Classement




Contenu populaire
Contenu avec la plus haute réputation dans 17/11/2023 Dans tous les contenus
-
Bonjour, Voilà j'ai réalisé une découpe Laser et j'ai récupéré les chutes pour réaliser un montage. L'assemblage des différents morceaux à retenu mon attention; les couleurs et la disposition géométrique se rapproche d'une création artistique. ceci nous change du quotidien... çà occupe un instant A+ Francis
 3 points
3 points -
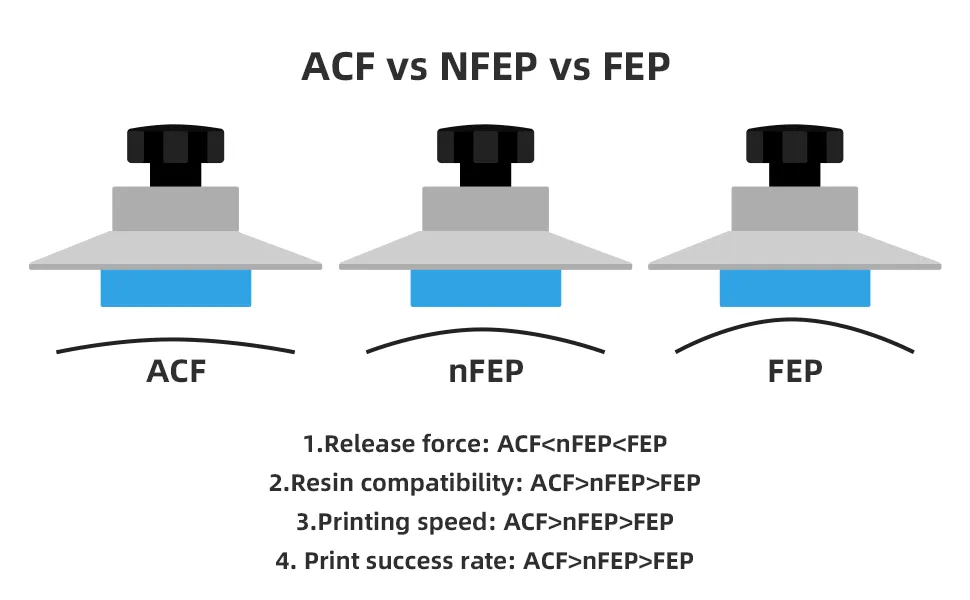
Hello, effectivement les films ACF sont ceux qui permettent d'avoir les adhérences les plus agréables, donc d'augmenter les chances de décollement et de minimiser que la pièce reste collé au fep, en plus de permettre une vitesse d'impression supérieure. Il y a en approche les films HCF qui semblent être des ACF avec la texture des nfep, à voir prochainement j'imagine. Concernant la texture des films ACF, je confirme l'avoir remarqué sur la Elegoo mars 4 9K ultra, et la Anycubic M5S, mais je ne distingue rien sur la Halot-mage pro ou la Saturn 3 Ultra, au point que je me demande si la source lumineuse ne pourrait pas être en rapport. D'après les marques, l'ACF n'est pas censé se distinguer car la lumière est énergie, et non particules (enfin, j'ai pas tout percuté à leur blabla semi-commercial mais ça semble vouloir dire ça), donc peut-être que selon le "rayonnement", la puissance, ou tout simplement la manière de faire passer l'"énergie/la lumière" ça agit différemment. A noter qu'il faut vraiment regarder de très près, voir à l'objectif macro pour distinguer cette texture. J'en parle justement ici Pour en revenir à ta question, tu peux sans problème mettre un nfep (je recommande d'ailleurs) ou un ACF (moins utile avec des machines lentes, surtout pour le prix des films) sur ta machine. Dans mon cas, j'achète directement sur le site de Chitu System ou sur 3Djake 3Djake2 points
-
Oui il y a une vrai différence entre les 3 types de film. Image piquer chez ChituSystem qui est la boîte qui fourni tout les fabricant de SLA en écran LCD/carte mère/source LED....... Les films ACF sont les films qui collent le moins à la résine polymérisée, cela accélère l'impression et évite pas mal de ratés .
 2 points
2 points -
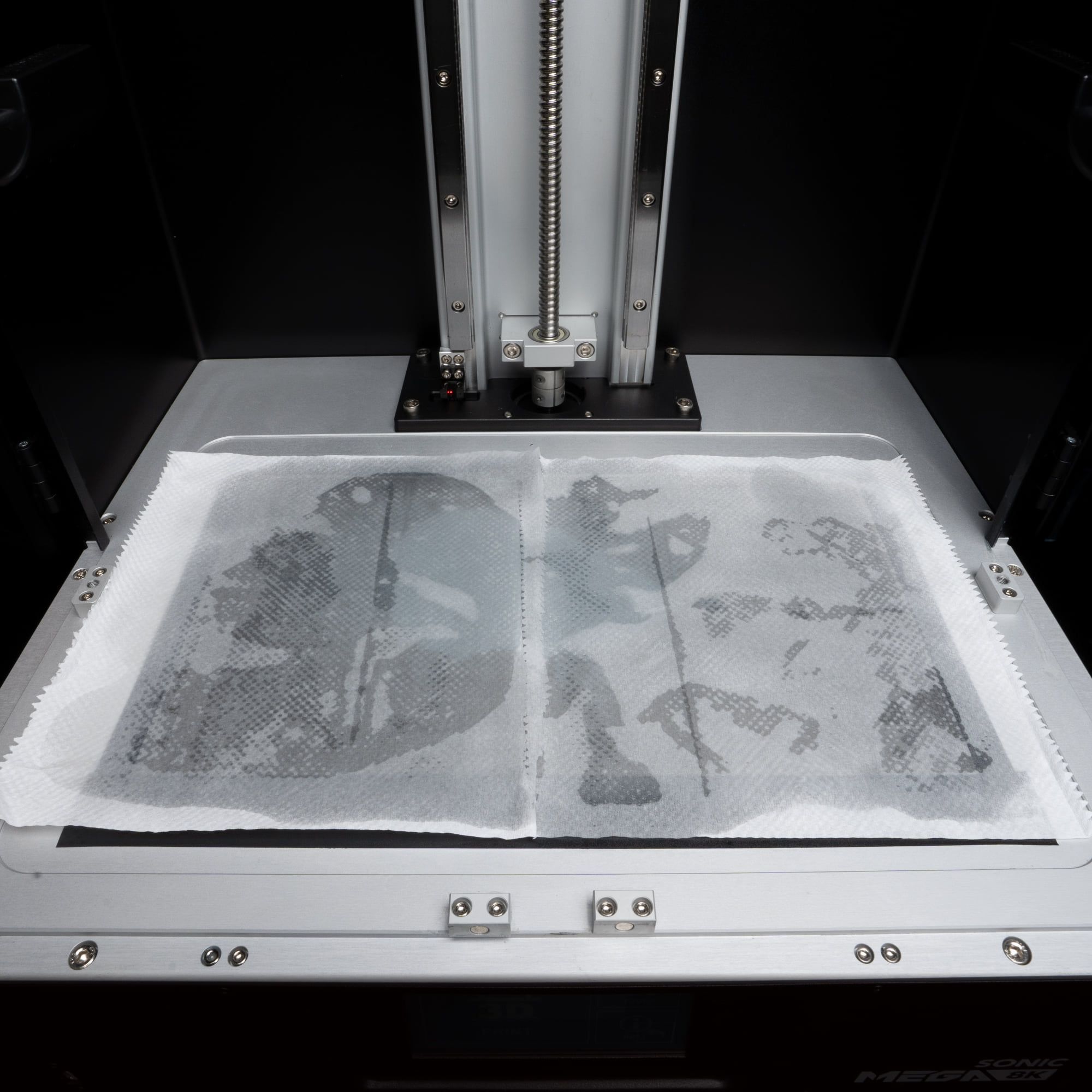
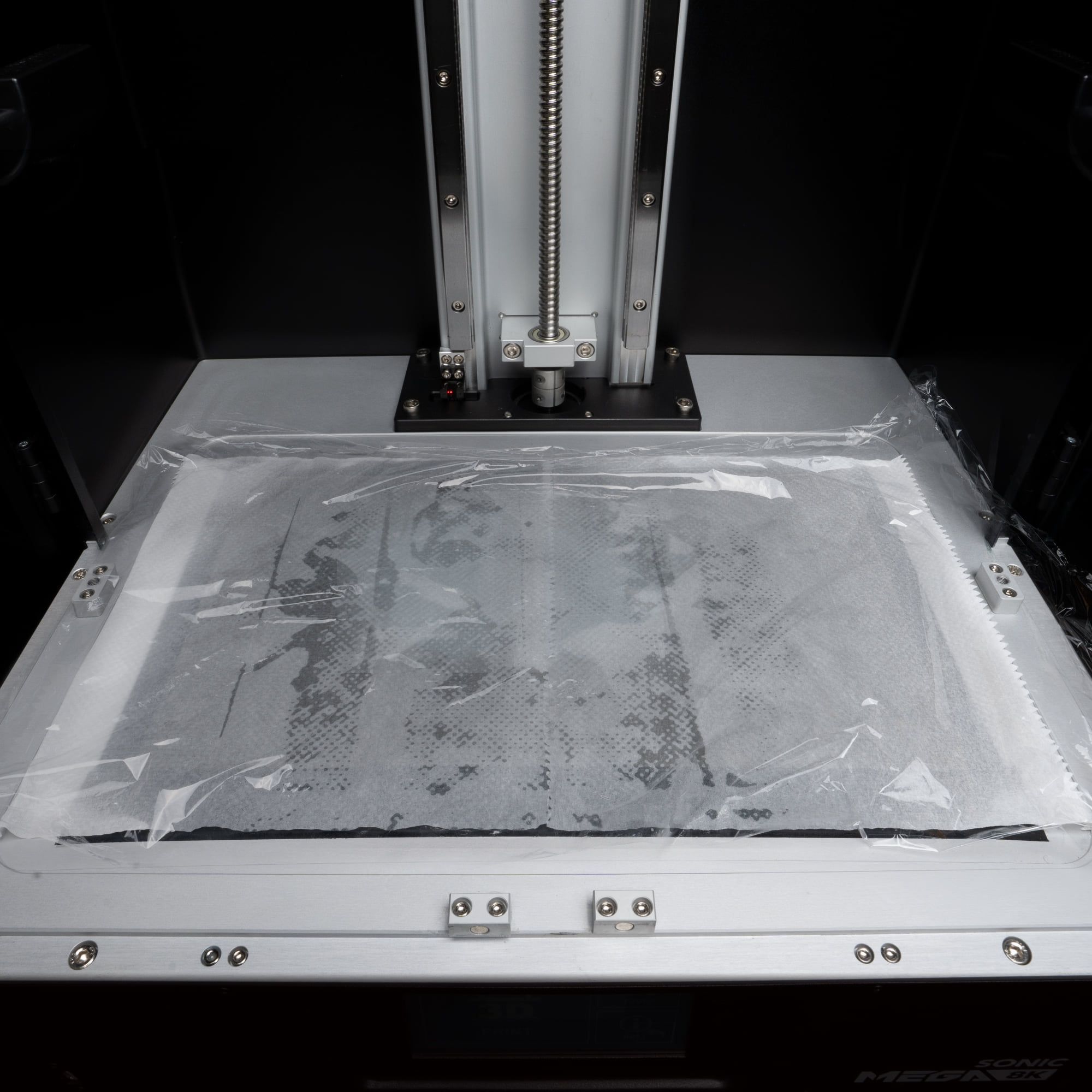
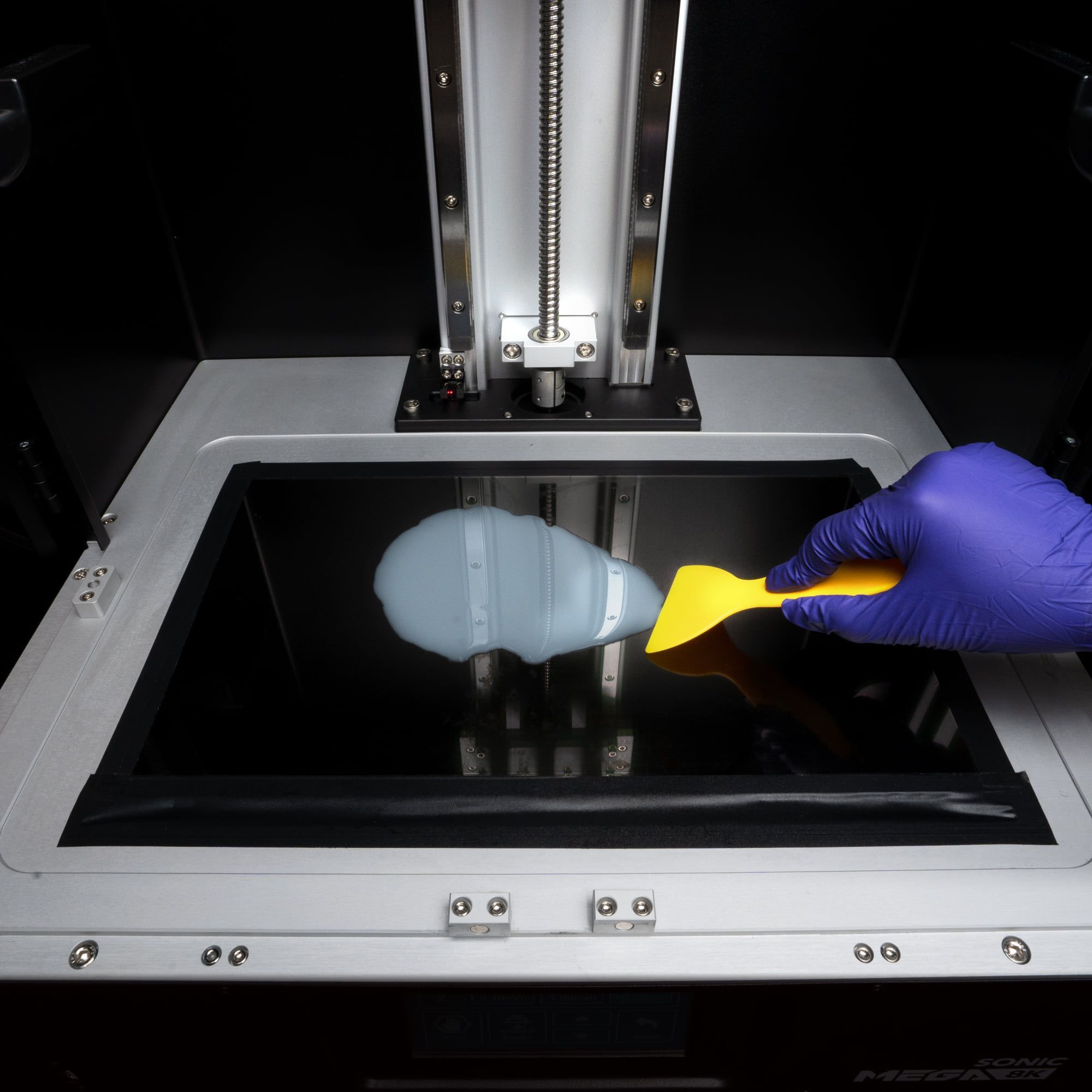
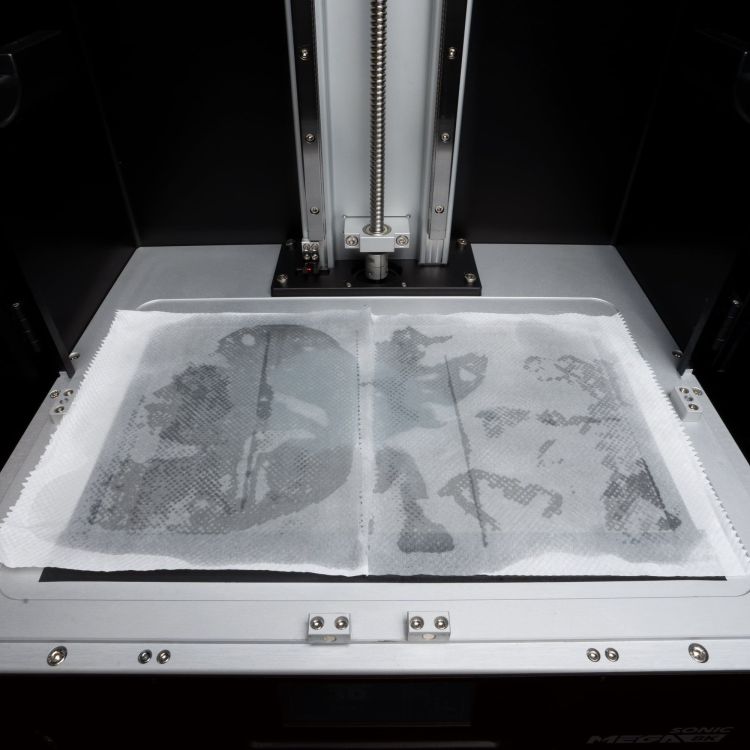
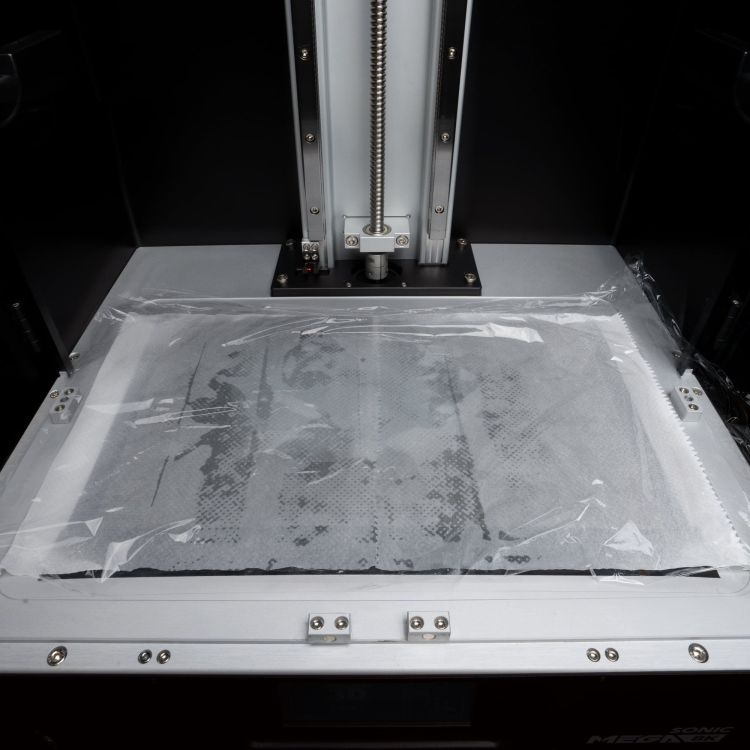
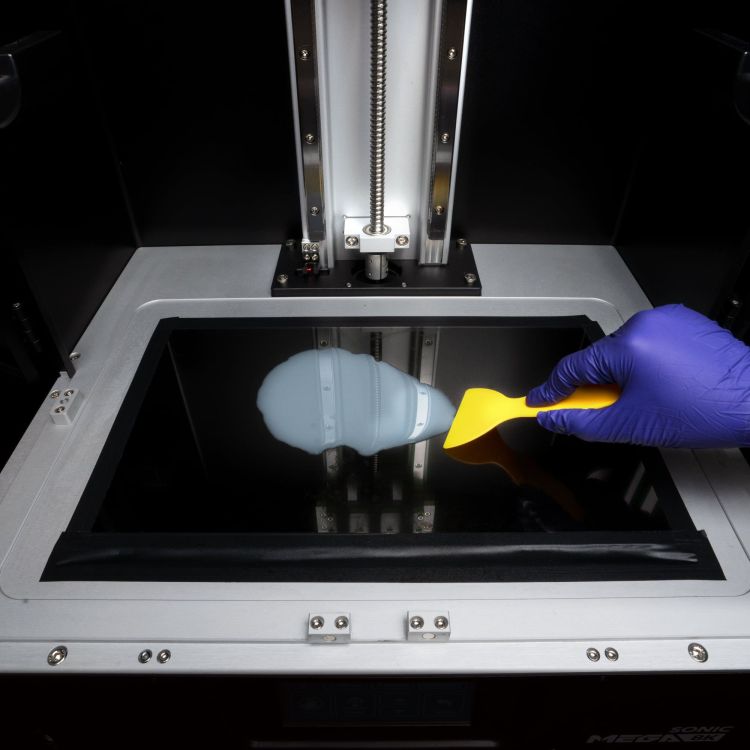
Comment nettoyer l'écran LCD après un déversement de résine Éteignez votre imprimante 3D et débranchez l'imprimante. Retirez le boîtier (couvercle ou capot) en plastique et nettoyez soigneusement tout excès de résine présent autour de la cuve (vat). Retirez ensuite la cuve de résine (vat) et placez un morceau d'essuie-tout doux en dessous, juste au cas où le déversement serait causé par une perforation du film FEP. Utilisez un essuie-tout doux ou un mouchoir en papier pour absorber l'excès de résine présent sur l'écran LCD. Lors de l'exécution de cette étape, NE PAS rayer l'écran LCD. Après avoir nettoyé la résine, vaporisez une petite quantité (ne pas inonder la machine) d'alcool désinfectant à 95 % sur l'écran LCD. Ensuite, utilisez un essuie-tout doux ou un chiffon en fibre et essuyez continuellement dans une direction (pour ne pas faire de rayures, pas de mouvements en cercle) pour nettoyer soigneusement la surface de l'écran LCD. Répétez l'étape 5 jusqu'à ce que l'écran LCD de l'imprimante 3D ne colle plus (due a la présence de résine non durcie). Si de la résine est toujours présente sur l'écran LCD, suivez les étapes ci-dessous pour retirer la résine durcie. Étape 1 : humectez (ne pas inonder) des serviettes en papier doux dans de l'alcool désinfectant à 95 %, puis couvrez la résine durcie avec des serviettes en papier imbibées. Étape 2 : Couvrez les serviettes en papier doux avec une pellicule plastique entre 12 et 24 heures en fonction de l'étendue du déversement de résine pour empêcher l'évaporation de l'alcool. Comme l'alcool désinfectant ramollira la résine durcie, assurez-vous de la vaporiser partout où il y a une fuite de résine. Étape 3 : Retirez délicatement la résine ramollie (avec un genre de spatule en plastique souple pour ne pas rayer l’écran et sans appliquer trop de force pour ne pas endommager l'écran LCD) (NE PAS gratter avec des objets métalliques pointus. Ceci afin d'éviter d'endommager l'écran LCD). --- Copier coller, traduction (google) et annotations par @PPAC ( donc il doit y avoir des fautes ... ) Merci de compléter/commenter avec vos astuces et remarques. Pour conclure, il semble préférable ( a vous de juger) pour se protéger d'une future fuite de résine, de sacrifier un FEP et de l'utiliser (le scotcher) pour protéger l'écran. (Il faudra refaire le nivellement du plateau et il y aura probablement une petite perte de qualité d'impression due à l'épaisseur supplémentaire ... ) Source et images "GUIDE 4 - Sonic Mini 8K Maintenance - How to clean LCD after a resin spill" ( https://www.facebook.com/groups/2113793522101458/learning_content/?filter=351754550049195 ) publié sur le groupe facebook "Phrozen Sonic Mini 8K User" ( https://www.facebook.com/groups/2113793522101458 )

 1 point
1 point -
Présentement, mon bac à résine est propre, nettoyé et prêt à remplir. Bref, si vous des tests à me faire, je suis à votre écoute. Voici ma résine (photo). Oui (photo)

 1 point
1 point -
Bonsoir, Ne voulant pas vous décourager, mais avec ce genre de laser vous couperez maximum 3mm (que du bois léger). Ceci étant pour de la gravure,c'est un bon commencement mais attention à toute manipulation avec car l'erreur est fatale pour la diode. Quelque soit le laser que vous convoitez, il faudra absolument une source d'air et une très bonne aération. Bonne recherche à vous1 point
-
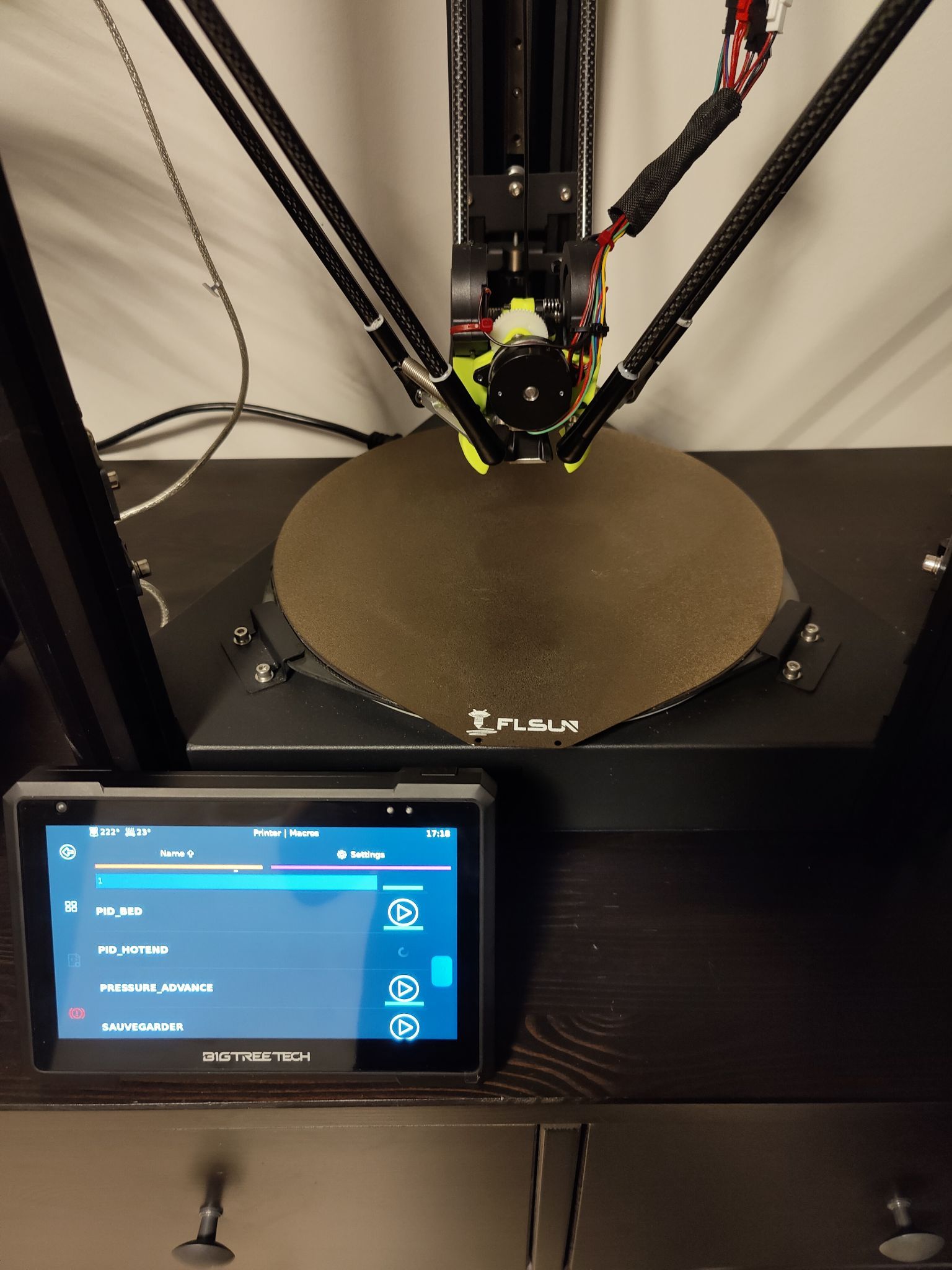
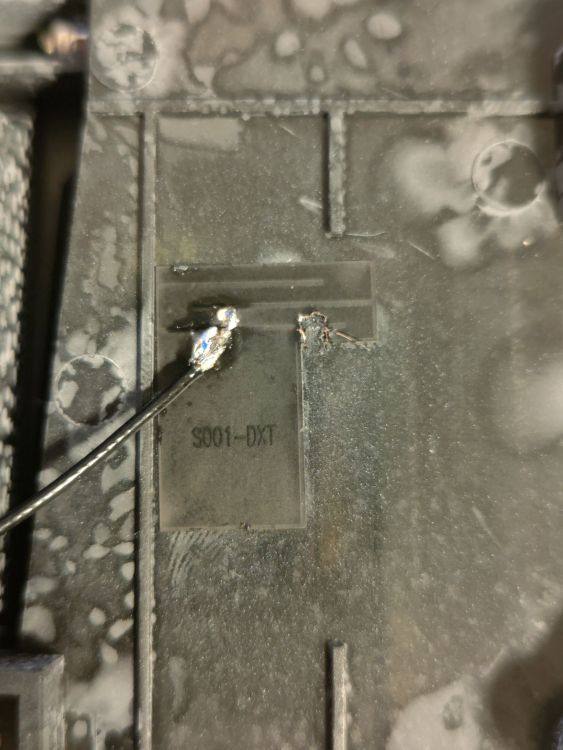
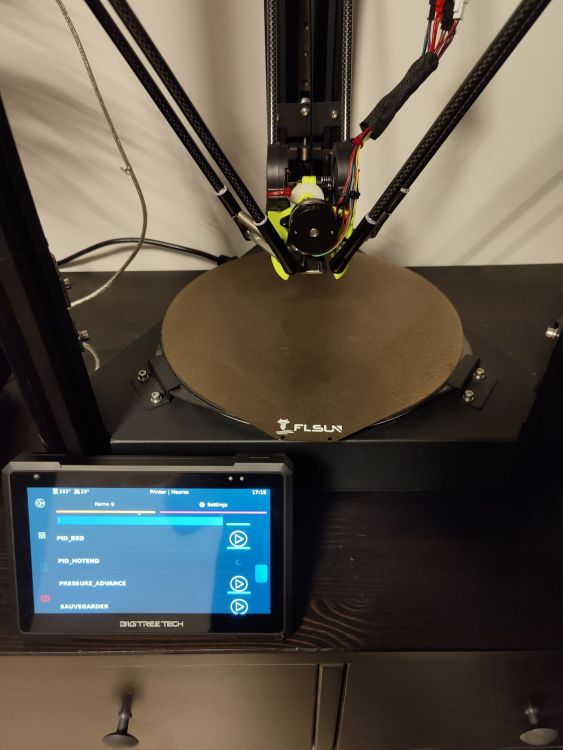
Klipper est fonctionnel, je me suis basé sur le tuto à @Guilouz pour le speeder pad, et j'ai utilisé ses macros/configs. Seul le printer.cfg est pas mal retravaillé. J'ai galéré à faire fonctionner le wifi du Pad 7, mais apparemment c'est un problème connu sur le github de BTT : https://github.com/bigtreetech/Pad7/issues/4 Après modif de l'antenne pour éviter de relier le blindage au signal, c'est largement mieux ! Calibrations en cours... premiers tests d'ici peu !
 1 point
1 point -
L'écran tactile prévu pour une Ender3 V2 possède son propre firmware, ce n'est pas en compilant un firmware pour la carte contrôleur v4.2.7 qu'on le gère Cet écran possède un emplacement pour carte SD et c'est en y mettant une carte SD contenant le firmware de l'écran (pas celui de la carte ) qu'il sera flashé. Comme je n'utilise plus Marlin et ces écrans TFT tactiles ou non, je ne pourrais apporter plus d'aide… Peut-être @pommeverte (s'il n'est pas lassé) ? Le site Creality fournit dans les firmwares des E3V2 le firmware de l'écran (le dossier DWIN_SET) Pour flasher l'écran, c'est le dossier DWIN_SET (avec son contenu) qu'il faut copier à la racine d'une carte SD, carte à introduire ensuite dans le lecteur SD de l'écran, allumer, patienter un bon moment et … croiser les doigts1 point
-
Bonjour, Pour réduire nuisance sonore du ventilo qui refroidi la CM. a+ Charles1 point
-
Mode bas-relief
 1 point
1 point -
finalement c'est "good" .... elle a vu que je commençais à modifier mon "bureau" , je lui ai dit que c'etait pour y mettre l'imprimante ! " c'est une bonne idée , ça t'évitera de descendre à chaque fois que ta besoin d'imprimer des docs... "1 point
-
Je ne pense pas que ce soit la version de windows qui est en cause (il y a des milliers de personnes qui tournent sous W10 avec Bambo Studio) mais plutôt ton matériel et ses drivers. Il faut peut-être mettre à jours principalement le driver de la carte vidéo.1 point
-
Oui, à part le prix. Mais si on le change peu souvent ce n'est pas un gros budget. Comme toujours, le darwanisme industriel règlera le problème. Lorsque tous les constructeurs équiperont d'origine leurs machines d'ACF le FEP disparaitra. Pour encore 24 heures vous avez cet ACF qui peut vous intéresser avec une bonne réputation. Il suffit de le recouper à la taille désirée.1 point
-
Bonjour, Stoker dans une pièce entre 18 et 21°C. Je suis actuelle en contact avec le SAV pour trouver une solution ( si problème résolut, je posterai la résolution ici).1 point
-
@NOX Au pire l'écran avec une rallonge, tu pourrais le mettre devant l'imprimante. Mais pense qu'il faut un peu de place sur le côté gauche, bouton marche arrêt sur l'arrière gauche et le cable qui va de la tête d'impression à la carte mère sous l'imprimante demande un peu de place une bonne dizaine de centimètres lorsque le portique est en position basse (boucle). mais peut dépasser sur le bord d'une table ou bureau. (l'écran aussi d'ailleurs)1 point
-
Bon et bien j'ai craqué, acheté chez Ali à un bon prix Suite au prochain numéro fin novembre1 point
-
Pour moi le SUNLU meta est celui qui donne les meilleures résultats pour un prix moindre, 12,85€ la bobine 1kg acheté par 6 bobines, sans frais de port, directement sur le site de SUNLU livré depuis l’Allemagne (https://www.sunlu.com). Payable par Paypal sans frais de banque.1 point
-
Bonjour, Depuis 2019 je duplique les semelles orthopédiques de mon dernier podologue avec du TPU (SainSmart Shore 95A, puis Filaflex 60A), pour avoir des semelles plus durables, plus nombreuses et moins chères. L'impression de flexible est assez facile en 95A mais en-dessous il faut forcément du Direct Drive et le résultat n'est pas toujours optimal. Depuis peu j'ai trouvé une autre stratégie pour utiliser l'impression 3D avec des matériaux encore plus flexibles : le moulage Il y a surement nombre de personnes ici qui le font déjà, mais je voulais partager mon expérience pour ceux que ça intéresse. J'ai fait mon premier gros test (après avoir fait un petit) avec du silicone Shore 30 et un moule imprimé en PLA. J'ai dupliqué la semelle droite que j'impime habituellement en TPU ou Filexflex. Etape 1 : La création du moule. Pour cela je vous donne le lien de la tuto YouTube que j'ai utilisé (un grand merci à son auteur d'ailleurs) : A noter cependant que si vous voulez garder les proportions en milimètres, utilisez plutôt la méthode de cette vidéo pour insérer le STL (aller directement à la 7:00 minute, si vous ne voulez pas voir chaque essai) : Etape 2 : J'ai imprimé les 2 faces du moule de ma semelle droite : 2*36h en 0.1mm sur buse 0.4mm sur ma Creality CR10S Pro v1, avec du PLA DailyFil Noir de 2020. Habituellement j'imprime mes semelles en TPU en 0.4mm sur buse 0.8mm, mais quitte à faire un moule qui sera utilisé plusieurs fois, autant imprimer au plus précis. (face inférieure) Etape 3 : Un petit coup d'antiadhérent, appliqué au pinceau (Glorex Trennfix, vendu par Amazon). Le temps se séchage est de 10 minutes, d'après les instructions sur la boîte. Cela ne laisse aucune trace et permettra de décoller le siliconne plus facilement. Etape 4 : J'ai scellé le moule avec des vis M4 et des écrous, que j'ai placé dans plusieurs trous de 5mm prévus pour ça. Cela permet de bien maintenir le moule de manière uniforme. Voici le trou utilisé pour couler le silicone. Le moule est fixé par des vis M4 avec écrous. Je le fais sous forme d'entonoir pour que le surplus de silicone ne coule pas trop sur le côté. De plus, il est préférable d'avoir un léger surplus, car le niveau baisse de quelques millimètres durant la polymérisation (notamment car il y en a toujours un peu, qui arrive à se faufiler dans la tranche du moule. Etape 5 : J'ai utilisé 133g de silicone avec un rapport 1:1 (moitié silicone, moitié durcisseur). Attention, c'est un rapport en poids et non en volume. Il faut donc utiliser une balance et non un doseur. Il faut aussi mélanger de longues minutes le mélanges et non pas quelques secondes, pour que le durcisseur soit bien en contact avec l'ensemble du silicone. J'ai versé en mettant le moule de biais et à la fin j'ai tapoté un moment avec un maillet en caoutchouc pour faire remonter les bulles d'air. Etape 6 : Le démoulage. Le flacon indique 3h de séchage à 23°C mais beaucoup plus si température inférieure (sans préciser le temps). Il fait 20°C chez moi. J'ai donc laissé 7h. Le résultat est nickel. A noter que je n'ai aucune "micro bulle" comme j'en avais sur mon cavalier la dernière fois (mon petit test avec un cavalier d'échec). Peut-être parce que j'ai fait un trou plus grand et tapoté durant le remplissage. Etape 7 : Les finitions avec un cutter pour couper les bords et le "socle" de remplissage vers le talon. Je suis plutôt content du résultat. Selon mes calculs (sans compter le moule, qui peut être utilisé plusieurs fois) cela me revient à 7€ la semelle, sachant que j'ai pris un kit silicone de 500g donc assez cher au kg. Avec un kit de 1-2-10kg c'est nettement moins cher. La semelle gauche étant plus grande, car avec une talonnette de compensation, ça me fait entre 16-18€ la paire (contre 170€ pour mon dernier podologue). Moins chère, plus rapide à faire (7h) et probablement plus durable (mes semelles en TPU durent déjà 2 ans, contre 6 mois avec mon podologue). J'ai fait cela avec une semelle, mais cela montre surtout que l'on peut créer facilement des objets eflexible avec une excellente finition, très solides (car pas de problème d'adhésien inter-couche), avec des dureté très faibles, même sans avoir de Direct Drive, notamment des pièces plus complexes ou plus grandes, pas toujours faciles à imprimer TPU. Cela fonctionne avec le silicone, mais aussi avec la latex ou le polyuretéhane par exemple. Bref, tout ce qui se moule à froid. J'ai utilisé du silicone vendu par Amazon, dispo en Shore 10, Shore 20 et Shore 30. Ici c'est du Shore 30 en 500g. Je testerai le shore 10 bientôt pour un autre projet. Lien : https://www.amazon.fr/caoutchouc-silicone-résistant-déchirures-utiliser/dp/B07H5QHRCJ/ref=pd_bxgy_img_sccl_2/259-6713338-3311144?pd_rd_w=3JcNZ&content-id=amzn1.sym.00d2088d-cac4-4001-9e97-31bf6e0209e1&pf_rd_p=00d2088d-cac4-4001-9e97-31bf6e0209e1&pf_rd_r=SRT3B04985284644V3NA&pd_rd_wg=rLzDR&pd_rd_r=8b914675-f31b-452c-9dbf-0b4cc81c842e&pd_rd_i=B07H5QHRCJ&psc=1 A noter aussi qu'il peut se colorer avec des colorants pour silicone, résine etc mais c'est pas top car jaune de base (j'ai essayé du bleu et ça a donné du turquoise). Il existe aussi des silicones blanc ou transparents, probablement plus adaptés aux colorants. Le silicone est aussi résitant à la chaleur, avec certains pouvant résistanter à plus de 300°C. J'espère que ce partage aura intéressé certaines personnes.1 point
-
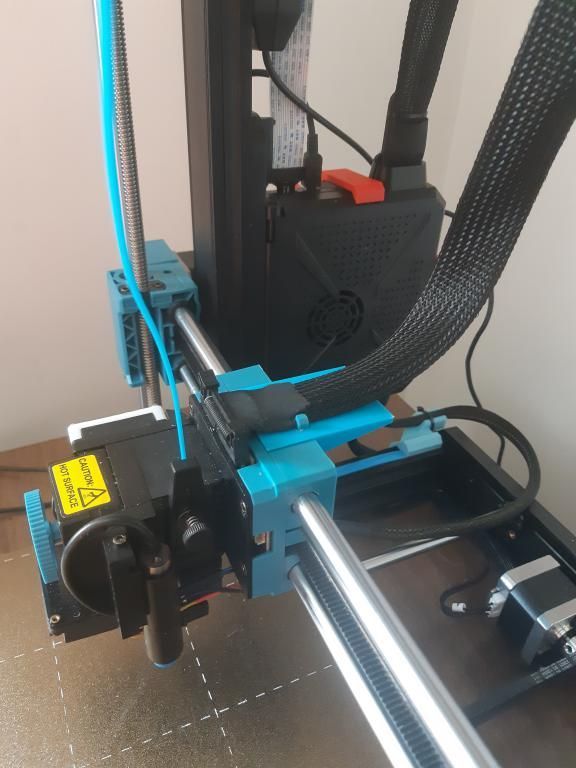
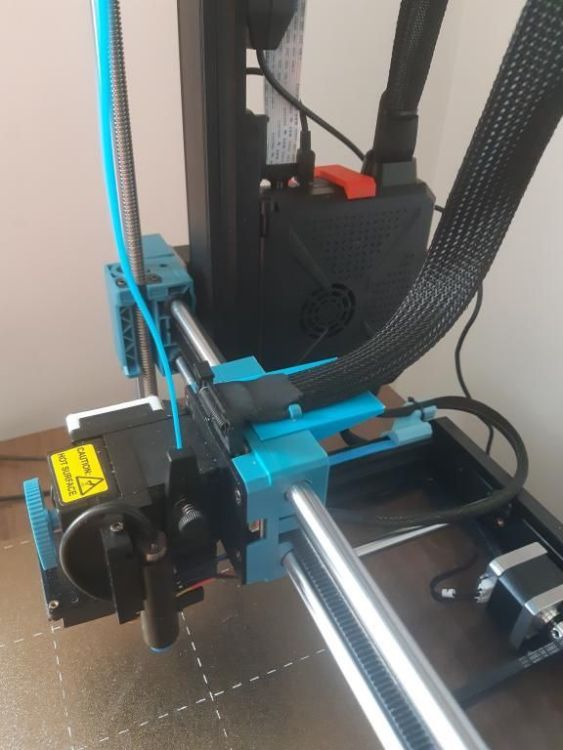
Bonjour, @mich0111 @Jeff78s je partage avec vous quelques éléments intéressants pour connecter La SV06 Plus à un Raspberry Pi 4. Le boitier du Raspberry Pi 4 est en deux parties. le support du Raspberry que j'ai intégré pour se fixer sur le boitier de la carte mère; avantage les câbles sont bien organisés et solidaires. Le montage est facile j'ai utilisé 4 inserts à chaud M3 pour la fixation du boitier. Autres montages Afin d'éviter de coincer le câble de l'extrudeur dans une pièce haute et creuse. Le défaut du câble celui-ci à tendance à fléchir et s'incruster dans une grande pièce qui est creuse. Une petite pièce s'ajoute en forme de plateau et s'intègre sur l'extrudeur pour éviter le piège ! Ci-joint les photos, j'ai également tester la fonction M600 changement de filament çà fonctionne parfaitement. Le Stop PUB la qualité d'impression est remarquable en bi couleur. Mon détecteur de filament est opérationnel et le glissement du filament est sans contrainte. (il est en période de test) je le publierai après confirmation du bon fonctionnement. Nota : j'étudie le support de la bobine car celle-ci navigue dans tous les sens; la raison le maintien axial et latéral n'est pas contraint, la traction du filament engendre un balourd. (pour résoudre le problème, il faut adjoindre un centreur axial pour la bobine et un ablocage latéral) Mes TENLOG disposent de ce montage et le déroulement du filament est parfait. A+ Sovol SV06 Backpack2.STL Rpi_4_Case_Bottom_official_rPI_HDMI_cable.stl Rpi_4_Case_Top_official_rPI_HDMI_cable.stl Extruder Cable Support - Part 1.stl 396985-sv06-extruder-cable-support-cdc2e810-613b-42e3-a301-f8a8ac643f74.pdf

 1 point
1 point -
Bonjour, voici un capot qui réduit de façon efficace le bruit du ventilateur de l'alimentation. le gain est d'environ 4 à 5 dB. C'est suffisant pour ne plus entendre le bruit du ventilo! A+ Power_Supply_Fan_Cover_Silencer_-_down.stl
 1 point
1 point