Classement



Contenu populaire
Contenu avec la plus haute réputation dans 08/08/2021 Dans tous les contenus
-
j'arrive enfin à faire des timelapses :2 points
-
Bonjour, Ton problème est typique d'un mauvais remontage de la buse ou bouchage suite à l'usure (fonte) du bout du tube plastique PTFE. Pour changer la buse, il faut suivre la Titi procédure (j'ai rien inventé mais ça fait du bien de se faire plaisir) En premier avant d'utiliser la Titi procédure, il faut dégager la machine en Z assez haut pour pouvoir passer les outils et bien voir la buse. Sinon c'est galère ! En deuxième avant d'utiliser la Titi procédure, il faut lire la Titi procédure en entier pour être bien sure d'avoir compris la manip ! En troisième avant d'utiliser la Titi procédure, ne pas hésiter à poser des questions avant de tout démonter pour améliorer la Titi procédure Avis important : faire attention aux câbles de la tête Avis important: la Titi procédure n'engage aucunement Titi78 en cas de détériorations de votre matériel. Elle est décrite ici bien gentiment afin de vous dire qu'elle est aussi décrite dans la section tuto que vous n'avez certainement pas regardé avant de demander de l'aide mais comme le Titi est serviable il a écrit cette tartine pour aider l'imprimeur en détresse ! Voici donc la Titi procédure : 1- chauffer à 190-200° pour bien ramollir le filament et en faire sortir un peu par la buse en le poussant ou en utilisant l'extrudeur. Si votre tête est de type «tube PTFE traversant de part en part pour aller jusqu'au contact de la buse», passer directement au point 4 Si votre tête est de type «full metal», utiliser la méthode «cold pull» des points 2 et 3 2- chauffer à 100° pour avoir un plastique vitreux mais pas liquide et couper bien au ras de la buse le filament qui dépasse 3- enlever le filament en tirant dessus à la main un coup sec pour aspirer le plastoc mou et en sortir les résidus brulés 4- dévisser la buse (attention Sacha c'est chaud (et pas facile à dire vite) 5- enlever le tube plastique PTFE en libérant le pneufit (bague dessus à appuyer tout en tirant le tube) <EDIT / COMPLÉMENT> il arrive que le tube est tellement déformé qu'il ne peut pas sortir en tirant dessus. Dans ce cas il y a 2 possibilités : 5a- Enlever le tube ptfe du pneufit COTE EXTRUDEUR, libérer le pneufit du radiateur coté tète (bague dessus à appuyer pour déverrouiller) et Pousser le tube ptfe pour le faire sortir coté buse (enlevée à l’étape 4) . 5b - Enlever le tube ptfe du pneufit COTE EXTRUDEUR, Dévisser le pneufit du radiateur pour sortir le tube . 6- couper la chauffe, débrancher l'imprimante et laisser refroidir mais on ne démonte pas le heatbreak ni le bloc de chauffe du radiateur. 7- bien enlever toute trace de plastique fondu/carbonisé dans le bloc de chauffe ET à l'intérieur du tube de hotend ET sur la buse en extérieur car normalement le trou devrait être propre suite à l'étape 2 et 3. Faire attention à ne pas abimer les câbles de la cartouche de chauffe et de la thermistance qui sont dans le bloc de chauffe. pour enlever les traces de plastoc je fais passer le tube ptfe à travers le radiateur et si besoin comme tout est encore monté je remet en chauffe pour ramollir et nettoyer à chaud. On peut aussi utiliser la queue d'un foret de Ø 4 (ou 3.8 si on a) pour pousser les résidus coincé à la sortie du heatbreak. Éviter de rayer le heatbreak est préférable cependant comme le filament ne passe pas dans le heatbreak directement mais c'est le tube PTFE qui le traverse et qui guide le filament jusqu’à la buse, cela n'a pas de réelle importance 8- vérifier le bout du tube plastique et le recouper net et perpendiculaire (en cas de défaut cela provoque des fuites qui viennent se carboniser et bouchent la buse ce qui provoque ton problème). Pour cela il y a un outil de coupe sur thingiverse : https://www.thingiverse.com/thing:2436559 9- bien vérifier que tout est propre 10- bien vérifier que tout est propre sinon retour étape 7 11- remontage de l'ensemble en suivant la procédure décrite a partir de l'étape 12 (et pas autrement sinon ça ne marchera pas longtemps) 12- remettre le tube plastique sans verrouiller le pneufit (ne pas remonter la bague) pour qu'il soit a 2 mm de la sortie du bloc de chauffe. le but est de pouvoir revisser à la main la buse et quelle vienne s'appuyer sur le tube et le pousser en serrant. Comme ça le tube est bien en contact avec la buse . 13- visser la buse avec la clé mais pas à fond . if faut qu'il reste 1 mm de réserve de serrage. le but est de visser la buse pour qu'elle pousse le tube PTFE qui n'est pas bloqué 14- relever la bague de verrouillage du pneufit pour bloquer le tube. 15- serrer la buse avec la clé mais pas comme un bourrin pour ne pas casser le filetage dans le bloc de chauffe alu. Comme le tube est coincé cela le plaque contre la buse et permet l'étanchéité tube ptfe/buse. 16- penser à mettre un Merci en utilisant les icones (cœur blanc/bleu pour voir les icones Coupe blanche/violette pour dire Merci) en bas a droite de ce superbe message rédigé avec soin par un canari bénévole (et vole c'est normal pour un canari) Toute ressemblance avec d'autres tutos est normale. J'espère que ce message ne s'autodétruira pas avant plusieurs siècles et qu'il sera ajouté par @fran6p à la liste des tutos jamais lus de ce formidable forum! <Modération> C'est fait </fin> Pour compléter, un schéma indiquant précisément l'endroit (flèche rouge) où un incident se produira si le PTFE n'est pas totalement en contact avec la buse: Et pour que chacun parle le même langage, une représentation des pièces avec leur vocabulaire :

 1 point
1 point -
J'avais juste pas le bon support, j'avais juste imprimé le support fermé... Du coup j'ai lancé l'impression du support ouvert, 2h20 d'impression. J’ai finis de monter le fanduct sur ma D12, j’ai mis le BL Touch, tout fonctionne sauf une chose, la palpation du BL Touch sort du plateau. @Jonathan06 je suppose que tu as modifier le firmware pour déplacer le centre du plateau non ?
 1 point
1 point -
Bonjour @Eilik, Bienvenue parmi nous. Blender est un logiciel qui permet de faire des merveilles. Il y a quelques astuces simple qui permettent de démarrer.1 point
-
Magnifique! J'adore voir ce genre de timelaps1 point
-
Magnifique ton fanduct résine. Oui tout a fait normal, j'ai fait 6 versions pour pouvoir réduire le freinage du flux au maximum et l'orienté pile sous la buse et millimètre près. Je te ferai remarquer qu'il n'y a pas de coude pour garder de la puissance, et avec le vitesse de l'air et l'orientation de celui-ci, les deux flux se croisent pile sous la buse. Par contre ta buse me semble grosse! ce n'est pas l'original de la tête V2? moi sur ma chaussette on n evoit que la pointe de la buse dépasser!

 1 point
1 point -
Précision, un réglage des molettes pour la buse et le bed se fait a chaud d'impression buse/bed et aux 4 coins + centre puis on refait tout le tour tant qu'on touche aux molettes (le centre étant a privilégier en cas de compromis car c'est là qu'on imprime)1 point
-
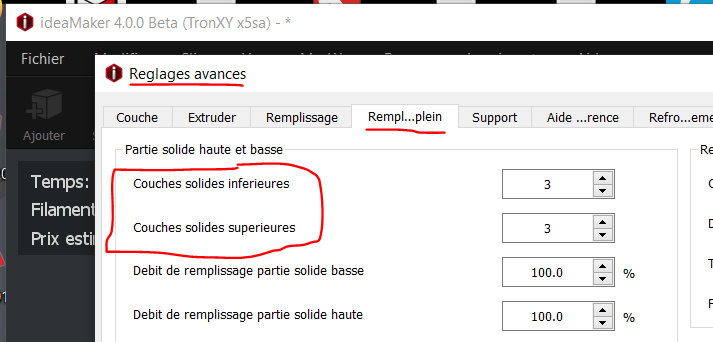
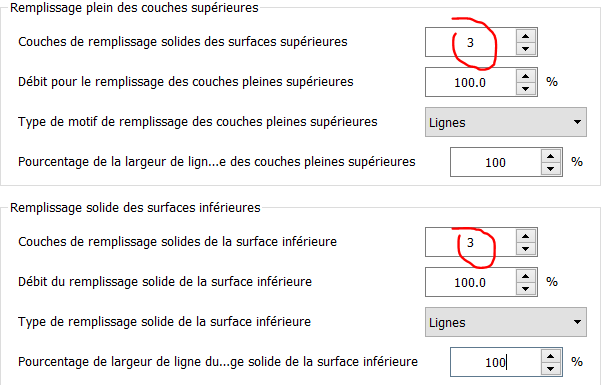
Si c'est Ideamaker, tu as la possibilité de définir le nombre de couches sup et inf dans le menu avancé: Edit: et les cases à contrôler aussi du coté droit: sinon, ça peut aussi être un problème de sous extrusion de ton imprimante...
 1 point
1 point -
Salutation ! Si tu utilise Ideamaker (d' après tes précédant sujet créés sur le forum ... ) Je pense que tu aura des pistes avec ce message de fran6p mais comme je n'utilise pas vraiment Ideamaker je ne sais pas vraiment1 point
-
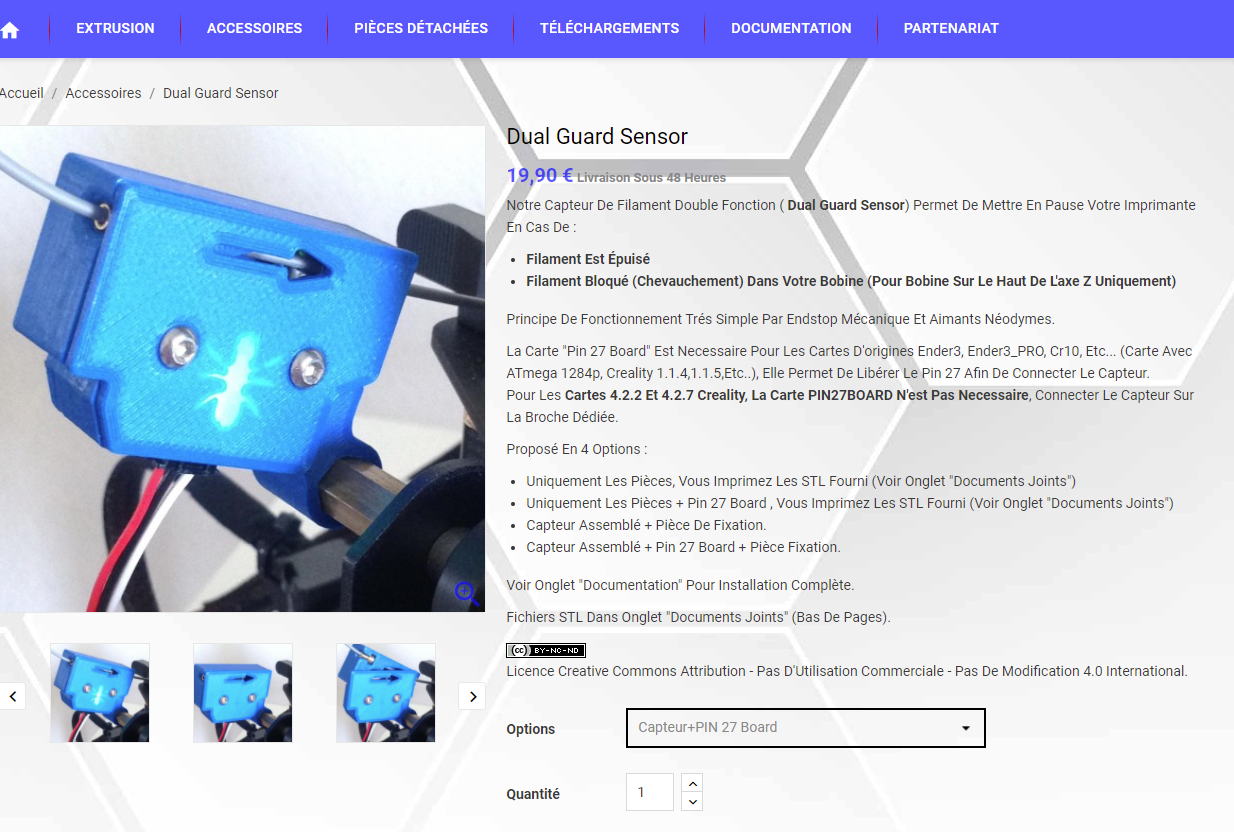
Bonjour, Tu as le capteur dualguard de chez Hotends qui correspondrait à tes besoins. (qui fait fin de filament et détection coinçage bobine ou fil) Il y a cette version qui ne nécessite pas un changement de carte mère. Il y a sur le site aussi les firmwares compatibles (il y a en peut-être ,"sûrement" d'autres marlin) https://www.hotends.fr/fr/accessoires/95-211-dual-guard-sensor.html#/78-options-capteurpin_27_board dans la rubrique "documentation du site il y a les instructions d'installation.. et des firmwares dans téléchargement j'en ai un sur la ender3 v2 (satisfait)
 1 point
1 point -
hello @swork, il faut que tu précises le trancheur que tu utilises.1 point
-
chaussette en place ? PID fait ?1 point
-
J'ai pris celle la: https://fr.aliexpress.com/item/1005002697555034.html?spm=a2g0s.9042311.0.0.17256c37AIDvky Nouvelle modélisation pour un book nook, pour le thème, ça devrait pas être difficile à trouver pour les fans de cet écrivain très célèbre.
 1 point
1 point -
@Motard Geek Peut-être sujet à fusionner avec celui-là :1 point
-
10.5€ le kilo, ça revient encore à trop chère, quand on voit le prix des extrudeur de filament fiable (5000 €) de nos jours on trouve des bobines de bonne qualité a ce prix ^^ Pour que l'extrusion de filament maison soit rentable, il faut avoir beaucoup, beaucoup, beaucoup de déchet (donc une quantité astronomique de support, print fail etc...) et incorporer une partie de pellet "neuf" aux rébus, mais bon clairement, je personne que cela représente même pas 5% des utilisateur de ce forum Pas mal de personnes ont voulu crée des recycleur de filament DIY, et j'ai vus aucun projet sur ce forum avoir des résultats concluant, le filament n'est jamais constant1 point
-
Contrairement a ce que dit @methylene67 il y a parfois des différences avec certaines couleurs, après je suis d'accord avec ce qu'il a dit ce m'est pas une généralité non plus . Après tu as de gros changement sur un même marque en passant d'un PLA a un PLA+ ou un PLA chargé en particule ou encore en PLA Mat ou Silk. Il y a plein de bon filament Pla dispo et je te conseil pour commencer quand on est novice par du filament de qualité, cela évite des prise de tête inutle le temps d'essayer de maitriser parfaitement sa machine. En PLA et PLA+ et PLA Mat de bonne qualité je te recommande le Eryone ( pour le Noir Blanc et bleu c'est du top), le SunLu est plutôt pas mal en PLA +. Le PLA Chromatik j'ai jamais eu de soucis, mais il est assez chers le Blanc Mat par exemple est a 29€ les 750gr ce qui est assez élevé, Sinon tu as le PLA BasicFil de Amazon en 1kg et aussi en 500gr format de bobine assez sympa, et qui permet de varié régulièrement les couleurs moins de 9€ la bobine de 500gr Il y a un choix de couleur limité mais le noir et Blanc passe très bien j'aime bien ce filament en rapport qualité prix car s'imprime plutôt bien a prix réduit. Par la suite tu pourra tester le PLA+ GST3D mais dans un second temps (maitrise bien ta machine avec un filament de première ordre avant), J'en ai pris avant les vacances en promo tu la a 79,90€ les 10 bobines de 1kg, ce qui fait 7,99€ le kilo, ce filament ce comporte pas mal et sont prix est record. Pour les accessoires @methylene67 a évoqué tous ce qui est utile rien a redire, il t'a tout indiqué.0 points