Classement




Contenu populaire
Contenu avec la plus haute réputation dans 04/10/2021 Dans tous les contenus
-
Morgan RepRAP : Une imprimante SCARA 3D avec deux bras concentriques - Semageek2 points
-
Ce n'est qu'en testant que tu pourras le savoir C'est la différence entre la théorie et la pratique parfois appelée «méthode expérimentale» (désolé pour les puristes d’oser cette simplification ). «La théorie, c'est quand on sait tout et que rien ne fonctionne. La pratique, c'est quand tout fonctionne et que personne ne sait pourquoi. Ici, nous avons réuni théorie et pratique : Rien ne fonctionne... et personne ne sait pourquoi ! » citation attribuée à Albert Einstein2 points
-
@gerardm Perso, j'essaierais d'enlever l'espace après le DISABLED en premier !!2 points
-
Bonjour, Je suis admiratif devant les imprimantes delta et leurs vitesses. Mais réfléchissant à améliorer encore cette idée et réduire les masses en mouvement, je me pose la question d'avoir non pas des guidages linéaires mais que des axes. En partant sur un principe de double scara et en y associant un plateau Z lent comme sur les ender 5-6 on aurait quelque chose de super léger et rapide il me semble. Cela a-t-il déjà été fait ? Je n'ai rien trouvé du genre.
.jpeg.430b6071c9d39647c9fedb15f2490b9e.jpeg) 1 point
1 point -
Il se fait parfaitement oui.1 point
-
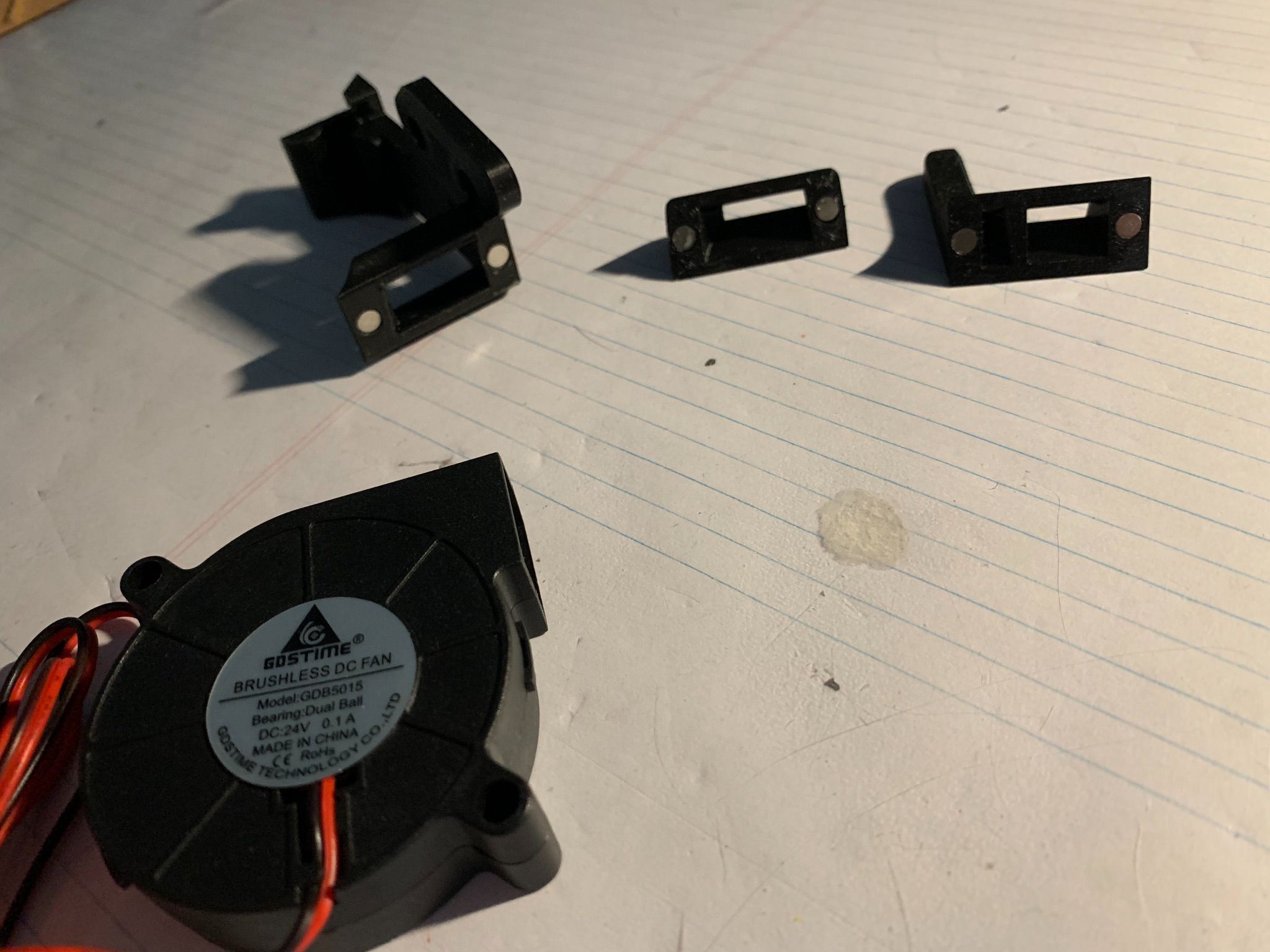
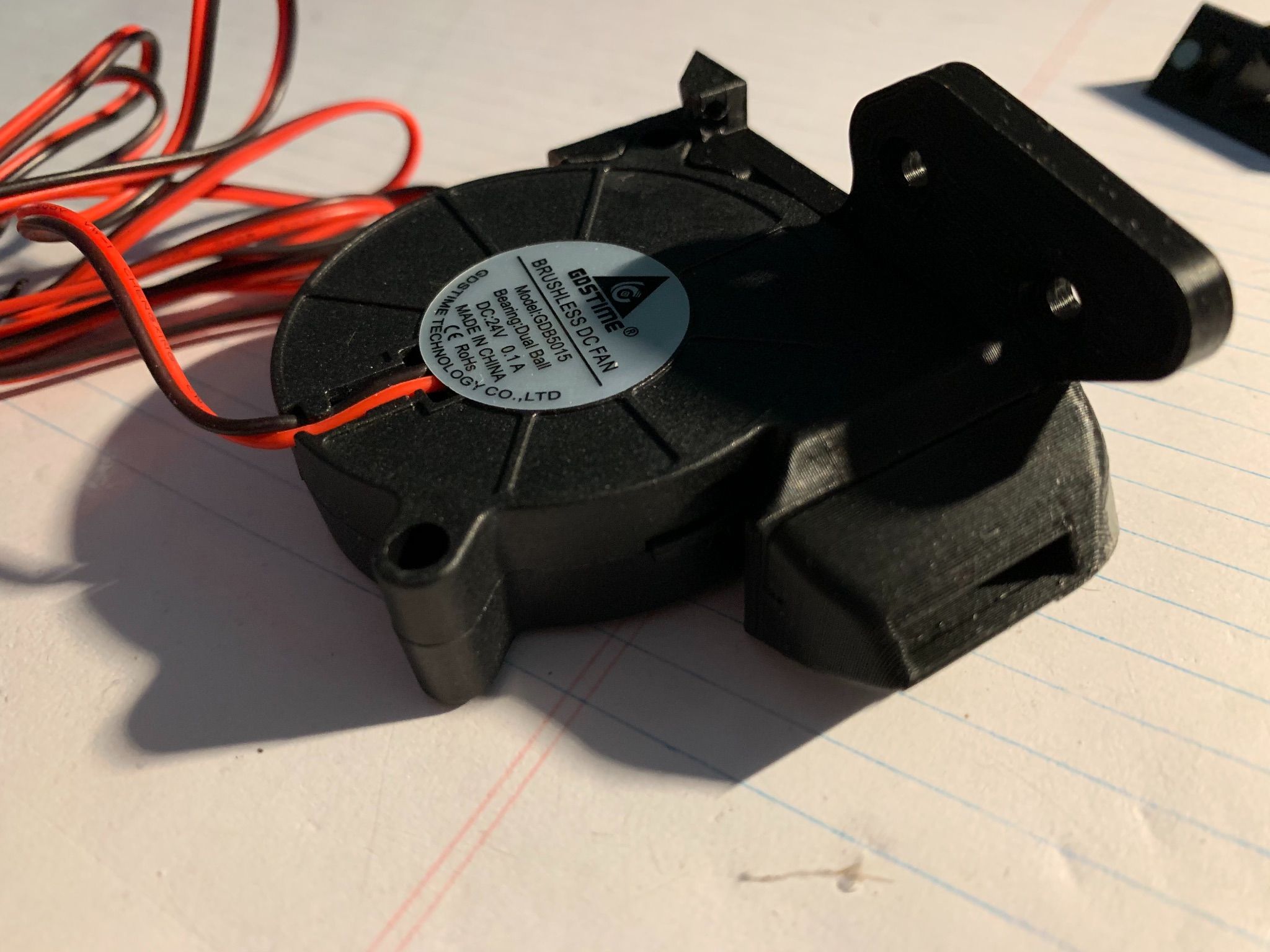
@methylene67 Belle conception, tu verras cela change la vie pour les accès. Perso, j'ai mis les 2 aimants dans les coins opposés car je trouvais que le positionnement de la partie mobile était plus précise. Quant tu le mets en place le centrage se fait-il bien ?1 point
-
Du coup tu m’as inspiré @icare:
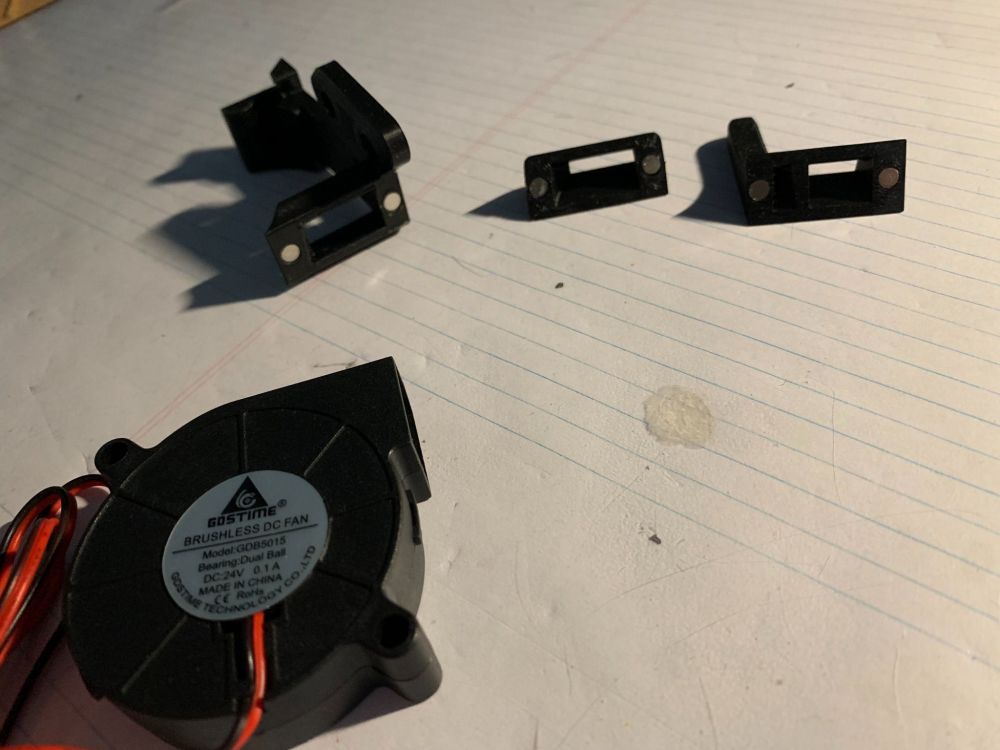
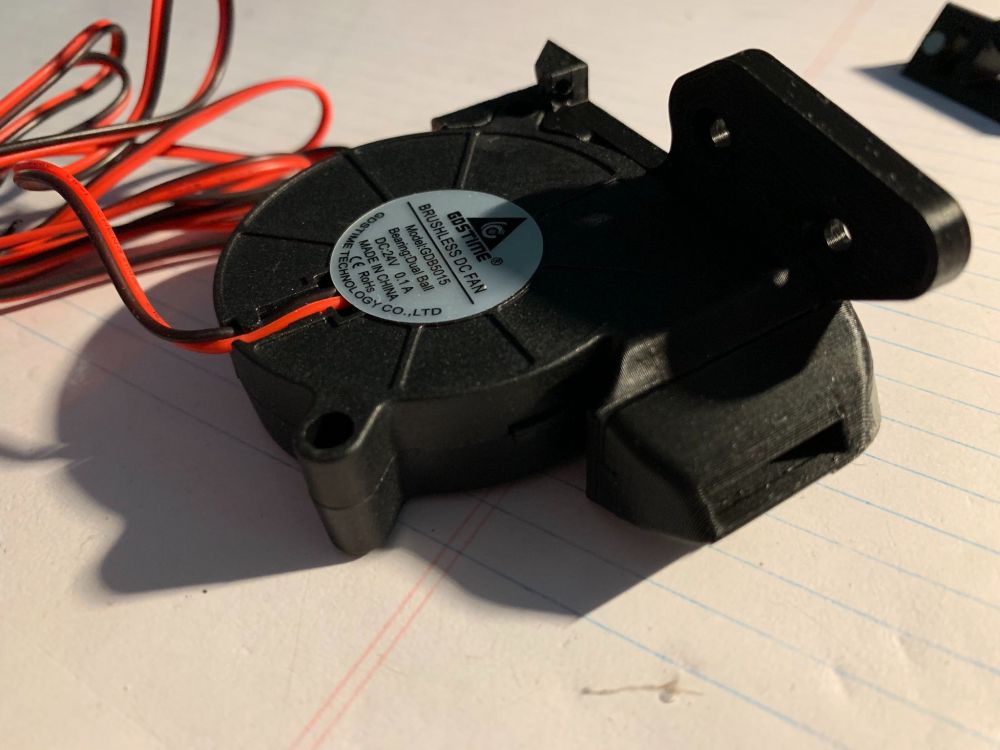
 1 point
1 point -
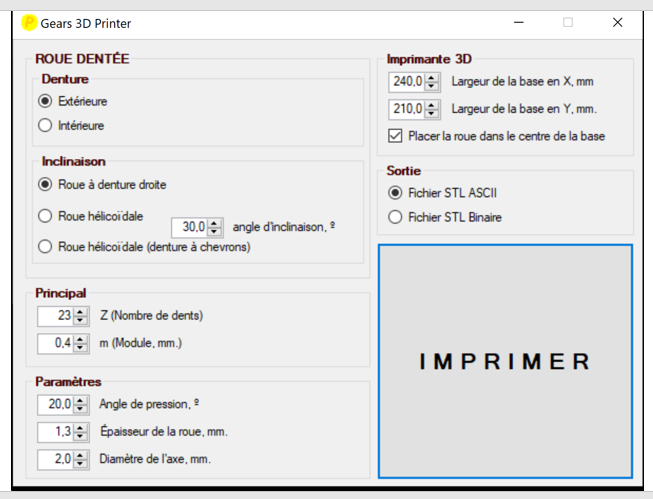
Salut @Franck678, j'utilise aussi Sketchup. Le Ø de tête Da = m(Z+2), si ce Ø est bien 10 mm et le nombre de dents = 23, ça nous donne un module de 10/(23+2)= 0,4. Je t'envoie le profil à utiliser. Voila l'engrenage. Je n'ai pas fait le lamage central, l'engrenage étant petit, ça risque d'être fragile. A toi de voir. pour réaliser le profil, j'utilise Gears 3D Print. engrenage23.skp
 1 point
1 point -
Tu dis: "En disable motor, mon axe Z est bloqué" Si c'est exact alors ton problème n'est pas lié à l'électronique mais aux excentriques ou la tige filetée... Quand on désactive les moteurs: le moteur, la carte mère, le firmware, le crtouch ne rentre pas en compte...1 point
-
De ce que je comprend c'est comme tu a imaginé, un forçage sur des butés physique (avec dans l'idée que les deux butés pour chaque Z sont bien au même niveau)... sauf que pour faire ce forçage, avant il y a diminution du "Current"/ (équivalent de la VRef) du driver via l'UART (il faut donc une carte et driver qui le permet ) pour que ce soit fait "délicatement" (forcer en douceur car le moteur se trouve légèrement sous alimenté alors le torque est moins fort et le moteur saute plus facilement des pas ...)1 point
-
Perso j'ai déjà imprimer de l'ABS pendant plusieurs heures et plusieurs jours de suite, j'ai pas eu de souci (sauf le warping mais ça c'est les joies de l'ABS....) avec la tête d'origine.1 point
-
à part l'anycubic toutes les imprimantes citées ne supportent pas plus de 240° en continu, un heatbreak bimetal (de qualité - BIQU ou TriangleLabs) corrige très simplement le problème (il me semble qu'il existe une option heatbreak metal d'origine pour les Genius Pro / X2).1 point
-
Petite explication pour aider : Pour imprimer, ton imprimante (répétition ) a un extrudeur qui fait avancer ton filament à une certaine vitesse programmée et une buse qui calibre la sortie du filament à une certaine taille. Ca c'est la théorie. En pratique rien n'est parfait et lorsque ton programme demande à l'extrudeur d'avancer de 10mm il peut y avoir un delta, et ta buse de 0.4mm ne fait peut-être pas 0.4mm. Donc pour arriver à quelques chose proche de la vérité, il y a les paramètres DEBIT qui en fait "faussent" les calculs du slicer pour le forcer à extruder plus ou moins de matière pour le même déplacement. J'ai bien dit pour le même déplacement ! celà veut dire qu'en modifiant les débits tu vas modifier la quantité de matière extrudée mais pas les trajectoires de la buse. Donc tu vas te balader entre la sous-extrusion et la sur-extrusion pour trouver le bon paramètre. Il est parfois utile de forcer une sur-extrusion juste sur la première couche pour bien l'écraser sur le plateau quitte à avoir quelques bourrelets à la base. Mais pour le reste du print il est préférable d'être au plus proche de la vérité. A coté de ça tu as les paramètres POURCENTAGE DE LARGEUR. Là c'est autre chose. Si tu as une buse de 0.4mm et que tous tes paramètres sont à 100%, en théorie tu fais des cordons de 0.4mm. Mais rien ne t'empêche de faire des cordons de 0.6mm avec une buse de 0.4mm. Suffit d'augmenter le pourcentage de largeur. MAIS dans ce cas, le slicer en tien compte et du coup il espace les passages de la buse de 0.6mm au lieu de 0.4mm. Donc en théorie les POURCENTAGE DE LARGEUR ne jouent pas sur la sous-extrusion et la sur-extrusion mais seulement sur la largeur des cordons. Mais en fait, avant de toucher à tous ces paramètres il faut CALIBRER l'imprimante. Et ça généralement ça ne se fait pas dans le slicer mais dans l'imprimante elle-même. Je ne vais pas tout remettre ici, mais en cherchant tu trouveras facilement des tutos pour calibrer la longueur d'extrusion (en gros tu fais un repère sur ton filament à 120mm de l'extrudeur, tu lui demandes d'extruder 100mm et tu mesure si ça fait bien 100mm d'avance filament.). Et pour la largeur d'extrusion pareil, il y a des tutos sur l'impression d'un cube creux à 1 seule paroi pour contrôler ça... Une fois ton imprimante relativement bien calibrée, les paramètres du slicer sont juste là pour affiner un peu au besoin (notamment quand il y a des écarts suivant le filament que tu utilise pour éviter de re-régler l'imprimante à chaque fois) mais pas pour tout corriger. Pour info quasi tous mes paramètres sont à 100% sauf débit première couche à 120% et dernière couche à 97%.1 point
-
Après ENABLED il n'y a pas d'espace et après DISABLED il y en a un. Est-ce le problème ?1 point
-
Bonjour, Un mot pour vous tenir au courant de l'avancée dans la résolution du problème, en espérant que cela puisse servir à d'autres. Après avoir remplacé à la fois l'axe Y et les ressorts par des ressorts jaunes en 8x25mm, le problème semble manifestement avoir disparu. Vu le temps passé, je n'ai pas le courage de vérifier plus précisément lequel de ces deux points résous concrètement le problème, mais je suspecte très fortement un voilage de l'axe Y, plus qu'un problème qui viendrait des ressorts qui n'auraient pas été efficaces (je les avait déjà remplacés 2 fois par des ressorts jaune 8x20 et bleu 8x20, sans effet). Le truc c'est que j'avais déjà inspecté à maintes reprises l'axe Y d'origine dans tous les sens avec une règle bien plate et avec une équerre, dans le long, dans le large, dans les diagonales, dans les angles, impossible de voir la moindre anomalie. On parle donc ici d'un voilage qui serait si fin qu'il ne serait pas détectable par ces moyens. Ce qui a mis la puce à l'oreille, c'est de placer l'axe Y sur une surface plate, sur ces 4 côtés successivement, et de voir si il était stable, ce qui a permis de détecter un très léger mouvement de bascule. Le soucis ici est de savoir à quel point vous faites confiance à votre surface plate pour être à ce point plate. Mais constater le même phénomène de bascule en plaçant l'axe sur différentes surface supposées plate est un bon indice de l'existence du problème. Ainsi après remplacement de l'axe Y, et mise en place des 4 ressorts en 8x25, le problème a semblé résolu dès la première tentative de réglage, et d'impression. J'ai pu imprimer pour la première fois une pièce (peu épaisse, c'était un test) sur la totalité de la largeur du plateau en son centre, et non juste une petite pièce dans un des coins. Je note juste à présent un manque d'adhérence du filament que je n'avais pas avant sur certaines zones, mais on est ici assez clairement sur autre chose que le problème d'origine puisque la mise à niveau du plateau semble visiblement ok dès le premier essai.1 point