Classement


Contenu populaire
Contenu avec la plus haute réputation dans 21/03/2022 Dans tous les contenus
-
Et voici Cavern Man imprimé... Imprimante elegoo mars2 pro, résine lavable à l'eau, modèle évidé, épaisseur de la paroi 3mm. Reste à terminé l'ébavurage avant de passer à la peinture. Hauteur 12 cm.


 3 points
3 points -
Comment fais tu ton nivellement de plateau ? A chaud ? A froid ? Avec quoi ? Techniquement, comme mentionné par @Savate tu es clairement trop haut. Donc si tu utilises une feuille un peu épaisse, soit il faut que tu règles plus serré, ou si c'est déjà difficile de la faire coulisser, en prendre une autre un peu plus fine. N'hésite pas à faire plusieurs fois le tour, pour vérifier que c'est ok. Parfois au départ, on veut aller vite et ne faire qu'un tour, et tous les points ne sont pas ok. (Surtout quand tu as besoin de faire de grosses corrections, cela peut se répercuter sur les autres angles). D'ailleurs sur combien de points fais tu le réglage ? Concernant la hauteur de couche initiale, ca va aussi un peu dépendre de ton réglage. Tu peux adapter légèrement pour améliorer l'adhérence. J'ai dit légèrement ... si tu dois mettre 0 de hauteur de première couche pour que cela adhère correctement, c'est que c'est clairement le nivellement qui est à refaire. Par contre si tu dois mettre 0.15 ou 0.25, pourquoi pas. Pour le radeau, c'est intéressant uniquement pour des pièces ayant une faible surface d'accroche ou des matériaux ayant une forte propension au warping (décollement des angles). Il ne faut vraiment pas prendre l'habitude d'en mettre en systématique. Si c'est le cas, il faut vraiment revoir le réglage du plateau et de la première couche. Normalement une simple petite ligne de purge ou une mini-jupe suffisent largement. Pour rappel : La jupe : autour de la pièce mais sans contact avec elle : permet de purger/amorcer la buse. La bordure : autour de la pièce mais en contact avec elle : permet d'augmenter la surface d'adhérence et limiter les décollements. Le radeau : en dessous de toute la pièce, pour les gros soucis d'adhérence. Nettoyage, perso j'utilise de l'alcool à brûler ... mais par contre éviter les versions "alcool ménager" qui peuvent contenir des additifs. L'acétone est à proscrire aussi !3 points
-
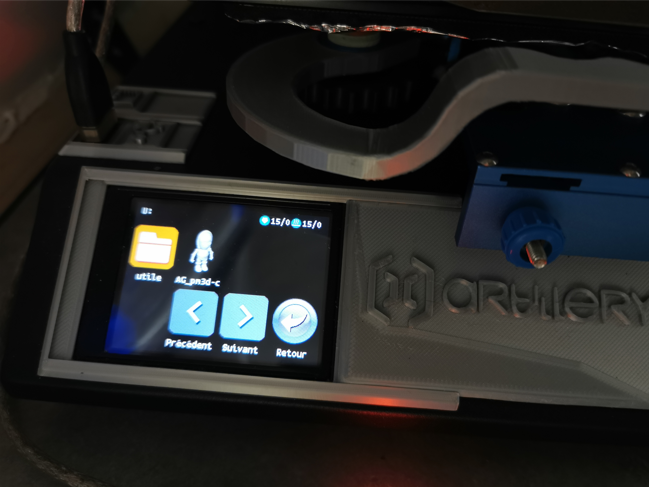
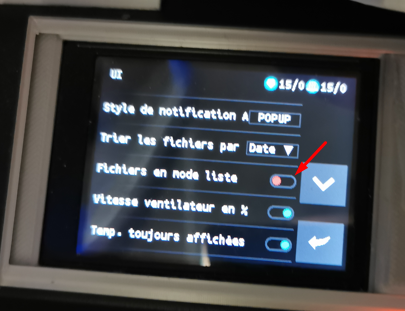
------------------------------------------- Tuto ----------------------------------------------- Voici un Petit Tuto dans ce tuto, j'en parle car ce sait que c'est un élément qui en intéressera certain d'entre vous Il possible avoir une miniature de vos fichiers .gcode sur l'écran MKS TFT28 des X1/X2, Genius/Pro si vous utilisé une version assez récente des firmware TFT BTT quels que les V3, V4 et V5 présent dans ce topic en première page . J'ai eu l'idée de vérifié ce matin suite au Tuto sur Youtube de mon Amis Jocelyn de JSTech qui a présenté un tuto Vidéo pour les écran TFT BTT, voir si cela était applicable pour nos machines, et bien oui ça l'est . Preuve en images sur ma Genius avec Firmware TFT BTT V3: Voici l'option a modifié sur le TFT lui même : Il faut aller dans Menu/Options/écran/UI Puis installer le plugin pour Ecran TFT BTT sur votre slicer fonctionne avec Cura et Prusa Slicer. Voici le lien Github pour télécharger le plugin pour Cura : dispo ici avec explication complète Voici le lien Github Pour le plugin pour Prusa : dispo ici mais plus complexe a implémenter que sur Cura. Le Liens Bonus le tuto Vidéo de l'ami Jocelyn de Jstech : Tuto Video en Français
 2 points
2 points -
Le retour de Jack Palmer comme enquêteur (L'enquête Corse, oeuf corse ) A propos d'incendie, le rapport suite à l'incendie d'un centre de données d'OVH, il y a un an est paru : https://www.it-connect.fr/incendie-ovh-le-rapport-des-pompiers-met-en-avant-des-defaillances/2 points
-
La dernière fois que j'y ai touché (lors du remplacement du heatbreak «PTFE traversant» par le «bi-metal»), il y a plus d'un an, j'ai mis comme à mon habitude du frein filet sur les vis (du M3 pas du M2 ) et ça n'a pas bougé depuis. Franchement le frein filet (le bleu hein, pas le rouge) pour nos machines équipées de nombreuses vis, ça devrait faire partie des éléments de la boite à outils (comme la bombe de F2 pour désoxider les contacts électriques).2 points
-
alors oui, mais non les Ukrainiens n'ont pas le monopole pour la fabrication des cocktails Molotov2 points
-
Quand j'y suis allé, il y avait un boucan d'enfer et personne ne m'a entendu arriver. Donc plutôt que de m'aventurer entre les pellets et les bobines, j'ai simplement posé ma bobine vide sur un carton. Carton qui ressemblait fortement à un colis prêt à partir. Dans ma théorie, la bobine ayant caché ce colis, il a été oublié et n'a jamais été envoyé. Son propriétaire mécontent n'était autre qu'un ukrainien qui venait de suivre la formation gouvernementale pour la production de cocktails Molotov et qui attendait son filament pour se fabriquer des armes et des munitions. Du coup il est venu lui-même le chercher, et a effacé toutes traces de son passage.2 points
-
Le bon côté des choses, Arianeplast est juste en face des pompiers, de l'autre côté de la rue à moins de 200m. Donc l'intervention a certainement été très rapide, quoique l'allée d'accès est assez étroite pour un camion, voire impossible si une voiture y est garée. On peut espérer que les dégâts sont assez limités grâce à la réactivité. Dire que j'y suis passé la semaine dernière déposer une bobine de 8kg vide, juste là où sont les pompiers sur la photo. Je serais curieux de connaitre un jour l'origine de l'incendie, car il n'y a pas que la ligne d'extrusion, mais aussi plusieurs imprimantes chinoises qui tournaient h24... Espérons qu'Arianeplast rebondisse rapidement de cet évènement tragique.2 points
-
2 points
-
Ah, bah, j'aurais su, j'aurais pas venu...2 points
-
Merci pour ces infos très constructives. Effectivement, les contre-écrous, je n'y avais pas pensé. Alors que c'est une solution que j'utilise souvent par ailleurs ! Le taraudage est intact; pour l'instant, l'ensemble tient bien. Je vais voir ce que j'ai en stock à la maison. J'avais effectivement enlevé la chaussette en silicone, suite à un bourrage lors d'une impression. Je ne l'ai jamais remise en place, et finalement, cela m'aura rendu service, car la panne aurait sans doute été plus compliquée à identifier. Je ne vais pas pouvoir faire ces travaux cette semaine, mais je vous tiens au courant dès que c'est fait !2 points
-
Même si la plupart de nos imprimantes, une fois la structure correctement montée et ses réglages indispensables effectués, sont capables d’imprimer, quelques étapes sont toutefois nécessaires avant de lancer les premières impressions. Les étapes ci-dessous ne sont pas forcément à réaliser dans l’ordre présenté ni en totalité même si cela reste préférable. MENU DU JOUR Calibrer l’extrudeur Calibrer le diamètre du filament Calibrer le multiplicateur d’extrusion (débit) Calibrer le pas des axes XYZ Affiner le PID de la tête Niveler son plateau Étape 1 : Calibration de l’extrudeur (à réaliser en cas de remplacement / de modification du matériel) Important : cette procédure s’applique à un extrudeur type Bowden (extrudeur déporté avec un + ou – long tube de PTFE allant de l’extrudeur jusqu’à la tête) pas pour un extrudeur «direct-drive». Déconnecter le tube PTFE de l’extrudeur, dévisser le raccord pneumatique. Couper le filament au ras de la sortie de l’extrudeur avec l’outil qui convient (pince coupante, cutter, etc.). Important : pour que le moteur de l’extrudeur fonctionne, il faut obligatoirement que la buse soit en chauffe à au moins 170° : c’est une sécurité du firmware pour empêcher de faire passer du filament solide de 1,75mm par le trou de la buse dont le diamètre est habituellement de 0.4mm (y en a qu’ont essayé, y z’ont eu un problème ). En utilisant l’interface permettant de contrôler l’imprimante (Octoprint, Pronterface, Repetier, l’écran de contrôle…) extruder 100mm (10cm) de filament. G1 E100 F120 (extruder 100 mm de filament à la vitesse de 120 mm/min (2 mm/s)). Couper le filament au ras de l’extrudeur et répéter cette procédure à nouveau deux fois. Mesurer les trois morceaux de filament. Effectuer la moyenne (ajouter les trois mesures et diviser par 3). Récupérer la valeur actuelle des pas (steps) de l’extrudeur en utilisant M503 si vous ne la connaissez pas déjà. Cela devrait retourner une ligne M92 X xxx.xx Y xxx.xx Z xxx.xx E xxx.xx Formule : (Valeur actuelle des pas)× 100 mm / (longueur moyenne mesurée) = nouvelle valeur des pas Si le firmware permet d’enregistrer les données dans l’EEPROM, M92 EXXX.XX suivi de M500 Sinon ajouter au gcode de démarrage la ligne: M92 EXXX.XX (XYZ calibration à l’étape 5) Exemple : moyenne des trois morceaux=98,5 mm. Ancien pas=95 pas/révolution. Nouveau pas = 95 x 100 / 98,5 = 96,45 (arrondi) On utilisera donc un M92 E96.45 Répéter autant de fois que nécessaire jusqu’à être pleinement satisfait. Important : si le nouveau pas calculé varie de +- 10 % par apport à celui originel, il y a un problème qu’il faudra résoudre (moteur, pilote moteur, câble, roue dentée mal fixée, …). Note : en procédant ainsi, on règle matériellement le pas de l’extrudeur. Quel que soit le filament, un tour du moteur de l’extrudeur fournira toujours la même quantité de filament. Il faudra par contre régler le débit propre à chaque filament (étapes 2 et 3). Étape 2 : Calibrer le diamètre du filament (à faire à chaque changement de filament) A l’aide d’un pied à coulisse, mesurer le diamètre du filament à plusieurs endroits en tournant le pied à coulisse autour du filament (au cas où le filament ne soit pas rond mais ovale). Effectuer une moyenne des différentes mesures, au moins trois (3), saisir cette valeur dans le trancheur (slicer) à l’endroit utilisé pour paramétrer le diamètre du filament. Pour Cura cela dépend de la version utilisée. Depuis la version 4.2, c’est dans la section des matériaux qu’il faut procéder à cette modification. On peut aussi ajouter un plugin via le Marché en ligne : « printer settings » qui permet d’apporter de nombreuses modifications au matériel. Étape 3 : Calibrer le multiplicateur d’extrusion (débit / flow) (à réaliser à chaque changement de filament) Imprimer un cube (20mmx20mm n’importe quel cube de test fonctionne) En mode vase (une seule paroi, pas de remplissage, pas de plancher ni plafond). Dans Cura option « Spiraliser le contour extérieur », section [Mode spéciaux] Régler le débit de l’extrusion à 100% Régler la largeur d’extrusion à la même valeur que celle déclarée pour la buse (100%). Mesurer les parois à l’aide d’un pied à coulisse en plusieurs endroits (au moins 5-6) et faire la moyenne de ces mesures. Modifier le débit en appliquant une règle de trois : Nouveau débit = ancien débit x (largeur d’extrusion / moyenne des mesures) Répéter autant de fois que nécessaire jusqu’à être pleinement satisfait. EDIT et précisions: En effectuant la mesure de l'épaisseur d'une paroi (mode vase) on n'obtient pas la valeur déclarée dans «Largeur de ligne» (ci-dessus 0,4mm) mais plutôt 0,44 / 0,45 mm. Ce n'est pas le signe d'une sur-extrusion mais c'est dû à la manière dont les trancheurs modélisent le cordon déposé par le filament (voir ici pour une explication légèrement technique). Donc la formule à appliquer pour une buse de 0,4mm devrait plutôt être : Nouveau débit = ancien débit x ( 0,44 / moyenne des mesures) Étape 4 : Calibrer le pas des axes XYZ (à refaire si des modifications matérielles ont eu lieu) Imprimer un cube de test à 20% de remplissage afin de calibrer l’imprimante. Mesurer les dimensions XYZ du cube et si incorrectes : Récupérer les valeurs de pas actuelles via M503, ceci retourne une ligne : M92 Xxxx.xx Yyyy.yy Zzzz.zz Eeee.ee Calculer la valeur correcte du nombre de pas par mm via la formule suivante : Nouveaux pas = Pas actuels x distance attendue / distance mesurée Ajouter ces nouvelles valeurs au gcode de démarrage à la suite de la ligne M92 utilisée lors de l’étape 1 permettant de découvrir le nombre de pas par révolution de l’extrudeur M92 Xxxx.xx Yyyy.yy Zzzz.zz Eeee.ee (E a été calculé à l’étape 1) NB : les dimensions seront exactes pour des pièces de la taille du cube et uniquement pour cette taille Pour une calibration plus pointue, il est préférable de faire le test de la croix de calibration. Le site du BearCNC (ses tutos sur l’utilisation de Fusion360 sont une bonne source pour progresser, d’autres tutoriels évidemment existent et sont eux aussi utilisables) explique très bien comment et pourquoi réaliser cette calibration (lien direct vers Thingiverse pour ceux qui préfèrent la langue anglaise) Étape 5 : Affiner le PID de la tête de chauffe (devrait être réalisé à la température prévue pour l’impression) M503 pour récupérer les valeurs actuelles du PID, chercher cette ligne dans les données affichées M301 Pxx.xx Iyy.yy Dzz.zz Démarrer le calibrage / étalonnage du PID via la commande : M303 E0 S200 C3 Explications de la commande: M303= commande gcode du Pid E= Extrudeur S= Température cible C= Cycles L’étalonnage se déroule sur plusieurs cycles (par défaut 5 si le paramètre C est omis). Au final les nouvelles valeurs de PID valables pour la température cible demandée sont affichées (Kp (P), Ki (I) et Kd (D)). Exemple de valeurs retournées : Kp 40.63 Ki 5.98 Kd 69.06 Entrer ces valeurs dans le gcode de démarrage via la commande M301 : M301 P40.63 I5.98 D69.06 Note : au cas on l’on change de type de filament (PLA, PETG, ABS, ASA, Nylon, …) qui nécessite une température d’extrusion différente (plus élevée par exemple), il faudrait procéder à un nouvel étalonnage du PID. Étape 6 : Nivelage du lit manuellement (à vérifier de temps en temps / quand la première couche n’accroche plus) Préalable : mettre en chauffe et la buse et le plateau afin de s’assurer que les conditions de réglage correspondent à celles utilisées lors de l’impression (le plateau en chauffant se dilate légèrement comme tous les métaux). Utiliser une cale de calibrage, par exemple : 0,2 dans mon cas. Tout autre cale peut évidemment être utilisée, pourquoi pas une de 1 cm ou de 5 cm voire une feuille de papier (l’épaisseur de celle-ci dépend de son grammage, on risque de modifier celle-ci si on la presse trop fort ; une feuille de 80g/m2 mesure pratiquement 0,1 mm d’épaisseur). Exemple de jeu de cales d’épaisseur : Régler chaque coin du plateau pour que la cale passe entre la buse et le plateau en étant légèrement « pincée » (elle peut encore glisser avec un léger frottement sous la buse). Refaire ce passage aux quatre coins plusieurs fois jusqu’à ce que le glissement de la feuille soit identique pour chaque point de réglage. Le nivellement du plateau est maintenant réalisé. Cependant telle quelle, la buse n’est pas au point de référence 0 de l’axe Z (elle est à la hauteur de la cale utilisée)! Il faut maintenant indiquer au matériel que l’on se trouve 0,2mm (hauteur de la cale) au-dessus du lit sinon, il présumera qu’il est au point zéro (0) et montera le Z de la valeur entrée dans le trancheur pour l’épaisseur de la première couche ; la buse se trouvera alors à « hauteur cale + épaisseur première couche » (ex : cale de 0,2mm, 1ère couche de 0,2mm, hauteur de la buse par rapport au plateau de 0,4mm). Pour réaliser cette correction, ajouter au G-code de démarrage ; corrections des pas (effectuées aux étapes 1 et 4) M92 X79.6 Y79.6 Z399.0 E110.75 G28 ;Home ; ajustement du PID (effectué à l’étape 5) M301 P30.42 I2.67 D86.73 G1 Z5.0 F3000 ; monte le Z de 5mm G92 Z5.2 E0 ; Indique au matériel que l’on est à 5.2, initialise extrudeur G1 F200 E3 ; extruder un peu de filament G92 E0 ; RAZ de l’extrudeur Note : monter le Z à 5 mm (G1 Z5.0 à 50 mm/s); après ce déplacement, indiquer au matériel que la buse se trouve réellement à 5.2 mm du plateau (G92 Z5.2) pour compenser l’épaisseur de la jauge de mesure (0,2mm) utilisée. Quand l’impression commencera, la buse sera réellement à la hauteur de première couche demandée lors du tranchage. Pour rappel, le filament déposé pendant la première couche devrait approcher l’image du milieu : Bonnes impressions et que l’épice le filament coule à flot comme aurait pu le dire Muad’Dib (Dune, Frank Herbert) Pour ceux qui voudraient garder trace de ce sujet, bonus cadeau : calibrer_imprimante_v2.pdf EDIT Octobre 2020 : Pour compléter et pour ceux comprenant la langue anglaise, le site de l'australien TeachingTech permet de réaliser bon nombre des réglages de nos imprimantes via une série de tests minimisant le nombre d'essais /erreurs EDIT Février 2021 : Précision quant au calcul du débit












 1 point
1 point -
Bonjour à tous Voila c'est Fait je l'ai commandé .... je n'avais pas assez de probleme avec ma FLSUN... je voulais en CHi.. en peu plus @julmar @P_tite_tete @foxies @Lorenzo78 @Abby Mes aventures aux prochains épisodes.... Merci @Motard Geek pour avoir créé le groupe CA veut aussi dire qu'il va falloir que j'en vende une ça va être cornélien (en tout cas pas la flsun) je l'aime trop elle me fait souffrir @bdsm #NoPainNoGainNoPrinting Stéphane1 point
-
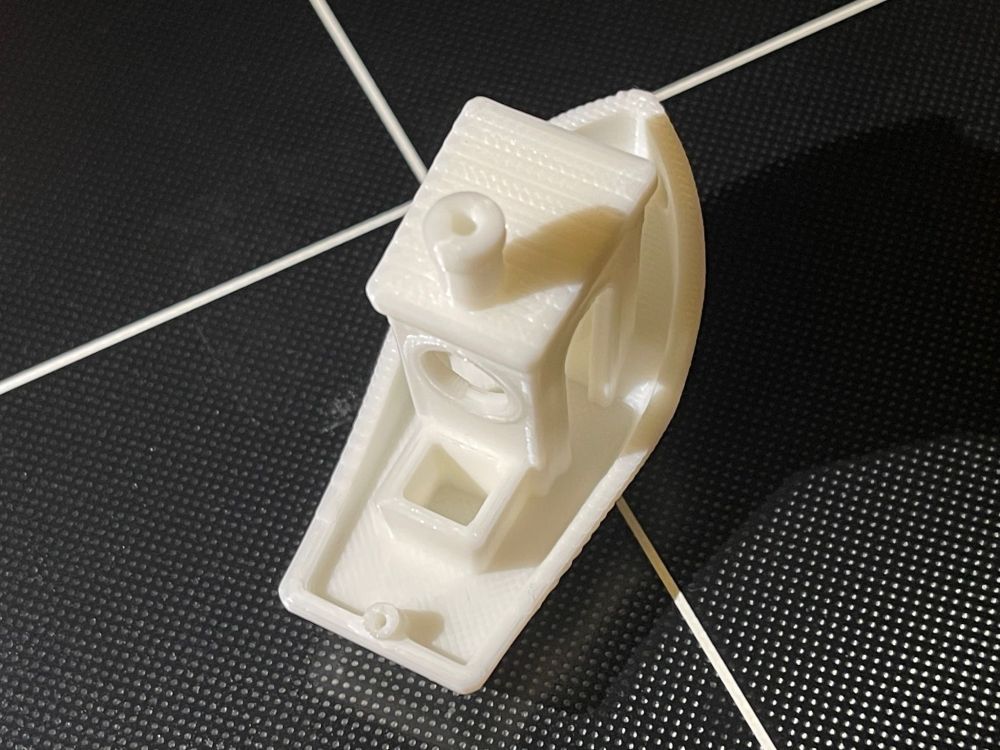
J'ai eu un soucis similaire sur mes fanduct de la SR la solution dans mon cas était de réduire l'échelle en Z a 97%. Après ici cette méthode serait difficilement applicable, mais la modification sous F360 serait assez aisé. Sinon tu as ce design c'est un modèle super avec un refroidissement des plus efficace sur Genius X1/X2 mais demande un ventilo 5015.
 1 point
1 point -
@divers forum d'entraide et de partage... Oui, pour ce qui est de l'entraide dès que je peux aider ou conseiller, je le fais, principalement sur Blender (mon point fort)... Pour ce qui est du partage, comme le fais remarquer Ironblue, je fais des tutos préférant partager ma connaissance (quoique modeste) que mes fichiers STL je trouve ça beaucoup plus productif... Mes créations me demandent des heures de travail, je ne vois pas pourquoi je les mettrais à la disposition de tout le monde sans avoir aucun contrôle sur leur utilisation... D'autant que ces fichiers STL sont disponibles sur CULTS3D (mais pas gratuitement)...1 point
-
bonjour pour t'on problème de dimensions affiner $100 et $101 la mise en sécurité provient du détecteur de flamme1 point
-
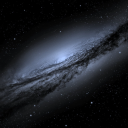
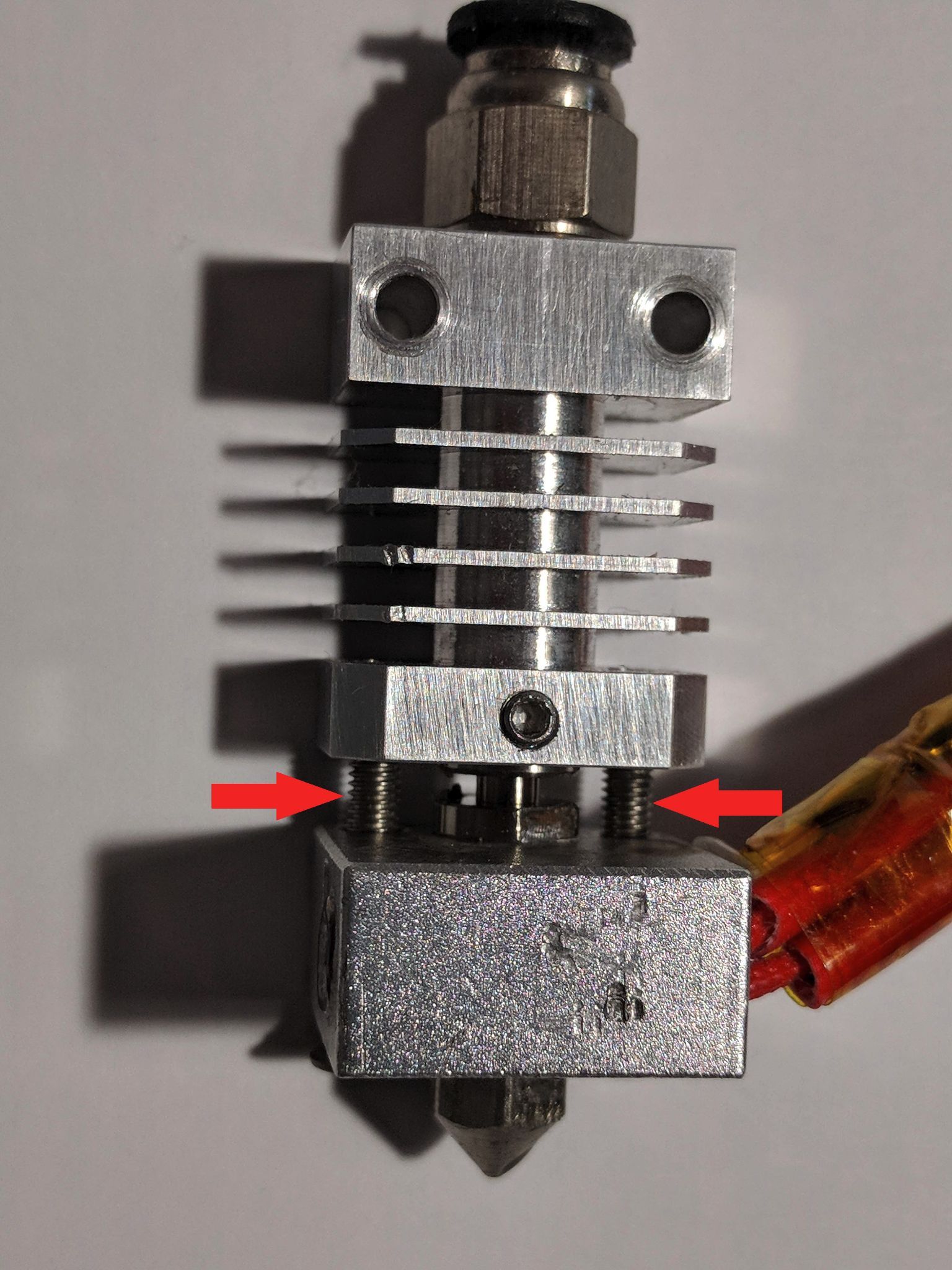
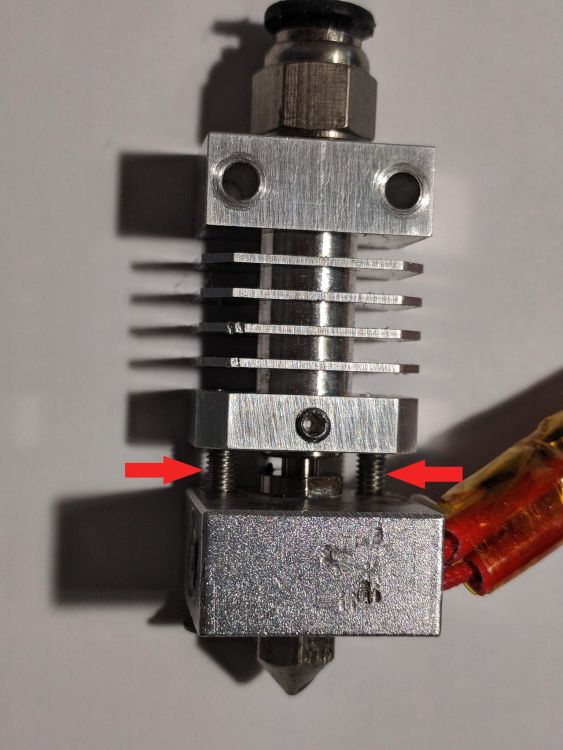
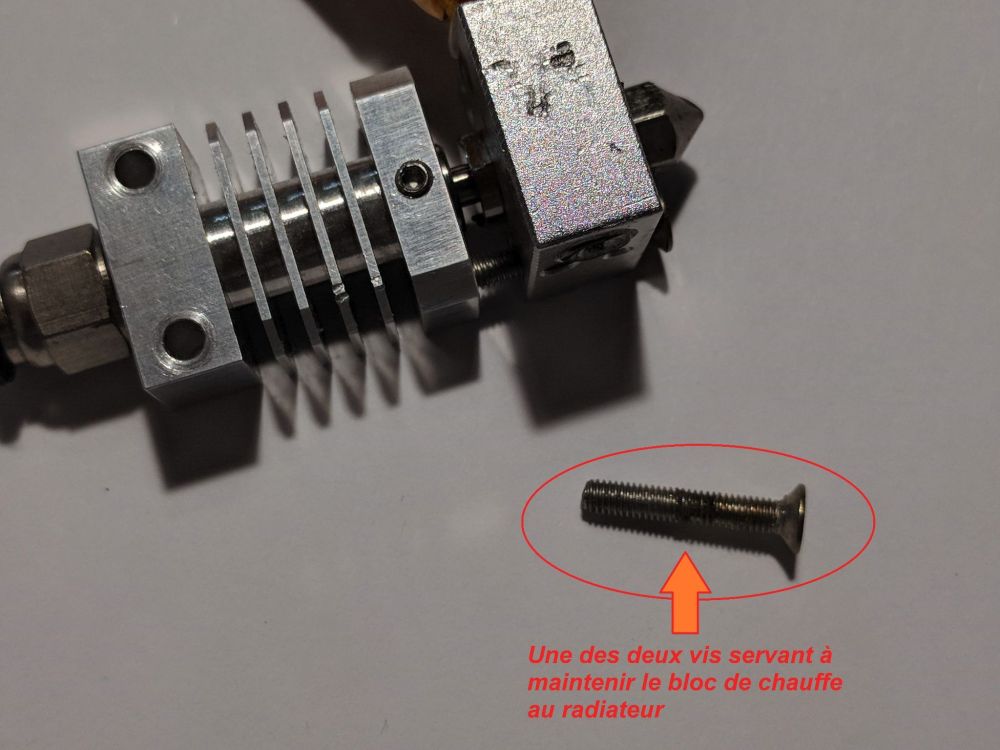
Si. Une photo d'une tête MicroSwiss (que je n'utilise plus car jamais réussi à trouver un réglage correct sans qu'elle produise des colmatages ), un des premiers modèle, pour ma vieille CR10, il y a bien deux vis (M3) «verticales». D'ailleurs quand je l'avais acheté (2018), MicroSwiss recommandait alors de retirer ces deux vis, une fois le heatbreak fixé sur le radiateur (pour éviter de transférer de la chaleur du bloc de chauffe vers le radiateur).
 1 point
1 point -
à la maison, je peux le prouver, j'ai des témoins C'est bon j'en ai mangé quelques uns ce we (il faut les prendre jeunes, ils sont moins coriaces).1 point
-
En fait, c'est possible mais pas nativement Avec l'ajout d'un greffon via la place de marché, cela le devient ( possible ) : Par contre si l'on utilise cette option via Cura, ne pas l'utiliser dans les paramètres de l'imprimante sinon des difficultés apparaitront
 1 point
1 point -
merci pour vos réponses / traduction chinoises et la doc Gcode Mon probleme est: "que je suis un gros nul, j'avais pris le firmware de la 4.2.2" Avec le firmware Jyers de "Christophe" de la 4.2.7 ca marche au poil, et Z-Offset réglé a quelle adresse ? sur le site de Creality je ne trouve pas de fichier avec CN1 point
-
j'ai ma théorie, tu a mangé de la confiture a coté de la bobine et tu en a mis (par mégarde ? (a déterminer) ) sur la bobine, cela a attiré des souries qui ont grignoté les fils et câbles électrique dans l’entrepôt ... d'où l'incendie ... ( donc je te met sur ma liste des suspects sauf si tu peux me prouver qu'il n'y avais pas de confiture et moi aussi je me met sur la liste des suspect car on le sais il faut toujours se méfier de celui qui accuse ... ) l' enquête avance et "Ecoutez, laissez la police faire son travail... (commissaire Bialès)"1 point
-
C'était devenu une éponge Bonne continuation1 point
-
Je te voyais écraser ton cube vert comme si c'était du TPU T'es quand même costaud des doigts dis-donc1 point
-
Oui c'est bien cela mon imprimante et passer en mode volumétrique et une fois désactive c'est revenu a la normal Non mon filament c'est bien du PLA. Mon problème sur ce post la c'est bien la pièce que je vous es envoyer en fichier stl le problème venait surement du mode volumétrique car la tout es redevenu normal impression faite ce matin et fini, j'ai modifie aussi l'épaisseur des bordures qui était a 0.8 et passer a 2mm, débit d'extrusion a 98 en chauffe j'ai mi 205 Merci a vous tous pour votre rapidité a répondre
 1 point
1 point -
Bah non, ça va encore
 1 point
1 point -
J'ai un peu d'expérience avec ça : Amazon "refourgue" sur "Amazon Warehouse" en reconditionnant (ou même pas) les articles sur lesquels le fabricant est parfois intervenu. J'ai acheté un drone comme ça, il est arrivé avec deux hélices ébréchées (heureusement il y en avait de rechange) mais avec un chargeur ne correspondant pas aux accus Et deux smartphones : tous les deux un peu griffés (c'était prévu) mais un des deux "en vrac" dans un sac plastique sans accessoires...1 point
-
l'une des solution est semble t'il de ne branché qu'une des 2 masse a savoir le fils marron et de d'isoler le noir ne pas de retrancher cela pose pas de soucis au BLtouch et semble limiter les soucis de parasite reçu qui causerait le soucis.1 point
-
Je partage la réaction de @Kalamiit ... Au delà du fait que la machine n'ayant pas été réparée, on ne saura jamais si le diagnostic était bon ou pas, Quand tu dis "probablement mécanique" et "parfaitement identifié le problème" ... bah désolé mais si, c'est incohérent Soit c'est parfaitement identifié et cela ne peut donc être QUE mécanique et non pas "probablement". Soit c'est PROBABLEMENT mécanique et dans ce cas ce n'est qu'une hypothèse et donc pas "parfaitement identifié" ! Après c'est rien de bien grave et je partage ton avis sur les SAV qui n'honorent pas leur devoirs et moi aussi ça m'énerve !!! Je ne me préoccupe pas d'Amazon, mais plus des fabricants / vendeurs. Car si c'est Amazon qui supporte les retours et passe ça dans des frais généraux pris sur les contrats (Genre somme forfaitaire prise qu'il y ai ou pas de retours) alors c'est un problème : car le fabricant / vendeur peut continuer ses conneries en toute impunité ! Par contre si Amazon leur refacture des frais, leur retourne la machine, ou autre procédure les impliquant financièrement, alors c'est une bonne chose et peut les faire bouger un peu. Car si les gens jouent leur jeu comme toi et renvoient les machines quand le SAV ne fait pas son taf, alors ils vont peut être revoir leur position après quelques temps (si les retours sont suffisamment nombreux bien entendus).1 point
-
Il donne déjà des cours avec les tutos, si Didoff n'a pas envie de retrouver ses créations sur le net (et que d'autre en profite pour le vendre...), je ne trouve pas ça anormal même sur un forum d'entraide, je préfère ses tutos qui me permette de faire mes propre créations.1 point
-
Je ne connais pas l'Ender 3 Pro, mais généralement quand tu modifies un paramètre, ensuite il faut enregistrer la configuration (pas simplement valider le paramètre modifié). Si tu ne le fais pas, ta modification n'est valable que pour la session en cours et quand tu rallumes l'imprimante, elle reprend la configuration enregistrée (donc sans ta modification). Sinon si j'ai bien compris, ton imprimante était passée en mode volumétrique et tout est revenu à la normale une fois que tu l'as désactivé ?1 point
-
C'est du warping, et non tu n'est pas tout seul dans ce cas Plusieurs possibilités : * plateau sale (nettoyage à l'acool isopropylique à 99° ou l'eau et au liquide vaisselle) * Buse pas assez proche du plateau lors de l'impression de la première couche. Sinon, ton plateau à l'air félé et on a l'impression qu'il y a une vitre sur le plateau ultrabase (mais la photo ayant un flou artistique, ce n'est pas bien sûr ) Pourquoi imprimer un radeau sous la pièce ? (peur des innondations ? ) Dans la pratique les cas ou un radeau est nécessaire sont vraiment très rares (je n'en ai pas encore trouvé)1 point
-
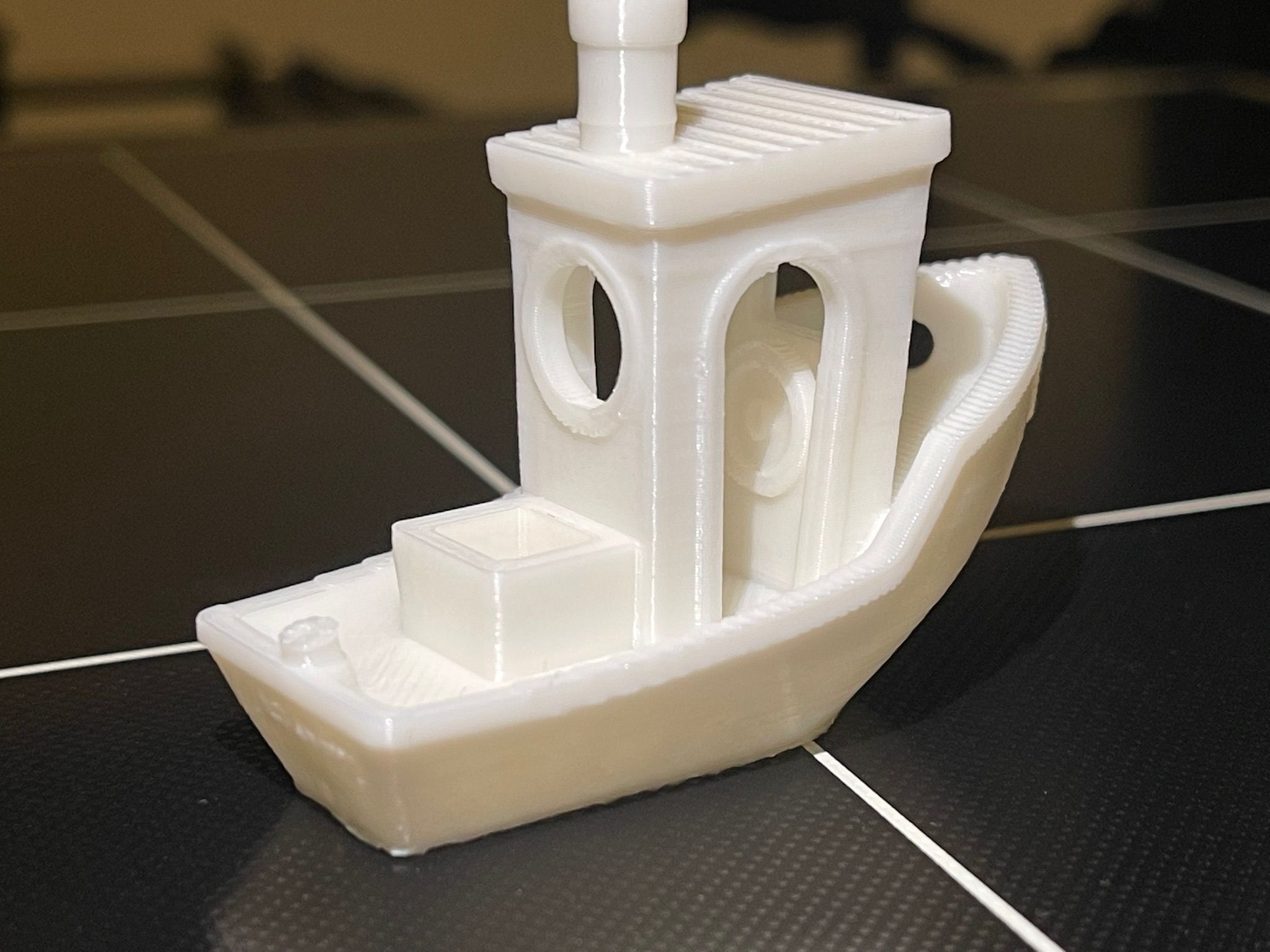
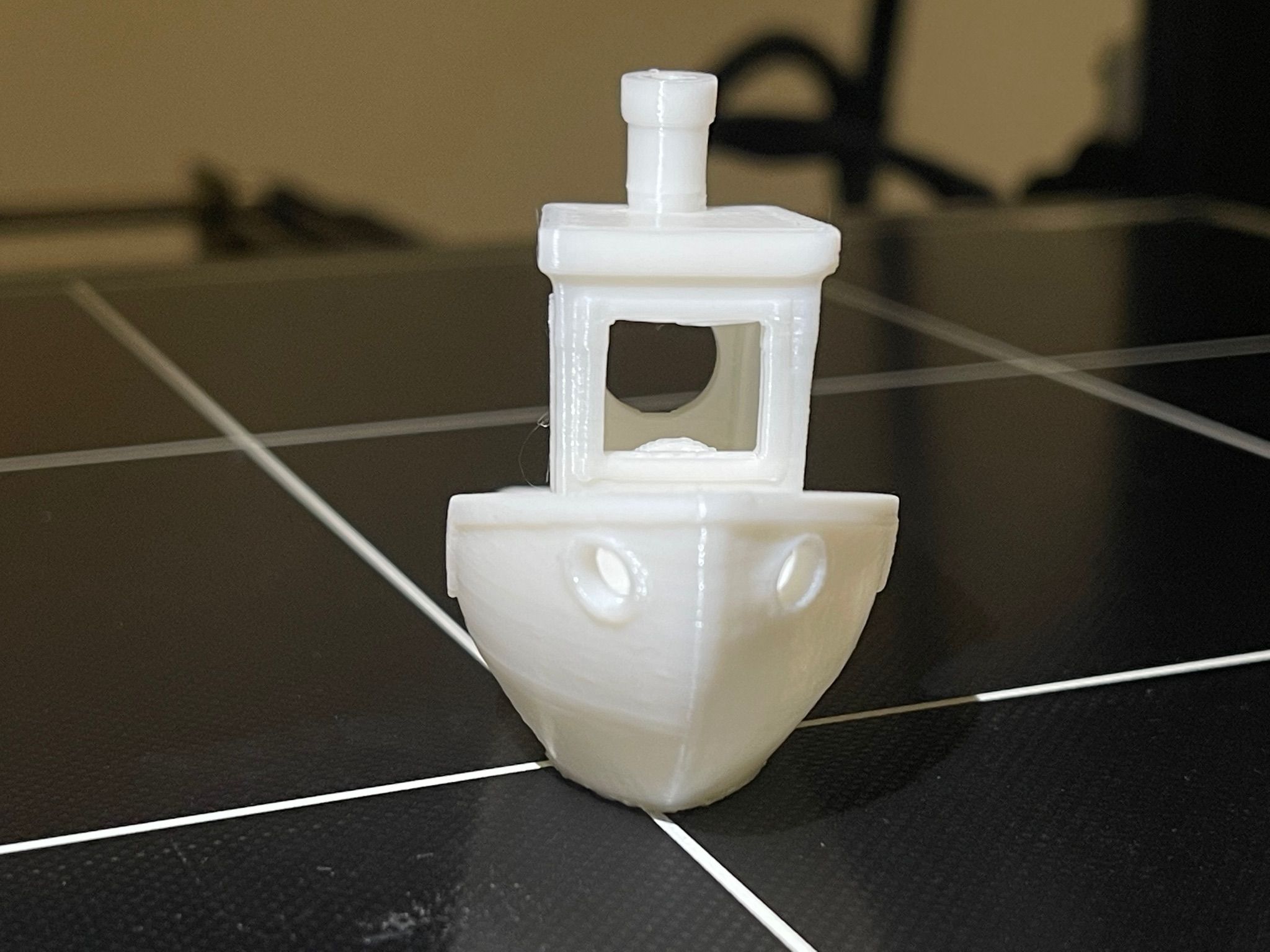
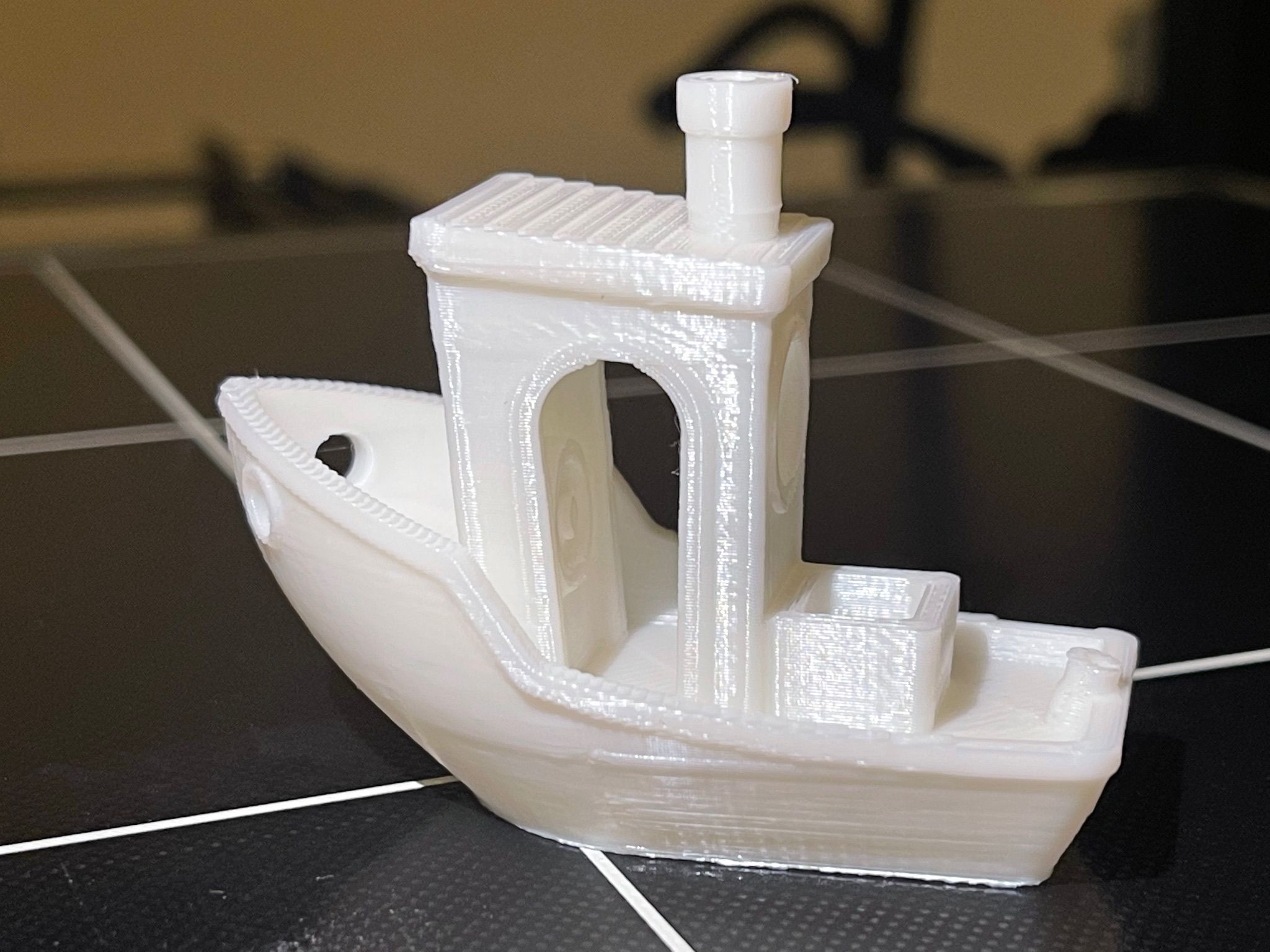
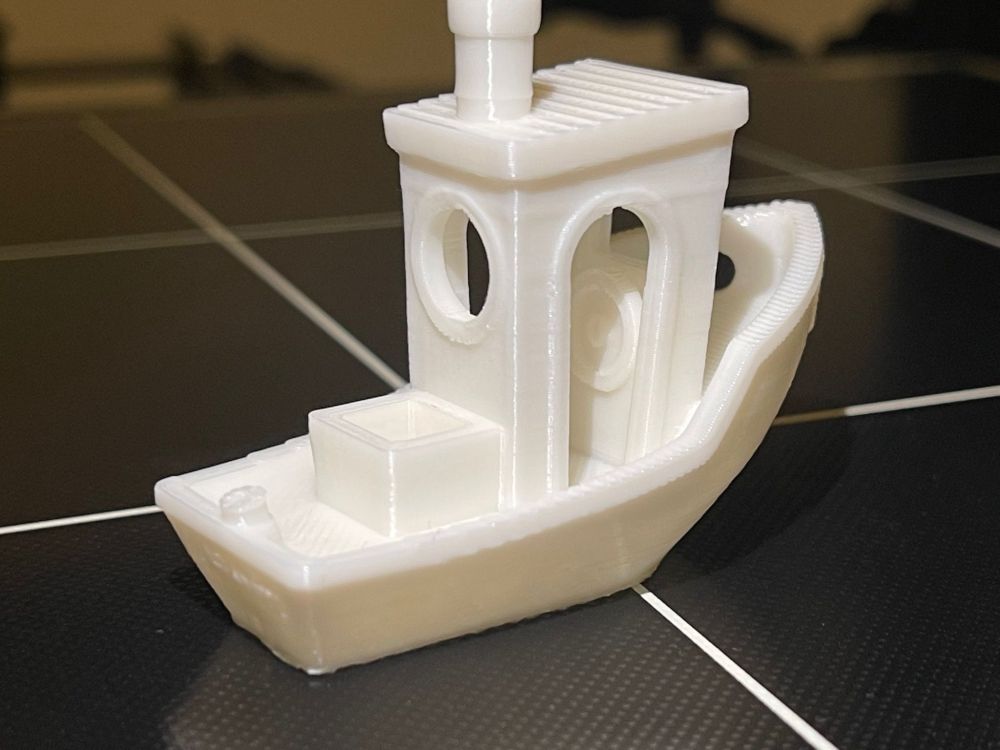
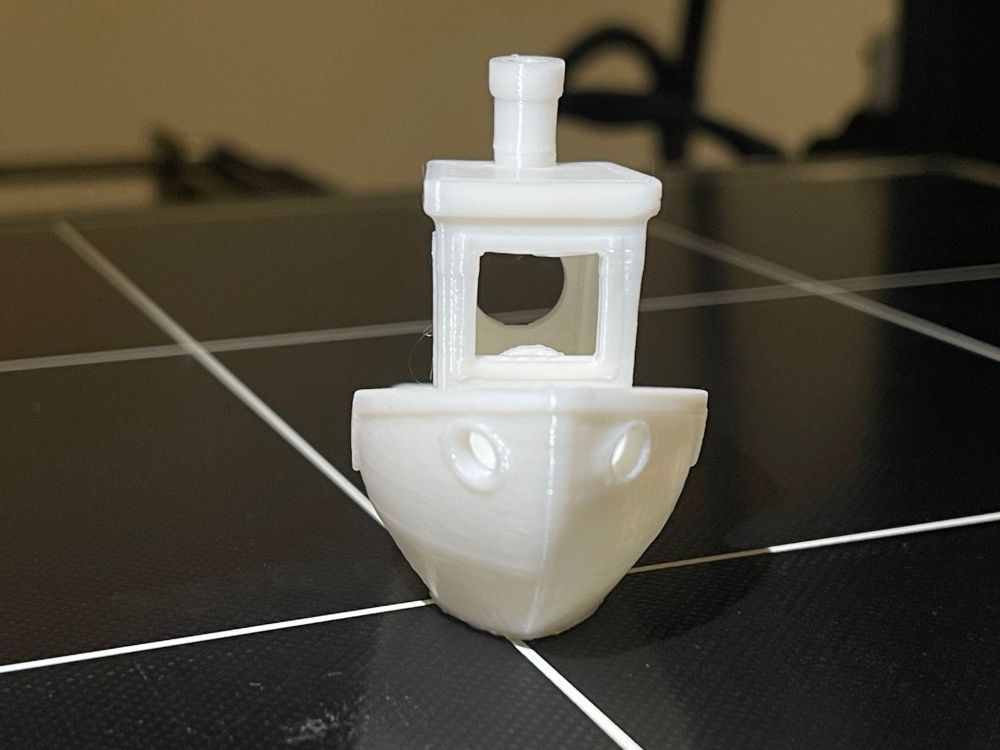
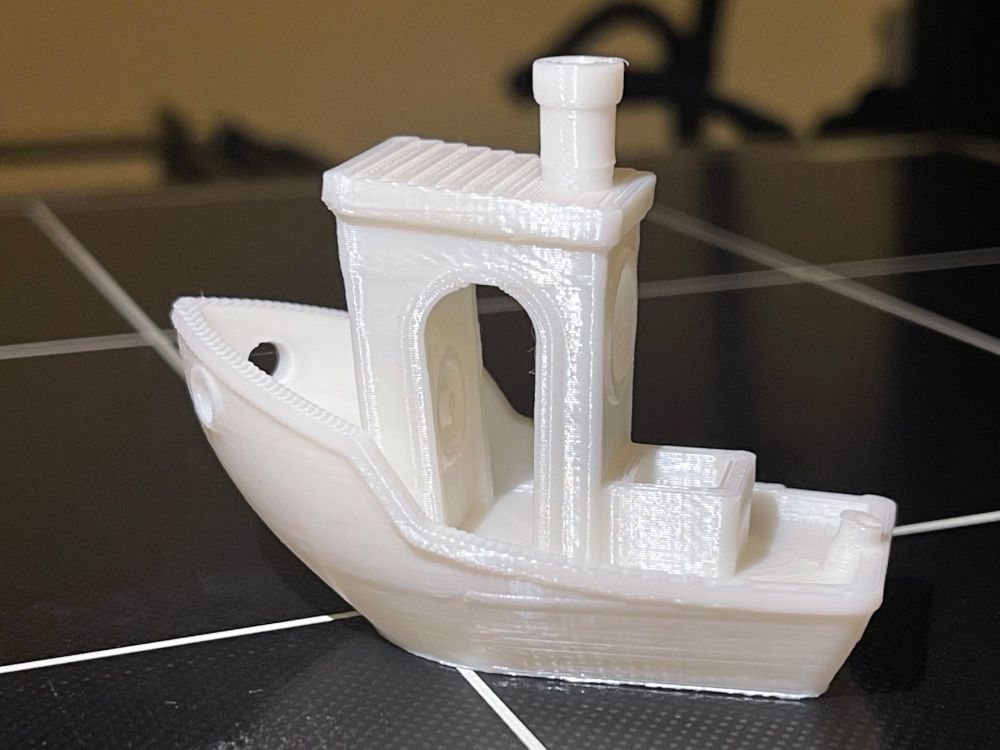
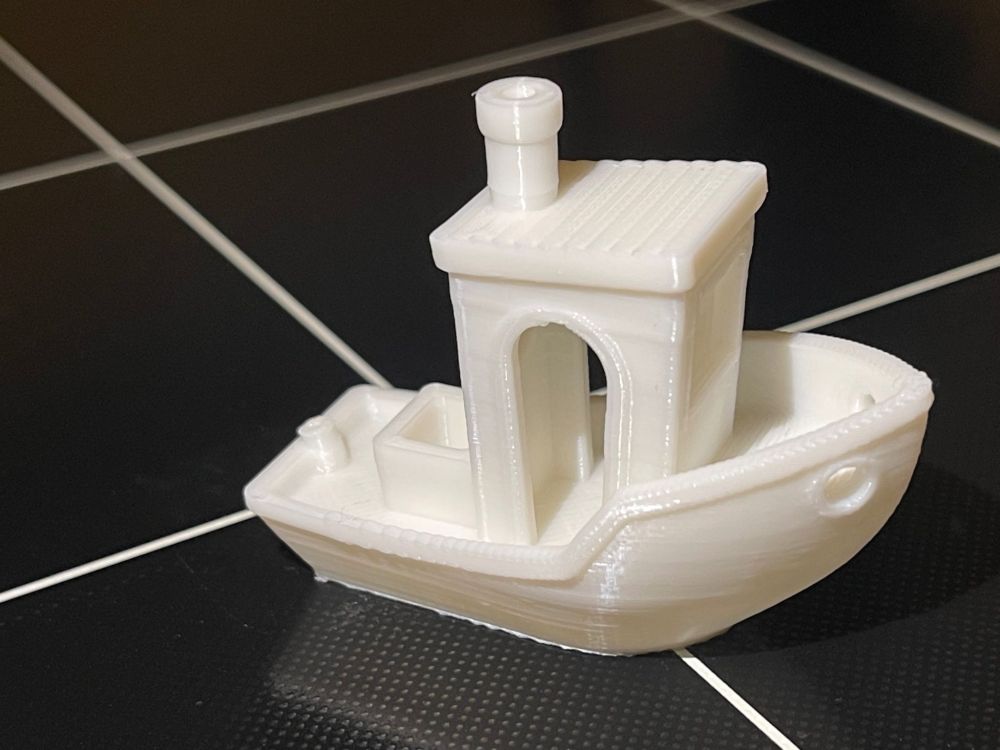
@fran6p Effectivement cela fait un petit moment que j’ai pas eu d’imprimante, la dernière était là geetech pro b mais elle m’a tellement rendu fou sur de grand print à la fin que j’ai laissé tombé les gros print. Après entre des soucis personnels, le Covid et j’en passe c’était un peux la merde… j’ai laisser aussi un peux de temps pour voir les nouvelles évolutions et avoir une bonne printer, et comme je voulais repartir sur une imprimante récente et surtout de grand volume, les admins on gentillement pensé à moi, du coup je me remets à jours le système de purge est top effectivement !! Le pied d’éléphant à la base est sûrement dû au raft qui était inutile d’ailleurs sur le cube…mais je l’ai pas sous les yeux la, et j’ai oublié de le retirer sur le Benchy aussi que je viens de faire… d’ailleurs le Benchy sort plutôt pas mal aussi hormis quel petits défauts leger, à voir si cela viens de mes réglages ou du trancheur, c’est le Benchy qui était fournit sur la sd, mais il est quand même plutôt bien réussi dans l’ensemble. Il faudrais que je refasse ma garde robe en filament, car j’ai que du PLA gris et blanc et une bobine de TPU noir, prochain print sera un grand cobra, et le teste du TPU de Sainsmart. Place aux photos dont une du raft du benchy qui lui a aussi fait un petit bourrelet lors du retrait… imprimé à 195° :

 1 point
1 point -
parfait, il ne nous reste plus qu'à l'analyser Et... il y a toujours une première fois, pas de panique Oui, file va ! canaillou1 point
-
bonjour problème résolu comment je ne sais pas comment merci pour l aide1 point
-
Bonjour à tous, Je crée ce topic pour rassembler les informations concernant une imprimante type « Delta » : la FLSUN Q5. J'ai découvert ce forum en commençant à m'intéresser aux imprimantes 3D, et j'ai été rapidement convaincu qu'il m'en fallait une ! L'article de Stéphane sur Planète Numérique a attiré mon attention sur cette imprimante: http://www.planetenumerique.com/test-et-avis/tests-informatique/test-flsun-q5-une-imprimantes-3d,4736.html Je n’ai pas trouvé d’autre topic spécifique à ce modèle sur le forum (ni sur aucun autre d’ailleurs), cela me permet de mettre en avant un point ultra négatif de cette imprimante : Son nom ! En effet « Q5 » ne permet pas d’atteindre les 3 caractères minimum nécessaires pour beaucoup de moteurs de recherche, et même 4 pour celui du forum en particulier (enfin je crois) ! Et je ne sais pas trop si le nom du constructeur est FLSUN ou FLSUN3D ? L’imprimante FLSUN Q5 est de type « Delta » plutôt compacte, et ce n’est pas la première de ce type proposée par le constructeur chinois, elle succède aux Delta Kossel DIY, Delta Q Cricket, QQ, QQ-S … et peut-être d’autres que je n’ai pas vu. Pour résumer : · Volume d’impression cylindrique maximal de 200 mm de diamètre sur 200 mm de hauteur. · Structure métallique avec 3 rails alu 20x20, assemblage rigide et compacte (base avec alim 24v/600W fanless + électronique en haut). · Plateau chauffant genre « ultrabase » (0-100 ℃), 20cm diamètre. · Nivellement automatique 21+ 6 points. · Extrudeur unique style Titan + buse 0.4mm (0-260 ℃). · Impression de couches de 50 à 400 microns, vitesse jusqu’à 150mm/s. · Filament 1.75mm PLA/ABS/PHA/PETG/Flexible/HIPS/WOOD. · Reprise d’impression sur coupure de courant, mais pas de détection rupture filament. · Carte 32 bits (Makerbase MKS Robin Nano 1.2) + drivers TMC2208 amovibles silencieux (sauf pour l'extrudeur équipé d'un A4988 ). · Ecran tactile couleur (3.5’’ il me semble), interface anglais et chinois. · Port USB et carte micro-SD à l’arrière, · Firmware propriétaire (mais possibilité de flasher du Marlin d’après le groupe Facebook). · Autours de 250€ pendant le confinement depuis entrepôt DE. Disponible principalement via marketplace chinois (gearbest, banggood, aliexpress…). J’ai pas encore vérifié si je peux poster des liens vers les sites et code promos sur le forum. Elle est fournie en mode « DIY », donc à assembler soi-même après réception du colis, mais avec les parties les plus complexes déjà assemblées (axe + courroie + moteur ; socle + plateau chauffant ; boitier + alim + électronique) ce qui devrait garantir un montage facilité pour un débutant, enfin j’espère ! (Un seul type de vis par exemple pour tout le montage) J’ai trouvé peu de retours sur cette imprimante, quelques vidéos de testeurs (à prendre avec des grosses pincettes, comme pour toutes les imprimantes 3D !), quelques-uns avec des problèmes, quelques-uns enchantés, tous sponsorisés… J’ai quand même été plutôt convaincu par la sincérité de la vidéo de « Nerys » qui imprime en fond des visières Covid-19 à la chaîne avec une batterie d’imprimantes 3D, dont la FLSUN Q5 qui en crache toute une pile ! J’ai peut-être été naïf mais je suis joueur !! Mais j’ai surtout été littéralement hypnotisé par l’élégance du balai des bras faisant danser la tête d’impression au-dessus de sa création naissante ! Une imprimante Delta c’est trop cool Je l’ai commandée hier, j’espère la recevoir avant la fin du confinement (depuis l’entrepôt Allemagne, je compte 2 semaines). Je vous tiendrai au courant et je mettrai à jour ce topics ! @+ Philippe [Groupe Facebook et autres communautés] https://www.facebook.com/groups/120961628750040/about [article Planète Numérique] http://www.planetenumerique.com/test-et-avis/tests-informatique/test-flsun-q5-une-imprimantes-3d,4736.html [Site officiel FLSUN] Edit: le site officiel encore en version beta http://www.flsun3d.com/ [Firmware alternatif] https://www.facebook.com/groups/120961628750040/?post_id=593987384780793 [Divers] J'ai remarqué question l'utilisation des menus pendant une impression peut générer des mini pauses ou sorte de hoquet de l'impression (firmware d'origine). Donc à éviter ! Ce que je fait c'est que je positionne les menus sur la page ou on peut ajuster la température ou la vitesse voir la hauteur pendant que la tête descend ou pendant l'impression du 'skirt', voir pendant l'impression des supports. Et si j'ai à utiliser le menu je le fait lentement, une pression par une pression. Déballage, montage et première impression ici: Callibrage du e-step d'extrusion pour la FLSUN Q5: Etalonnage des dimensions d'impression: https://www.facebook.com/groups/2739512036307036/permalink/2744509645807275/ Fichier joint how to Calibration size Q5.rar Start/end code Cura: Sart gcode printer (edit: je l'ai modifié pour que la température 1ere couche soit prise en compte): G21 G90 ; absolute positionning M82 ; mode absolut extruder M107 T0 ; fan off ;M190 S{material_bed_temperature} ;M109 S{material_print_temperature} T0 M140 S{material_bed_temperature_layer_0} ; Set Bed temp layer0 M104 S{material_print_temperature_layer_0} ; Set Extruder temp layer0 M190 S{material_bed_temperature_layer_0} ; Wait for Bed temp M109 S{material_print_temperature_layer_0} T0; Wait for Extruder temp G28 ; home G92 E0 ; definir position G0 E3 F200 ; extrude 3mm a 200 G92 E0 ; initialise position 0 End Gcode printer (j'ai retiré le M84 pour éviter que le poids de la tète la fasse plonger encore chaude sur l'impression ! EDIT: cela peut se régler avec l'excentrique qui permet de serrer les roues du charriot sur le profil, celui de l'axe de la roue qui est seule de son coté sur le charriot. Surtout ne pas essayer le bloquer cette descente de la tête en tendant les courroies sous peine de les déformer). M107 T0 M104 S0 M104 S0 T1 M140 S0 G92 E0 G91 G1 E-1 F300 G1 Z+0.5 E-5 X-20 Y-20 F9000 G28 ;X0 Y0 ;M84 ;steppers off retire sinon la tete plonge de qq cm G90 ;absolute positioning Ligne de purge ( 1/2 cercle en périphérie au fond) en ajoutant ce start code dans l'onglet extruder: G92 E0 G0 F6000 X105 Y0 Z.3 ;G3 X0 Y105 I-105 K0 E30 F600 ; 1/4 tour G3 X-105 Y0 I-105 K0 E30 F600 ; 1/2 tour G0 F6000 Z15 G92 E0

 1 point
1 point -
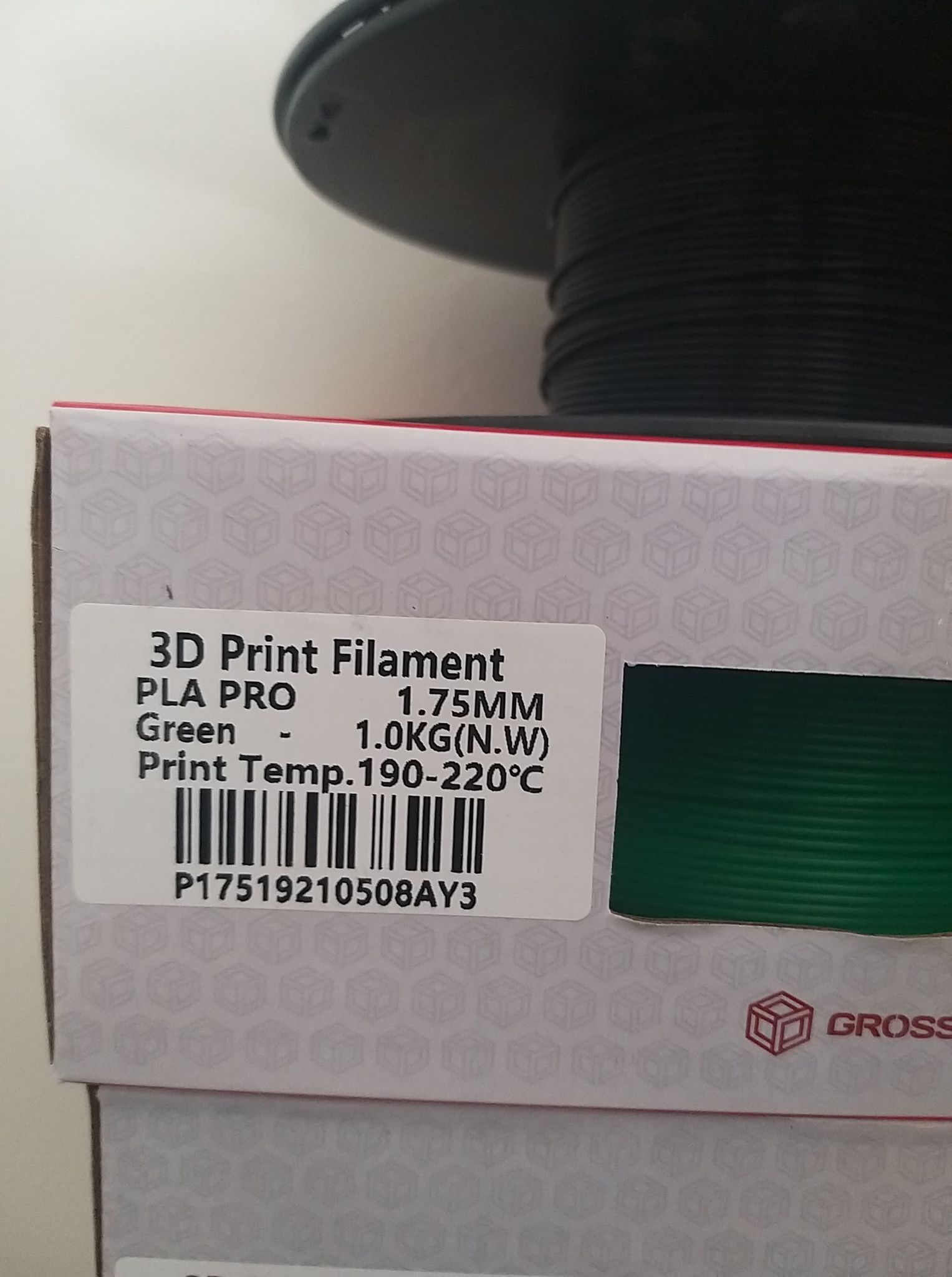
"pas glop" pour https://www.arianeplast.com/ il semble que leur entrepôt ai subit un incendie ce vendredi 18 mars ... https://www.google.com/search?q=incendie+arianeplast J’espère qu'ils vont vite s'en remettre et nous proposer de nouveau de bon filament ... Source image : https://www.republicain-lorrain.fr/faits-divers-justice/2022/03/19/sarrebourg-un-incendie-detruit-les-locaux-d-ariane-plast
 0 points
0 points