Classement



Contenu populaire
Contenu avec la plus haute réputation dans 10/11/2022 dans Messages
-
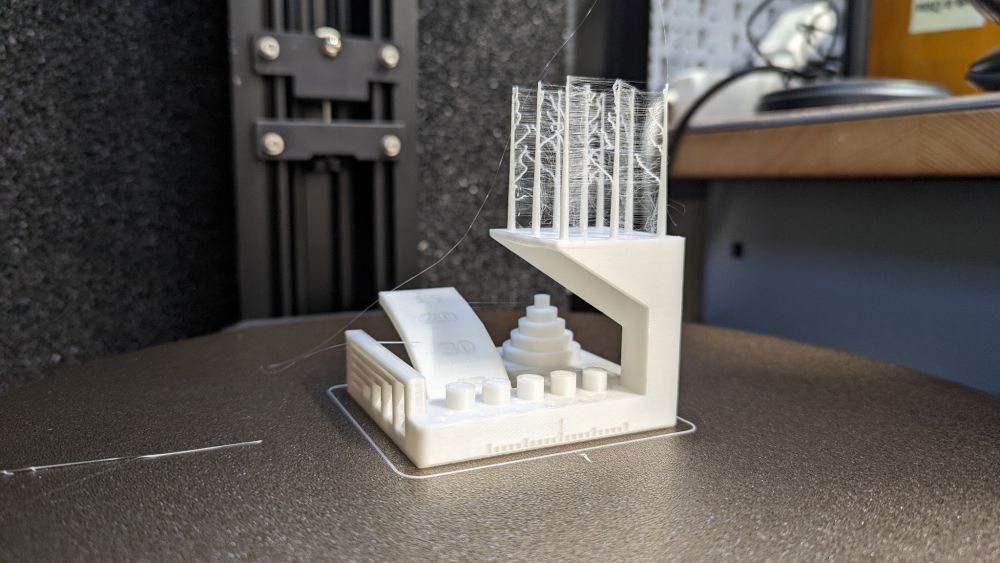
Bonjour tout le monde, J'ai reçu tout le système pour extruder, voila mes nouvelles impressions, je possède un réseau de trains électrique digital, mes impression consiste à faire des maquettes, échelle N soit 160 fois plus petit que le réelle Merci à tous pour les conseils Cordialement Raoul
 2 points
2 points -
Gridfinity - j'étais passé à côté de ce système de rangement (d'un peu tout et n'importe quoi) (sorti en avril 2022), c'est pourtant excellent (et il me semble qu'on n'en parle pas sur le forum, donc je copie-colle ce résumé que j'avais déjà préparé précédemment). Grifinity ("Grid Infinity") c'est un système de rangement générique qui est à la fois : - une spécification open-source (= un standard réutilisable) - un écosystème et une communauté, avec déjà de nombreux participants. Concrètement c'est "juste" : - une plateforme (une base) de taille quelconque avec un ensemble de cases 42mm x 42mm (soit des bases pour mettre au fond d'un tiroir Ikea, d'une caisse à outil, etc., soit des bases "customisées" par exemple pour placer sur un équipement spécifique, où la base aurait donc une forme adaptée) - un système de "godets" qui se place dessus de la base, de taille variées (1U = 1 unité, 2U = 2 x 1 = 84mm x 42mm, ou des 3x2, 4x2, etc.) Il y a pléthore de modèles de godets (paramétriques - sous F3D ou OpenSCAD - ou non), et notamment tout un tas de modules "ultra spécifiques" pour tel ou tel outil précis (un fer à souder TS100, des accessoires pour Dremel, des cartes SD, des sharpy, ...). Chacun peut bien sûr faire ses propres modèles (en partant d'un des templates fournis, ou d'un autre modèle). Avec tout plein d'avantages : - les godets sont faciles à saisir et il est aisé de sortir des pièces, et on peut mettre un label sur chaque godet (au marqueur, ou étiquette, etc.) - tout est compatible / stackable / empilable - tout est réorganisable au fil du temps (réorganiser les godets, transvaser des pièces dans un godet plus grand quand on en a trop, ...) - l'idée est d'avoir tous ses outils et pièces qui soient facilement accessibles / facilement présentées (plutôt que 36 boites avec des couvercles ...) - on peut bien sûr prendre juste quelques godets pour les emmener sur un projet etc. La vidéo introductive : Le repository avec le "catalogue" d'une grosse partie de pièces : https://github.com/jeffbarr/gridfinity-catalog Un exemple d'une plateforme "custom" (il y a bien sûr des bases plus simples pour mettre au fond d'un tiroir, par ex.) ici pour ma dernière imprimante (la Bambu Lab X1) : Ce qui donne çà ensuite : Il y a bien sûr des plateformes "accrochables" pour tout un tas d'autres imprimantes, des impressions verticales, des boîtes à outils pour transporter des godets, .... Evidemment, çà prend quand même un peu de temps et de filament d'imprimer tout çà ! (voir le lien sur la vidéo avec des "tips" ci-dessous pour qqs recommandations sur infill et autres, d'ailleurs). Autres liens : - Le reddit : https://www.reddit.com/r/gridfinity/ - Le discord : https://discord.com/invite/voidstarlab - Le site officiel (avec les specs) : https://gridfinity.xyz/ - La vidéo "non open source" d'un type qui avait réorganisé son garage sur ce même principe (mais qui lui revendait les modèles) et qui a servi d'inspiration (cette fois en open source) à Gridfinity : - Une vidéo de conseils pour Gridfinity :1 point
-
Tu as beau rouler vite avec ton R1, tu es toujours à la bourre mon bon @Titouvol . Le wash and cure a été abordé dans la page 1 .1 point
-
même pas, je dis "crayon à papier" . Non, actuellement, je ne suis plus tourangeau, mais dans la tête, je le serai toujours (le 37 vaincra! )1 point
-
Il va falloir que je reprenne tout depuis le début. L'un comme l'autre ouvrent des fichiers jpeg, bmp, etc... Et sont normalement capables de les transformer en fichiers gravables. Malheureusement, 99% de tout ce que je trouve est en anglais, cette langue maudites et sans aucune subtilités...1 point
-
bonjour a touts je regarde ce site il est super pour comprendre les imprimantes 3d merci1 point
-
Salutation ! Moi oui ! je suis sur Ballan Coucou voisin mais @pommeverte, lui non, il est loin de chez nous (il me semble qu'il dit "crayon de papier" et non "crayon de bois" ) mais tout de même en France1 point
-
Salut, mon point de vue sur le sujet. tu es debutant et les impriamantes sont toutes sauf fiable (a part si tu mets genre 10000 et que t'as un support a domicile, ce qui n'est pas ton cas) apres avoir galeré sur une delta ou des truc exotique je te conseilles mais ca reste un conseil: 1 imprimante avec du monde qui l'as acheté. 1 modele plutot fiable avec pas trop de retour negatif 1 modele avec une carte 32bit + alim 24V mini 1 modele simple a depanner /upgrader Perso je te dirais de regarder la ender 3 V2 qui pour 250euros fais le taf meme si elle est pas em 300x300. le 300x300 c'est plus cher et avec d'autres prob. inertie du plateau ou probleme de chauffe sur le plateau.... par exemple oula j'avais pas vu que tu voulais imprimer different de ce que tu voulait faire de base. ABS PLA. la du coup ca tiens plus la ender. et des truc a 500 en 300x300 c'est plus dans ton budget de 450 je sais pas ce que ca vaut mais voila une idee du prix de ce genre de machine qui n'a pas la dimension que tu demande https://www.amazon.fr/QIDI-TECH-Imprimante-Impression-dimpression/dp/B08TRGVLC9/ref=sr_1_6?adgrpid=71281688077&gclid=Cj0KCQiA37KbBhDgARIsAIzce16KX1cE1EbojE2TKpYWUGFY-tQpRxFgZZMGm8_ju3ZPcBMTttOD9C4aAt_FEALw_wcB&hvadid=601573072741&hvdev=c&hvlocphy=9109692&hvnetw=g&hvqmt=e&hvrand=9978408647152676629&hvtargid=kwd-379821191243&hydadcr=11023_2151769&keywords=imprimante+3d+nylon&qid=1668106298&qu=eyJxc2MiOiIwLjAwIiwicXNhIjoiMC4wMCIsInFzcCI6IjAuMDAifQ%3D%3D&sr=8-6 voila un lien pour l'impression du nylon https://www.makershop.fr/blog/comment-imprimer-nylon/1 point
-
Si c'est un 3Dtouch, alors c'est possible que ce soit lui le problème. Il faudrait faire un test de répétabilité (M48) si ce Gcode est activé dans le firmware. sinon, si c'est une ancienne version du BLTouch (v3.0,...), alors ça ne devrait pas avoir d'incidence. Tu peux néanmoins déposer la touche pour la nettoyer ainsi que le conduit dans lequel elle coulisse. Il y a ce sujet qui traite du même problème. La conclusion, pas réellement validée ou en attente de validation , c'est que les guidages avaient un défaut (défaut de forme des galets). Peut-être que tu pourrais vérifier l'état des guidages (propreté des rails, galets, usure des galets, réglages des excentriques,...). PS: t'as vu @PPAC, encore un tourangeau!1 point
-
Nouveau tarif équivalent chez Geekbuying : 771€ avec le code NNNLI3DFRV400 !1 point
-
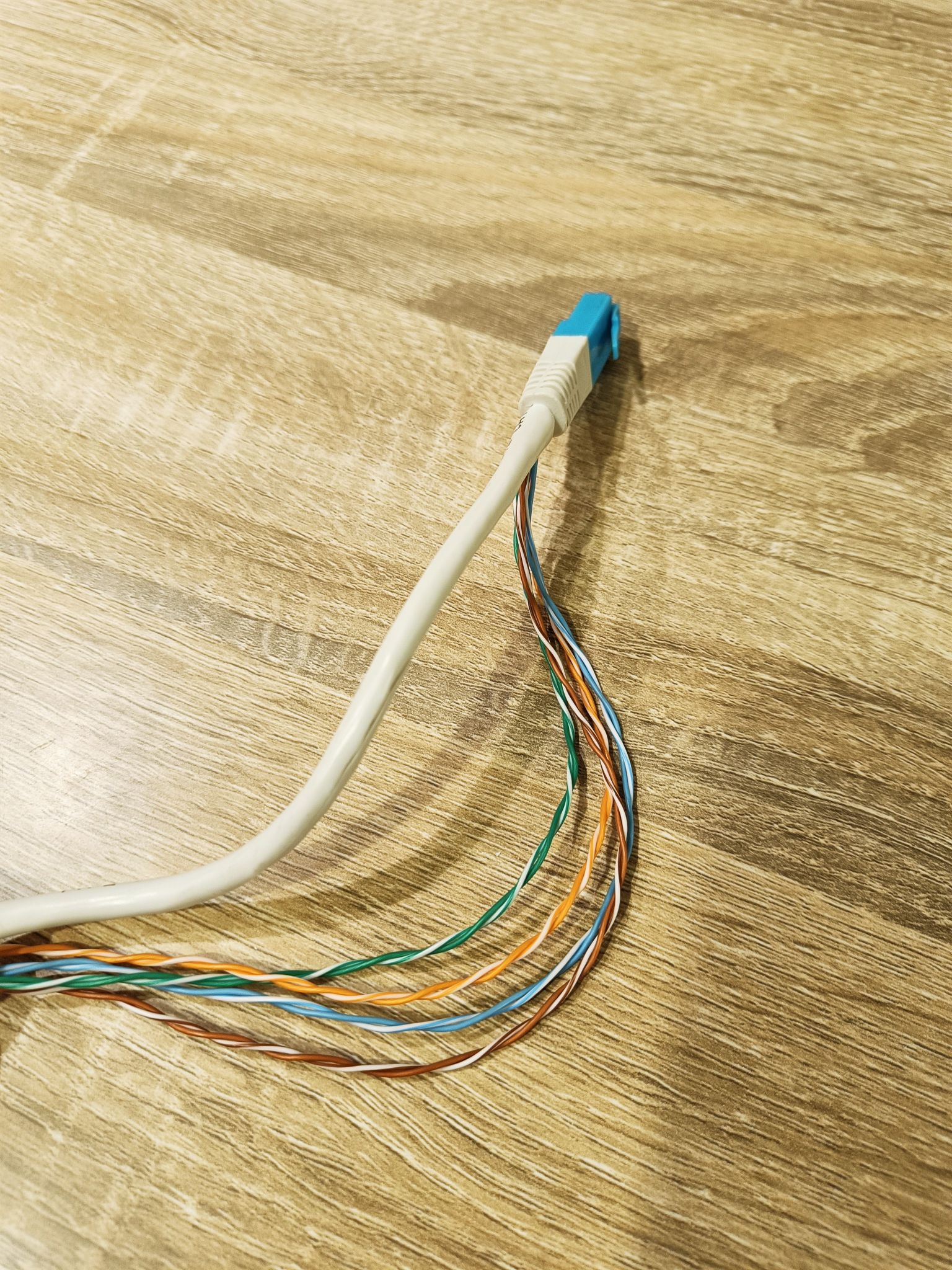
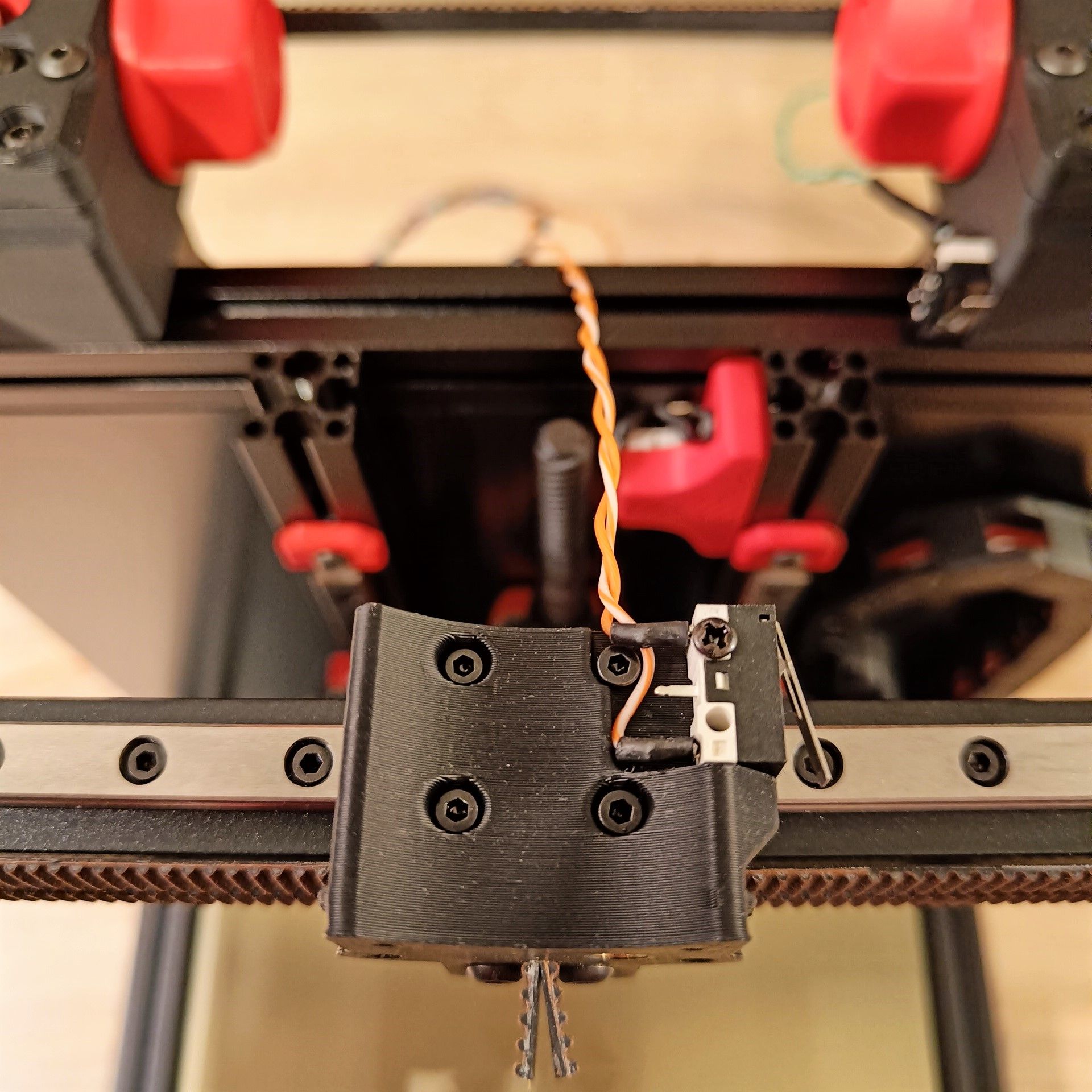
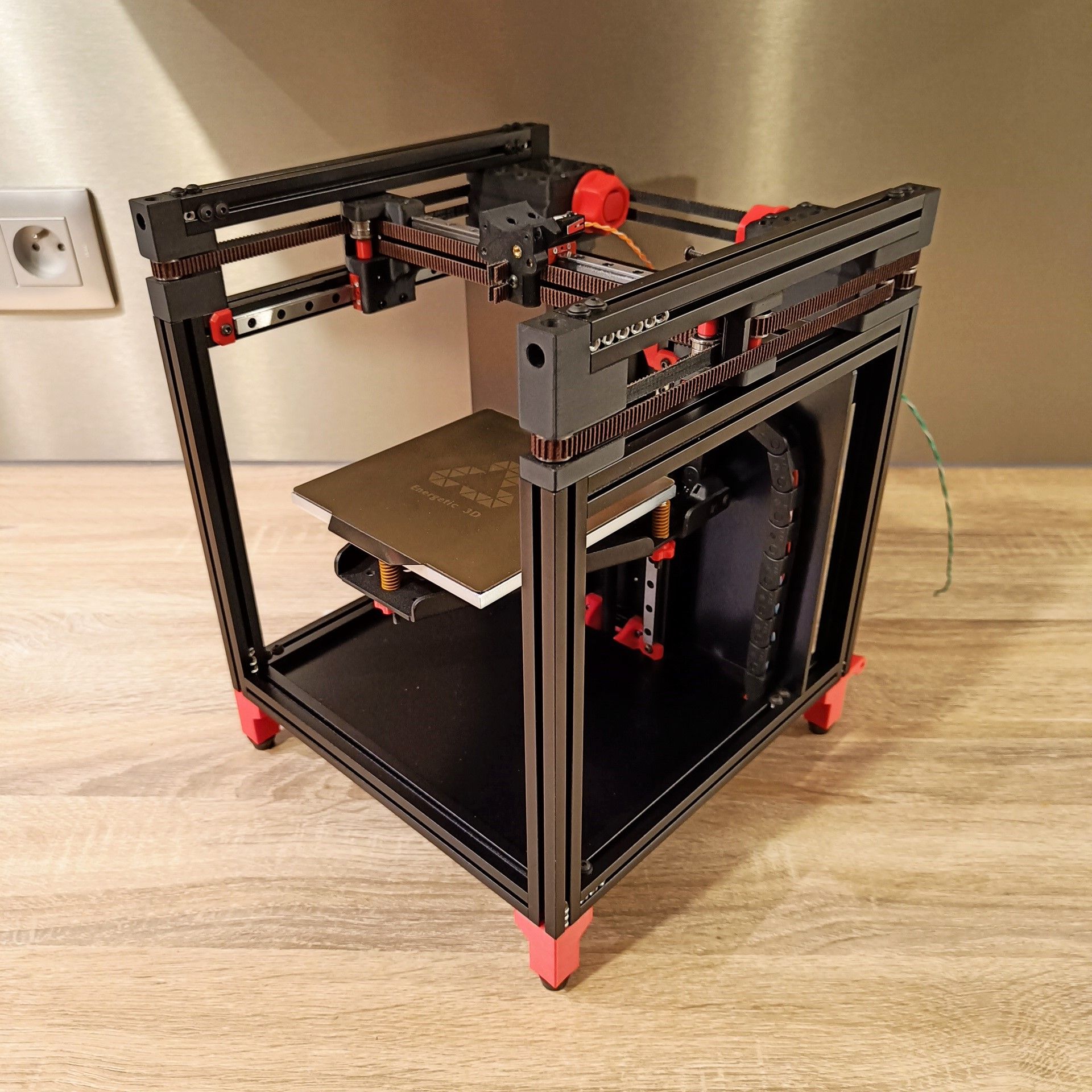
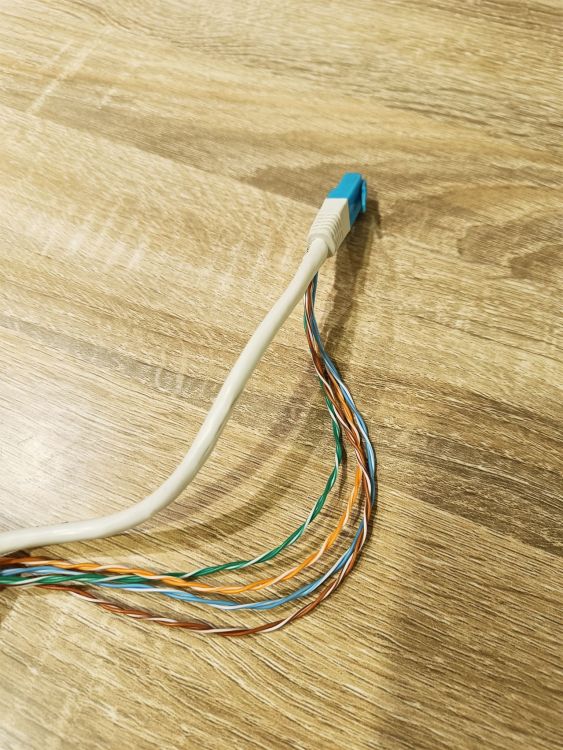
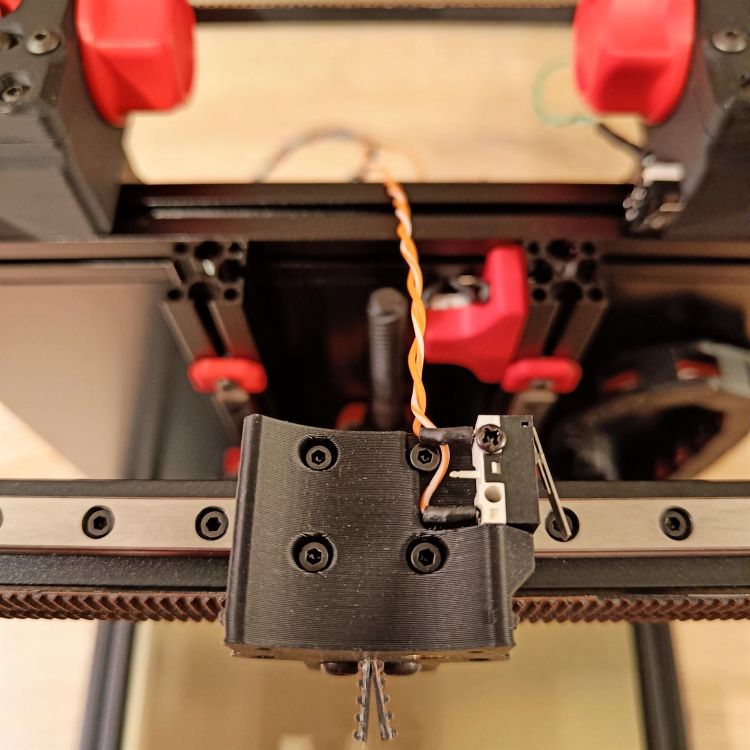
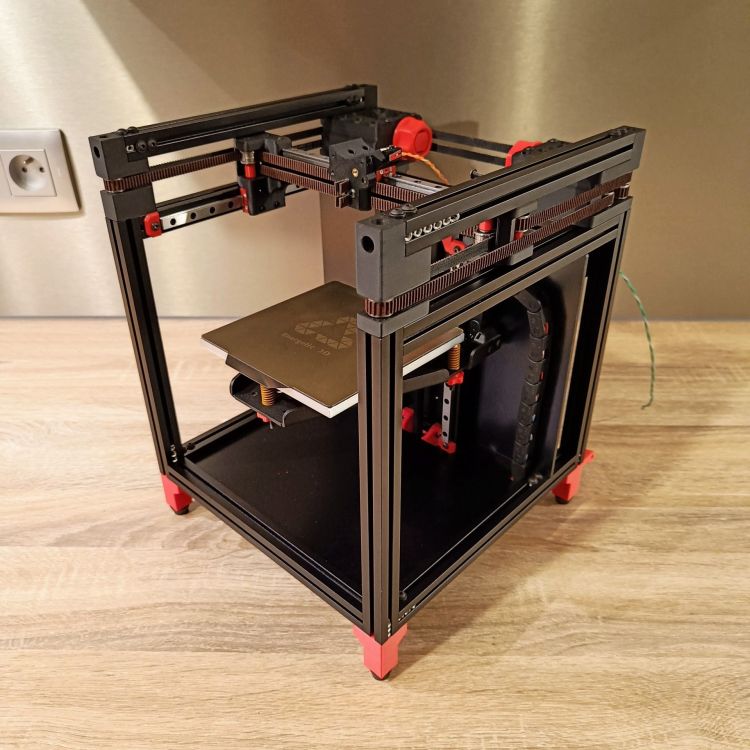
Récupération des fils AWG24 d'un câble Ethernet Cat5 : Câblage des Endstops XYZ : Lit chauffant monté avec son chemin de câbles :
 1 point
1 point -
Salutation ! Si il y a bien une personne physique différente pour chaque compte alors il n'y a pas de problème. ( cela nous a juste notifié que deux comptes utilisés une même IP et donc comme l'on n'autorise pas de compte doublon pour une même personne physique on envoie un message Privé pour expliquer ... ) Donc bonne continuation a vous deux.1 point
-
pour les fichiers STL Sketchup marche très bien pour faire des mesures Up: la version free n'a pas la possibilité d'ouvrir ni STL ni les autres....1 point
-
En gros oui la facture est plus lourde mais cela me semble plus qualitatif par rapport a tes attentes que la X2, je t'invite a passe dans la section Creality poser la question savoir si un firmware existe déjà pour porté la S1 Plus en gestion de température jusque 300°c (cela t'évite de devoir configurer et compiler un firmware toi même, pas sur que cela te branche ), a moins que modo @fran6p qui connais bien mieux les firmware existant pour les imprimantes Creality passe dans le coin. Après oui tu as deviner avec ce type de matière il te faut un caisson ou éviter les écart de température et maintenir une température minimum présente sous peine d'avoir les pièce qui warp voir de délamine en court d'impression. Un filtration via filtre hepa+charbon est a prévoir aussi autant que possible.1 point
-
Bon, j'ai eu le fin mot de l'histoire. Pas le début mais la fin oui. Je ne sais pas pourquoi ma buse s'est bouchée initialement. Peut-être à force d'imprimer du PLA Wood, peut-être juste la faute à pas de chance. Ca, je ne le saurais surement jamais. Par contre tous mes soucis par la suite ont été causé par le même problème et effectivement c'était bien un soucis d'étanchéité. C'était lié au heatbreak (le seul truc que je n'avais pas changé). Cette saleté était tordue. Pas beaucoup. Il formait un angle d'environ 3° avec le bloc de chauffe. Mais assez pour que mon PTFE, coupé bien droit lui, laisse passer du PLA. Je pense qu'à un moment j'ai dû forcer un peu trop en vissant la buse ... My bad. Bon, j'ai pas tenté de couper mon PTFE avec un angle de 3° J'ai juste changé le corps et le heatbreak et ça marche au poil ! En tous cas, merci à @Titi78 et @MrMagounet pour vos conseils1 point
-
Salut, Dans Cura, tu as une extension "measure tool" qui permet de mesurer la distance entre 2 points. Ca peut dépanner...1 point
-
3dbuilder fourni avec windows 101 point
-
Alors pour la Ender 3 S1 et la S1 pro les 2 on la même taille de plateau 220x220 la Ender3 S1 plus elle est en 300x300 la S1 pro a juste une tête modifier pour supporter les haute temp° et le firmware adapter. Pour les Artillery SideWinder X2 je les connais plutôt bien aidant la communauté depuis plusieurs années, tu as un surface de 300x300x400 après ce qu'il faut savoir : - Le bed est pas exceptionnel la surface ultrabase est a mon sens moin bien qu'une surface magnétique PEI comme équiper sur les Crealty Ender 3 S1 Serie - On a un auto nivellement mais le capteur 3Dtouch Artillery est pas terrible contrairement au CRtouch de Creality qui fonctionne bien, mais j'ai crée un tuto qui explique comment passer a un capteur de nivellement BLtouch par exemple beaucoup plus fiable. - Sur les X2 et Genius pro sortie après Février 2022 on arrive toujours pas Flasher de firmware TFT custom qui permettrait de debloquer certain possibilité de la machine mais côté ender3 S1 serie j'en sais rien j'ai pas ete voir - Par contre est vendu en Supplément une tête Full Metal qui permet d'imprimer a au moins 280°c voir de s'approcher des 300°c (mais la j'ai quelques doutes quand même), cette tête est vendu complète 80€ environ et artillery fournit un firmware Marlin qui prend en compte la monter en température possible avec cette tête all metal. P.S : Pour passer une imprimante a un usage qui approche les 300°c il faut changer le Heatbreak par du all-metal ou bi-metal, mettre une sonde de température adapter et Flasher l'imprimante avec un firmware Marlin configurer pour la nouvelle sonde et augmenter les valeur de temp° max supporter par l'imprimante.1 point
-
Un Wash & Cure 2 et une Photon M3 sa passe pas non plus je sais c'est ce que j'ai mais en même temps mettre le plateau complet dans le wash & cure jen e le fais pas je met que les pièces car sinon on sature très vite l'ipa ou l'ethanol de résine.1 point
-
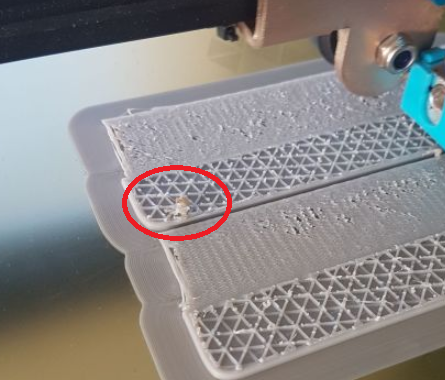
C'est vrai que le PETG peut être imprimé sans ventilation, mais perso je laisse quand même tournée le ventilo à bas régime (20-30%) et je monte à 60% pour les ponts. Le PETG peux légèrement collé à la buse lorsqu'elle touche la ligne adjacente, ce qui peux causer ce genre de boulettes. Je pense qu'il faut jouer sur la température d'extrusion et la ventilation. As-tu aussi bien calibrer ton extrudeur avec le test des 10cm?
 1 point
1 point -
Tu sais, tu n'es pas obligé de changer d'imprimante à chaque fois que le bloc de chauffe est HS ... Je sors .........1 point
-
j'imagine que c'est un bloc de chauffe en alu ? tu fais bien le démontage à chaud ?1 point
-
Moi pour la bonne raison que j'ai remplacé immédiatement l'extrudeur plastique originel par un en aluminium1 point
-
Hello, le problème a l'air de se poser lors de l'impression de pont... Je ne vois pas de ventilateur pour refroidir le filament en sortie de buse. Le problème peut venir de là.1 point
-
Salut @Asterix785 et bienvenue sur le forum, Tu peux suivre les instructions de ce message. Si ça fonctionne, ça motivera peut-être @Catherine pour l'appliquer1 point
-
en effet après une petite recherche c'est bien le nouveau firmware qui est en cause cette petite vidéo le confirme1 point
-
Oui, il faut fermer les volets, cela devrait résister. Je ne sais pas comment est conçu la détection de fin de filament sur cette bécane, le capteur est peut-être HS ou mal positionné dans la tête1 point
-
Ma dernière impression sur Anet e10 couche : 0.27 fil Ariane Plast Pla Recyclé noir 1.75 mm slicer : simplify3d Echelle de l'impression: 1/22.5



 1 point
1 point -
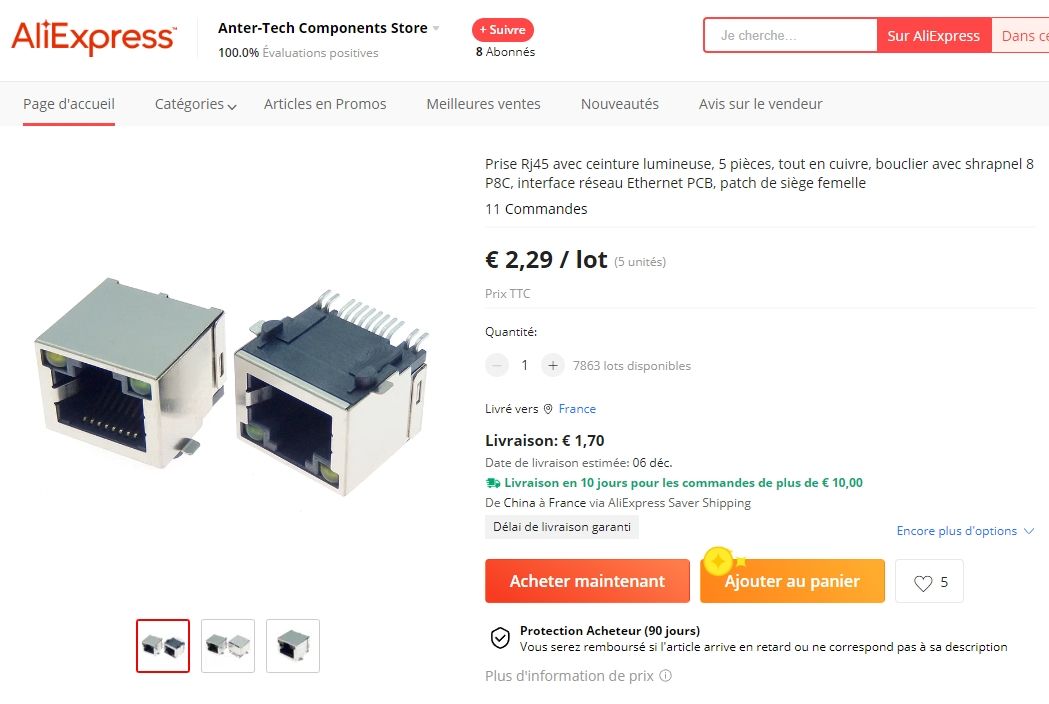
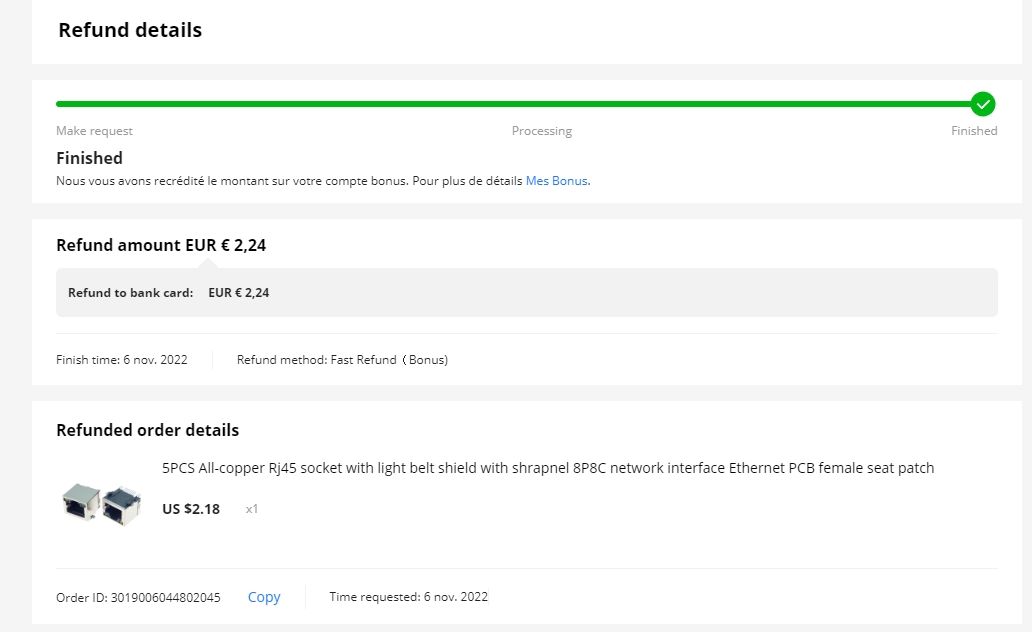
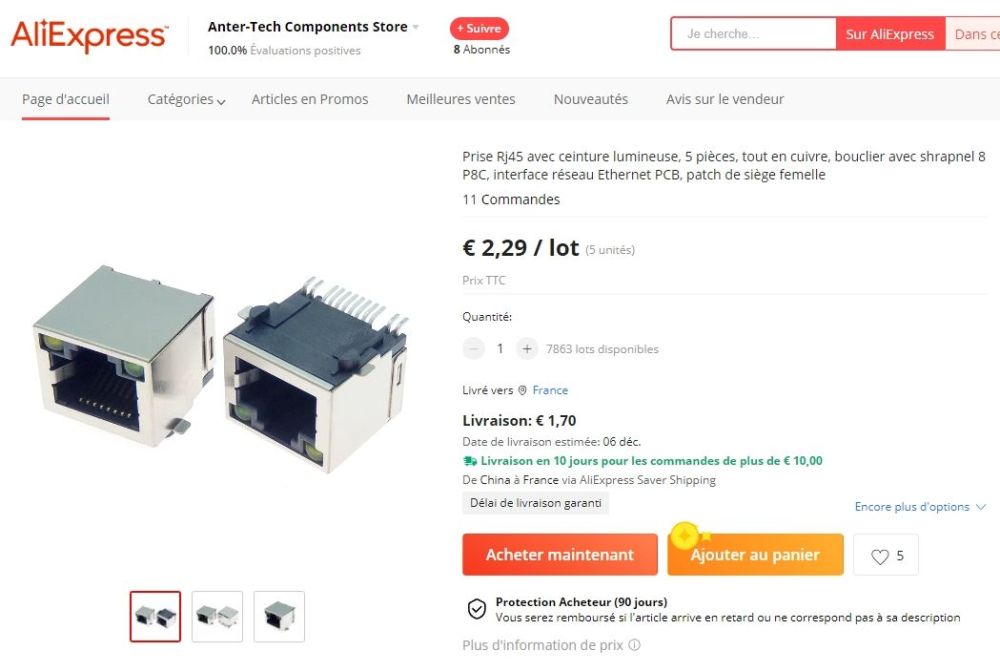
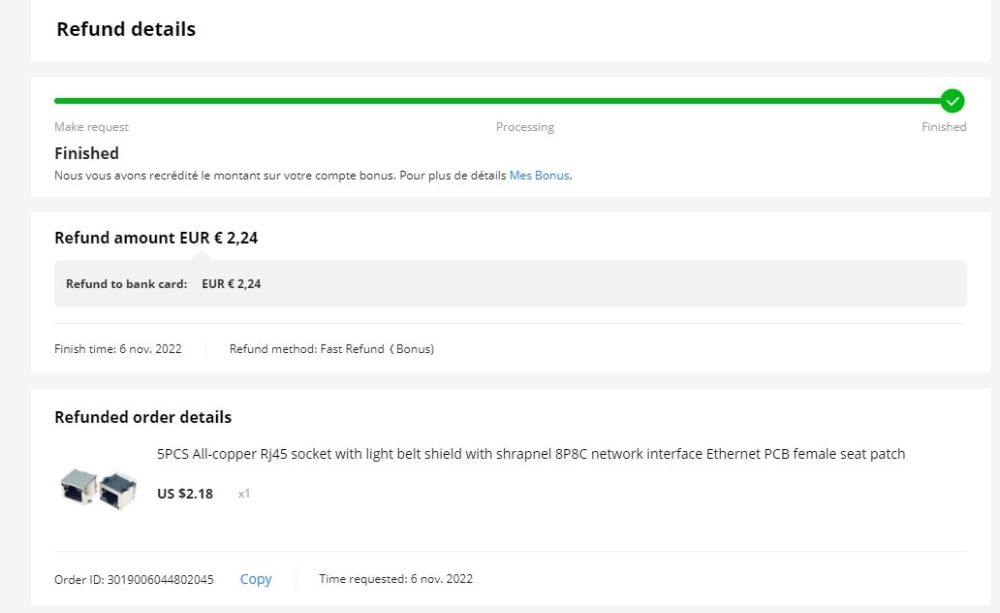
Et voici : Prise Rj45 Avec Ceinture Lumineuse, 5 Pièces, Tout En Cuivre, Bouclier Avec Shrapnel 8p8c, Interface Réseau Ethernet Pcb, Patch De Siège Femelle - Connecteurs - AliExpress Mais comme évoqué j'ai reçu le modèle sans LED. Aliexpress font bien les choses, ils m'ont remboursé car pas le bon modèle livré. Mais entre-nous ça le fait sans acun soucis, donc très bon deal ici...
 1 point
1 point -
Salutation ! Après m'être longuement concerté. Je me dis que tout vient d'une barrière de langues ( la virgule, le séparateur de décimale en français, se retrouve remplacé par un point en anglais ... donc possible source d'erreur. ex : 1000,05 (fr) = 1,000.05 (en) (et étrangeté pour moi, on réutilise la virgule pour autre chose en anglais ... ) ) Donc je ne vais pas, pour le moment, verrouiller le sujet. Mais je vous prie de recadrer la discussion, c’est-à-dire, de bien discuter et argumenter sur les points techniques et machines et non sur les personnes. Bonne continuation à tous.1 point
-
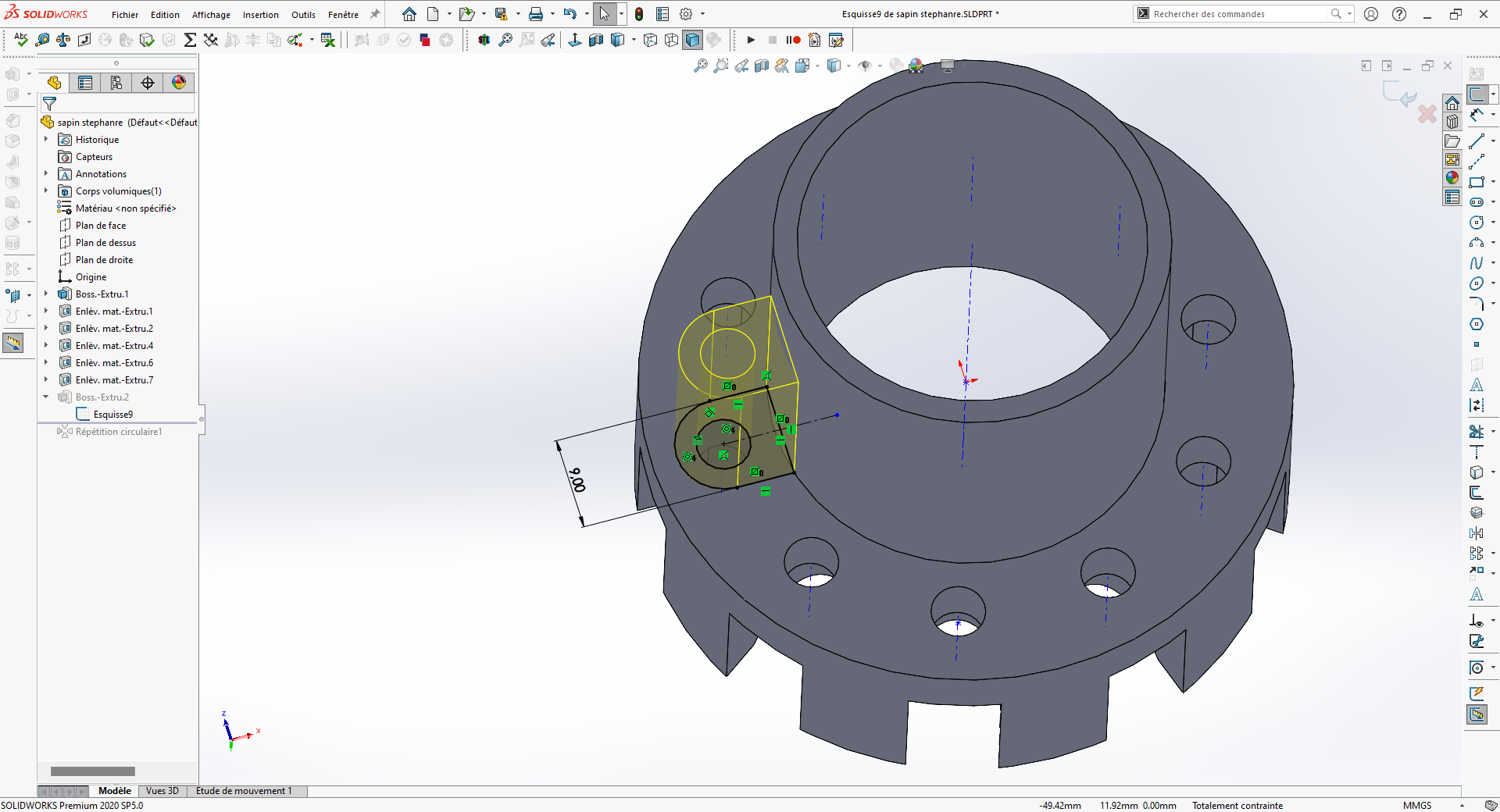
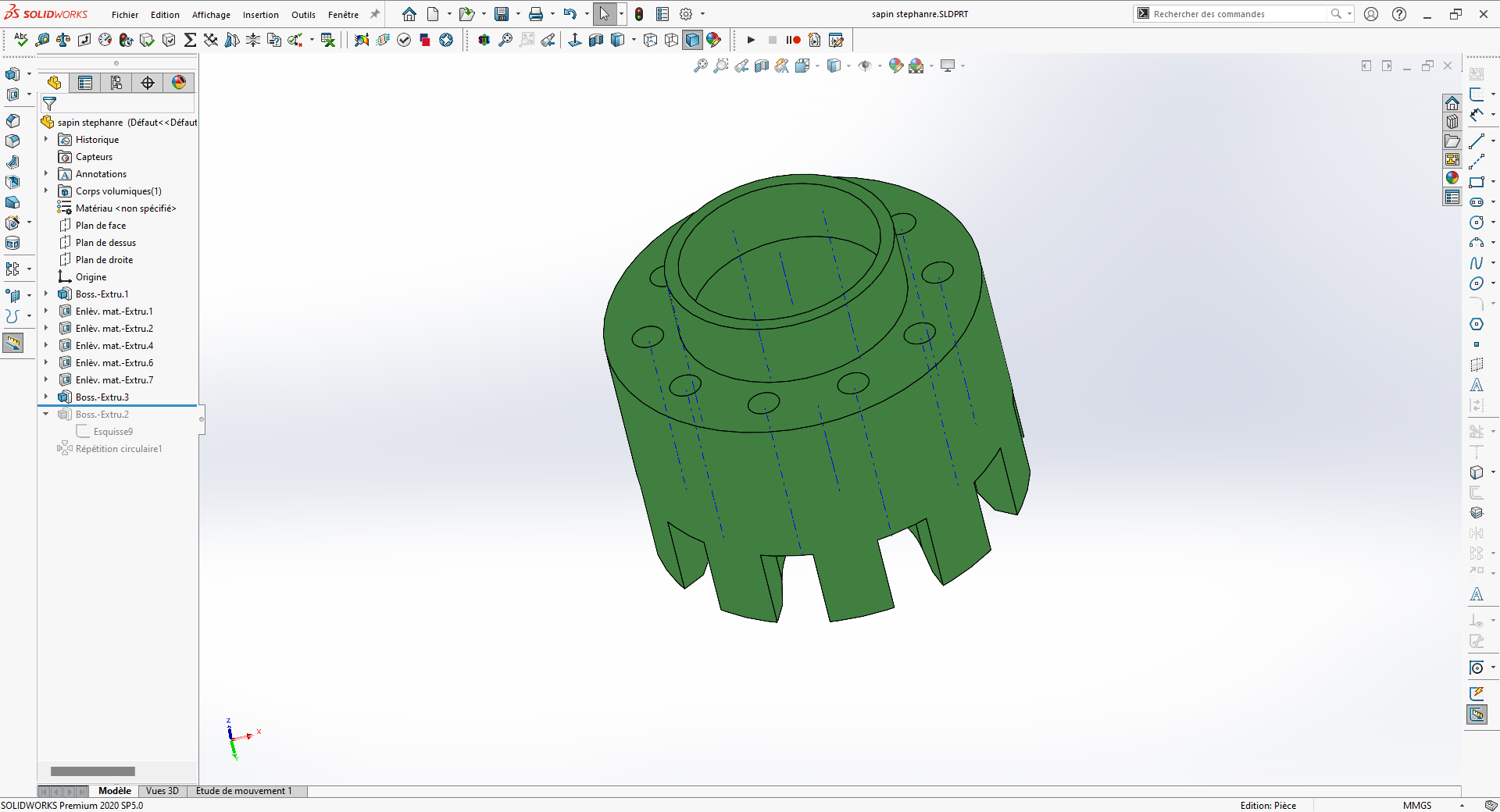
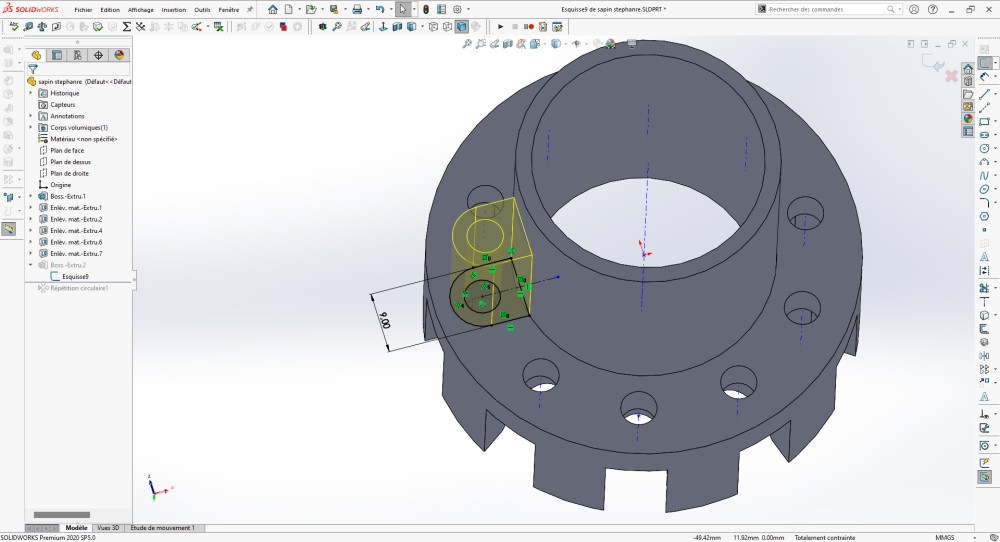
bonjour, La première question à se poser c'est: Quelles sont les surfaces fonctionnelles (surfaces qui sont en contact avec un autre objet)? Sur un bout de papier tu dessines (sans échelle) juste la forme de ces surfaces. Il te restera à mettre de la matière autour. Là tu passes sur la CAO. Par exemple, les évidements de forme triangulaire sont-ils nécessaires? La pièce originale devait sans doute être moulée, toi tu la fabrique avec une imprimante 3D, donc tu n'as pas les mêmes problèmes de fabrication. Tu peux faire des formes pleines si tu le veux. Pour augmenter la solidité de ta pièce supprime tous les angles vifs de raccordement. Mets des congés (arrondis).1 point
-
Salut, Je n'ai peut-être pas bien compris la demande, mais il me semble qu'il suffit d'extruder une esquisse puis de la répéter 10x: ceci dit, si l'original a cassé au niveau des 10 trous, il vaudrait peut-être mieux la faire pleine :
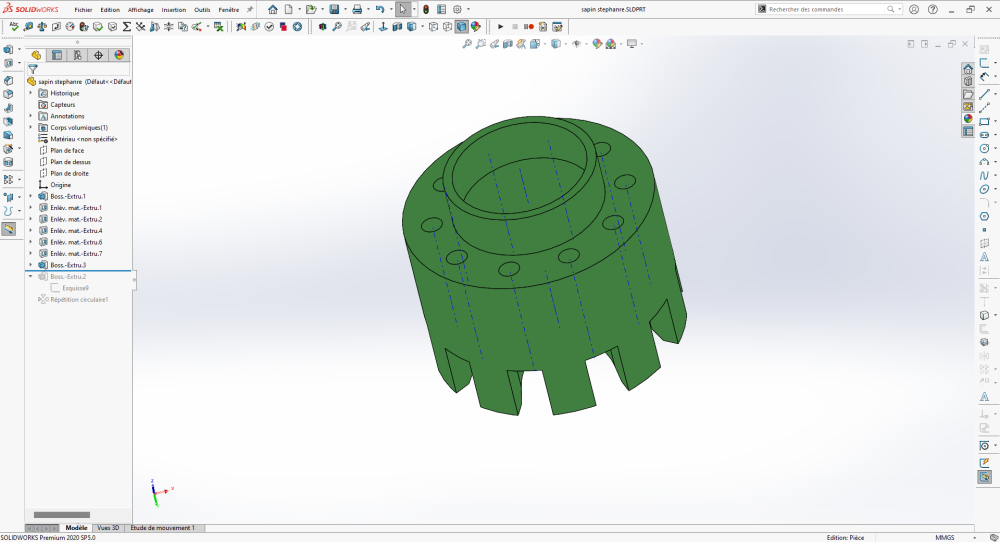 1 point
1 point -
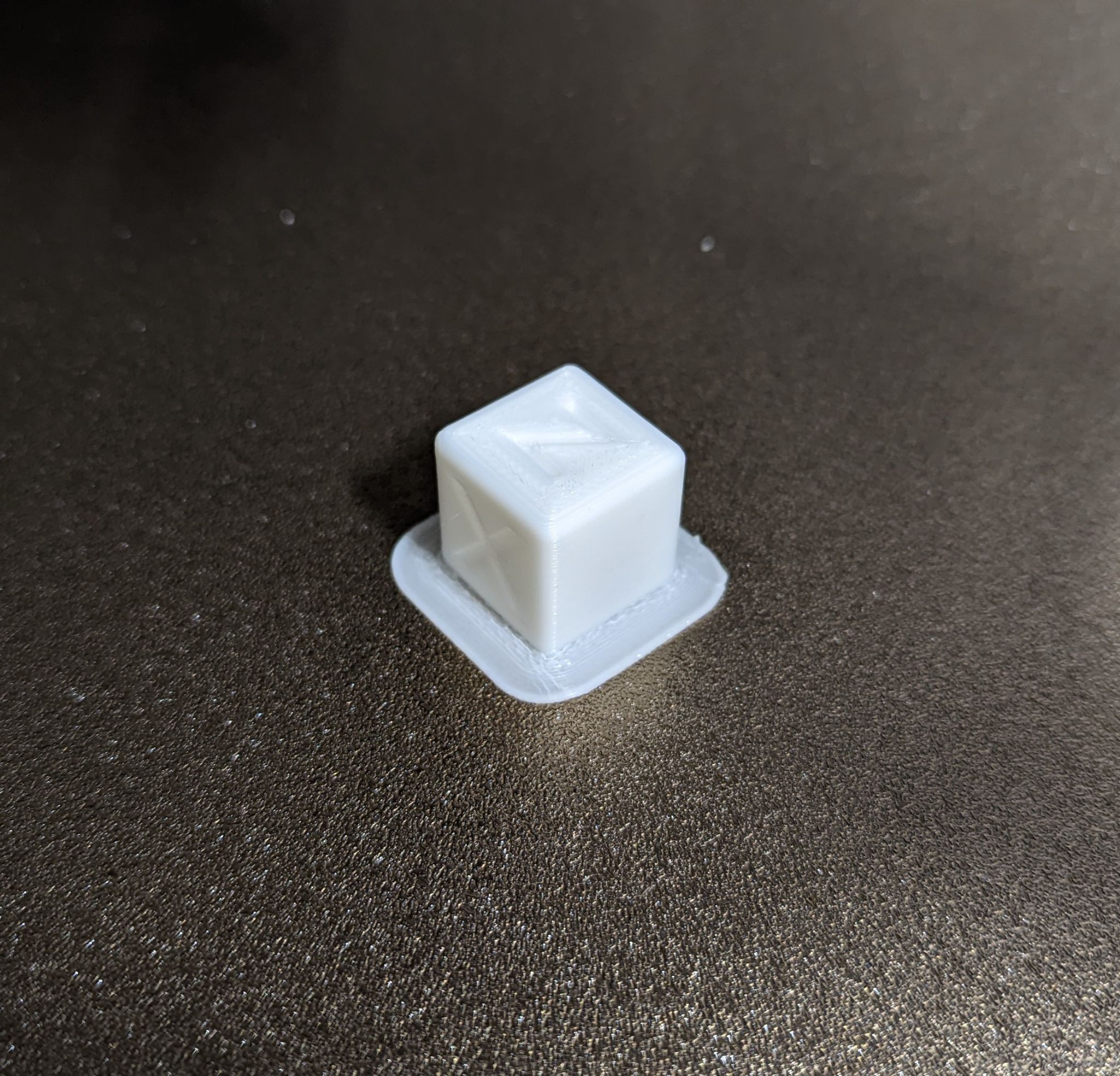
Avant d'attaquer le tranchage, j'ai lancé un des prints présents sur le stockage de l'écran, un benchy sorti en moins de 15 minutes à 250 microns ! C'est toujours difficile de prendre des photos de prints, surtout en blanc, avec les LED qui font apparaitre toutes les couches mais... c'est très propre, surtout à cette vitesse ! Ensuite, j'ai installé le profil pour Cura 5.0 fourni sur la clef USB (encore une fois avec une doc d'installation précise) dans Cura 5.1.0. Il semblerait d'ailleurs que ce profil ait été fait par @Guilouz J'ai commencé par un cube de calibration sans toucher aux réglages : Le cube est clean mais j'aurais dû désactiver le brim qui, bizarrement, était de plus en plus écrasé à l'approche de l'objet, j'ai même cru que ma première couche n'était plus bonne Ensuite, j'ai fait le KKS Tortur Test sans brim mais avec une ligne de skirt et en mettant l'initial layer flow à 100% au lieu de 120% et l'initial layer line width à 105% au lieu de 100, je préfère ainsi pour l'accroche de la première couche : Il faut aussi penser à désactiver le jerk dans Cura puisque c'est géré par Klipper (sinon ça fait une erreur dans la console à chaque commande M205) : C'est sorti en 90 minutes ! Dans l'ensemble c'est très bon mais j'ai vu mieux en terme de pontage. Rien à dire sur l'overhang et les pointes des pics qui sont propres malgré la vitesse. Par contre, ce stringing (totalement absent sur le Benchy) Avant d'attaquer la suite, j'ai déjà fait un test d'extrusion. Il sort 99mm pour 100mm demandé, c'est très bien Je n'ai pas fait de PID car les courbes sont bonnes. J'aimerais par contre modifier le script de démarrage pour faire le homing avant la chauffe et surtout décaler la buse sur le bord du lit avant celle-ci. Actuellement la buse chauffe au milieu du plateau et le plastique qui peu suinter peut tomber au milieu du plateau... Chiant d'avoir à surveiller ça quand on lance un print dans une pièce à côté (pas trop loin hein en cas de départ de feu) EDIT : voila mon nouveau Start G-code : Avant : G21 G90 M82 M107 T0 M140 S{material_bed_temperature} M104 S{material_print_temperature} T0 M190 S{material_bed_temperature} M109 S{material_print_temperature} T0 G28 G1 F3000 Z1 G1 X-150 Y0 Z0.4 G92 E0 G3 X0 Y-130 I150 Z0.3 E30 F2000 G92 E0 Après : G21 G90 M82 M107 T0 M140 S{material_bed_temperature_layer_0} M104 S100 T0 G28 BED_MESH_PROFILE LOAD=default G1 F3000 Z370 G1 F3000 X-150 M190 S{material_bed_temperature_layer_0} M109 S{material_print_temperature_layer_0} T0 G1 F3000 Z1 G1 Y0 Z0.4 G92 E0 G3 X0 Y-130 I150 Z0.3 E30 F2000 G92 E0 G1 E-0.8 F1800 J'ai juste ajouté un déplacement de la buse au niveau du point de départ du prime avant la chauffe et un petit retract en fin de prime EDIT : comme me l'a fait remarquer @Guilouz, y'avait pas le chargement du mesh dans le G-Code de démarrage. Je l'ai donc ajouté même si visiblement c'est plus clean via une macro directement dans Klipper



 1 point
1 point -
Salut @fafa33, aurais-tu des photos de tes impressions avec ce défaut ? Cela se produit depuis la première impression ? Un décalage en X et Y en même temps, ça ressemble à un des 2 moteurs X ou Y qui saute des pas.1 point
-
Le PLA ne "fond" pas dans l'eau, c'est une légende urbaine. Donc tu peux sans problème l'utiliser en milieux humide. Ça risque rien. C'est plus la chaleur que l'humidité qui peut provoquer son altération.1 point