Classement




Contenu populaire
Contenu avec la plus haute réputation dans 24/06/2023 Dans tous les contenus
-
Et vous faites comment pour toutes ces boites sur les routes qui prennent des photos de vous et qui vous envoient des spams couriers à la maison pour vous réclamer de l'argent ? Le mieux c'est ne rien avoir à vous reprocher...4 points
-
Le "célèbre" barbu ... en jouant avec l'outil de peinture du slicer.
 3 points
3 points -
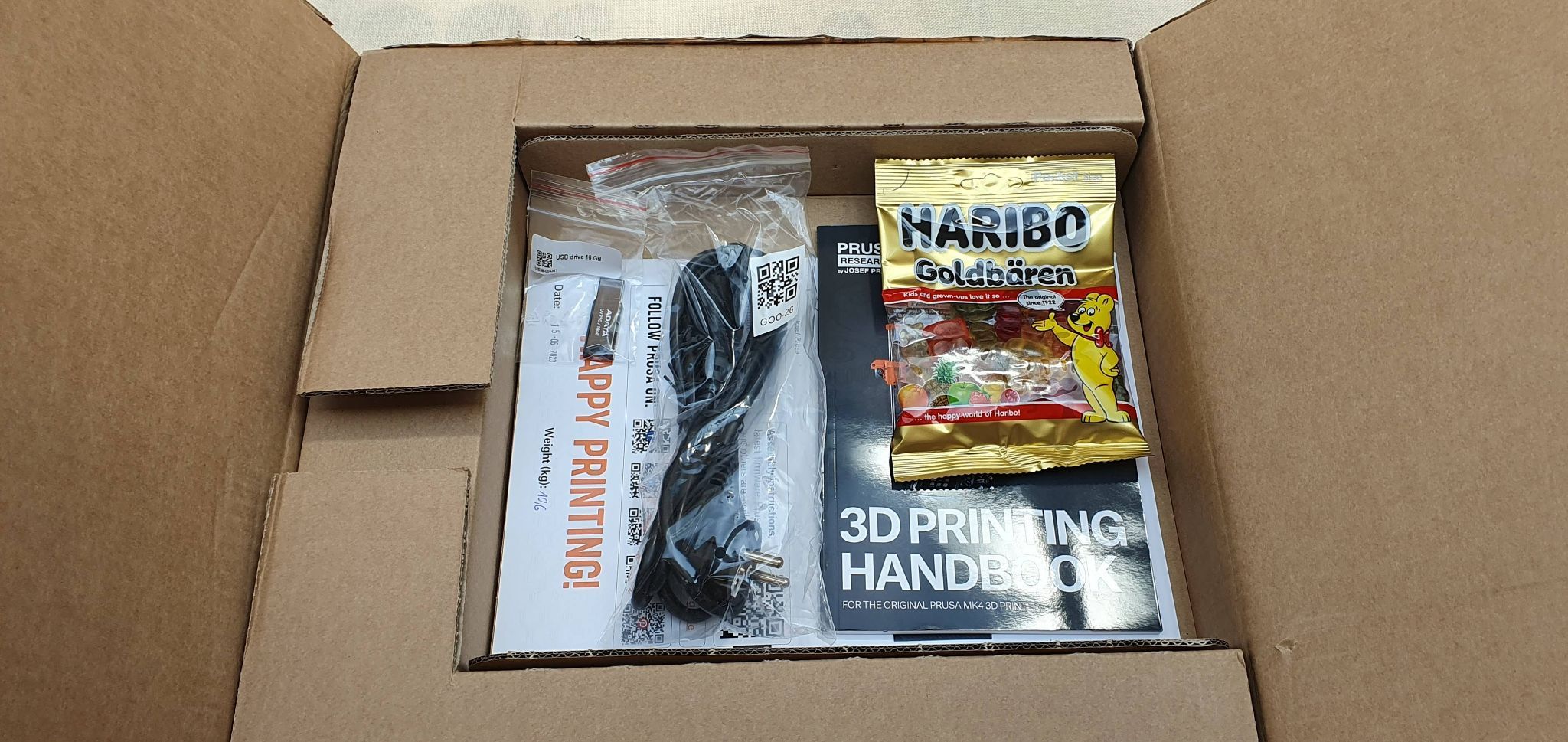
C'est bien une Original Prusa MK4, en kit. Pour @PPAC voici le contenu de la fameuse découpe : Vu comme ça, ça ressemble pas encore à une imprimante, d'où le "techniquement oui" pour la proposition de "composants". Rendez-vous très bientôt dans la section Prusa Research pour un Test Live ! (Laissez-moi juste le temps de manger les bonbons en suivant les 268 étapes du manuel de montage.)


 3 points
3 points -
Publié sur https://blog.prusa3d.com/fr/prusaslicer-2-6-est-arrive-supports-organiques-embossage-de-texte-nouvel-outil-de-coupe-et-plus-encore_79322/ PrusaSlicer 2.6 est arrivé et apporte de nombreuses améliorations importantes, non seulement dans l’expérience utilisateur globale et en introduisant plusieurs nouveaux outils, mais aussi en affinant le cœur de notre logiciel, la génération de G-code. Les améliorations apportées à la génération de G-code se traduisent souvent par des temps d’impression plus courts, et ont un impact positif sur la qualité d’impression et fiabilité de vos impressions. Nous avons écouté attentivement les commentaires et essayé de répondre aux demandes les plus courantes de nouvelles fonctionnalités ou d’amélioration. Avant de plonger dans les détails, voici un aperçu des nouveautés : Supports organiques Peinture de supports FDM automatique et vérificateur d’impression Outil d’embossage de texte Outil de coupe amélioré Outil de mesure Vitesse de surplomb dynamique Ancrage automatique du remplissage de pontage Amélioration du maintien de l’épaisseur de paroi verticale Améliorations du découpage multi-outils Télécharger PrusaSlicer 2.6 Supports organiques Jusqu’à présent, PrusaSlicer utilisait une approche basée sur une grille 2D pour générer des supports. Bien que cette méthode ait donné des résultats décents dans de nombreuses situations, elle avait ses limites. Les supports consommaient souvent beaucoup de filament, mettaient beaucoup de temps à s’imprimer, se retrouvaient dans des espaces difficiles à retirer et laissaient des marques visibles sur le modèle une fois retirés. Surtout lorsque les réglages n’étaient pas ajustés correctement. Nous avons amélioré certains de ces inconvénients en introduisant les supports « Ajustés » dans PrusaSlicer 2.4, mais ils ne sont toujours qu’une version améliorée de l’ancienne approche. Une approche alternative, qui a été mise au point par divers logiciels de modélisation 3D et slicers, sont les « supports de type arbre » – des structures de support conçues pour économiser autant que possible du matériau et du temps d’impression. Des branches de supports en expansion progressive sont générées là où elles sont nécessaires et les zones de contact avec le modèle sont limitées au minimum nécessaire. Nous avons d’abord implémenté ces supports pour le découpage SLA dans PrusaSlicer 2.0 (2019) et avons reçu de nombreux commentaires depuis pour les intégrer également au découpage FDM. Malheureusement, après quelques tests, il était clair qu’une simple modification de l’implémentation existante n’était pas compatible avec les imprimantes 3D FDM. Dans cette version, nous présentons notre implémentation considérablement améliorée des supports de type arbre, que nous avons décidé d’appeler ‘Supports organiques‘. Nous avons choisi un nouveau nom pour nos supports en raison de leur forme nettement lisse et de plusieurs différences dans leur comportement. Notre implémentation est une évolution des supports de type arbre de Thomas Rahm, qui sont des supports de type arbre considérablement améliorés provenant à l’origine de Cura. Nous tenons à remercier Ultimaker Cura et Thomas Rahm pour les efforts qu’ils ont investis dans le problème. Alien – Xenomorph – Full Figure – 25 CM, modèle par Printed Obsession, imprimé par Filament Frenzy Par rapport à l’implémentation précédemment courante des supports de type arbre, les supports organiques sont très différents. La ramification est plus intelligente et nous les avons rendus plus droits (plus courts), plus lisses et plus stables. La section transversale perpendiculaire à l’axe de la branche est garantie circulaire, et l’algorithme utilise automatiquement des parois de périmètre doubles pour les arbres si nécessaire (cela est configurable). Les supports organiques sont facilement détachables, ne marquent pas la surface et sont rapides et bon marché à imprimer. D’après nos tests alpha/bêta internes et externes, nous avons constaté que l’ajout de supports organiques change notre façon de penser l’impression 3D FDM et même la modélisation 3D. Les modèles peuvent désormais être imprimés dans des orientations qui étaient auparavant impensables (reflétant les capacités d’impression SLA) et les supports, même pour les formes les plus complexes, sont généralement faciles à retirer. Les supports organiques peuvent être générés ou bloqués manuellement à l’aide de l’outil de Supports peints. Cela nous amène à une autre fonctionnalité clé de PrusaSlicer 2.6. Peinture de supports FDM automatique et vérificateur d’impression Pendant longtemps, PrusaSlicer vous a permis de peindre manuellement les zones nécessitant des supports. Il s’agit d’une fonctionnalité très appréciée qui permet à l’utilisateur de personnaliser les supports rapidement et facilement. Dans le cadre d’un vaste effort visant à créer une création de support plus intelligente, l’outil de supports peints FDM inclue désormais une option pour la peinture automatique des générateurs de supports sur le modèle. Notre algorithme de pointe derrière cet outil inspecte l’impression extrusion par extrusion, en tenant compte d’une multitude de facteurs tels que le centre de masse, le poids de la pièce supportée, le mouvement du plateau, la collision potentielle de l’extrudeur, l’adhérence du plateau, le matériau, et le pontage. Le résultat est un placement plus efficace des supports. Par exemple, les ponts ne sont soutenus que par des piliers régulièrement espacés au lieu de toute leur longueur. L’outil est également automatiquement activé lors du découpage, pour vous avertir si une impression a besoin de support. Comme les utilisateurs experts peuvent trouver un tel avertissement gênant, l’avertissement peut être désactivé dans les préférences. Notez que lorsque vous activez simplement « Supports partout », ce nouvel algorithme n’est actuellement pas utilisé pour la génération de support. Vous devez ouvrir l’outil de Supports peints et utiliser la peinture automatique, puis sélectionner les supports « Pour les générateurs de supports uniquement ». Outil d’embossage de texte Le nouvel outil Texte vous permet d’insérer, de manipuler et de modifier du texte en tant qu’objet 3D. Cela offre un moyen pratique de personnaliser les modèles et d’ajouter des éléments tels que des notes, des signes ou des numéros de série directement dans le slicer. Modèle – 9 Sided Twisted Planter par DubMFG Les textes peuvent être embossés, en creux ou même utilisés comme modificateurs. Cependant, ce qui change vraiment la donne est la possibilité de faire en sorte que le texte suive les surfaces courbes en un seul clic ! Pour modifier la position du texte, vous pouvez simplement le faire glisser sur la surface de l’objet. L’éditeur de texte importe automatiquement la bibliothèque de polices installée sur votre appareil (toutes les polices TrueType devraient fonctionner). Même après la fermeture de l’outil Texte, le texte reste entièrement modifiable. Il en va de même pour la réouverture des fichiers de projet 3MF. Vous pouvez également créer et enregistrer des styles de texte pour les réutiliser dans de futurs projets. Lecteur vidéo 00:00 00:38 Outil de coupe amélioré L’outil de Coupe Plan est disponible dans PrusaSlicer depuis longtemps. Il est pratique pour prétraiter d’énormes modèles qui ne correspondent pas au volume de construction ou qui sont trop compliqués à imprimer en une seule pièce. Avec cette version, nous étendons ses fonctionnalités. Modèle – Balrog Figure par Fotis Mint Vous pouvez maintenant couper le modèle à n’importe quel angle. La définition de l’angle de coupe précis peut être effectuée à la fois par un gizmo 3D ou simplement en dessinant un plan de coupe en faisant glisser le bouton gauche de la souris tout en maintenant la touche Maj enfoncée. Si le plan de coupe coupe le modèle dans plusieurs régions différentes, vous pouvez sélectionner les parties à couper et celles à garder connectées en cliquant dessus avec le bouton droit de la souris. Vous pouvez sélectionner si la pièce coupée doit être placée sur le plateau avec la surface plane nouvellement créée. Vous pouvez également choisir de conserver l’alignement des pièces, par exemple pour une impression avec une imprimante multi-outils. Lecteur vidéo 00:00 00:41 Ajout de connecteurs et de goujons Nous comprenons à quel point il est important d’assembler les pièces finales en mettant l’accent sur la précision et la simplicité. C’est pourquoi nous avons ajouté une option pour définir différents types de connecteurs. Vous pouvez contrôler la profondeur, la taille et les tolérances de chaque connecteur et du trou négatif. Lecteur vidéo 00:00 00:46 Outil de mesure L’outil de mesure est une autre fonctionnalité demandée depuis longtemps par notre communauté. Vous pouvez désormais facilement mesurer les distances entre les sommets, les arêtes et les plans. Cependant, l’outil dispose également d’un algorithme de détection de géométrie intelligent qui reconnaît les cercles et leurs diamètres, même sur des modèles assez low-poly. Lecteur vidéo 00:00 00:18 Si vous sélectionnez deux arêtes, deux plans, ou une arête et un plan, qui ne sont pas parallèles, vous pouvez mesurer l’angle entre eux. Vous pouvez également mesurer la distance entre les centres de deux trous. Outre la mesure des dimensions et des angles, l’outil vous offre également une option pratique pour mettre à l’échelle uniformément les objets à la taille souhaitée, sans avoir à effectuer de calculs à côté. Vitesse dynamique du surplomb (et vitesse dynamique du ventilateur sur les surplombs) Il s’agit d’une fonctionnalité que nous avons trouvée lors des tests de notre firmware Input Shaper pour la MK4. Comme son nom l’indique, elle vous permet de ralentir la vitesse d’impression lors de l’impression de surplombs, ce qui permet un meilleur refroidissement en cas de besoin. L’algorithme calcule le chevauchement de l’extrusion avec la couche précédente et applique la vitesse calculée à partir de la fonction de ralentissement du surplomb. Les utilisateurs peuvent contrôler la forme de la fonction de ralentissement du surplomb via quatre points d’entrée – chaque point a une valeur de chevauchement d’extrusion exprimée en pourcentage de la largeur totale et la vitesse souhaitée sur ce chevauchement. Les vitesses entre les points de contrôle sont calculées par interpolation linéaire. De même, les utilisateurs peuvent créer des courbes de vitesse de ventilateur personnalisées, de sorte que les surplombs extrêmes bénéficient d’un refroidissement accru. Bien sûr, avec certains polymères, un refroidissement trop important aura un impact négatif sur les propriétés mécaniques. Extension du remplissage épars Un problème de longue date était lié au remplissage solide de pontage imprimé sur un remplissage épars. La forme de ces îlots de remplissage n’était déterminée que par ce qui se trouvait au-dessus, et les lignes de remplissage étaient souvent insuffisamment soutenues, ce qui entraînait des extrusions en l’air et éventuellement des échecs d’impression. PrusaSlicer étend maintenant les lignes du remplissage du pont afin que leurs extrémités soient soutenues par le remplissage épars sur la couche en dessous. Le remplissage du pont utilise désormais toujours des « ponts épais ». Le nouvel algorithme fonctionne pour tous les types de remplissage. L’image de comparaison ci-dessous montre exactement le même modèle (un cube avec un trou contre-alésé sur la face supérieure). Ce changement a permis d’utiliser moins de couches solides supérieures, car même la première couche supérieure est maintenant beaucoup plus fiable, et il permet également de diminuer l’expansion des couches de pontage. Cela permet d’économiser beaucoup de temps d’impression et de consommation de matériau. Ancrage automatique du remplissage de pontage PrusaSlicer détecte désormais les zones où les ponts internes nécessitent un ancrage aux périmètres et l’améliore en ajoutant une ligne supplémentaire touchant les périmètres dans la couche précédente. Cet ajout fournit un support et améliore la stabilité structurelle des ponts. Nous avons également amélioré la gestion des ponts internes lors de l’utilisation du remplissage Lightning. Elle étend le remplissage Lightning autour des surfaces pontées, assurant un ancrage amélioré pour un plus grand nombre de ponts. Amélioration du maintien de l’épaisseur de paroi verticale Le problème et son historique sont les suivants : lors de l’impression de surfaces inclinées, la paroi résultante s’amincit (pour des raisons géométriques évidentes). Dans le cas où la pente est très raide, cet effet peut même produire des trous dans ces parois. Slic3r dans sa version originale appliquait un remplissage rectiligne pour combler ces trous, PrusaSlicer a ajouté une logique supplémentaire pour garantir l’épaisseur de la paroi verticale, qui essayait de garantir que la paroi ne serait pas plus fine qu’une paroi verticale. À partir de cette version, PrusaSlicer détecte automatiquement les régions où les lignes rectilignes sont très courtes (ce qui provoque des vibrations et des artefacts de surface près des surplombs) et remplit les zones avec un remplissage concentrique à la place. Le calcul des surfaces est également retravaillé, de sorte que le matériau n’est ajouté que là où il est vraiment nécessaire. Le nouvel algorithme implémenté dans PrusaSlicer 2.6 est nettement meilleur que l’un ou l’autre des deux anciens algorithmes, nous avons donc complètement supprimé le bouton « Assurer l’épaisseur verticale de la paroi ». Les modèles avec des surfaces inclinées découpés à l’aide du nouvel algorithme de PrusaSlicer 2.6 obtiennent souvent des temps d’impression 10 à 15 % plus courts sans aucun compromis sur la qualité d’impression. Éviter de traverser des surplombs recourbés Le filament extrudé près des surplombs abrupts a tendance à se recourber. Si la buse se déplace sur ces zones à grande vitesse et touche l’impression (si le soulèvement est supérieur au levage de l’axe z), cela peut entraîner des sauts de pas ou la rupture d’une partie de l’impression. La nouvelle fonction Éviter de traverser les surplombs recourbés utilise notre algorithme d’estimation de la qualité de l’extrusion, qui tient compte principalement de sa courbure et des chevauchements avec la couche précédente. À partir de ces données, nous déduisons le soulèvement possible du filament (ainsi que le besoin de supports et le ralentissement dynamique de surplomb). Il planifie alors les déplacements de manière qu’il évite les régions avec une forte probabilité de filament recourbé. Export d’un objet STL avec des opérations booléennes La fonction ‘Exporter en STL/OBJ’ est désormais capable de soustraire les maillages négatifs. Notez que l’algorithme peut échouer sur des géométries non-manifold (par exemple, celles contenant une auto-intersection, etc.). Dans ce cas, l’utilisateur est averti et seuls les volumes positifs sont exportés. Découpage multi-outils / multi-extrudeurs Attribution des têtes d’outils à différents éléments Si vous utilisez une imprimante avec plusieurs têtes d’outils ou extrudeur, vous pouvez désormais sélectionner l’outil à sélectionner pour imprimer : Périmètres Remplissage Remplissage solide Supports Périmètres externes de la tour de nettoyage Température de repos Les utilisateurs peuvent désormais régler la température d’inactivité des outils qui ne sont pas utilisés pendant de longues périodes. Cela empêche à la fois le suintement du filament de la buse et la dégradation du polymère à l’intérieur de la buse. Cône de stabilisation La tour de nettoyage peut éventuellement être imprimée avec un « cône de stabilisation », qui l’empêche de basculer. Cette fonctionnalité est particulièrement utile lorsque la tour de nettoyage/de purge est très petite, mais peut atteindre de grandes hauteurs, comme sur l’Original Prusa XL. L’angle au sommet du cône est réglable dans les Réglages d’impression-Extrudeurs multiples-Tour de nettoyage. Définir la valeur sur zéro désactive le cône. Importation en un clic depuis Printables.com La nouvelle fonctionnalité de téléchargement permet à l’utilisateur d’accéder facilement aux modèles et de les télécharger directement à partir de Printables.com. En cliquant sur le logo PrusaSlicer sur Printables.com, une nouvelle instance de PrusaSlicer s’ouvrira et le modèle sélectionné sera enregistré dans le dossier de l’utilisateur. Les utilisateurs peuvent s’enregistrer sur à l’outil Téléchargeur et sélectionner le dossier cible via l’assistant de configuration ou le menu Préférences. Lecteur vidéo 00:00 00:06 Modèles de profils de filaments Nous avons ajouté un profil supplémentaire qui définit la plupart des matériaux et marques de filaments couramment utilisés. Il est possible de les utiliser avec n’importe quelle imprimante 3D. Cependant, ces modèles universels, créés et ajustés pour les imprimantes Original Prusa, peuvent ne pas offrir des performances optimales par rapport aux profils spécifiquement réglés pour votre modèle d’imprimante. En général, nous ne recommandons pas d’imprimer directement avec ces profils. Ils constituent un excellent point de départ si vous êtes en train de créer des profils de filament pour votre modèle d’imprimante (s’il n’y a pas déjà un intégré à PrusaSlicer). Remplissage de lignes monotones Le nouveau remplissage avec lignes monotones est très similaire à au Monotone, sauf que les lignes adjacentes ne sont pas connectées. Cela permet un chevauchement périmètre/remplissage plus petit et se traduit par un meilleur remplissage de la couche supérieure/inférieure, moins de surextrusion et une meilleure précision dimensionnelle. Nouveaux supports expérimentaux pour SLA Pour rejoindre la fièvre des supports organiques, les algorithmes SLA de PrusaSlicer contiennent désormais une nouvelle stratégie expérimentale de génération de support qui construit des supports arborescents similaires à ceux introduits en mode FDM. Conséquence de notre temps passé sur les supports de type arbre en général, cette stratégie s’inspire de l’article « Supports intelligents : génération efficace de structures de support pour la fabrication numérique« . La nouvelle stratégie est appelée « supports de branchement » pour se différencier de la stratégie précédente qui est toujours la stratégie par défaut. Le plus grand avantage de ces nouveaux supports est leur capacité à économiser du matériau d’impression. Leur capacité à éviter le corps du modèle est également bien améliorée par rapport à la stratégie de support par défaut. Ajout de nouveaux profils d’imprimante Les fichiers d’index de profil de fournisseur (.idx) sont désormais téléchargés sous la forme d’un fichier zip. Cela permet plusieurs changements – de nouvelles imprimantes et de nouveaux fournisseurs peuvent être publiés sans publier une nouvelle version de PrusaSlicer. Des ressources telles que les vignettes d’impression ou les modèles de plateau d’imprimante peuvent également être mises à jour sans publier une nouvelle version de PrusaSlicer. Autres nouvelles fonctionnalités Les vignettes de G-Code peuvent désormais être exportées aux formats JPG et QOI L’évidement SLA est maintenant jusqu’à 10 fois plus rapide L’estimation du temps pour le SLA est désormais plus précise pour l’Original Prusa SL1S Speed Nouveaux profils d’imprimantes tierces nouveaux et mises à jour Les fonctions « Agancer » et « Remplir le plateau avec des instances » prennent désormais en compte la jupe et la bordure Prise en charge plus intuitive du firmware Klipper L’ouverture de fichiers 3MF donne désormais la possibilité d’importer uniquement la géométrie Nouveau type d’hôte « PrusaConnect » avec URL pré-remplie Il est désormais possible de définir l’accélération séparément pour les périmètres externes, le remplissage solide et le remplissage solide supérieur « Définir le nombre d’instances » fonctionne désormais lorsque plusieurs objets sont sélectionnés La documentation de PrusaSlicer est continuellement mise à jour pour refléter les modifications apportées à cette version. Si vous souhaitez lire la liste complète des modifications, consultez le journal des modifications de chaque version sur notre GitHub. Nous avons une variété de fonctionnalités en développement, qui n’étaient pas prêtes à temps pour cette version. Nous les introduirons probablement dans une version 2.6.1 plus petite. Comme toujours, si vous avez des questions ou des suggestions d’améliorations, n’hésitez pas à nous en faire part. Bonne impression !2 points
-
C'est tout a fait le genre de question que je me pose après un déjeuner bien arrosé2 points
-
Ah ben, moi, depuis mon opération de la prostate, il m'arrive d'avoir des fuites quand j'éternue, au contraire !2 points
-
Par sécurité, j'espère que tu as coupé les fils des micros de tes PC et smartphone afin que personne ne puisse écouter tes conversations privées.2 points
-

From the album: Lariflete77
1 point -
Alors je te rassure, les bonnes vielles méthodes existent toujours chez nous ! L'URSSAF, la Gendarmerie, le Fisc, les mairies continuent à recevoir de nombreux coup de fil et courriers "à l'ancienne", effectivement souvent motivés par la jalousie ou les règlements de compte. Mais maintenant, en plus on a le numérique, qui offre à la fois de la dénonciation "manuelle" mais aussi automatique avec de l'analyse de données. Il y a aussi les réseaux sociaux... Jadis l'impact de la commère et autres piliers de bars du village ou du quartier était limité. Un "corbeau" devait se donner beaucoup de mal et passer beaucoup de temps pour diffuser de façon assez limité des lettres anonymes. Avec les réseaux sociaux on a démultiplié les possibilités de lynchage publique. Une adolescente (dont j'ai oublié le nom) avait été victime de harcèlement après avoir donné son opinion bien tranchée dans une vidéo. Elle et sa famille ont du déménager plusieurs fois à travers toute la France, et vivent sous protection, mais les harceleurs arrivent à la retrouver, avec des menaces de morts. Dans le monde du travail, les "avis clients", et toutes les "métriques" ont rendu certaines professions à la merci du client et du management toxique. Ma famille vient de Lorraine, un ancêtre a participé au réseau de résistance. J'ai lu avec grand intérêt un livre écrit par un vétéran du coin qui raconte cette époque dans ma région, avec beaucoup de détails pratiques et des documents. C'est intéressant car c'est bien documenté et sans fioritures, il a bien raconté tous les aspects de la vie quotidienne sous l'occupation. A de nombreuses reprises, les résistants l'ont échappé belle grâce à de sacrés coup de bol. La vie tenait à peu de choses. Beaucoup d'actions étaient faites avec peu de moyens. Heureusement aussi, l'occupant était parfois mal organisé, faisait des erreurs ou n'avait pas d'informations à jour, ce qui a sauvé la vie de beaucoup de monde. Certains détails pratiques sont essentiels mais absents des films de guerre ; par exemple, comment nourrir les clandestins dans le maquis, alors que tout est rationné. Je me dit que si les occupants et vichy avaient eu les moyens d'aujourd'hui (vidéosurveillance, radars automatique / LAPI, caméras thermiques, reconnaissance faciale, drones, satellite, traçage des ordinateurs et téléphone, géolocalisation, échange d'information rapide, paiement numérique., bases de données..) les résistants auraient eu beaucoup plus de mal à s'en sortir. Voir ne s'en serait pas sortit du tout. Les outils servent à tout, au meilleur comme au pire. Avec l'ADN et toutes les techniques modernes, les criminels ne s'en sortent pas aussi facilement que dans les années 1970. Mais gare si le pouvoir en place qui en dispose se retourne contre nous. Ce que je vais dire est terrible, mais si on fait les comptes, les dictatures et les guerres on tué infiniment plus de gens que les criminels de droit commun. Lorsque la Chine s'est développé économiquement, beaucoup de "penseurs" chez nous ont dit naïvement que le développement la rendrait automatiquement démocratique. Ayant vu les documentaires sur leur système de crédit social là bas, on s'est bien trompé...1 point
-
Ton MK2 ne va par vouloir croire à toutes ces nouveautés, fais attention, elle risque le burn-out.1 point
-
tu sais qu'il y a un bouton pour dire la même chose sans ajouter un post (juste en cliquant à droite)1 point
-
Bonjour, J'ai une question pour les éventuels étudiants en médecine ou médecins sur le forum Pourquoi on ne peut pas éternuer et pisser en même temps ? Quand on pisse, juste d'avant d'éternuer, la fonction "pissage" s'arrête automatiquement et reprend à la fin de l'éternument Alors que ces deux fonctions n'ont rien à voir C'est comme si, dans une imprimante 3D, le rétro-éclairage du LCD s'éteignait à chaque rétraction du filament. Pourquoi ? Il y a sûrement une explication biologique rationnelle, mais laquelle ? Bref, dans la conception de l'être humain, qu'il s'agisse de l'évolution ou d'un créateur, il y a eu une certaine conception à l'arrach (Voir ce site pour la méthode de conception en question : https://www.la-rache.com/ ) On peut également entrevoir un début de réponse dans une réplique du film Les Douze Salopards : "On dit que Dieu a conçu l'homme à son image ; hé bien quand Dieu vous a fait, il était bourré !" A bientôt pour de nouvelles questions existentielles inutiles1 point
-
Mais il y a pire, comme le personnage du film La cité de la peur qui vomit lorsqu'il est content Si seulement le corps humain, on pouvait faire des mises à jour ou changer des pièces aussi facilement que sur nos imprimantes Genre des petites mains pour l'électronique Puis des grosses mains pour les gros travaux avec le perfo Hilti modèle Chuck Norris Et la mise à jour Rocco Siffredi lorsqu'une dame est de passage1 point
-
Salut, Désolé de casser l'ambiance , si la question initiale était sérieuse, alors voici une explication trouvée ici qui correspond assez à mon ressenti (contraction lors d'un éternuement): si la question n'était pas sérieuse, alors "t'inquiète, ça devrait bientôt changer"1 point
-
Salut, Avant de te lancer dans les frais , tu pourrais tester les firmwares d' Insanity Automation: pour la carte-mère: E5P_BIL_DW7.4.7.hex.zip trouvé sur cette page pour l'écran: DWIN_SET.zip(cette version correspond à la version DW7.4.6 car la nouvelle version DW7.4.7 gère un 2nd extrudeur qui est inutile dans ton cas)1 point
-
YEEEESSSSS!!!!!! Cela a marché avec le repo de @Guilouz merci1 point
-

From the album: Lariflete77
1 point -

From the album: Lariflete77
1 point -
Ah oui, je vois. J'y ai repensé, mais trop tard.1 point
-
Quand tu veux nettoyer le fond de ton bac de résine, les imprimantes ont un moyen d'exposer tout l'écran, permettant de retirer facilement les petites pellicules de résines accrochées. Sur la Anycubic, je ne sais pas si c'est "focus" ou "clean"1 point
-
Salut ! Je ne sais pas si c'est le bon endroit sur le forum pour ce topic d'initiation/retour à l'impression 3D résine, si je me suis trompé, j'invite un modo à déplacer mon sujet. Pour résumer je voulais partager avec vous mon initiation à l'impression 3D résine ! Après avoir digéré pas mal de vidéos et de topics je me suis motivé à me lancer dans cette aventure ! Je suis novice et je compte bien arriver à imprimer mes propres modèles 3D à l'avenir ! Voici les étapes que je compte décrire ici en photos/vidéos et sans doute en texte aussi, car je compte me servir de ce topic comme support Etape 1 : Je vais vous partager mes achats, car je trouve que cela pourrait servir aux autres. N'ayant pas encore testé quoique ce soit, je ne recommande rien pour le moment. Je partage juste mes choix. PS : Je suis du genre à économiser sur mes dépenses, j'achète au moins cher dès que je le peux. Cela implique parfois de prendre plus de quantité et aussi d'être patient pour les achats en Chine avec livraison plus longue ! Etape 2 : Je partagerais mon installation qui est prévue dans mon garage, j'en profiterais pour calibrer l'imprimante. Etape 3 : Il faudra bien tester le matériel ! Je commencerais donc par des impressions test. J'approfondirais le sujet en temps et en heure, car il y pas mal de fichiers test différents. Avant d'aller plus loin je voudrais que mes tests soit validés. Premier test au passage de la wash & cure UW-02. Etape 4 : Impression d'un fichier déjà prêt, de préférence déjà évidé et avec supports. Puis passage dans la wash & cure UW-02. Etape 5 : Modélisation d'une première figurine simple. Test des slicers et mise en place d'un flux de travail pour la préparation du fichier 3D voué à être imprimé. Et bien sur impression du fichier modélisé ! Puis passage dans la wash & cure UW-02. Je suis de nature très patient, il ne faut pas vous attendre à un développement rapide de ce topic, je ferais cela à mon rythme en fonction de mon emploi du temps. Si c'est possible, j'aimerais avoir les droits de modifications sur le premier message de ce topic, cela me permettras de mettre à jour les étapes à l'avenir pour une meilleure lecture du sujet. A bientôt pour l'étape 1 !1 point
-
avant, tu peux la décaler verticalement pour travailler dans une zone intacte. Et du côté de la tête, est-ce que le refroidissement du radiateur est bon? tu n'as pas remplacé le ventilateur par un Noctua? Qu'en est-il de la calibration de l'extrudeur? quelle dispersion as-tu entre 3 mesures voire 5 mesures?1 point
-
@noemiep On ne doit pas se comprendre. il faut d'abord tester l'extrudeur, le tube PTFE deconnecté de la tête d'impression. Est-ce que ça saute ? Si oui c'est ton extrudeur qui est en cause; si non c'est ta tête d'impression. Fais des photos ou vidéos.1 point
-
Hum ça fait quelques temps que je n'ai plus la V400 mais je pense que le repo de @Guilouz est encore à jour pour la procédure1 point
-
Une petite déception aujourd'hui après le succès d'hier... J'ai pris le Super Wheelie et monté l'idle gear imprimée SLM... Sur le Big Bear, c'était du 9T-25T mod 0.8; sur le Super Wheelie, c'est du 9T-22T mod 0.8. Le trou pour l'axe est parfait et le mouvement semble parfait jusqu'à la fermeture de la gearbox. Une fois celle-ci fermée, l'axe est dans la bonne position et c'est trop serré... Je soupçonne le diamètre racine de la partie large d'être trop large d'un ou deux dixième de millimètre... C'est toujours dans les specs de l'imprimeur mais hors specification pour l'utilisation... cela fonctionnait parfaitement pour le Big Bear et ce n'est pas le cas pour le Super Wheelie. C'était pourtant le même lot de print, et la conclusion est que le résultat est un poil trop imprédictible... J'ai redémonté suite à une remarque sur un forum en me disant que peut être cela venait de la gearbox (y a souvent un peu de déviations sur les mesures des pièces moulées). Mais après mesure du diamètre extérieur de la grande couronne 22T, je suis à 19.4mm pour une cible à 19.2mm. Forcément, ça ne passe plus. pour le 25T du Big Bear, c'était parfaitement dans les specs. Cela confirme l'hypothèse de la variabilité du process JLCPCB en Asie, c'est ce qui à la comparaison sortait comme le moins cher pour ces pièces... (Je fais beaucoup de comparaisons en uploadant mes stl sur plein de sites, et sur craftcloud3D avant de lancer)1 point
-
J'ai fait ce cryptex. Je le trouve sympa, relativement propre, mais pas aussi beau que celui déjà présenté plus haut sur cette page. Sur celui présenté, on ne voit pas les stries d'impression, ce qui n'est pas mon cas. Peut-être les lettres sont à imprimer avec une hauteur de couche inférieure à 0.2 mm ?

 1 point
1 point -
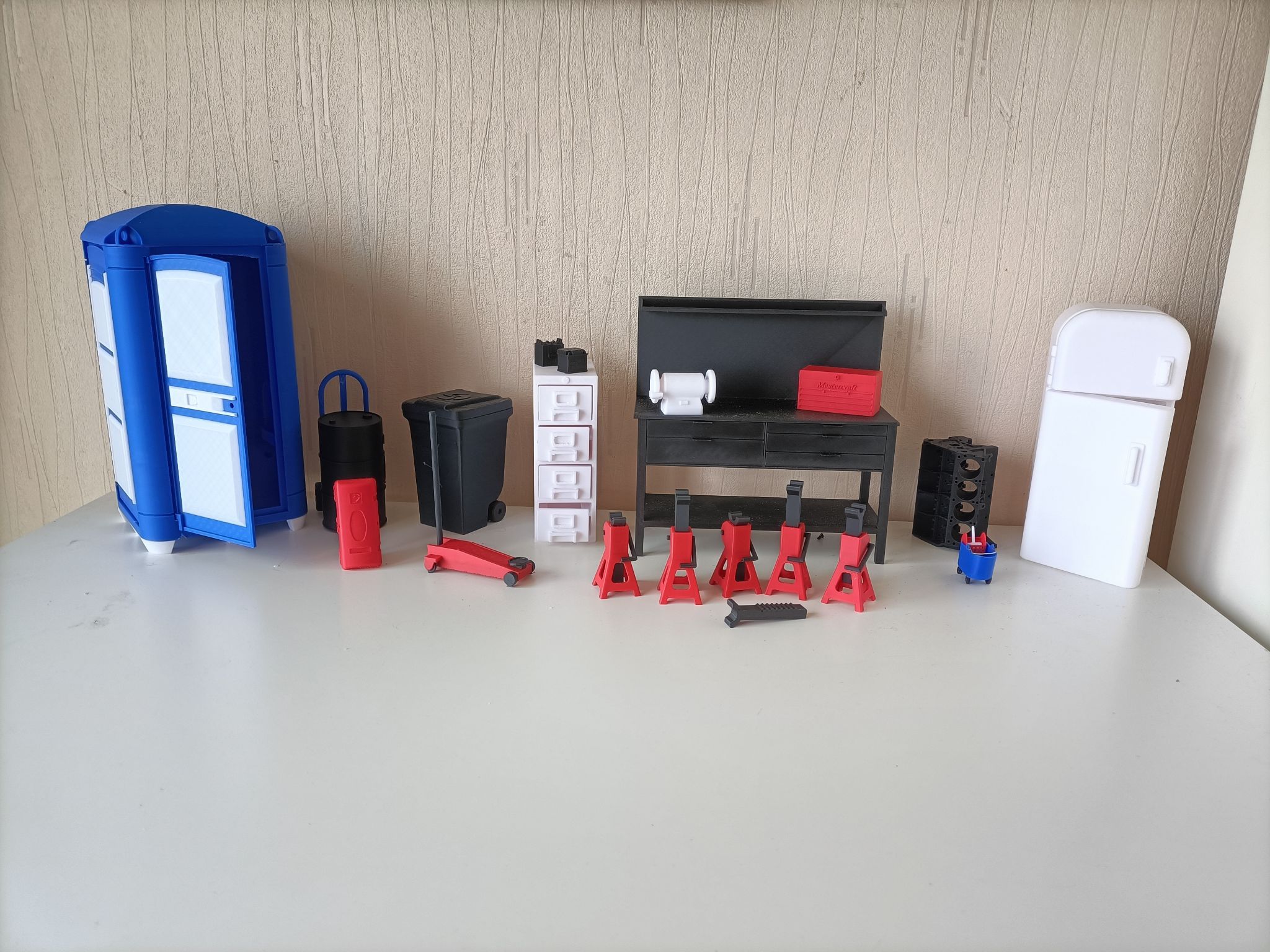
Quelques accessoires pour le futur garage 1/10. Des impressions bi-colores (les gogues, le cric rouleur, roues du diable) mais aussi joué avec l'impression de pièces de différentes couleurs en séquence (chandelles, seau de ménage) ... bien pratique pour optimiser les temps d'impression et les manipulations. Je n'étais pas prêt pour l'AMS, je l'avais surtout pris par curiosité ... maintenant il faut que je me constitue un stock de couleurs plus varié ...
 1 point
1 point -
Accroche masque COVID en 4 couleurs (Filament Ice)
 1 point
1 point -

From the album: Lariflete77
1 point -

From the album: Lariflete77
1 point