Classement




Contenu populaire
Contenu avec la plus haute réputation dans 05/09/2021 Dans tous les contenus
-
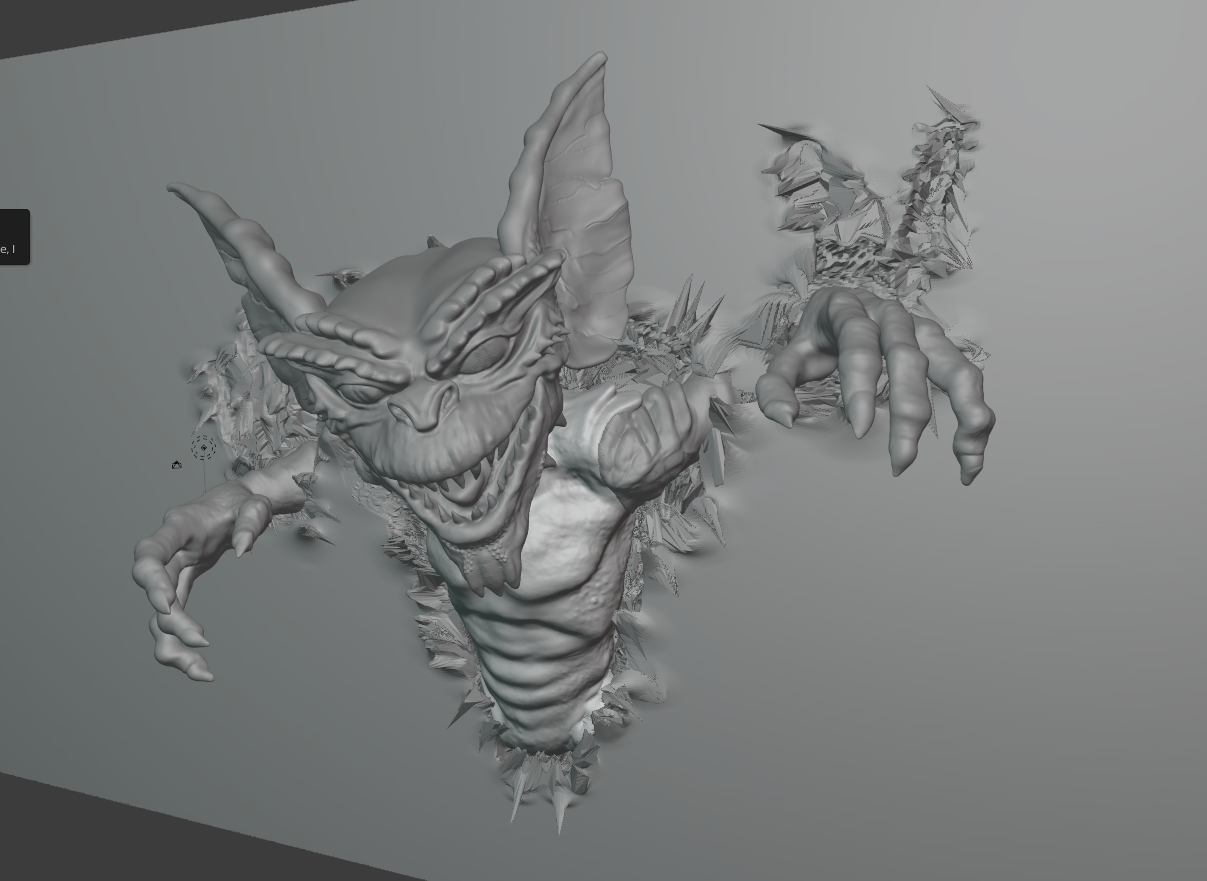
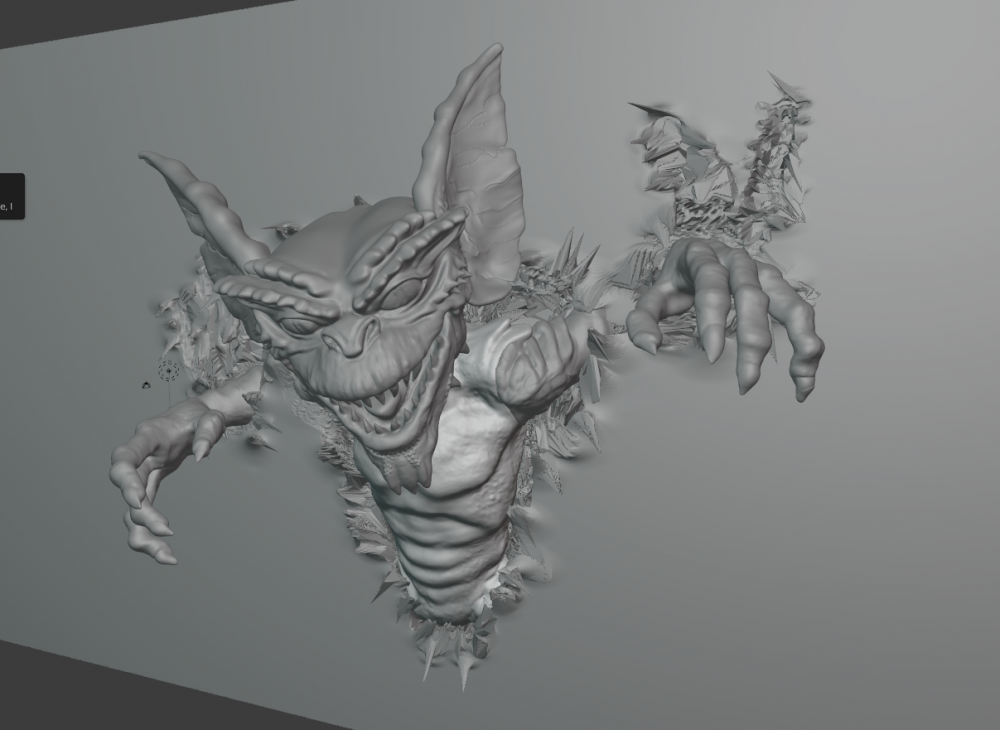
Prochaine réalisation, Gremlins sortant d'une TV Je me suis payée une tablette graphique avec écran, c'est le top pour la sculpture, beaucoup plus rapide et facile pour travailler.
 2 points
2 points -
Une petite photo, pièce montée. Celle de devant déposée est celle d'origine. (désolé pour la poussière)
 2 points
2 points -
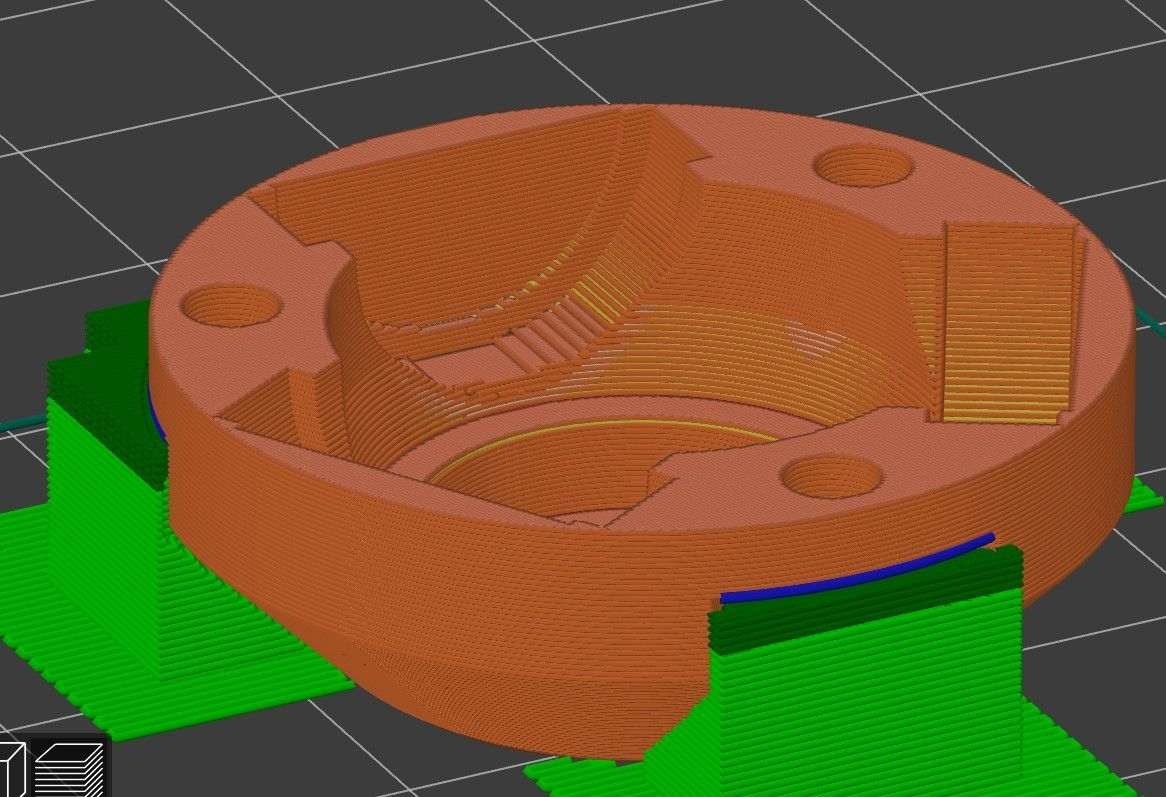
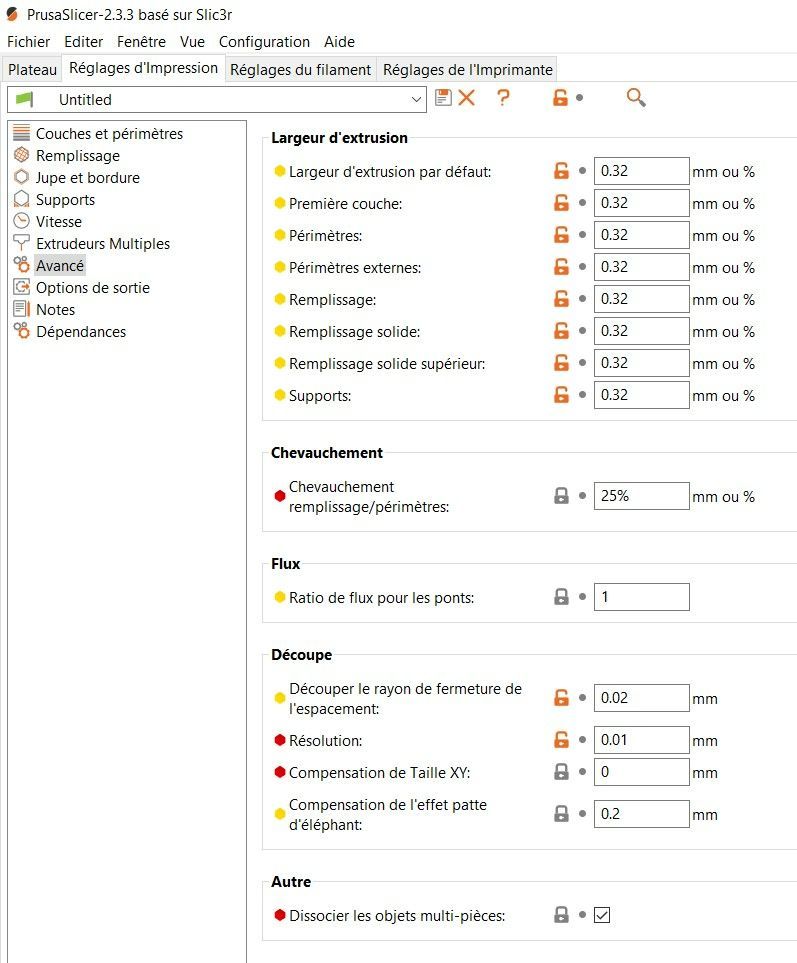
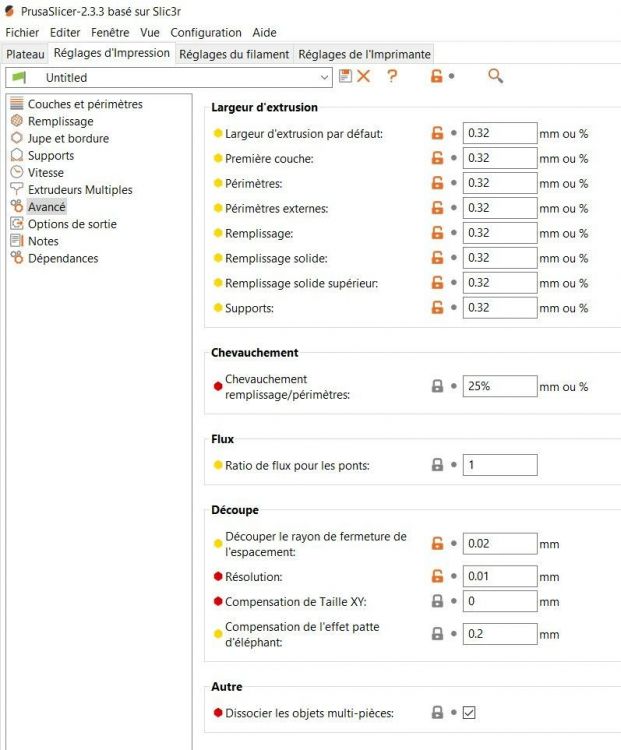
@icare @PPAC merci de votre aide ! voici les différents réglages pour obtenir un aspect acceptable; c'est assez laborieux à mon gout mais on y arrive Je vais effectuer une impression. Je pense que le slicer Prusa il faut une période d'apprentissage pour avoir une bonne qualité d'impression. Les réglages sont plus délicats un rien et c'est la cata .... Les pièces techniques ne sont pas évidente pour avoir un top qualité, je suis plus réactif avec Ideamaker une meilleure connaissance du slicer c'est évident l'impression 3D pour ce type de pièces c'est un métier de technicien qualifié. a+
 2 points
2 points -

From the album: pascal91
1 point -
Merci pour ta réponse! Avec l'ancienne version, en sélectionnent eleggo mars 2 pro et en modifiant le Z à 150 au lieu de 160 ça à fonctionné. L'impression est en cours.1 point
-
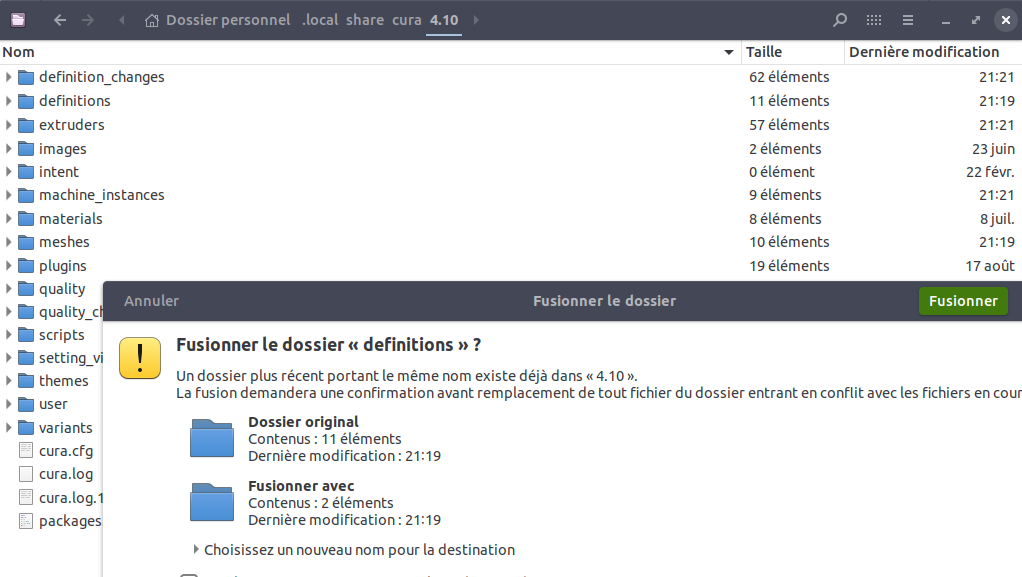
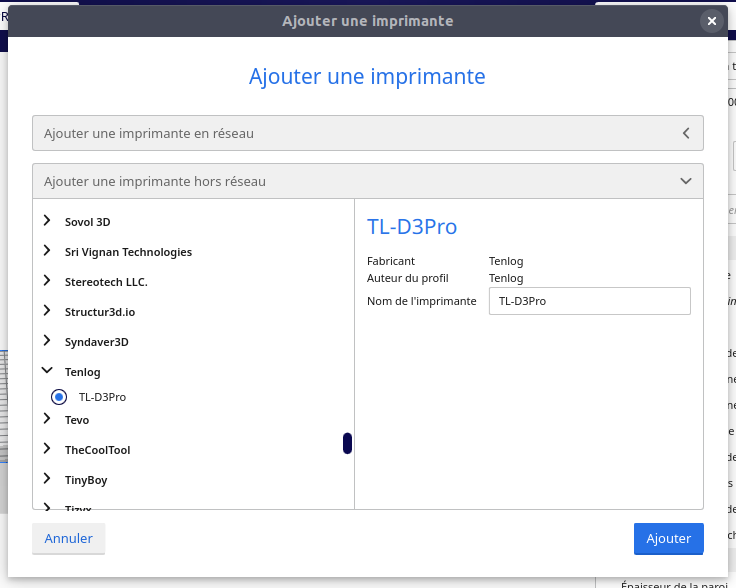
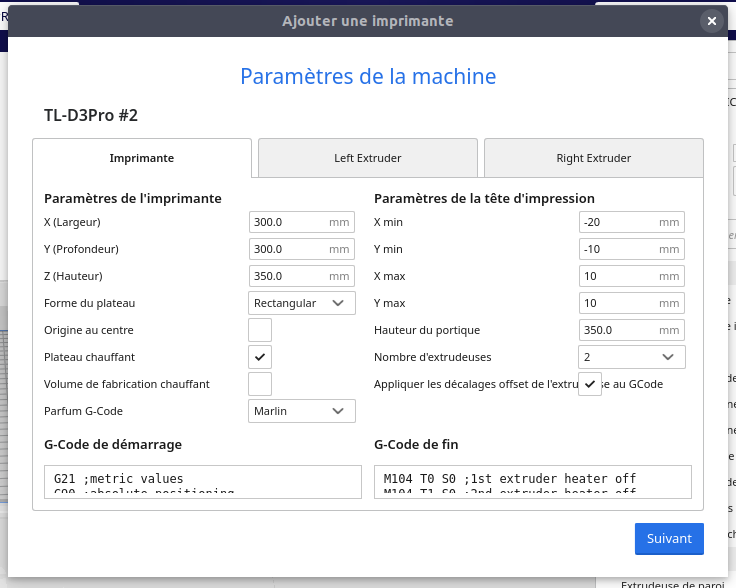
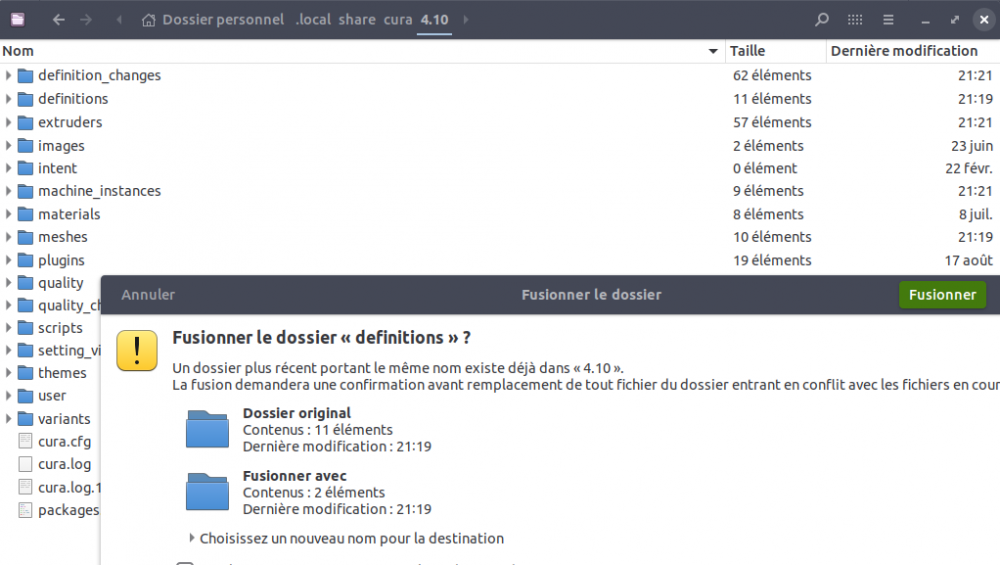
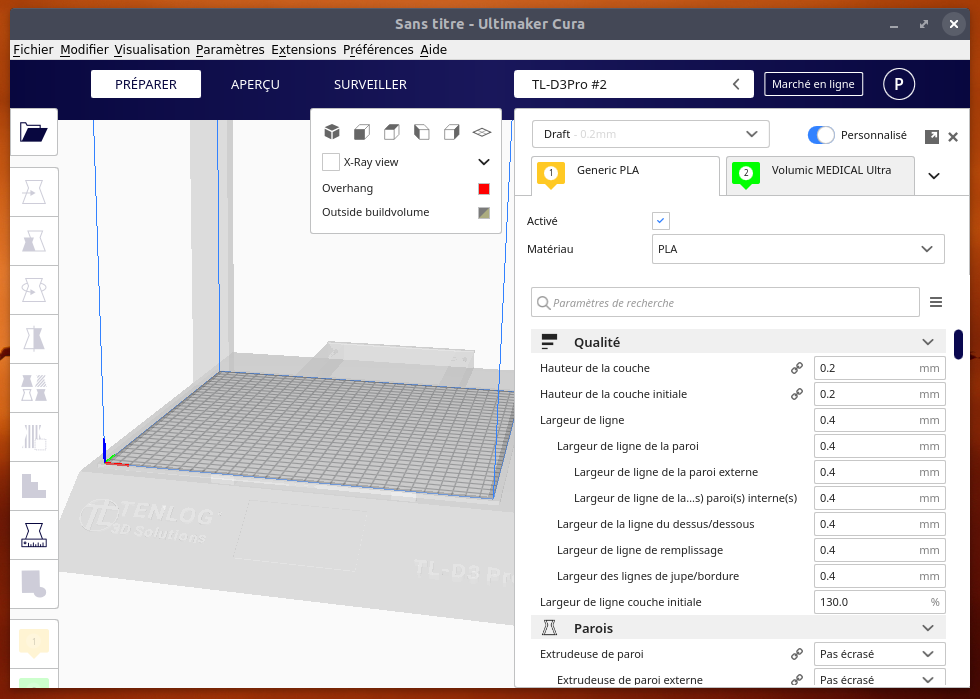
En fait cela viens du fait que tu a pris juste le profil d'impression. Il faut aussi avoir déjà les fichier .json.def du profil de l'imprimante. et ajouté l'impriamnte ... Il te faut aussi récupérer les fichiers (cliquer enregistrer sous sur l'icone "raw" ) definitions/ https://github.com/tenlog/Cura/blob/master/resources/definitions/TL-D3Pro.def.json https://github.com/tenlog/Cura/blob/master/resources/definitions/tenlog_printer.def.json extruders/ https://github.com/tenlog/Cura/blob/master/resources/extruders/tl_dual_0.def.json https://github.com/tenlog/Cura/blob/master/resources/extruders/tl_dual_1.def.json meshes/ https://github.com/tenlog/Cura/blob/master/resources/meshes/TL-D3Pro.3mf et les placer dans les répertoire local des ressources dans les bon sous répertoires ex : sous linux c'est dans "~/.local/share/cura/<version>/" et sous Windows c'est du genre "C:\Users\<NomDeLutilisateur>\AppData\Roaming\cura\<version>\" Et alors normalement si tu relance Cura, tu devrais trouver quand tu ajout une imprimante la tenlog D3 Pro ... Edit : j'ai pris le temps de télécharger les fichiers et de faire une archive .zip a décompresser et tu aura a copier coller les trois répertoire pour fusionner a ceux des ressources local de ton cura ... TL-D3Pro_dist_05 09 2021.zip et normalement tu trouvera aprés redémmarge de cura quand tu ajoute une imprimantes la section tenlog ... et voila : N.B. pense a changer le Matériau de chaque extrudeur car j'ai pas trouvé où sont ceux de Tenlog alors cura en met un au pif ...

 1 point
1 point -
Salut la troupe, Je n'utilise que Prusa avec la D3 et Idea avec la X1...c'est plus par opportunité de profils correct que par tests détaillés. Je joints le bundle de profil que j'utilise sous Prusa. Sans rien touché, en 0,2 de couche voilà ce que ça me donne. PrusaSlicer_config_bundle.ini
 1 point
1 point -
Bonjour @legired Pour le E85, l'été il est à 85 % de bioethanol et l'hiver à 65%. Le reste c'est de l'essence type SP95 qui contient des alcanes (octane, heptane, des hydrocarbures aromatiques pas bon pour le foie et certains plus dangereux (Gamma GT) Des points d'ébullition vers 92°C ou/et 108°C, plus peut-être des azéotropes où là c'est plus compliqué à déterminer sauf par une analyse exhaustive des différents composants. et un chimiste orga. Là tu pars pour une petite raffinerie. Elimination déchets ? Ton bouilleur le condenseur est refroidi comment (Air ventilé, du froid type Peltier, autre,...)? Prends soin de toi.1 point
-
@icare @PPAC Ce que je comprends surtout c'est que la plupart des Slicer sont universel pour imprimer des personnages et figurines. (sans trop se prendre la tête) Ce n'est pas le cas pour des pièces mécaniques complexes de précision assemblées ! il faut faire un choix judicieux selon son activité . a+1 point
-
Bonjour @TiTTaN je ne connais pas la variable, mais c'est possible en mode High Speed (HS) voir vidéo ci-dessous : Dans le mode HS, la tige du Bltouch ne remonte pas juste un peu le Z (plateau déjà bien de niveau avant) A priori un seul palpage possible. soit tu regardes les différences du code source marlin pour les deux modes pour trouver la bonne ligne. Sous la vidéo il parle de la ligne 666, mais pour quelle machine ? je suppose Ender3 3/pro Marlin firmware with BL Touch(i use V3.1) speed up solution. configuration_adv.h file 666line(marlin v2.0.5.3) BLTOUCH_HS_MODE enable. 25point ABL under 80sec. MOINS D'ailleurs quelle est la tienne ?1 point
-
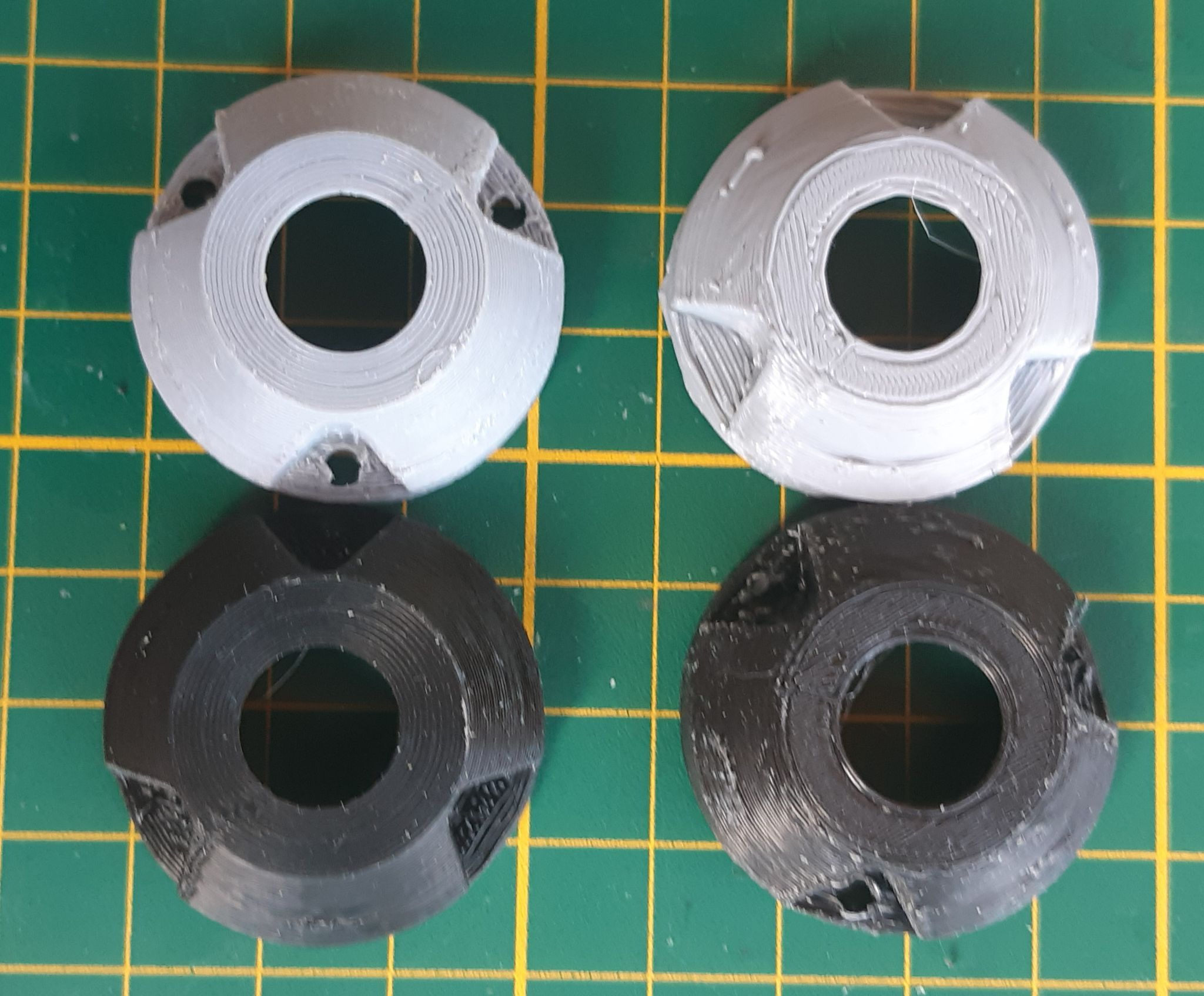
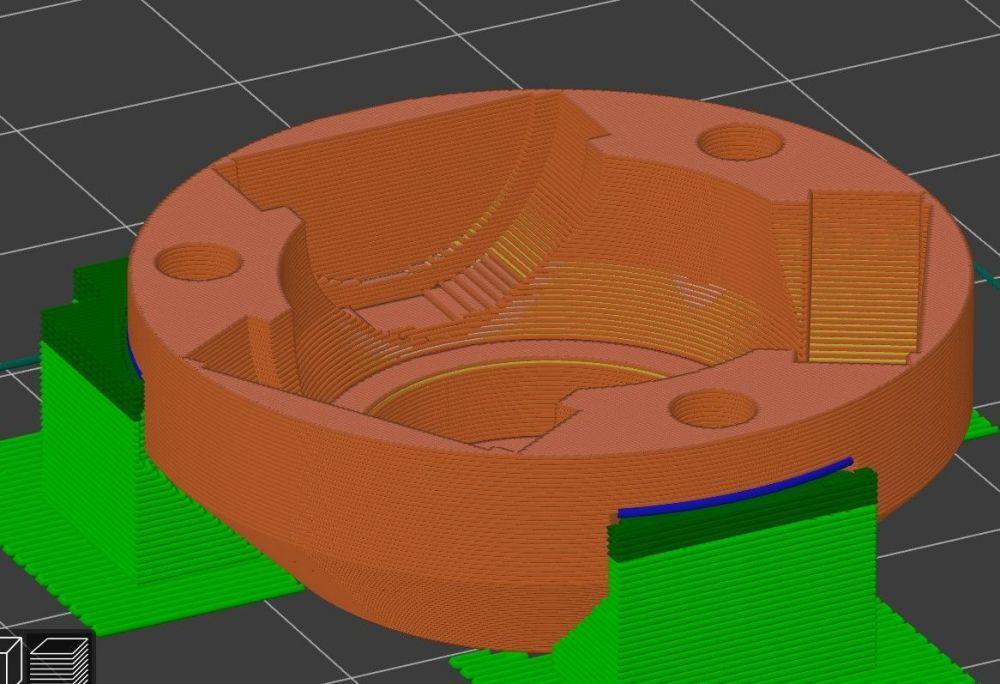
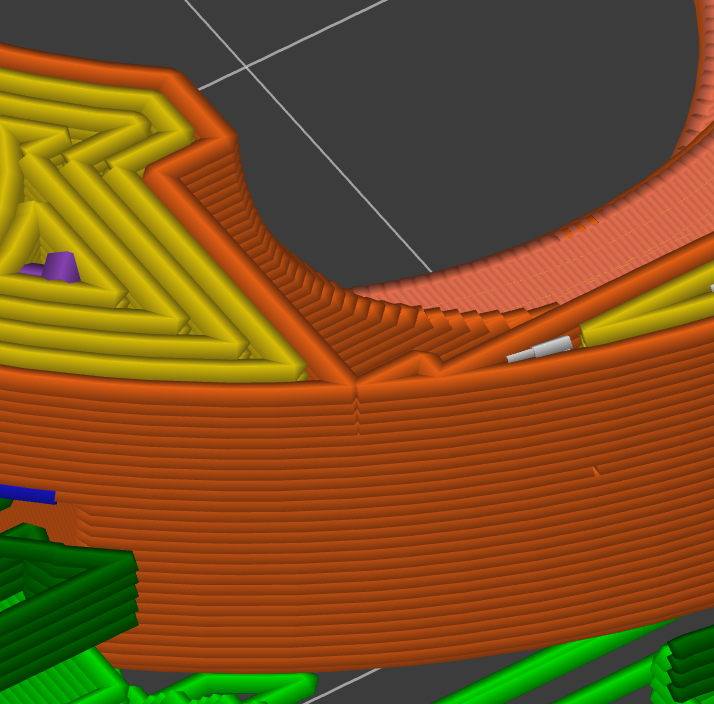
@icare @PPACVoici le test d'impression à vous de juger sur la qualité d'impression ! Au niveau dimensionnel pas de dispersion notable. J'ai utilisé deux qualité de filament le NOIR du PLA 3D870 le gris PLA Geeetech de bonne qualité Les pièces à gauche Slicer Ideamaker les pièces à droites PRUSA sur chaque photoles défauts sur Prusa nous distinguons des couches extérieures irrégulières pièces situées à droite le dessous des pièces Prusa les supports ont du mal à se détacher avec une irrégularité des plans de contacts Le dessus Prusa comporte un petit relief du contour extérieur du au lissage ! Le logement des trois roulement sont un peu plus flou sur les contours avec Prusa Sur Ideamaker un peu de fil d'ange sans plus ! voilà pour le test comme quoi le résultat est assez proche entre idea et Prusa mais la qualité et l'aspect est meilleur sur Ideamaker Qu'en pensez-vous ?

 1 point
1 point -
Oui tu trouveras des sites comme : https://www.thingiverse.com/ ou https://cults3d.com/ Mais parfois il faut modéliser (Freecad a plein de tutos pour apprendre, Fusion aussi)1 point
-
c'est étrange car ton soucis semble venir d'un problème de firmware tft ou marlin difficile a dire ici.1 point
-
Il n’y a pas de problème côté imprimante. Je pense qu’il faut réinstaller PrusaSlicer sans garder vos réglages, reprendre le fichier STL de la même pièce et générer le .gcode (sans réglages personnels) et voir si le résultat est propre.1 point
-
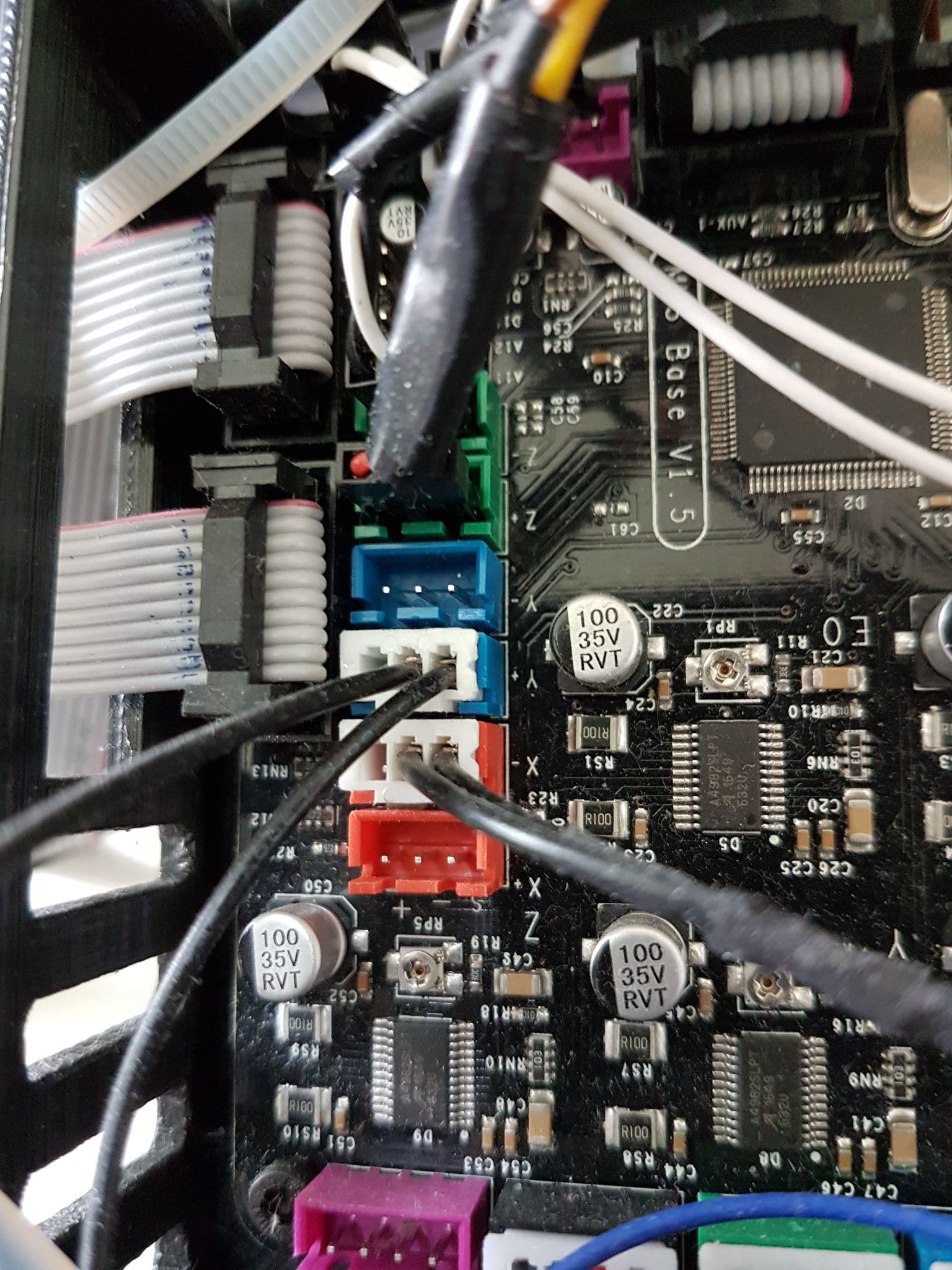
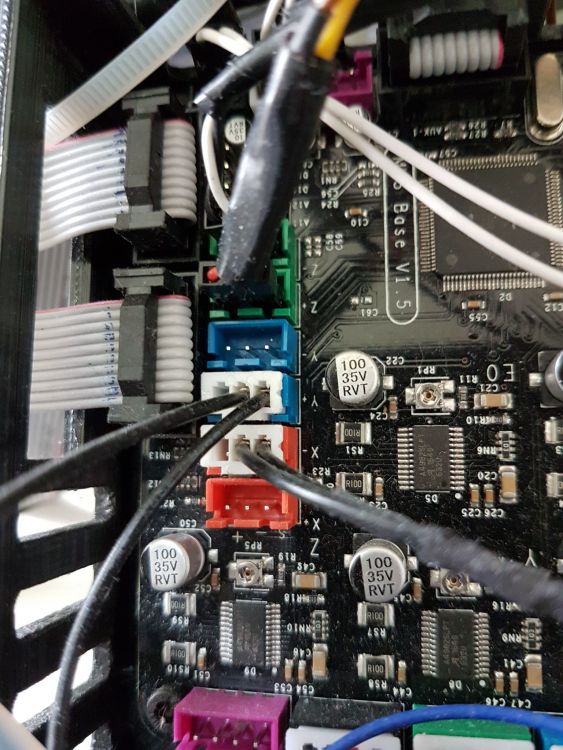
Bonjour, Je viens de vérifier le Marlin utilisé, c'est celui de Giverblaster. Je connais, c'est celui que j'utilisais il y a encore peu (je suis passé en 1.1.8, mais le 1.1.4 fonctionne impec). Par contre, il utilise le branchement normal, pas celui de Dagoma. PPAC a raison, il faut que tu branche ton Endstop X sur X-, Y sur Y+ et Z sur Z+. Voici les branchements sur la mienne
 1 point
1 point -
Ok très bien je connais bien ce firmware de l'italien Digant pour mon tft je me suis baser sur ces travaux. Donc tu re flash juste ton tft avec son firmware tft Et cela doit fonctionner a nouveau, dans ce firmware qui est un portage des firmware BTT pour nos écran il y a 2 mode comme je t'ai expliqué un mode tft tactile celui que tu doit utiliser, et un nommé Marlin mode qui est une émulation des menu Marlin un peu comme sur une Ender 3. Ce dernier mode ne doit jamais être executé sur nos écran car non compatible si pas d'encodeur ni de câble EXP1 & 2 branché.
 1 point
1 point -
On doit pourvoir le faire dans le firmware dans cette partie : // Travel limits (mm) after homing, corresponding to endstop positions. #define X_MIN_POS 0 #define Y_MIN_POS 0 #define Z_MIN_POS 0 #define X_MAX_POS X_BED_SIZE #define Y_MAX_POS Y_BED_SIZE #define Z_MAX_POS 250 Dans le cas présent, j'aurais dû mettre Y_Min_POS à 10 et Y_MAX_POS à Y_BED_SIZE+10 Mais je n'ai pas testé car j'ai préféré modifier la position du capteur (pour faire face à un décalage matériel, je corrige par une correction matériel). J'ai donc dessiné et imprimé un nouveau support de capteur Y : c'est la même pièce que d'origine mais rallonger de 15 mmm (pour tenir compte des pinces du plateau). Je mets à disposition le fichier STL et le plan de la pièce dessinée sous Freecad. Initialement je pensais prolonger ce qui venait appuyer sur le poussoir du capteur car je pensais que c'était une tôle sur laquelle j'aurais pu fixer une pièce en PLA, mais en fait sur l'Ender-3 V2, c'est une des 4 roulette de guidage du plateau qui vient sur le contacteur, donc la seule possibilité était de déplacer le capteur... Butee_Y.FCStd Butee_Y-support.stl1 point
-
Merci de vos réponse j'ai imprimé la pièce avec les réglages d'origine et c'est la catastrophe les repères bleus se sont révélés en amorce de rupture dans les angles ! J'ai bien mis parois fine ! Si j'ai bien compris il faut changer la largeur d'impression de la buse ? J'ai imprimé la pièce avec le Slicer Ideamaker c'est nickel sans me prendre la tête . Il est vrai que j'imprime beaucoup de pièces techniques assez délicates à imprimer, je souhaite m'améliorer dans Prusa mais l'interface est sympathique mais les réglages sont assez subtiles et nous obtenons pas une pièce parfaite du premier coup . Je tatonne mais j'ai déjà répondu à un colistier qui n'arrivai pas à obtenir des pièces au top niveau avec des parois fines. Du coup il est passé sur IDEAMAKER je vous informe de la progression. a+ Francis1 point
-
Je n'ai pas de marque particulière, j'utilise de l'eSun, du Sunlu, de l'ArianePlast, du Noulei, De l'Eryone en sachant que la majorité de mes impressions non utilitaires subissent un post traitement (epoxy, peinture en bombe, peinture pour modèle réduit,...). Un modèle passé à l'époxy change déja énormément dans le rendu, un passage en peinture si besoin fera le reste. Le Noulei et l'Eryone offrent de belles teintes dans les silks. En impression avec des couches fines le rendu est très bien, mais comme ce n'est jamais lisse, il manque quelque chose. Un coup de papier de verre sur du silk et le brillant est hs.1 point
-
Hola, J'ai reçu la machine aujourd'hui ! J'ai pas pu m'en empêcher et j'ai essayer ça direct vite fait (d'ou le bordel) J'ai remplis une partie du réservoir, je ne sais pas combien j'ai mis exactement, mais pas grand chose, genre je pense n'avoir même pas mis la moitié des 4L que peut contenir le distillateur Température réglée sur 80°, et j'ai laisser tourner, je suis revenus quelques minutes plus tard, et ça coulait déjà ! Après même pas une heure, voici le résultat : De la gelée de résine, je sais pas comment appeler ça autrement ! ça colle un peut, mais ça s'en vas bien, et surement qu'une fois au soleil ou quoi, ça se retire encore plus facilement, pour le nettoyage, je pense qu'une éponge avec un coté qui gratte et du liquide vaisselle feront parfaitement l'affaire une fois que tous est retiré, mais vus que tous est au fond bien propre, le top serait que je trouve un système jetable ou truc du genre Et bien sur, le précieux, celui pour qui je fait tous cela, le bioéthanol ! il est tous neuf ! (j'me demande même, si du coups il n'est pas encore plus pur que a l'origine) Edit : J'oubliais ! l'odeur, c'est une horreur, a faire en extérieur ou dans une pièce bien ventilée ! le bioéthanol, ça passe encore, par contre, le résidu de résine au fond la .... même avec un masque ça pique le nez sévère ....1 point
-
@jj224 Bonjour, Tu as pris le kit Creality pour la CR10-V2. Tu as suivi la vidéo de Creality pour le monter et le connecter sur le PCB sous l'extrudeur ? Tu peux tester si tu penses que le firmware de Creality pourrait être en cause celui que j'ai réalisé à partir d'un Marlin 2 (à jour et dans la dernière version stable 2.0.7.2) : Si tu ne veux / peux pas compiler par toi même (ce que je préfère plutôt que livrer le firmware compilé directement à flasher ), en cherchant un peu tu devrais pouvoir le trouver Après avoir flashé un nouveau firmware, il est plus que conseillé de toujours procéder à une remise à zéro de l'EEPROM (option de l'écran ou M502 puis M500 (c'est la même chose ). Pour procéder au réglage du décalage, il est préférable de passer par un logiciel une fois l'imprimante reliée à l'ordinateur via le câble USB (Pronterface, Repetier, Octoprint, Termite, …) même si c'est réalisable via l'écran :
 1 point
1 point -
Bonjour, Elle vient d'où cette commande G-code M1002 ? C'est probablement elle qui fout le bazar. Concernant la fin du gcode, il n'a normalement pas d'incidence: toutes les lignes commencent par le point-virgule qui sert de commentaire pas d'instructions à envoyer à l'imprimante.1 point