trop faible, début de bouchon dans la tête (même si tu peux le faire avancer à la main)...à toi d'analyser.1 point
-
Ils seront plus compétent pour t'apporter des information détaillé, mais je peux te dire les choses suivantes (Je suis aussi possesseur d'une Genius). Pour le support de Détecteur de filament et guide filament en parti haute non dans l'état tu ne peux pas les utilisées sur la Genius car en effet nous n'avons pas de profiler alu mais une ensemble en ABS Moulé il faudrait adapter la pièce. L'intérêt du système ici et de pouvoir gérer des bobines de 250gr à plus de 2.3kg de filament sans avoir a rien réglé ou ajuster. Pour être franc sur la Genius le portique Z étant bien moins haut il y a peux d'intérêt de déporter le support de bobine (sauf si raison de place en hauteur)si tu n'utile pas de bobine supérieur à 1kg. Dans mon cas j'utilise ceci ce qui va très bien liens1 point
-
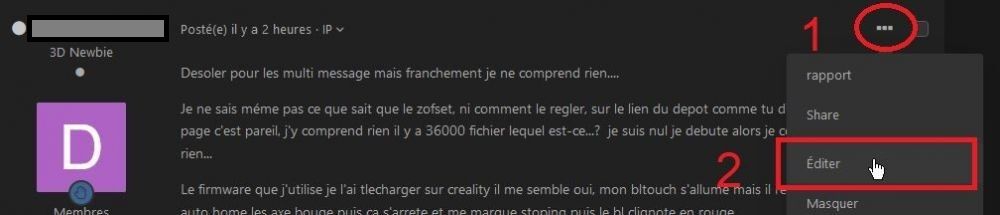
C'est toi qui voit. Par contre il faudrait éviter de multiplier tes posts à quelques minutes d'intervalle, c'est mal vu sur la majorité des fora y compris ici En haut de chaque post, se trouve un bouton « … ». Quand on clique dessus, un menu déroulant apparait dans lequel se trouve l'option ÉDITER. Cette option comme son nom l'indique, permet de modifier, corriger, compléter son propos durant une période de 12 heures après parution. En tant que débutant, tu ne le savais peut-être pas. Désormais tu es au courant et je te demande donc de l'utiliser . Merci d'avance
 1 point
1 point -
Bienvenue sur le forum !1 point
-
bon bah le résultat pour le moment est assez satisfaisant j'ai 2 papattes de timberwolf qui s'impriment le printer m'a pas encore fait de conneries donc je me touche ( de la peau de singe hein tu pensais a quoi encore xD ) lors des premiers tours le plateau était un poil trop chaud je l'ai redescendu avant qu'il attaque les pièces en elles même
 1 point
1 point -
c'était a prévoir là où ça a griffé y a 0 adhérence mais la buse me se fout plus dans le plateau et le filament sort normalement c'est déjà une victoire ça en fait 2 aujourd'hui je suis en veine xD1 point
-
Salut @jerem59120, par hasard, tu n'imprimerais pas ta pièce avec une jupe ou une bordure ? Si oui, en décochant ce choix dans Cura, tu devrais pouvoir l'imprimer. Sinon, il faut changer l'orientation de la pièce sur le plateau, tu auras certainement plus de supports mais ça peut peut-être passer dans les 220x220x250. Et pis....ton imprimante n'est toujours pas une Under 3 mais une Ender 3...c'est ptet pour ça que ça passe pô1 point
-
J'adore les filaments Grossiste 3D (frais de port offert mais à 100€ de commande ^^), les couleurs sont belles et j'ai jamais eu de soucis avec leur filament. Actuellement je dois imprimer sur du formfutura Premium (réputé logiquement) et j'ai beaucoup plus de problème de warping et d'humidité...1 point
-
Pour mémoriser le nivellement (éviter de le refaire à chaque fois) G28, G29, M500 et après dans le start code G28, M420 S1 ou M420 S1 Z2 pour arrêter le nivellement au bout de 2 mm. Si tu veux augmenter la précision du palpage de ton Bed , palpe plus de points et surtout palpe seulement à l'endroit où il y a contact entre ta pièce et le Bed, recheche dans le site le mot "palpage" tu devrais tomber sur un message que j'ai fait il y a déjà quelque temps. Pour le réglage de défauts de désalignement des axes XYZ il existe dans marlin une section qui s'appelle //@section calibrate1 point
-
Bonjour, Le bltouch n'est pas destiné à remplacer les réglages de base des axes et du plateau, il vient en complément pour compenser un manque de planéité du plateau. Par exemple l'erreur de 3mm en bout d'axe Z doit impérativement être réglée mécaniquement avant, le bltouch n'apportera rien pour corriger ça. Concernant le produit, le BLtouch d'Antlabs est certainement meilleur que les autres modèles, mais il est aussi 2 fois plus cher que ses concurrents. Après il faut aussi voir sur quelle machine on envisage de le mettre car avoir un super outil de précision sur une machine qui n'est pas forcément du même niveau ça ne sert à rien. Pour ma part je n'ai pas le BLtouch d'Antlabs sur ma LK4 Pro mais j'ai pris le 3Dtouch de Trianglelab que j'ai accroché à un support en PLA sur le fang de Deamoncrack .C'est vrai que j'ai passé préalablement beaucoup de temps à peaufiner mes réglages d'axes et de plateau, notamment l'axe Z pour qu'il soit parfaitement d'équerre. J'ai aussi remplacé le plateau d'origine par un miroir. Avec tout ça j'ai une qualité finale des pièces imprimées qui me satisfait pleinement. Je ne donne ici que mon retour d'expérience sur le sujet et ce sera à chacun de se faire sa propre idée.1 point
-
Pour les roulements il suffit des les imprimer parfait pour une bobine, ça fonctionne parfaitement c'est du 608) https://www.thingiverse.com/thing:4628063 @Coubi Je te conseil également ce site pour afiner tes réglages, en haut tu as dans l'ordre ce qu'il faut faire et comment, commence par l'E-steps calibration puis slicee flow calibration, retraction tuning etc. https://teachingtechyt.github.io/calibration.html Je la fait tourner en 80mm/s (70mm/s wall) sans avoir à la surveiller, dernier print de 8 heures pas un pépin.1 point
-
@Yellow T-pot Super ton humour voici en gros le cout des fournitures. 3 bobines comprenant du PLA + PETG 80€; 4 pneus 16`€, un moteur électrique 8€, visseries (M2 et M3) 35€. pour l'électronique j'avais déjà un récepteur 2.4 Mhz ainsi que l'ESC pour la régulation moteur et la Lipo 7.4V 35C. ESC 11€, récepteur 2.4Mhz 20€, Lipo 7.4V 35C 18€ En gros il faut compter 190€ achat Amazone ou en Chine. je pense que le prix peut être encore réduit avec les soldes c'est intéressant... Hélas je ne compte pas les heures d'impressions j'ai passé deux semaines avec la production de deux 4x4 !!!une seconde voiture pour mon Fils . je pense que la construction est intéressante est valorisée car j'ai vu un modèle de même taille 1/8 à environ 500€ en KIT. L'impression demande une bonne connaissance de ses machines avec une production intéressante avec la TLD3 en dual extrudeur. C'est un bon challenge technique qui doit impliquer un maximum d'astuces et de compétences sur l'impression. Les pièces sont déjà assez grandes hauteur maxi 205mm avec des supports judicieux. a+1 point
-
Impressionnante ascension du Mont pellets, bravo c'est au poêle ! J'ai suivi ça, super impressions et montage aux petits oignons. Ça valait le coup. Sans indiscrétion, tu as une idée du prix final pour le joujou tout compris ?1 point
-
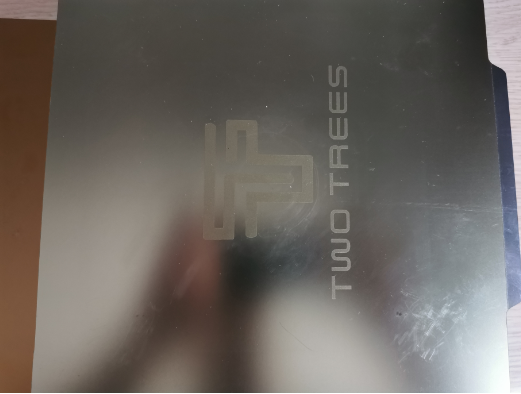
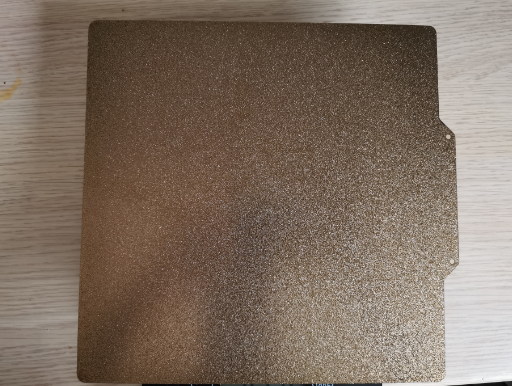
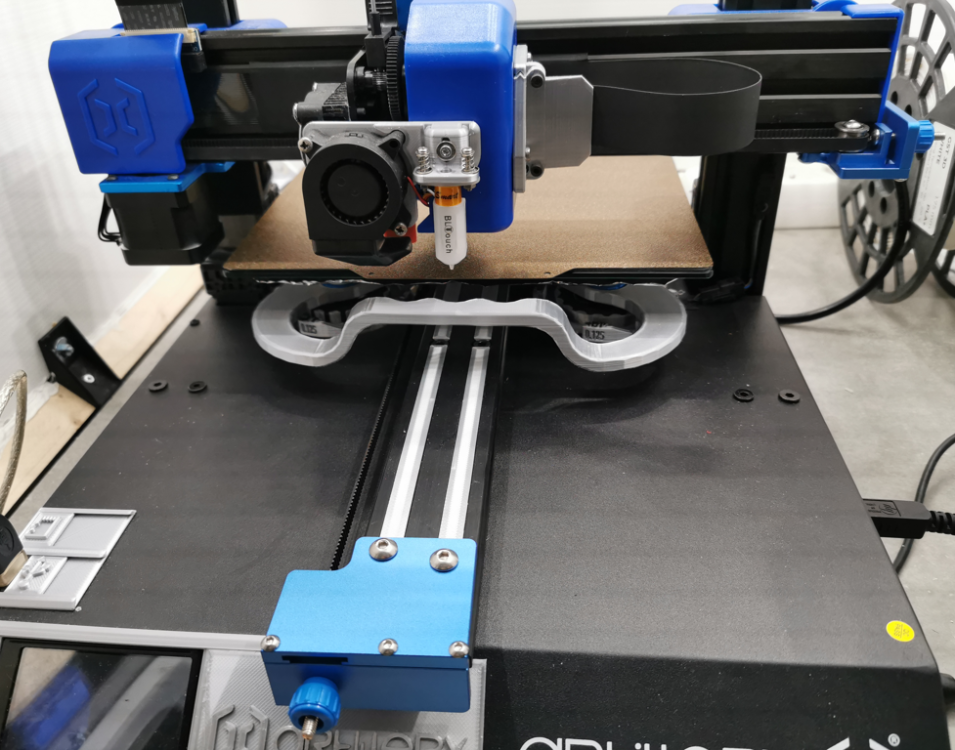
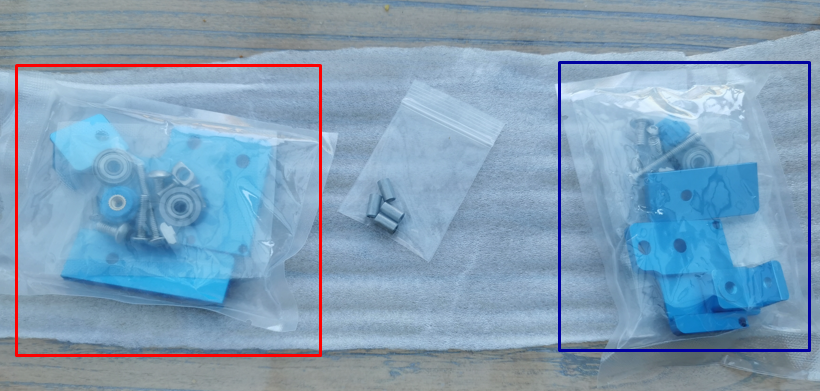
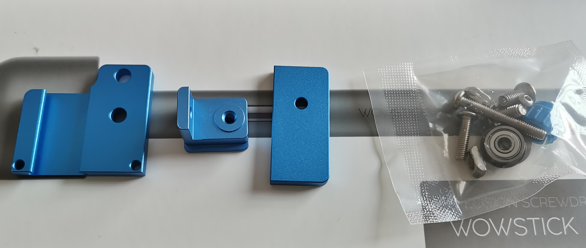
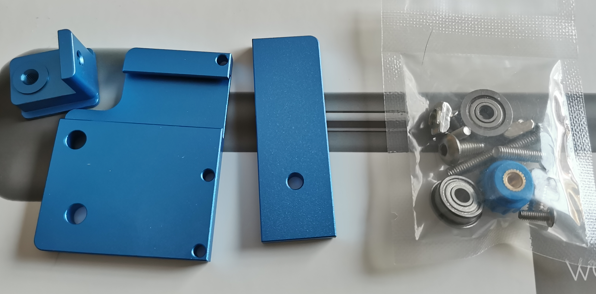
Ajout/Amélioration Bed Il existe différentes solutions magnétiques sur le marché comme le WhamBam très apprécier outre atlantique (mais hors de prix et a faire importer des USA), Le Zifflex (Solution Française, avec base magnétique en 2 version standard et haute température, mais qui semble vite marquer et s'abimer) pour n'en cité que deux très connues. (P.S pour une liste plus important et des informations sur les différente solution aller voir l'article sur le Site de DocArti.fr) Pour ma part ici, je vais vous parler de solution magnétique a base de PEI plus particulièrement de celle que j'ai testé de marque TwoTress et Energetic3D. Solution TwoTrees: Il s'agit d'une feuille d'acier de 235x235 avec une seule Face recouverte d'une fine feuille de PEI, la Feuille de PEI est déjà pré-coller avec du double face 3M hors support Magnétique ce kit pèse le poid de 417gr. La Feuille de PEI collé dessus a une épaisseur mesuré au pied à coulisse d'environ 0.12mm (je ne parle que de l feuille de PEI en retirant l'épaisseur de la feuille d'acier bien évidement). La base magnétique est donné pour 110°c sans soucis et possède du double face 3M 300LSE qui colle très bien sur nos bed en verre trempé. Résultat après 3 mois d'utilisation régulière: Cette Solution Fonctionne très bien la Feuille de PEI donne une bonne adhérence et l'on peux facilement décoller ces impression une fois terminer sans attendre, mais et oui il y a bien un mais. Il faut prendre en compte les choses suivantes cette Feuille de PEI étant très fine à l'usage des micros bulles finissent par apparaître, on les sent quand le bed en encore chaud et elle ce résorbe une fois bien froid. Pour moi cela provient de la dilatation de petite quantité d'air captif ente le double face et le PEI. Sinon même si la surface fini par être légèrement marqué par les print cela n'a pas altéré son accroche et les print. Solution Energetic 3D: Il est question ici de deux produit différent, le premier est une solution de feuille d'acier a bi surface PEI avec base Magnétique, le second produit est une Feuille PEI logiquement de 1mm d'épaisseur a coller sur un feuille d'acier. 1er Produit : Cette Feuille d'acier est bi surface de 230x230, une première texturé recouverte de poudre de PEI, la seconde est recouverte d'une Feuille PEI comme le produit TwoTrees. (Feuille magnétique semblable a celle de TwoTrees) Le côté texturé est juste fabuleux une accroche magnifique et super résistante elle aussi d'voir une première couche d'impression texturer et non lisse ce qui est intéressant à mon sens. Le Côté Feuille PEI est similaire a celle de TwoTrees bien que celle ci soit plus épaisse 0.2mm d'épaiseur mesuré et permet une première couche bien lisse. Résultat après 1 mois d'utilisation : La surface texturé est géniale rien a redire sur la qualité, par contre la face lisse présente les mêmes défauts que la TwoTrees à savoir la formation de micro bulle ici plus au centre. (les raisons en sont les même je pense 0.2mm est certainement trop fin pour éviter le soucis). Néanmoins je me suis aperçue d'une chose la Feuille PEI de l'Energetic3D a un plus fort pouvoir d'adhésion. 2eme Produit : Une Feuille PEI Ultem 1000 de 1mm d'épaisseur en 235x235, celle si est vendu nue avec le double face 3M 468MP déjà en place. Ici l'idée est de la collé sur la face d'acier nue de la plaque TwoTrees et voir si une feuille de 1mm permet d'éviter la formation de micro bulles. Voici un exemple de micro bulle qui ce forme (elle ne ce ressente pas vraiment a froid mais a chaud un peu). N.B : Ce Produit est en Cours de préparation de test, en effet premier soucis après mesure la feuille fait on va dire 0.5mm et pas 1mm d'épaisseur, j'ai contacté Energitic3D qui ce sont excusé les feuilles sont bien censé faire 1mm d'épaisseur et mon proposé un remboursement de 5$ sur le prix de 15$ de la feuille. Je vais pouvoir attaquer les test et la mettre en place tout de même. La base Magnétique des 2 solutions pèse entre 530gr et 550gr, ont arrive donc a un poid entre 900gr et 1kg au totale en plus sur le plateau. Conseil : Ne jamais utiliser d'acétone sur les surface PEI cela les détruit. Les feuille de PEI vont très bien sur le PLA, PETG ou ABS mais a éviter avec le TPU/TPE utiliser plutôt le revêtement Poudre de PEI, la raison les matériaux Flex adhère tellement que certain on arraché des morceaux de Feuille PEI en décollant des pièces en Flexible. (Ceci sur différente marque de feuille d'acier avec feuille PEI) MAJ 31/01/2021 : Ajout de bloc de silicone en remplacement des ressorts Jaunes pour le réglage du Bed, les bloc que silicone etant plus ferme que les ressort cela permet en théorie de moins subir de déréglage du bed. Voici de quoi il s'agit payé 6€ sur Amazon. Petit astuce si les bloc de silicone manque un peux de hauteur cela peux parfois être le cas, mon astuce est d'utiliser des joints de plomberie, il vous suffit d'en placer 1 ou 2 (ils font 2mm d'épaisseur) sous chaque bloc de silicone. Voici le type de joint. MAJ 13/01/2022 : Voici les dernières upgrade mécanique l'ajout de Tendeurs de courroie X et Y pour la Genius, provenant de la boutique Haldis sur Aliexpress, je les ai payé 21€ en promo en novembre dernier. Voici le résultat final (et oui je vous spoile ) Voici le kit a l'arriver, en rouge le tendeur Y et en bleu le tendeur X, le sachet avec les spacer au centre ne a pas été utile (et d'ailleurs je ne vois a quoi il servirait). Tendeur X Tendeur Y Pour le montage, commencer par retirer l'ancien système de tension du X, pour ma part j'ai fini sur le X par utiliser les t-nut d'origine au lieu de ceux fournit dans le kit pour le X (je les trouve mieux pour la stabilité du tendeur X). Le cache Bleu devra être retirer aidez vous d'un petit tournevis plat. Pour le montage du tendeur Y retirer les Vis complètement et retirer la pièce. Cette fois utiliser les t-nuts fournit avec le kit ce sera plus simple, placer la courroie et insérer le tendeur Y puis serrer les vis. Il ne reste que la tension des courroies a adapter. Et voila








 1 point
1 point -
Je ne suis plus une gamine je met se que je veux à la bouche......1 point
-
il te suffit de régler le z-offset et donc de le remonter puis tester avec une feuille... une petite recherche sur réglage z-offset et les réponses te tomberont1 point
-
Oui Oui, il gère le BLT quand il est connecté sur le PCB sous l'extrudeur. D'origine Creality a pré-câblé le BLT sur le Zmax Donc tu peux le flasher sur ta carte, ton écran sera alors en français , le babystep est actif (double clic sur le bouton de l'écran pour y accéder), et d'autres options encore. Le fichiers ayant servis à cette compilation (le firmware.bin) sont disponibles sur mon dépôt Github si tu veux compiler toi-même (le lien est dans mon «tuto»). Par défaut, un fois la mise à l'origine faite, on ne peut descendre sous le zéro (0) sauf si on désactive les contacteurs de fin de course qu'ils soient classiques ou celui utilisé par le BLT (le connecteur deux fils, blanc / noir).1 point
-
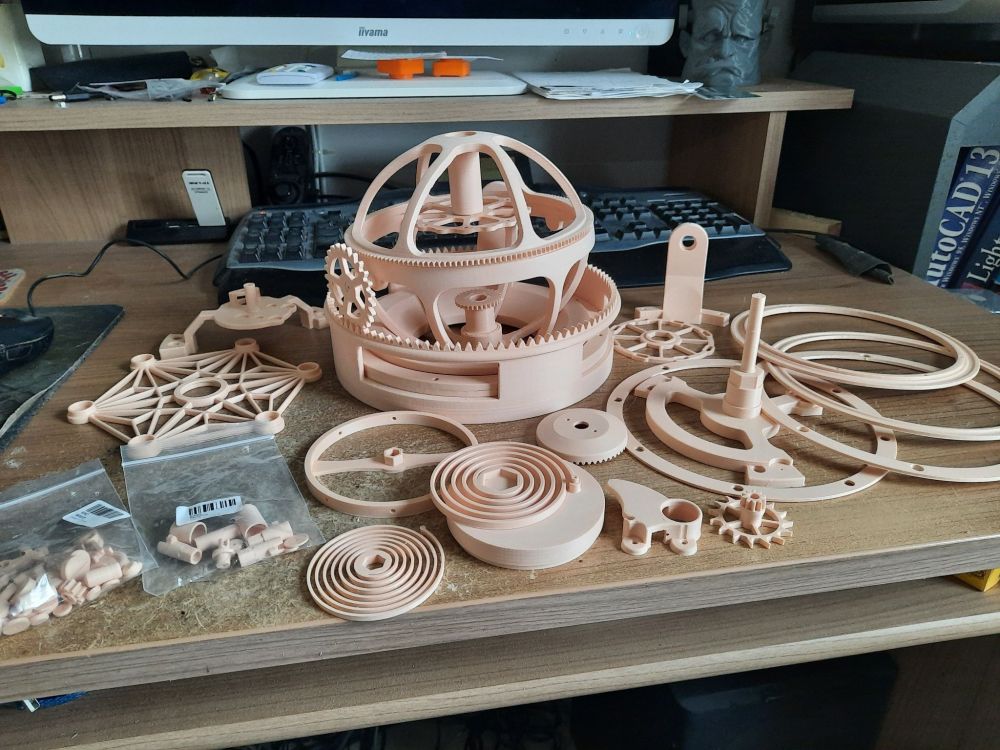
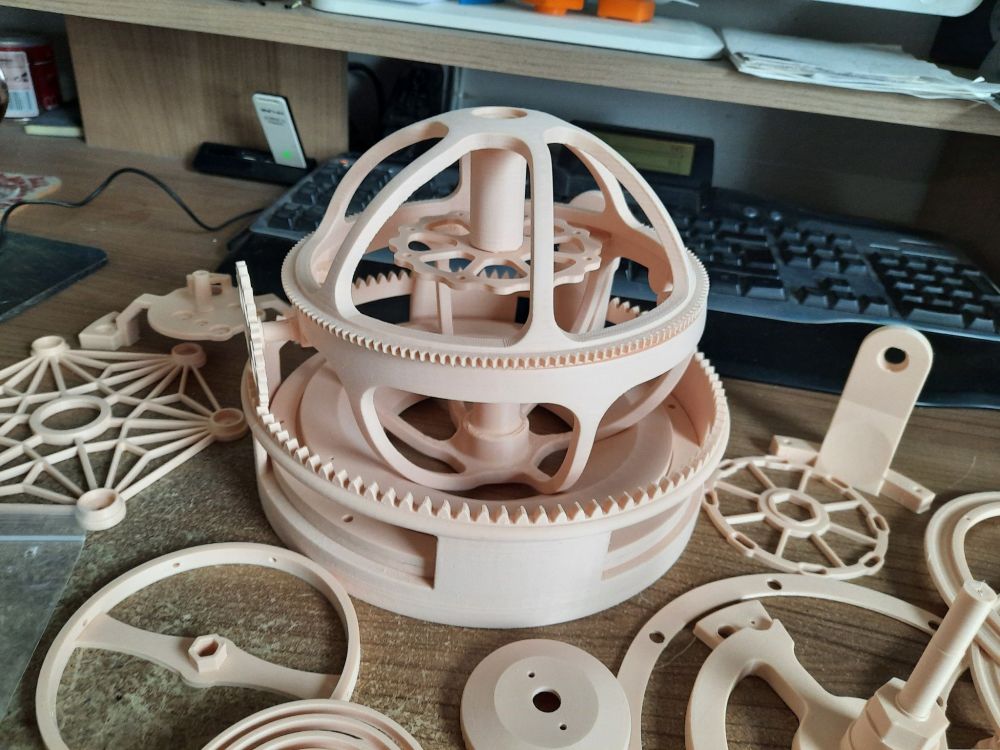
yop , un peu horlogerie , print d un tourbillon , j ai encore du boulot



 1 point
1 point -
Les cotes sont Ok. Maintenant, il va falloir que je vérifie l'assemblage des montants par rapport au plateau. J'ai un très léger faux équerrage. Ça devient bon. Perso, je recommande la technique de Jstech.https://www.youtube.com/watch?v=0KpwWp_2dSk. Ce passionné a vraiment de supers tutos. Cela devrait aider pas mal de monde. Du moins pour ceux qui impriment des pièces nécessitant de la précision.1 point
-
Parce que toi tu ne fais jamais de fautes de frappe ??? Dommage que le site ne possède pas la fonction "Editer" Le problème est que lorsque je me connecte avec Pronterface, Simply3D ou autre, même après la commande M503, le défilement avec le message erreur est impossible à stopper. Je ne peux donc pas modifier mon G92. Je peux donner des ordres de déplacement X, Y, ou Z. Demander un G28. Mais impossible d'envoyer un G92. Pour exemple, mon step Y est d'origine à 80.00. Il faudrait qu'il soit à 80.23 J'ai dû poser une colle à Wanhao, car normalement, ils répondent dans les 24h00 maxi.1 point
-
Salut Jean-michel-à-peu-près, Tu as acheté une Ender 3 v2 et non une Under 3 v2 , même si certains l'ont baptisée Enfer 3 . Le logiciel de communication que tu utilises s'appelle Pronterface et non Procter face Pour ta Wanhao, maintenant que tu es capable de visualiser les step/mm avec la commande M503, il suffit de spécifier les Step/mm que tu auras calculés, dans le GCode de démarrage de ton trancheur (slicer) préféré, et tu auras des cotes cohérentes. Si Wanhao te répond favorablement, il serait intéressant qu'ils te fournissent le code source du firmware (possiblement Marlin). Dans ce cas, tu pourrais modifier à ta guise ton propre firmware (toi ou la communauté ).1 point
-
@jj224 Bonjour, Tu as pris le kit Creality pour la CR10-V2. Tu as suivi la vidéo de Creality pour le monter et le connecter sur le PCB sous l'extrudeur ? Tu peux tester si tu penses que le firmware de Creality pourrait être en cause celui que j'ai réalisé à partir d'un Marlin 2 (à jour et dans la dernière version stable 2.0.7.2) : Si tu ne veux / peux pas compiler par toi même (ce que je préfère plutôt que livrer le firmware compilé directement à flasher ), en cherchant un peu tu devrais pouvoir le trouver Après avoir flashé un nouveau firmware, il est plus que conseillé de toujours procéder à une remise à zéro de l'EEPROM (option de l'écran ou M502 puis M500 (c'est la même chose ). Pour procéder au réglage du décalage, il est préférable de passer par un logiciel une fois l'imprimante reliée à l'ordinateur via le câble USB (Pronterface, Repetier, Octoprint, Termite, …) même si c'est réalisable via l'écran :
 1 point
1 point -
j'ai réussi a faire les modif grâce a différente vidéo sur YouTube1 point
-
Salut Elsa ; Si j'ai bien compris entre tes photos et la capture de Cura, le support ne s'est pas du tout imprimé, et ta pièce à vraiment une très mauvaise qualité, puisque le remplissage ne correspond pas à ce qu'il y a sur Cura et que tes parois sont dissociées et mal imprimées ?? La même pièce sans support s'imprime correctement (au moins au début, avant le surplomb) ? @+1 point
-
Quelques idées d'impressions ici : all3dp.com J'ai imprimé une boite labyrinthe (la 47ième idée du lien précedent), c'est sympa et marche très bien. Bon print !

 1 point
1 point -
Bonjour, Je vais tenter de vous répondre, mais de façon plus large, puisque j'ai cette imprimante depuis +/- 4 semaines et que je débute. Pour le prix, on n'est pas volé, mais ça reste une imprimante sur laquelle le fabricant a fait des compromis. Après un temps d'adaptation, vous allez très vite vouloir la booster un peu, et ces modifications ont un coût : - Financier pour les pièces que vous devrez acheter - Logiciel => certaines options requièrent plus de mémoire, or la carte mère 1.1.5 semble être une dérivée de la Ender 3 en 8 bits. Le Firmware semble déjà être basé sur Marlin 1.9, mais toutes les options n'ont pas été activées. Les différentes options que l'on active dans Marlin ont un coût et on est donc limité par la capacité 8bits de cette carte. Avant d'aller plus loin, je dirais qu’installer un capteur de fin de filament est probablement une des dernières choses que je ferai sur cette imprimante. Les bobines font +/- 1kg, et avant d'arriver au bout, il va se passer un temps assez long, pour ne pas dire très long. Avant de faire quoi que ce soit, vous devez évaluer les risques que vous pourriez rencontrer lors d'une impression, et pour ce qui est de la fin du filament, le risque est très FAIBLE pour les débutants. Les impressions ont tout un tas de raisons de mal se passez, et la fin de filament est probablement la plus simple gérer de soi-même (et une des dernières de la liste). En effet, le logiciel de préparation CURA qui va générer vos fichiers d'impression, vous donne le coût en fil d'une impression (en mètres et en grammes). Il vous suffit de peser votre bobine. Pour ma part, mes impressions les plus longues font actuellement +/- 14h pour 40 à 80gr max de matière extrudée. Le jour où vous en serez à des impressions nécessitant plus de 48h/250gr vous ne poserez même plus ce genre de questions ici. -- Modifications à faire impérativement: 1. Imprimer les caches de courroies (et tout autres objets que vous trouverez utile à votre imprimante, comme la manivelle d’extrudeur) => Ca évite de mettre les doigts dessus quand on regarde le début des impressions. Coût= le fil plastique, les plans sont sur thigiverse. 2. Passer en DIRECT DRIVE = mettre l'extrudeur directement sur la tête d'impression. => Permet de réduire la rétraction à 1 ou 2mm, et évite ainsi drastiquement les soucis de sous extrusion (on réduit la taille du Bowden / Tube PTFE à 6cm au lieu de 80cm). L'extrudeur travaille donc plus facilement. Cout monétaire = 1Eur pour le câble moteur type NEMA 17. Vous pouvez imprimer la pièce de support vous-même, sinon, le kit en métal vaut +/- 15Eur en chine . (Attention il faut inverser 2 fils sur le câble moteur pour l’utiliser sur les cartes mères Creality) Cout logiciel= Aucun on ne change rien au firmware 3. - Installer un logiciel de contrôle/monitoring OCTOPI ou un lecteur de carte SD déporté. => L'encoche de la carte SD est mal foutue. C'est tout petit, et quand on a de gros doigts, c'est pas pratique. Installer Otomi sur un RaspberryPi permet de contrôler votre imprimante à distance. En gros, on raccorde le raspberry à l'imprimante, et on utilise le navigateur internet de son PC pour contrôler l'imprimante. On peut donc lui envoyer des fichiers à imprimer, arrêter l'impression, faire un reset ect... On peut même y ajouter une caméra de surveillance. Fini les va et viens avec une carte micro-SD. Si vous n'avez pas de rasberry, je penses que vous pouvez tester Octopi à partir d'un PC (mais ça implique de le laisser allumé). Cout financier : 50 à 65 Eur pour le raspberry, sinon un lecteur SD déporté coute +/- 10 Eur Cout Logiciel : Aucun Les modifications TRES souhaitables: 4. Ajouter un BLtouch pour arriver un nivellement automatique du plateau. Régler un plateau Creality est parfois un cauchemar, surtout si on débute. On voit des tas de vidéos ou ils font ça avec une simple feuille de papier... bonne chance (pour rester poli). quand on imprime des couches allant de 0,1 à 0,2 mm la tolérance de défaut est TRES FAIBLE. Quand on parle de 0.1mm +/- 10% => ça implique de calibrer le plateau au centième de mm... ce qui est matériellement presque infaisable. Le Bl touch permet d'automatiser tout ça, voir de compenser les erreurs de plateau par une adaptation de déplacements sur l'axe Z. => chaque fois que vous changez de matière (ABS,PLA, petg etc...) vous DEVEZ changer la buse, ce qui implique forcément de recalibrer le plateau. C'est donc une opération nettement plus courante qu'on ne le croit. Cout financier: +/-50 Eur. Conseil= achetez le chez creality sur Aliexpress sinon, il vous manquera des pièces, et vous n'aurez pas le bon câble. Cout Logiciel: vous devrez mettre à jour le firmware car celui d'origine n'a pas de BLTouch actif. => Attention: ça consomme de la mémoire, mais c’est prévu par creality et téléchargeable (vous ne devrez donc pas compiler vous-même Marlin). 5. Mettre l'imprimante à l'abri des courants d'air. Perso je l'ai mis dans une armoire métallique type patch pannel d'occasion (50 Eur). J'y gagne en: - sécurité, car on n'est pas à l'abri d'un départ de feu. - stabilité d'impression, plus particulièrement avec l'ABS à 260°. - isolation sonore : Même si elle réputée silencieuse, passer 8h à côté de la machine en fonctionnement n'est pas très 'confort'... 6. Rajouter un webcam ou une Picam à votre Octopi. => vous pourrez checker à distance si tout se passe bien, et au pire intervenir. Il semble aussi que l'on puisse faire fonctionner des applets dans octopi, qui analysent les captures de la caméra et préviennent si quelque chose de passe mal. Cout financier: 15 à 50 Eur en fonction de la qualité Cout Logiciel: Aucun, c'est géré par l'octopi 7. Rajouter un interrupteur contrôle à distance par Octopi => Permet de couper le système alors que l'on est ailleurs. Les modifications envisageables: 8. Capteur de fin de fil: vous pouvez soit l'acheter soit vous le fabriquer vous-même avec un simple contacteur et une impression 3D. Ensuite il faudra le raccorder sur votre carte mère et surtout mettre à jour et paramétrer votre firmware manuellement. Il sera peut-être nécessaire de faire un compromis entre les options que vous activez dans votre firmware, et plus particulièrement le BLTouch, (mémoire disponible et peut être connectique). => regardez ces 2 vidéos: https://www.youtube.com/watch?v=vx8qo9mZjAo https://www.youtube.com/watch?v=gwHpXaj_6xE Placez le capteur à 50cm de votre extrudeur / tête. Attention : les cartes 8 bits de Creality ne sont pas adaptées à Marlin 2.x Pour toute question relative à Marlin 1.9 et 2.x et les ressources en mémoire, regardez ceci: https://www.youtube.com/watch?v=RbbzsJBpEhc https://www.youtube.com/watch?v=rjRmBbuN6iA https://crosslink.io/marlin-2-0-memory-usage-by-feature/ Ceci étant dit, une fois que vous en serez à ce stade, je vous conseille plus de changer de carte mère pour une 32 bits (+/- 35eur) et vous affranchir du firmware de Creality. Toutes les adaptations précédentes restent acquises. Edit: J'avais oublié la solution d'Octopi! Elle consiste a utiliser les connecteurs GPIO du Raspberry PI. C'est très simple car il n'y ni soudure, ni modification sur la carte mère, ni utilisation de ressources supplémentaire etc.. On raccorde, on installe un plugin, un peu de paramétrage et Octopi fait le reste. 9. changer la tête d'impression (E3D, MicroSwiss, dragon...) et le "Hot-end" pour une meilleure stabilité de température, de précision d'impression etc... 10. Doublement de l'axe Z pour éviter l'effet négatifs du "Cantilever" pour les impressions plus lourdes. 11. Passer sur des rails plats au lieu des roues métalliques pour plus de précision lors de déplacements. Modification Finale: Changer votre imprimante pour plus beau, plus gros, plus rapide, plus précis etc... bref plus plus plus Cordialement, T.1 point
-
Exact. Tu n'aurais pas Free comme FAI des fois ? Les fichiers tranchés sont des fichiers texte, tu peux les ouvrir dans un bon éditeur de texte (même le Notepad de Windows en est capable bien que je préfère Notepad++ ). Ces commandes «ajoutées» sont au début du fichier. Exemple avec un de mes fichiers G-code (le tout début est spécifique à mon trancheur (Cura) qui ajoute systématiquement les principaux paramètres utilisés pour préparer la pièce et ceci grâce à un plugin additionnel) :1 point
-
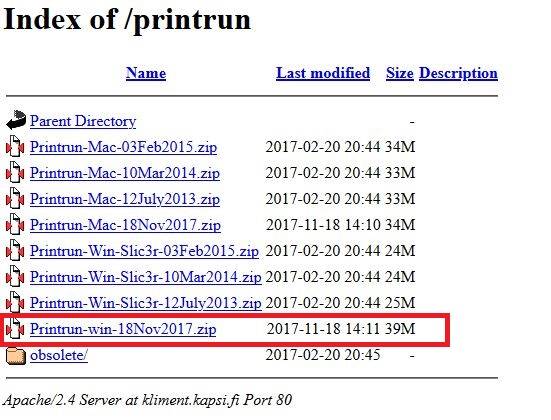
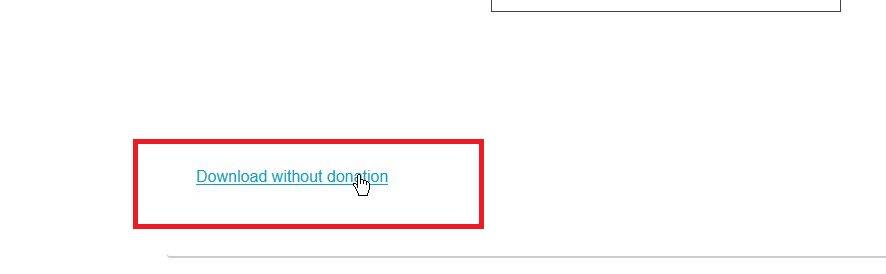
Oui J'utilise Octoprint avec un Raspberry Pi (3B+) pour piloter mes imprimantes. Il possède un terminal qui permet d'envoyer les commandes G-code. Certains trancheurs possèdent un terminal intégré mais la plupart du temps on peut installer un logiciel qui permet après connexion entre l'imprimante et l'ordinateur d'utiliser le terminal intégré. Pronterface ou Repetier-host sont fréquemment utilisés même si on pourrait envoyer directement ces directives G-code via la liaison série mais ce serait beaucoup plus «geek» / «barbu» . Pour Pronterface prendre la version cerclée en rouge: Pour Repetier-host, aller plus bas dans la page et cliquer sur le lien cerclé (si tu ne peux / veux pas contribuer financièrement) : De quels fichiers parles-tu ? Si je n'ai pas été suffisamment clair / explicite, il faudra que je modifie le texte pour le rendre plus accessible afin d'éviter toute incompréhension. S'ils ont été ajoutés au gcode de démarrage / fin dans le trancheur, ils sont alors pris en compte à chaque tranchage de nouveaux fichiers (tant qu'ils ne sont supprimés / modifiés du gcode de démarrage). Par contre d'anciens gcode de fichiers tranchés avant ces changements ne les incluront pas. Pour certaines commandes, il est plus rapide de les ajouter dans le trancheur (Cura, Prusaslicer, Ideamaker, …) dans leur section G-code de début / fin que de modifier les fichiers de configuration de Marlin puis de compiler et finalement injecter le nouveau firmware dans la carte de l'imprimante. C'est un domaine qui peut paraitre un peu «effrayant» pour des débutants (modifier / compiler un firmware) même si ce n'est pas si difficile pour quelqu'un qui veut apprendre Non, tu paraitrais «ignare» si tu ne cherchais pas à comprendre : la curiosité n'est jamais un vilain défaut. Dis-toi qu'on est tous passé par la case ignorant (débutant) avant d'apprendre de nouvelles choses et progresser. Tu connais probablement des choses / matières / que j'ignore.
 1 point
1 point -
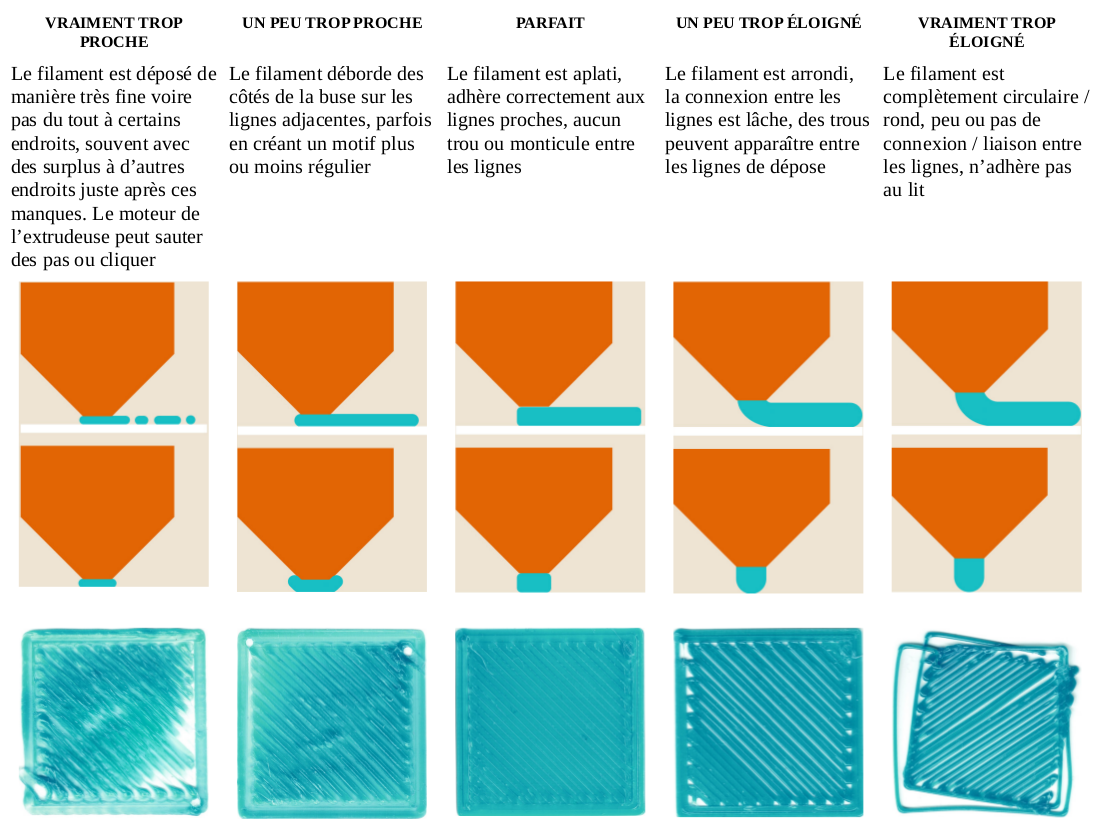
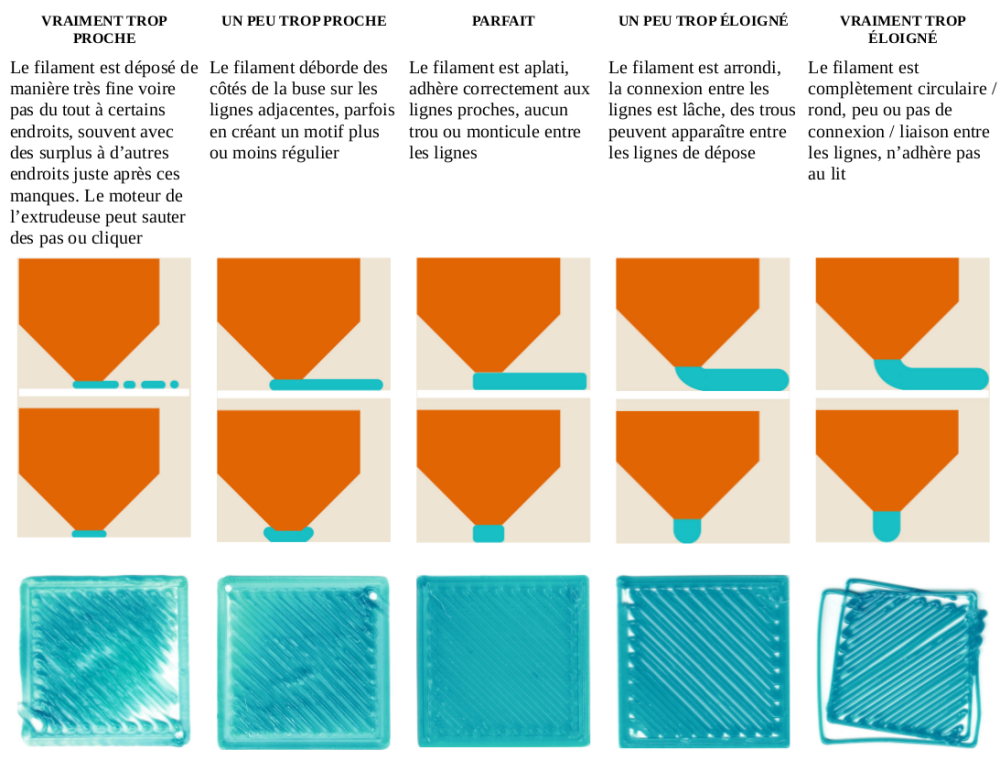
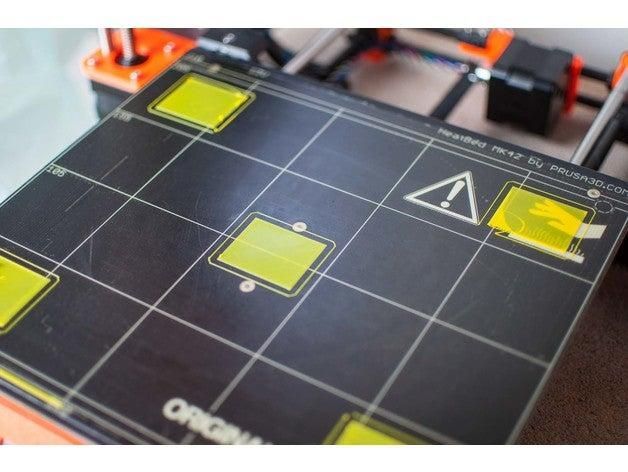
Le réglage de la première couche Le bon réglage de la première couche est la base de toute impression réussie. C’est l’une des difficultés majeure que tout débutant rencontre et qu’il va devoir maîtriser s’il veut réussir ses pièces et éviter un plat de spaghetti. Ce réglage incorrect peut entraîner : Un décollement de la pièce dû à une mauvaise adhérence de la pièce sur le plateau. Une première couche à l'aspect visuel désagréable. Un gauchissement de la pièce (autrement appelé "warping") qui, en plus de ruiner l'aspect visuel et mécanique de la pièce, peut engendrer un décollement de celle-ci. La détérioration de la surface du lit quand la buse est trop proche Cela ce produit lorsque l'écart entre la buse et le plateau n'est pas correctement réglé. Il faut en premier lieu vérifier le bon réglage du parallélisme du plateau vis à vis de la buse. Ensuite, il faut régler cet écart (également appelé "offset"). Ce réglage doit être réalisé aux conditions d'impression (buse et lit à température) et également avec l'extrémité de la buse exempte de tout détritus. Cela peut se faire de manière : mécanique (via une vis de butée qui est propre à votre modèle d'imprimante et ensuite via les molettes de réglage du plateau) informatique via le logiciel qui pilote l'imprimante (parmi lesquels se trouvent Pronterface, Repetier-Host, Octoprint, …). automatique (ABL = Auto Bed Leveling) via un capteur détectant où se trouve la surface d'accroche à différents endroits du plateau (permet de compenser les défauts de planéité de celui-ci) Voici comment reconnaître la qualité du réglage en fonction de ce qui est imprimé. Afin de vérifier le bon réglage de votre imprimante, vous pouvez imprimer ce genre de pièce. Avec de l'expérience, vous pourrez régler «à la volée» votre écart buse/plateau lors de l'impression de la première couche, et notamment lors de l'impression de la jupe ("skirt" en anglais). Si vous voulez commenter ce tuto, proposer une amélioration ou autre, suivez ce lien. Si vous ne parvenez pas régler votre première couche, suivez ce lien. ---------------- Merci @Yo' d'avoir relu et amélioré mon premier tutoriel. L'idée originale, rédigée en anglais vient d'un utilisateur de Reddit (r/3DPrinting).
 1 point
1 point