Classement




Contenu populaire
Contenu avec la plus haute réputation dans 26/11/2023 Dans tous les contenus
-
Ce matin, préparation de deux pâtes à crêpes ! Je me suis basé sur la recette de crêpes "pâte classique au lait" du livret de recettes du Multi-Crêpes party de TEFAL Soit 500 g de farine, 1 litre de lait, 6 œufs, 2 pincées de sel, 2 cuillerées à soupe d'huile. J'ai divisé par deux, pour faire une pâte à base de farine de blé, et une pâte à base de farine de châtaignes (qui traînée traînait dans les placards). Reste à laisser reposer 1 à 2 heures, et à passer en cuisson. Pour les résultats d'essais de gravure, je devrais normalement pouvoir vous partager cela en fin d'après-midi


 3 points
3 points -
Salut, Comme vous le savez je suis juste un peu passionné pour la construction des véhicules RC Voici mon nouveau challenge pour occuper les longs mois d'hiver. La construction à l'échelle 1/14 un Caterpillar D6 EX avec toutes les fonctions comme un vrai. Les chenilles sont motorisées par deux moteurs; la lame pivote dans tous les sens actionnée par des vérins. C'est un nouveau challenge intéressant pour combler les longues journées d'hiver; l'aspect technique est intéressant et demande beaucoup d'heures d'impressions. Je vais devoir tester différentes qualités de filament (PETG Carbone, ASA; PLA3D870 etc.. Au printemps je vais pouvoir raboter un peu mes parterres de fleurs. Ci-joint la photo la réalisation de l'auteur TopherRC sur cults3d et une vidéo Caterpillar D6 . Les premières pièces sont en cours d'impressions. A+ Francis
 2 points
2 points -
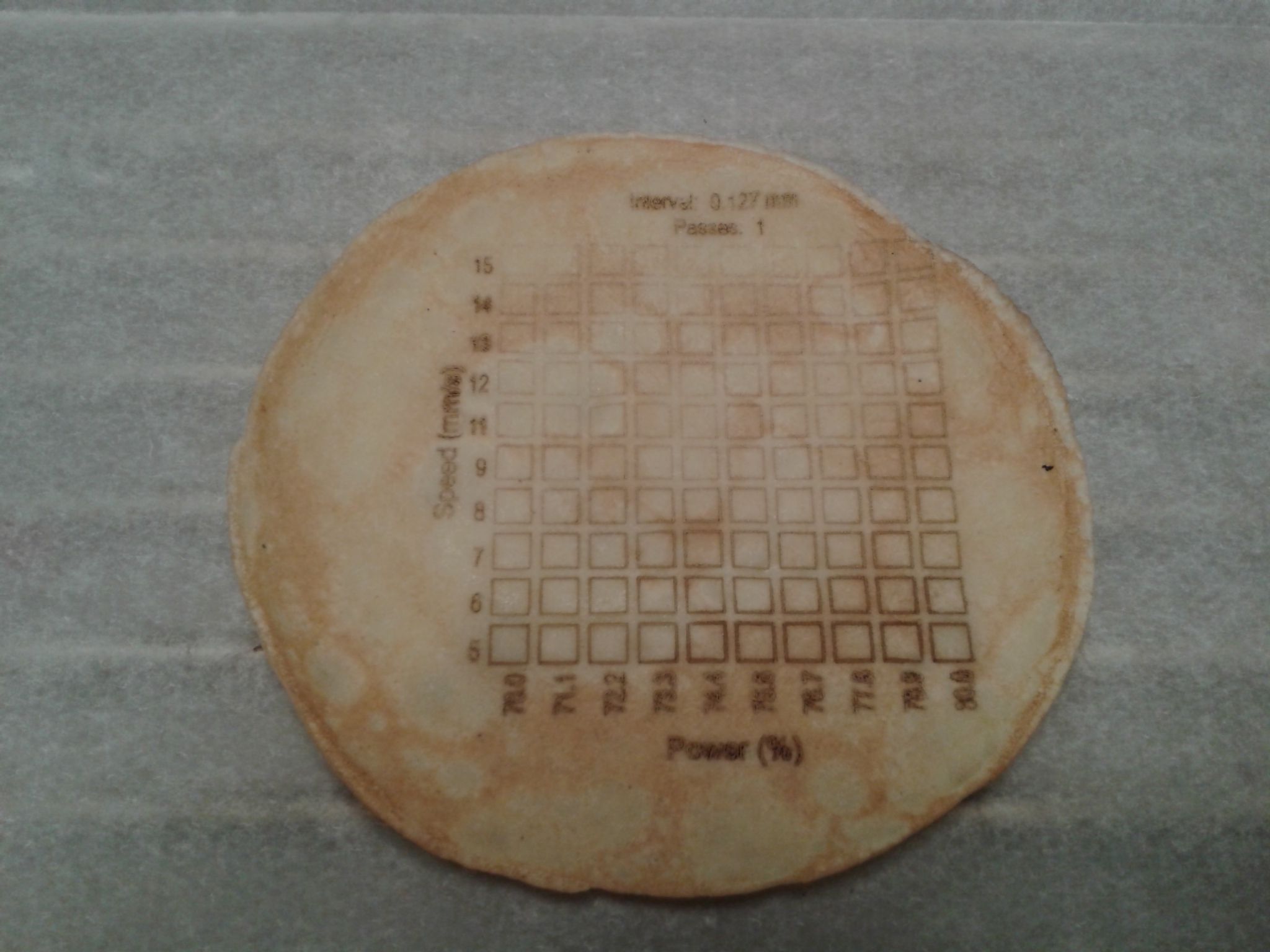
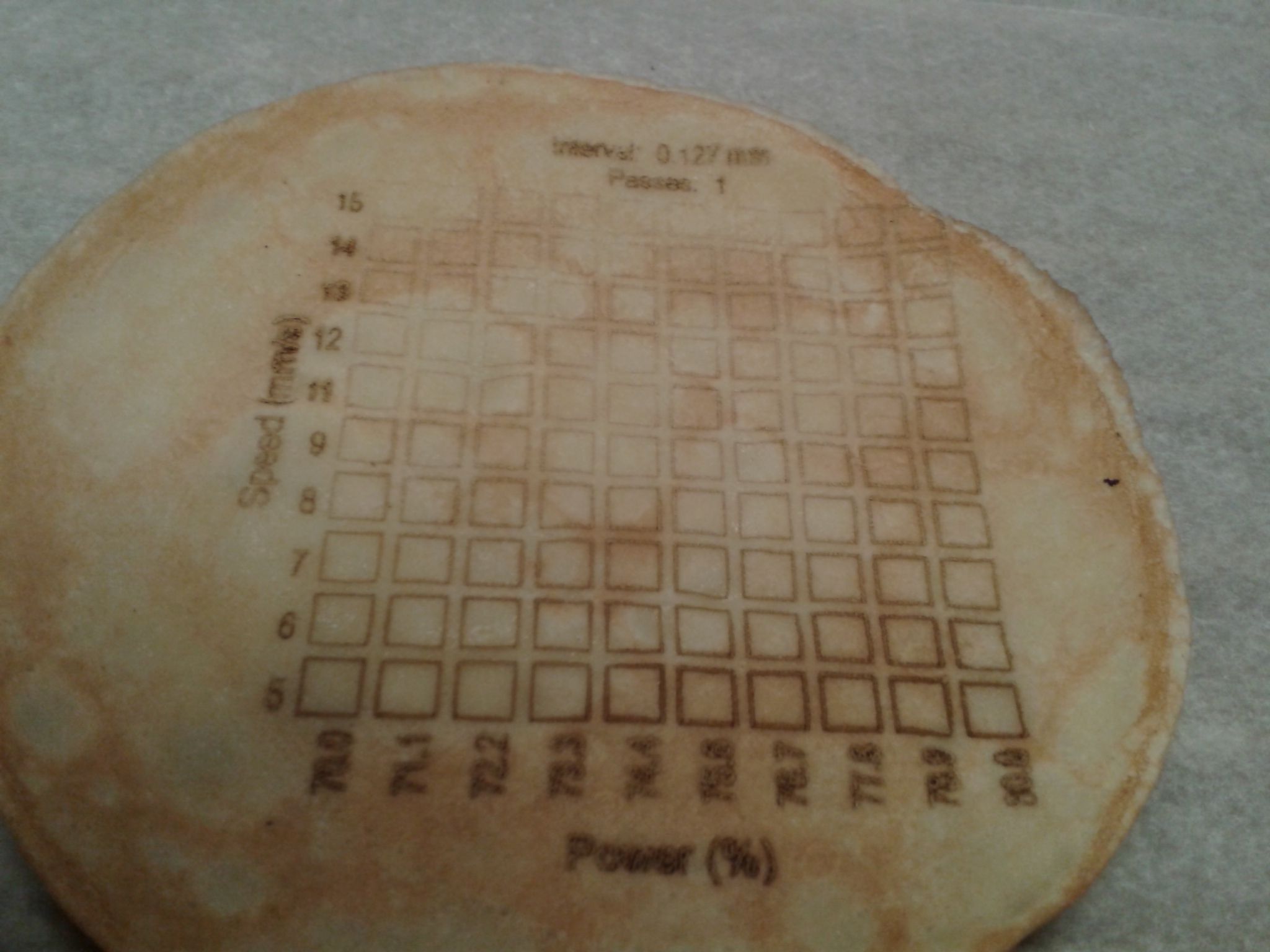
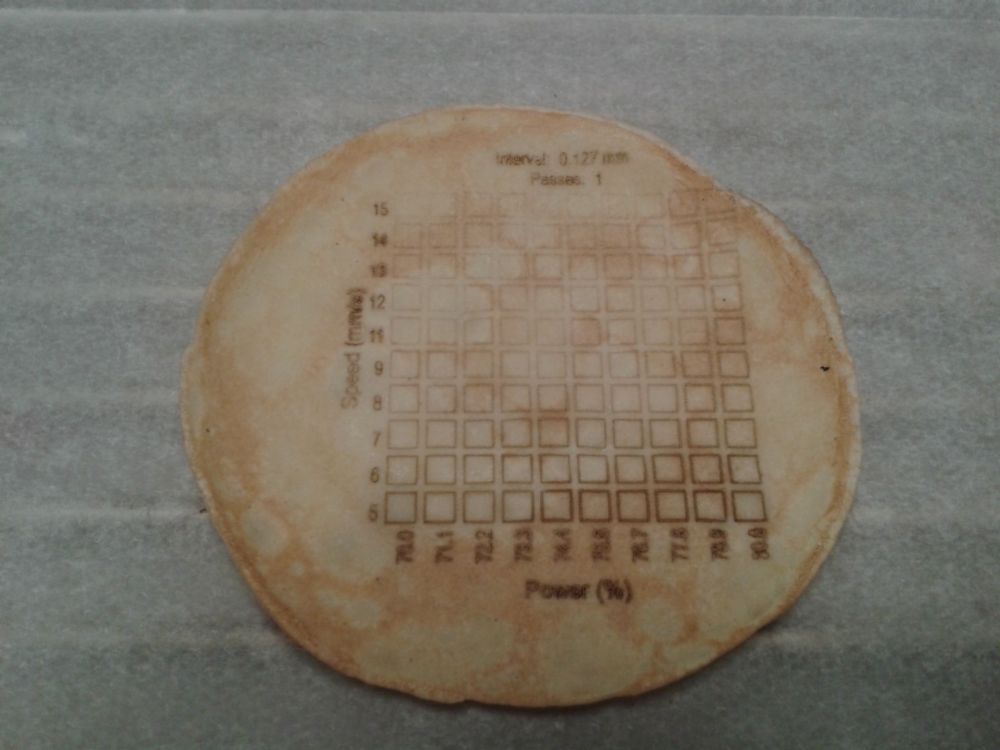
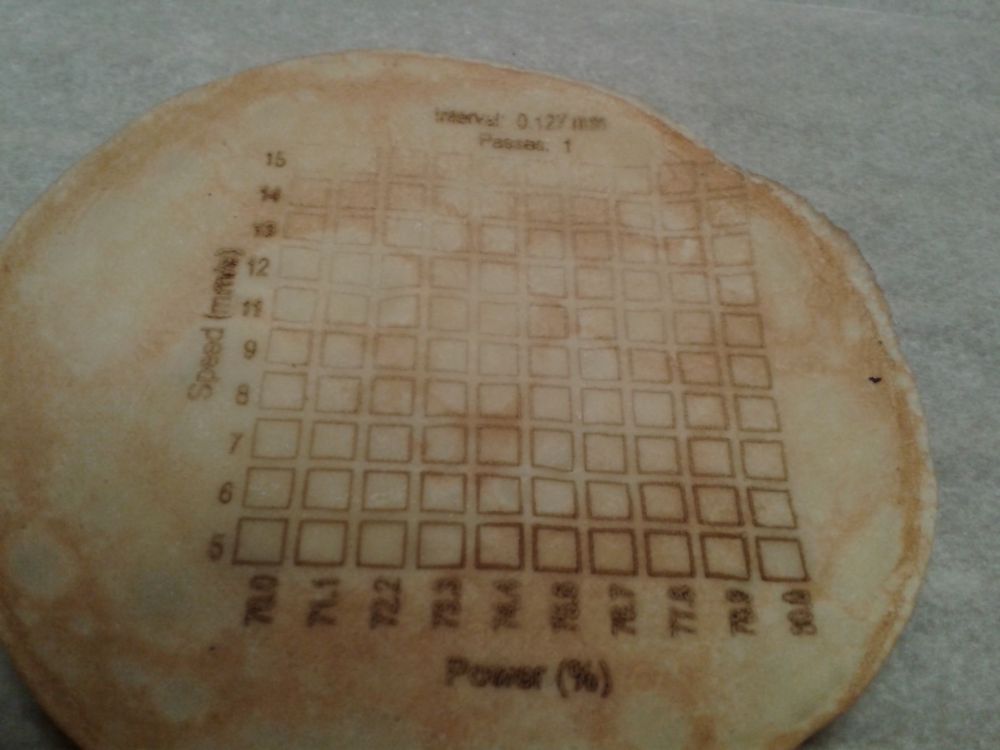
J'ai donc trouvé le temps de faire 4 essais avec mes crêpes farine de blé, nature. Malheureusement je n'ai pas encore trouvé le juste compromis pour obtenir un marquage visible sans trop cramer la surface. Ce qui donne, pour le moment, un très mauvais gout de carboniser à la crêpe. Pour rappel, j'ai un laser Elegoo PHECDA 10W ( laser de longueur d'onde 455±5 nm, laser bleu ) J'ai utilisé le générateur de Test de matériau de LightBurn Vitesse [20..29] mm/s Power [48..52] % ( pour le texte 19 mm/s power 30%) Résultat, rien de vraiment visible et ma photo et flou Puis j'ai refait, sans changer de crêpe, le même fichier, mais avec une puissance mise à 200% via le menu de l’écran de contrôle lors de la gravure Sur l'autre face, Vitesse [10..19] mm/s Power [50..80] % ( pour le texte 19 mm/s power 60%) Déjà plus visible, mais ma photo est floue Et enfin celui qui me semble le plus prometteur, sur une nouvelle crêpe. Vitesse [05..15] mm/s Power [70..80] % ( pour le texte 10 mm/s power 80%) Voila. Et, pour aujourd'hui, je ne vais pas aller plus loin pour l'instant. Car je limite, par jour, pour ma santé, mes apports en crêpes carbonisées !



 2 points
2 points -
Ha ! mais oui ! j'ai complètement oublié le coup de mettre de la bière. Ce sera pour un autre essai si celui la donne des trucs sympas. Aussi, cela me fait penser aux crêpes flambées. Mais, pour le moment avec mon niveau débutant en laser, je vais éviter de graver des crêpes imbibées d'un alcool fort Sinon, c'est en bonne voie, cuisson terminée, la pâte a la farine de châtaignes est plus délicate à cuire (soit c'est trop, soit ce n'est pas assez cuit. Et la crêpe devient vite cassante plutôt que flexible) J'ai donc fait des lots "nature" et deux autres lots, avec pour chaque crêpe une cuillère a café de sucre, l'un avec du sucre en poudre cristallisé et l'autre avec du sucre "saveur vergeoise" (mais ce dernier était un poil humide et aggloméré donc il est mal réparti.) Là les lots avec la farine de châtaignes en nature, sucre "normal" et sucre "saveur vergeoise". Dans l'idée de garder les crêpes bien moelleuses, et pour que le sucre fonde et imbibe bien les crêpes, j'ai tout mis en papillote dans de l’alu pour le moment. Il me reste donc à commencer à faire mes essais de gravure. (Si elles ne sont pas toutes mangées avant qui je commence )






 2 points
2 points -
Bon bonne nouvelle, vu qu'Isidon a pu le faire en quelques minute sans aucun souci, j'me suis quand même remis en question sur mon installation/paramétrage .. De ce faite j'ai repris les fichiers que j'avais déjà DL, puis après avoir remis l'imprimante en état de marche (état d'arrivé) j'ai refais la manipulation (flasher correctmeent) et là ... miracle ça a marché .. je n'explique pas forcément pourquoi ça n'a pas été, surement pas assez d'attente pour le temps de flash (après je sais pas s'il y a un temps réelle d'attente pour le flash) mais dans le doute j'avais attendu quand même 20min, puis au branchement du PAD.. bah niquel, tout c'est synchronisé correctement, impression test reussi. Du coup un grand merci à vous ( @MrMagounet @fran6p et les autres) pour votre patience envers un gros débutant comme moi et merci à Isidon pour son achat ^^ Vous êtes top!!2 points
-
Bon voilà les nouvelles, après avoir tout rebranché, tout fonctionne, bon je n'ai pas encore remonté la CM dans son boitier ni remonté le hotend, mais tout est impeccable, j'ai certainement dû faire un court-circuit lors de ma première manip. Je vais pas dire que je suis perdant car en changeant de carte mère (4.2.7 pour une 4.2.2), il est vrai qu'au niveau sonore c'est très différent. Je vais tenter une impression certainement dès demain. Merci aux spécialistes qui ont pris le temps pour m'expliquer. Je leur suis reconnaissant. Bon week-end, et je vous tiens au courant.2 points
-
Je m'amuse avec la thermoformeuse à faire des moules, reste plus qu'a faire des essais avec du chocolat.

 1 point
1 point -
@Macktool Salut confrère... Je ne connais pas tant le Orange Pi, mais il doit probablement ressembler au Raspberry Pi dans son mode de fonctionnement... Je te suggèrerais de laisser de côté la carte SD fournie avec ton kit, et de remonter un OS complètement neuf et propre pour ta Voron 2.4 sur une nouvelle carte SD de tres bonne qualité (une 16 Go est amplement suffisant pour l'OS et les fichiers Gcodes) Je te fourni ma procédure d'installation dans le fichier texte ci-joint. Tout est là, pour faire fonctionner ma Voron 2.4. Pour te connecter au Pi, tu dois utiliser SSH avec Putty sur ton ordi (à voir si le kit fournis les identifiants, sinon essai user : pi mdp: raspberry Installation Voron.txt1 point
-
On revient sur le #BlackFriday, les nouveautés FLSun et Lychee Slicer, des impressions 3D XXL et nos derniers tests (Artillery 3D X3 Pro et TPU 95A HF Bambulab) ! https://www.lesimprimantes3d.fr/semaine-impression-3d-412-20231126/1 point
-
Ça dépend de ce que tu entends par «les autres» Avec Klipper, il existe la distribution MainsailOS qui en plus de l'OS de base (Rapsberry Pi OS, ex Raspbian) inclut tous les éléments nécessaires (Klipper, Moonraker, Mainsail / Fluidd, …), solution de facilité pour celui ne voulant pas trop se pencher sur des installations manuelles. Sinon, installer une distribution minimale sur le RPi (dérivée d'une Debian Bullseye, à éviter pour le moment les dernières versions en Bookworm), puis installation de «git», cloner le dépôt KIAUH et procéder à l'installation des différents composants via son intermédiaire comme expliqué, par exemple, dans ce sujet. Octoprint (à ne pas confondre avec Octopi qui est une distribution Linux incluant Octoprint) reste utilisable, surtout avec Marlin comme firmware imprimante ou via l'installation d'un greffon (betterGRBL) pour piloter un laser. Pour les interfaces graphiques, il y a celles basées sur l'utilisation d'un navigateur (Octoprint, Mainsail, Fluidd, …) et celles pour écran TFT tactile (Klippersreen, Octodash, Octoscreen (klipperscreen s'en est inspiré), …). Mainsail et/ou Fluidd, Klipperscreen sont mêmes utilisables avec Marlin en remplaçant Moonraker par Marlinraker (pas testé car n'utilisant pratiquement plus Marlin comme firmware).1 point
-
Perso pour les crêpes, je vire le lait et je mets de la bière, comme pour beaucoup de pâtisserie, ça les faits plus légère, et plus gouteuses suivant la bières utilisée. (Et pas d'inquiétudes, l'alcool s'évapore à la cuisson )1 point
-
C'est un choix... Perso, l'utilisation multi matériel/multi couleur est anecdotique, la raison même des 2 AMS étant clairement la disponibilité des 8 filaments que j'ai dedans à la demande. Et en plus ils sont en environnement fermé avec dessiccant (et vu que le linge sèche dans la même pièce, le dessiccant n'est pas du luxe)... Quand aux pertes en multimatériel et multicouleur, oui, il y en a, mais pas moins qu'avec d'autres solutions (NB : même en IDEX, l'utilisation d'une tour de purge est nécessaire pour mettre le filament en pression au changement de matière), et cela donne bien plus de possibilités que sans...1 point
-
Merci à toi. Entre temps j'ai eu un contact direct avec @MrMagounet qui m'a fait un beau package tout propre. Depuis tout fonctionne à merveille ! Un grand merci à lui et à tous ceux qui ont voulu m'aider. @+ P.S. : Je l'ai mis bien au chaud, donc si quelqu'un en a besoin, je relaierai...1 point
-
@Savate @Funboard29 Faites pas le qu'on - revenez - c'est de l'humour1 point
-
Je savais que tu allais m'en vouloir, mais j'ai tendance à ouvrir les cadeaux trop vite Lundi je devrai en avoir un nouveau si tout va bien J'avais démonté, à première vue non, R.A.S au niveau du plateau. Je pense vraiment que ça vient d'un bug "matériel" lié je pense au driver relié à la carte mère (la seule pièce que je n'ai pas changé, il faudrait que j'inversde les deux pour en avoir le coeur net, mais c'est trop risqué xD), le décallage se faisait vraiment parfois lors d'une montée avec un bruit sourd lié soit à une courroie dans le vide ou un blocage moteur (mais j'ai changé le moteur et j'ai fait plein de trucs avec les courroies), je pense vraiment que c'était le protocole de raisonnance qui déconnait nativement, ça donnait l'impression que l'imprimante bougeait pour anticiper une grosse vibration qui n'avait finalement pas lieu (mais même en mettant l'imprimante au sol...), j'imagine que si anycubic a fini par proposer une nouvelle machine c'est qu'ils ont conscience qu'une série de machine devaient avoir quelques soucis1 point
-
Hello, Bon ben ça y est, j’ai passé le cap, je viens de commander une P1S sur le site officiel, mais c’est mon cadeau de Noël, alors il faudra patienter :’(1 point
-
Bonsoir, Me voilà de retour après pas mal de bricolage. Tube PTFE changé pneufit changé buse changée tête nettoyée remontage selon la procédure conseillé (Titi) Depuis, j’ai imprimé plusieurs pièce et tout est Nickel !!!! un grand merci à @pommeverte pour ses conseils et sa disponibilité !!!!1 point
-
Une touche programmable est une touche qui une fois programmée ne nécessite qu'un clic sur cette touche... La G 502 Hero par exemple a des touches programmables et la résolution peut être changée à la volée...1 point
-
Ca fait un petit moment que j'ai pas alimenté ce post dis donc Alors, j'ai reçu la seconde machine, le montage de la première m'avait gonflé, celui de la seconde m'a gonflé aussi... J'ai monté une FLSUN SR 24h avantn, moins de 30 minutes, la kobra 2 max, j'dois froler les deux heures entre le montage et la calibration (après j'ai tellement la flemme d'aller chercher de vrais outils que j'passe mon temps à démonter/monter plus d'une trentaine de longs vis à la clés Allen, mais bon... Bref, tout va pour le mieux avec celle là, mon premier print de test est niquel, croisons les doigts pour le reste De plus, j'ai même distingué pas mal de petites modifications au niveau de l'unboxing et la présentation des éléments entre la première machine et la seconde, j'vous prépare un ptit comparo en images prochainement
 1 point
1 point -
L'envoyer à @Sincé ? Si la Marne n'était pas si loin, j'aurais pu éventuellement aller jeter un œil. Je reste persuadé que le problème est matériel : la carte contrôleur. C'est le genre de dépannage à distance le plus difficile à faire.1 point
-
Avec le xTool F1 (que ma femme adore pour tous ses projets perso et école soit dit au passage) j'ai fait pas mal de tests et visiblement 2 passes à 85mm/s en lumière bleue à 100% c'est pas trop mal (en mode vecteur).1 point
-
Salut, Donc, à priori, il n'y a pas de court-circuit entre ces fils . C'est bien dommage. J'ai bien peur que l'on n'ait pas le fin mot de l'histoire . Perso, je tenterais dans un premier temps de tout rebrancher sauf la cartouche chauffante et la thermistance. Si le microcontrôleur ne chauffe pas à la mise sous tension, alors, je finaliserais les raccordements, après extinction de l'imprimante. Au pire, comme tu as commandé la carte sur amazon, elle sera toujours sous garantie1 point
-
Since est un ami à moi (vivant loin donc je ne peux pas l'aider), il a acheté la FLSUN SR sur mon conseil, il y a encore peu de temps, puis il a pris le speeder pad sur mon conseil, puis il est venu demander de l'aide ici sur mon conseil Il faut savoir qu'il est encore à la phase d'apprentissage sur l'impression, et sur le code klipper etc. c'est tout nouveau pour lui. Du coup, voulant l'aider, j'ai pété un plomb (chose assez rare chez moi, nan ?) et j'ai acquis une FLSun SR et un speeder pad, ça m'a rappelé mes amours de la V400 avant que bambu lab vienne lui donner un coup de pied au cul. Entre temps, j'ai regardé de nombreuses vidéos assez indigestes de cette installation principalement à cause de leur durée... Donc au diable les youtubeurs, j'ai juste suivi la notice Dans mon cas, j'ai rien eu à faire, j'ai pris le fichier Klipper sur le site FLSUN3D, j'ai pris le dossier entier, avec le fichier firmware.bin et l'autre, nano machin truc, j'ai mis la carte SD dans la machine, j'ai laissé comme ça jusqu'à voir l'écran de veille s'afficher, puis j'ai branché le pad et PAF ça fait des chocapics. A noter que dans mon cas, la machine est arrivée avec le fimware 1.4 déjà installé sur la machine Faut que j'réfléchisse à ce que je vais faire de cette SR maintenant...
 1 point
1 point -
Quelque chose de sympa qui m'est arrivé cette semaine... Il y a quelques semaines, un utilisateur de Cults3D a acheté les fichiers du chassis Super Wheelie/Big Bear. Et il m'a envoyé un message pour dire que tout fonctionnait parfaitement et qu'il était heureux de pouvoir réparer sa voiture... Cela m'a pris par surprise : avant, j'avais beaucoup de downloads et quasiment aucun retour. Ici, les fichiers sont payants, un seul achat, et l'utilisateur qui fait un feedback sur le travail. C'est très différent, et c'est très plaisant!1 point
-
Les autocollants sont arrivés hier d'Australie... Je n'ai pas pu attendre bien longtemps avant de les appliquer.. Et il semble que l'on puisse dire que ce projet est terminé... Marui Super Wheelie unreleased Mitsubishi Jeep (kit MT60-RC09 comme présentée dans le catalogue Marui RC de 1986). Avec deux chassis, je pourrais probablement reproduire l'image du catalogue... Les autocollants sont superbes... Et la voiture a pris de jolies couleurs... Et j'ai aussi pris quelques photos de famille, comme d'habitude... Quand j'ai commencé ce projet, j'avais la cible en tête, et le résultat est clairement au dessus de mes attentes initiales... Encore merci à Johann qui a rendu cette dernière partie du projet possible... Et pour ceux cherchant des pièces pour les chassis de Big Bear et de Super Wheelie, je viens de publier les pièces sur Cults3D (avec un prix que je pense honnête) et la carrosserie suivra en temps utile (j'ai quelques petits détails qui me gênent et que je veux revoir avant de la publier)...1 point
-
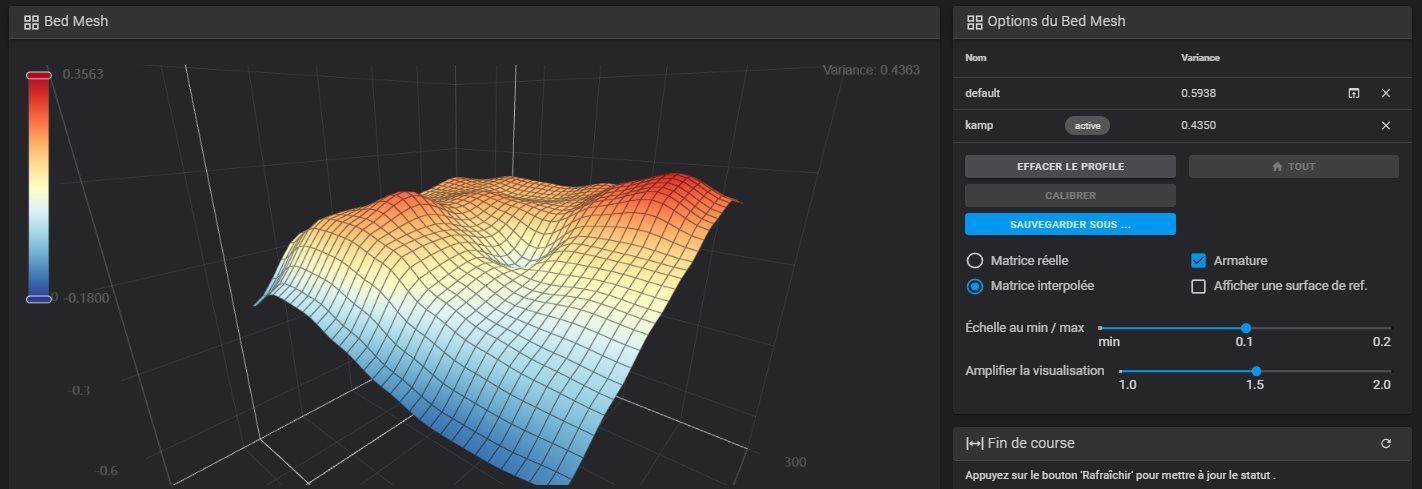
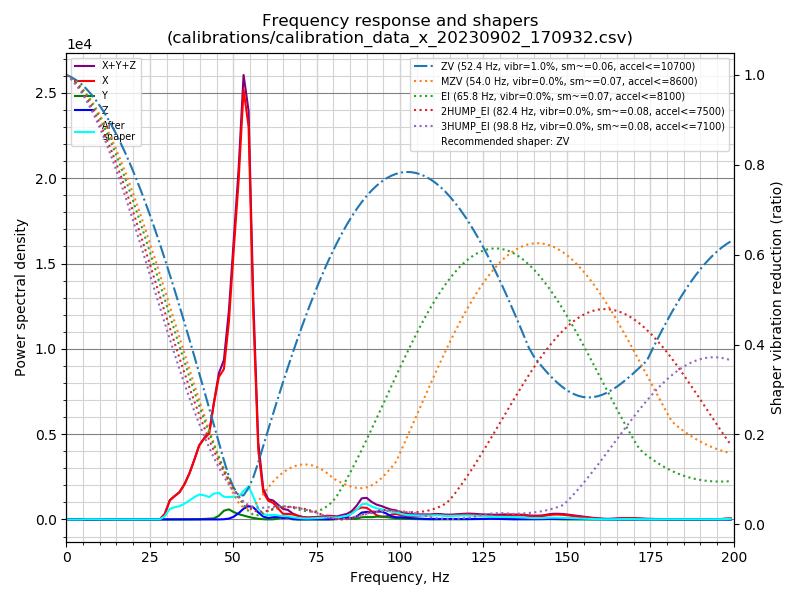
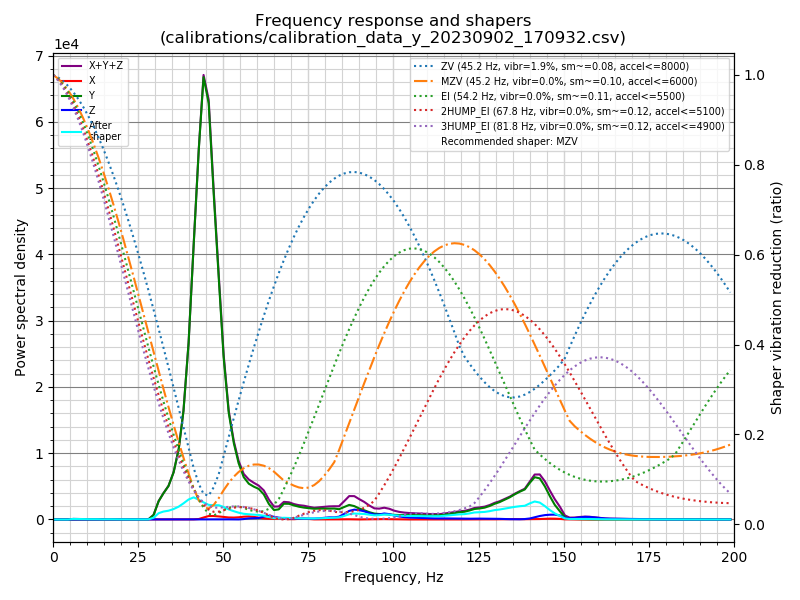
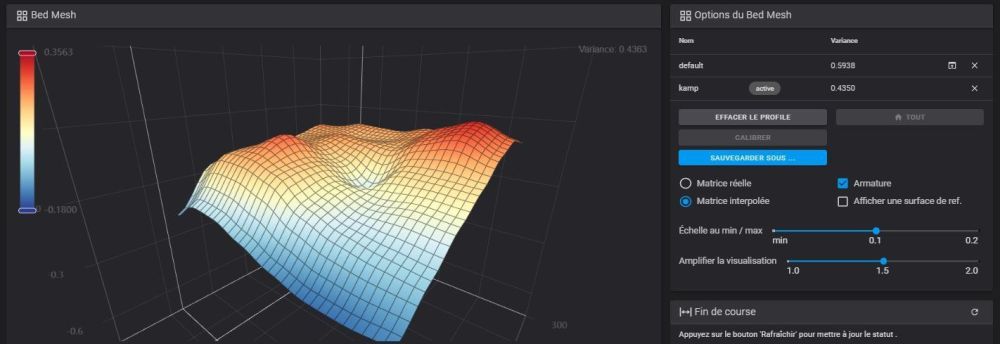
Le fichier de configuration : printer.cfg Qiditech fournit dans ce fichier à la fois: la configuration matérielle de tous les composants gérés par le firmware Klipper flashé sur les deux cartes contrôleurs un ensemble de macros Ayant plutôt l'habitude de séparer «serviettes et torchons» ma première modification a été de scinder et réorganiser ce gros fichiers en deux parties: printer.cfg (configuration matérielle uniquement) macros.cfg (les macros QIDI utilisées via une directive [include macros.cfg] au début du fichier ci-dessus Analyse de la configuration matérielle MCU La X-Max 3 gère trois (3) «mcu» (micro controler unit) : le principal est celui correspondant au microcontrôleur STM32F402 via une liaison série USB [mcu] # The hardware use USART1 PA10/PA9 connect to RK3328 serial: /dev/ttyS0 restart_method: command le second est celui de la carte fille situé sur la tête, microcontrôleur STM là encore en liaison série USB [mcu MKS_THR] serial:/dev/serial/by-id/usb-Klipper_rp2040_65054E953D866458-if00 le troisième correspond au contrôleur de la carte (le Rockship RK3328) à l'identique d'un Raspberry Pi [mcu rpi] serial: /tmp/klipper_host_mcu [printer] La section de configuration (printer) correspondant à la cinématique de l'imprimante, ses accélérations et vitesses maximales [printer] kinematics: corexy max_velocity: 600 max_accel: 20000 max_accel_to_decel: 10000 max_z_velocity: 20 max_z_accel: 500 square_corner_velocity: 8 Pilotes moteurs On trouve évidemment les déclarations de paramètres des moteurs pilotant les axes (stepper …). Les axes X et Y utilisent la mise à l'origine sans capteur permise grâce aux pilotes TMC 2209. Exemple pour le pilote de l'axe X : [stepper_x] … endstop_pin: tmc2209_stepper_x:virtual_endstop … [tmc2209 stepper_x] … driver_SGTHRS: 85 … L'utilisation de ce mode nécessite la modification du processus de mise à l'origine via la directive [homing_override] (réduction du courant envoyé aux pilotes le temps de cette mise à l'origine) : Gestion des mises en chauffe et surveillance des températures Lit chauffant [heater_bed] heater_pin: PC8 sensor_type: NTC 100K MGB18-104F39050L32 sensor_pin: PA0 max_power: 1.0 control: pid pid_kp: 71.039 pid_ki: 2.223 pid_kd: 567.421 min_temp: -50 max_temp: 125 et la vérification de ce capteur [verify_heater heater_bed] max_error: 200 check_gain_time: 60 hysteresis: 5 heating_gain: 1 Extrudeur [extruder] step_pin: MKS_THR:gpio5 dir_pin: MKS_THR:gpio4 enable_pin: !MKS_THR:gpio10 rotation_distance: 53.5 gear_ratio: 1628:170 microsteps: 16 full_steps_per_rotation: 200 nozzle_diameter: 0.400 filament_diameter: 1.75 min_temp: 0 max_temp: 360 min_extrude_temp: 170 smooth_time: 0.000001 heater_pin: MKS_THR:gpio0 sensor_type: MAX6675 sensor_pin: MKS_THR:gpio17 spi_software_sclk_pin: MKS_THR:gpio18 spi_software_mosi_pin: MKS_THR:gpio19 spi_software_miso_pin: MKS_THR:gpio16 max_power: 1.0 control: pid pid_Kp: 14.734 pid_Ki: 6.549 pid_Kd: 8.288 pressure_advance: 0.032 pressure_advance_smooth_time: 0.03 max_extrude_cross_section: 10 instantaneous_corner_velocity: 10.000 max_extrude_only_distance: 100.0 max_extrude_only_velocity: 5000 max_extrude_only_accel: 2000 step_pulse_duration: 0.000002 et la vérification de ce capteur [verify_heater extruder] max_error: 120 check_gain_time: 20 hysteresis: 5 heating_gain: 1 Chambre (enceinte / caisson) [heater_generic chamber] heater_pin: PB10 max_power: 1.0 sensor_type: NTC 100K MGB18-104F39050L32 sensor_pin: PA1 control: watermark max_delta: 1.0 min_temp: -100 max_temp: 70 déclenchement du ventilateur associé à ce capteur [temperature_fan chamber] pin: PC9 max_power: 1 hardware_pwm: false off_below:.1 sensor_type: NTC 100K MGB18-104F39050L32 sensor_pin: PA1 control: pid pid_kp: 60 pid_ki: 1 pid_kd: 900 pid_deriv_time: 120 min_temp: 0 max_temp: 90 target_temp: 50.0 max_speed: 1 min_speed: 0.0 gcode_id: chamber et la vérification de ce capteur [verify_heater chamber] max_error: 300 check_gain_time: 480 hysteresis: 5 heating_gain: 1 Ventilateur de refroidissement du radiateur de la tête [heater_fan hotend_fan] pin: MKS_THR:gpio1 max_power: 1.0 kick_start_time: 0.5 heater: extruder heater_temp: 50.0 fan_speed: 1.0 off_below: 0 surveillance des températures hôte et MCU [temperature_sensor RPI] sensor_type: rpi_temperature sensor_type: temperature_host min_temp: 10 max_temp: 85 [temperature_sensor mcu_temp] sensor_type: temperature_mcu Ventilateurs Les ventilateurs sont gérés via des directives [output_pin] et seront donc actionnés via des macros Gcode en utilisant la commande «SET_PIN PIN=broche_a_actionner VALUE=valeur» Refroidissement du filament (buse) => fan0 [output_pin fan0] pin: MKS_THR:gpio2 pwm: True cycle_time: 0.0100 hardware_pwm: false value: 0 scale: 255 shutdown_value: 0.0 Refroidissement du filament (auxilaire) soufflant sur le plateau => fan2 [output_pin fan2] pin: PA8 pwm: True cycle_time: 0.0100 hardware_pwm: false value: 0.00 scale: 255 shutdown_value: 0.0 Extraction air interne à travers filtre à charbon actif => fan3 [output_pin fan3] pin: PC9 pwm: True cycle_time: 0.0100 hardware_pwm: false value: 0.0 scale: 255 shutdown_value: 0.0 Détecteur de fin de filament Activé par défaut, permet de mettre en pause l'impression quand il n'y a plus de filament, voir ce lien [filament_switch_sensor fila] pause_on_runout: True runout_gcode: PAUSE SET_FILAMENT_SENSOR SENSOR=fila ENABLE=1 event_delay: 3.0 pause_delay: 0.5 switch_pin: !PC1 Un message s'affiche sur l'écran, l'écran suivant après remplacement du filament permet de purger le nouveau puis de reprendre l'impression (testé à deux reprises, en tout cas chez moi, il fonctionne parfaitement). Le processus de retrait de l'ancien filament s'effectue en trois étapes via l'appel à une macro Gcode M603: extrusion lente d'une petite quantité de filament pause retrait «rapide» de la quantité nécessaire à sortir le filament des roues dentées d'entrainement [gcode_macro M603] description: filament unload gcode: G92 E0 G0 E15 F400 G4 P1000 G92 E0 G1 E-80 F800 A noter que l'extrudeur ne possède pas de levier permettant la libération / l'insertion du filament, Il faut procéder via des manipulations sur l'écran. Le mieux est d'extraire le PTFE guidant le filament vers la tête au niveau de celle-ci (pas très pratique ni facile quand on a des gros doigts ou qu'on imprime avec le caisson totalement fermé). La chaine Youtube Qiditech propose cette vidéo pour le processus de changement de filament Nivelage du lit d'impression Le capteur Bltouch est à la fois: le dispositif permettant de détecter la mise à l'origine de l'axe Z (remplace l'interrupteur de fin de course) une sonde permettant de réaliser la topographie (maillage / mesh) via le palpage du plateau suivant une matrice de points 9x9 (8x8 avec le firmware originel) [bed_mesh] speed: 150 horizontal_move_z: 10 mesh_min: 30,15 mesh_max: 310,310 probe_count: 9,9 algorithm: bicubic bicubic_tension: 0.2 mesh_pps: 4, 4 [bltouch] sensor_pin: ^MKS_THR:gpio21 control_pin: MKS_THR:gpio11 stow_on_each_sample: False x_offset: 28 y_offset: 4.4 z_offset: 0.0 speed: 10 #5 samples: 2 samples_result: average sample_retract_dist: 3.0 samples_tolerance: 0.08 samples_tolerance_retries: 3 Une fois le réglage du Zoffset puis de la topographie du plateau faits via l'écran tactile, le maillage palpé est enregistré dans le fichier printer.cfg tout à la fin : #*# <---------------------- SAVE_CONFIG ----------------------> #*# DO NOT EDIT THIS BLOCK OR BELOW. The contents are auto-generated. #*# … #*# #*# [bed_mesh default] #*# version = 1 #*# points = #*# -0.426250, -0.312500, -0.252500, -0.201250, -0.303750, -0.256250, -0.220000, -0.217500, -0.323750 #*# -0.207500, -0.126250, -0.111250, -0.066250, -0.113750, -0.090000, -0.100000, -0.107500, -0.147500 #*# 0.000000, 0.008750, 0.057500, 0.058750, 0.036250, 0.041250, 0.030000, -0.001250, -0.020000 #*# 0.071250, 0.086250, 0.126250, 0.153750, 0.127500, 0.122500, 0.108750, 0.072500, 0.038750 #*# 0.022500, 0.127500, 0.192500, 0.198750, 0.086250, 0.162500, 0.150000, 0.138750, 0.020000 #*# 0.173750, 0.190000, 0.190000, 0.213750, 0.213750, 0.183750, 0.206250, 0.143750, 0.125000 #*# 0.165000, 0.200000, 0.210000, 0.256250, 0.210000, 0.175000, 0.178750, 0.123750, 0.145000 #*# 0.150000, 0.175000, 0.226250, 0.216250, 0.180000, 0.192500, 0.172500, 0.160000, 0.100000 #*# 0.025000, 0.136250, 0.187500, 0.198750, 0.091250, 0.187500, 0.170000, 0.180000, 0.026250 #*# tension = 0.2 #*# min_x = 30.0 #*# algo = bicubic #*# y_count = 9 #*# mesh_y_pps = 4 #*# min_y = 15.0 #*# x_count = 9 #*# max_y = 309.96 #*# mesh_x_pps = 4 #*# max_x = 310.0 Dans l'interface Web Fluidd, on peut visualiser ce maillage : Malgré la représentation ci-dessus, une fois le Zoffset correctement réglé, je n'ai rencontré aucun problème avec les pièces imprimées (pas de gauchissement, pas de décollement, …). A noter que Qiditech gère le «z_offset» via l'écran d’étalonnage puis sauvegarde la valeur trouvée non pas à la fin du fichier «printer.cfg» mais stocke cette valeur dans le fichier de configuration de l'écran (config.mksini). Inconvénient de cette méthode: on ne peut plus utiliser les outils habituels de Klipper (probe_calibrate, …) et surtout il faut laisser le z_offset à 0 dans la section [bltouch]. Compensation de résonance La puce ADXL345 est située sur la carte fille au niveau de la tête. Avec une imprimante CoreXY, comme la X-Max 3, la calibration se trouve facilitée. Avec mes autres imprimantes non CoreXY (des «bed slinger», le plateau se déplace sur l'axe Y), il faut ou deux ADXL345 (un par axe) ou déplacer le matériel de la tête au plateau. [adxl345] cs_pin: MKS_THR:gpio13 spi_software_sclk_pin: MKS_THR:gpio14 spi_software_mosi_pin: MKS_THR:gpio15 spi_software_miso_pin: MKS_THR:gpio12 axes_map: -x, z, -y [resonance_tester] accel_chip: adxl345 probe_points: 160, 160, 10 Une fois le processus de tests des fréquences de vibrations réalisé, le résultat (type de compensation et fréquence pour chaque axe ) est enregistré à la fin du printer.cfg dans la section réservée : #*# <---------------------- SAVE_CONFIG ----------------------> #*# DO NOT EDIT THIS BLOCK OR BELOW. The contents are auto-generated. #*# #*# [input_shaper] #*# shaper_type_x = ei #*# shaper_freq_x = 53.8 #*# shaper_type_y = zv #*# shaper_freq_y = 45.2 J'ai ajouté l'extension «G-Code Shell Command» (un script Python) de KIAUH (Kiauh est installé dans le répertoire de l'utilisateur «mks»), puis créé les scripts shell et les macros Gcode nécessaires pour produire les graphiques : # Process csv files issued from "input_shaping" to obtain png files # [gcode_macro PROCESS_SHAPER_DATA] description: process csv file to png gcode: RUN_SHELL_COMMAND CMD=adxl_x RUN_SHELL_COMMAND CMD=adxl_y [gcode_shell_command adxl_x] command: sh /home/mks/klipper_config/shell_commands/adxl_x.sh timeout: 300. verbose: True [gcode_shell_command adxl_y] command: sh /home/mks/klipper_config/shell_commands/adxl_y.sh timeout: 300. verbose: True # Pour faire une sauvegarde "régulière" via Github # https://github.com/th33xitus/kiauh/wiki/How-to-autocommit-config-changes-to-github%3F # [gcode_shell_command backup_cfg] command: sh /home/mks/klipper_config/shell_commands/autocommit.sh timeout: 30. verbose: True [gcode_macro BACKUP_CFG] gcode: RUN_SHELL_COMMAND CMD=backup_cfg Ce fichier shell_command.cfg est inclus au début du fichier printer.cfg via une directive [include shell_command.cfg]. Un répertoire nommé «shell_commands» est créé dans ~/klipper_config dans lequel je stocke les scripts shell. Exemple pour l'axe X (remplacer x par y pour obtenir le script de l'axe Y) : #!/bin/sh # # Create PNG from csv file issued after INPUT_SHAPING, X axis # # Paths # Qiditech use the old configuration ~/klipper_config # DATE=$(date +"%Y%m%d") SCRIPTS="/home/mks/klipper/scripts/calibrate_shaper.py" CSV_FILE="/tmp/calibration_data_x_*.csv" PNG_FILE="/home/mks/klipper_config/shaper_calibrate_x_$DATE.png" $SCRIPTS $CSV_FILE -o $PNG_FILE L'appel de la macro «PROCESS_SHAPER_DATA» dans la console Fluidd permet d'obtenir les graphiques suivants. Étant enregistrés dans ~/klipper_config, ils sont facilement téléchargeables sur un matériel informatique (clic droit sur le fichier, téléchargé) Reste de la configuration Emplacement du stockage de la carte SD virtuelle : [virtual_sdcard] path: ~/gcode_files Quelques paramètres utiles ( exclusion d'objet, gestion des courbes, délai d'inactivité ) : [exclude_object] [gcode_arcs] resolution: 0.1 # 1.0 [idle_timeout] timeout: 5400 # en secondes Voilà pour l'essentiel du fichier «printer.cfg» Les macros Pour les macros fournies par Qiditech, je ne détaille pas plus que cela et livre seulement le contenu Les seules modifications que j'ai apportées sont principalement cosmétiques (remplacement des «=» par «:», suppression / ajout d'espaces pour les indentations, suppression de lignes vides, …). Remarques à propos de ces macros: Fulidd et Mainsail utilisent désormais tous deux un fichier de configuration (client.cfg) qui propose : des macros PAUSE, RESUME, CANCEL_PRINT plus abouties et facilement configurables via l'ajout au début du fichier printer.cfg d'une macro Gcode _CLIENT_VARIABLE, quelques directives Klipper ( virtual_sdcard, pause_resume, display_status, respond ) Il n'y a pas les macros START_PRINT / END_PRINT habituelles, permettant d'être intégrées dans les sections dévolues au Gcode de début / fin des trancheurs. Cependant Qiditech utilise le système KAMP (Klipper Adaptive Meshing & Purging) pour réduire le temps de palpage en fonction de la taille du fichier imprimé Pas de macro M600 (facile à ajouter) La macro M106 gère les trois ventilateurs (refroidissement filament, refroidissement auxiliaire, extraction air) Plusieurs macros xx29 (1029, 4029, 8029) probablement utilisées en association avec l'écran le M141 gère le chauffage de la chambre … C'est tout pour ajourd'hui. Le test final approche (ou pas).

 1 point
1 point