Classement


Contenu populaire
Contenu avec la plus haute réputation dans 06/05/2023 Dans tous les contenus
-
Un 3Dschmilblickographe ?3 points
-
L'extrudeur ci-dessous se montera sans dificulté sur ton imprimante: En plus c'est un multi filament!
 2 points
2 points -
Demain, c'est dimanche => repos pour les braves1 point
-
laisser une thermistance brancher sur la carte mère ne présente aucun risque si c'est ta question il ne s'agit que d'une résistance variable. Pour ce qui est du firmware il y a plusieurs élément qui pose soucis si tu débranche la thermistance, le tout lié au sécurité thermique par exemple on indique un valeur de témpérature minimal ambiante supporter pour l'impression souvent vers 10°C donc rien que cela si tu ne supprime pas cela et retire le thermistance tu auras pour marlin une resistance infinie et donc du -15°c lu par marlin et donc sécurité, il y a peut être d'autres éléments ailleurs de mémoire comme cela je ne saurais t'en dire plus.1 point
-
Très bien, alors je monte simplement le End-stop. -- Super info @PPAC, après avoir rebranché la thermistance pour faire l'essai, l'impression se déroule normalement. C'est donc de là que vient le problème. @MrMagounet Pensez-vous que démonter le thermistance de la tête d'impression pour la laisser branchée sur la carte soit une bonne idée? Sinon sauriez-vous quoi modifier sur le firmware? En vous remerciant tous les deux!1 point
-
sur une X1 oui pas de regalge de Zoffset a effectué en effet tu n'est que le capteur de fin de course Z a ajuster c'est le plus efficace, après tu ne peux de toute façon pas monter a 76mm un Zoffset avec un 3Dtouch car cela veux dire que la buse toucherais 76mm avec le palpeur le bed donc tu aurais un gros soucis la Sinon pour ton soucis d'extrusion a froid en effet dans le firmware il y a peut être une sécurité pour prevenir de tous risque de casse, faudra voir de ce côté.1 point
-
Salut, Après réflexion, je ne pense pas qu'un diode solutionne le problème. Est-ce que tu pourrais nous donner des infos sur ton relai SSR? la référence du transistor Mosfet qui est utilisé?1 point
-
quand j'imprime, le doigt est bien rentré , pas de soucis C'est bon, j'ai la solution à mon problème. Il faut ajouter une ligne de commande dans le printer.cfg dans le [bed mesh] Horizontal_move_z : ... tout est revenu à la normale, ja partage , ca peut aider.
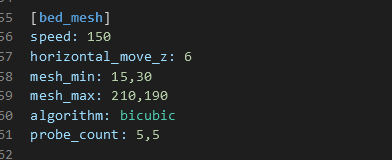 1 point
1 point -
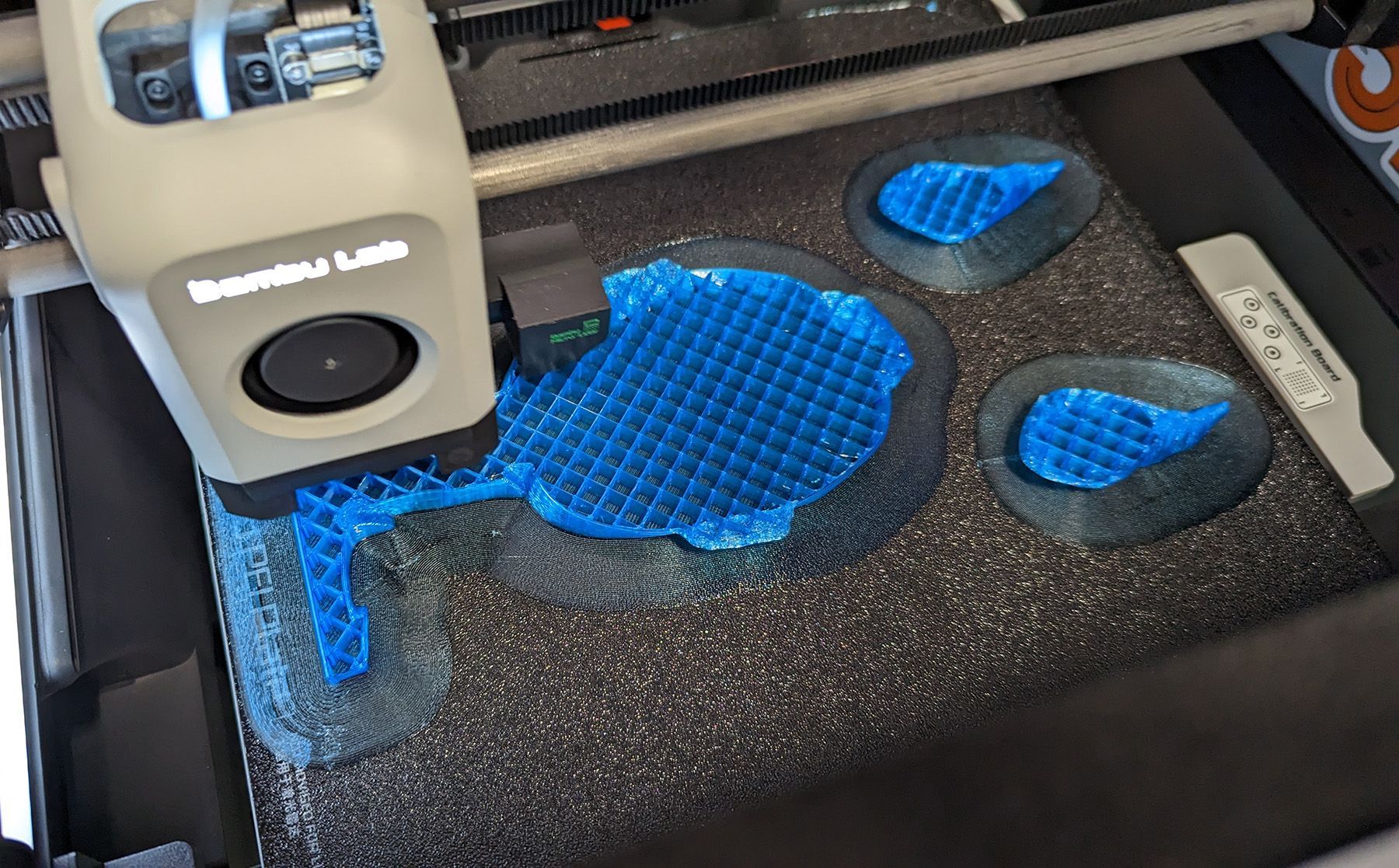
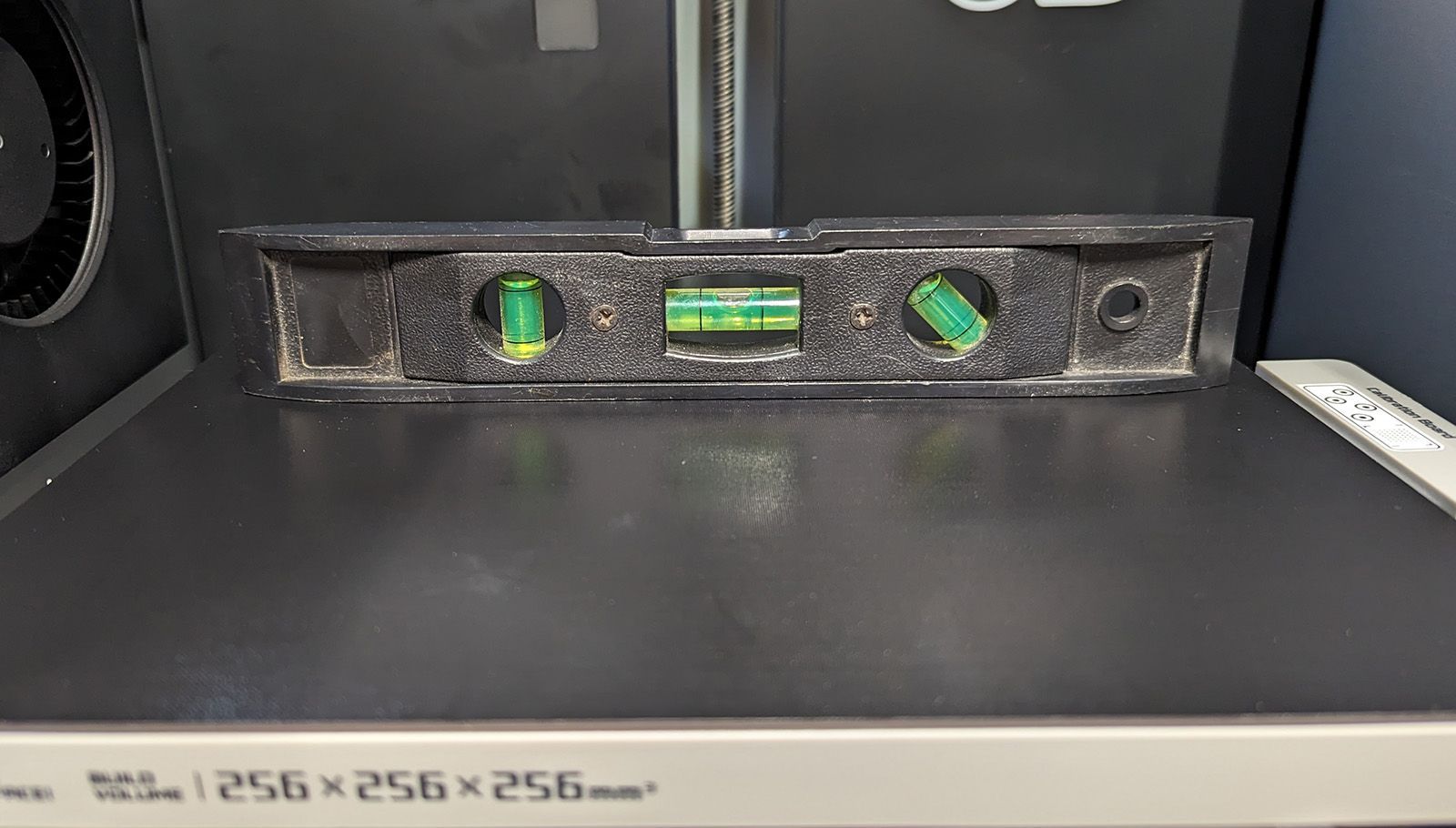
Je ne sais pas mesurer ça efficacement mais ma "technique" du niveau que je fais avec chaque machine ne me donne rien de choquant par rapport à ce que j'ai déjà pu voir RAS avec ce gros print en PETG qui, soit dit au passage, vient d'une bobine qui m'avait été envoyée par CompoZan en 2020 et que je n'avais utilisée qu'avec la Ortur Obsidian avant de la laisser en vrac dans mon garage... J'ai bien pensé à tester la fonction dryer de la X1 mais 12h je n'ai pas eu la patience Niveau réglages c'est full stock donc full speed en 200 microns et profil PETG générique. Donc 300mm/s en inner wall et 270 en infill (je trouve ça étrange d'aller moins vite en infill d'ailleurs ) sans calibration du flow ni inspection de la première couche faute au PEI texturé :

 1 point
1 point -
2 imprimantes sont prévue une Résine la solaris, et une Core XY la Spider X11 point
-
Je lance mon 1er test sous Orca avec le profil de Cyril J'ai justé bougé le remplissage 48min pour le benchy EDIT : Le benchy est correcte1 point
-
La véritable question pour moi est qu'est ce qui se passe quand tu lances l'impression ? l'imprimante monte en température, elle commence à imprimer Elle fait une boulette directe Est ce que la première couche se décolle et viens se coller à la buse ? Le lit trop chaud peut décoller tes impressions aussi. Un de mes pla décolle quand je suis au dessus de 60°. Il faut que tu décrives précisement ce qui se passe1 point
-
Salut. Pas que pour l'impression 3D mais pour l'ensemble d'un FabLab, il y a "Forgeur Numérique": http://www.sofab.tv/wp-content/uploads/2016/03/PMI-Forgeur_Numérique-EAVNUM_3000211.pdf A+1 point
-
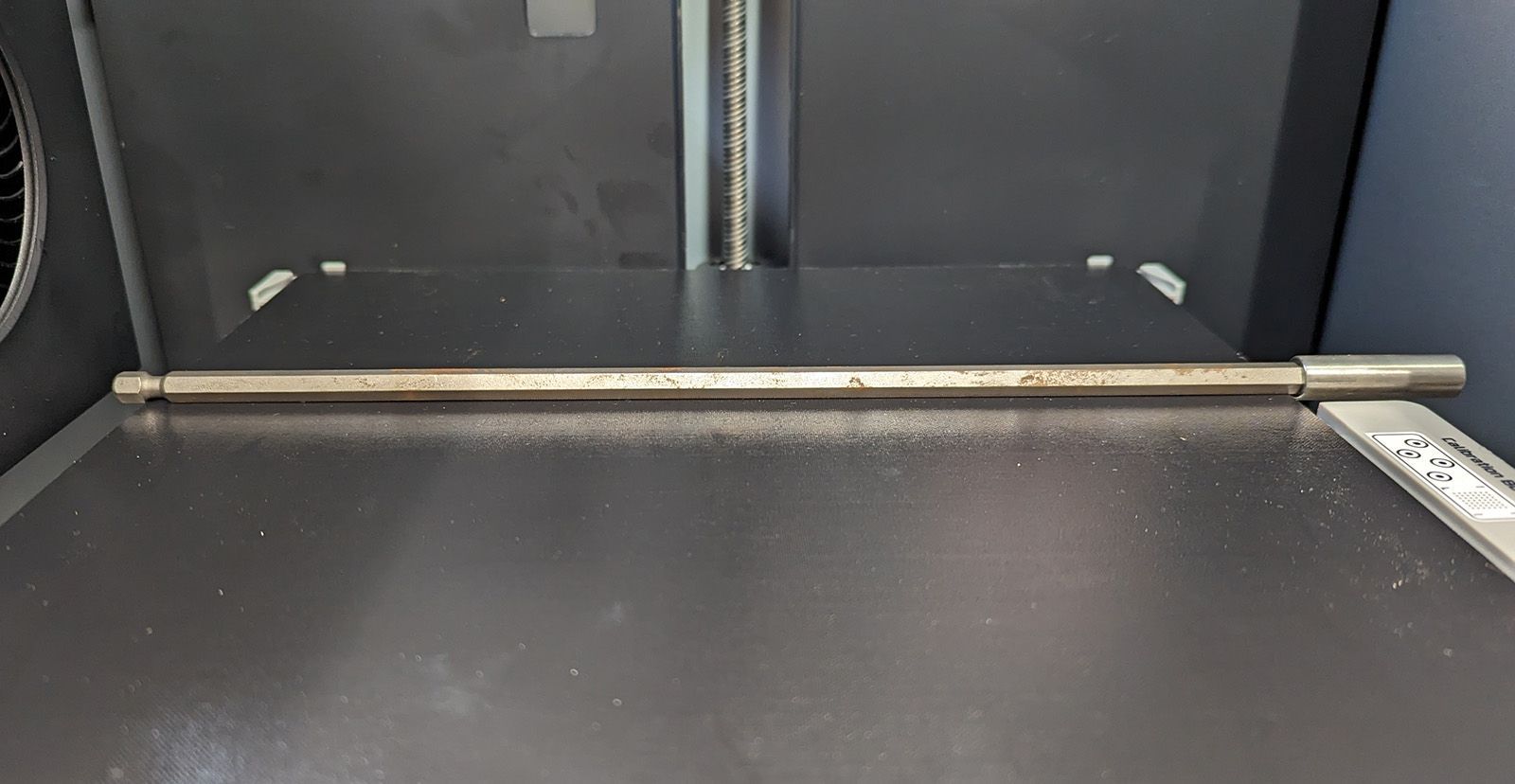
Bonjour Suite du feuilleton. Je viens de recevoir un nouveau bed, je vérifie la planéité en sortie de boite et là il est nickel. En regardant bien, je me rend compte que sur la boite c'est marqué: P1P V3. Pour monter un BED V3 sur une XC1 avec un V2, il est noté sur le WIKI qu'il faut changer la carte AC. Je leurs notifies sur mon ticket que je n'ai pas reçu la carte AC correspondante et qu'il faudrait qu'ils me l'envois. En réponse, ils me disent qu'il vont me renvoyer un bed X1C V3 avec une carte AC V3. J'espère qu'il sera bien droit comme le précèdent. Je pensais que les bed X1C et P1P étaient semblables., je commence a en avoir une collection., c'est le quatrième qu'ils m'envoient.
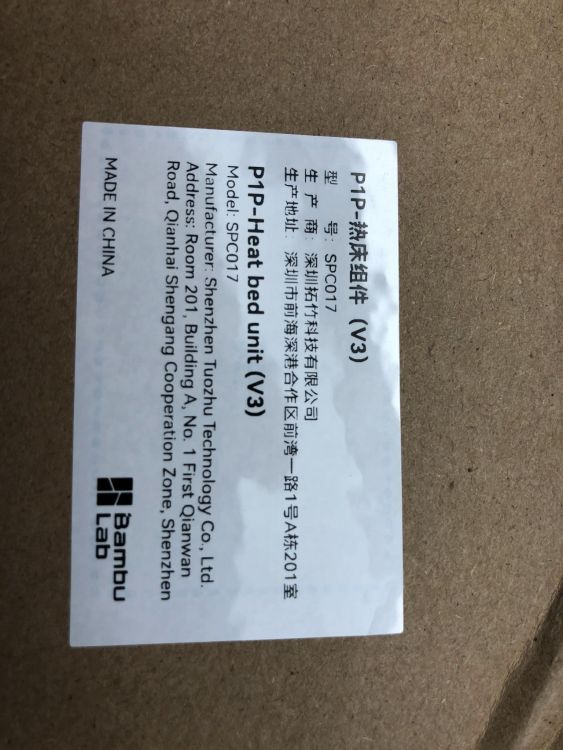
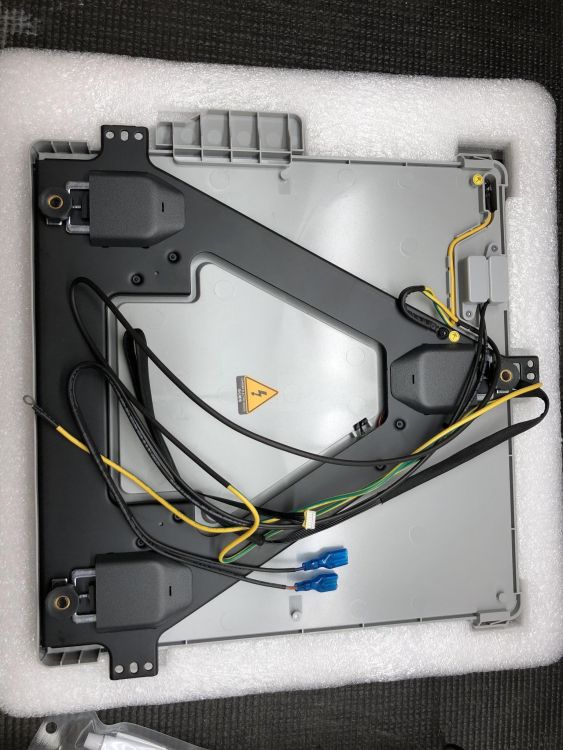 1 point
1 point -
Salutation ! Je dirais que l’écran de masquage filtre complètement ( il maque toute la lumière de la source UV ) et j'en arrive a la même conclusion que isidon l’écran est probablement H.S. et il faut le changer. ( Il faut aussi noter que la durée de vie moyenne d'un écran LCD de masquage est, il me semble, de l'ordre de 2000h ) Éventuellement voir si de bidouiller (débrancher puis rebrancher) le câble ruban de l’écran LCD de masquage change le truc. De plus l'état du scotch noir me laisse penser qu'il y a eu des fuites de résine et malheureusement si de la résine est passé sous le sotch noir elle a probablement court-circuité l'écran et/ou le câble de l'écran. Enfin, quand tu auras changé l’écran et si tout fonction, peut être regarder pour sacrifier une feuille de FEP est utiliser du sotch Kapton Polyimide pour le maintenir en place et protéger l’écran ou investir dans une protection d'écran pour éviter cela a l'avenir. ( Ou regarder pour une simple protection d’écran de tablette qui semble pouvoir jouer le même rôle ) Tiens nous au jus.1 point
-
@Jems Finalement après moulte recherche et plusieurs jours à en devenir fou, j'ai enfin réussi à m'en sortir Pour ce qui du démarrage de KlipperScreen, j'ai effectivement modifier mon config.txt dtoverlay=vc4-kms-v3d J'ai juste rajouté un f devant le kms dtoverlay=vc4-fkms-v3d Pour les problèmes du léger décalage tactile, il faut simplement passer le max_framebuffers=2 à max_framebuffers=1 Et pour le coup tout fonctionne niquel, je commençais à vraiment désespéré En tout cas, merci de ton aide, j'espère que ce post pourras éviter de perdre du temps comme je viens de le faire1 point
-
@Savate @fran6p Merci beaucoup !!! Ca marche... Klipper a réussi a se reconnecter à l'imprimante1 point
-
bonsoir à tous, @PPAC C'etait bien cela. l'impression n'a plus de trous. Bon elle a des artefacts maintenant, certainement lié à cet "arret/reprise" avec parking de la tête . Je ne sais pas si on peut eliminer cela. Dans l'absolu, quand je voudrai faire des timelapse, je ne parquerai plus la tête pour garder une qualité convenable et éviter d'allonger le temps d'impression. Merci pour ce coup de main précieux.
 1 point
1 point -
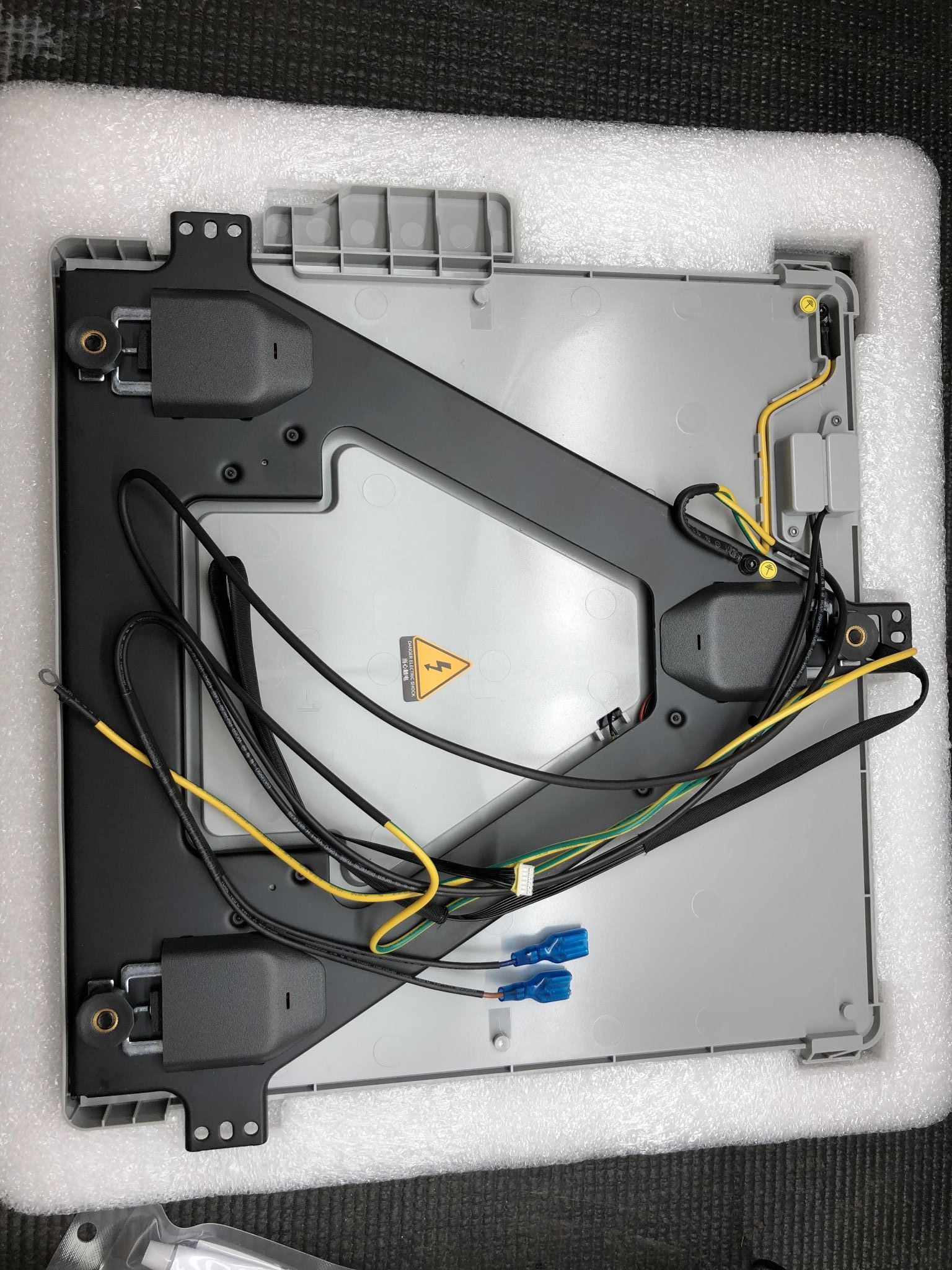
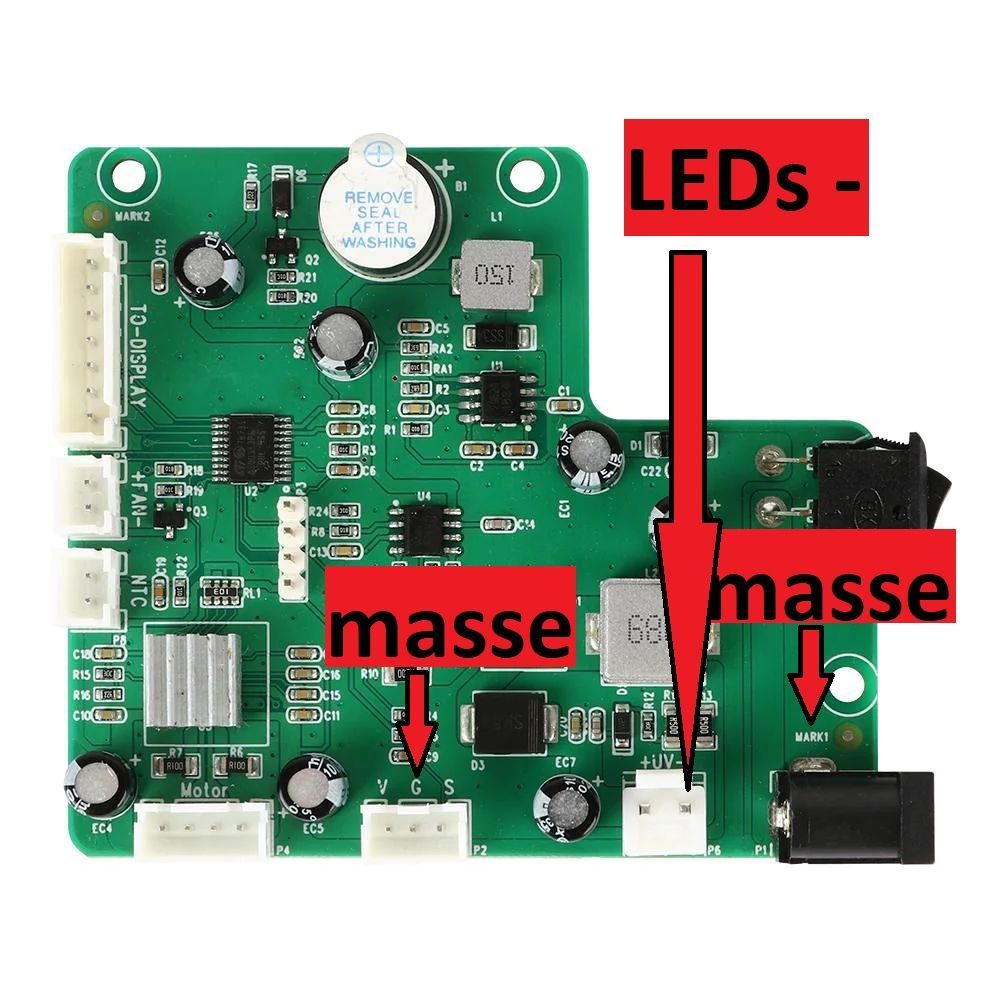
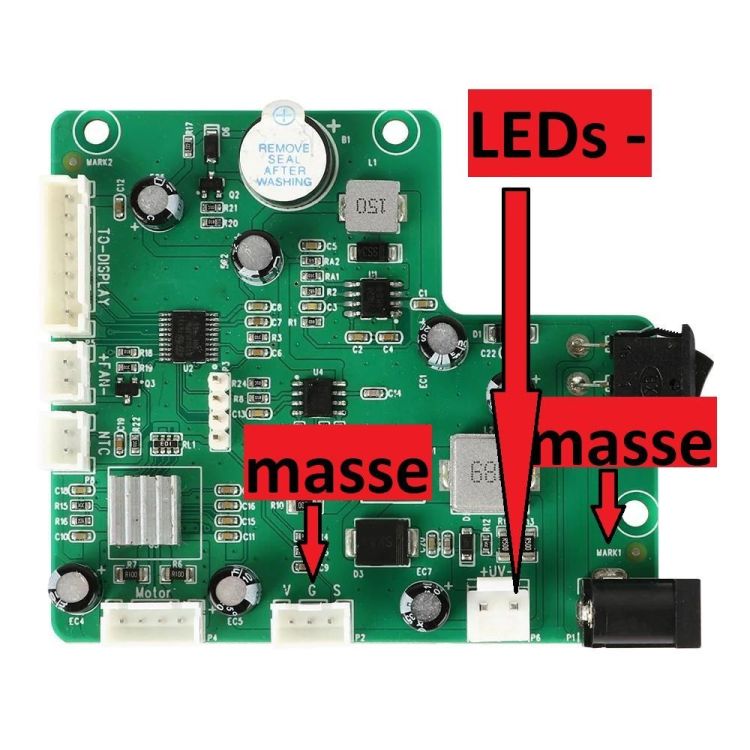
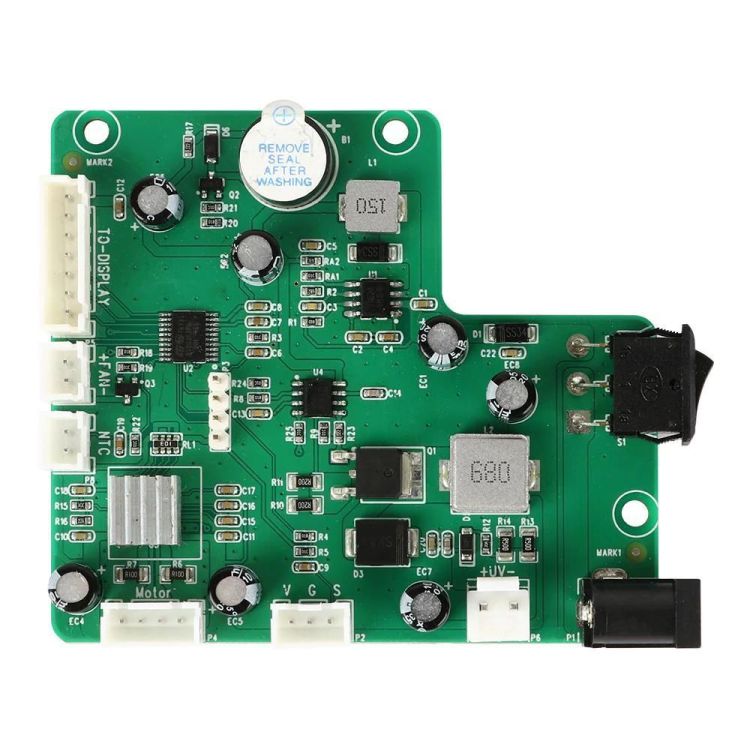
@pommeverte Je viens de rentrer donc j'ai pu prendre les mesures par rapport à la masse de la prise jack. masse->leds- : toujours à 0V quelque soit l'état d'alimentation des leds. masse->leds+ : leds non alimentés : 12V (+/- 0.2V) leds alimentés : 24V (+/- 0.2V) Je vais voir si je peux trouver d'autres paires de mesures qui pourrait me donner un 0V au repos et un +12/24V en utilisation. EDIT: je pense avoir trouver une prise qui conviendrait : la prise fan. Au repos elle est à 0V et lorsque les leds sont alimentées, elle reçoit du 12V. Plus qu'a trouver le format de prise et je pourrais la brancher sur le SSR. (j'ai aussi vérifié ça fonction en mode wash, et elle n'est pas alimenté du tout dans ce mode.) EDIT2: j'ai trouver un prise dupont dans mon bordel qui a le même écartement, donc j'ai pu tester, et ça marche. Le pilotage du SSR est bien en phase avec l'utilisation du mode Cure. Plus qu'a m'occuper du courant résiduel, est ce que tu pourrais m'en dire plus sur l'utilisation d'une diode et son branchement, comme tu me l'as proposé plus haut.1 point
-
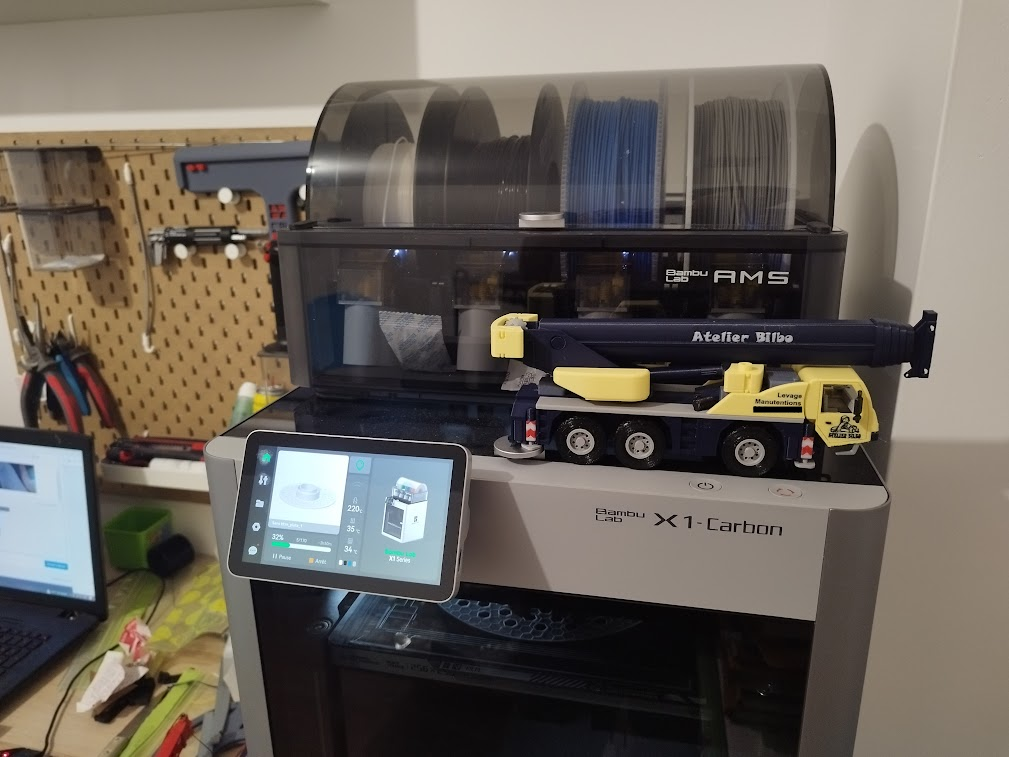
je suis sur la modélisation de mon outil de travail, une grue Terex AC55L avec laquelle je fait tourné mon chantier naval ansi que de la sous traitance pour les boites de levages du coin le modèle réduit est a l’échelle 1/50, je pense que j'ai pousser la bambu dans ses dernier retranchement niveau détail avec le logo de ma boite sur la portière, les lettre ne font que 2mm de haut et le nom de l'entreprise reste lisible. le petit bonhomme du logo ne fait que 9mm de haut. j'ai utilisé une buse de 0.2mm et une hauteur de couche de 0.8mm pour la cabine c’était ma première vrai impression multi couleur, la v3 aura le droit a plus de détailles sur le chassie que j'ai imprimé en monochrome alors que je peux lui mettre de la couleur sur les échelle et les feux arriere en compagnie du proto V1 imprimer sur mon ender 2 dans une chambre d'hotel en pièce detaché l'original (oui je n'ai pas encore coller les autocollant sur la flèche )




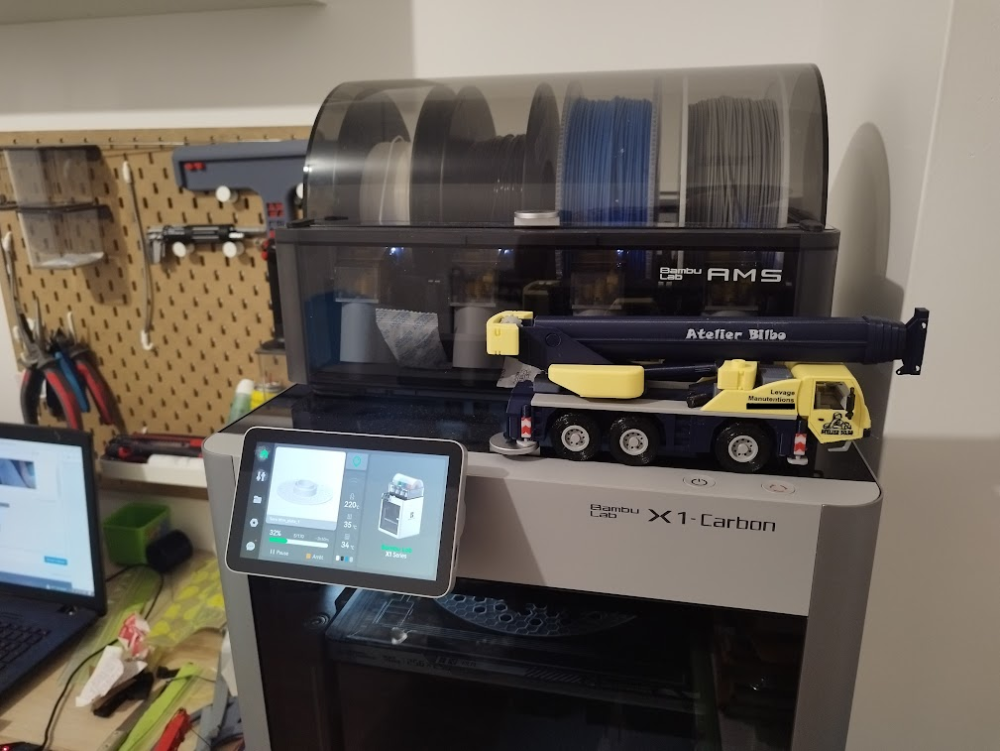 1 point
1 point -
Salutation ! Je parle sans savoir car je n'ai encore jamais imprimé de PLA LW ( qui "gonfle") Mais je suppose qu'il faut avoir un débit le plus constant possible ( que le temps de passage du filament, dans le corps de chauffe et la buse, soit le plus constant possible pour avoir le même niveau de gonflement de la matière fondue. Donc arriver a avoir une vitesse de dépôt constante, avec des vitesse de déplacement sans extrusion très rapide et le moins de déplacements sans extrusion ou rétraction possible ... or un déplacent Z et souvent le plus lent donc tu a un rythme cassé a chaque changement de couche ) et pour une petite pièces comme cela, que je suppose imprimé a la vertical, tu vas vite avoir des couches qui s'imprime plus rapidement que la possible durée minimum d'une couche paramétré dans le trancheur ( regarder avec par exemple avec Prusa Slicer g-code viewer ( ou l'aperçu de Ultimaker Cura si tu a une carte graphique compatible pour avoir la vu vitesse ) ) a tous les coups, le trancheur, fait varier la vitesse d'impression, voir fait des pauses, pour ne pas se retrouver en dessous de la durée minimum d'une couche. Je regarderai pour imprimer cette pièce a l'horizontal. ou encore voir si le PLA LW se travaille bien en post impression ( ponçage, coupe, ... découpe / retouche a coup de panne de fer a souder ou si chauffé au sèche cheveux ) voir tenter de faire la pièce ( en version simplifié ) a coup de stylo 3D ( si tu arrive a faire comme sur certaine vidéo de https://www.youtube.com/@sanago/videos )1 point
-
1 point
-
1 point
-
Salut, Ca ressemble aux croisillons du remplissage: Augmenter le taux de remplissage diminuera la taille des croisillons qui seront moins visibles Agmenter le nombre de couches extérieures Combiner les deux solutions Accessoirement: Changer le motif de remplissage1 point
-
Salut, Est-ce que tu pourrais faire les mesures (allumer leds/éteindre leds) entre la masse et la broche LEDS -, leds débranchées:
 1 point
1 point -
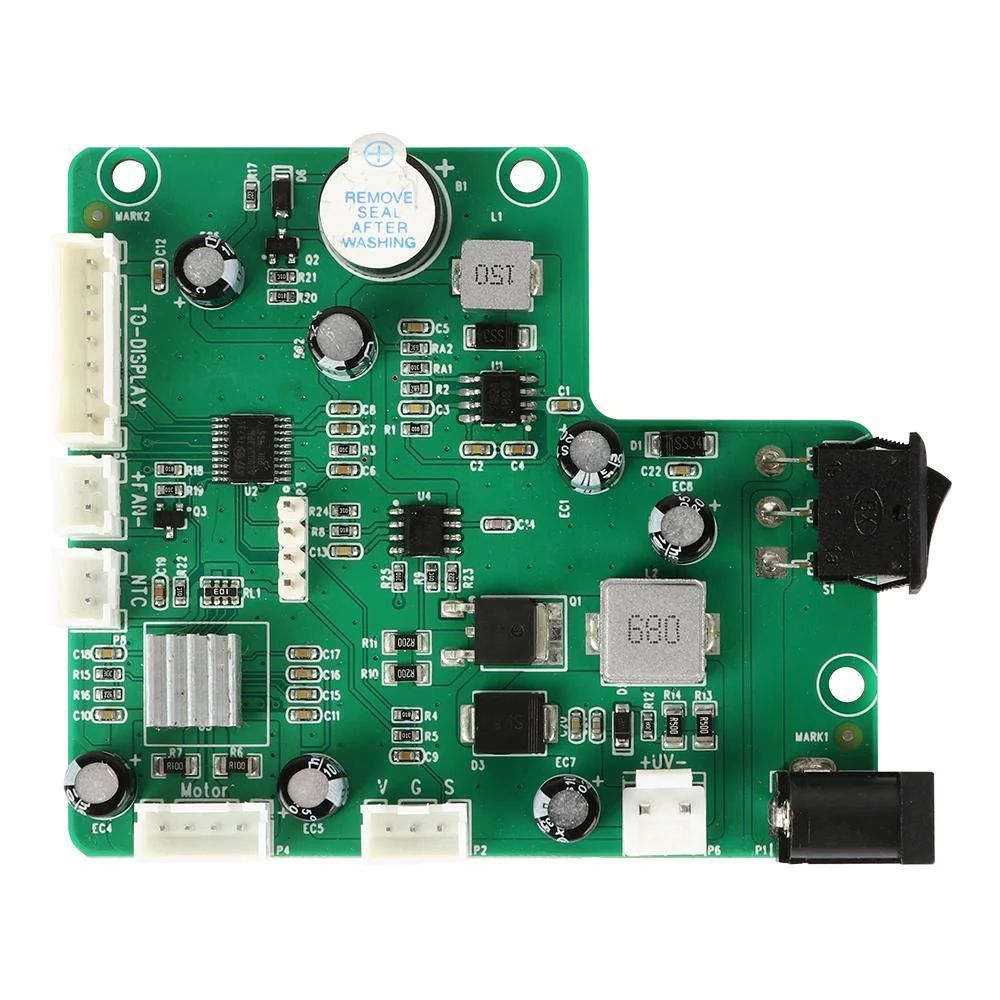
tu pourrais peut-être mesurer le courant dans les leds actuelles et dans ta nouvelle bande pour le vérifier. Avec un peu de chance, tu te fais des noeuds au cerveau pour rien . Bon, pour "hacker" le mosfet, c'est foutu, ils sont allés mettre une inductance en sortie du transistor . J'imagine que tu n'es pas chaud pour dessouder l'inductance ce n'est pas à cause du condensateur EC7 qui se déchargeait? As-tu attendu quelques 10aines de secondes après arrêt des Leds pour faire la mesure? tu pourrais ajouter une diode comme sur la carte-mère d'anycubic (repère D3)
 1 point
1 point -
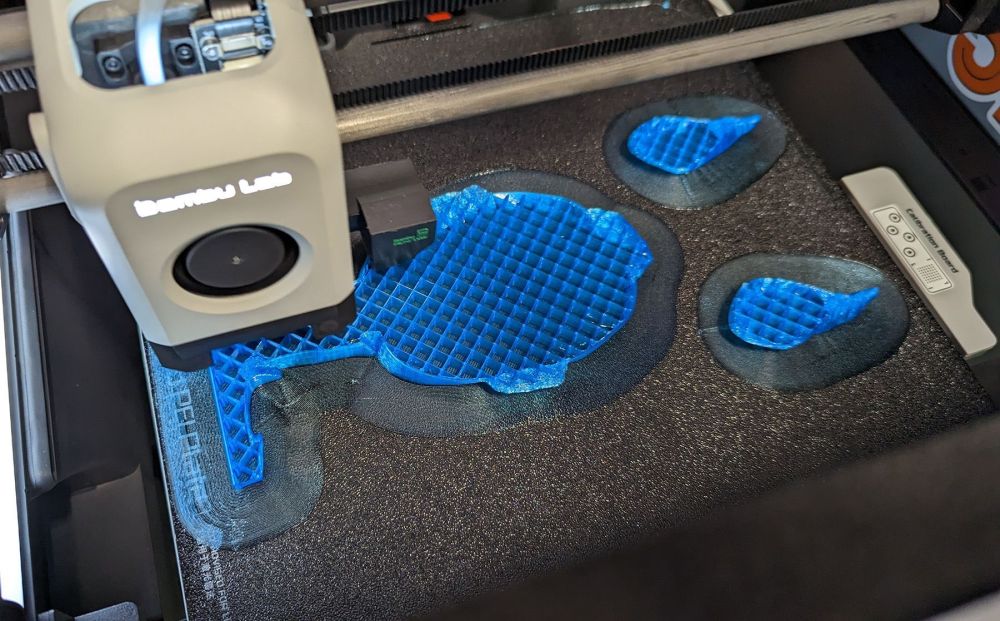
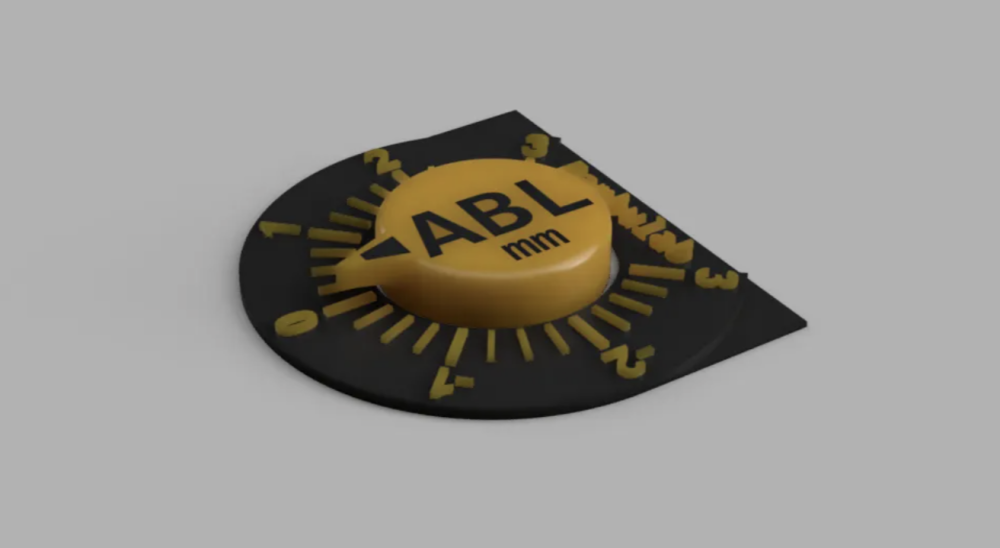
J'ai fait un petit gadget pour visualiser l'Auto Bed Levelling de la Bambulab, c'est assez rigolo : Modèles dispos ici : https://www.printables.com/model/448823-bambulab-abl-widget
 1 point
1 point -
Salut à toi Flo et bienvenue.1 point
-
Salut, Très intéressant ce filament moi qui pratique aussi l'aéromodélisme, ça étend les possibilités de notre pratique. Actuellement je suis sur 2 sujets totalement opposés : 1 sous-marin type XXI au 1/40 soit 1,90m imprimé en PLA pour le proto, en cours de test en ASA pour la version RC (mais pas au point jusqu'a présent) 1 Bell UH-1D au 1/7 fuselage en fibre , mais l'imprimante 3D est la pour les détails du cockpit et extérieurs (feux, antennes, etc...)

 1 point
1 point