Classement




Contenu populaire
Contenu avec la plus haute réputation dans 15/10/2023 Dans tous les contenus
-
Nouveautés chez Bambu Lab, Dagoma et xTool, plusieurs projets DIY et nos tests de la semaine en impression 3D ! https://www.lesimprimantes3d.fr/semaine-impression-3d-406-20231015/3 points
-
tant que l'on met pas un bon coup de @Savate dans le bidon d'IPA à côté des feux d'artifice, cela ne risque rien.3 points
-
Cette boulette est de moi-même personnellement.2 points
-
Vu, dernièrement : Mes enseignants de mathématiques m'auraient-ils menti en disant que l'espace des nombres est infini ?2 points
-
Effectivement, certaines sont létales et d’autres non, comme pour les résines car certaines sont tellement mauvaises que tu as envie de te pendre quand tu essais de les utiliser.2 points
-
@Tocartank Je déplace dans la bonne section1 point
-
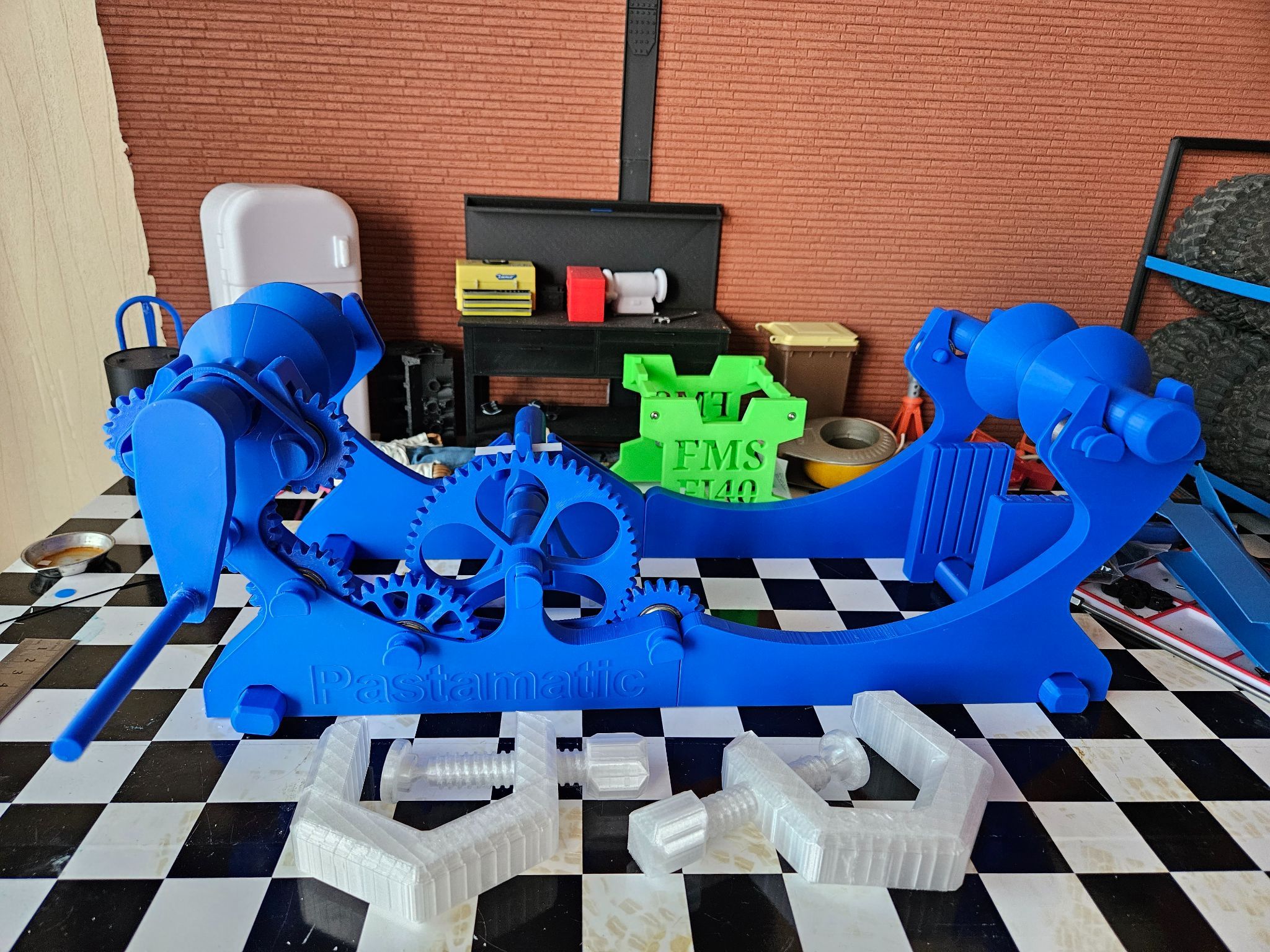
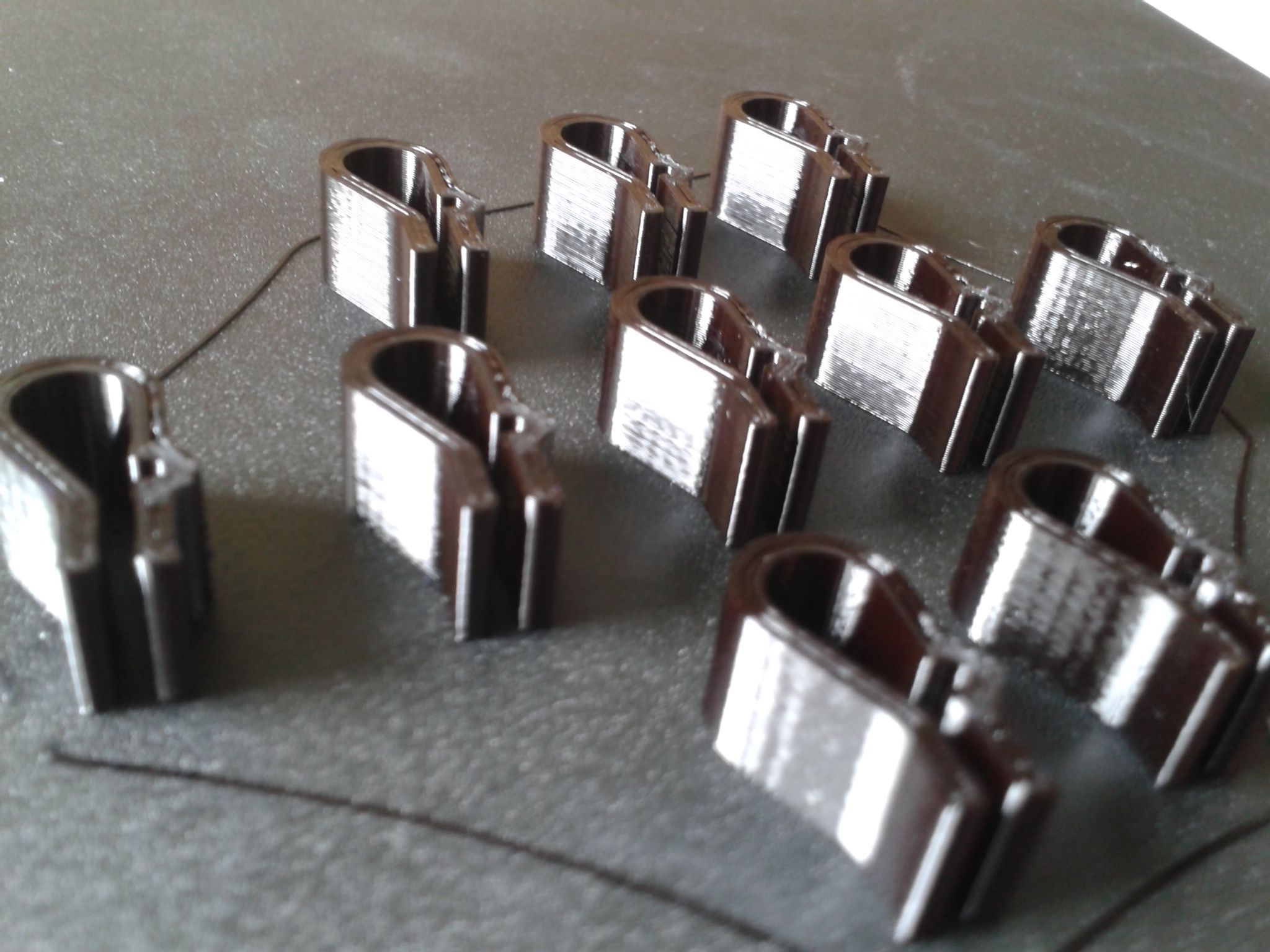
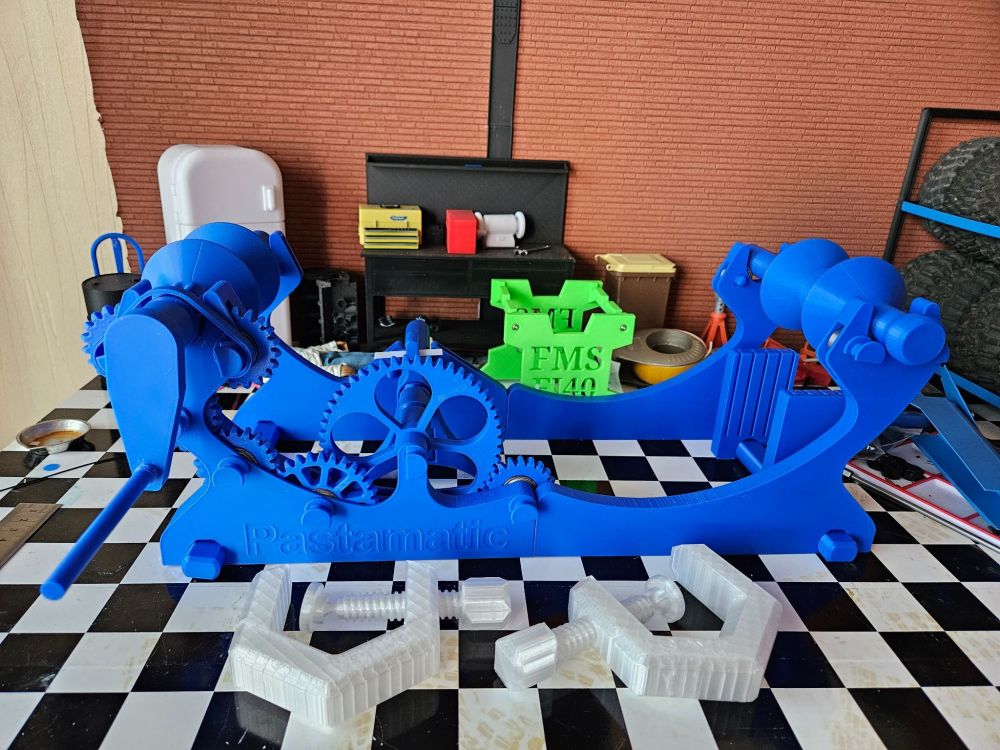
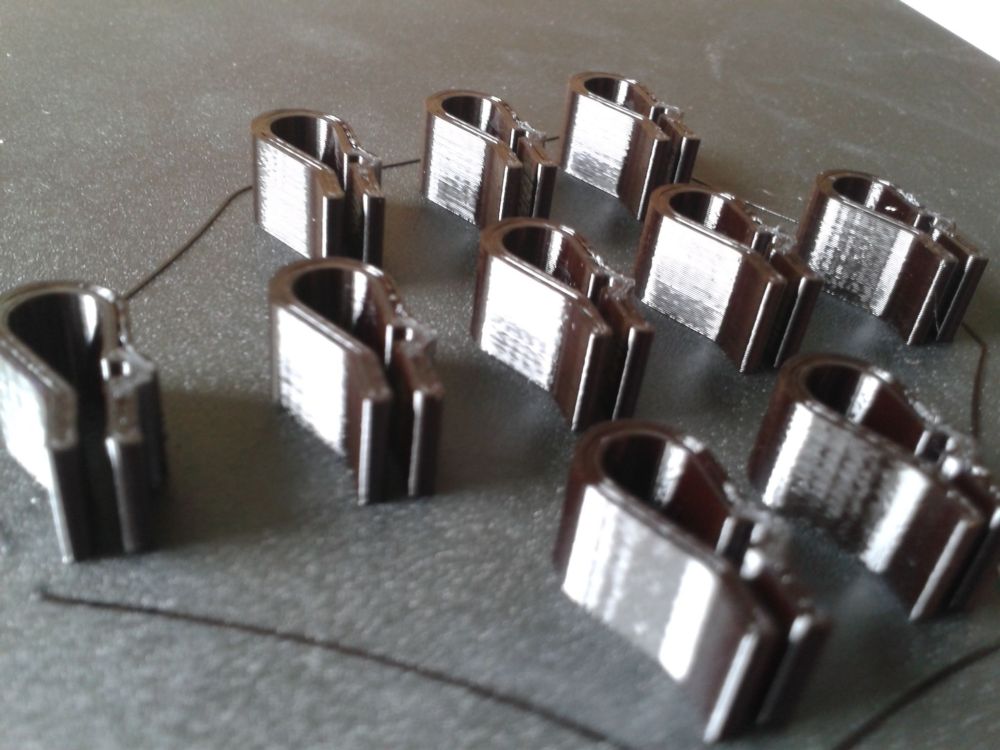
J'avais d'abord imprimé ce modèle ... sur le papier il était sympa mais a l'usage il a plein de zones de fragilités et des tolérances trop lâches par endroits. trop serrées à d'autres ... j'ai du imprimer plusieurs remix pour qu'il fonctionne à peu prés correctement, mais au bout de la 5ème bobine, j'ai laissé tomber, j'avais déjà du coller les roulements à la cyano pour qu'ils tiennent au moins le temps d'un rebobinage complet, ré-imprimer le support principal en PETG avec plus de périmètres, les pinions en ASA, et la manivelle avait déclarée forfait depuis longtemps. En plus, il prends une place monstre et nécessite un support pour fixer les 2 moitiés, sinon ça part dans tous les sens (j'avais recyclé 2 profilés 2020 pour ça). J'ai transféré 2 bobines cet aprem' avec le nouveau, il aurait juste besoin d'un autre clip de maintien d'axe pour quand les bobines sont quasi vide, mais c'est peut être parce que je ne rebobine pas à la perceuse ... sinon c'est du beurre, il est naturellement stable (pas besoin de fixer les 2 supports sur quelque chose) et facilement démontable pour être rangé dans un tiroir. Et pas le moindre signe de faiblesse ou d'amorce de craquelures ni de fonte de dentition pour l'instant, même en ayant tout imprimé en PLA ... même la manivelle est toujours opérationnelle. J'ai utilisé uniquement ces sources : Le pastamatic lui-même : https://www.printables.com/model/466883-pastamatic-filament-spool-winder-for-bambu-lab-x1c La manivelle (je préfère à la perceuse, c'est plus soft, ça détends) : https://www.printables.com/model/593493-rotary-handle-for-pastamatic-filament-winder Le clip pour le coté avec engrenage : https://www.printables.com/model/503775-retention-clip-for-pastamatic-spool-winder-driven- et les clips que je suis en train d'imprimer pour maintenir les axes (3 ouvrants, la version fermée est trop libre à mon goût) : https://www.printables.com/model/499110-pastamatic-retrofit-for-better-target-spindle-rete Il faudrait éventuellement voir à imprimer ces supports de "balais" à la place de ceux d'origine ... j'ai un peu galéré à installer les miens : https://www.printables.com/model/532736-pastamatic-extra-clearance-wiper-mounts1 point
-
Ben non si tu as commandé des Prusa XXL.1 point
-
Je crois que j'ai pas eu besoin d'entrer la commande Ça m'a déjà tous mis
 1 point
1 point -
Je l'ai vu dernièrement à un peu plus de 110€ (promo), à ce prix là ça passe 115 € via les bons plans de hotends.fr ( @Fourmi ) (site d'achat : geekbuying avec un code promo, en espérant qu'il soit encore valide).1 point
-
en effet ma méthode était la bonne, il fallait juste que je paramètre le NAT ce qui ait fait et ça fonctionne1 point
-
L'accès à distance n'est pas toujours aussi simple qu'on le croit. Les risques existent d'accès non souhaités. Un des meilleurs sujet que j'ai lu, abordant bon nombre de points est celui-ci.1 point
-
Hello, Sujet updaté. Les menus La clé USB1 point
-
Hormis de t'avoir fait donner cette précision, je crains de ne pas pouvoir faire plus ; suis pas sous klipper . Faut peut etre faire du NAT ( Network address translation) dans ta box ? cela reste supposition de ma part1 point
-
ha merci je me disais que c’était probablement encore de moi .1 point
-
Hello, Vu comment évolue ce sujet, il est clos.1 point
-
J'avais lu son tuto pour déterminer le débit maximal, mais je ne suis pas convaincu par la précision de la méthode . Normalement, oui.1 point
-
Si tu le dis c'est que c'est vrai, chaque recherche que je fais sur cette imprimante me renvoie à tes messages, je sais que tu es la référence francophone sur le domaine, mais je vais prendre le temps de bien chercher chaque terme sur google quand meme1 point
-
La table de découpe est terminée (et même l'atelier de couture complet). Le laser XTOOL P2 est parti d'Allemagne, donc il devrait arriver en milieu de la semaine prochaine. Je vais commencer le meuble ce matin.1 point
-
Autrement tu as celui la ok pour la taille, mais qui a l'air bizarre. https://repables.com/r/200/#1 point
-
Comme cela est écrit dans de très nombreux messages, La seule façon de nettoyer efficacement le plateau c'est dans l'évier avec de l'eau chaude et du liquide vaisselle et rien d'autre. Tes problèmes disparaitront comme par magie.1 point
-
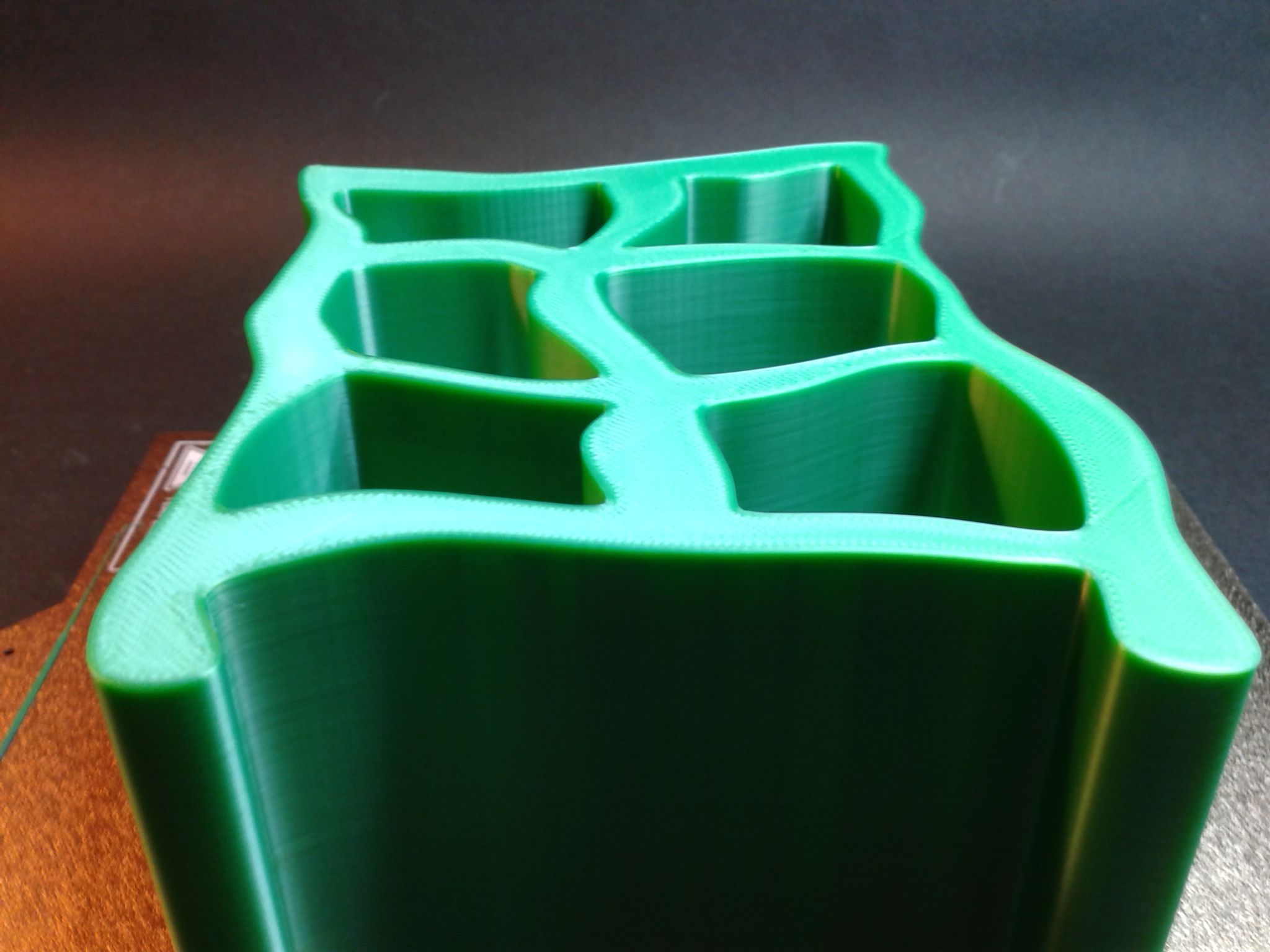
A base de pommesvertes ... ça donne quoi ? Du cidre ? Une compote ? Une tarte ? Bon sinon, merci beaucoup pour toutes ces réponses ... désolé pour le délais, j'ai été un peu pris ces derniers jours. Je pense que mon problème vient de mon approche : j'ai commencé par faire les connecteurs d'entrée et de sortie avant de penser au coude. Et j'ai bêtement été jusqu'à faire les volumes, donc dès que je clique sur quelque chose, il ne me sélectionne plus juste un périmètre mais un volume entier, et je ne maitrise pas assez pour contourner ou résoudre les contraintes. Je vais tenter le coup des 3 esquisses, il me plait bien, même si il implique de recommencer (mais ça ne me dérange pas plus que ça, étant en phase d'apprentissage, je considère que c'est un exercice donc utile).1 point
-
XTOLL F1 reçu ce matin et déjà en service (une semaine de délai, livraison depuis l'Allemagne), comme avec Bambu (rien de comparable avec Prusa et les années d'attente). Le laser et le logiciel sont très faciles à utiliser (prise en main 15 minutes) malgré une notice certes jolie, mais minimaliste. Beaucoup d'éléments en Alu usinés et anodisés et des guidages de précision sur les accessoires (rotation et banc mobile). Détail amusant: Avec les matériaux de test et ceux que j'ai acheté, il y a dans chaque sachet une notice pour les réglages, mais le F1 et le P2 n'y figurent pas (trop récents). Heureusement, on les trouve sur le site de Xtool. Pour cette première journée, c'est 100% de satisfaction.
 1 point
1 point -
Ah ouais, c'est du spécial...1 point
-
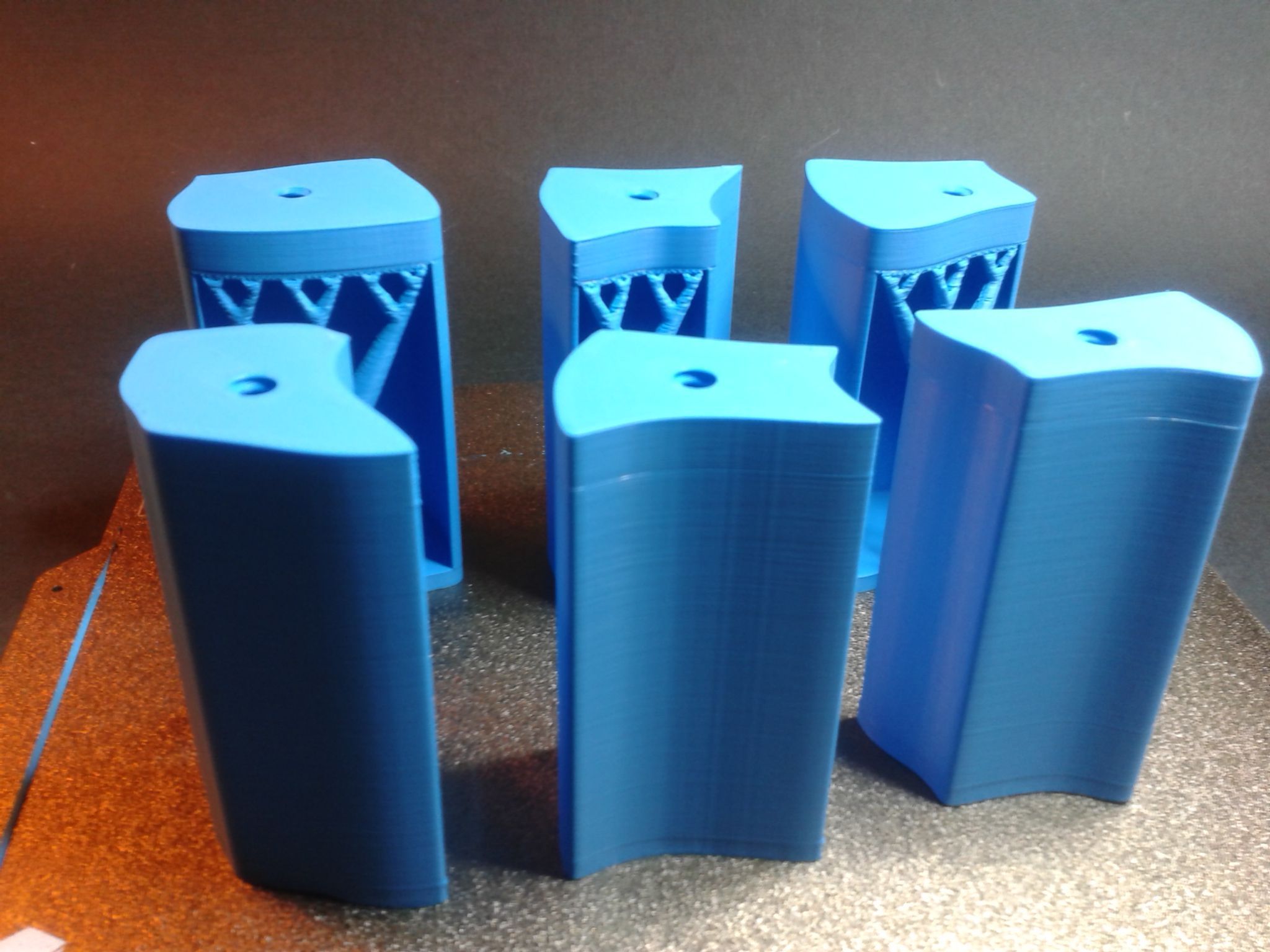
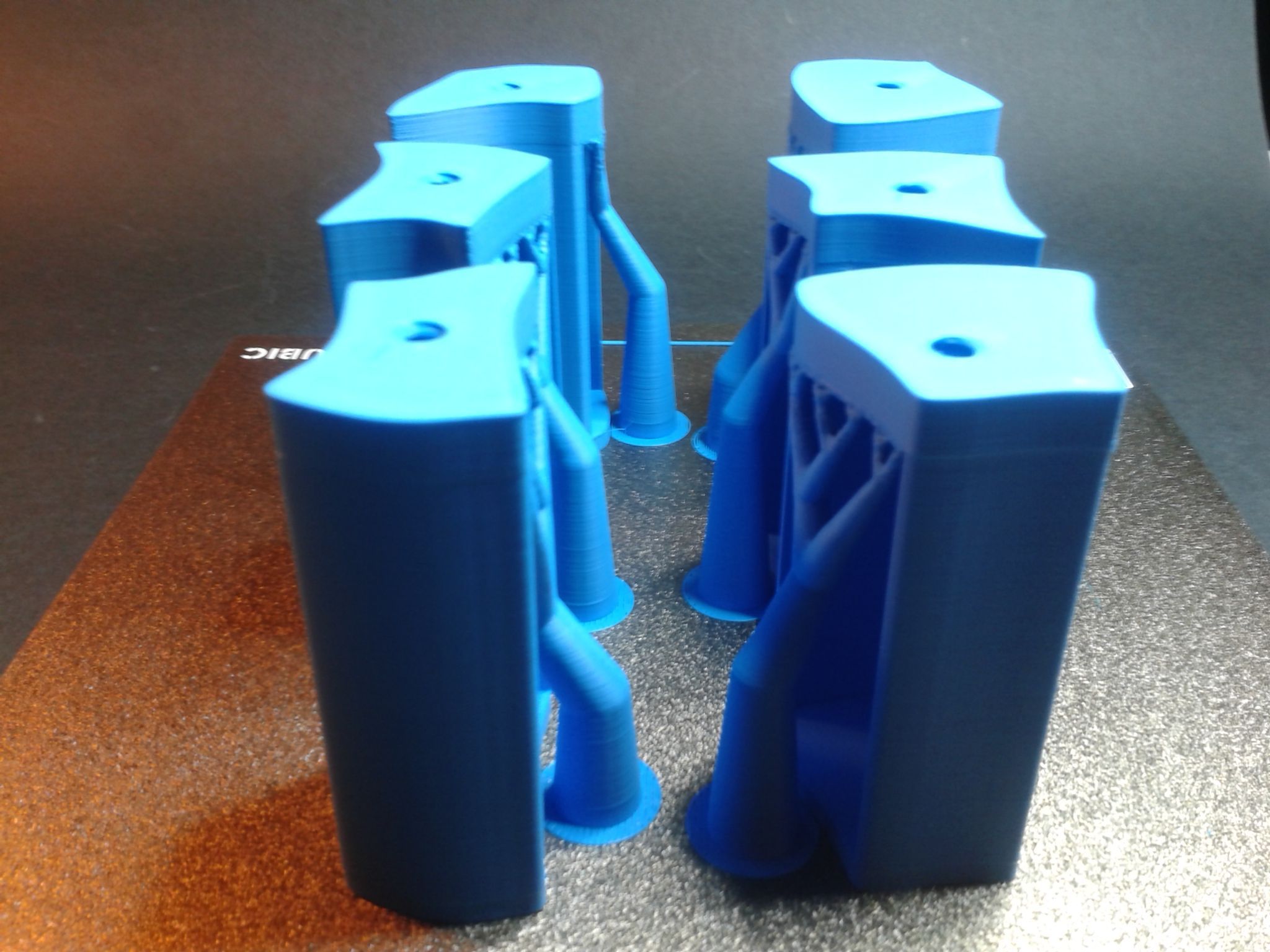
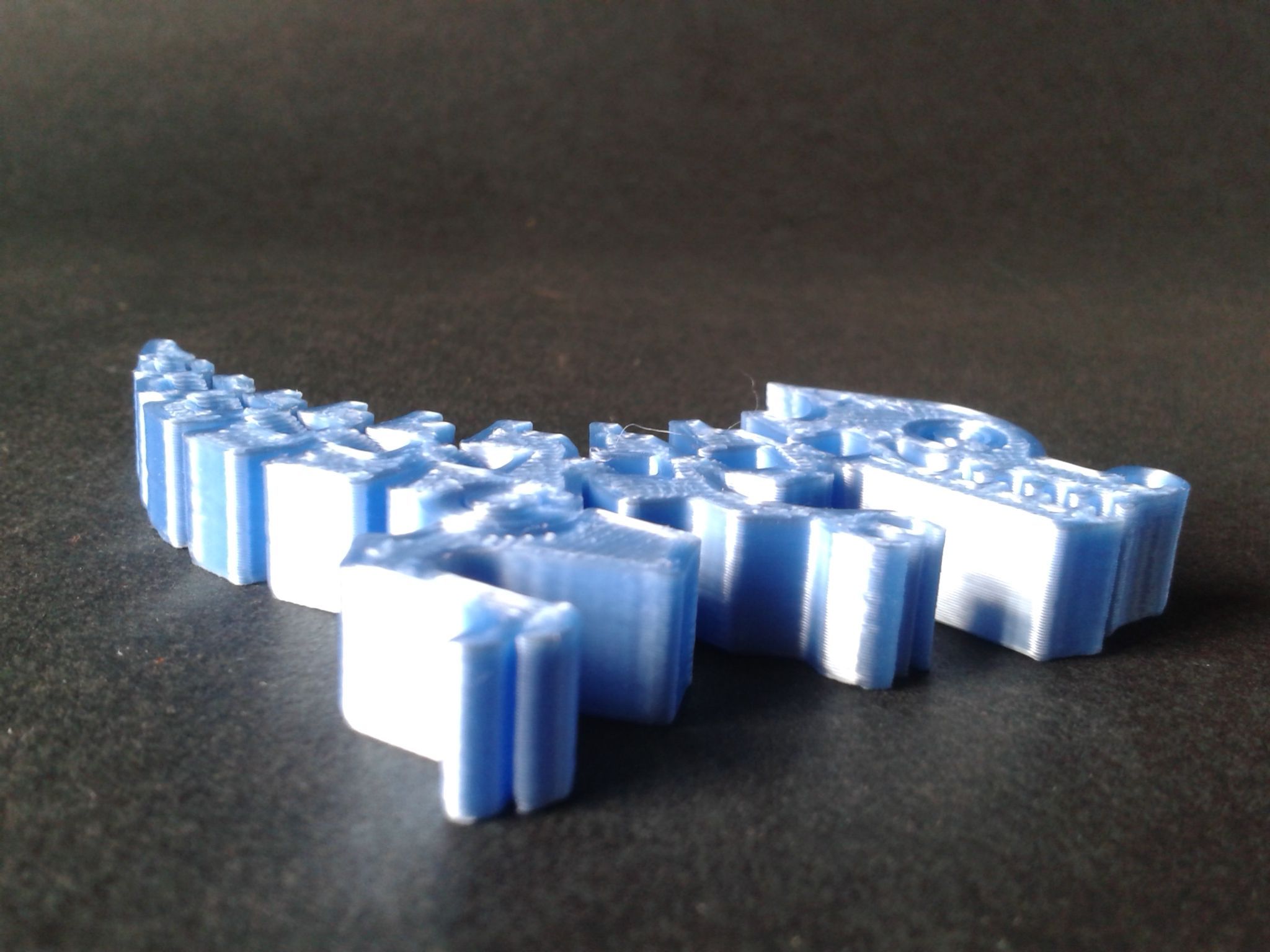
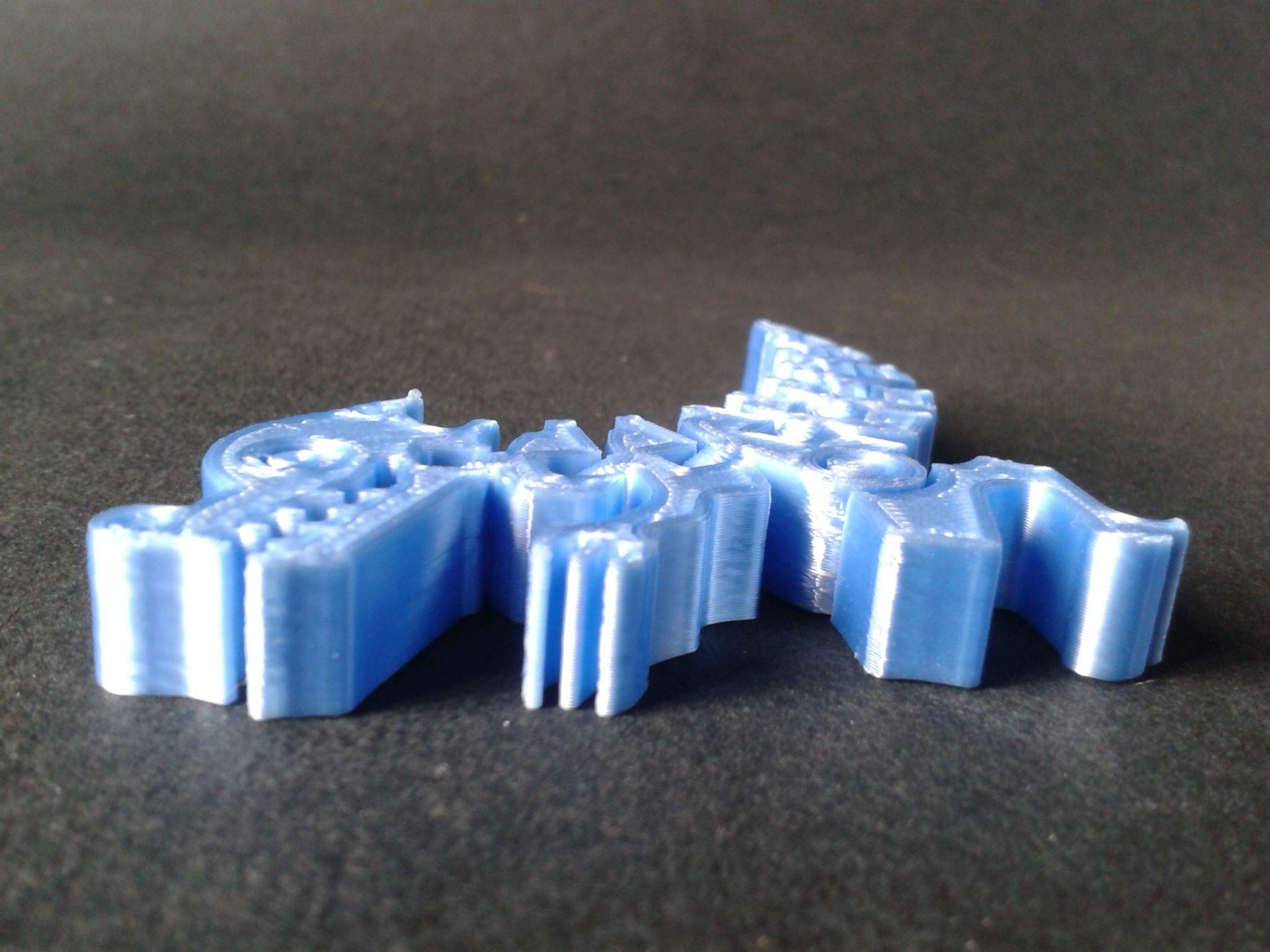
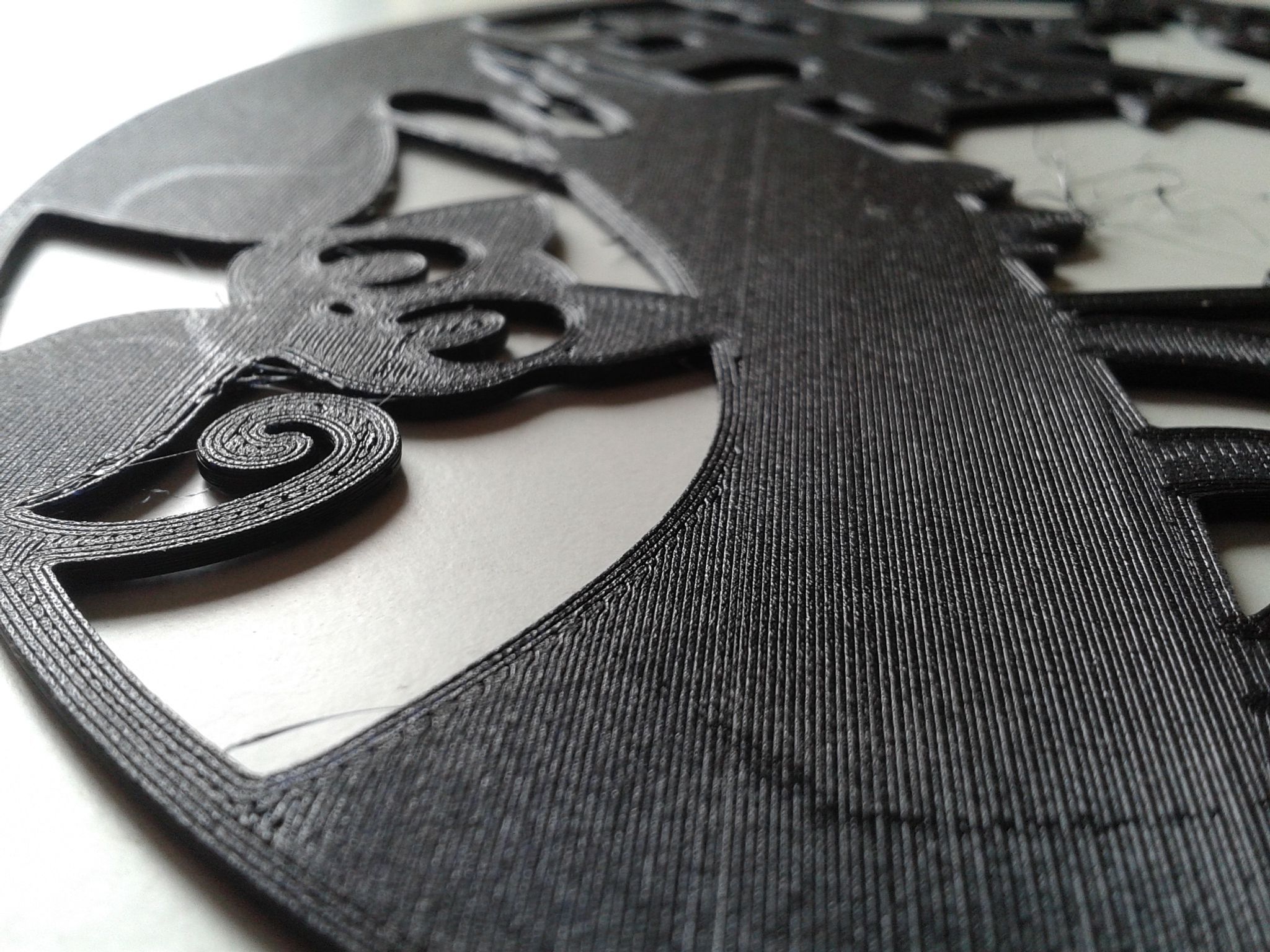
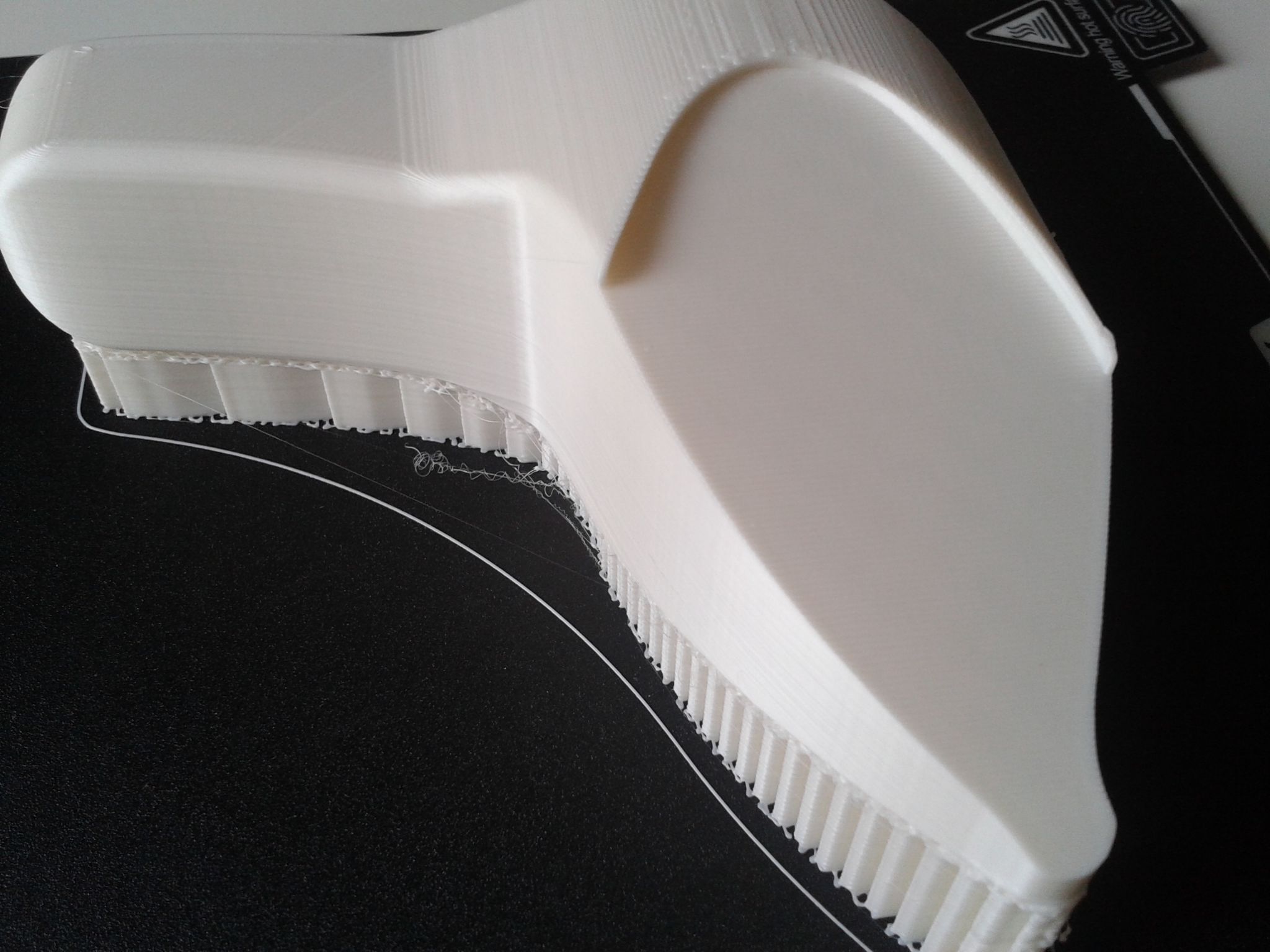
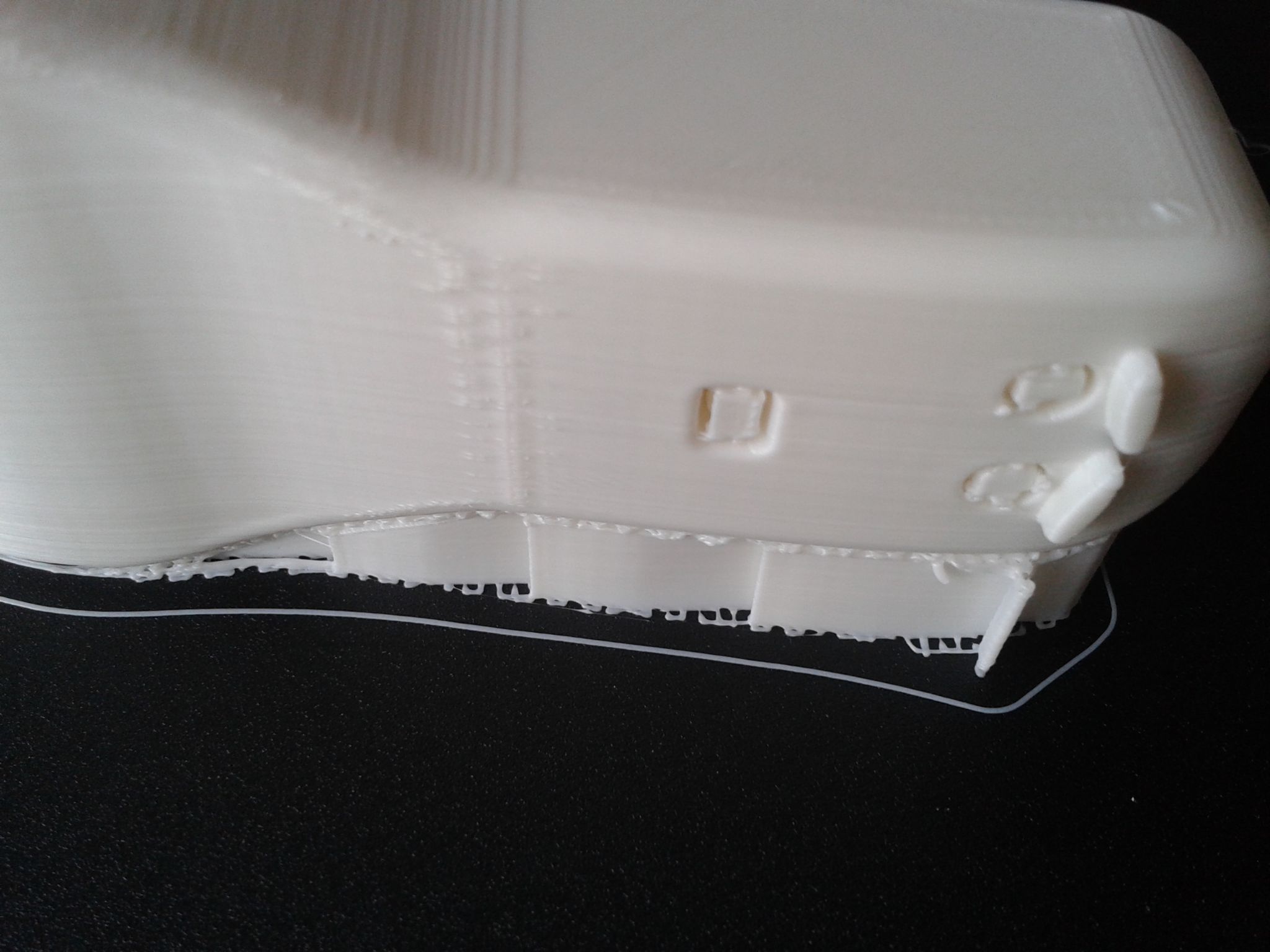
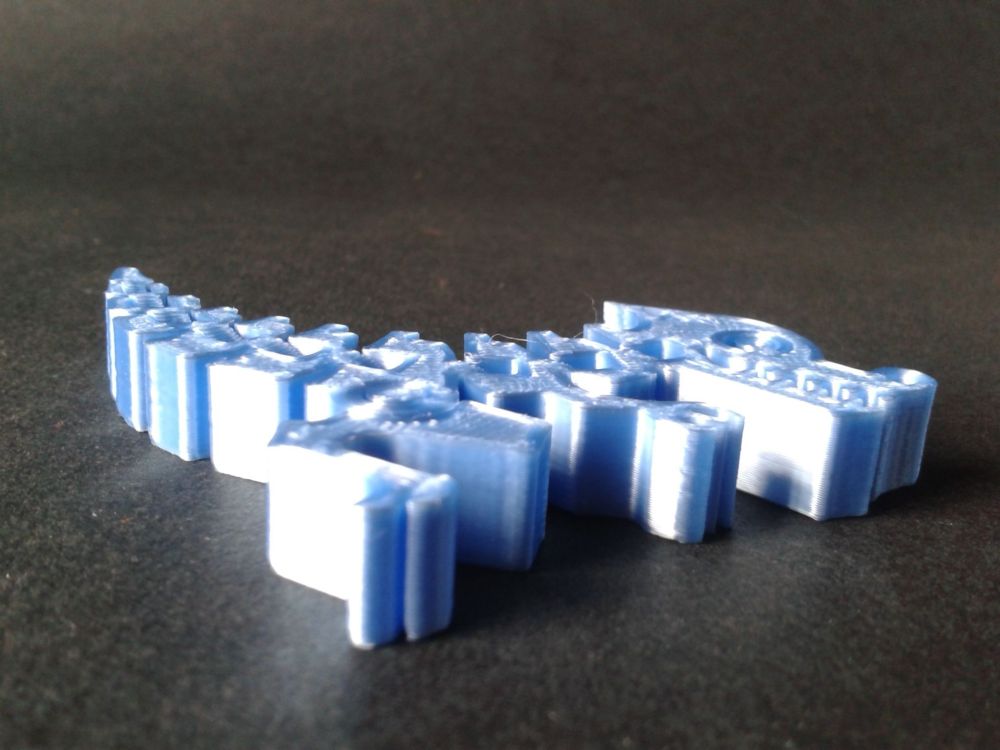
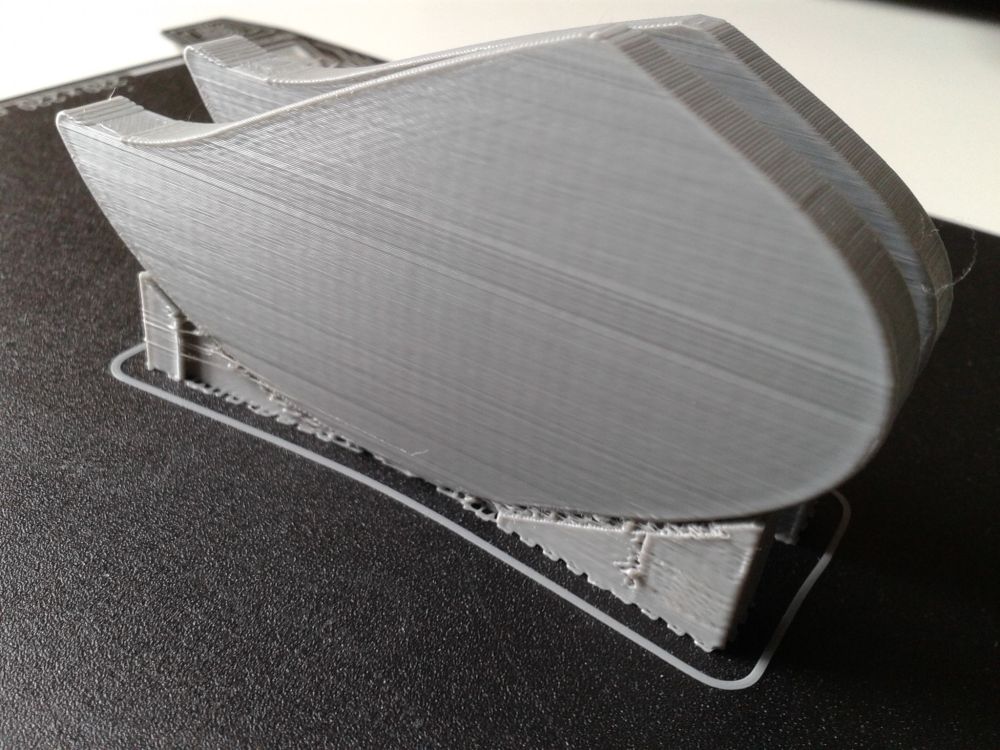
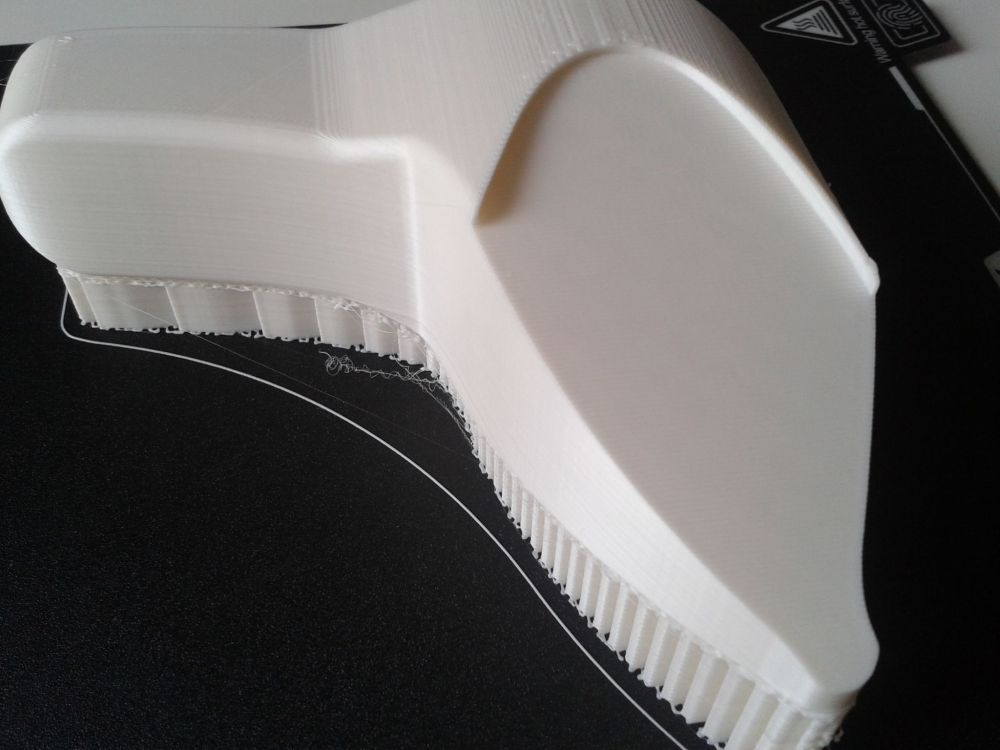
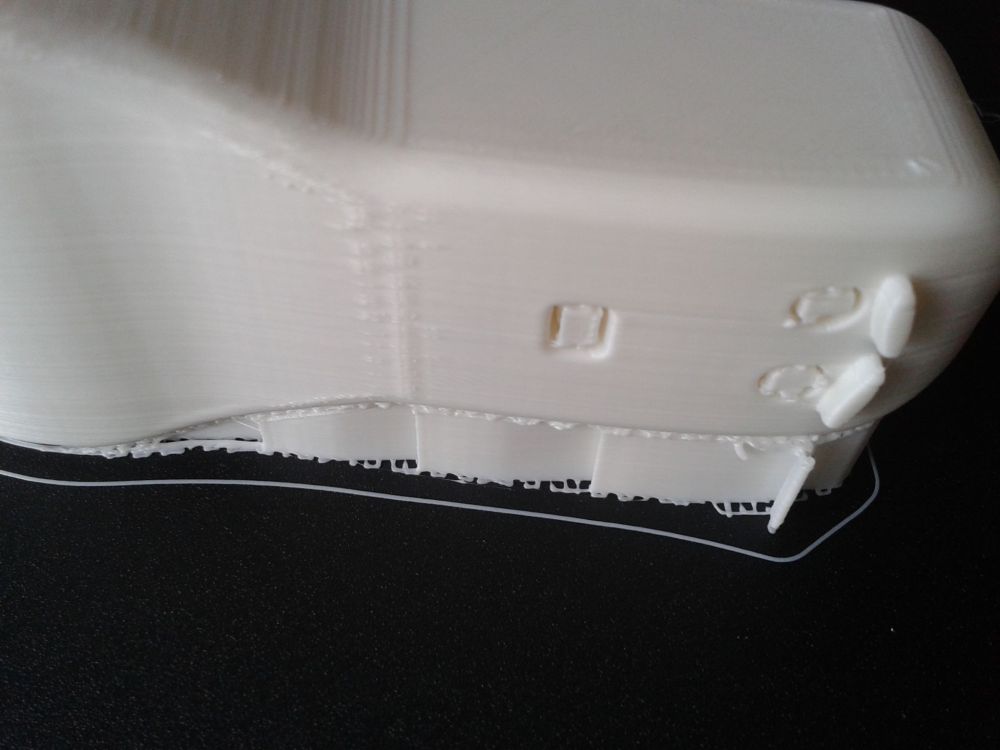
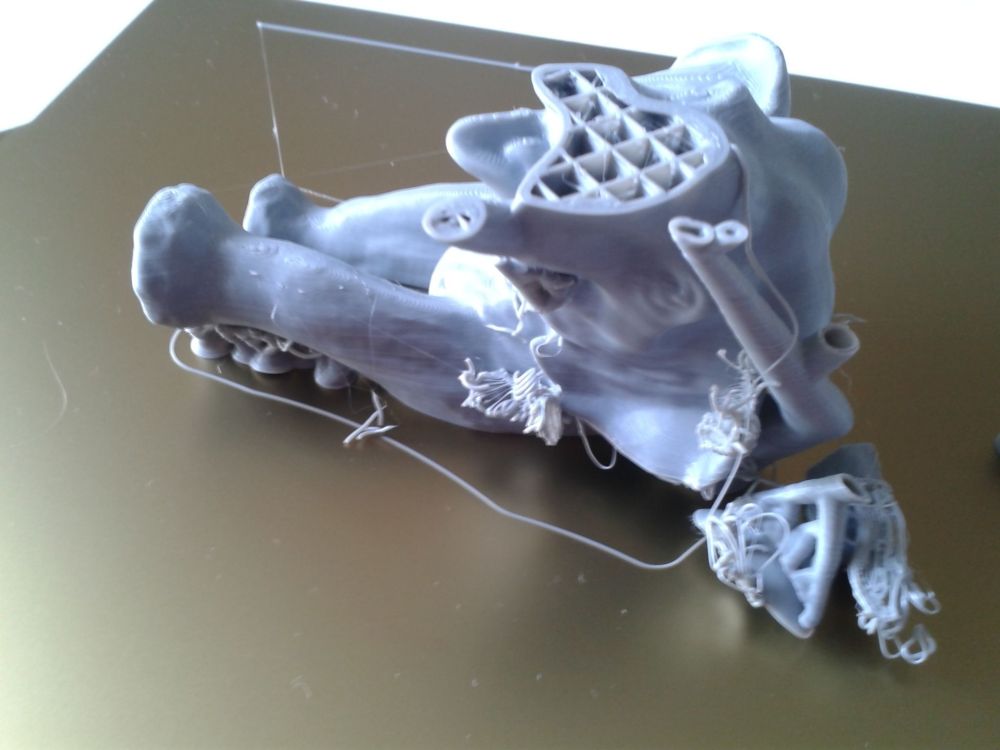
Impression en urgence de deux pièces fonctionnelles d'engrenage droit (module 1.5, 60 dents, soit un bon 90 mm de diamètre). Contraintes mécaniques (couple, frottement, utilisation possible en continu sur plusieurs jours) et hydriques (saison des pluies = 80-100 % d'humidité) sévères . Je n'ai trouvé que du PA6-CF ou du GF de chez Polymaker en dispo immédiate, alors que le PA12 semblait plus indiqué). J'ai donc opté pour le filament chargé en fibre de carbone pour son adhérence inter-couche et j'ai croisé les doigts pour que l'extrudeur tienne véritablement toutes ses promesses. Et bien oui, le sprite pro tout métal avec sa buse durcie n'ont pas flanché en 2 x 10h00 d'impression à 290° . Je démonterai prochainement le tout pour inspection. UN GRAND MERCI à tous les contributeurs du forum qui ont initié ou participé à des sujets sur les engrenages et les matériaux ad hoc. Cela m'a été d'une grande aide pour tenir les délais sans me mettre dans l'ornière. Sur la photo, la V1 de la pièce à gauche était trop massive à sa base et le filament insuffisamment séché (toute une nuit à 70°). Résultat, la périphérie de la pièce s'est déformée et décollée du plateau. La denture n'est pas non plus des plus propres... La V2 à droite est ajourée à sa base et le filament est retourné au four toute la nuit à 90° cette fois.
 1 point
1 point -
@PPAC Dans tes ancêtres, n'y aurait-il pas des autochtones de l'île de beauté ?1 point
-
Merci cela donnes des pistes. Je mets quelques liens Particule ultrafine (PUF) https://fr.wikipedia.org/wiki/Particule_ultrafine Composé organique volatil (COV) https://fr.wikipedia.org/wiki/Composé_organique_volatil Risque = Danger x Exposition http://www.forumphyto.fr/2015/09/07/clairement-distinguer-danger-et-risque-risque-danger-x-exposition/ Filtre HEPA https://fr.wikipedia.org/wiki/Filtre_HEPA Filtre a charbon actif https://fr.wikipedia.org/wiki/Charbon_actif (il me reste a utiliser le bon sens, pour savoir si je mets ou non, mes 30 litres d'alcool IPA à 99.9% (hautement inflammable) a côté de mon stock de feux d'artifice, lui-même a côté de mes bouteilles de gaz et bidons d'essence ... )1 point
-
Salut, En fonction des objets que tu as à faire et selon ta (future) facilité à modéliser en 3d, tu peux reproduire des objets en les scannant (mais attention, cela peut être très compliqué et peut nécessiter un traitement via un logiciel 3d) ou en les dessinant en 3d. Quels types d'objets souhaitent tu faire ?1 point
-
Bienvenue1 point
-
Sympa ce petit Panhead ... je me laisserait bien tenter. Hier soir j'ai lancé l'impression du rebobineur Pastamatic, en PLA ... ma première impression de plus de 20h ... il me faut encore imprimer les bavettes, mon TPU a besoin d'un tour au séchoir, mais c'est toujours aussi sympa de pouvoir sortir une pièce technique pleinement fonctionnelle du premier coup, sans aucun problème de décollement, de pied d'éléphant ou d'ajustements.
 1 point
1 point -
Test de l'imprimante 3D Creality K1 Max : rapidité et grand volume d'impression ! https://www.lesimprimantes3d.fr/test-creality-k1-max-20231013/1 point
-
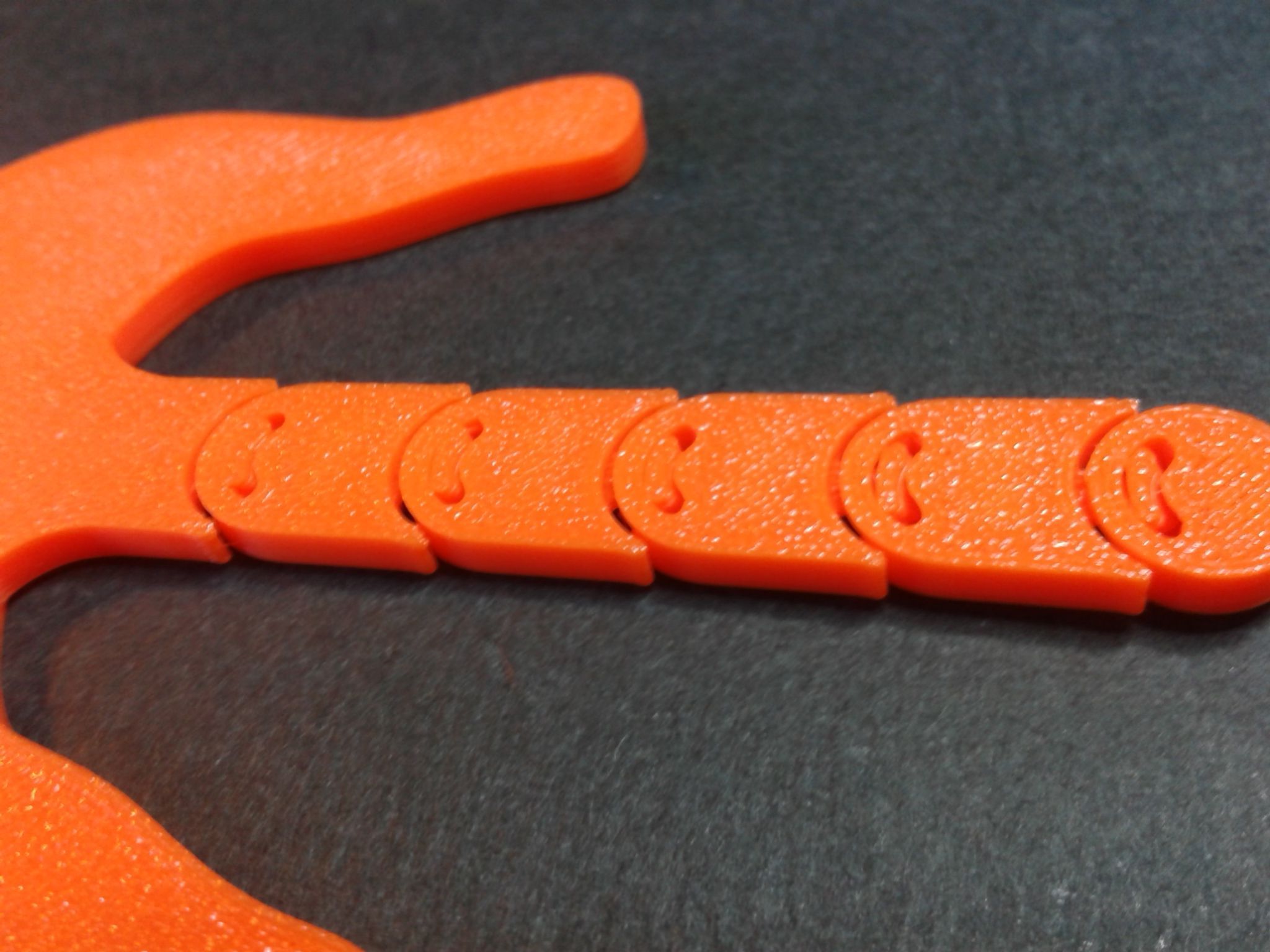
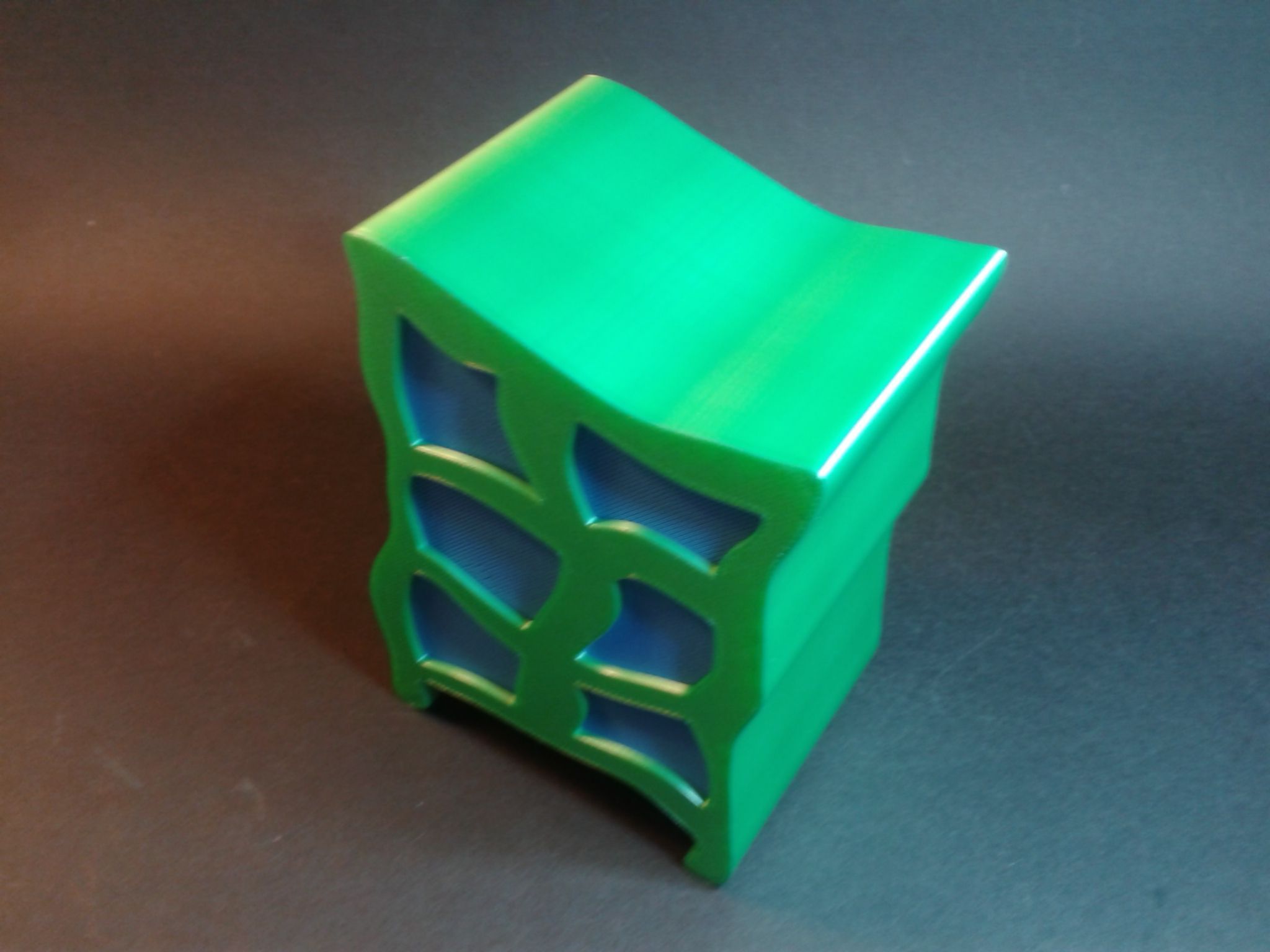
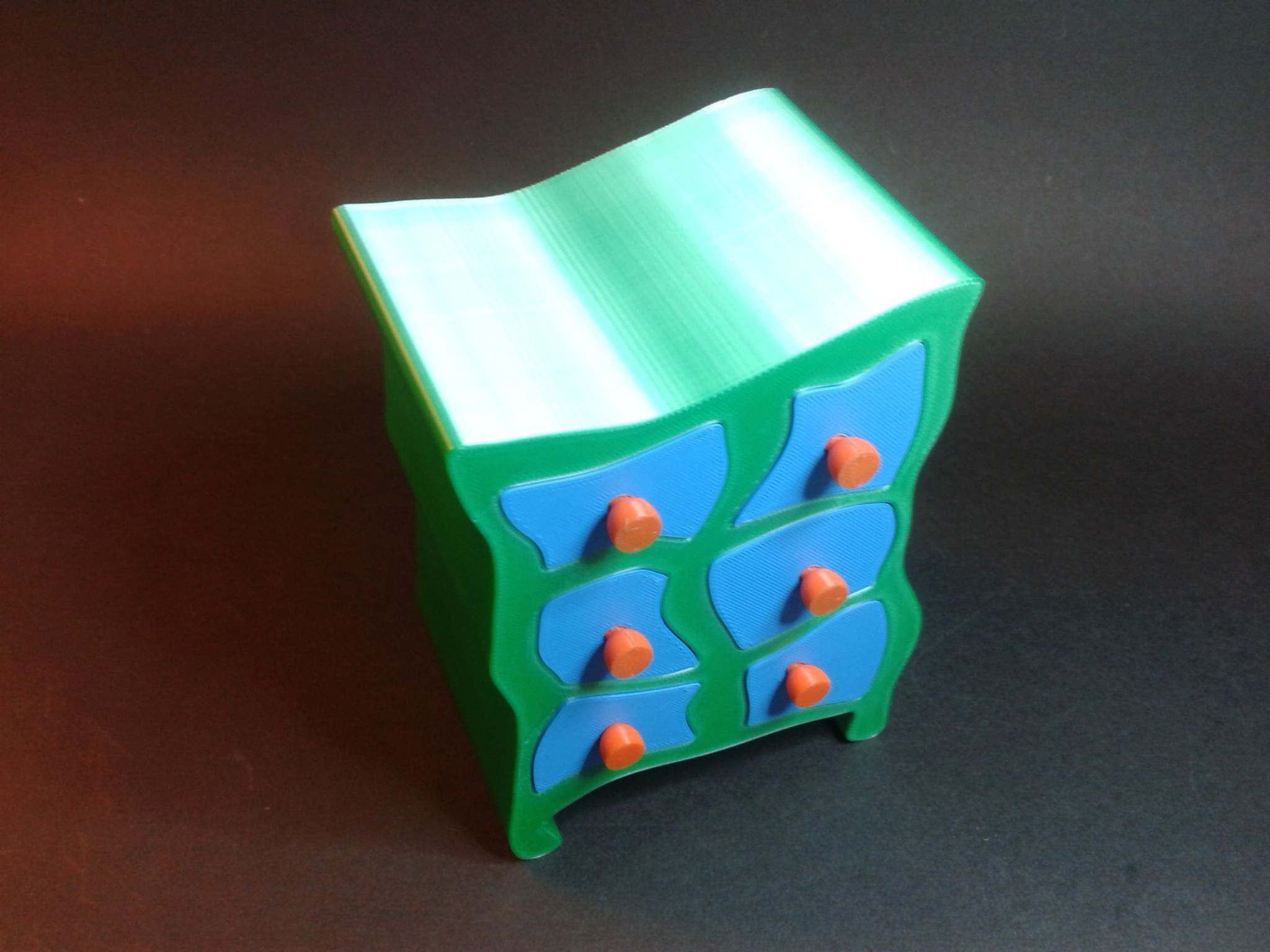
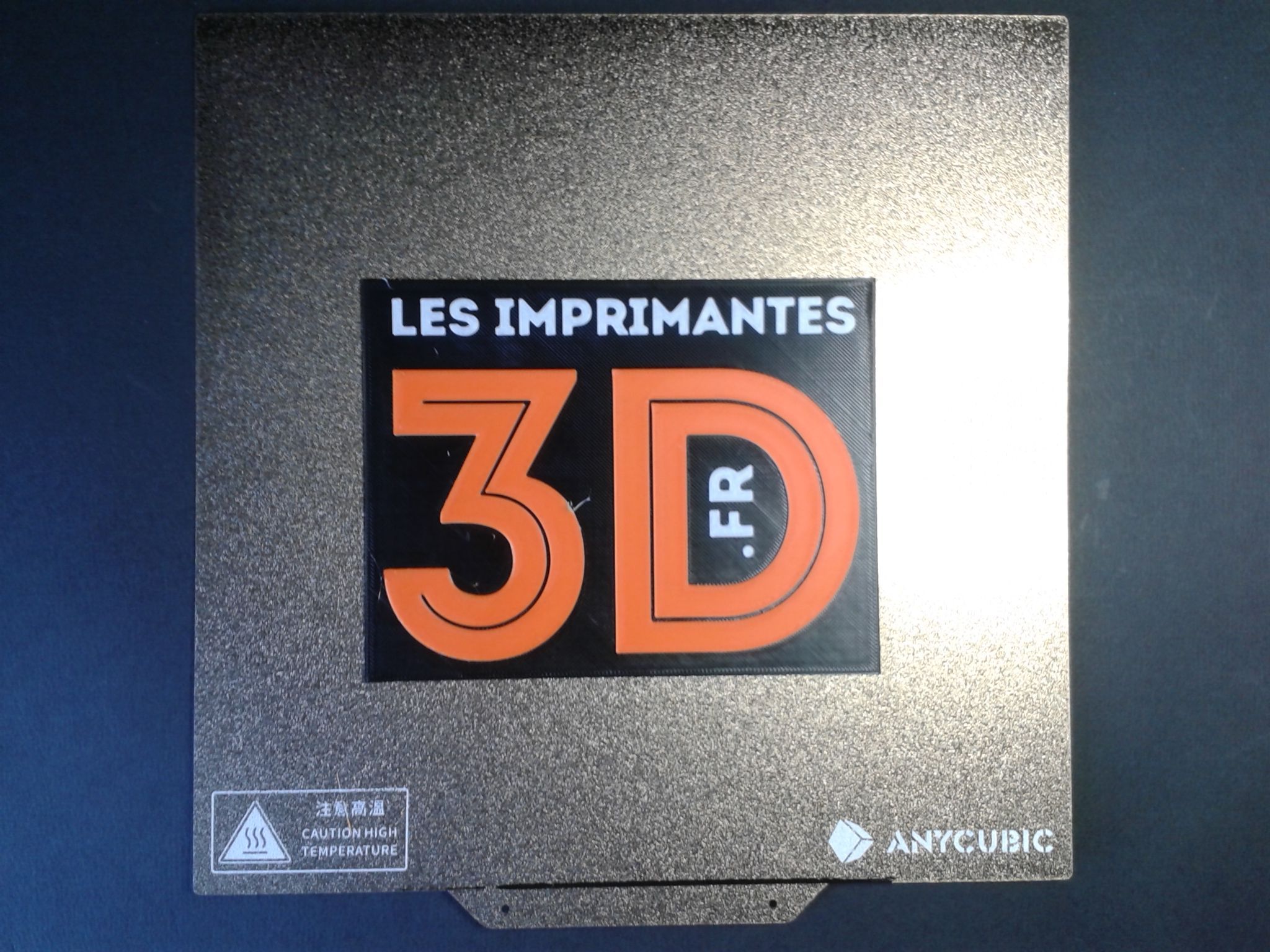
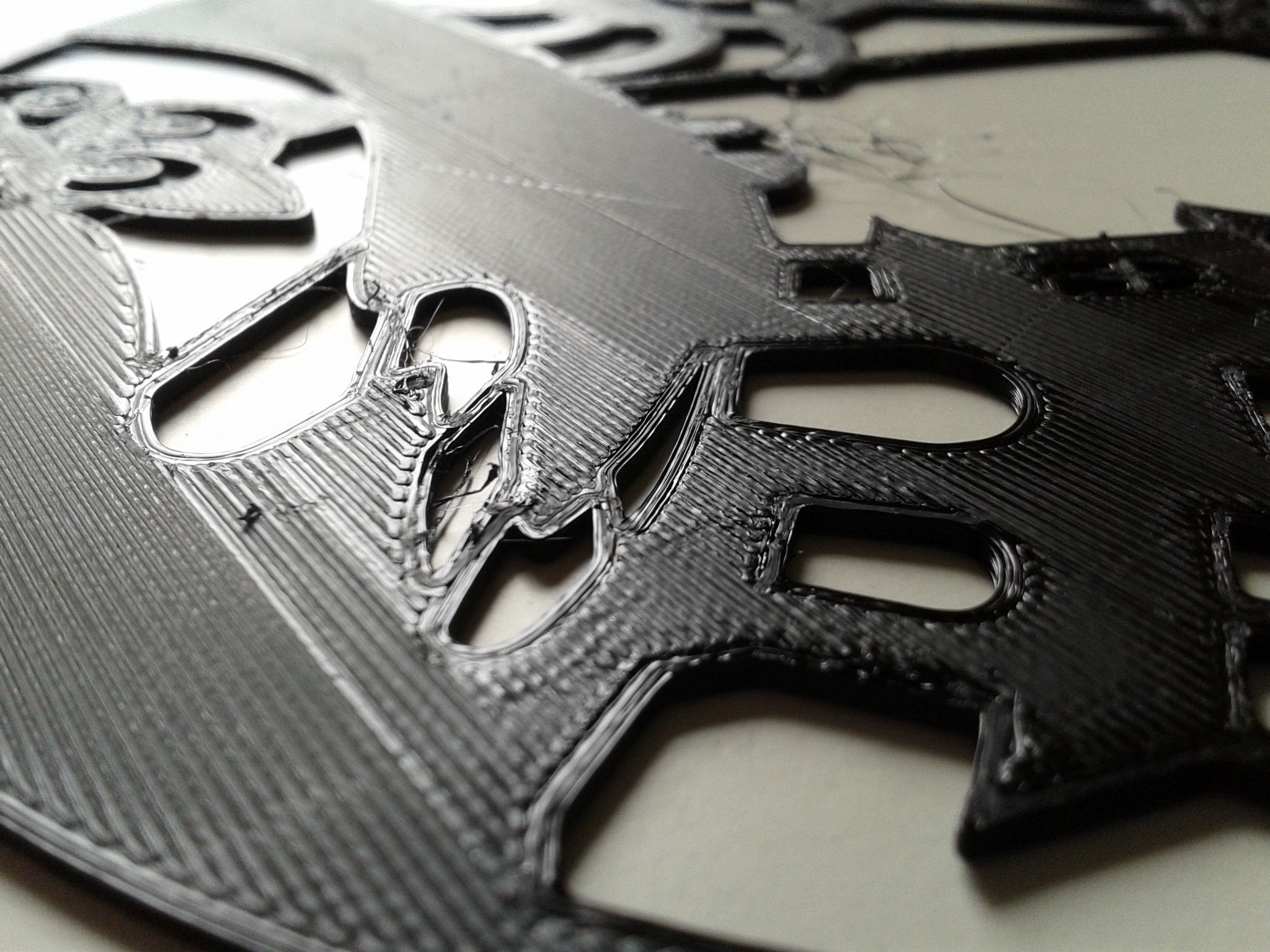
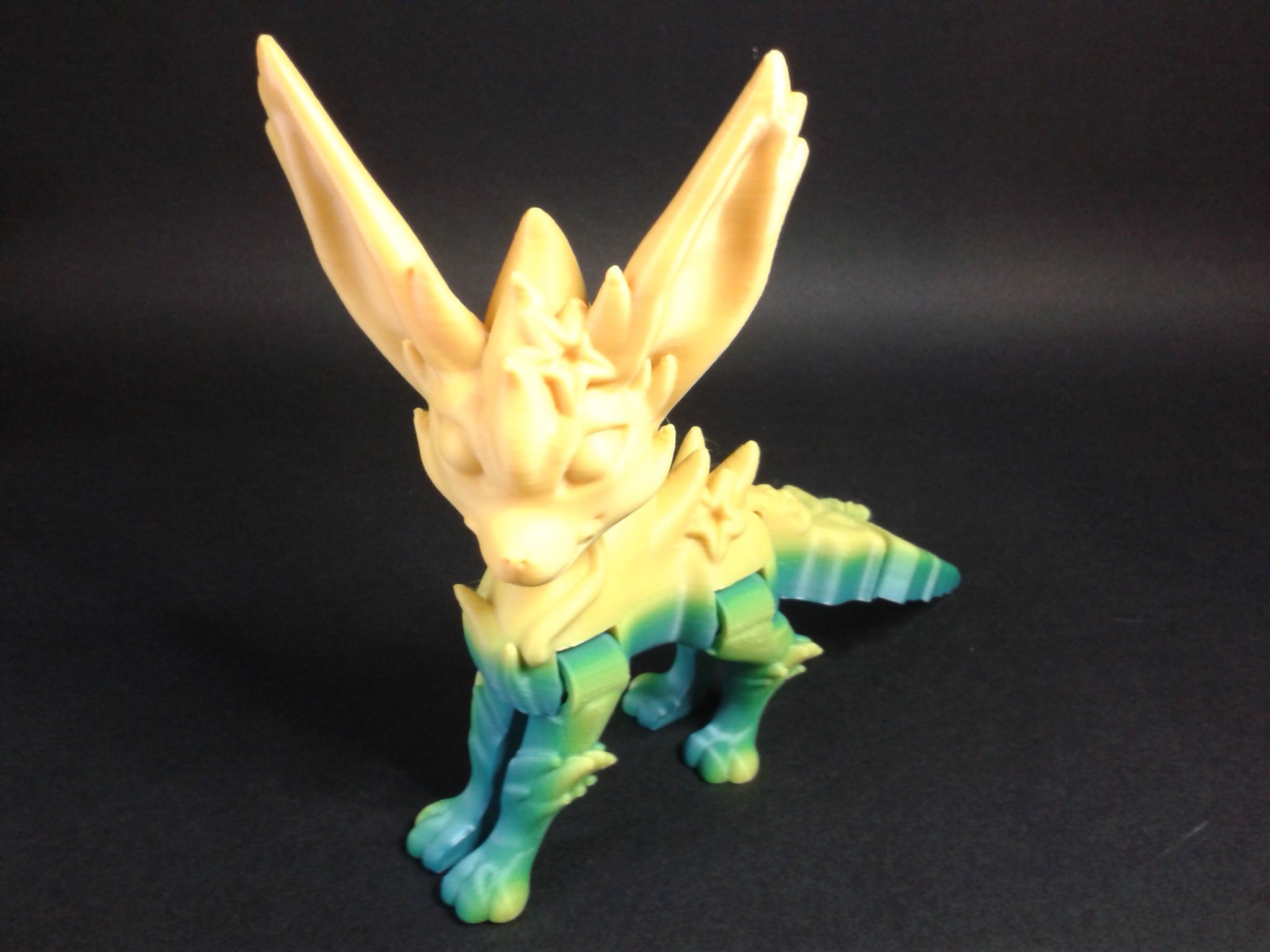
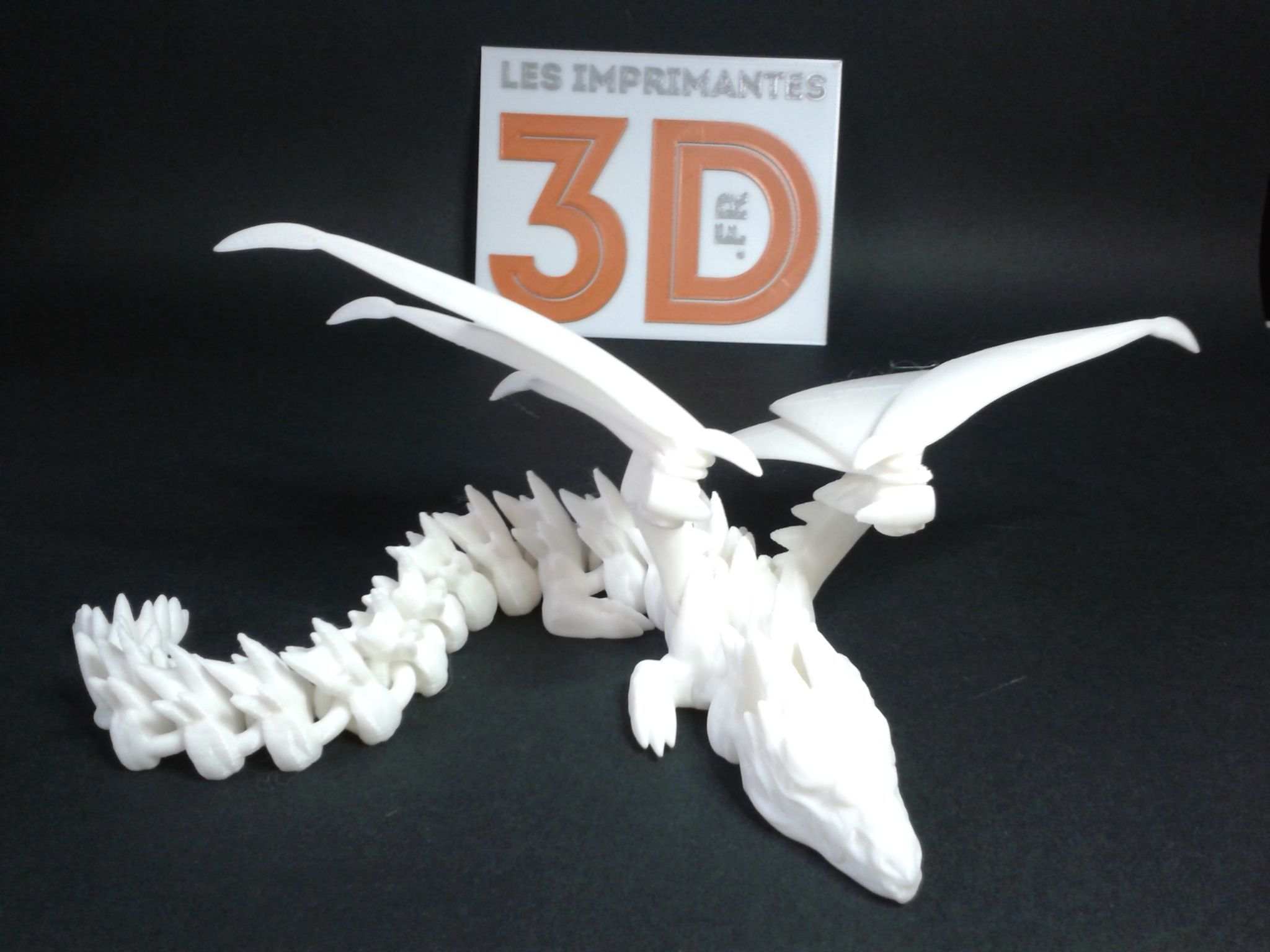
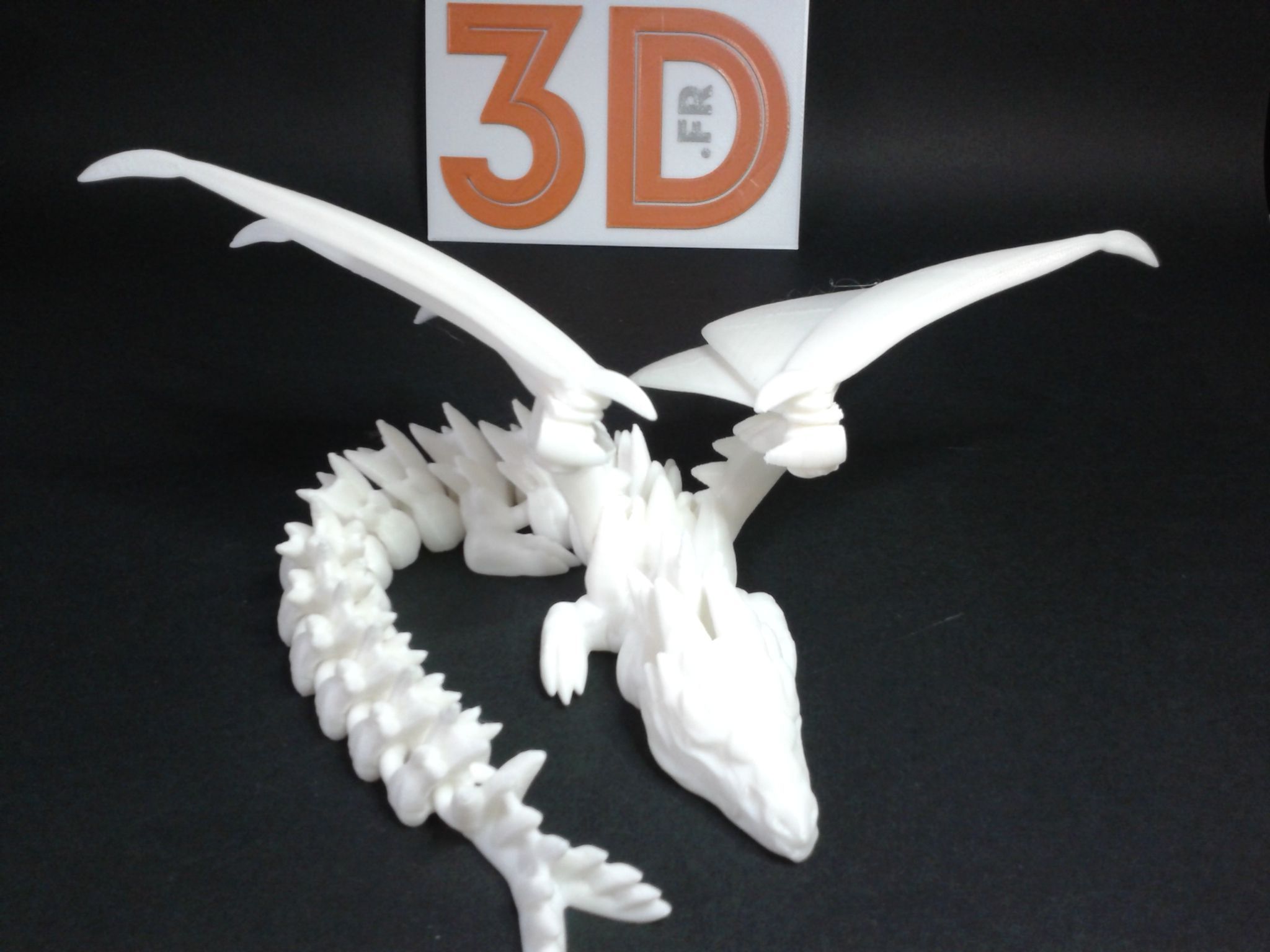
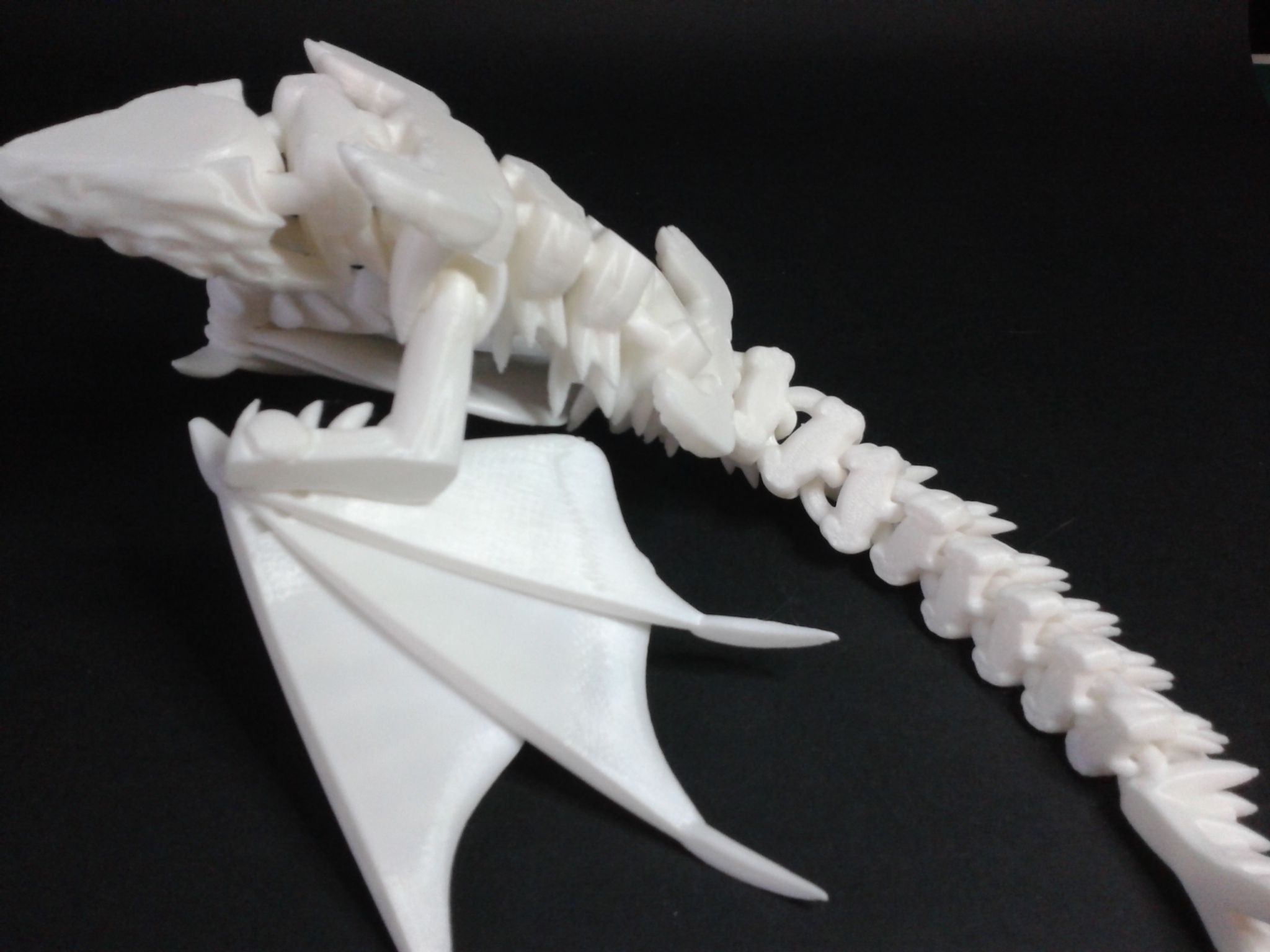
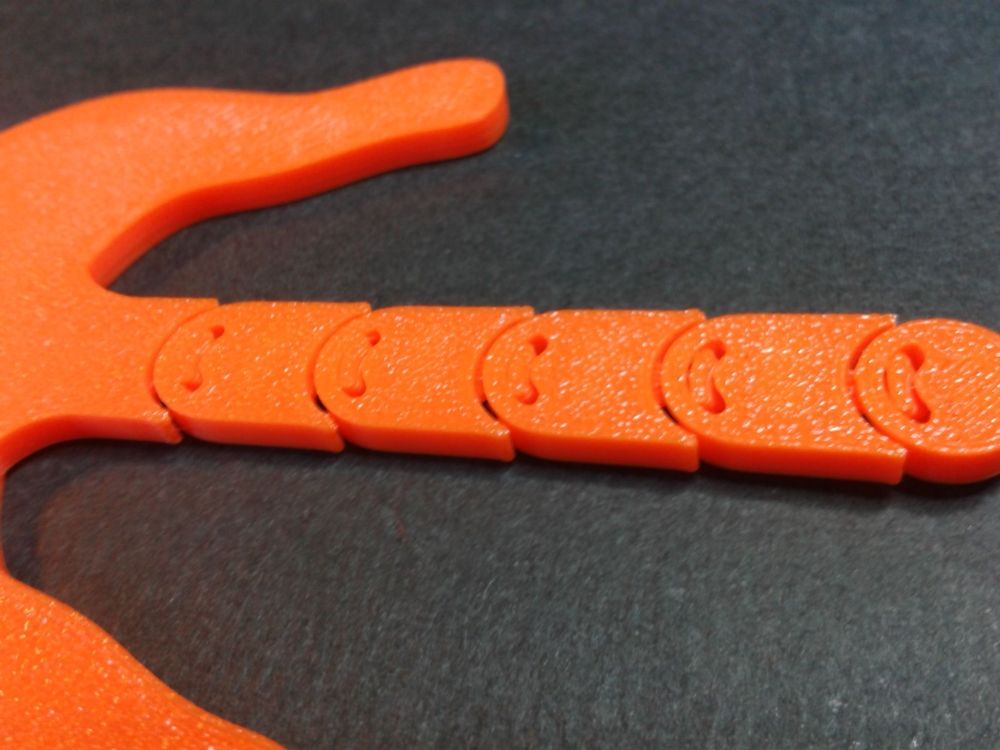
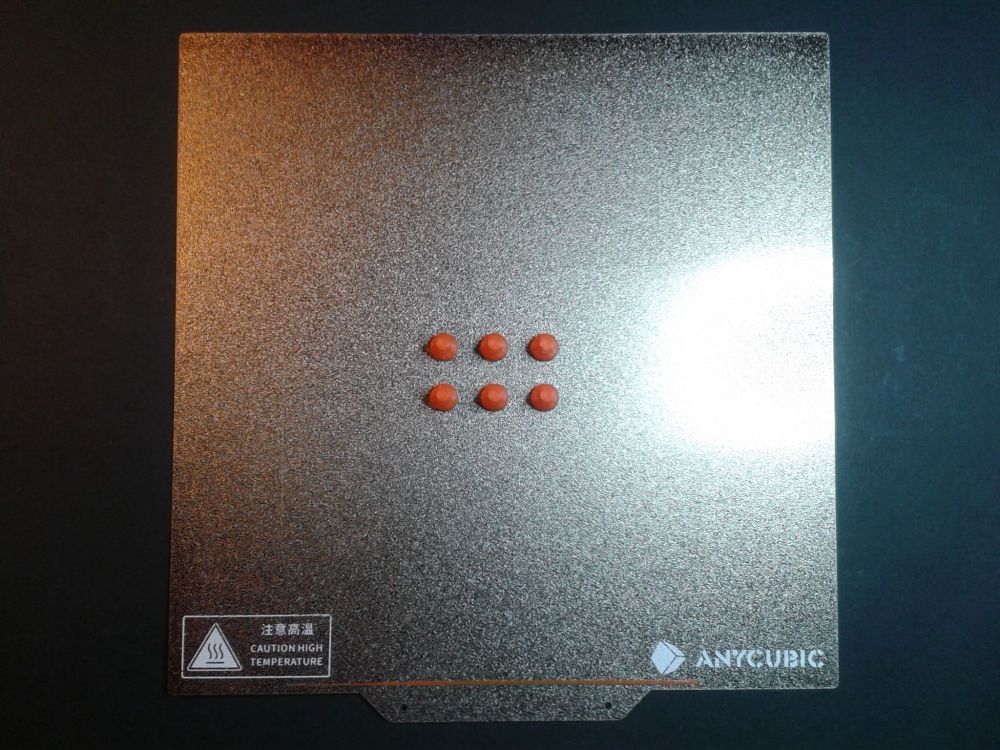
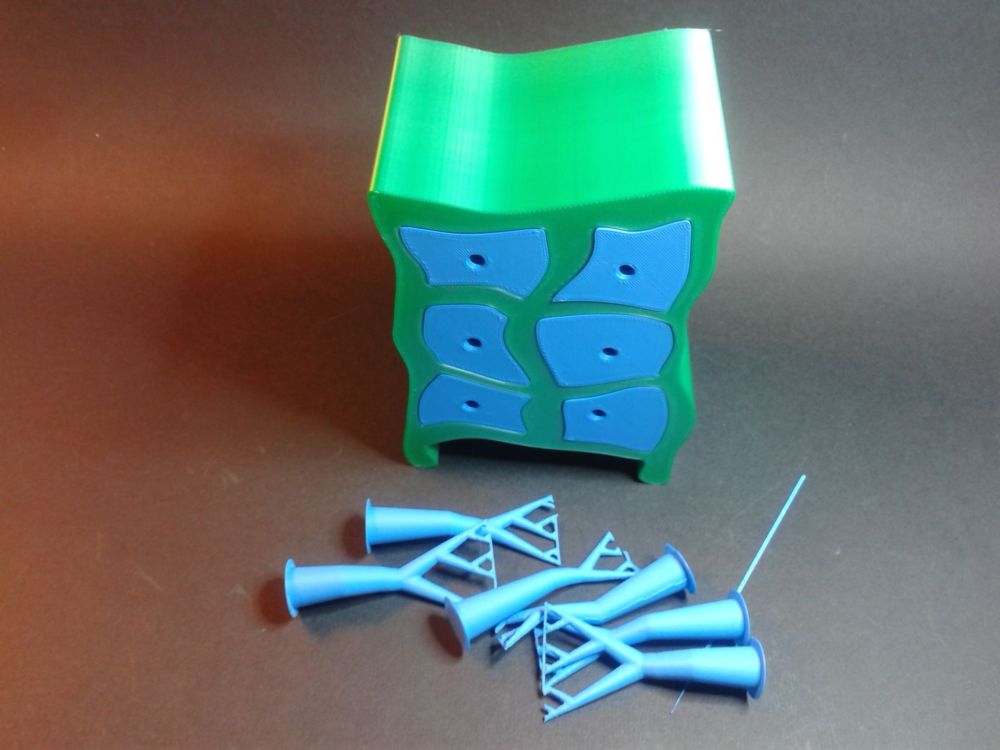
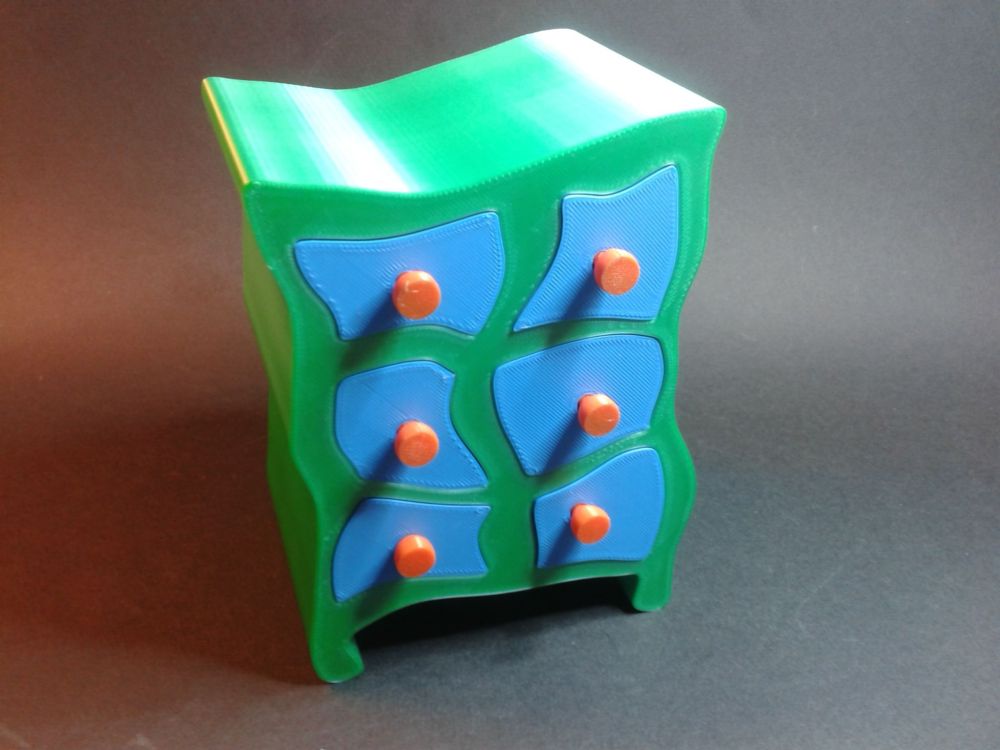
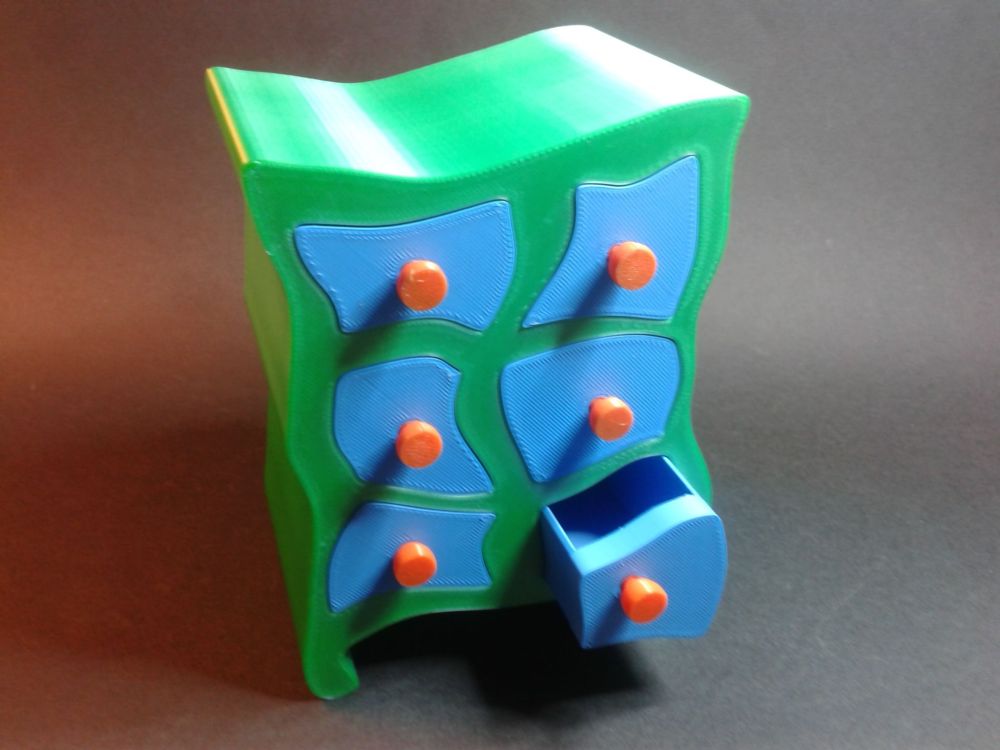
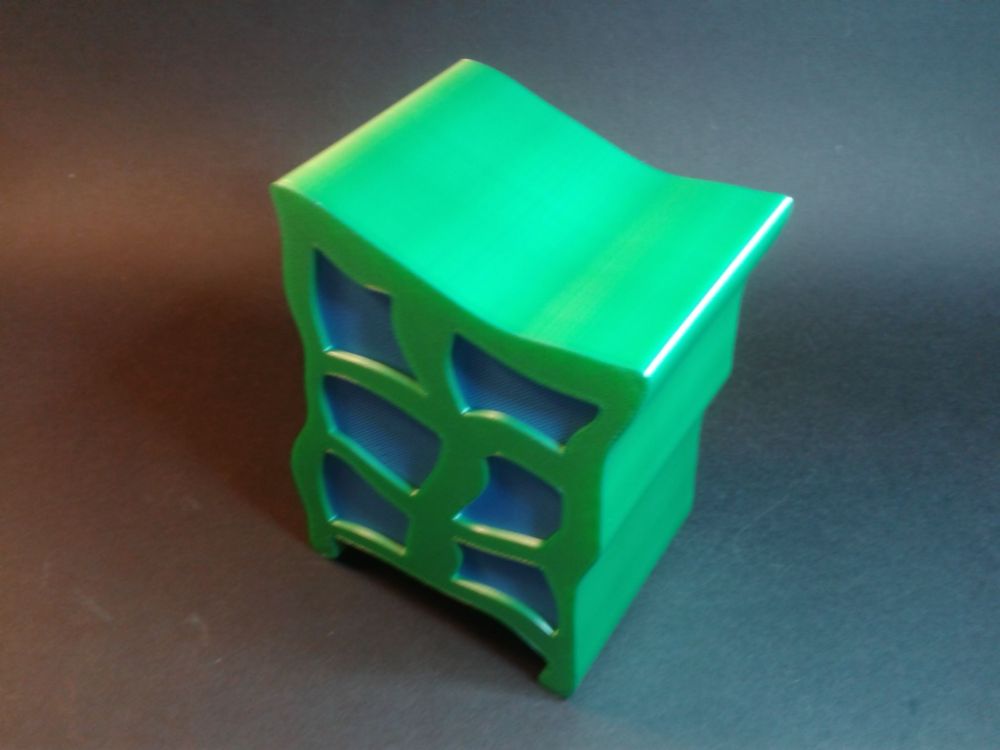
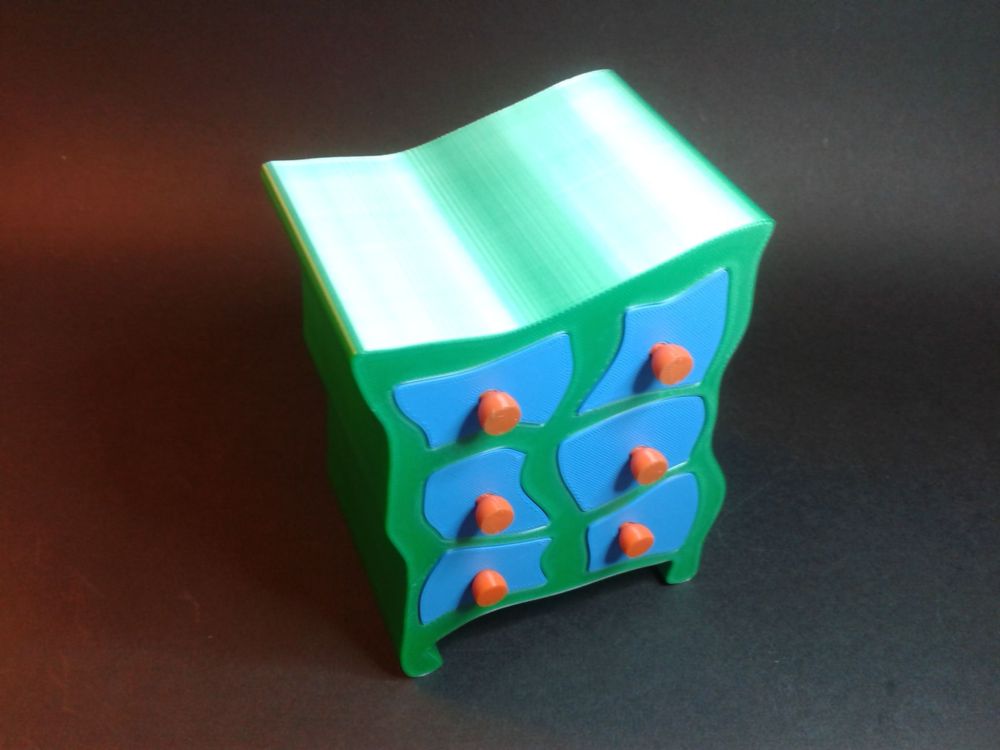
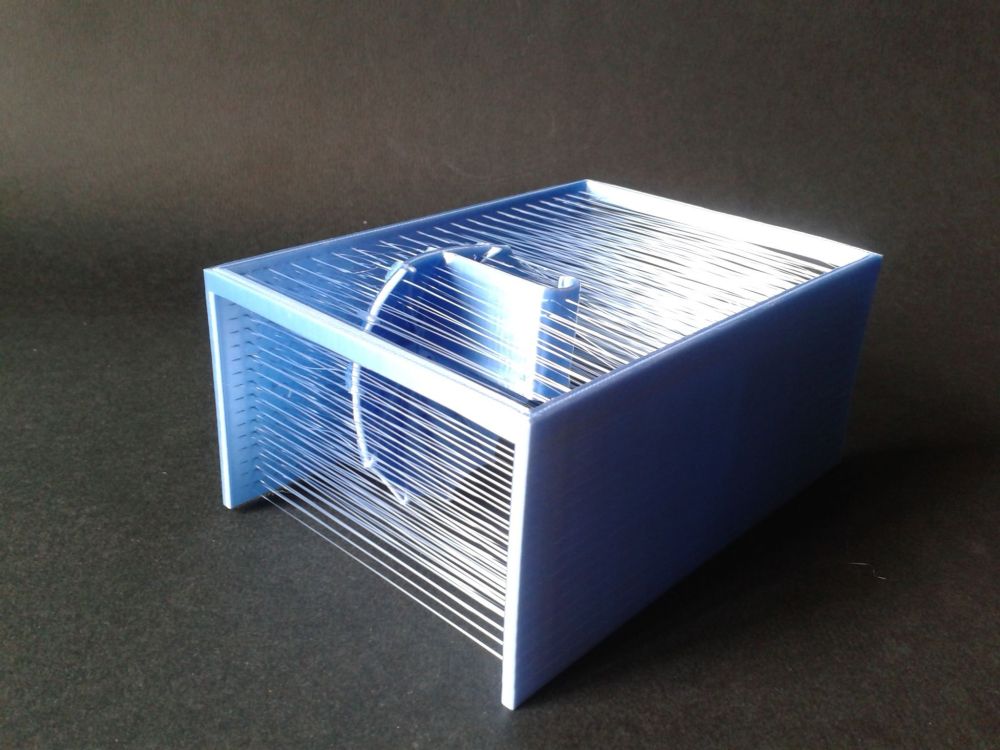
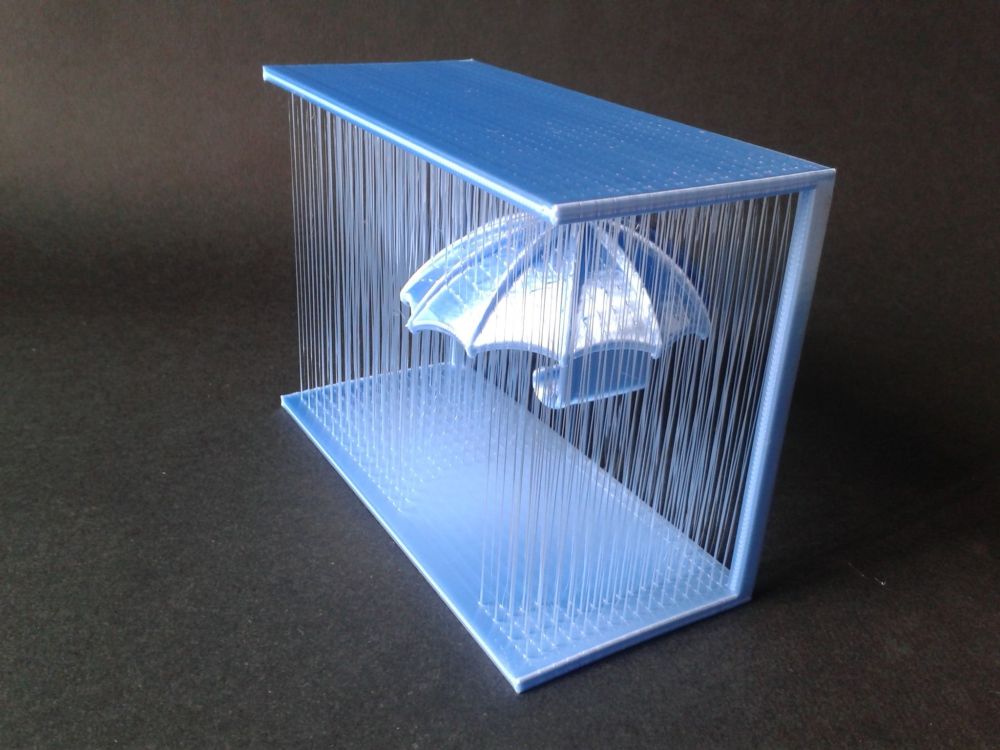
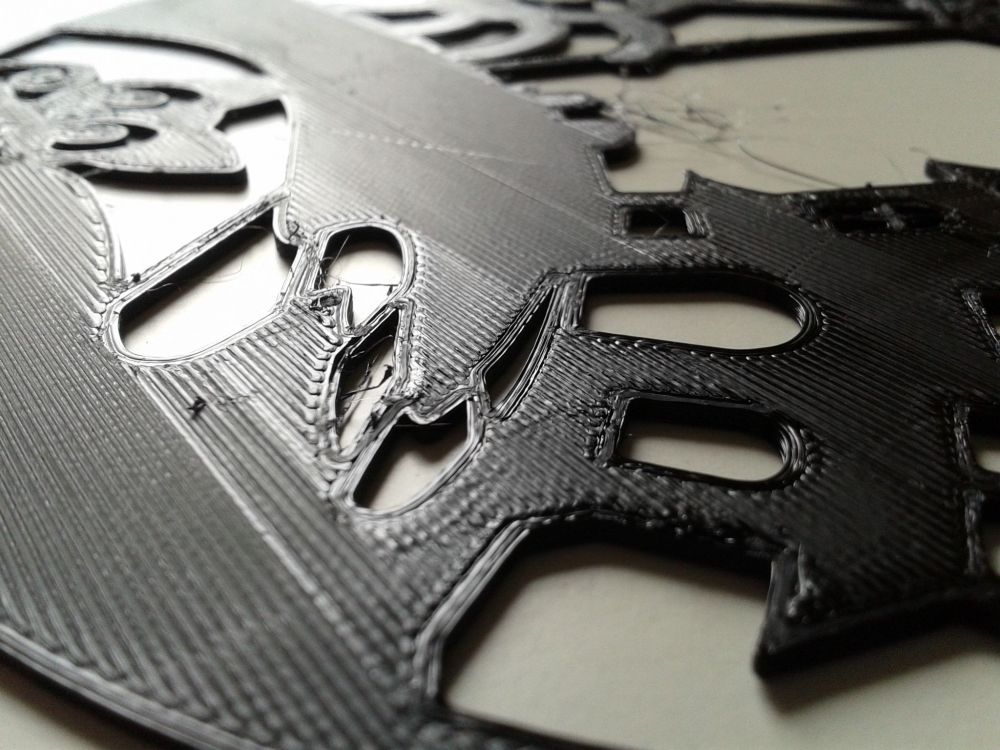
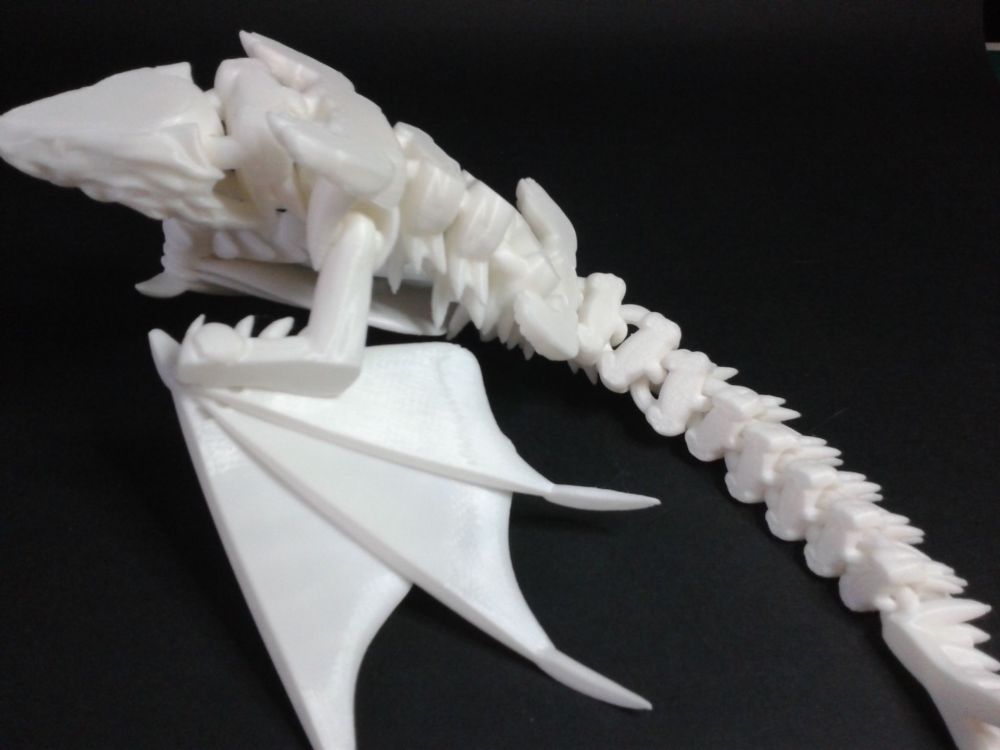
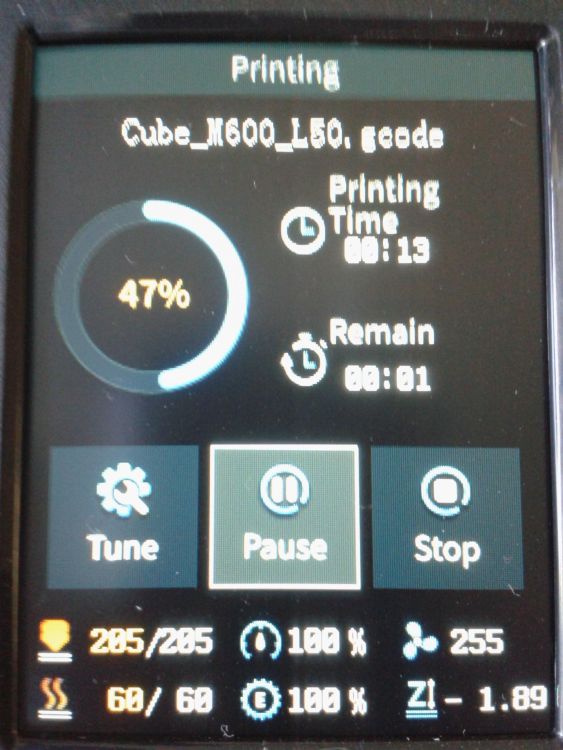
Autres impressions (Acte 3) Hatter’s Cabinet (Trinket / Jewelry Box) par voidbubble https://www.printables.com/fr/model/57165-hatters-cabinet-trinket-jewelry-box PLA Silk Vert ArianePlast PLA+ ciel 4043D ArianePlast PLA orange Eryone "Flex Cat" de "inhabitworks" https://www.crealitycloud.com/model-detail/651e71bec0dfd5aea2b64123 LongCat03504.stl, PLA orange Eryone J'ai eu besoin de sortir une petite lame pour délicatement travailler/découper certaine des articulations partiellement fusionnées sur la couche initiale. (Surement le Z-Offset à ajuster ou le fait d'avoir une surface d'impression texturée ...) Une version du logo de lesimprimantes3d.fr https://www.thingiverse.com/thing:6228500 Pour me permettre d'avoir l'équivalent d'un M600 (Changement de filament) J'ai manuellement divisé/édité le fichier d'impression généré, en 3 fichiers distincts. (où j'ai retravaillé les g-code de démarrage et les g-code de fin, quand il y avait besoin.) pour faire trois impressions a enchaîner, tout en laissant l'impression sur le plateau afin de la continuer (en gardant la chauffe du plateau pour ne pas que l'impression se décolle) et ainsi, me permettre de faire le changement de filament entre chaque impression. Avoir un firmware qui n'ignore pas les M600 c'est bien plus pratique que de faire comme j'ai fait... Filaments, PLA Noir Velleman, PLA Eco blanc ArianePlast, PLA orange Eryone.















 1 point
1 point -
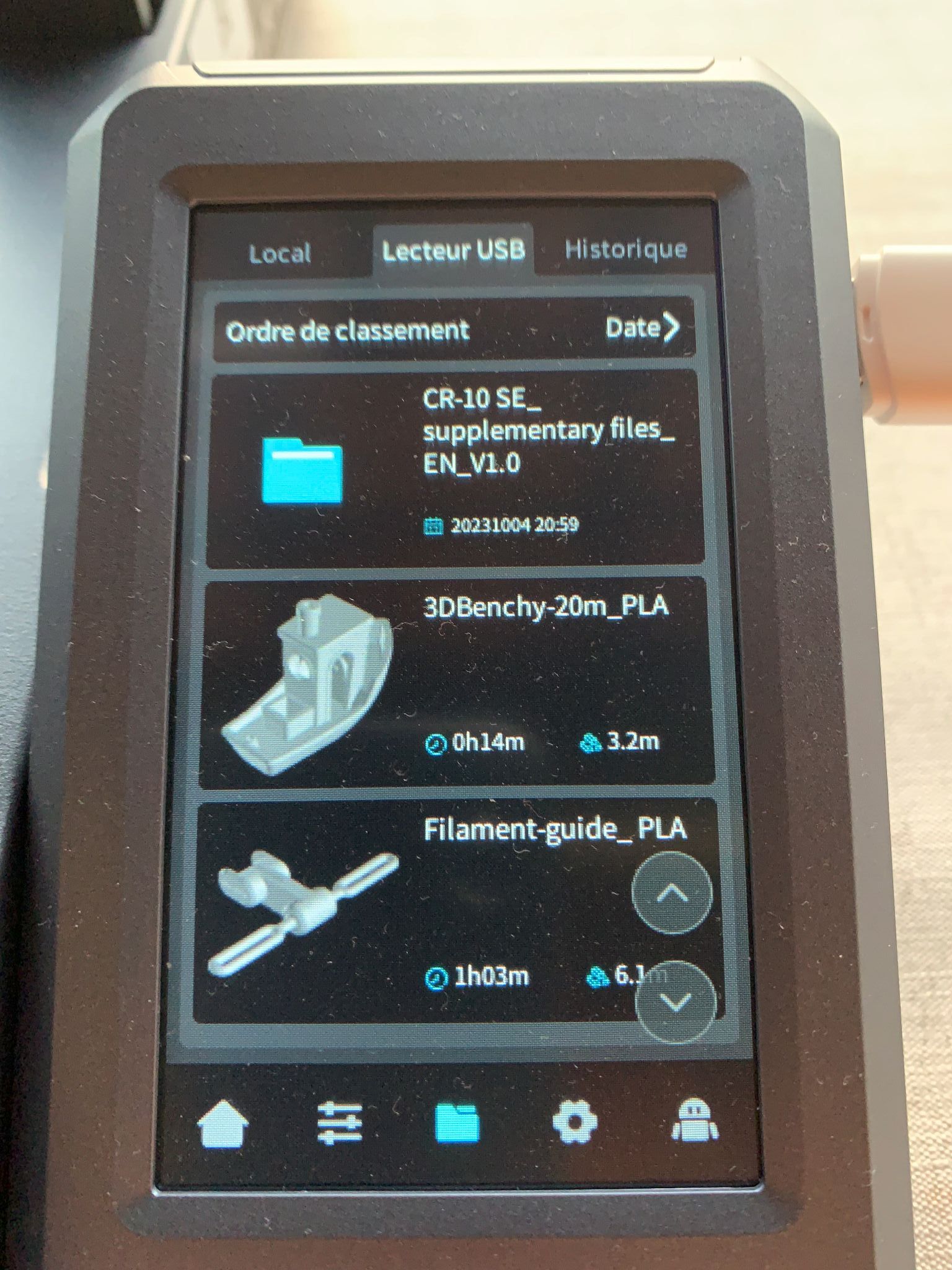
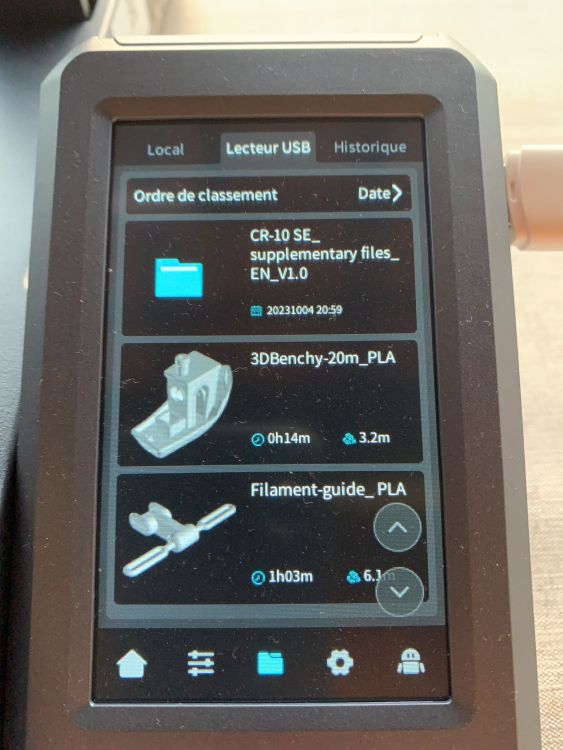
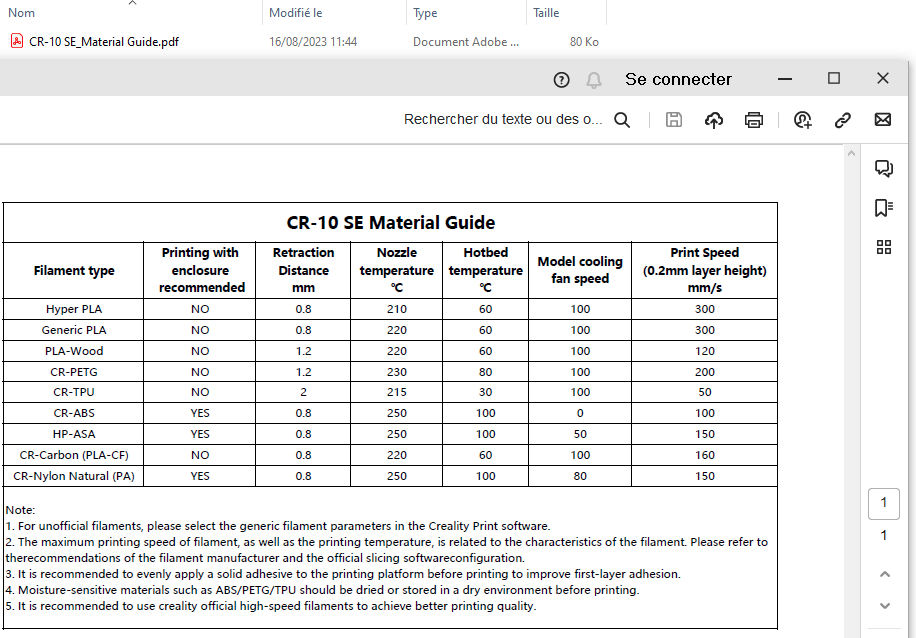
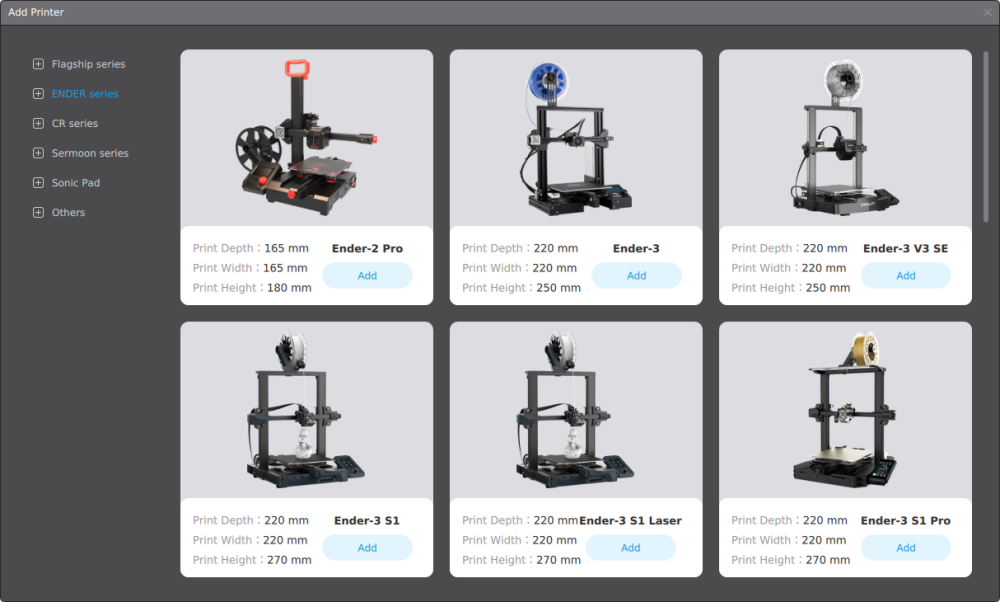
Inspection du contenu de la clé USB Lorsque l'on affiche le contenu de la clé USB, on trouve une archive et 3 fichiers STL. Nous avons déjà pu voir ce contenu sur cette image. Dans l'archive, nous trouvons des dossiers et un fichier READ ME. Je trouve assez cocasse le message d'avertissement qui indique qu'il ne faut pas extraire l'archive sur la clé USB. Message que l'on peut voir une fois l'archive extraite. --> Dossier 3D Printer User Manual On y trouve le manuel de montage et d'utilisation, avec quelques infos techniques, en anglais et en chinois. --> Dossier Slicing Software --> Dossier Opération Video La vidéo est visible sur cette page. --> Dossier Material Guide On peut y lire que la vitesse d'impression du Generic PLA est identique à celle de l'Hyper PLA. Et pour finir. --> 3D Model On retrouve ces 3 modèles 3D déjà tranché à la racine de la carte SD. Je ne détaillerais pas l'installation de Creality Print, qui s'installe comme tout autre logiciel. La configuration est bien guidée. Maintenant, il est temps de faire fondre du filament.



 1 point
1 point -
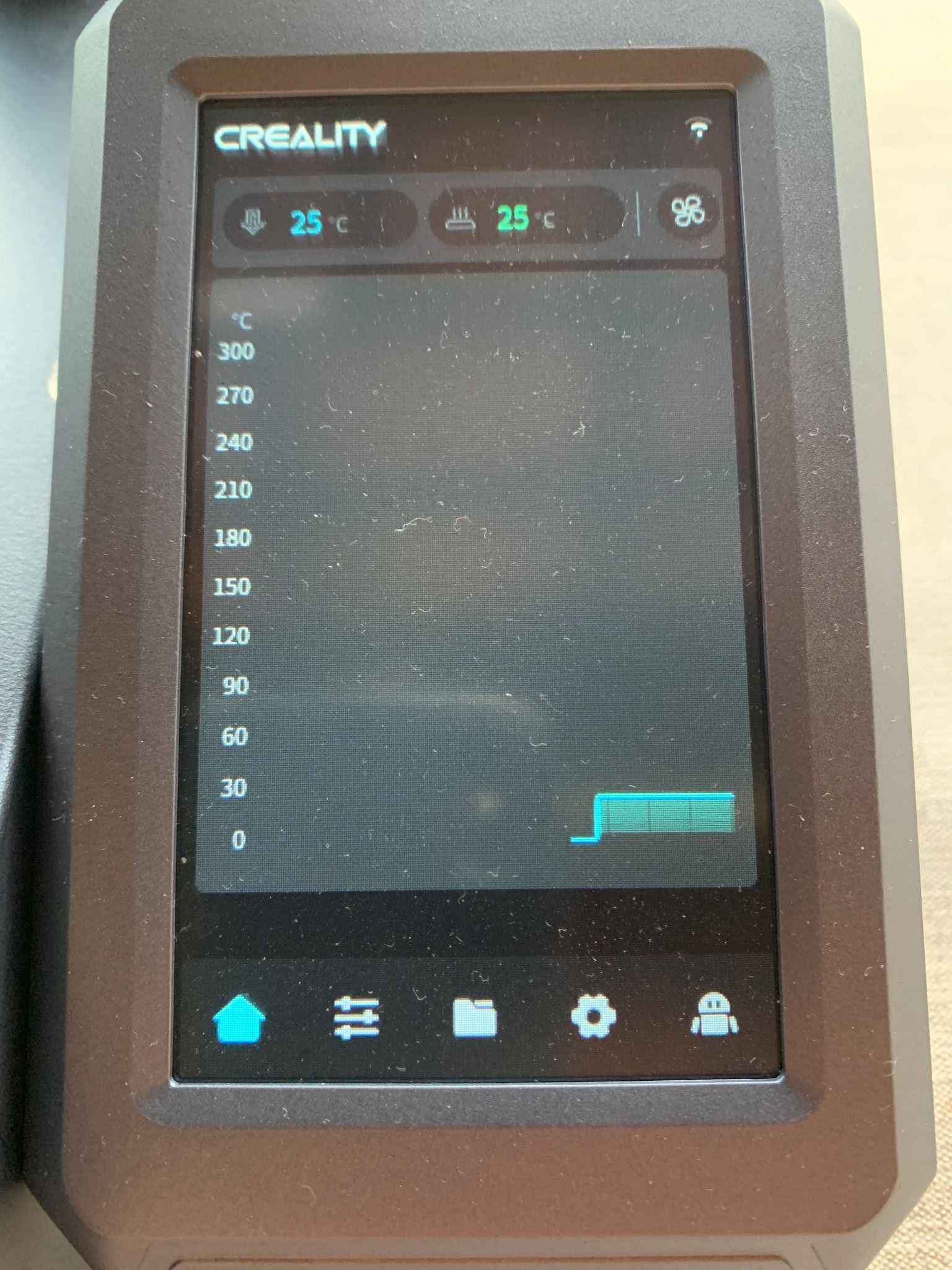
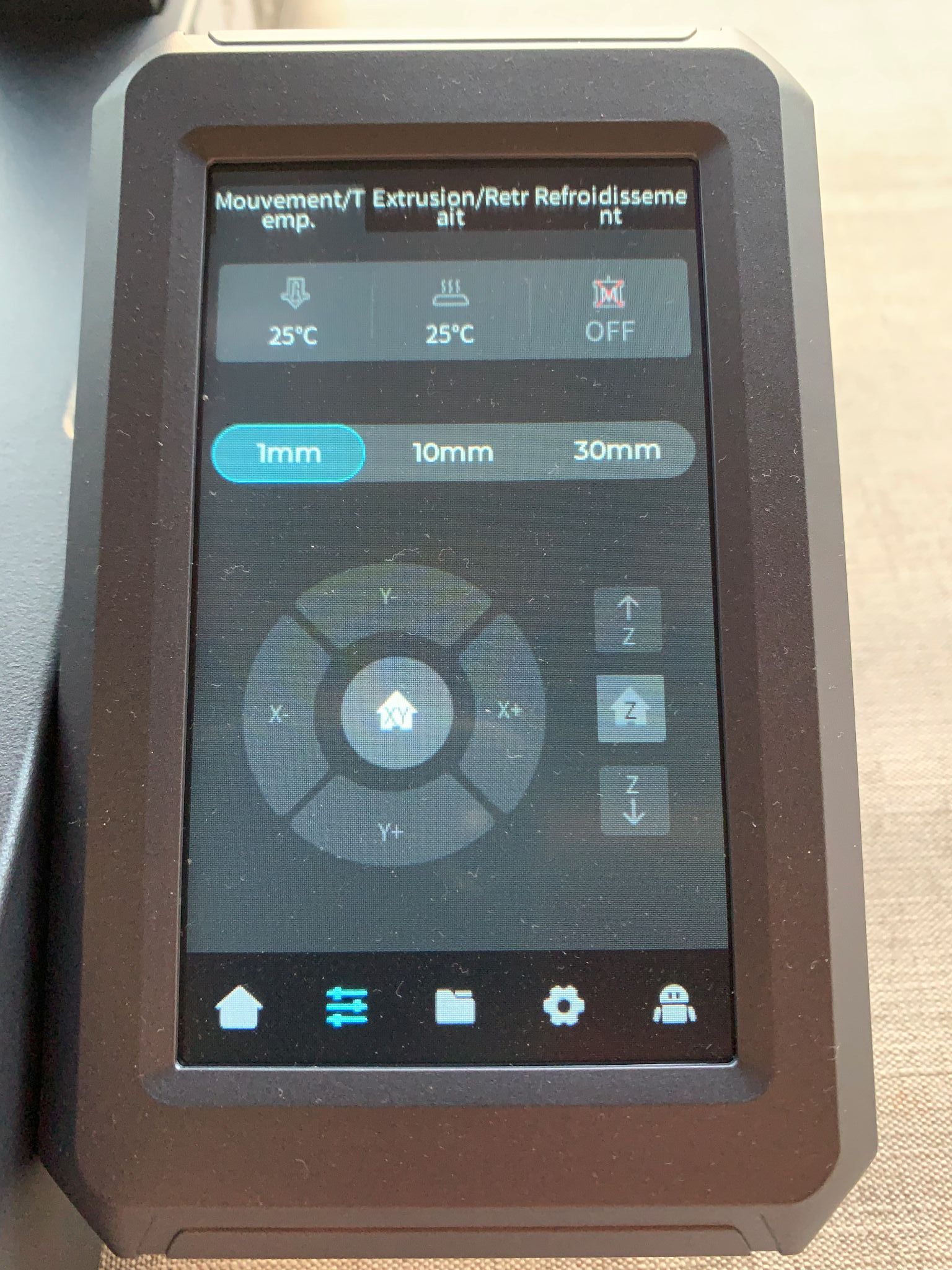
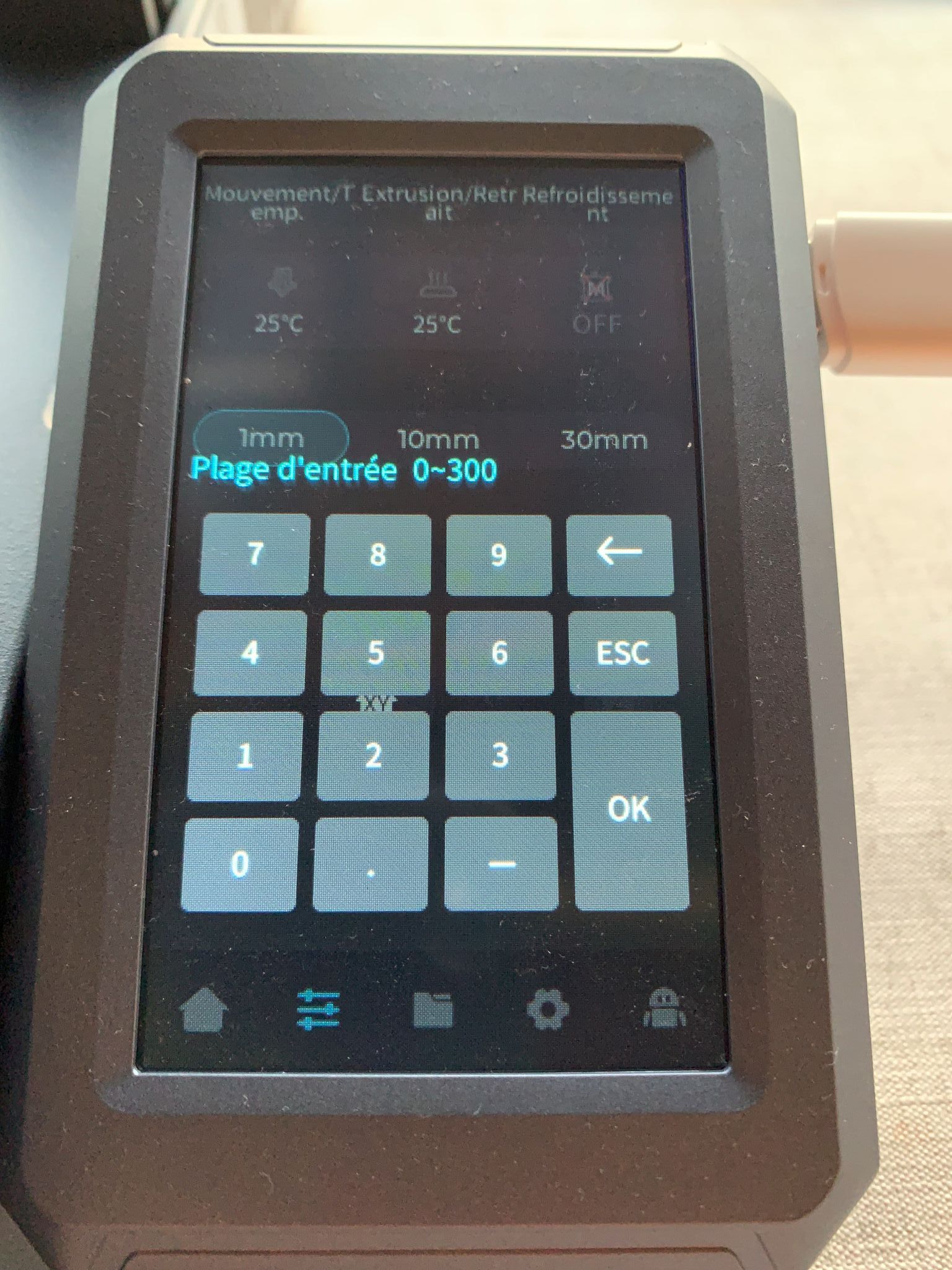
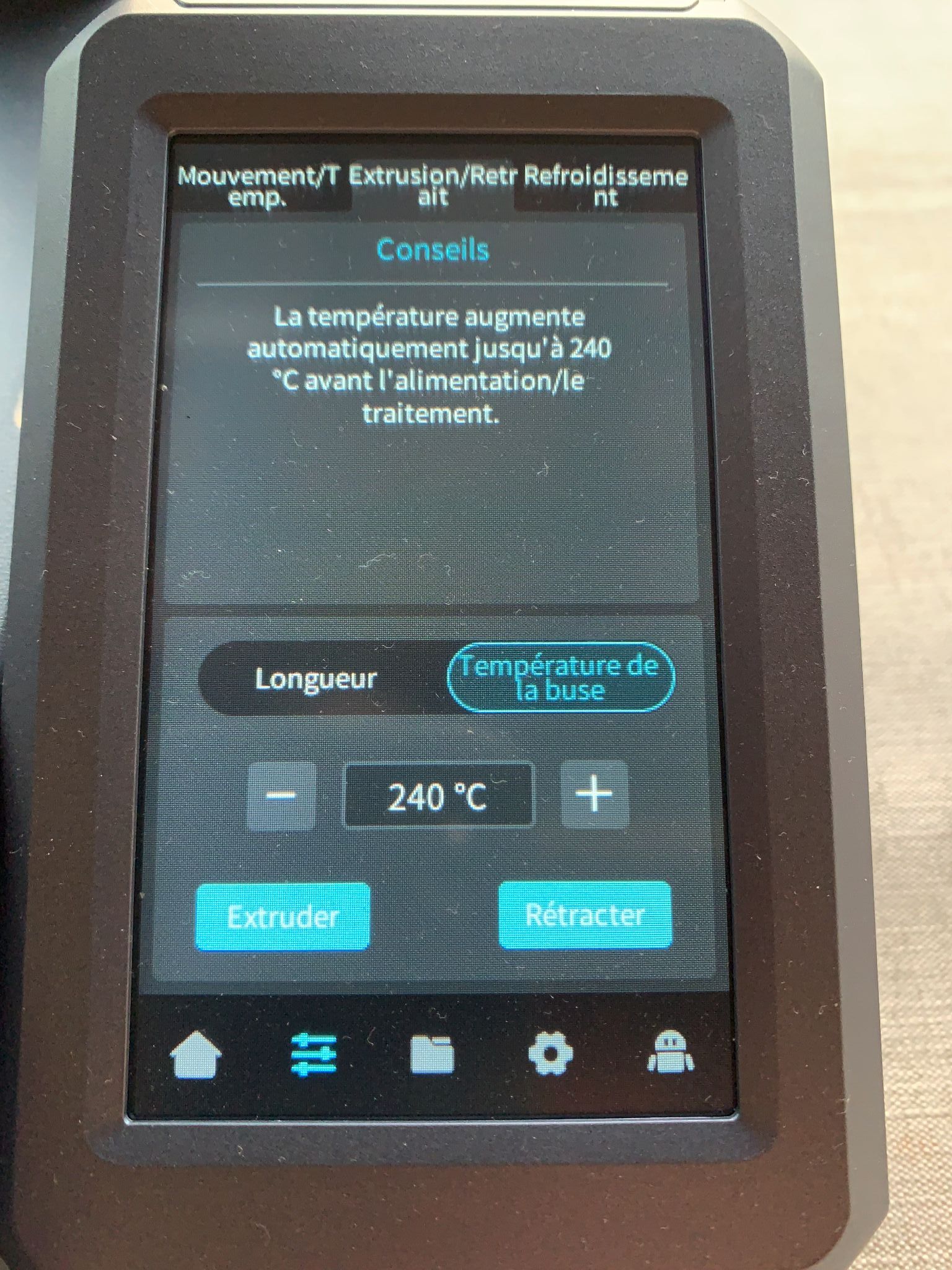
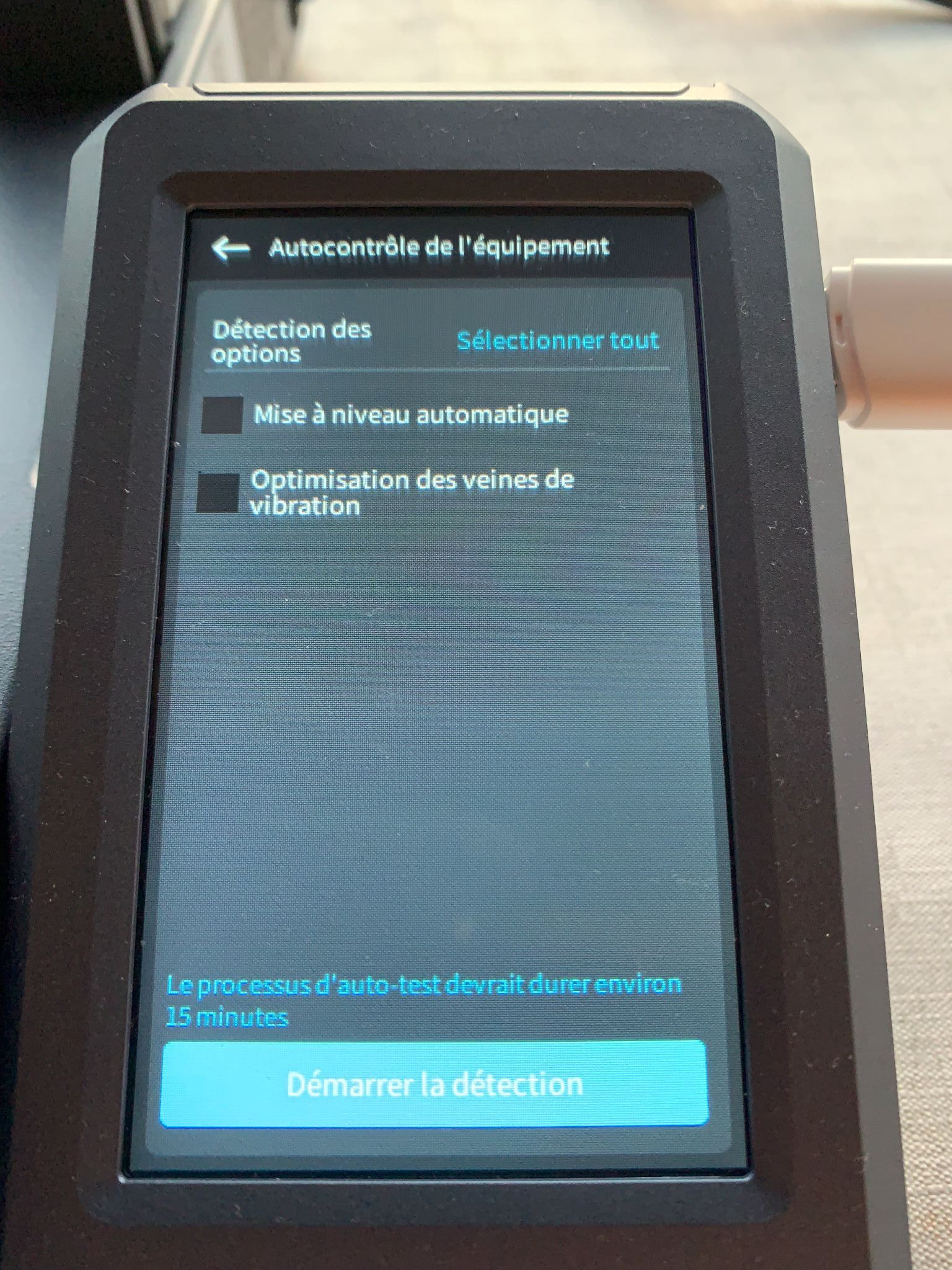
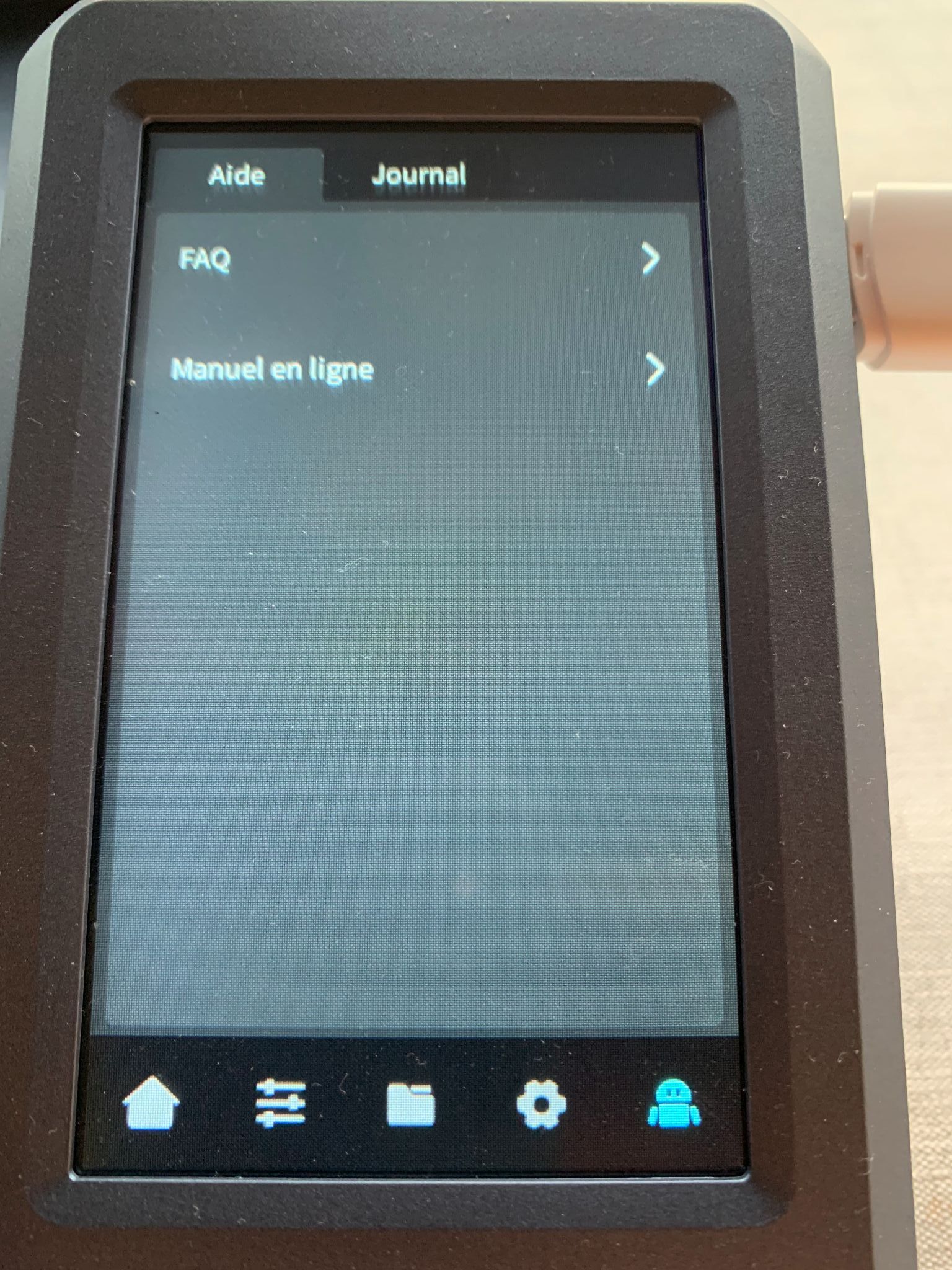
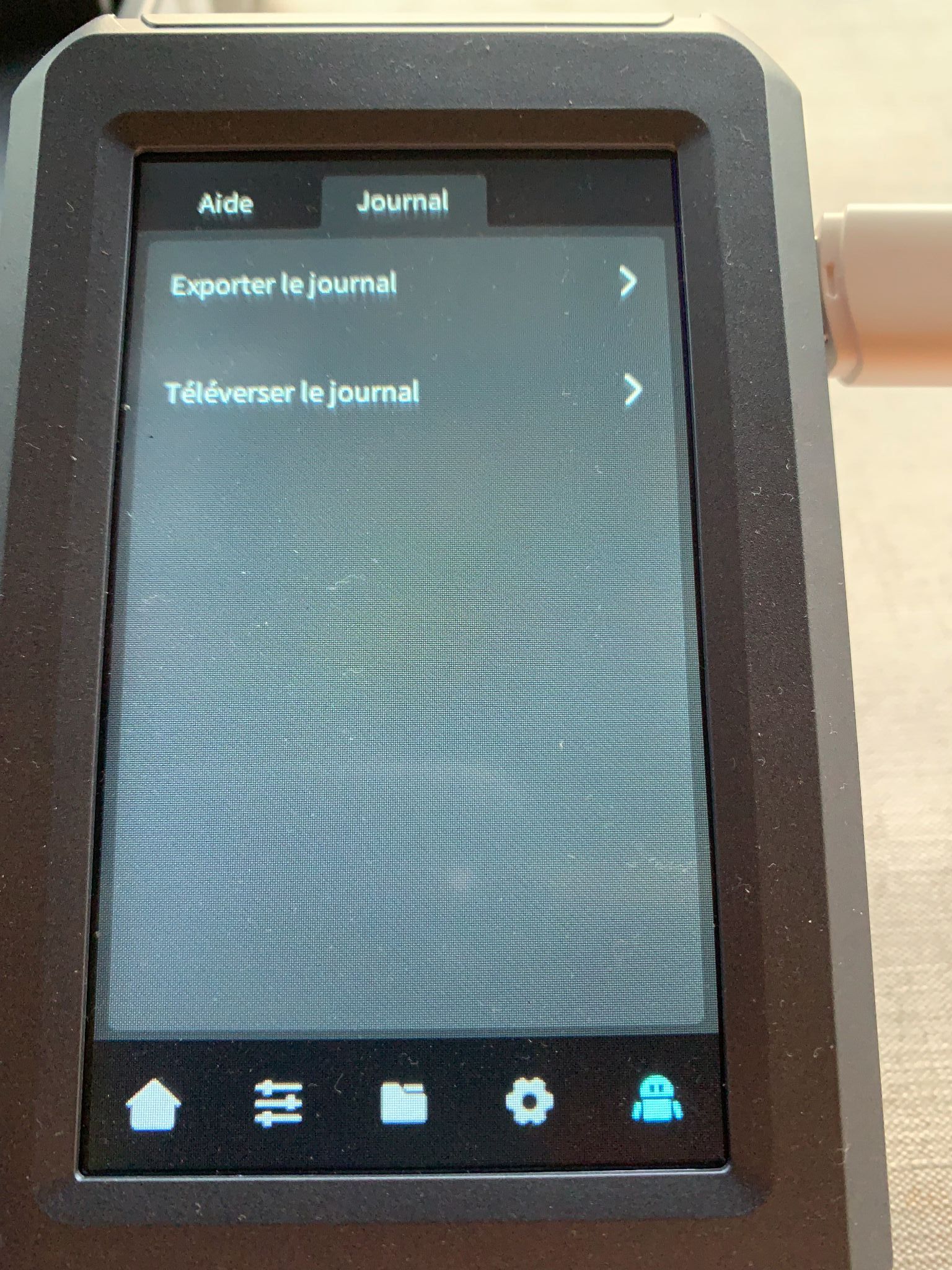
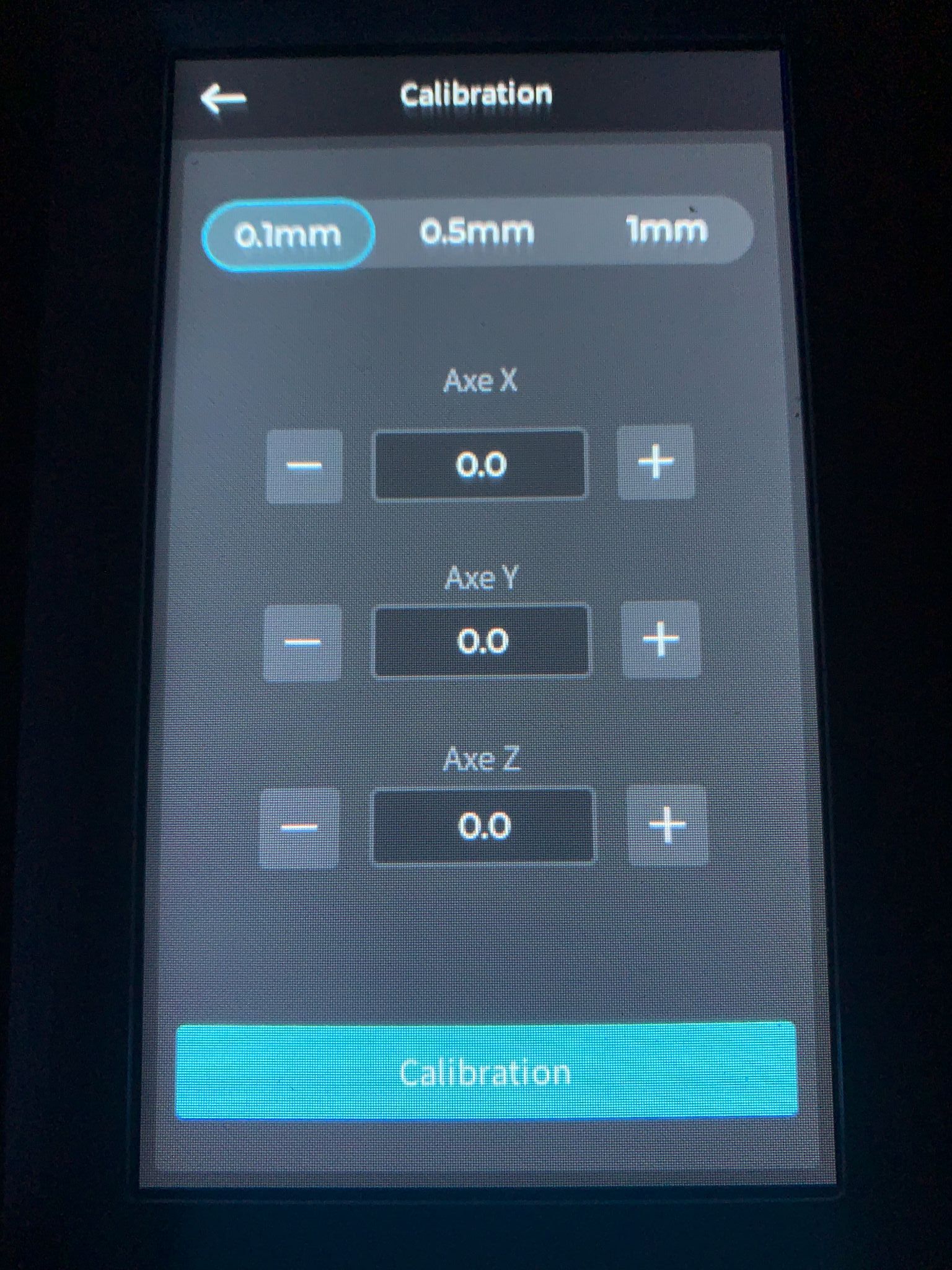
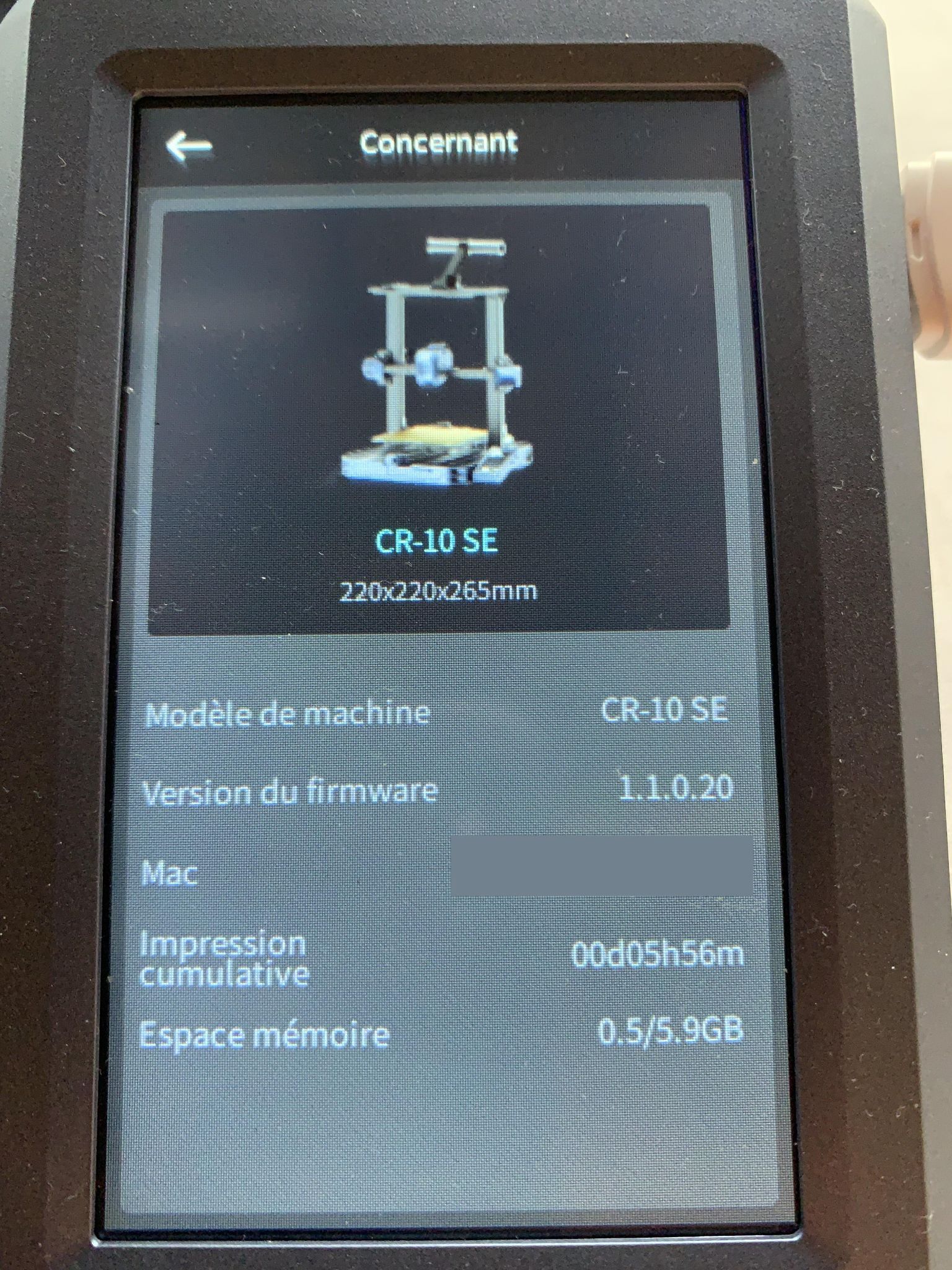
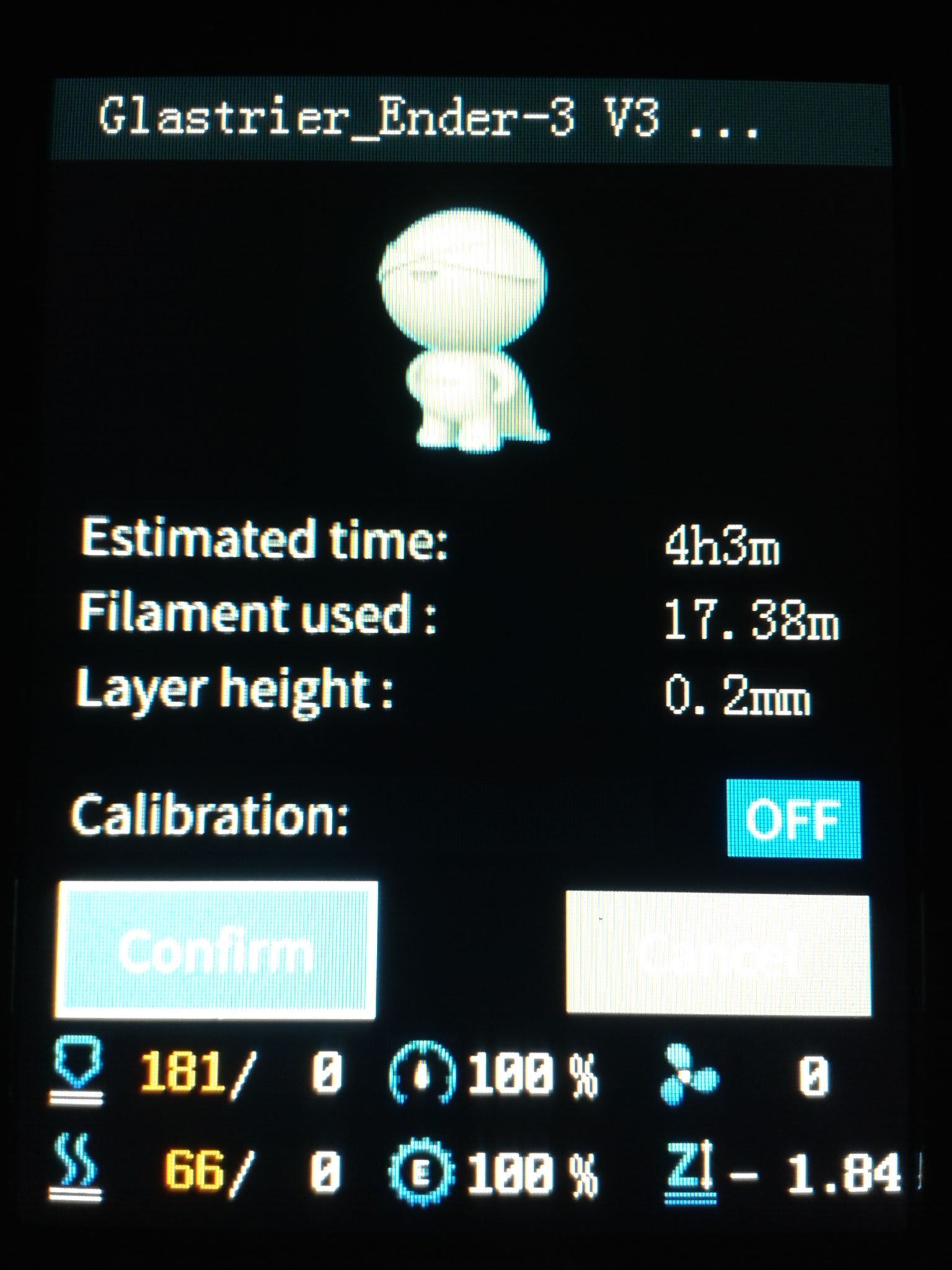
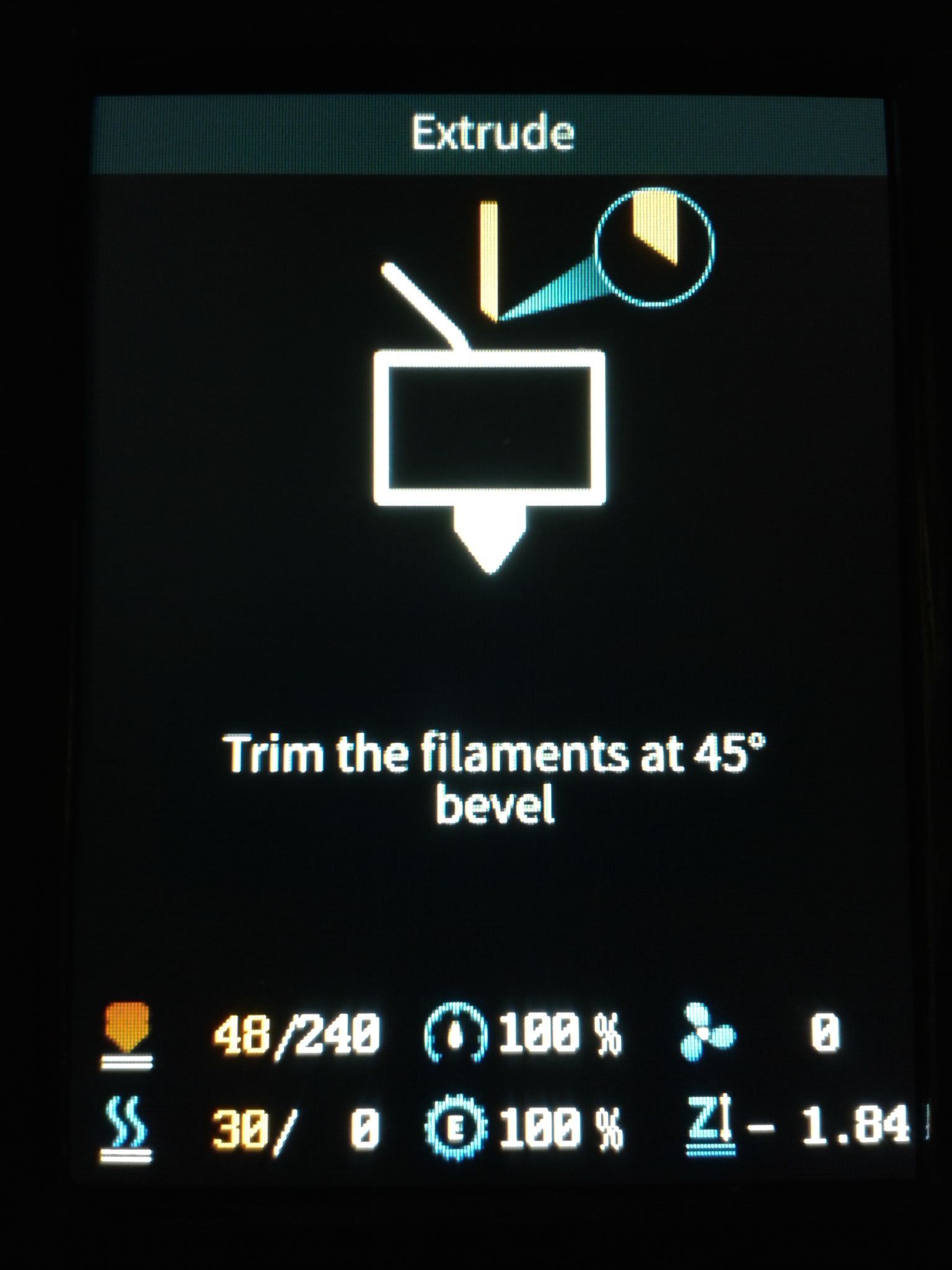
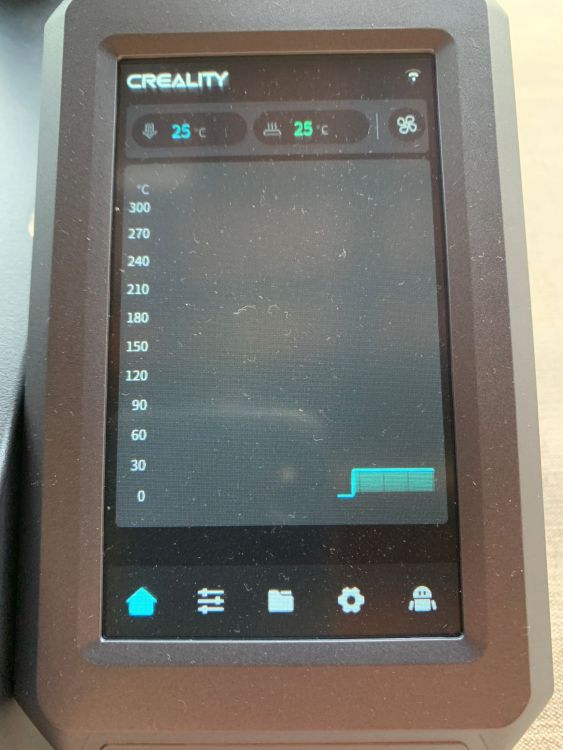
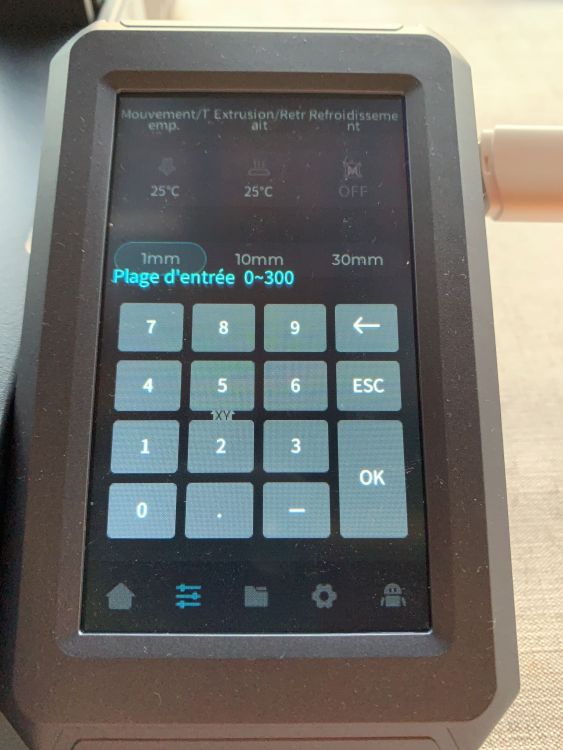
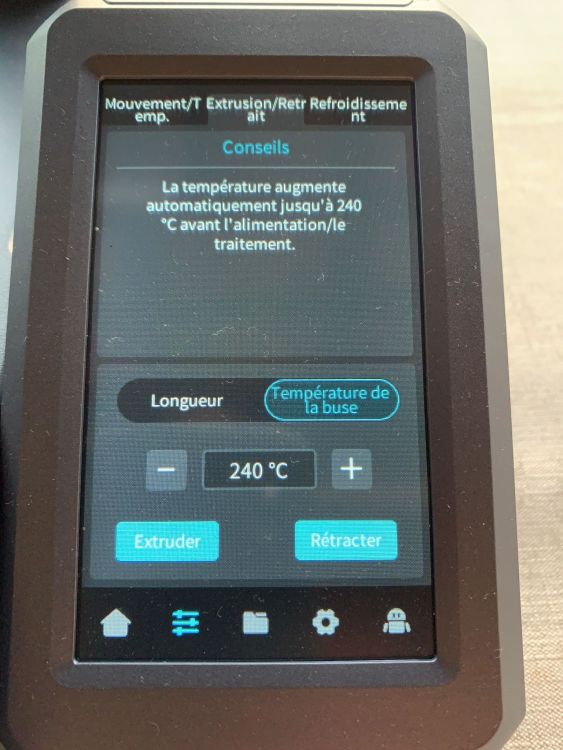
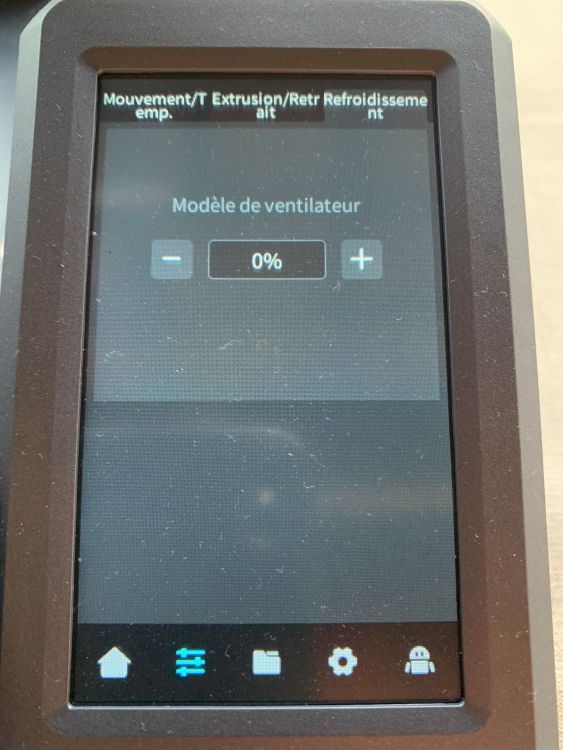
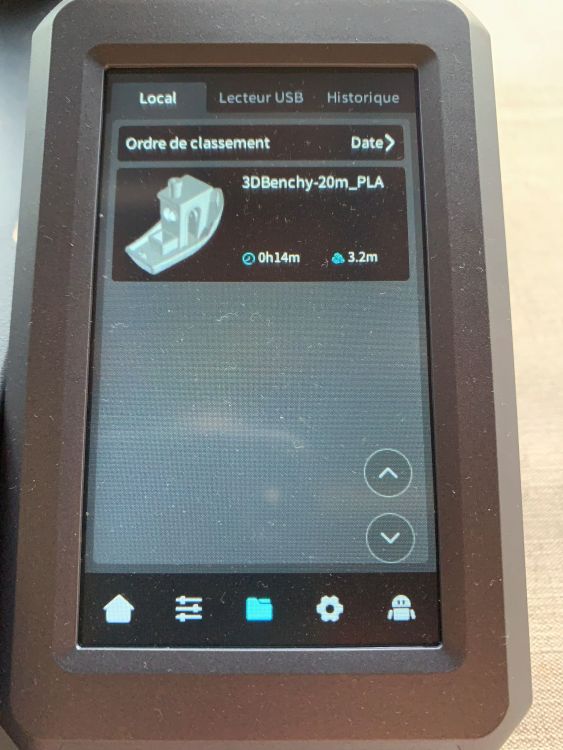
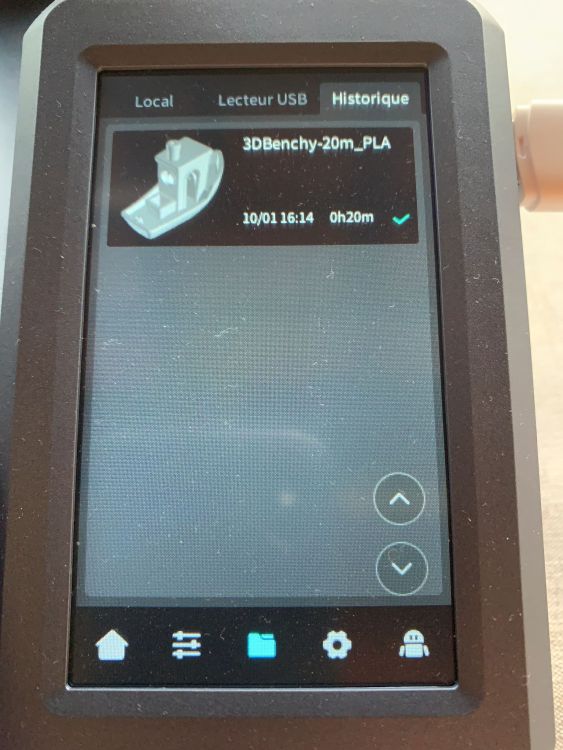
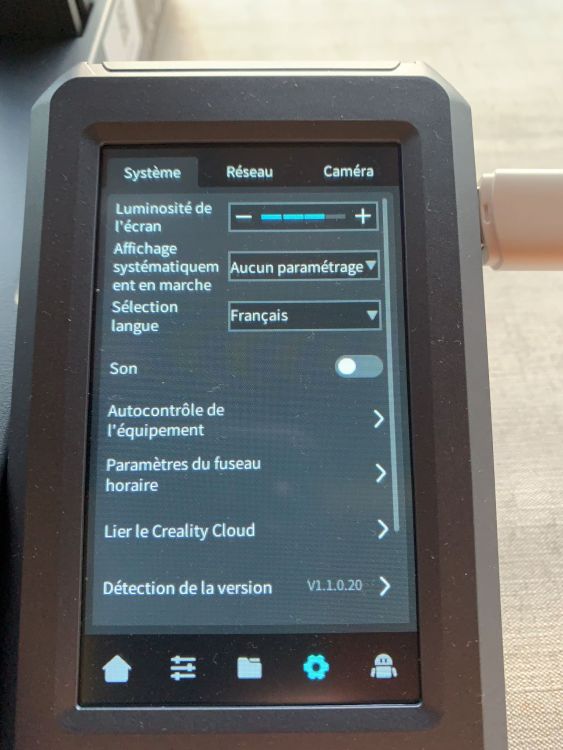
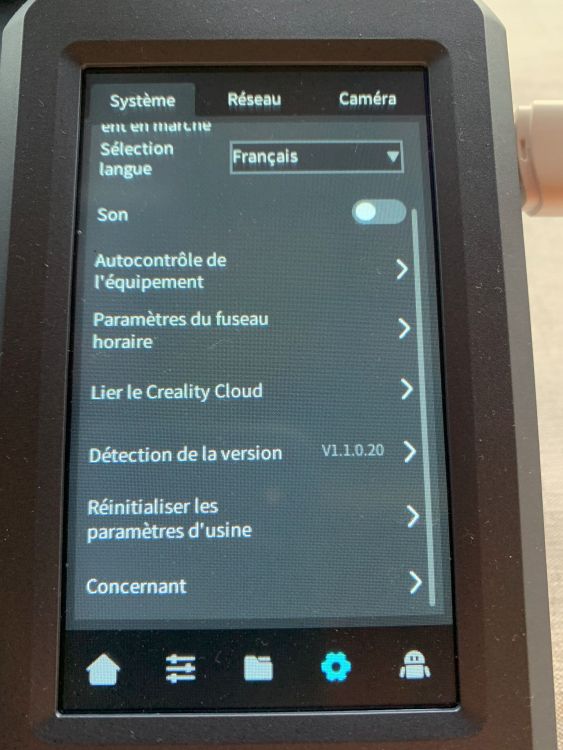
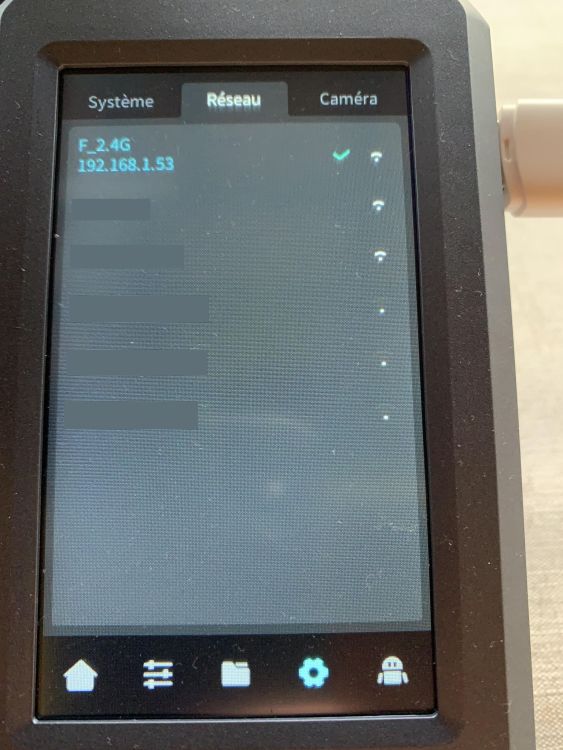
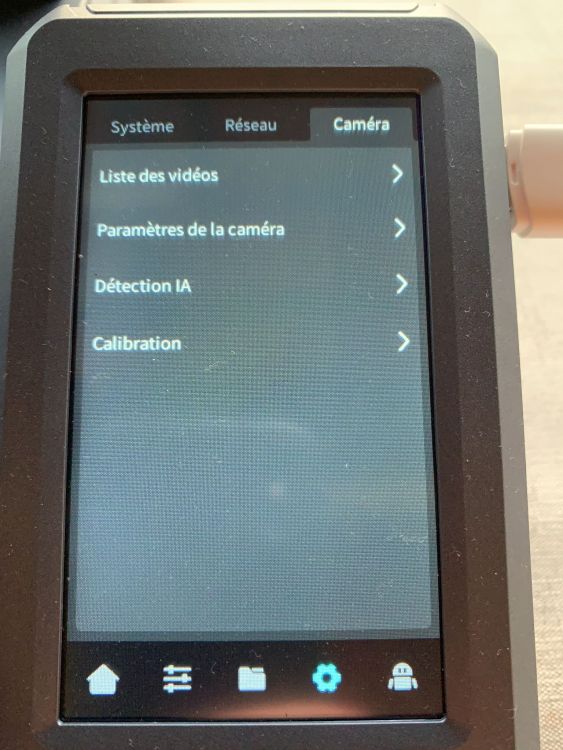
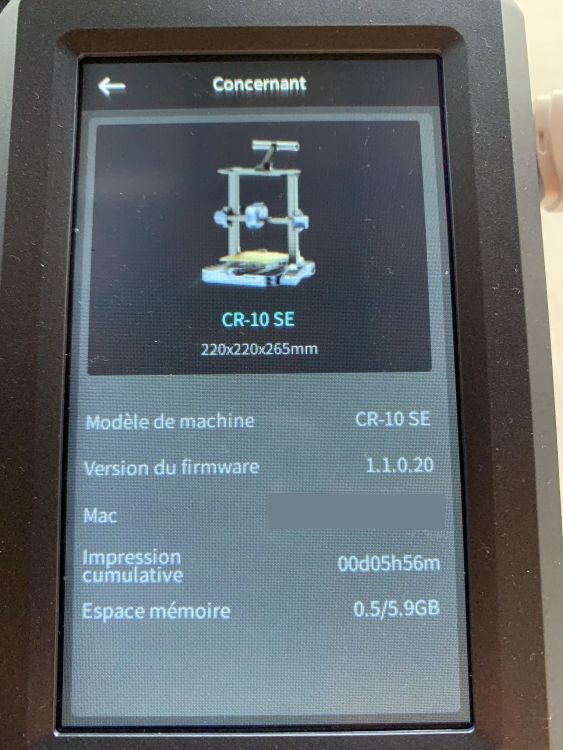
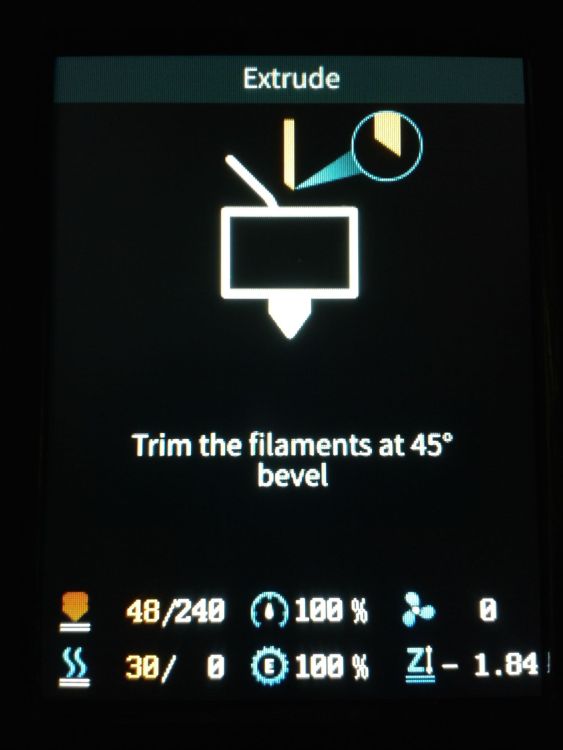
Découverte des menus Lorsque l'imprimante finit de s'allumer, le menu <<home>> s’affiche en présentant l'évolution des températures. En appuyant sur les températures, il est possible de leur donner une consigne. Le bouton du ventilateur permet la mise en marche et l’arrêt de a ventilation de buse. Le second menu, donne accès aux contrôles de la machine. Réglages des températures, homing, déplacements, coupure de la tension d'alimentation des moteurs. --> L'écran de réglage de la consigne de la température de la buse. L'écran pour extruder ou rétracter le filament. Lors de l'appui sur un des boutons Extruder/Rétracter La machine se met en chauffe. Extrude la longueur souhaitée, à la température souhaitée. Coupe la chauffe. Dernier écran de ce menu, le réglage de la vitesse de ventilation. Le troisième menu est le menu dossiers. Il permet l'accès au dossier local (de 5.9Go). au contenu de la clé USB à l'historique d'impression Quatrième menu, les paramètres. L'écran Système. Les deux seuls sous menus intéressants sont : --> L'Autocontrôle de l'équipement Cet autocontrôle est fait durant la phase de mise en service de 'l’imprimante. --> A propos de la machine (mal traduit par "Concernant"). En laissant la machine allumée, je me suis rendu compte que le compteur "Impression cumulative" continue de s'incrémenter alors que la machine n’imprime pas. L'écran Réseau L'écran caméra N'ayant pas de caméra, la liste des vidéos est vide. --> Paramètres de la caméra. --> Détection IA --> Calibration Dernier menu, menu Creality Écran aide --> FAQ --> Manuel en ligne Écran journal En appuyant sur "Exporter le journal", la clé USB a subi la création d'une archive protégée par un mot de passe que je ne connais pas Fin de l'exploration des menus.

 1 point
1 point -
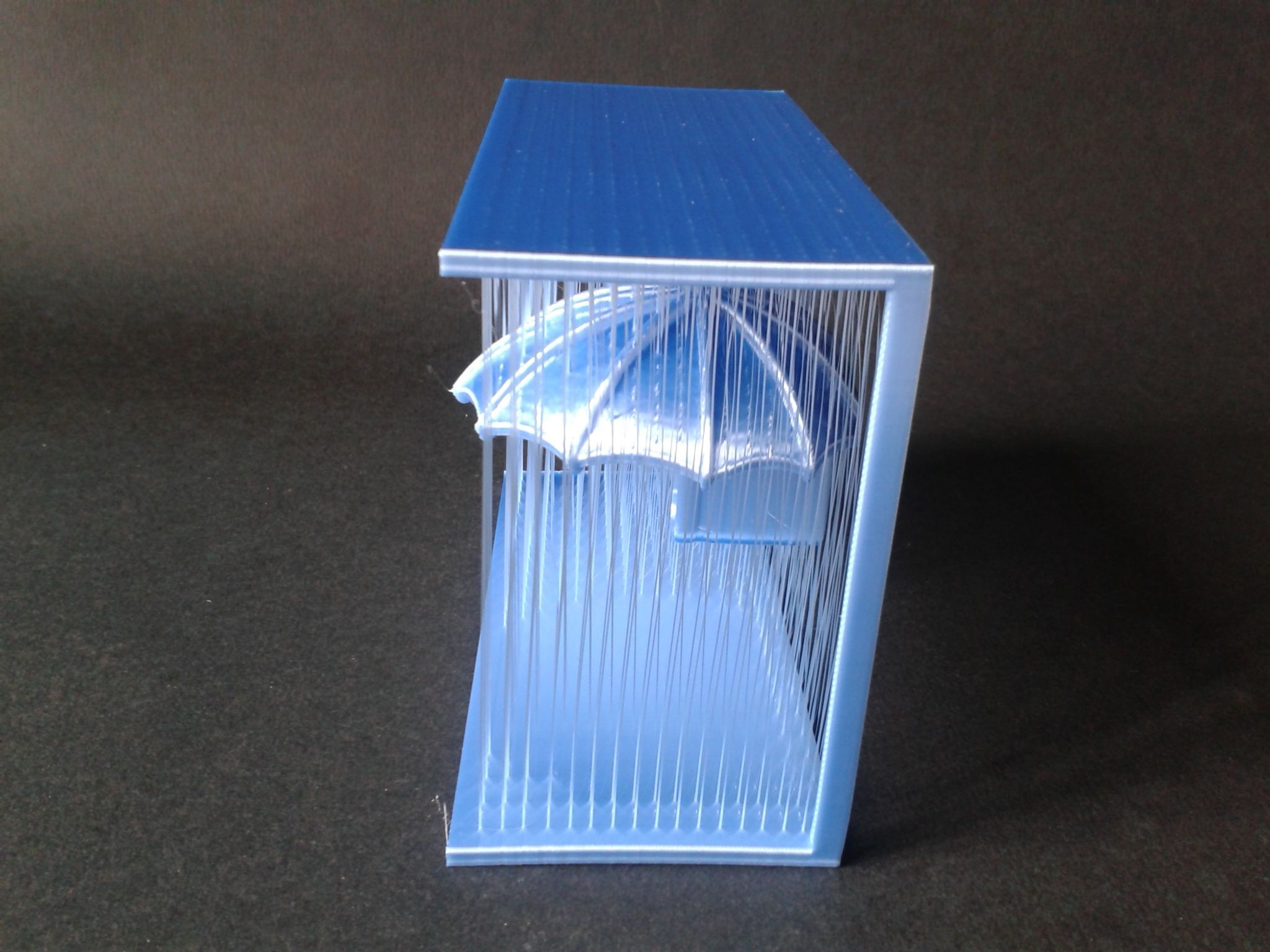
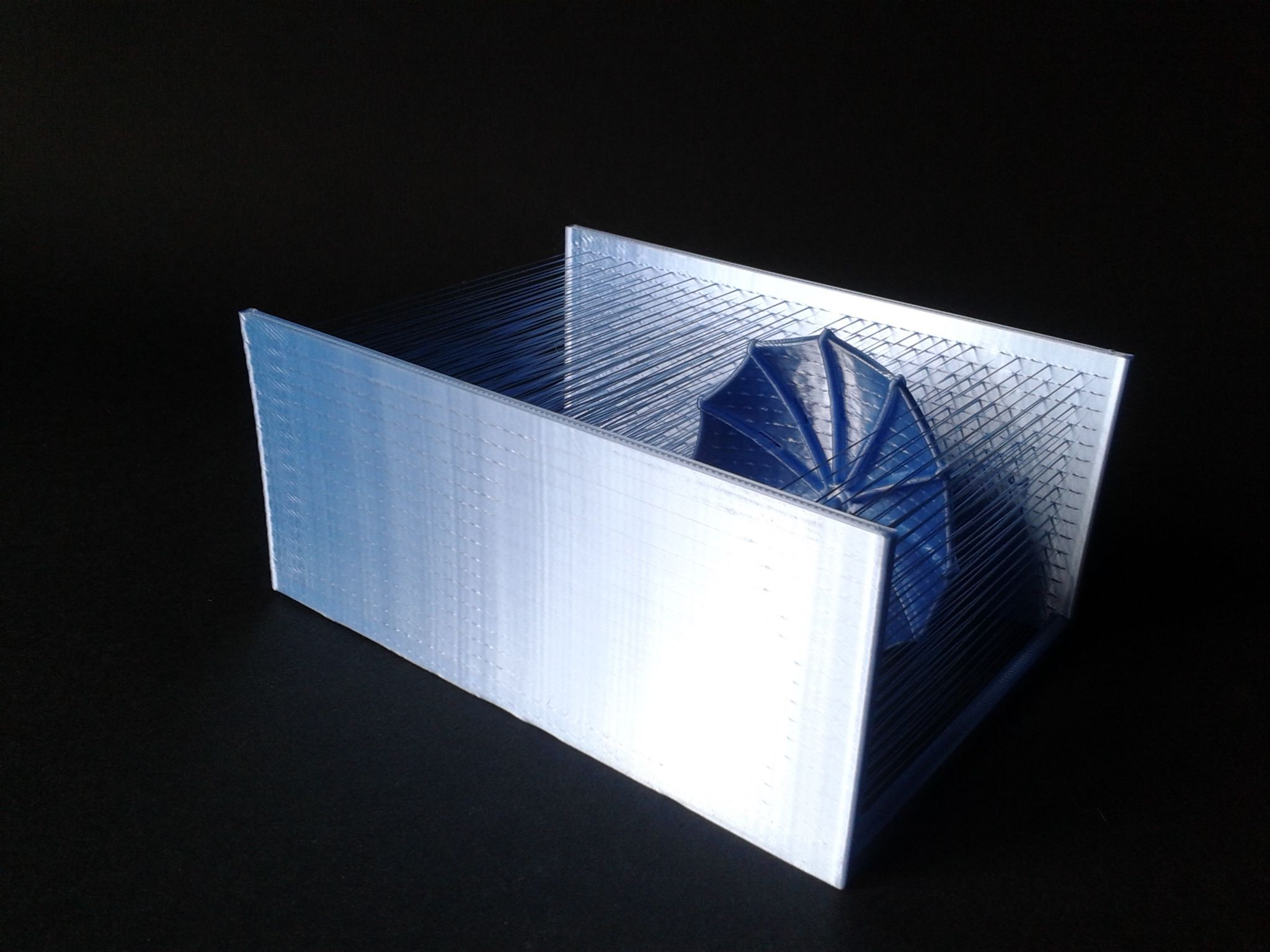
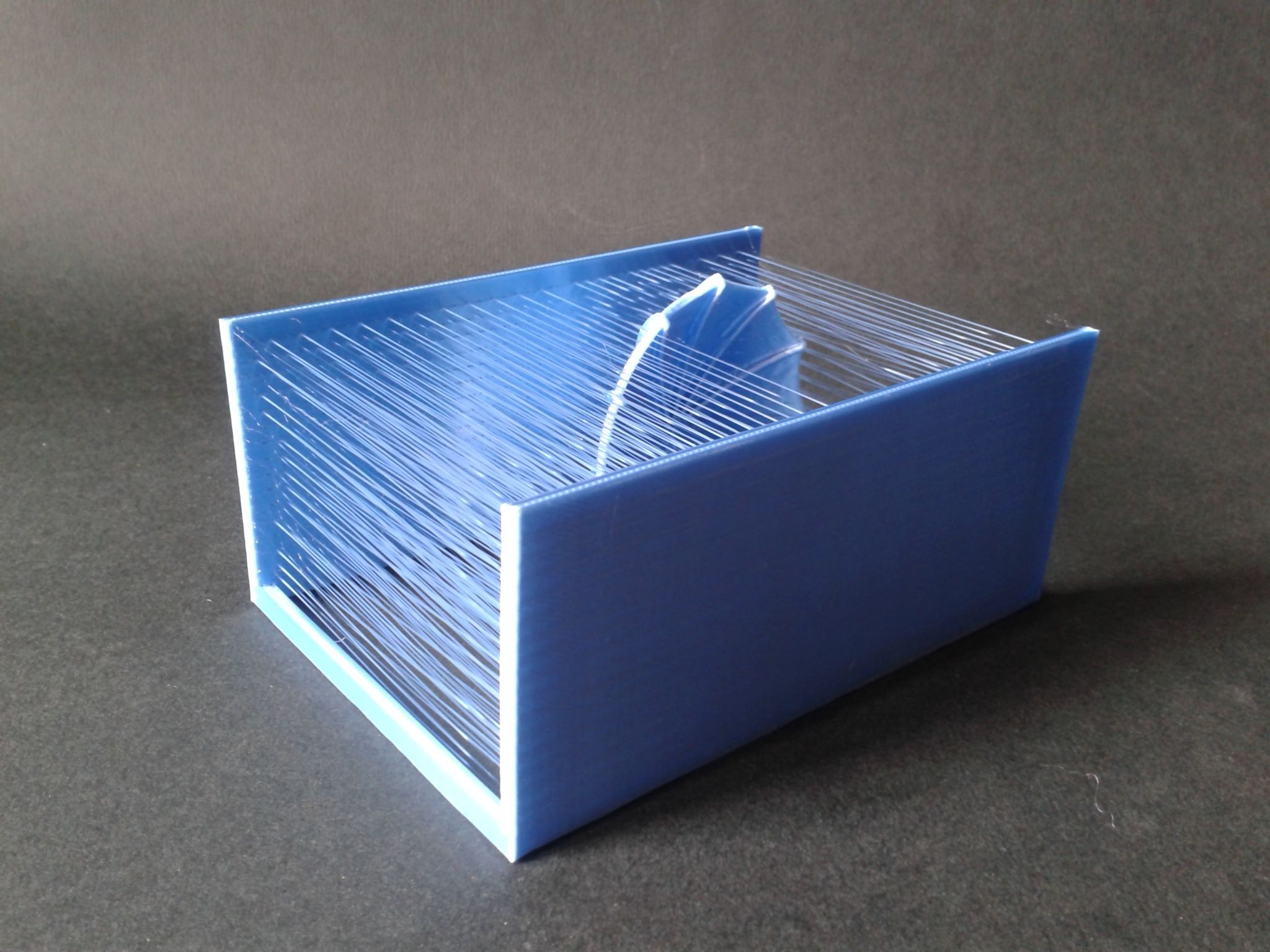
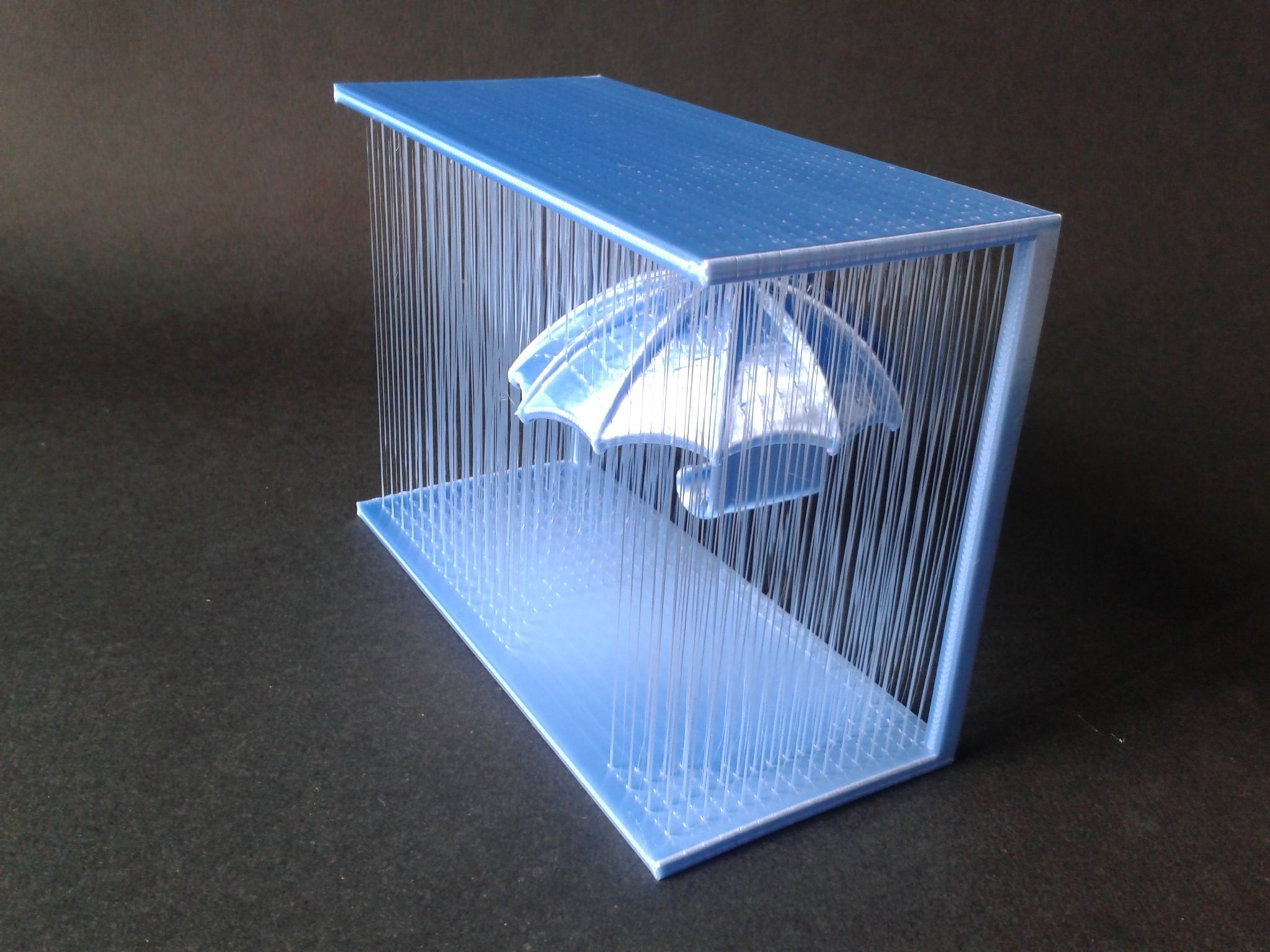
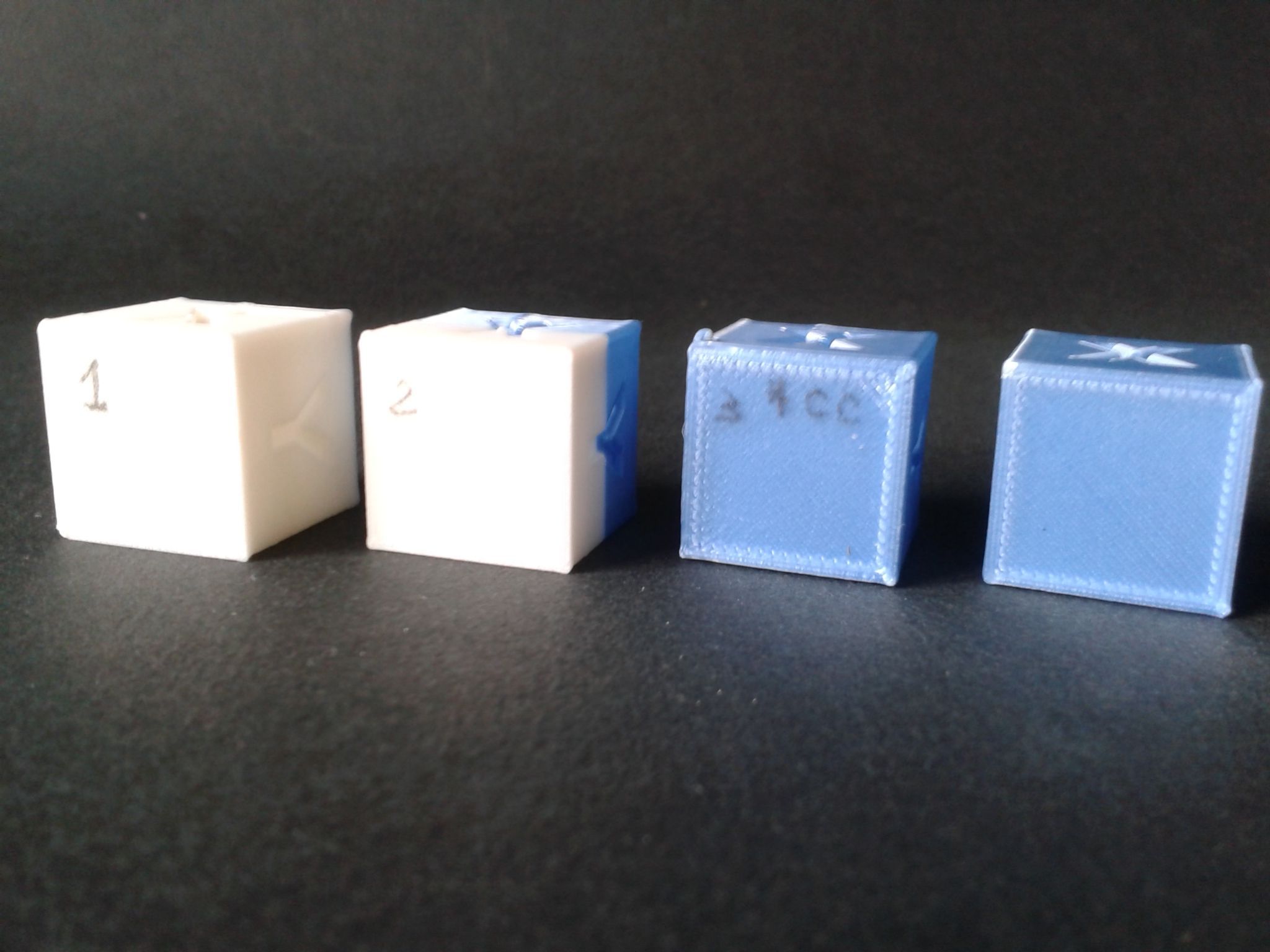
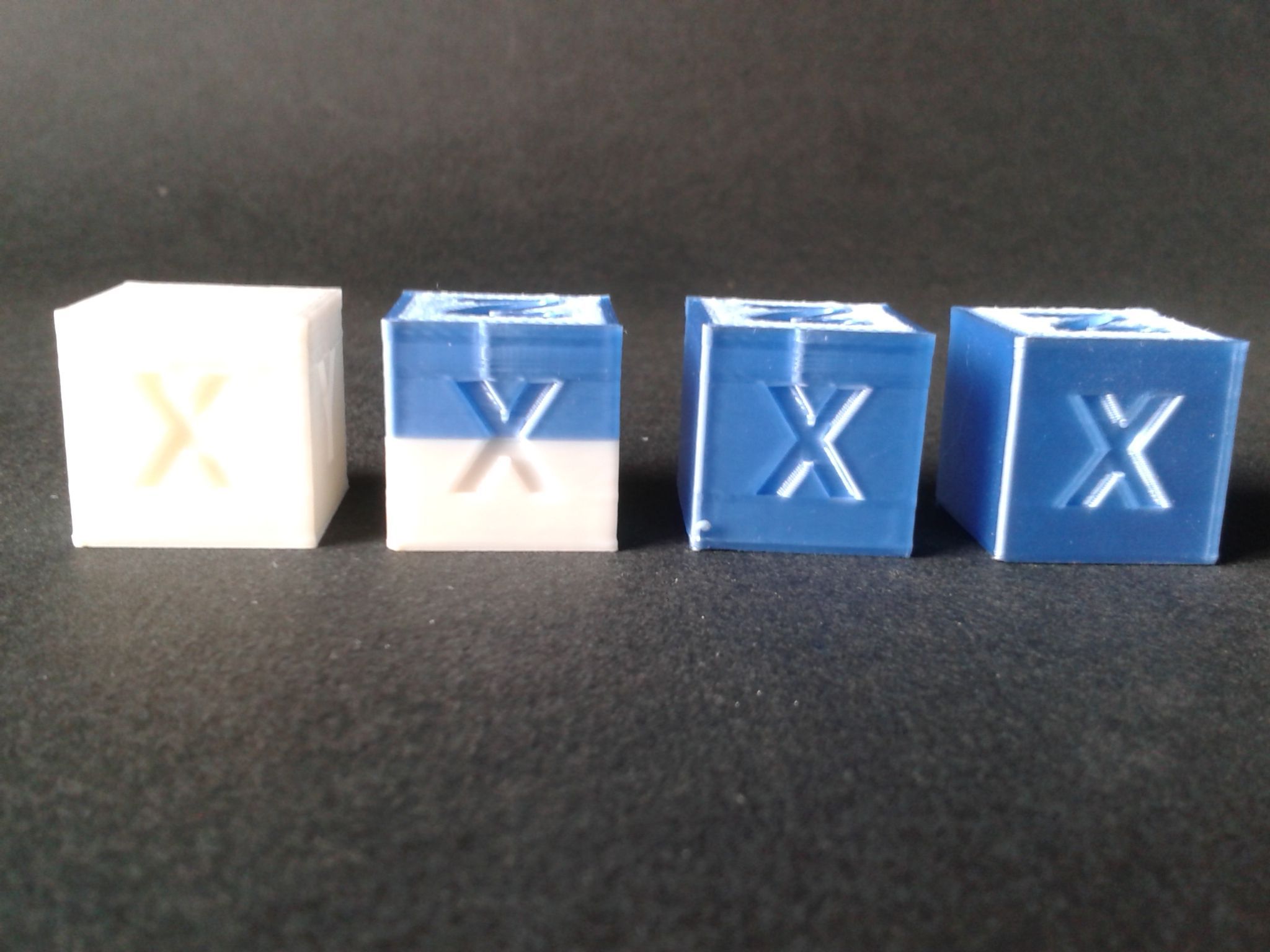
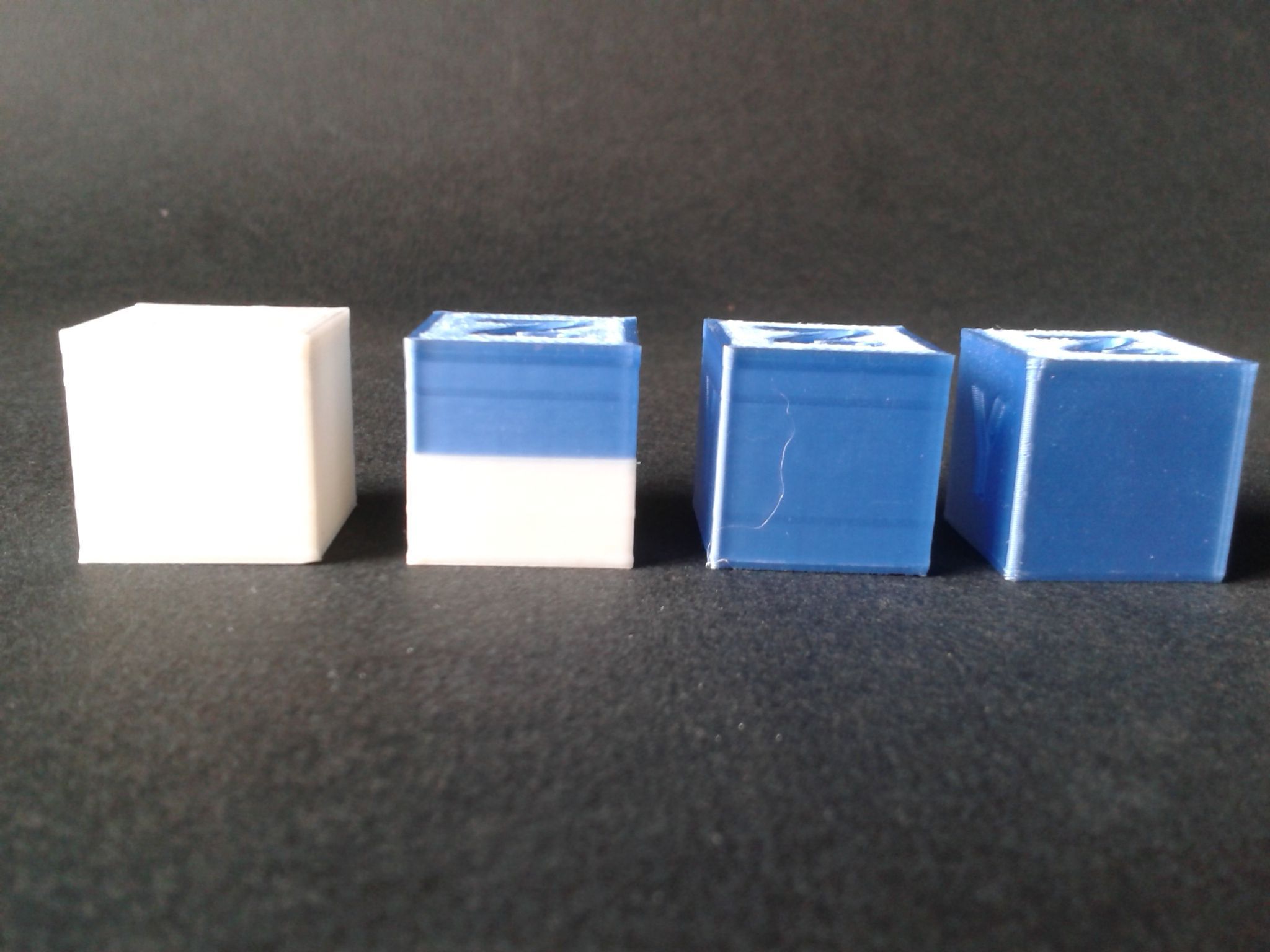
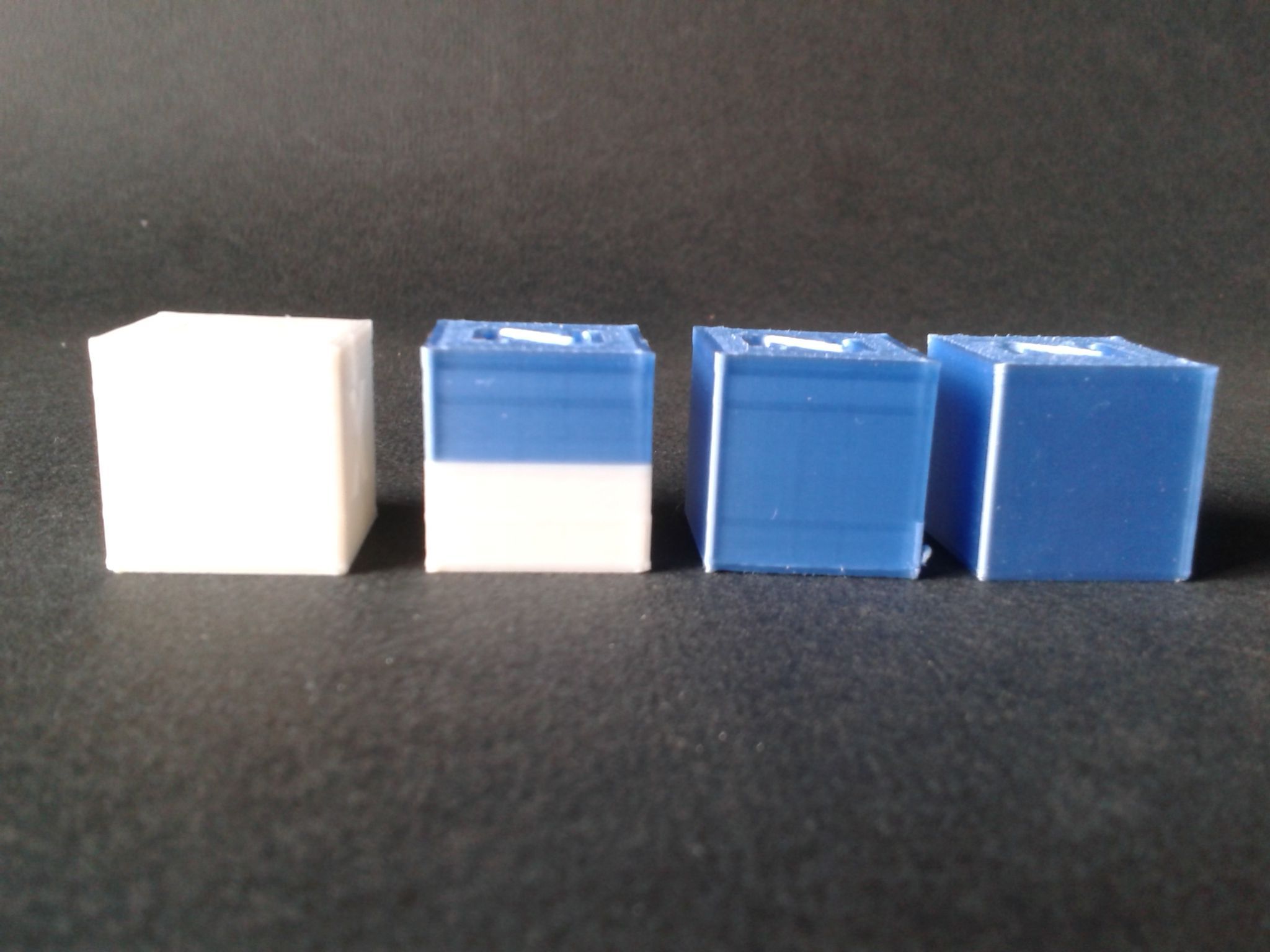
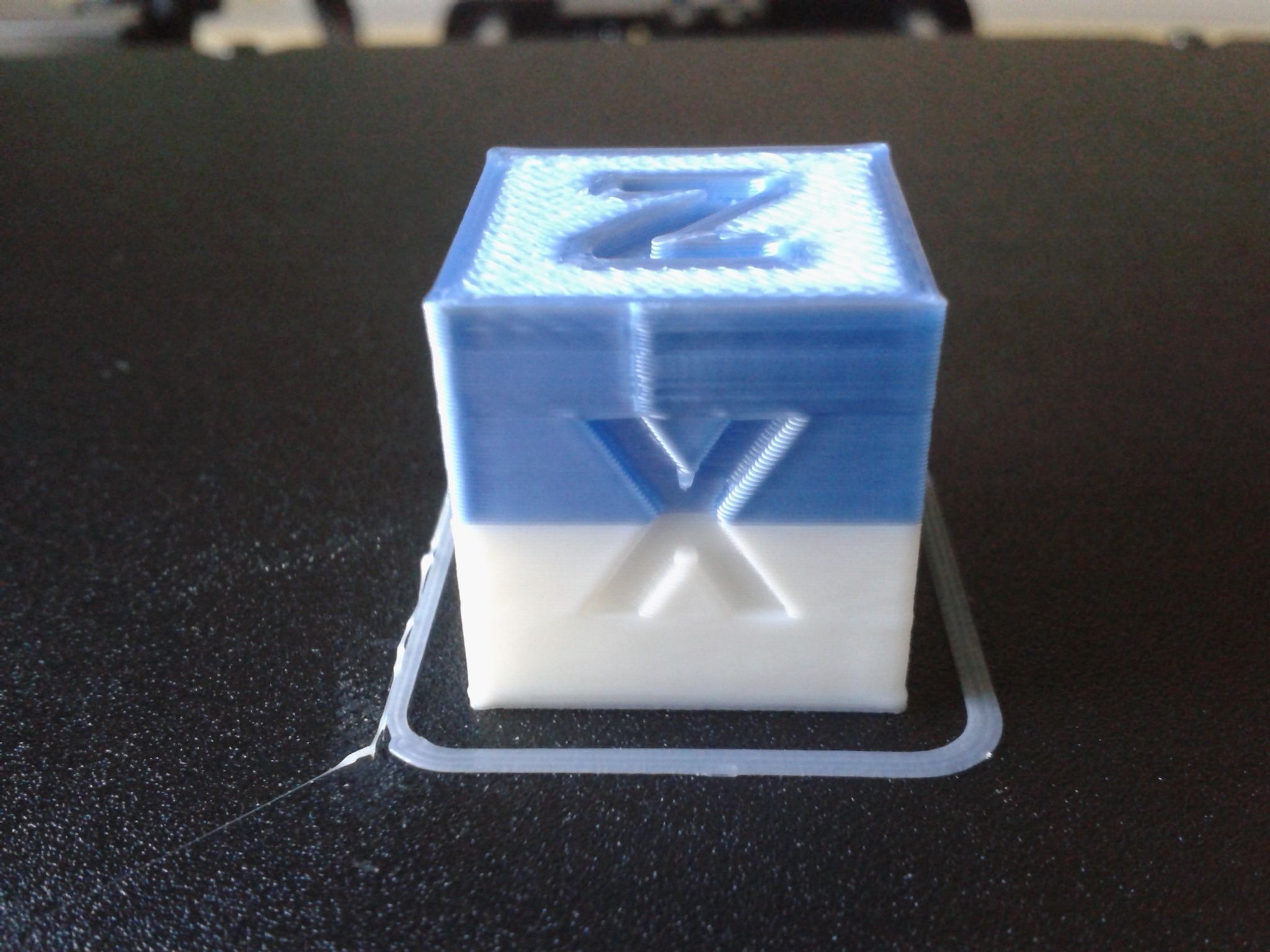
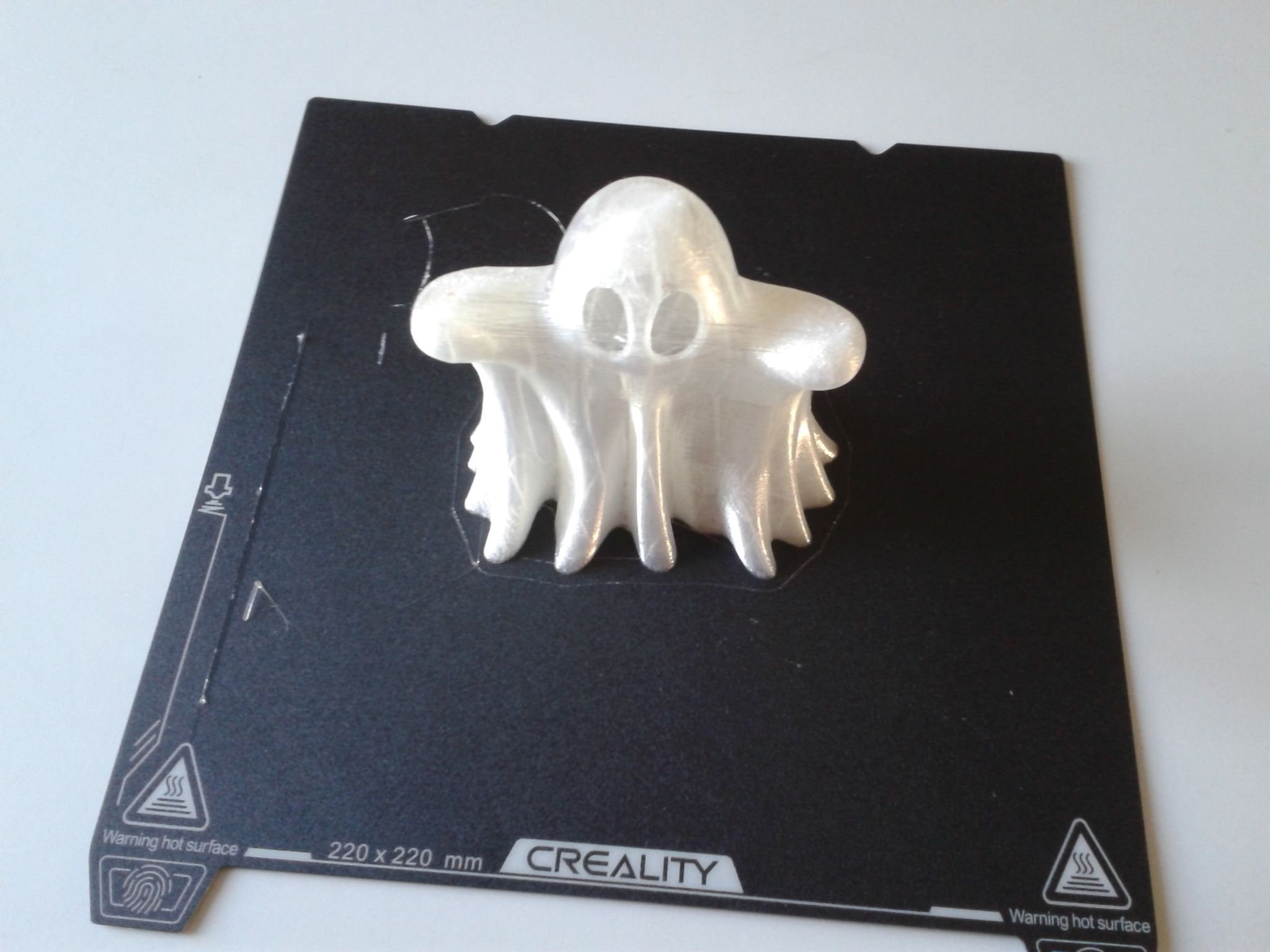
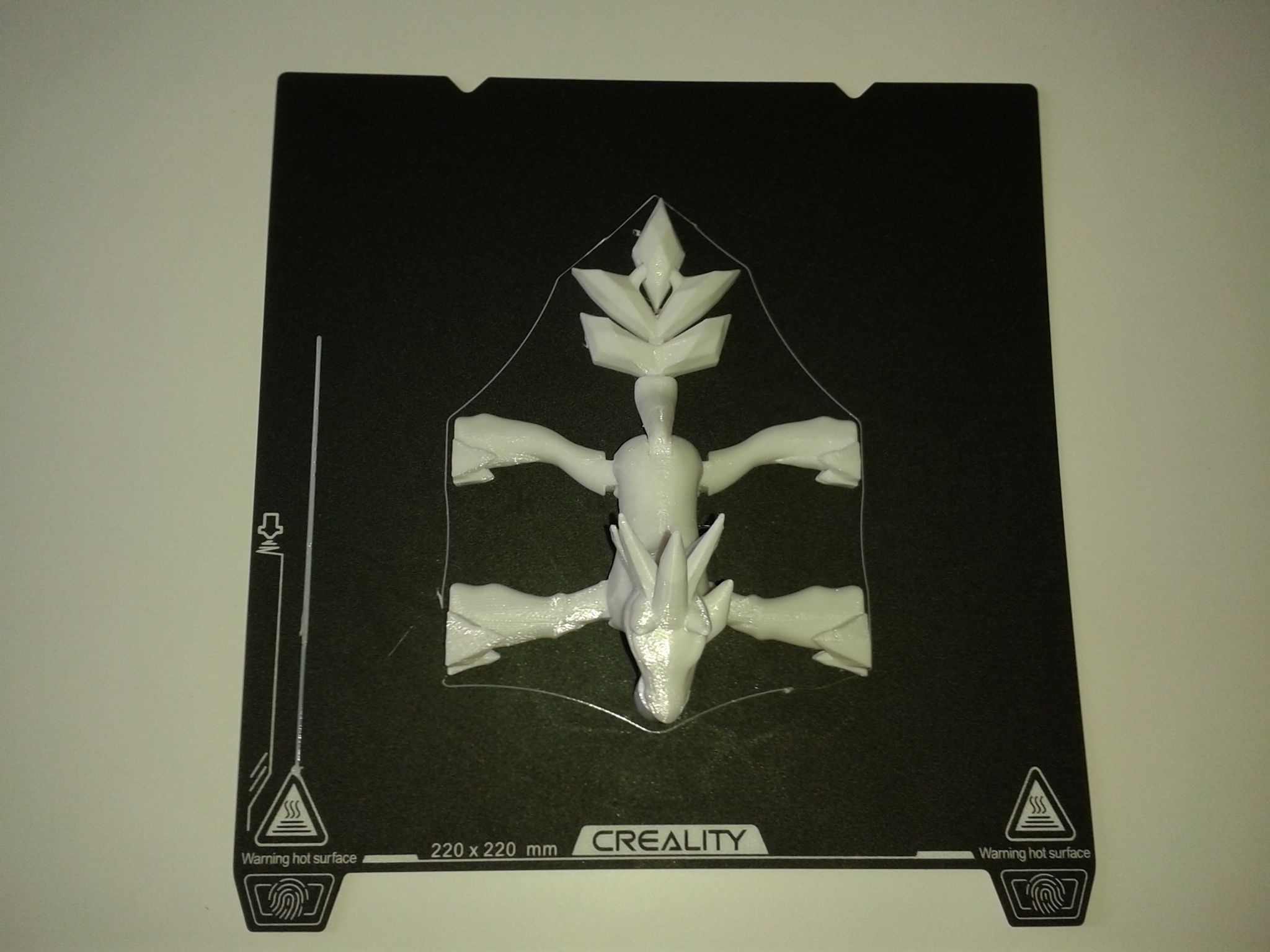
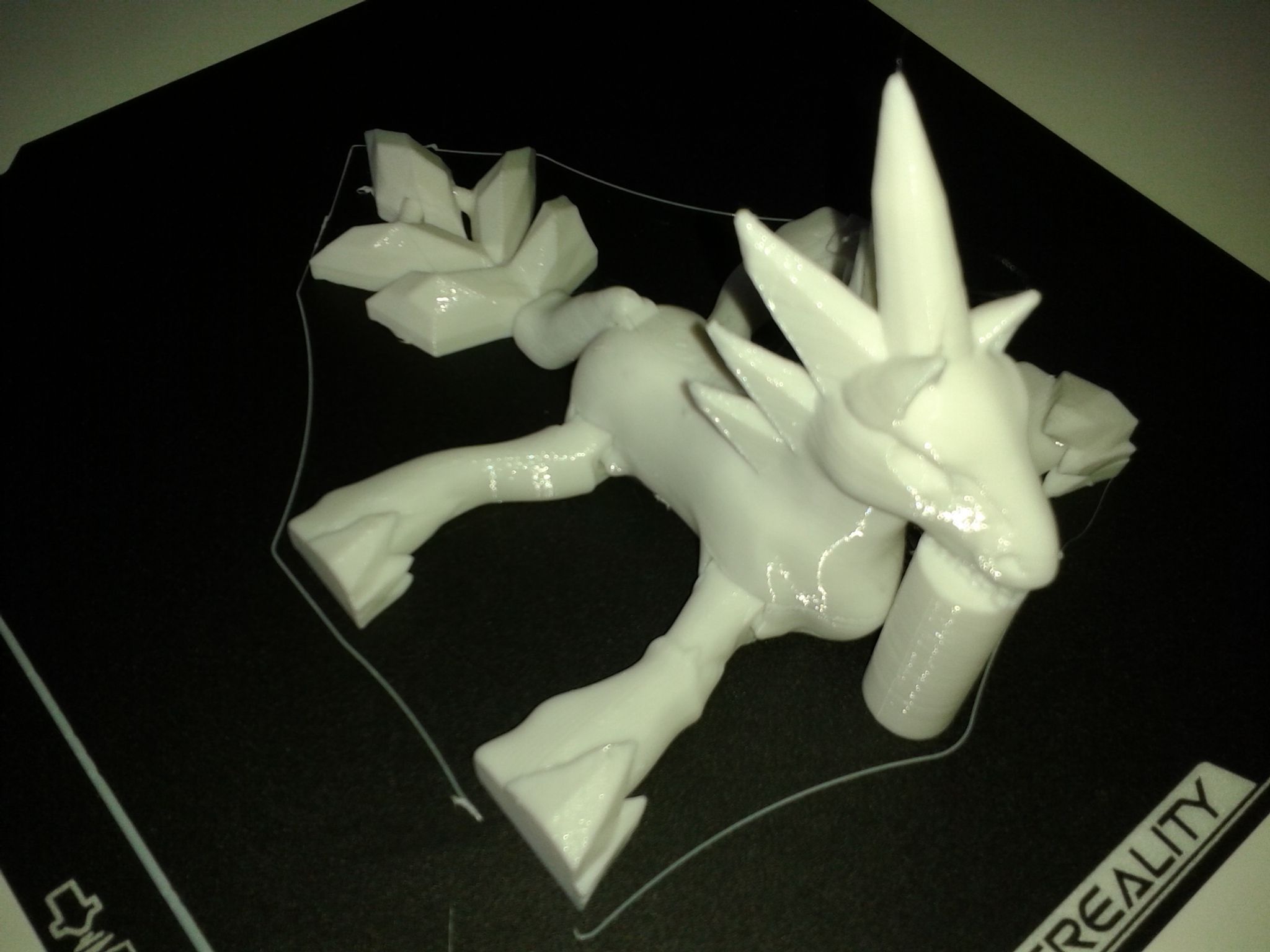
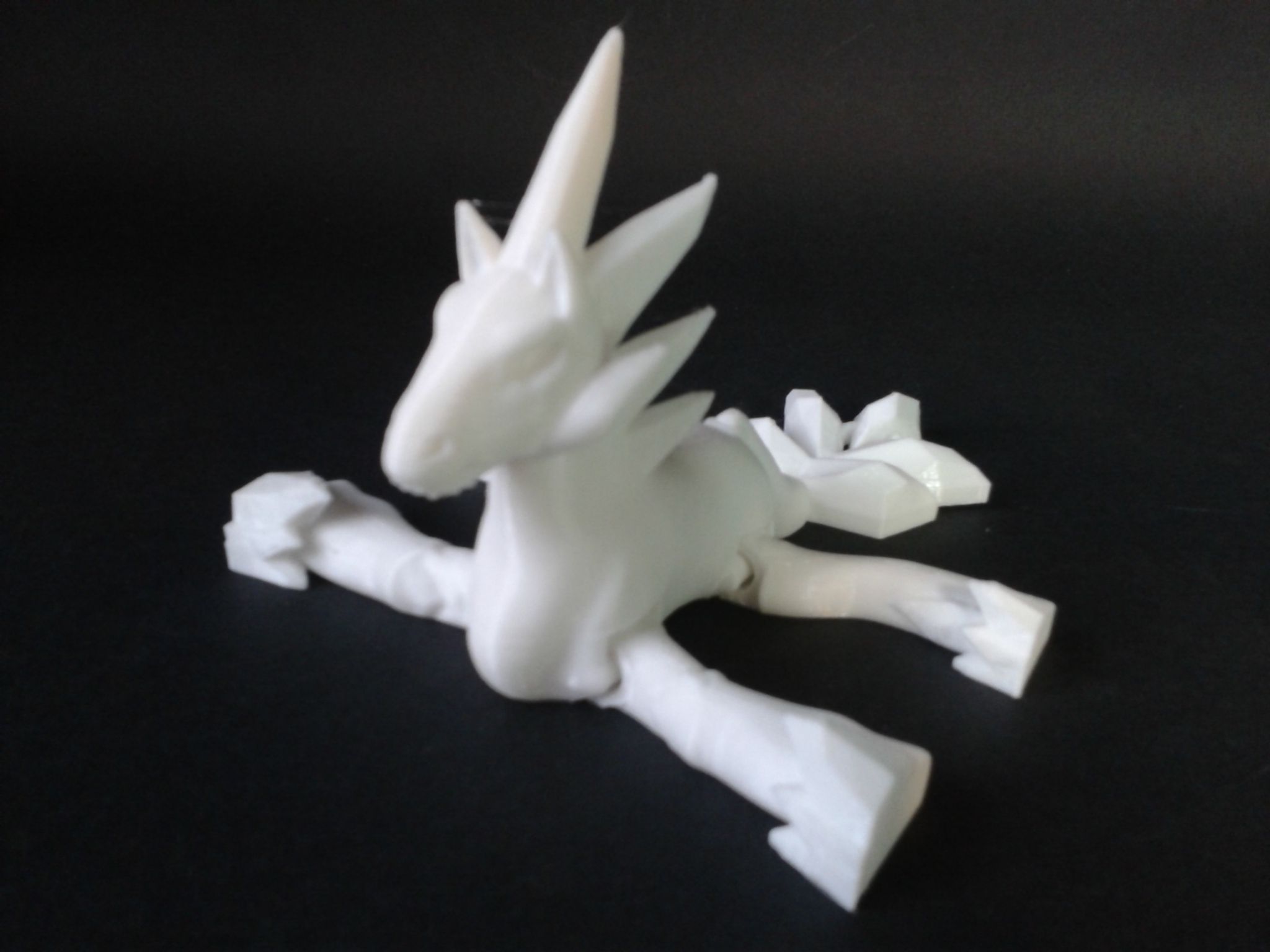
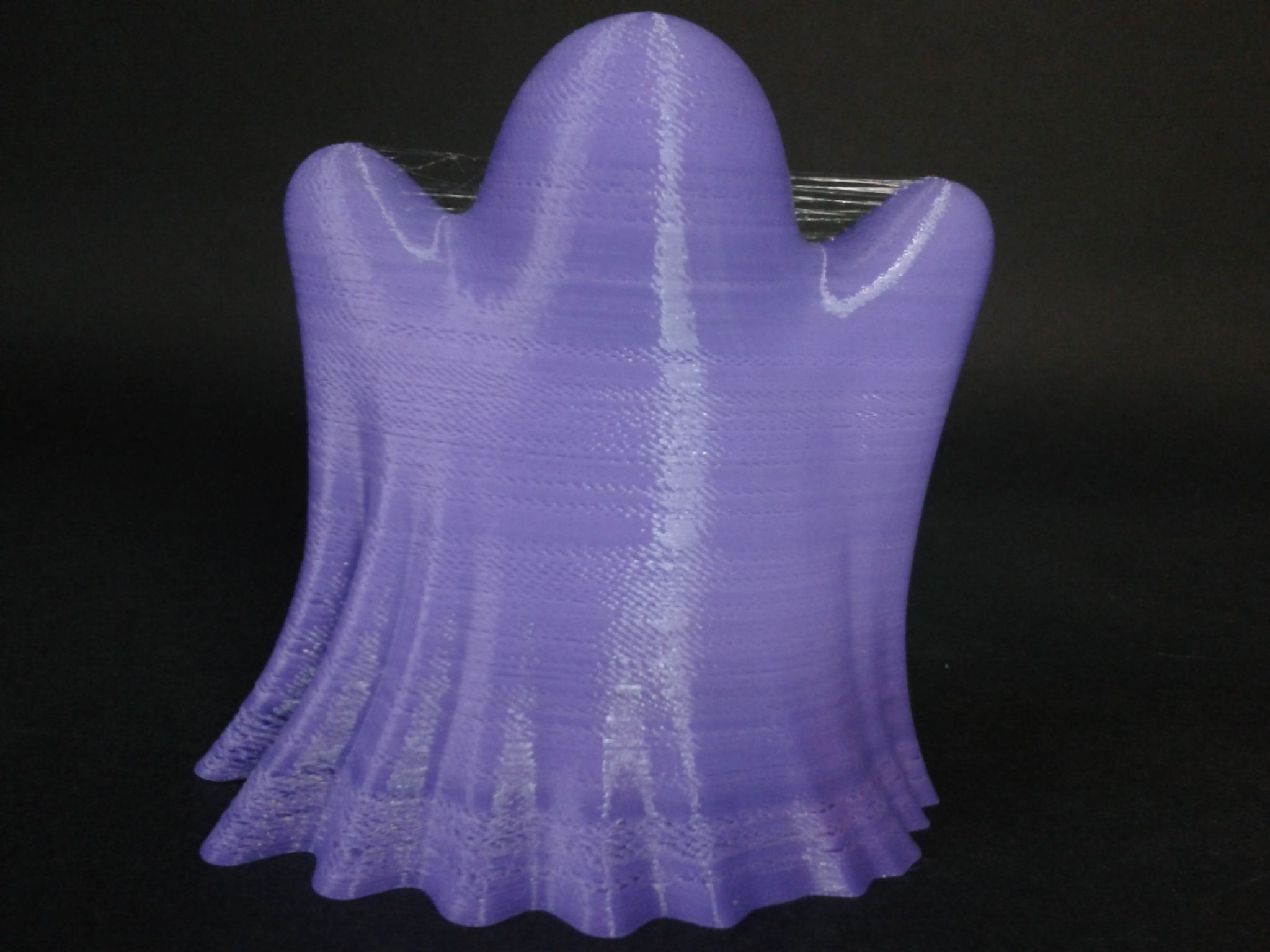
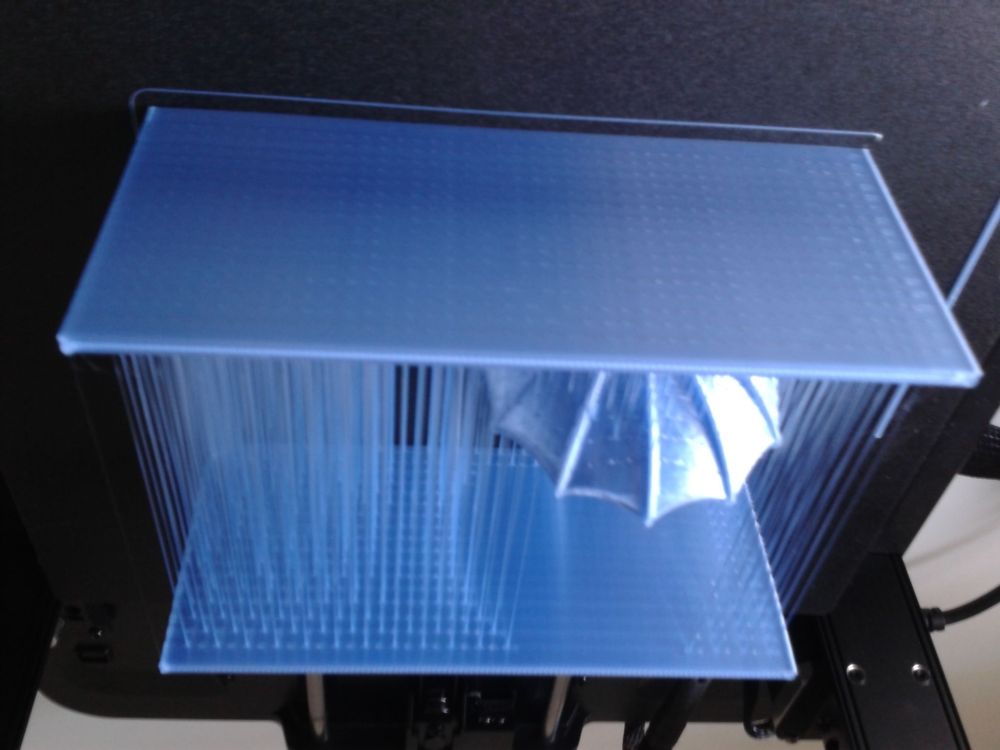
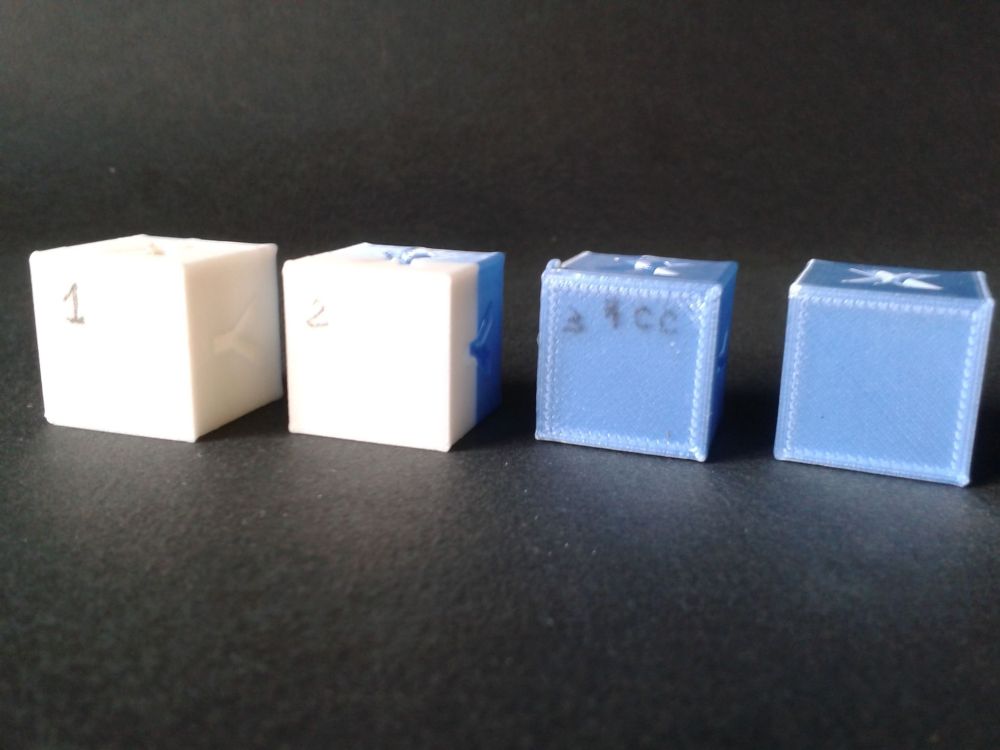
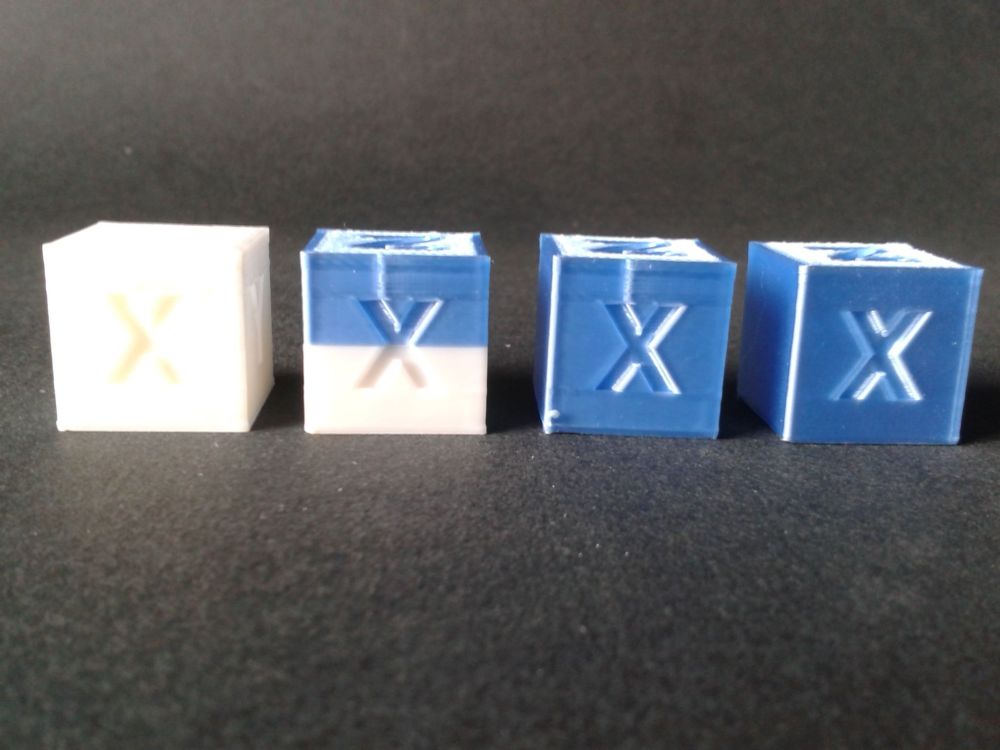
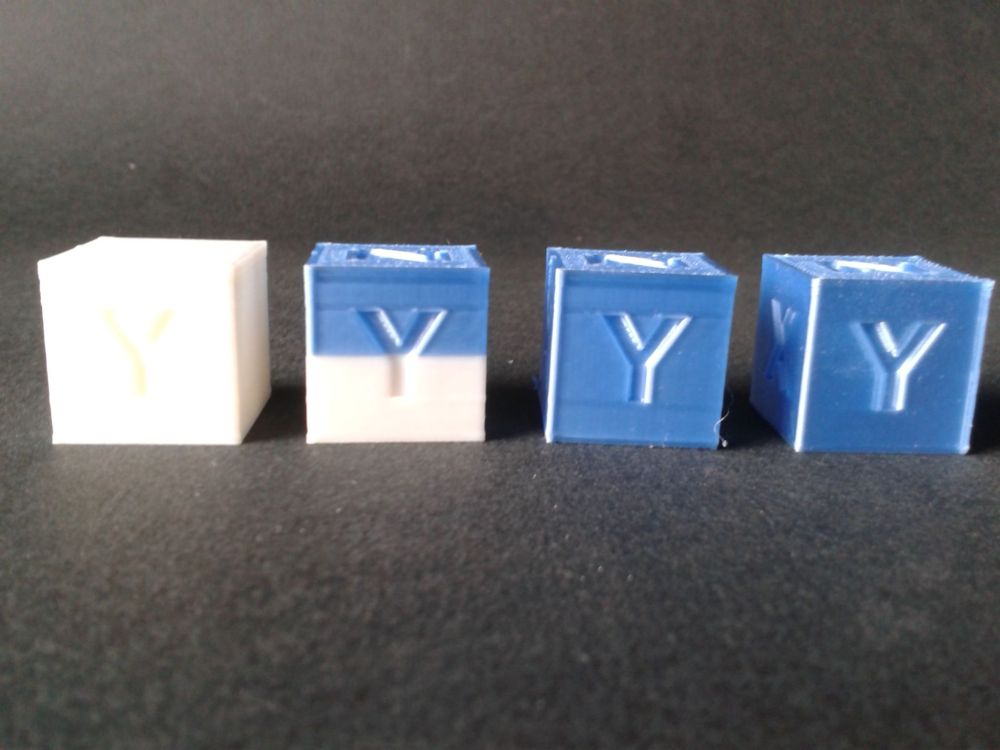
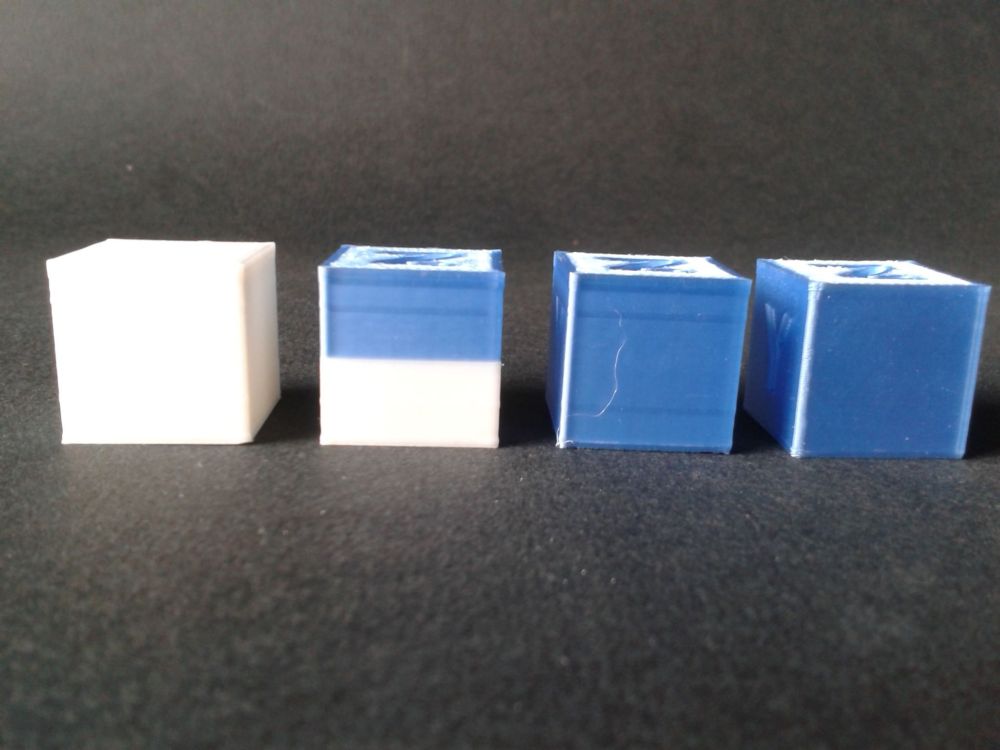
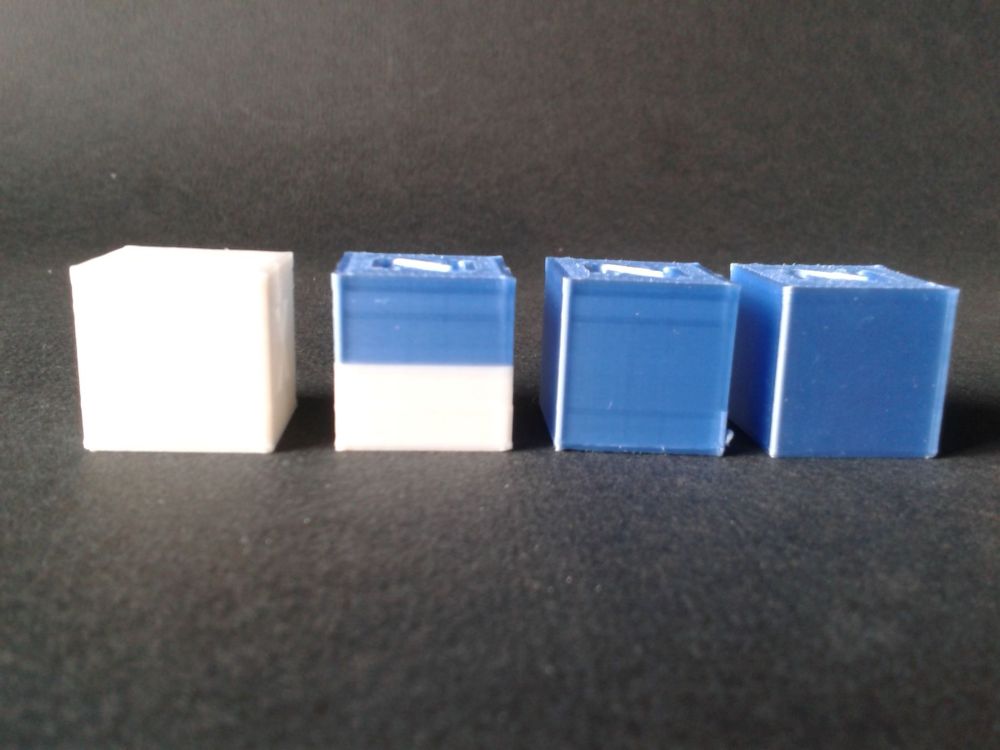
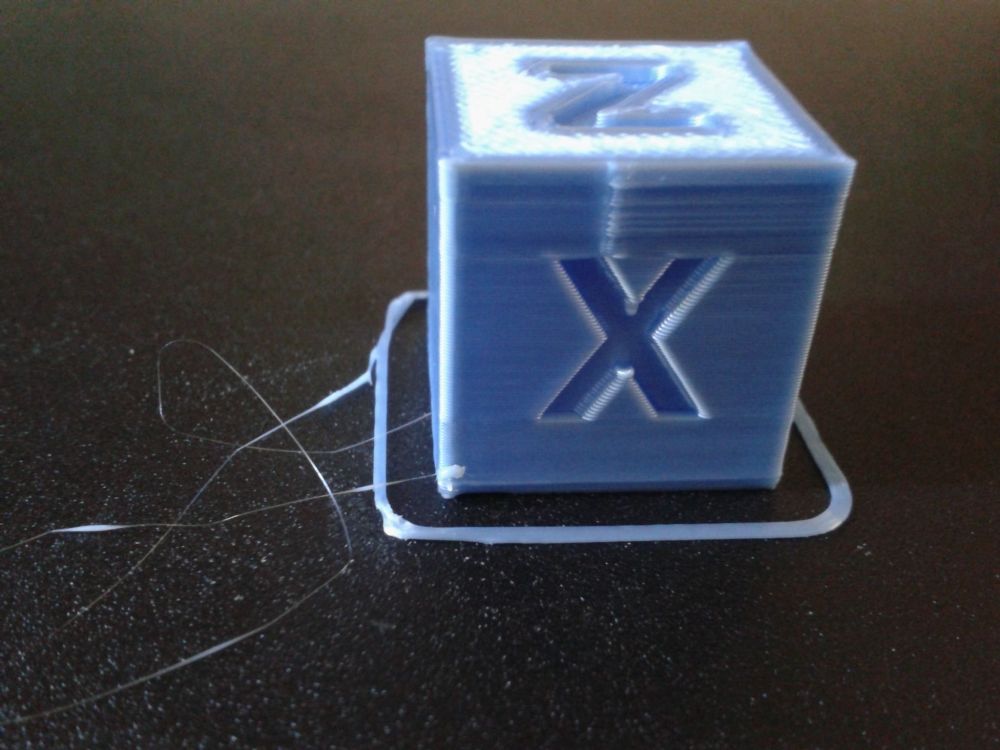
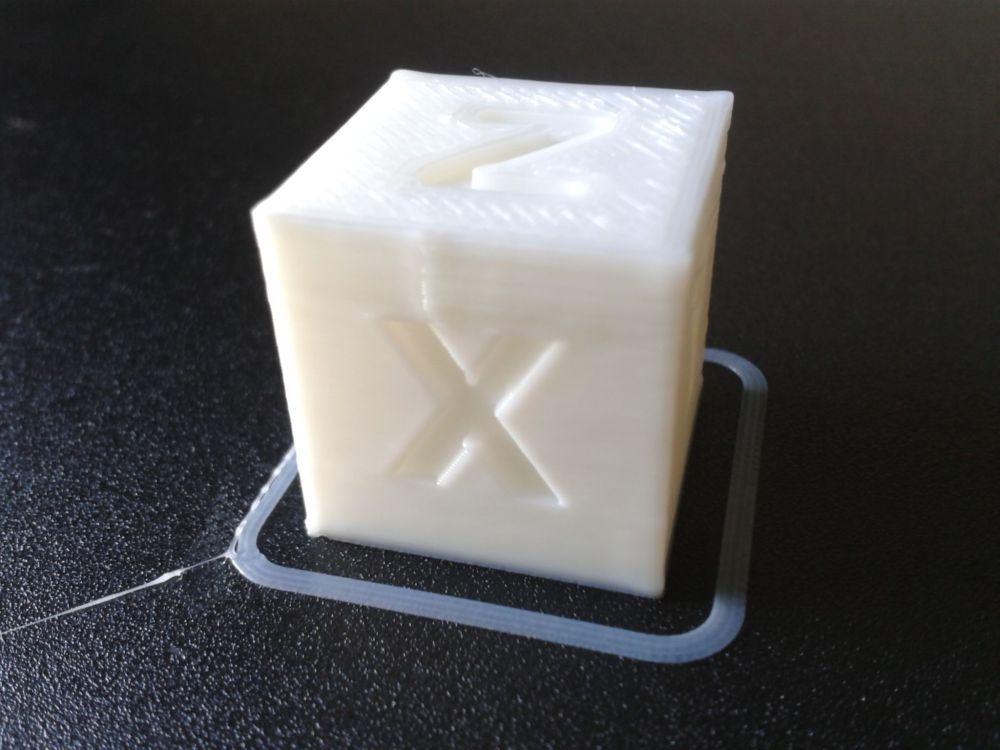
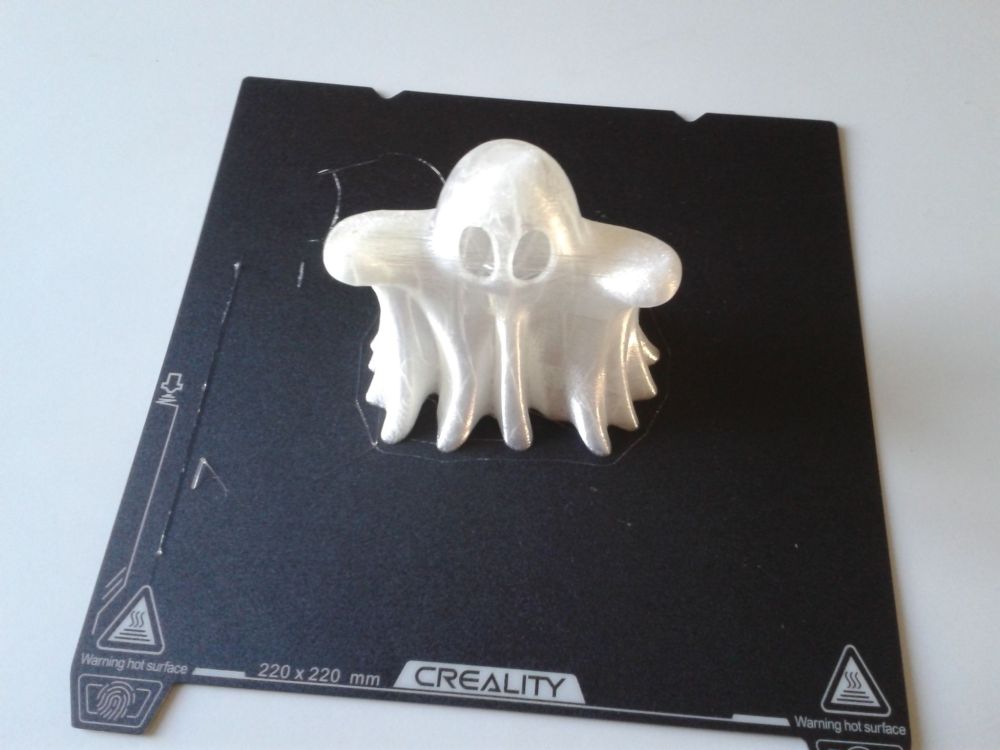
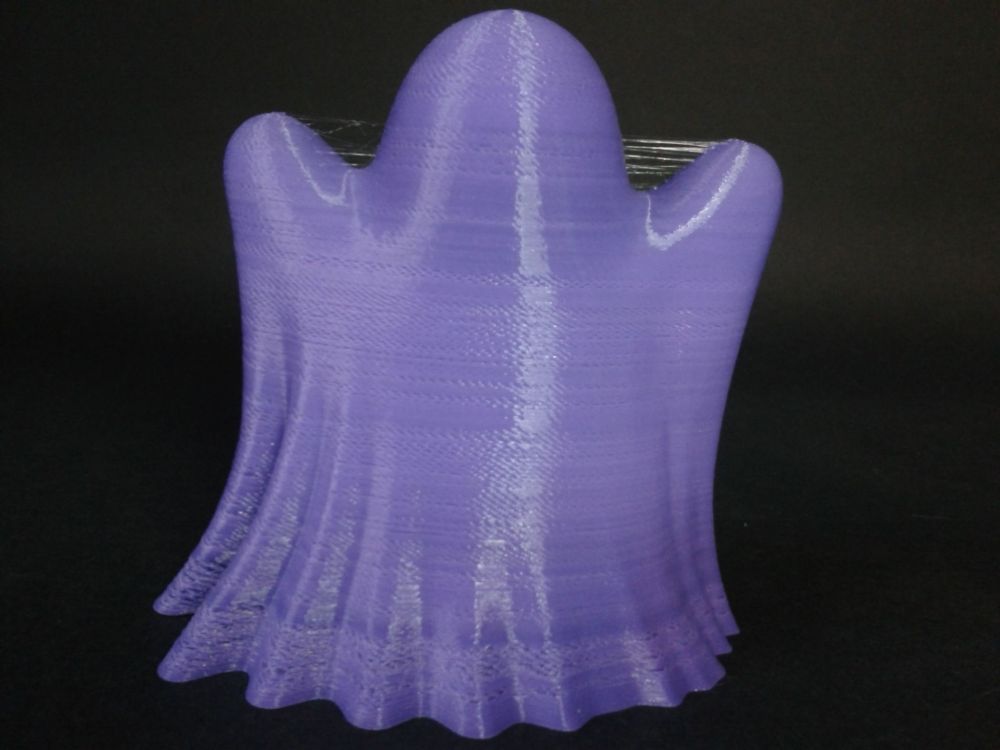
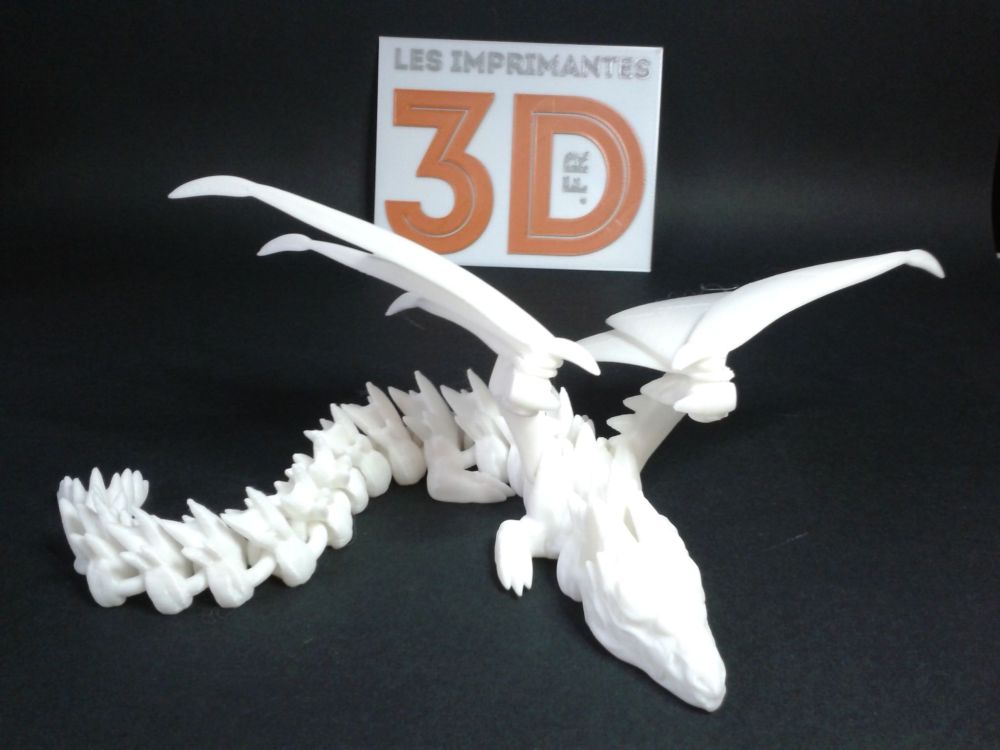
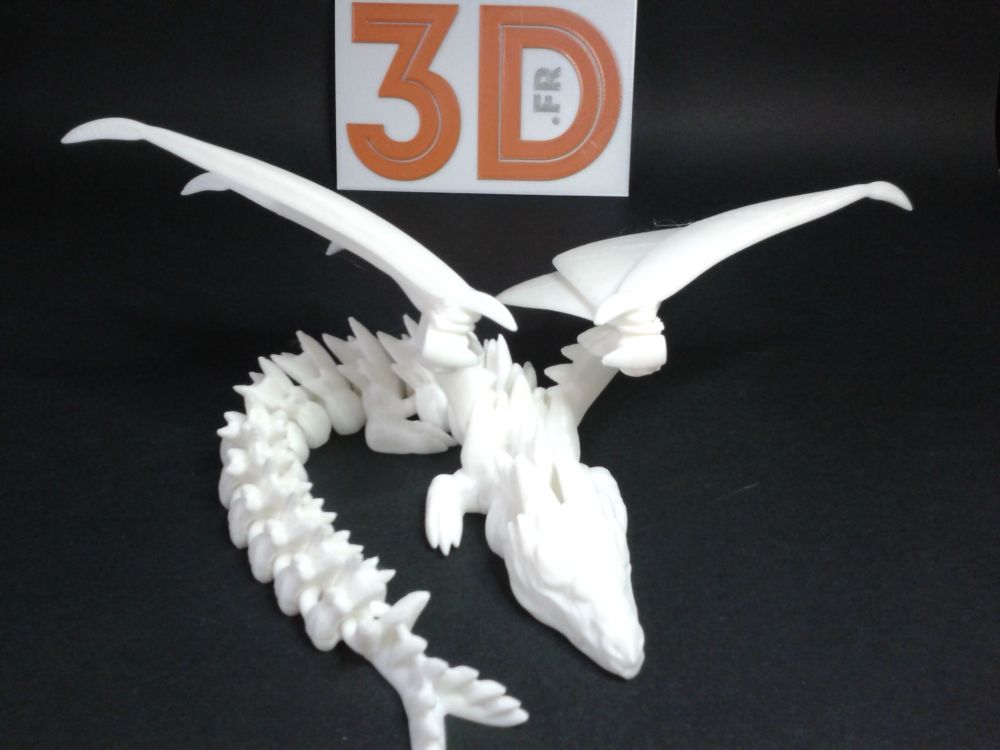
Autres impressions (Acte I) //A FAIRE extrait de commentaires (1er, 2eme, 3eme (dragon (PLA) et ghost TPU), 4eme (ghost TPU vitesses), 5eme (PETG) ) a réorganiser Quelque cubes de test pour commencer simplement (le même que le cube de calibration du plugin "Calibration Shape" de Ultimaker Cura) 1 > Tranché sous Creality Print v4.3.6, profil PLA, Normal ( ) //Edit > le placement de la jointure en Z du profil "Normal" est a revoir/adapter pour ce placement de ce modèle ... 2 > Tranché sous Creality Print v4.3.6, profil PLA, Normal ( mais ajout a la main d'un M600: Filament Change juste avant la couche 50 ) 3 > Tranché sous Creality Print v4.3.6, profil PLA, Normal ( mais ayant subit une reprise sur coupure de courant ) (Edit > ne pas prendre en compte la qualité de la jupe car essais d'ajustement du Z-Offset lors de son impression. ) 4 > Tranché sous Ultimaker Cura 5.4.0 ( avec un profil partiellement basé sur les paramètres du profil sur "Creality Print v4.3.6, prile PLA, Normal") Flex Dino Keychain by ffbeso January 29, 2019 https://www.thingiverse.com/thing:3389727 Tranché sous Creality Print v4.3.6, profil PLA, Normal Safe from the Rain 3DPrintBunny https://printables.com/model/563912-safe-from-the-rain Tranché sous Creality Print v4.3.6, profil PLA, Normal --- "Creality Hyper PLA Blanc" Trancheur : Creality Print v4.3.6 Qualité Normal ( 0.2 mm ) --- TPU 95A --- PETG ---


















































 1 point
1 point -
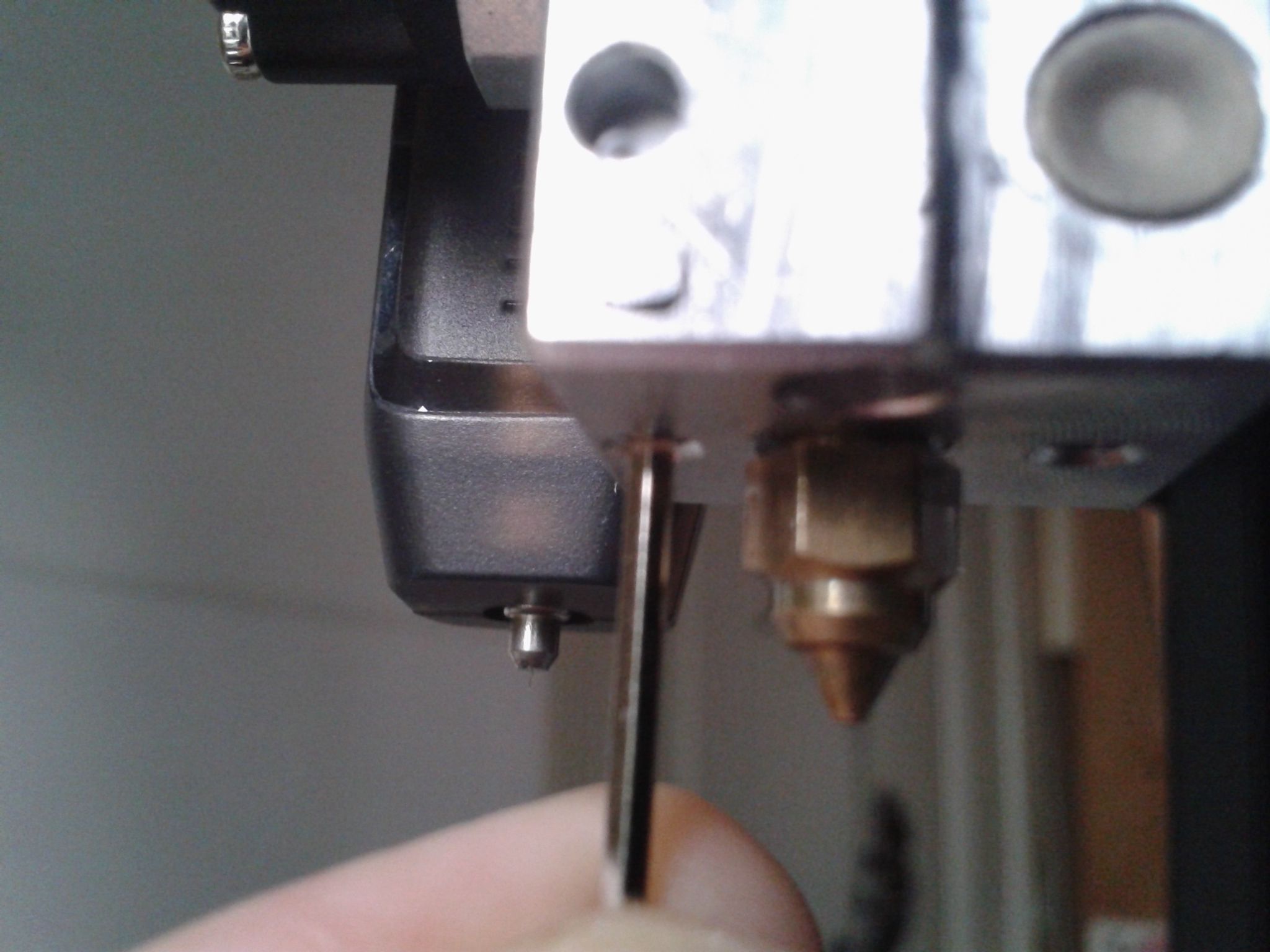
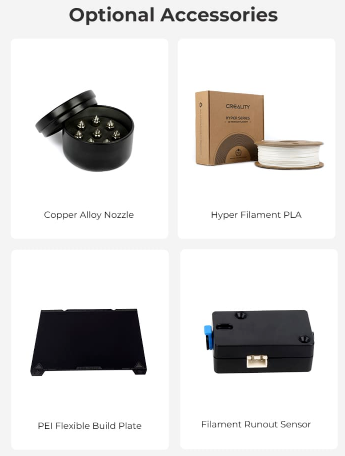
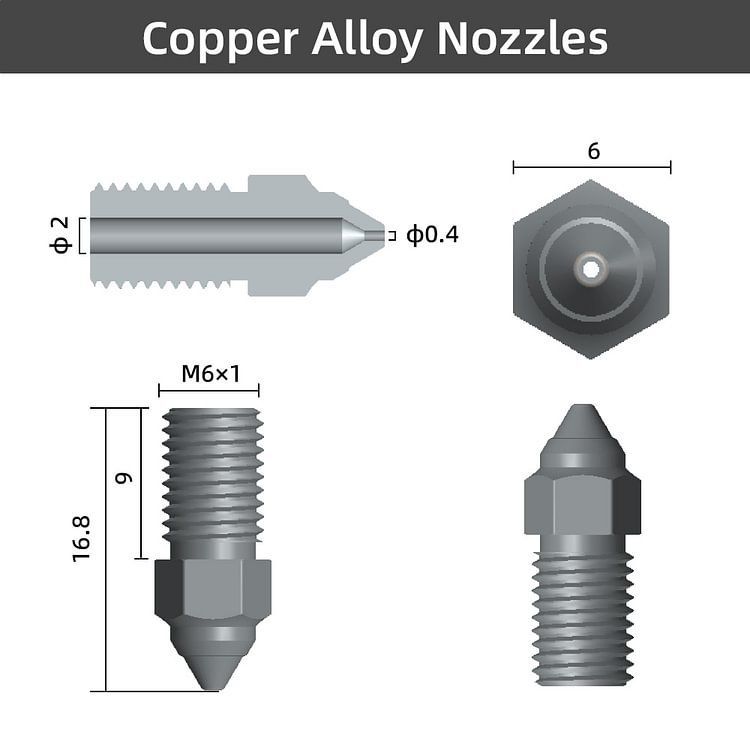
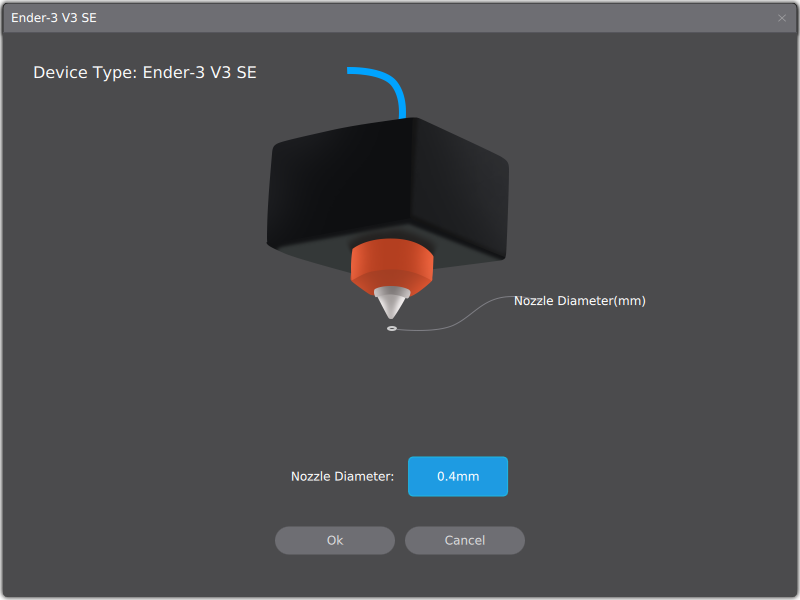
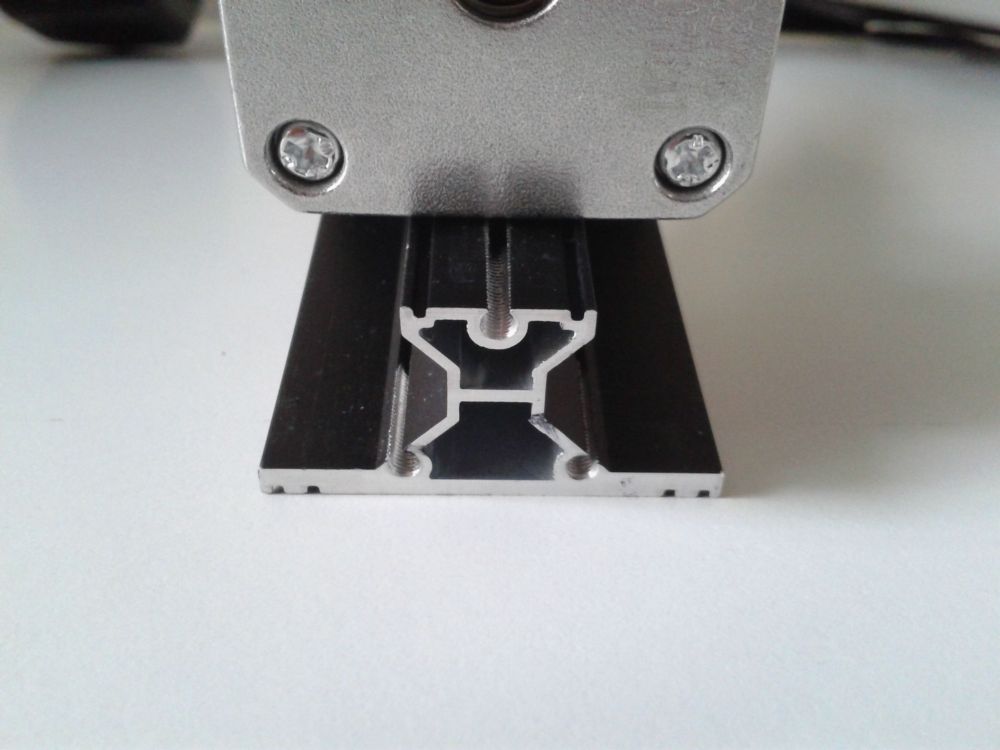
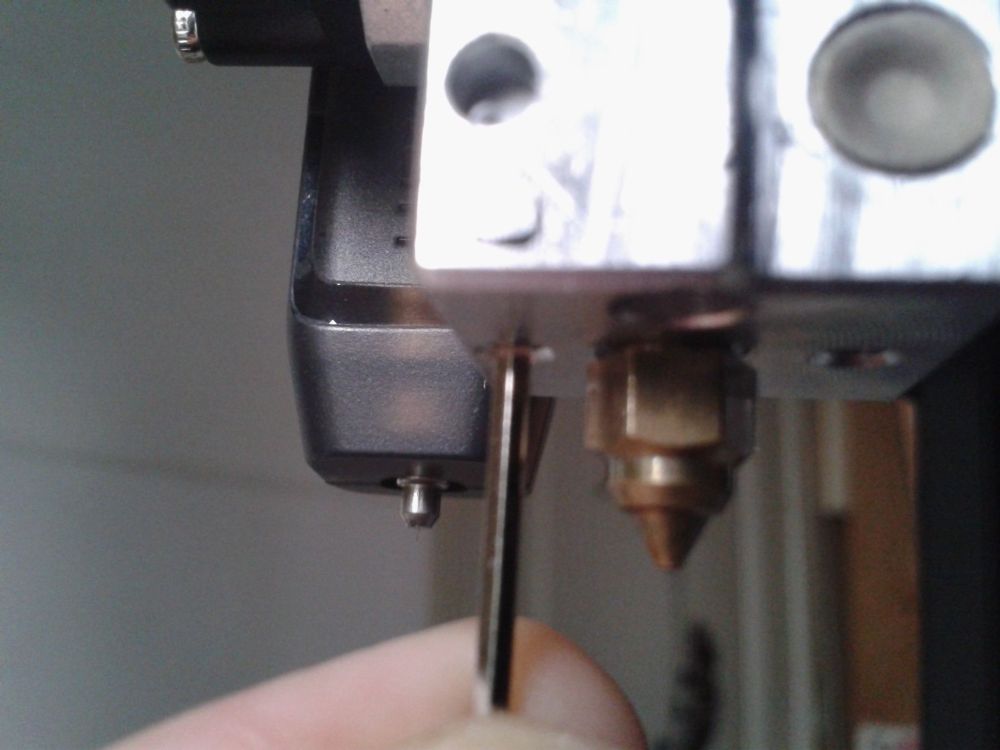
Accessoires optionnels ou Upgrades. Pour le moment (12/09/2023) pas d'upgrade officiel de disponible. Mais il semble exister des accessoires optionnels (Que je n'ai pas testés, sauf le filament "Hyper Filament PLA" gracieusement fourni) "Copper Alloy Nozzle" (a ce jour (12/09/2023) je n'ai pas trouvé de lien d'achat sur le store UE pour une version compatible avec la tête d'impression de la "Ender-3 V3 SE") (Attention si comme pour les autres kit de ce genre il y a des buses ayant des diamètres différents, il sera difficile de les utiliser, car la version actuelle de Creality Print (v3.4) ne permet pas de définir autre chose qu'une buse de 0.4 mm de diamètre pour la "Ender-3 V3 SE") https://store.creality.com/products/high-speed-nozzle-kit "Hyper Filament PLA" (Il me faut faire plus d'impressions avec pour donner un avis) https://store.creality.com/eu/products/hyper-1-75mm-pla-3d-printing-filament-1kg "PEI Flexible Build Plate" (Plaque flexible avec revêtement PEI) ( Surface plateau 235 x 235(+15) mm (L x P) ) PEI lisse https://store.creality.com/eu/products/k1-smooth-pei-build-plate PEI texturé https://store.creality.com/eu/products/k1-ender-3-v3-se-pei-build-plate La plaque flexible a les même dimensions que celles que l'on trouve sur la "K1" et la "Ender-3 S1" donc en équivalent l'on trouve aussi https://fr.aliexpress.com/item/1005005820165492.html "Filament Runout Sensor" (Capteur de fin de filament) (Pas de lien d'achat officiel pour la "Ender-3 V3 SE" a ce jour (12/09/2023) mais un capteur de fin de filament standard doit pouvoir être utilisé si l'on fait bien attention a identifier les PIN (Signal, GND, +5V)) Quand je regarde la buse de rechange fournie (la photo), mes mesures correspondent avec (le schéma) Source schéma https://store.creality.com/products/high-speed-nozzle-kit Pièces détachées A cette date, pas de liens spécifique d'achat, pour par exemple une tête complète. Il faut demander au SAV ou support de Creality. ( cs@creality.com , https://www.facebook.com/crealitycustomerservice )
 1 point
1 point -
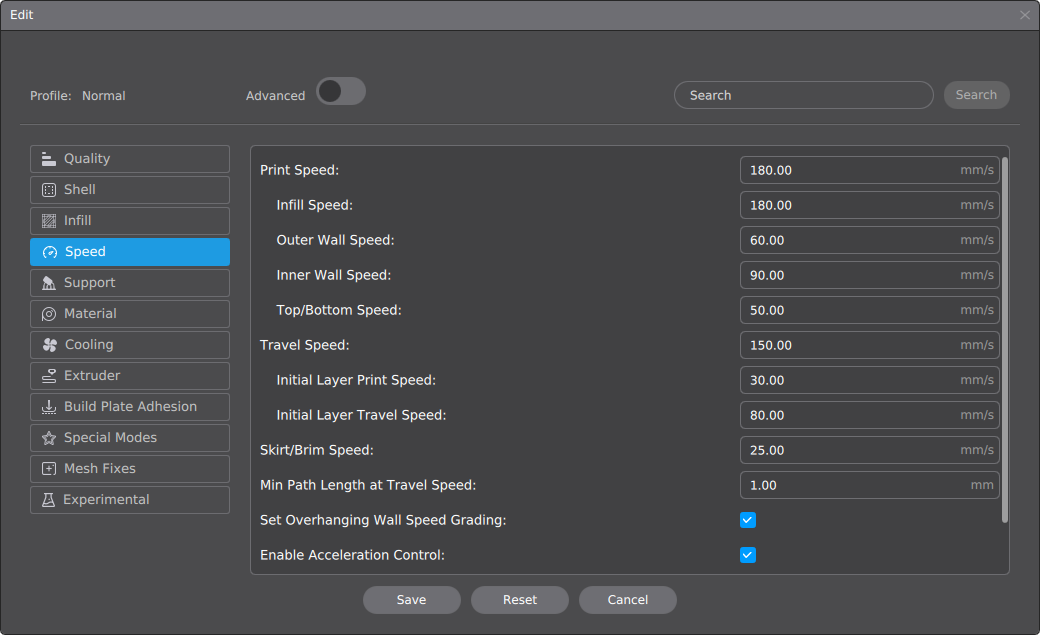
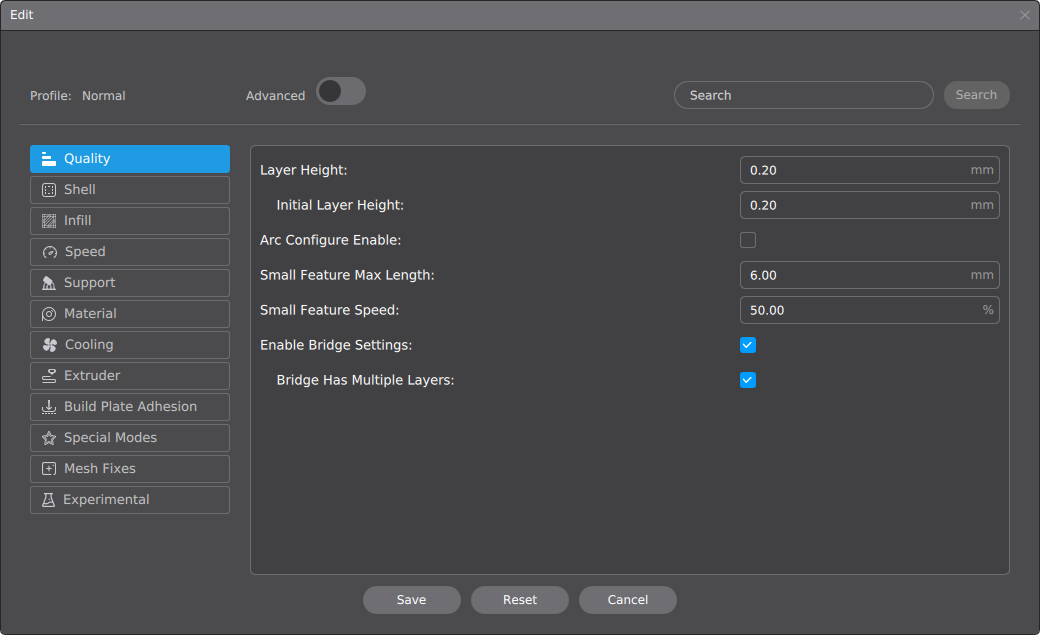
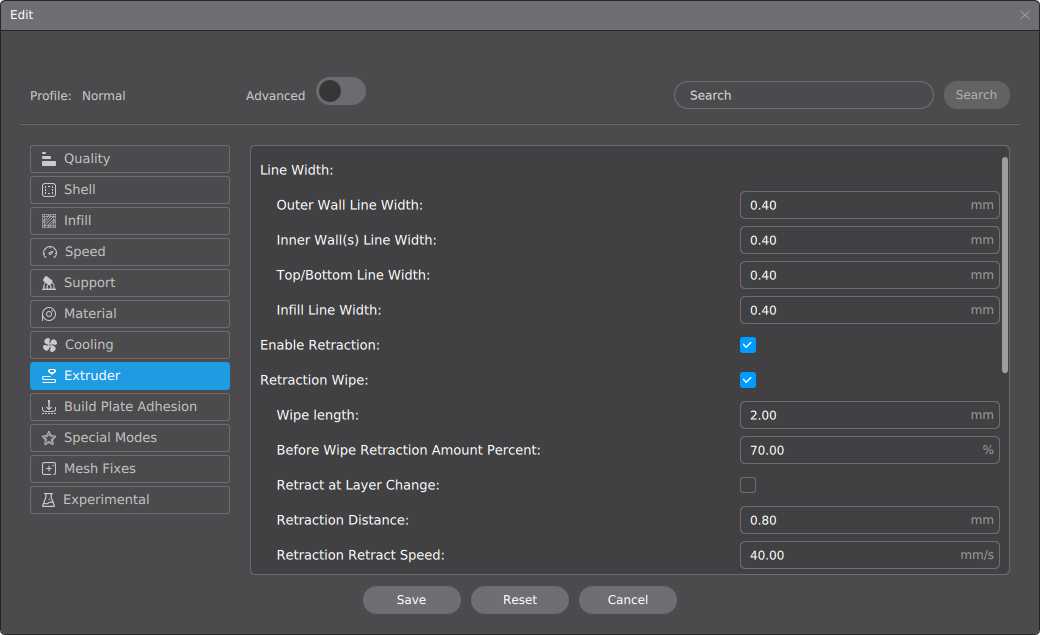
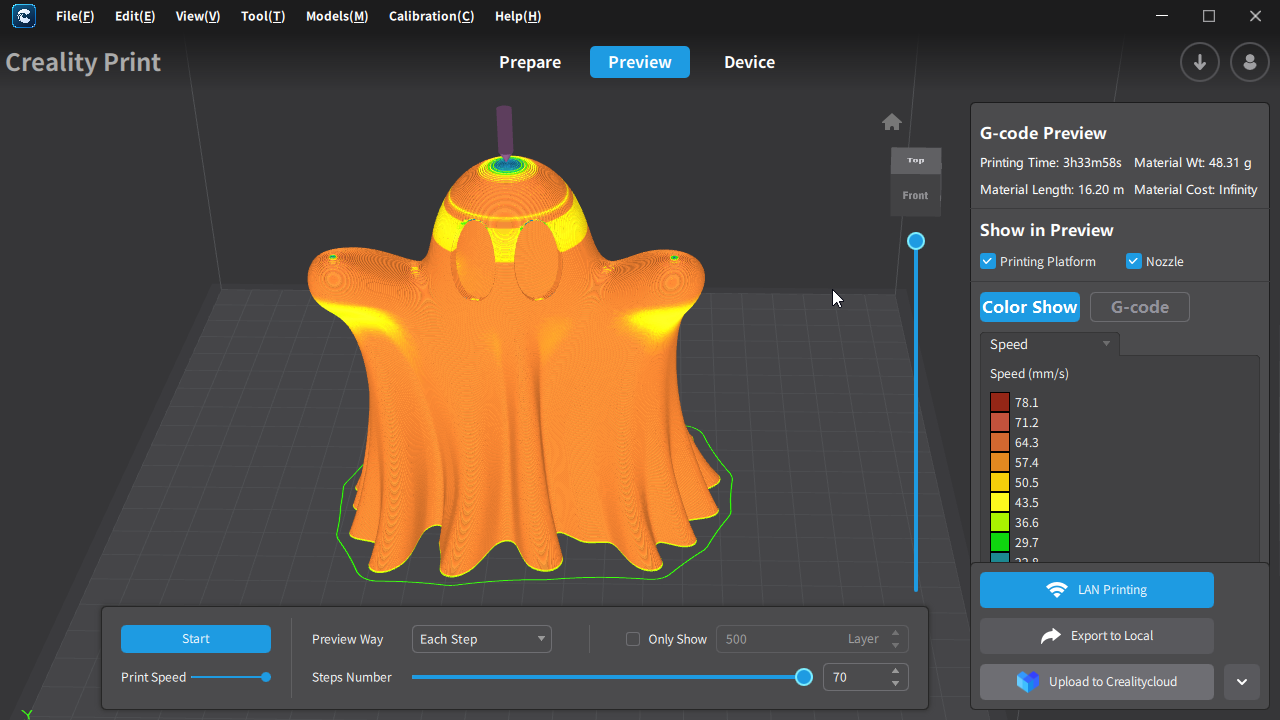
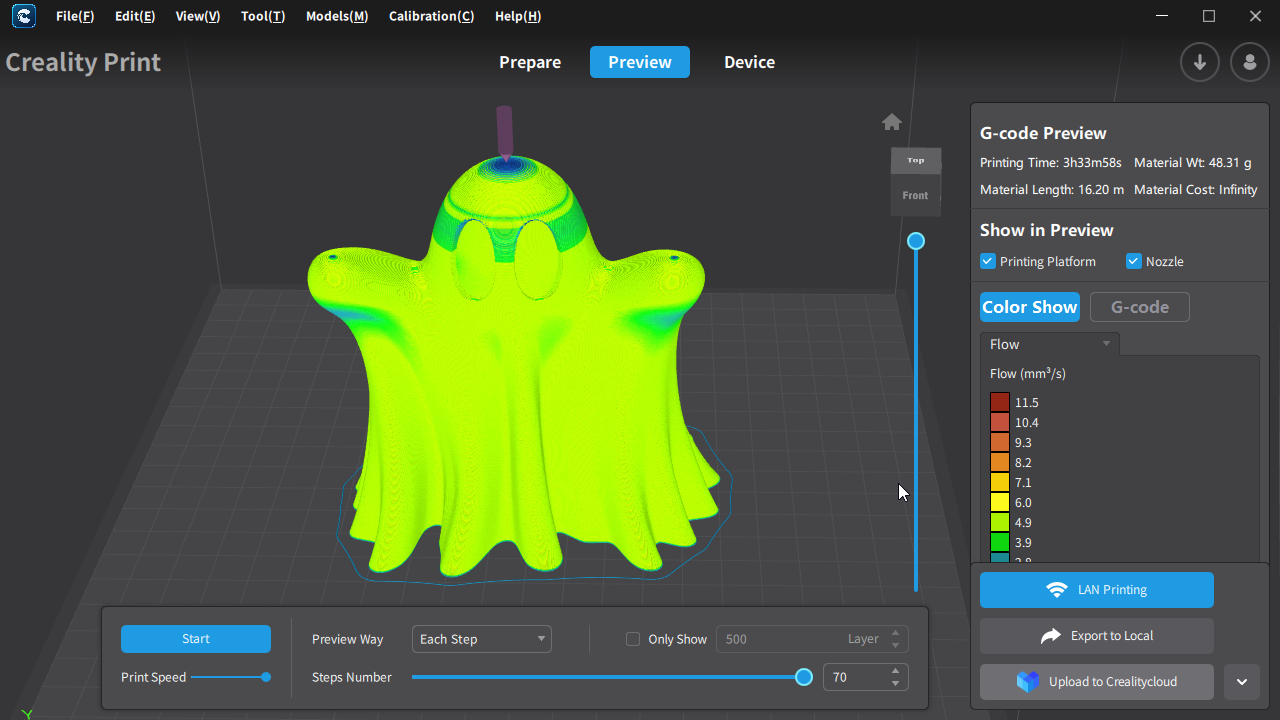
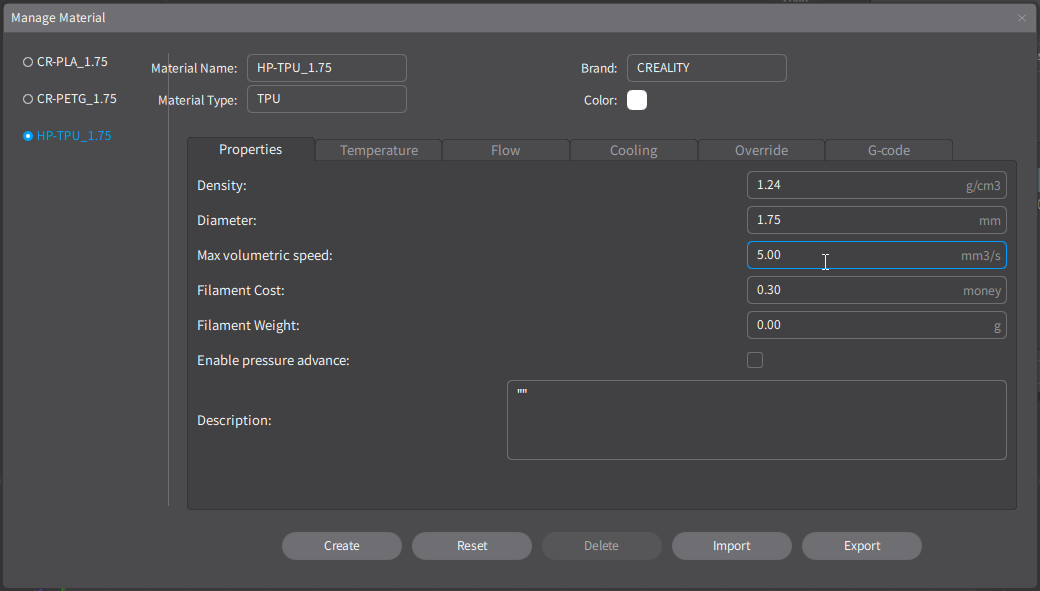
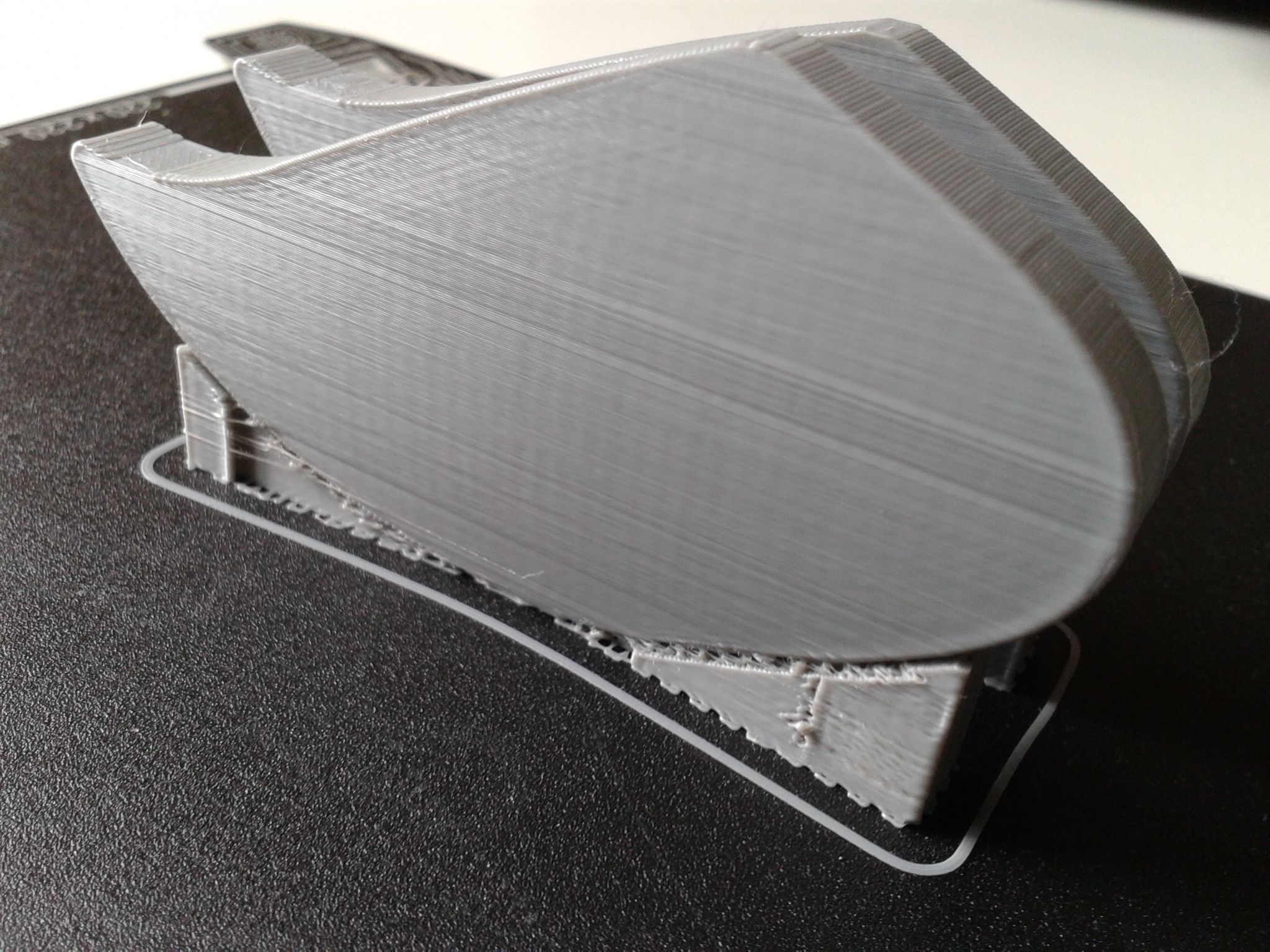
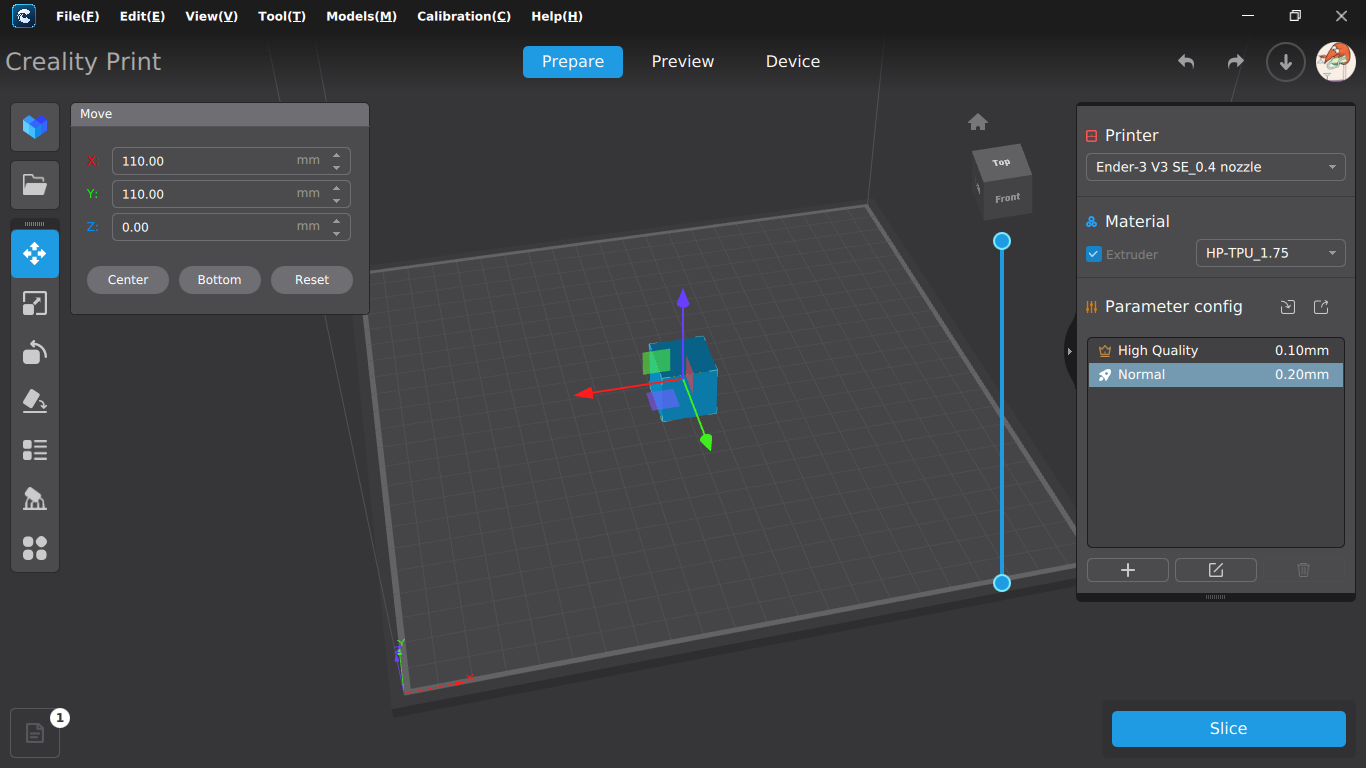
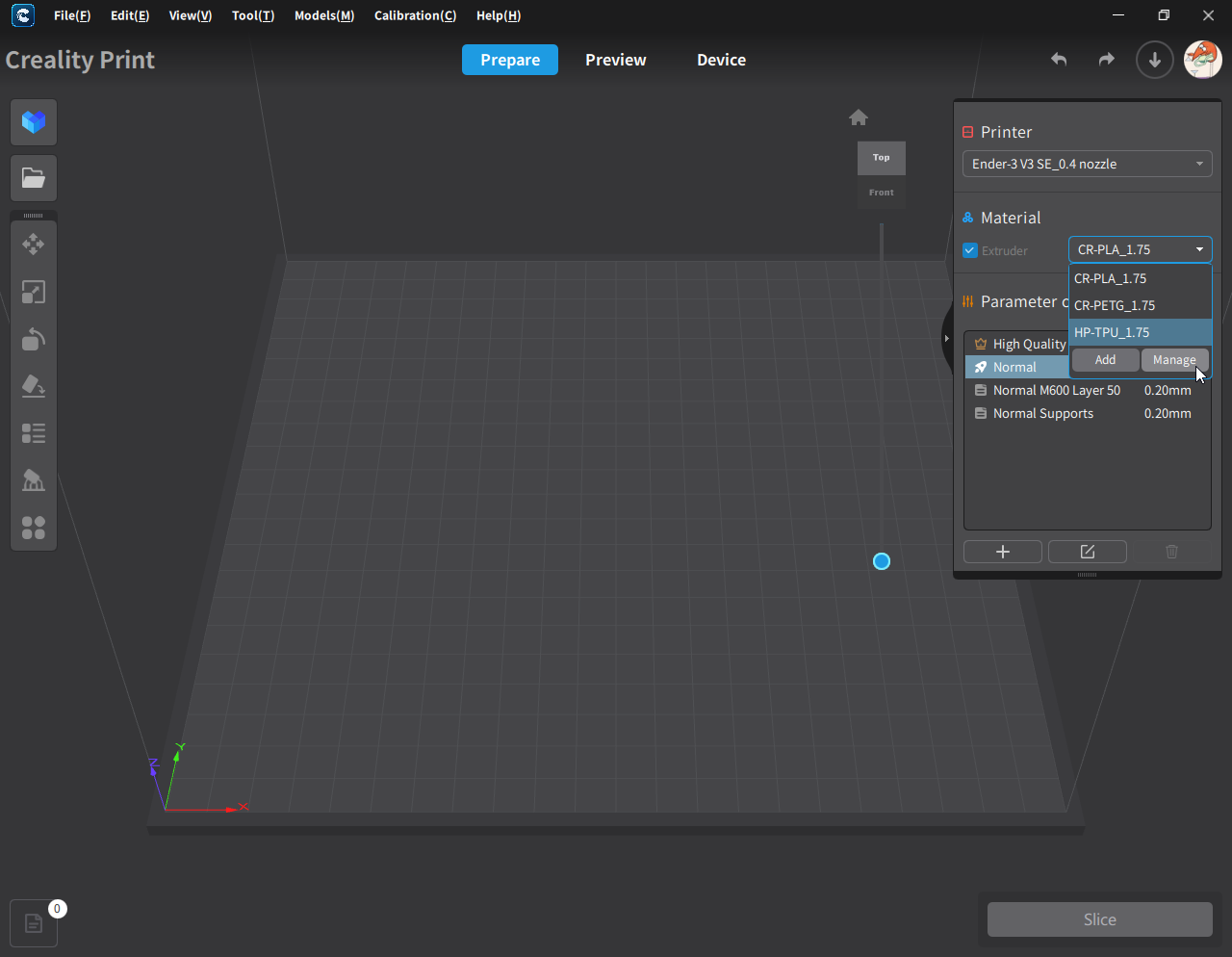
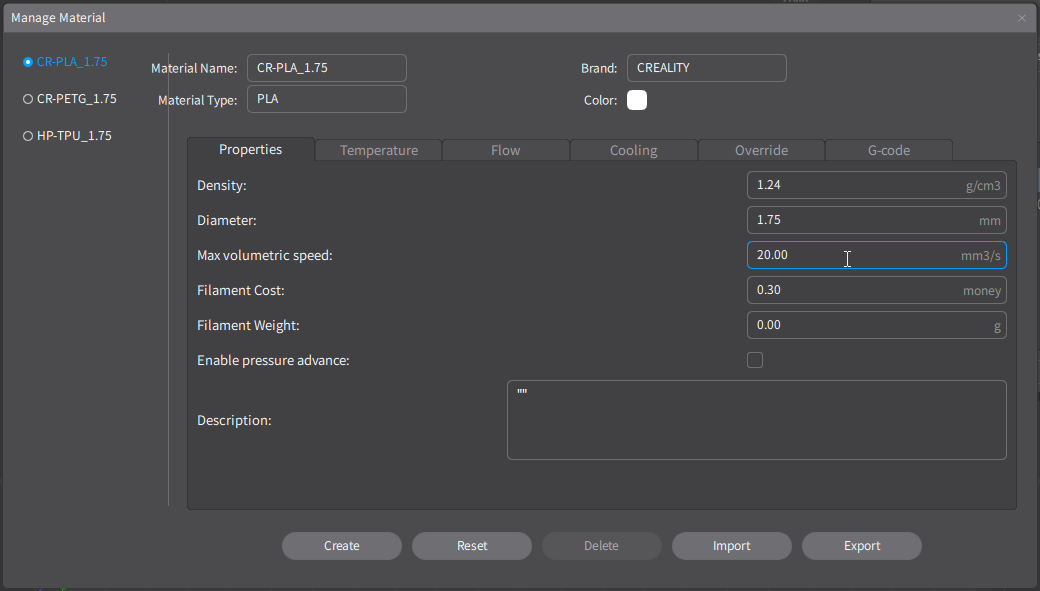
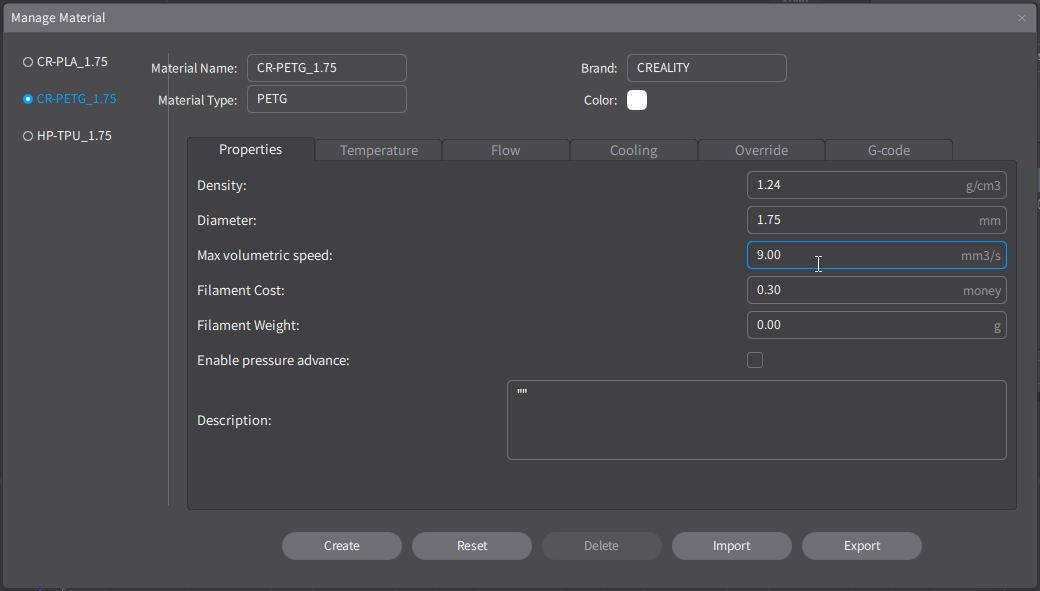
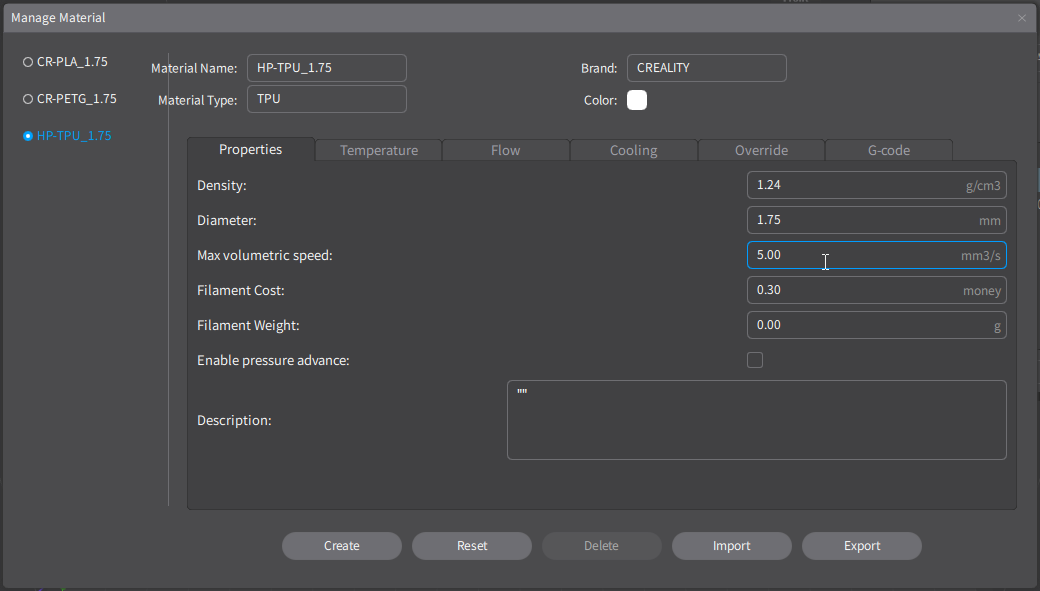
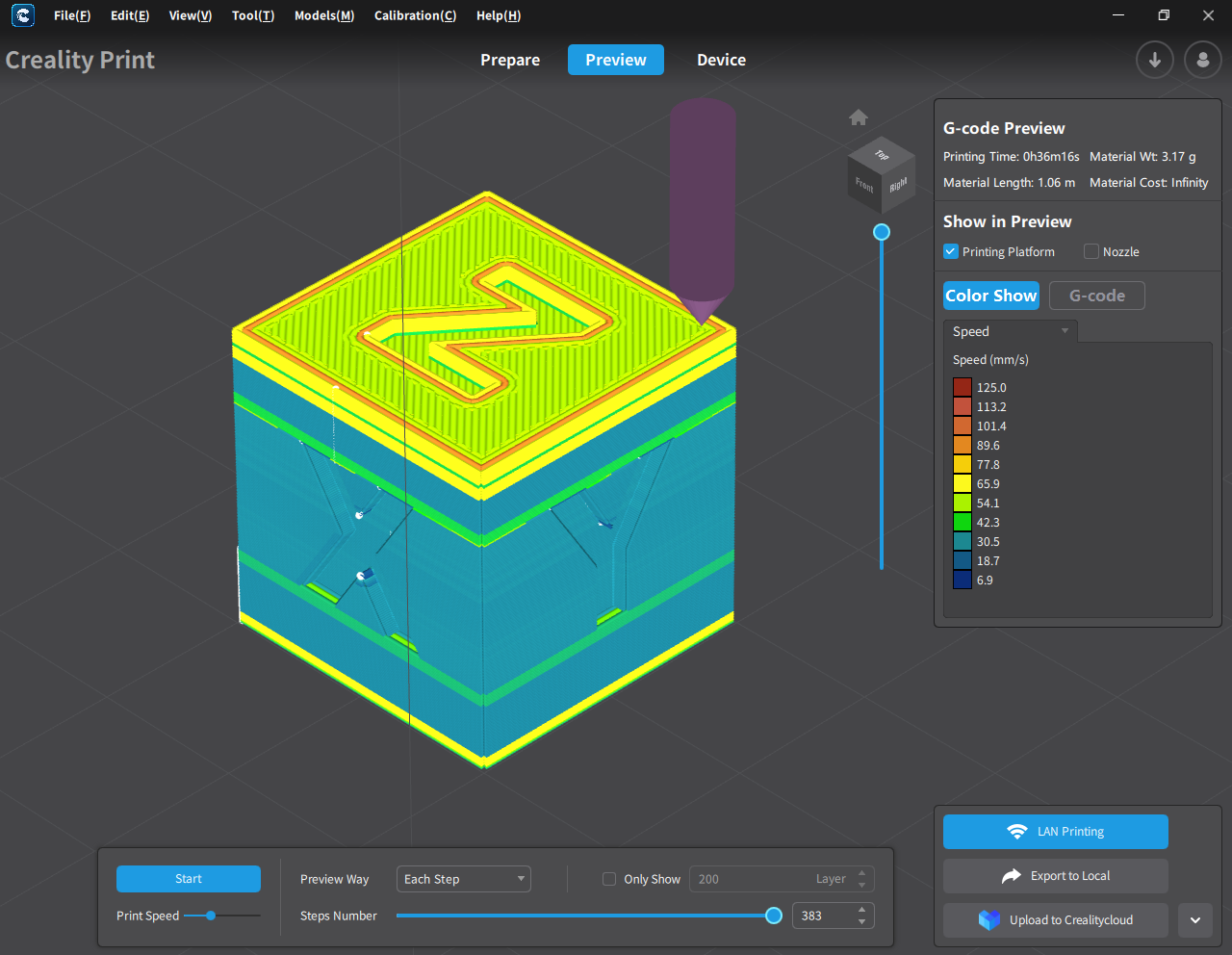
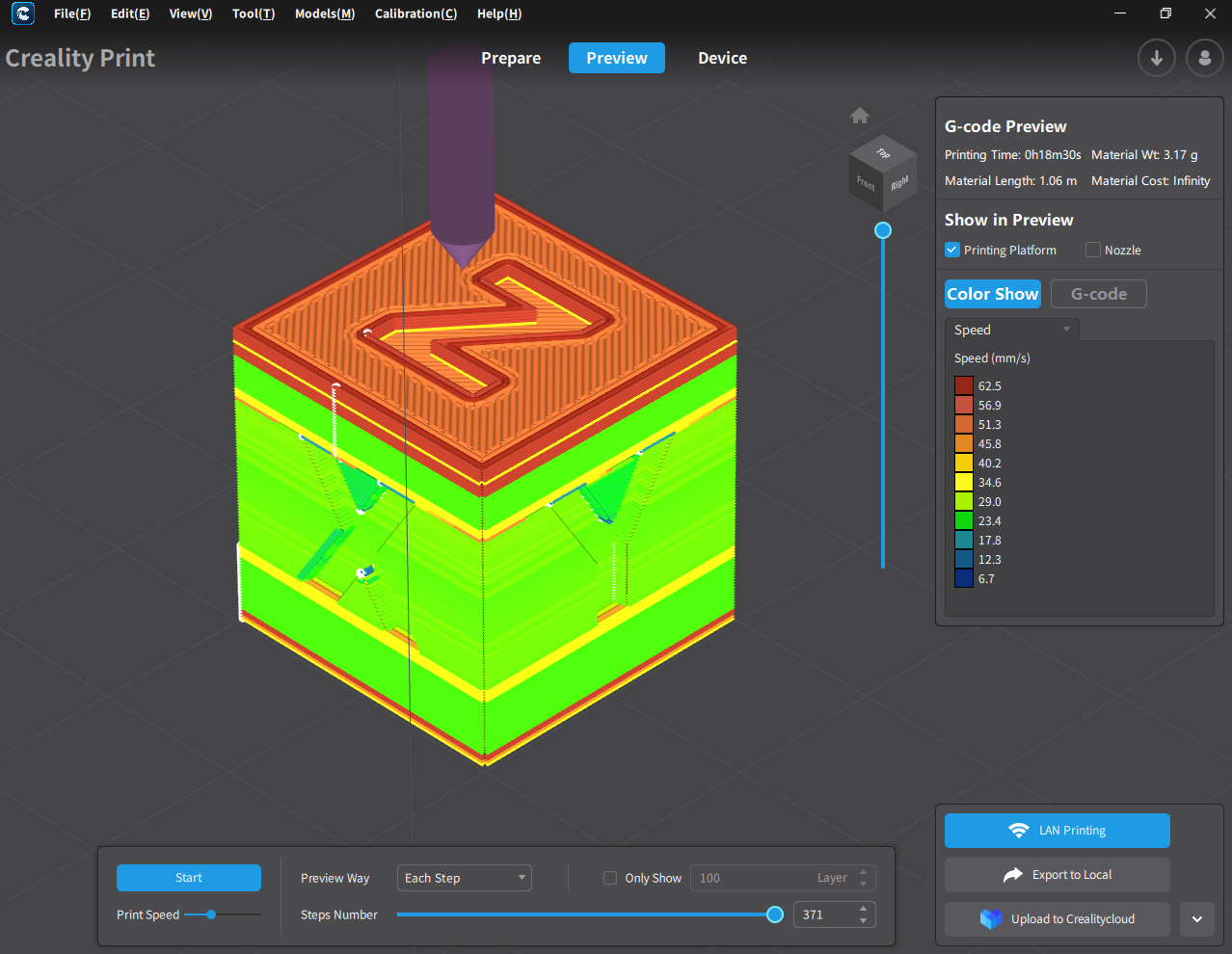
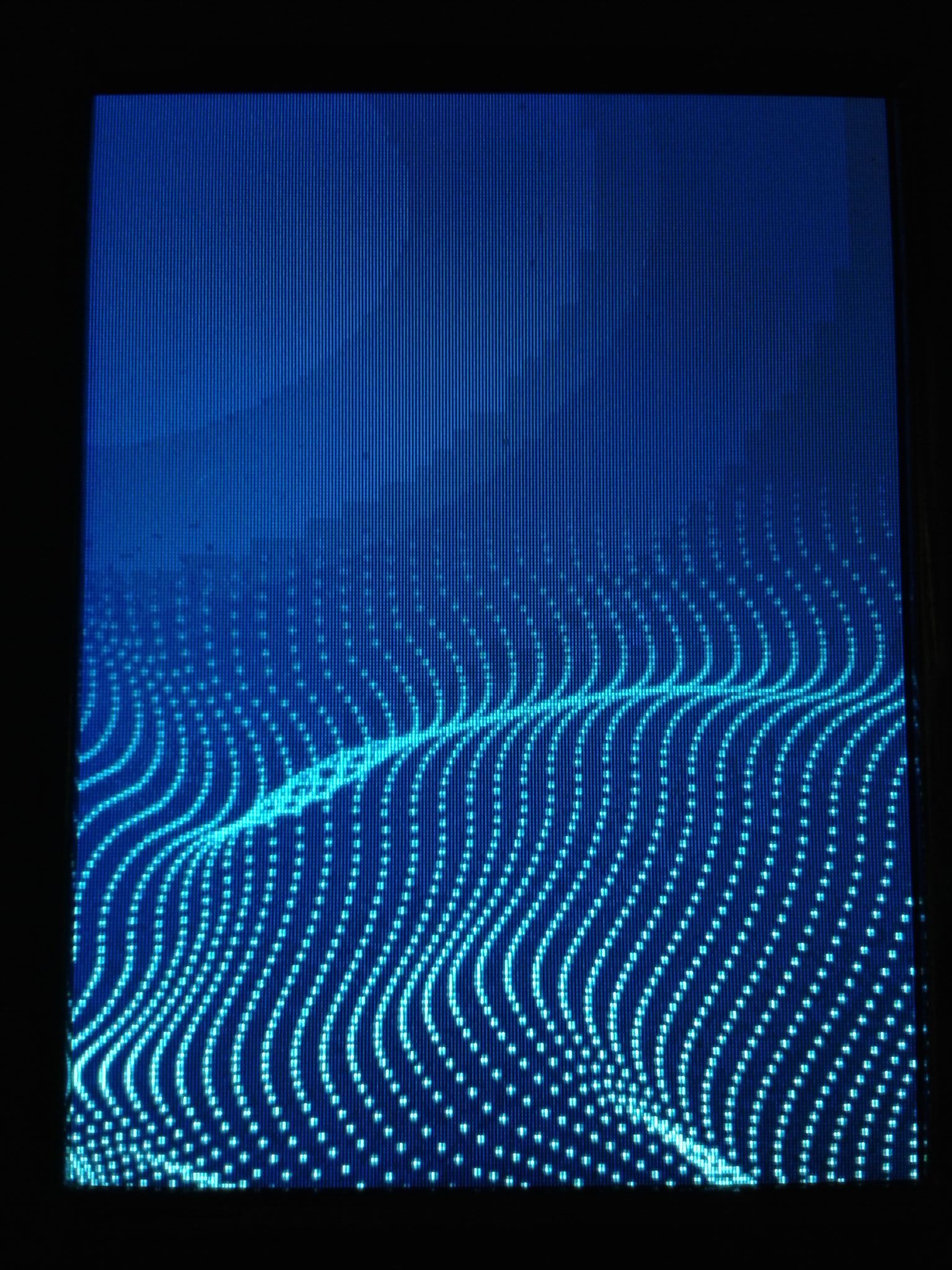
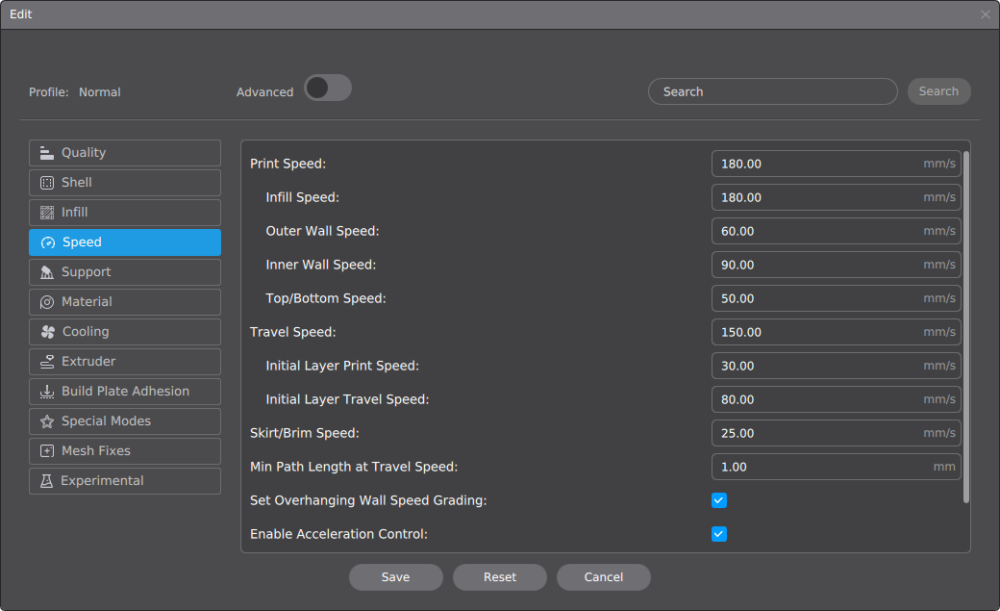
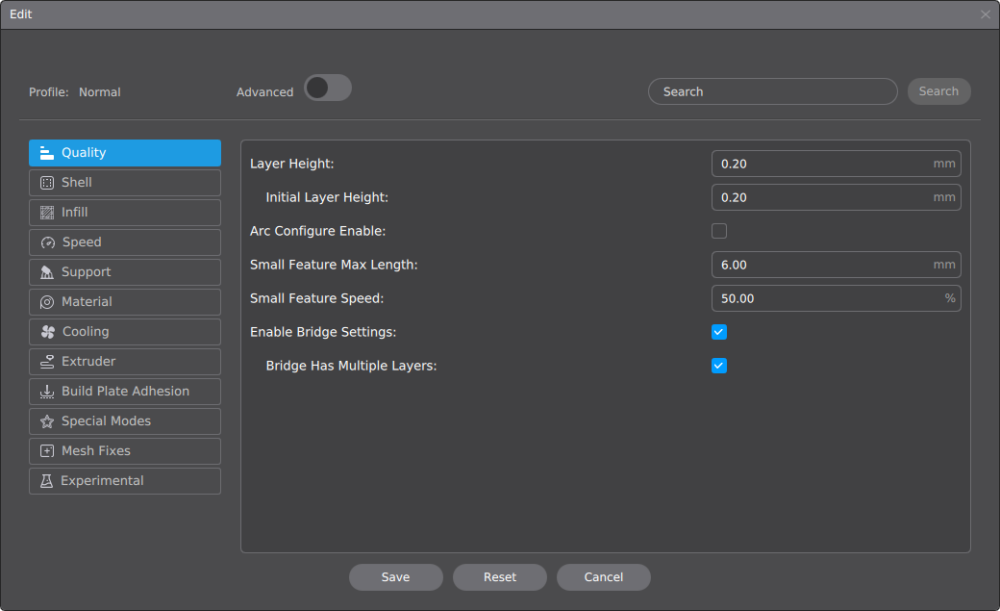
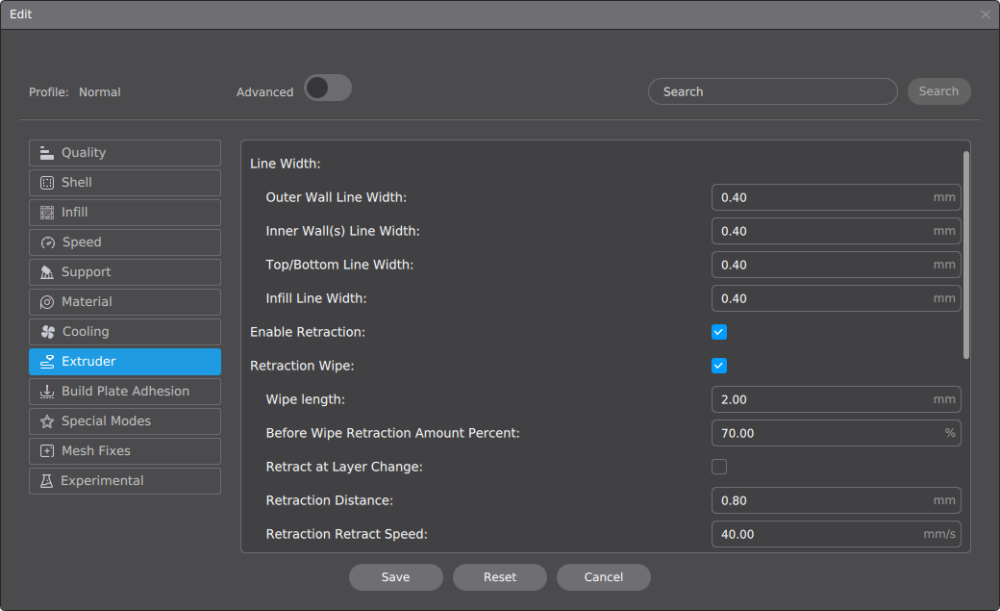
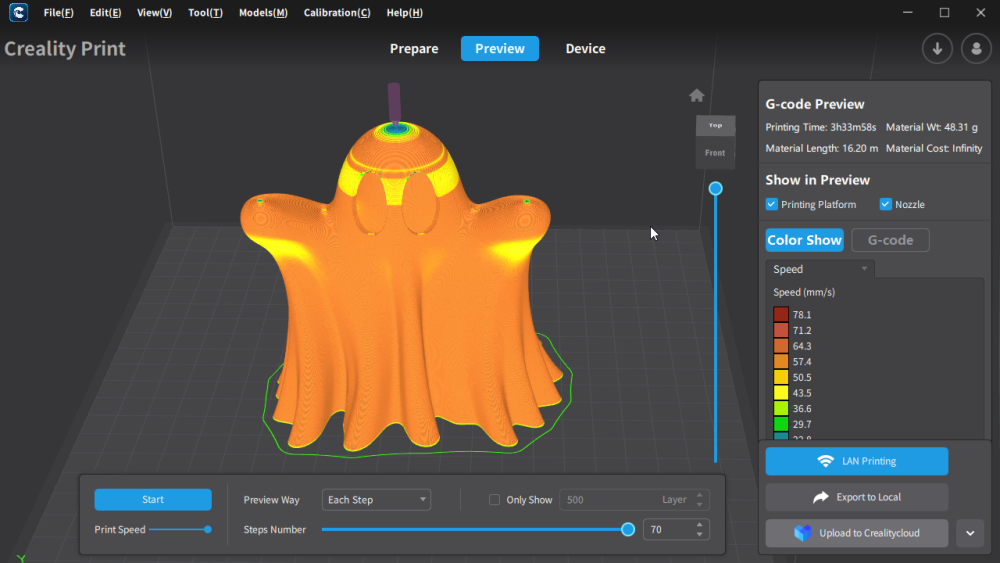
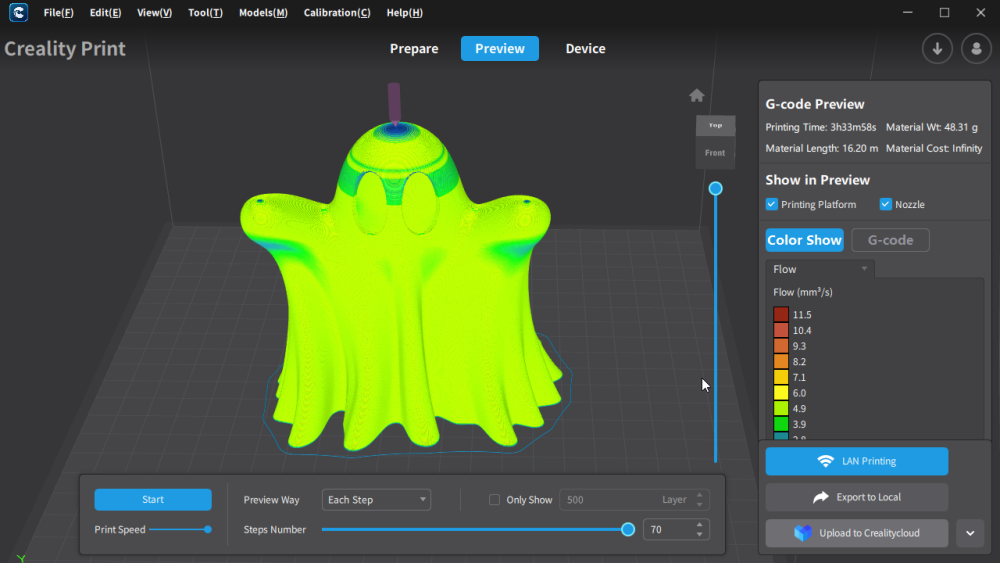
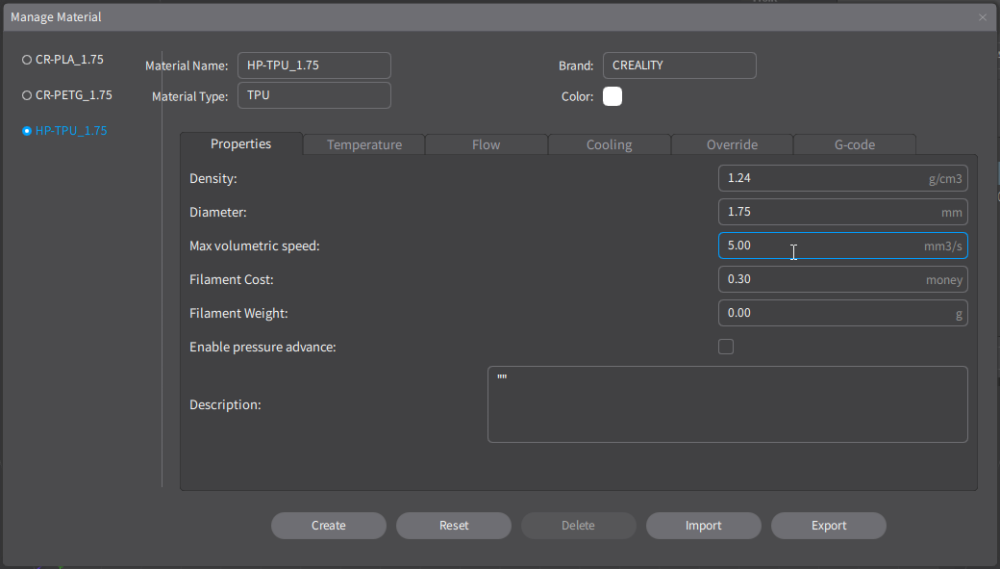
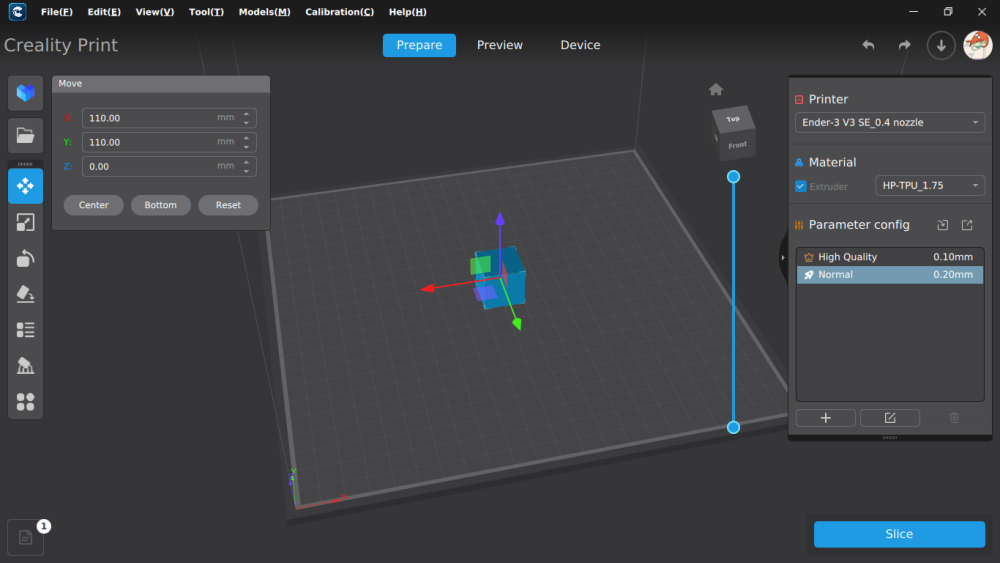
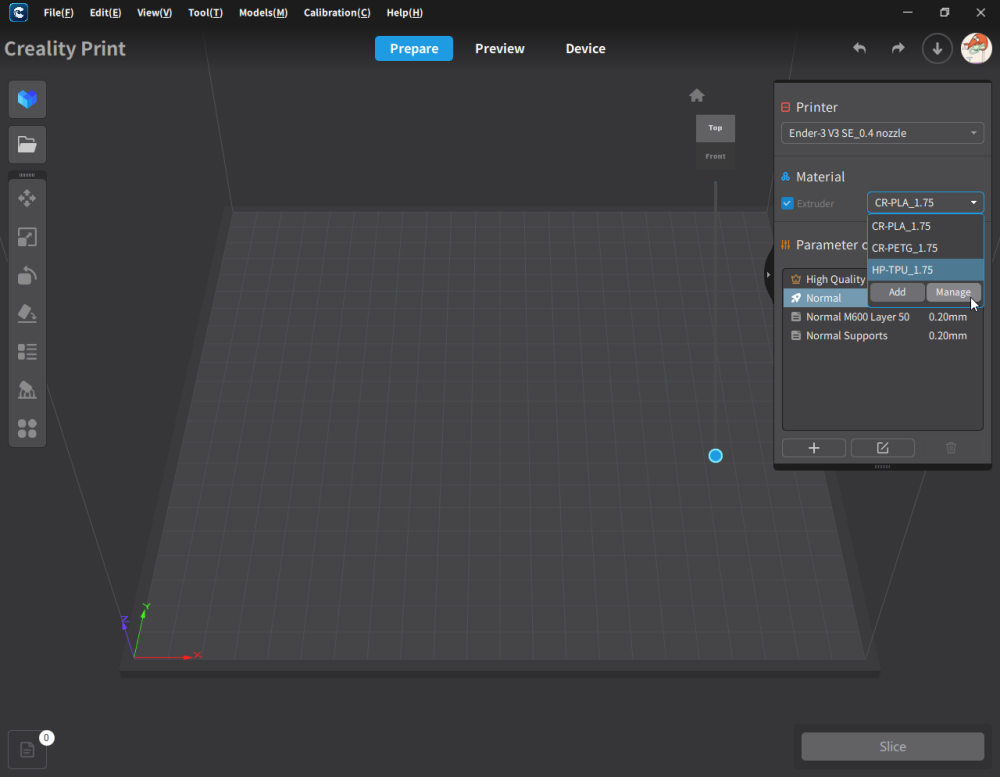
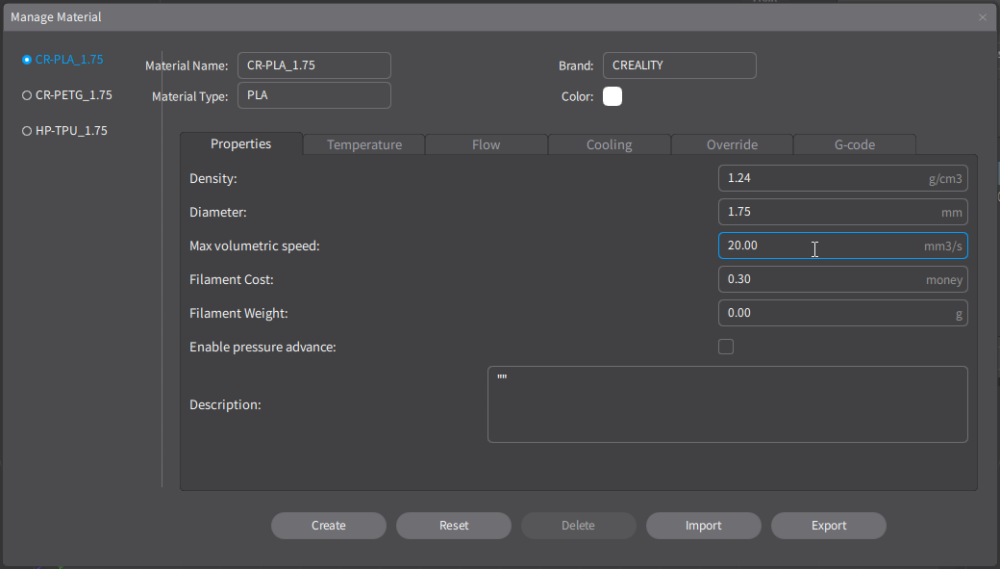
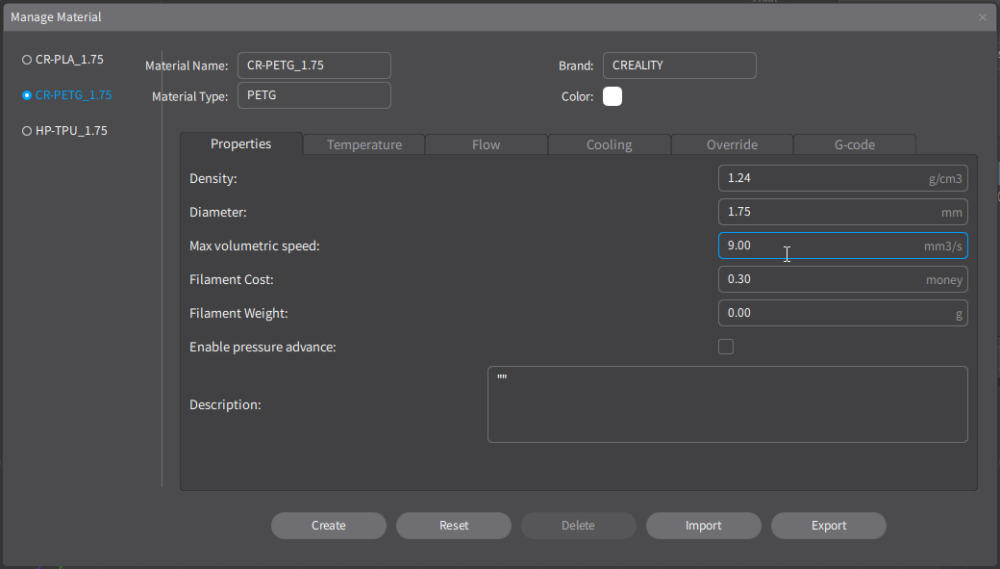
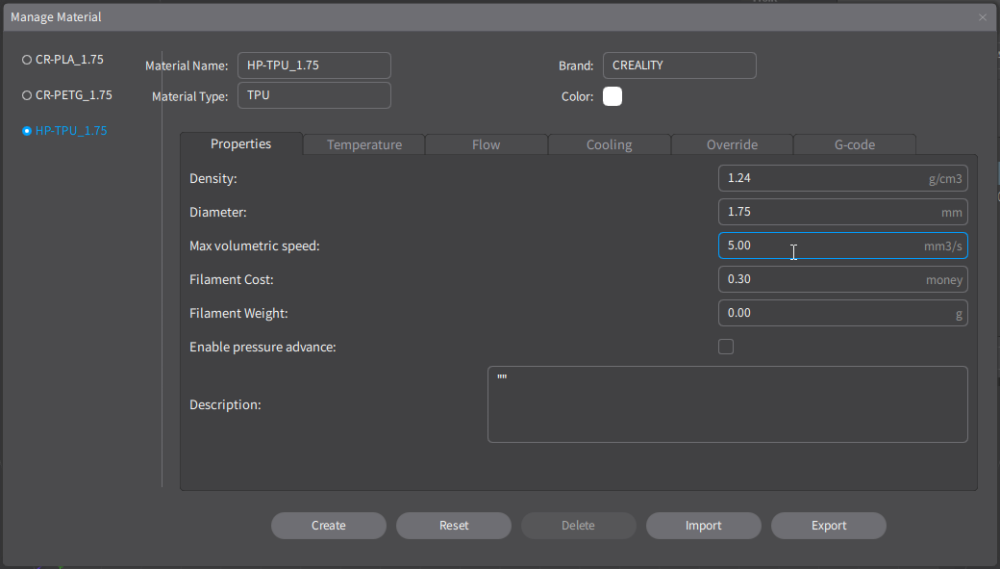
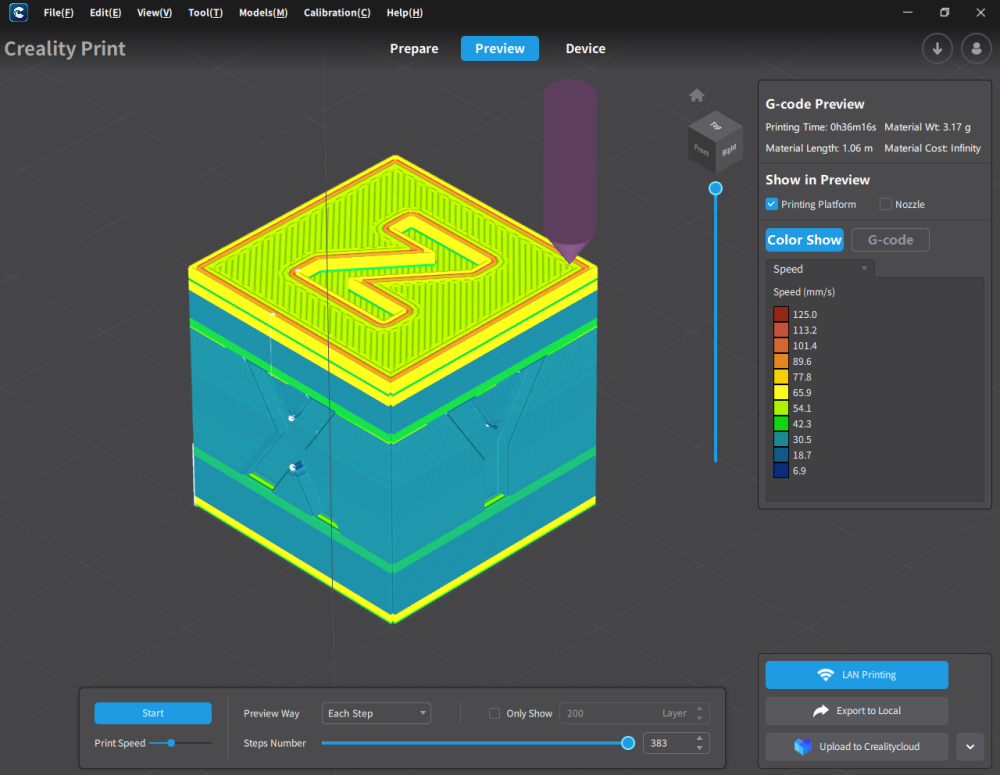
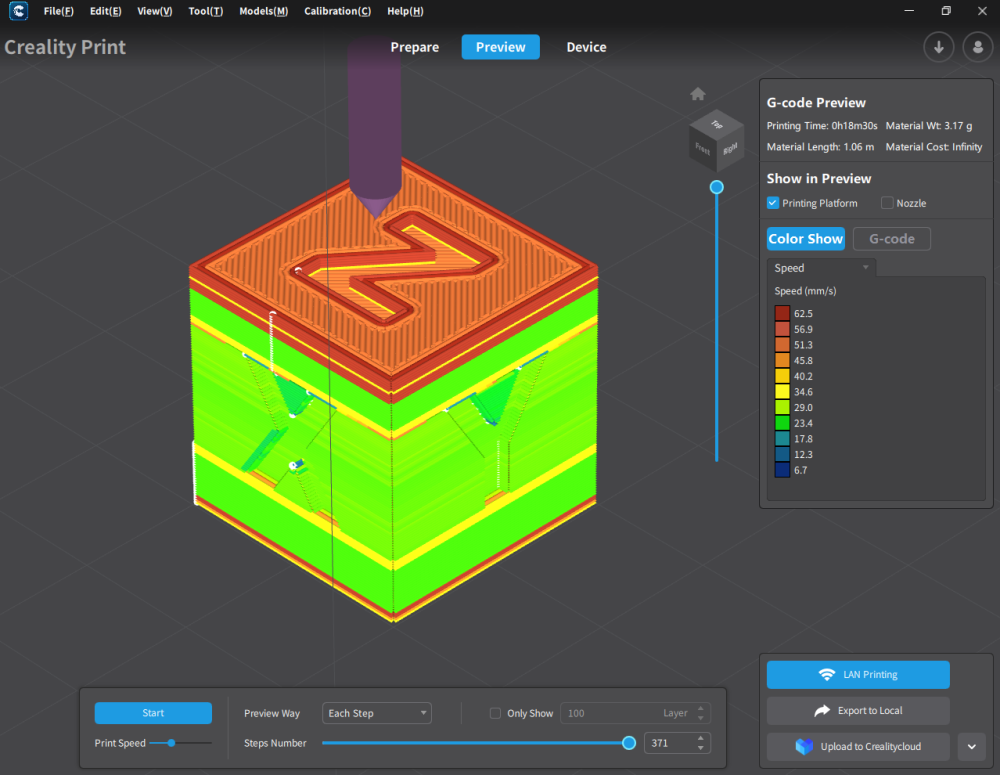
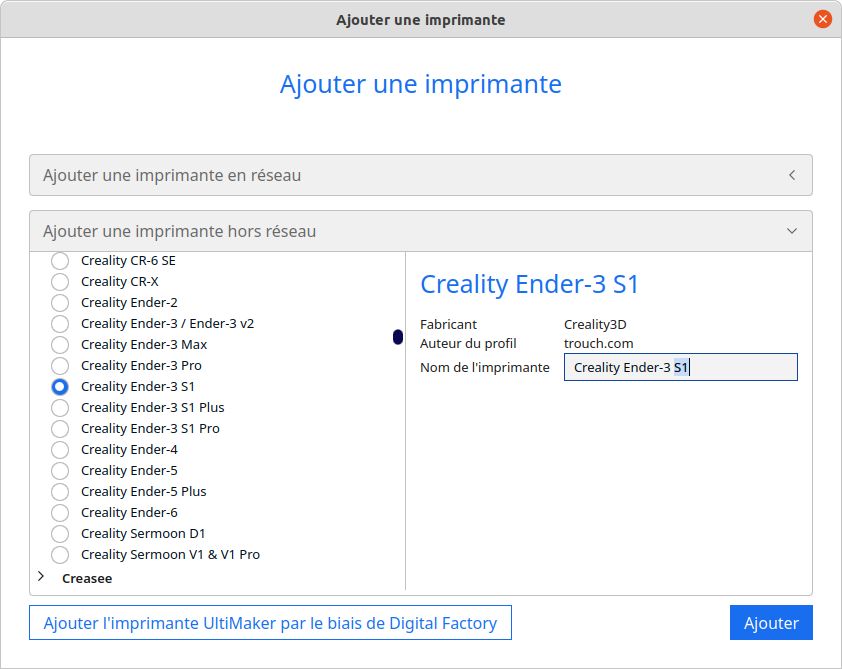
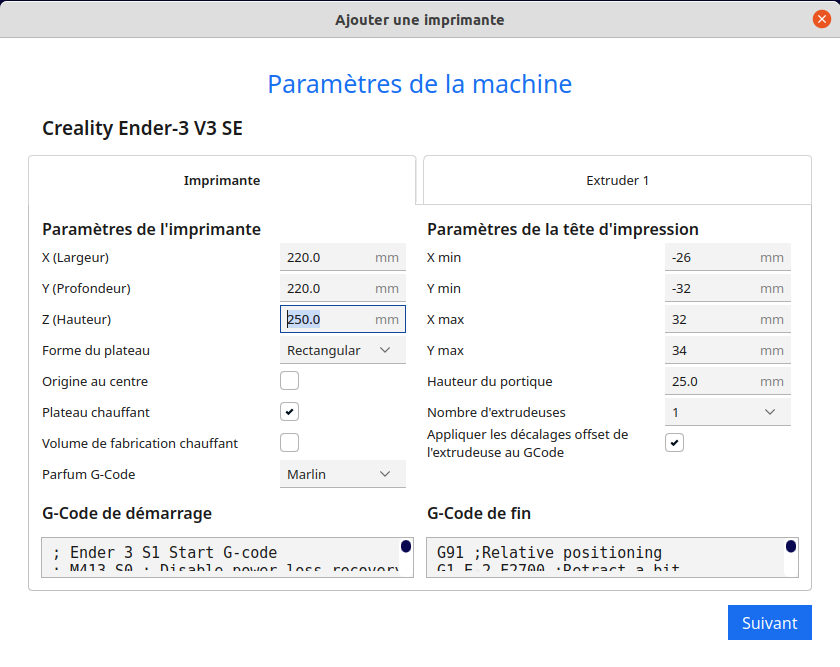
Trancheurs Creality fourni une version 4.3.6 de "Creality Print" que l'on peut télécharger sur https://www.crealitycloud.com/software-firmware/software Malheureusement, a cette date (12/09/2023), cette version semble encore pleins de bugs la version d'extension ".AppImage" pour Linux, crash ("Erreur de segmentation") quand je clic sur "Slice" (sous ma Ubuntu 20.04) la version Windows (qui elle, ne crash pas (trop souvent) quand je clic sur "Slice") reste tout de même instable et a tendance a crasher de temps en temps (sauver votre projet régulièrement, pour ne pas risquer de le perdre trop de travail de préparation de la scène d'impression, sur un crash). il n'y a pas beaucoup de traduction disponible... Il n'est pas possible via l'interface de définir une buse d'un diamètre différent de 0.4 mm. ... Mais elle me semble relativement intuitive a configurer lors de sont premier démarrage et dispose d'un profil d'imprimante pour la "Ender-3 V3 SE" Bien noter que "Creality Print" utilise une notion de limite de "Débit volumétrique maximale (mm³/s)" qui change selon le matériau sectionné. Et donc, pour un même modèle 3D et même profil de qualité, selon le matériau sélectionné, les vitesses seront adaptées pour ne pas dépasser cette limite de "Débit volumétrique maximale (mm³/s)" dans le résultat d'un découpage/tranchage (quand on clique sur "Slice") Pour illustrer, la vue d'aperçu qui affiche des nuances de couleur selon les vitesses utilisées, pour un même modèle 3D, un même profil de qualité d'impression (ici le "Normal") mais l'un avec du PLA (ou du PETG j'ai oublié de noter ... je dois vérifier) et l'autre avec du TPU comme matériau lors du tranchage. Profil d'imprimante sous Ultimaker Cura (a cette date 12/09/2023 Ultimaker Cura v5.4 ne dispose pas encore d'un profil pour la "Ender-3 V3 SE") Partir du profil d'une "Ender-3 S1" (car elle aussi a un extrudeur direct drive "Sprite" et donc les valeurs de "distance de rétractions" seront normalement adaptées) et modifier le nom de l'imprimante en "Ender-3 V3 SE" modifier la hauteur du volume d'impression qui est de 250 mm pour une "Ender-3 V3 SE" ... ... Projet Ultimaker Cura (v5.4) qui permet normalement d'importer un profil pour le "Ender-3 V3 SE" (basé sur un profil modifié d'une "Ender-3 S1") mais dont les profil de qualité d'impression sont encore a ajuster pour avoir un équivalent avec ce que propose "Creality Print v4.3.6" UC_E3V3SE_CubeCalib_CPNormalLike.3mf (version temporaire) // A FAIRE refaire des projets avec un profil d'impression qui colle le plus possible, avec le profil qualité "Normal" de "Creality Print" pour la "Ender-3 V3 SE" pour du PLA, du TPU et du PETG.

 1 point
1 point -
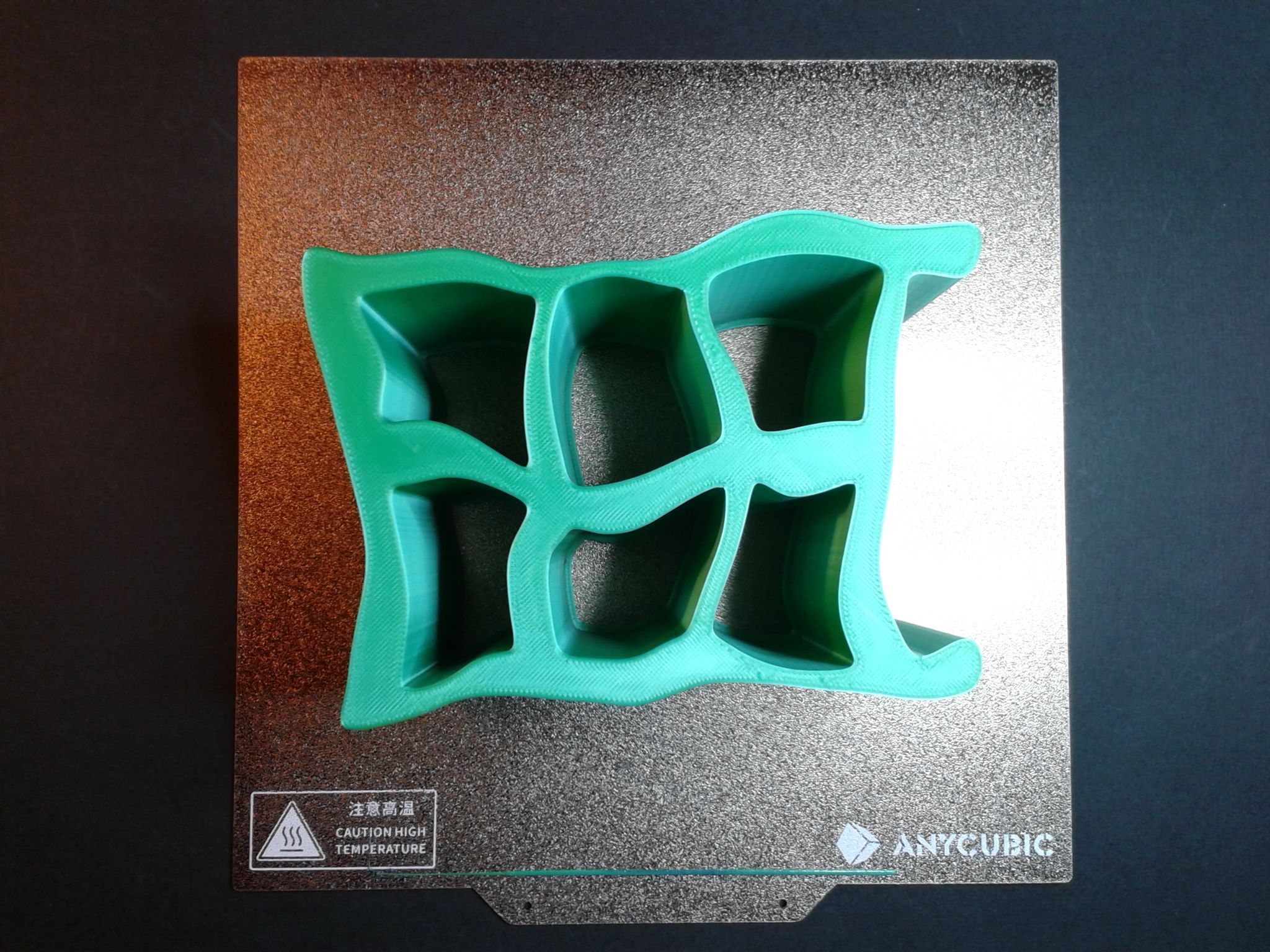
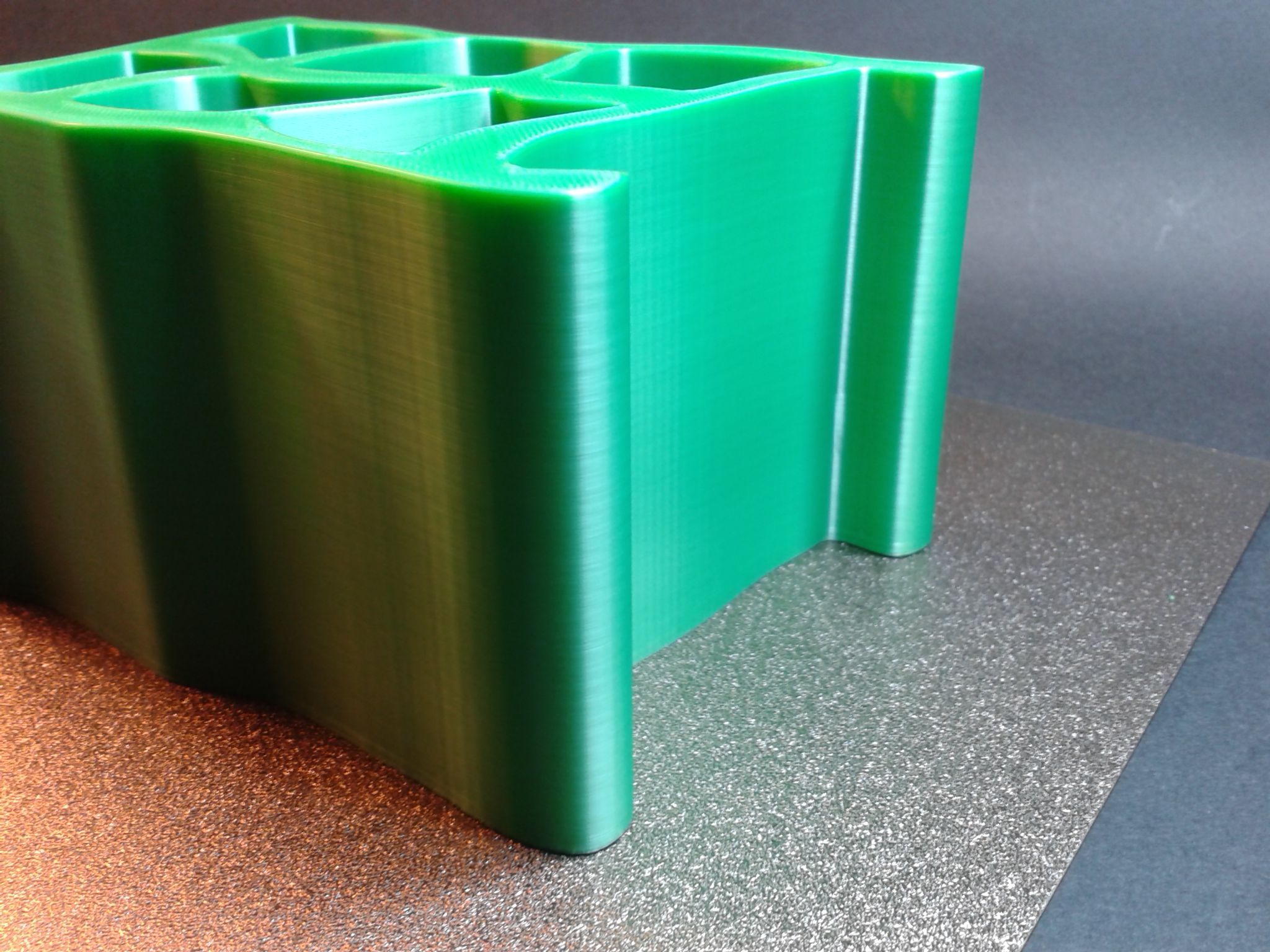
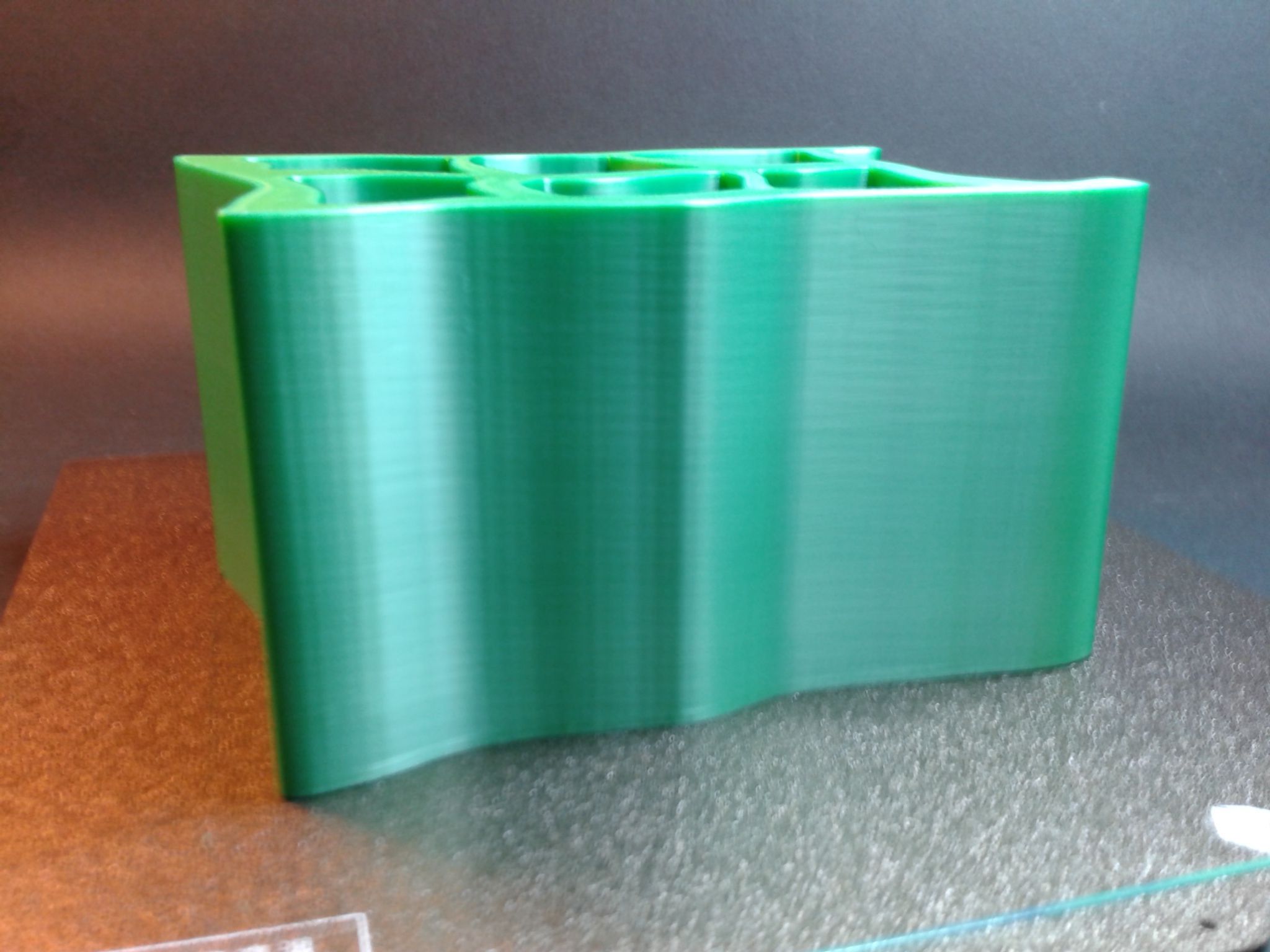
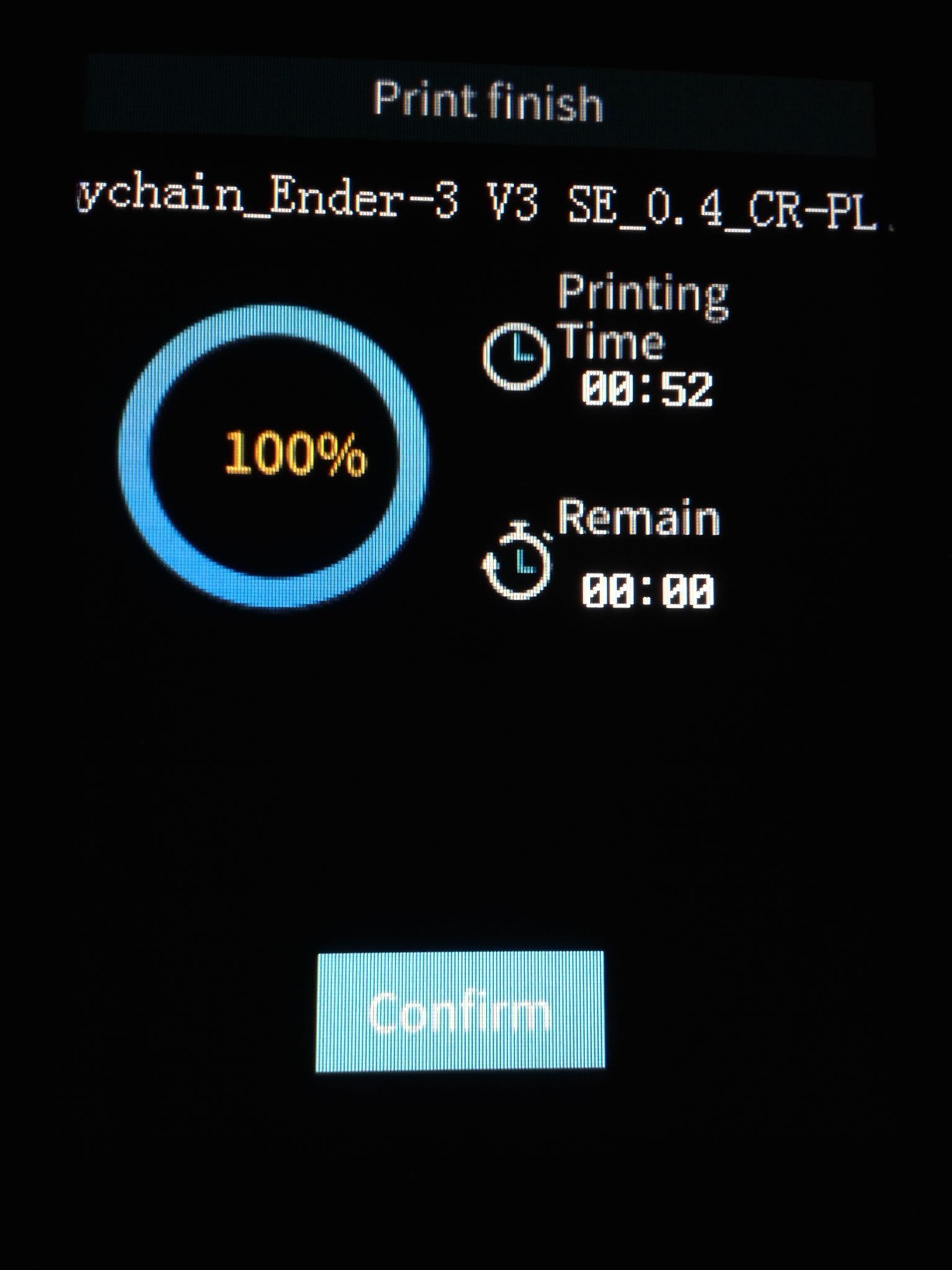
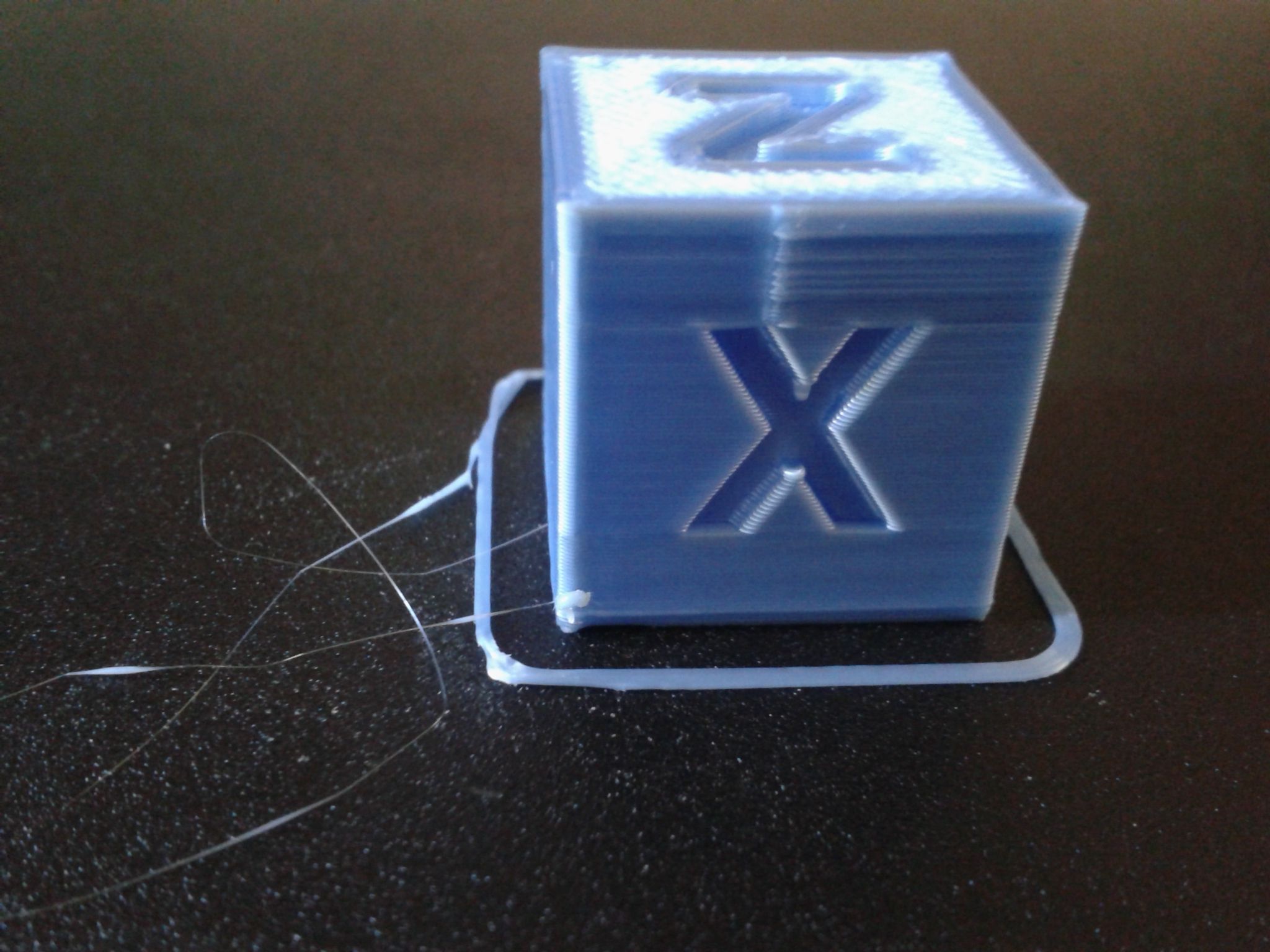
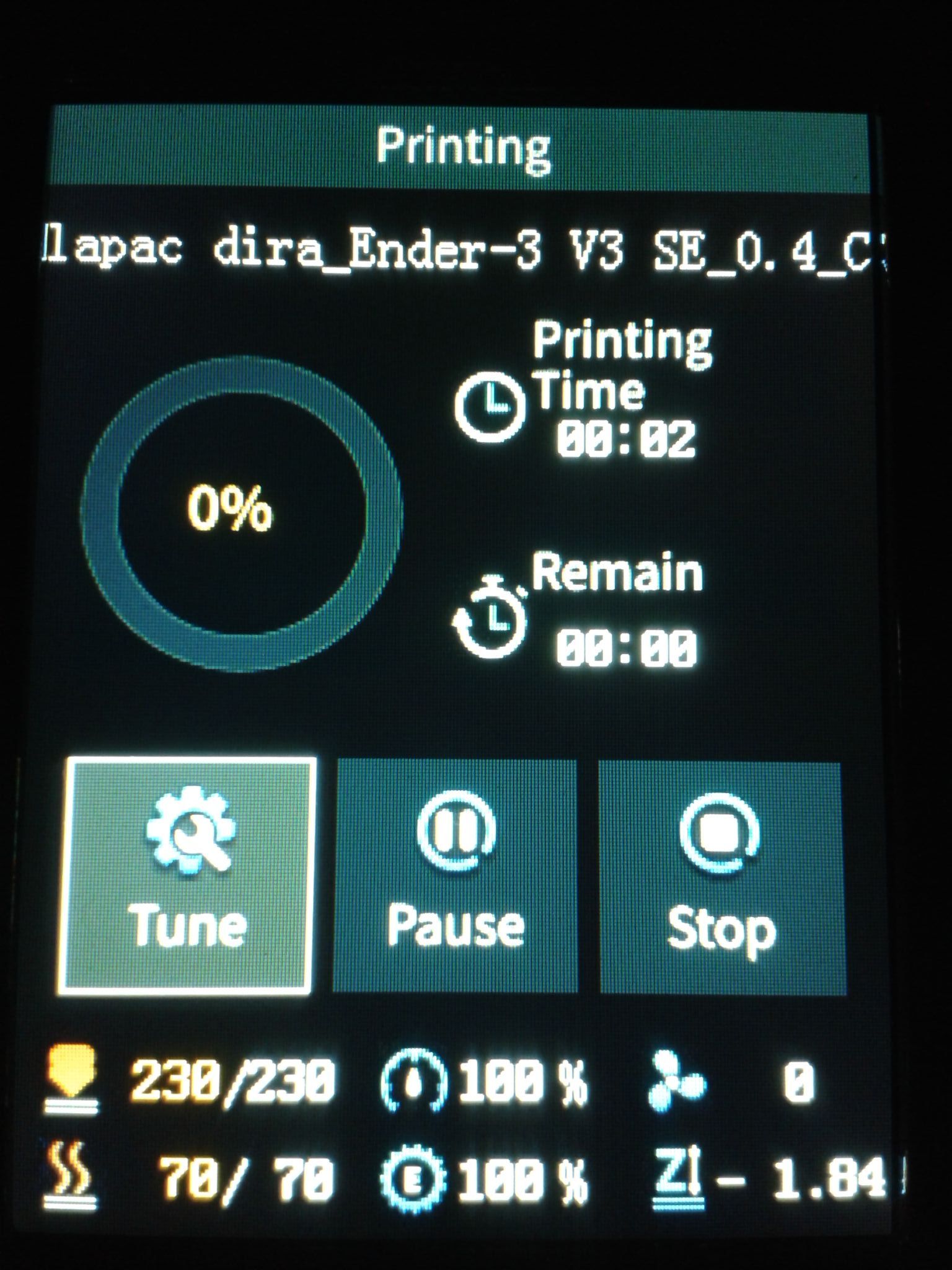
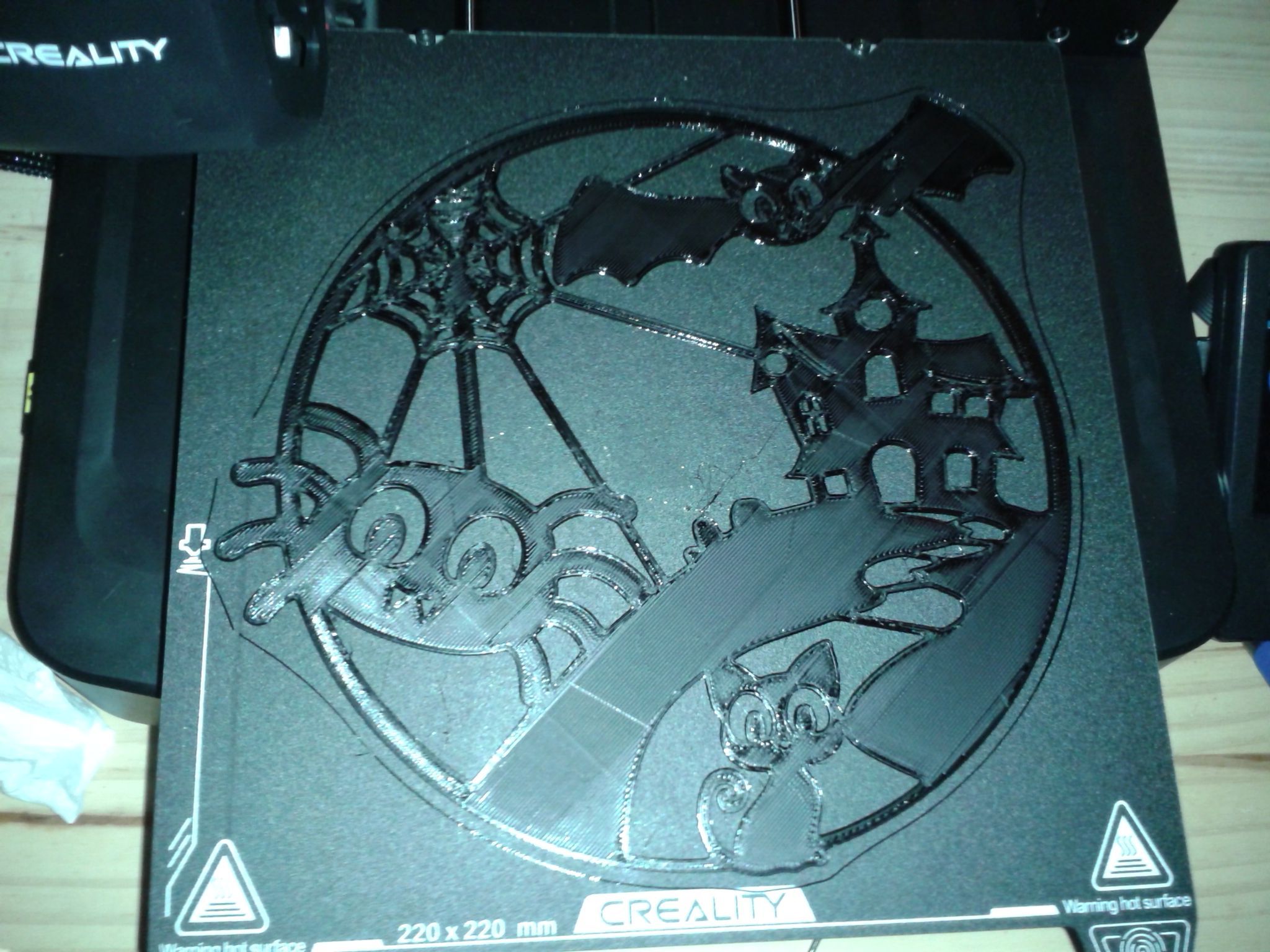
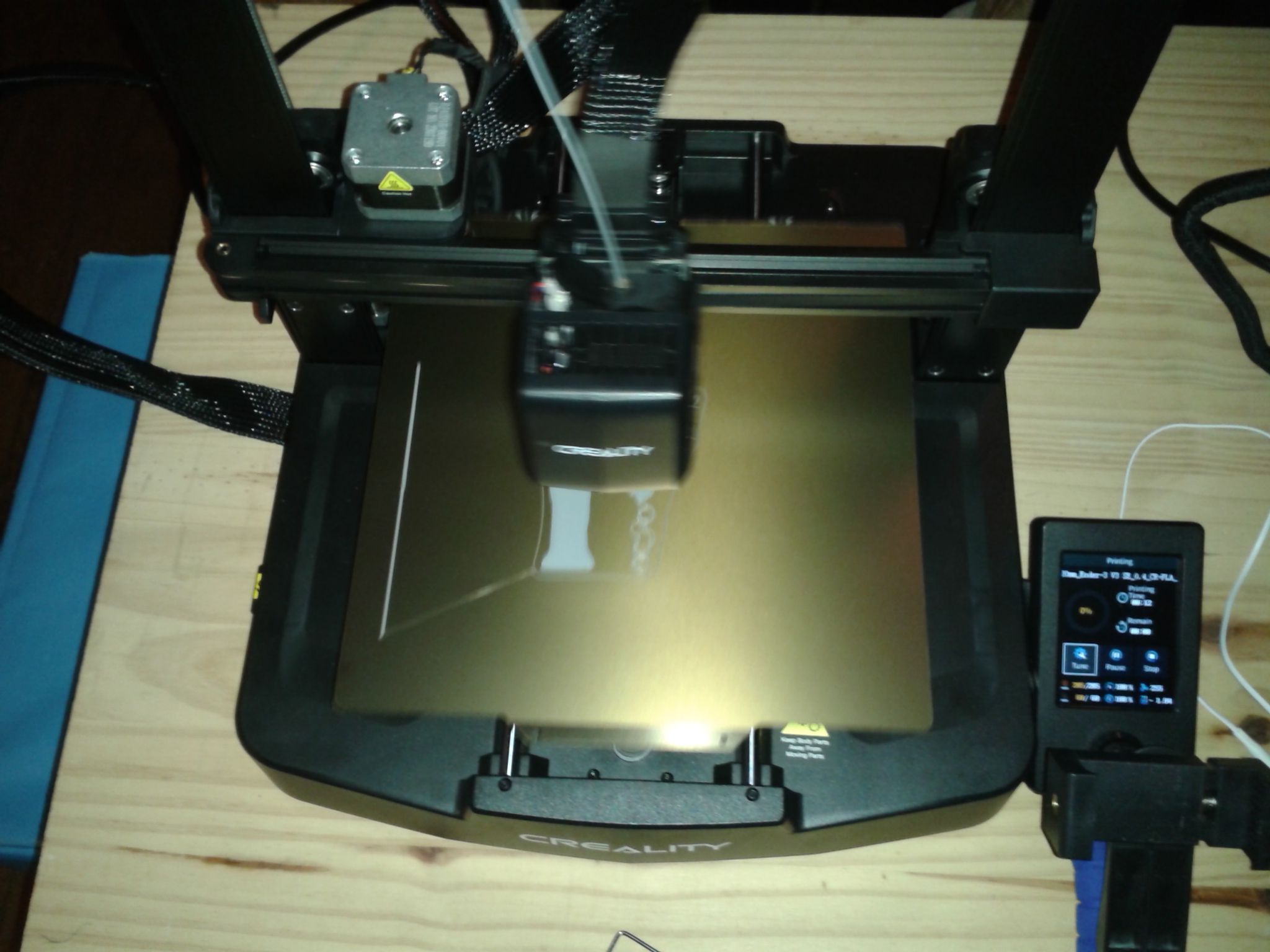
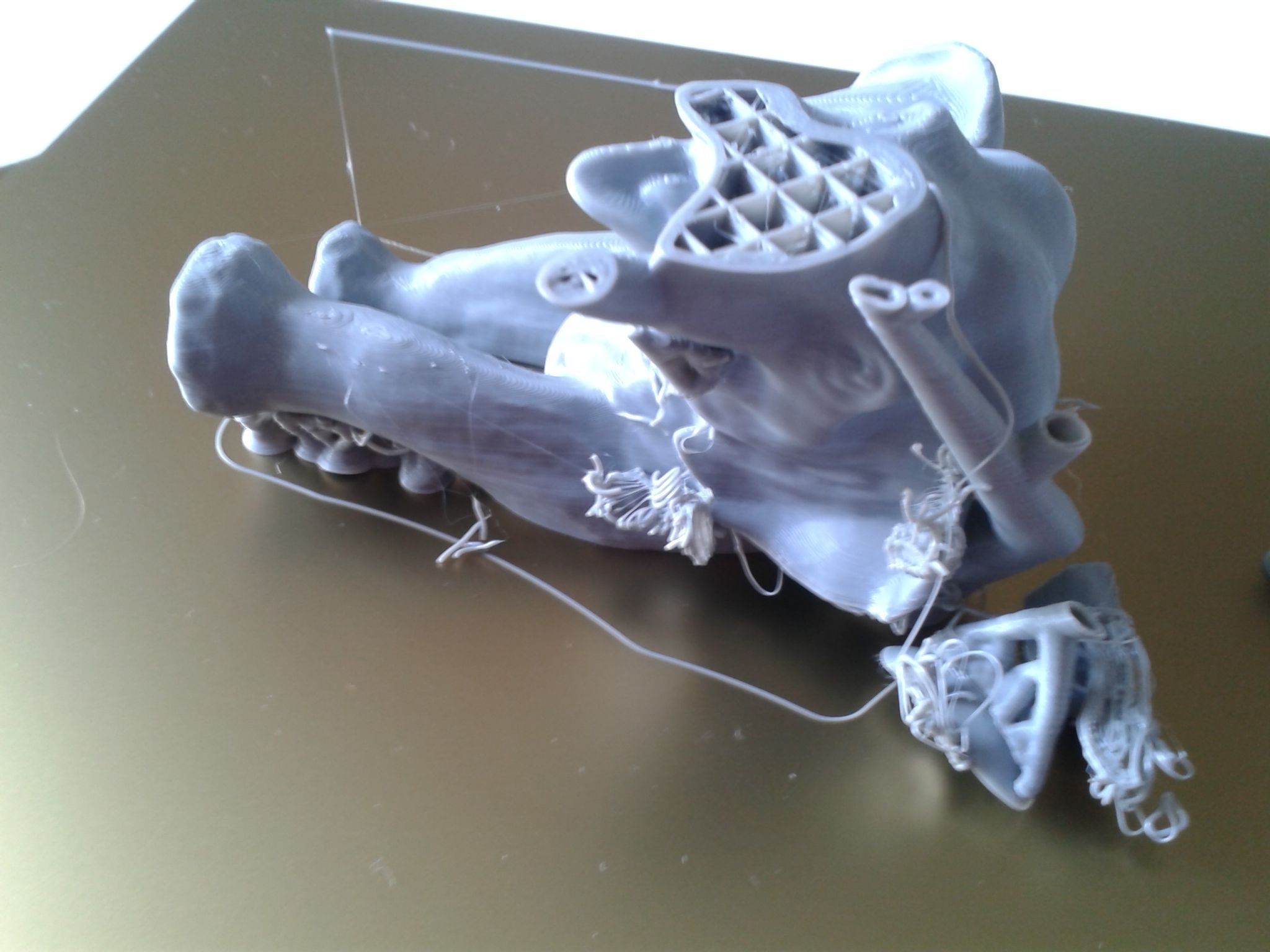
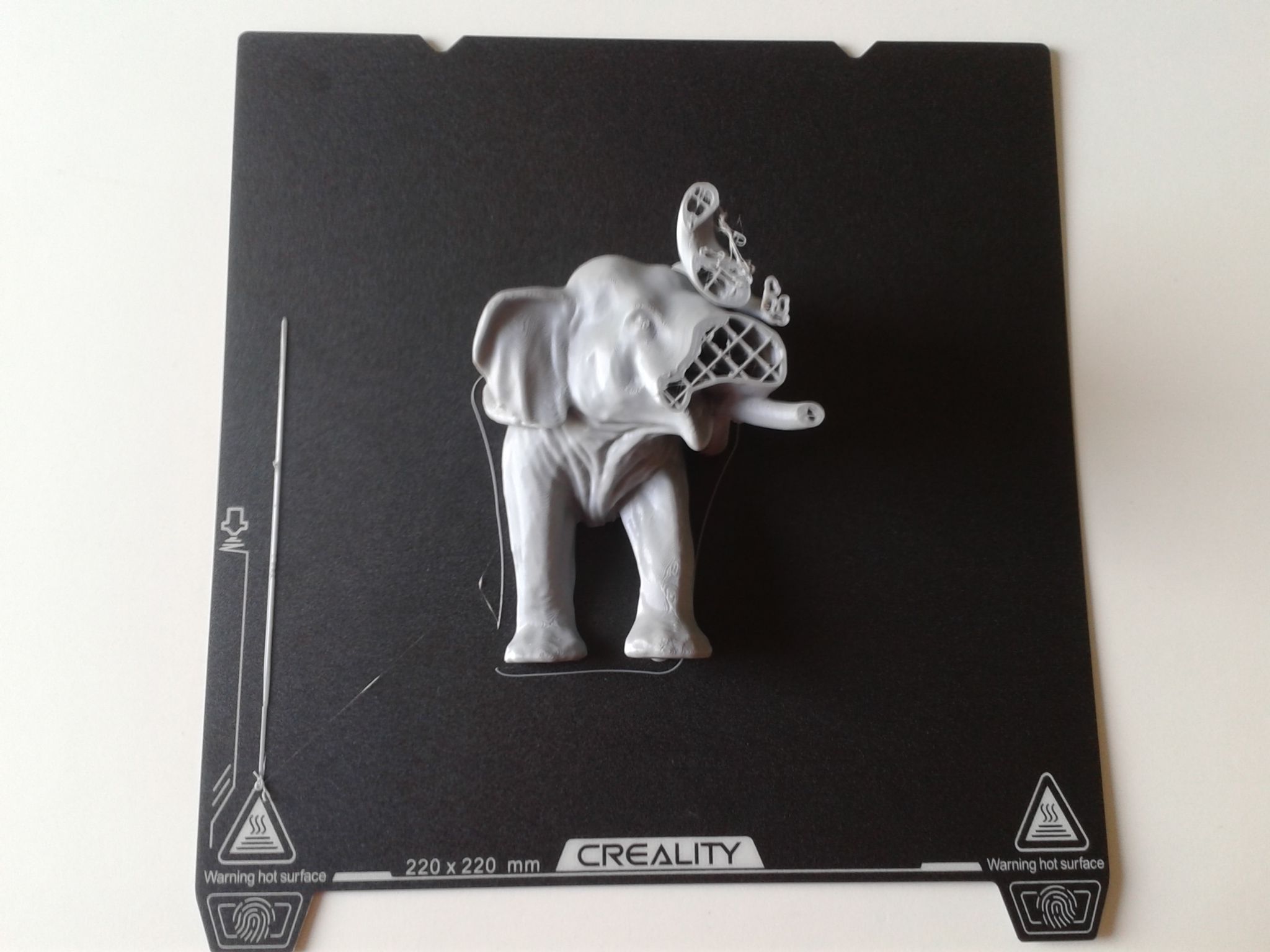
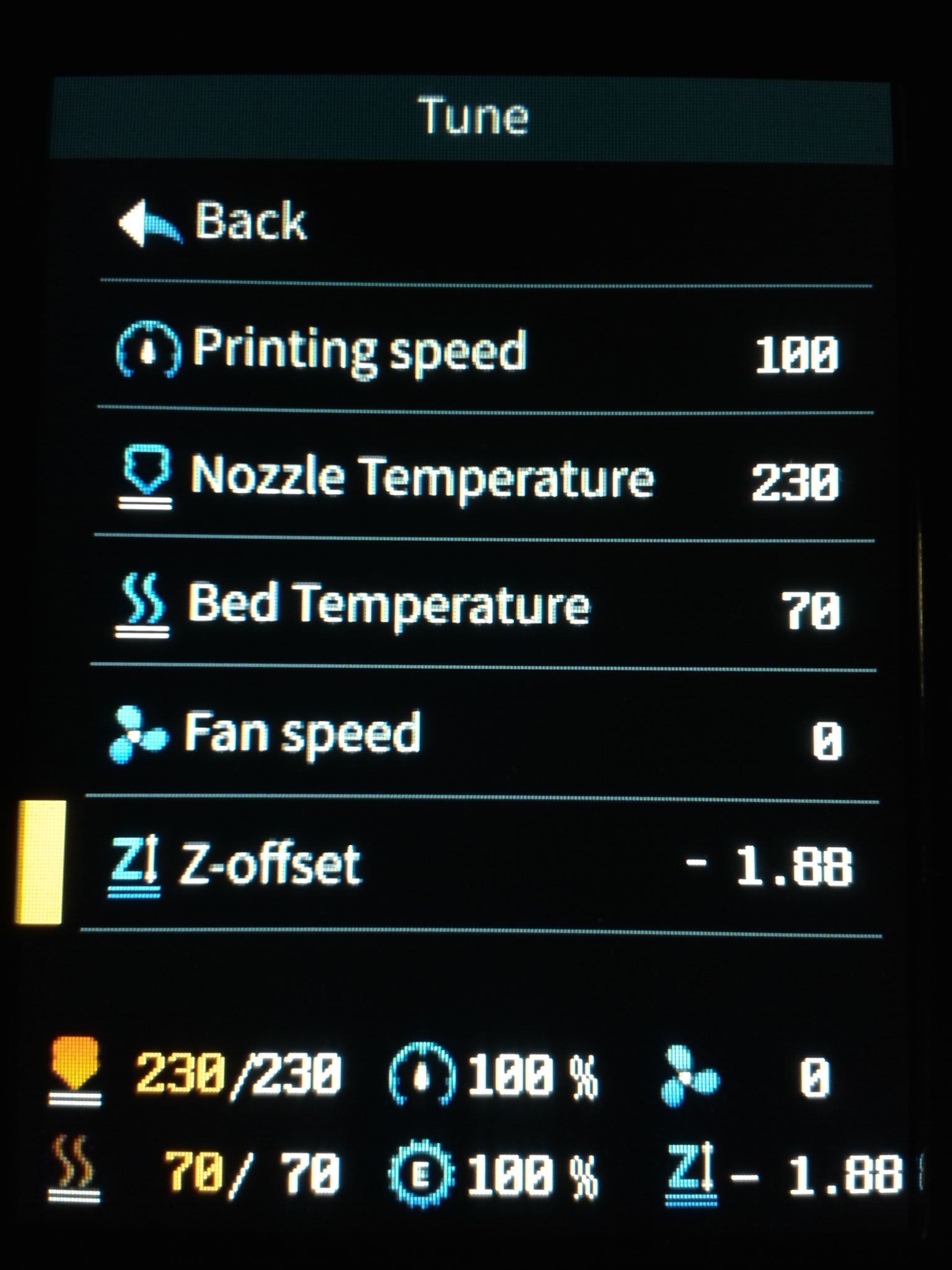
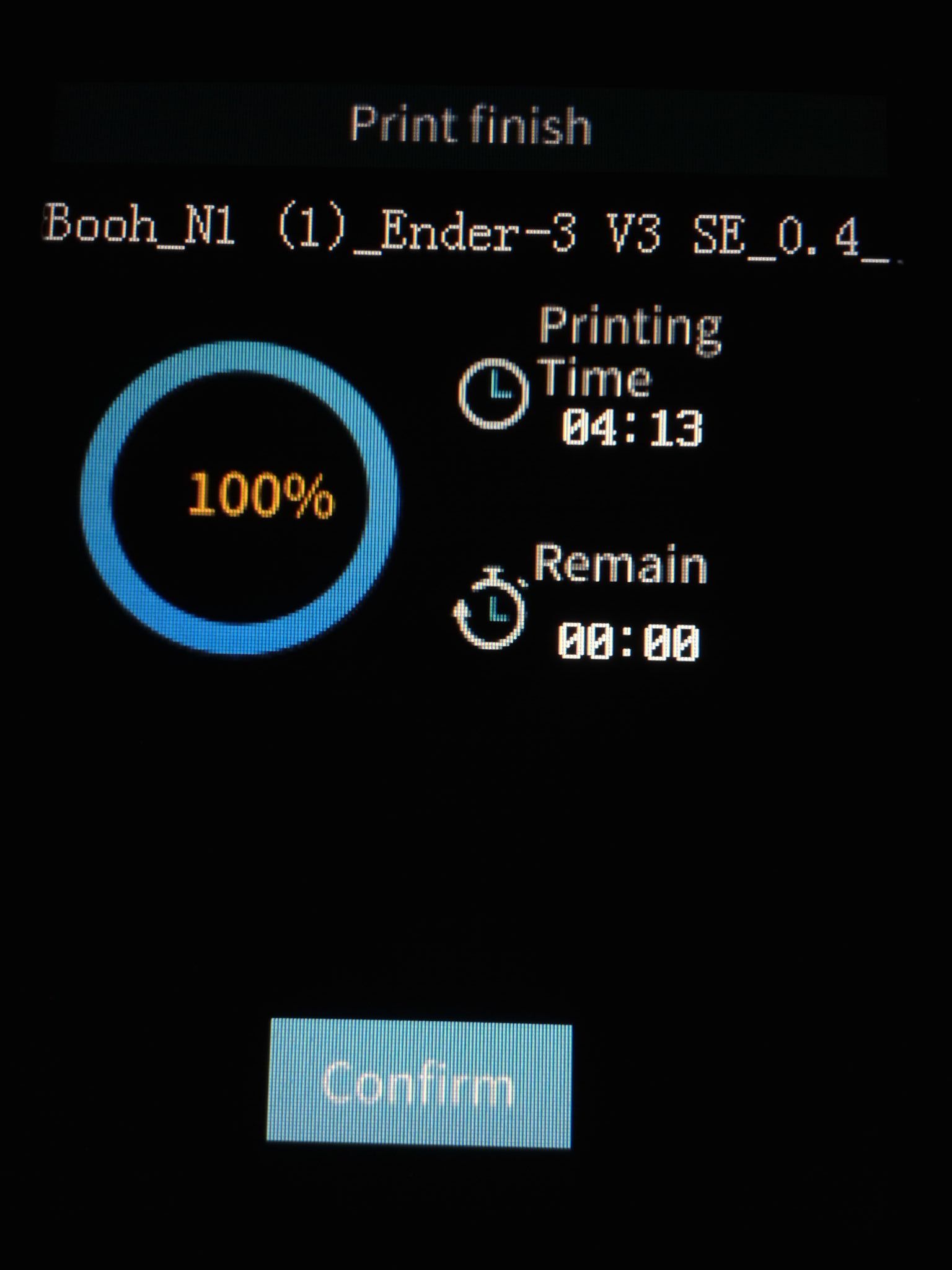
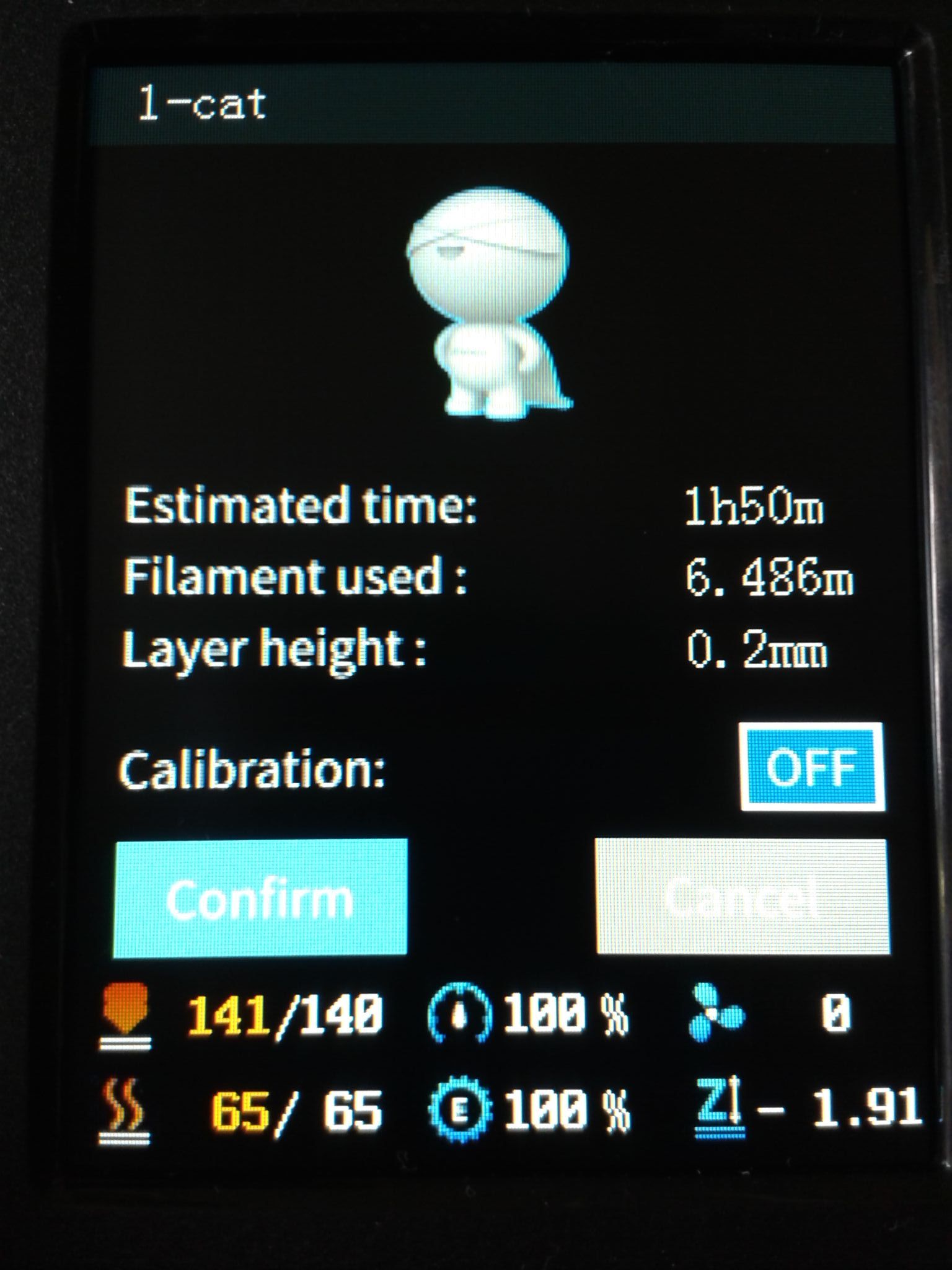
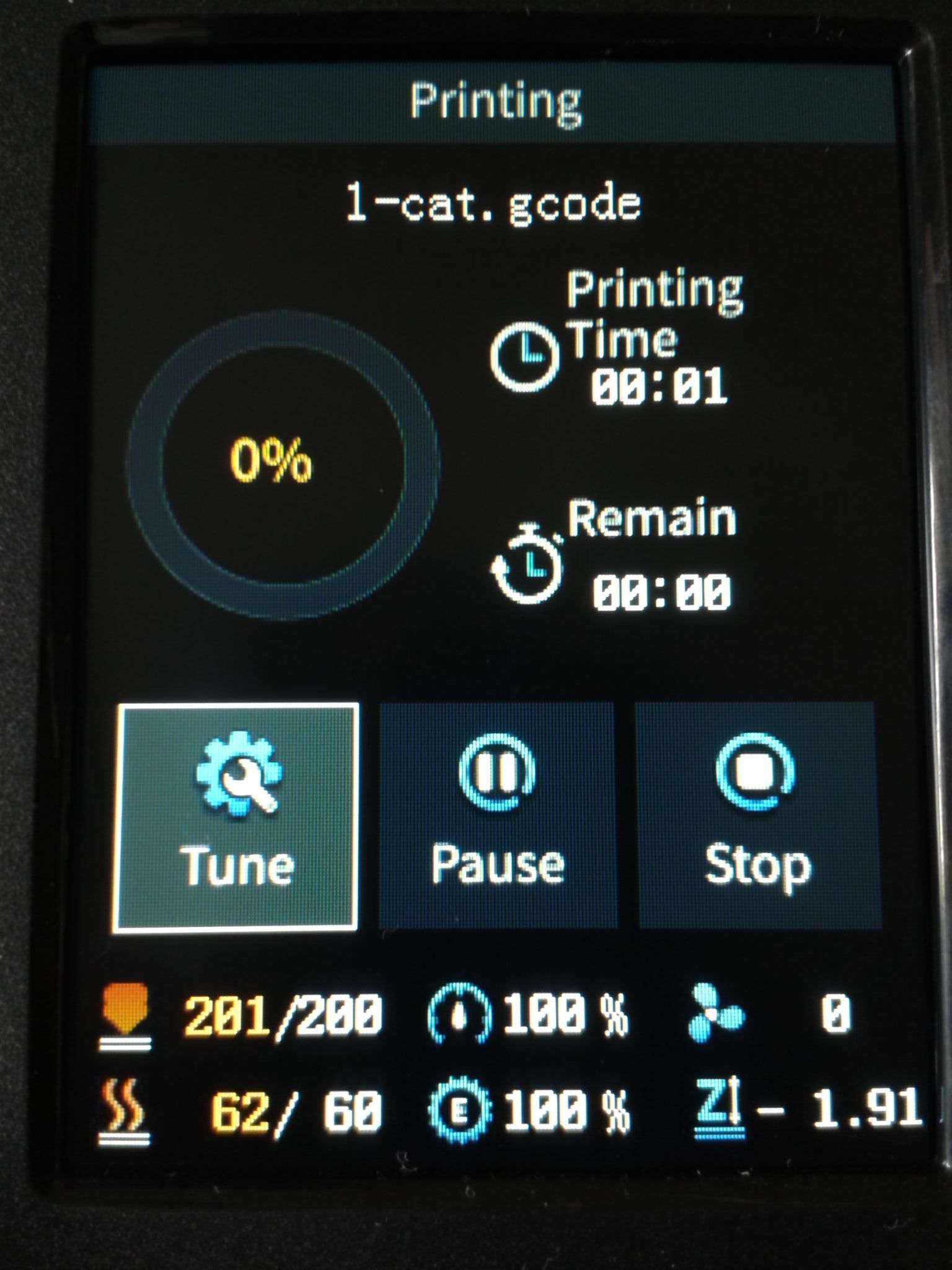
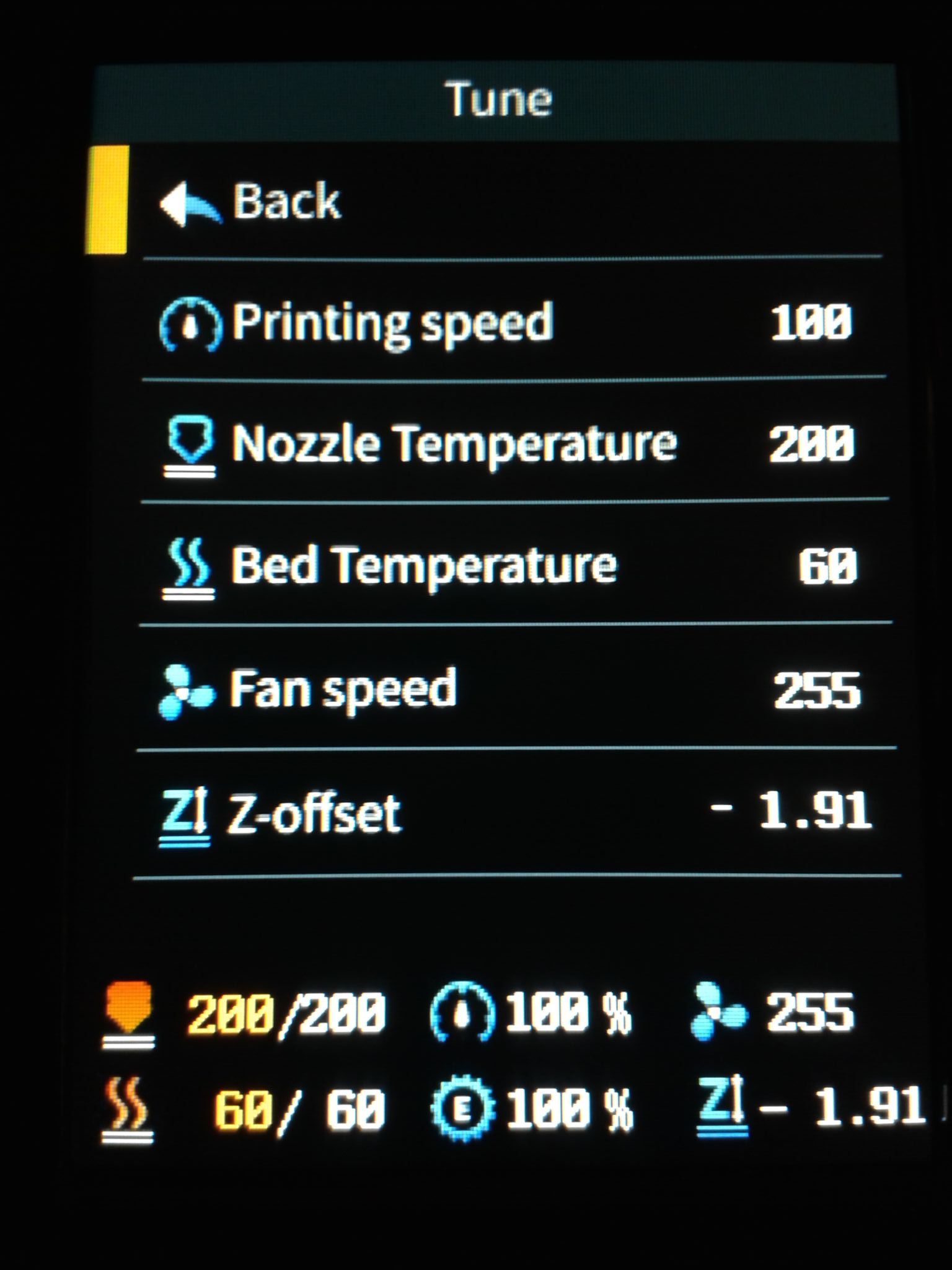
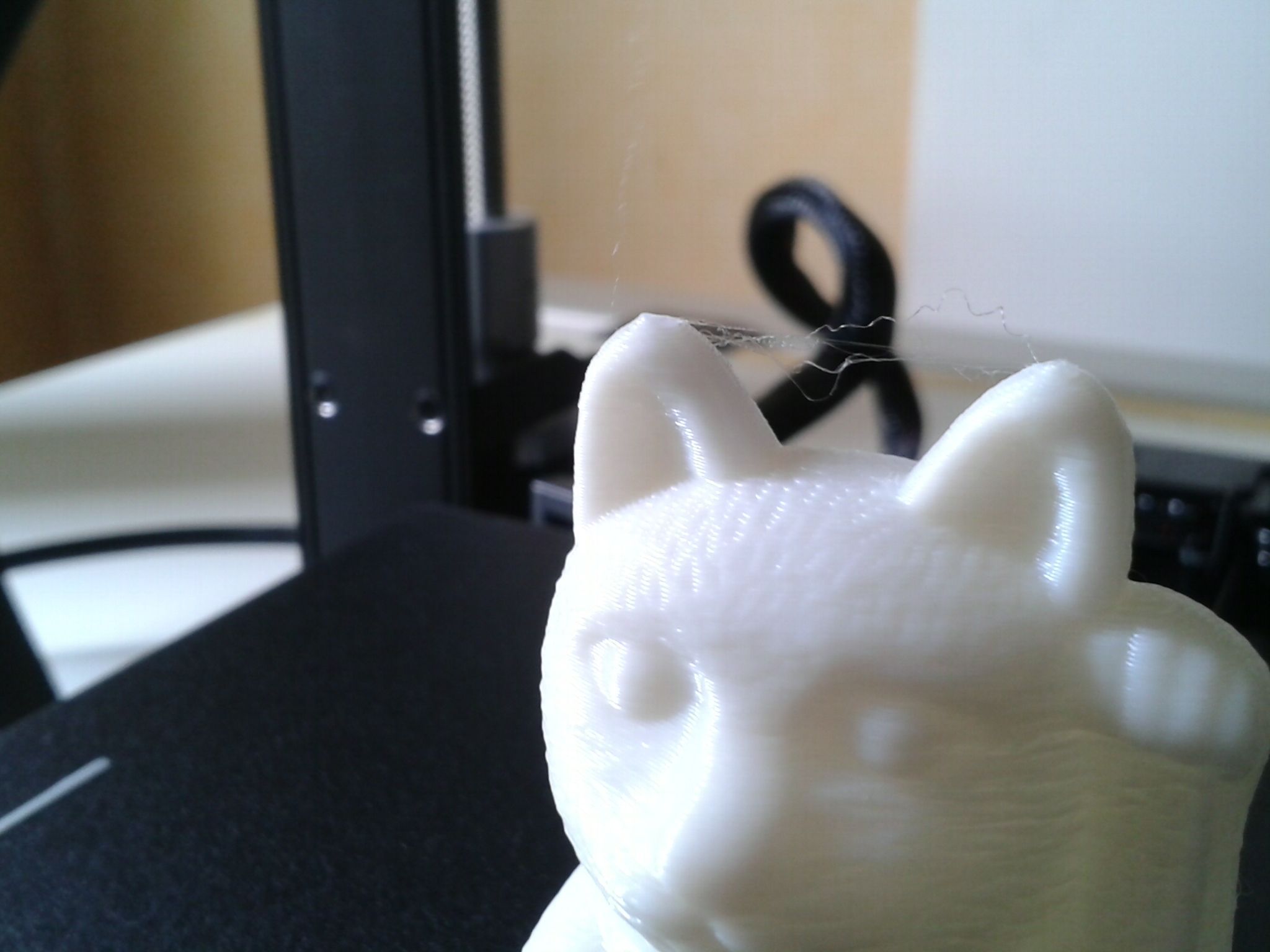
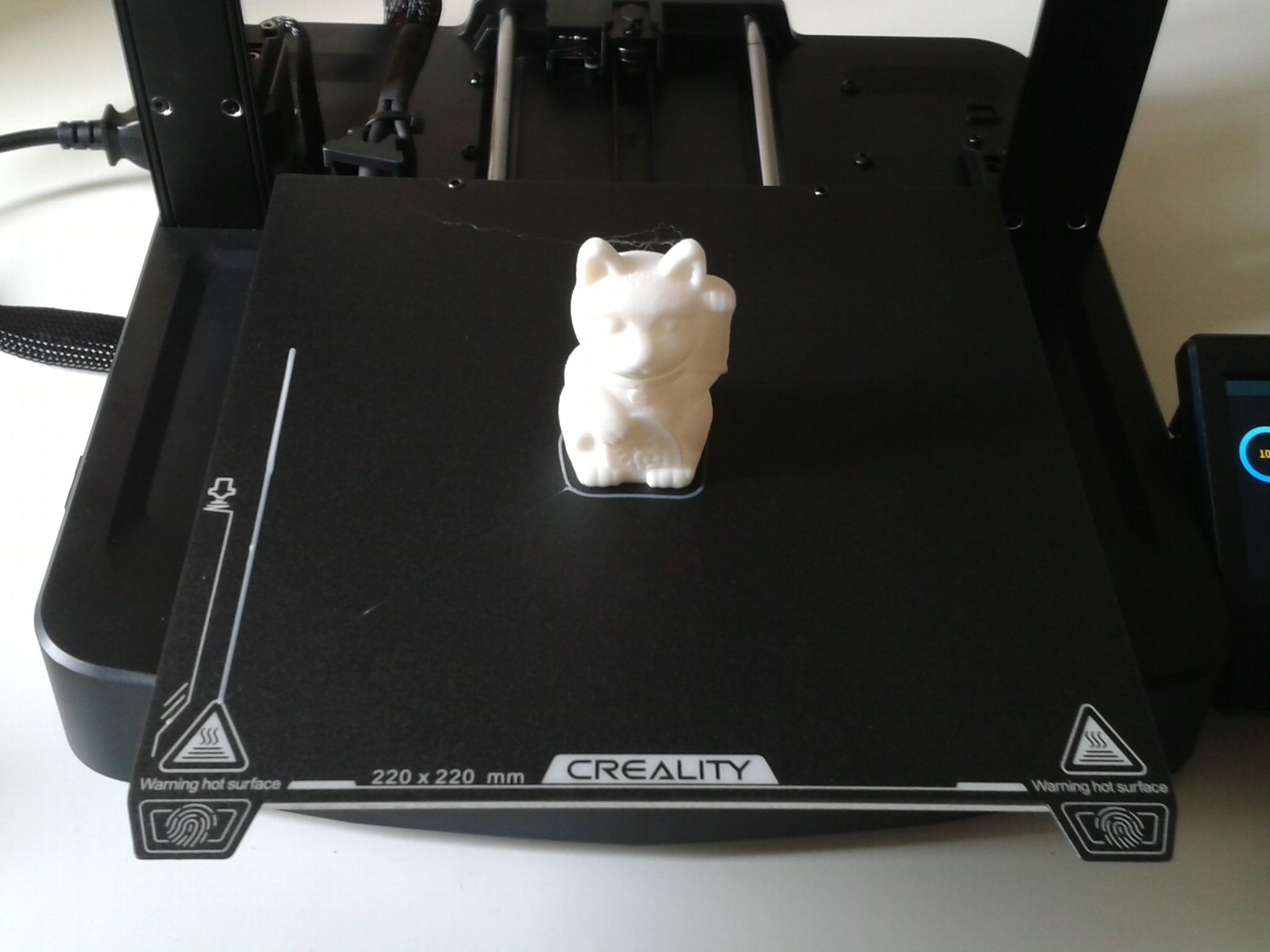
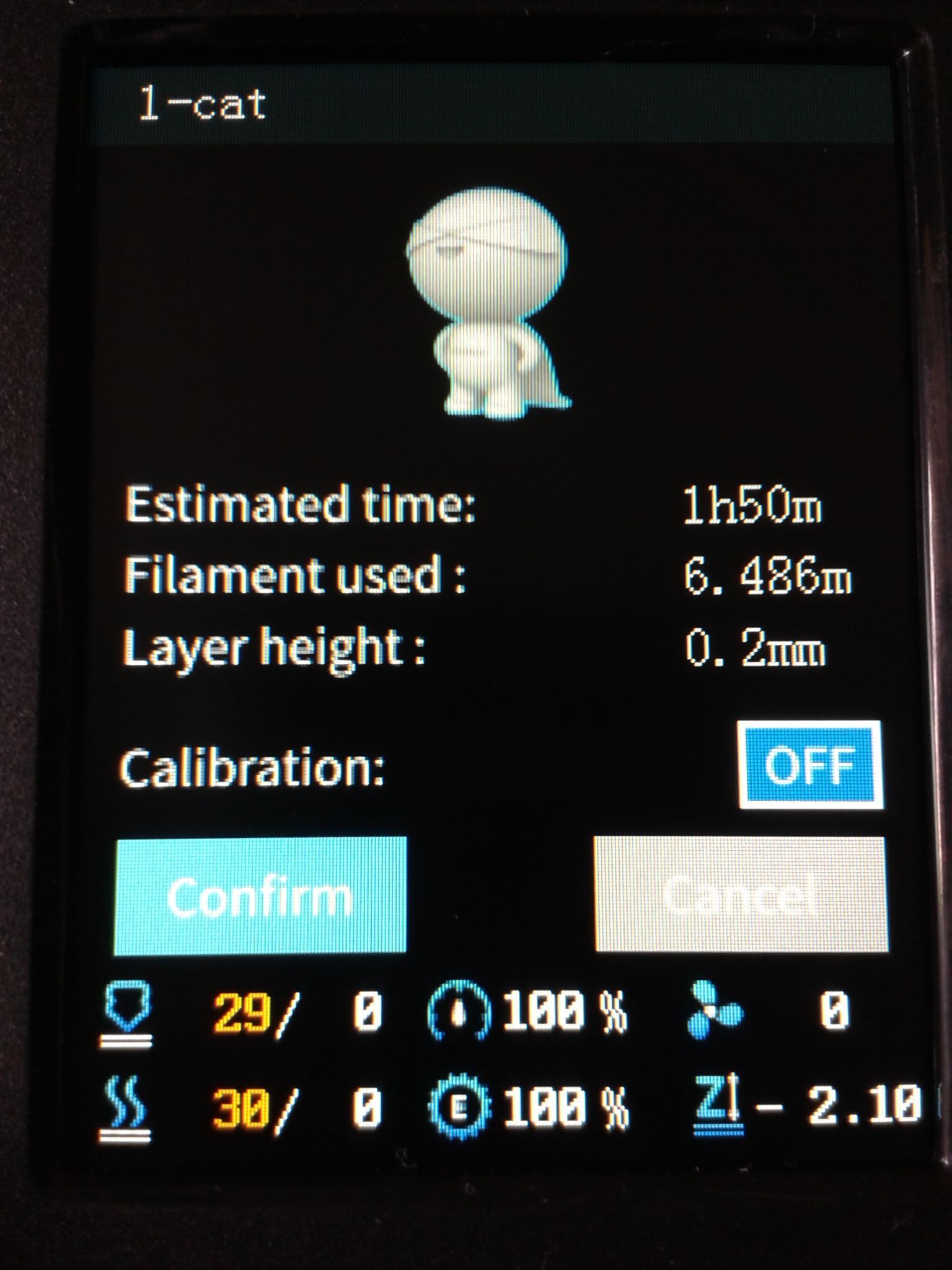
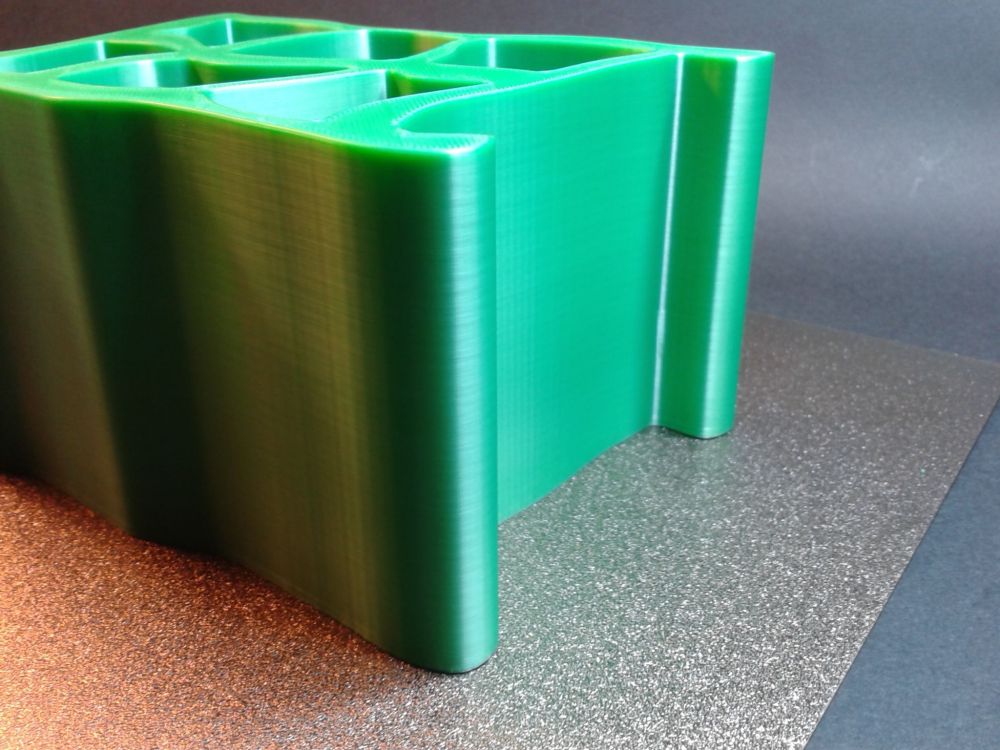
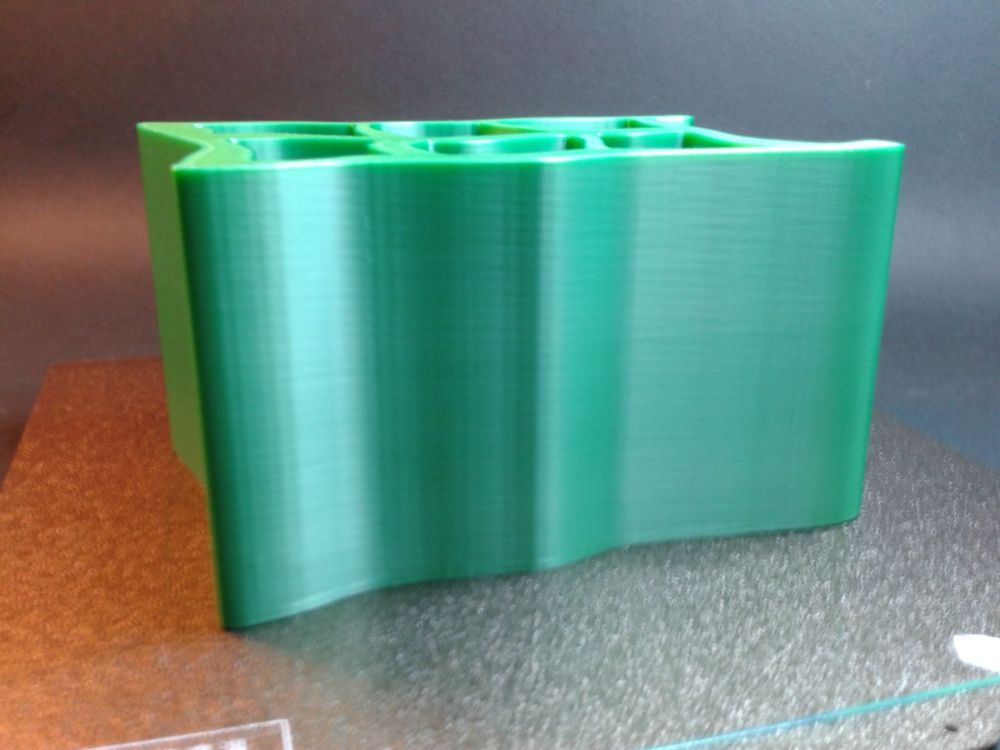
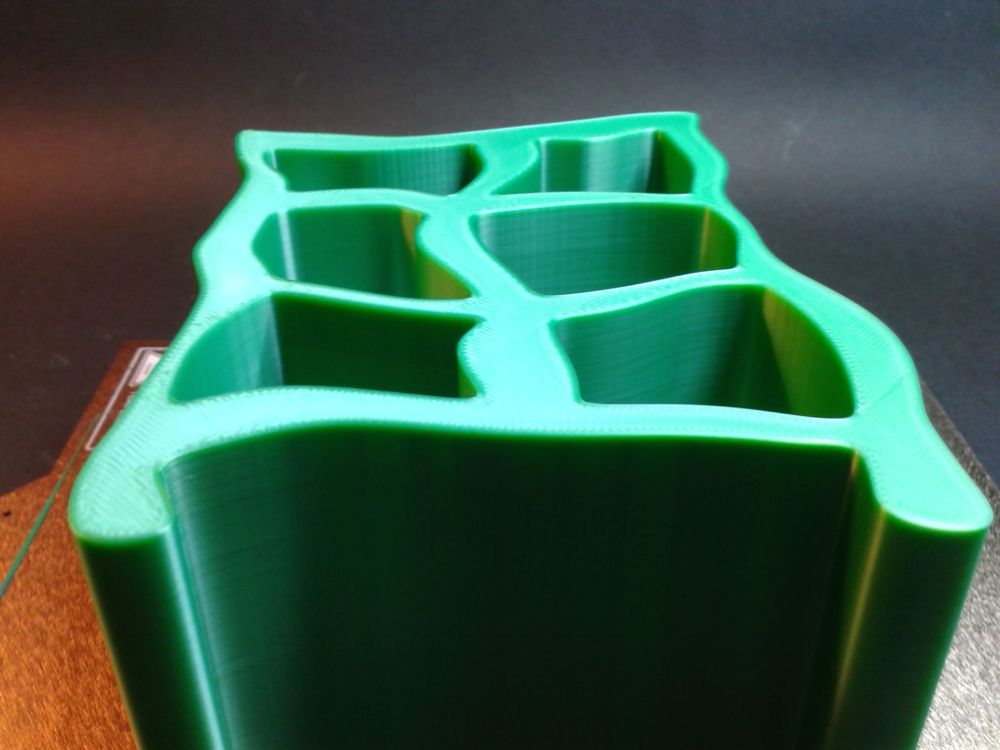
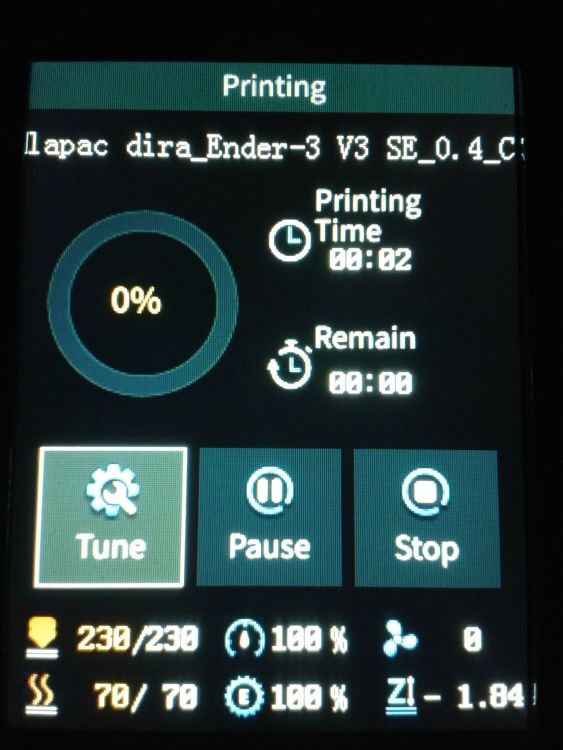
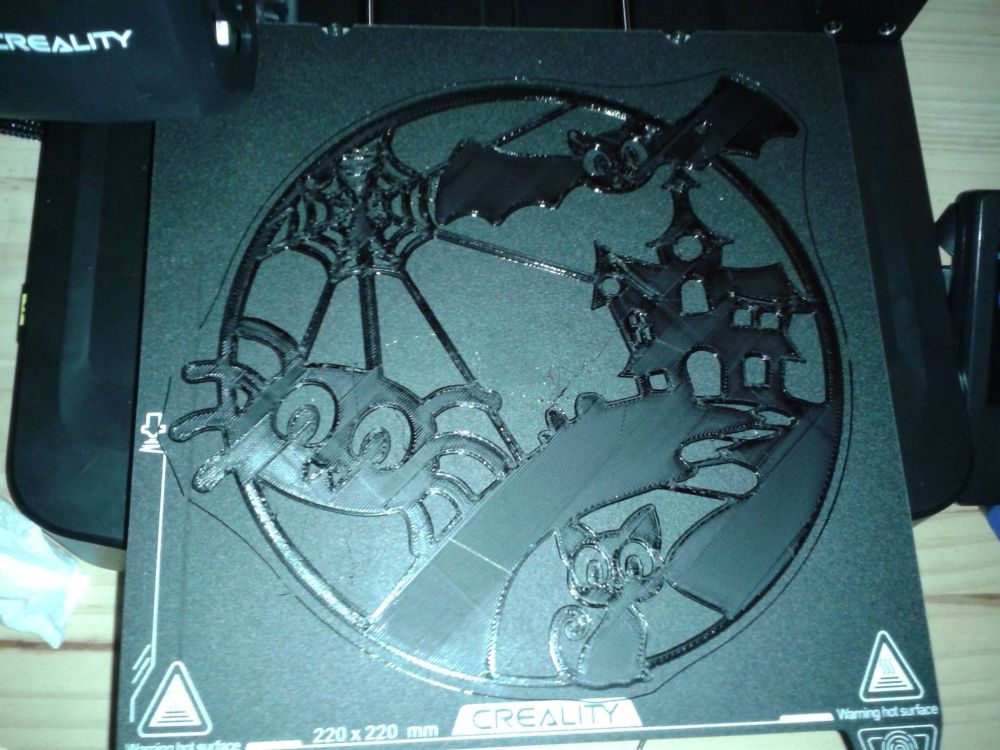
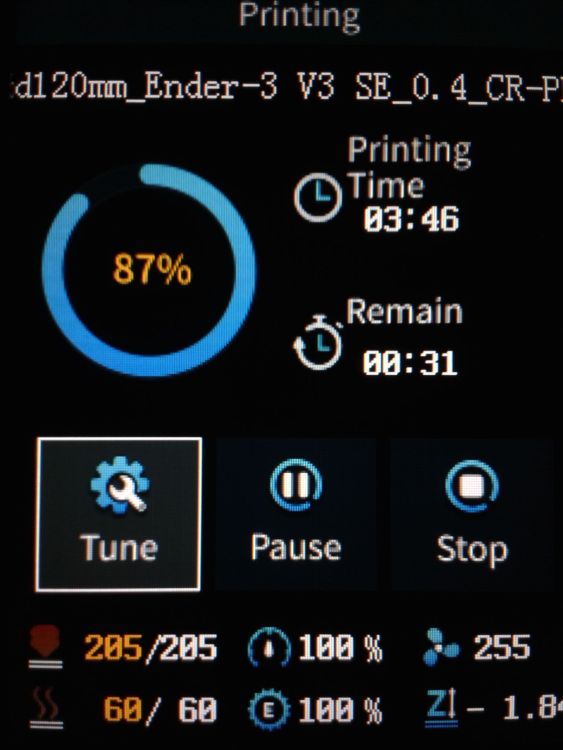
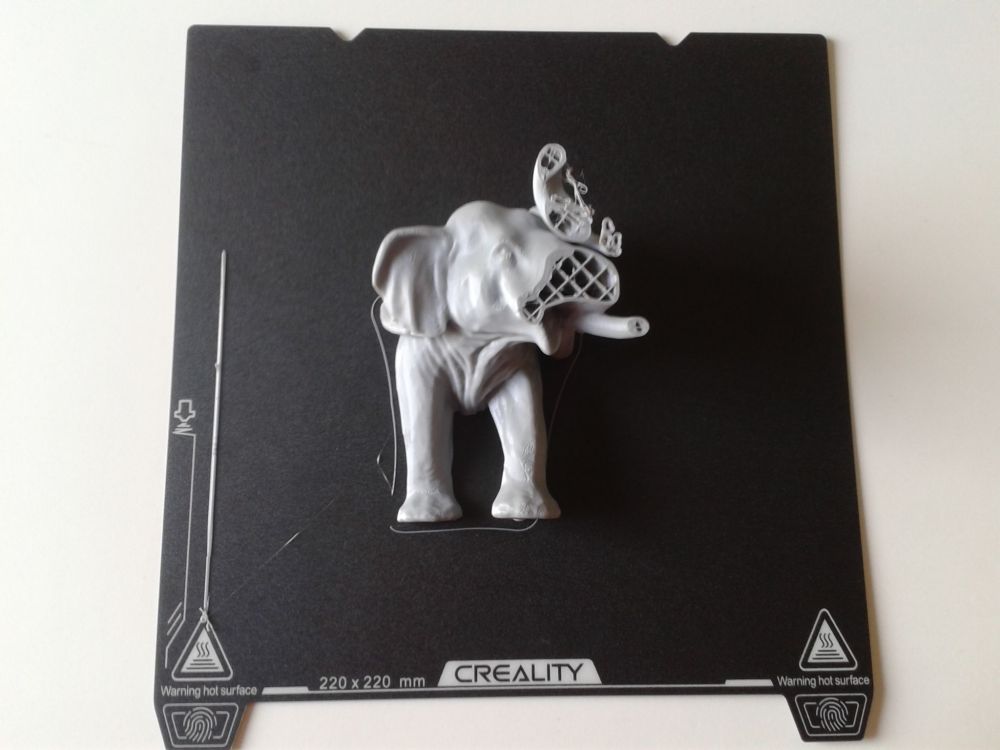
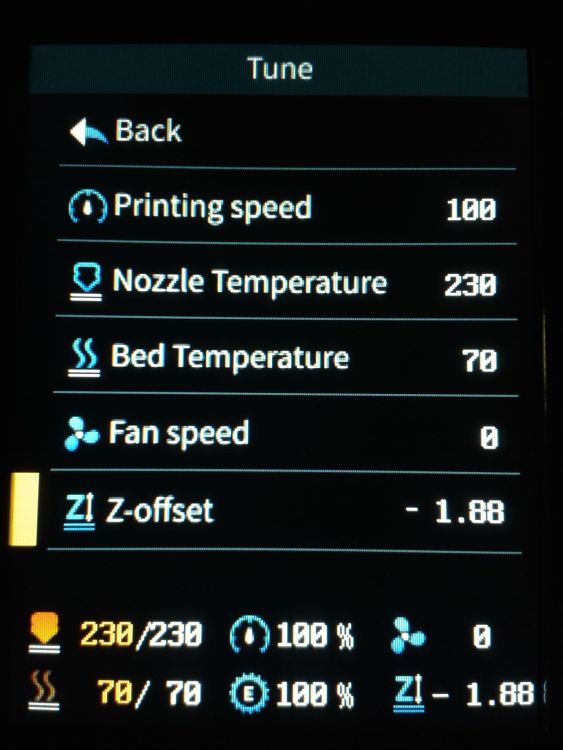
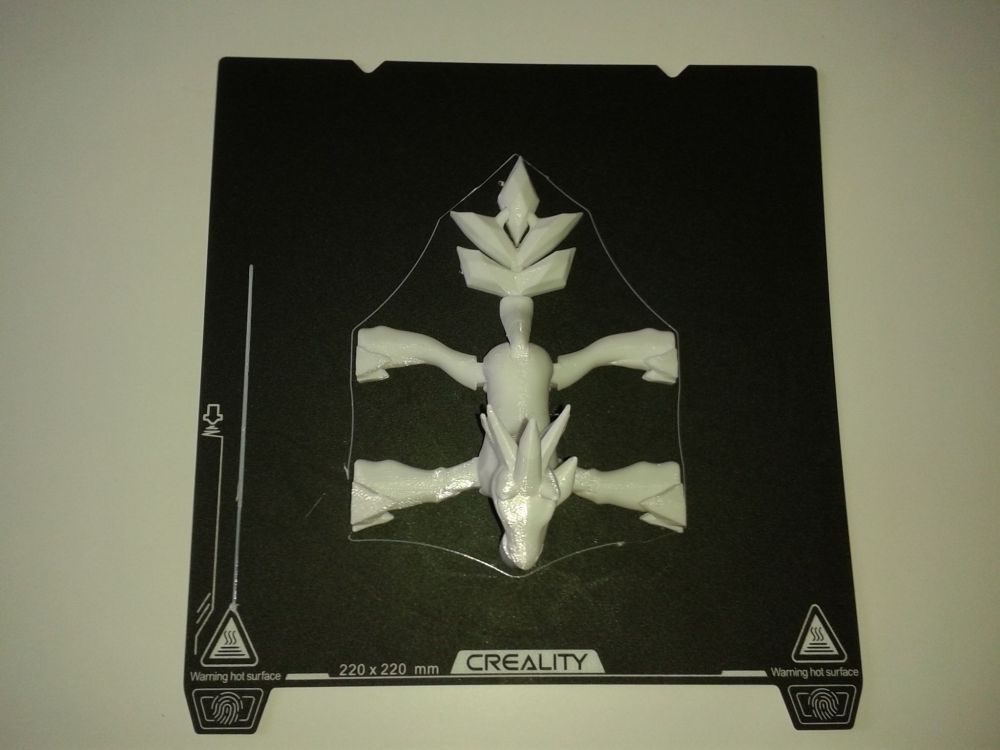
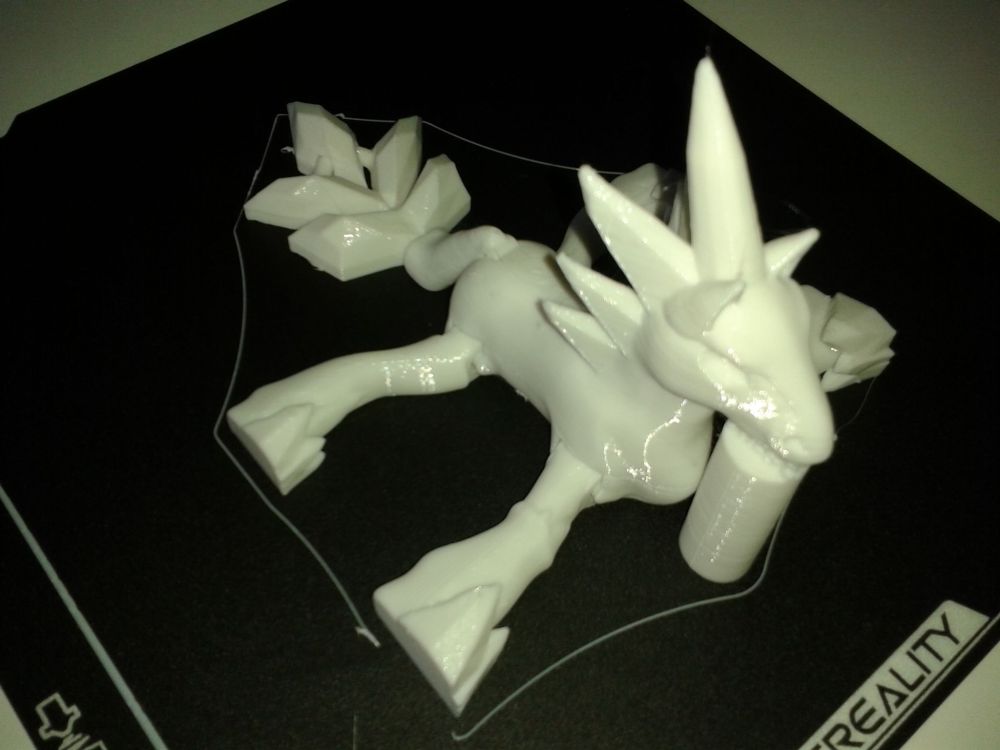
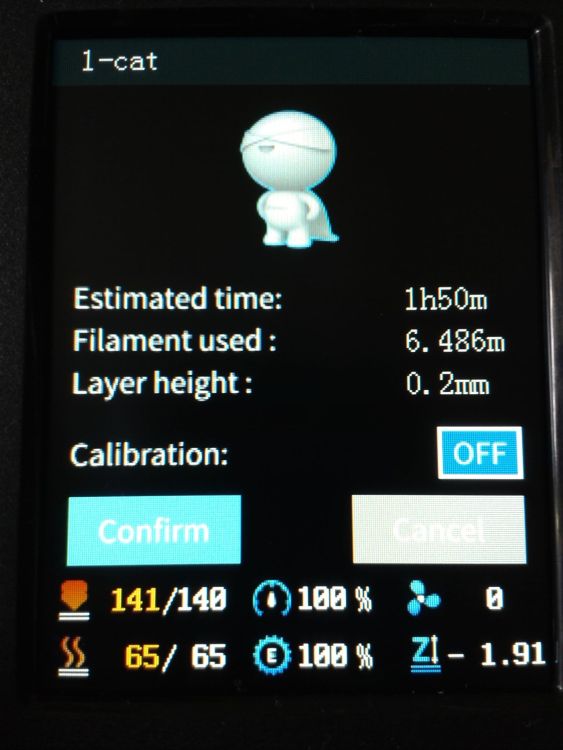
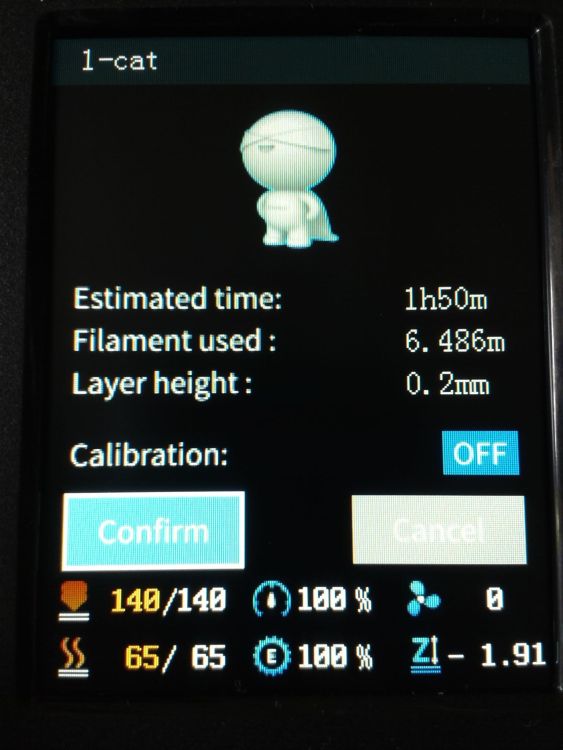
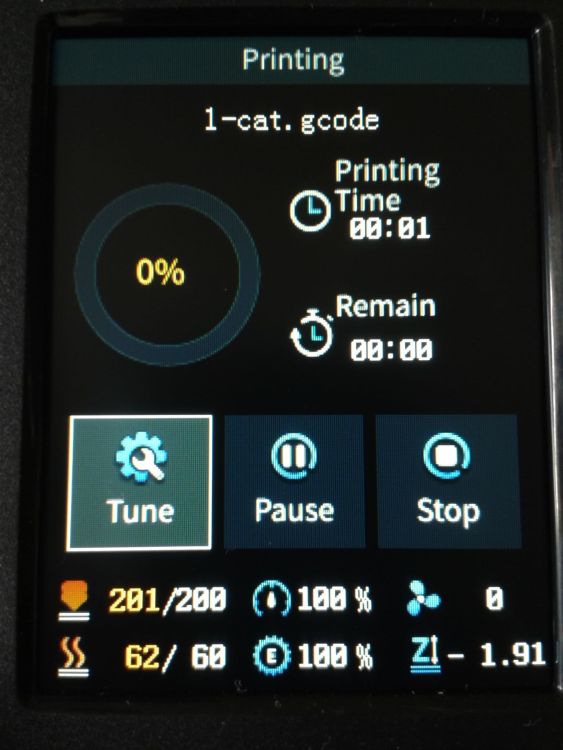
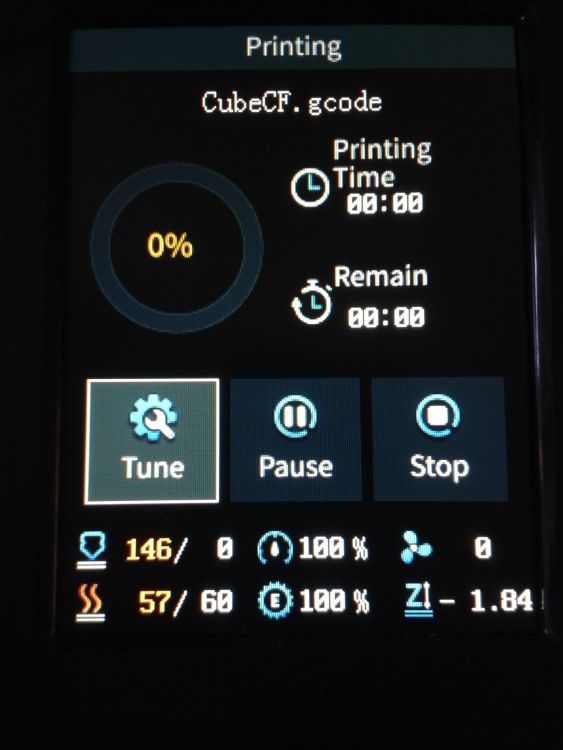
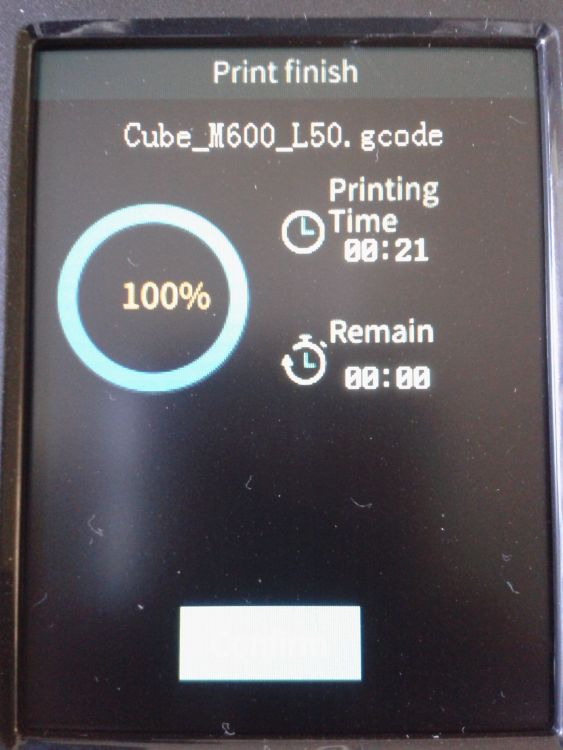
Impressions du fichier présent sur la carte SD fournie 1-cat.gcode extrait du début du fichier ( A FAIRE : résumés des paramètres d'impression ) Un petit tour dans le sous-menu "Tune" sans rien y changer mais juste pour regarder Et la fin de l'impression En fin d'impression, il y a un Home X et Y, puis avancé du plateau au maximum de l'axe Y, pour présenter l'impression. Le résultat me semble très bon pour une première impression sur une machine fraîchement montée, la jupe semble parfaitement écrasée sur le plateau (les trait sont bien jointifs) ... Lors de l'impression, l'imprimante fait des mouvements plutôt rapides et il faut préférer une table bien robuste et stable pour éviter que cela ne secoue trop. (Ressenti personnel qu'il me faudrait justifier avec des relevés d'un outil de mesure du volume sonore que je n'ai pas. ) Les déplacements sont silencieux quand exécutées à vitesse lente, mais a vite rapide les secousses se font entendre. L'extrudeur fait de petit "clac/clic" tout de même audible lors des rétractions rapides. Globalement elle me semble faire un peu plus de bruit que les dernières imprimantes de même volume d'impression que j'ai testée. Mais cela semble être le résultat de la vitesse des mouvements et d'impression plus rapide.
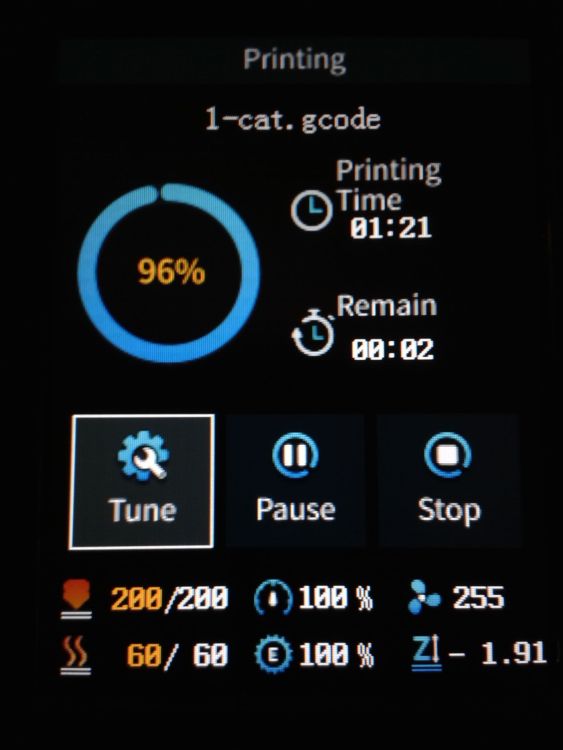


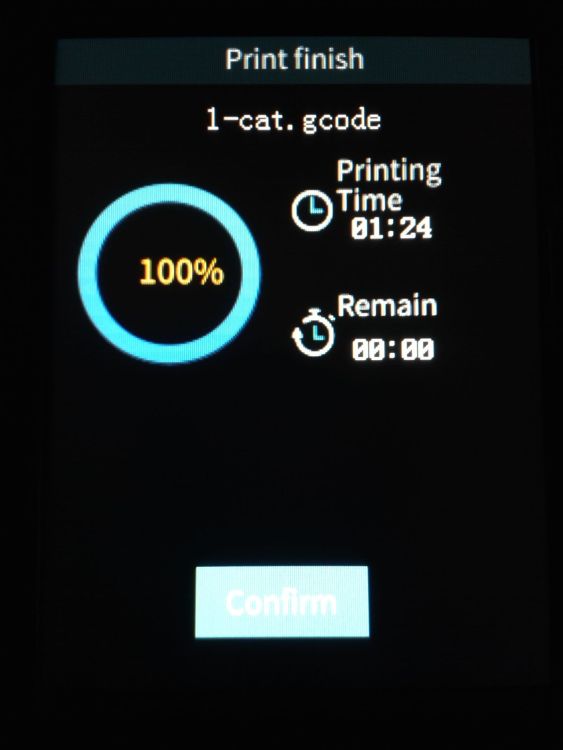




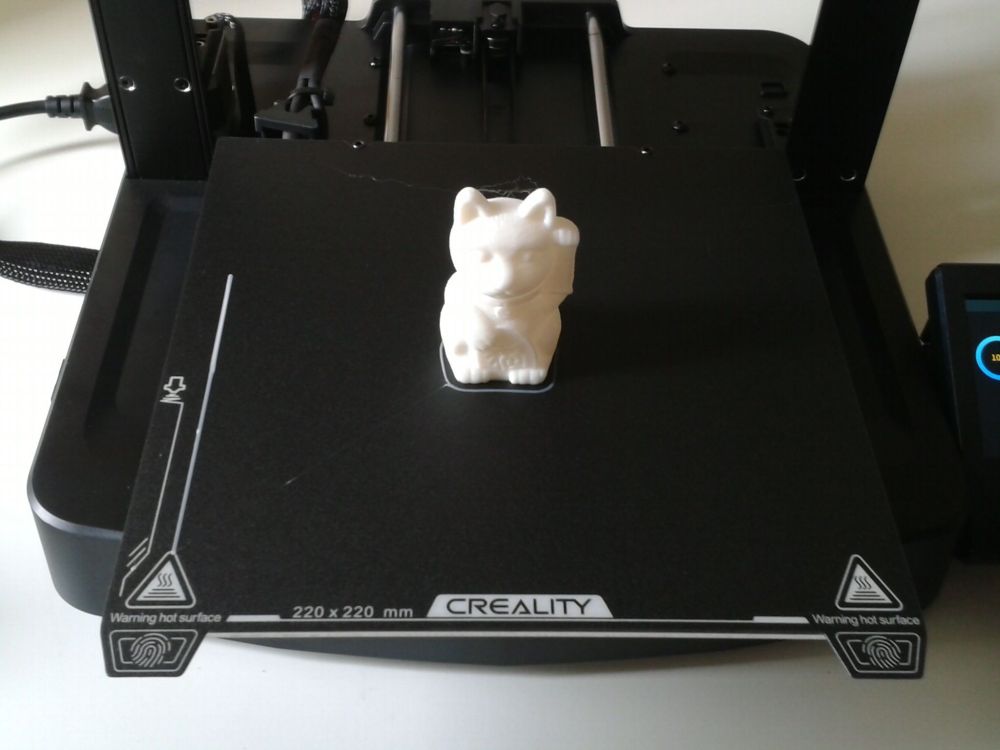 1 point
1 point -
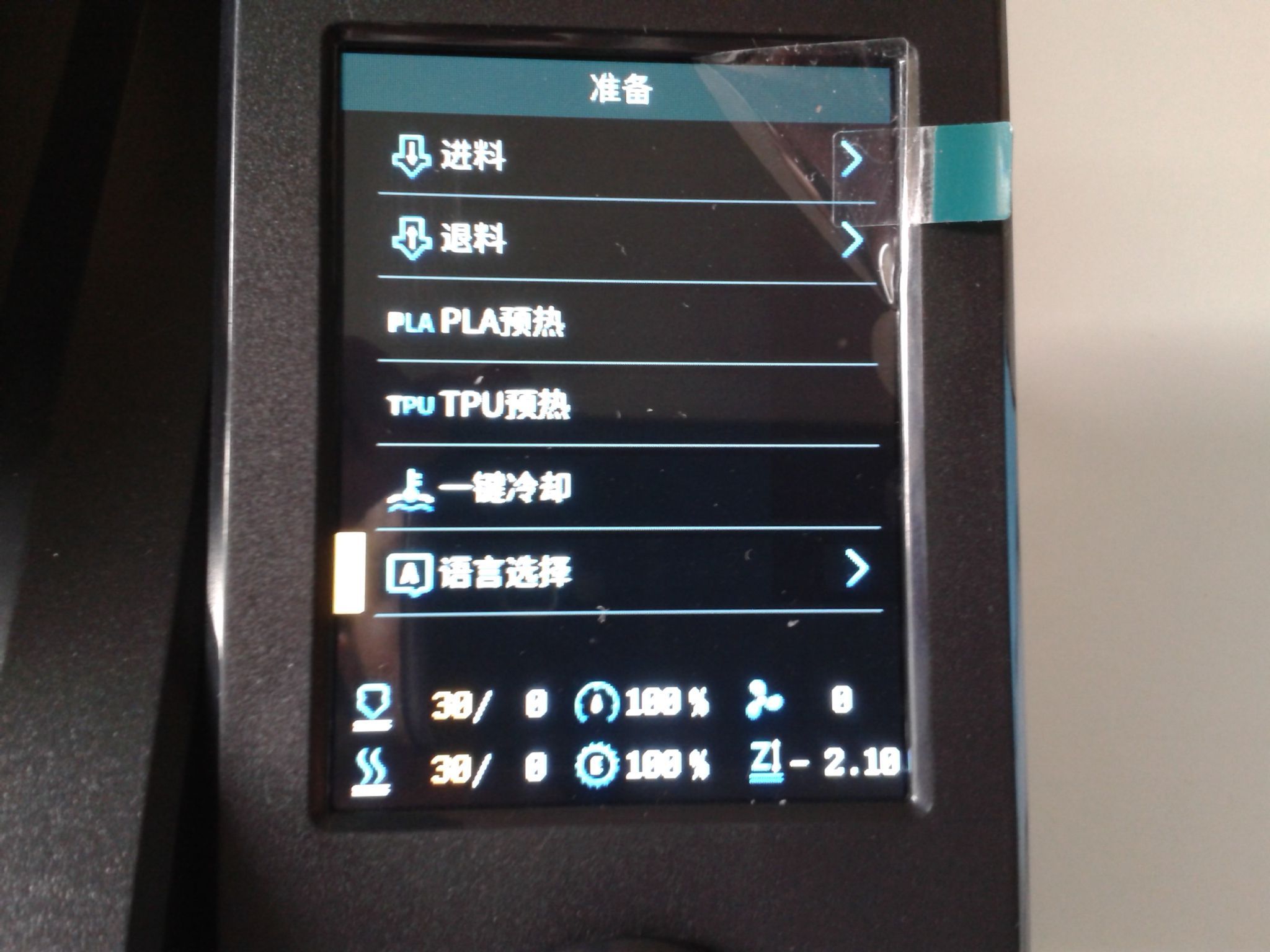
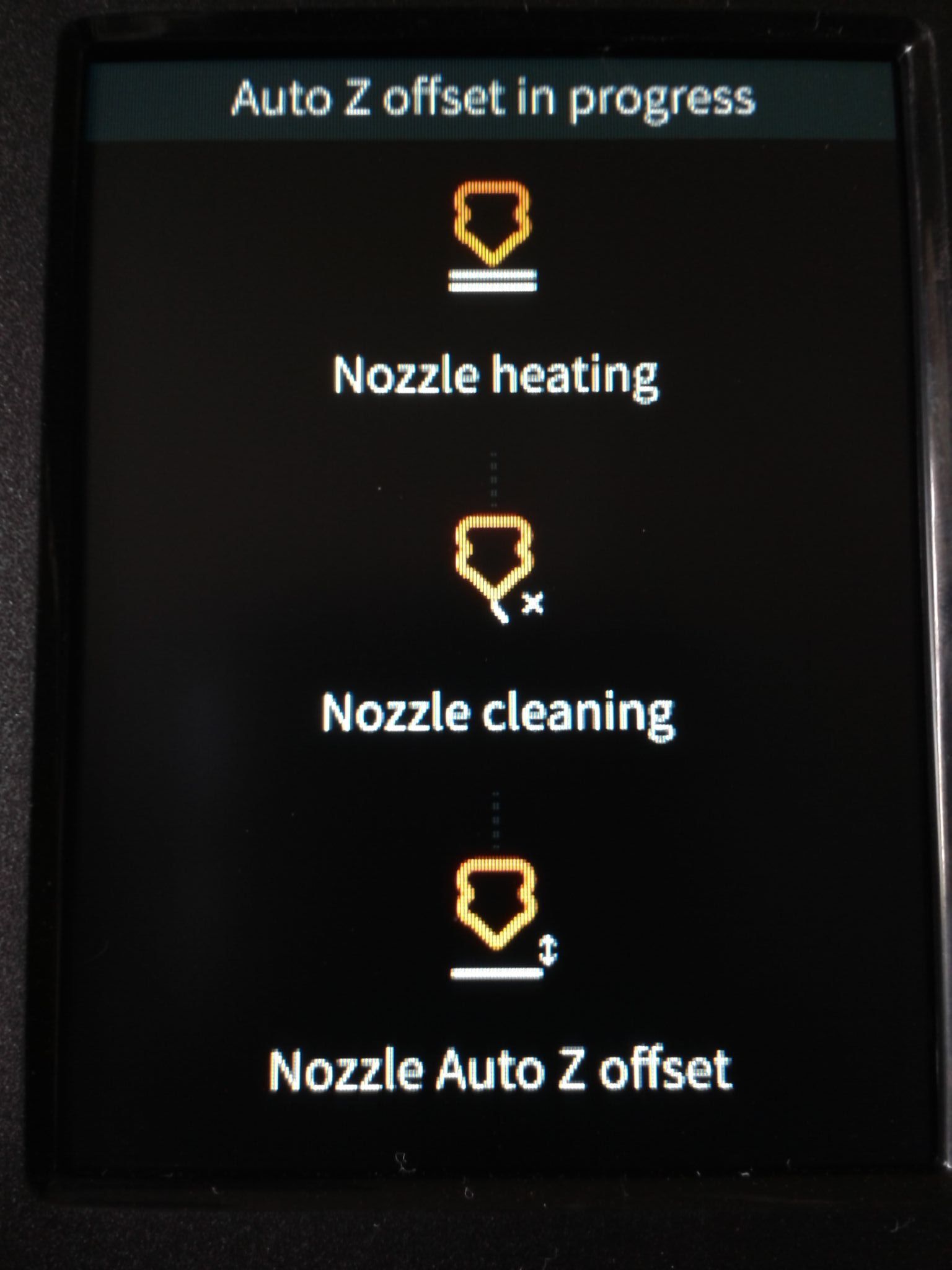
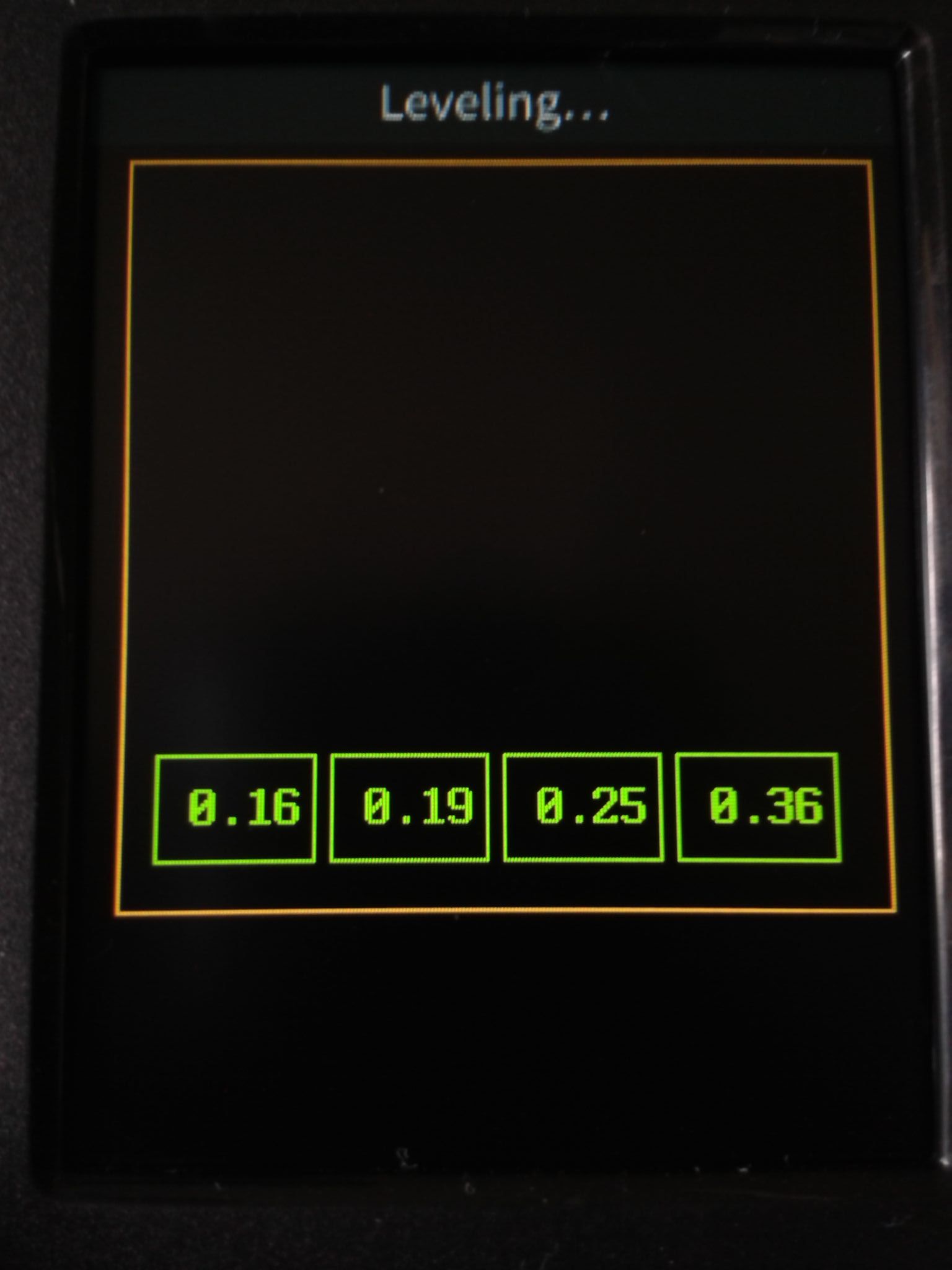
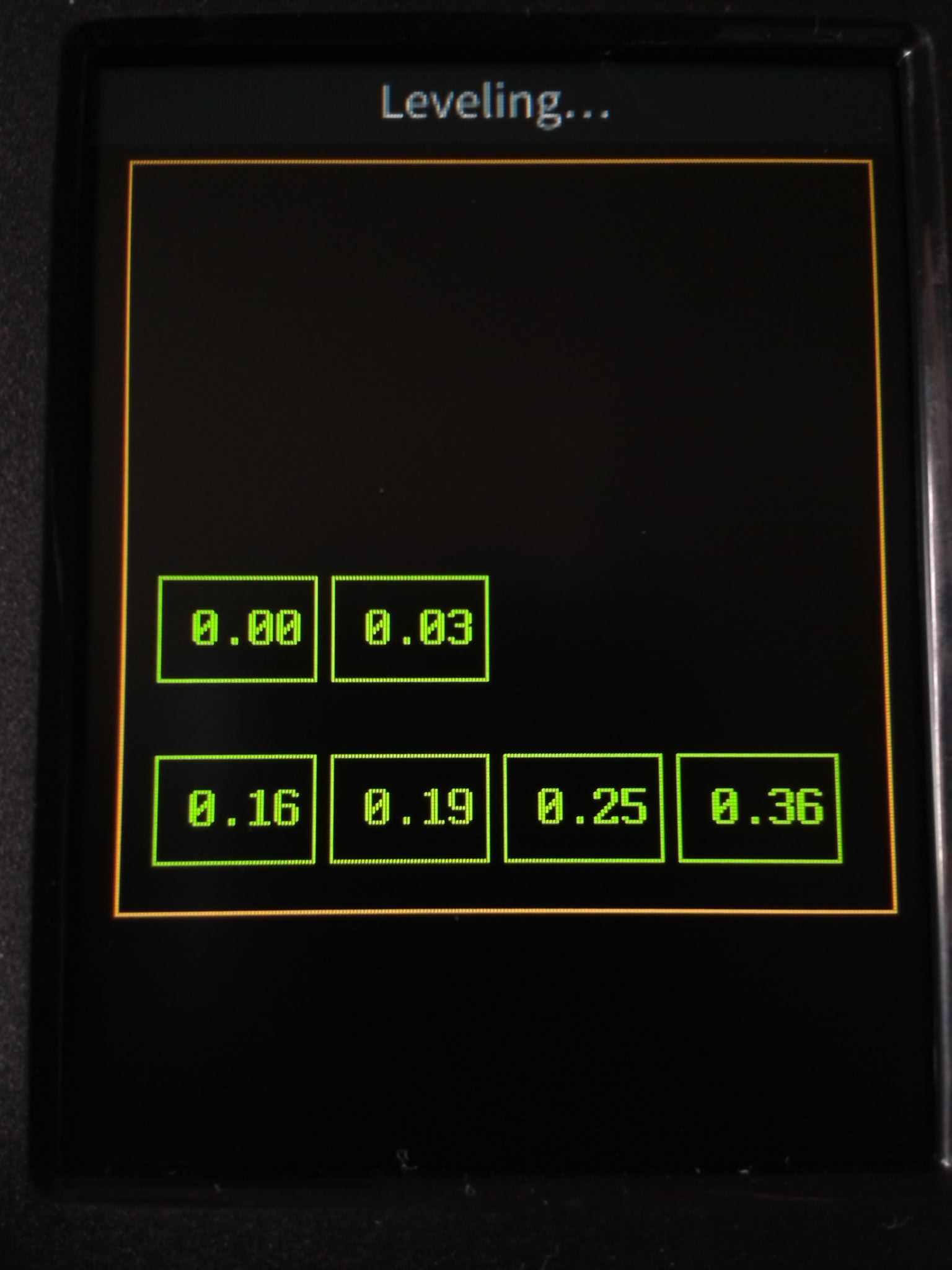
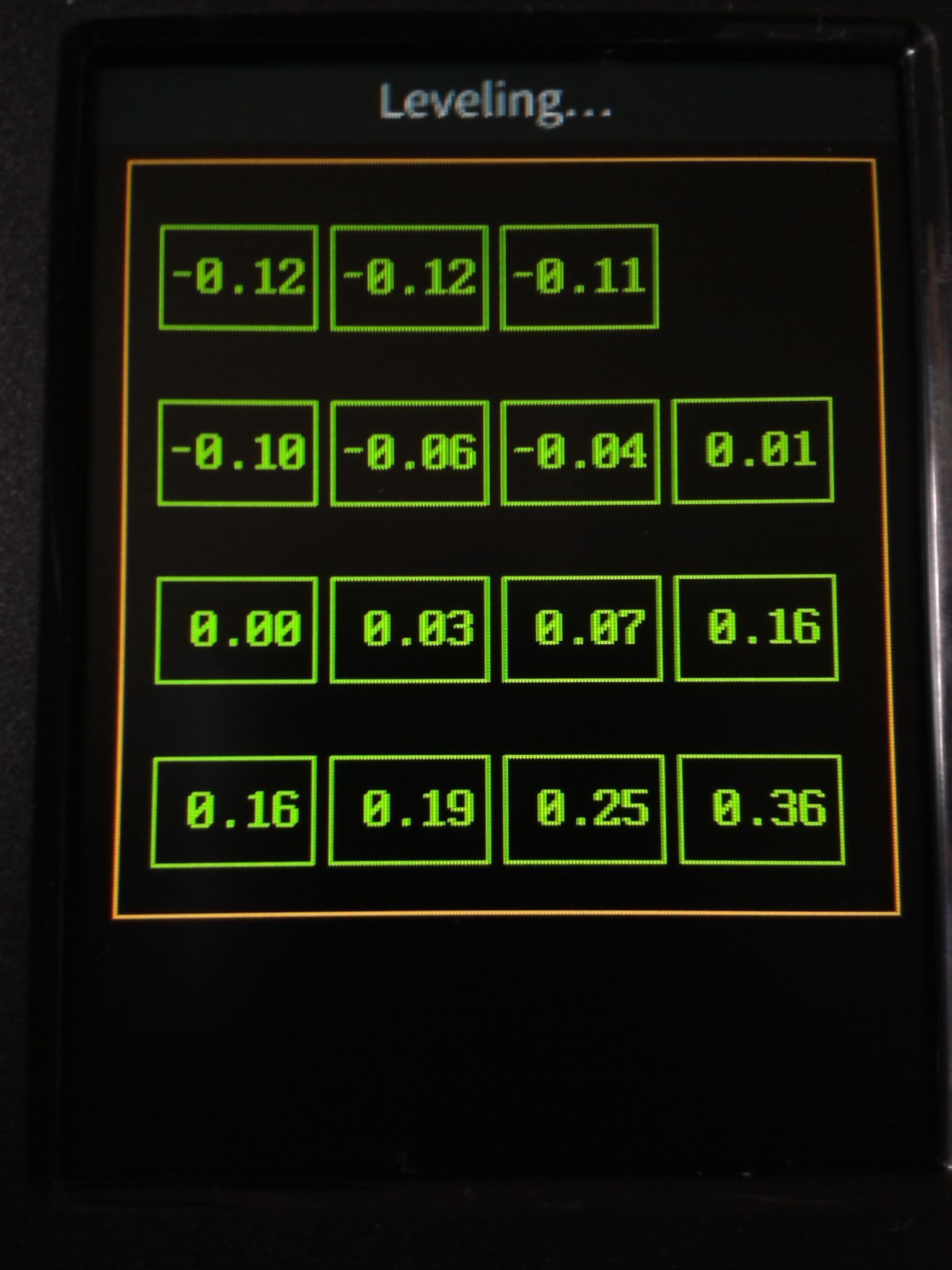
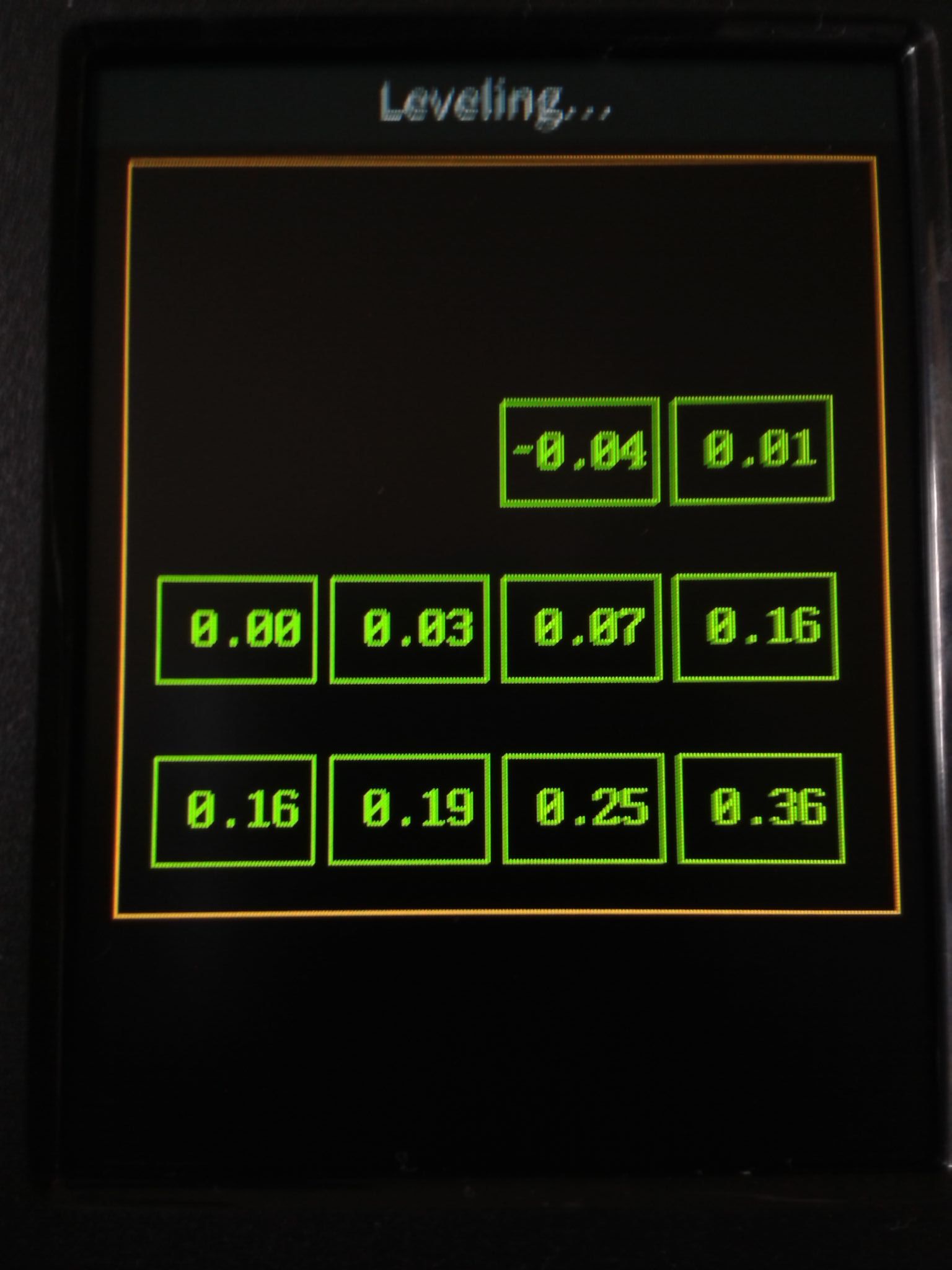
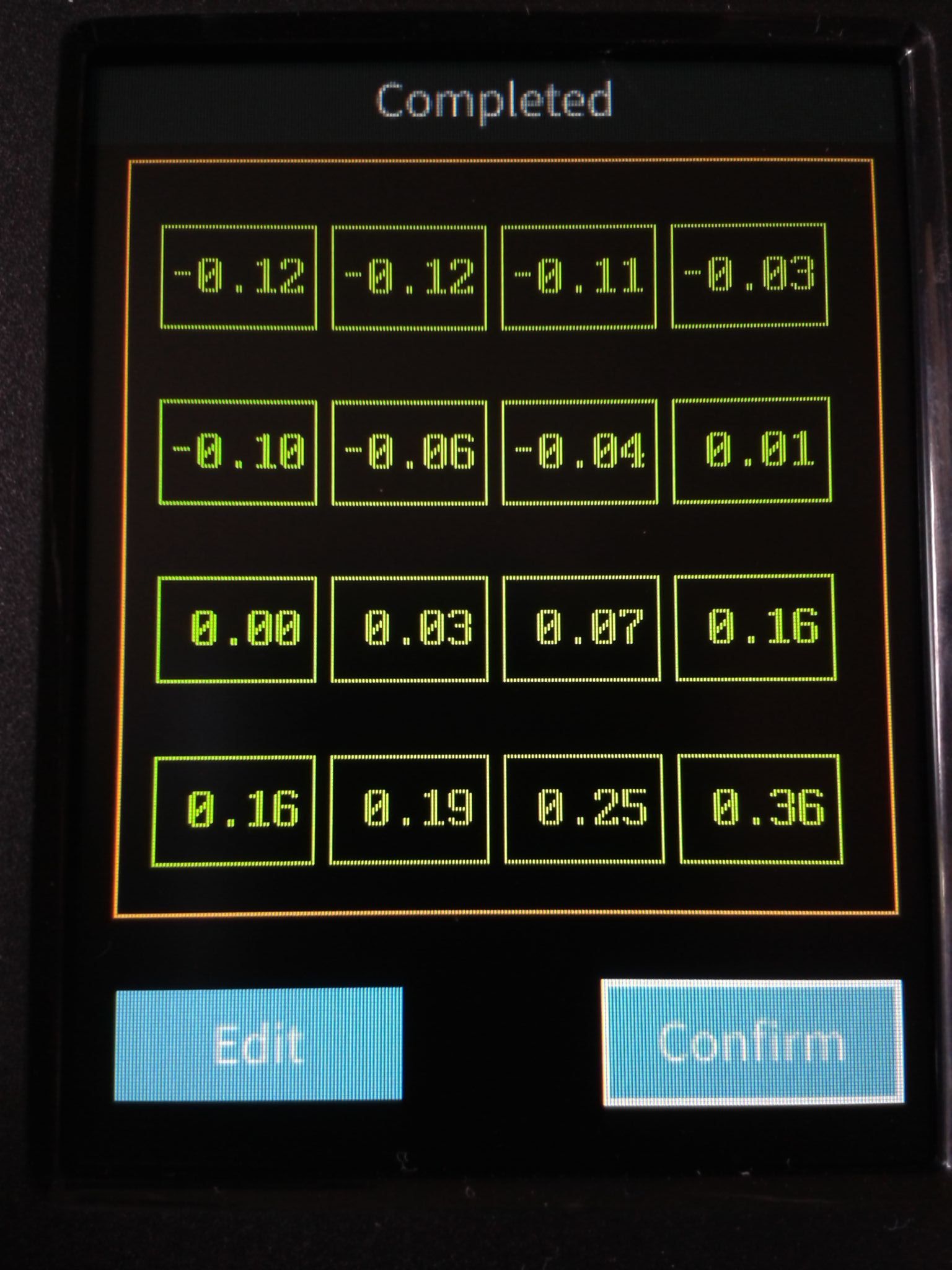
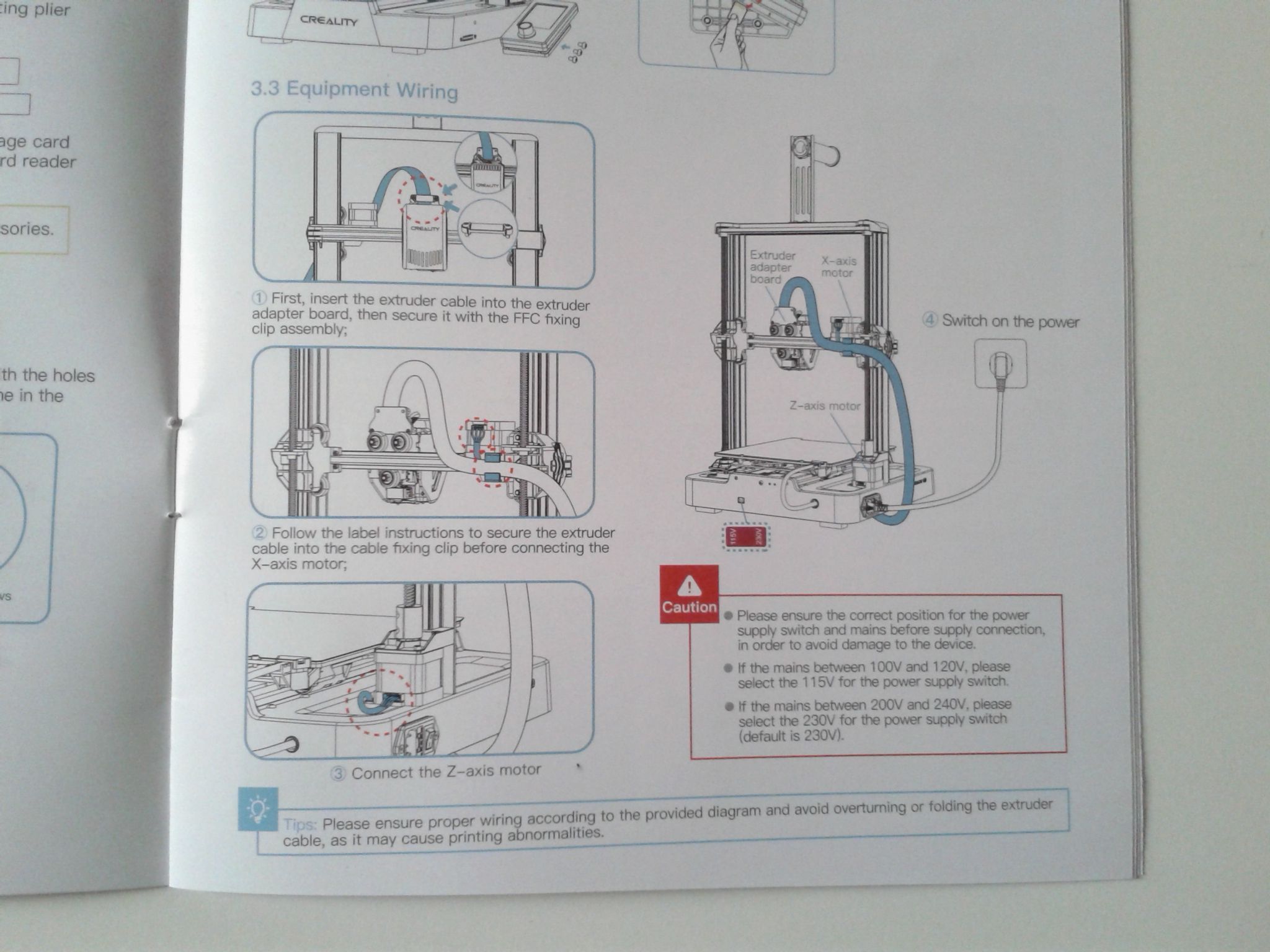
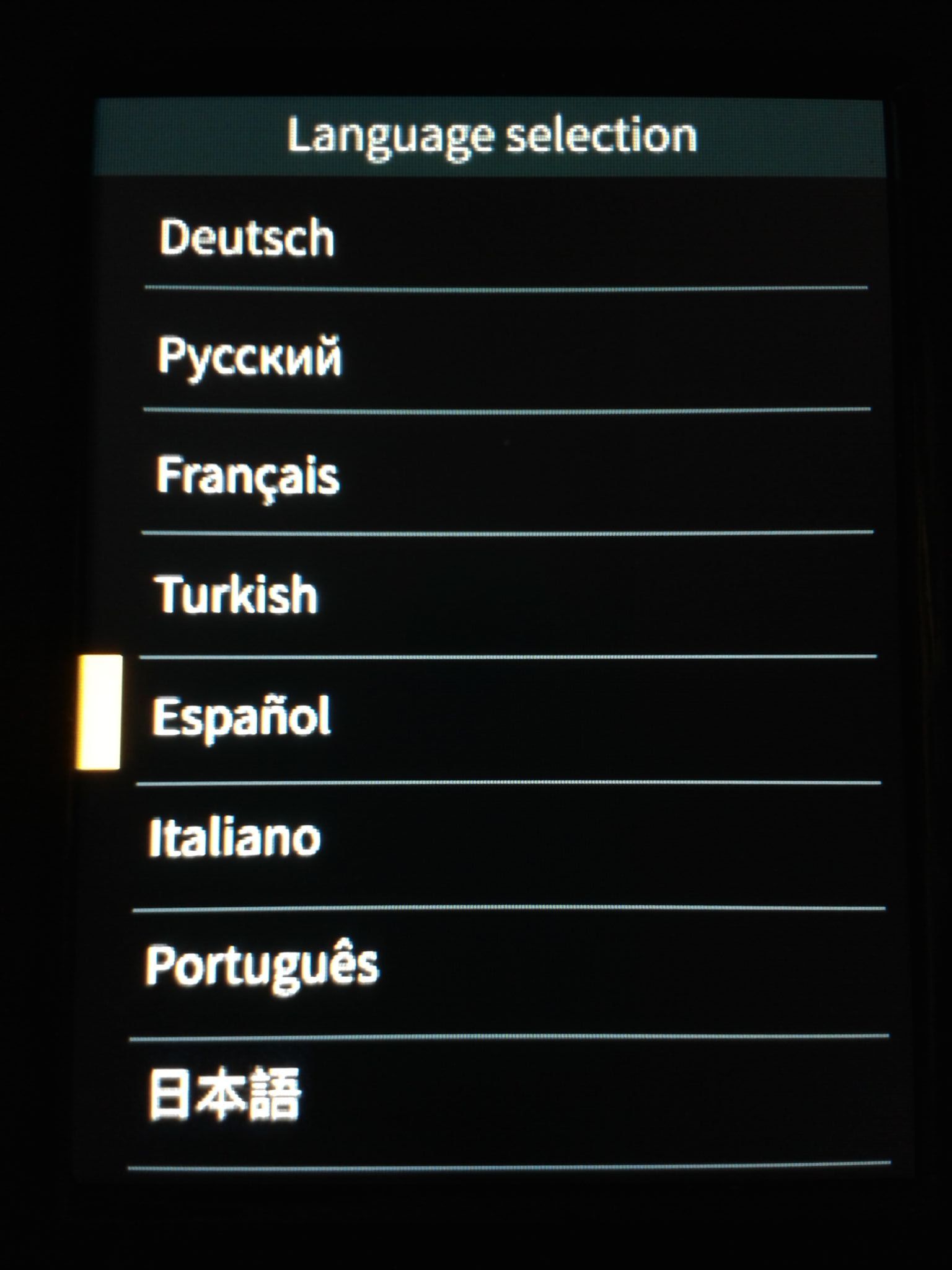
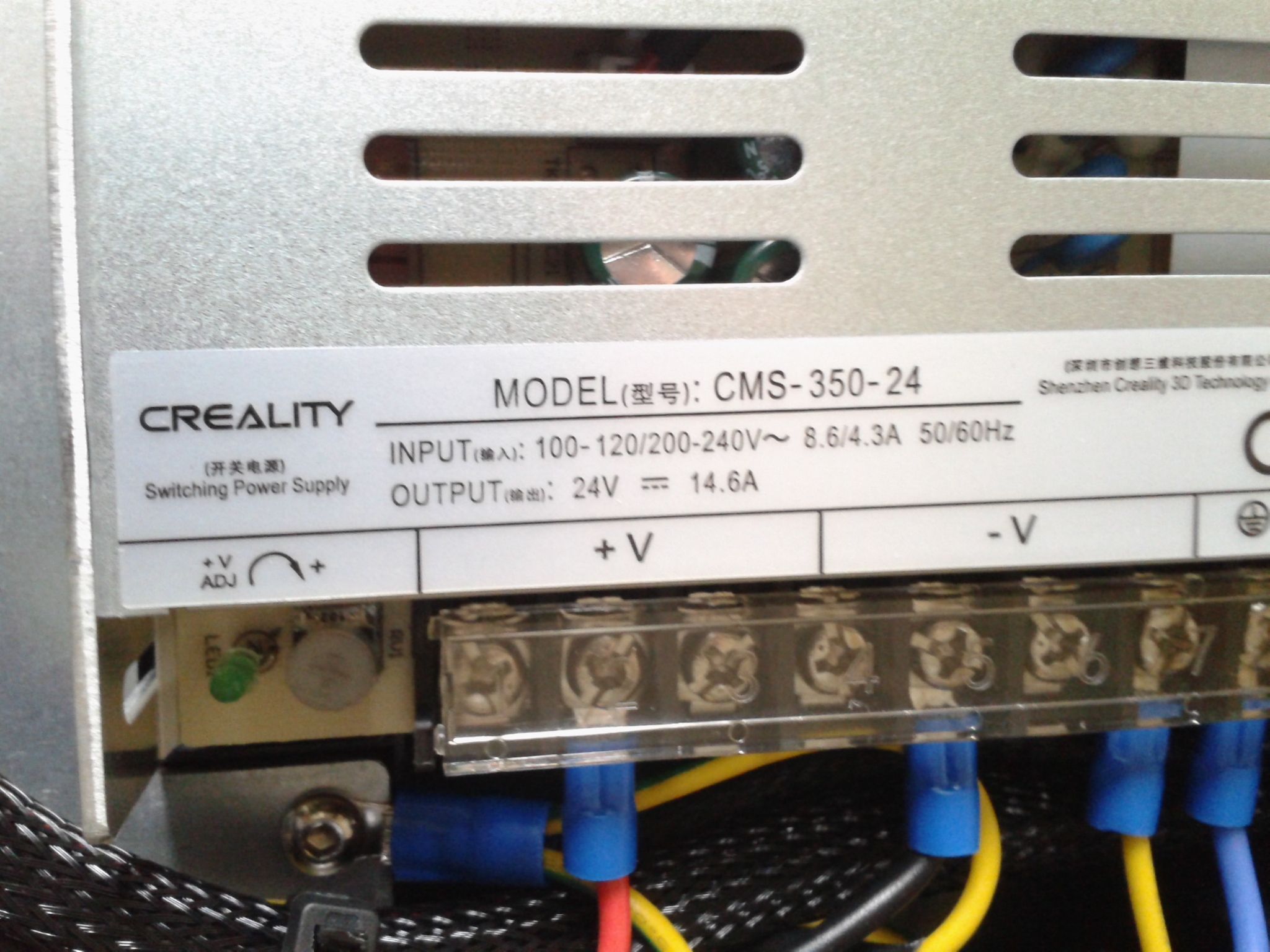
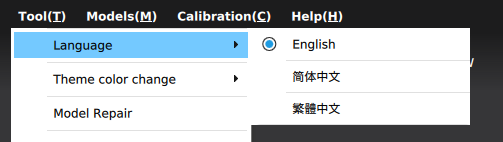
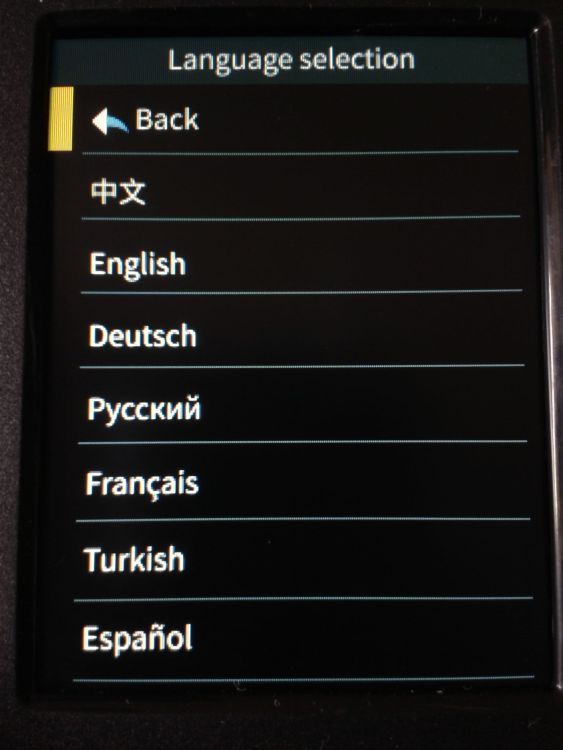
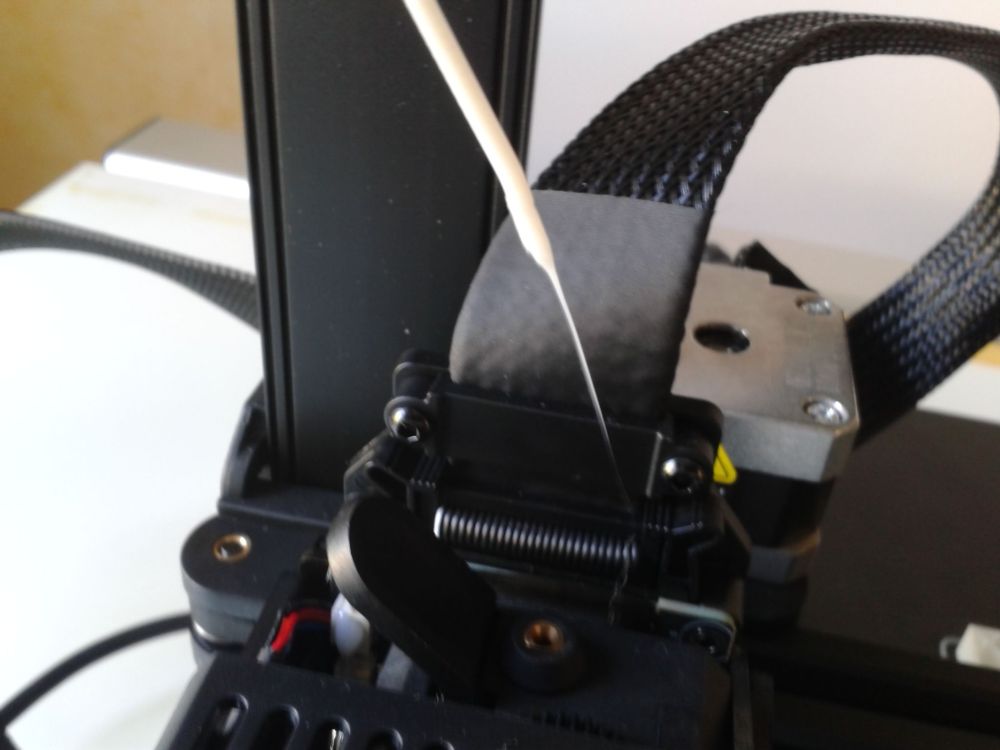
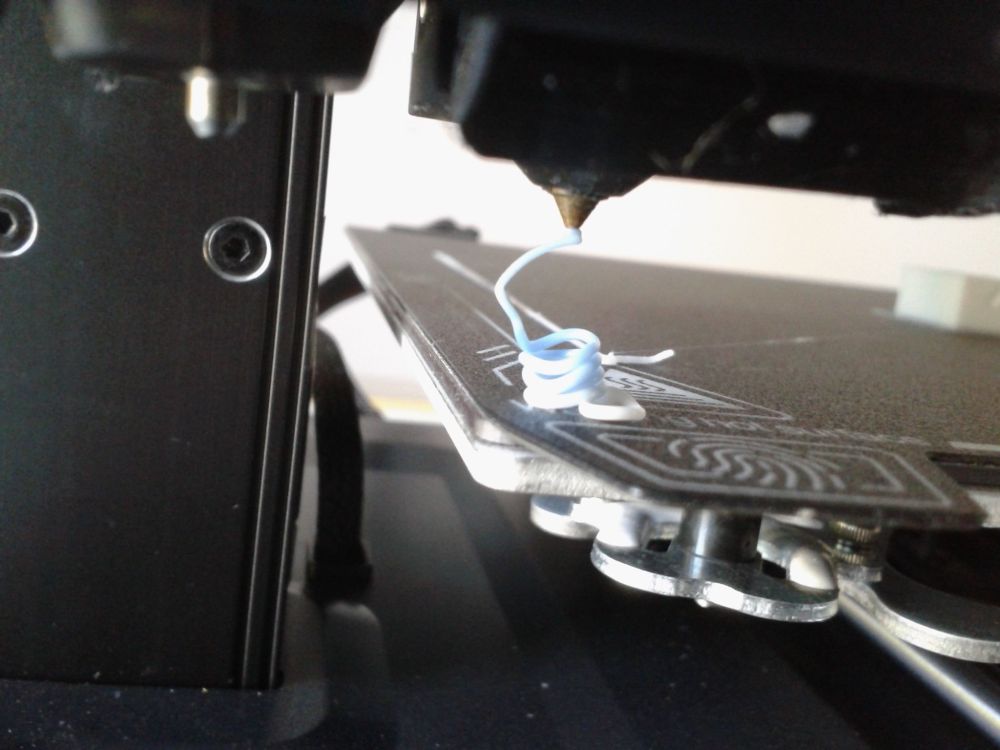
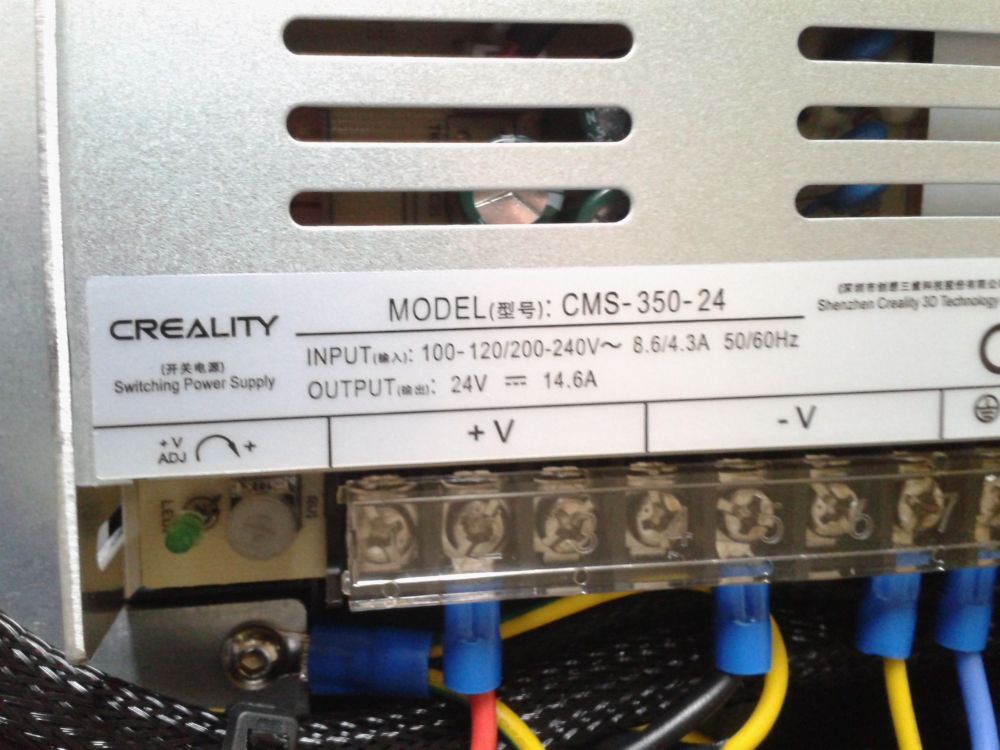
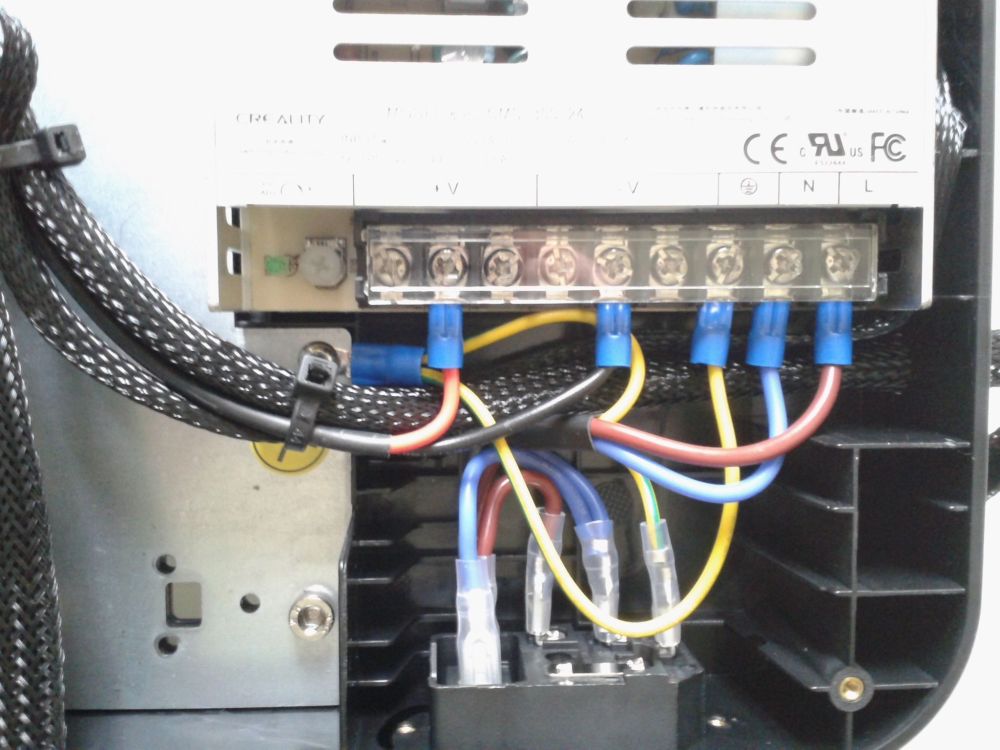
Mise en fonction Bien vérifier la position du secteur de tension du bloc d'alimentation, avant de connecter le câble d’alimentation secteur et d'allumer la machine avec le bouton à bascule "Marche/Arrêt". Le CR-Touch s'illumine et l'écran de contrôle (après avoir affiché le logo de Creality), arrive sur le menu d’accueil (je n'ai pas eu le droit à la sélection de langue, je me suis retrouvé, sur un écran d’accueil en Chinois ...) Heureusement les icônes m'ont aidé à trouver le menu, où l'on trouve tout en bas, le sous-menu pour changer la langue ( J'ai selectionner "English" car bien souvent les traductions en "Français" me sont moins claires ) La suite bientôt. (A FAIRE Insertion du filament ... Bien tailler en biseau le bout du filament que l'on va introduire, Mettre en chauffe ( ici je prend PLA ), attendre d'arriver a température ... Puis insérer le filament tout en appuyant sur le levier de l'extrudeur "Sprite" jusqu'a obtenir un début d'extrusion de filament en sortie du nez de la buse ... (A FAIRE Photo d'illustration insertion filament avec appuis sur le levier) Le "Levelling" ( Auto Leveling, ... ) Attention si l'on clic sur "Levelling", cela démarre directement ( pas de confirmation a effectuer pour continuer ) On arrive a l’écran suivant ( avec l'icone de l’étape en cours, qui clignote entre la couleur orange et bleu ) Après la chauffe terminé (aucun moyen de savoir où cela en est en température a ce moment) cela semble faire un Home X et Y, puis déplacement au centre du plateau en hauteur, sortie du palpeure du CR-Touch, descente de la tête pour palper le centre du plateau ... Ensuite, la tête semble faire un Home All car elle se rapproche du coin avant gauche du plateau, se frotte un coup sur le plateau, vient doucement "tapoter" le plateau avec le nez de la buse juste là ou se trouve en dessous le capteur de pression du support du plateau, revient en montant au centre du plateau, ressort le palpeur, descend la tête pour palper le centre du plateau, et recommence cela plusieurs fois ( il me semble 4 fois ) la une pause au centre du plateau, mise en route du ventilateur de refroidissement de l'impression, semble attendre quelque seconde ( ? nouvelle chauffe du plateau ) et commence le palpage de l'ensemble du plateau ... Pour finalement nous proposer d'éditer ou de confirmer le mesh obtenus. ( J'ai cliqué "Confirme" ) )





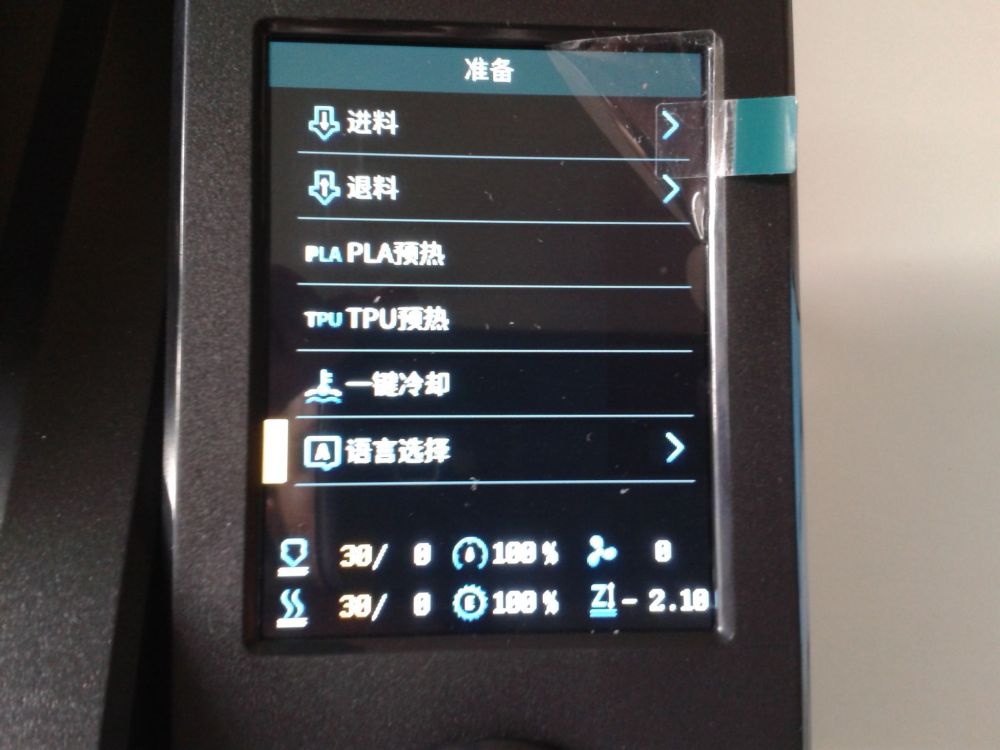

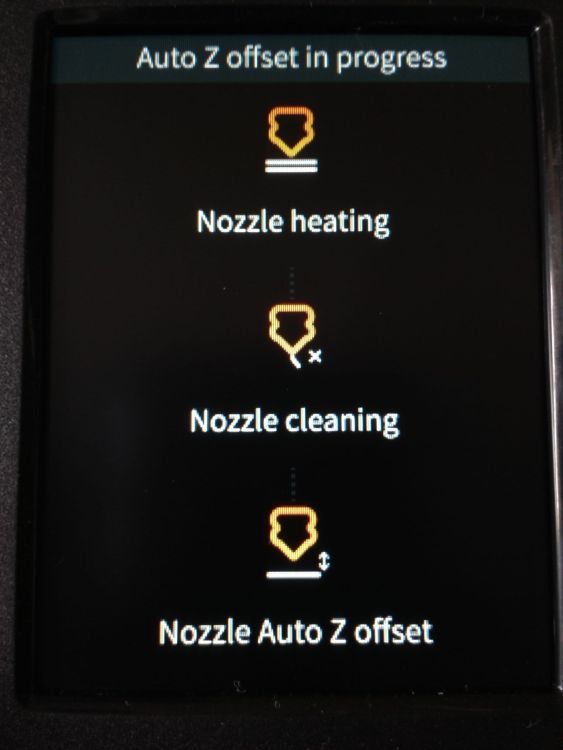
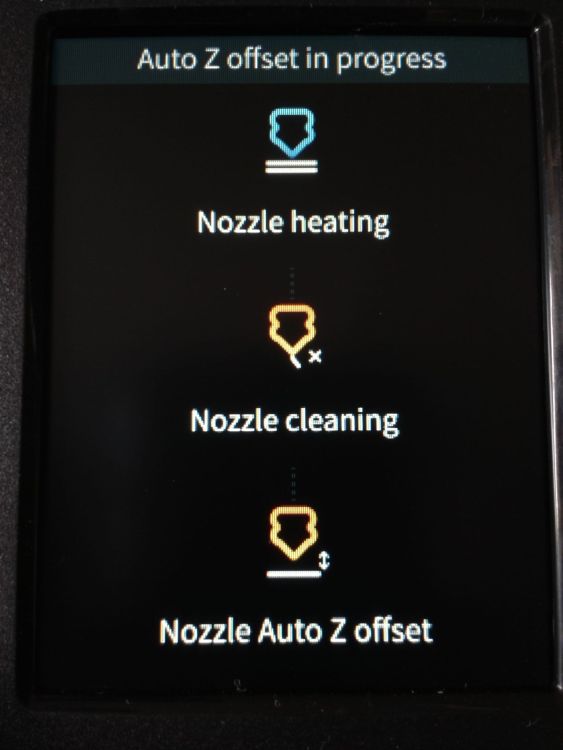
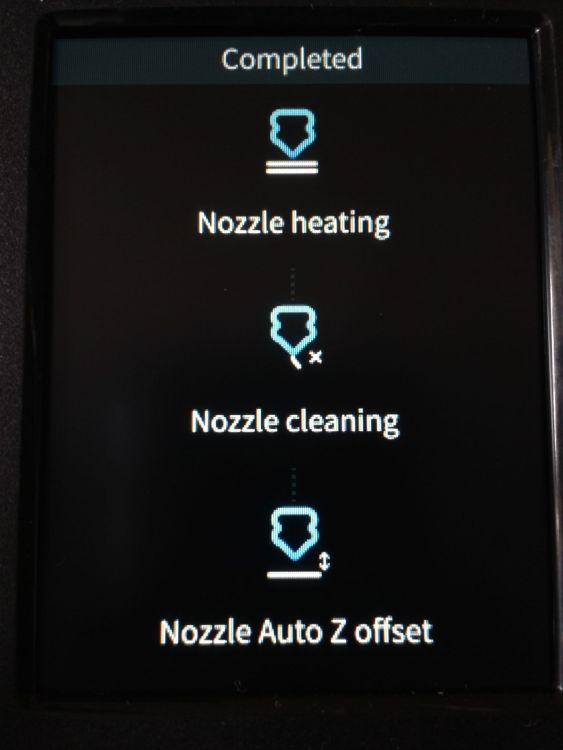

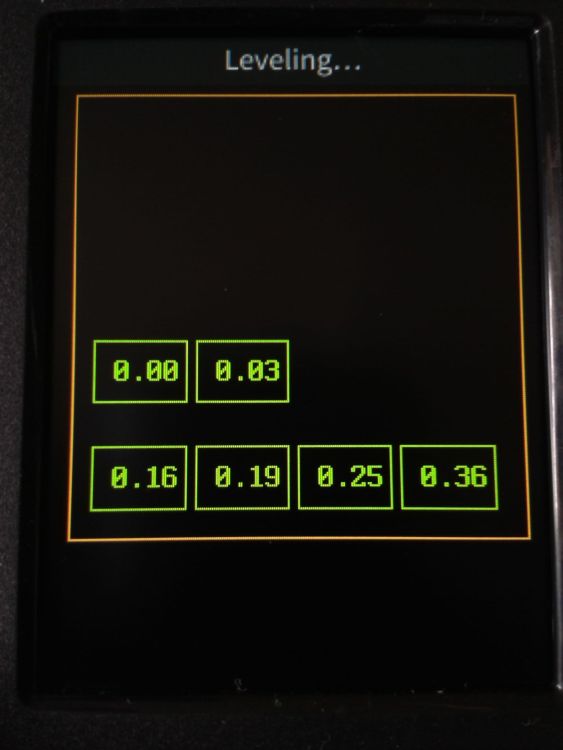
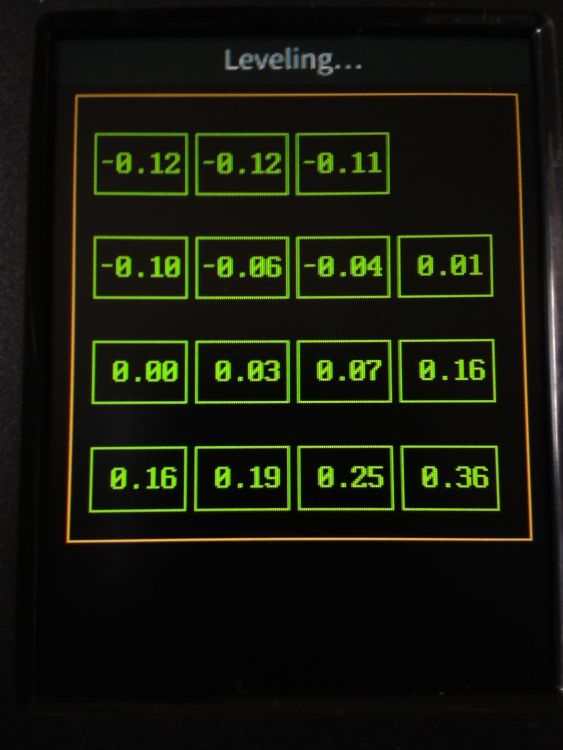
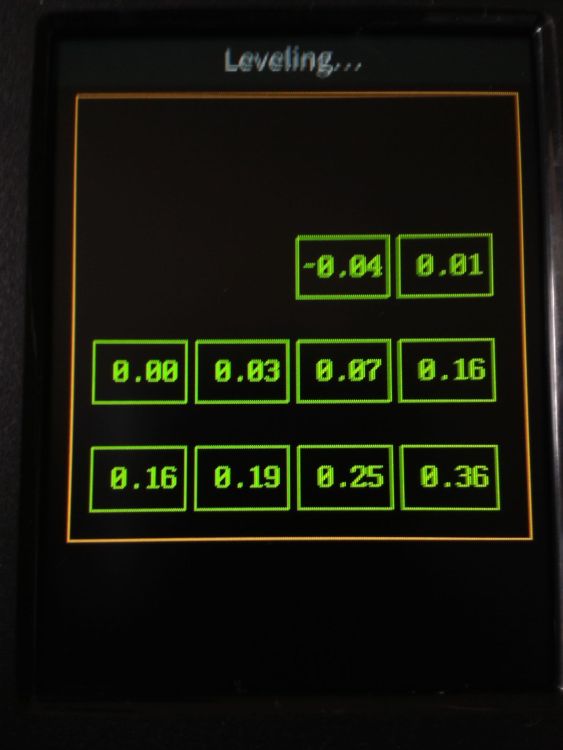
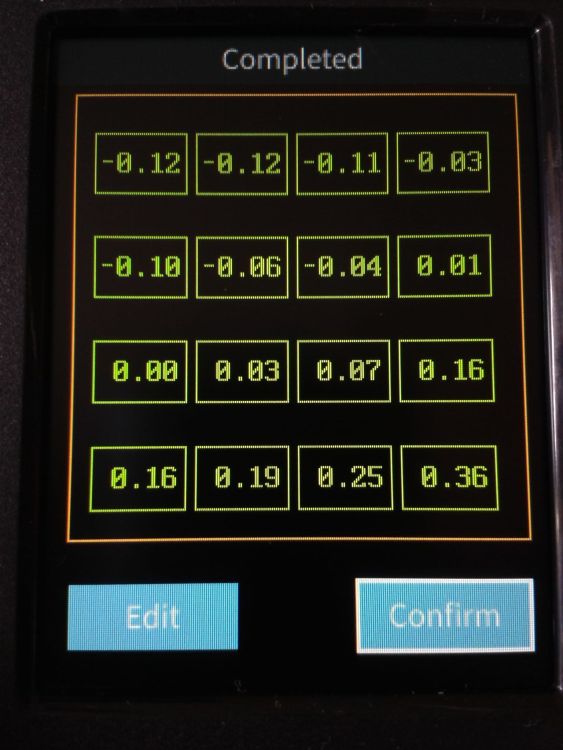 1 point
1 point -
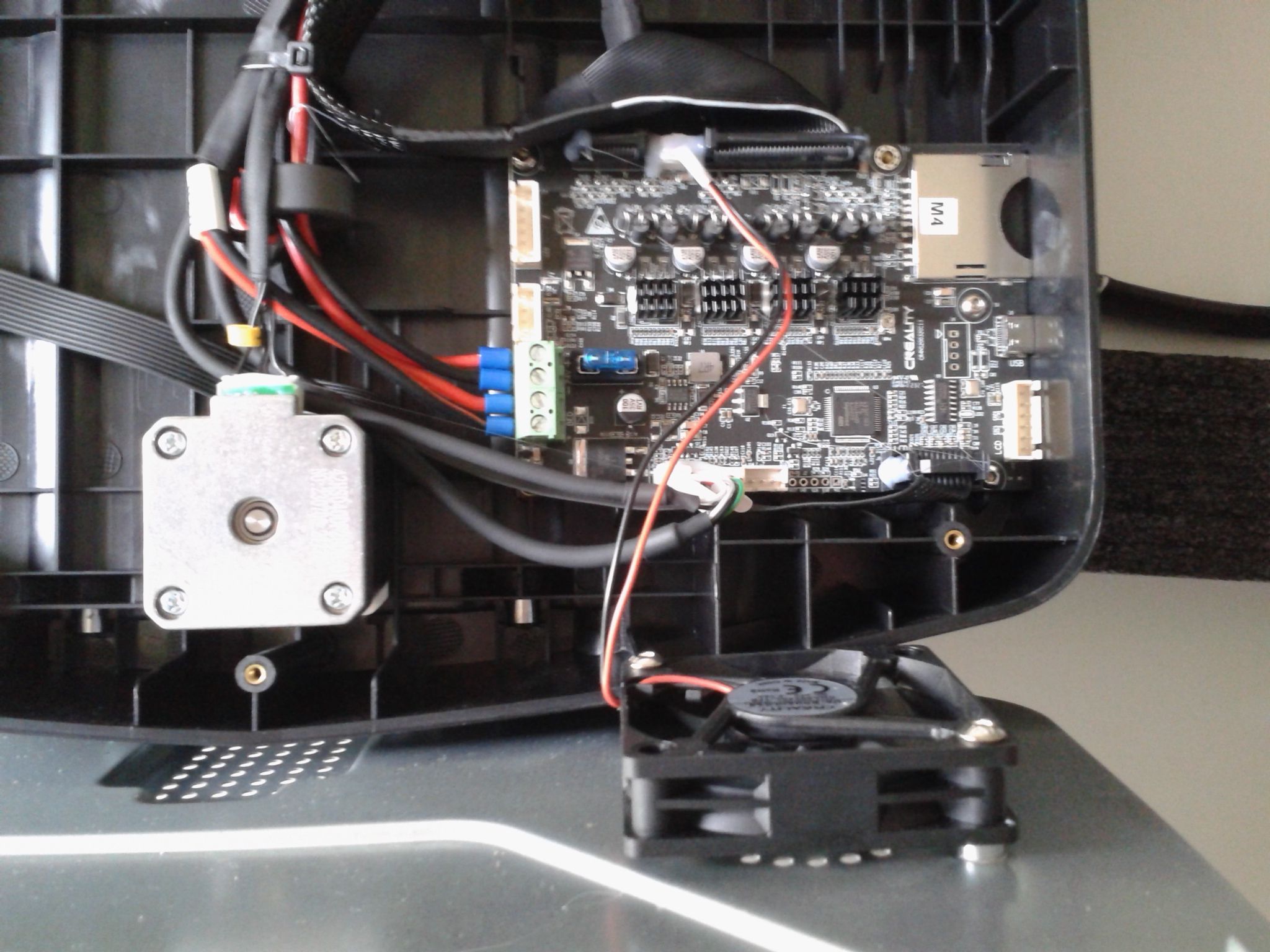
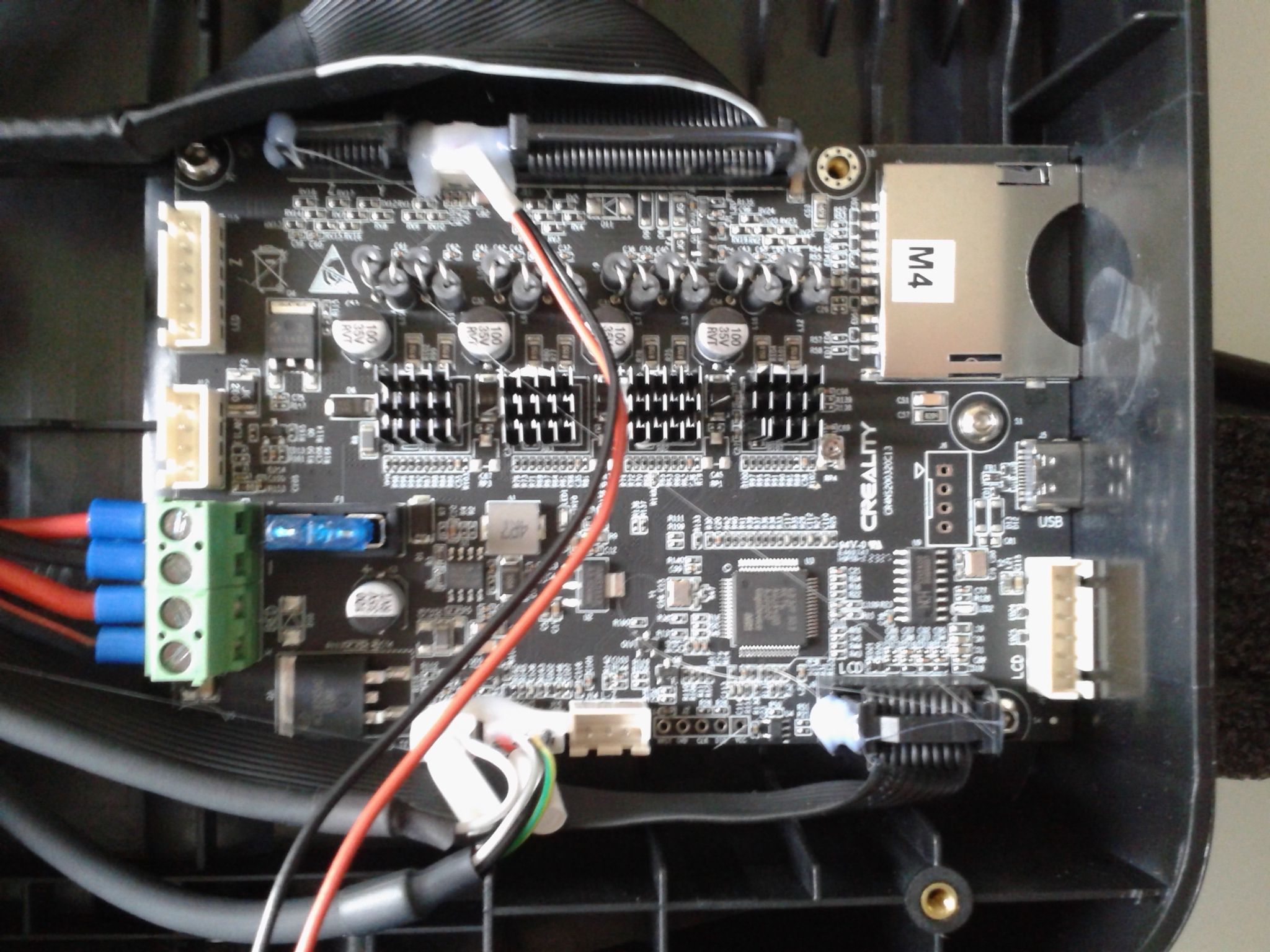
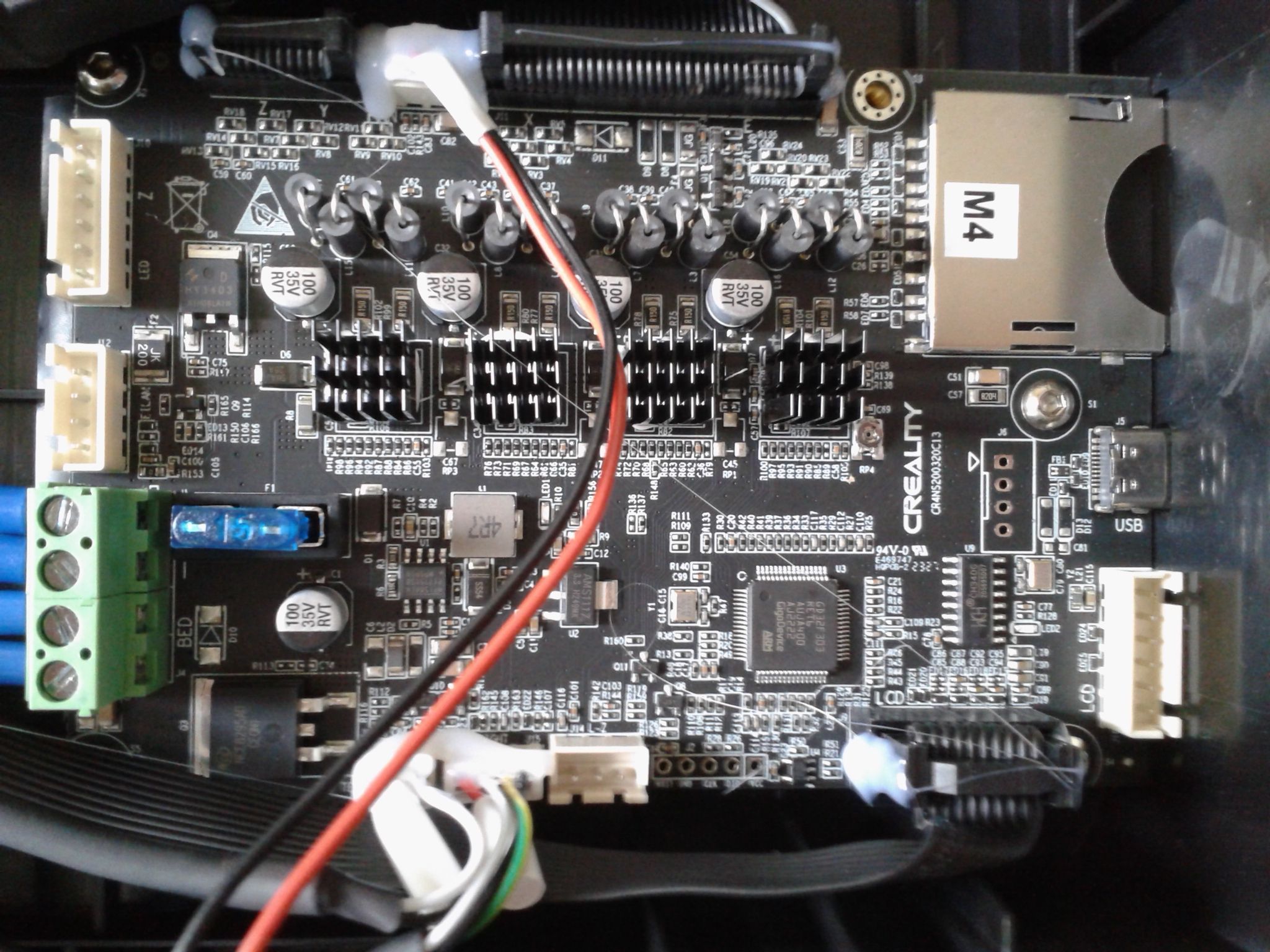
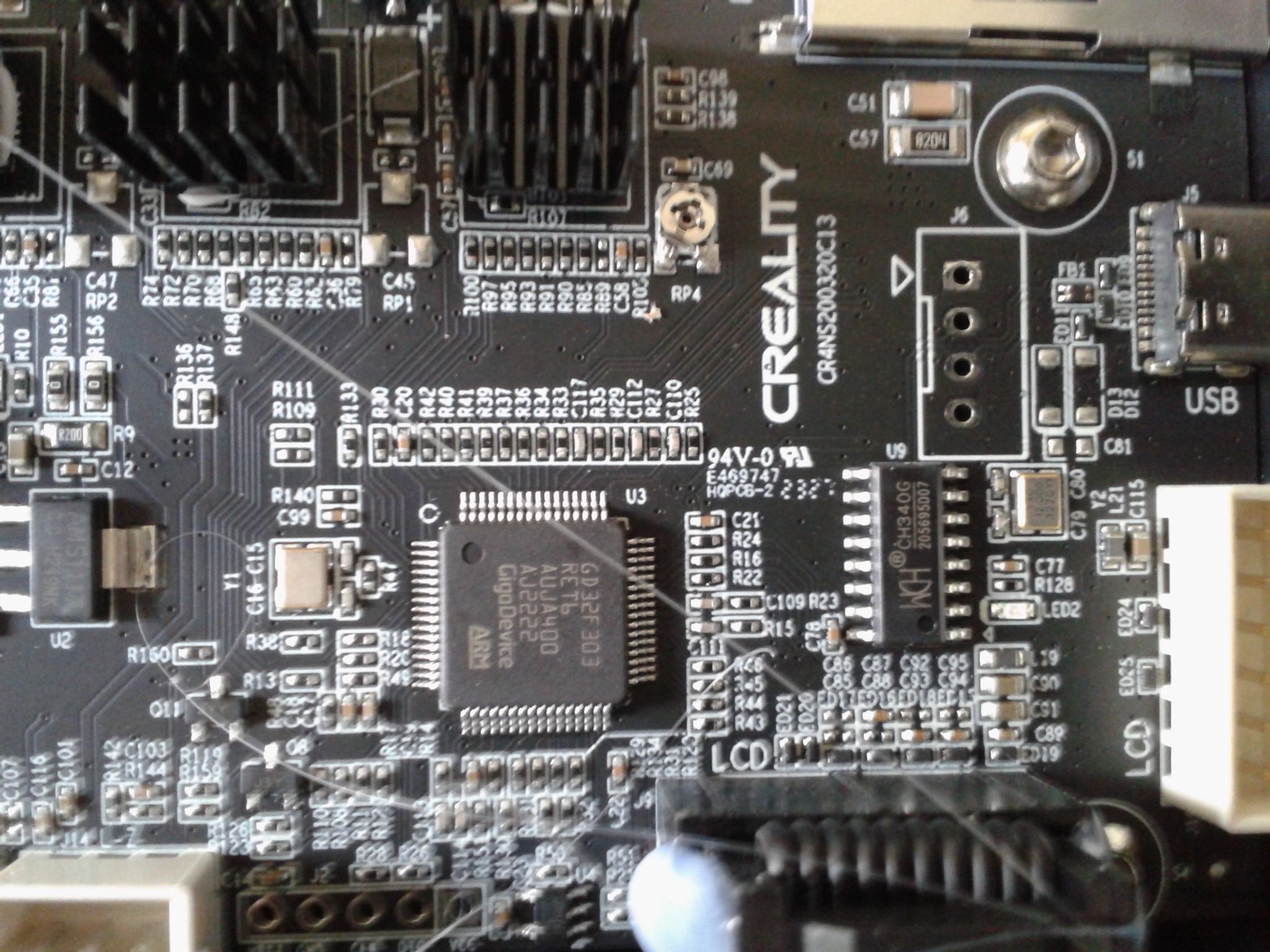
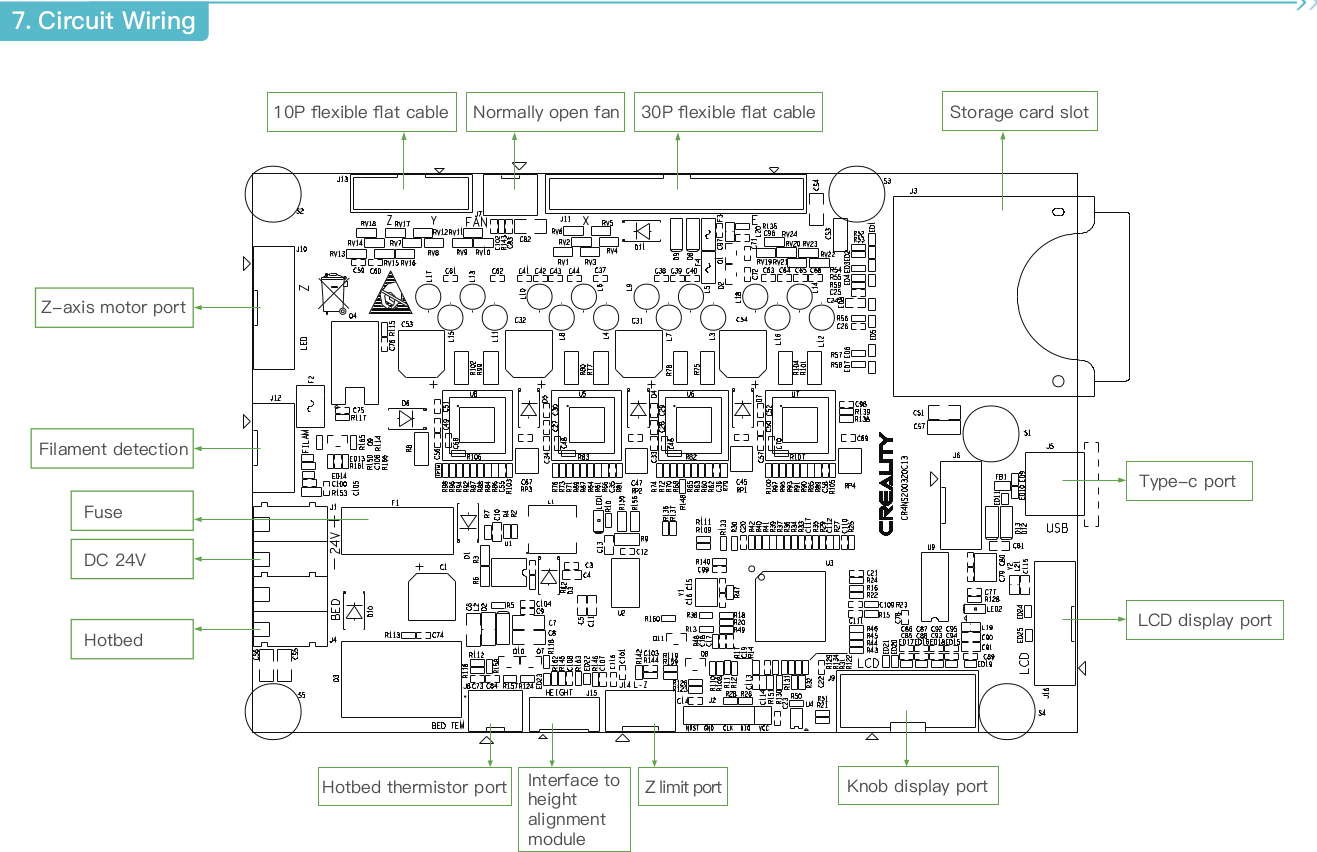
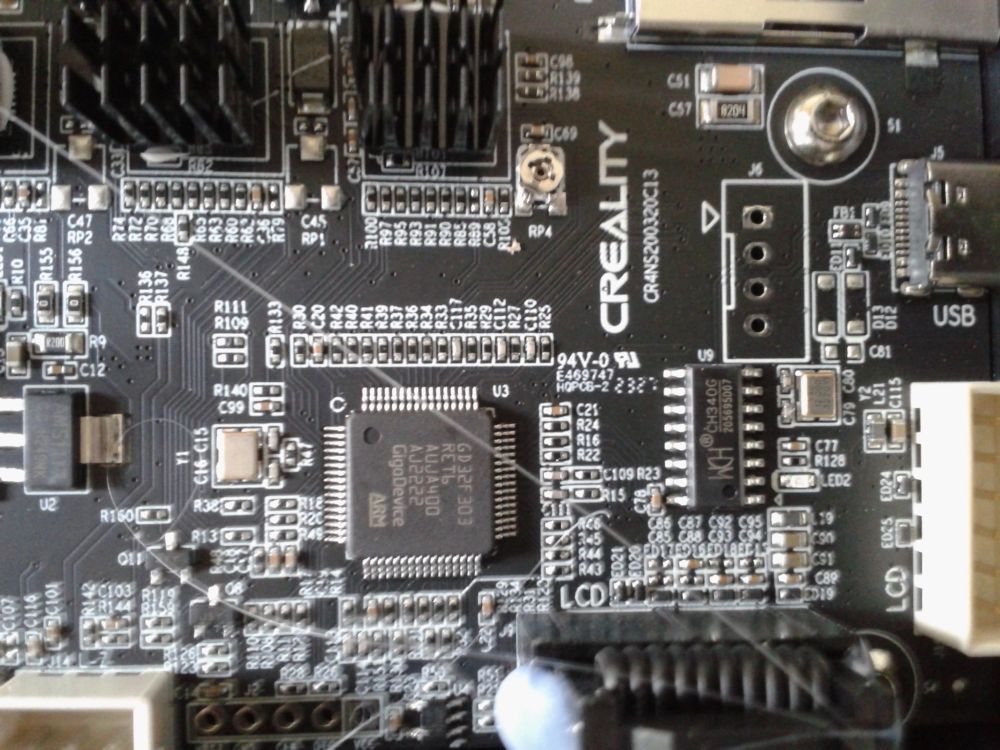
Détails sur le firmware d'origine Bien noter qu'il y a deux firmwares. Celui de la carte-mère, qui tourne sur un microcontrôleur GD32F303RET6. Qui se mettre à jour via le lecteur de cartes SD, qui se trouve à coté du port USB Type-C (sur le côté gauche de la base de l’imprimante). Et, celui de l’écran de contrôle (mise à jour via le lecteur de carte micro SD sur le côté gauche de l’écran (accessible a condition de sortir l’écran de son support). Pour la méthode de mises à jours des firmwares regarder "Service Tutorial Ender 3 V3 SE firmware flashing". Dans ce qui suit, je parle du firmware marlin qui s’exécute sur la carte-mère. Sous une Ubuntu 20.04, quand je branche le câble USB Type C (imprimante allumée) a mon ordinateur (USB Type A), j'ai la ligne suivante en plus dans le résultat d'un "lsusb" Quelques extraits, nettoyés des horodatages, des logs de Repetier-Host (connecté avec une vitesse de 115200 bauds, sur le bon port série) À la connexion M115: Firmware Info (capacité activée si "1", désactivée si "0") M111: Debug Level M503: Report Settings (Edit> La présence des valeurs de paramètres pour M906: Stepper Motor Current, M913: Set Hybrid Threshold Speed et M569: Set TMC stepping mode, indique que les pilotes TMC sont gérés en UART et donc réglables via les Gcodes idoines.) M600: Filament Change Semble fonctionner correctement mise en chauffe à 180°C de la tête suite de petit bips et de petit bip plus rapide, (après petit levage Z?) et éjection du filament demande de saisir M108 pour remettre en chauffe la tête et demande de saisir M108 une seconde fois quand a température pour reprendre. a faire après insertion du filament semble revenir en attente de commandes après le (ici second) M108. Mais donc, a re tester avec un M600 dans un fichier d'une impression M117: Set LCD Message Ne semble rien afficher ni sur le menu d’accueil, ni si dans le sous-menu "control" ( où l'on voit les températures, état des ventilations, z-Offset et valeur de Z ) (mais a re-tester lors d'une impression) Le ventilateur du Heatbreak se met automatiquement en fonction quand la température mesurée de la tête arrive à 50°C ( et arrêt auto du ventilateur quand la température passe en dessous de 50°C) Pas de modulation des fréquences du "bip" ( M300 ) M119: Endstop States ( Après un "Home" (G28) ) Donc le firmware d'origine ne semble pas correctement configuré pour permettre l'ajout d'un capteur de fin de filament. ( Il faudra probablement modifier le firmware pour permettre de prendre en compte un capteur de fin de filament. Mais Creality ne semble pas avoir, a ce jour, mis a disposition les sources du firmware sur son GitHub public. )



 1 point
1 point -
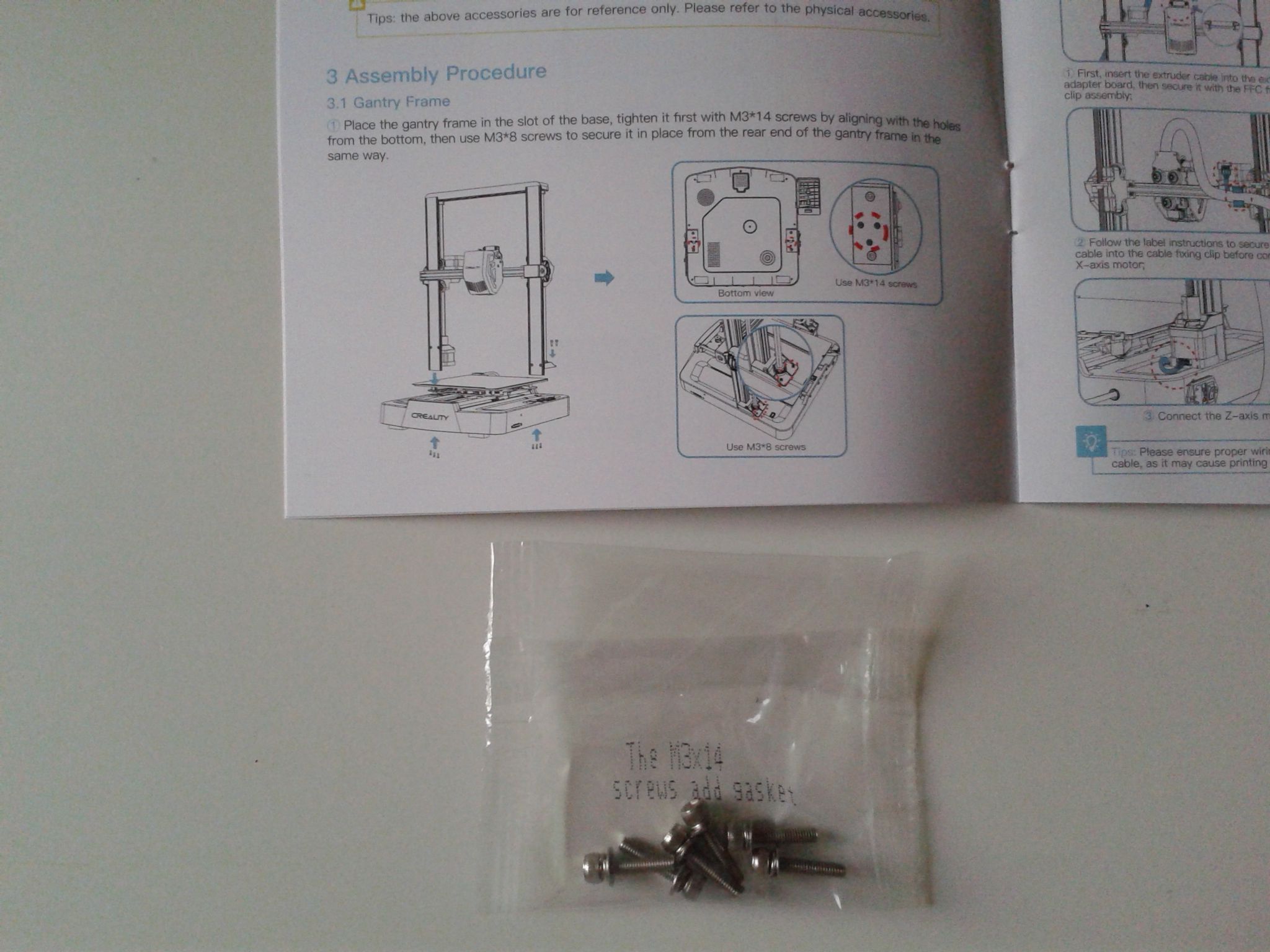
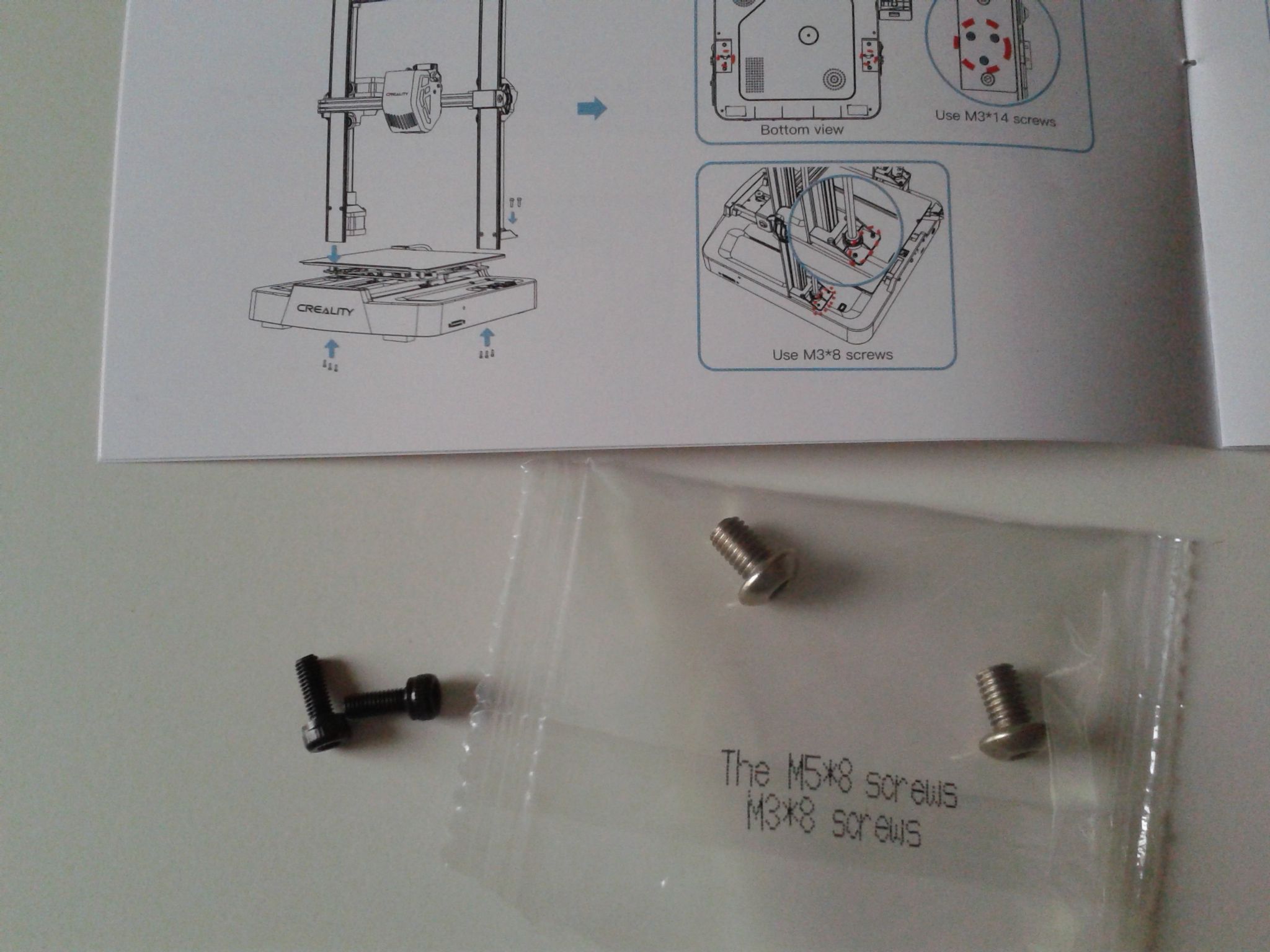
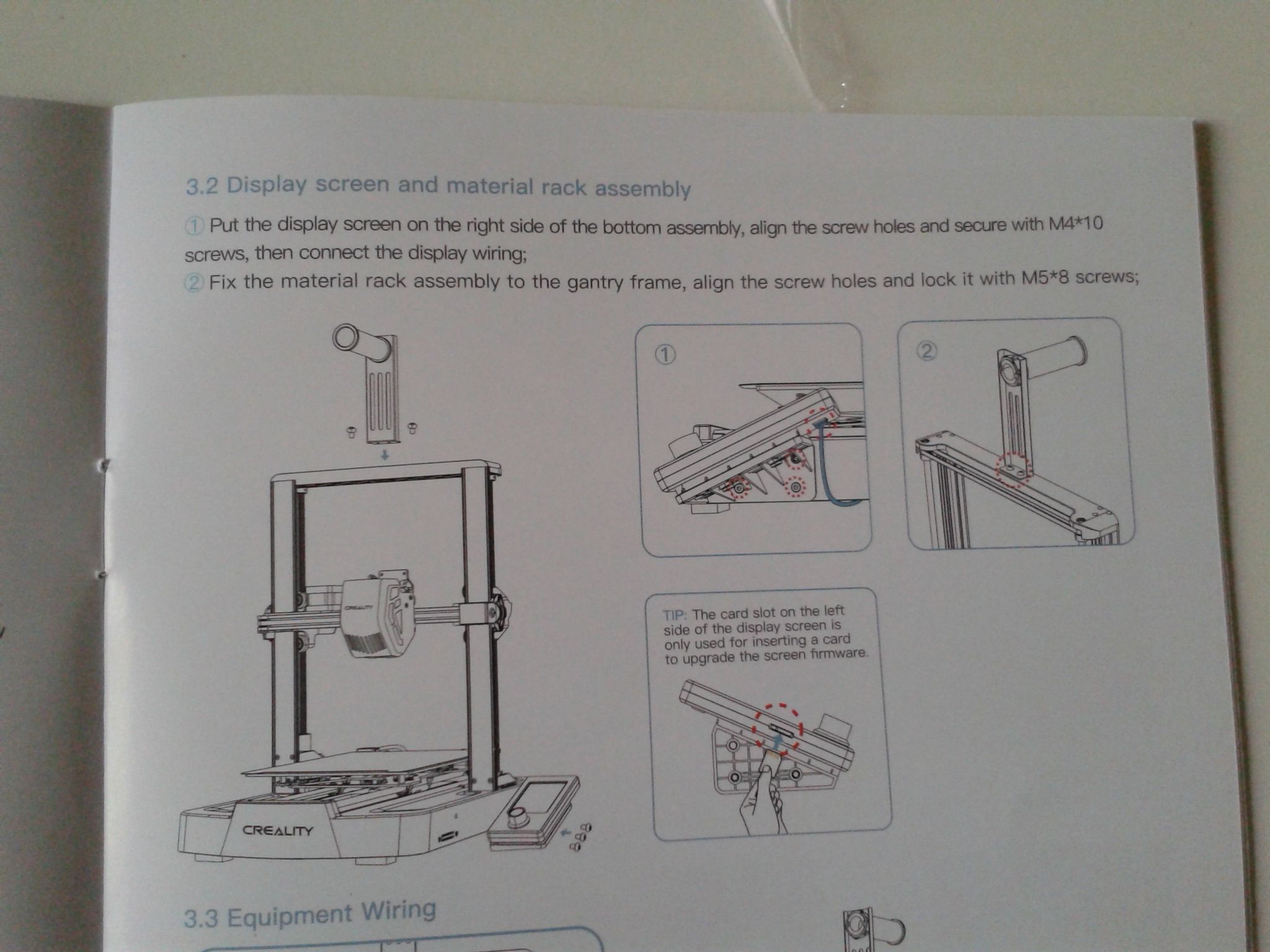
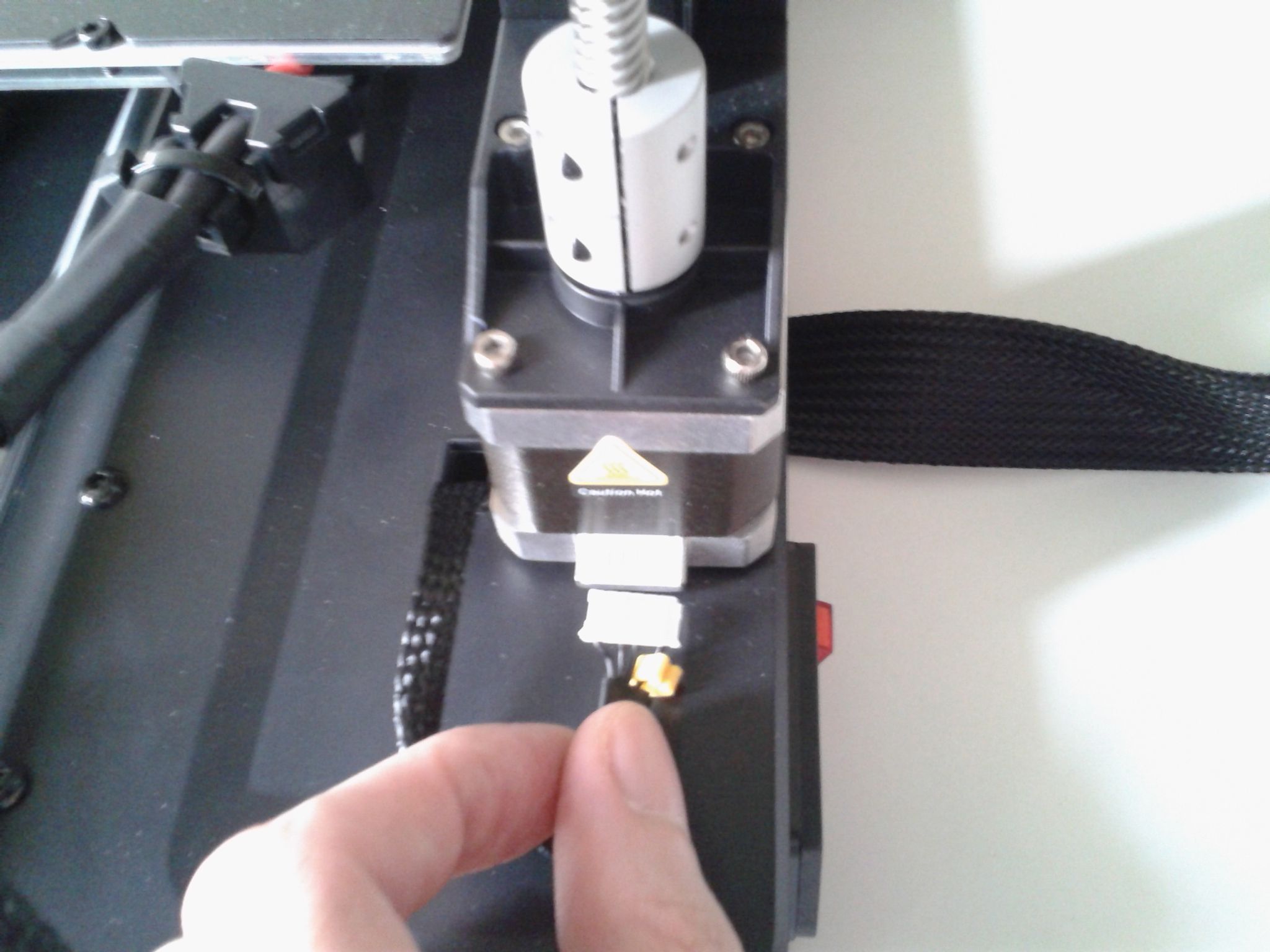
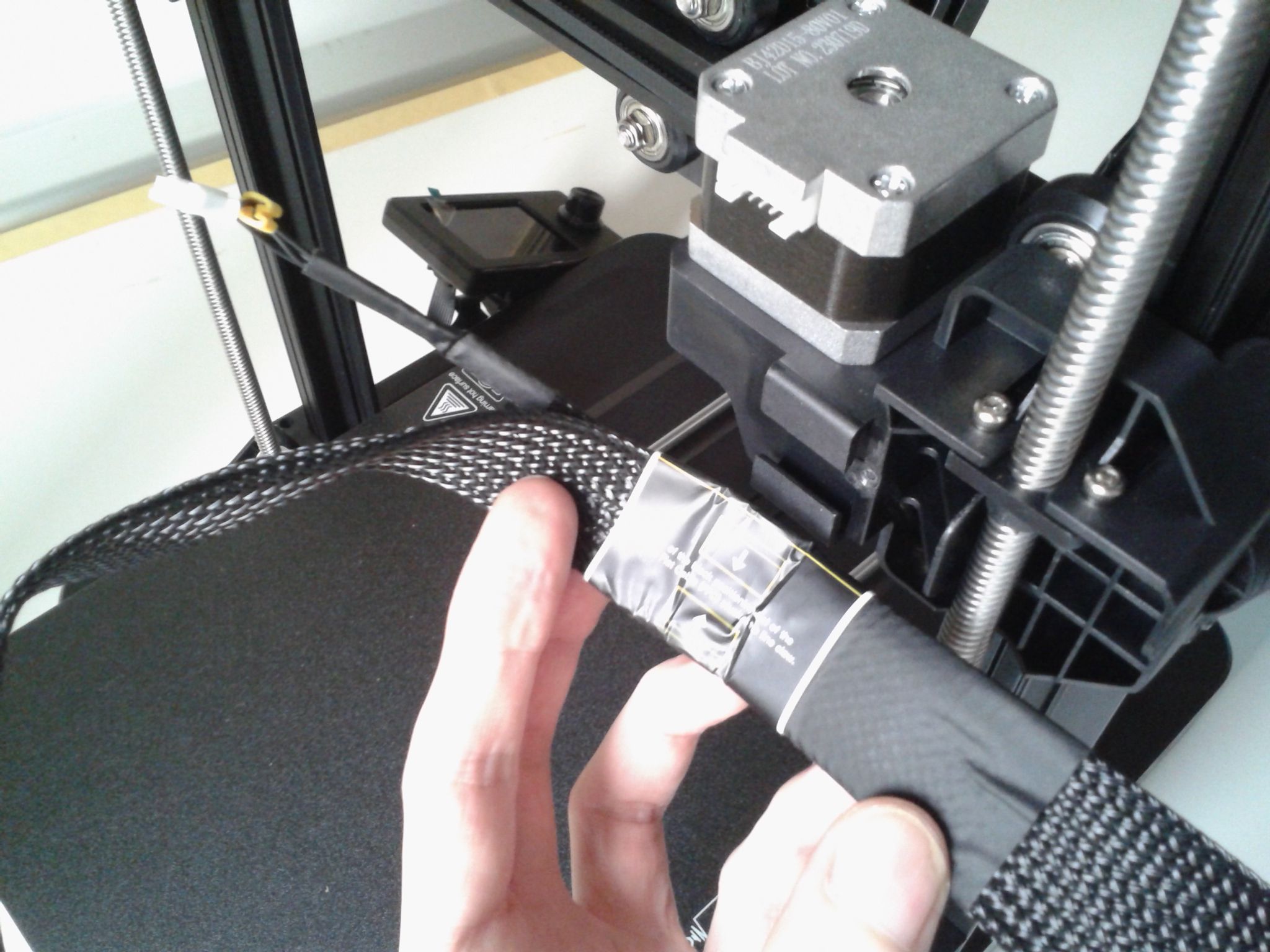
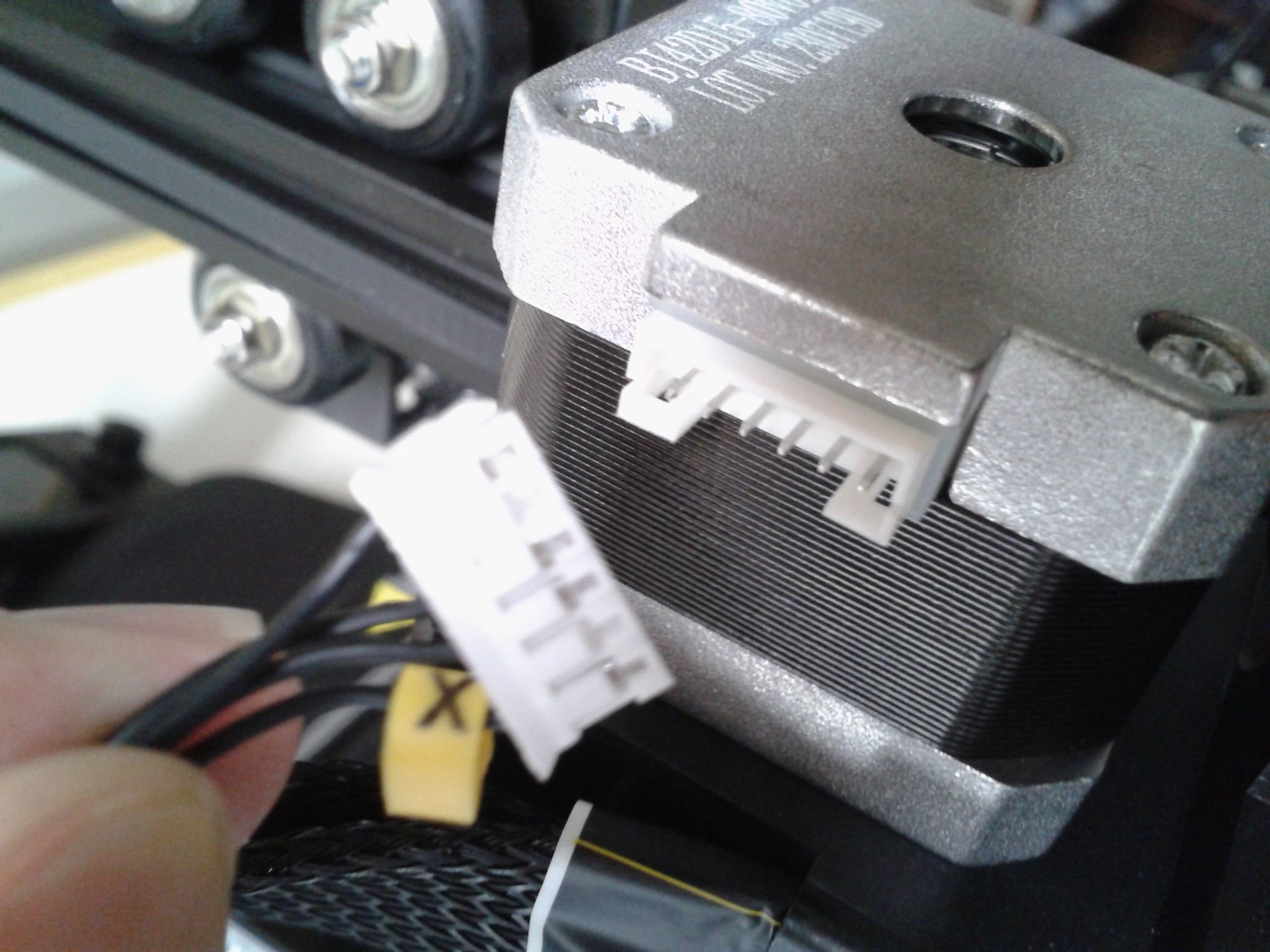
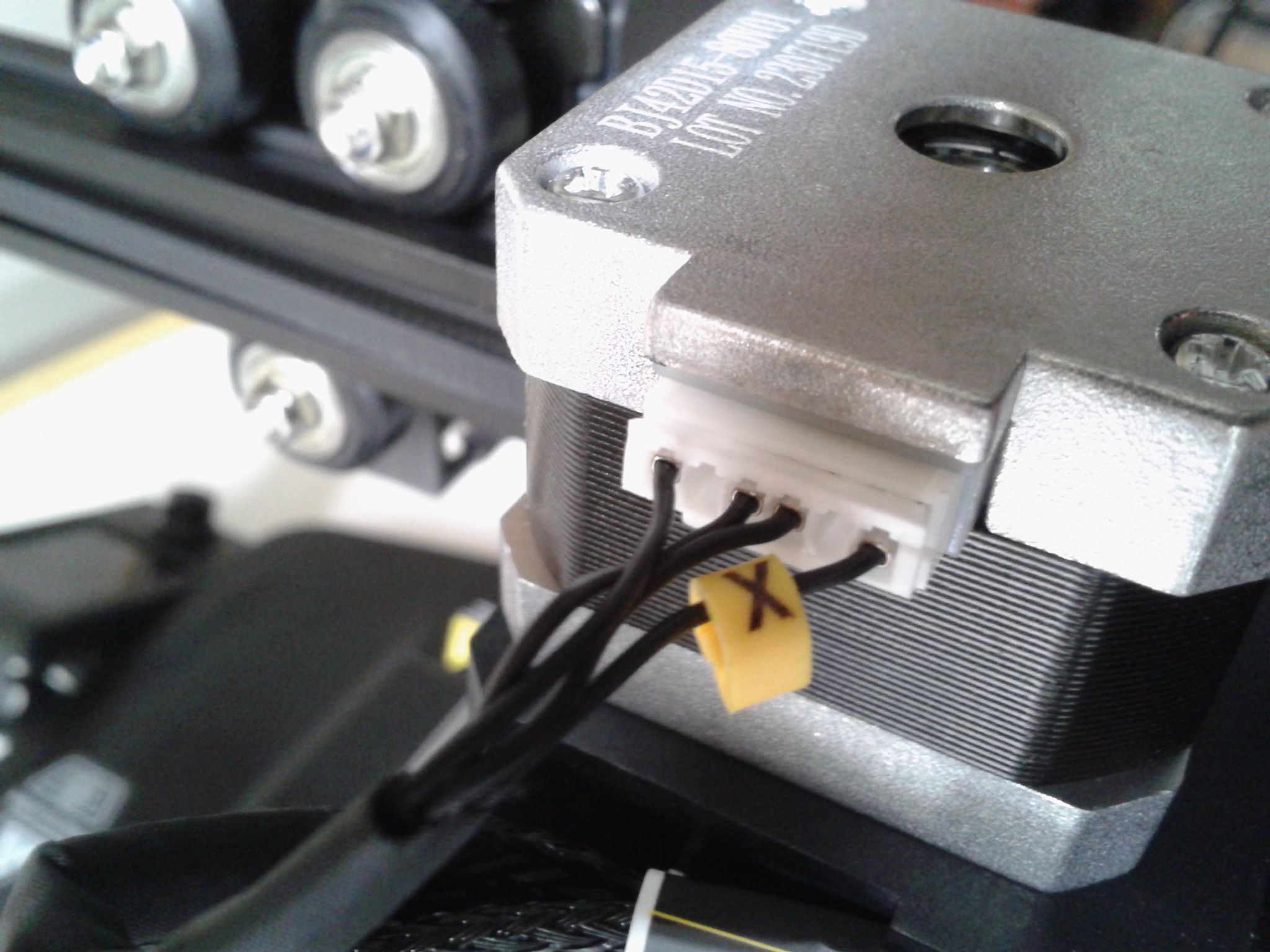
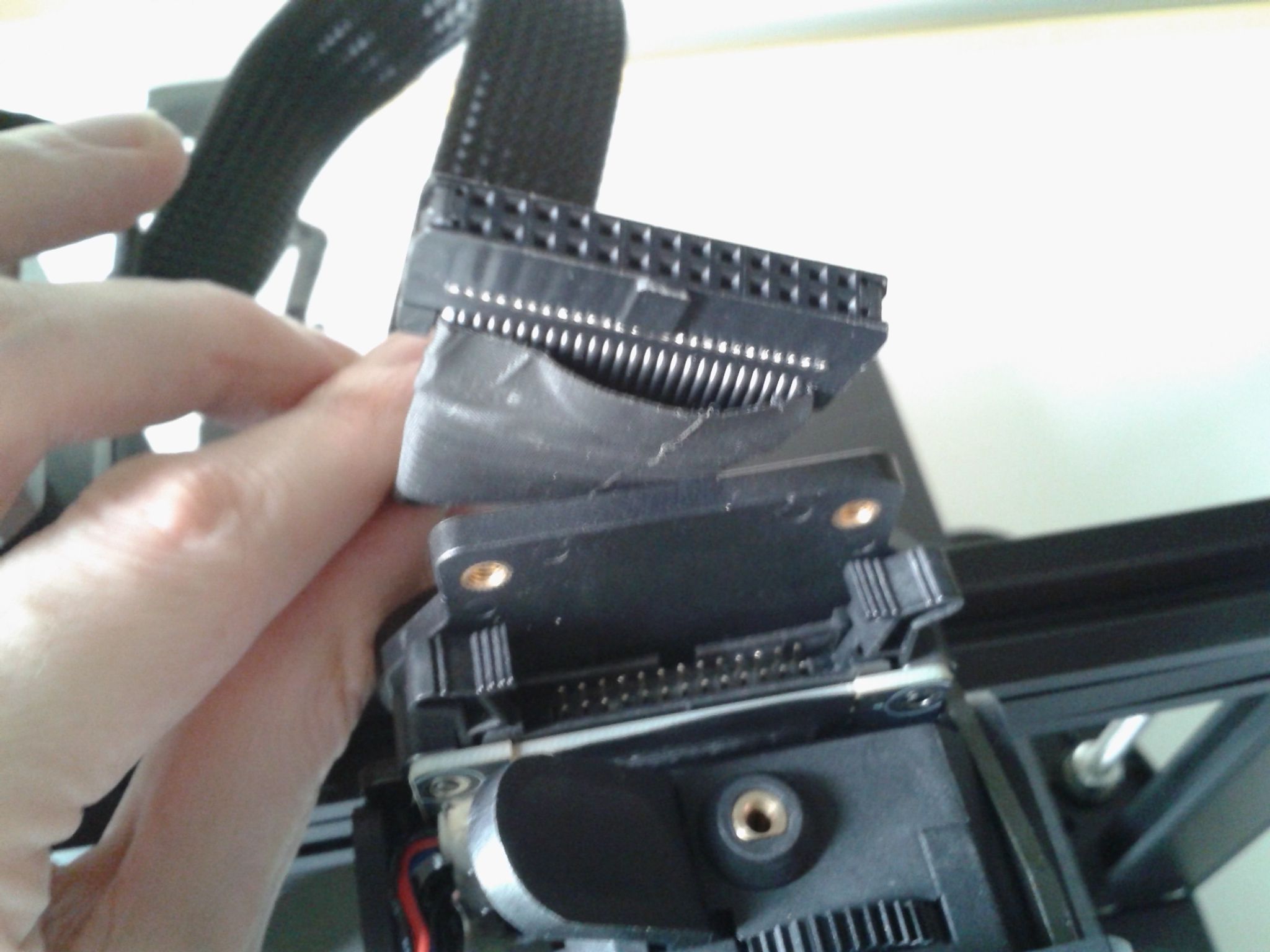
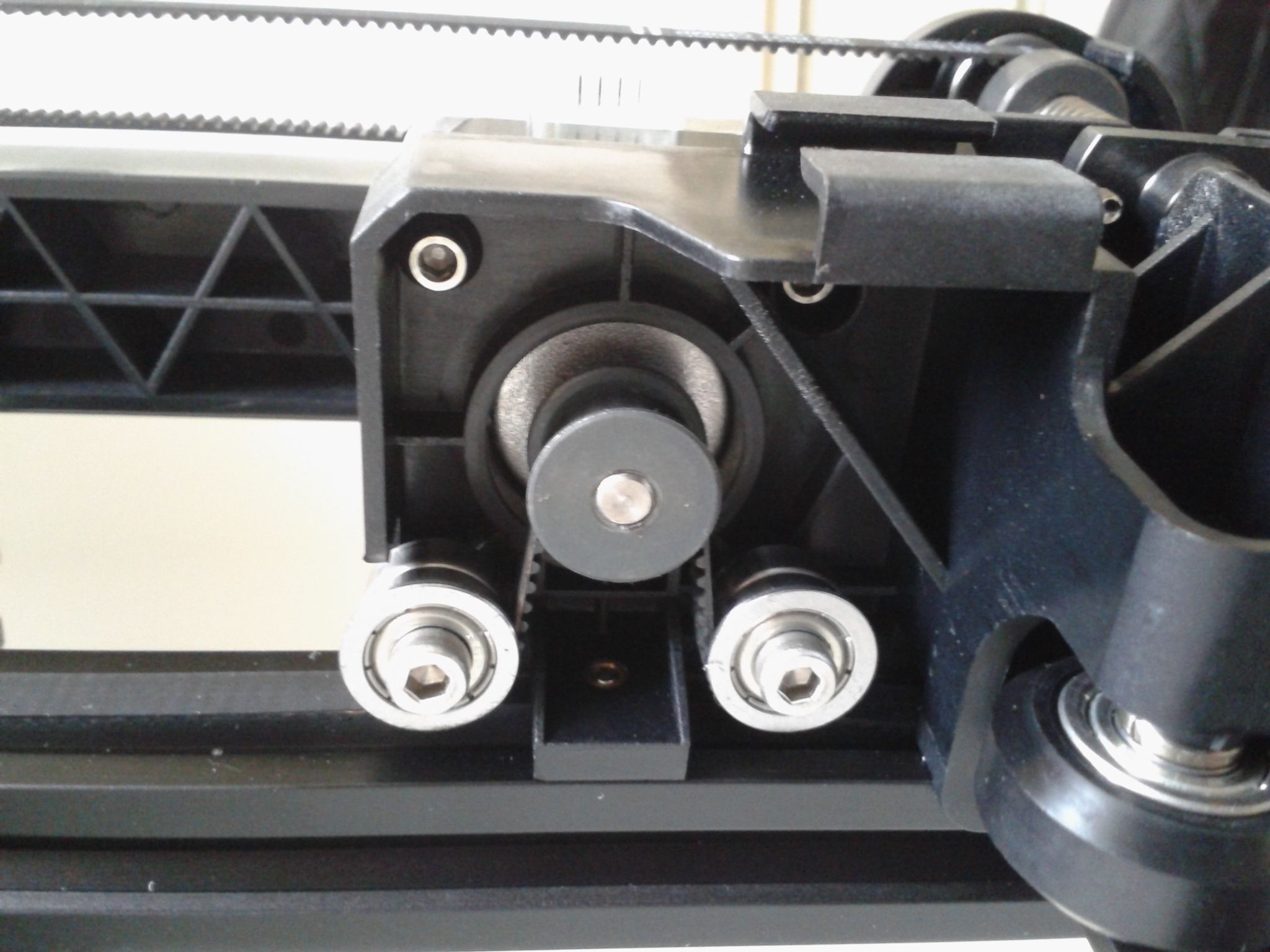
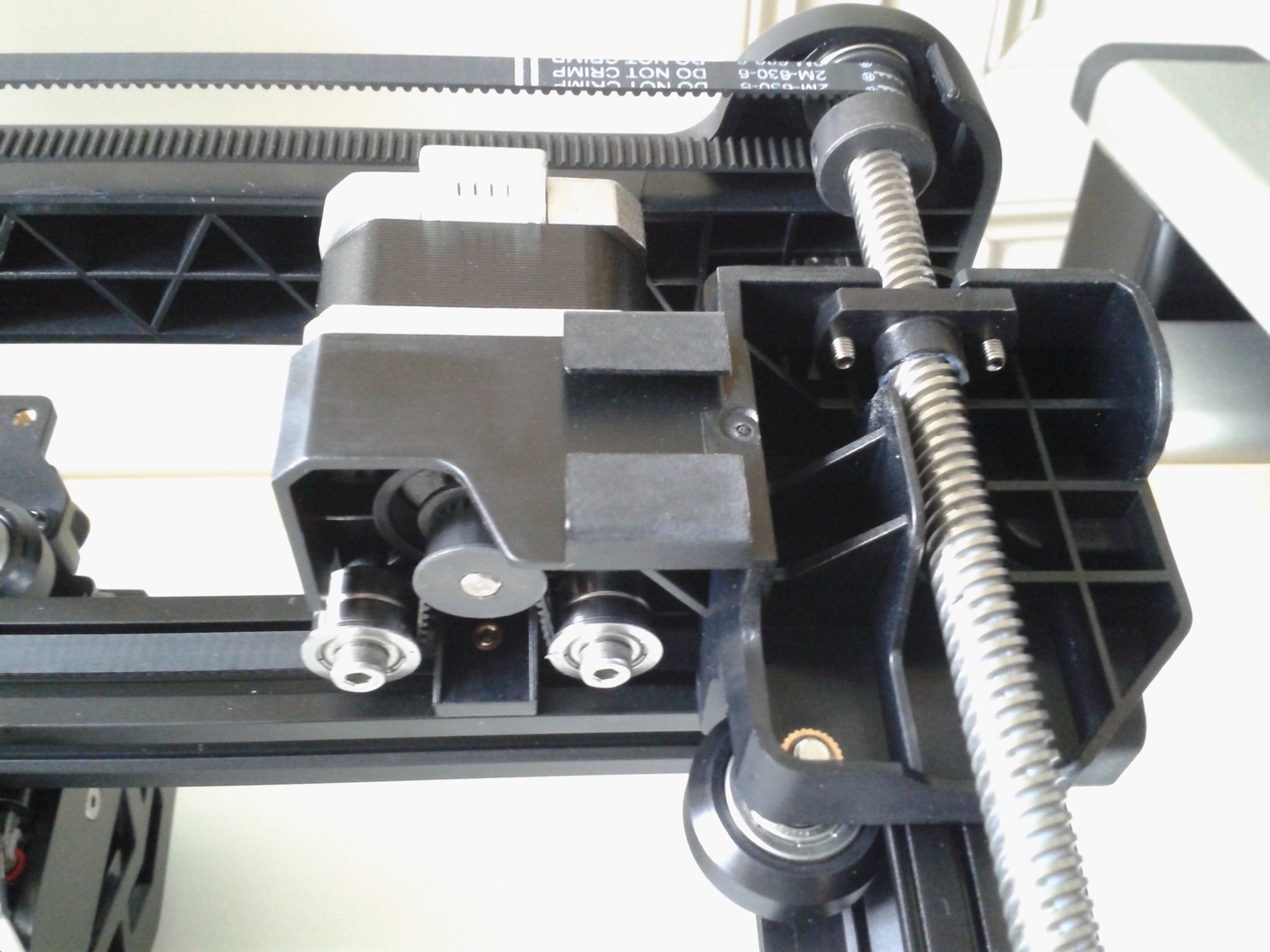
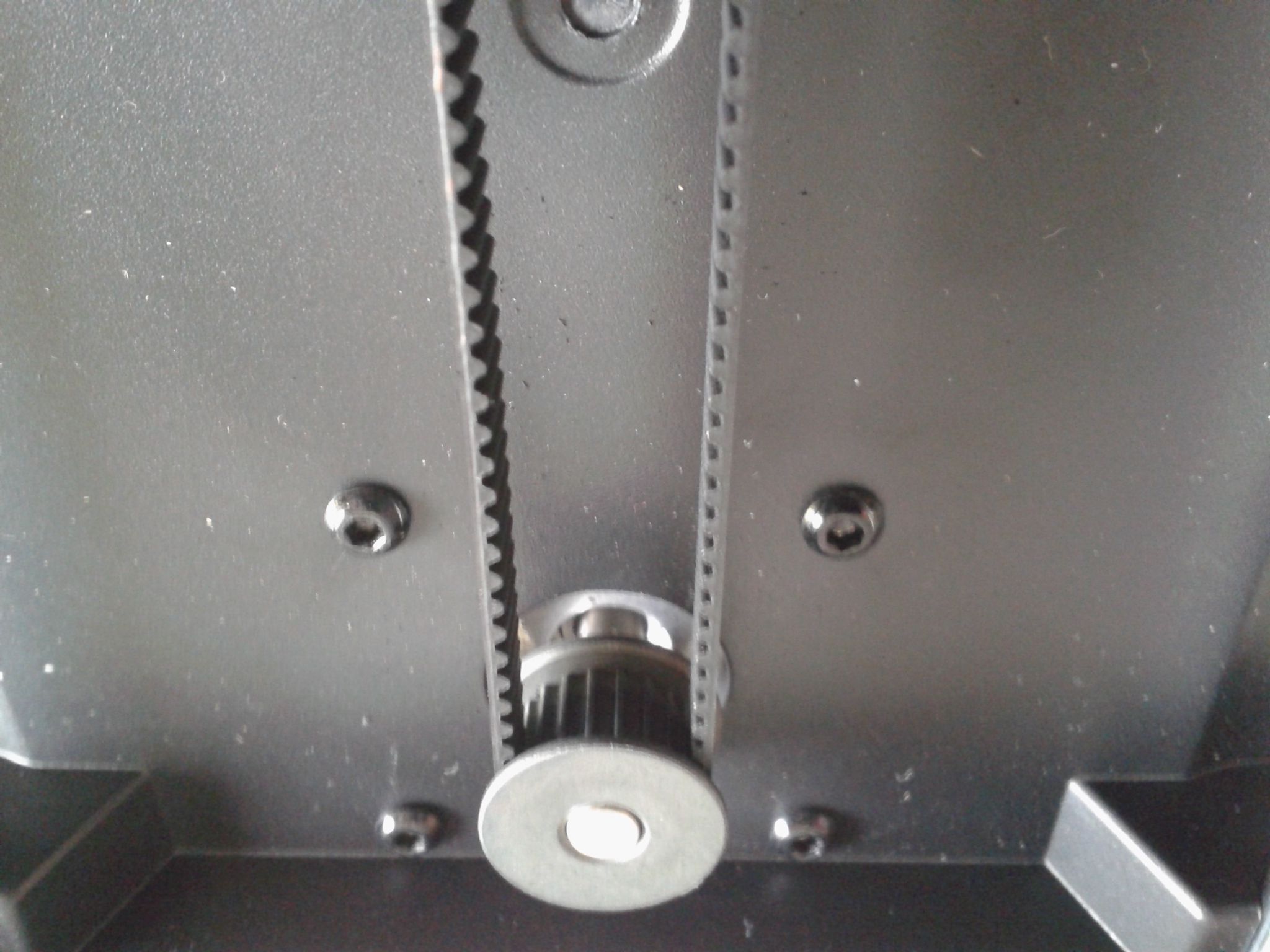
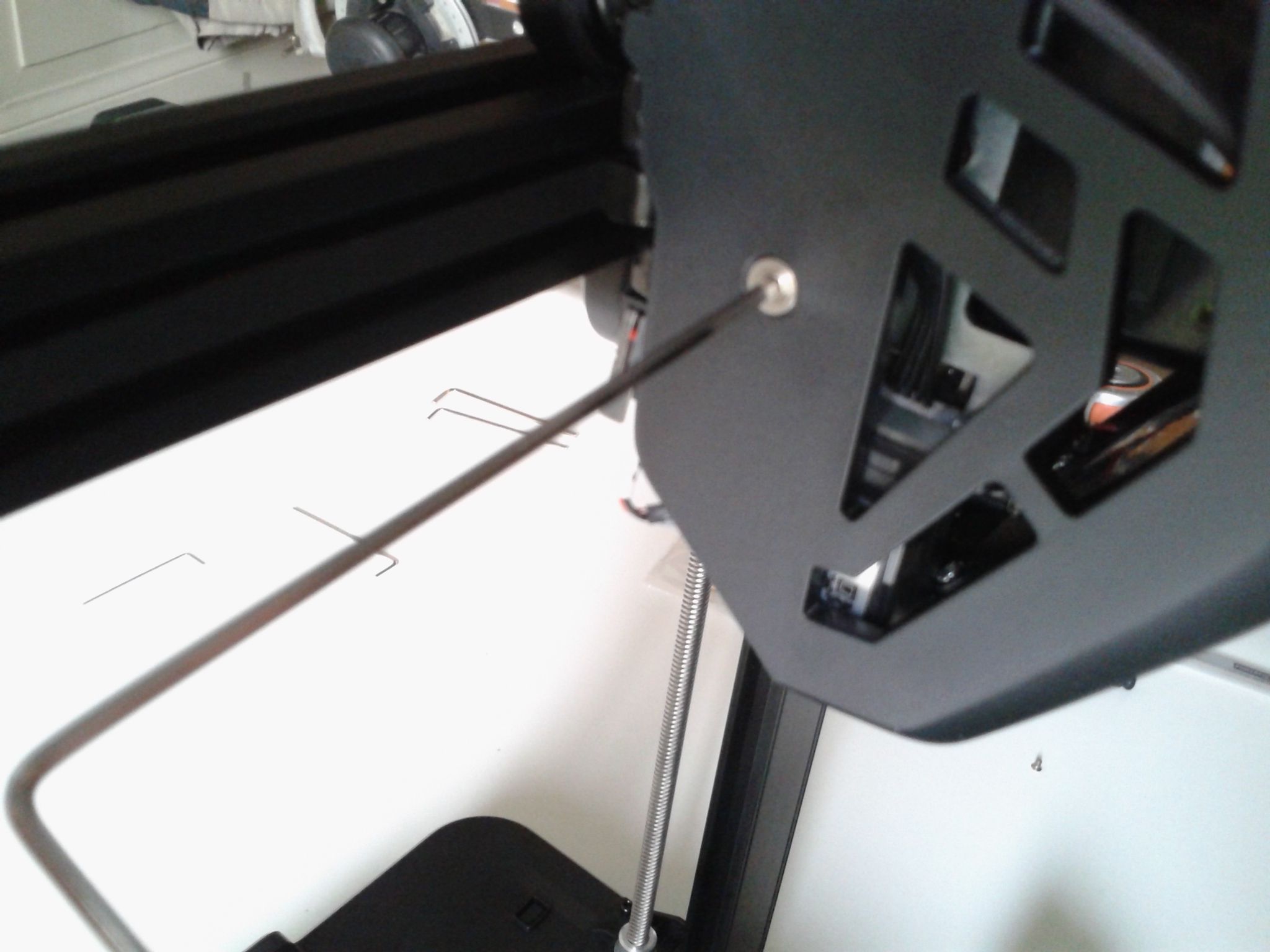
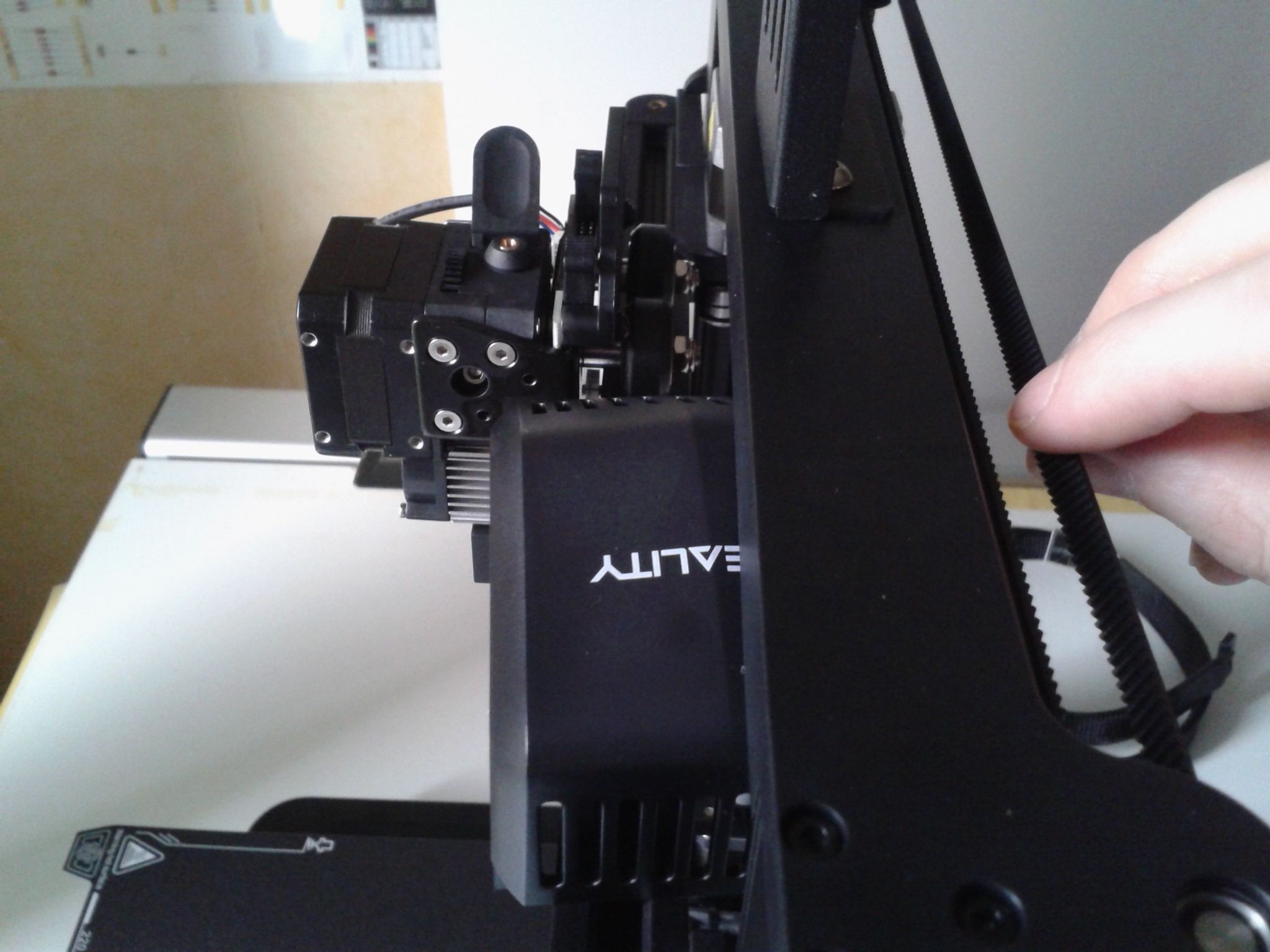
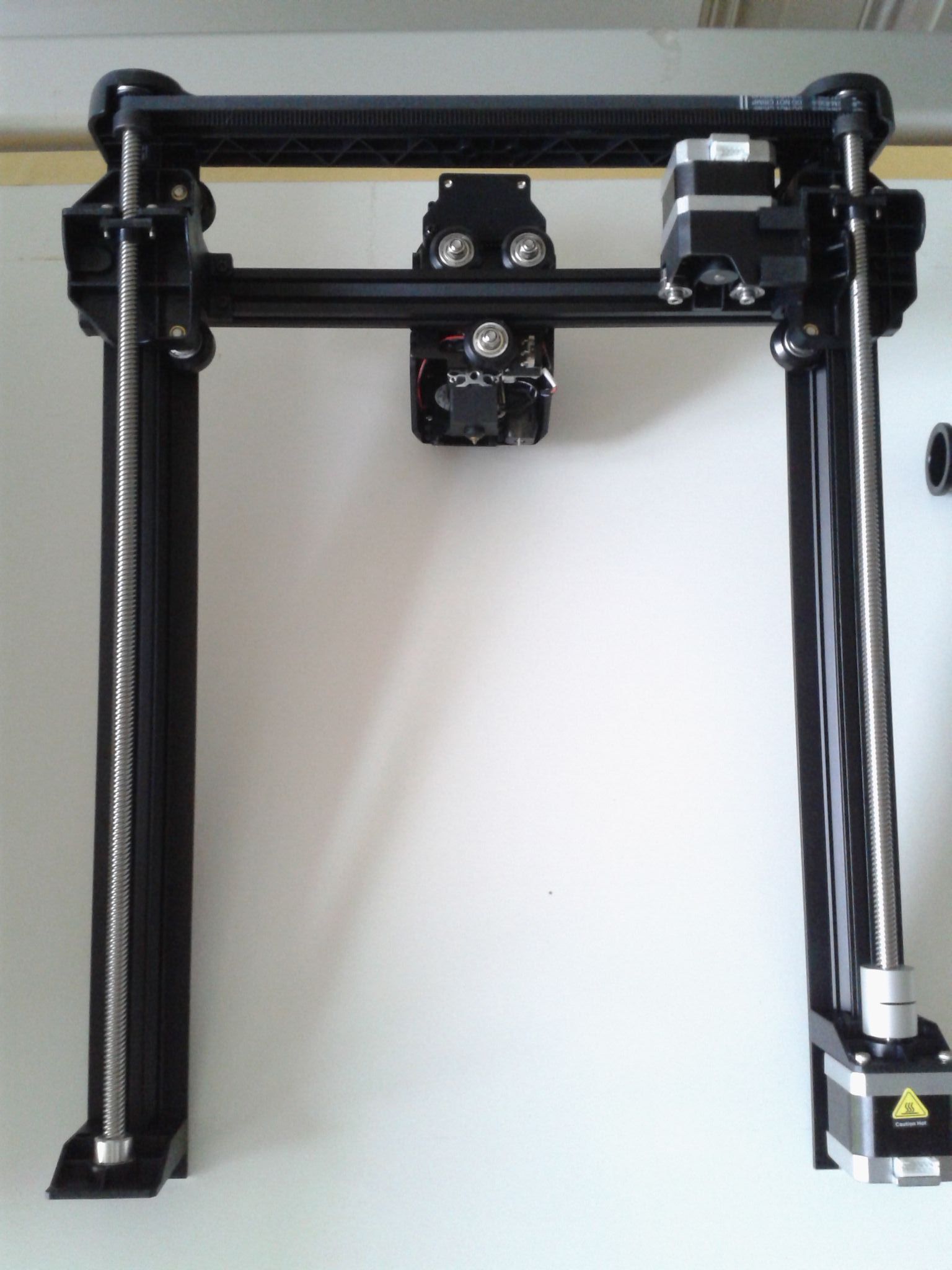
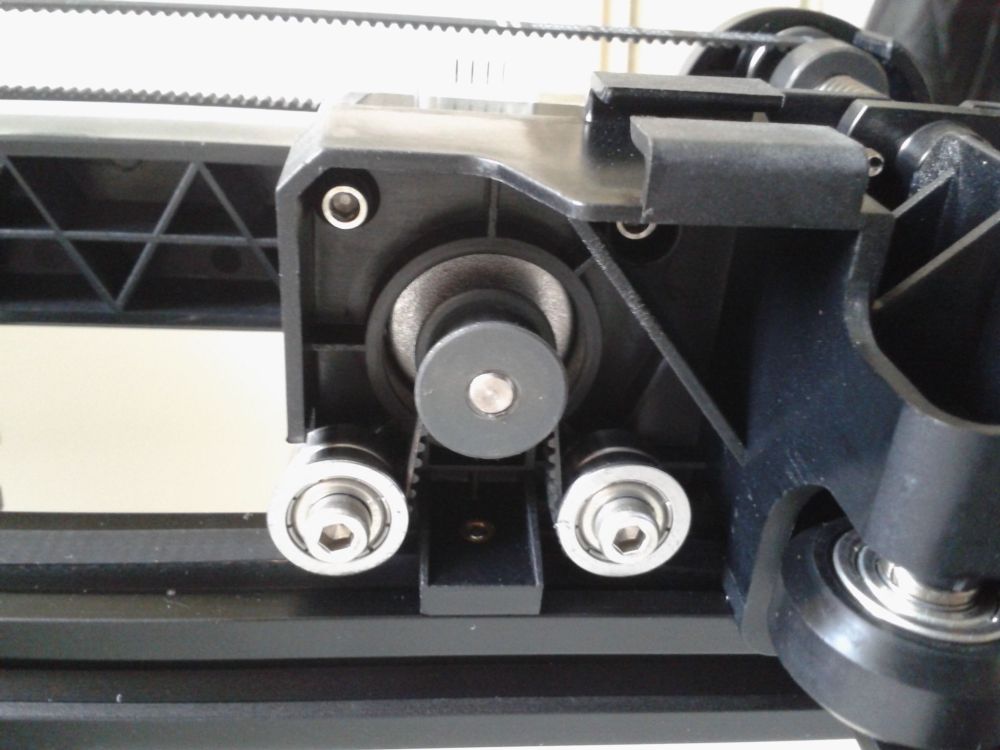
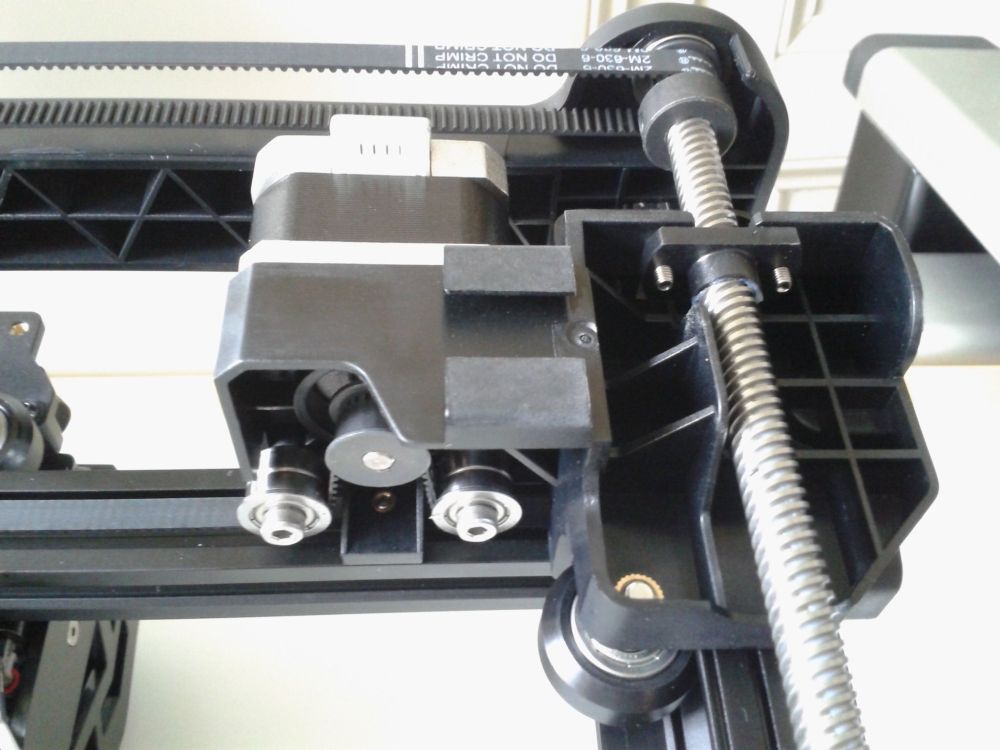
Assemblage Sur la chaîne YouTube de "Creality After-sale" on trouve une vidéo officielle de déballage et d'assemblage "Ender-3 V3 SE Unpacking operation". (Vidéo que l'on retrouve sur la carte SD fournie.) L'ensemble des étapes d'assemblage sont illustrées dans le manuel papier (en Anglais et Chinois) fourni. Manuel papier, repris dans les deux versions PDF (Anglais ou Chinois) sur la carte SD fournie, ou encore, téléchargeable (Anglais) par exemple sur Creality Cloud -> Products -> Ender-3 V3 SE -> chercher alors "Product Manual:" pour trouver un lien/bouton "Download". Photos en vrac Mise en place du "cadre de portique" (fr) / "gantry frame" (en) / de l'arche ( se munir de la clé hexagonale M2.5 ) J'ai préféré après avoir enfiché l'arche dans les empreintes sur la base, délicatement basculer l'ensemble pour faciliter la mise en place (sans les serrer) des 6 vis (M3 x 14mm) du dessous Puis remettre l'ensemble sur ses pieds et pour chaque côté, approcher l'ensemble d'un bord de table pour finaliser les serrages. Il y a encore deux vis (M3 x 8 mm) a placer sur le dessus de la base, côté gauche (là où il n'y a pas de moteur), pour finaliser la fixation de l'arche. Après cela le portique/l'arche semble bien solidaire de la base si on essaye de la bouger par le haut. Vient ensuite la fixation du support de l’écran avec 3 vis (M4 x 10 mm) et du porte-bobine avec 2 vis (M5 x 8 mm) Là encore pour fixer le support de l’écran a la base, profiter d'un bord de table pour faciliter la mise en place et serrage des vis. Branchement du connecteur du faisceau de câbles principale a la tête d'impression, placement du faisceau de câbles, connexion du moteur de l'axe X. Photos en vrac connexion du moteur de l'axe Z (Le moteur de l'axe Y, dans la base de l'imprimante, est normalement déjà connecté) Vérification des tensions des courroies, et photos des vis a tourner pour ajuster leur tensions Pour l'axe X, sur le coté droit du portique (celle la plus à avant) Pour l'axe Y, a l'arrière de la machine
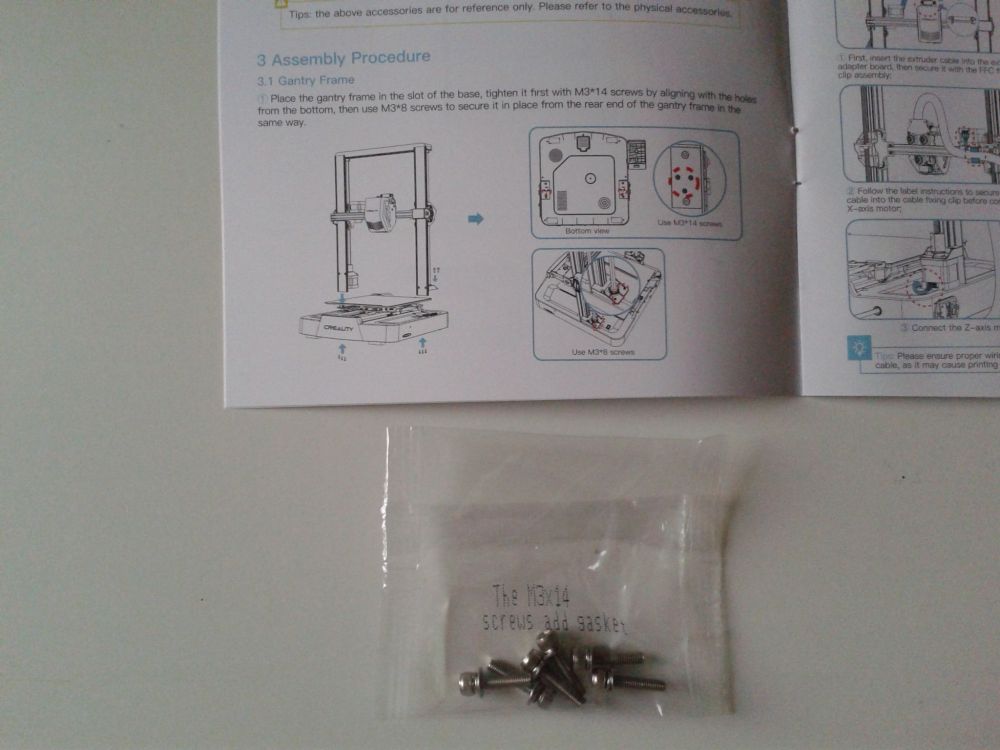









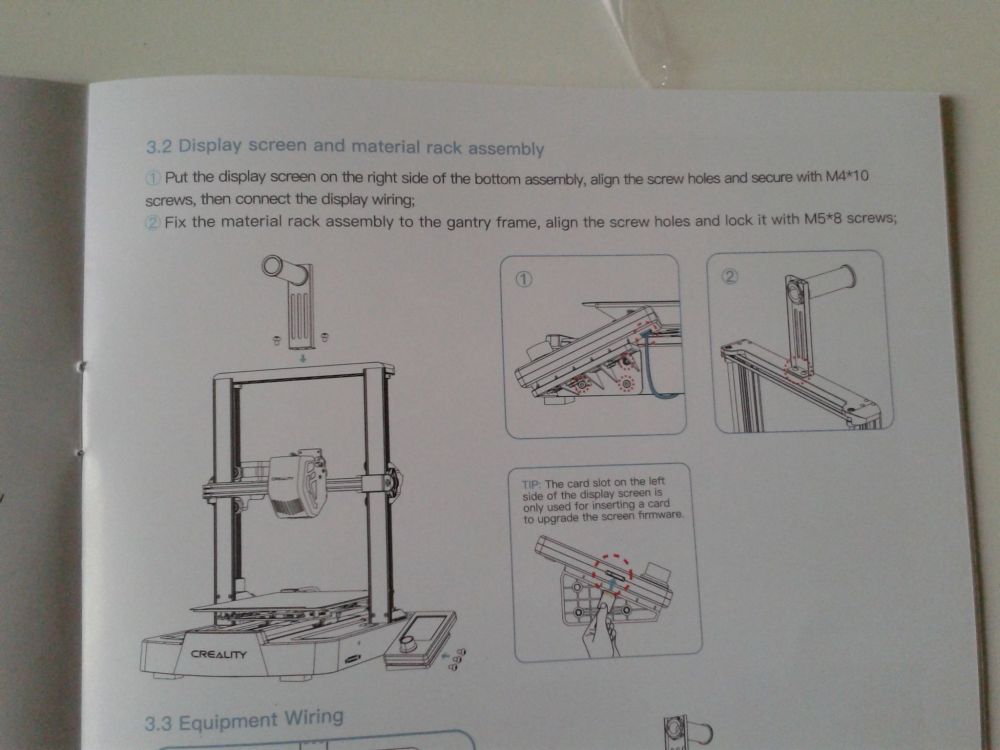






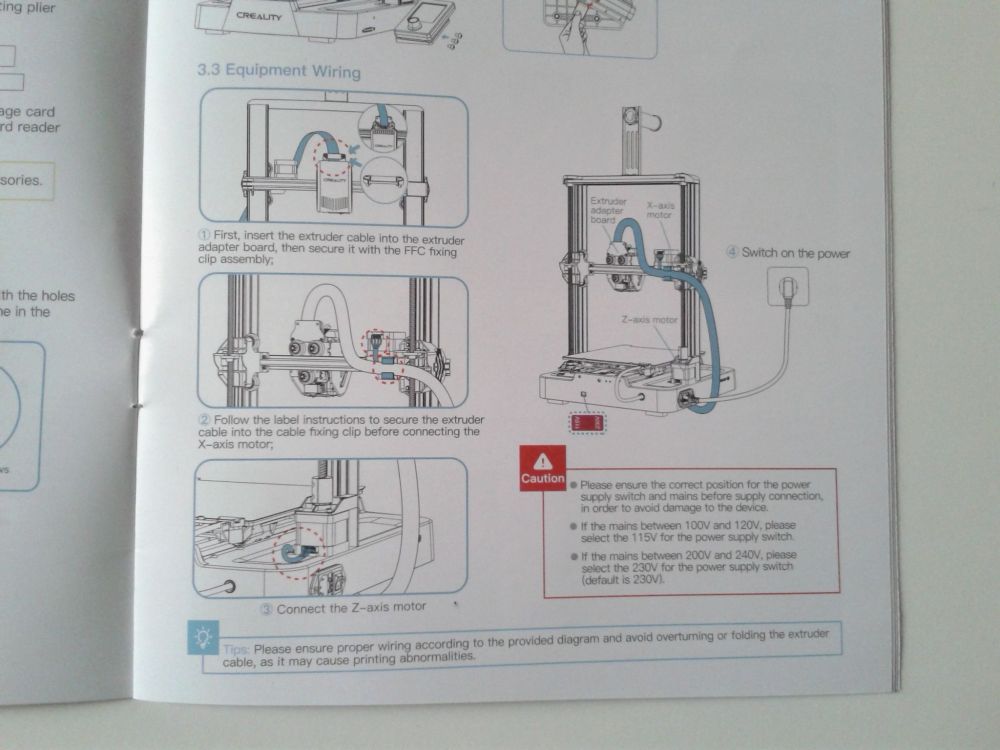


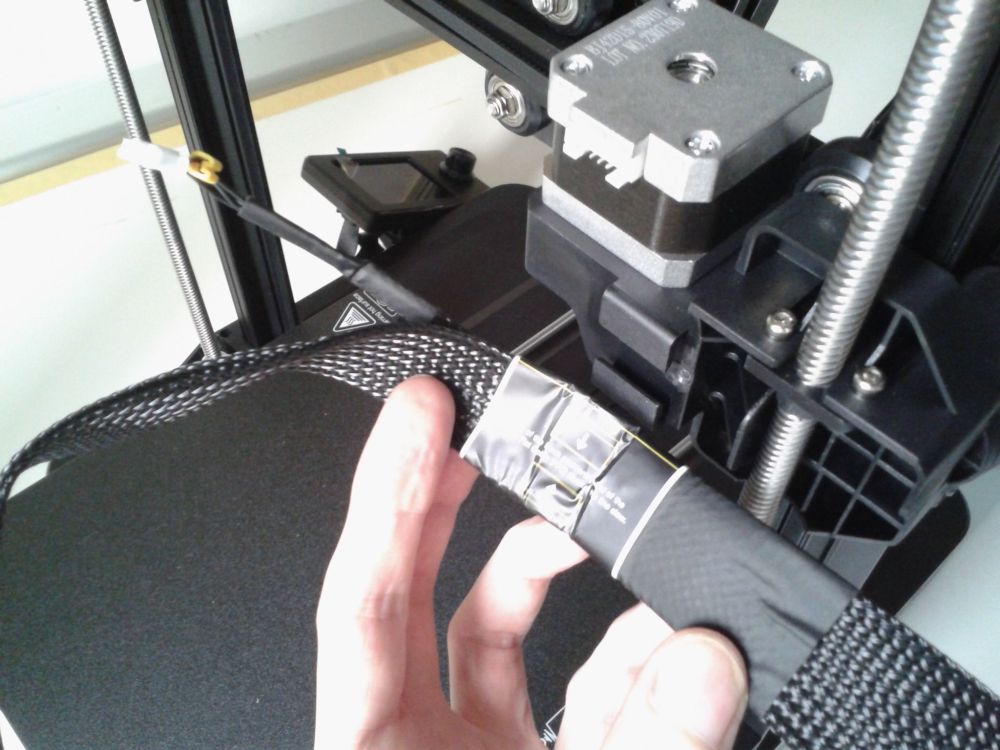

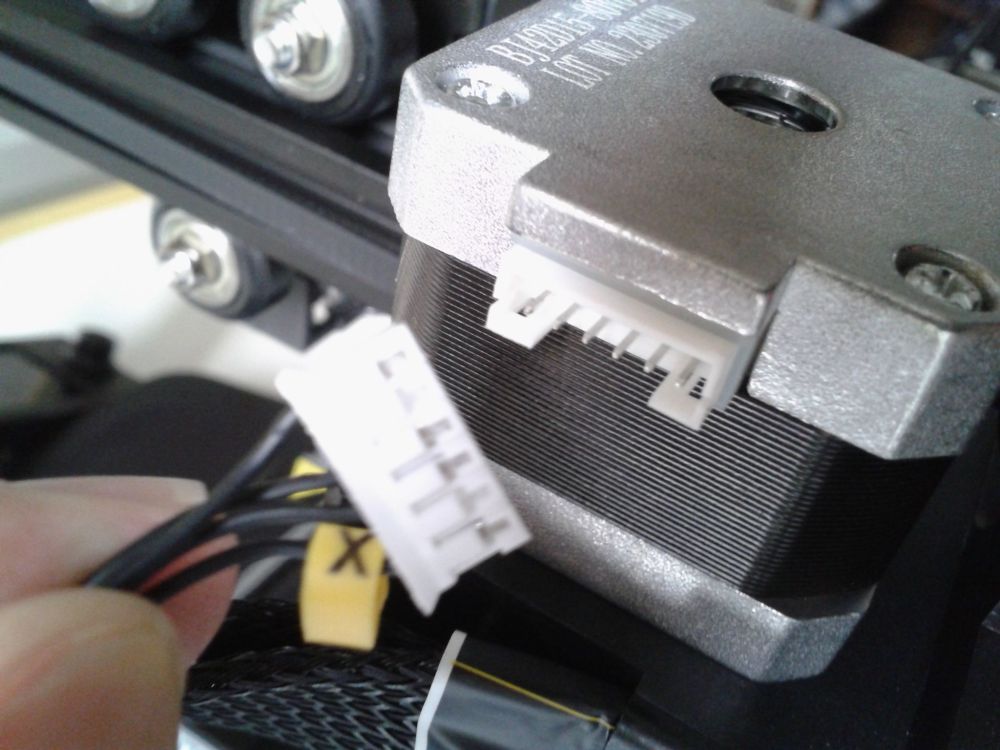
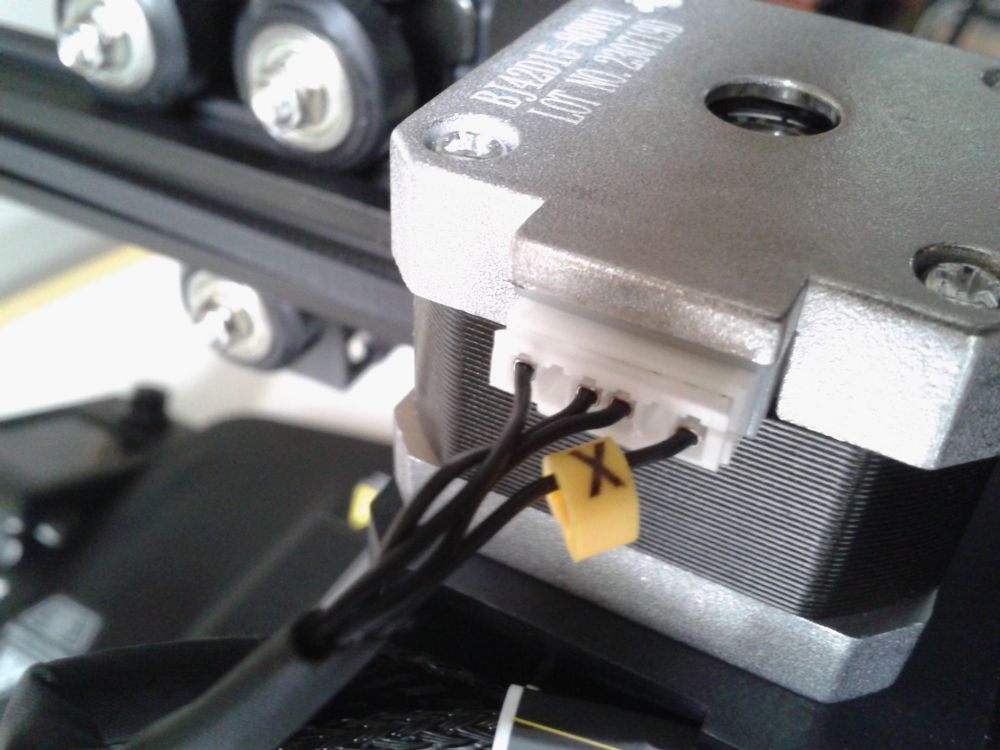






 1 point
1 point -
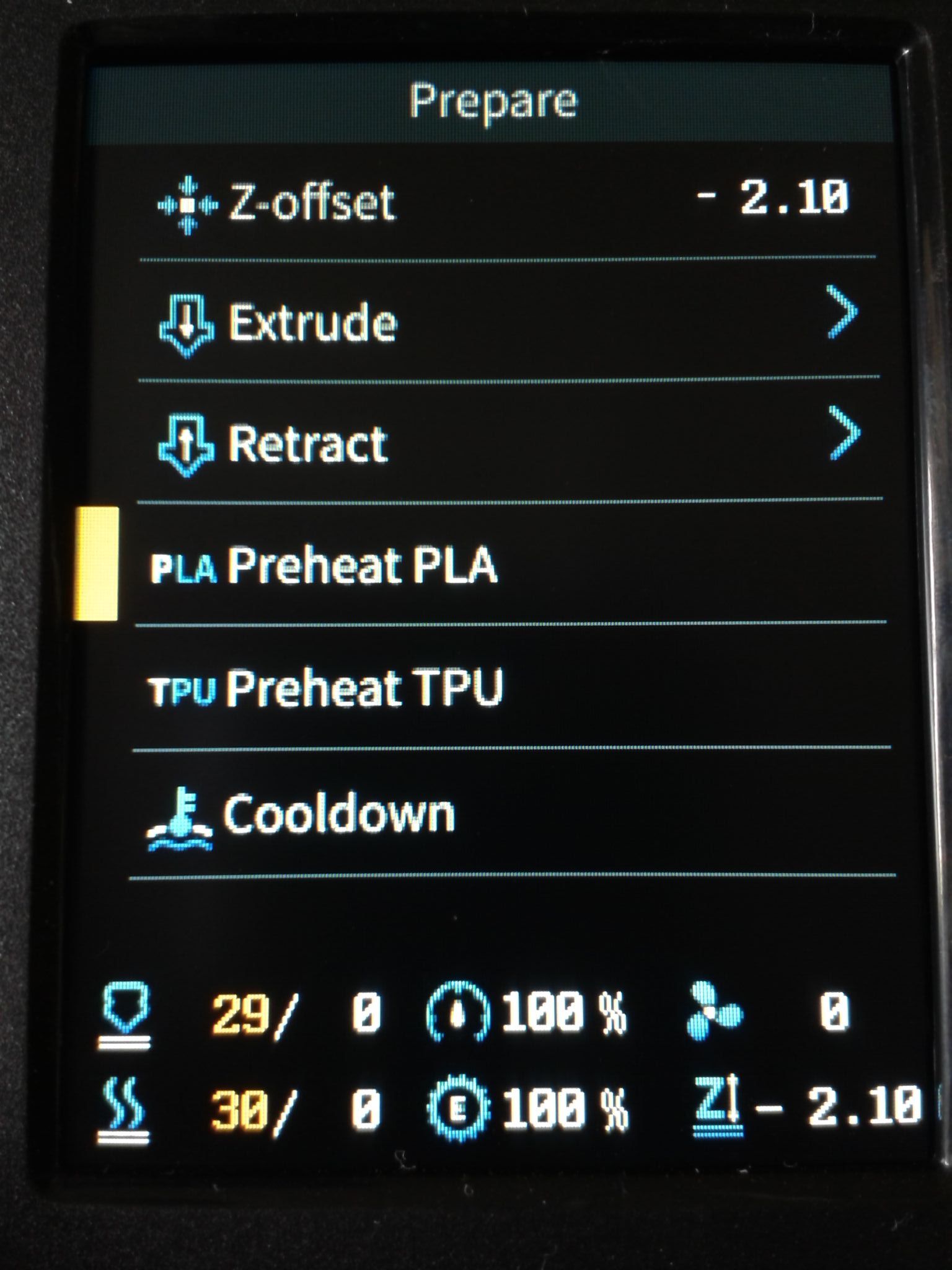
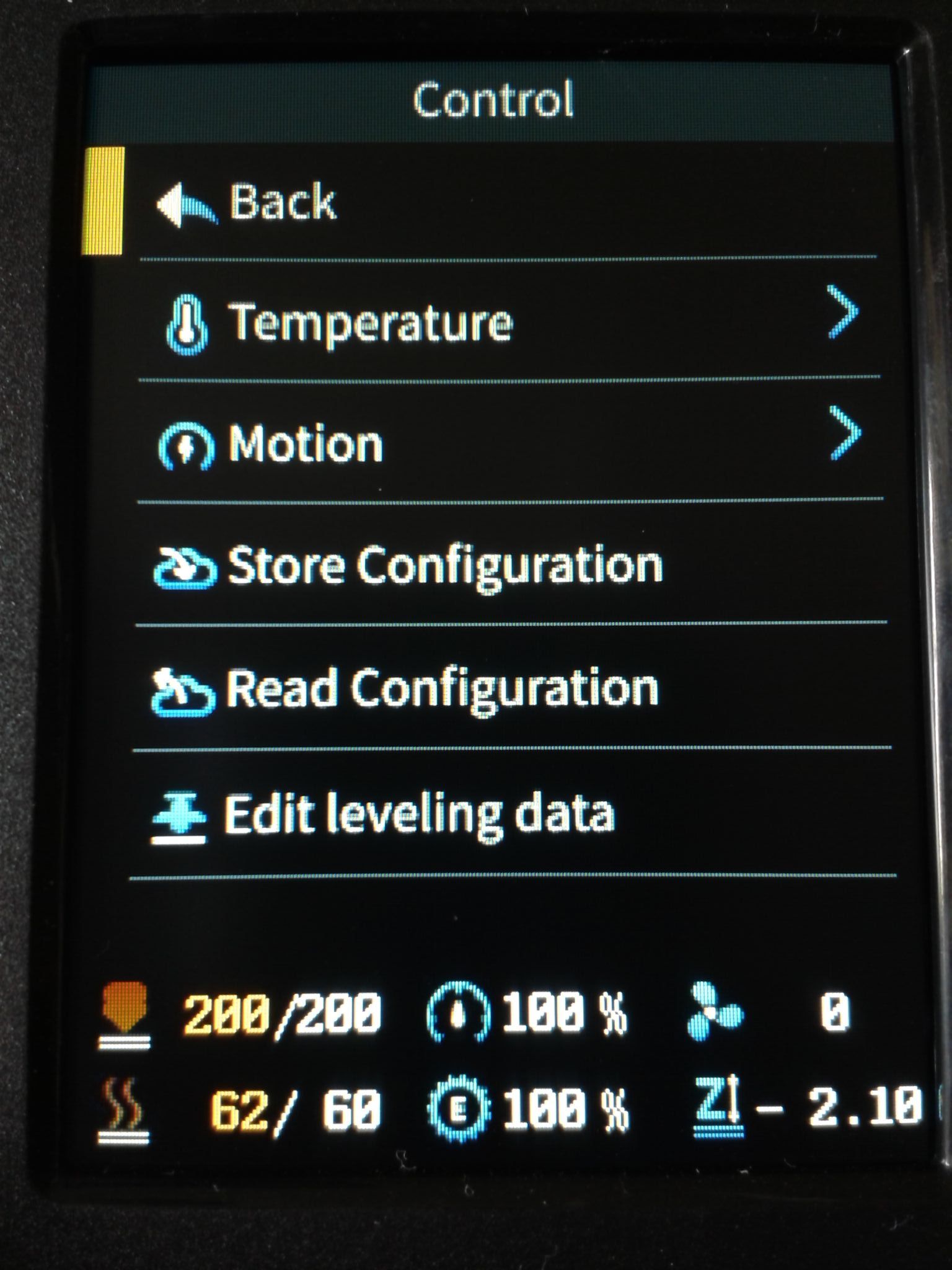
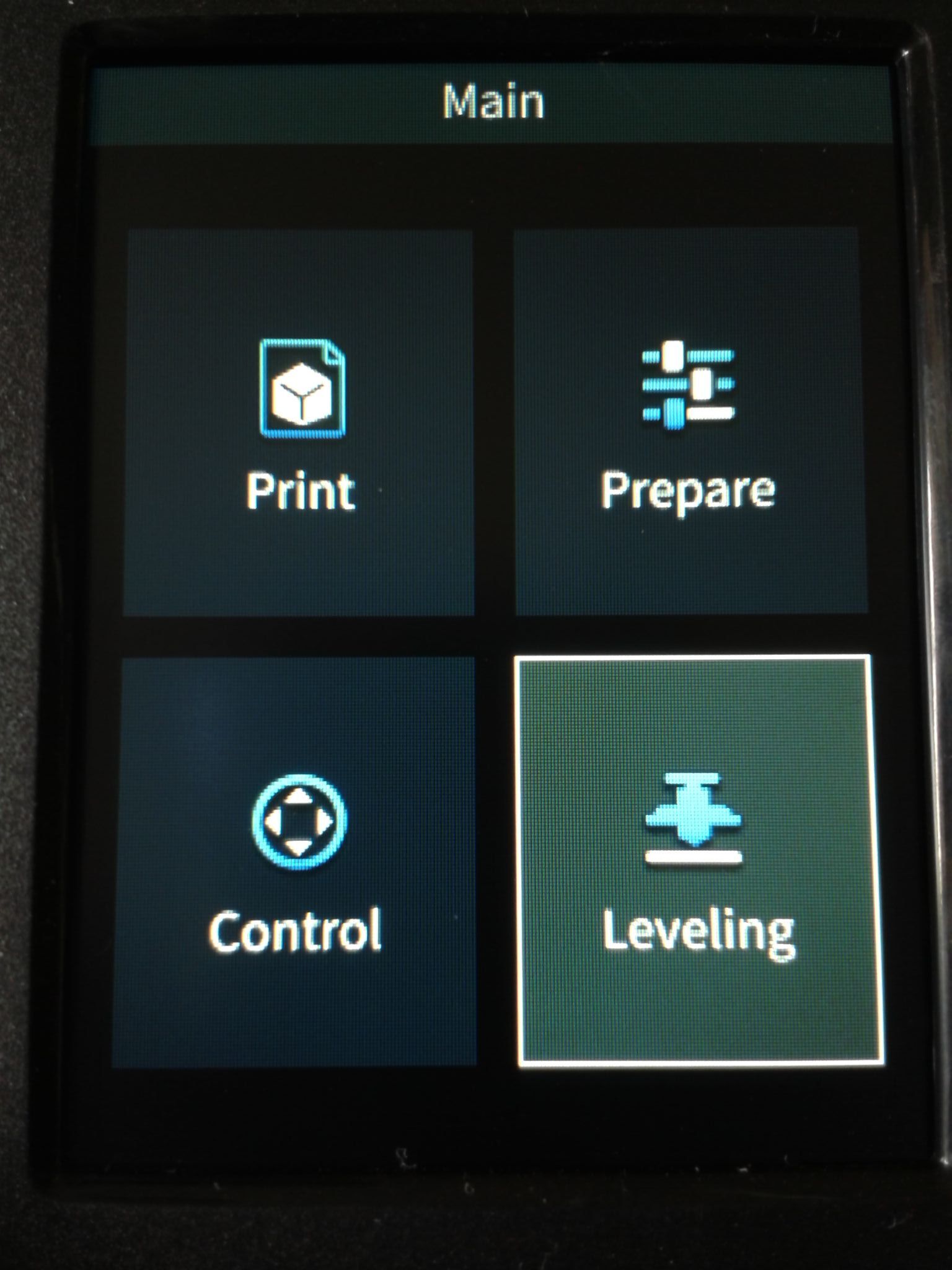
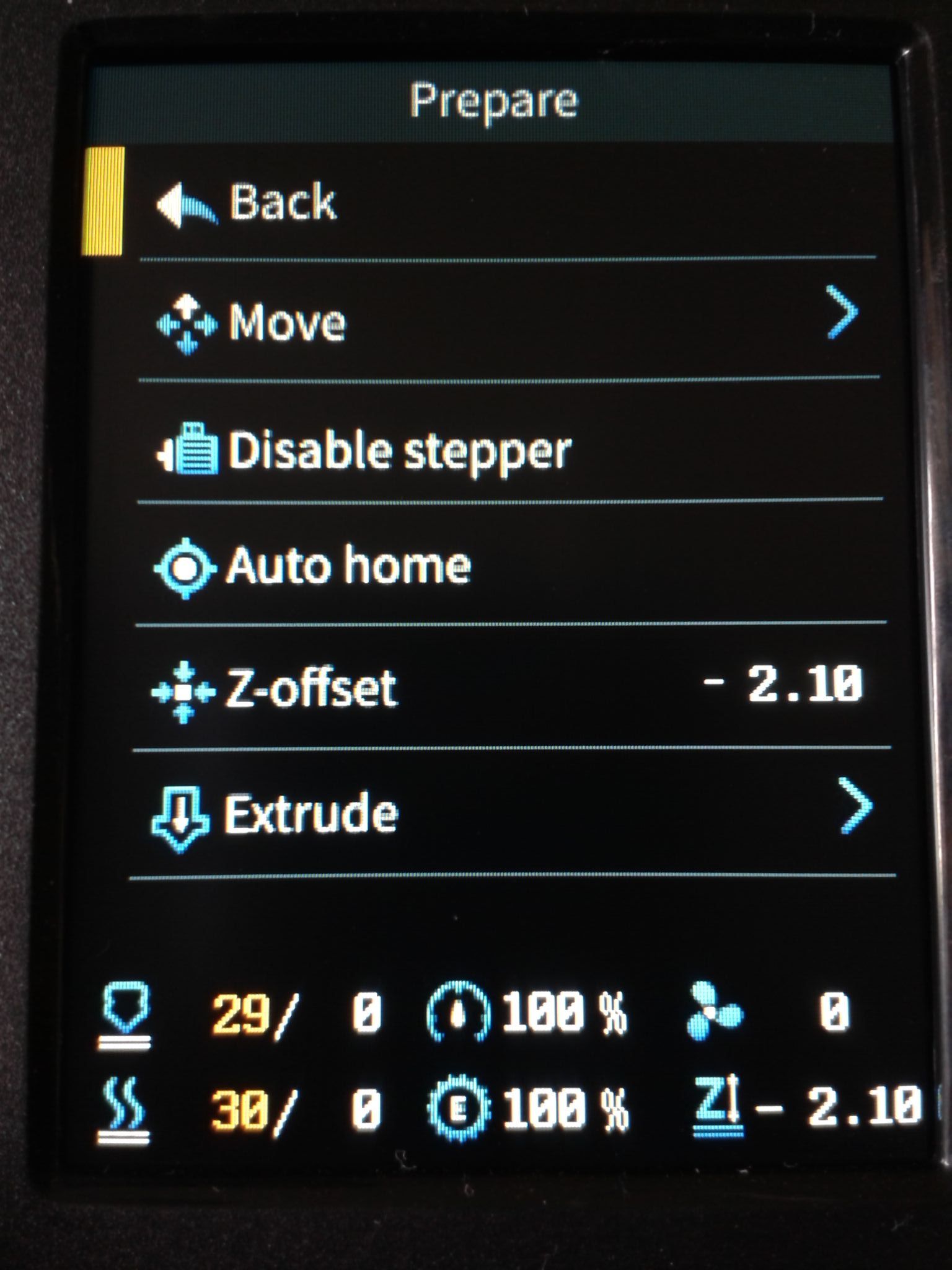
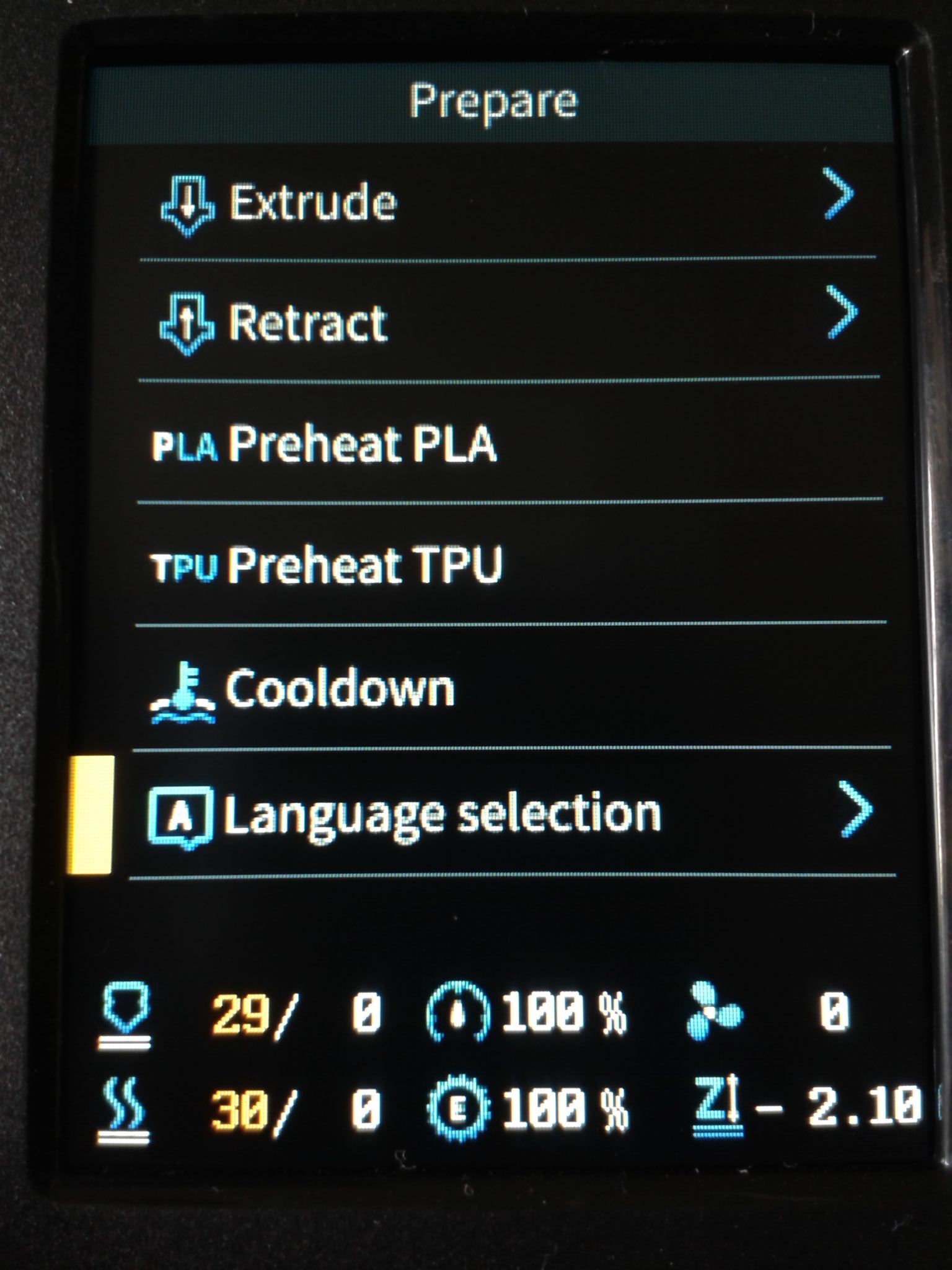
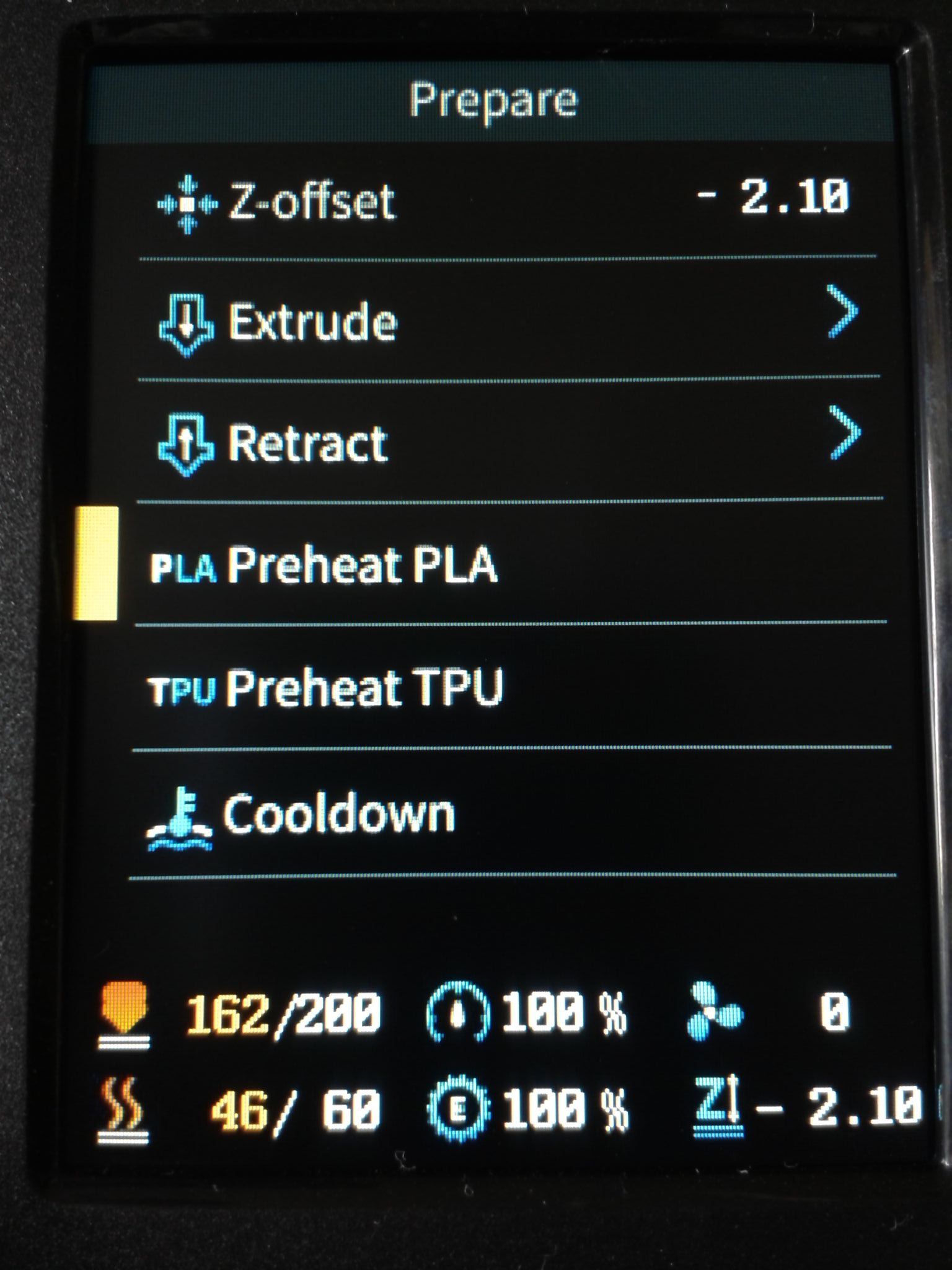
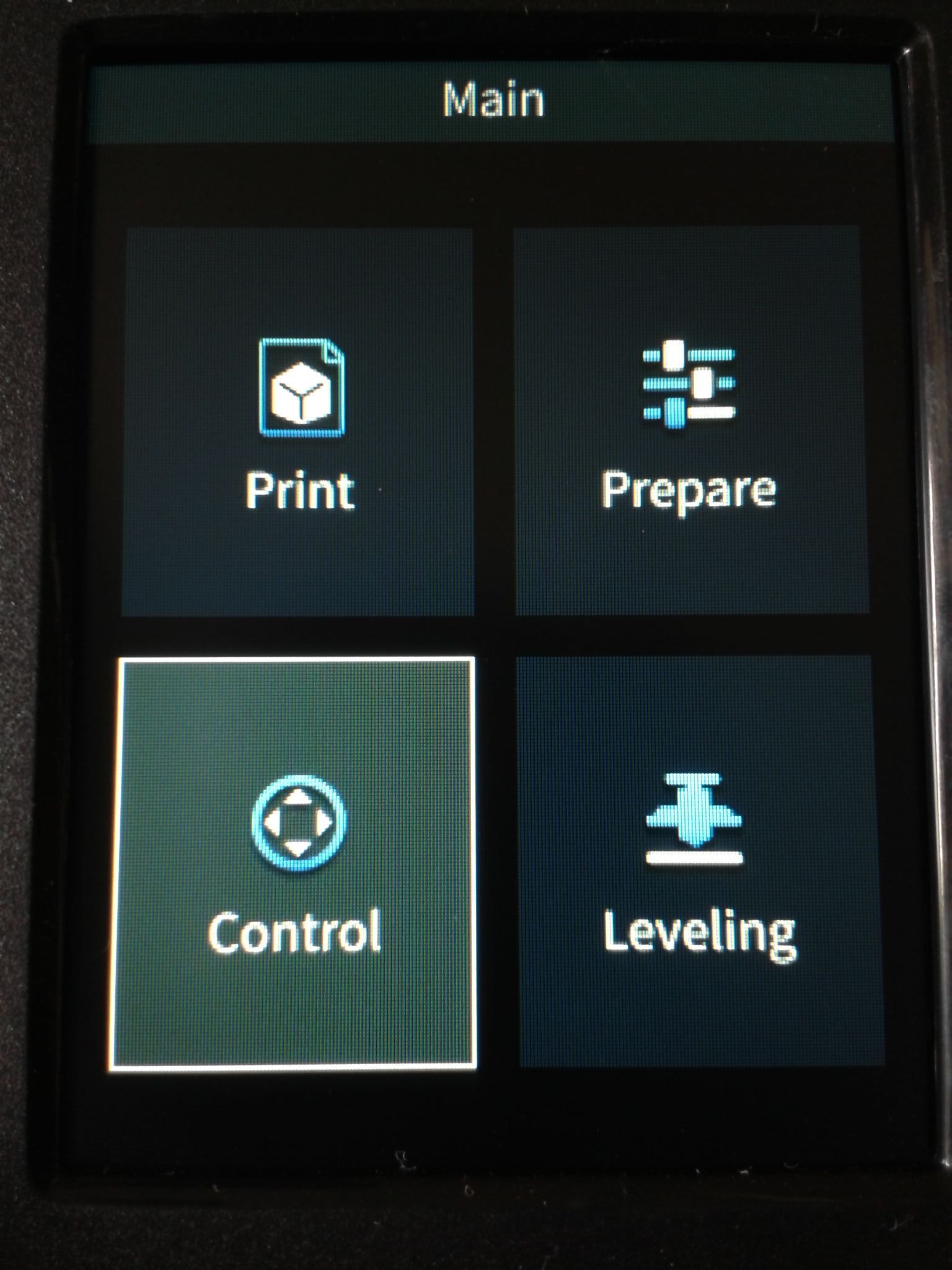
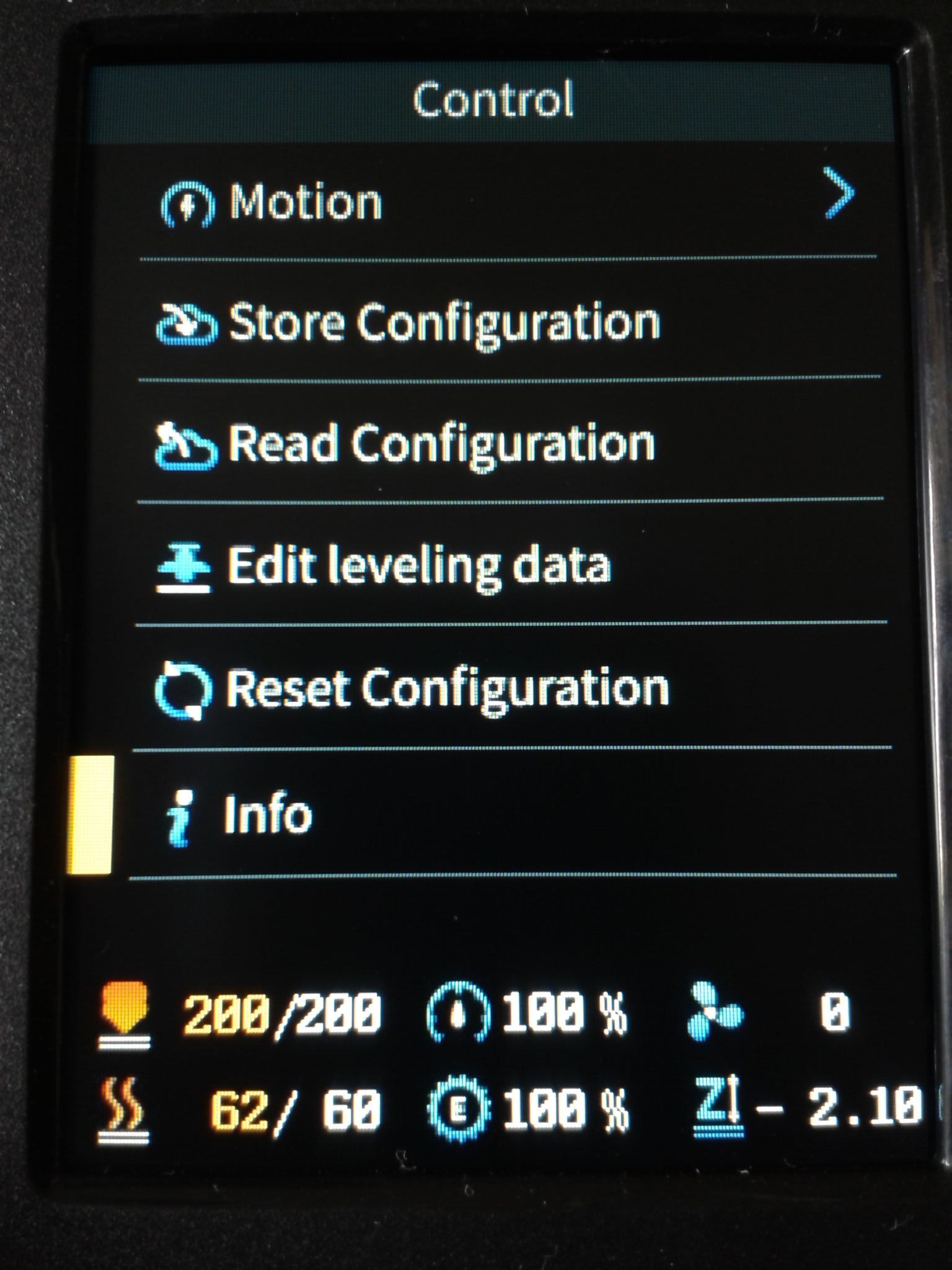
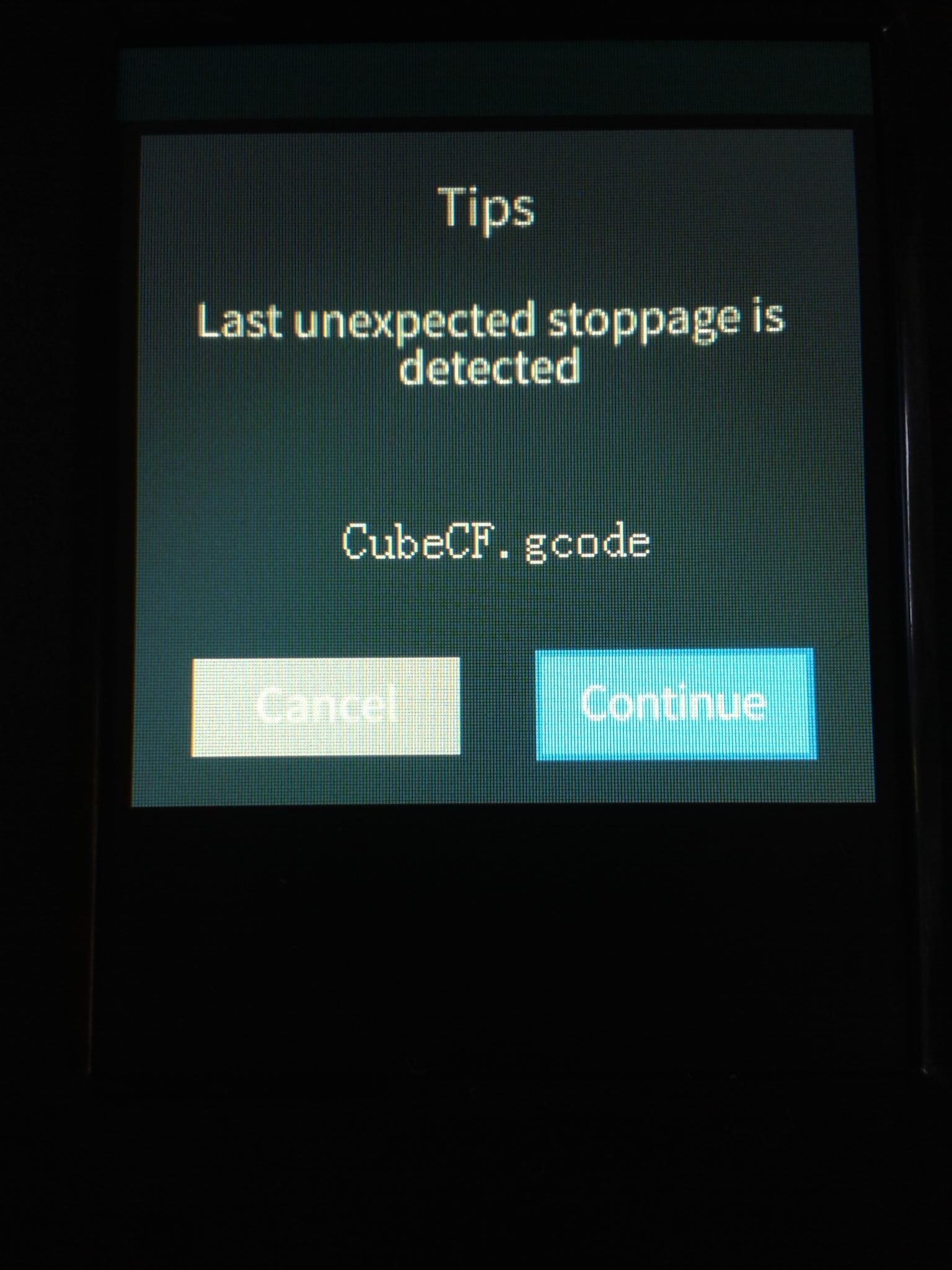
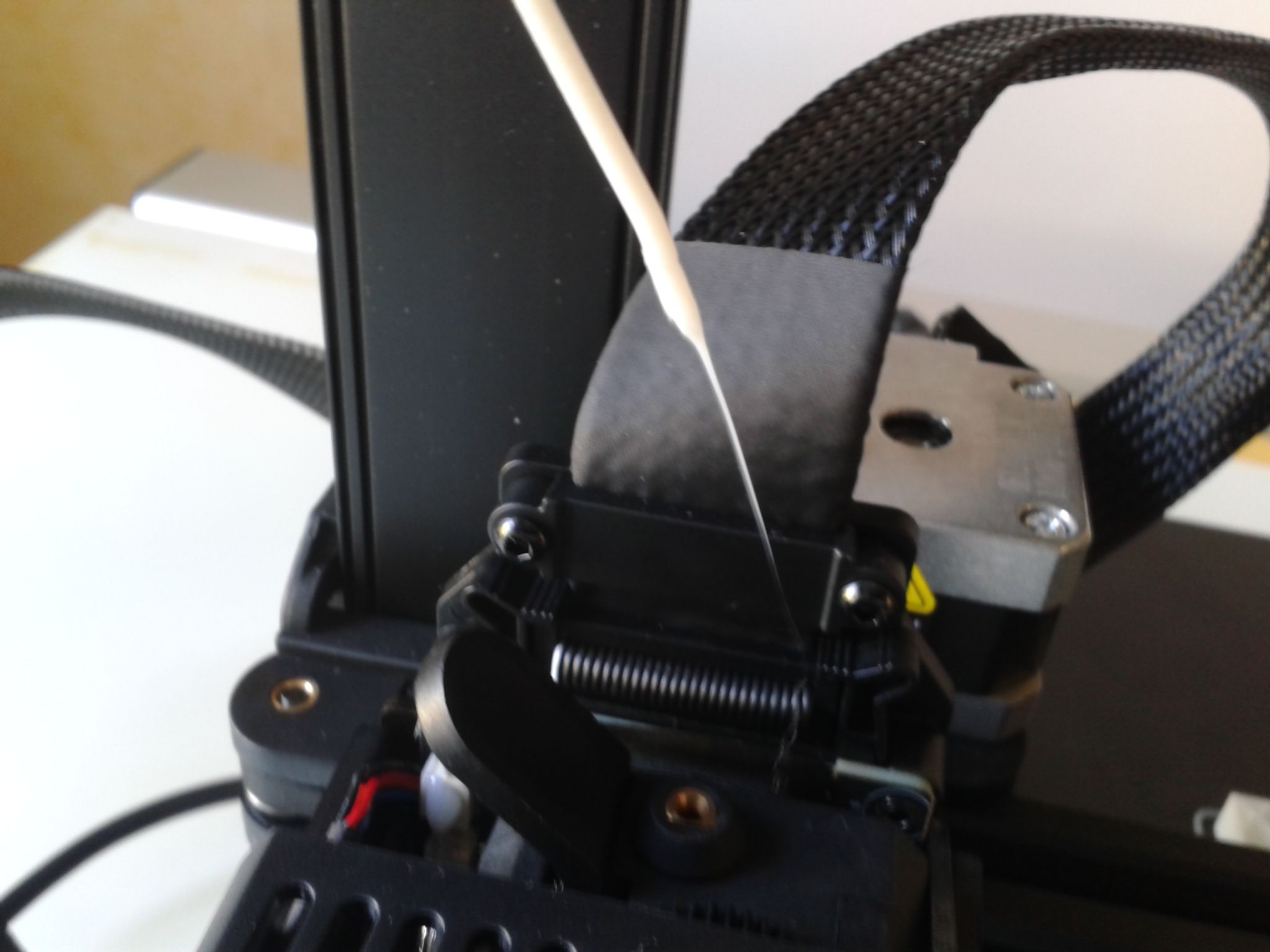
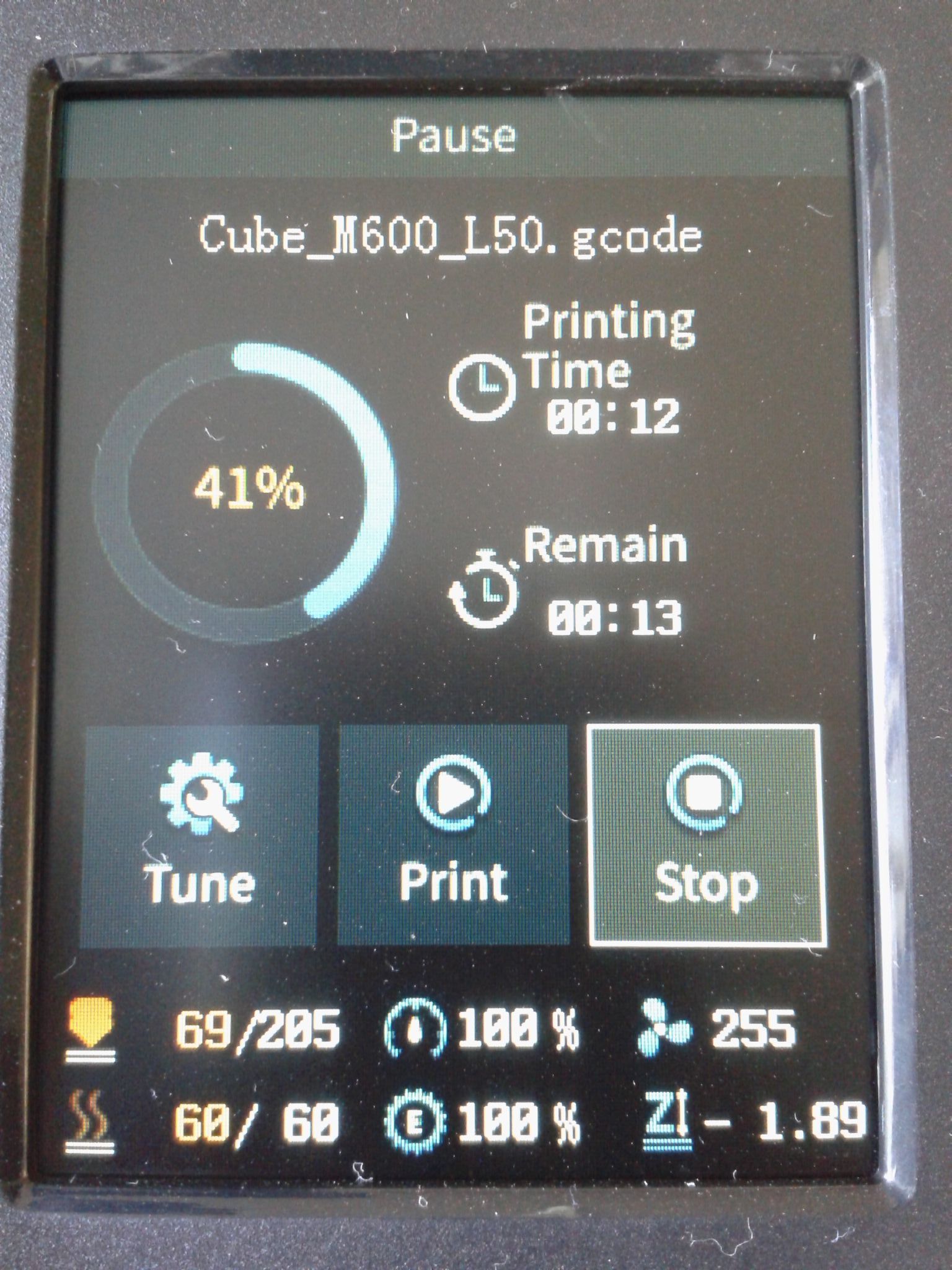
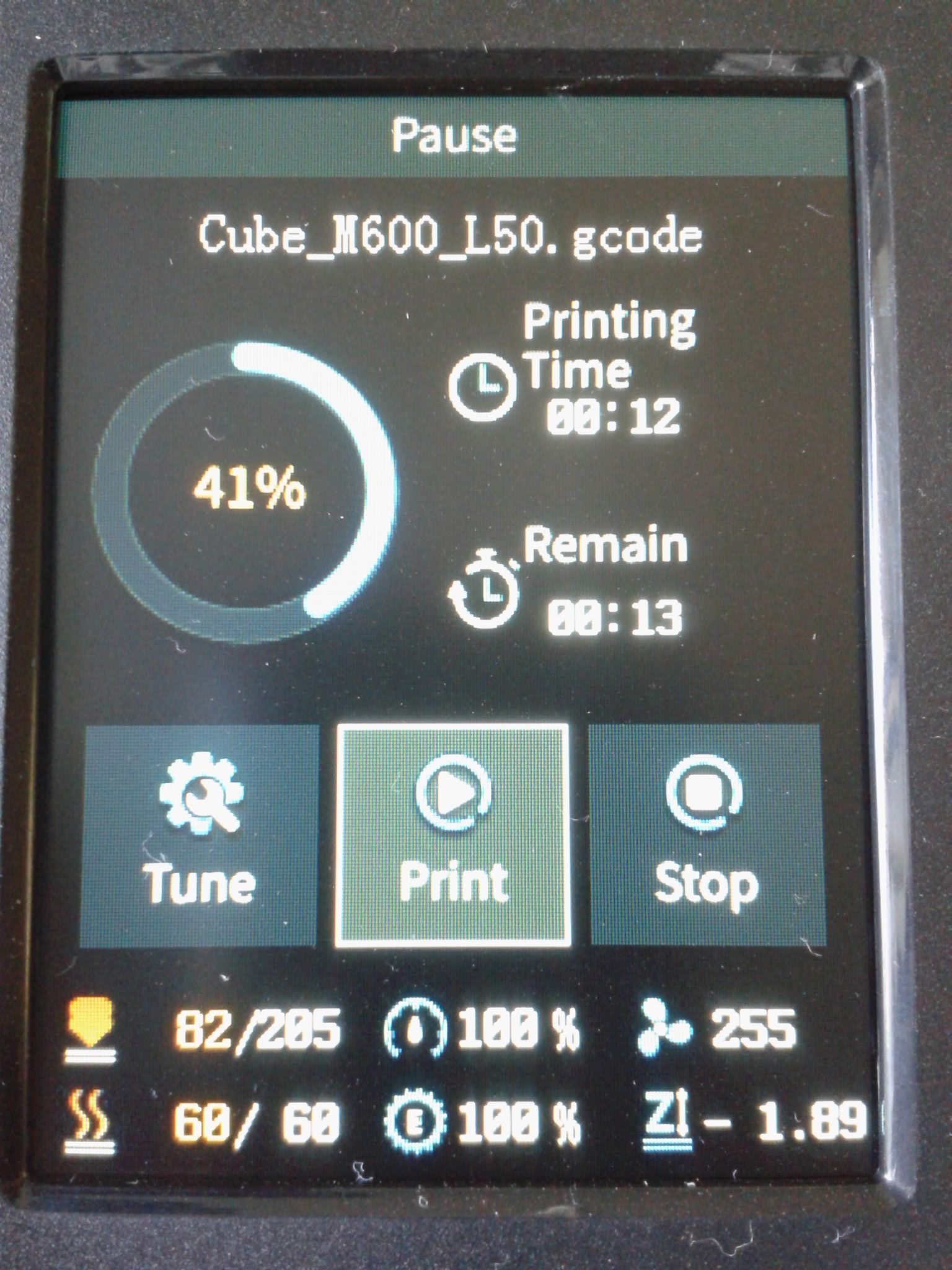
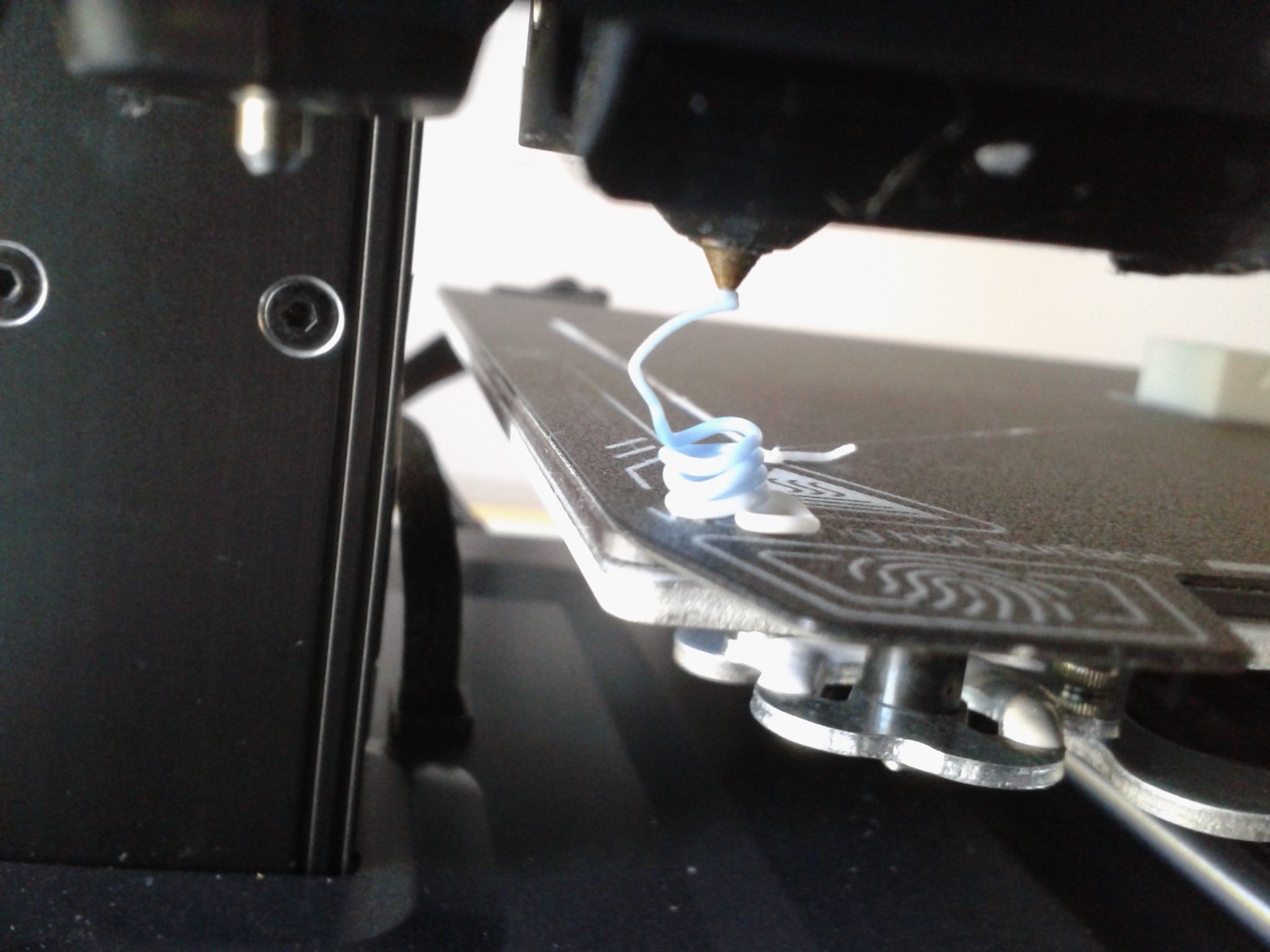
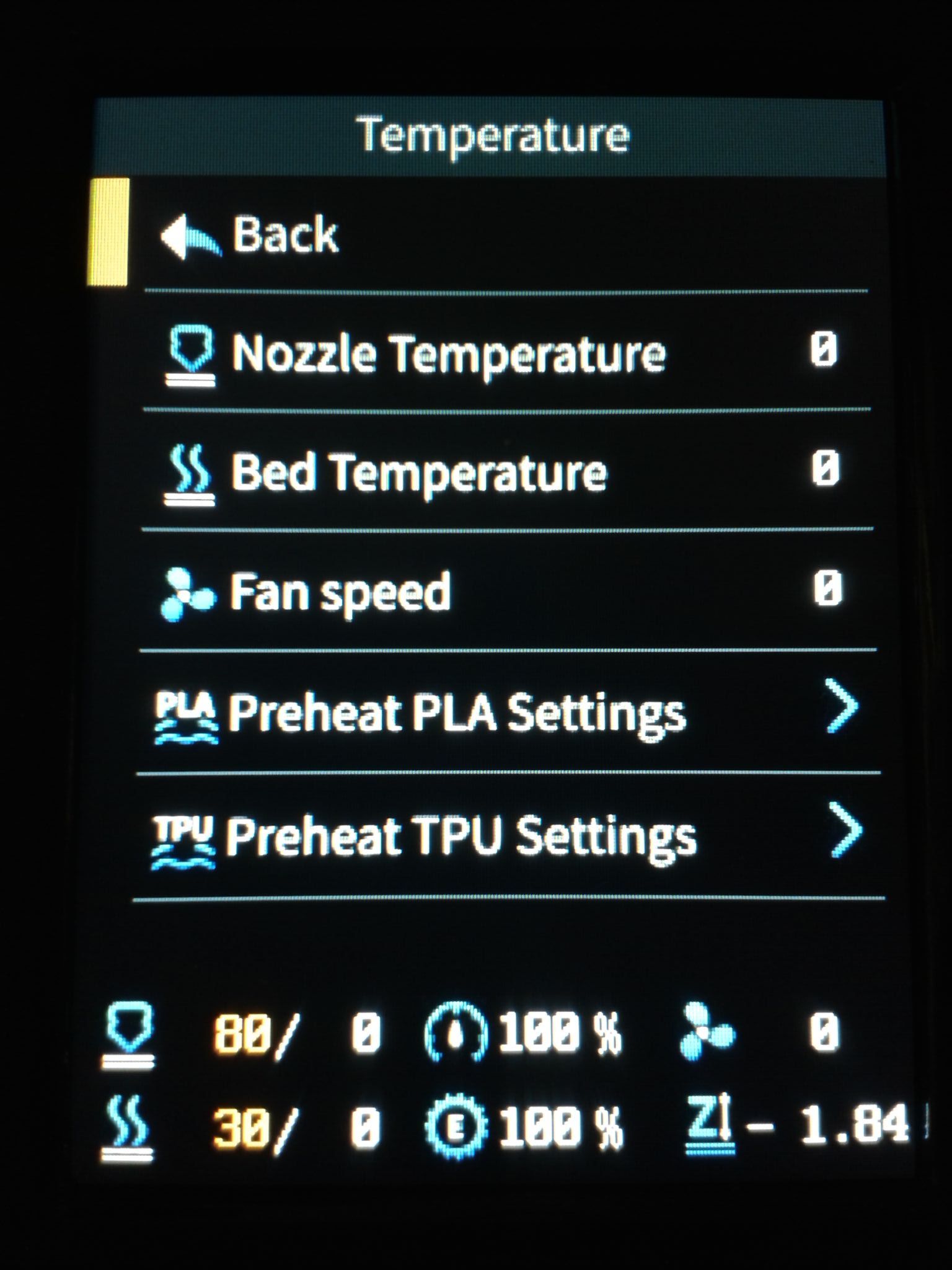
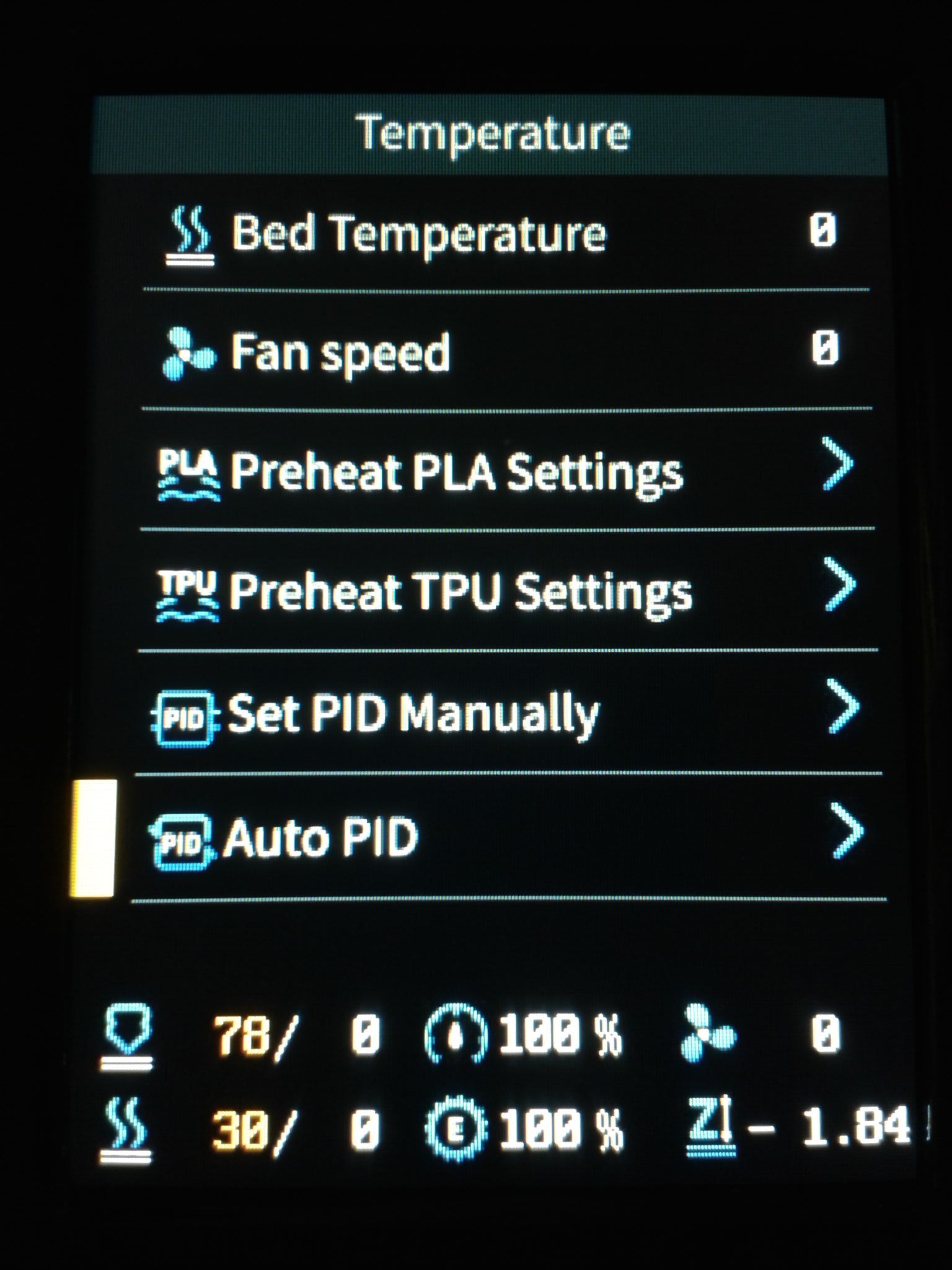
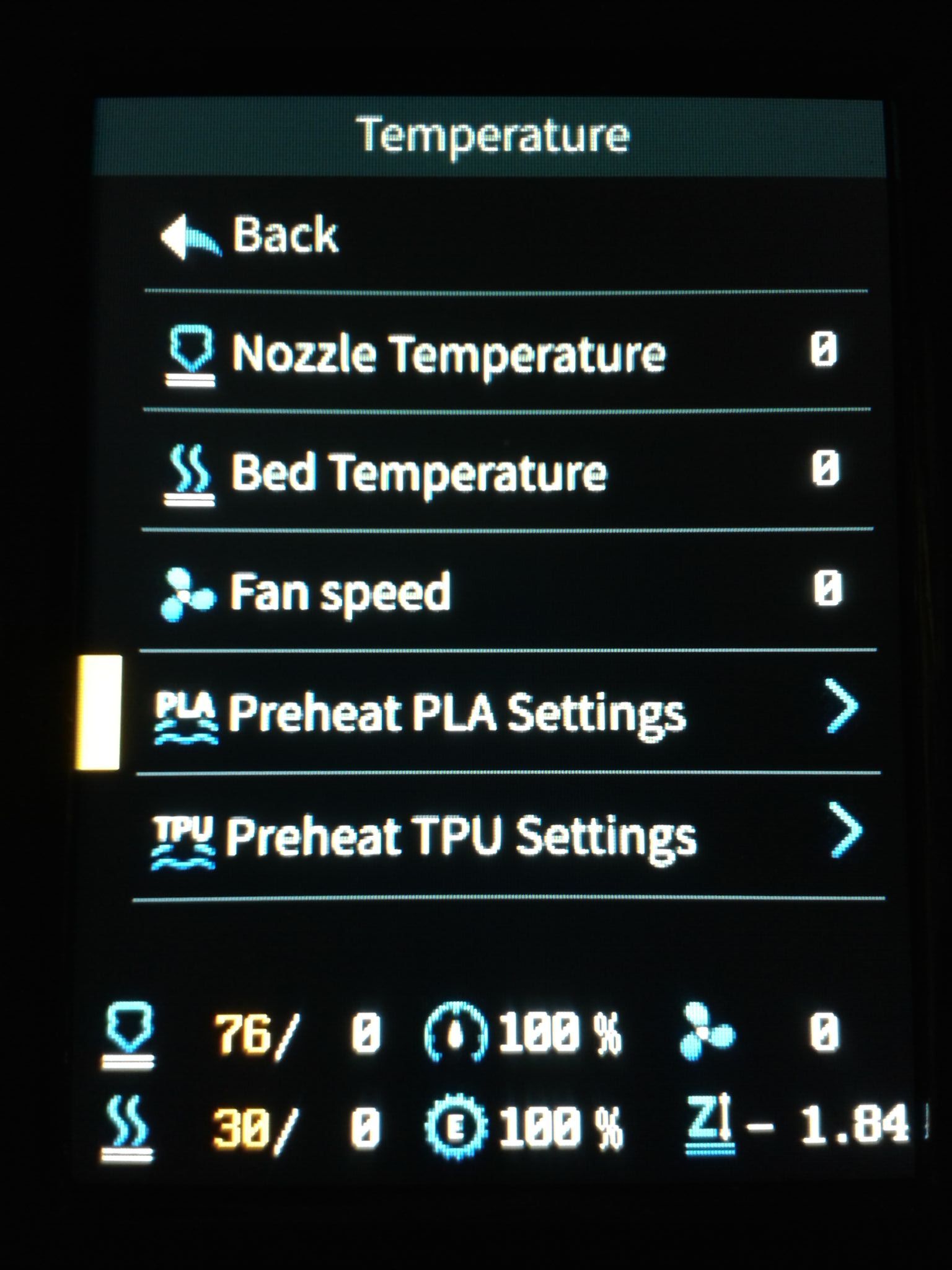
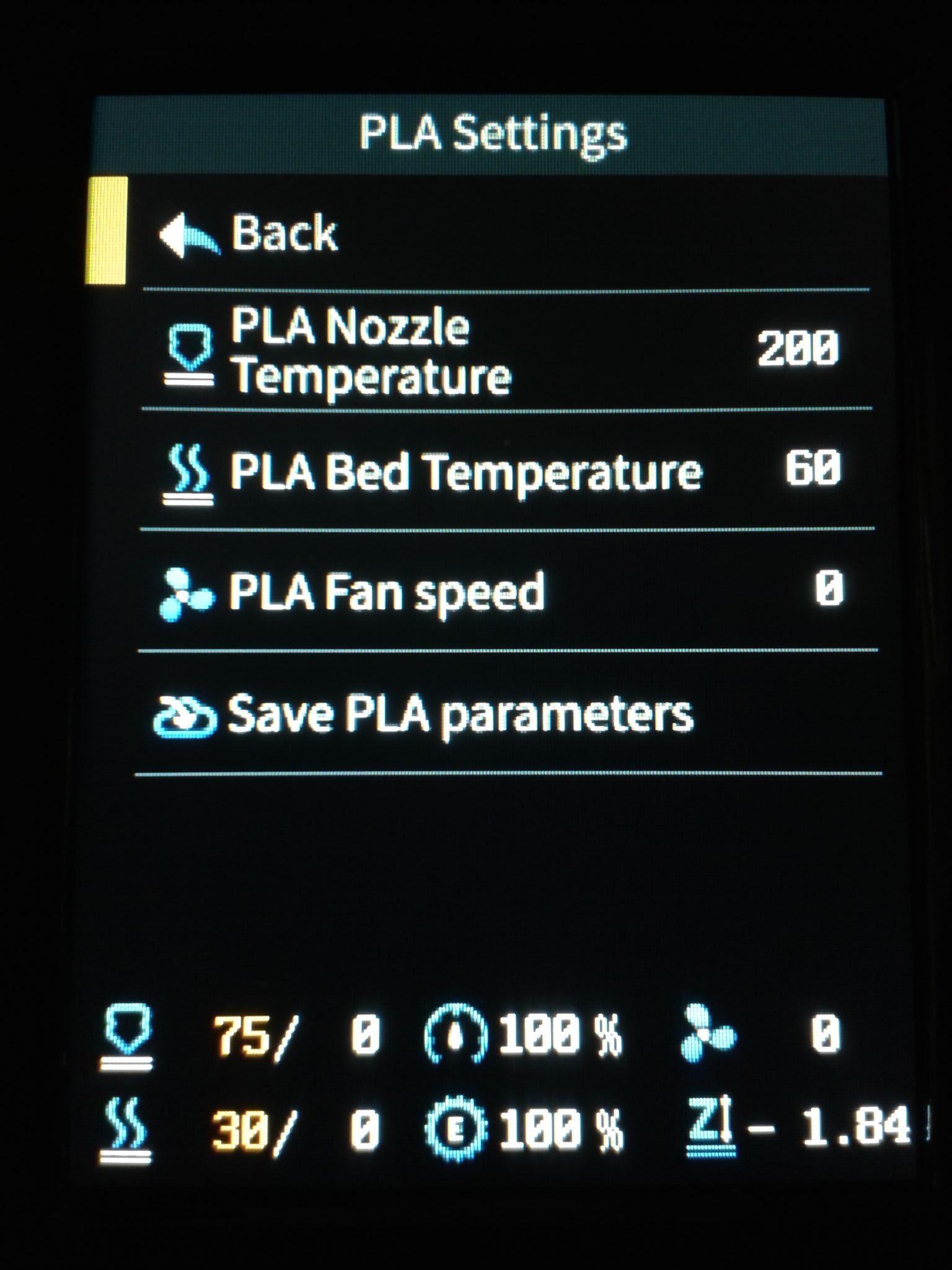
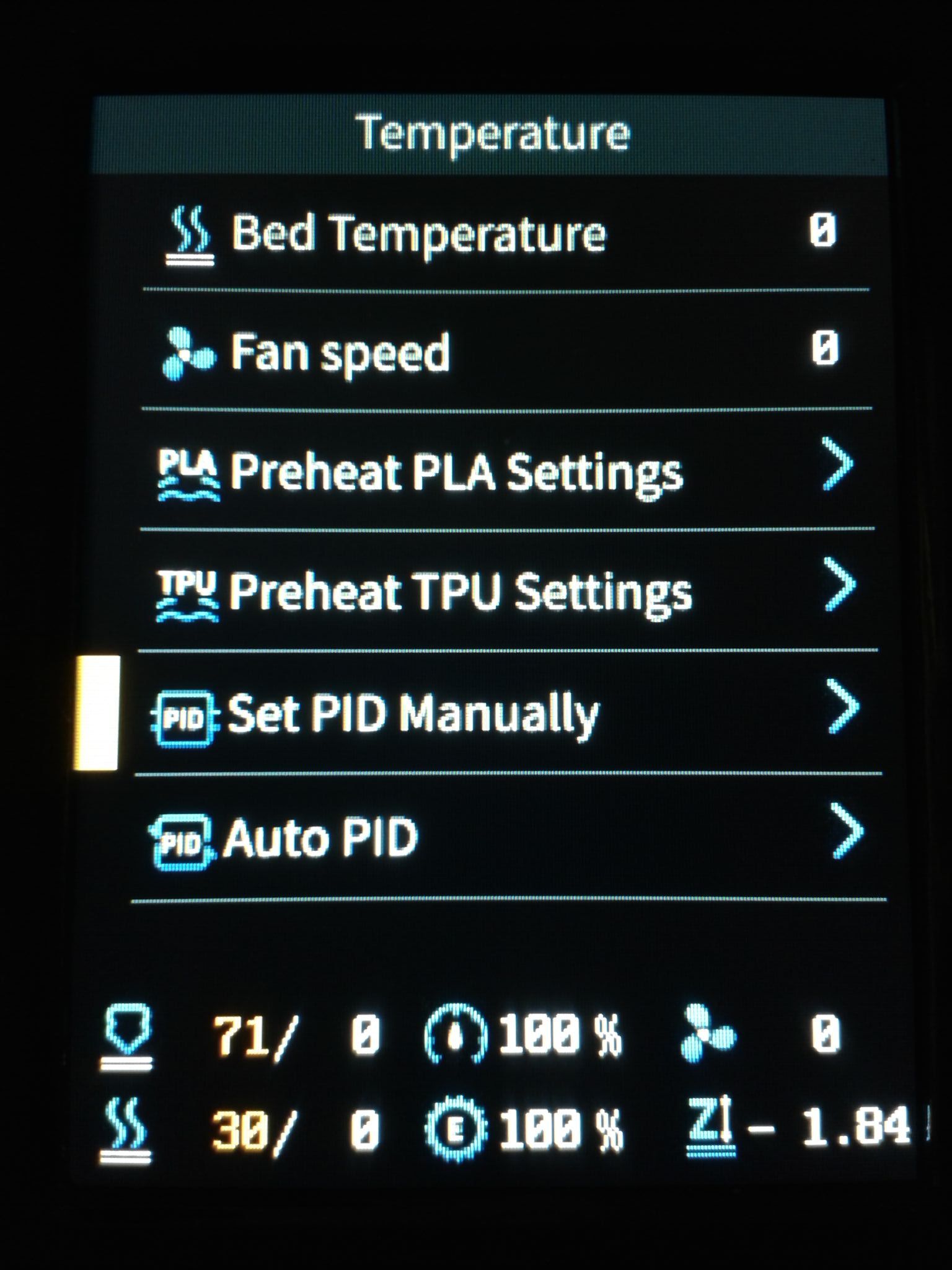
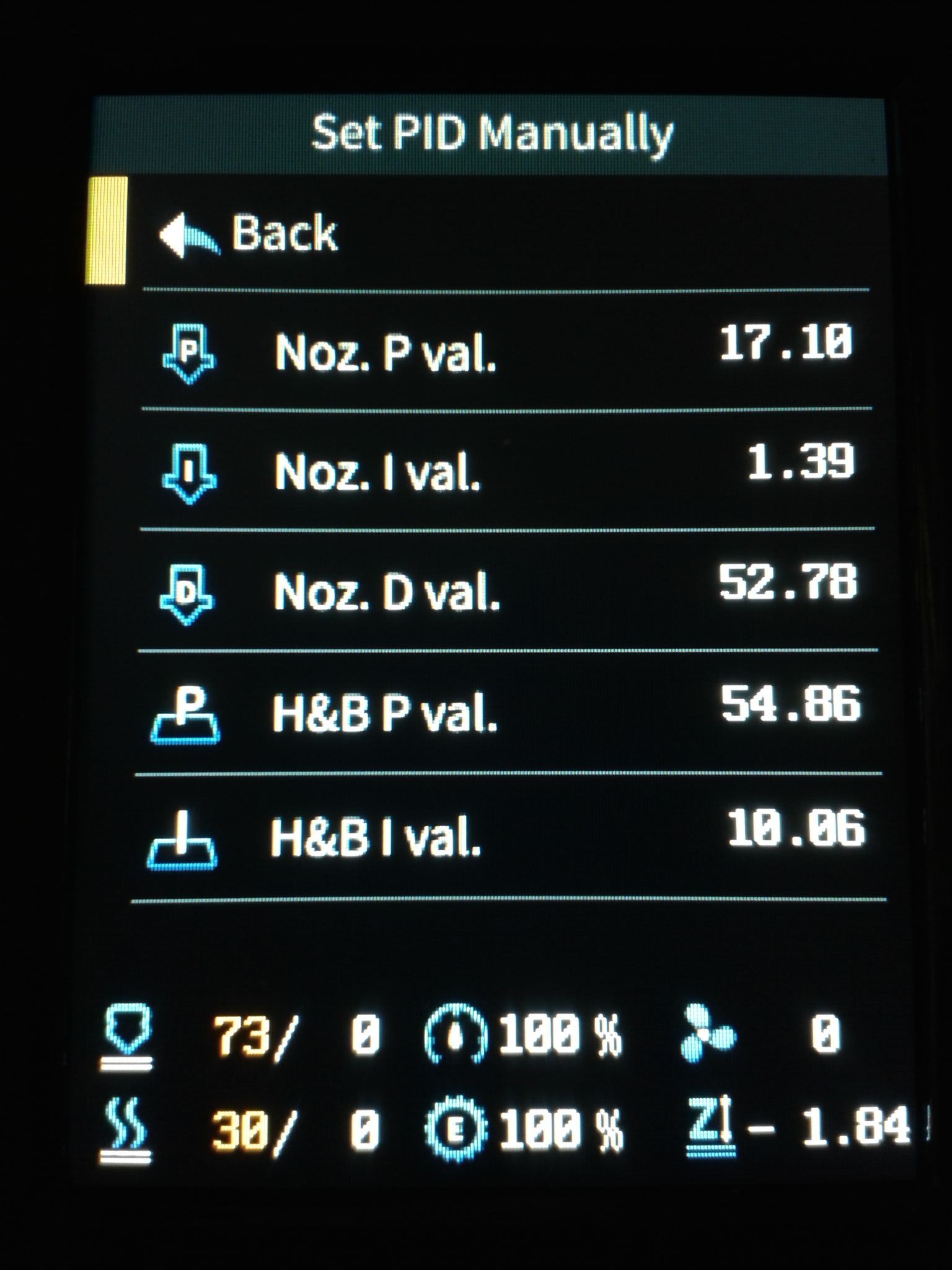
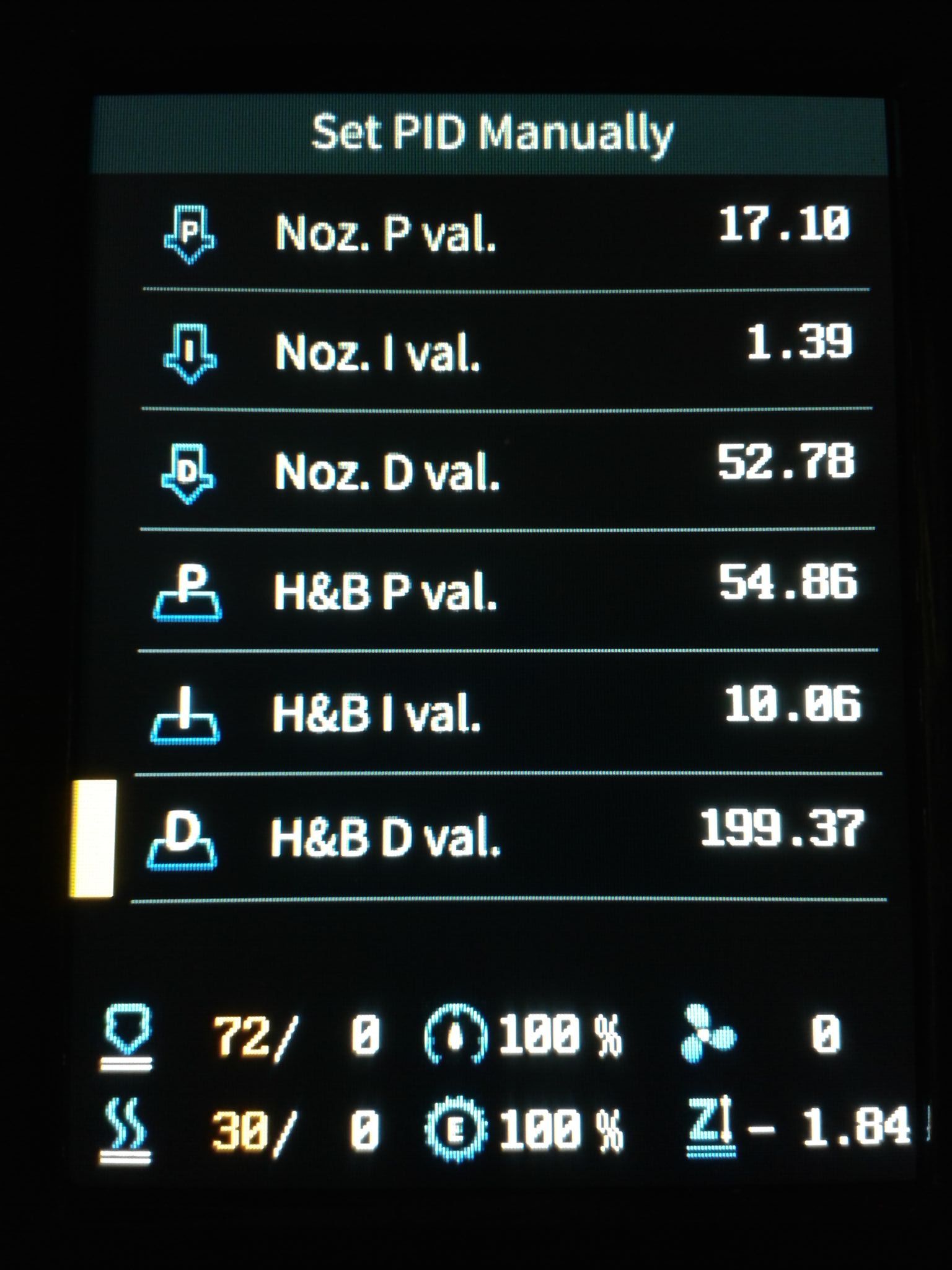
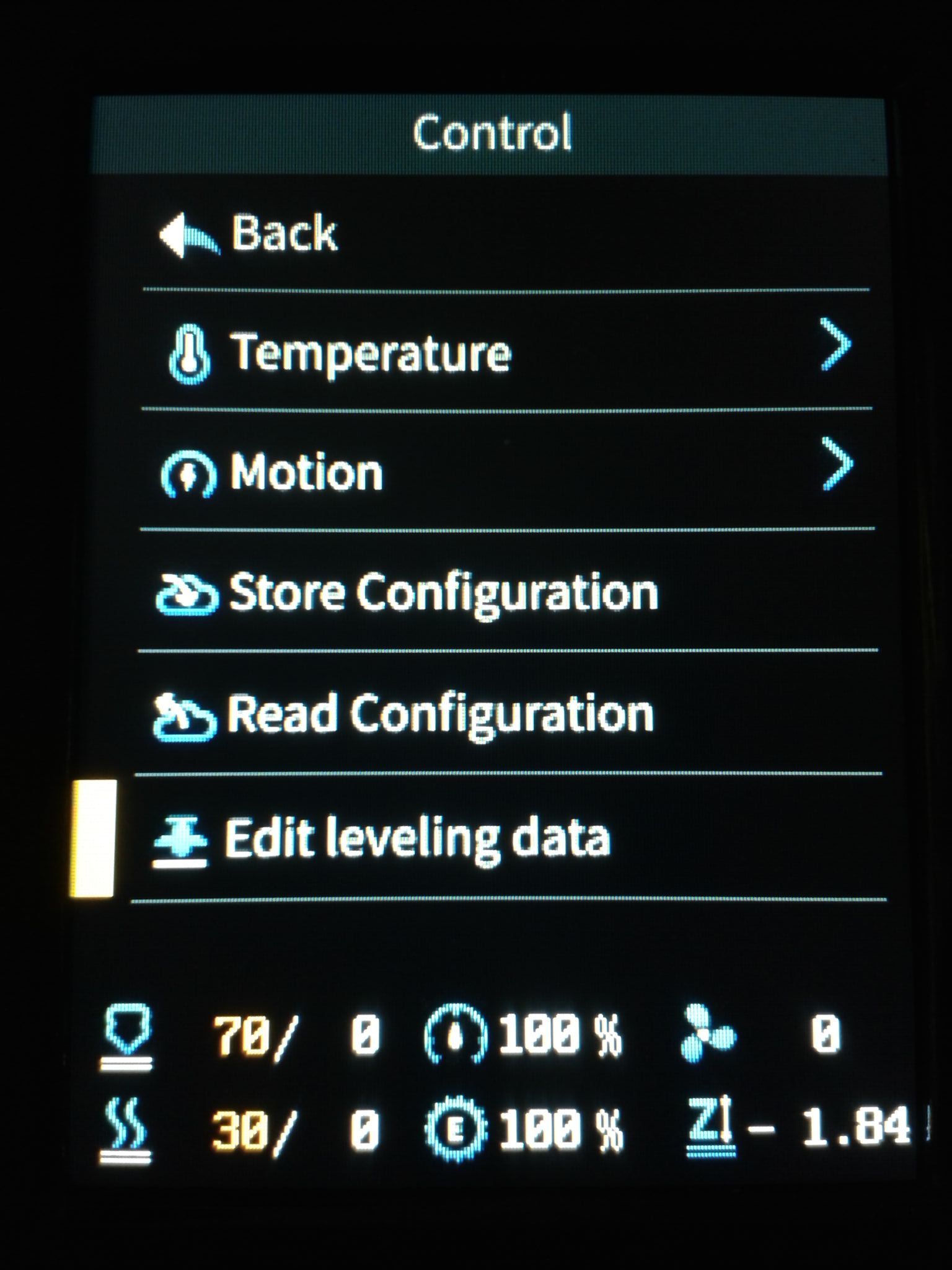
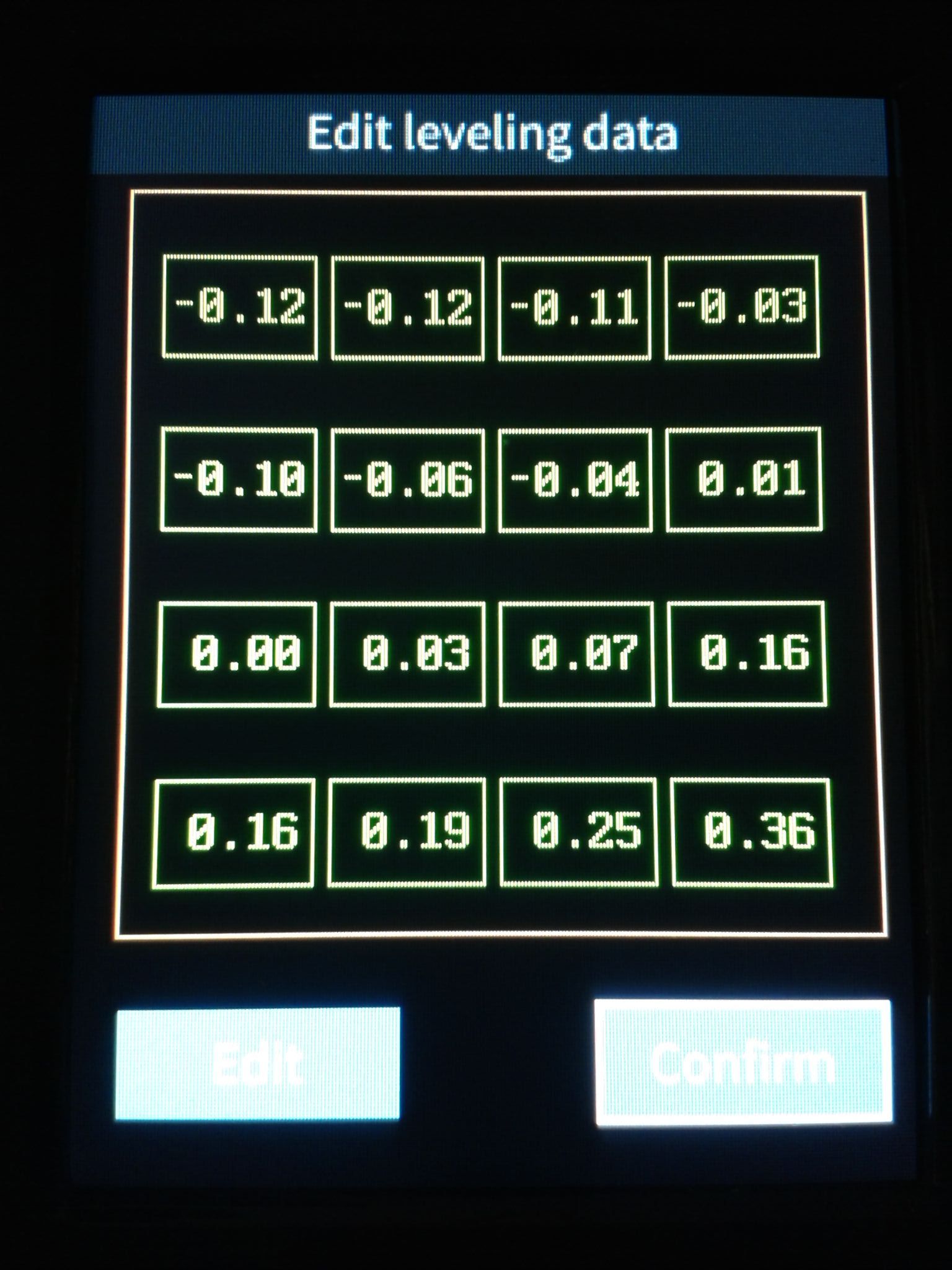
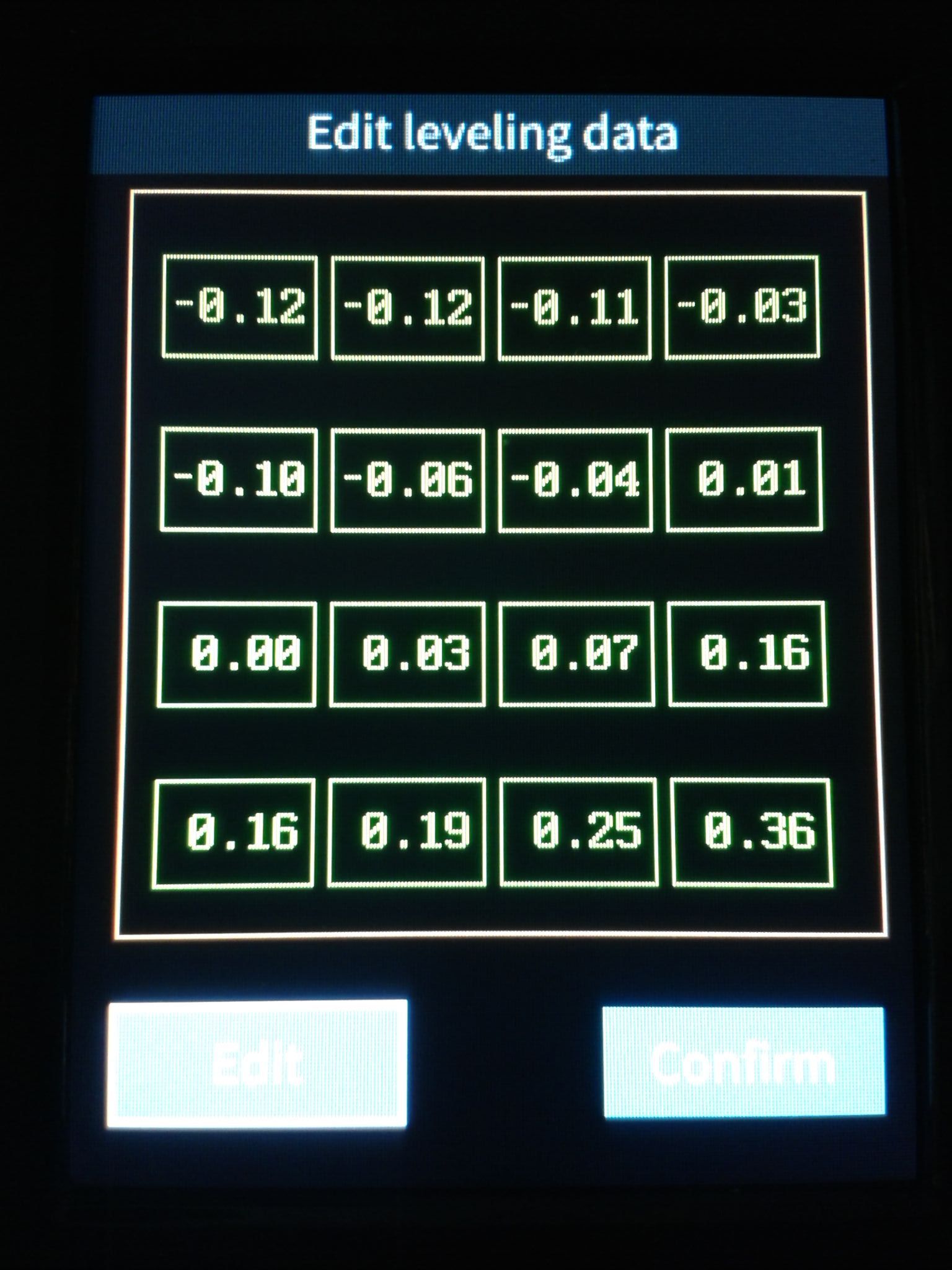
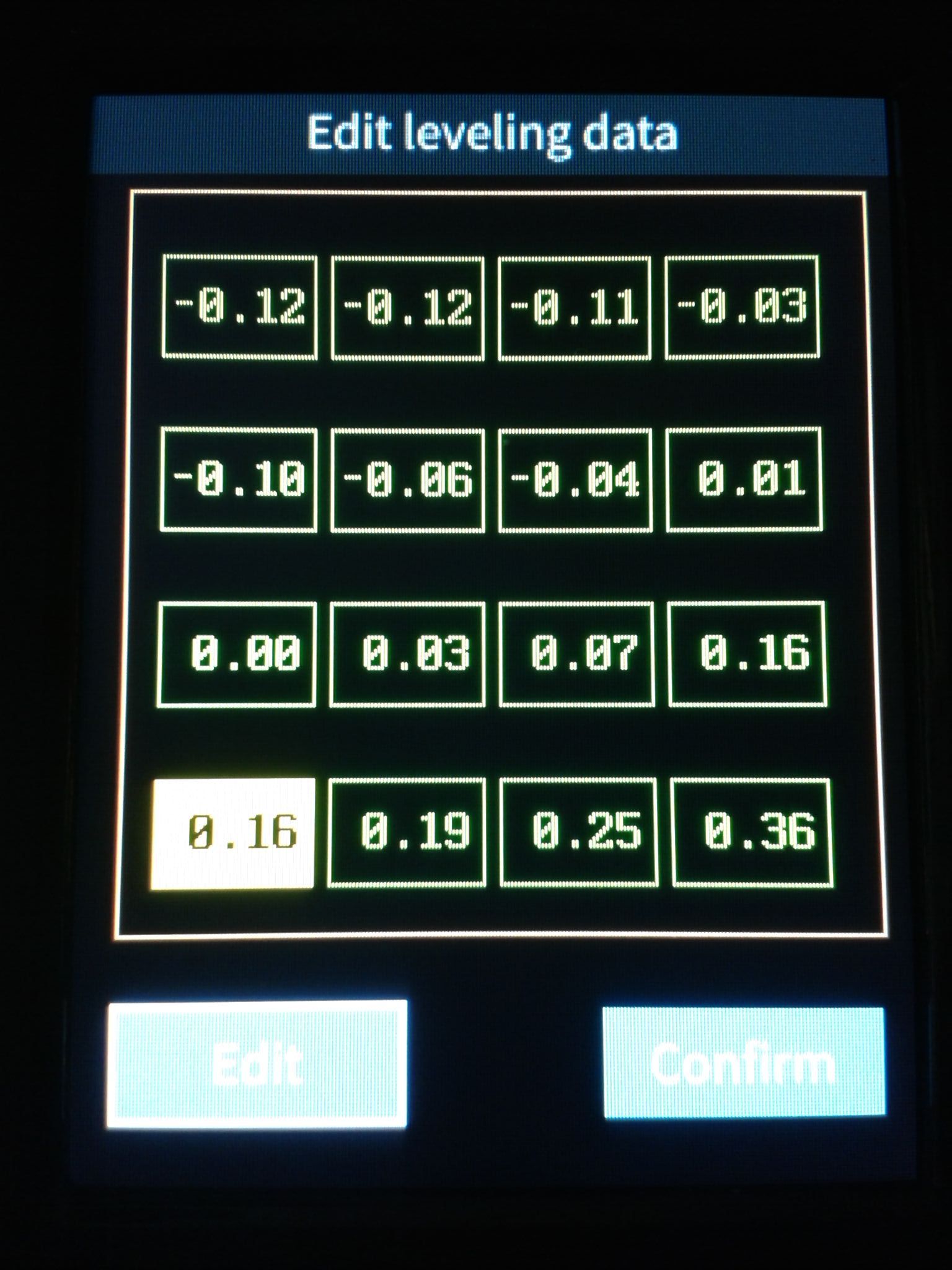
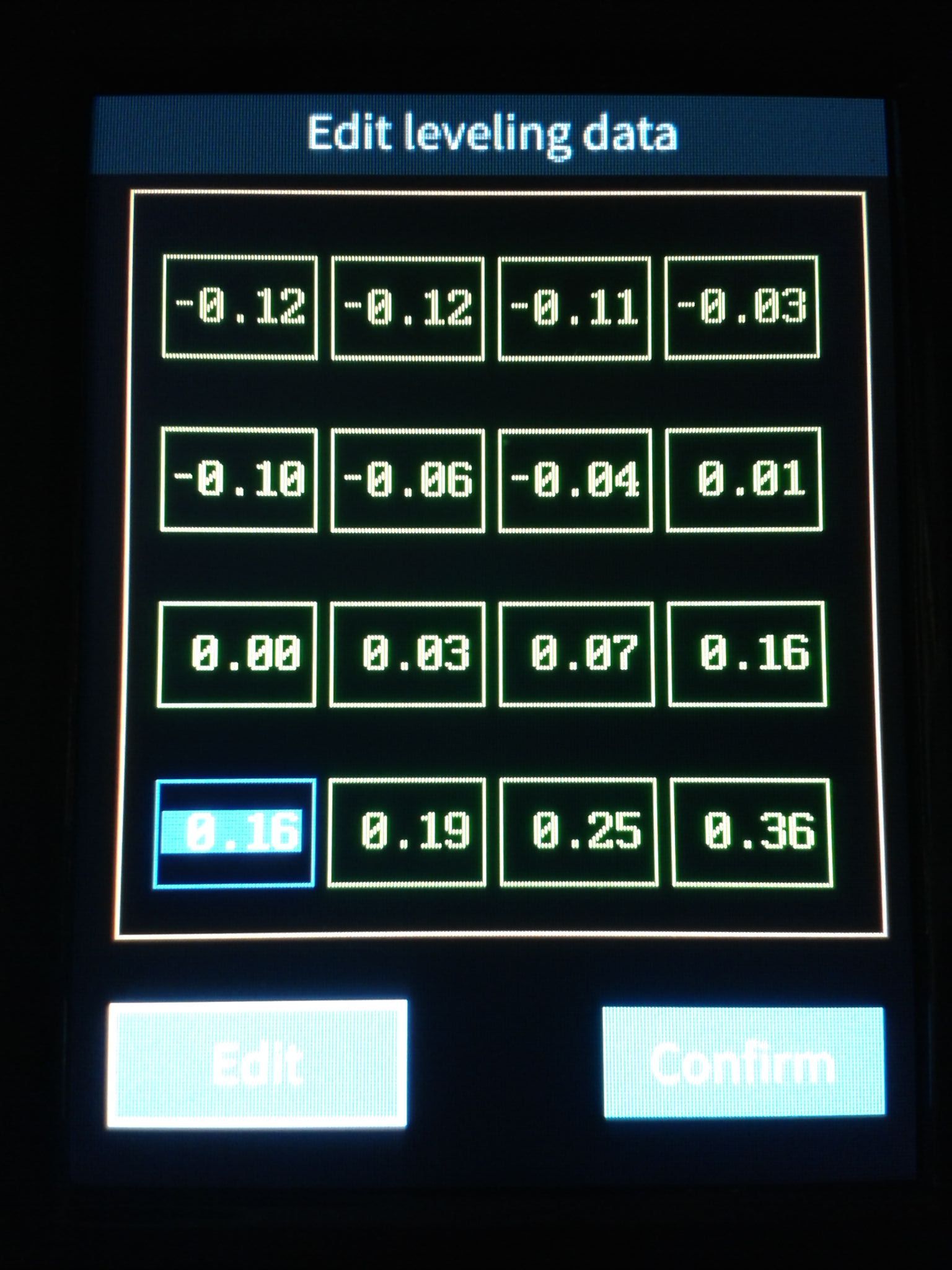
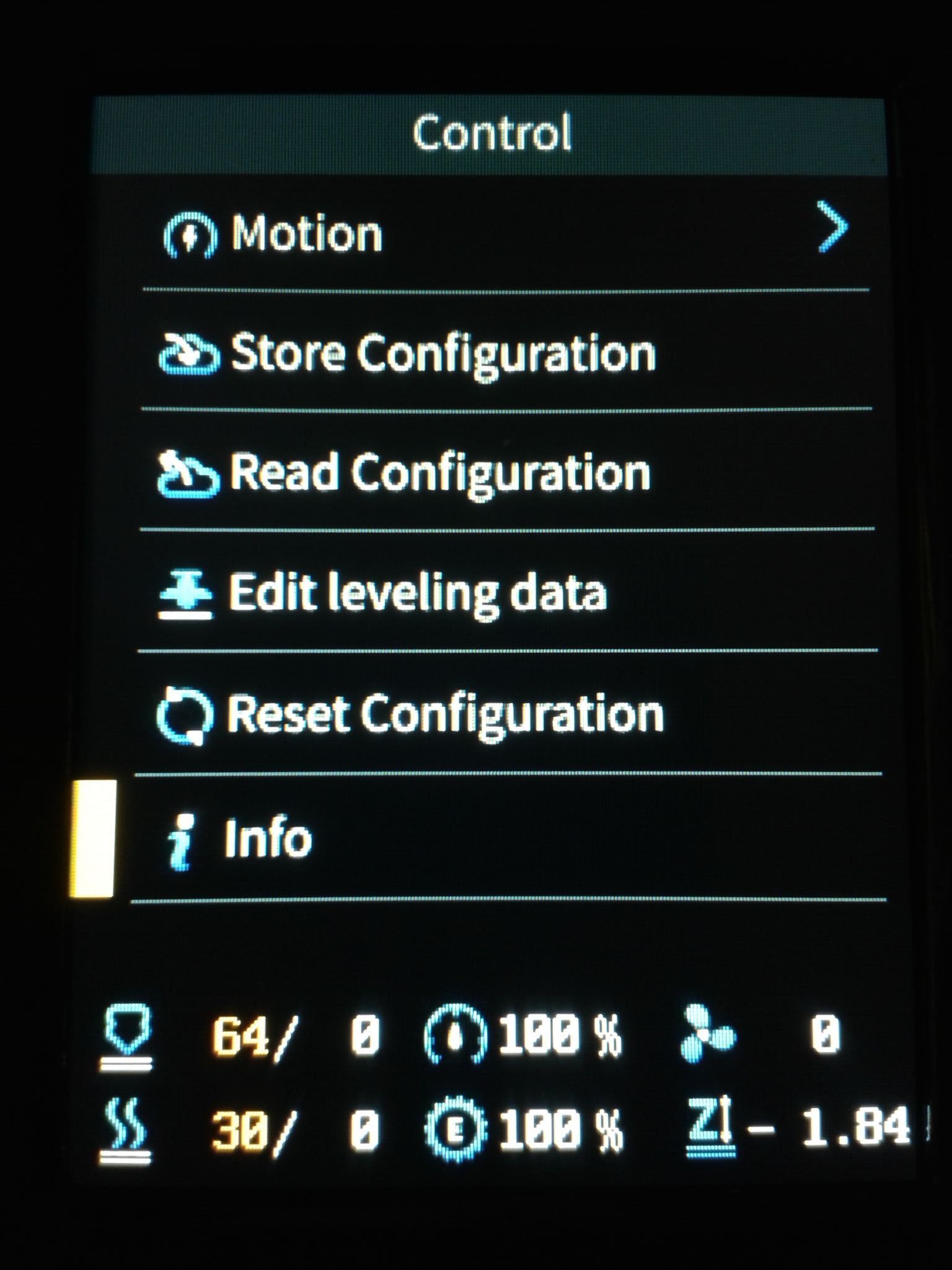
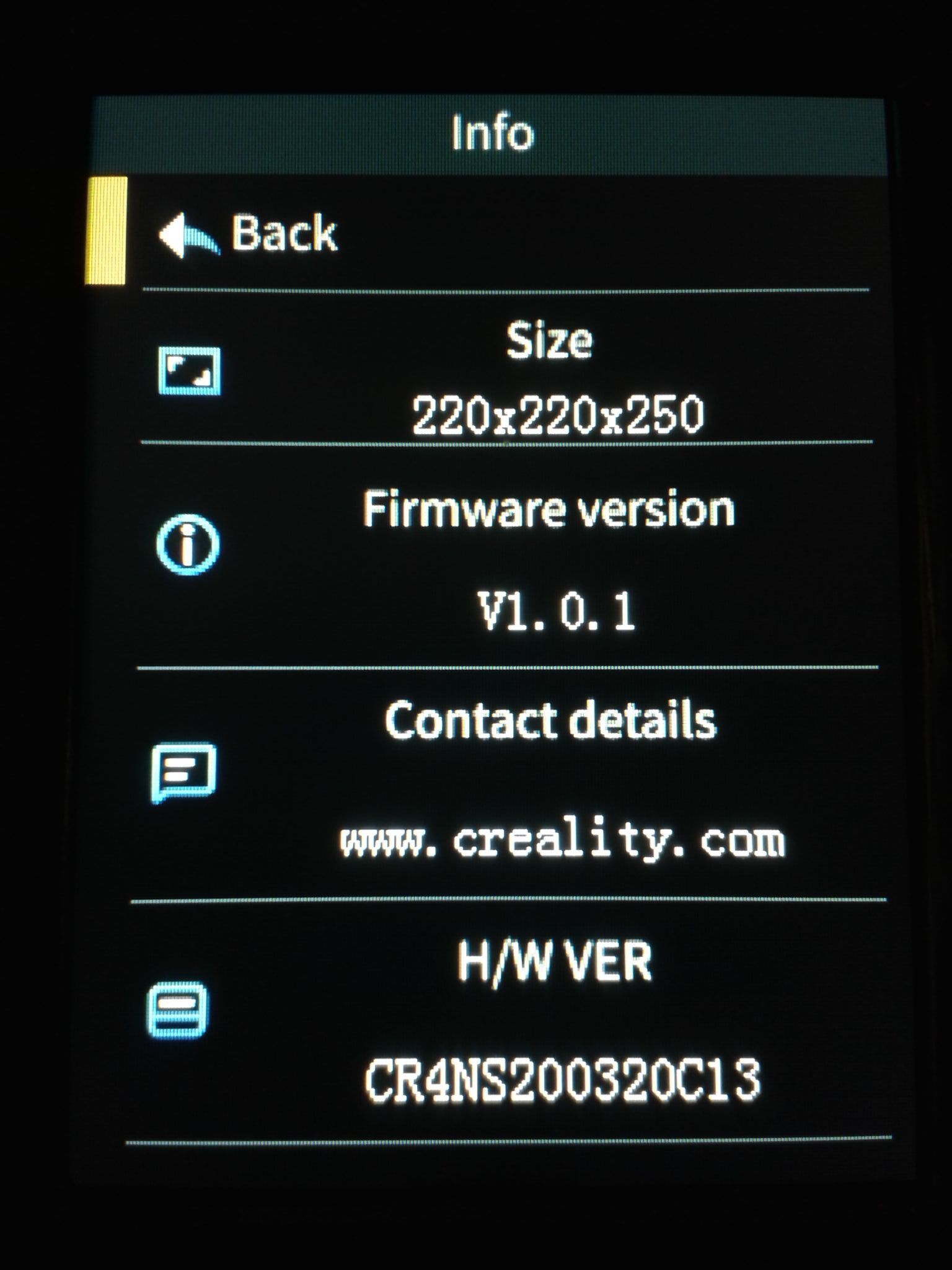
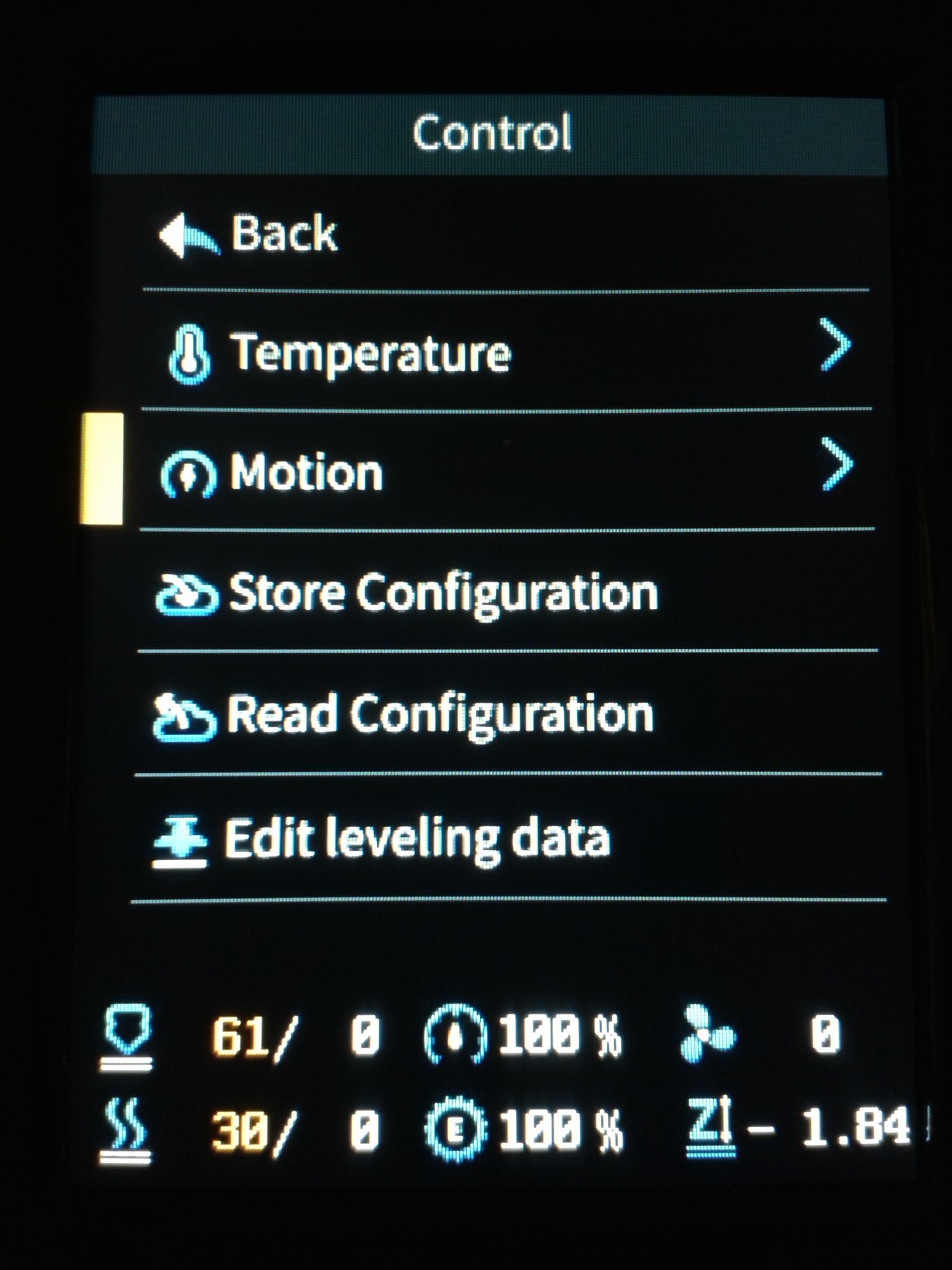
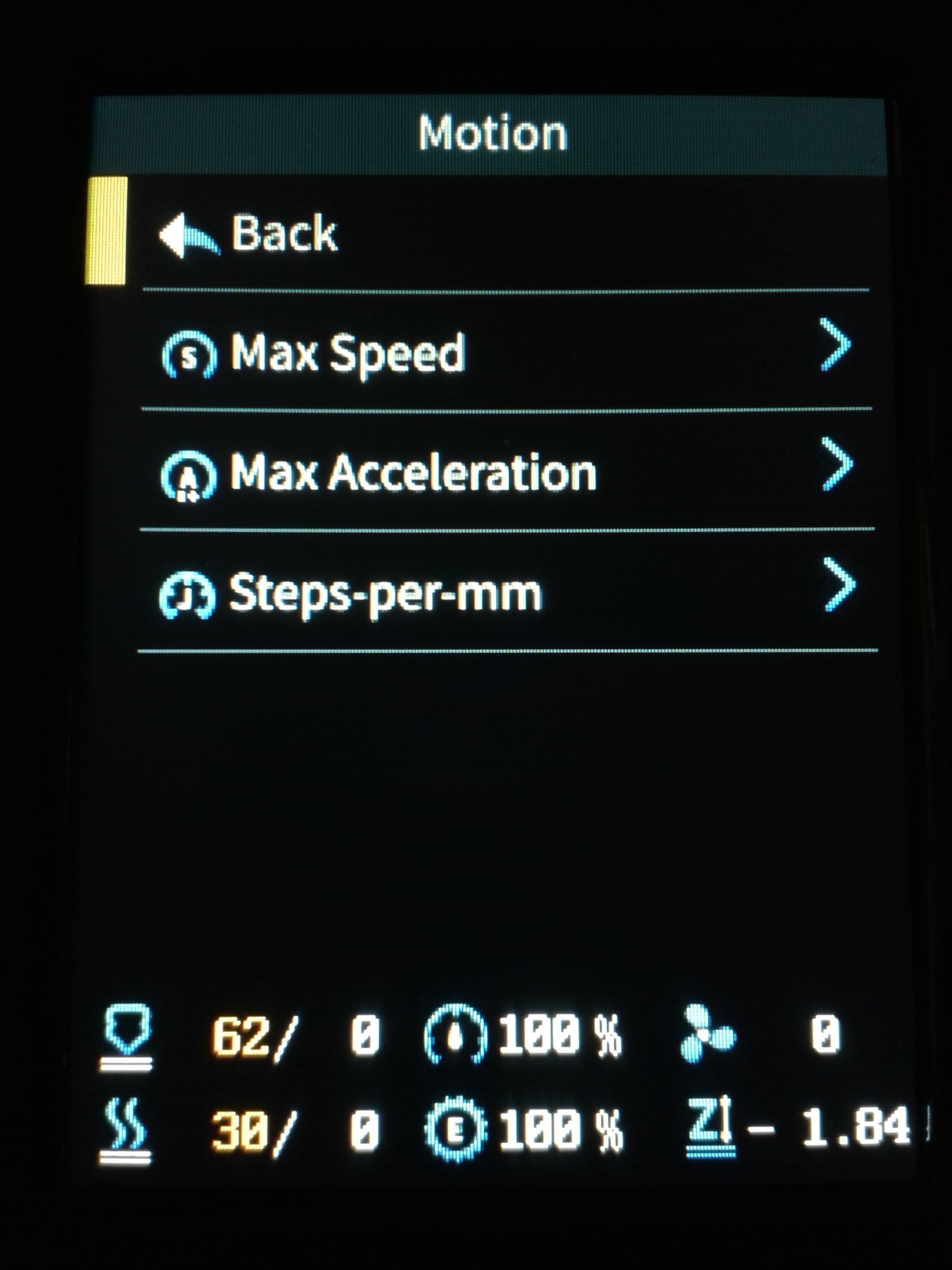
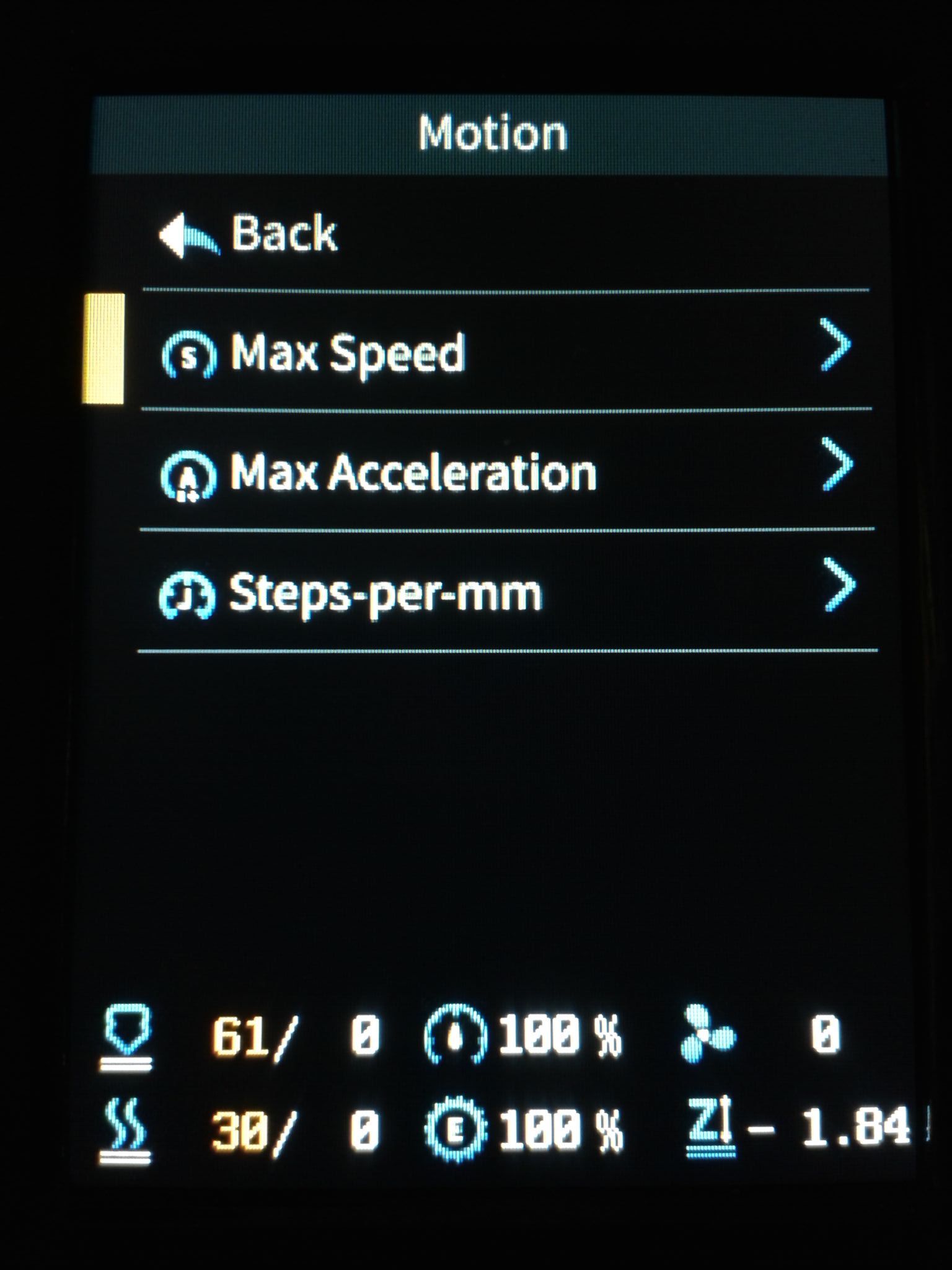
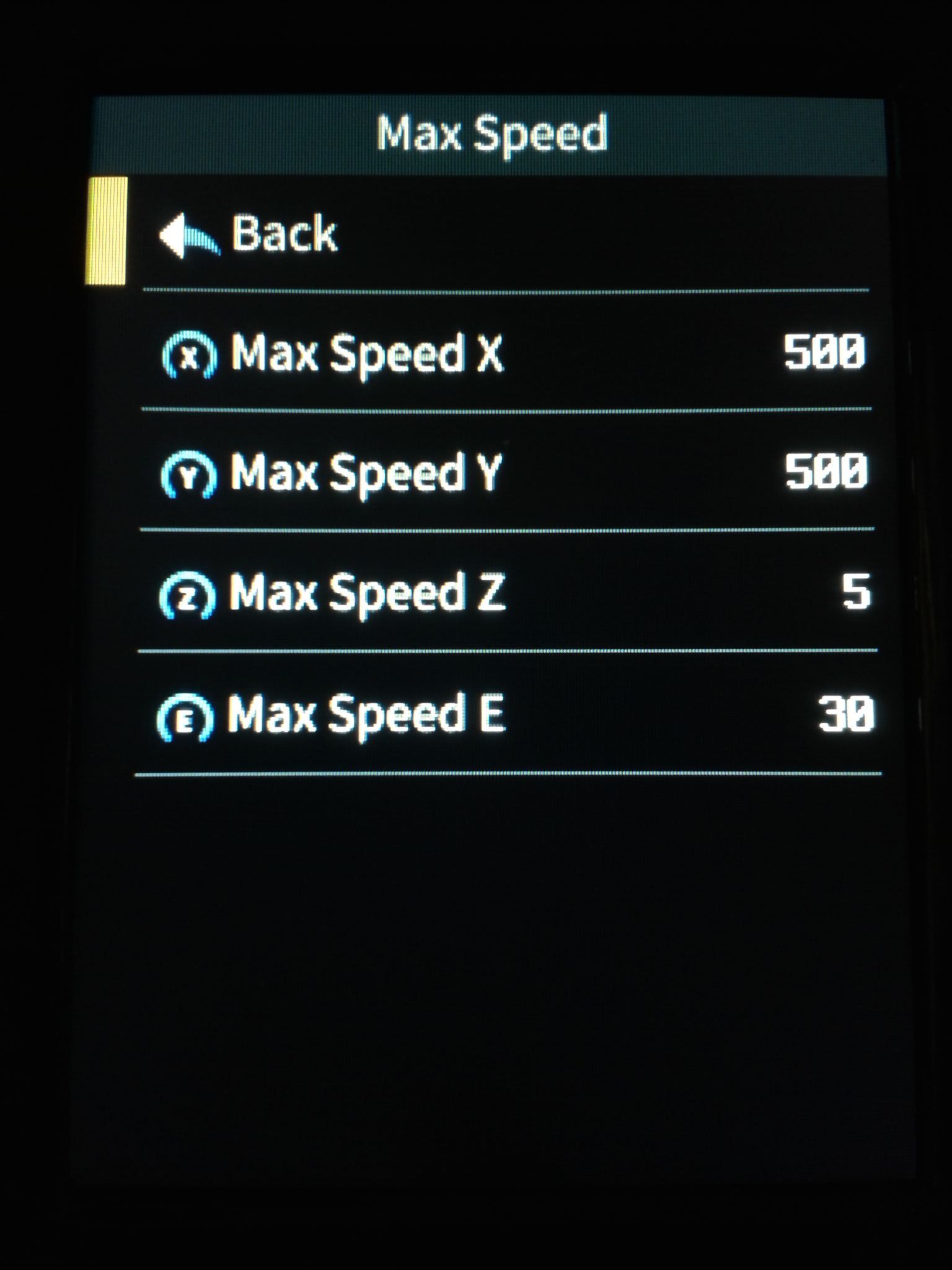
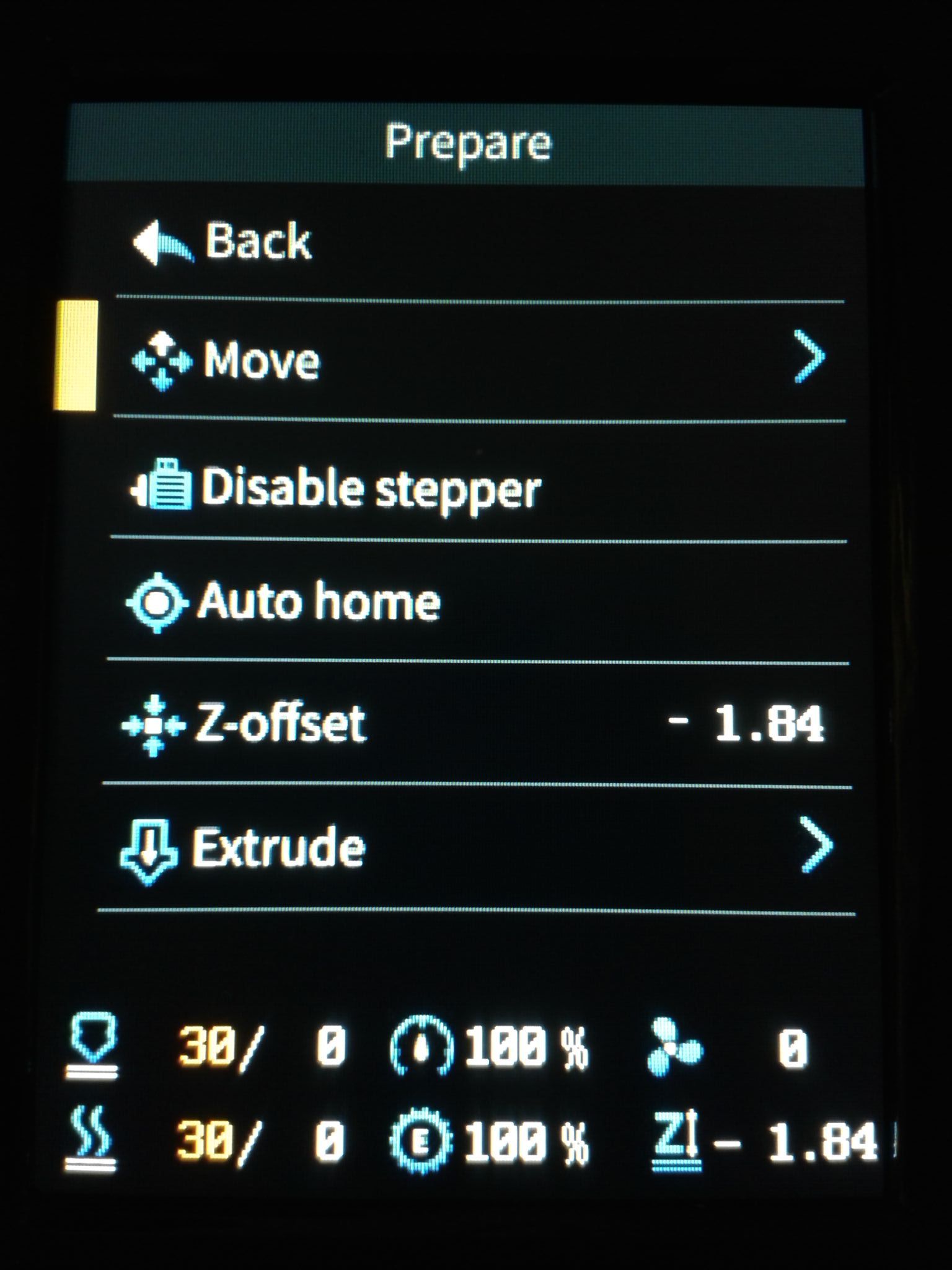
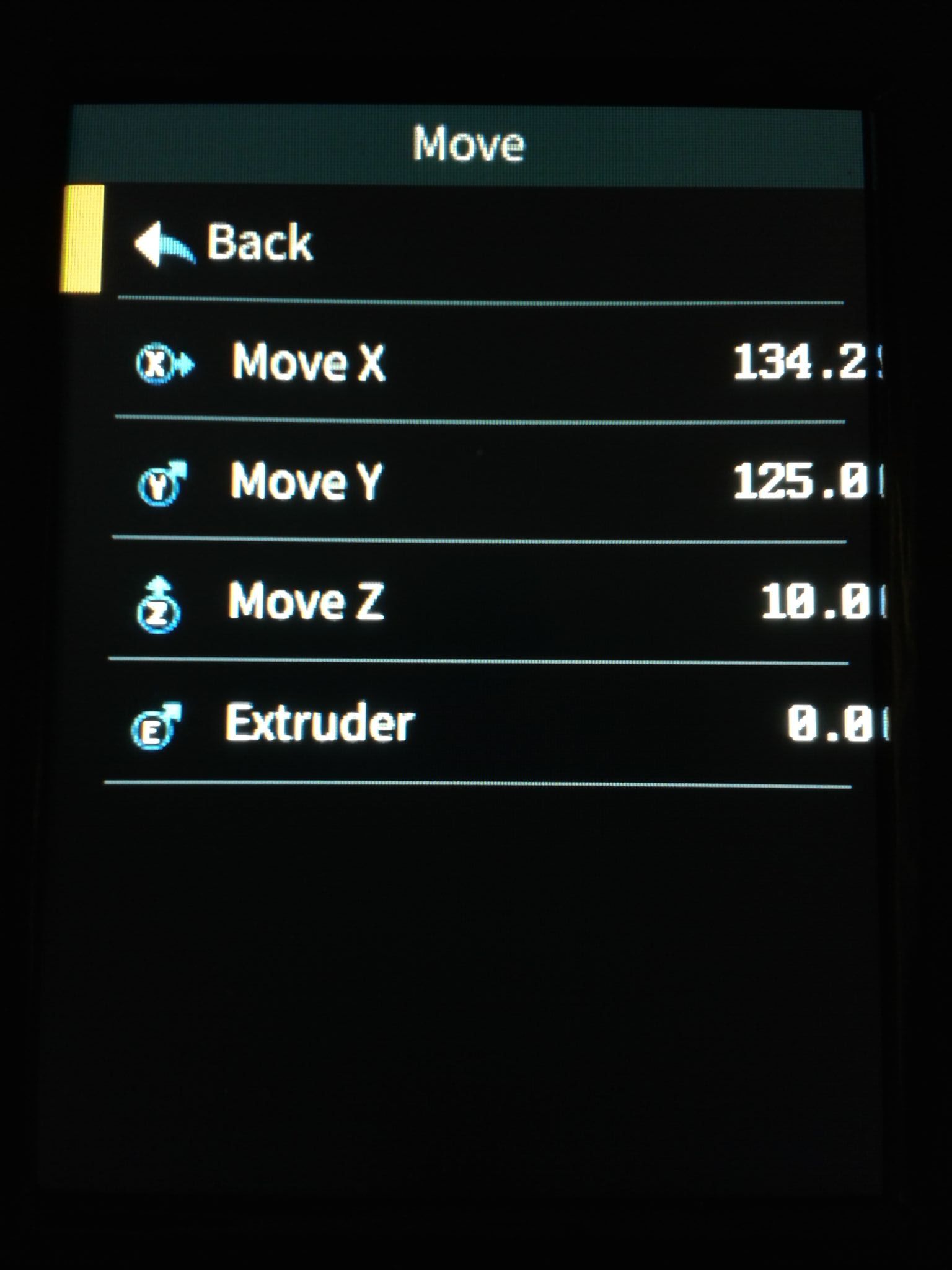
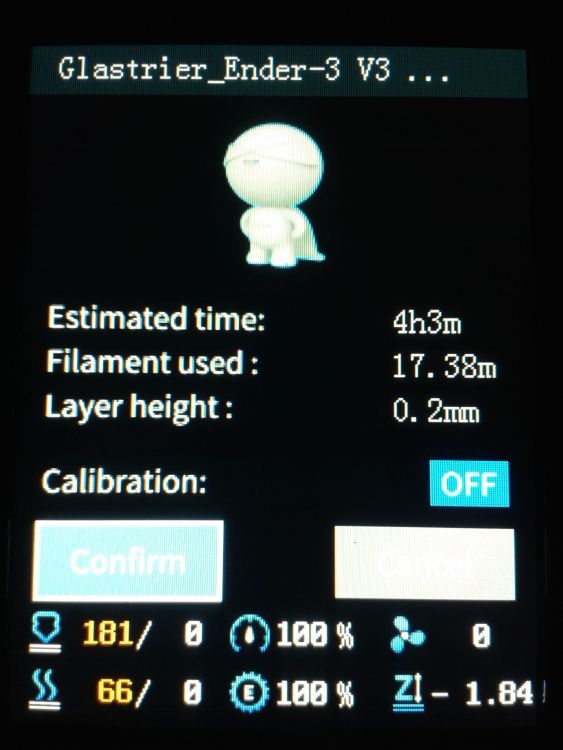
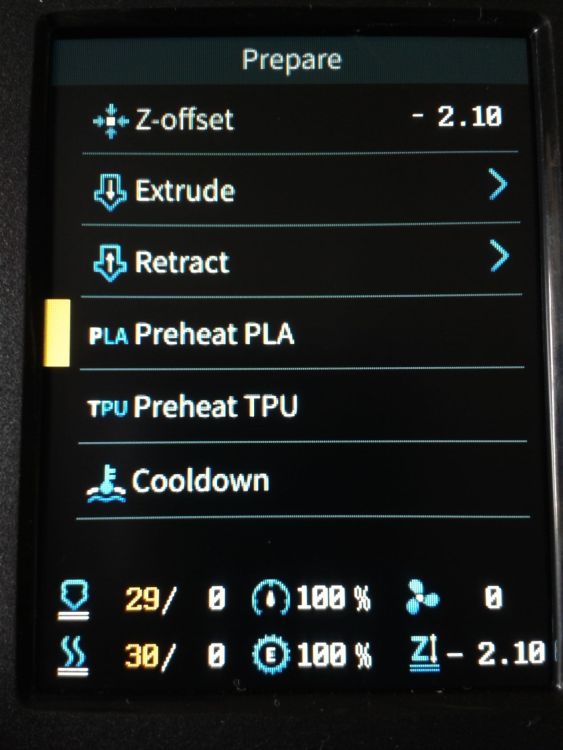
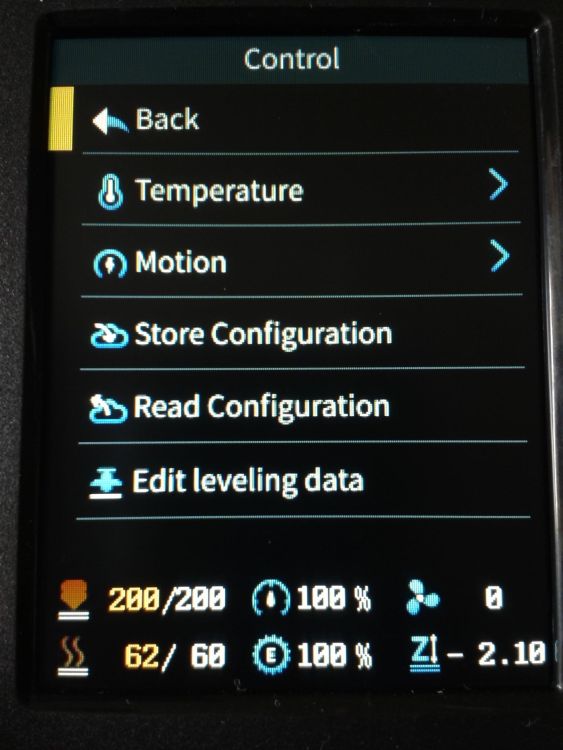
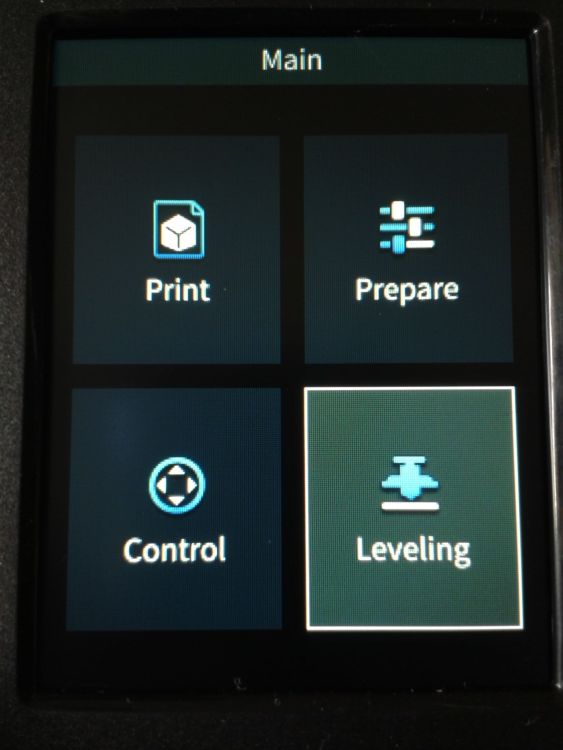
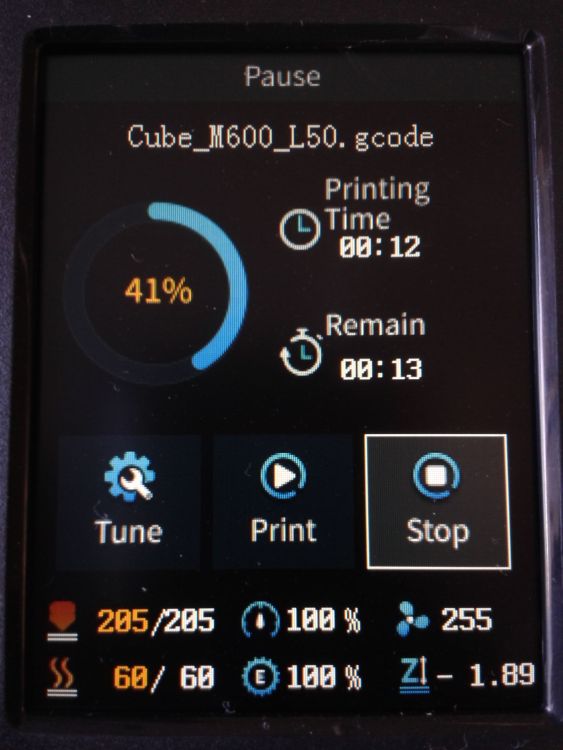
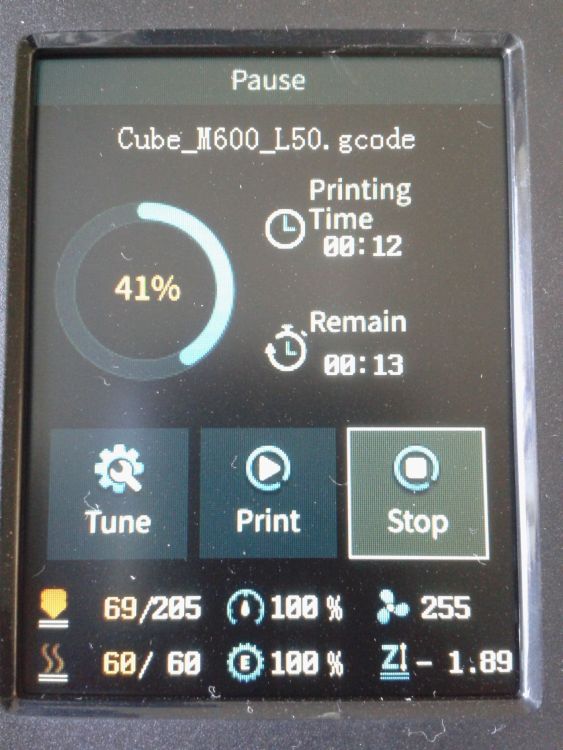
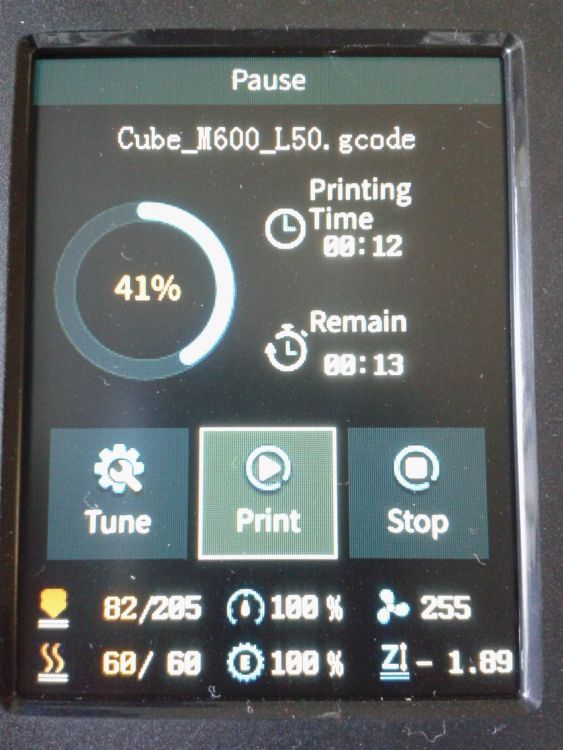
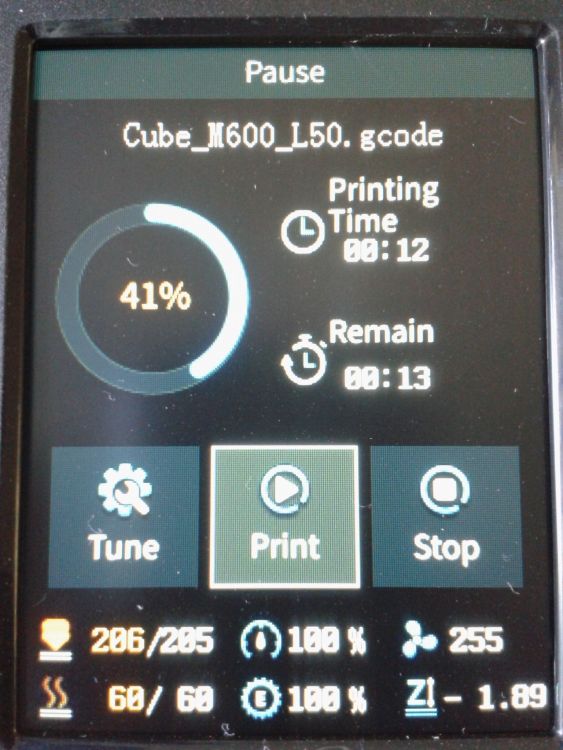
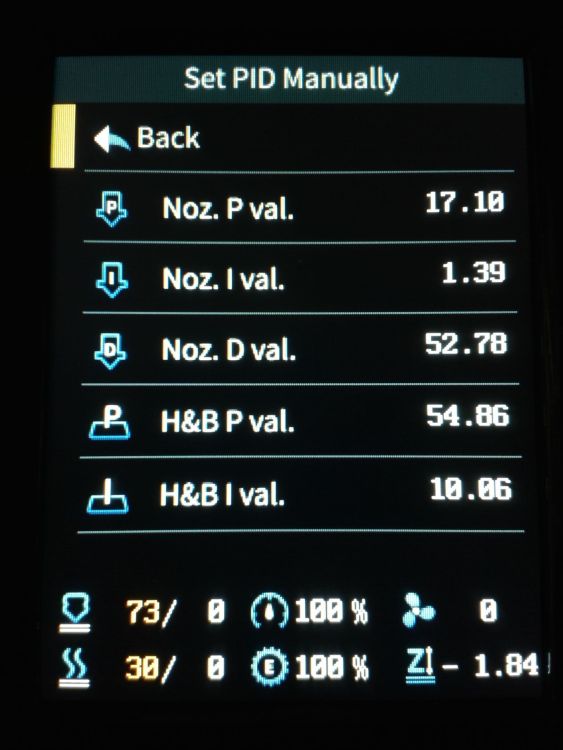
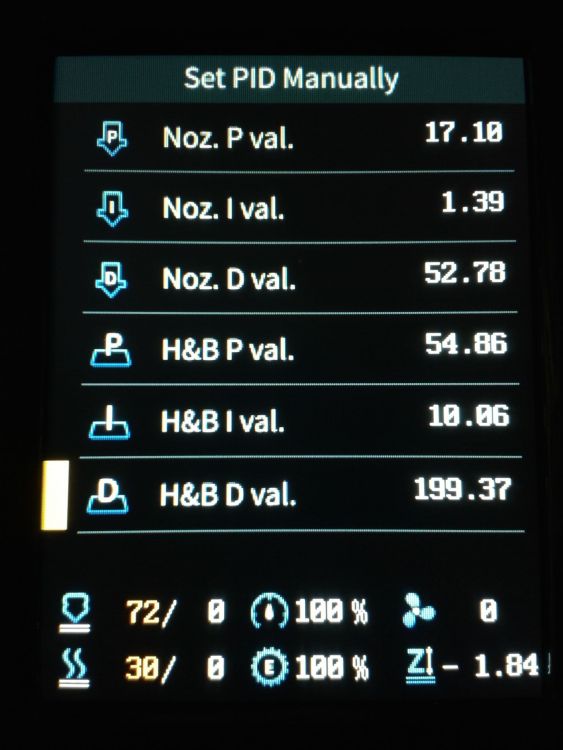
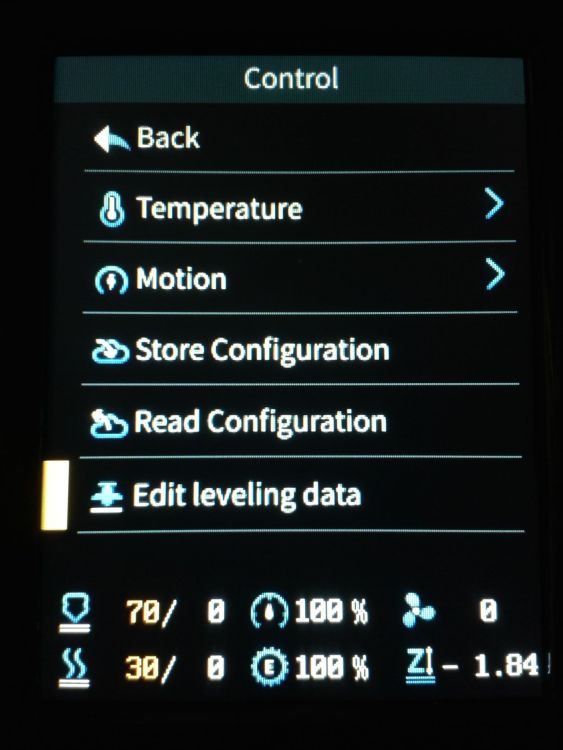
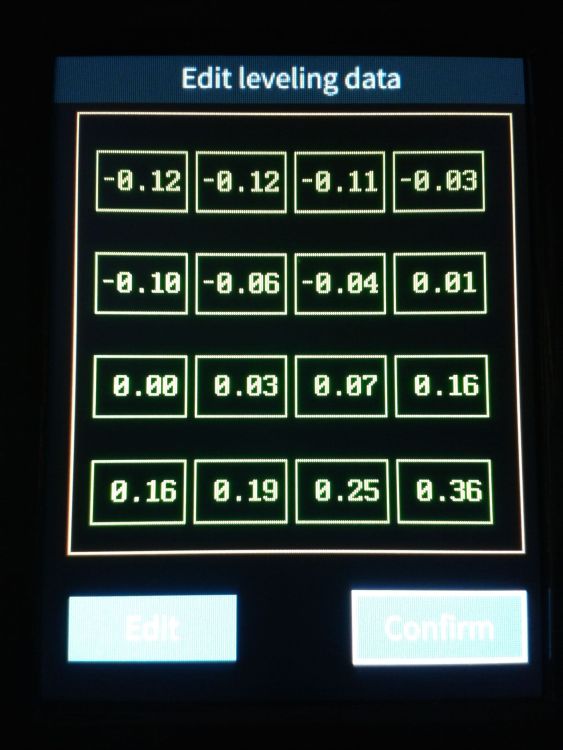
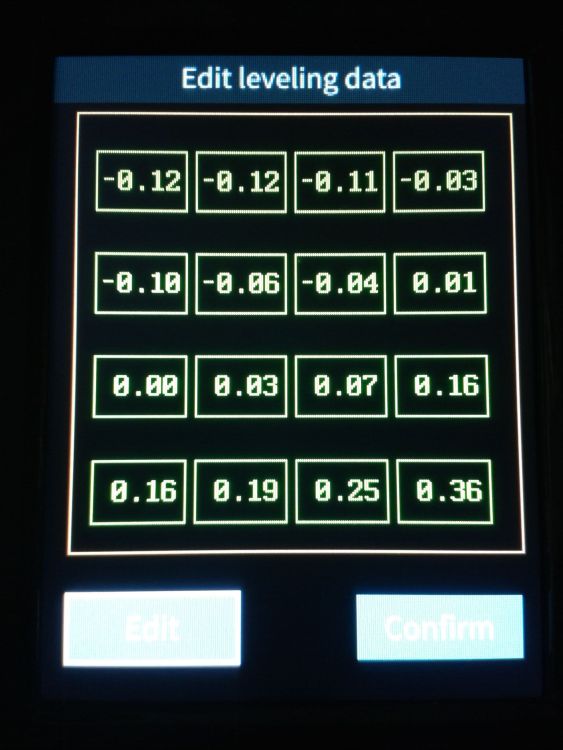
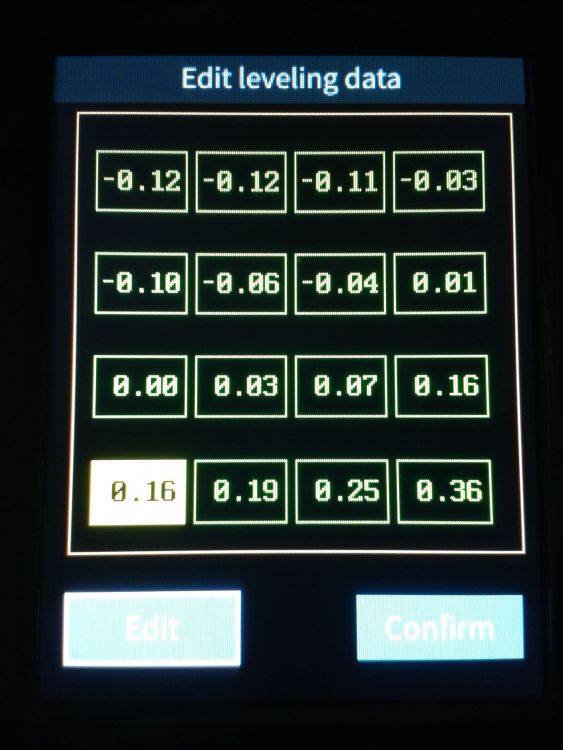
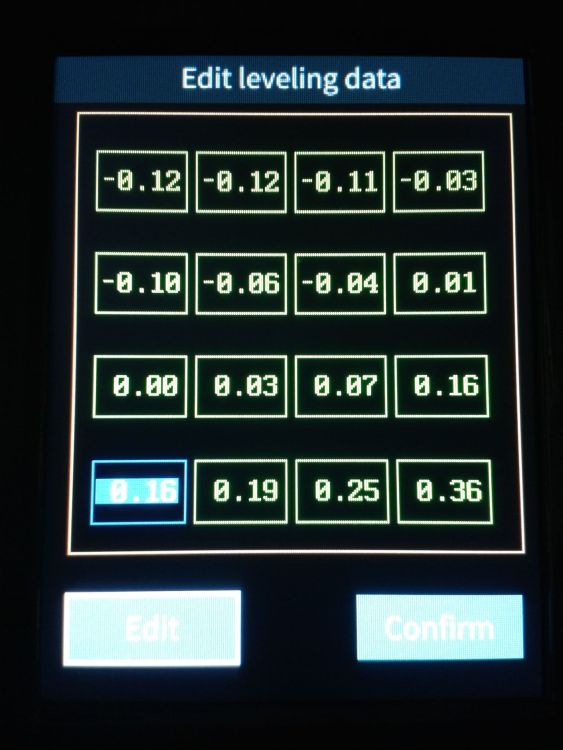
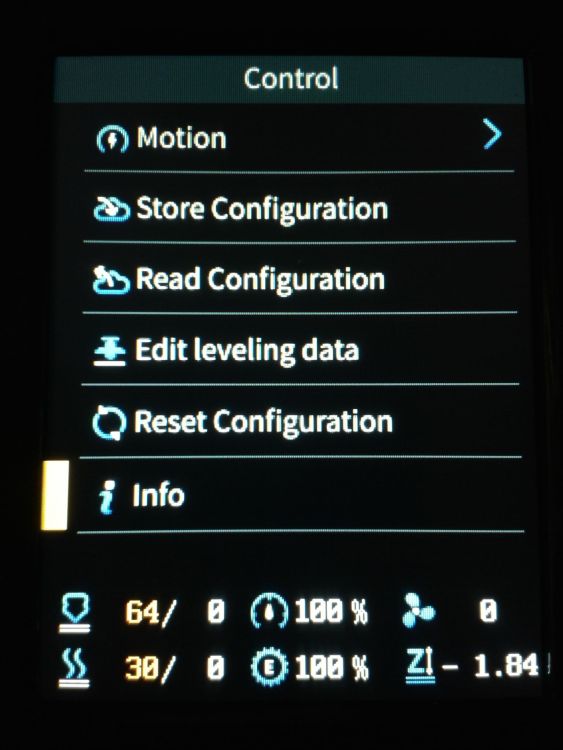
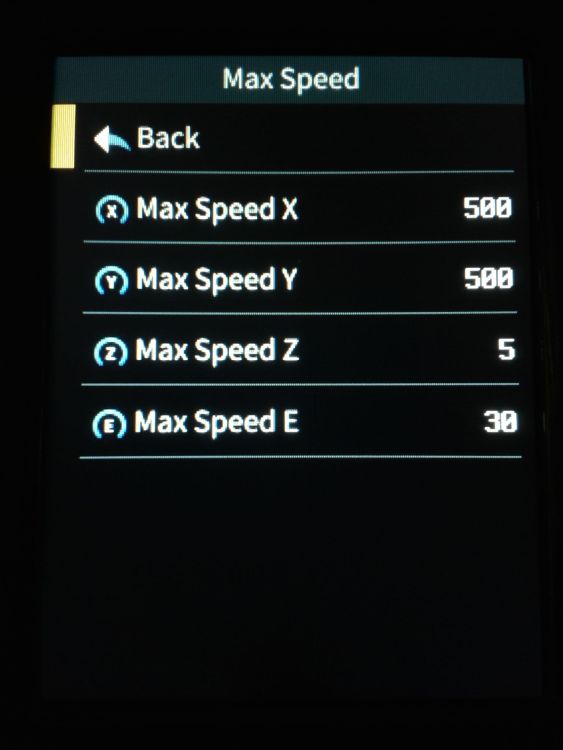
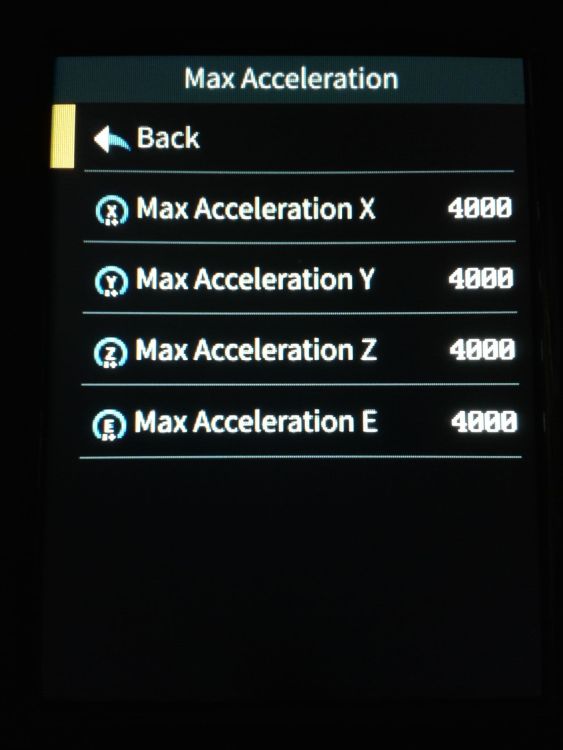
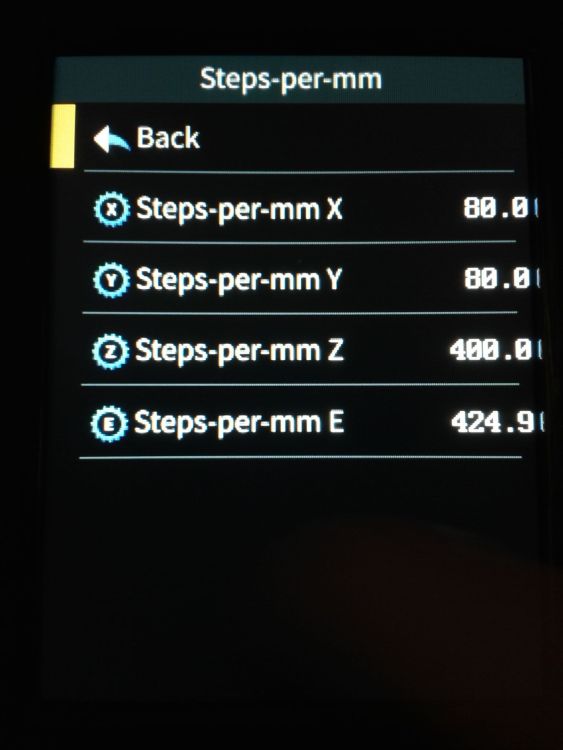
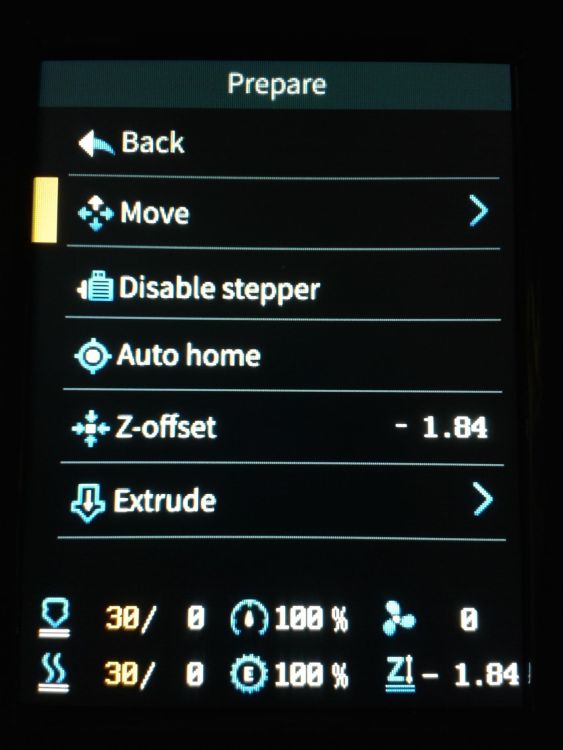
Menus de l'écran de contrôle Au démarrage Après démarrage, seulement si, après une coupure de courant lors d'une impression depuis la carte SD (et "fichier de reprise" présent sur carte SD). Ecran d'accueil Menu "Print" Ici, avec la carte SD fournie inséré, n'affiche que les fichiers d'impression (extension ".gcode", ".gco", ".gc") présents a la racine de la carte SD, je ne sais pas si l'image de la mascotte Cuva est ou non une zone d'affichage d'une éventuel image vignette / thumbnail embarqué dans le fichier d'impression Menu "Prepare" ( Si l'on veux passer dans "Move" ou "Extrude" ou "Retracte" alors on passe temporairement sur Et physiquement l'imprimante fait un Home X et Y, ce place au centre du plateau, sort le palpeur CR-Touch et vient palper le centre du plateau. Donc avoir nettoyé le plateau avant et ne pas laisser d'impression en place sur le plateau si l'on explore ses sous-menus. ) "Prepare" -> "Move" "Prepare" -> "Extrude" ( Et cela lance la chauffe de la tête ) // A FAIRE "Prepare" -> "Retracte" // A FAIRE "Prepare" -> "Language slelction" "Prepare" -> "Preheat PLA" Menu "Control" "Control" -> "Température" "Control" -> "Température" -> "Preheat PLA Settings" "Control" -> "Température" ->"Set PID Manualy" "Control" -> "Edit leveling data" "Control" -> "Info" "Control" -> "Motion" "Control" -> "Motion" -> "Max Speed" "Control" -> "Motion" -> "Max Acceleration" "Control" -> "Motion" -> "Steps-per-mm" Menu "Leveling" ( Attention pas de demande de confirmation. Lance la procédure directement ) Lors d'une impression Sous menu "Tune" lors d'une impression Lors de la lecture d'un M600 ( M600: Filament Change ) dans un fichier d'impression Cela éjecte le filament, vient se parquer, fait des suite de bips, et sur l’écran le bouton pour faire normalement "Pause" change en "Print" Cela stop la chauffe de la tête (la température chute, malgré que la température cible reste inchangé) alors, un premier clic sur "Print" remet la chauffe de la tête, (donc permet de purger en poussant manuellement le filament et en débrayent le levier de l'extrudeur, quand a température ...) puis, une fois a température cela fait de nouveau une suite de bips, et alors, un second clic sur "Print" permet de continuer l'impression En cas de reprise sur coupure de courant Fonctionne bien lors d'une impression depuis la carte SD. Mais la remise en chauffe ce fait a la position de l’arrêt et donc il y a un petit blob qui se forme, puis cela fait un Home X et Y et reprend depuis le début de la couche interrompue. Coupure de courant ( via interrupteur à bascule) lors de l'impression Puis quand l'on remet en fonction la machine, et si l'on clic "Continue", cela remet en chauffe le plateau, puis la tête, et seulement après les températures atteintes, cela faite un Home X et Y et recommence la couche interrompue.
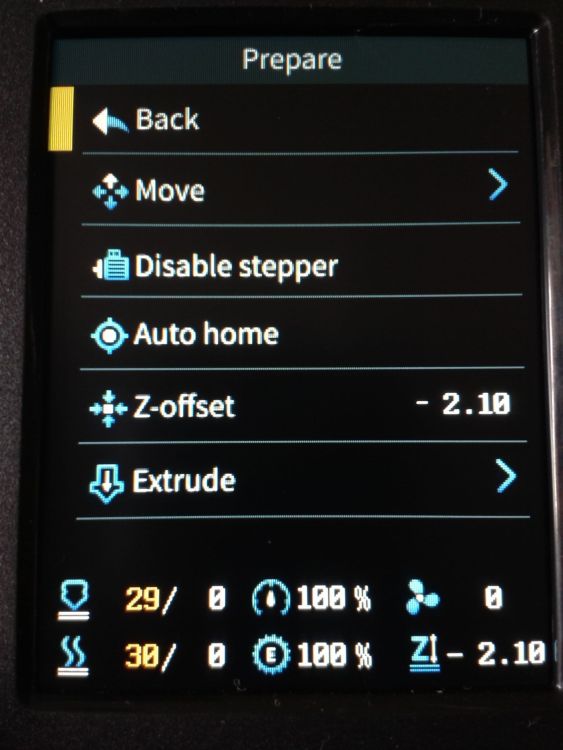
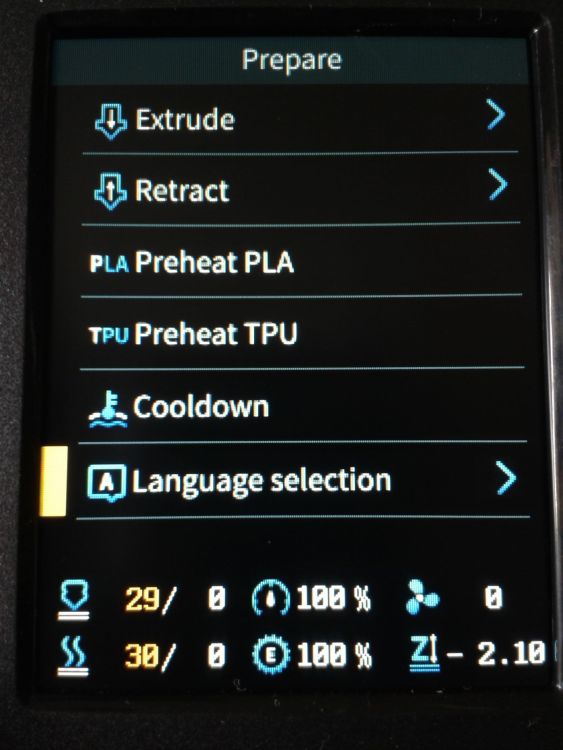

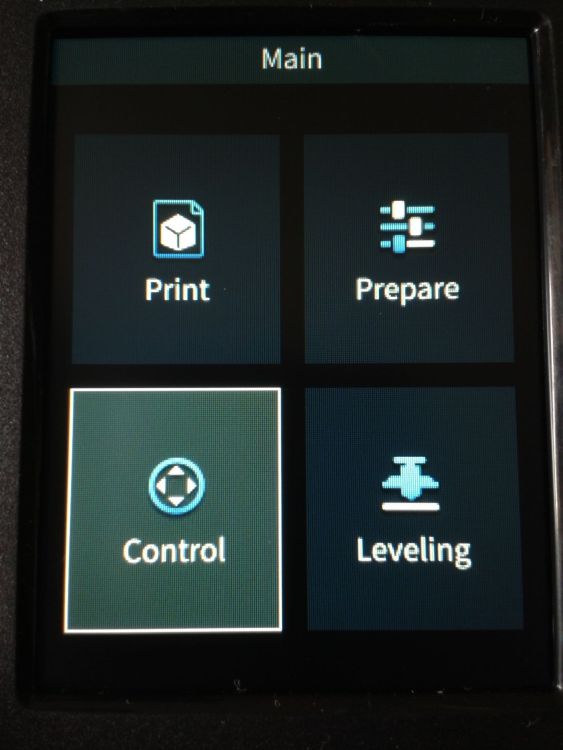

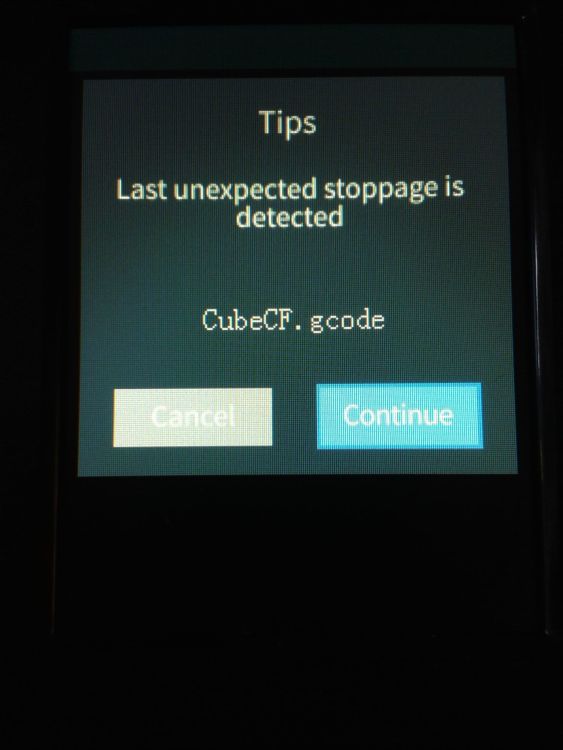





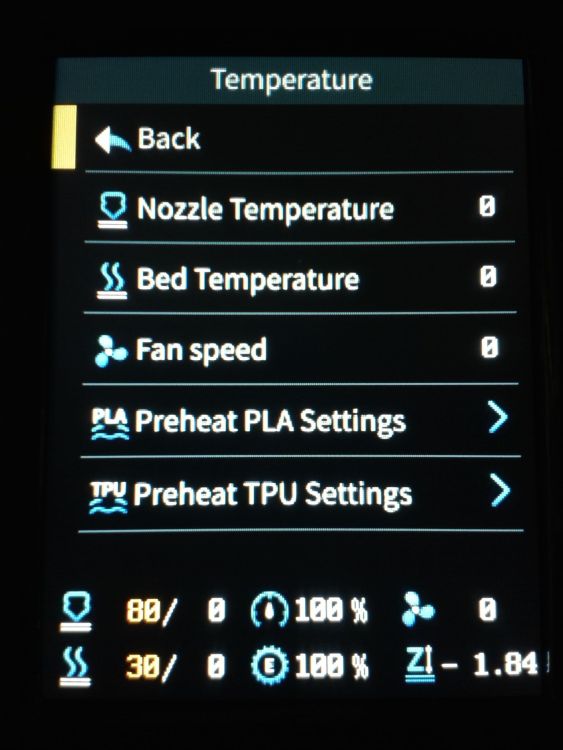
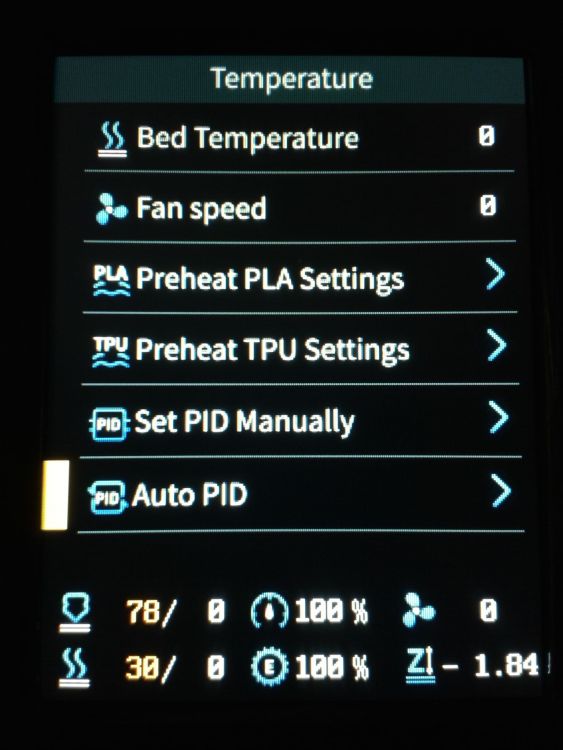
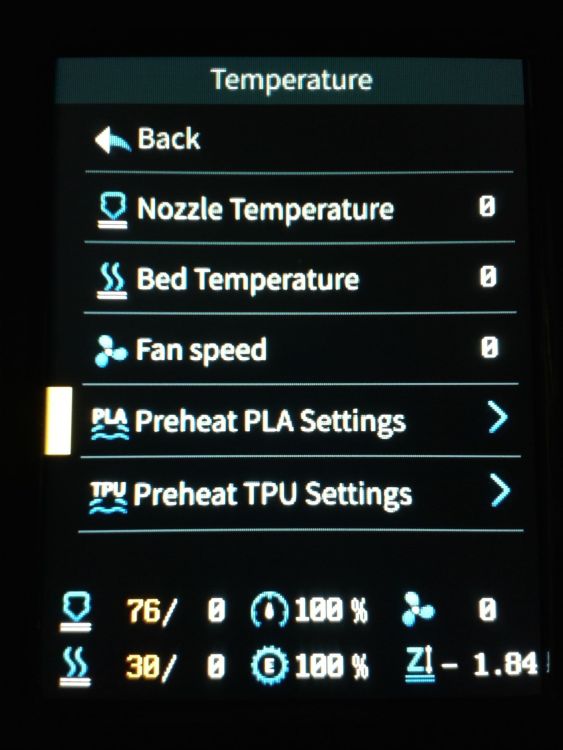
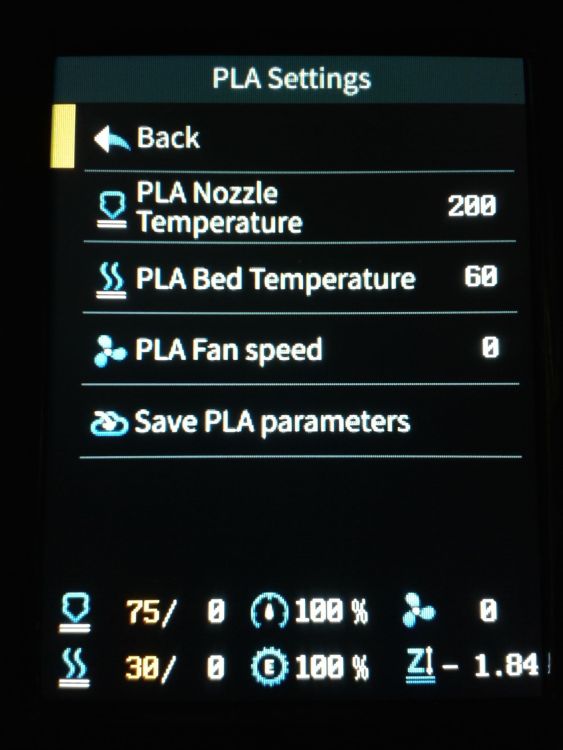
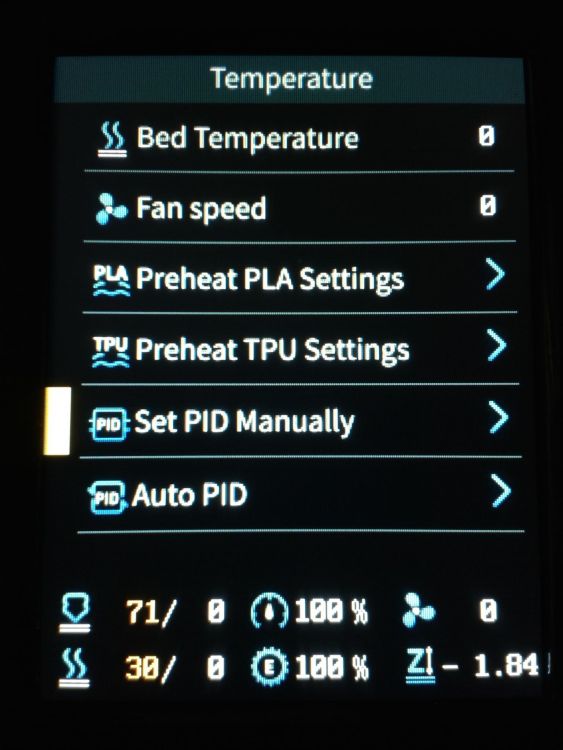

 1 point
1 point -
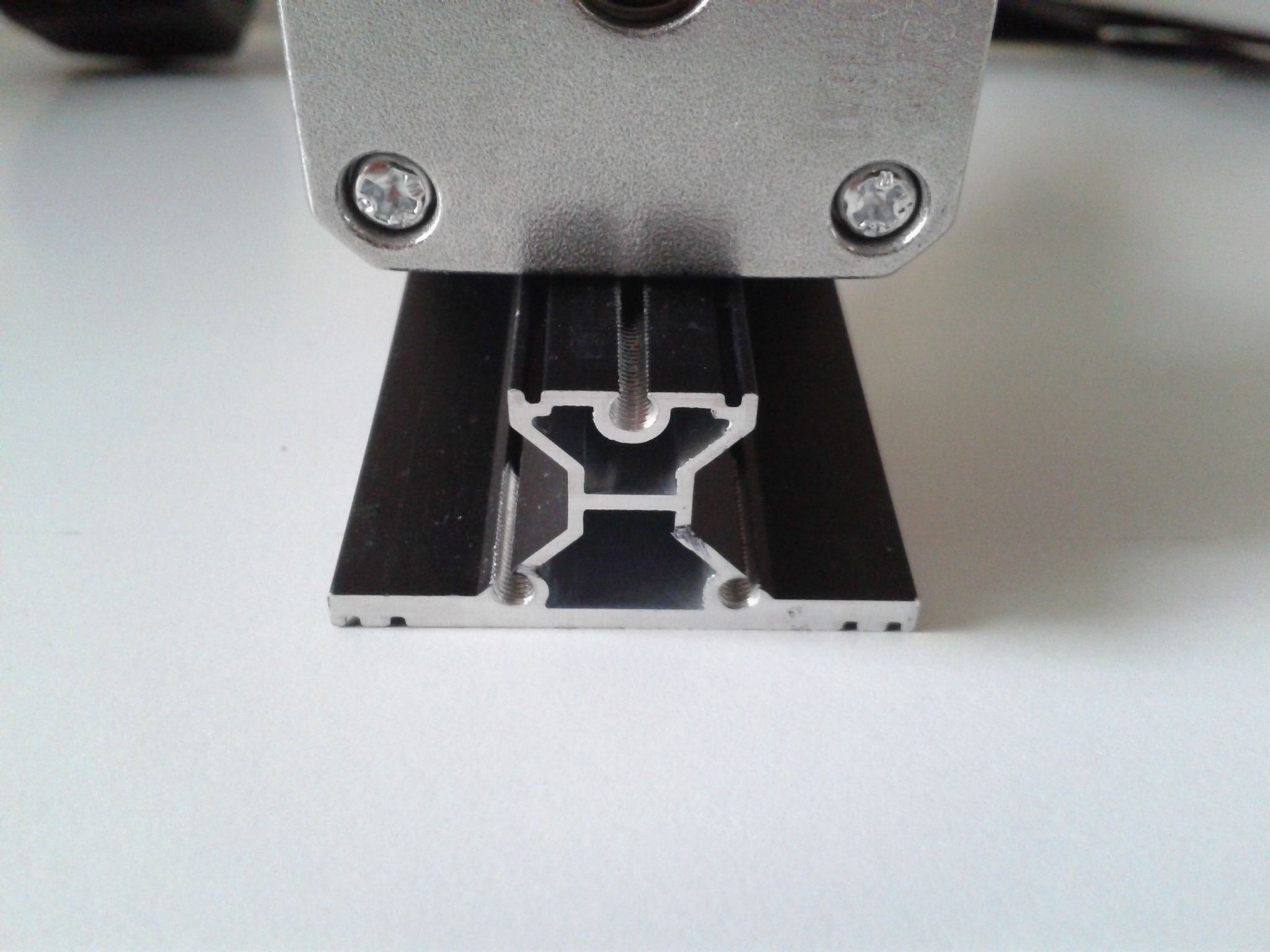
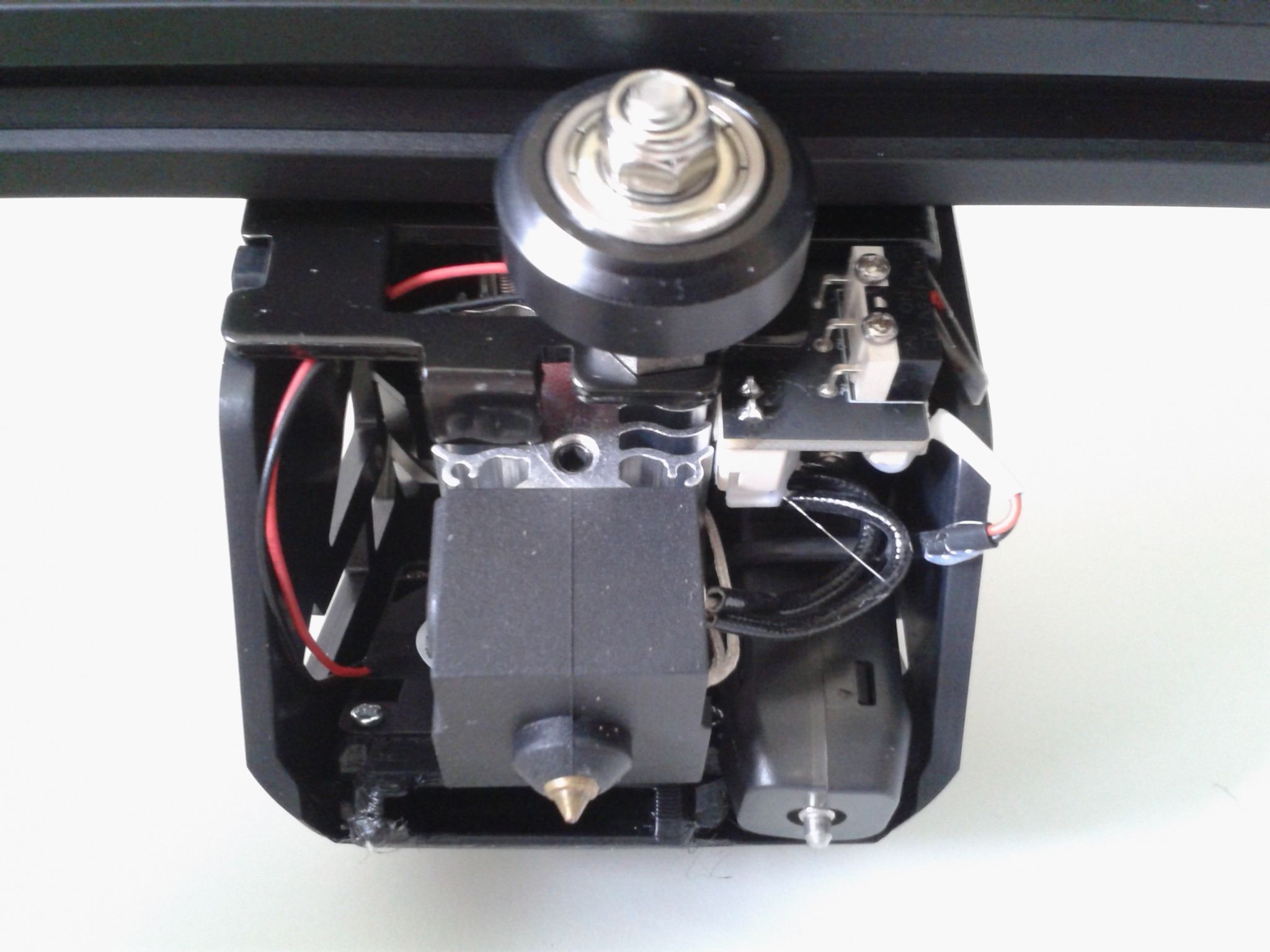
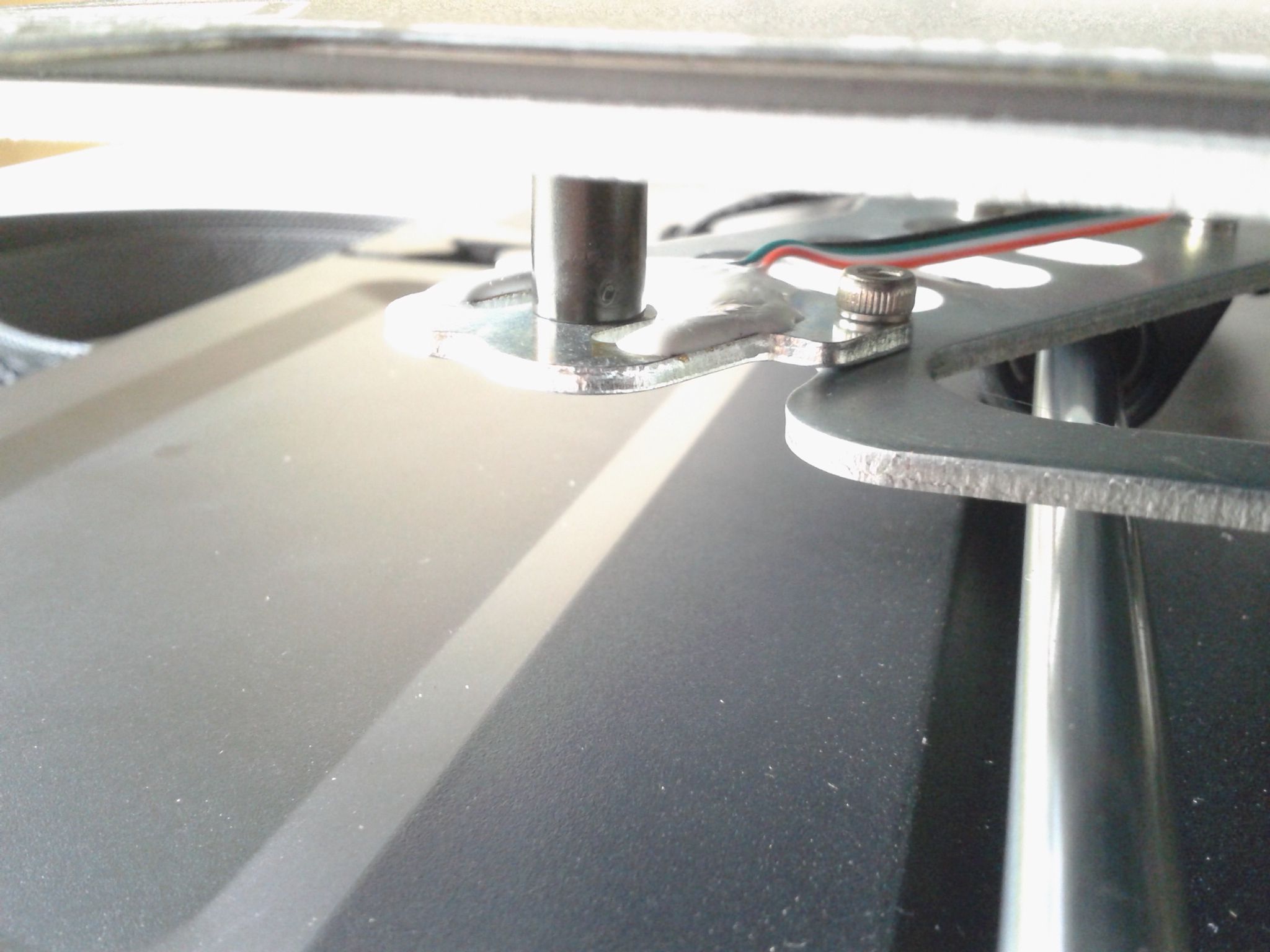
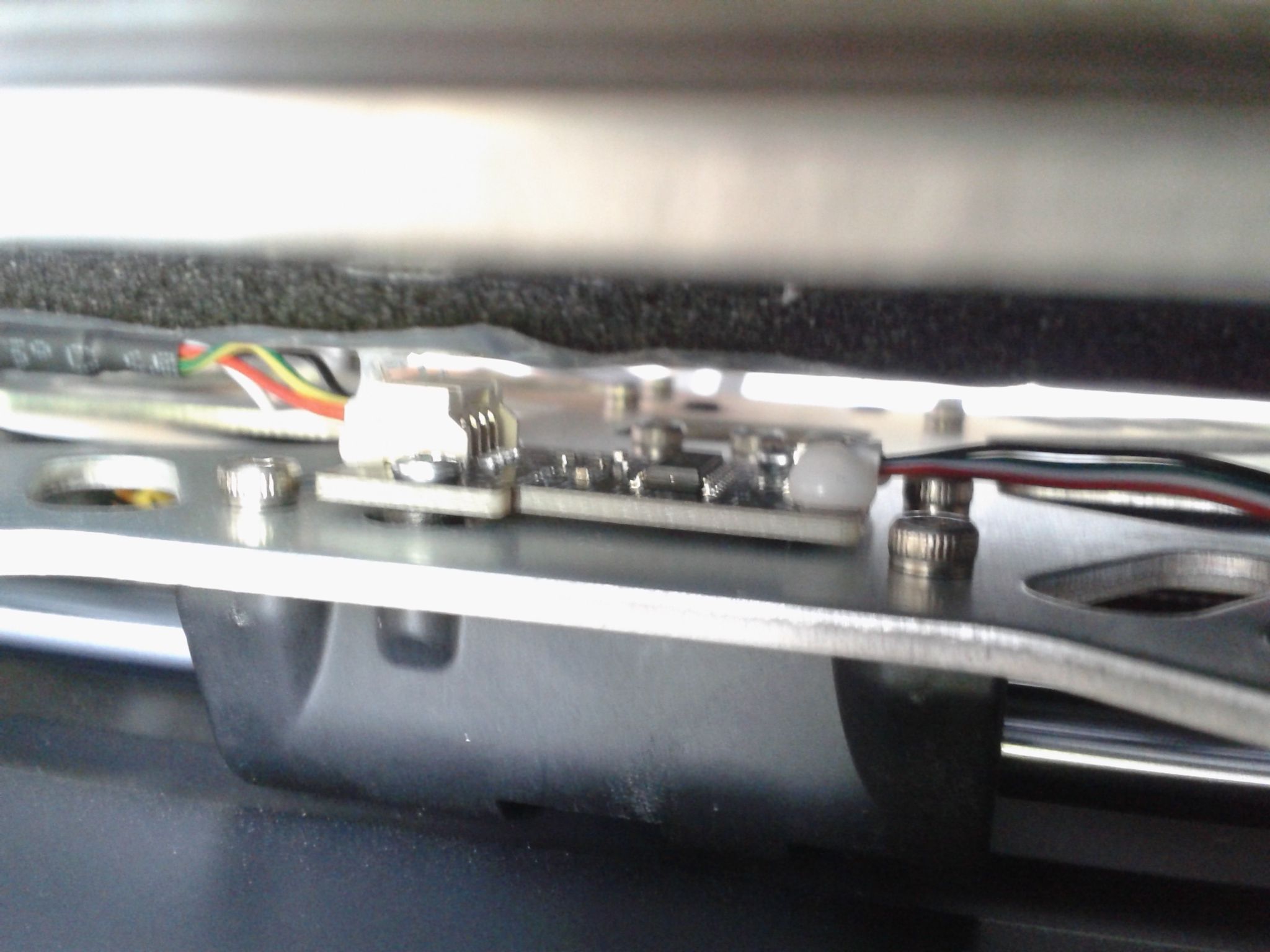
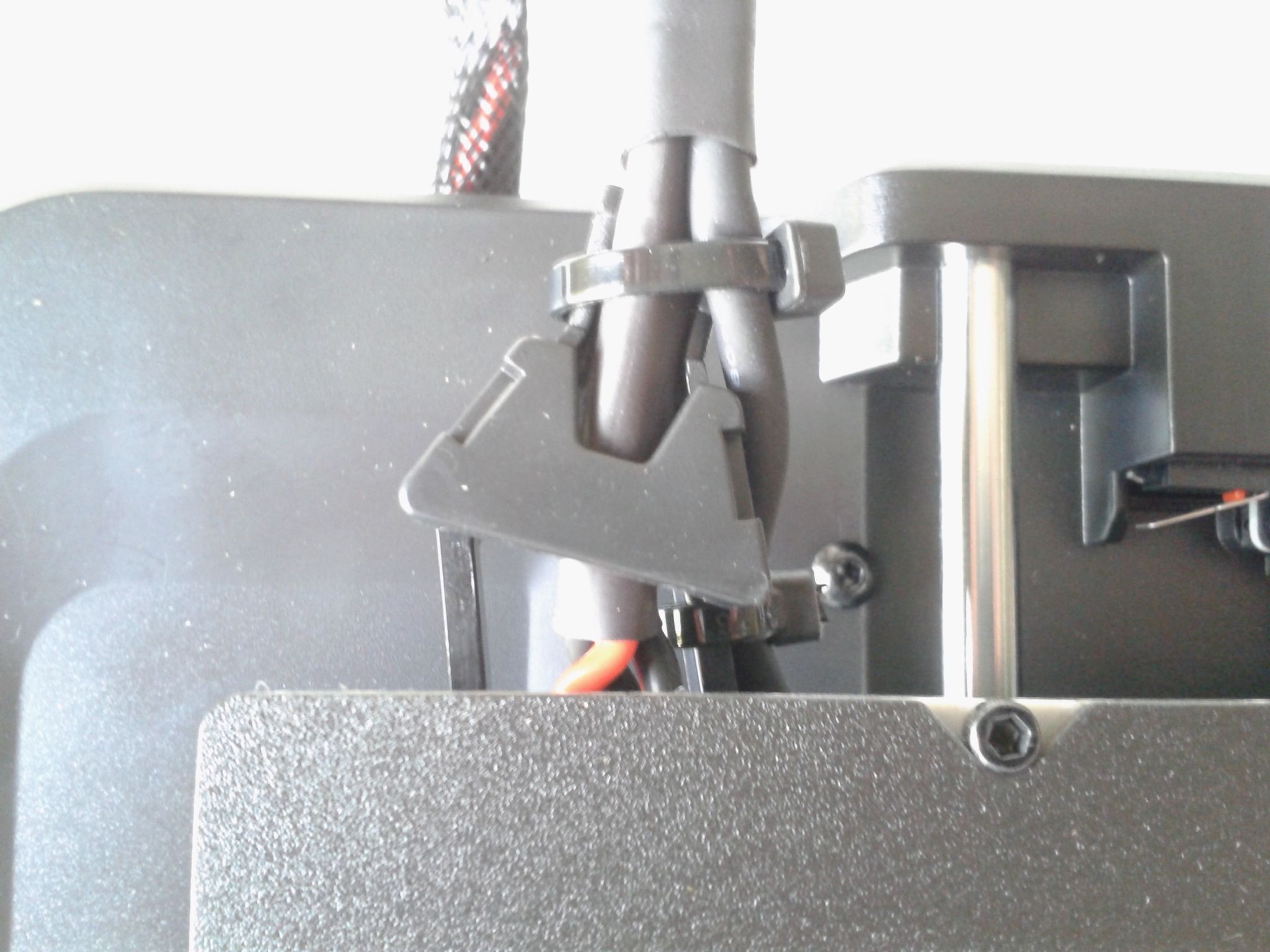
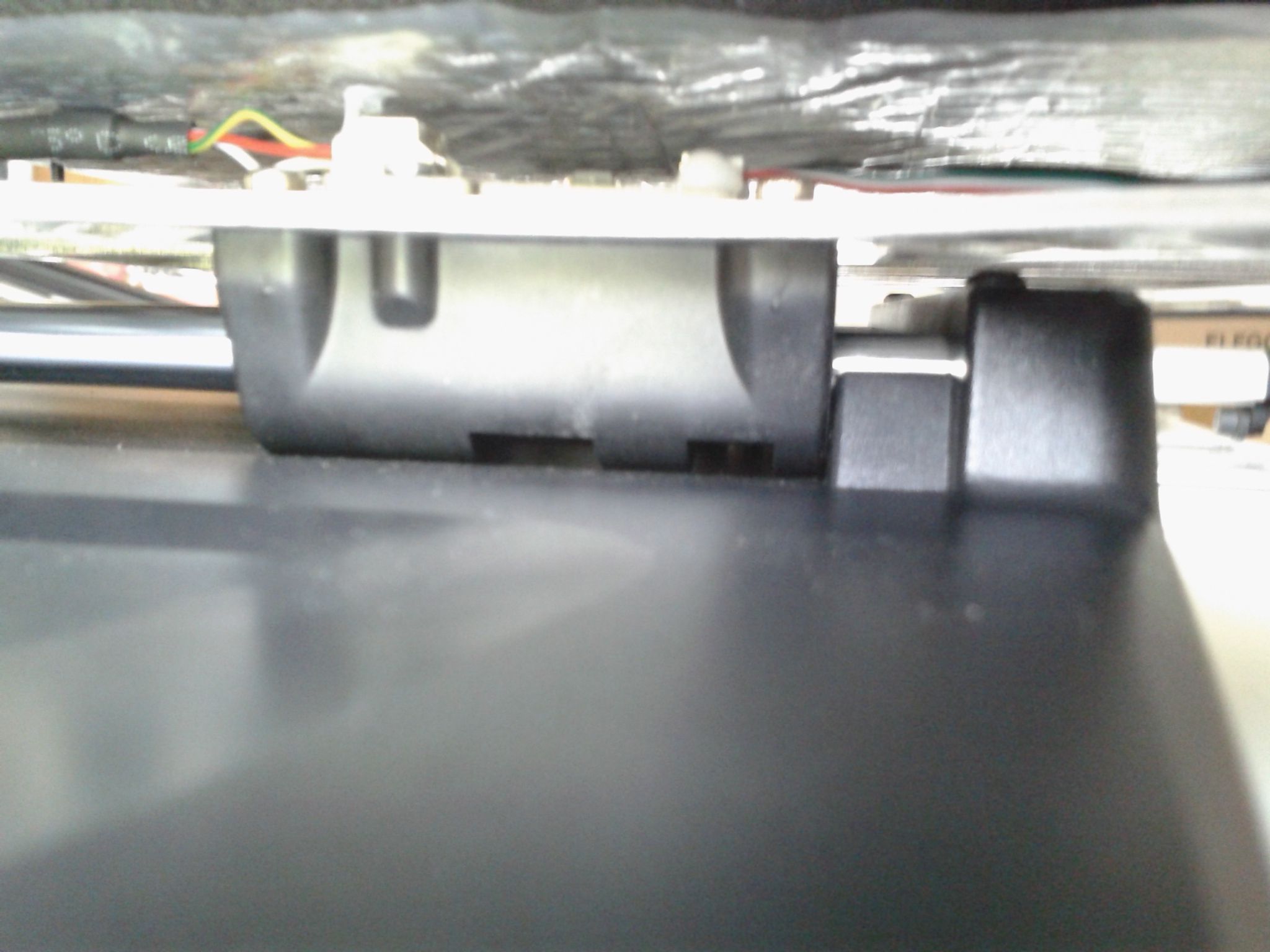
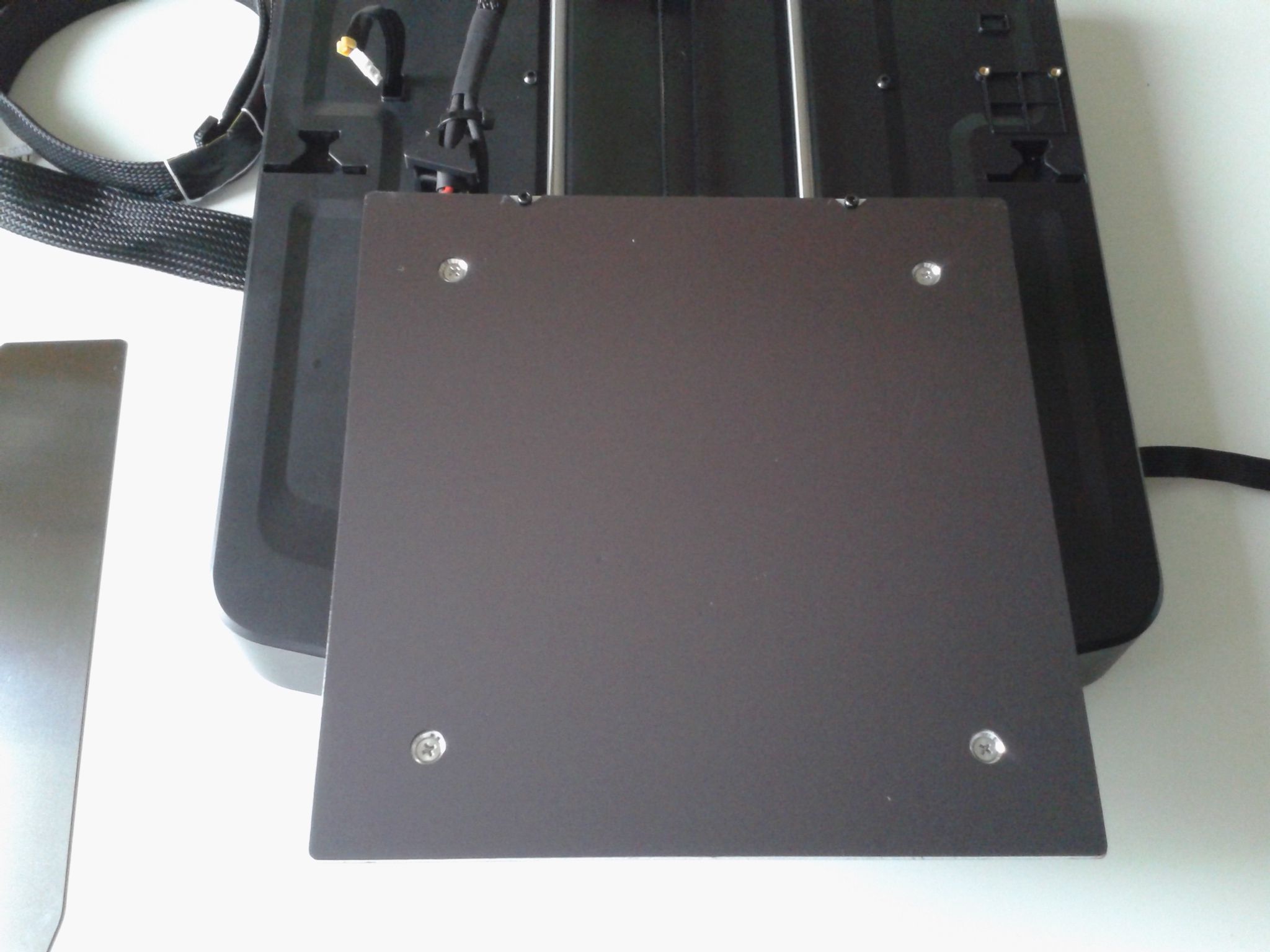
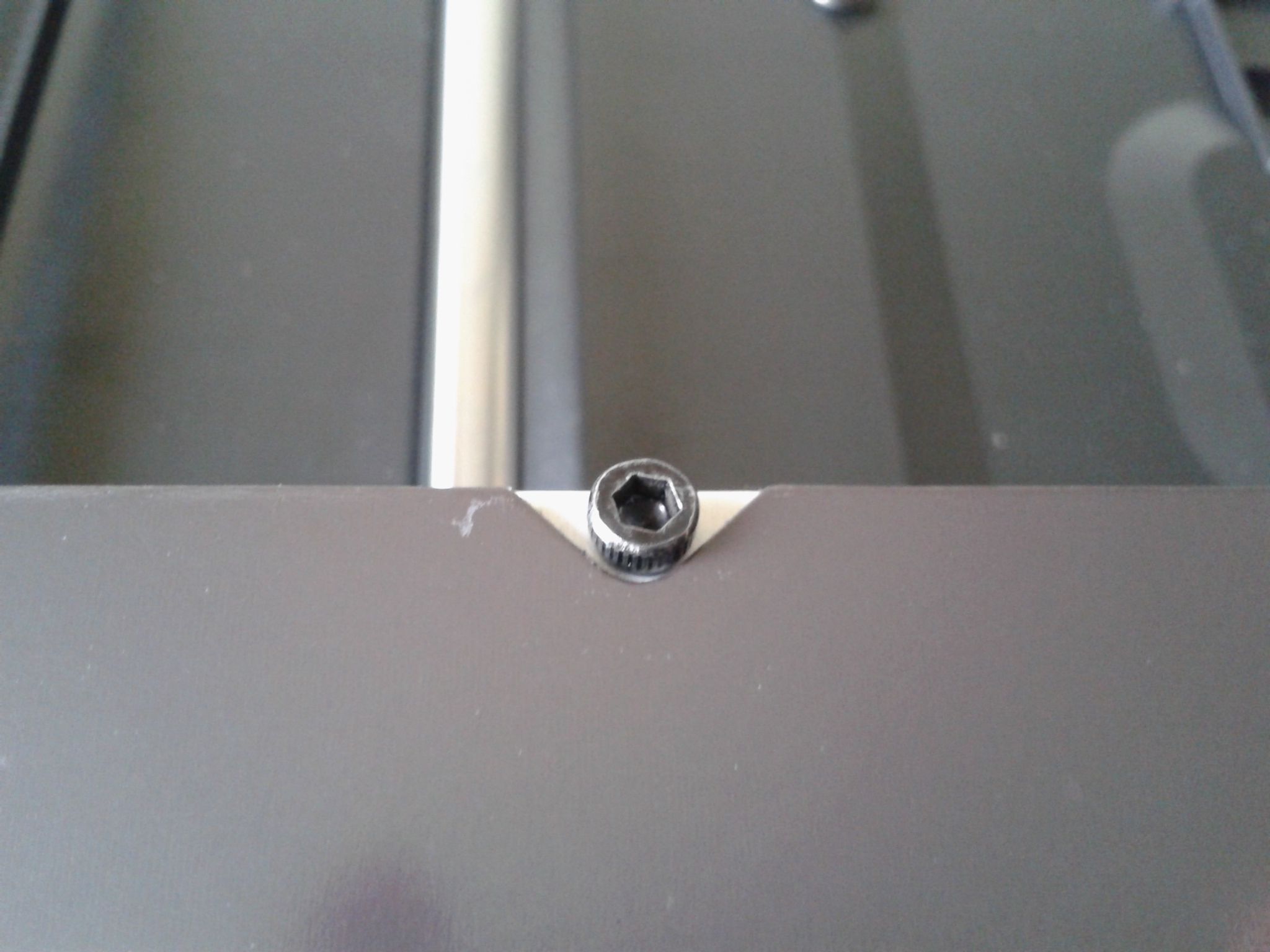
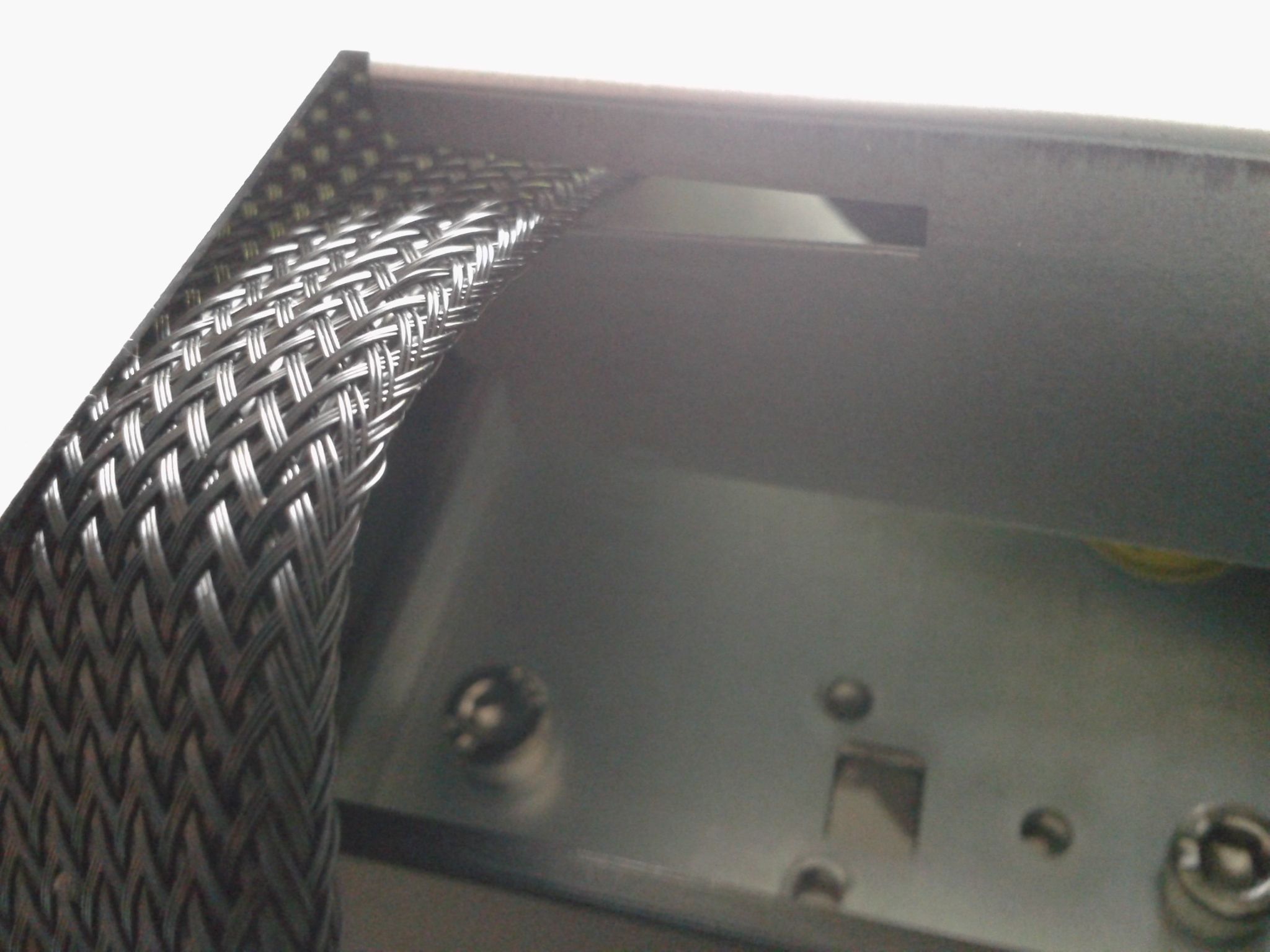
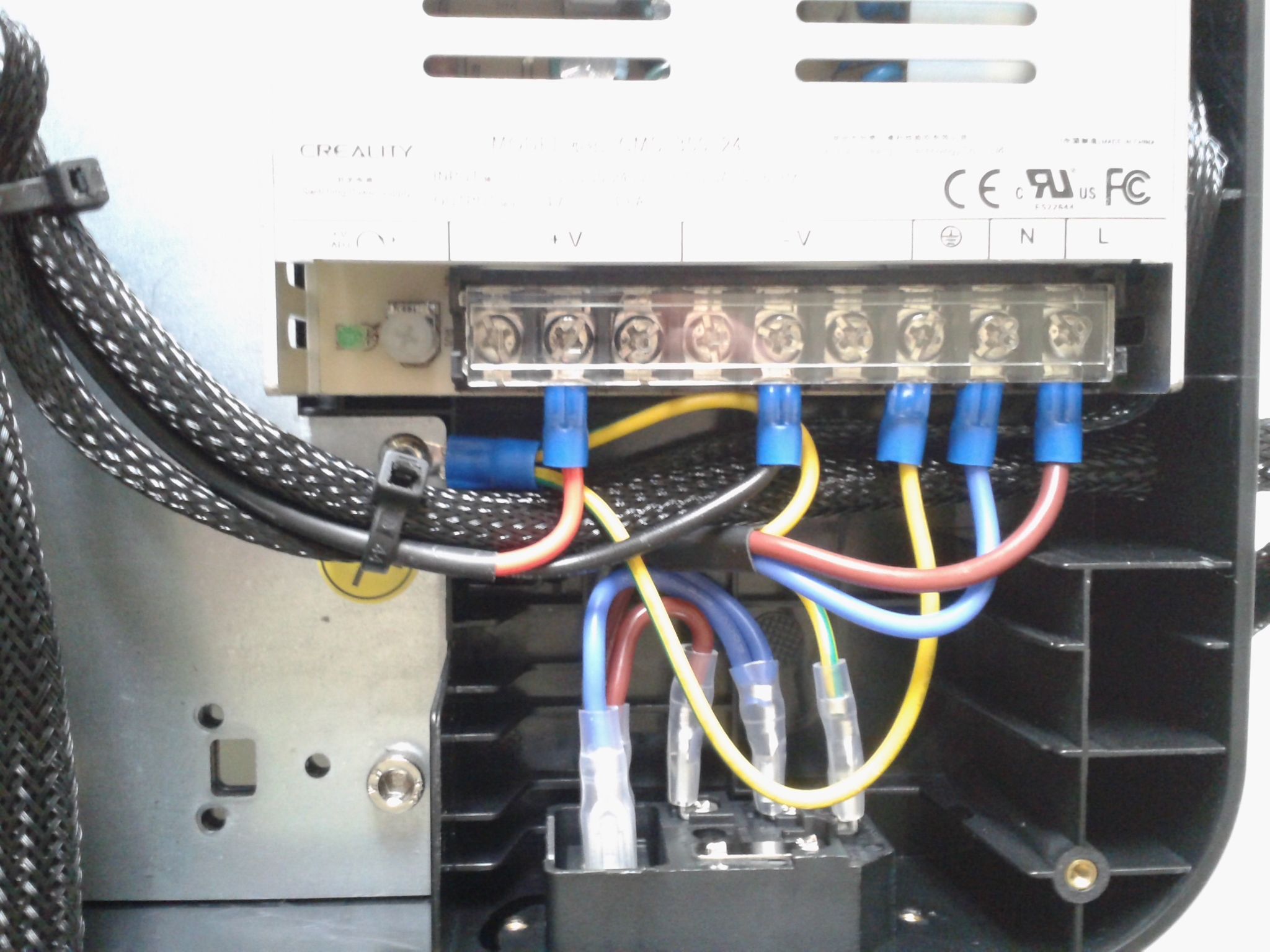
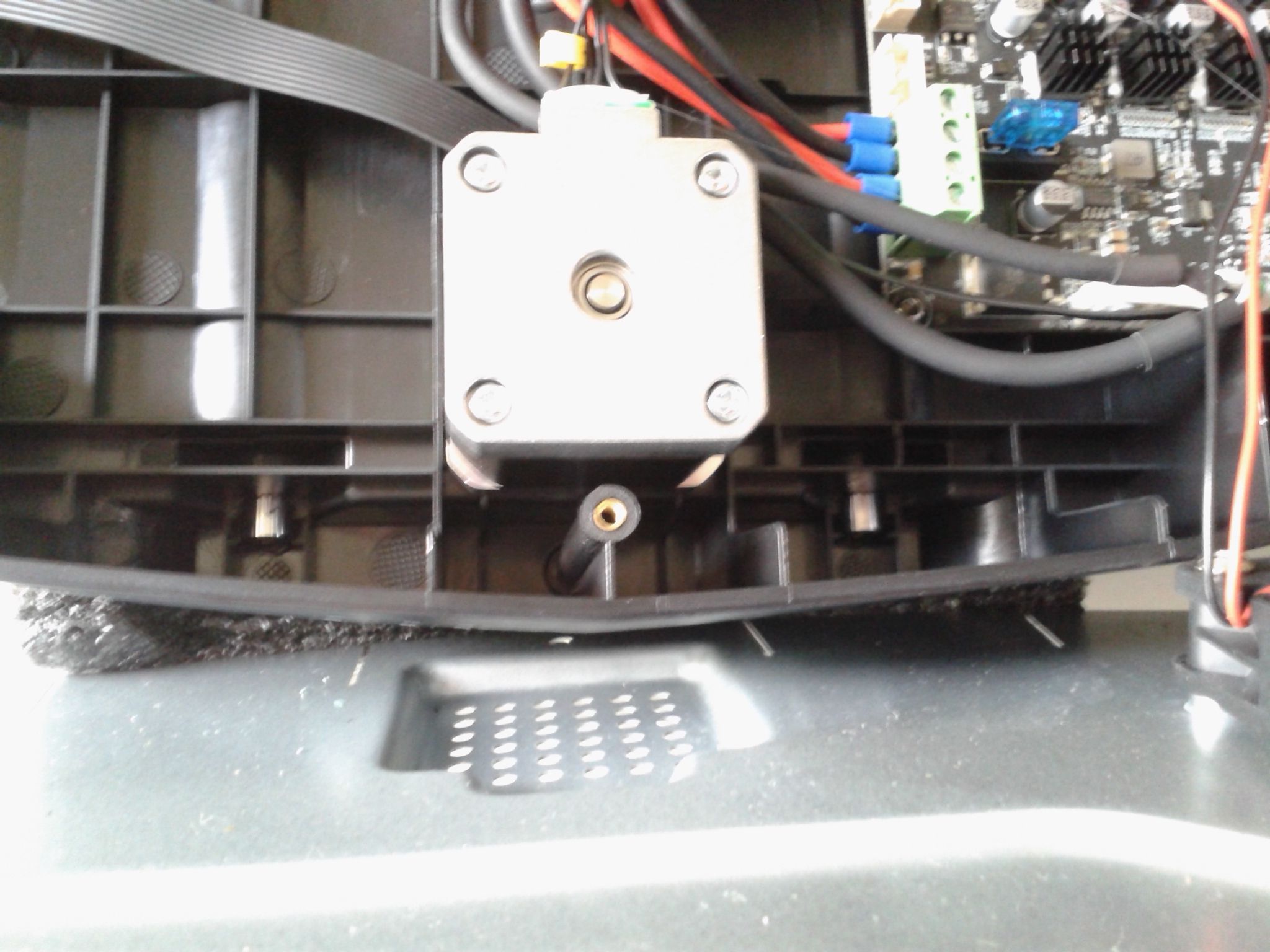
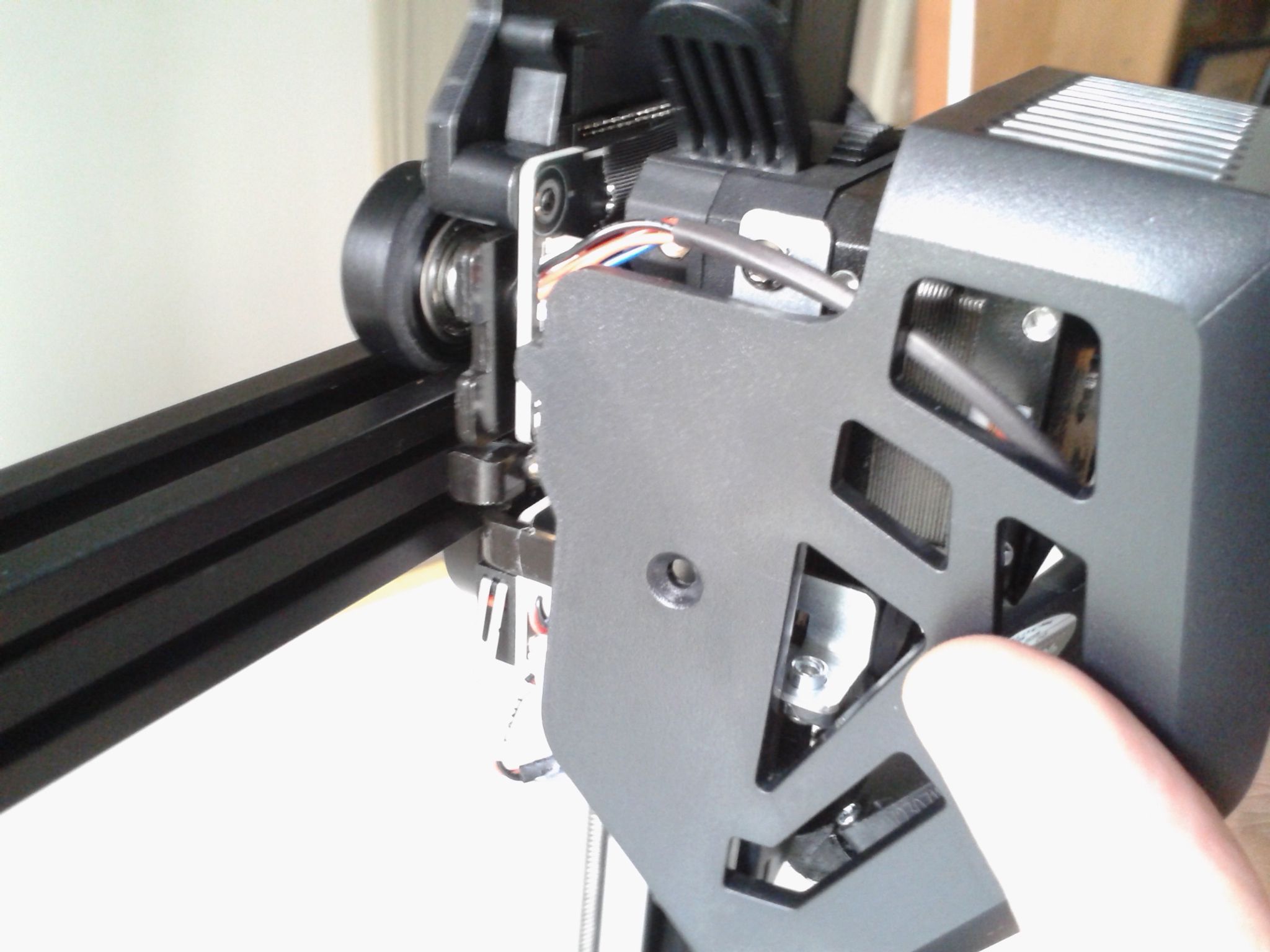
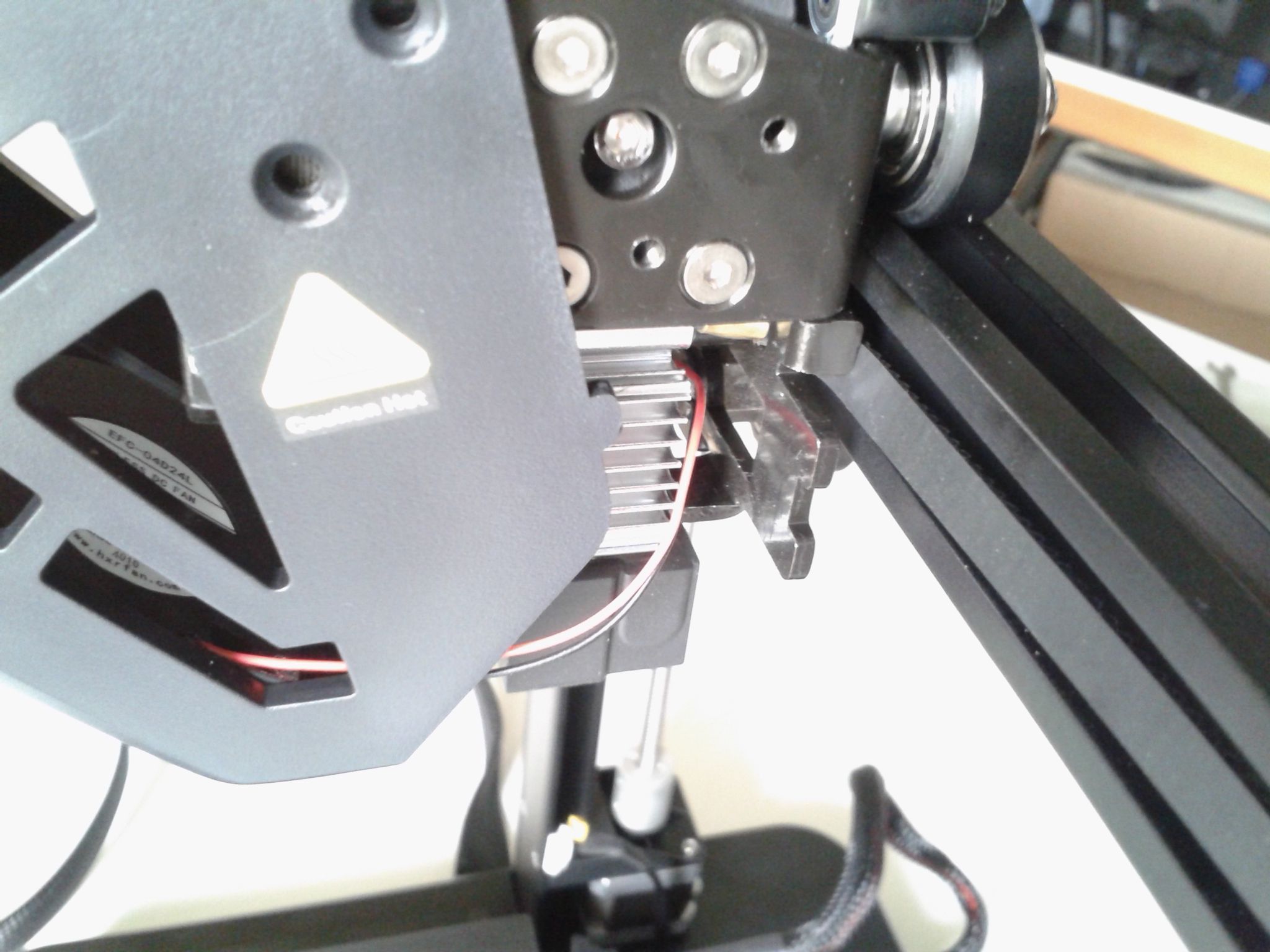
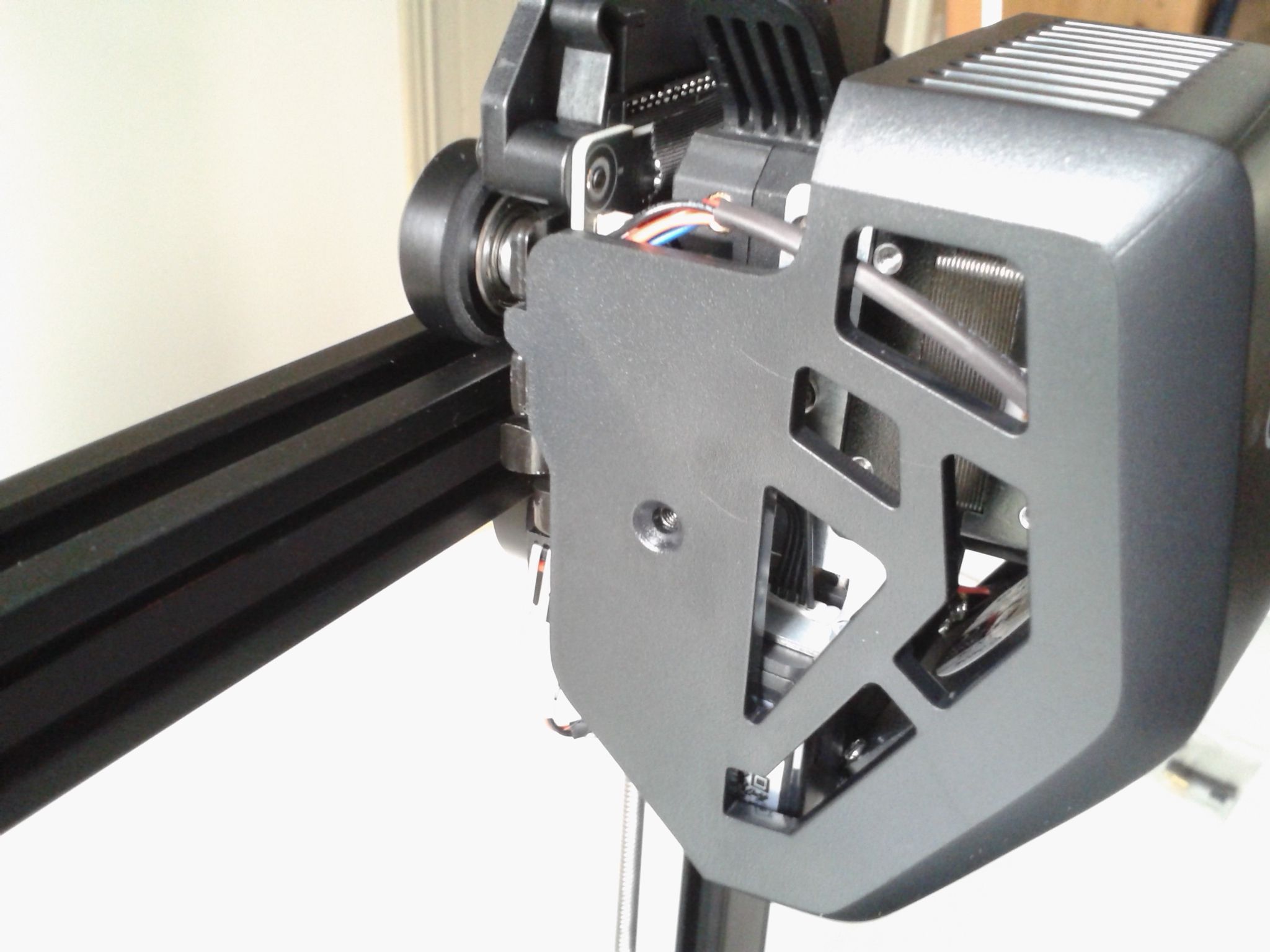
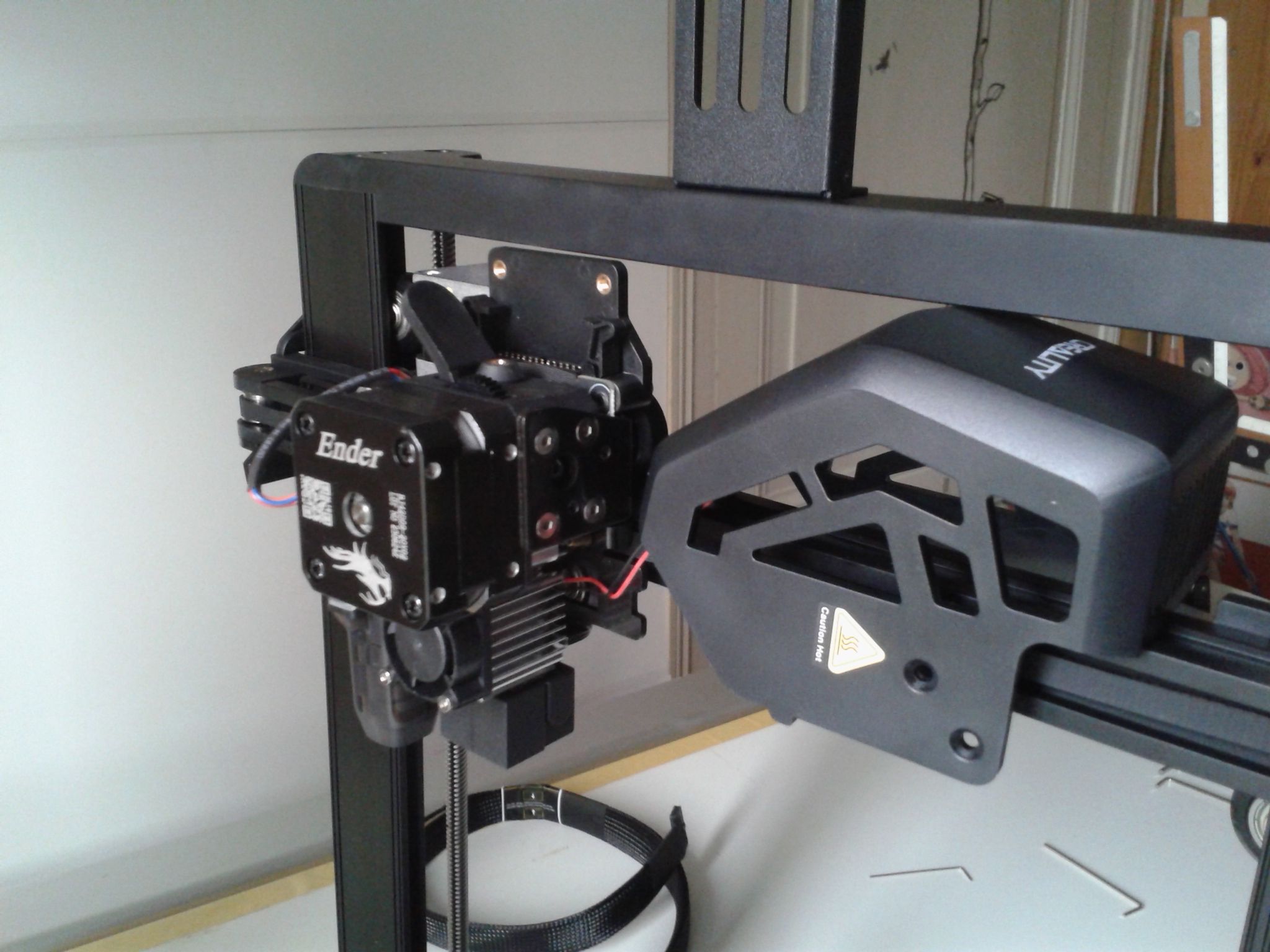
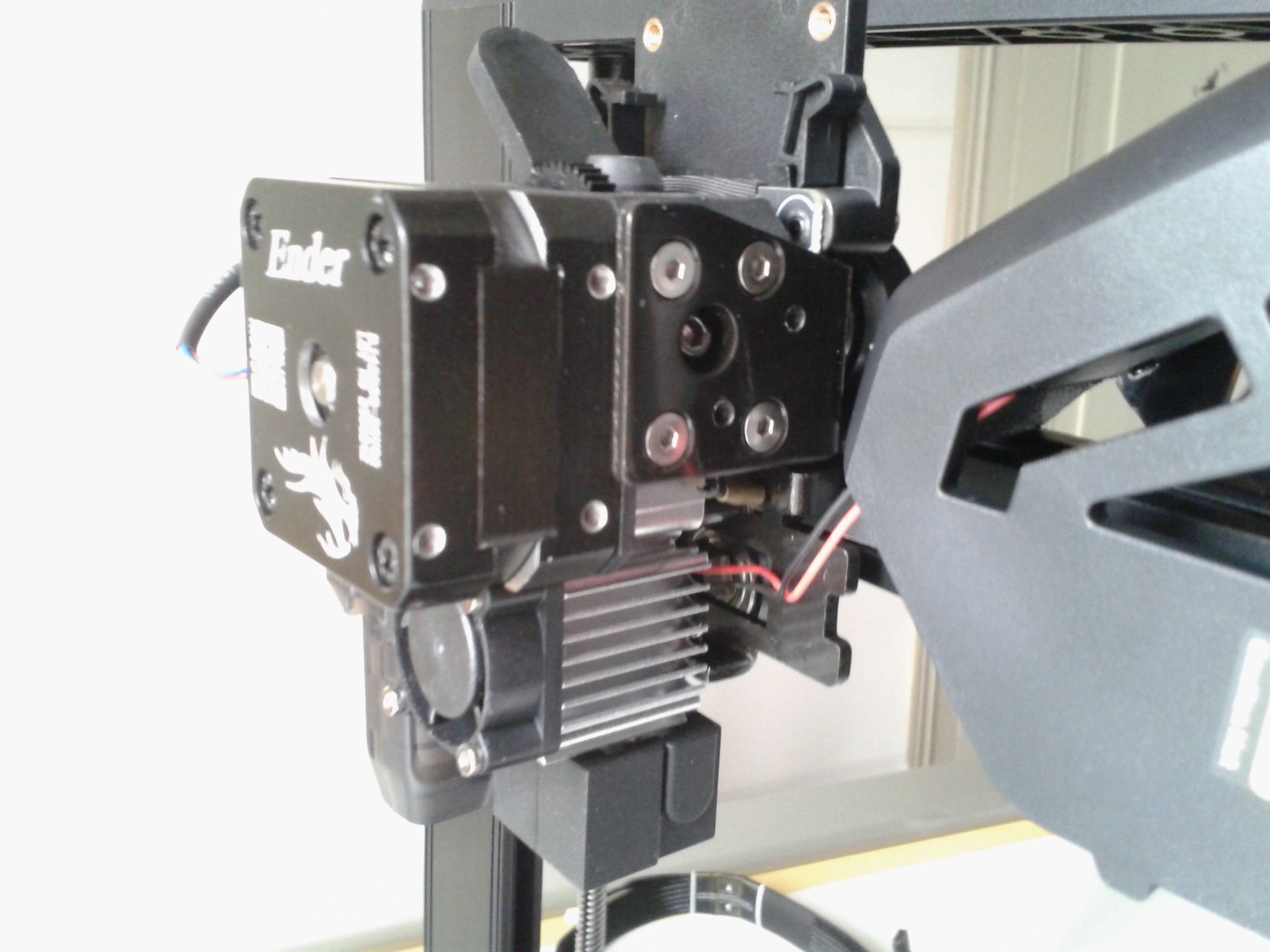
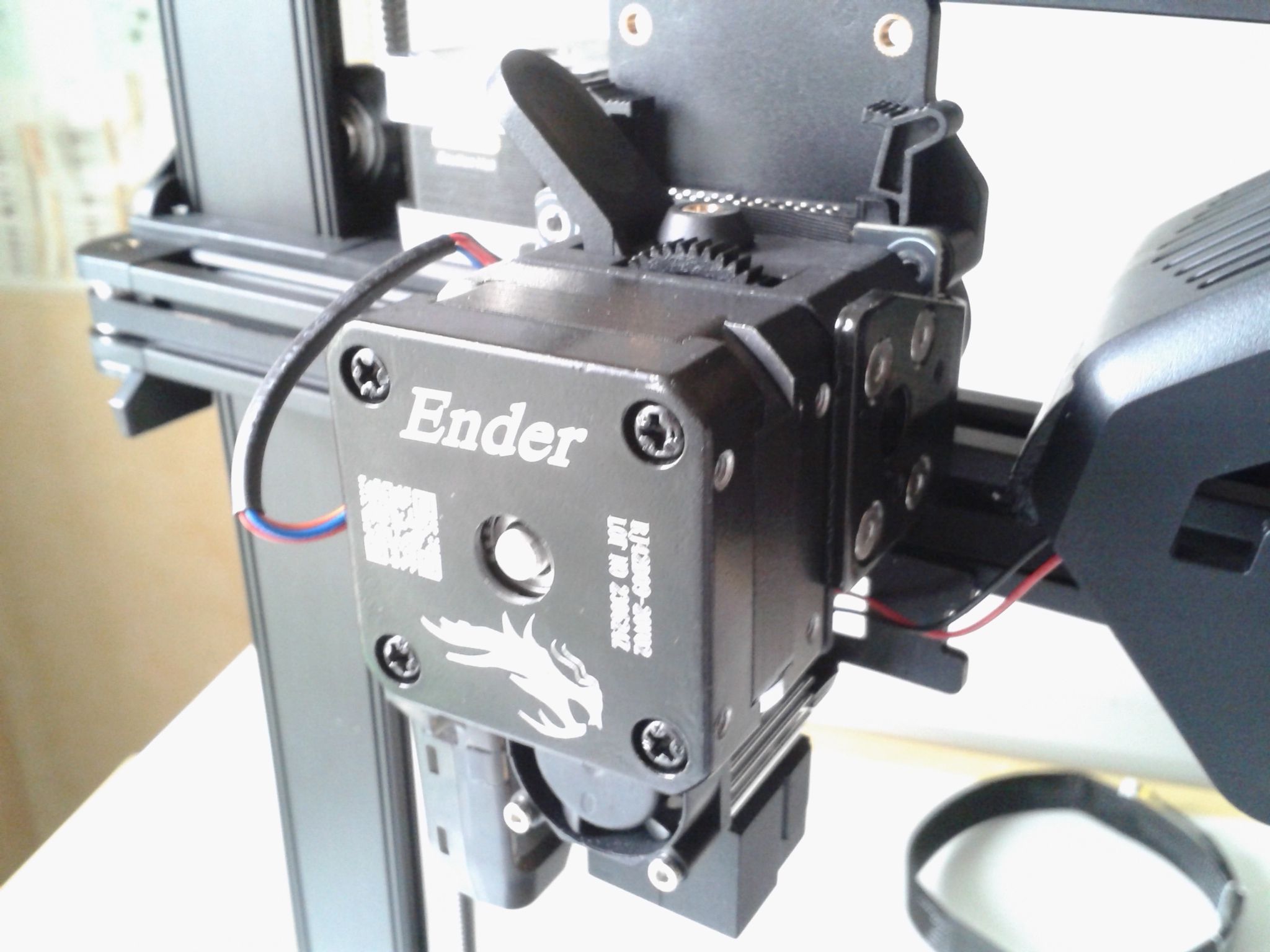
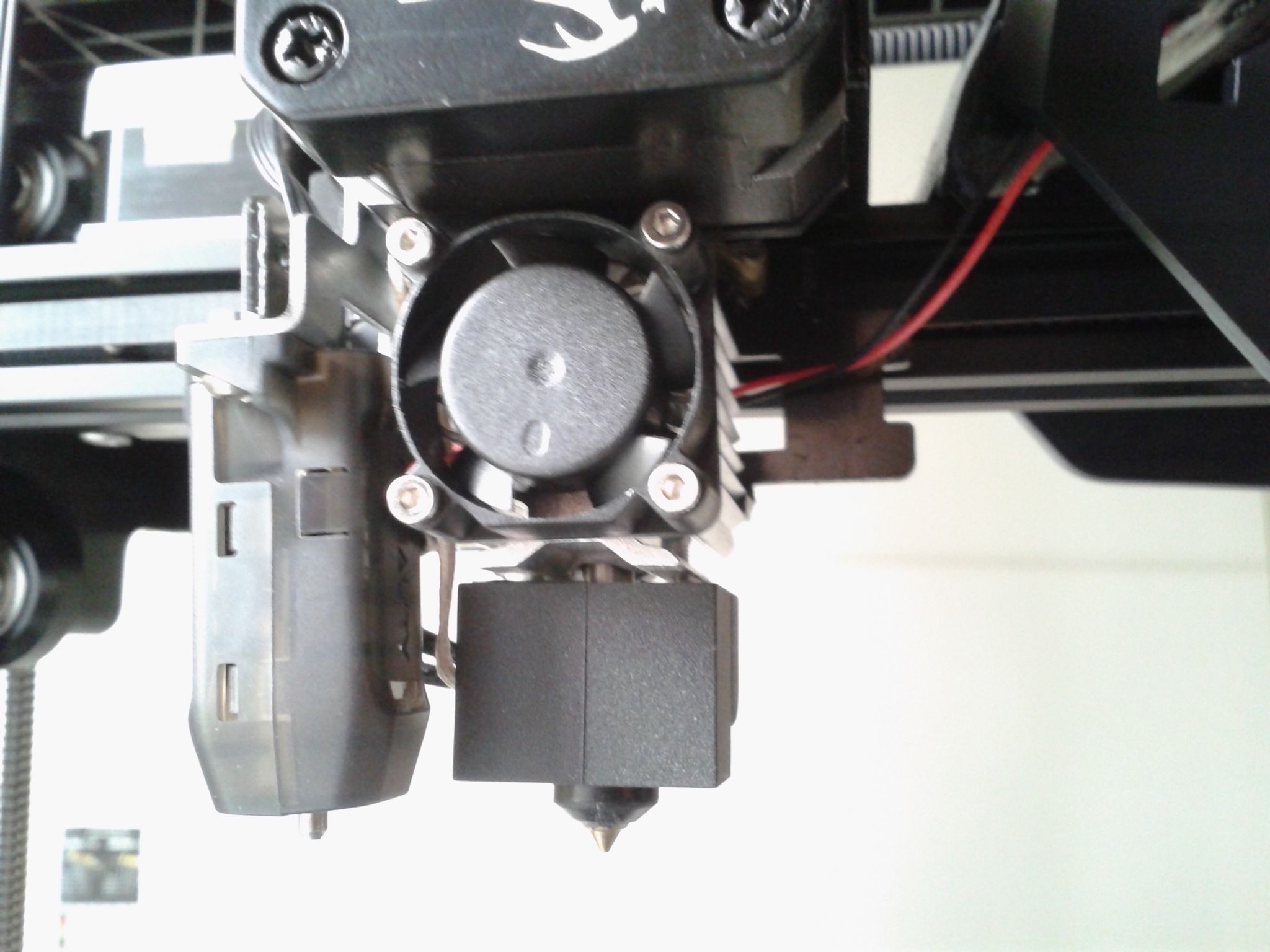
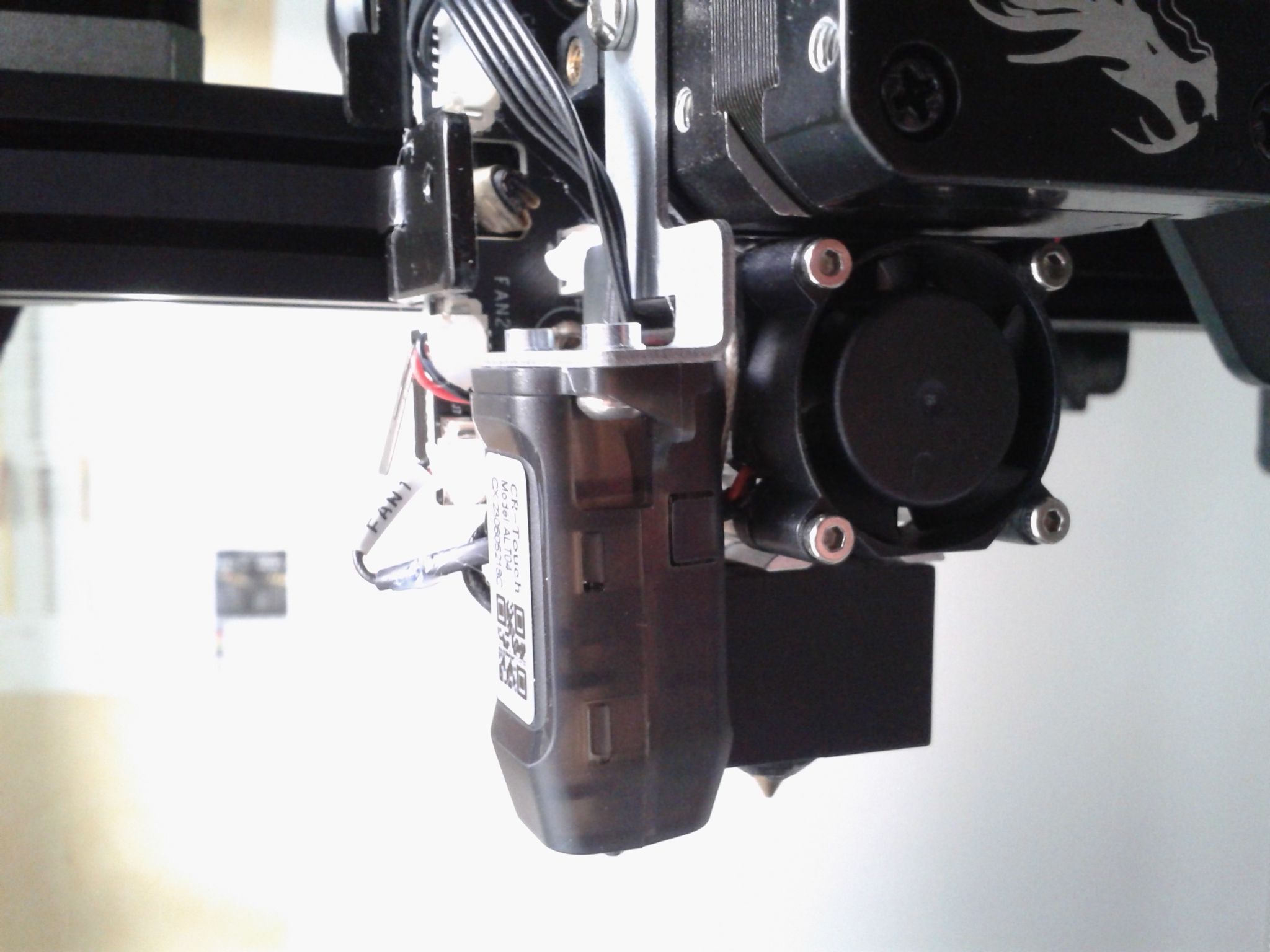
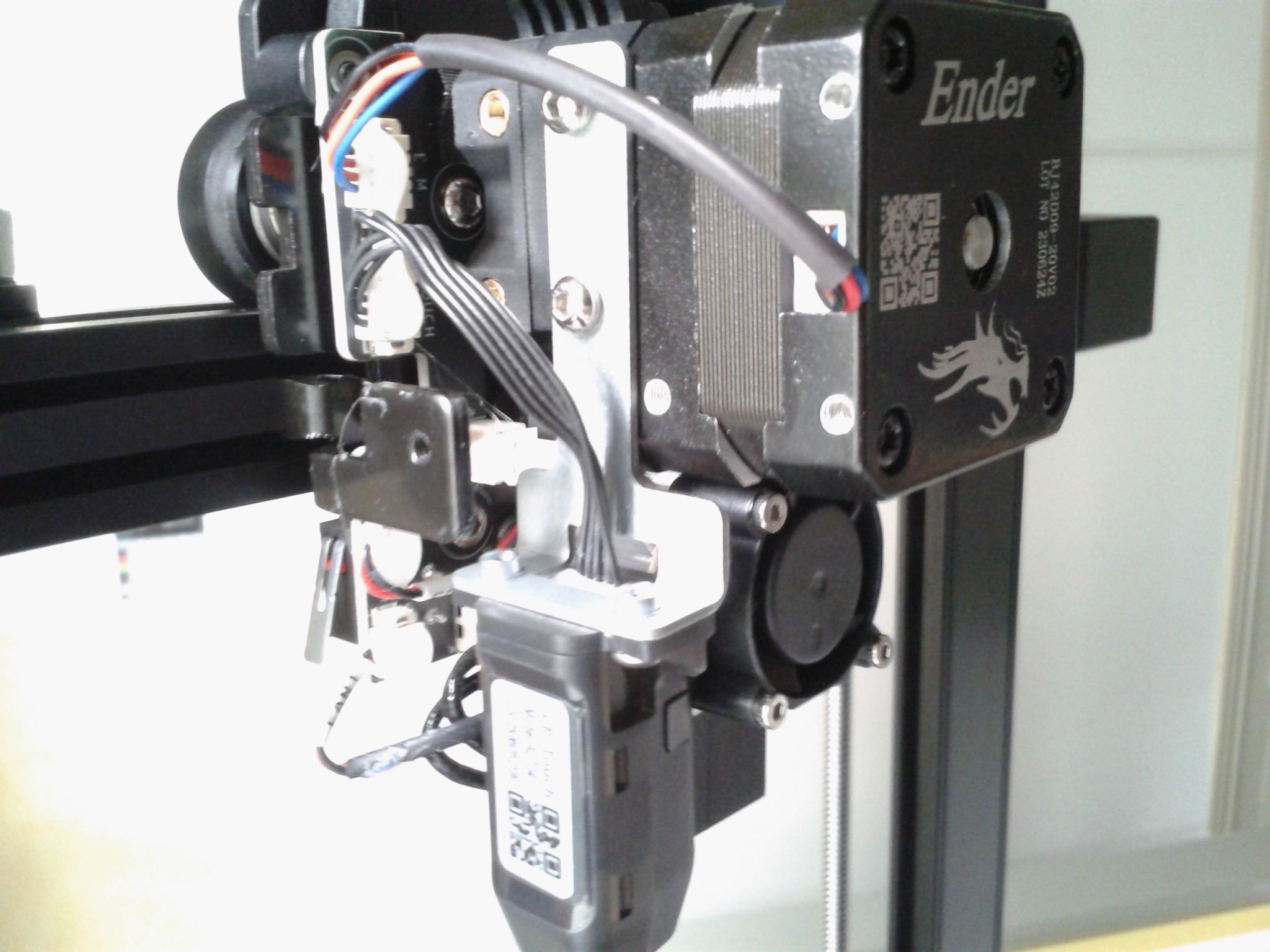
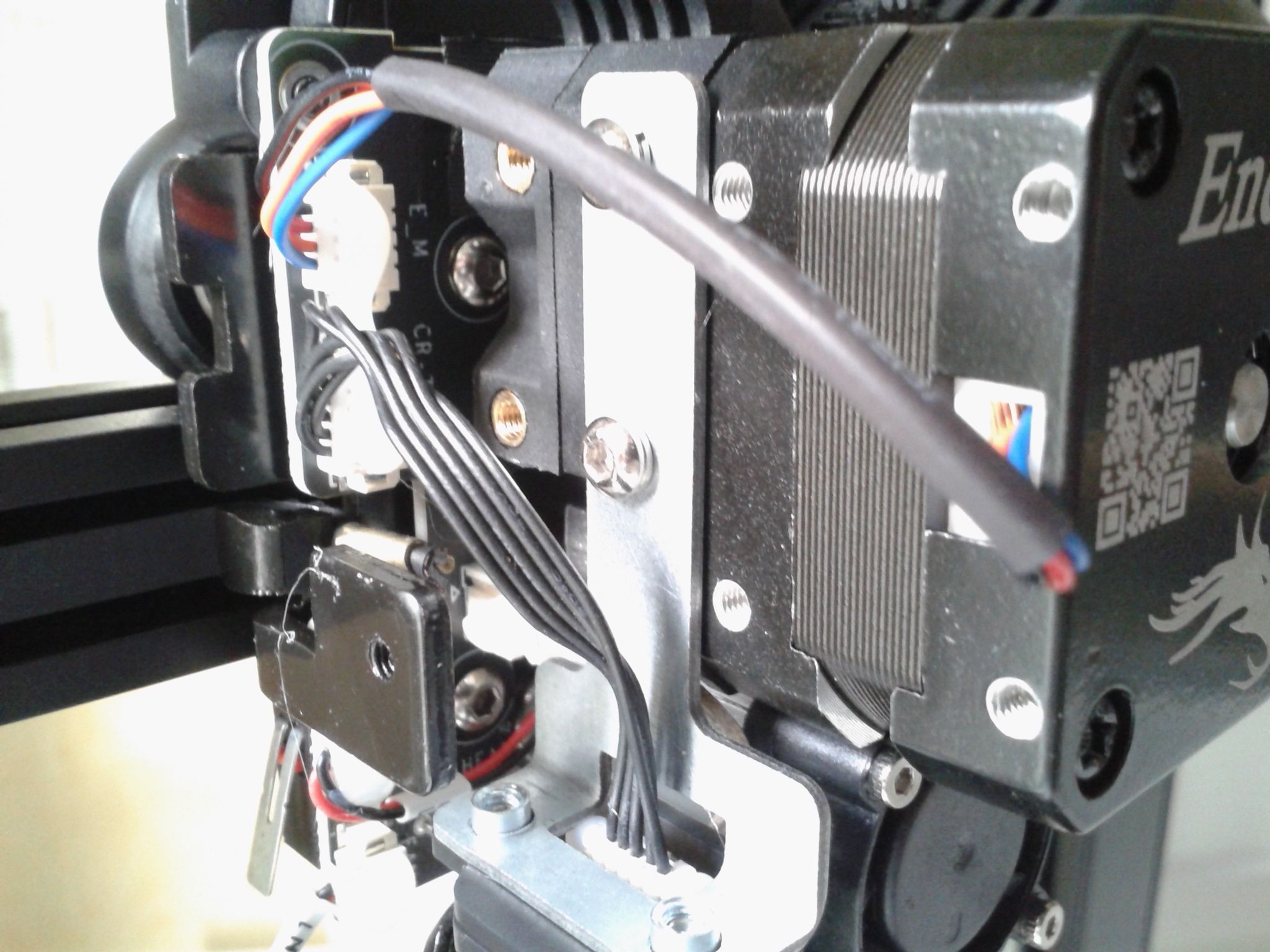
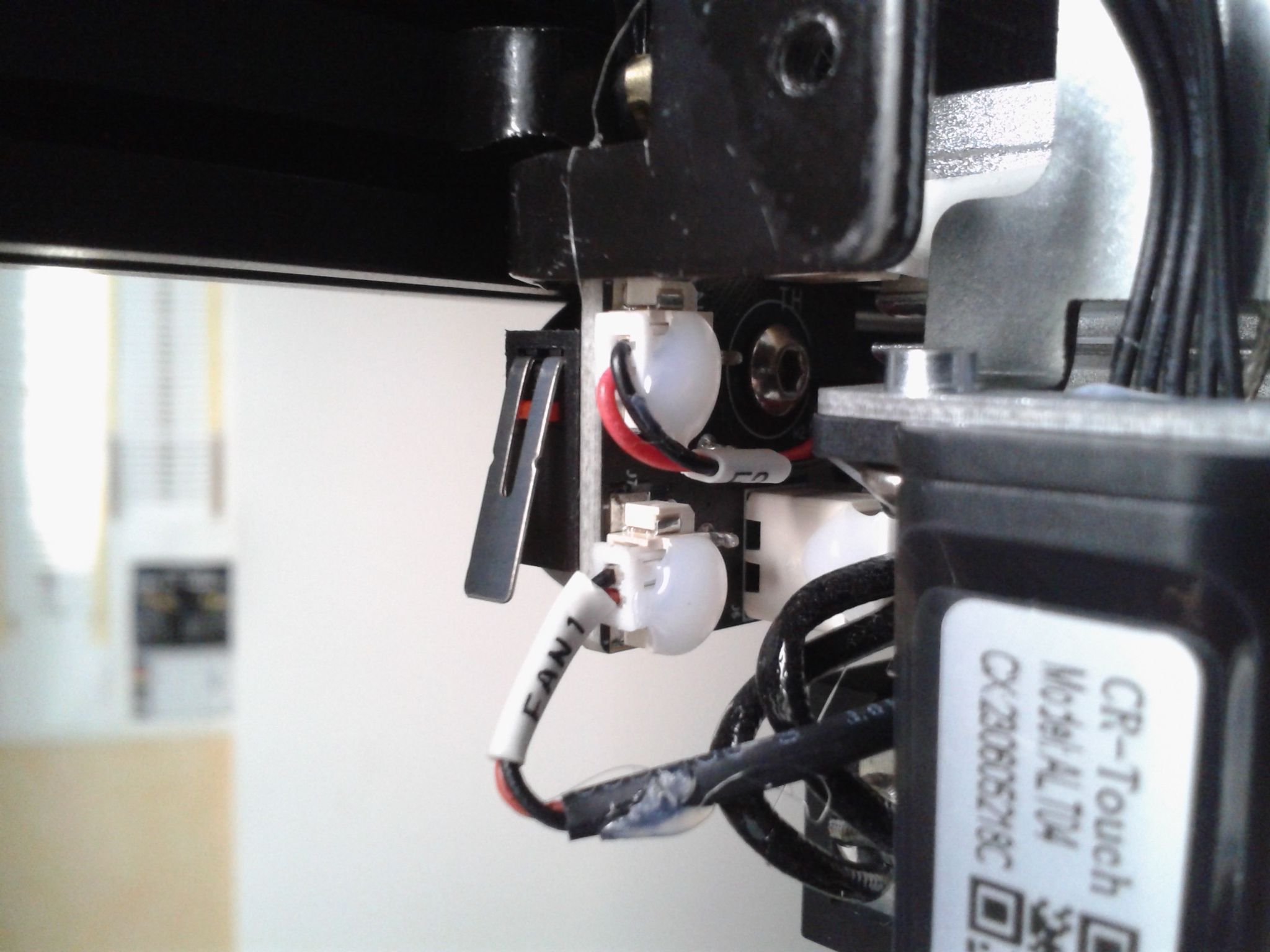
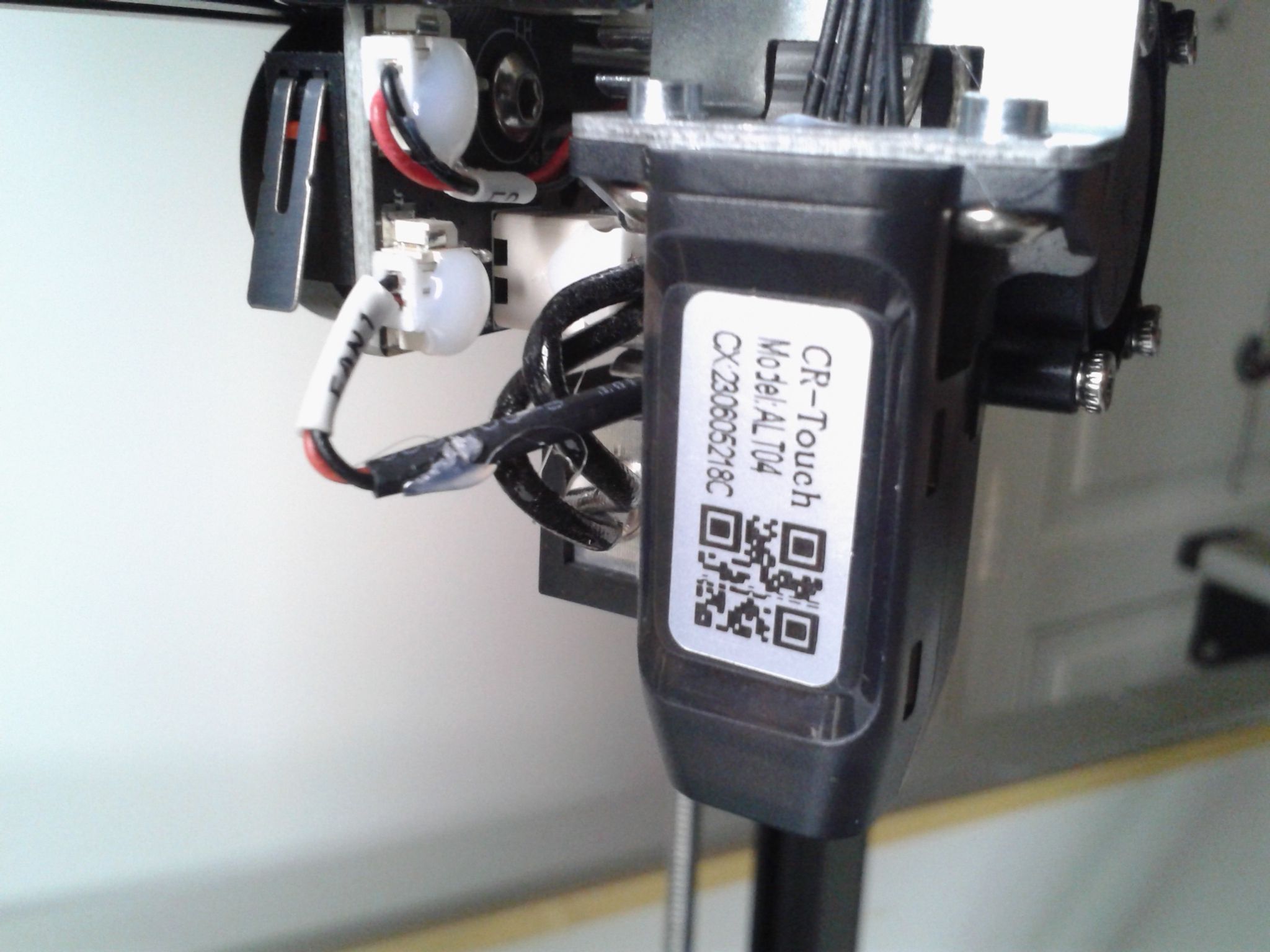
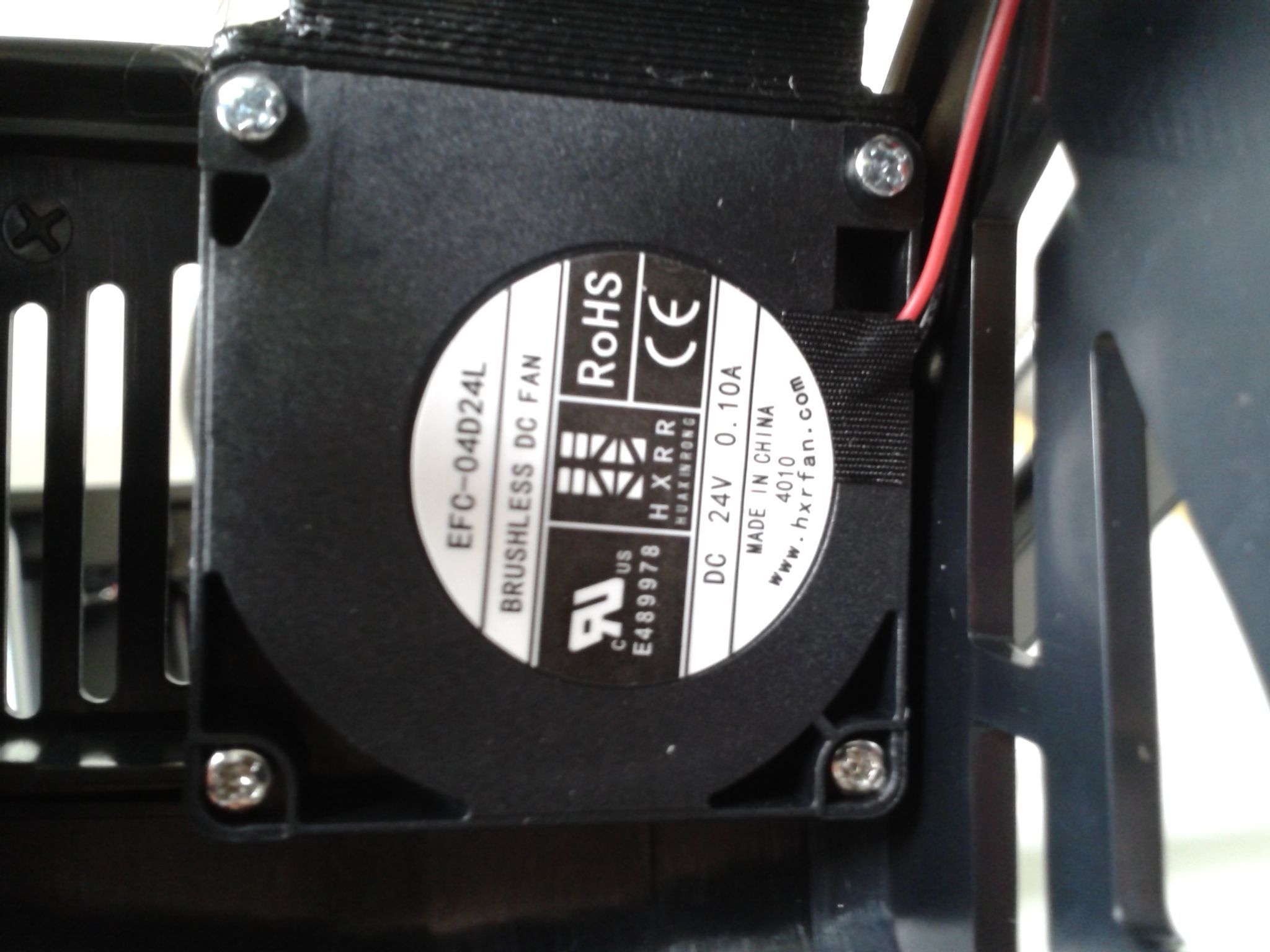
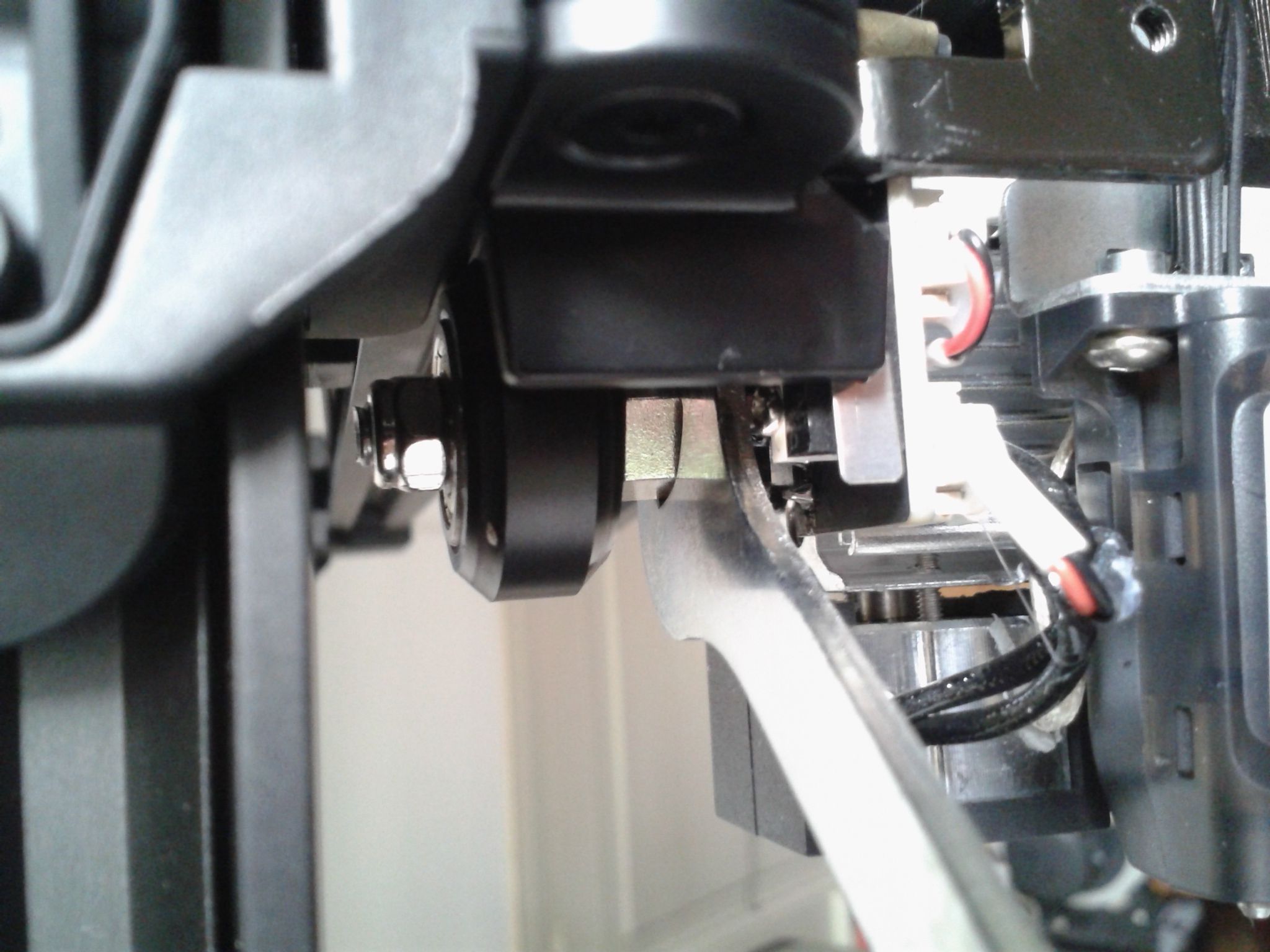
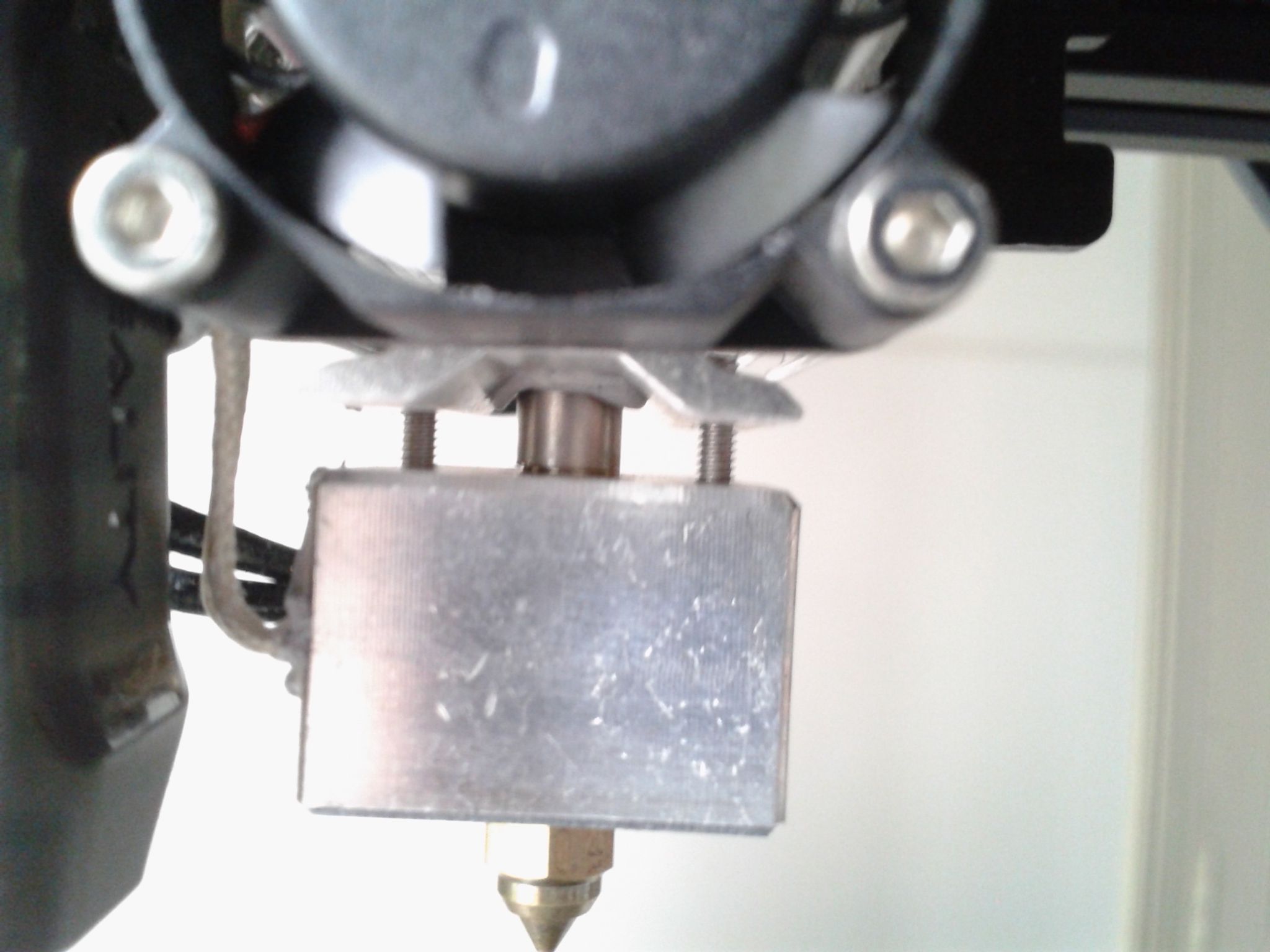
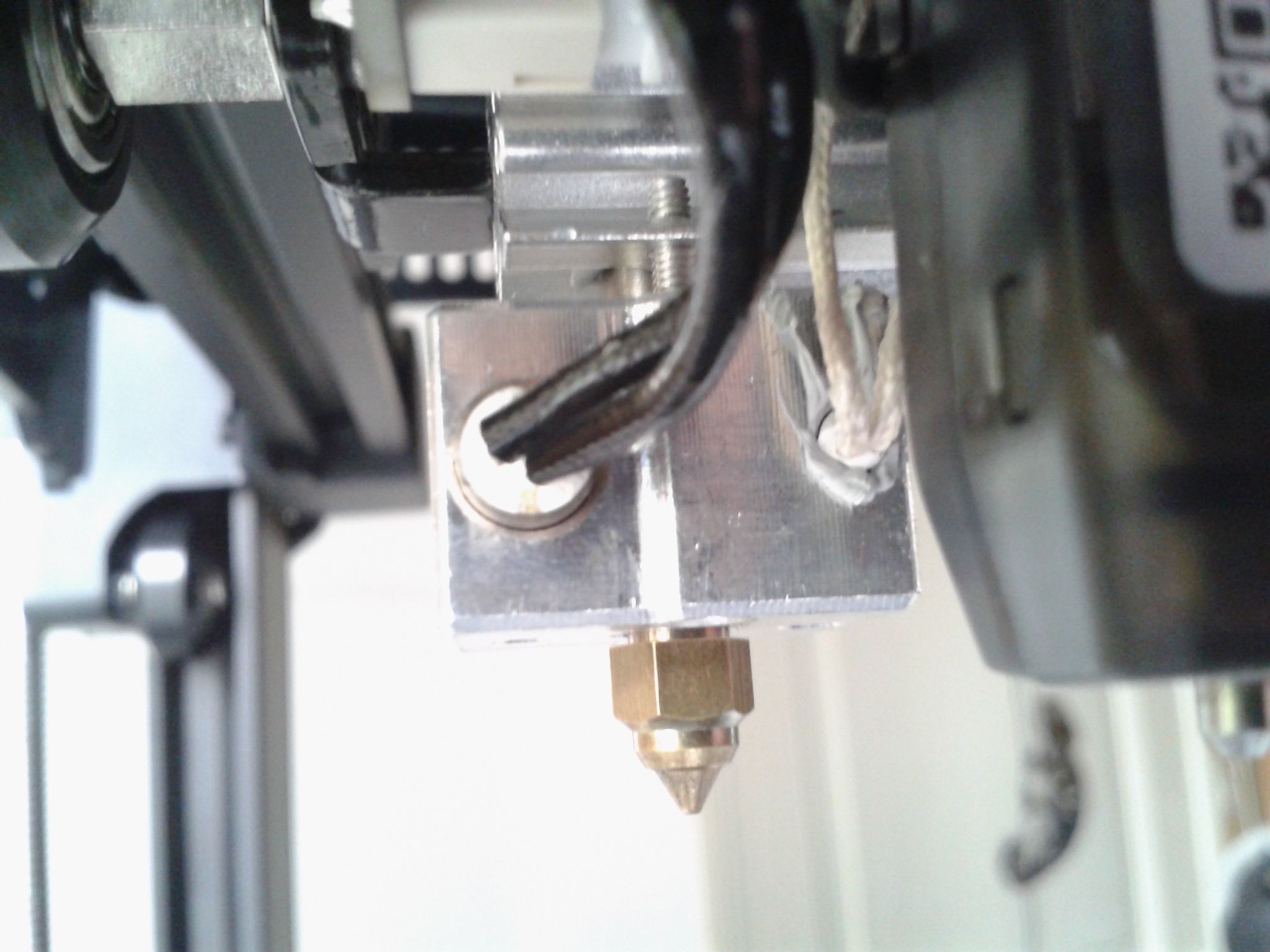
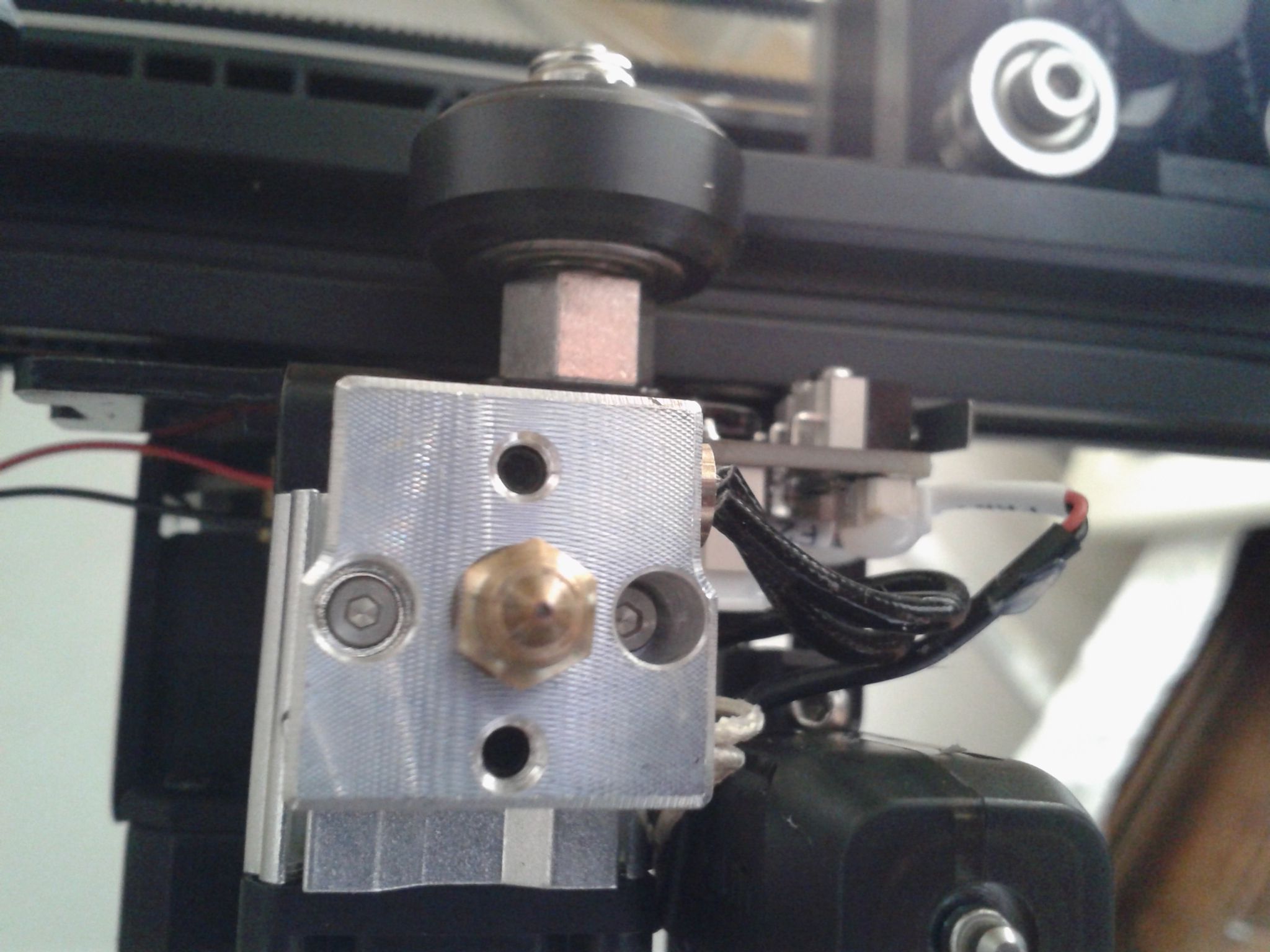
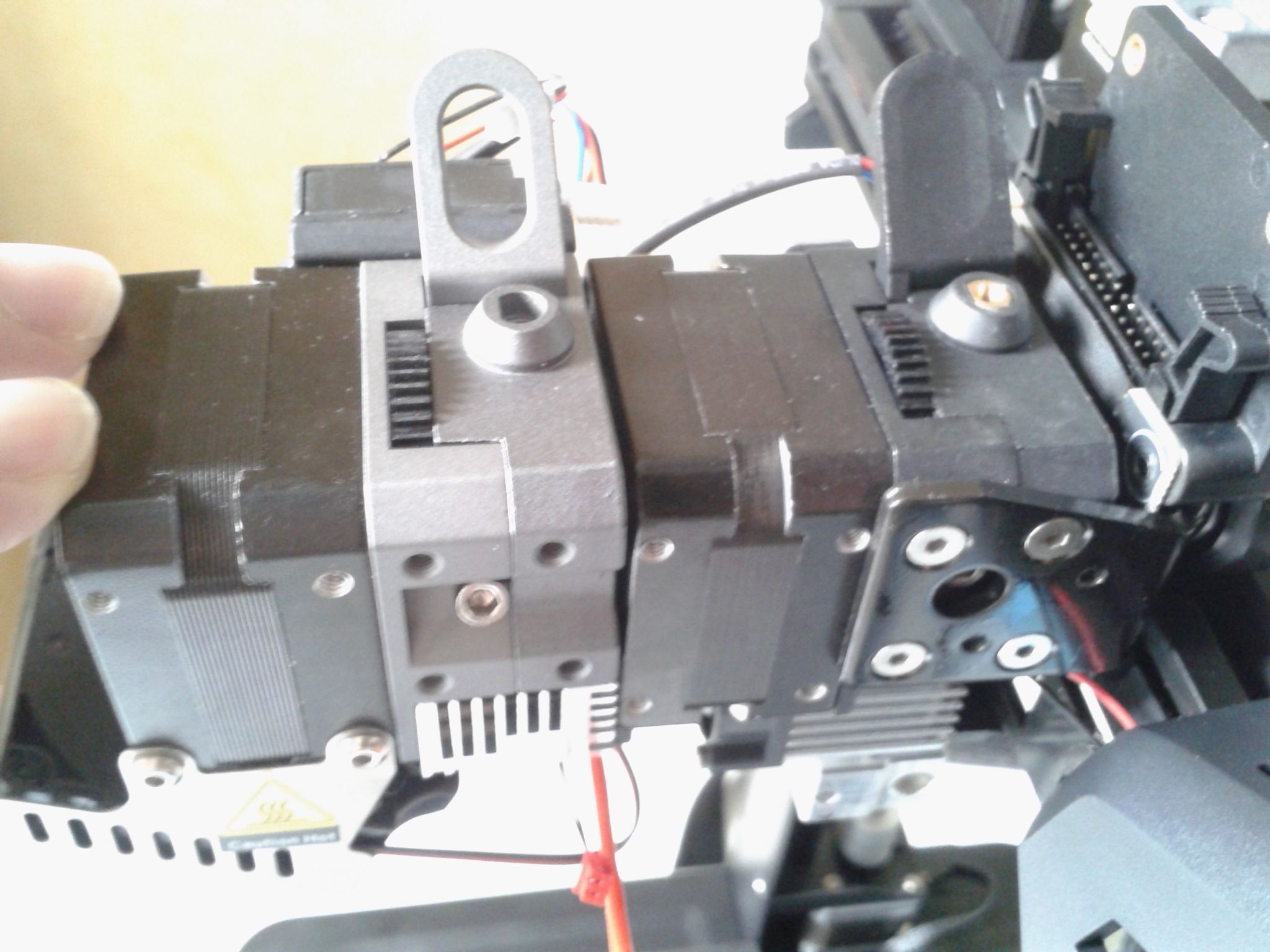
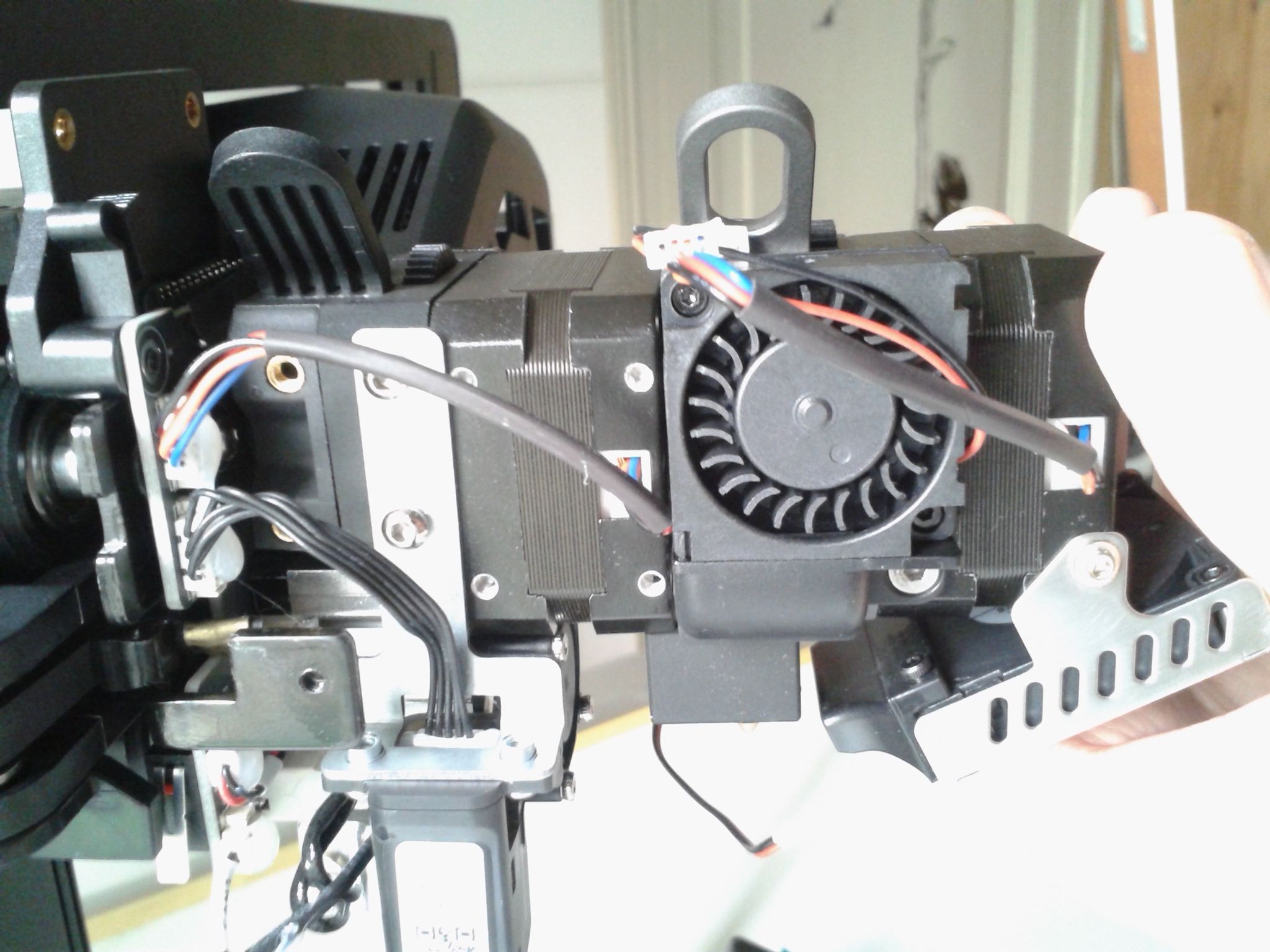
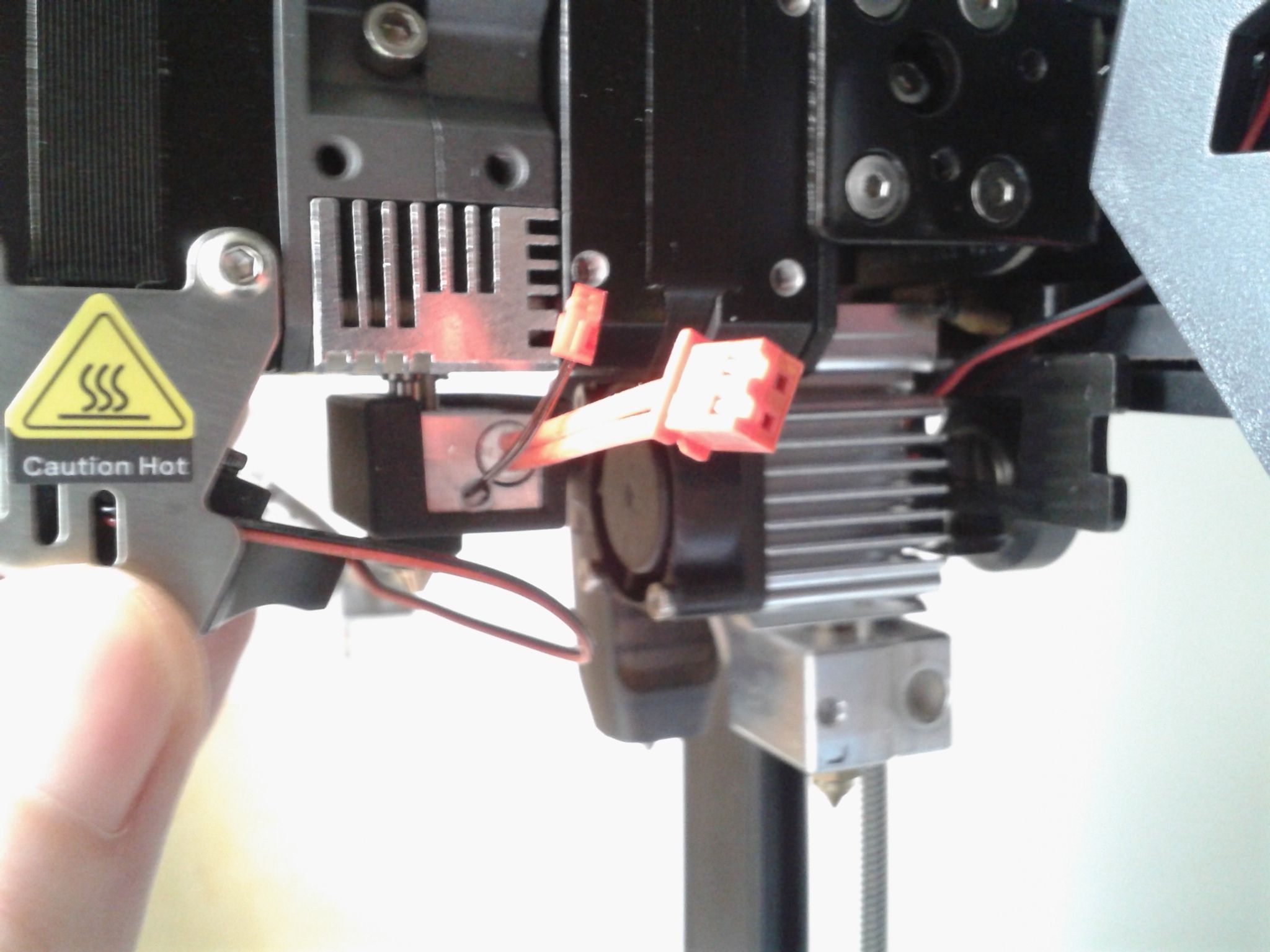
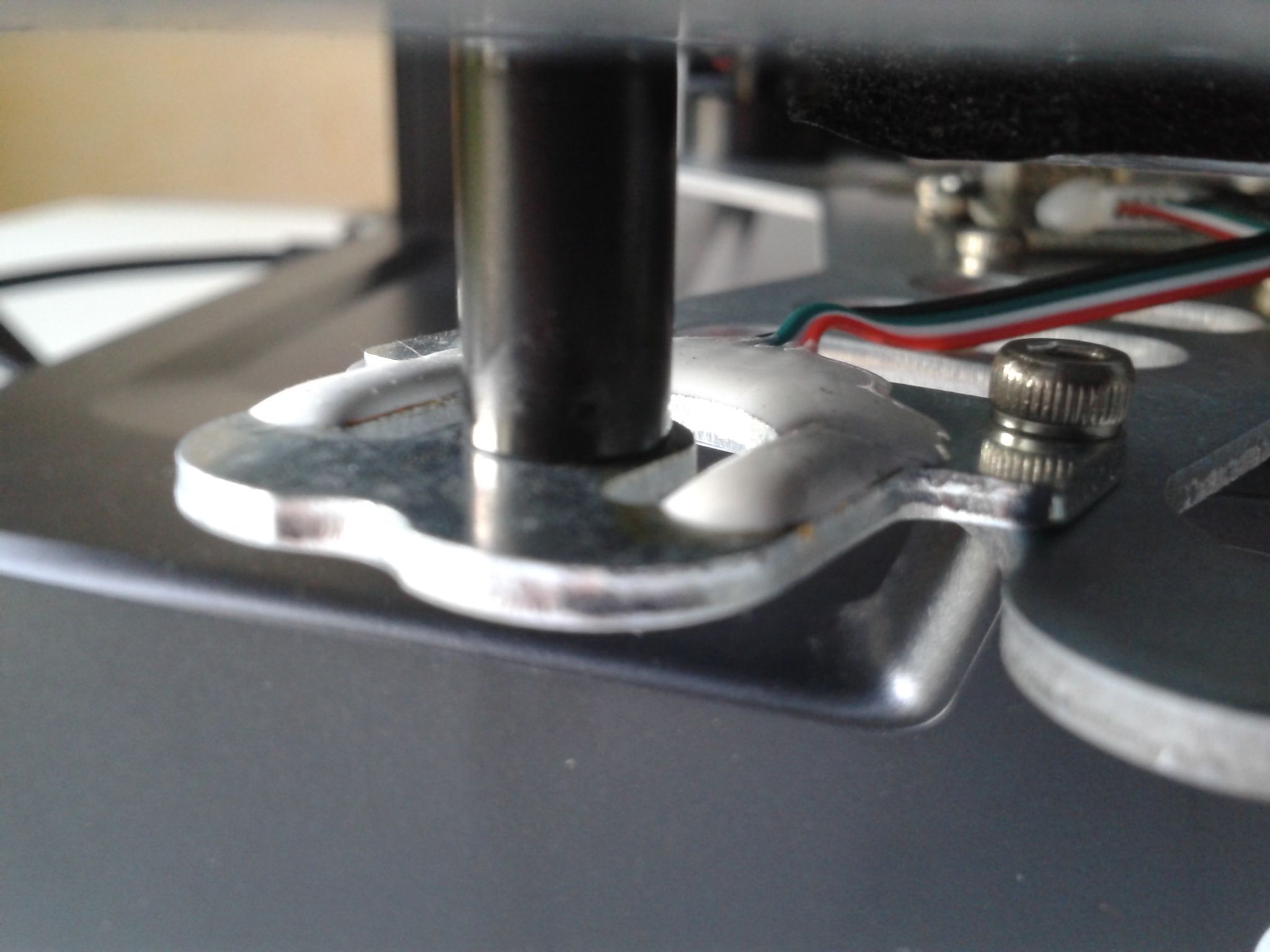
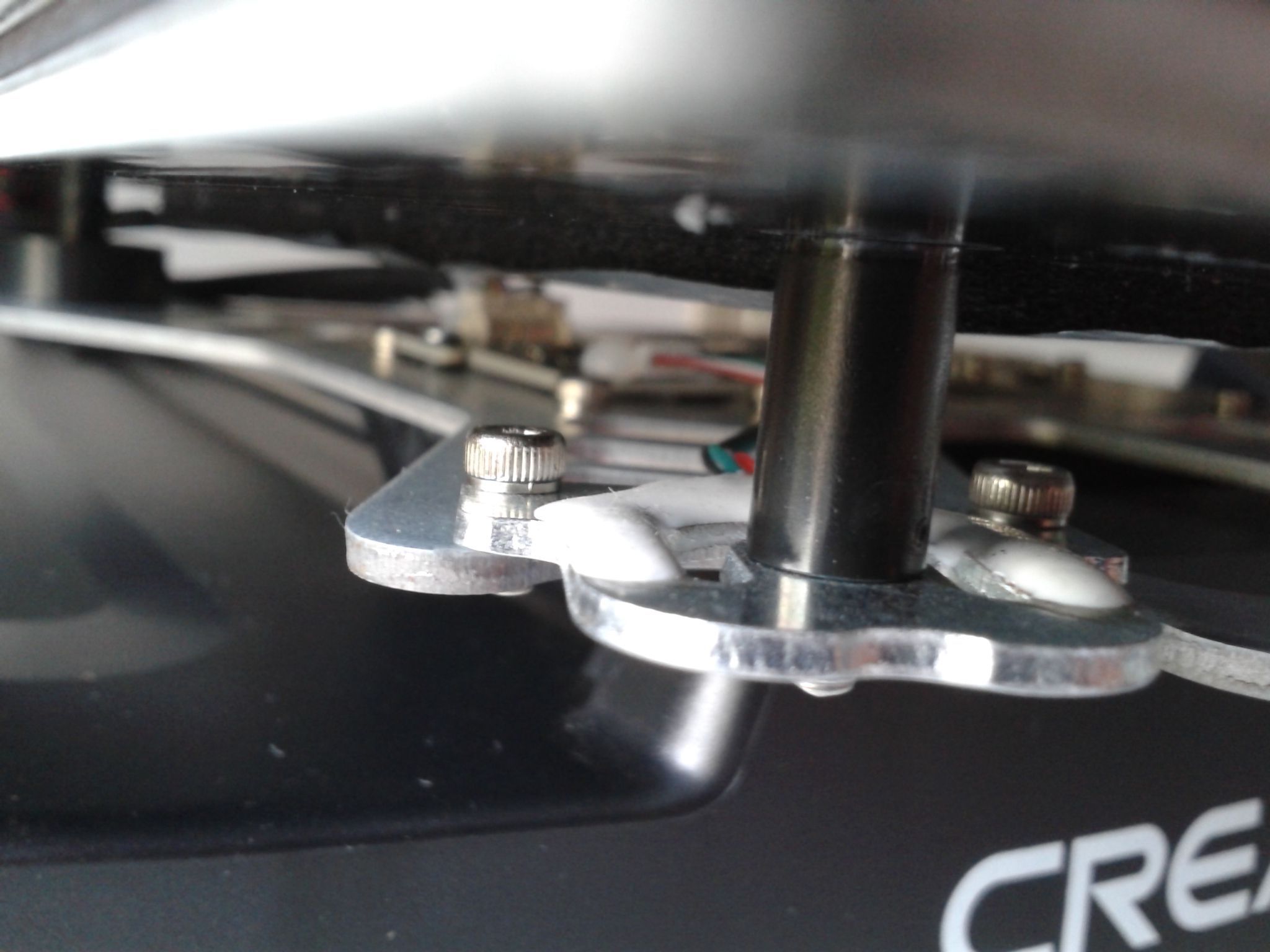
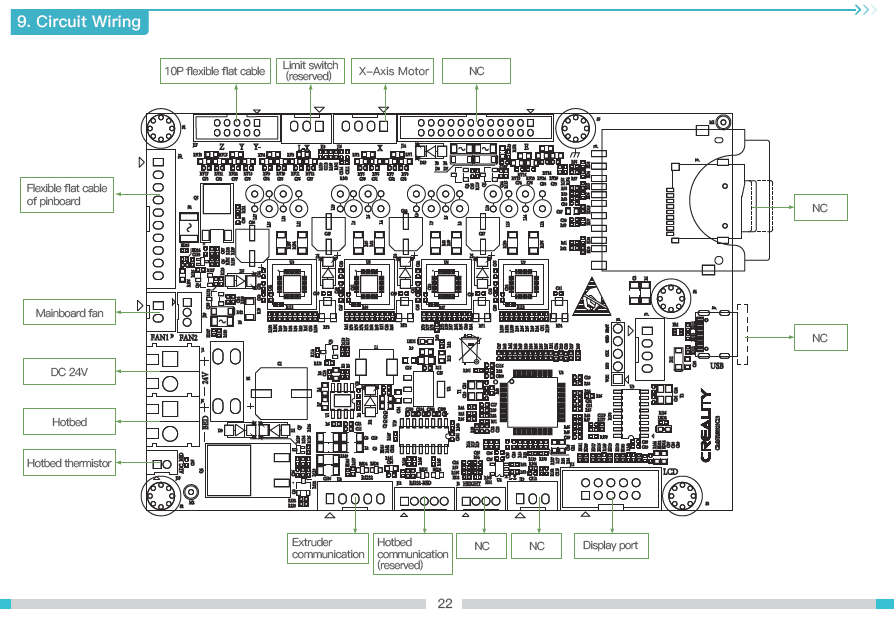
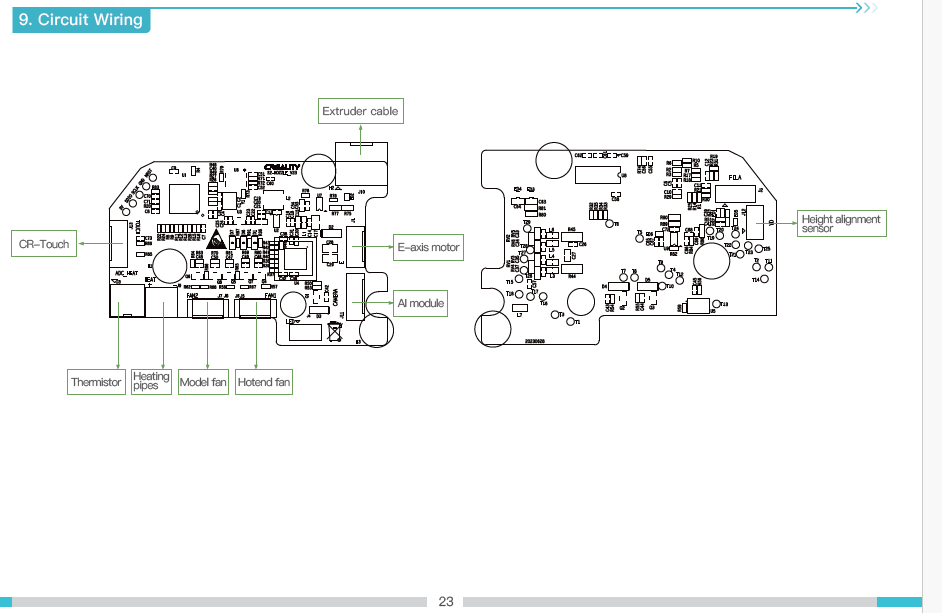
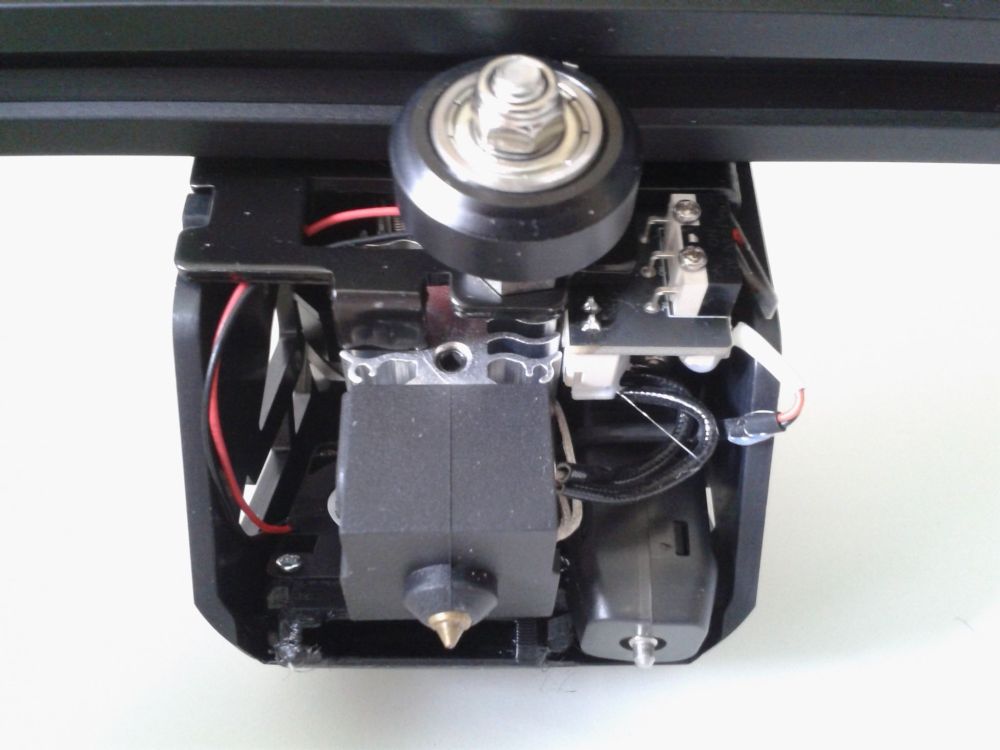
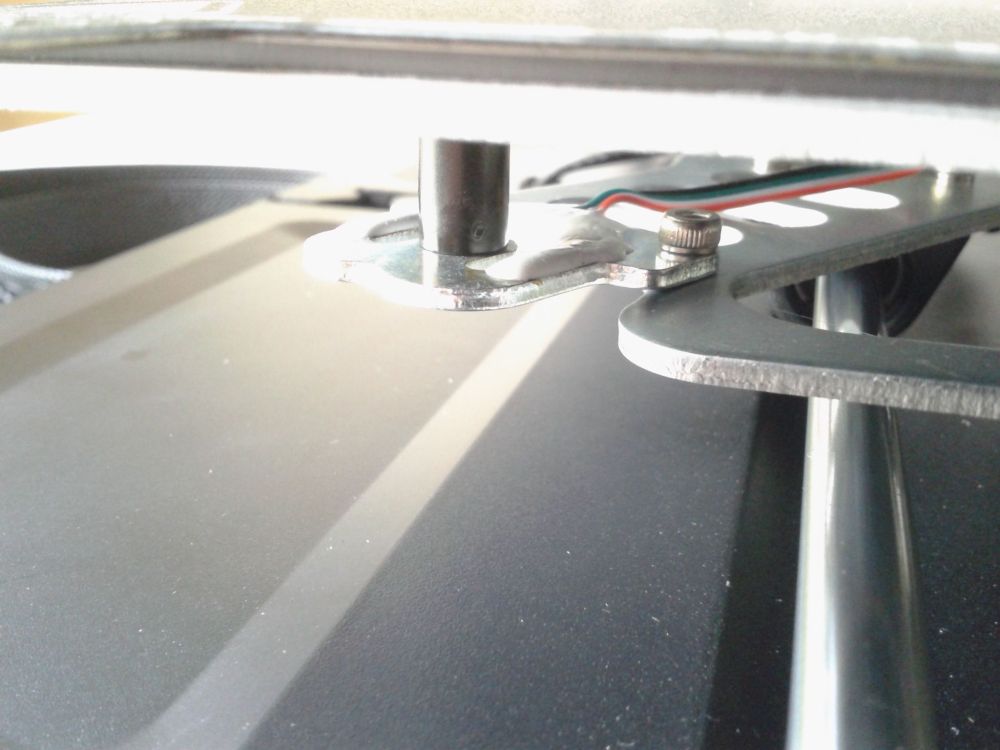
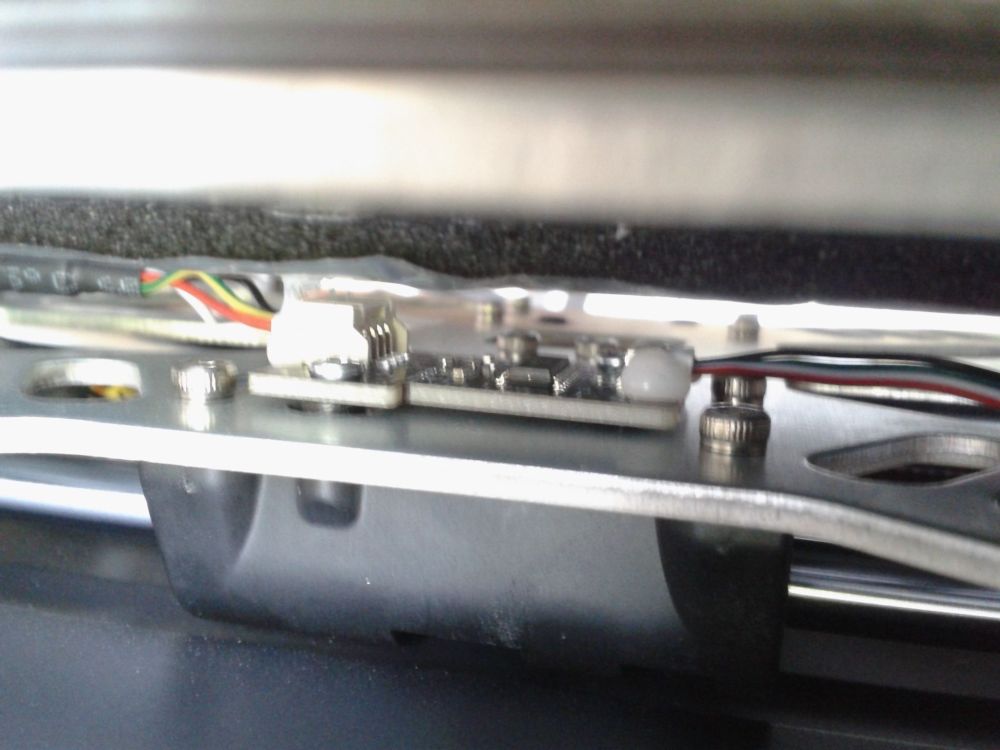
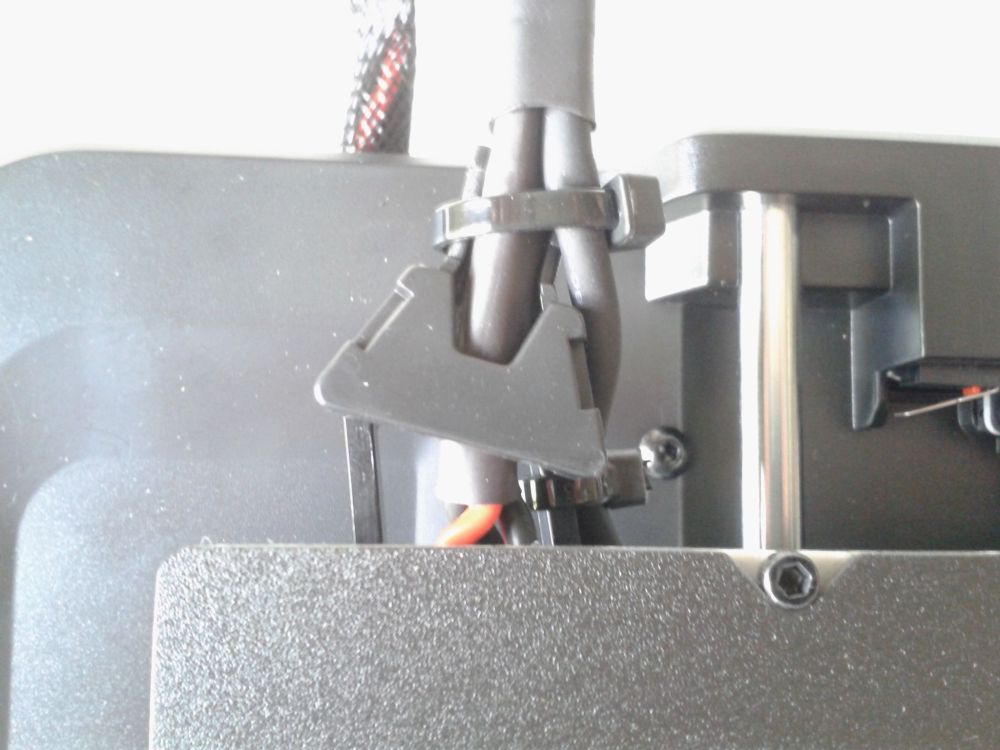
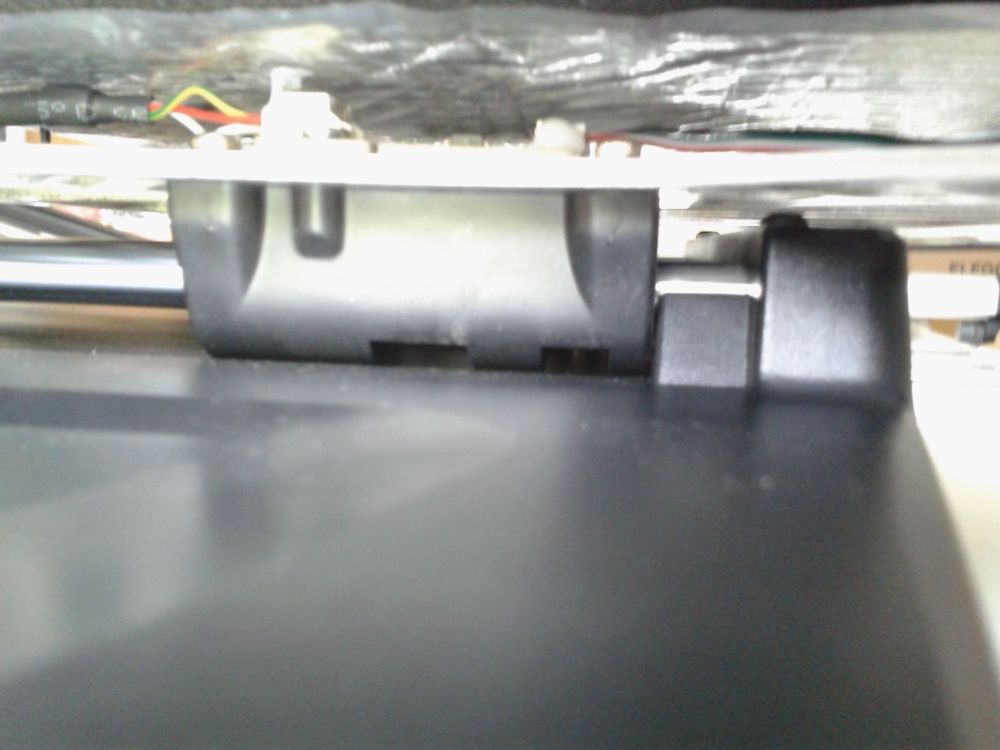
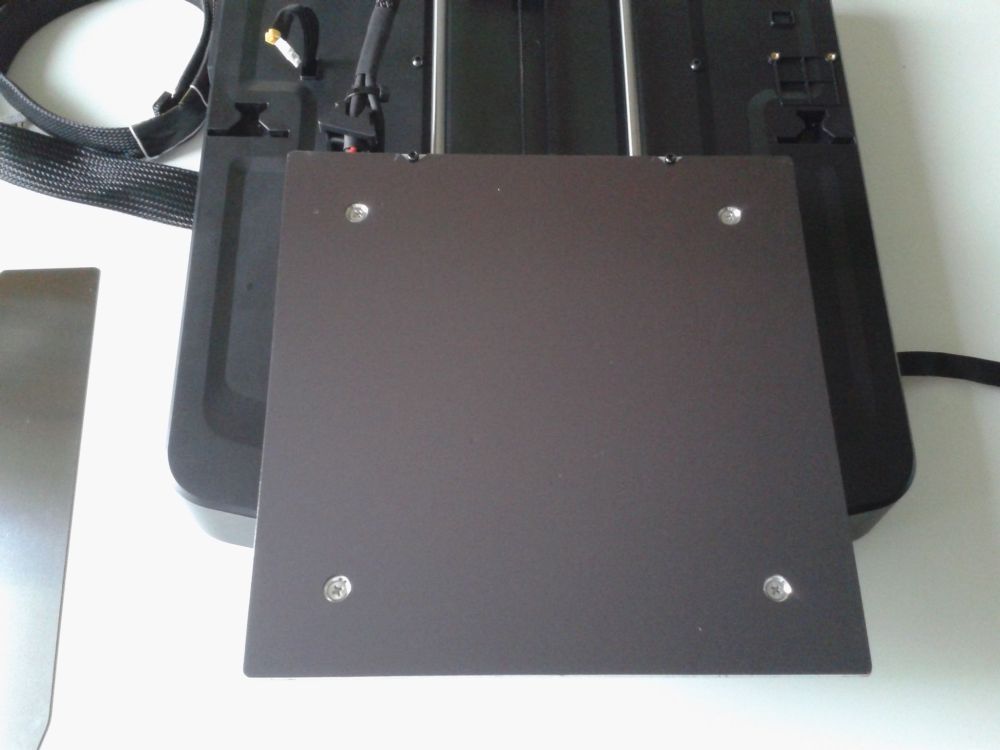
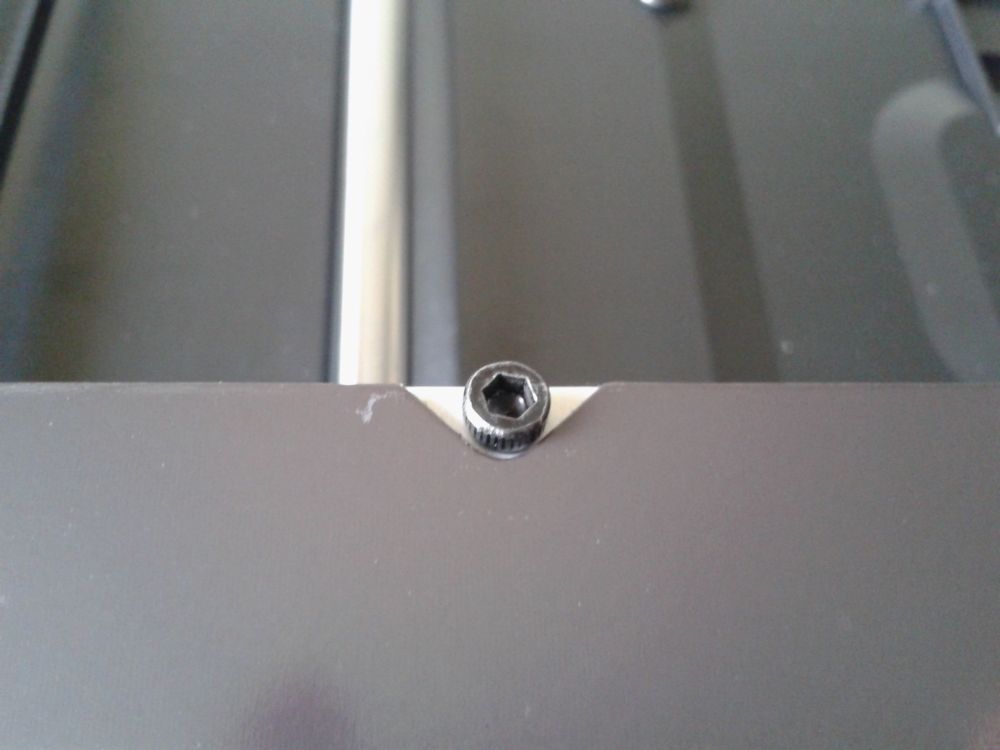
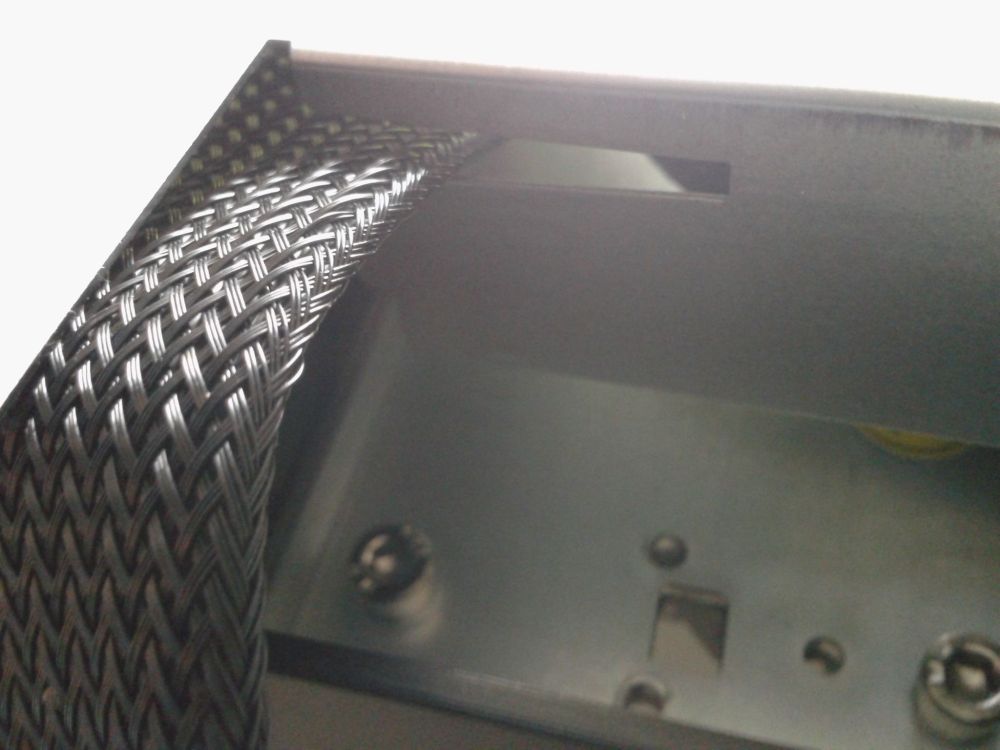
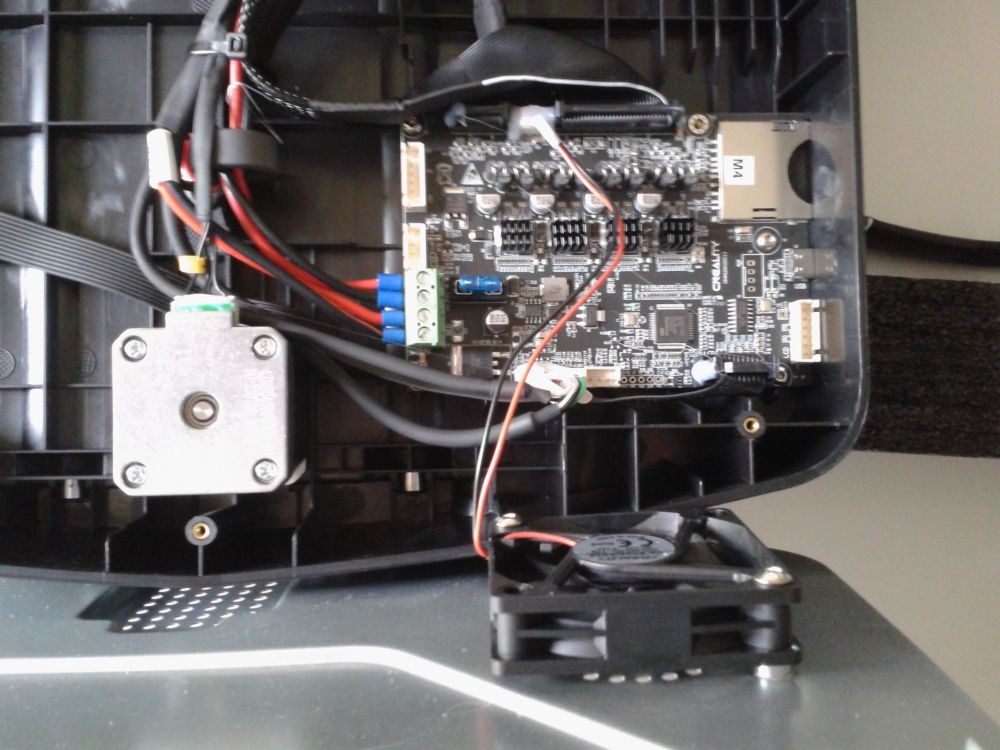
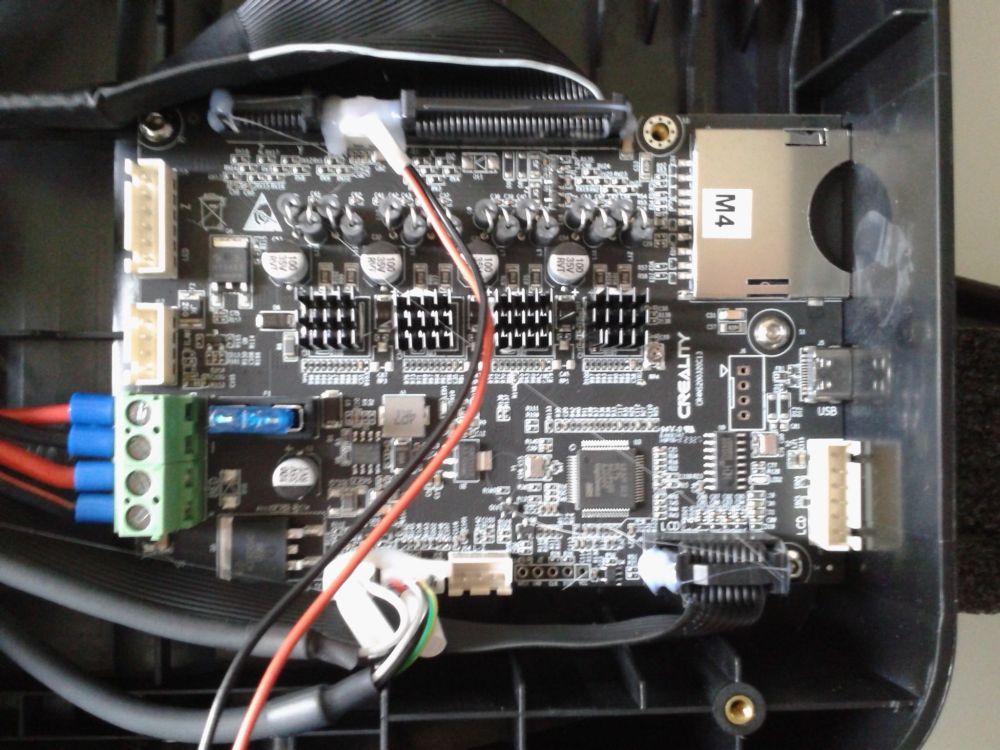
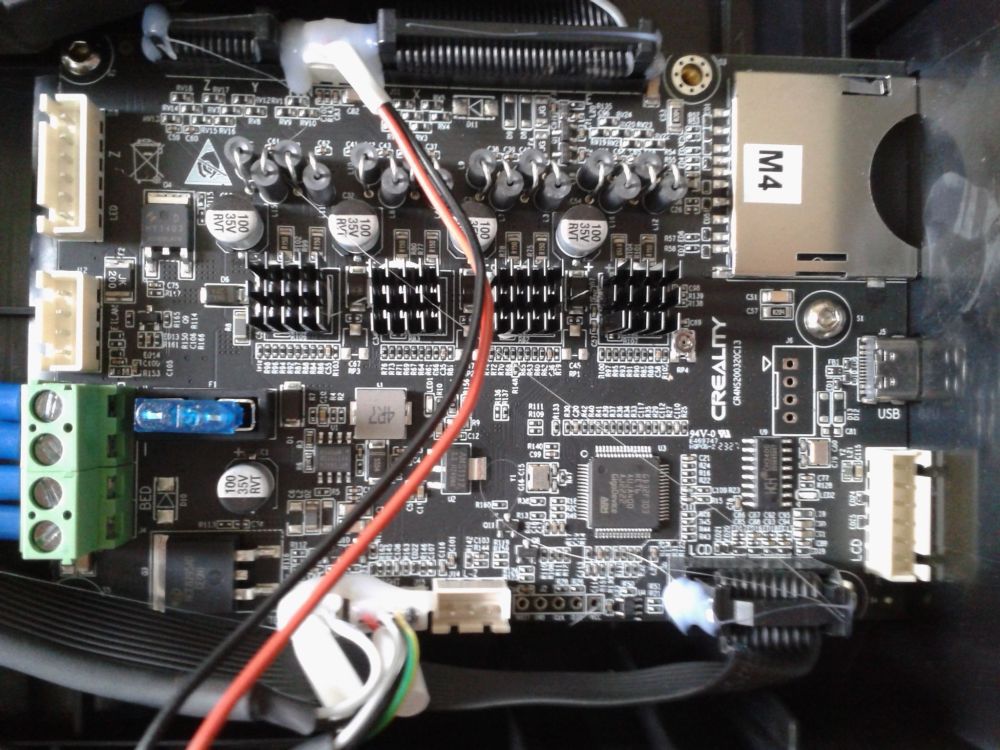
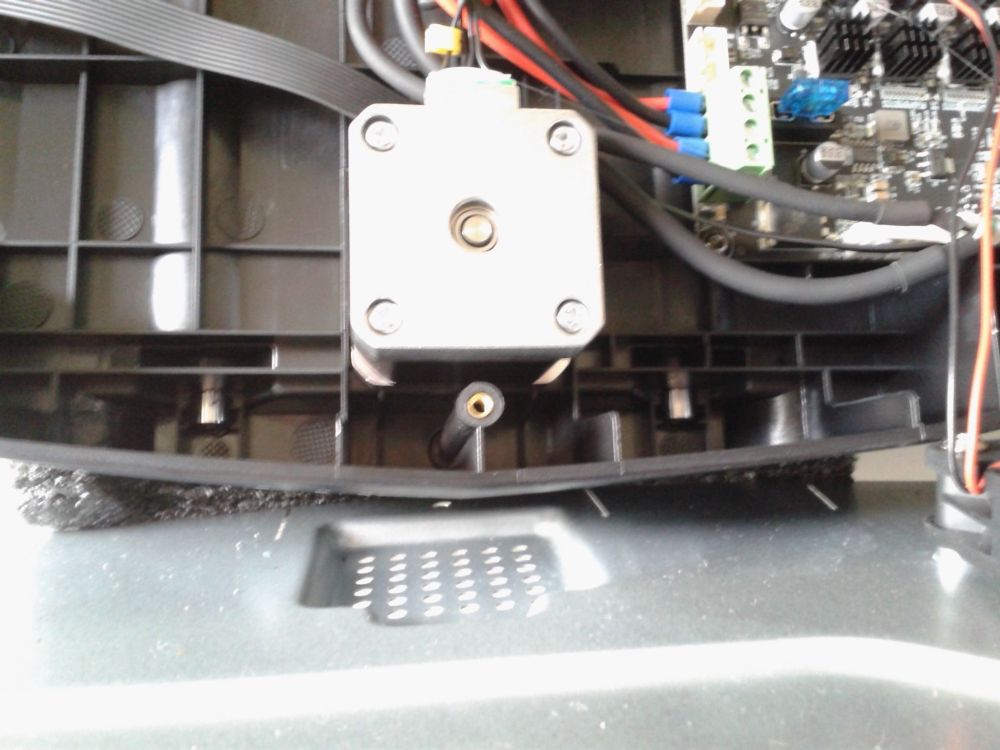
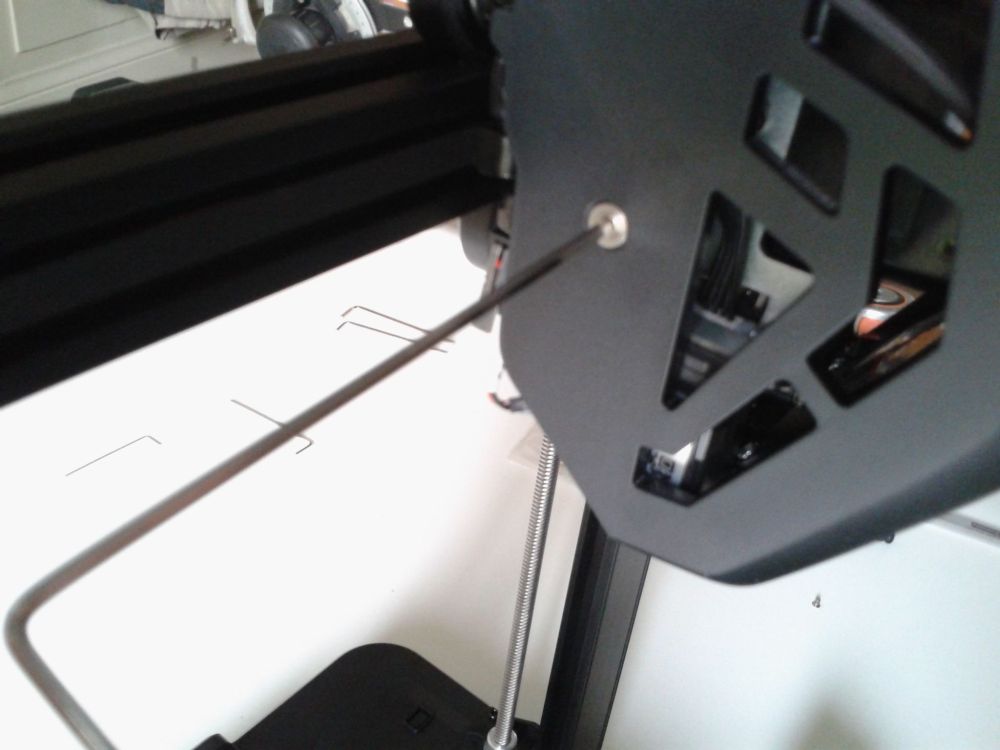
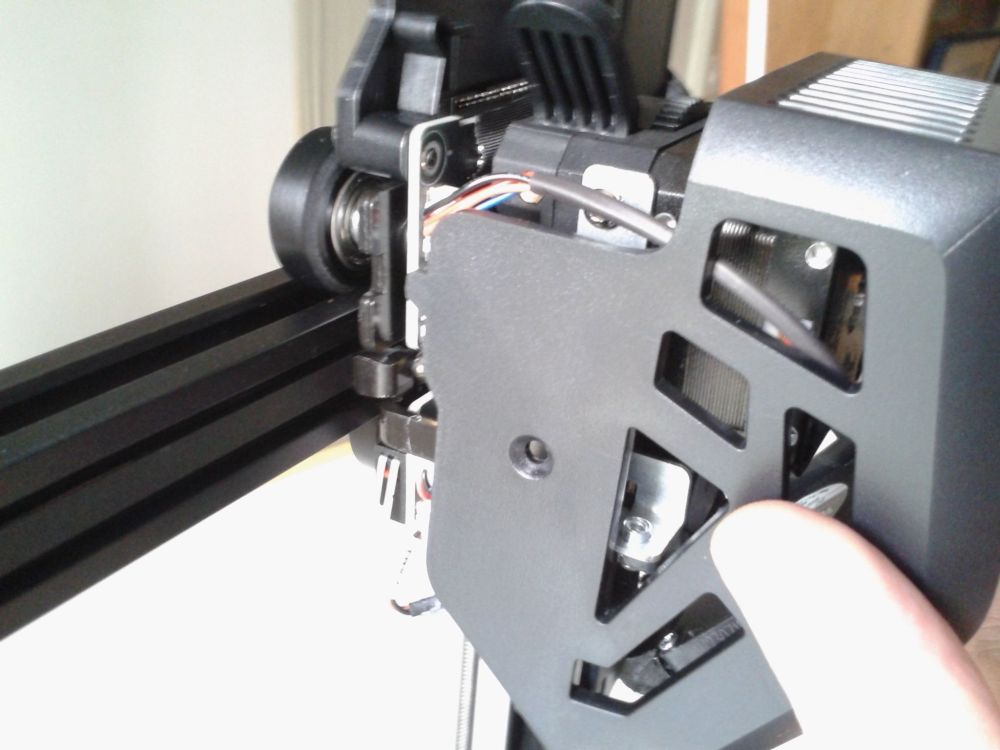
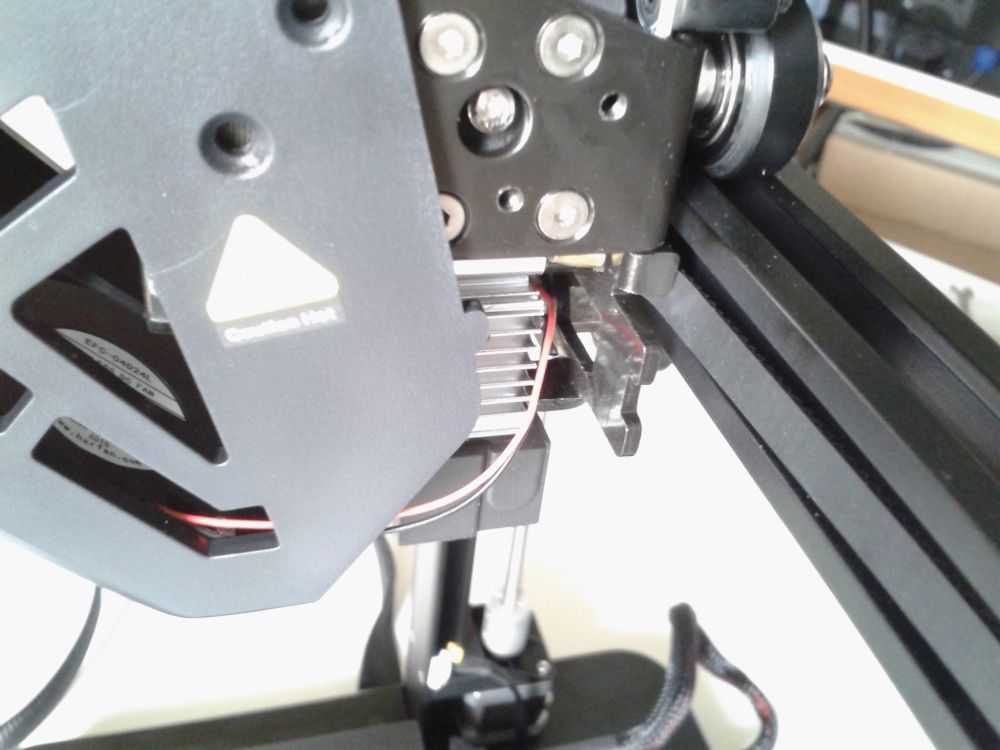
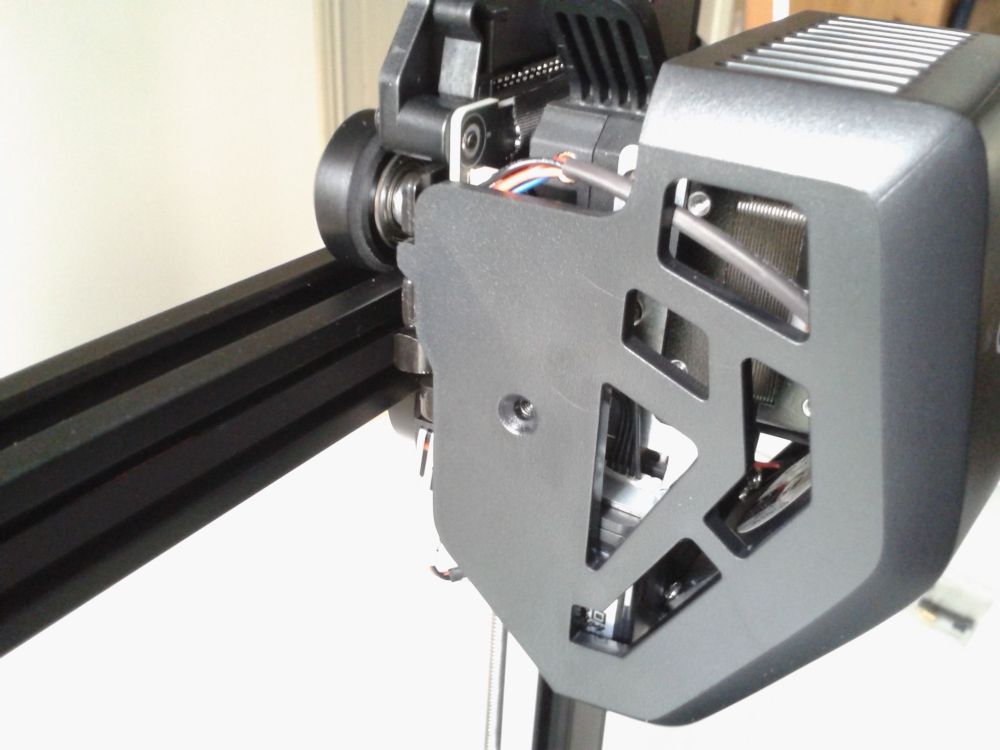
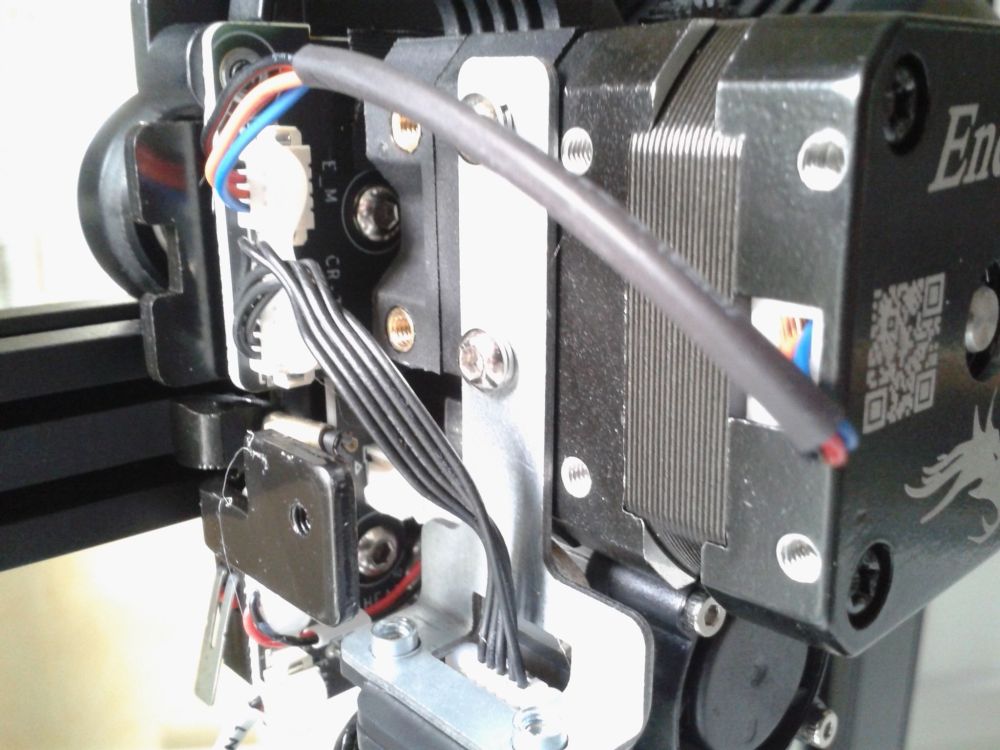
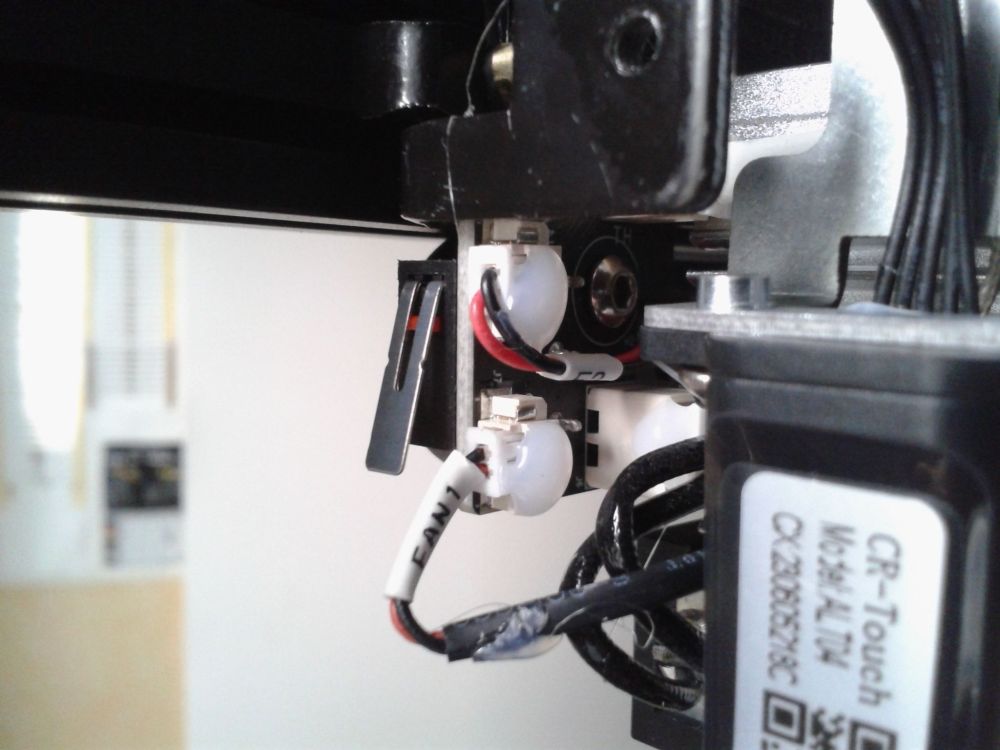
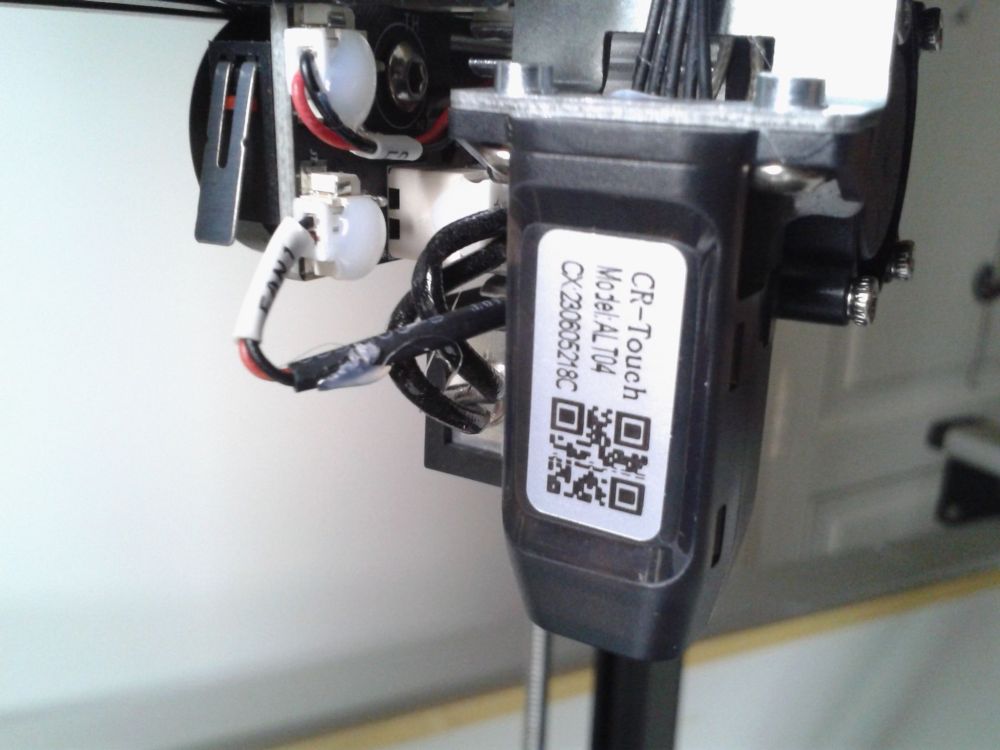
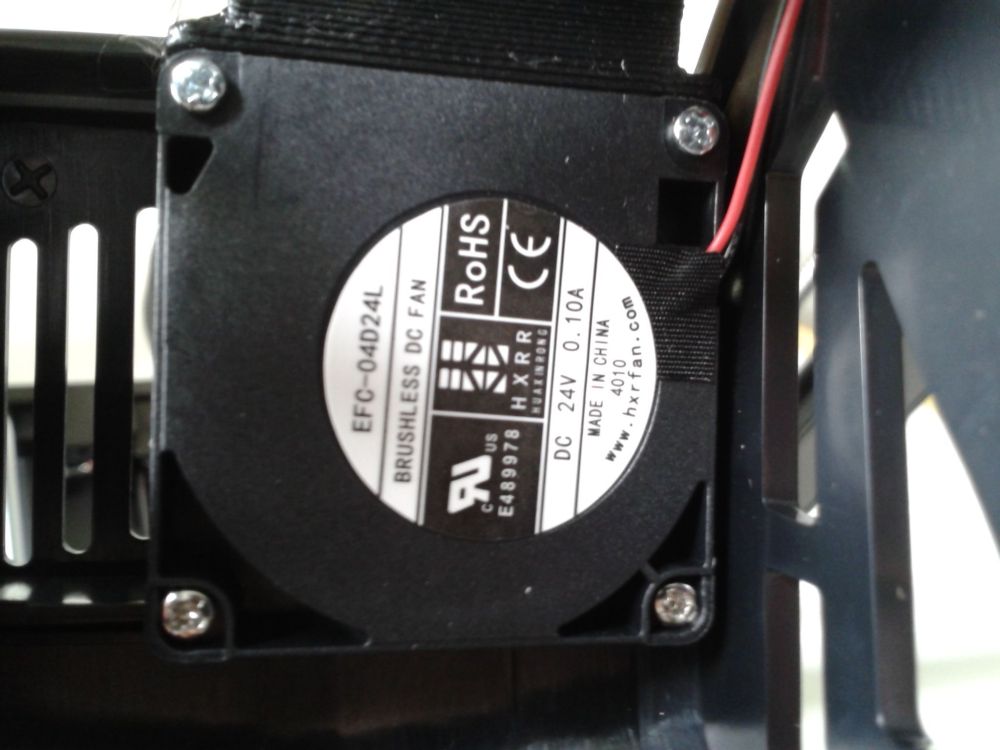
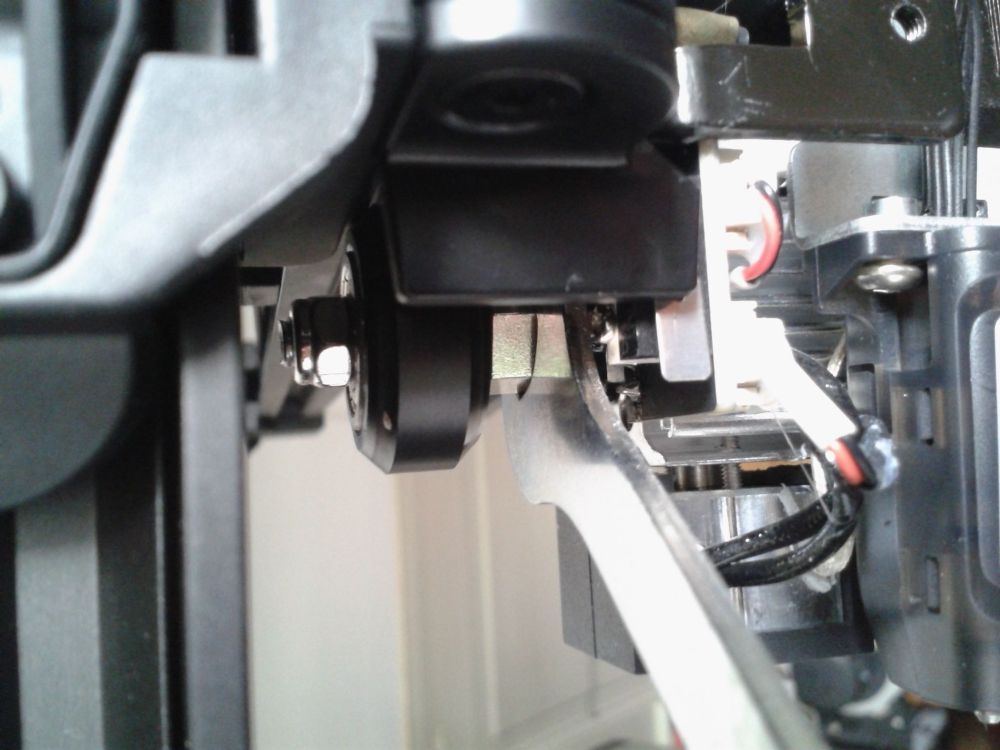
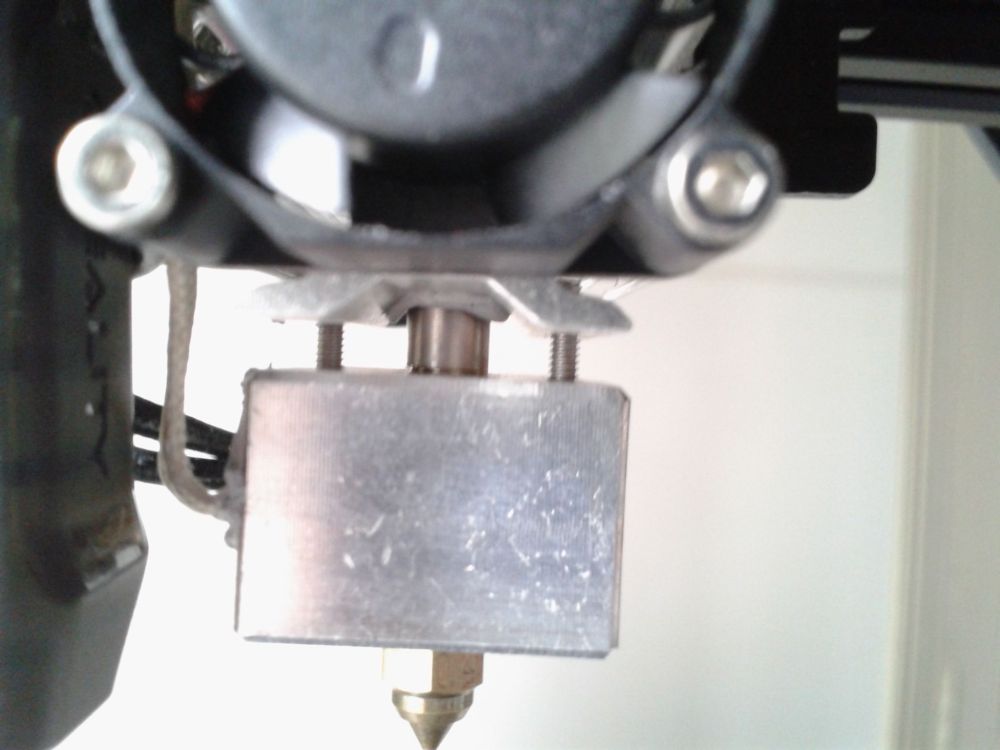
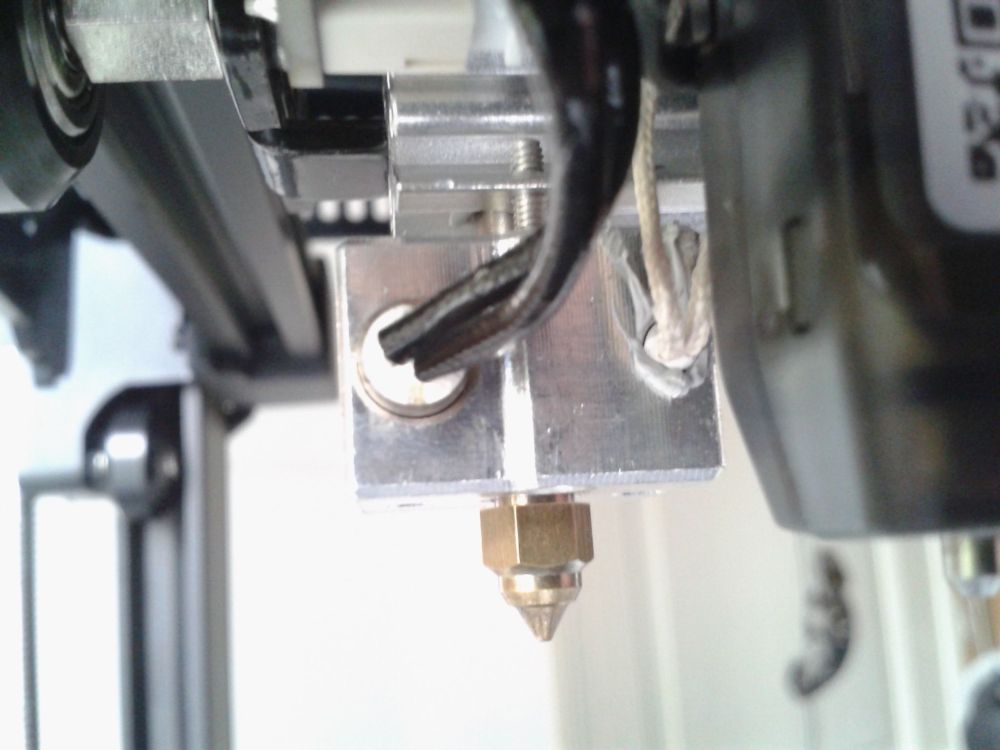
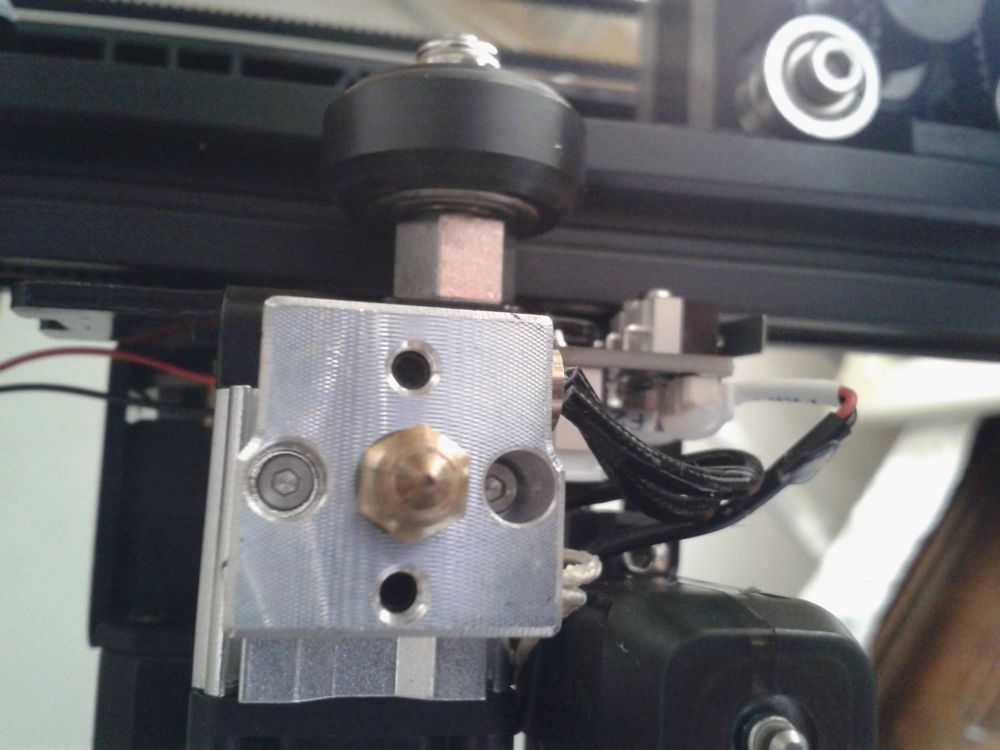
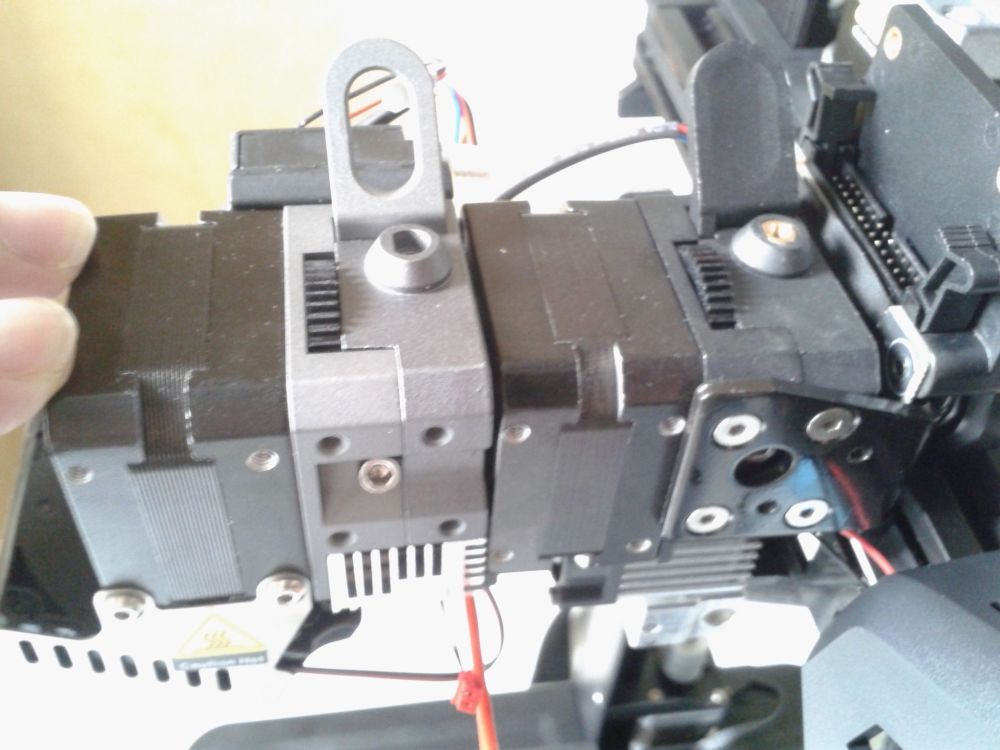
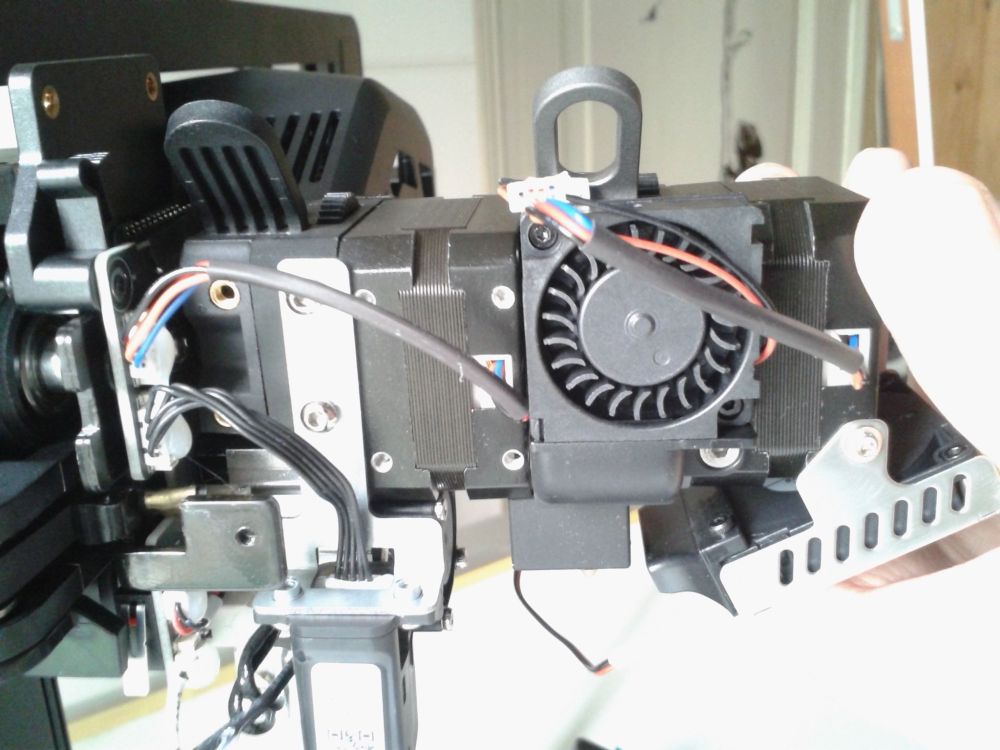
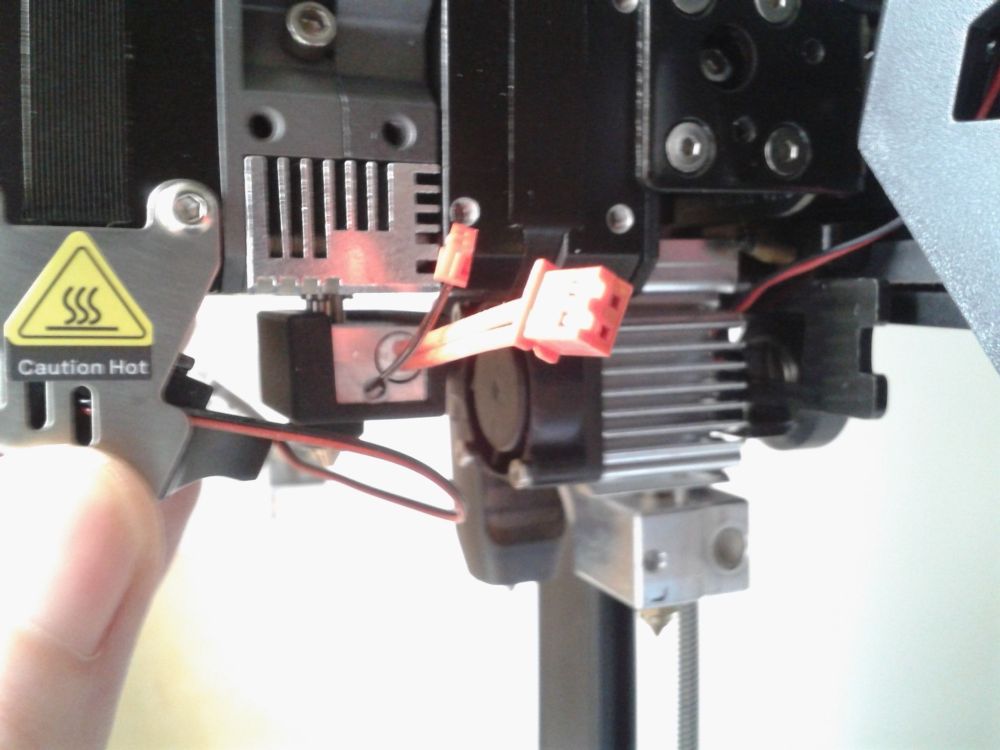
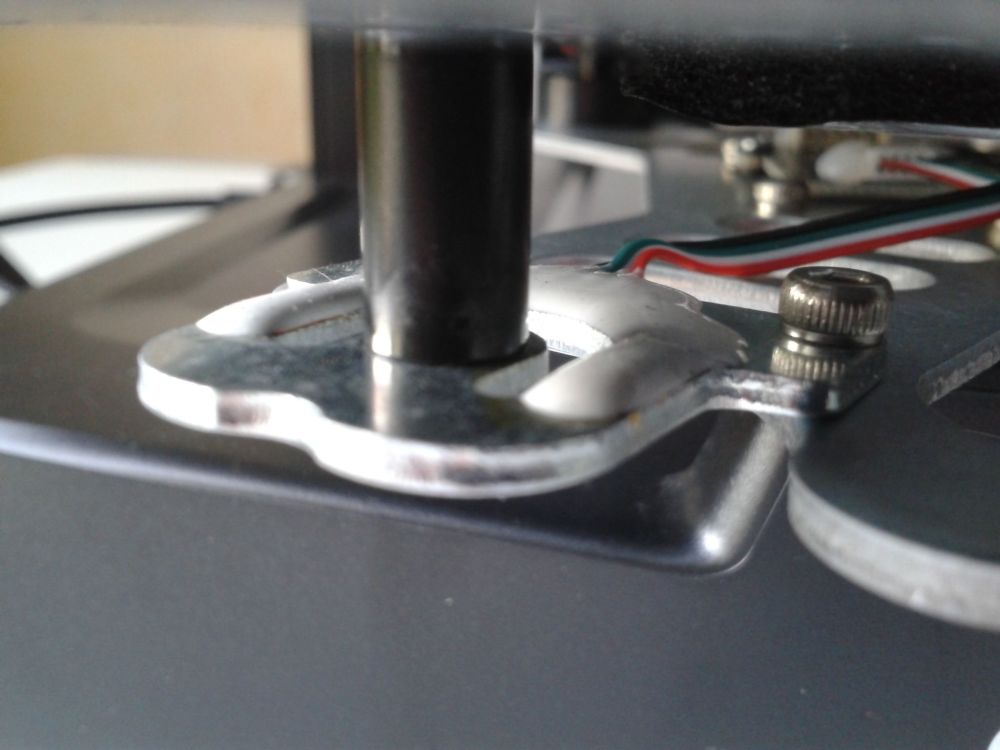
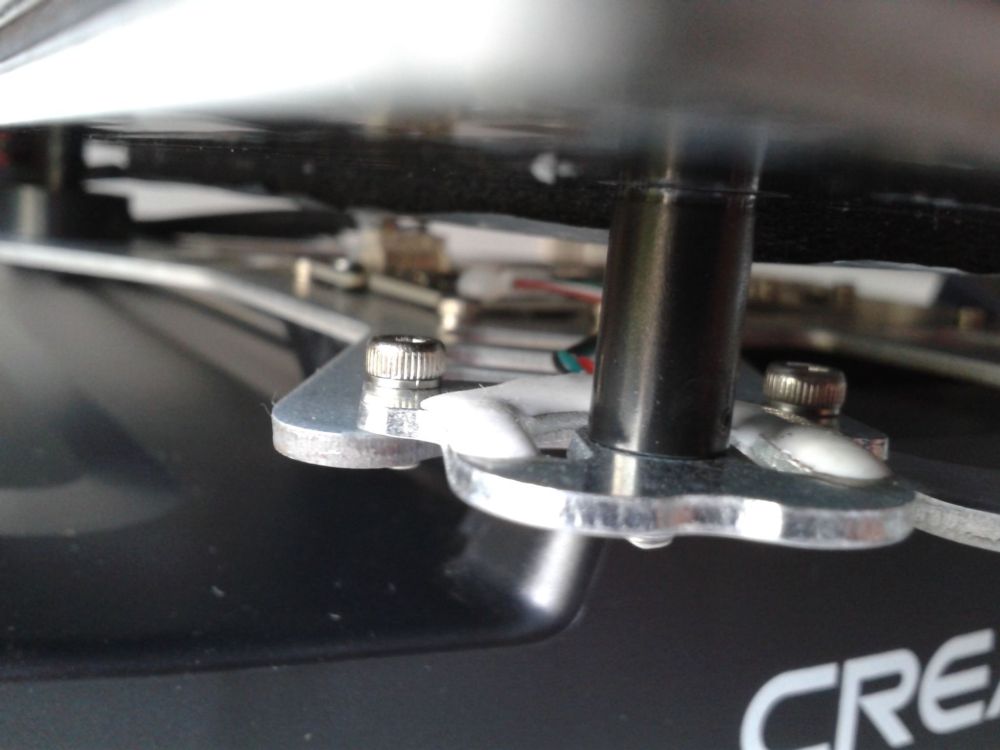
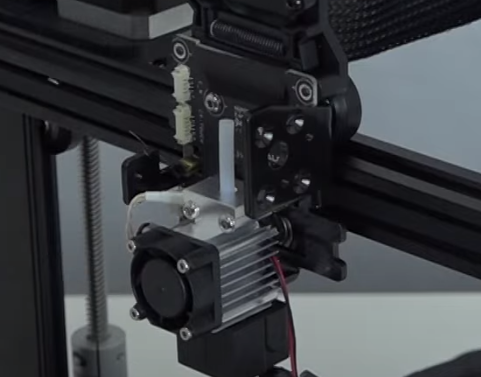
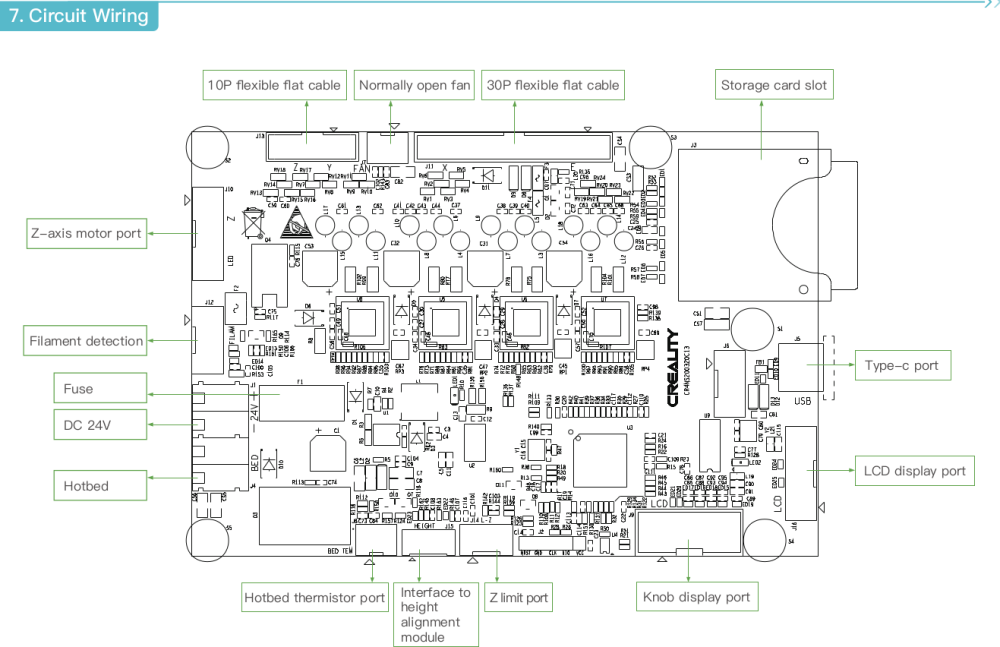
Détails matériels (hardware) Photos en vrac (Edit> Sous le plateau, l'on peut voir 4 "colonnettes" noir. Il s'agit d'entretoises en plastique. Noter que les deux entretoises, côté gauche (au-dessus du capteur de pression et pour permettre de passer le système en plastique de maintien des câbles du plateau) font 14 mm de hauteurs. Alors que les deux autre entretoises, à droite, font 16 mm de hauteurs. (voire la vidéo Service Tutorial Ender-3 V3 SE Replacement Counter Height Module ) ) Alors étrangement il y avait un petit jeu du plateau chauffant (de gauche à droite et un poil de haut en bas, si on le titille dans tous les sens) Les quatre vis a tête fraisée, traversants le plateau chauffant, dont les têtes sont visiblement si l'ont enlevé la plaque flexible, n'étaient pas complètement vissées (d'un, voire trois tour, selon la vis). Bonne stabilité du plateau après leurs serrages. (Edit > Après réflexion je suis revenus légèrement desserrer 3 de ses vis ( 1/4 de tours ) celles qui ne sont pas au dessus du capteur de pression, afin de permettre une très légère bascule du plateau chauffant. Car si le plateau chauffant ne se déforme pas alors avoir trop serré les vis risque de réduire la pression qui serra transmise au capteur de pression ... ) A l'arrière du plateau deux vis qui servent de buté pour la plaque flexible Le dessous de la machine. 8 vis (tête empreinte hexagonale M2) à enlever pour ouvrir le cache. Attention au faisceau de câbles principal (à déplacer/glisser hors du "U" ) et aux câbles du ventilateur de refroidissement de la carte-mère ( ventilateur fixé sur le cache en métal et câbles plutôt courts) (Source image schéma carte-mère : page 21 du "3D Printer User Manuel v1.0" (PDF Anglais) de la "Ender-3 V3 SE" ) La tête d'impression Même si elle dispose d'un extrudeur "Sprite", la tête d'impression de la "Ender-3 V3 SE" à une configuration spécifique, comparait aux têtes d'impression ayant un extrudeur "Sprite" des séries "Ender 3", "Ender 3 S1", et "CR". Là pour cette tête d'impression, Il y a 2 pins de plus (connecteur 26 pin et non 24 pin) pour le connecteur du faisceau de câble principal (car le détecteur de fin de course X est monté sur la tête) avec donc un PCB (circuit imprimé) légèrement différent (connecteur du endstop Z en plus) le radiateur de refroidissement du heatbreak est différent le ventilateur du radiateur de refroidissement du heatbreak est placé différemment. (Car le support du CR-Touch lui prend la place qu'il avait) le ventilateur radial, de refroidissement de l'impression, se trouve fixé sur le cache plastique de la tête d'impression (et non plus via un support métal fixé sur le moteur de l'extrudeur). le corps de chauffe semble taillé sur mesure ... trois vis ( M2.5 ? ) a retirer pour séparer le cache de la tête d'impression attention aux fils, du ventilateur radial, de refroidissement de l'impression, qui est fixé dans ce cache en plastique (utiliser (tirer a la main), la courroie de synchronisation Z pour permettre d'avoir suffisamment d'espace si l'axe Z tout en haut, pour poser sur la barre de l'axe X, le cache avec les fils du ventilateur encore connecté au PCB de la tête) (L'on peut remarquer que la tête de la vis, du système d'ajustement du serrage du filament dans les roues d'entrainement du filament, était caché par le cache plastique. ( c'est pas spécialement pratique si l'on a besoins d'ajuster cela ... )) Après avoir enlevé la chaussette en silicone de protection/isolation du corps de chauffe (photo où l'on voit la chaussette de silicone, avec encore le cache plastique de la tête, d'ou le "fan duct" sur cette photo), l'on remarque un corps de chauffe non standard. Il y a deux vis traversante par le dessous (tête de vis avec une emprunte hexagonale M1.5) qui le fixe au radiateur de refroidissement du heatbreak, et les taraudages/passage des vis sans tête (avec une emprunte hexagonale M1.5), de maintien, de la cartouche de chauffe et de la thermistance sont sur le dessous du corps de chauffe. Voyant la taille et diamètre des vis, traversent le corps de chauffe, et le fixant au radiateur de refroidissement du heatbreak, je n'ai pas cherché à continuer de démonter (pour voir le heatbreak et le tube PTFE dans le heatbreak), pour ne pas risquer de casser ses petites vis fortement serrées, avant la suite du test. Je reviendrais après plusieurs impressions, faire le démontage et vous mettre des photos, ici (A FAIRE), afin de ne pas risquer retarder mon test. (Edit> En fait, pour arriver à voir le tube PTFE dans le heatbreak, il sauf commencer par chercher à enlever l'extrudeur ... Source image Service Tutorial Ender-3 V3 SE Replacement of extruded backplanes ) Lors de ses manipulations, comme j'ai déplacé a la main la tête sur l'axe X, j'ai remarqué des zones de points durs (de résistance différente) pour les déplacements le long de l'axe X. (des à-coup/saccades ressentis lors du déplacement a la main) J'ai donc ajusté, l'écrou excentrique sur la roue/le galet, a l'arrière, en bas de la tête d'impression. De manière à ne plus ressentir de saccades lors des déplacements avec la main, de la tête sur l'ensemble de l'axe X. ( Clé plate de "10" (le coté le plus gros, de la clé plate double)) Pour comparer, ce qui suit, sont des photos d'une tête d'impression "Sprite Pro +" (max 300°C, pour filament de 2.85 mm de diamètre, avec une buse de 0.8 mm de diamètre) que l'on devrait pouvoir monter sans trop de difficultés, par exemple, sur une "Ender-3 S1". et quelques photos, où je tiens a la main la tête "Sprite Pro +", a coté, de la "tête Sprite de la Ender-3 V3 SE" (max 260°C, pour un filament de 1.75 mm de diamètre, avec une buse de 0.4 mm de diamètre), pour, plus facilement, comparer ( Définitivement, je ne vais pas pourvoir rapidement et sans démontage/remontage de plusieurs éléments, changer l'une par l'autre, quand je voudrais utiliser des bobines de filament de 2.85 mm de diamètres... )



























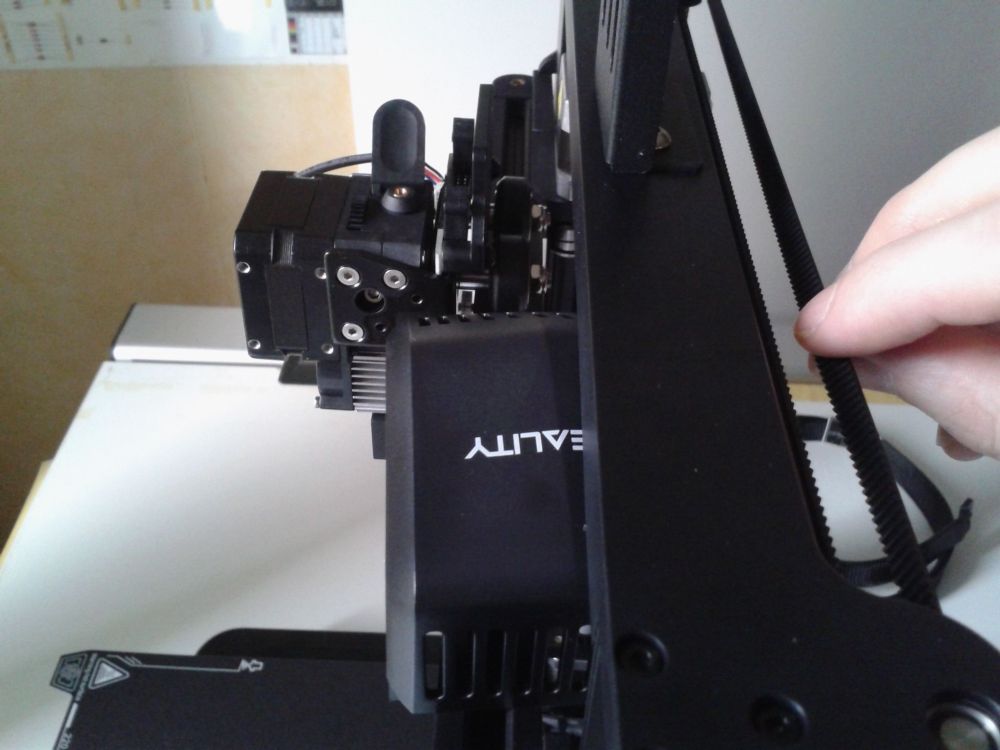


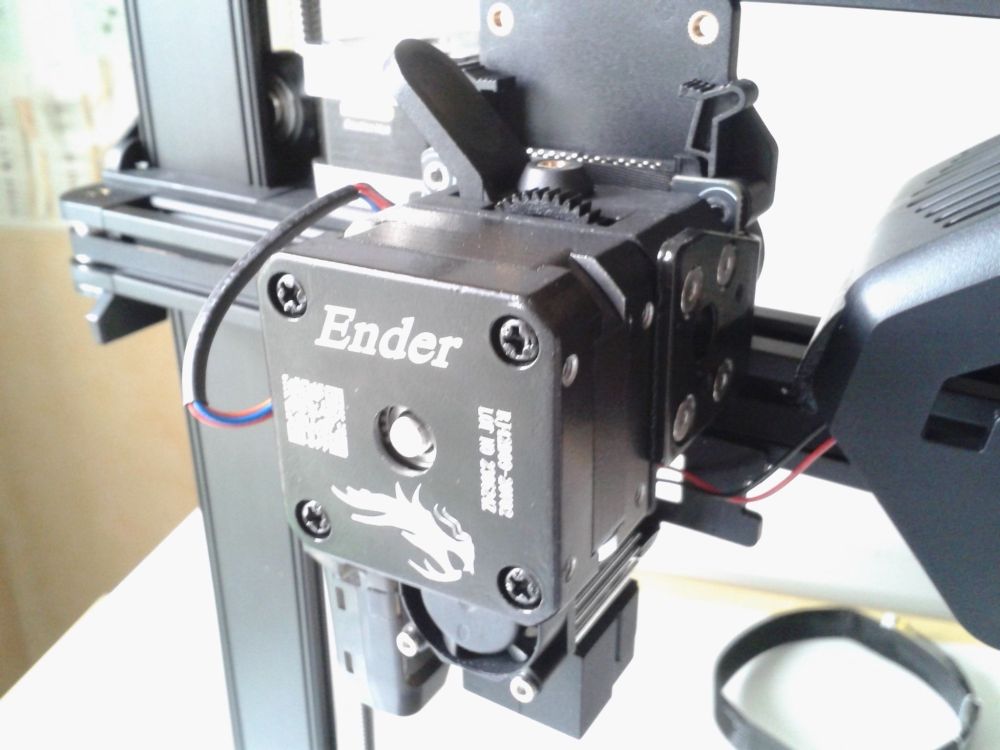

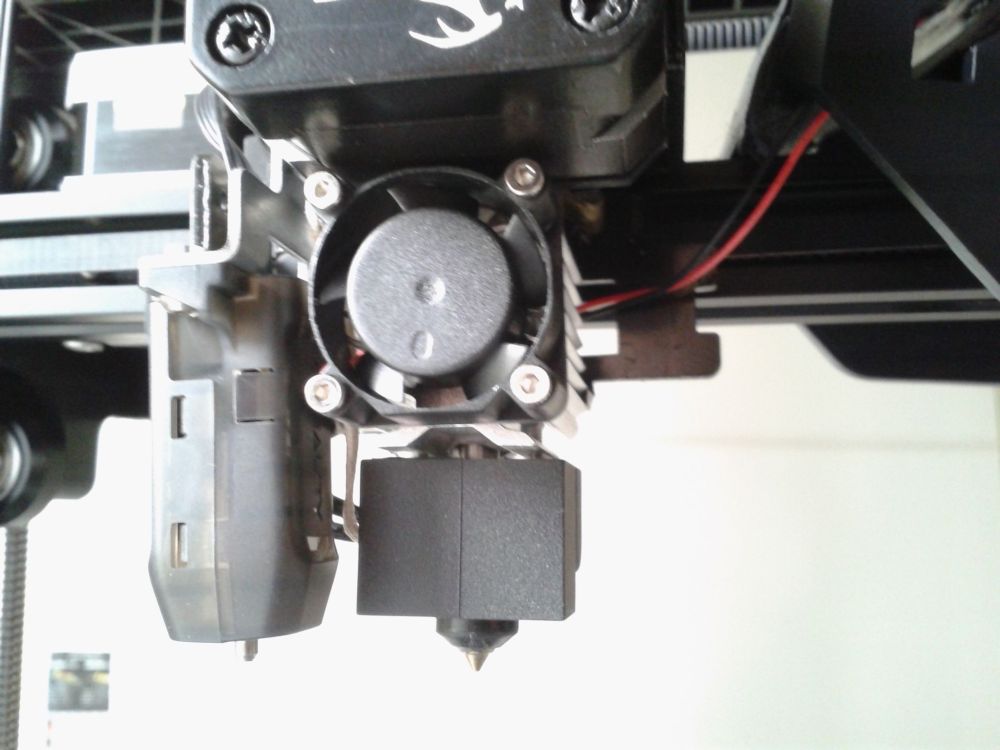

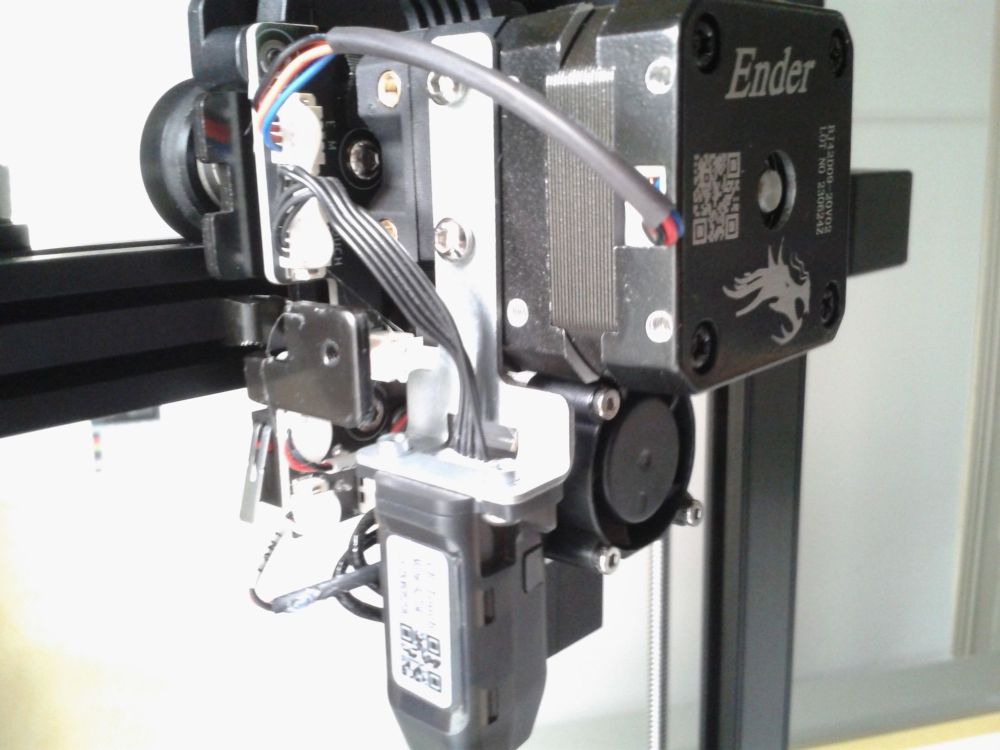








 1 point
1 point -
Détails du contenu de la carte SD de 8GB fournie Somme de contrôle "md5sum" des fichiers sur la carte SD fourni Somme de contrôle "md5sum" des fichiers contenus dans l'archive "Ender-3 V3 SE _supplementary files_EN_V1.2.rar" Contenu du "Ender-3 V3 SE ReadMe.txt" Dans le manuel papier l'on trouve en remarques le fait de ne pas utiliser des noms de fichier d'impression de plus de 20 caractères et de se limiter aux caractères latins et chiffres de 0 à 9. Les fichiers d'impression doivent être placés à la racine de la carte SD (et non dans un sous-répertoire)1 point
-
Déballage Photos en vrac ... Un petit tournevis plat ( largeur de ~2.5 mm, pour le sélecteur de tension et pour serrer les borniers d'alimentation sur la carte mère ) 2 clé plates Une petite pour écrou de 6 mm ( pour serrage buse) Une double, pour écrou M10 et M8 ( pour serrage ? ) 5 clés hexagones M4 M3 ( Pour les vis du porte bobine ) M2.5 ( Pour les vis de l'arche, et du support de l’écran ) M2 ( Pour les vis du cache métal du dessous, et du cache plastique de la tête ) M1.5 Un lecteur de carte SD ( et carte micro SD) USB avec une carte SD de 8GB sans marque. L’écran de contrôle Le porte bobine (Étonnamment, j'ai aussi de fourni, un câble d'alimentation pour les prises US ... ) ... ...



















 1 point
1 point -
On va reprendre a 0, étape par étape donc pour le coup remets ton z-offset à 0 avant tout (je pars du principe que le réglage manuel des molettes est le plus précis possible...). 1) pré-chauffage bed + buse a température d'impression (pas de filament qui coule et buse propre), on attend 10min. 2) Auto home 3) on lance le palpage du bed auto bel level je pense sur ton menu (je ne connais pas le firmware que tu as donc je suppose) 4) une fois le palpage fait on 'store setting' afin que le palpage soit enregistré. 5) auto-home 6) Move axis Z, on descend pour se mettre a 0. 7) bltouch z-offset, on prend un ticket de cb (ou une feuille mais moins précis) et on descend pour légèrement frotter le ticket. (je précise qu'on est toujours a chaud d'impression donc si cela se désactive il faut remettre la chauffe). 8 ) 'Store settings' 9) auto home1 point
-
je ne sais pas pour vous mais j'ai reçu ce mail hier (les livraisons sont retardés pour ceux qui ont pris le "mega combo" kit, ils ont Merdés avec les colis Dear customer, We are pleased to inform you that all the pre-orders (the first batch) of the A1 mini have been shipped out from our local warehouses. We greatly appreciate your patience and support throughout this process. If you purchased a Mega Combo or other A1 mini accessories, the items will be dispatched in separate shipments. The shipments will be delayed for a few days due to unforseen logistics issues. You will receive updates on tracking when the rest of the items in your order are shipped. We assure you that our team is working diligently to rectify the situation and expedite the shipping process for these items as soon as possible. We truly appreciate your understanding and patience and we look forward to delivering a fantastic 3D printing experience to you. Best regards, Bambu Lab Team www.bambulab.com DISCLAIMER: This email and any attachments are confidential and solely for intended recipient(s). If you are not the named addressee or if you believe you have received this e-mail in error, please permanently delete it from your system and promptly notify the sender. You may not disseminate, disclose, copy, alter, retain or make use of the information contained within.0 points