Classement




Contenu populaire
Contenu avec la plus haute réputation dans 26/08/2023 Dans tous les contenus
-
Mais le phecda laser apparaît aussi sur le site d'Eleego en précommande !! https://www.elegoo.com/products/elegoo-phecda-laser-engraver-cutter-10w-20w?gclid=EAIaIQobChMI3r-AoO_5gAMVy5DVCh1RqAI2EAAYASAEEgIxIvD_BwE&variant=408422935429602 points
-
2 points
-
En attendant mes pièces pour le Super Wheelie, j'ai fait queqlue chose qui attendait révision depuis quelques temps : revoir le couvre courroie/poulie des 44B/Zerda en tenant compte des tests effectués par mon ami Andy... Le couvre courroie/poulie nécessitait un peu d'espace pour les vis moteur... Ce fut fait rapidement... J'ai aussi profité d'être dans le fichier pour revoir la botte pour la rendre plus facile à imprimer... Mon idée est de l'imprimer en deux partie et de la fixer avec un collier zip... Ceci sera bientôt sur Cults3D...2 points
-
Bonjour, Peut-être faudrait-il plutôt créer une section "Privée" réservée aux seuls membres du forum ? Mais cela dit, n'importe qui peut devenir membre du forum et donc accéder à cette section... Forum : Lieu où se traitent les affaires publiques...2 points
-
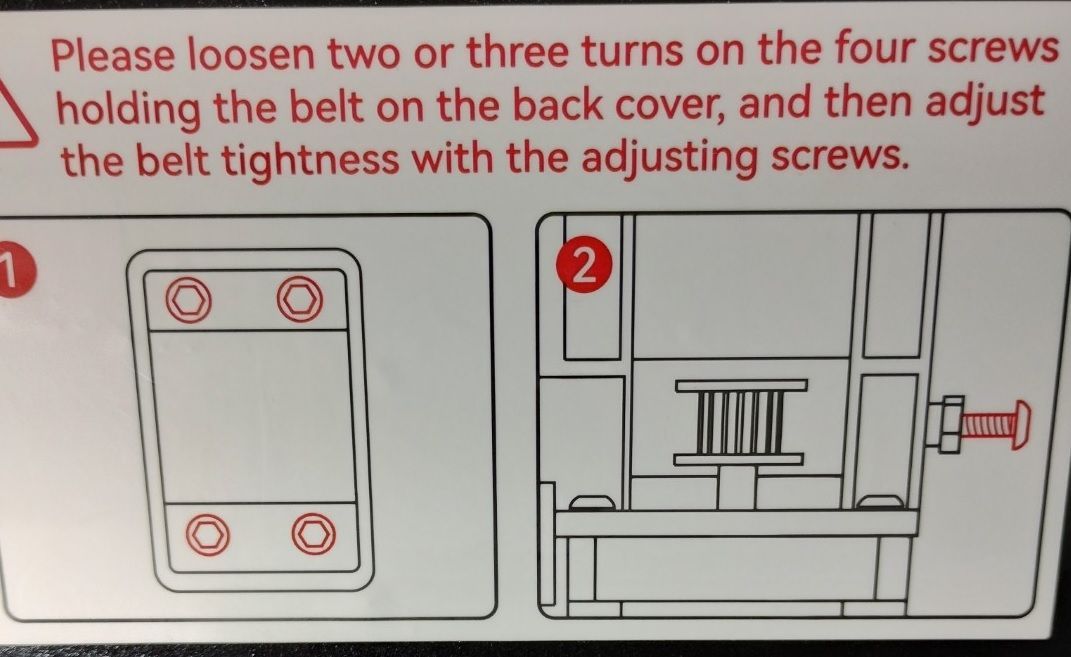
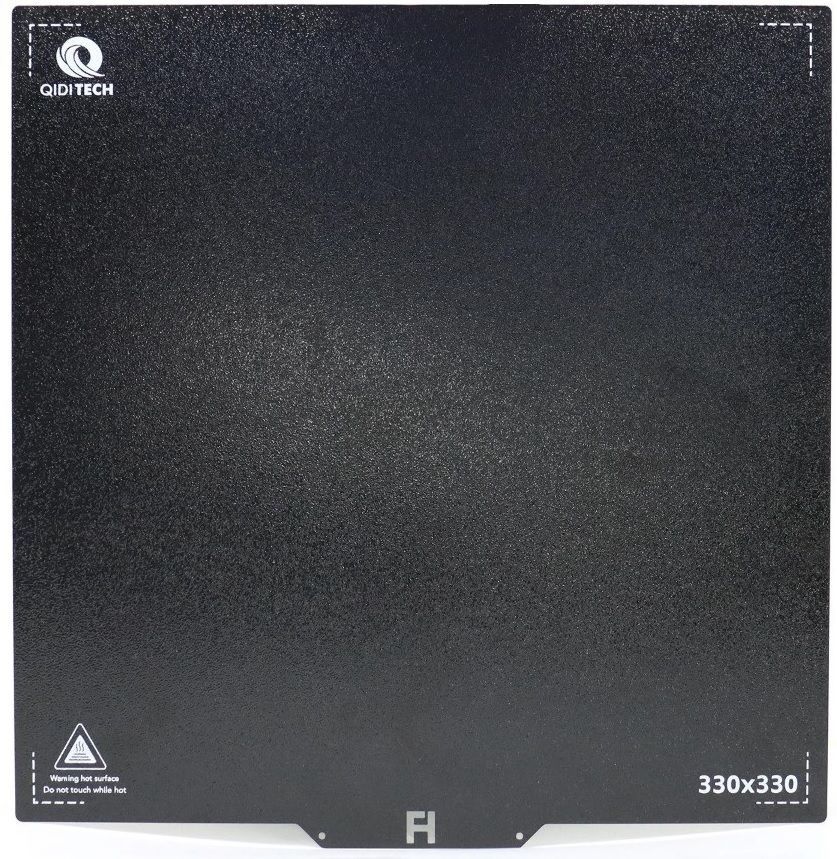
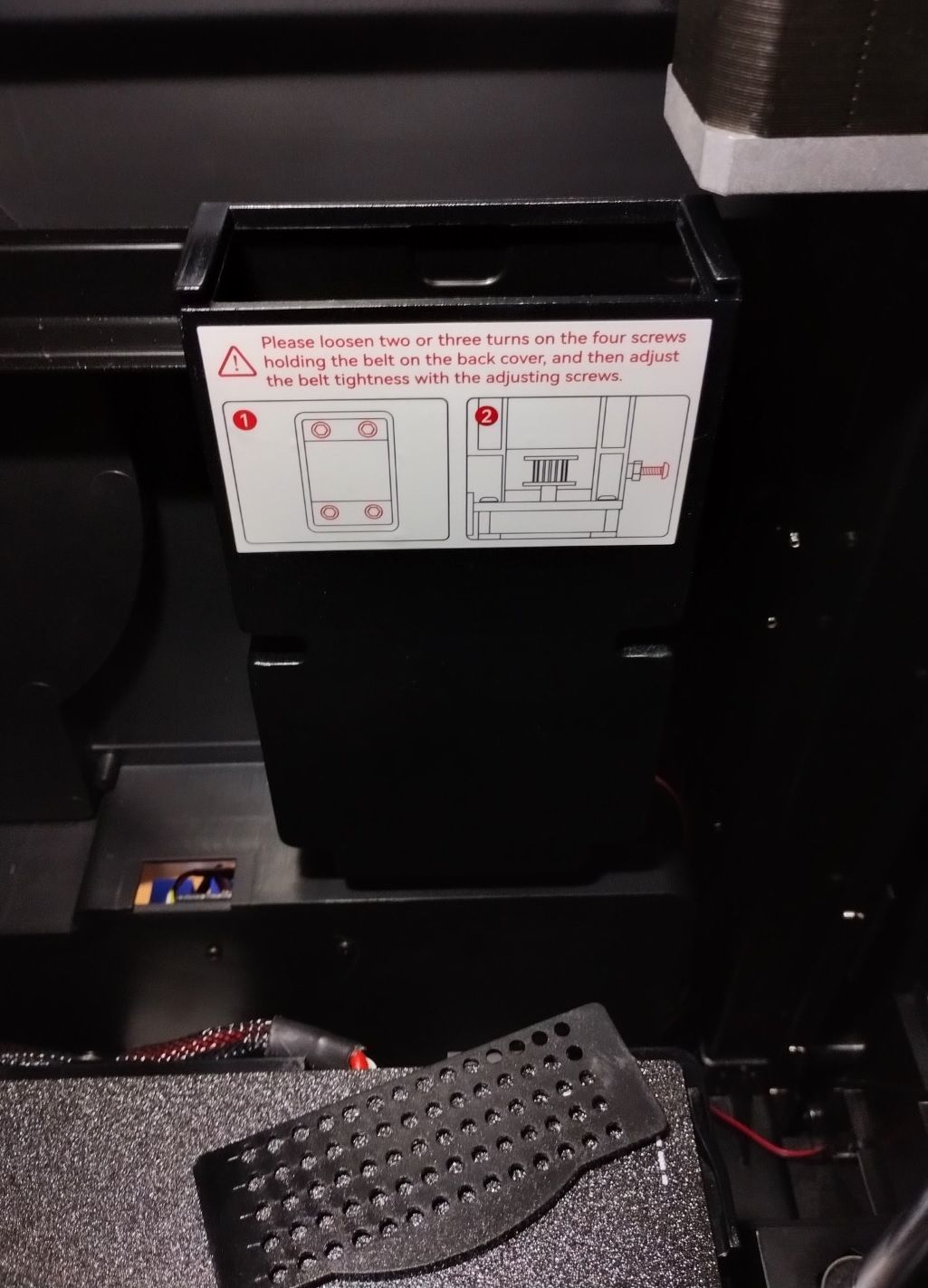
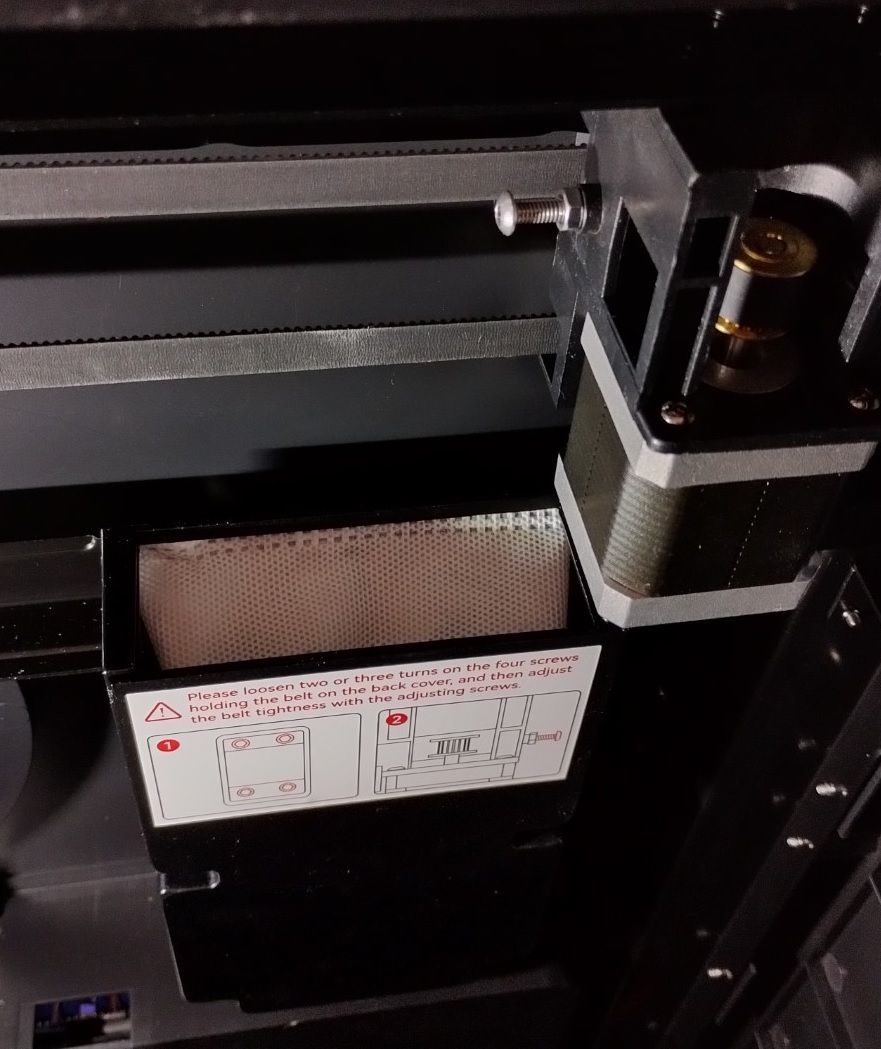
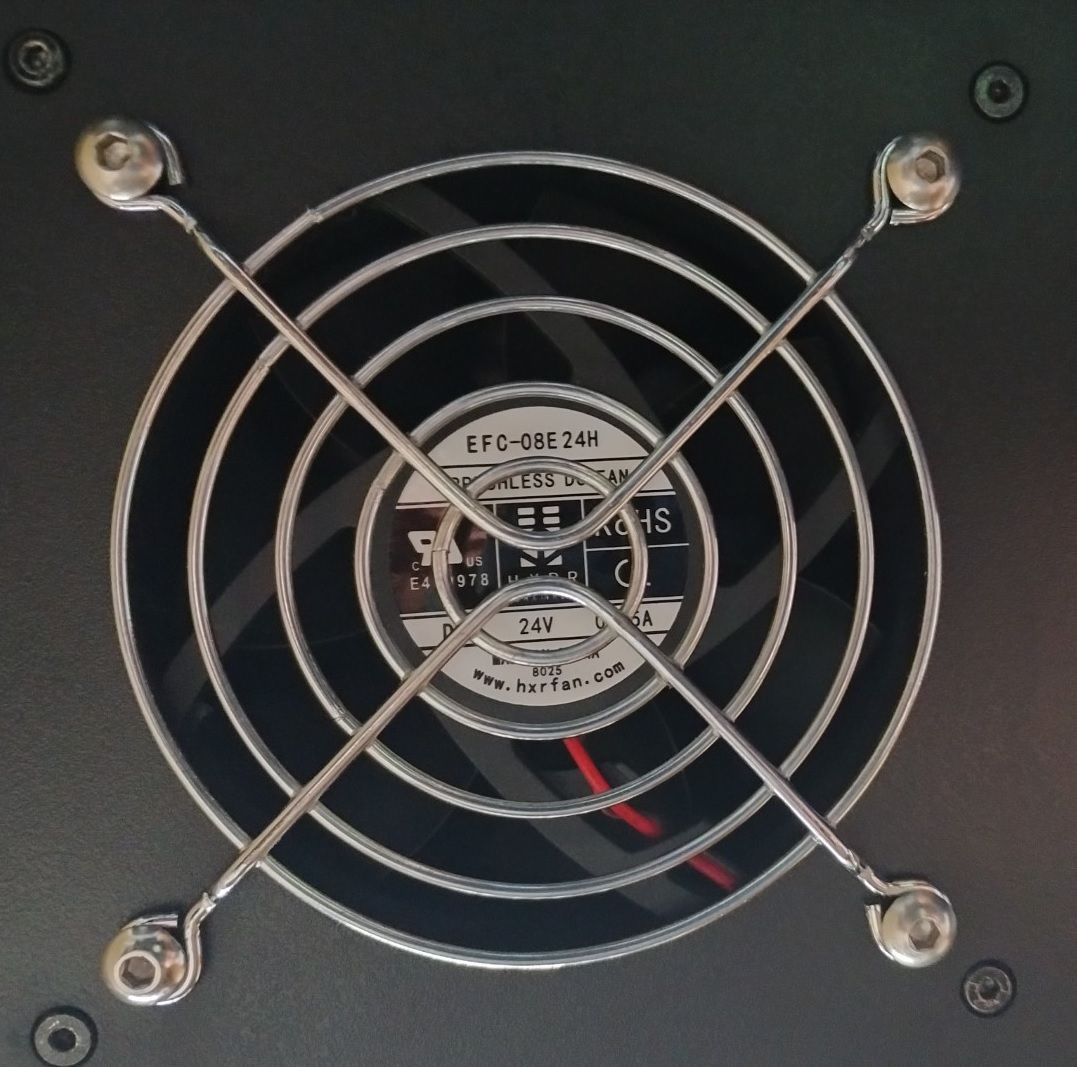
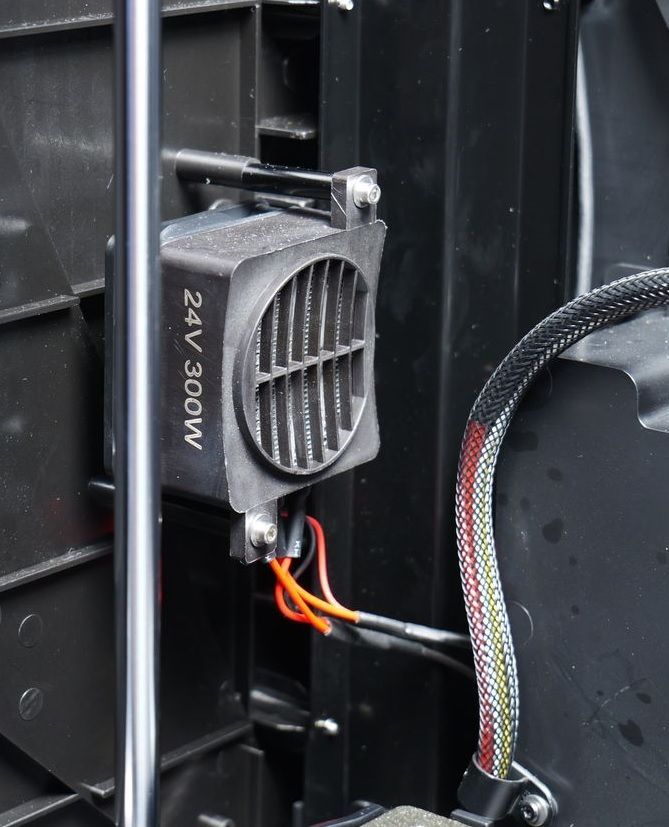
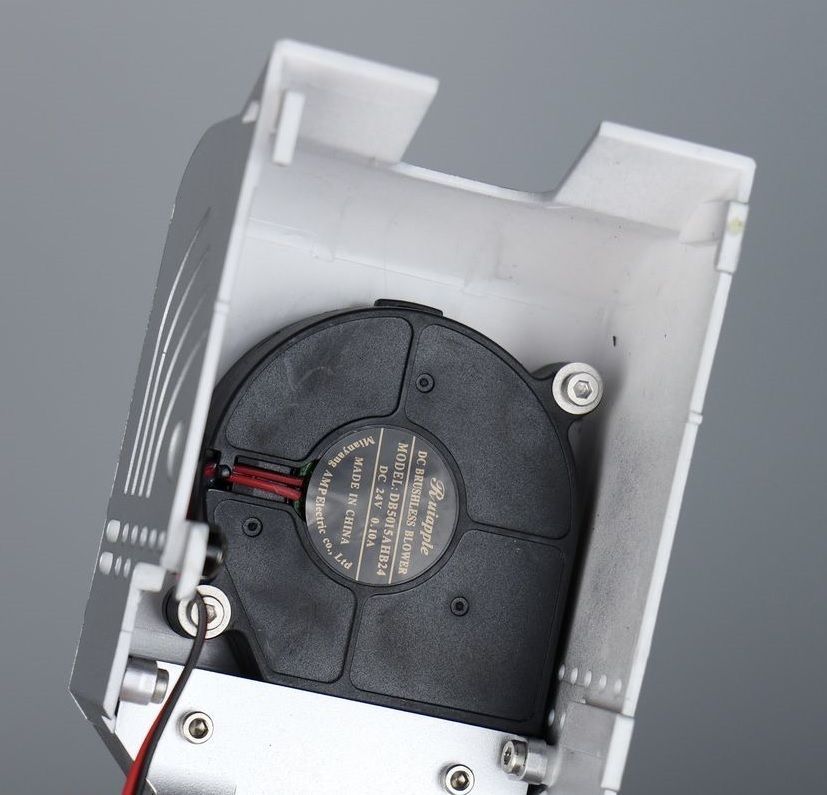
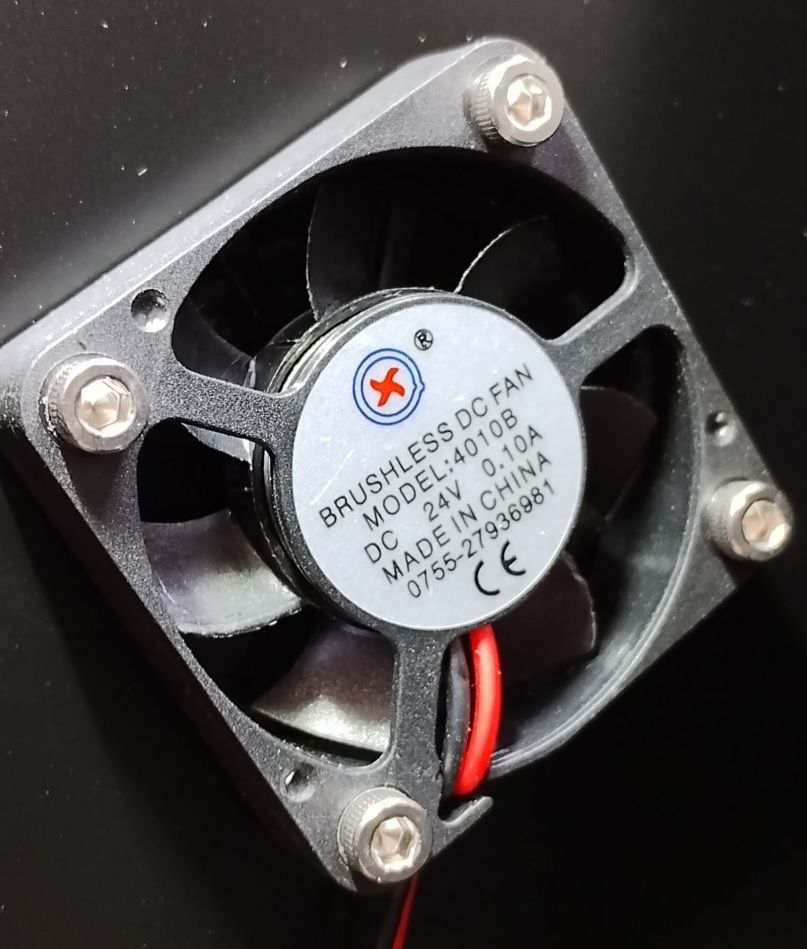
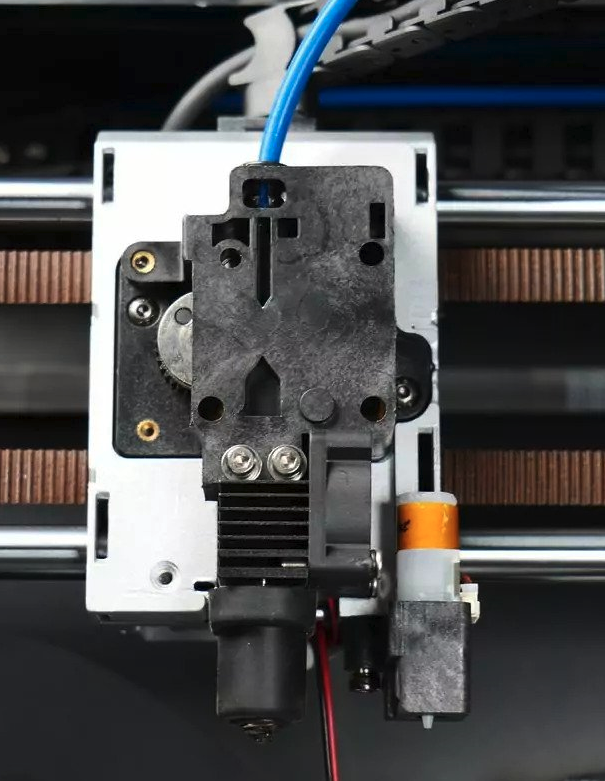
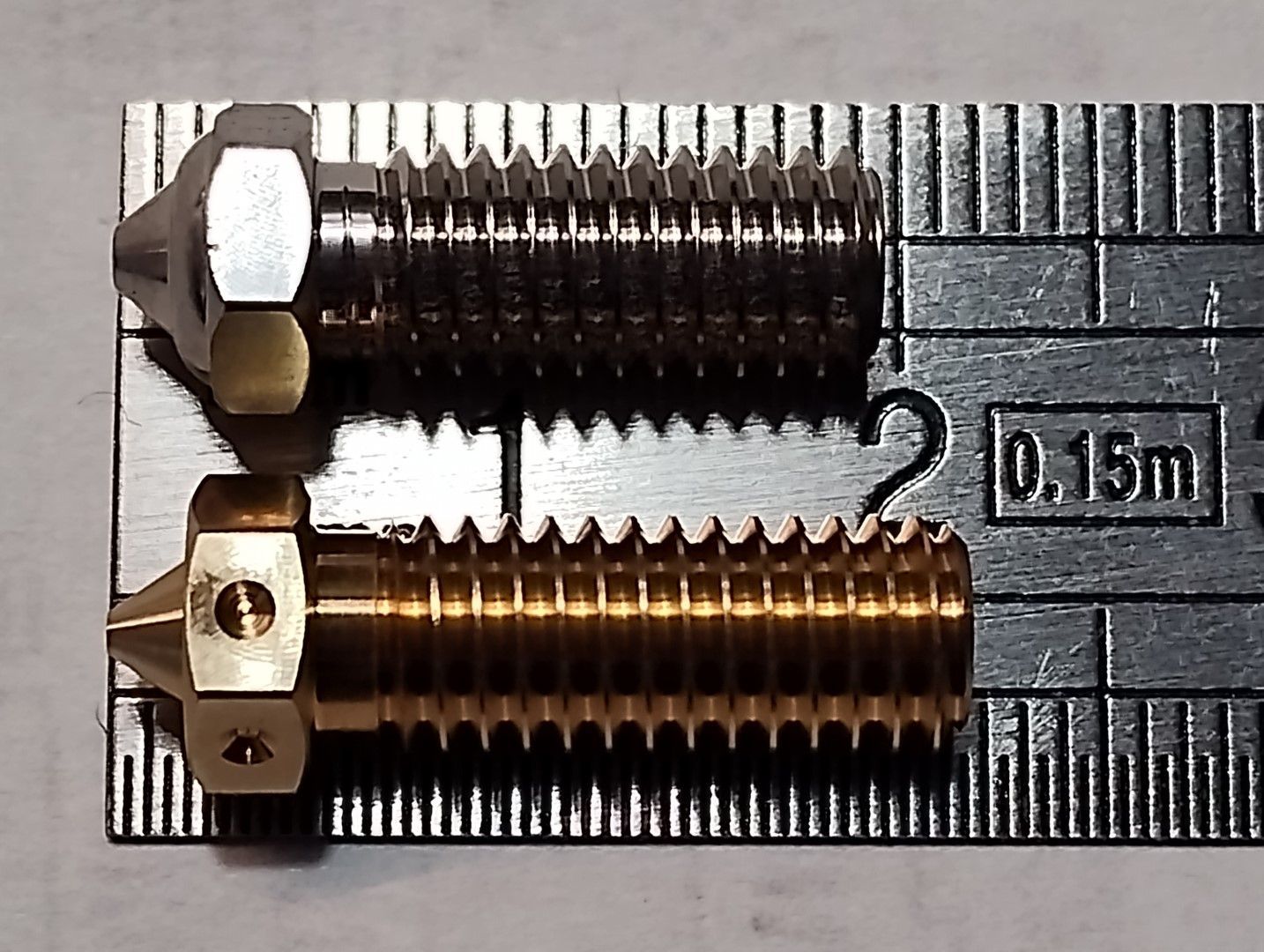
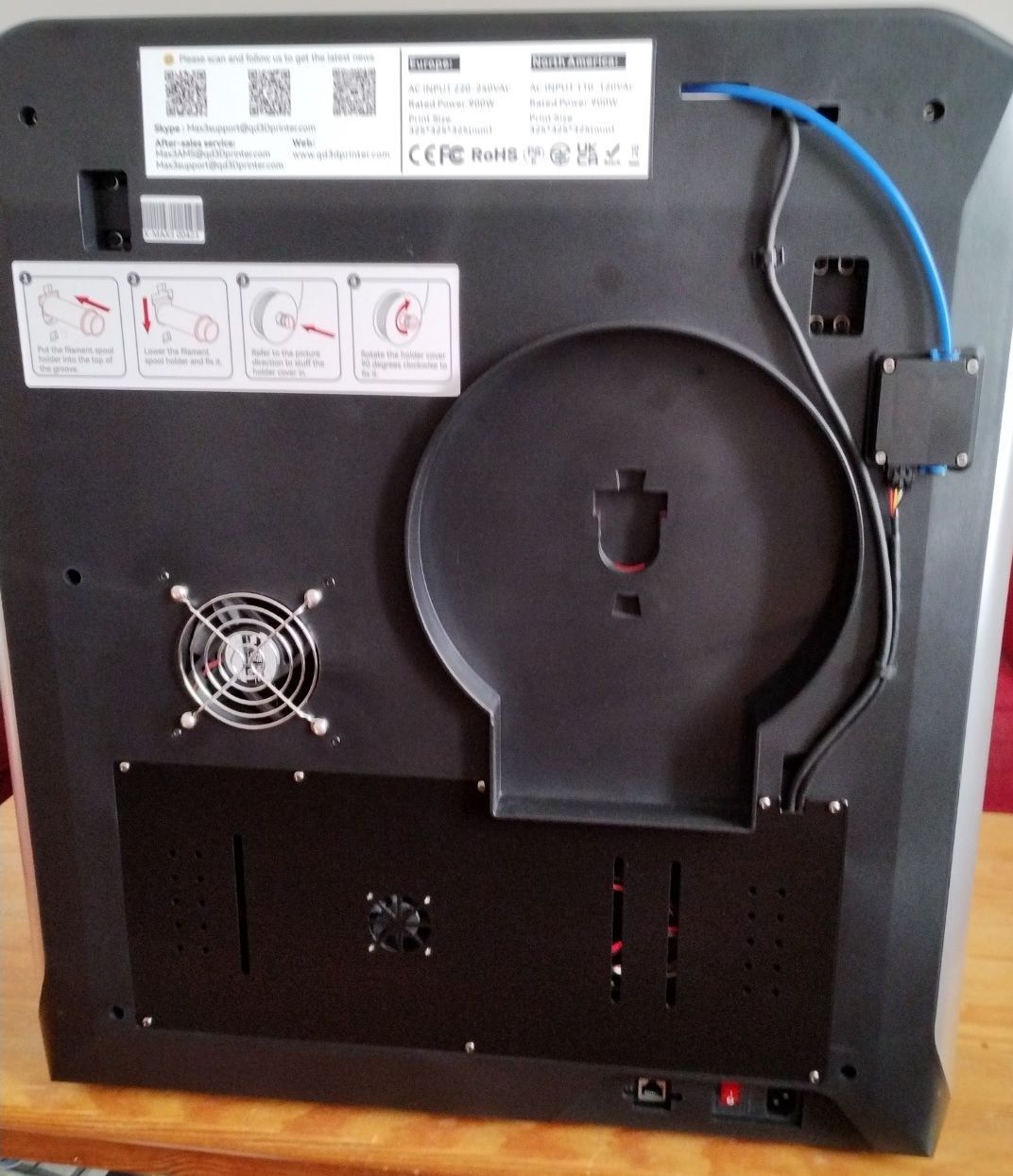
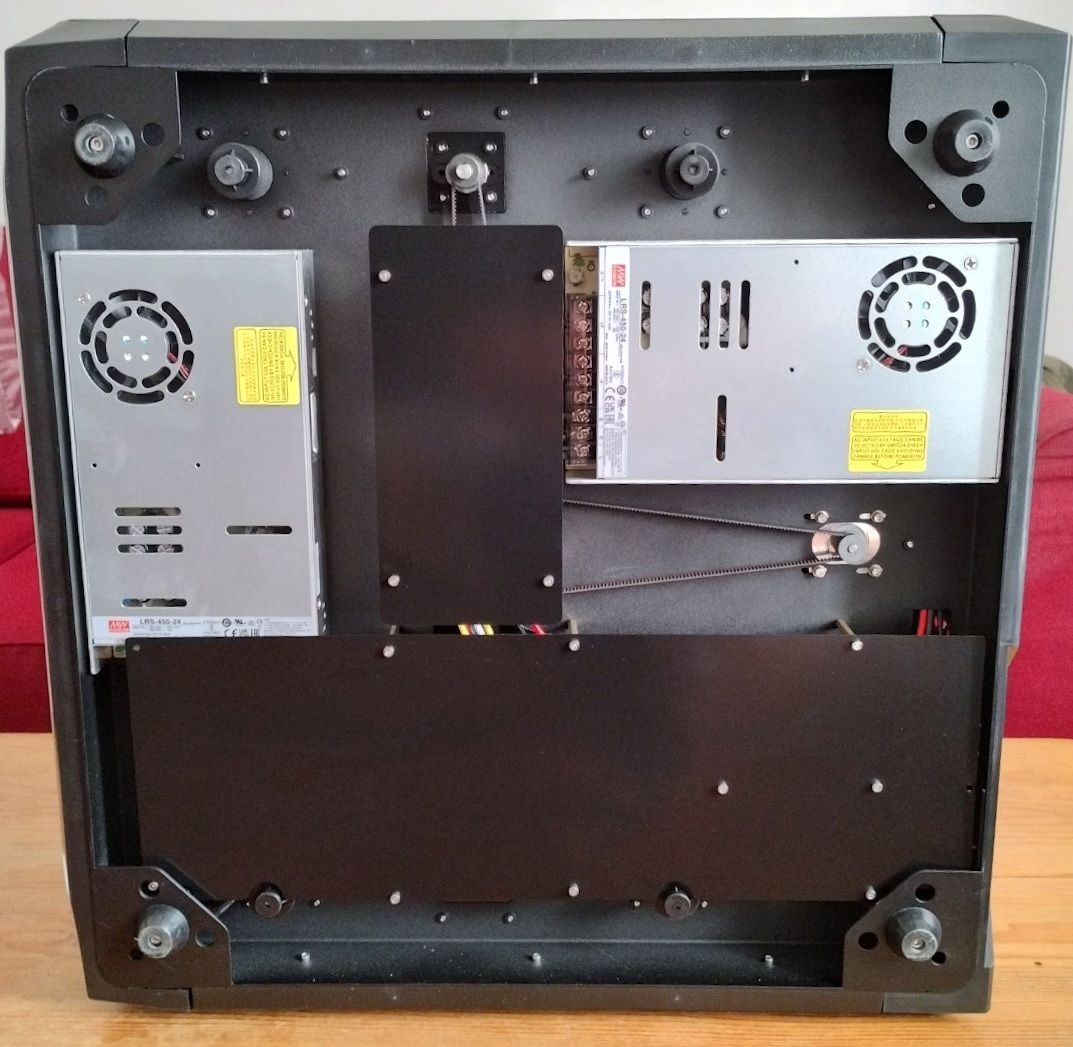
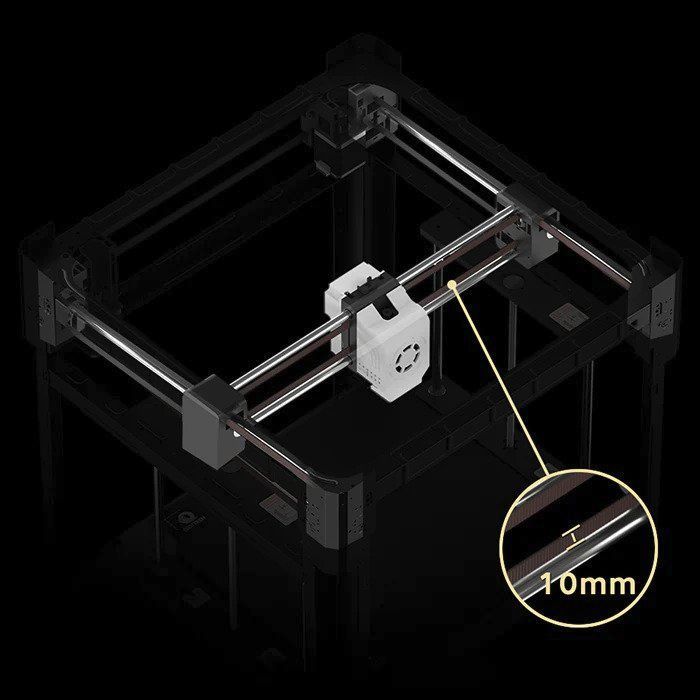
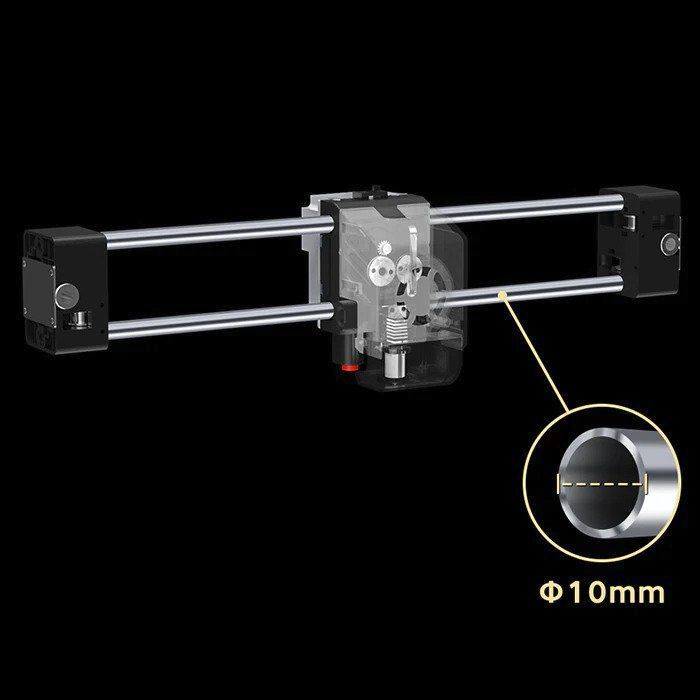
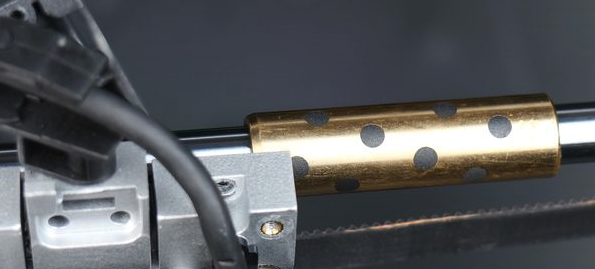
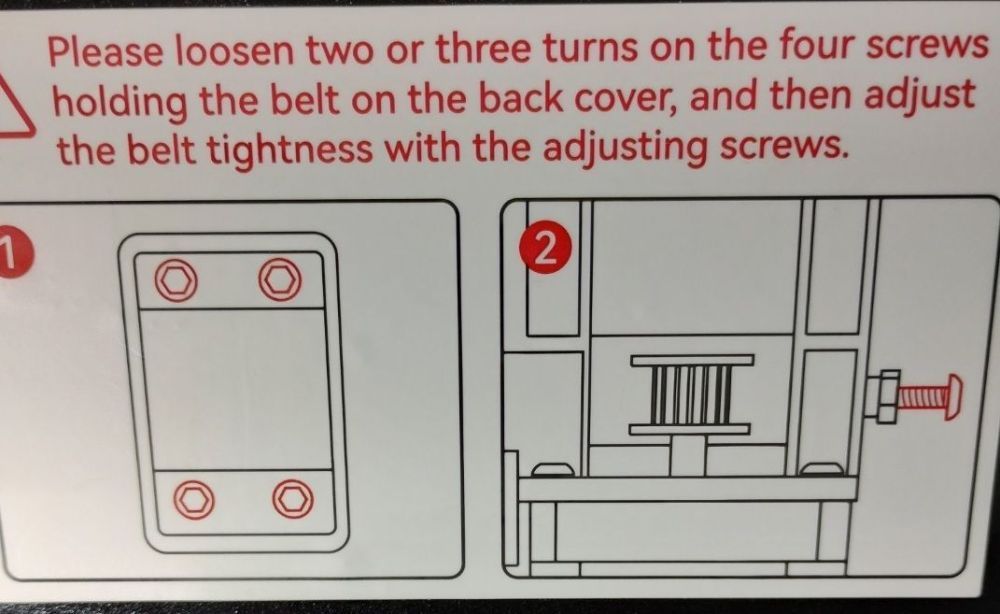
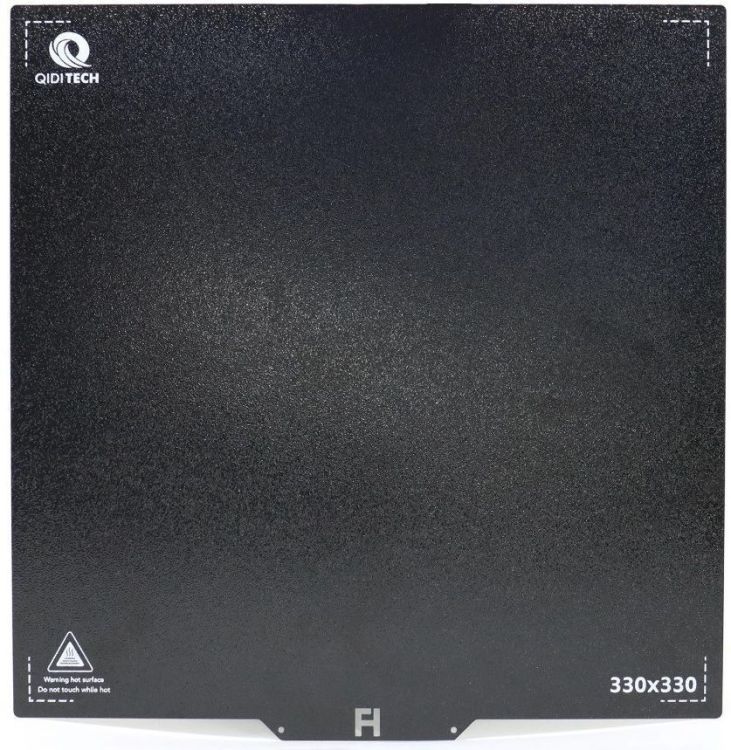
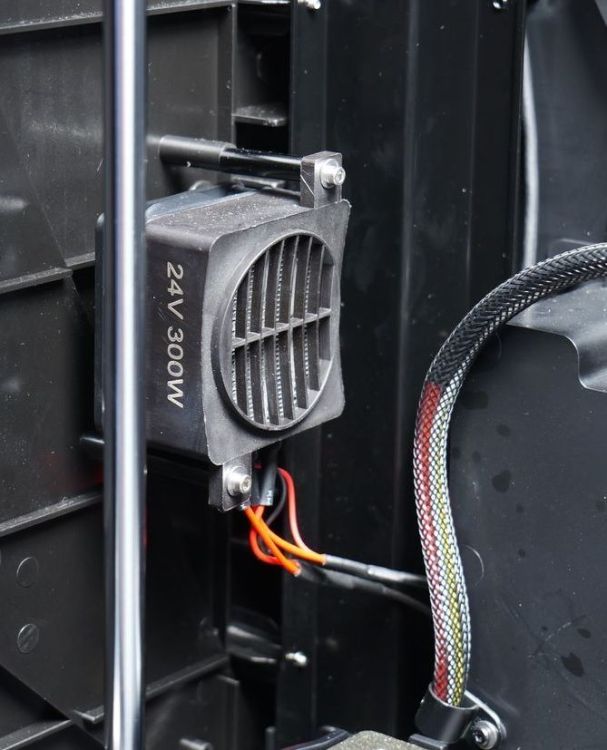
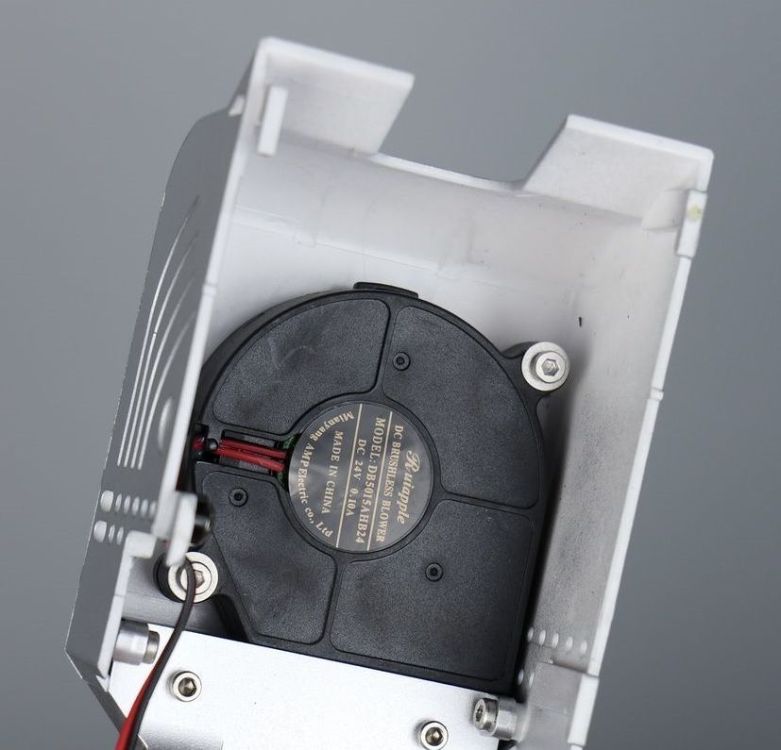
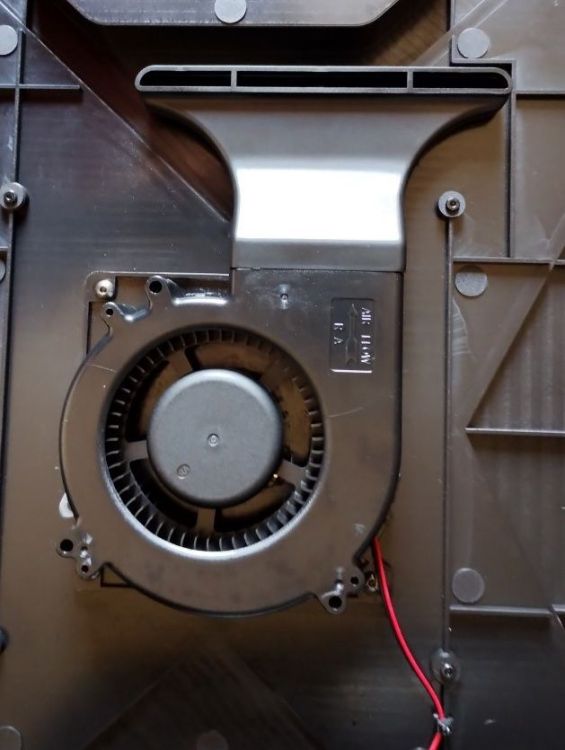
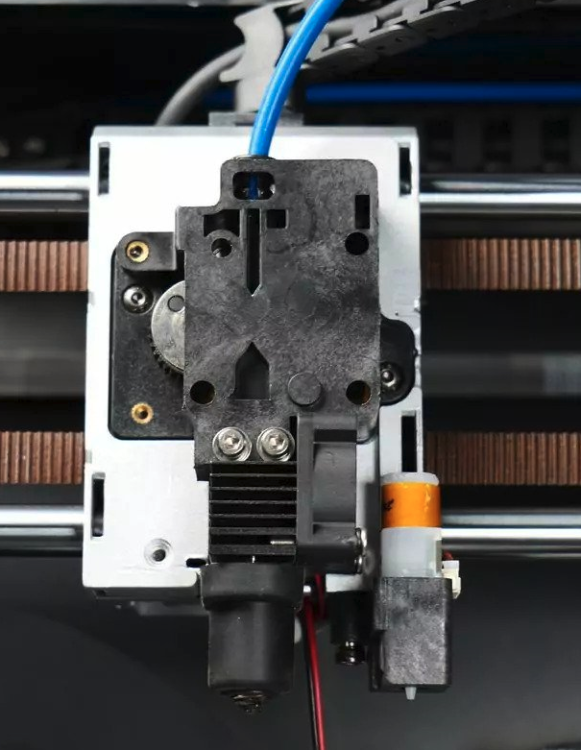
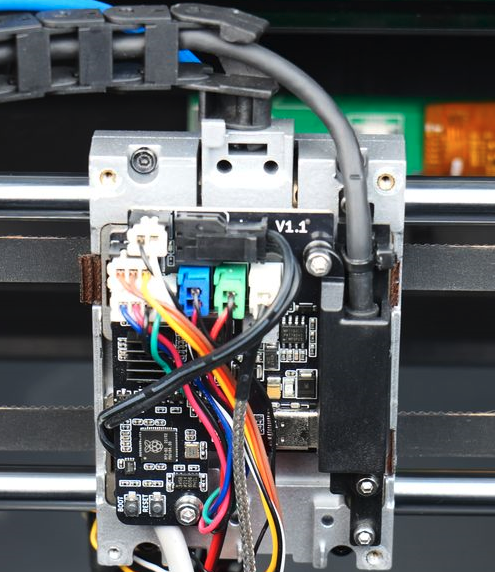
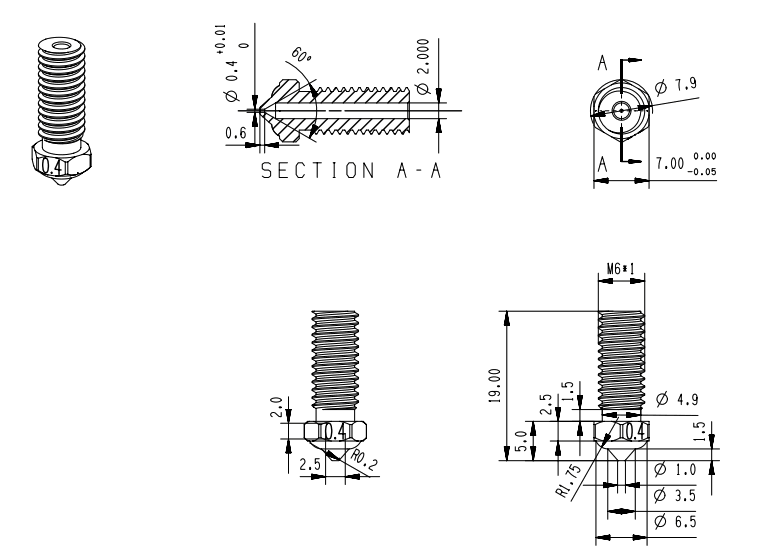
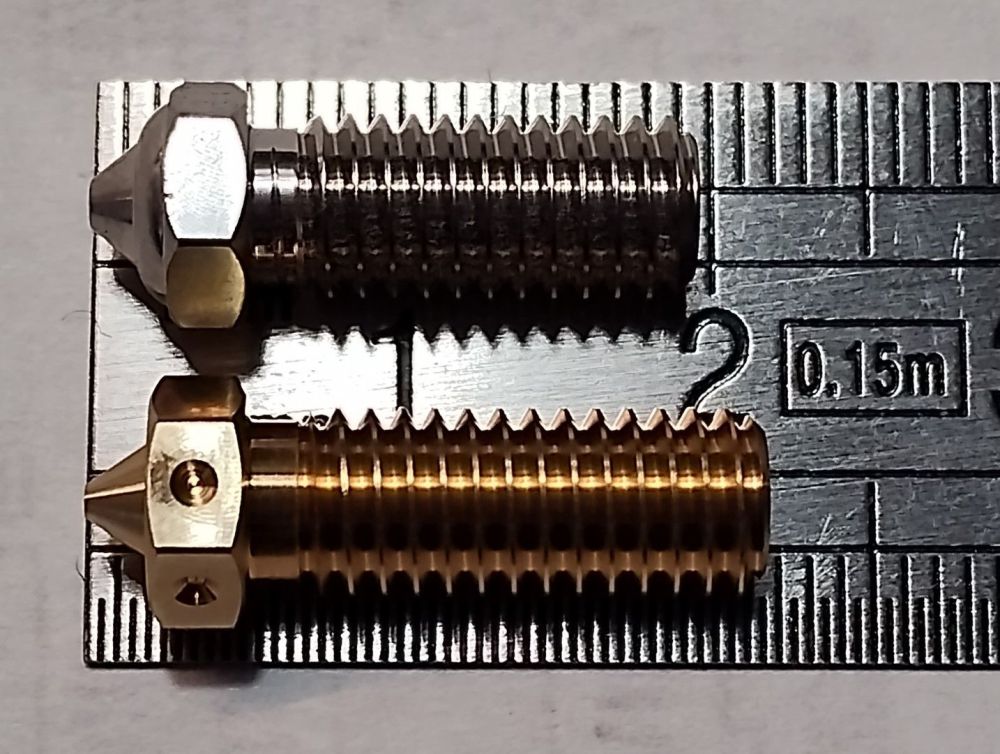
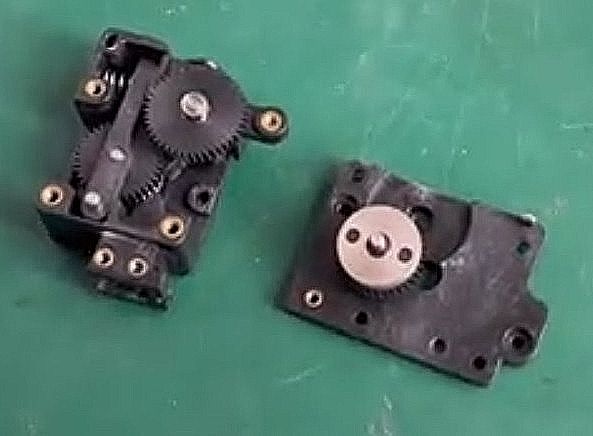
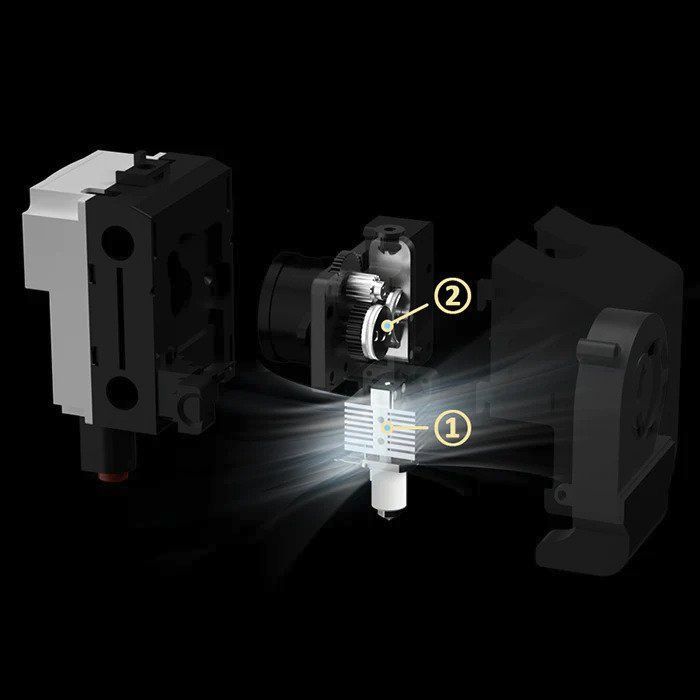
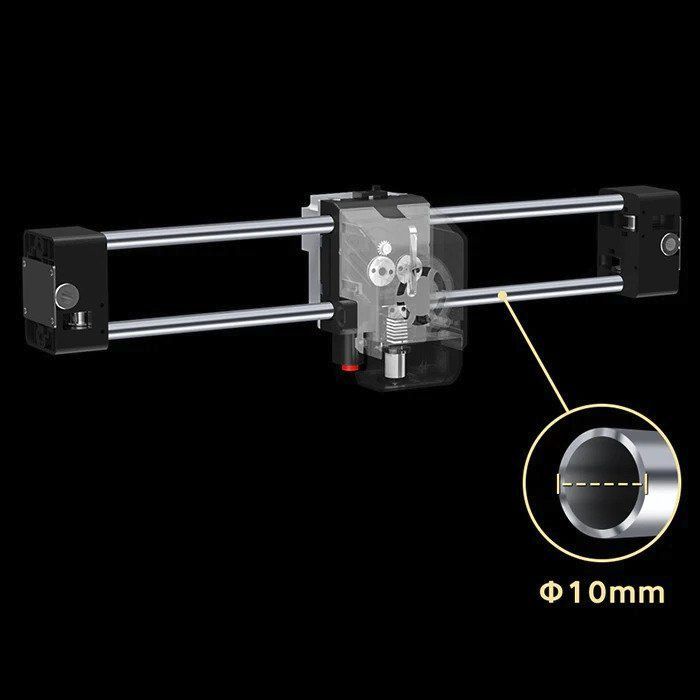
Composants matériels Dans ce post, nous allons aller regarder d'un peu plus près les entrailles de cette QIDI X-Max 3 qui je le rappelle est imposante et par sa taille et par son poids. Cinématique CoreXY La tête d'impression se déplace dans le plan à la fois en X et en Y, les deux moteurs agissent de conserve. Plus d'explications techniques à propos de cette cinématique ici (pour les amateurs, je sais qu'il y en a ). Pour déplacer la tête sur l'axe X, des tiges de 10 mm sont utilisées comme rails de guidage, associées à des bagues en laiton auto-lubrifiantes avec inserts en graphite. Le constructeur QidiTech parle d'axe optique linéaire creux, ressemblant aux tiges linéaires en acier inoxydable (argument marketing ou tiges semblables à celles utilisées dans les scanners ?). En tout cas, utiliser des tiges creuses permet surtout d'alléger les poids de cet axe. N'étant pas un expert des bagues de guidage, je m'interroge toutefois sur la lubrification apportée d'origine aux tiges linéaires de l'axe X. Normalement, ces bagues auto-lubrifiantes ne nécessitent pas d'apport d'huile / graisse supplémentaire. L'axe Y, lui est guidé par des tiges linéaires «ordinaires» de 10 mm de diamètre, les bagues de guidage semblent être cette fois-ci des douilles à billes «classiques» (LMU10UU). Pour déplacer la tête, des courroies de marque (Gates) de 10 mm de largeur d'un pas de 2 mm sont utilisées. Ces courroies peuvent être retendues si nécessaire. Un autocollant apposé sur la boite du ventilateur d'extraction d'air indique les manipulations de base à réaliser, sinon une vidéo peut être récupérée pour voir comment réaliser cette opération. Le cadre de la structure, comme aperçu précédemment, utilise de l'acier (des magnets y adhérent sans aucune difficulté) y compris dans la partie basse sur laquelle repose les tiges de guidage, la vis trapézoïdale et le moteur de l'axe Z (un renfort métallique a même été ajouté entre les deux vis trapézoïdales Les avantages théoriques de cette cinématique CoreXY : espace réduit (le lit chauffant ne se déplace que de haut en bas), structure cubique permettant de fermer celle-ci afin d'obtenir une enceinte étanche, les deux moteurs pas à pas se complètent pour réaliser les mouvements X/Y, rapide et précis lorsque utilisé avec une tête d'impression légère Mais peut aussi présenter quelques inconvénients : la tension des courroies est critique, nécessite un cadre parfaitement rigide et d'équerre, le système de poulies et la longueur du cheminement des courroies Plateau d'impression Le plateau chauffant est constitué d'une épaisse plaque d'aluminium de 6 mm. Celui-ci est guidé par, de chaque côté, deux tiges linéaires de 10 mm associées à des douilles à billes LMU10UU, la montée / descente étant assurée par des vis trapézoïdales également de diamètre 10 mm, un tour complet monte / descend le plateau de 8 mm. Un seul moteur gère les deux vis, via une synchronisation par courroie. La tension de cette courroie peut être réglée si nécessaire en suivant cette vidéo. Pour assurer le maintien de la plaque de tôle flexible et amovible sur le plateau chauffant, il n'y a pas de plaque magnétique collée sur toute la surface du plateau. Qiditech a inséré neuf (9) magnets dans la structure. Le constructeur certifie un magnétisme jusqu'à 120°C. La tôle d'acier flexible livrée avec l'imprimante X-Max 3 (HF plate) est recouverte de chaque côté d'un revêtement «HF», un PEI structuré avec ajout de manganèse . Sur le site Qiditech, une autre plaque est en vente (Smooth plate), celle-ci est également double-face, un côté PEI texturé, l'autre une feuille de PEA, genre de PEI permettant d'obtenir un aspect lisse. Les deux tôles flexibles mesurent 330 x 330 mm pour une surface d'impression de 325 x 325 mm Le plateau d'impression possède aux coins arrières gauche et droit un rebord permettant de placer la tôle magnétique aisément et correctement. Normalement la planéité de la base d'impression a été réglée en usine mais il reste possible de la re-régler au cas où (vidéo disponible via cette page de dépannage). Juste un regret concernant ce plateau chauffant: aucun isolant thermique ne se trouve dessous. C'est dommage car cela permettrait d'assurer une répartition plus homogène de la température et surtout éviter des pertes caloriques. Ventilation De nombreux ventilateurs se trouvent à l'intérieur de cette imprimante, pas moins de huit (8). la tête d'impression possède les deux habituels (un radial (5015) pour refroidir le filament, le second axial (2510) pour refroidir le radiateur) un «gros» ventilateur radial monté sur le côté droit assure un refroidissement de l'ensemble de la pièce sur le plateau la carte contrôleur à l'arrière est refroidie en permanence par un ventilateur 4010 rapide ( 5000 rpm) L'extraction d'air interne se fait sur l'arrière via un ventilateur 8020. Avant d'être extrait de l'enceinte, l'air passe à travers un sachet de charbon actif. Ce sachet est livré dans la boite en carton contenant la boite hermétique disposant elle-même de son sachet de dessicant. A noter que le document PDF de Qiditech n'en fait pas mention ni sur la manière de le mettre dans la boite interne La chambre interne peut être chauffée (⩽ 65°C) via un ventilateur et son élément chauffant (300W). Une sonde de mesure de température de l'enceinte se trouve en haut à droite du portique de l'axe Z Les deux alimentations 450W (Meanwell) au-dessous de l'imprimante possèdent chacune un ventilateur (6010) ne se déclenchant qu'au-delà d'une certaine température / charge. Ils se font surtout entendre lors de la chauffe du plateau. Malgré la présence de ces nombreux ventilateurs, la QIDItech X-Max 3 n'est pas si bruyante que ça. Le plus «sonore» étant le gros ventilateur de refroidissement du plateau, surtout audible quand on imprime porte ouverte et capot supérieur retiré avec PLA, PETG, TPU. Tête d'impression Cette tête possède un corps de chauffe en céramique, la cartouche de chauffe permet normalement de monter en températures jusqu'à 350°C (c'est hénaurme ), de nombreux matériaux techniques devraient pouvoir être imprimés . La sonde de température est un thermocouple (MAX6675). La tête d'impression montée d'origine est celle avec une buse cuivre recouvert d'un revêtement plaqué (copper plated), une seconde tête est livrée, elle montée avec une buse en acier renforcé (hardened steel) pour les matériaux plus techniques chargés en particules (fibres de carbone ou fibres de verre). La seule différence entre ces têtes est uniquement le matériau composant la buse (laiton, cuivre plaqué, acier renforcé). Les deux buses livrées sont celles de diamètre 0,4mm (le site Qiditech propose également des buses en 0,2 - 0,6 - 0,8 mm (pas de 0,2 mm pour l'acier)). Dommage que cette seconde tête ne soit pas équipée de son ventilateur de refroidissement du radiateur. En cas de permutation, il sera nécessaire de démonter celui présent sur la tête en cours. L'arrière de la tête donne accès aux connexions sur la carte fille. La topographie (maillage) du plateau est assurée par un Bltouch originel de Antclabs. Par contre son montage n'est pas habituel, il est enserré dans une coque permettant la fixation sur la tête d'impression. A propos des buses utilisées sur cette tête, bien que ressemblant aux buses Volcano, elles n'ont pas les mêmes dimensions (longueur de 19 mm), des Volcano mesurent plutôt 21 mm. Sur la photo ci-dessous, en haut la buse Qidi, en bas une Volcano : C'est bien dommage car des buses plus techniques, genre des CHT (Bondtech) permettraient probablement un débit volumétrique encore plus important. Extrudeur à entrainement direct (direct-drive) Qiditech a conçu son propre modèle inspiré du Bondtech LGX. Les roues d'entrainement du filament plus grandes permettent de saisir le filament sur une plus grande longueur que de petites roues dentées. Le système d'engrenages utilise un ratio de 9,5 : 1 (1628:170 déclaré dans Klipper), ce qui permet une force d'extrusion accrue. Qiditech annonce une extrusion volumétrique de 35 mm^3/s La photo ci-dessous, extraite d'une vidéo de dépannage, permet d'apercevoir sa conception bien mieux que sur l'éclaté (2) trouvé sur le site de Qidi : Les deux engrenages sont faciles d'accès une fois le capot avant retiré. Cela permet l'entretien, le nettoyage régulier. Voilà, c'est tout pour cette fois-ci. La suite au prochain épisode sera consacrée à l'électronique. D'ici là, pensez à vous rafraichir et rester tranquille au frais durant cette période caniculaire qui ne devrait plus tarder à se terminer














 2 points
2 points -
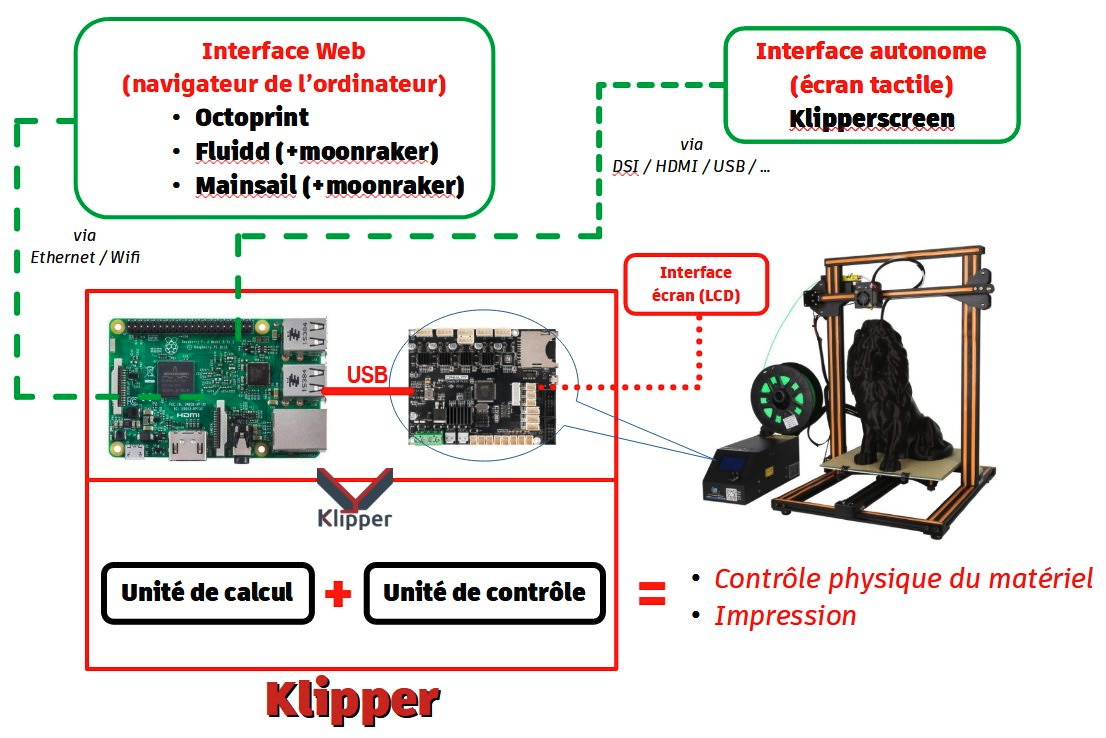
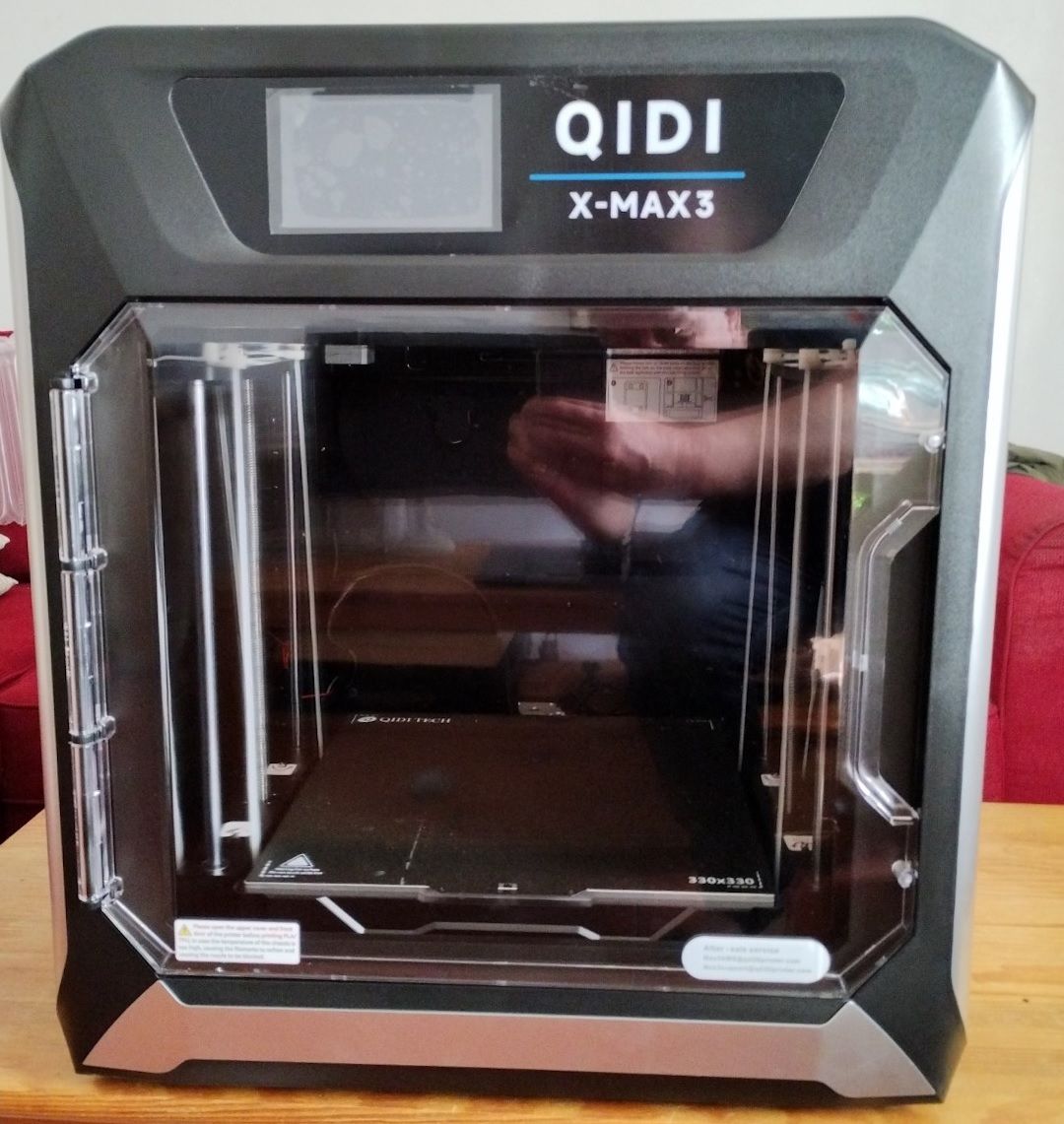
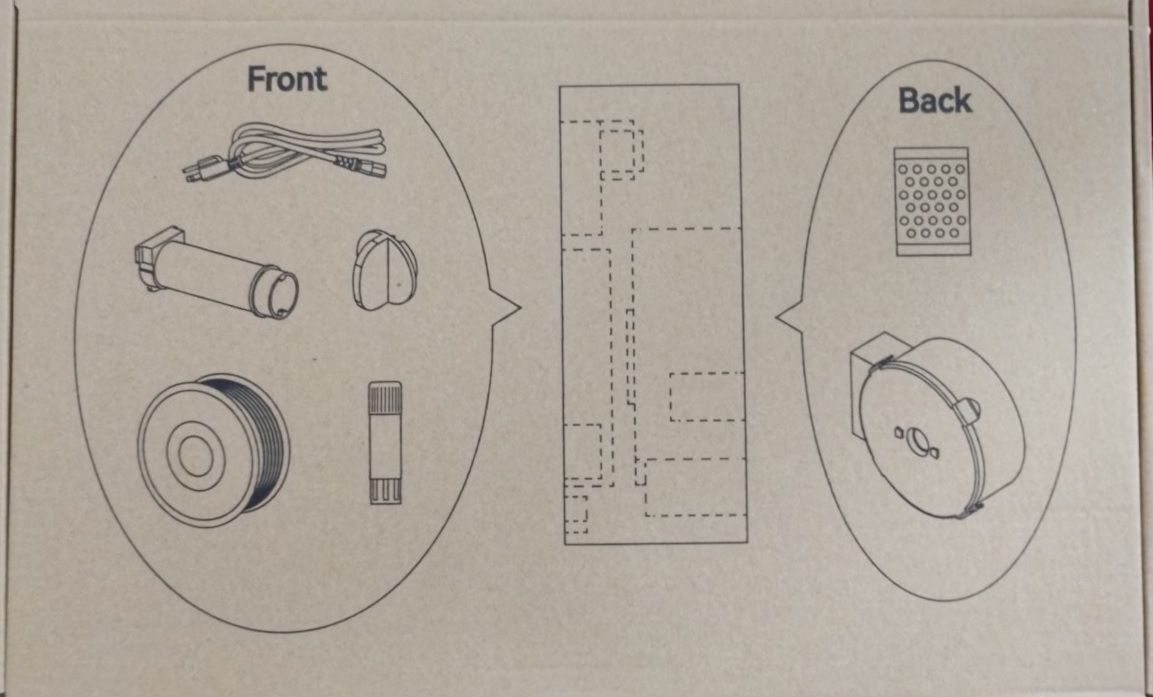
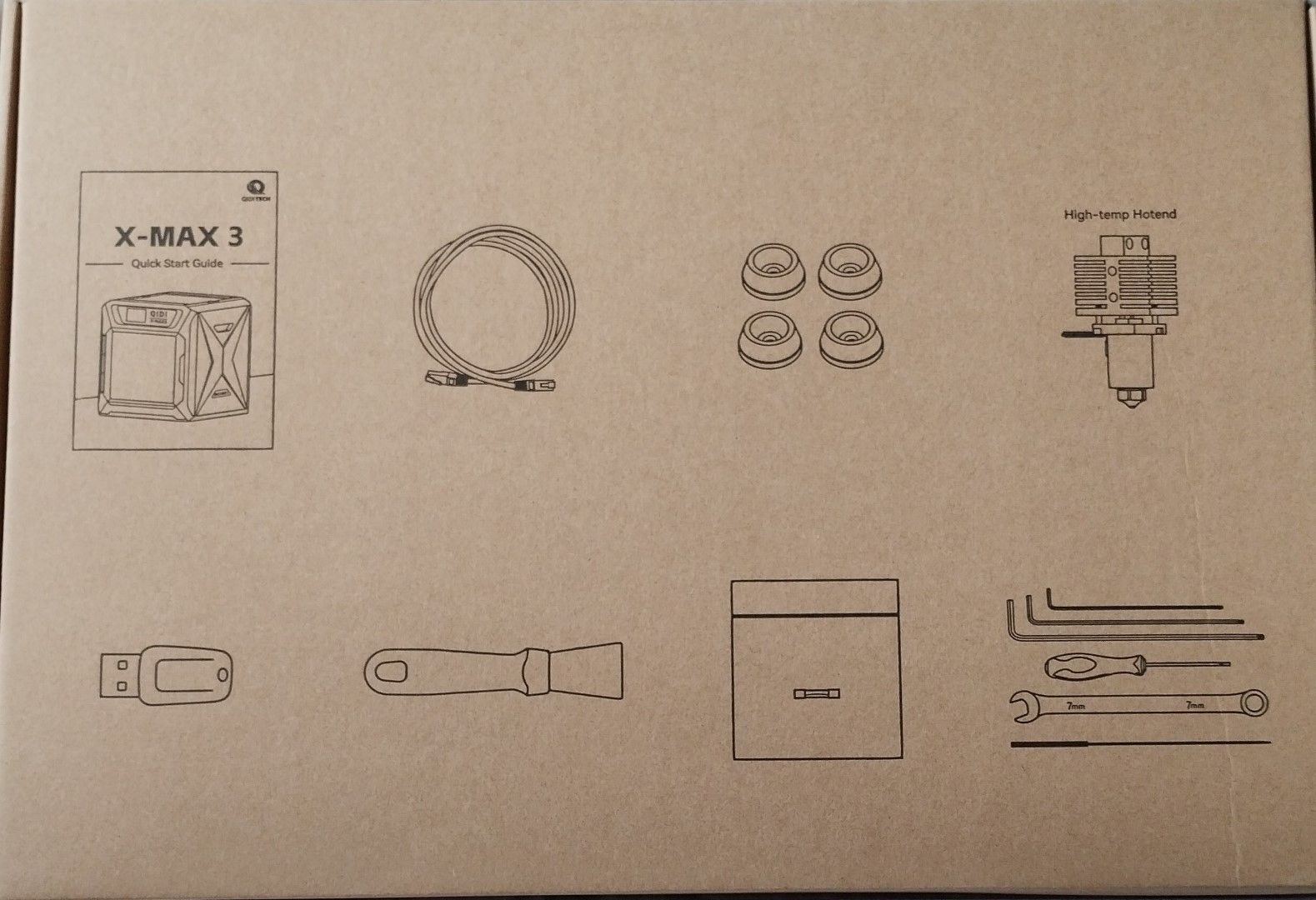
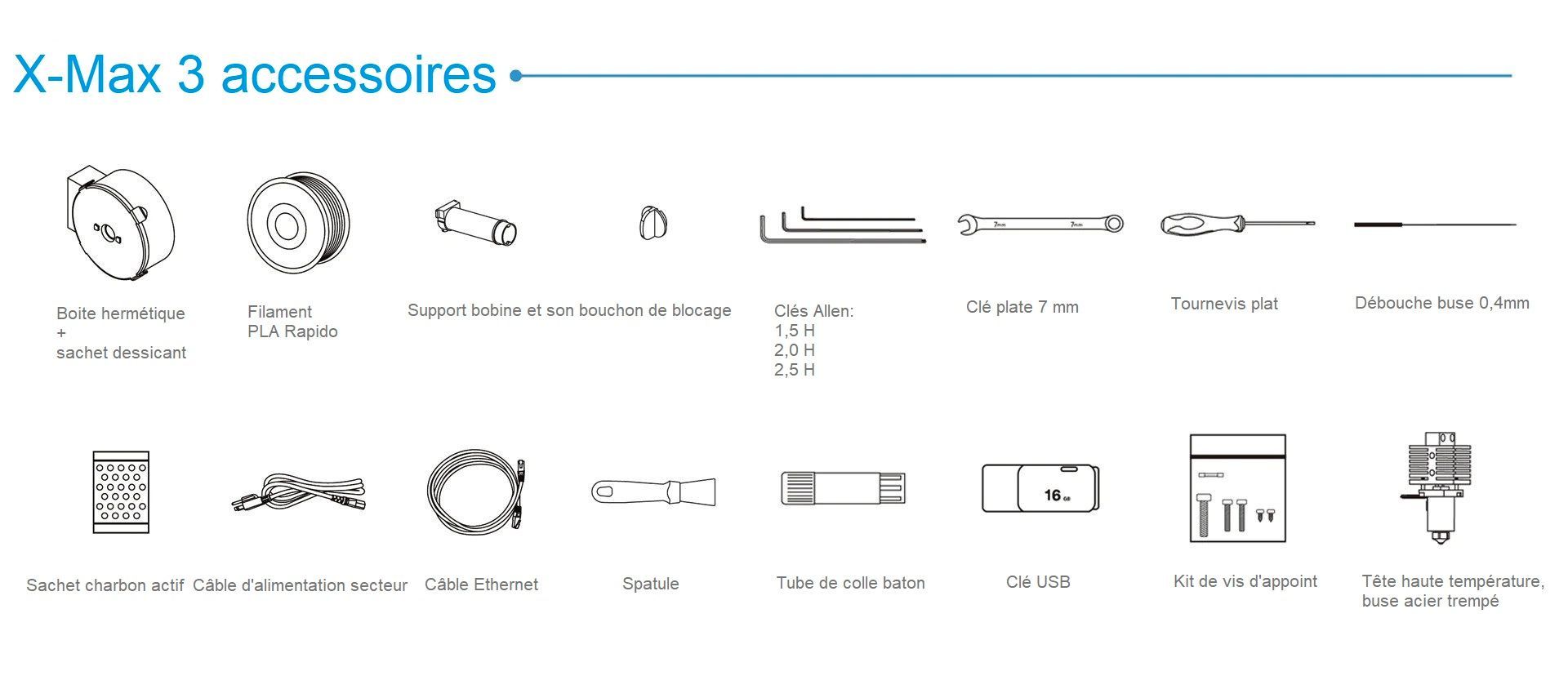
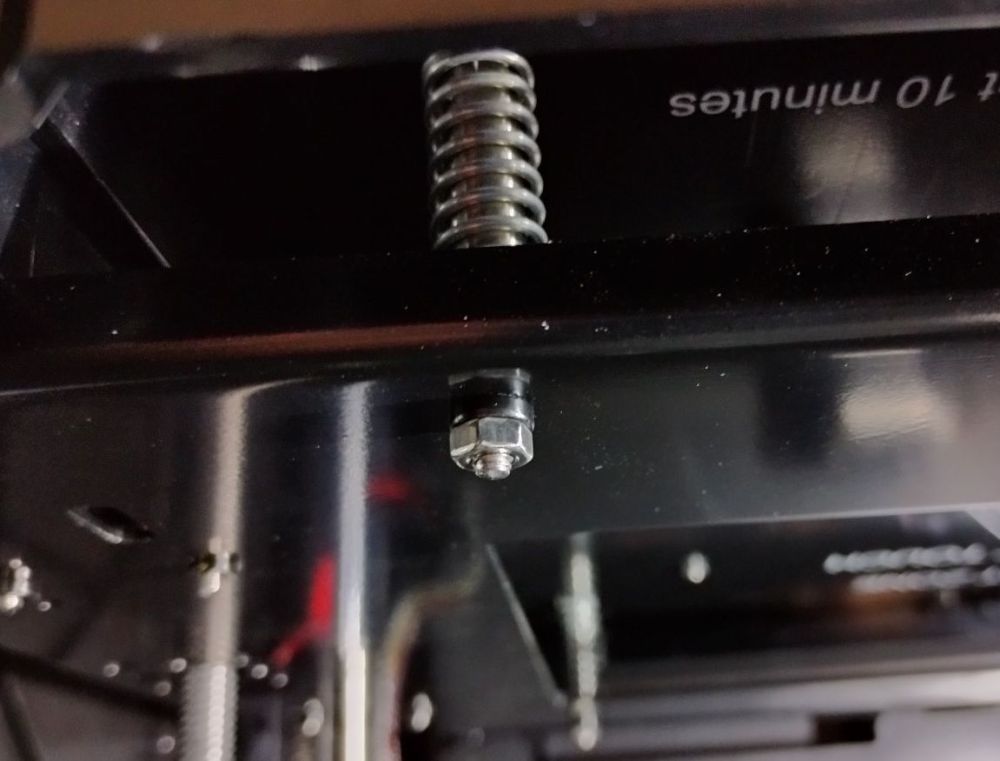
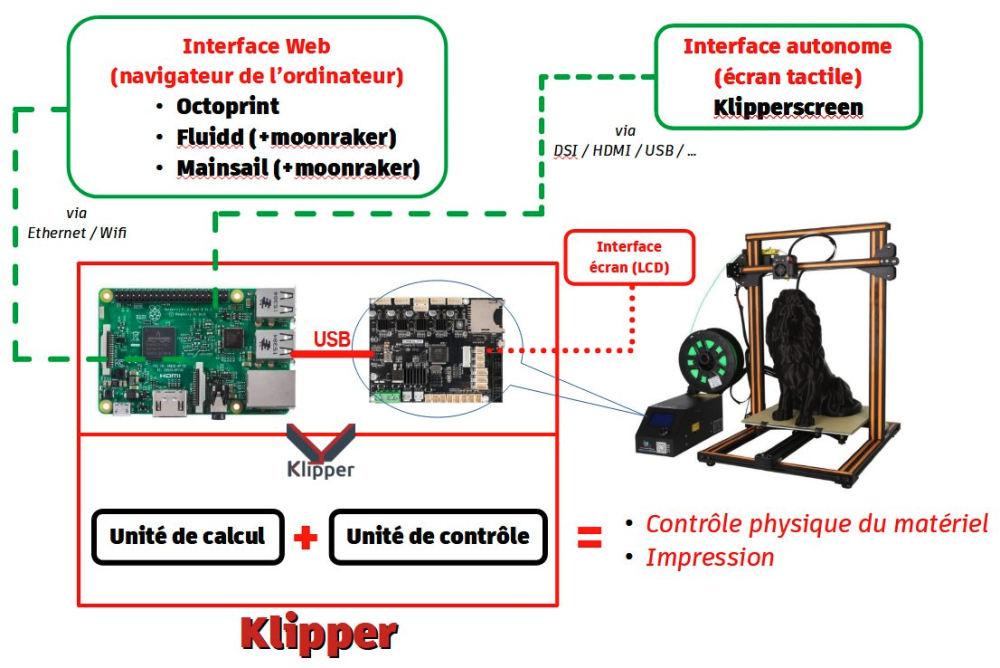
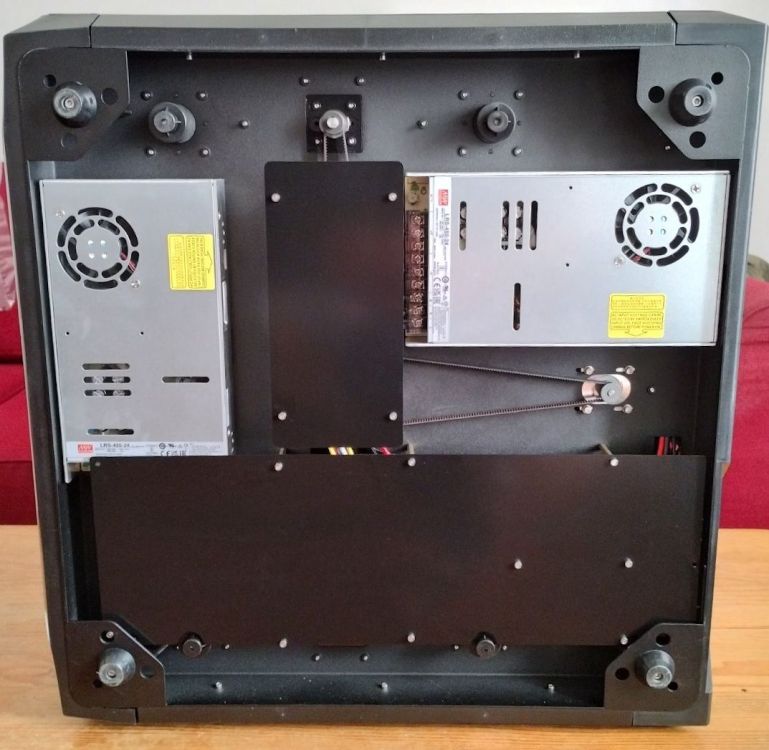
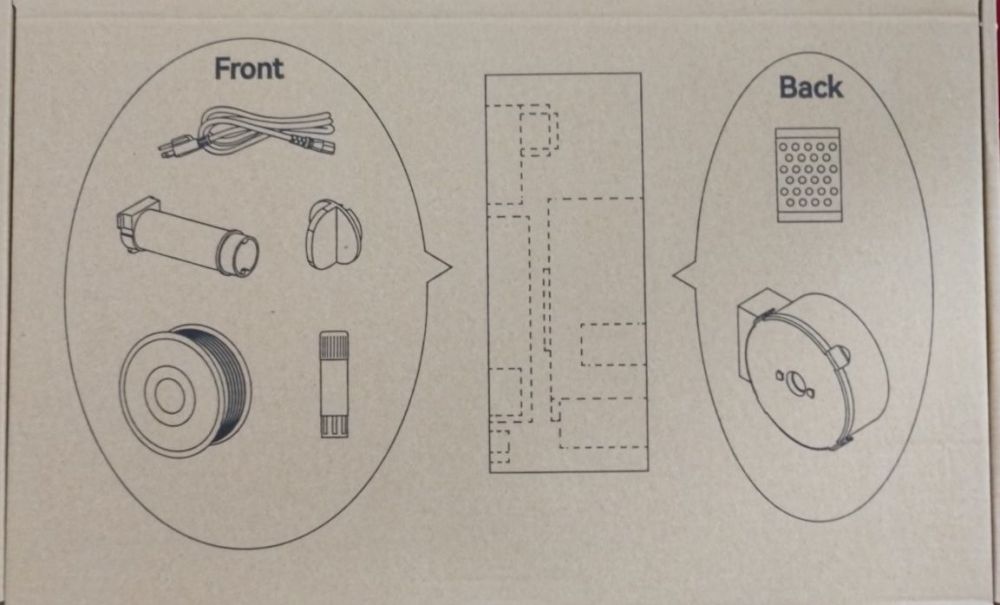
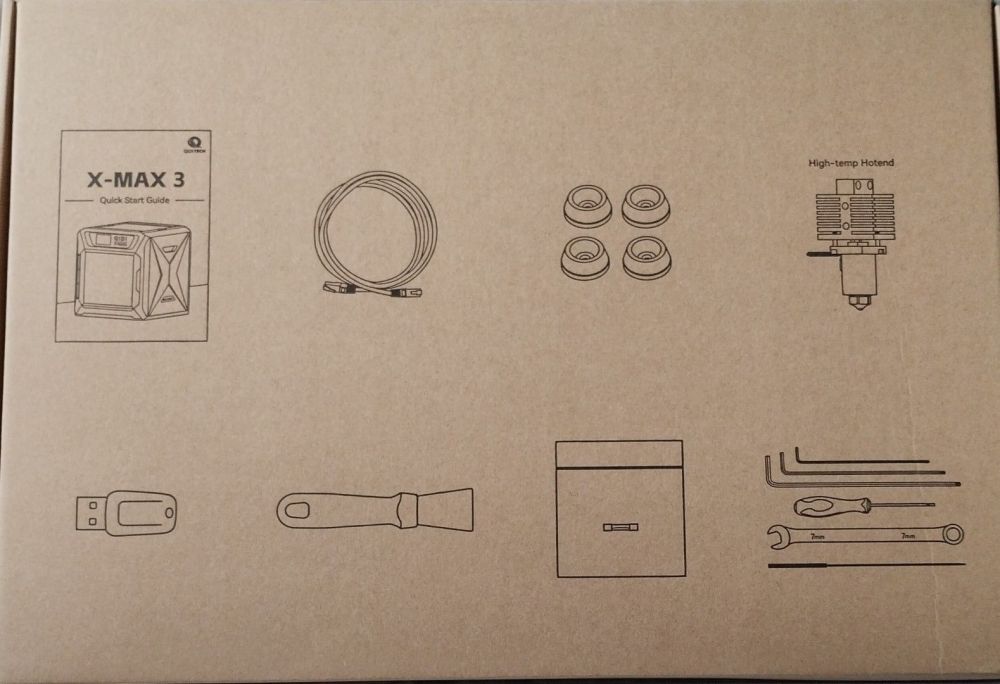
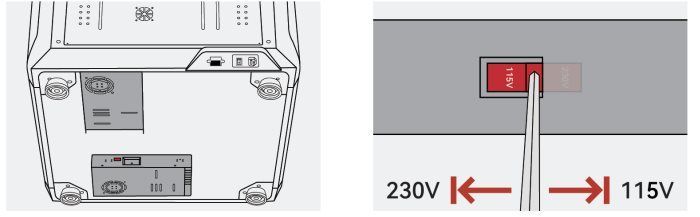
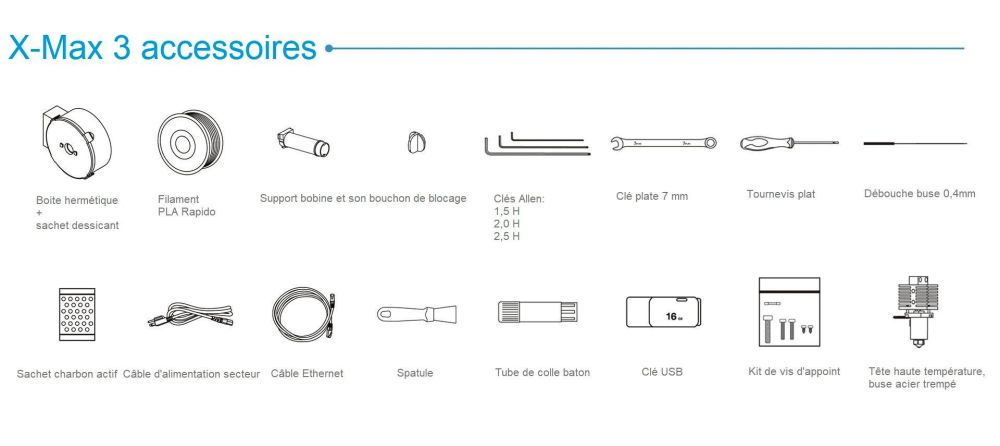
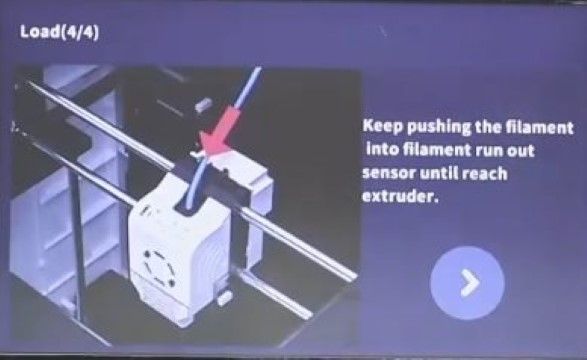
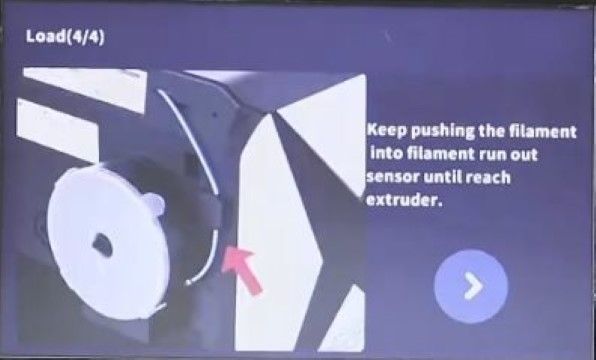
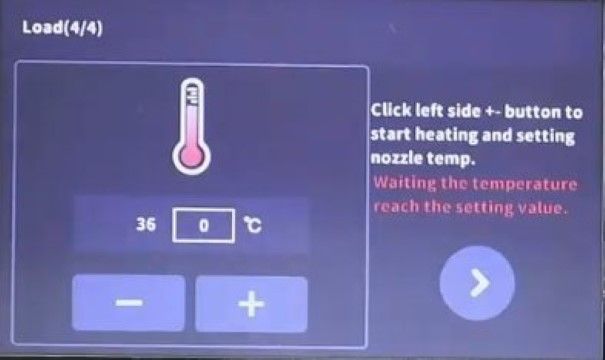
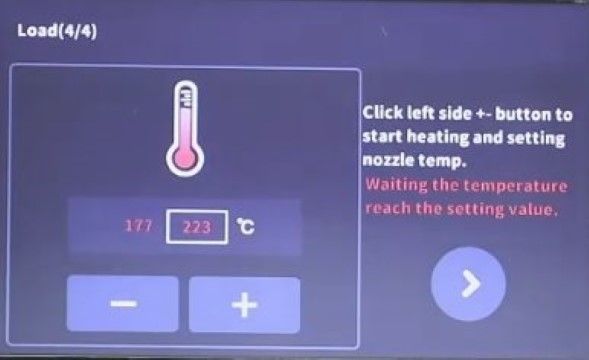
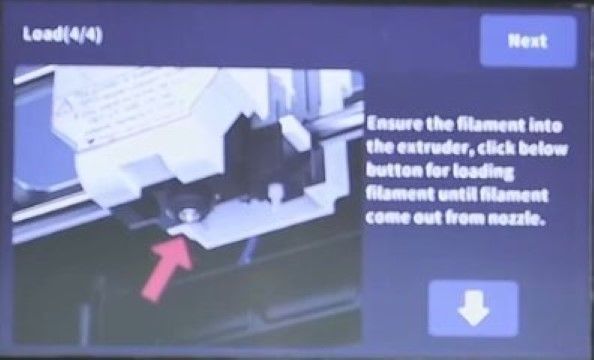
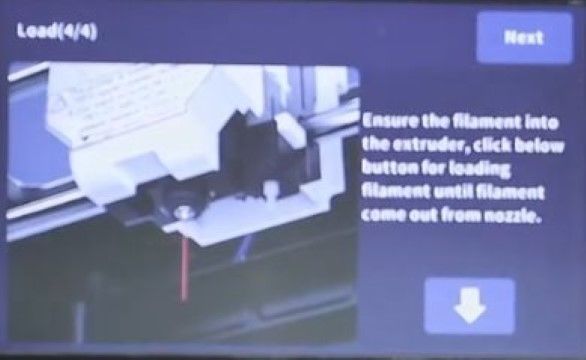
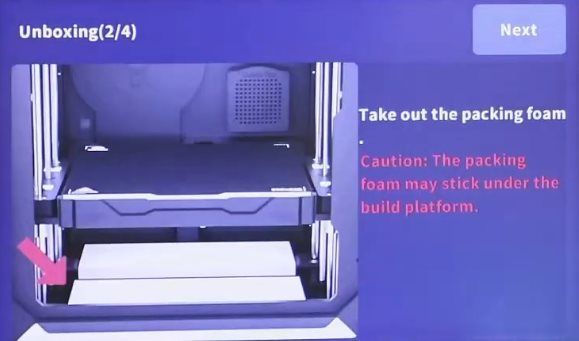
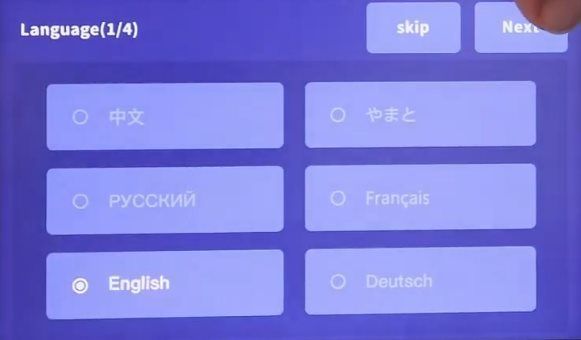
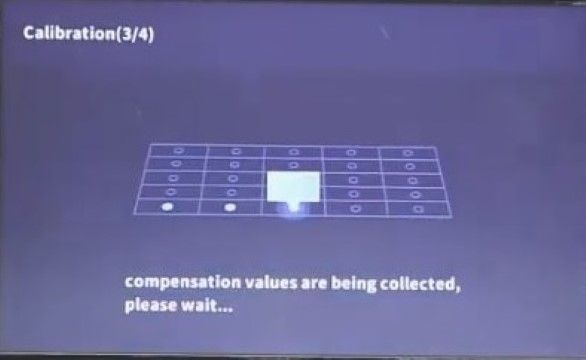
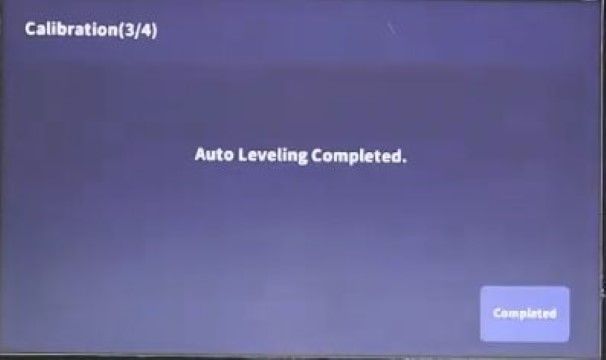
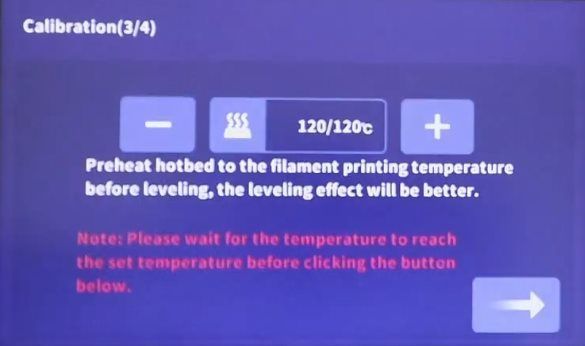
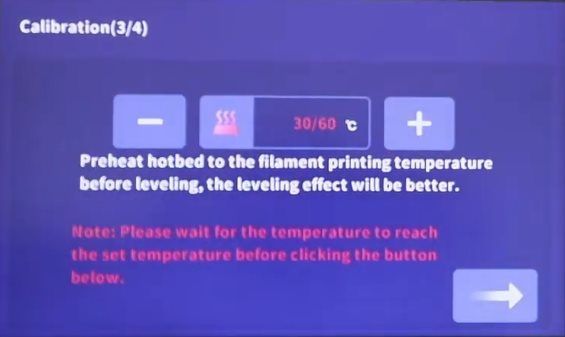
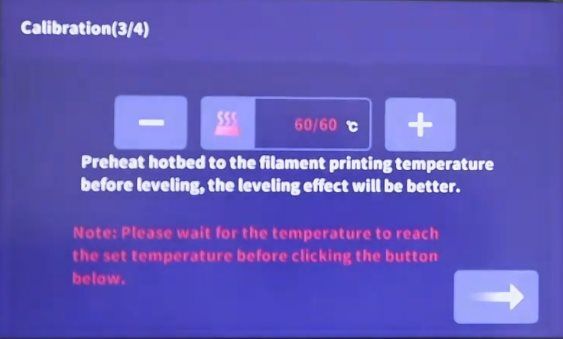
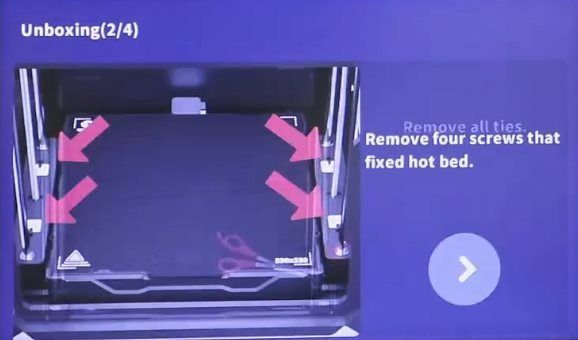
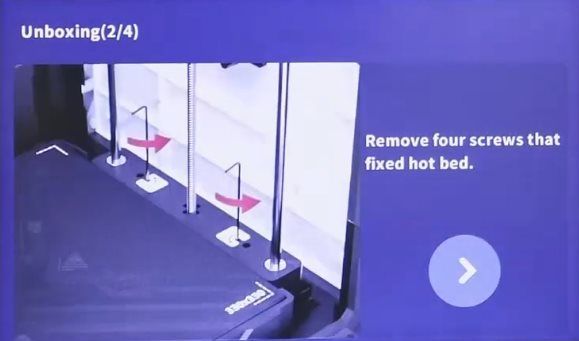
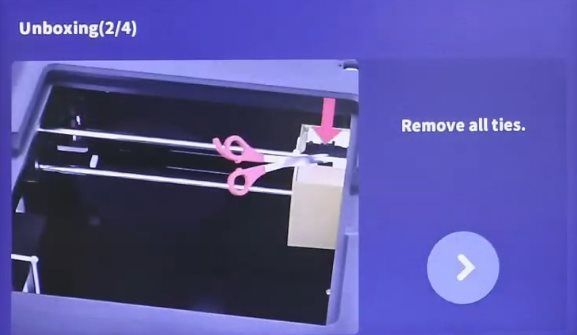
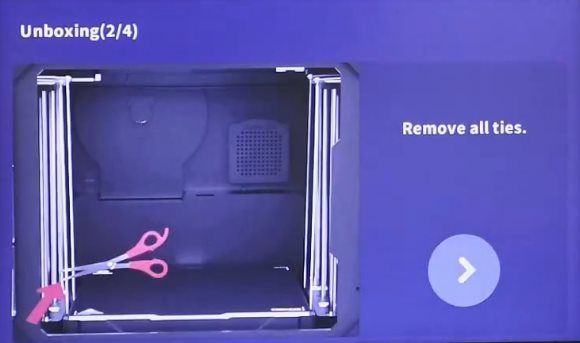
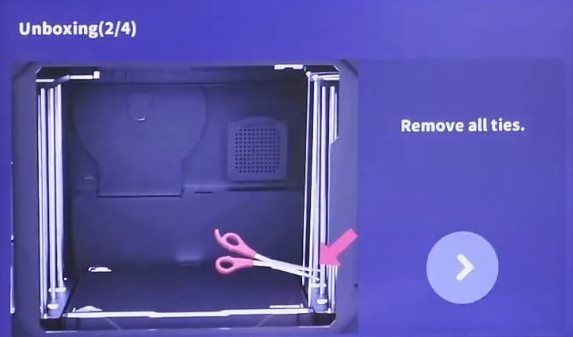
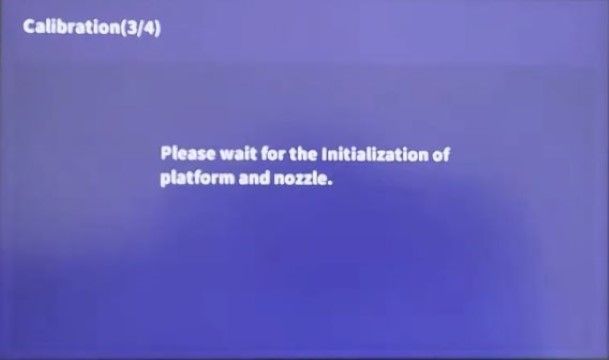
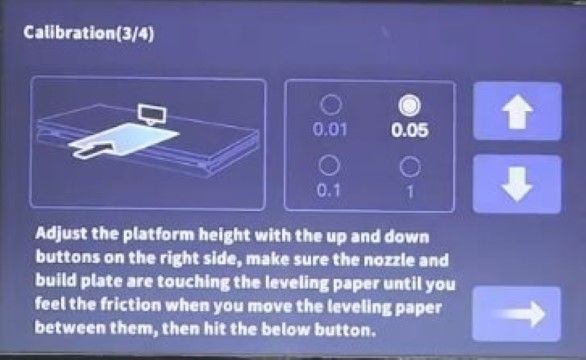
Le contenu du gros colis du «koikesse» ayant été découvert, je relaterai dans ce sujet ma découverte de cette imprimante avant de publier le test final sur le blog du site. En échauffement, un petit rappel: le colis pèse 38 kilogrammes, l'imprimante elle-même n'en pesant plus que 30 kg . Le livreur, après m'avoir demandé de l'aide pour sortir ce colis de son estafette, une fois celui-ci déposé à l'entrée de mon couloir, il s'est empressé de remonter dans sa camionnette sans demander son reste . Tant bien que mal, j'ai réussi à déplacer le carton ailleurs que dans l'entrée : mon dos s'en souvient encore. La marque Qidi, moins connue que d'autres constructeurs asiatiques. n'est pas récente dans le monde de l’impression 3D puisqu’elle a commencé ses activités en 2014. Elle développe ses propres outils matériels et logiciels avec par exemple un trancheur (slicer) maison basé sur Prusaslicer pour ses modèles récents. C’est également une société possédant un support technique spécialisé via un Wiki et également via une chaine Youtube. Le modèle, X-Max 3 est présenté ici. C'est une imprimante «rapide» à l'instar des modèles d'autres constructeurs : vitesse maximale de 600mm/s, accélérations de 20000 mm/s^2. Spécifications Qidi X-Max 3 Nom du modèle X-Max 3 Technologie FDM(Fused Deposition Modeling / Modelage par dépôt de matière fondue) Volume de construction (L×P×H) 325*325*315mm Dimensions (L×P×H) 553*553*601mm Poids net (kg) 30,2 Structure CoreXY Axe Z Axe Z double (un moteur , synchronisation via courroie) Axe X Axe optique creux linéaire en acier de haute dureté Firmware Klipper Vitesse maximale de la tête 600 mm/s Accélération de l'impression 20000mm/s² Débit maximal de l'extrudeur 35 mm³/s Précision d'impression ± 0,1 mm Température de la buse ≤350℃ Diamètre du filament 1.75mm Mise à niveau du lit Mise à niveau automatique 8×8 ( 9x9 après mise à jour système) Rapport de transmission extrudeuse 9,5:1 Corps de chauffe Noyau chauffant en céramique Extrudeur entraînement direct à haut débit Matériau de la buse alliage de cuivre pour les matériaux courants, acier trempé pour les matériaux abrasifs Diamètre de la buse 0,4 mm (0,2, 0,6, 0,8 mm en option) Température du lit chauffant ≤120℃ Plaque d'impression Plaque HF magnétique flexible double face Ventilateur de refroidissement du filament tête + auxiliaire Enceinte Contrôle de la température de la chambre ⩽65°C + chauffage indépendant Ventilateur de circulation de la chambre avec filtre à air à charbon actif Écran 5.0 pouces 800*480, tactile Boite d'impression Boîte de séchage + dessiccant Connexions 2.4G Wi-Fi / USB / Ethernet Détection du filament ✔ Compensation de la résonance ✔ Avance à la pression ✔ Tension secteur 100-240VAC, 50/60Hz Puissance nominale 900W (deux alimentations de 450 W) Processeur principal Microcontrôleur Cortex-A53, 64-bit, 1.5Ghz, 8Go-EMMC, 1Go DDR3 STM32F402 pour la carte principale et STM32G0B1 pour celui de la tête Trancheurs QIDI Slicer et autres logiciels tiers (Ultimaker Cura, PrusaSlicer, OrcaSlicer, etc.) Système d'exploitation Windows, MacOS, Linux Filaments recommandés PAHT-CF, PET-CF, PA12-CF Filaments compatibles PLA, ABS, ASA, PETG, TPU, PC, UltraPA, Nylon, etc. La QIDI X-MAX 3 est fabriquée à partir d'un cadre en tôle d'acier renforcée pour la structure, entièrement fermée avec des panneaux latéraux en plastique. Le volume d'impression de l'imprimante de 325x325x315 mm, plutôt généreux, devrait convenir à la plupart de ceux cherchant une imprimante 3D rapide, de grand format et fermée. De plus elle offre des capacités de chauffage de la chambre d'impression (⩽ 65°C). Ce qui permet de garder une température interne favorisant l'impression de filaments «techniques» ( ABS, ABS-GF, ASA, Nylon, PAHT-CF, PET-CF, …). Comme un bon nombre d'imprimantes rapides actuellement, Klipper est le firmware faisant fonctionner celle-ci. Pour rappel, Klipper se compose de deux éléments: le firmware installé sur la carte contrôleur, gérant uniquement les éléments matériels (unité de contrôle) «klippy» installé sur un SBC (Small Board Computer) chargé lui de l'impression (unité de calcul) Pour plus de détails sur Klipper je vous renvoie à ce sujet du forum. Déballage Le Wiki de Qiditech permet d'accéder à une vidéo de déballage ainsi qu'un document texte accompagné de photos. A l'intérieur du carton, se trouvent deux manuels papier un plus complet en anglais de 14 pages, le second plus succinct en six langues (Anglais, Chinois, Italien, Français, Espagnol et Allemand), quatre pages par langue. A noter que ce second manuel multilingue correspond probablement à une première version de la X-max 3, version modifiée depuis car faisant référence à des axes en carbone pour le support de l'axe X, remplacés par des axes optiques creux en acier de haute dureté : Quelques photos prises lors de ce déballage (j'ai horreur du terme anglais 'unboxing" ). Ce premier carton, une fois retiré ainsi que les cales polystyrène et coins de protections en carton permet d'apercevoir l'imprimante emballée dans du plastique. Pour assurer une protection accrue, une bande de plastique à bulles entoure la Qidi X-max 3. Une fois sortie du carton (non sans mal à cause de son poids), il va falloir retirer tous ces emballages plastiques. Le capot supérieur laisse entrevoir un autre carton à l'intérieur engoncé à nouveau dans des protections polystyrène. Une fois ces dernières retirées, l'intérieur est presque vide Quelques vues des différents côtés (gauche, arrière, droite) Ainsi que le dessous et une vue interne Les deux colis contiennent pour l'un les accessoires: jeu de clé Allen (1,5 / 2 / 2,5) clé plate de 7 mm tournevis plat quatre pieds caoutchouc à clipser sur ceux existants quelques vis en dépannage un tube de colle une feuille plastifiée pour le réglage du décalage en Z une tête complète (buse en acier trempé) pour les filaments imprimés à haute température (⩽ 350 °C) une clé USB contenant des modèles déjà tranchés à imprimer, le manuel PDF et le trancheur QidiSlicer (Windows, Mac, Linux) pour l'autre colis : le support de bobine une boite hermétique pour maintenir le filament à humidité «maitrisée» une bobine de filament PLA «rapido» (500 g), de couleur noir ainsi que deux emballages plastique scellés (un contenant un sachet de dessicant, l'autre un sachet de charbon actif) le cordon d'alimentation secteur L'imprimante désormais déballée doit maintenant trouver sa place dans mon bureau. Pour cela, elle va devoir gravir les dix-sept marches de l'escalier pour passer du rez-de-chaussée au premier étage. Ai-je déjà dit que c'est une machine imposante, tant par sa taille (≃ 60x60x60 cm) que son poids (30,2 kg) ? Marche après marche, finalement elle a trouvé une place sur un des bureaux. Insertion du câble secteur, après avoir évidemment vérifié que les deux alimentations au-dessous de l'imprimante soient bien réglées pour une tension secteur de 230 V (normalement ce réglage a été réalisé en usine en fonction du pays de livraison mais ça ne coûte rien de le vérifier) : Au premier allumage, le logo apparait sur l'écran signalant que le système démarre. Après un temps d'attente d'un peu moins de deux minutes, temps nécessaire au système d'exploitation Armbian pour booter, un assistant de configuration apparait à l'écran pour prendre en main l'utilisateur en lui indiquant les étapes à suivre. N'ayant pas pensé à capturer les écrans / animations de cet assistant de configuration, les copies écrans ci-dessous sont extraites de la vidéo de déballage réalisée par Qidi Tech. Choix de la langue d'affichage, instructions pour enlever les fixations (zip-ties), les vis de maintien du plateau, puis les mousses sous le plateau : Mettre en chauffe le plateau afin de procéder au réglage de la distance buse / plateau à l'aide de la feuille plastifiée fournie (épaisseur de 0,25mm). Régler le «pincement» de la feuille à l'aide des boutons de réglages de l'écran : Une fois ce réglage réalisé (Zoffset), l'imprimante procède à la topographie du plateau, maillage de 8 x 8. Quelques poignées de minutes avant de procéder à la compensation de résonances (input shaping). C'est relativement long, d»autant plus que l'écran est figé durant ces plus de dix minutes… Toutefois, le vrombissement émis par les mini déplacements de la tête pour réaliser cette recherche de compensation permet de savoir qu'il se passe quelque chose La dernière étape de préparation consiste à charger une bobine de filament L'imprimante est prête à imprimer Voilà pour cette première partie. La prochaine étape s'attachera à regarder les éléments composant cette imprimante. A suivre…






















 1 point
1 point -
Bonjour à tous, Vous avez dû recevoir la nouvelle : la SV07 Plus est annoncée avec les dimensions de la SV06 Plus, sous Klipper et avec une vitesse d'impression de 500mm/s (comme la SV07) : https://sovol3d.com/products/sovol-sv07-plus-large-klipper-3d-printer Ils nous ont mis une Meanwell comme alim Chiche je leur demande de m'en envoyer une pour faire un test a+ Jeff1 point
-
Horreur, malheur, moi qui voulais rester discrète avec Bambu, c est cuit. Je viens de découvrir que mes propos ne sont pas confinés aux utilisateurs du forum mais sont éparpillés sur le Net. Et que mon impression surprise pour Noel pouvait etre découverte à tout moment ( la photo de mon fer à repasser est plus compromettante mais j assume!) Pas moyen que la section BlaBla soit strictement visible par les seul e s membres?1 point
-
En attendant les pièces pour attaquer la build je m'occupe des dernières pièces qui ne seront pas traitées en MJF PA12. Il y a les glaces des feux que je dois imprimer en résine transparente et flexible... J'ai de la Liqcreate Elastomer-X. Initialement, je l'envisageais pour des pneus colorés, mais les problèms que j'ai eu avec la Liqcreate Flexible-X m'ont fait sortir cette idée de la tête... J'ai alors pensé à cette application... Le premier print a fait un fail sur 50% des pièces sans que j'en comprenne la raison. Le second a été un succès sans que je change quoi que ce soit entre les deux... Les deux glaces du premier prints sont déjà cuites, cela a un peu jauni, mais cela ne sera en aucun cas un problème pour l'application cible... La cuisson UV en deux étapes : 5 minutes dans de l'eau, et 25 minutes sans ensuite, comme indiqué par Liqcreate... La dernière pièce dont je dois m'occuper et la glace du pare-brise... Je prévois de la découpe dans une feuille d'acrylique très fine à la silhouette Cameo 4, et j'ai impatience de construire cette machine...1 point
-
Bravo, c'était un jeu qui tournait sur Apple II et probablement d'autres machines de cette époque. Un bon point, donc. Oui, je vais ouvrir un sujet dans la section Artillery, je dois juste faire une petite vidéo des errements de la machine.1 point
-
Surtout cette question1 point
-
@pommeverte t'as envoyé un firmware qui doit être fonctionnel, alors vas-y. si c'est ok tu auras dans Cura à mettre dans le gcode de démarrage la ligne après le G28 par exemple si cela ne marche pas tu peux en attendant te rabattre sur un de mes anciens .bin. Si tu essaies de compiler je te conseille pour débuter de prendre les fichiers adv xxx et ini que t'a envoyé pomme pas mure, et compiler à partir de ceux-ci, tu devrais obtenir le même firmware que celui qu'il t'a transmis. Après tu peux essayer des modifs. si vscode ou autobuild te demande, il faut partir sur le proc STM32F103 RET6 (creality) et pas le même en Mapple il me semble. Mais la dernière fois que j'ai compilé c'était avec une version antérieure de vscode.1 point
-

From the album: Articulated
Imprimante 3D Voron V01 - Filament 3DFIL PLA Blanc - Articulated Axolotl - Casimages1 point -
Une campagne Kickstarter1 point
-
Le mail d'annonce que j'ai reçu hier, titré "New Sovol SV07 PLUS Large Format Klipper 3D Printer Release" Le prix et la disponibilité devraient changer lors du lancement. ( C'est commun comme technique sur certain site de vente d'avoir un article a un prix très élevé/aberrant pour le promouvoir avant qu'il soit lancé/disponible a l'achat) Donc a vérifier le 29/08/2023 17h59 ( heure de Paris (GMT+2) .. enfin ... si je me suis pas trompé dans la conversion de timezone de "11:59 am (EST) on 29th Aug/4:59 pm (GTM+1) 29th Aug" )


 1 point
1 point -
Facile, Neptune 41 point
-
Un beau "pavé" reçu aujourd’hui ! Qui a une idée ?

 1 point
1 point -
@Motard Geek puisqu'on est dans la section "on vous écoute" => J'ai eu des comportement bizarre ici, pas répétable à tous les coups, mais reproductible, le lien vers l'autre topic se transforme en lien vers la première vidéo du bas de page (qui est aussi présente en doublon) : @elispit De toute façon, sur beaucoup de forum "privés", les bots des moteurs de recherche peuvent y accéder, tu arrives donc à lire le contenu juste en passant par google, voire par son cache, sans avoir besoin de t'y inscrire...
 1 point
1 point -
Excellent topic pour une piqure de rappel1 point
-
Salut et bienvenue sur le forum, Voici des fichiers de configuration pour Marlin V2.1.2.1, qui devraient correspondre à ton besoin: Configuration_adv.h Configuration.h platformio.ini1 point
-
Pour ton soucis d'adhérence, au lieu de faire une jupe, tu fais une bordure, cela va imprimer une couche qui sera solidaire de ta pièce et augmentera l'accroche sur le plateau, ensuite à la fin de l'impression, avec un ébavureur tu retires ce surplus de matière. Sinon la pièce à l'air pas mal. Si tu ne veux pas refaire le réglage manuel du bed régulièrement, je te conseilles de remplacer les ressorts sous le bed par des plots en silicones, cela à pour but de mettre en contrainte les fixation du bed et évite que celui-ci se dérègles avec les vibration de la machine. Soignes les réglages primordiaux dès le départ, tu éviteras des pertes de temps et de filaments. Patience et rigueur sont de mises. Aldo1 point
-
Bien après je sais que je mon côté cela ne pose pas de soucis, mais ma carte mère, mon cors de chauffe, ma sonde et pas mal d'autre chose sont plus d'origine dans mon cas. Les Sonde Epcos ne sont pas les plus recommander pour monter haut, mais cela pourrait venir aussi de la carte mère et d'une faiblesse sur la lige du mosfet qui gère la monter, si la stabilité tiens pas, c'est dur dur. Mais dépuis assez longtemps j'avias souligné l'erreur de Artillery d'avoir au final sur le tête full metal d'avoir uniquement mis un heatbreak full metal, et une buse acier trempé mais de ne rien avoir modifié d'autre.1 point
-
Bonjour @Laurent08 et @MrMagounet C'est pour moi que le firmware a été fait à +10 degré , j'ai eu aussi exactement les memes soucis - overkill - V87 stored arret complet de la becane en plein print - instabilité sur les temperatures de print malgré plusieurs PID faits ( d'un coup la temperature chutait de -10 degre puis ca revenait ... ) Et j'ai remarqué que ces soucis arrivaient seulement quand le ventilo de refroidissement du print etait en marche. mais j'ai reussi une fois a faire ma piece en ASA et depuis je n'ai pas eu la necessité d'aller aussi haut. Et je n'ai pas changé le firmware non plus. Du coup je viens de tester de passer ma buse en chauffe a 270 degre et je viens d'avoir le message d'erreur "kill ..." puis "v87 stored ...." Je ne sais pas si c'est la faute du firmware ou de ma sonde qui est imprecise à haute temperature. J'ai fait des recherches mais je n'ai pas trouvé de sonde dite de meilleure qualité. @Laurent08 verifie quand meme tous tes branchements sur la petite carte electronique qu'il y a sur la tete d'extrusion1 point
-
Bienvenue à toi.1 point
-
Tests fit, phase 1. Chassis amélioré : 1. avec carrosserie de Big Bear 2. avec carrosserie de Land Cruiser 3. avec carrosserie de CJ-7 Golden Eagle Demi gearbox: Gearbox imprimé avec bras originaux Motor end avec bras originaux Motor end brushless avec bras originaux Bras imprimés avec gearbox et motor end originaux Je n'ai aucun doutes sur les bras avant puisque un set imprimé avait tourné avec le Super Wheelie à Montluçon et à Belley... Pour faire court : tout est bon. Les faces internes de la gearbox ont déjà testées il y a quelques semaines et j'avais fait une modif en conséquence qui sera remplacé de la build par une rondelle d'ajustement et je n'ai aucun doute sur son fonctionnement... Je n'ai pas conduit de test sur des bras imprimés de Big Bear en MJF PA12, mais leur dessin clé est identique à celui des bras de Super Wheelie, et cela devrait fonctionner de la même manière, les tolérances étant bonnes... TLDR :En bref, tout est bon, et il va falloir s'attaquer à la construction du chassis1 point
-
j'utilise du PLA Rosa3D en refill c'est pas mal, peu etre un peu juste en adhesion de couche sur des partie tres fine j'ai testé aussi eSun, en faite, en PLA j'ai l'impression que tout passe C'est pour le choix et la dispo de la gamme de couleur que je me suis orienté sur rosa3D en PLA1 point
-
Lol, c'est mon syndrome autiste Asperger qui parfois reprends le dessus, avec comme symptôme soit tout ou rien... ça se trouve demain j’oublie la 3D pour me remettre à la pâte à modeler pendant 6 mois1 point
-
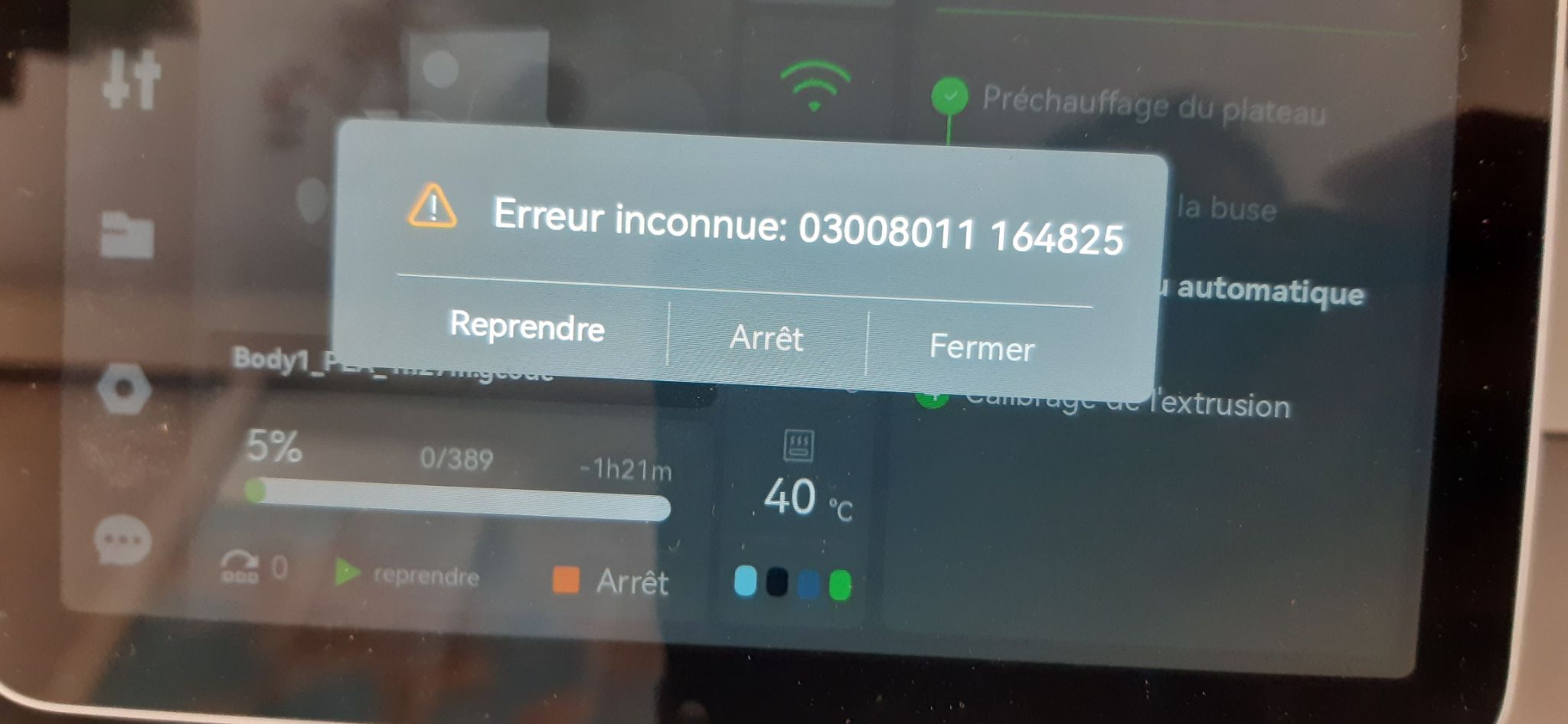
Plusieurs jours que ca merdouille...Mme Bambu se la joue capricieuse. et vas y que ca foire. l hygrometrie est desastreuse,donc je voulais imprimer des petits receptacles pour mettre dans l AMS mon silicate. ( un conseil féminin: offrez des chaussures à Madame et récupérez le dessicant...tout le monde sera content! Moi, j ai rien dit...) derniere erreur en date non trouvée sur le wiki. je laisse passer quelques jours...on verra bien....
 0 points
0 points -
oui. ( car cela ressemble a un genre de défaut d'ordonnancement des appels JavaScript quand il y a un délai de chargement pour certain d'entre eux ... le genre de truc bien casse tête a mettre a plat )0 points