Classement




Contenu populaire
Contenu avec la plus haute réputation dans 10/01/2024 dans Messages
-
mauvaise idée l'étamage de fils dans un bornier (ou dans une cosse sertie) l'écrasement est moindre et si ça chauffe, l'étamage ramollit et le fil se retrouve desserré. Pour le bornier il y a ça : Klauke 705K Cosse à embout 0.50 mm² 1 mm² partiellement isolé rouge 1 pc(s) - Conrad Electronic France ou ça Connecteur de fil électrique E0508 100 1008 1508, embouts isolés, terminal nuits, fin, CriAJpolitiquement, fil pour 6mm, 2508 pièces (aliexpress.com)3 points
-
Bonjour, nous serons ravis de répondre à vos questions concernant la tomographie de pièces imprimées en FDM. Ce type de scanner est en effet très onéreux mais il reste la solution de la prestation de service : https://www.lesimprimantes3d.fr/annuaire/fiche/tomometrix et voici un exemple de tomographie sur pièce FDM : www.tomometrix.com3 points
-
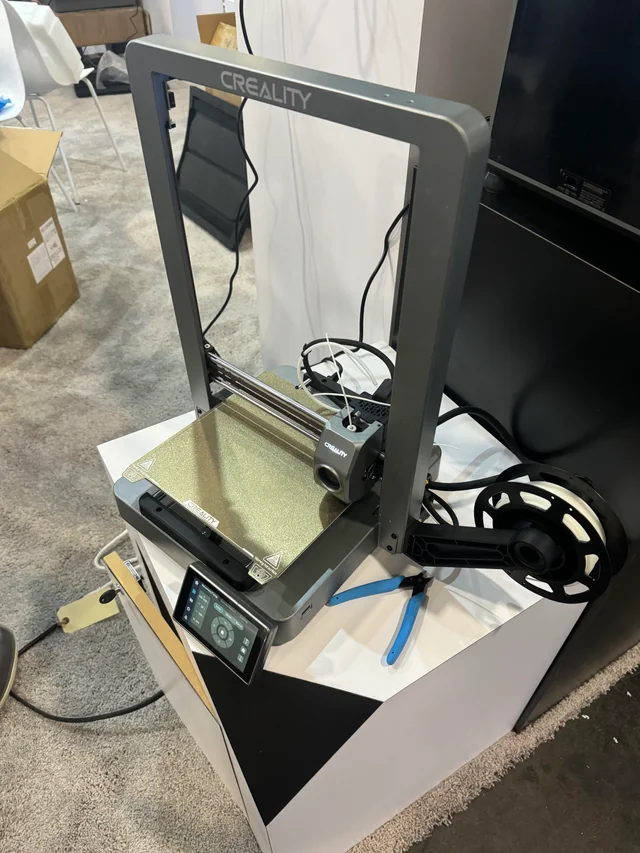
Pour creality, sur le stand la K1C et a priori une nouvelle version de la ender3 V3 ? des différences vis à vis de la V3 KE et SE? image Reddit Une conférence de Creality demain edit : 600mm/s théorique, guidage linéaire X tubulaire.
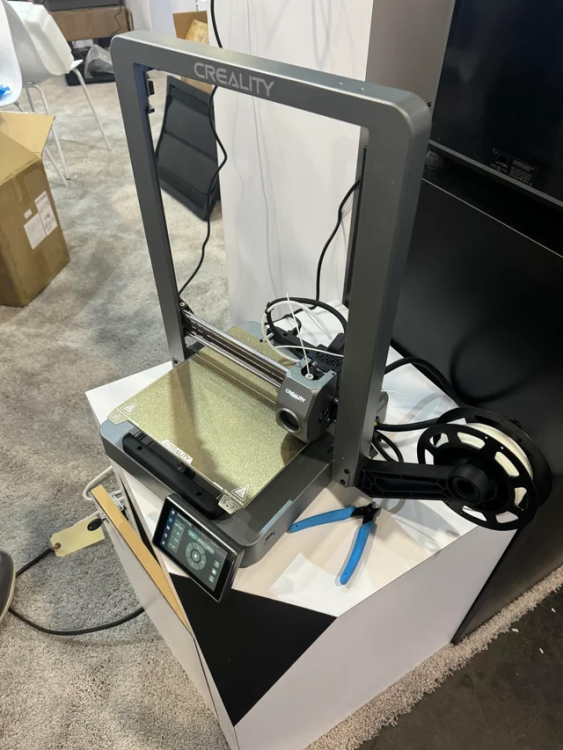
 3 points
3 points -
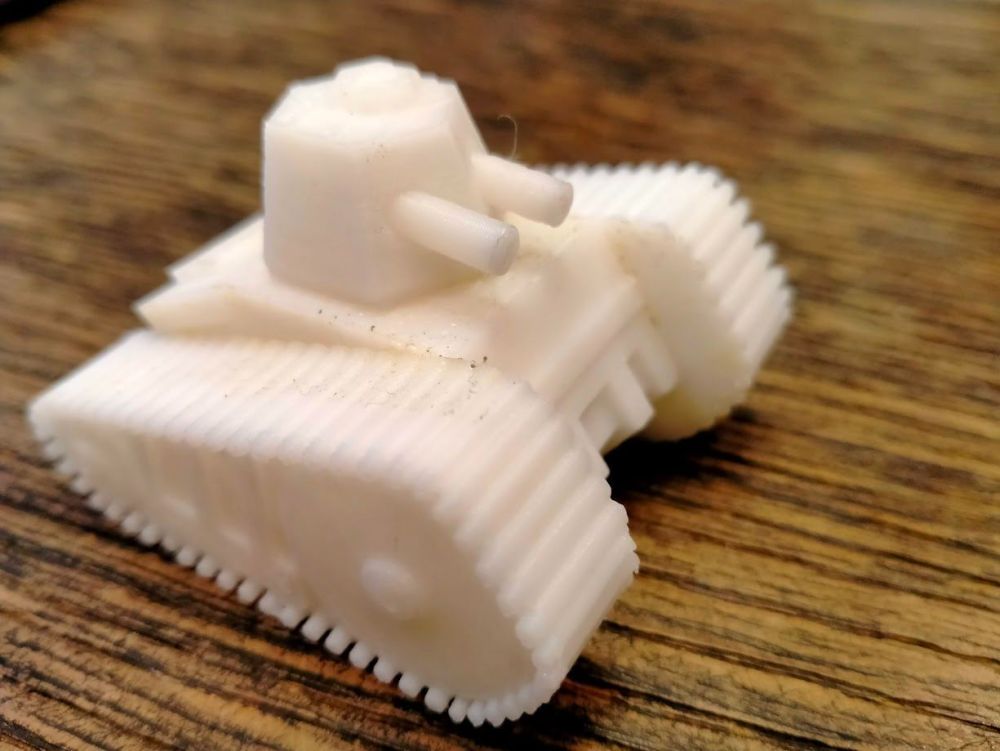
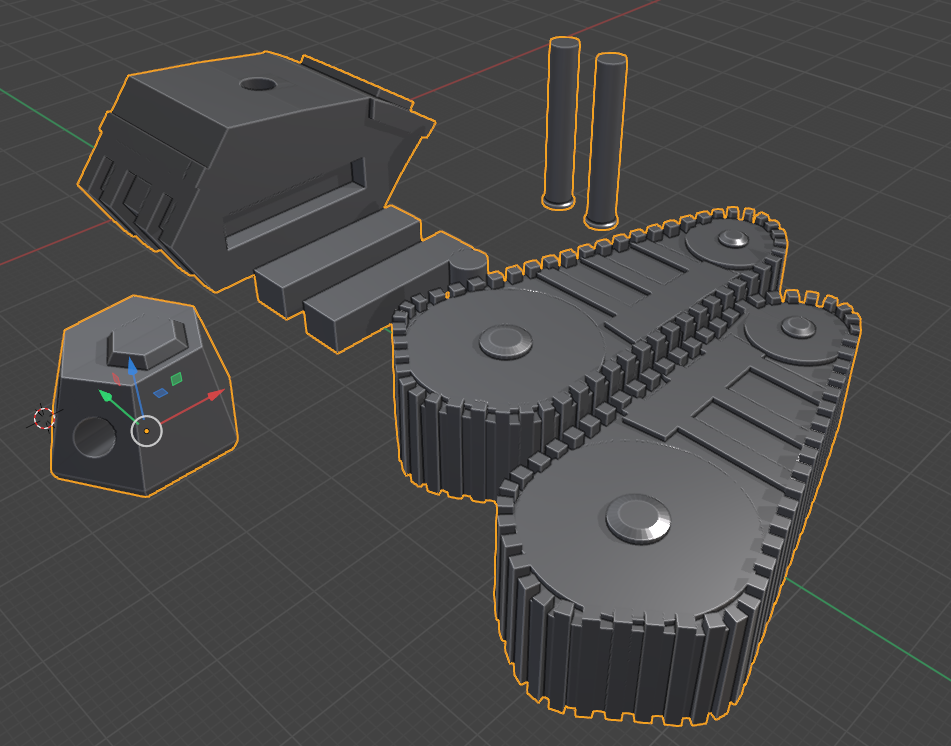
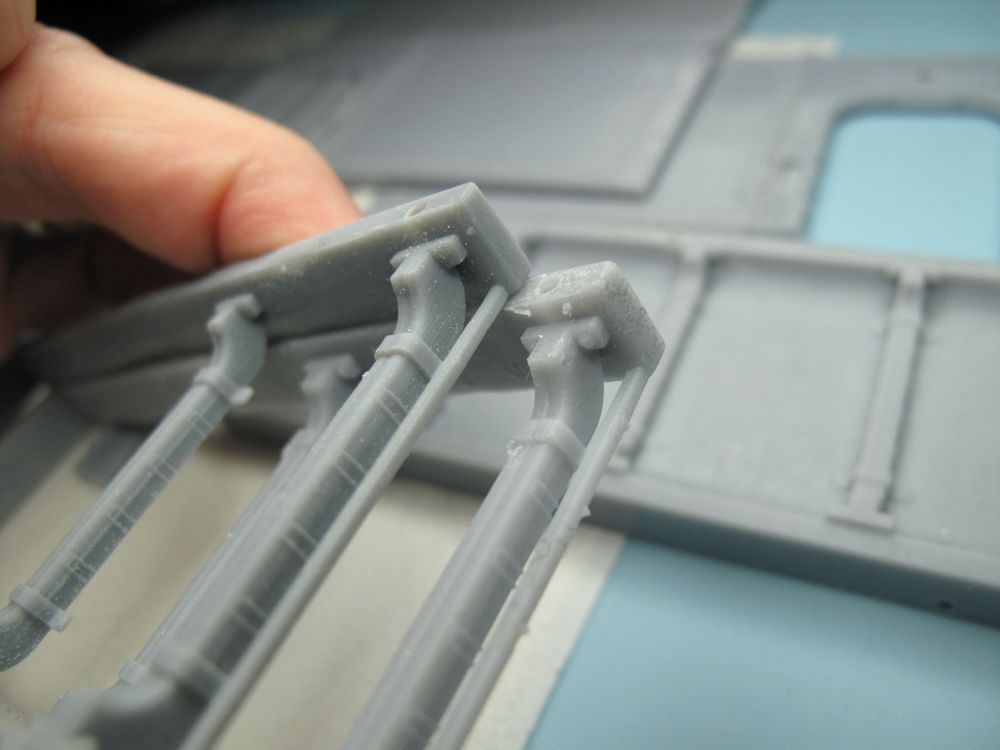
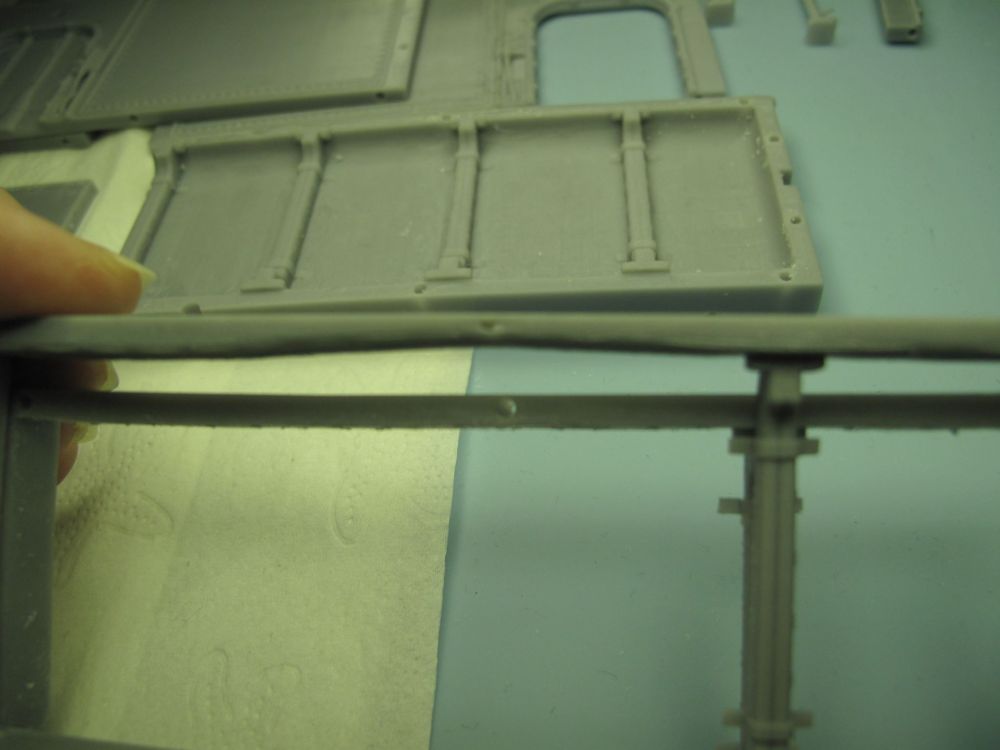
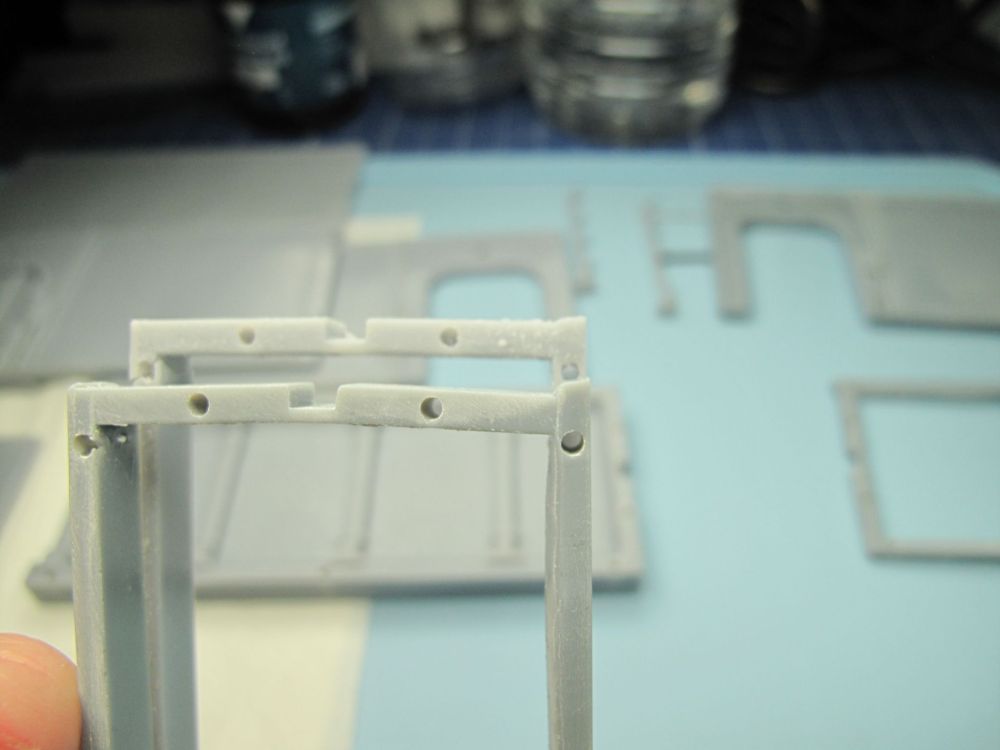
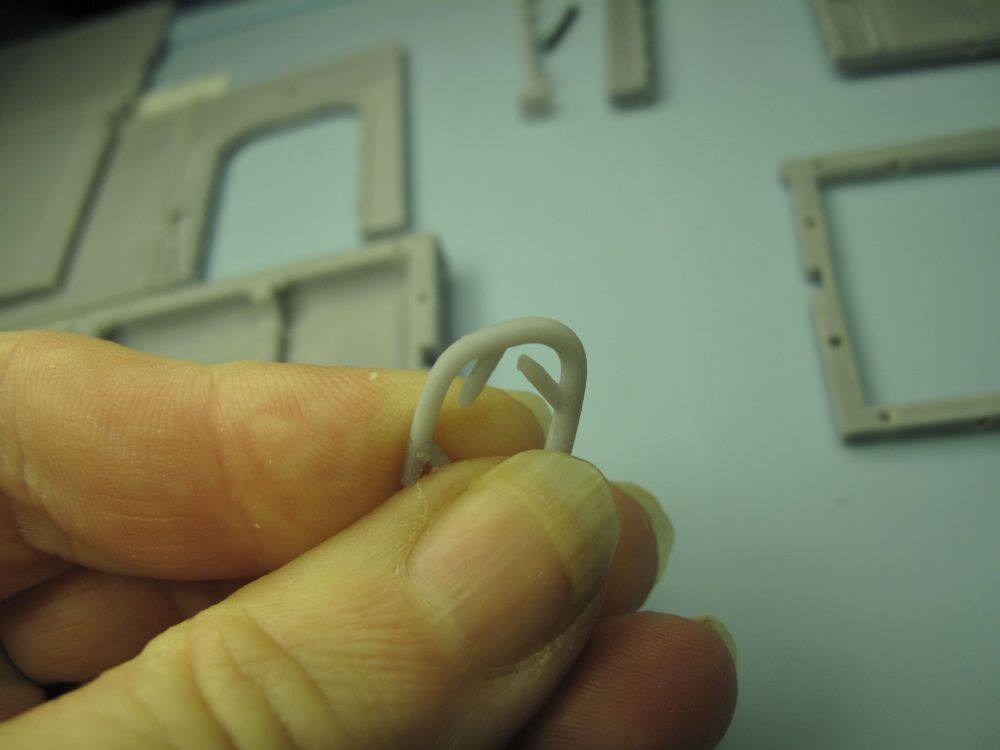
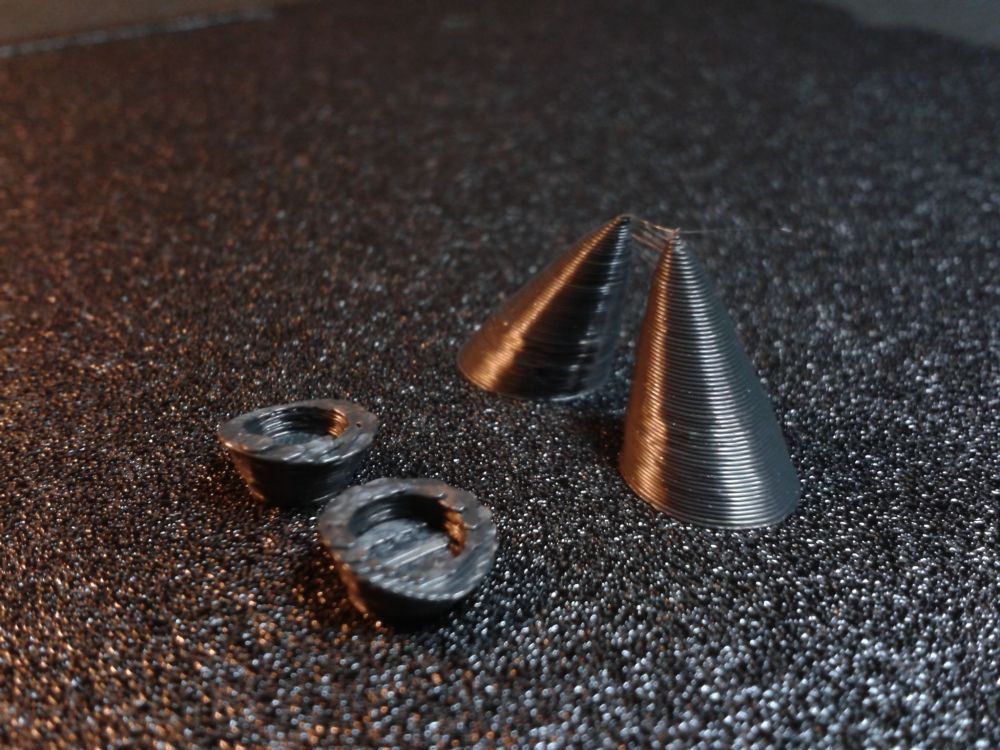
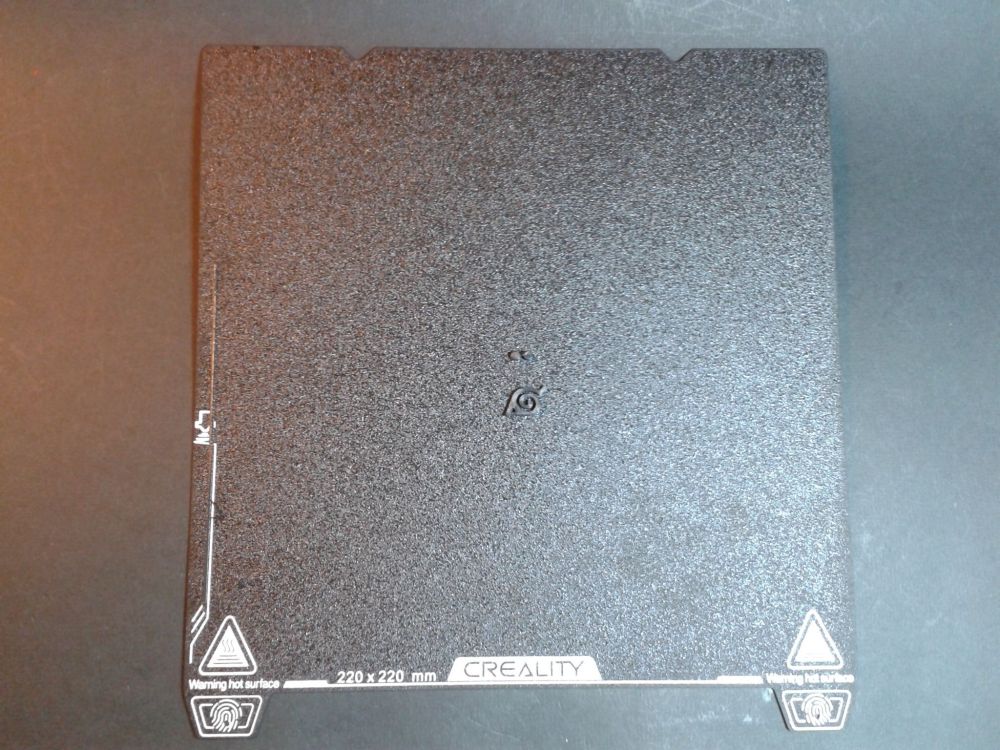
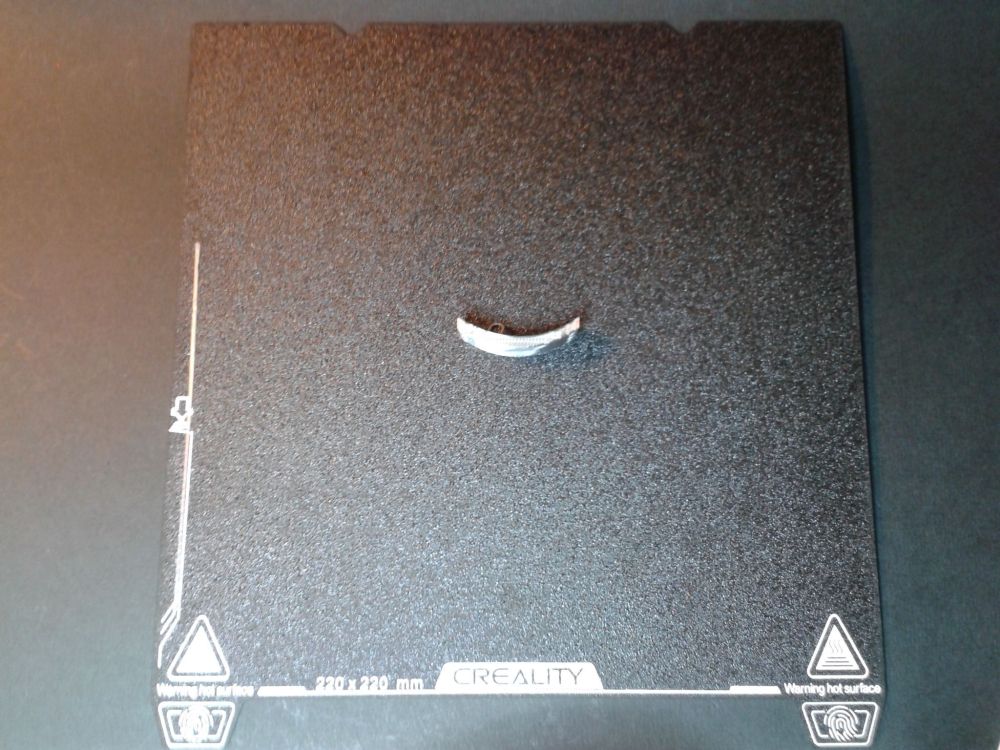
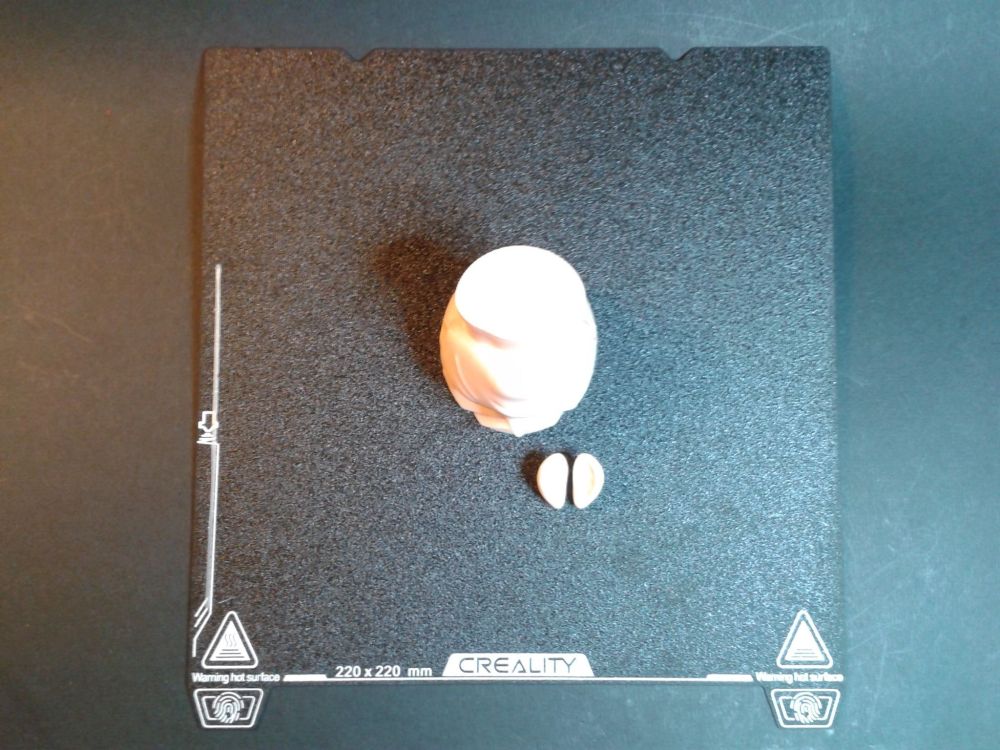
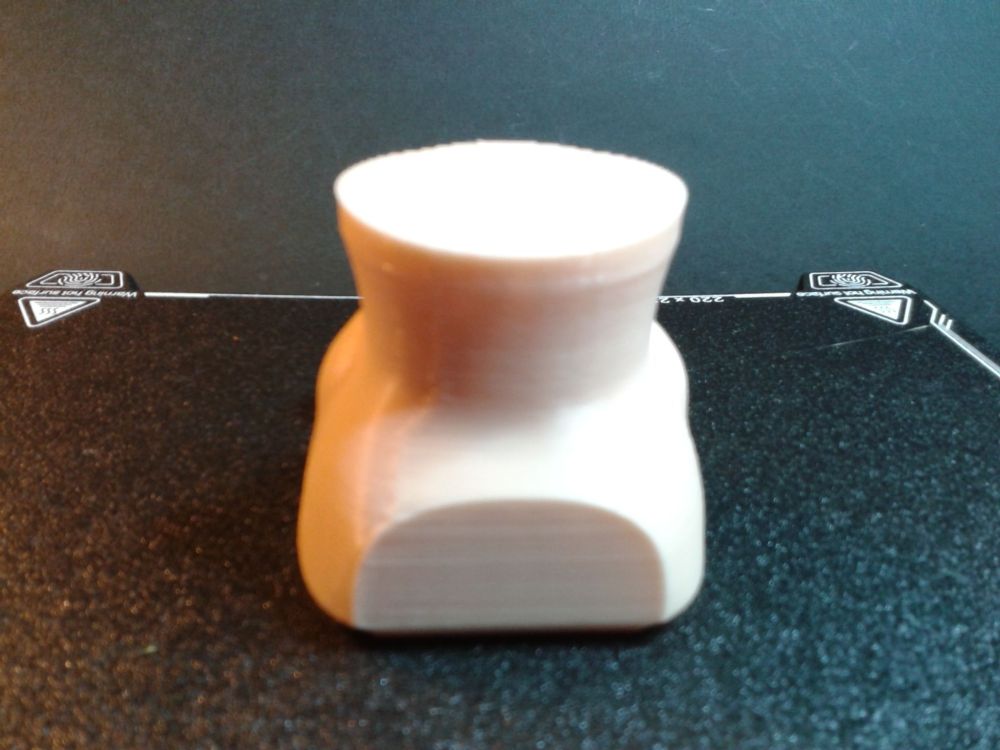
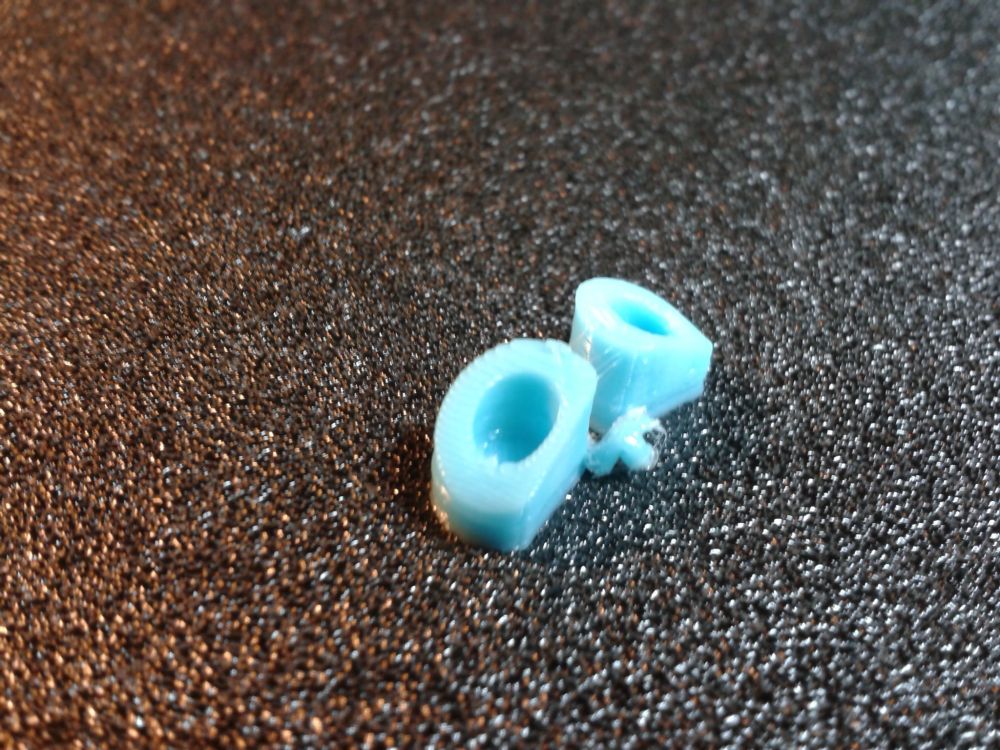
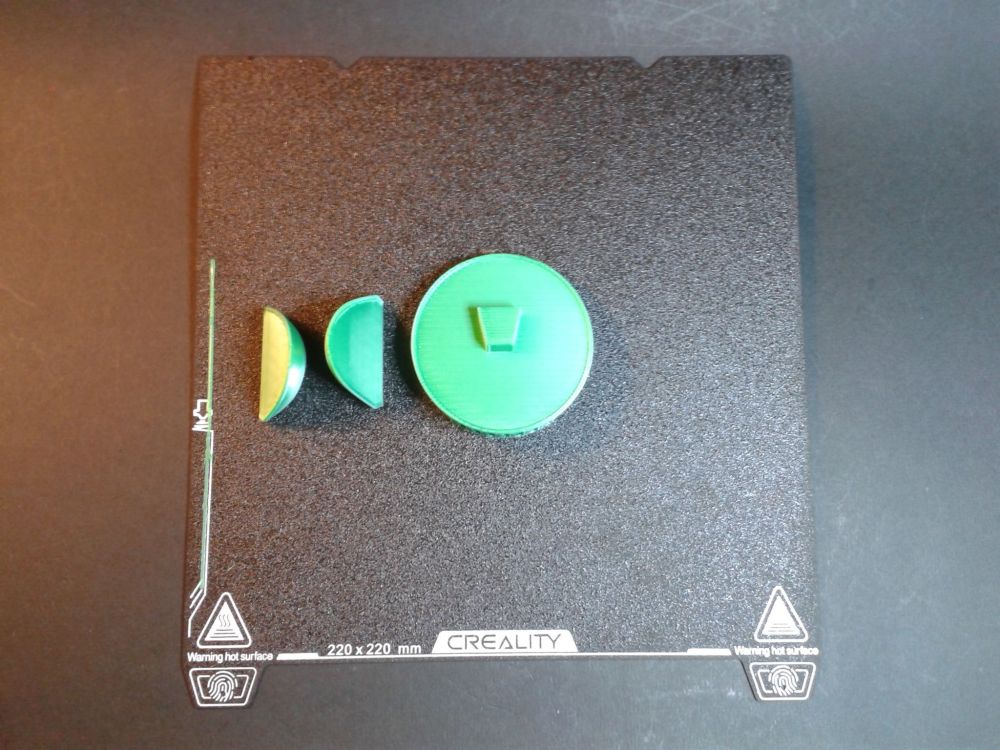
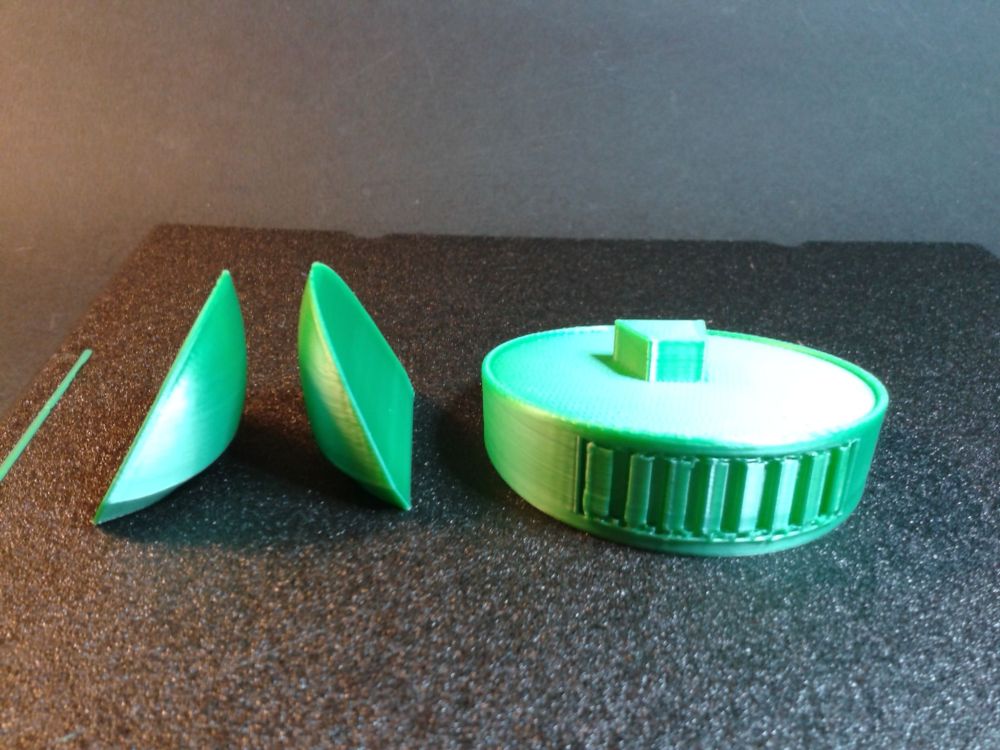
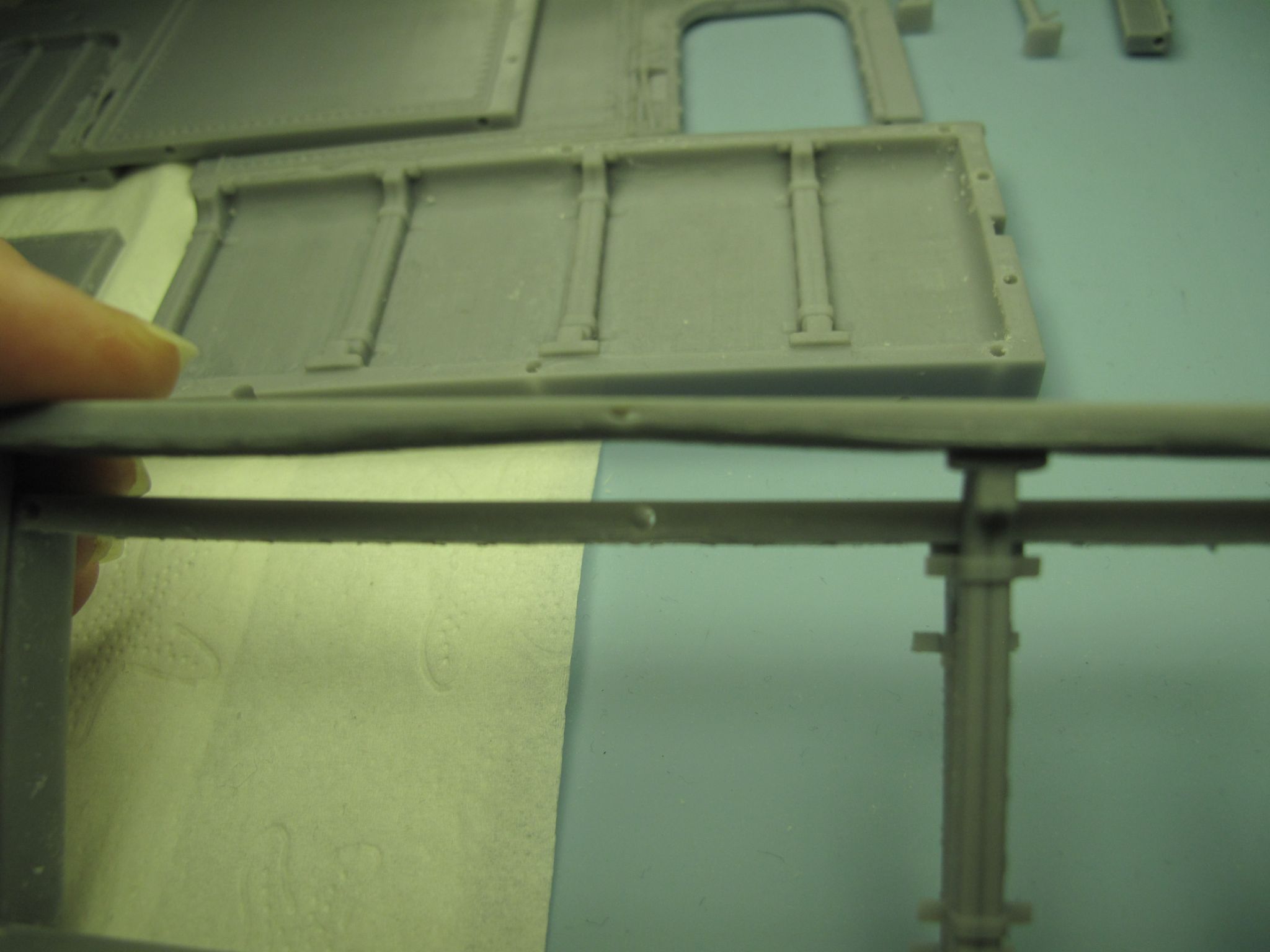
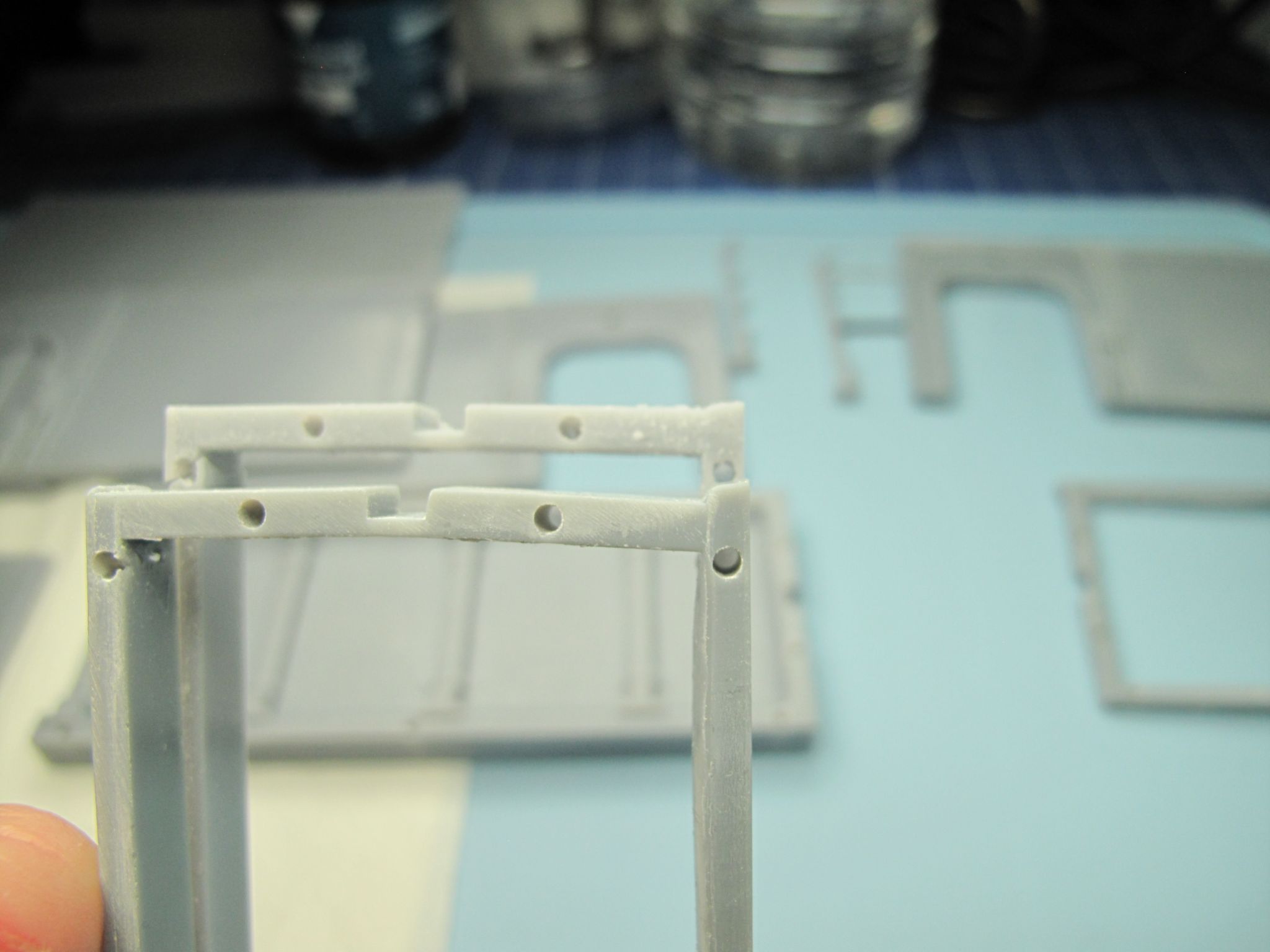
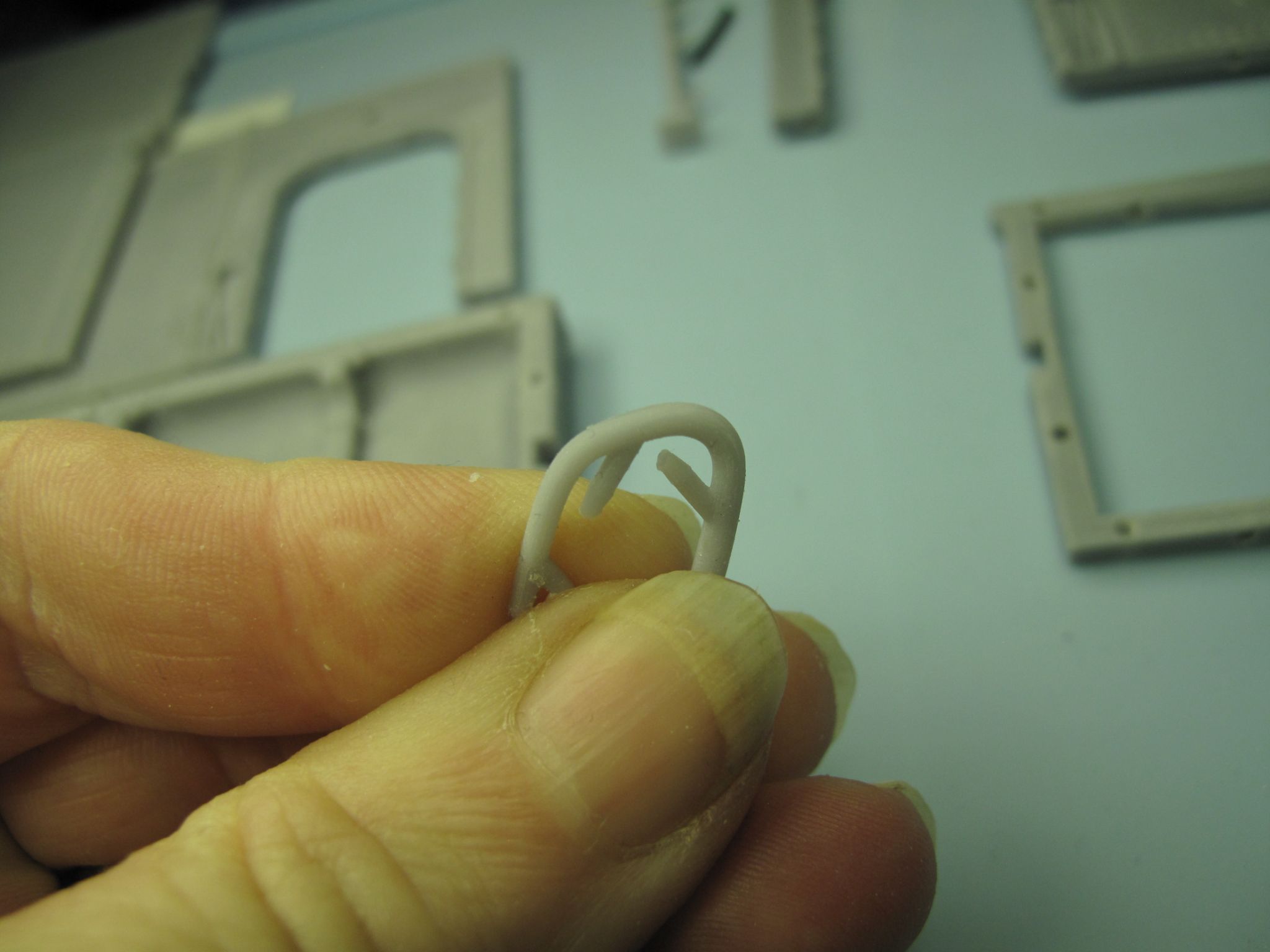
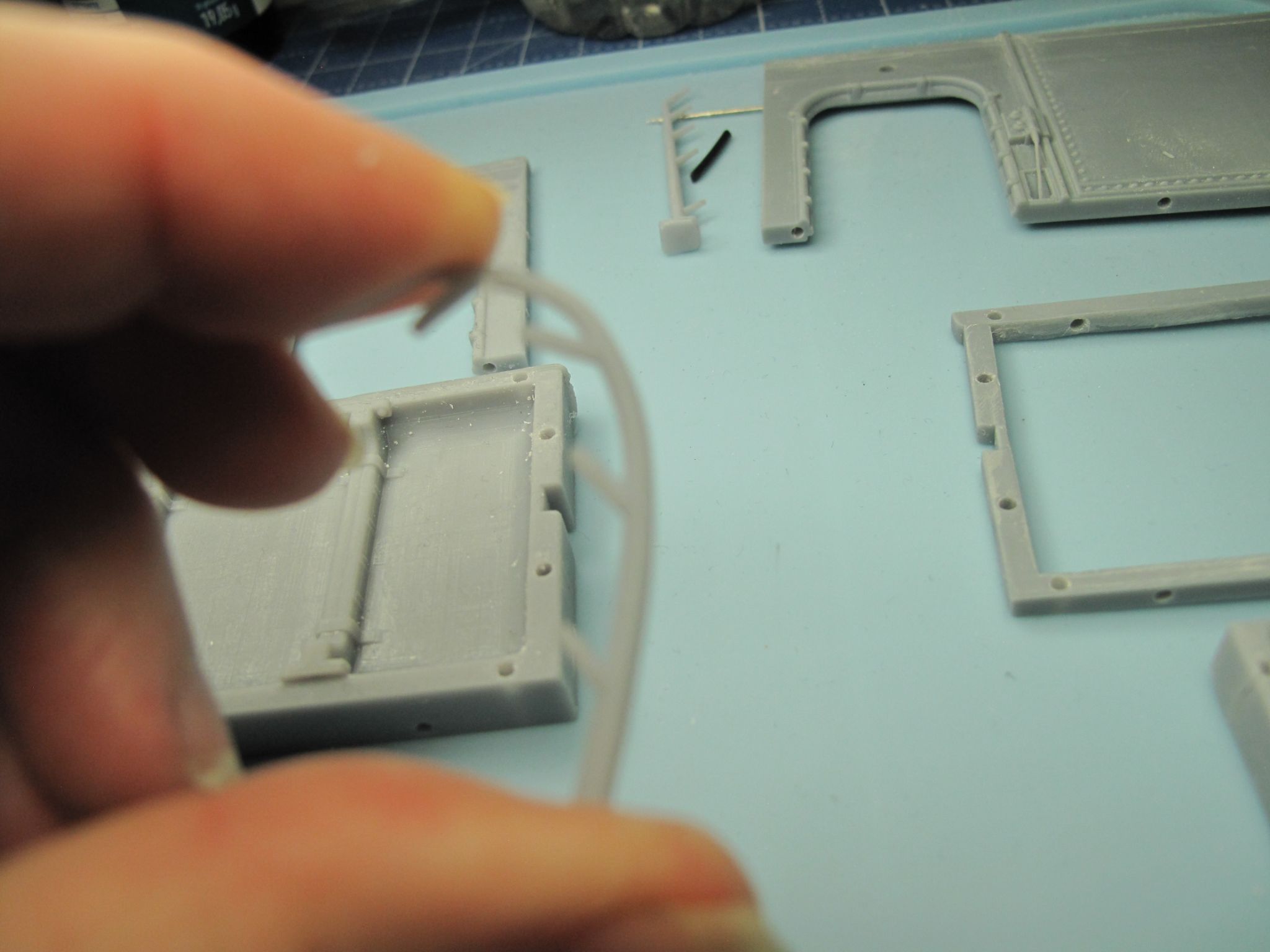
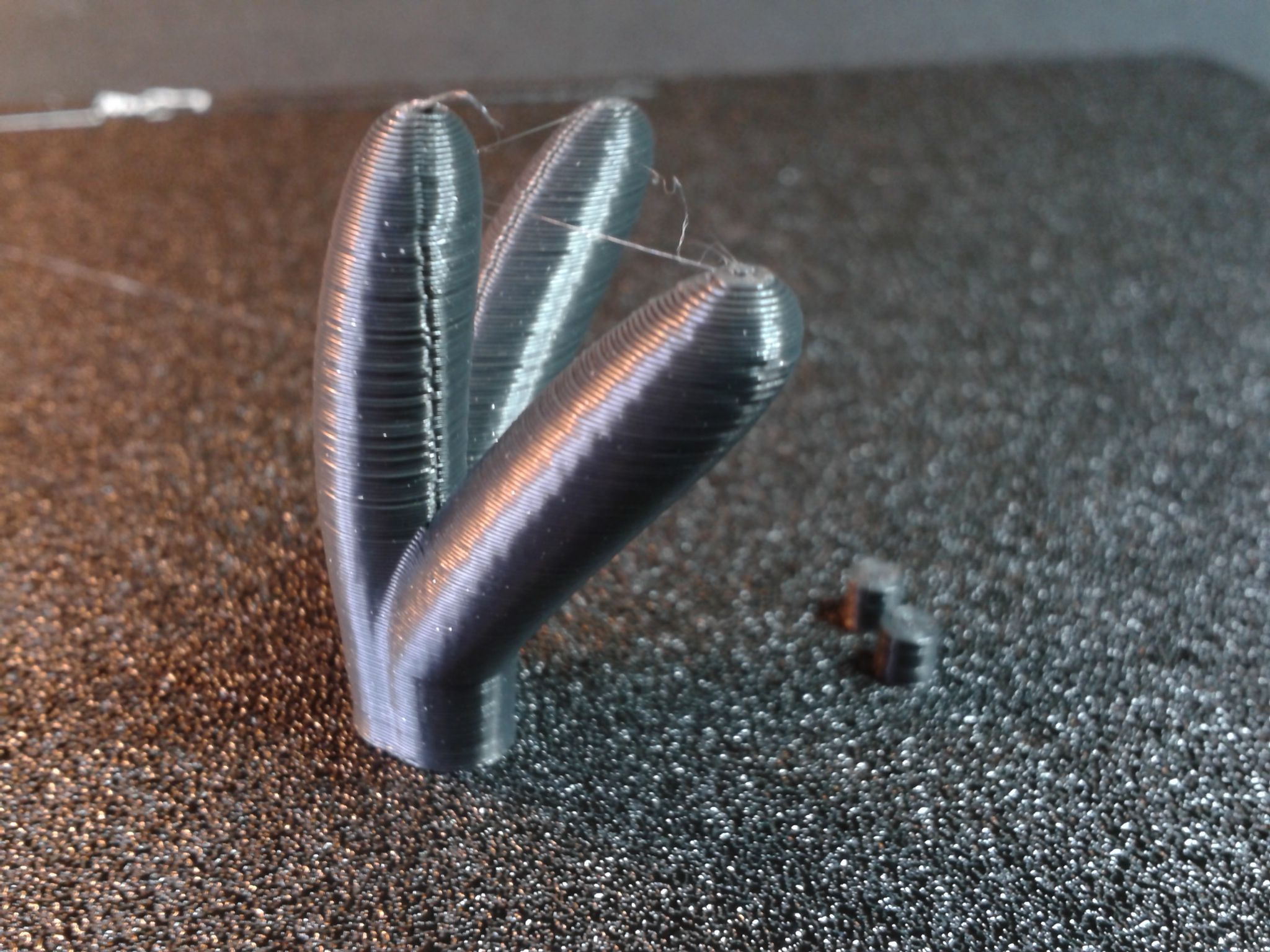
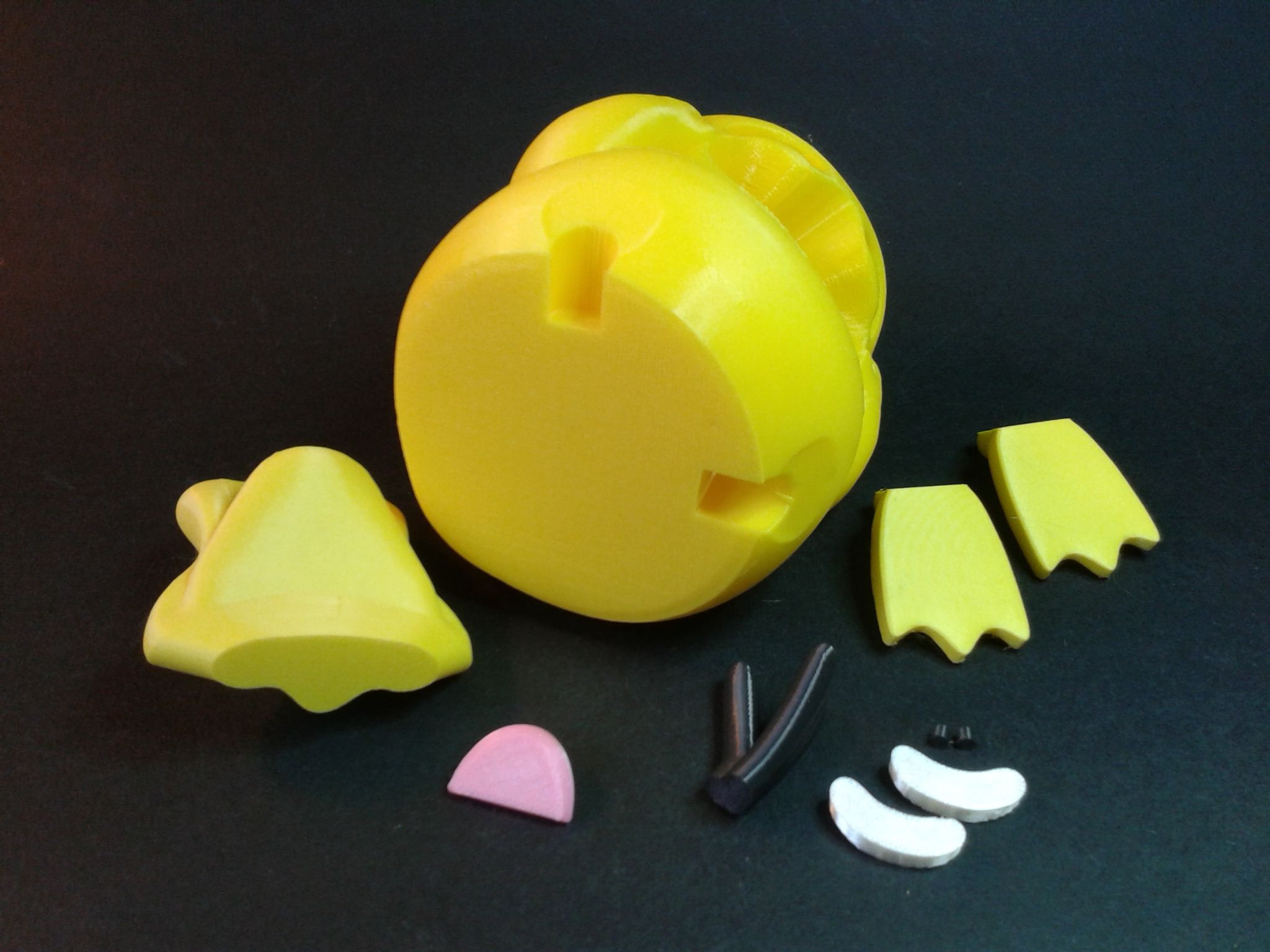
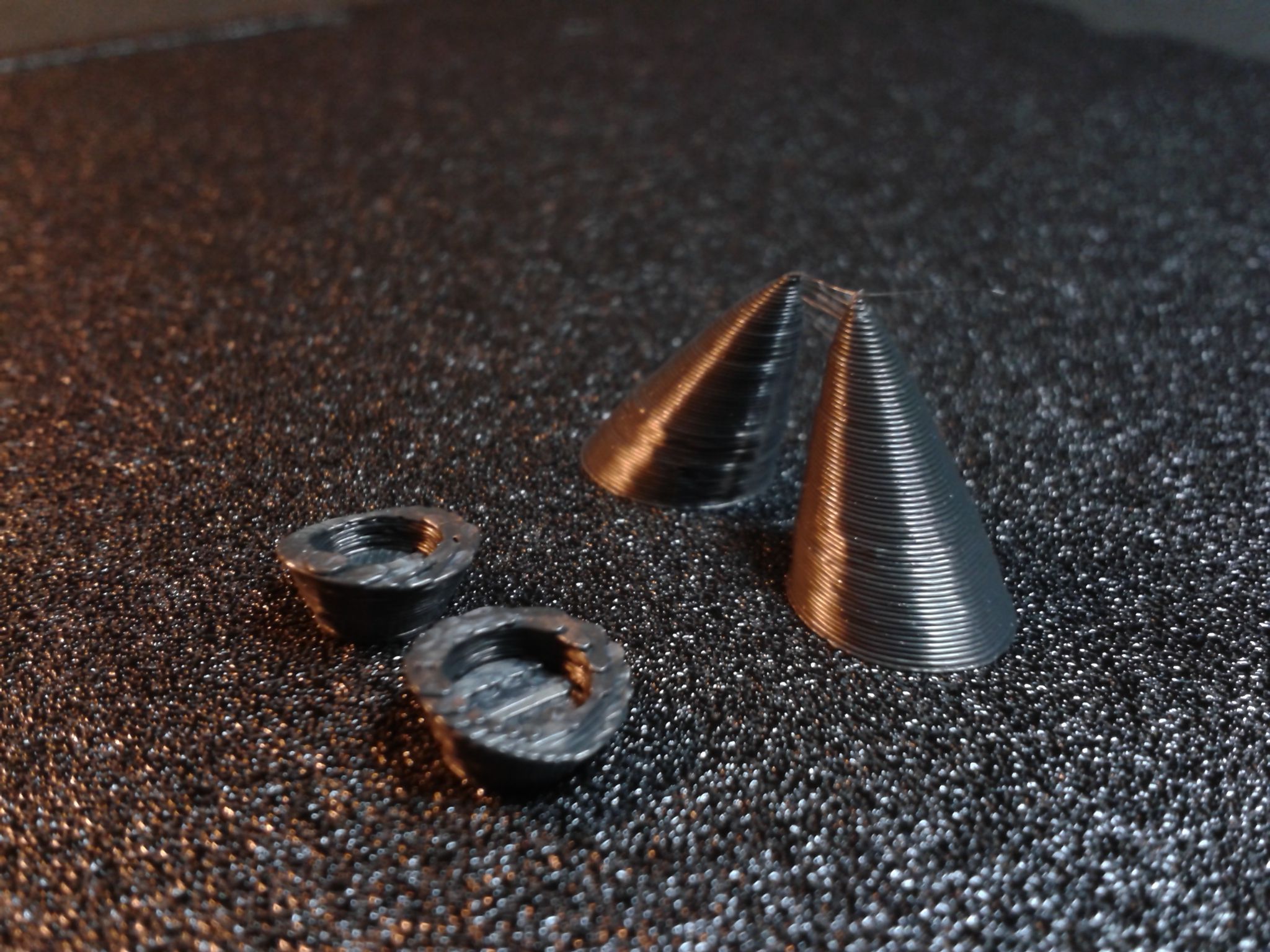
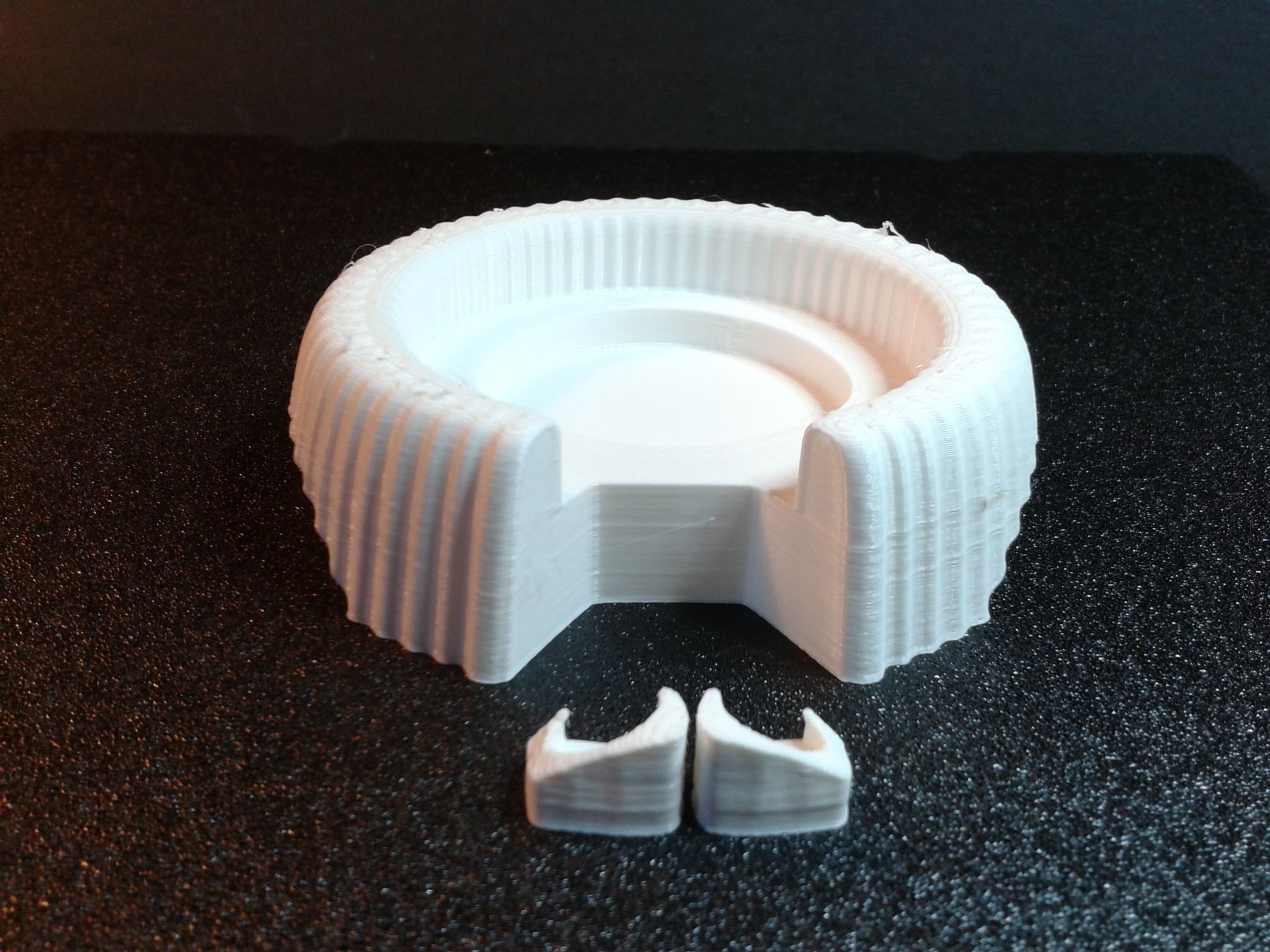
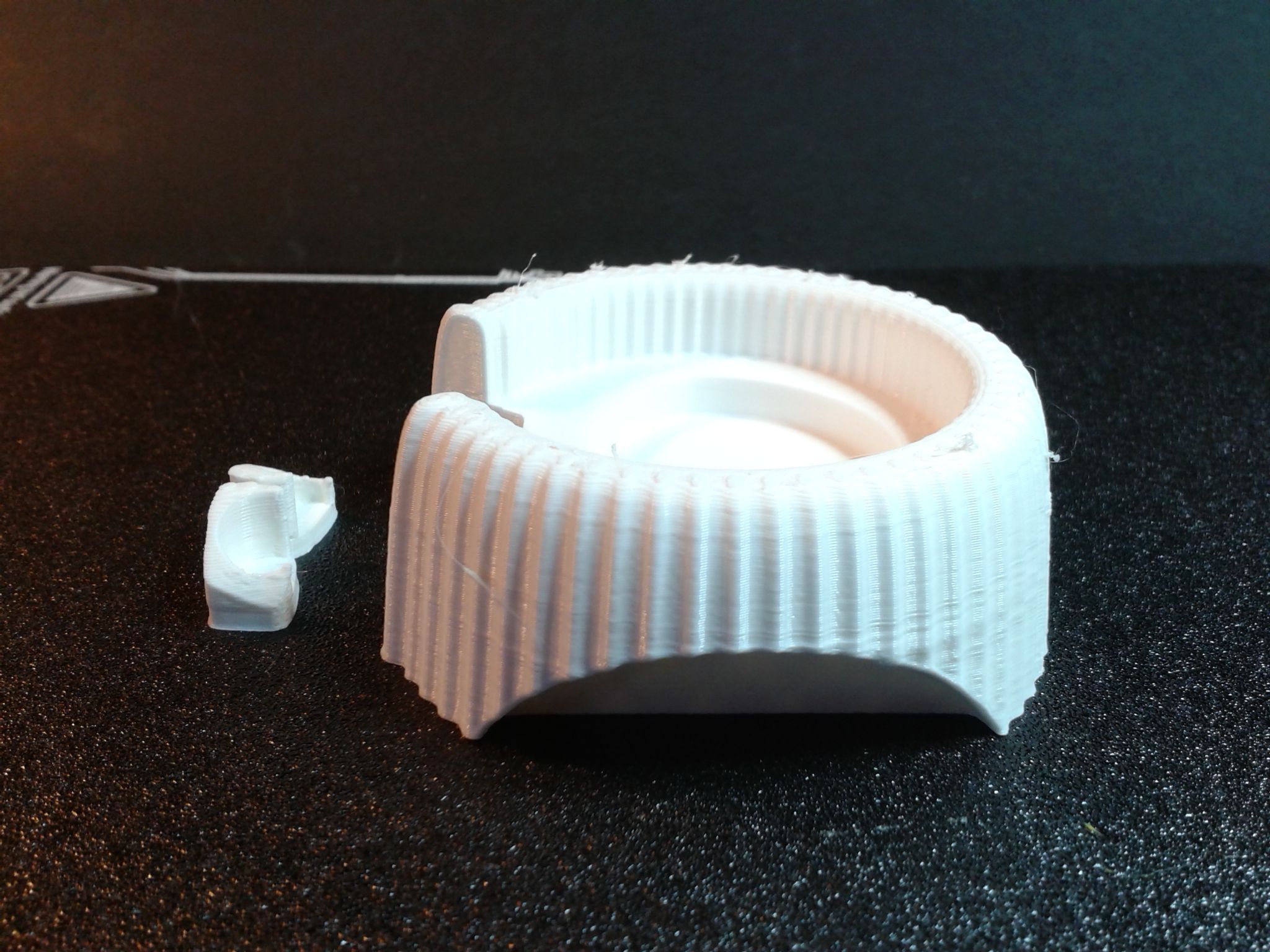
Bonjour, En espérant alimenter davantage ce post par la suite, je vous partage ma première réalisation, la modélisation a été réalisée assez rapidement sur Blender. Ce sont différents éléments que je voulais assembler avec des tenons, mais malheureusement, les tenons ne rentraient pas dans les trous. J'ai donc collé les éléments. Je suis activement occupé à tenter de régler ces problèmes de précision, j'espère y arriver... La modélisation dans Blender n'est pas vraiment très propre, en termes de topologie par exemple, puisque ce sont, pour de nombreuses parties, des parties fusionnées avec des opérations booléennes. Ce qui importe peu pour l'impression.
.thumb.jpg.c0fea85acebecf84bafc5548cd977019.jpg)
 2 points
2 points -
Peut-être une piste pour le capteur XYZ de vibrations. ? https://fr.aliexpress.com/item/1005006187718155.html?spm=a2g0o.store_pc_promotion.promoteWysiwyg_2006991141421.0&gatewayAdapt=glo2fra
 2 points
2 points -
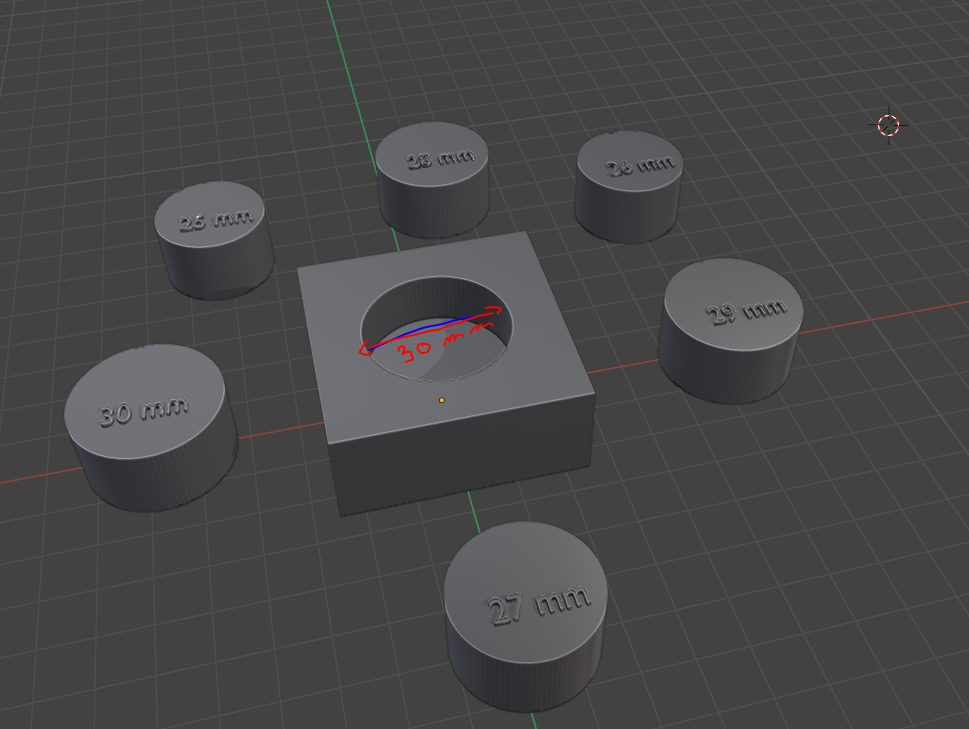
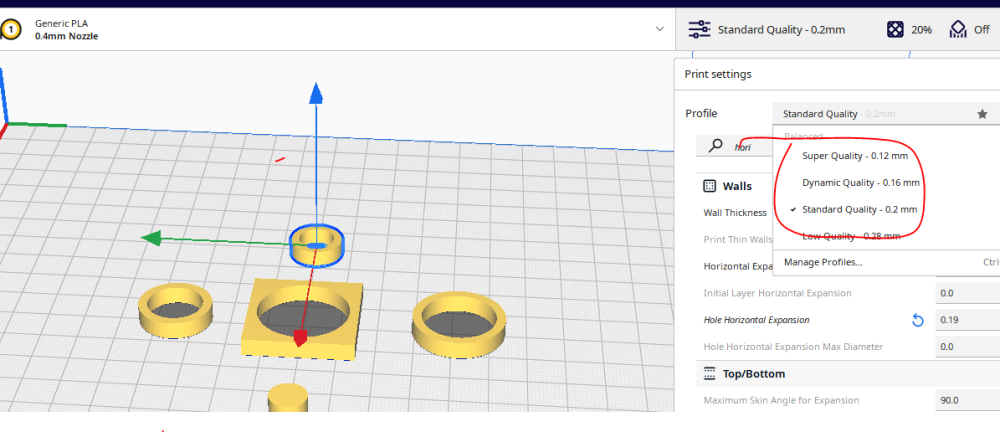
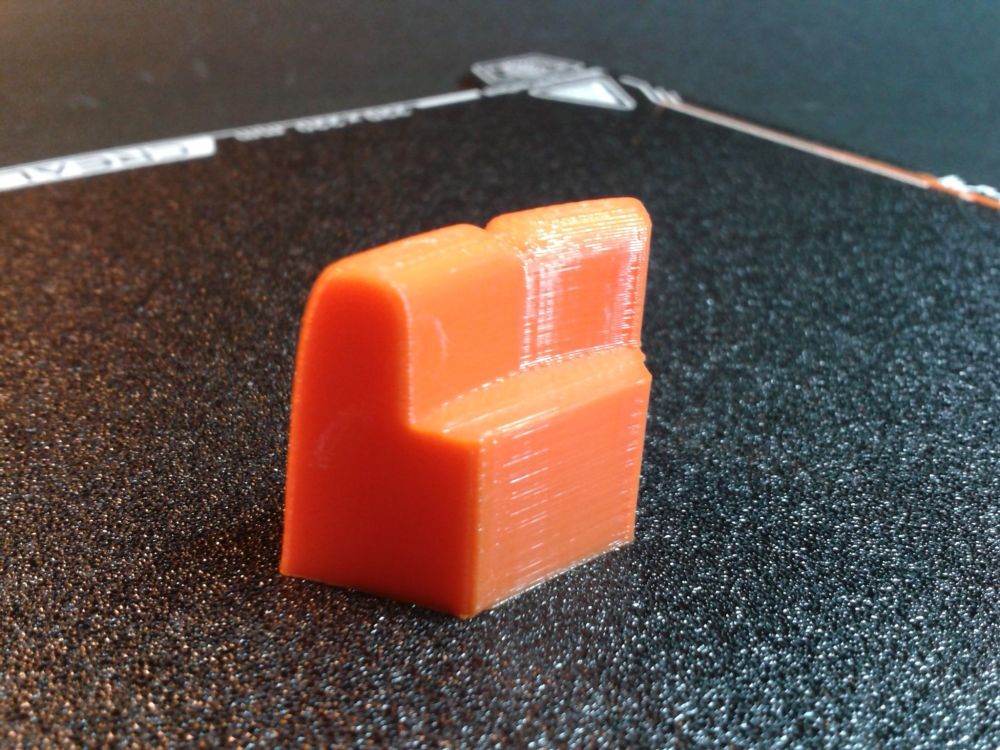
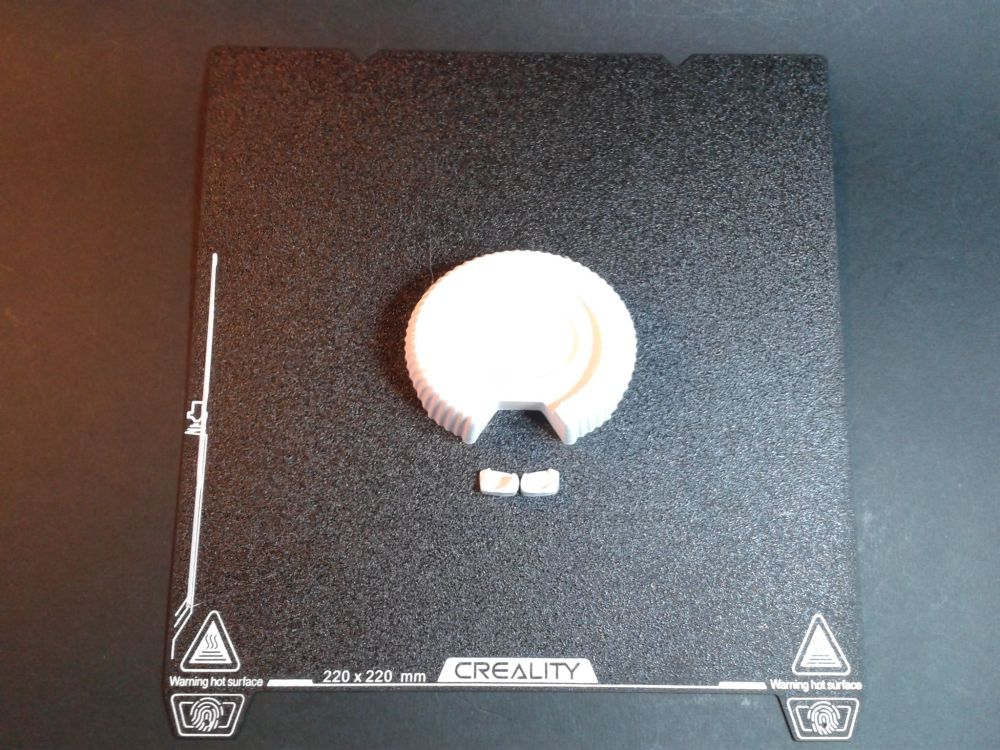
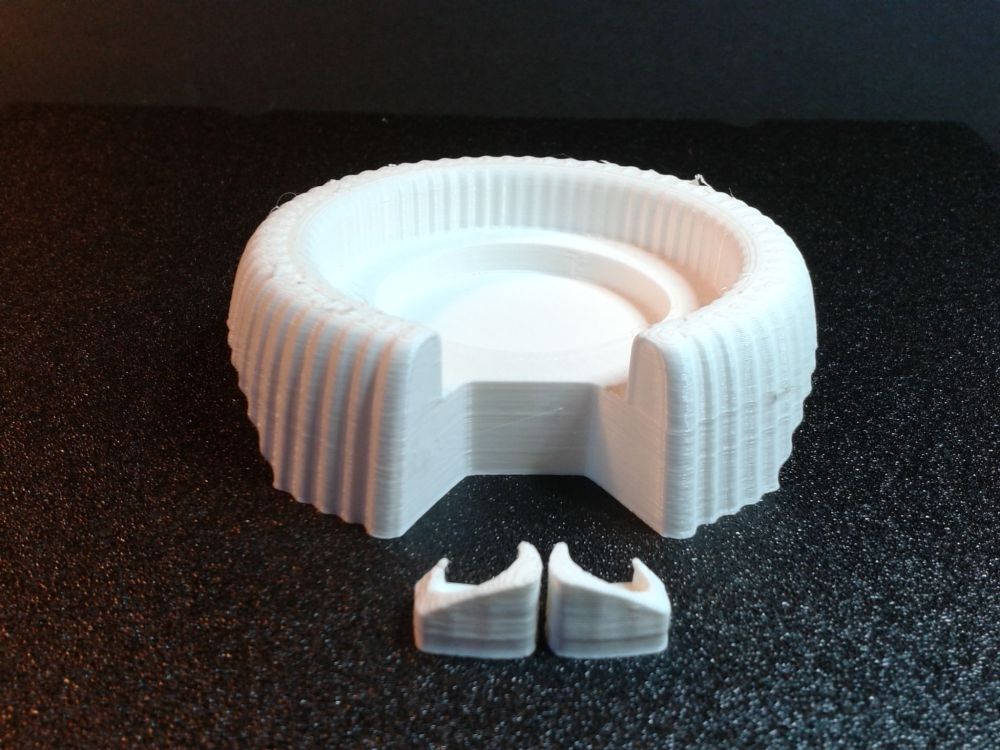
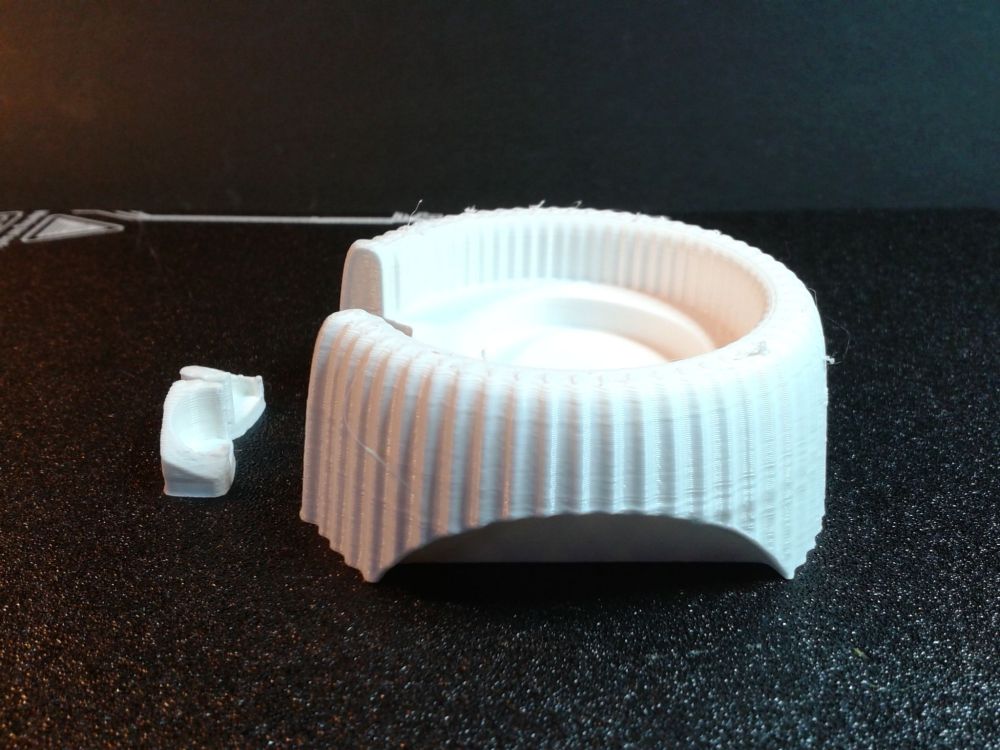
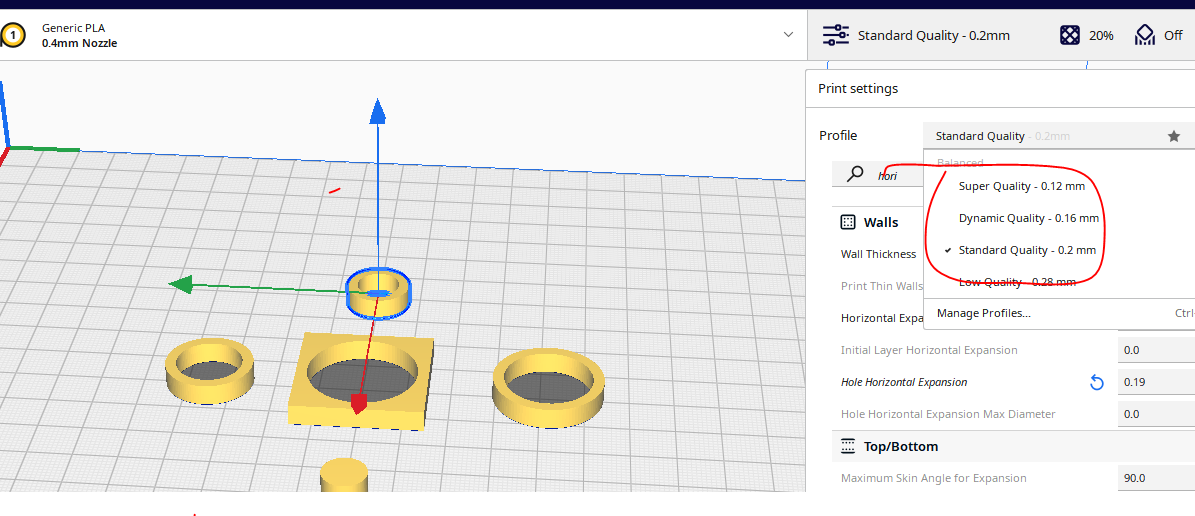
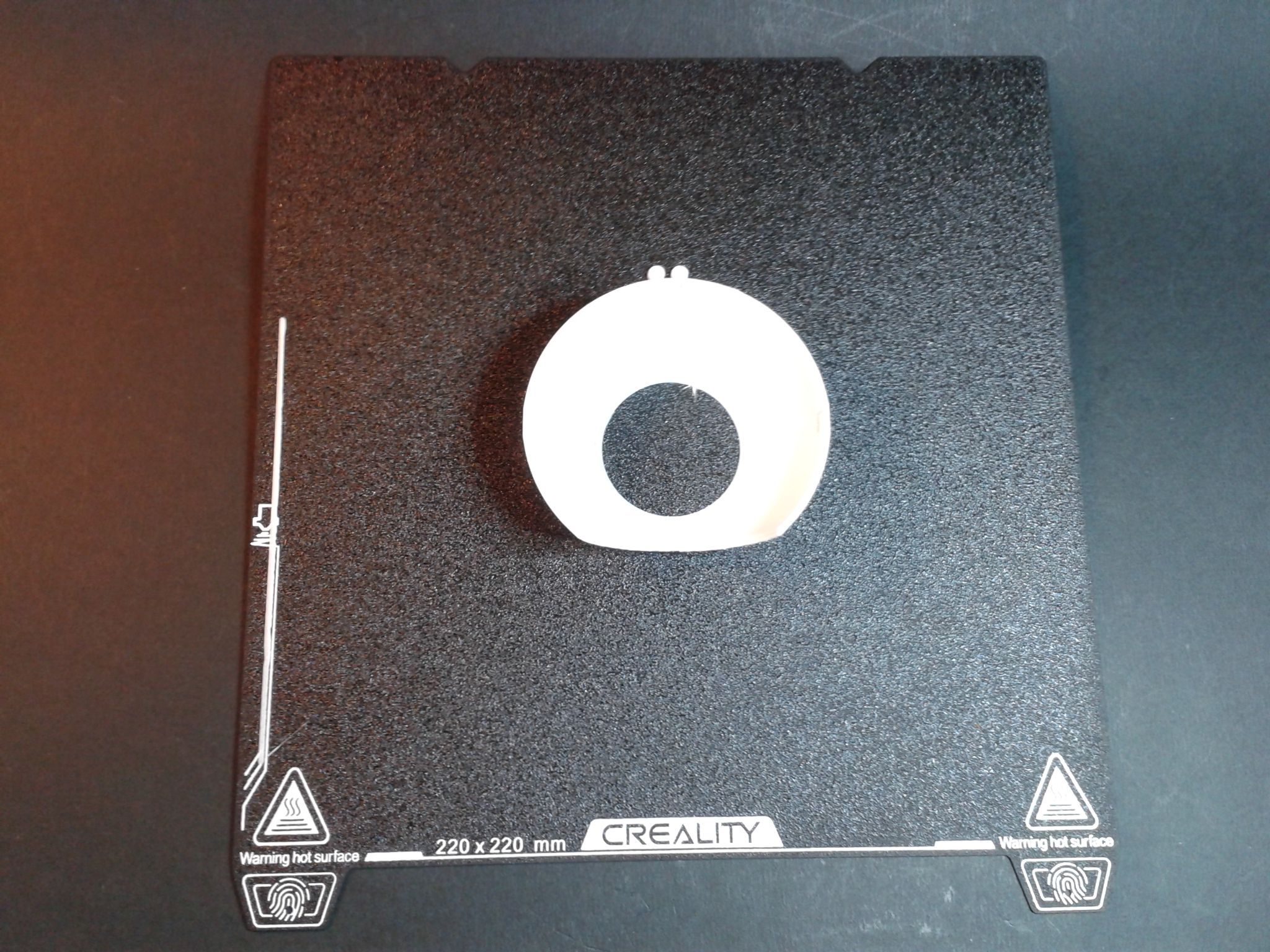
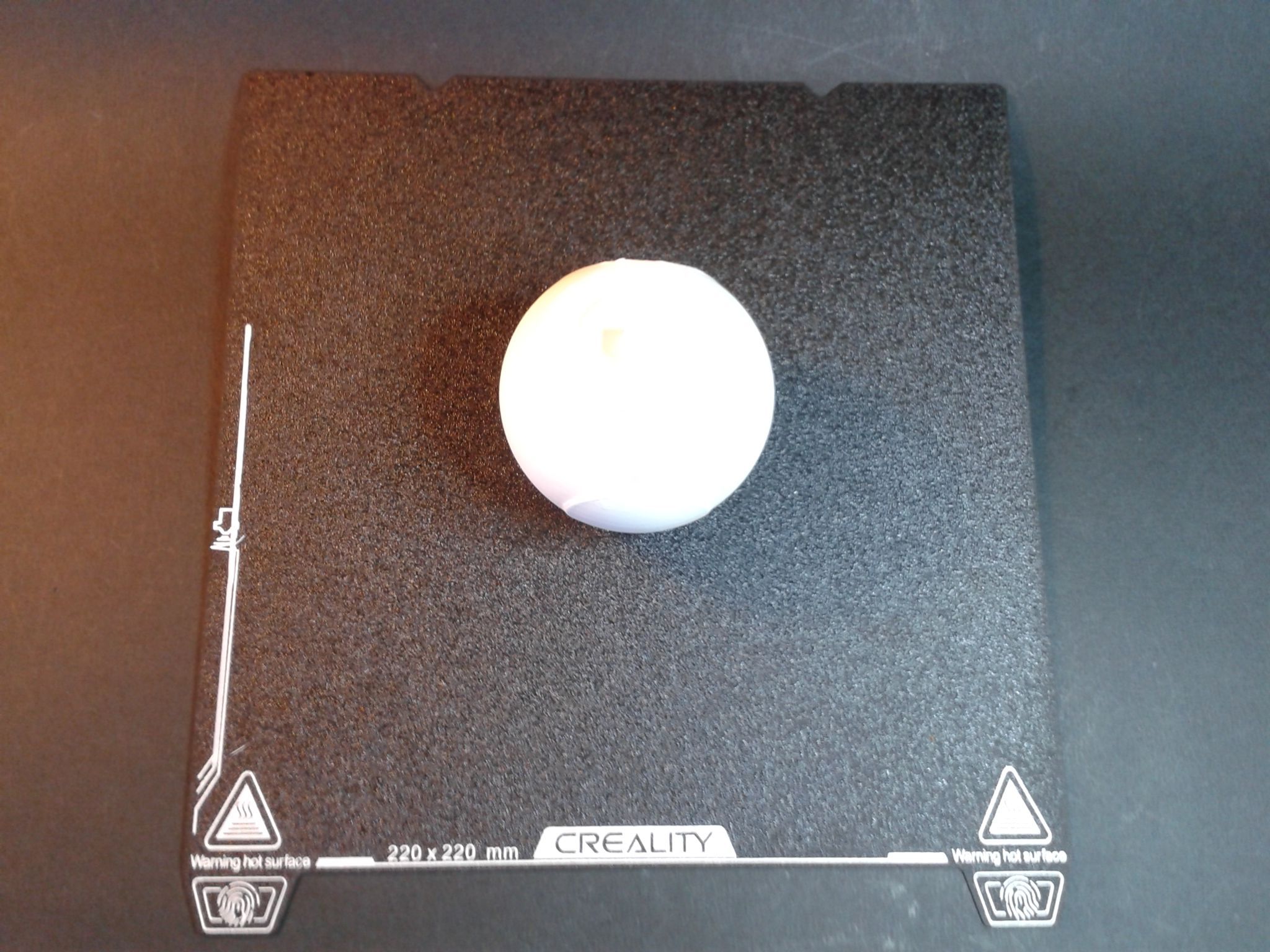
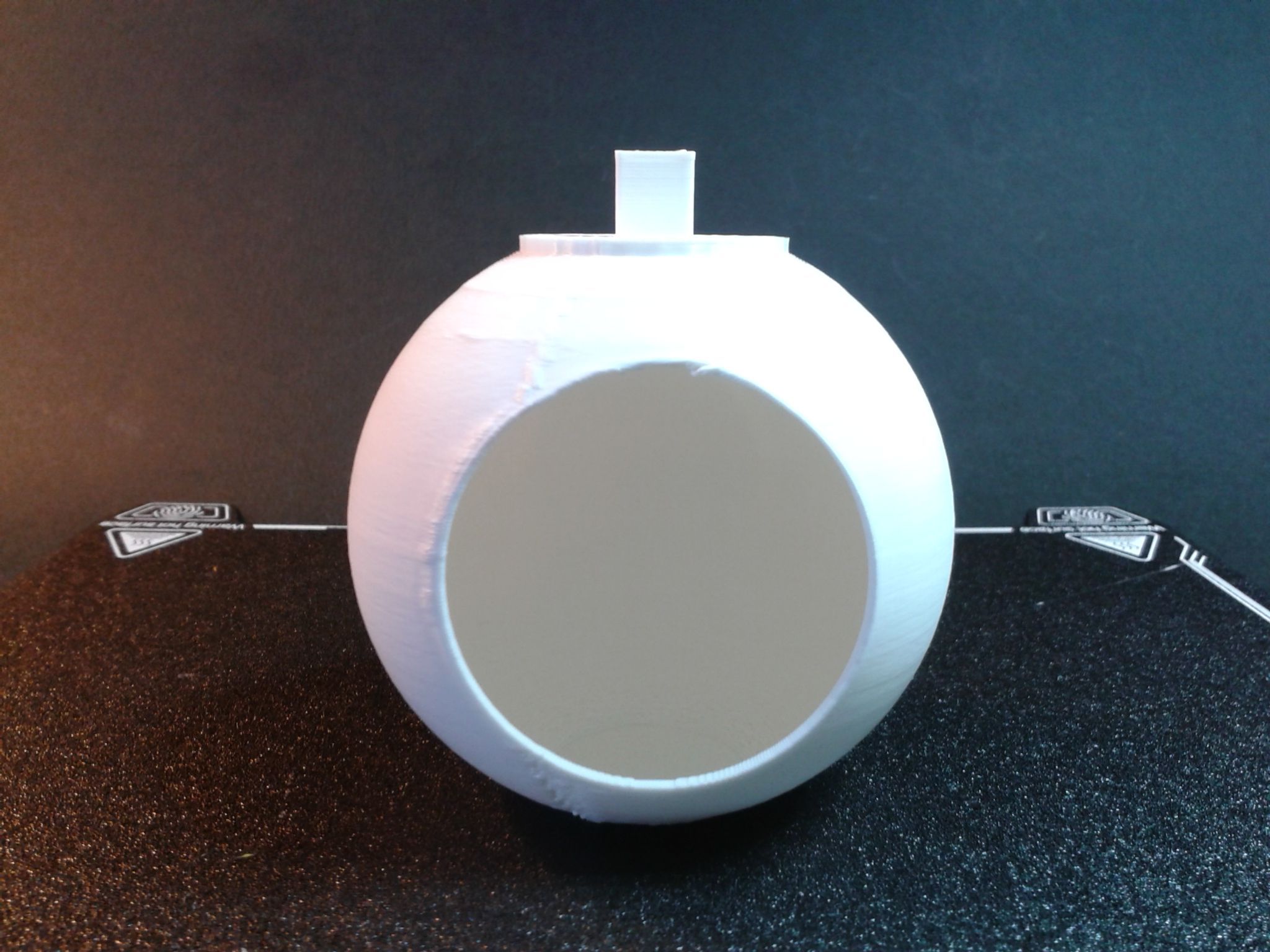
Tout d'abord, merci pour le temps que tu m'as accordé en donnant cette réponse très complète ! J'ai lu l'article, il apporte pas mal d'informations très utiles. Il y a par contre certains aspects, notamment au niveau des capacités de la machine qui me dépassent un peu, car ils me parlent un peu moins, mais en bon débutant, logique... J'approuve la facilité du montage et de la mise en œuvre aisée ! Très facile pour un débutant. Ailleurs, j'ai lu que c'était un peu le Lotto, que Creality n'avait pas de contrôle de qualité sur ses imprimantes et qu'on pouvait très mal tomber parfois… Ce qui n'a pas été mon cas apparemment Pour le plateau, je n'ai pas de point comparaison, mais le décrochage des impressions se fait encore assez facilement, j'utilise parfois une spatule, mais si j'attends que la température baisse, ça va. Encore une fois, c'est ma première imprimante... Pour la partie qui renseigne le slicer de Creality, je ne l'ai pas testé, mais par contre, je sais que maintenant Cura propose des profils pour cette imprimante, ce sont ceux que j'utilise depuis le début, ça doit être assez récent peut-être, mais très utile quand on n'y connait rien ! Je viens de tester ce tutoriel (lien) qui fournit un modèle de plusieurs formes à emboîter. Et il renseigne effectivement ce paramètre "Holes - Expansion horizontal". J'obtiens une valeur de 0.16 mm pour cette compensation. Alors certes, les éléments s'emboitent désormais, mais pas sans difficultés, je vais tester 0.18 mm, car 0.17 mm, c'est limite aussi. J'ai vu qu'il y avait aussi plusieurs profils dans Cura (voir image ci-jointe), j'imagine que selon le profil, il y a aussi possibilité de gagner en précision. En tout cas, je n'ai utilisé que le standard. Et en y réfléchissant, vu que je compte modéliser mes projets dans Blender, je vais voir quelle valeur, quelle marge d'erreur j'ai depuis ce logiciel. De cette manière, je pourrai automatiquement soustraire cette différence dans Blender et je me passerai de toucher à quoi que ce soit dans Cura (l'image ci-dessous)
 2 points
2 points -
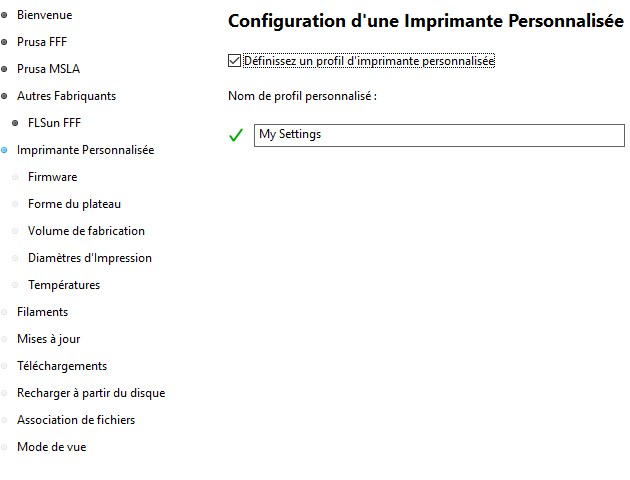
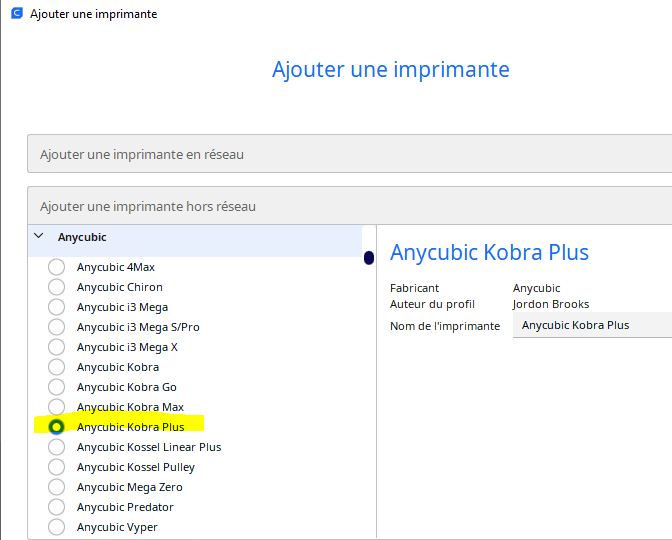
Bonjour @sandratiti, Tu utilises Prusa Slicer pour la première fois ? Au moment de l'installation il faut indiquer l'imprimante que tu utilises pour que le trancheur s'adapte à ton modèle d'imprimante. Si ton modèle n'est pas répertorié tu dois soit prendre un modèle proche du tien et corriger certaines valeurs, soit entrer manuellement les paramètres de ton imprimante: Tu as utilisé avant un autre trancheur ? Dans Ultimaker Cura le profil de ton imprimante existe: Tu peux tester, en principe une fois tranché le trancheur te propose d'enregistrer ton fichier au format Gcode que tu peux ensuite imprimer .
 2 points
2 points -
Ah intéressant cette information, je vais patienter un peu avant d'en acheter alors... Déjà acheter les buse 0,4 et 0,6 renforcées ^^' Et j’en profite pour poster mes impressions ! Vu que c’est tout neuf pour moi, j’ai souhaité me faire un espace dédié à l’impression 3D et du coup à la peinture, donc j’ai imprimé beaucoup de « supports » d’accessoires qui se fixent sur un IKEA Skadis : Oui j’aime beaucoup le orange xD Il faut encore juste que j’arrive à le trouver une corbeille/poubelle pour jeter la boite à déchet verte !
 2 points
2 points -
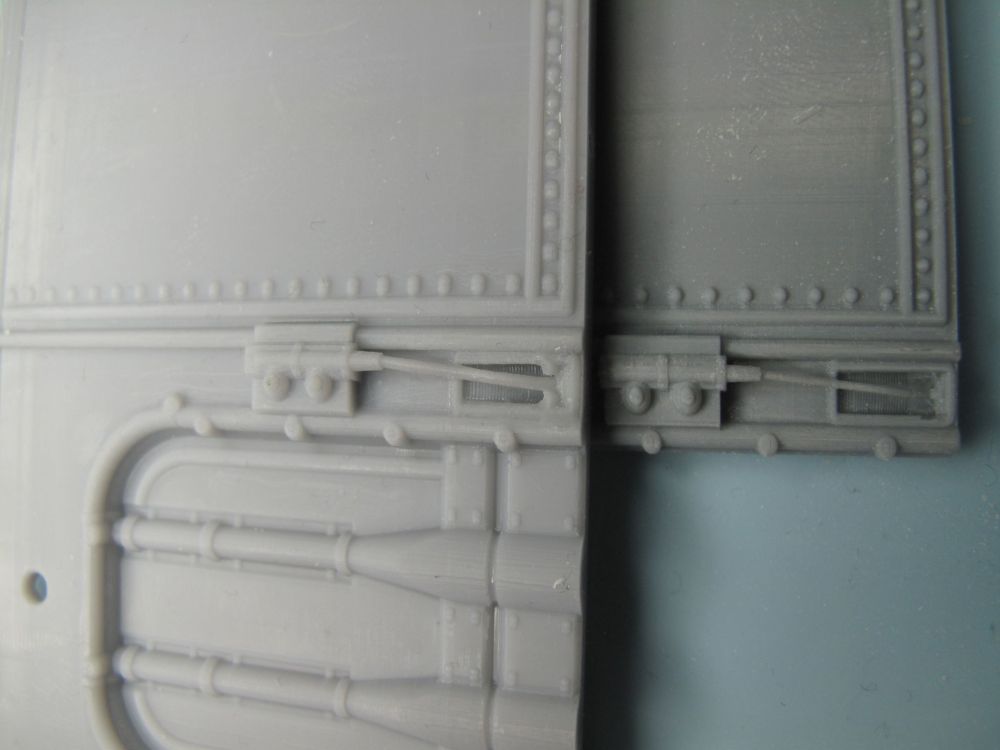
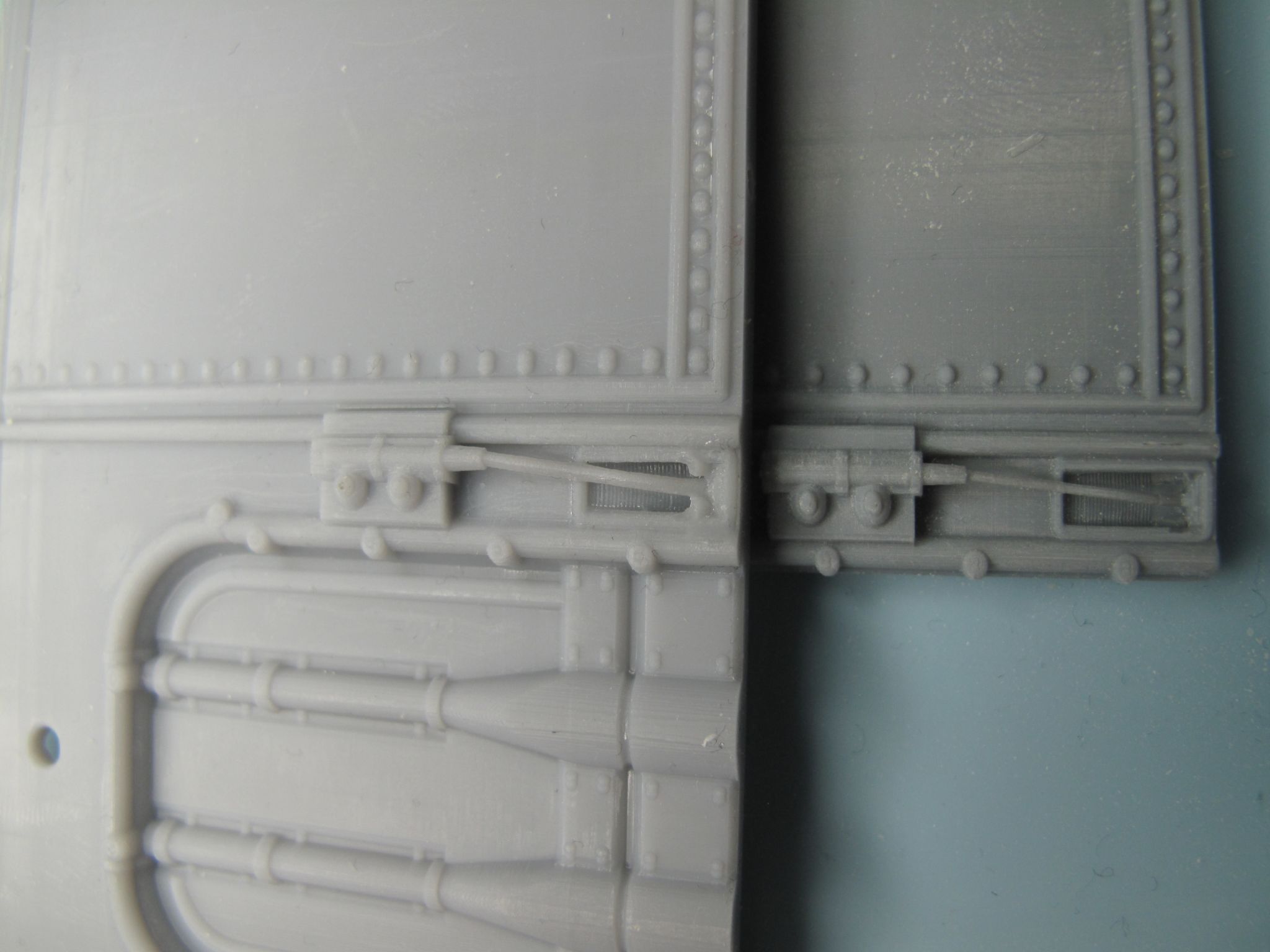
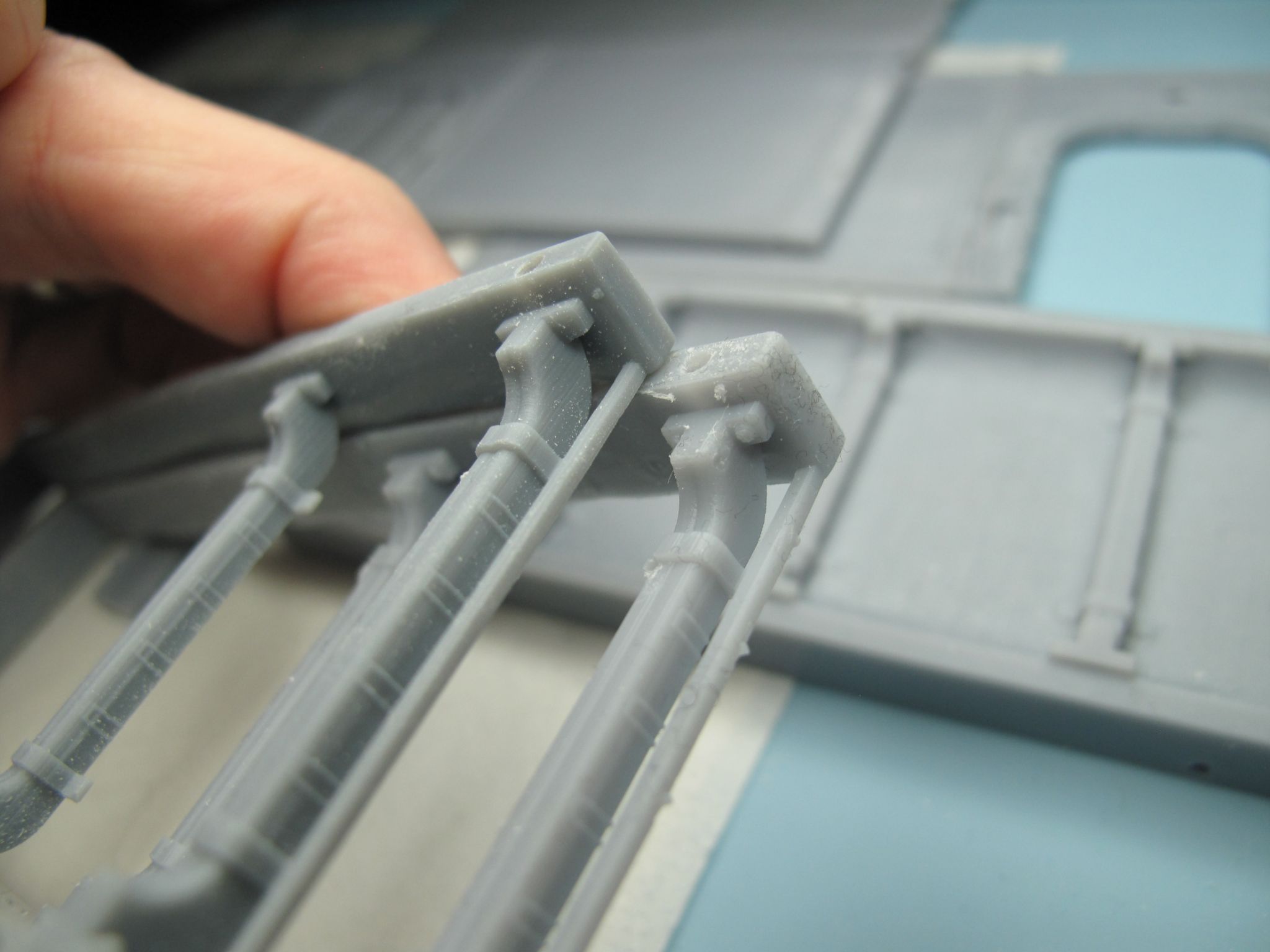
Essais avec 50% de conjure rigid et 50% de conjure Tough. Aucun souci d'impression avec les paramètres donnés par Conjure. Les impressions sont beaucoup plus solide, je suis obligée de repercer les trous de centrage des murs avec la résine créality, j'ai souvent de la casse avec le mélange conjure aucune casse, les supports s'enlève bien et pas de déformation des prints. Les détails sont beaucoup moins beau avec le mélange conjure (gauche conjure, droite créality) Dessus Creality, dessous conjure Pas de déformation avec la conjure sur les parties droites avec les mêmes supports et la même orientation Premier plan creality second plan conjure Impression solide essais avec les supports nettoyés et passés au uv comme les prints Je vais essayer avec moins de résine tough (20%) pour voir si cela améliore les détails car avec la rigid seule, les print étaient aussi beau qu'avec la créality.
 2 points
2 points -
Je n'ai plus d'inquiétude à laisser les bobines sur l'ams. je l'ai entieriement caréné avec du plexiglas.. Les cotés en plexi sont sur des rails que j'ai imprimés. Il suffit de fair glisser un coté ou l'autre, pour insérer ou retirer les bobines. J'ai ajouté une lampe led à l'intérieur de l'ams, parce qu'elle chauffe . Je pense que c'est suffisant pour éliminer une partie de l'humidité dans ce petit espace si la lampe reste allumée plusieurs heures.



 2 points
2 points -
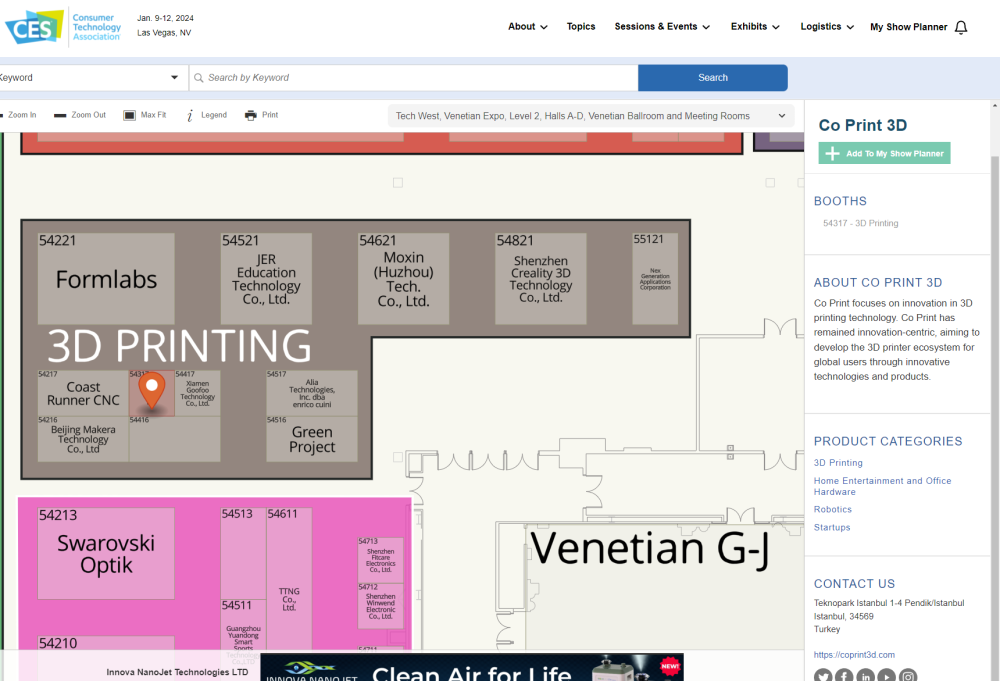
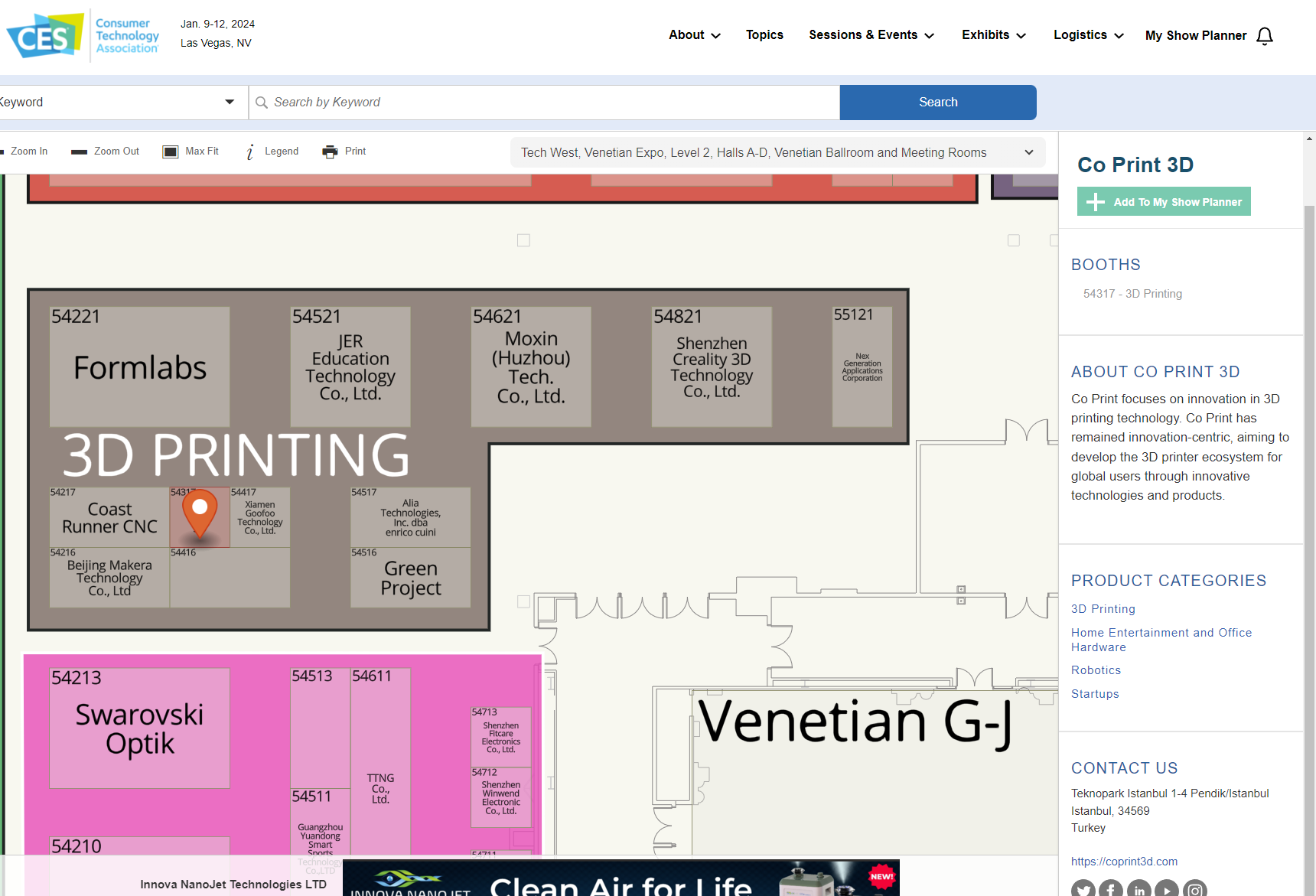
AU CES 2024, une petite partie dédiée à l'impression 3D. On note la présence de Creality, Co Print et Formlabs, plus .... y-aura-t-il des annonces ? https://exhibitors.ces.tech/8_0/floorplan/index.cfm?hallID=X&selectedBooth=54317
 1 point
1 point -
Je vais démonter demain le tout et voir si je n'ai pas un petit bouchon alors...1 point
-
Bonjour, Tout d'abord, citer ton imprimante dans ton profil aide à la lecture de ta discussion. Ton plateau est peut-être bien réglé, mais qu'en est-il de ton offset Z ? Car s'il le filament s'entortille autour de la buse, c'est que ta buse est trop loin du plateau pour qu'il y adhère (je pars du principe que sa surface est bien dégraissée, mais tu pourrais préciser comment tu le nettoies).1 point
-
1 point
-
A priori les coordonnées pour ta ligne de purge sont trop avancé en X. Poste ton G-code de départ , on va t'indiquer ce qu'il faut changer. (dans Cura -> réglage machine, c'est la case de gauche)1 point
-
effectivement c'est ça tu es mon sauveur merci !!1 point
-
Aprés lecture attentive du forum j'ai réinstallé la carte mère (Ruby v1.2 de 03.2021) et la carte TFT d'origine (avec MCU STM32F107), puis fait dans l'ordre la mise à jour du TFT avec les fichiers de Mr Magounet ici, résultat OK, mais toujours pas possible de piloter la carte mère. Puis MAJ de la carte mère avec passage en mode DFU via STM32 bootloader, et installation du firmware Marlin 2.1.2 Input Shapping ici. Et là super, tout re démarre. Reset EEPROM et niveaux en cours. Par contre le niveau de base de la buse est très bas, y a t il un moyen de le réhausser avec de faire l'ABL ?? Je vais lire les infos relatifs au firmware 2.1.2 qui semble très riche au regard de ce que j'avais. merci de la contribution de Mr Magounet !!1 point
-
C'est plus clair effectivement il faut mettre un position_min négatif dans le [stepper_z] pour pouvoir descendre plus bas ou laisser 0 dans le z_offset C'est la macro Z_ENDSTOP_CALIBRATE qui devra régler le véritable zoffset1 point
-
Je viens de voir que je t'avais pas remercié pour le renseignement J'ai un problème que je n'arrive pas à résoudre depuis hier, ma CR10 est équipé d'un Touchmi comme conseillé j'ai ajouté un Dans le [probe] j'ai seulement lorsque je fait un G28 ma buse reste à 3.25 du bed, je n'arrive pas à le faire descendre plus pour pouvoir désactiver le Touchmi (pour qu'il remonte par aimantation) Je met mon printer.cfg au cas ou... printer.txt1 point
-
Préférence, pour ma part, pour la deuxième proposition de @Savate mais il faut, "normalement" l'outillage adapté pour sertir. Edit : On en trouve dans les magasins de bricolage en France si tu veux faire ça rapidement Je trouve quand même bizarre qu'un bornier chauffe à ce point. Surveille bien en effet.1 point
-
bon cette fois je ne dirai rien, mais effectivement c'est mieux de continuer ailleurs ci besoin1 point
-
Salutation ! Je dirais si tu sais manier le fer a souder de regarder pour changer le bornier a vis qui a fondu, et peut être pour regarder un bornier a vis "simple" (qui n'est pas en deux parties qui s'enfiche) ( Aussi, au pire mais c'est pas vraiment recommandé, souder directement les fils a la place du bornier) Et si tu change le bornier, de bien faire attention a bien serrer les vis du bornier (et de bien enficher les deux parties si en deux parties) quand tu remet les fils, car un bornier qui fond, c'est souvent la faute a de petits arc-électrique qui se créés sur un defaut de serrage ou de contacte.1 point
-
Salutation ! Cela ressemble au comportement du firmware quand le capteur de fin de course de l'axe en question se trouve coincé en position déclenché. Regarder de prés les endstop / capteur de fin de course de cette axe, si c'est un micro switch, il doit faire un "clic" quand on appuis sur la languette en métal qui vient elle même presser et déclencher le micro switch, et faire de nouveau un "clic" quand on arrête l'appuis sur la languette. Il arrive que le micro switch soit coincé et alors le titiller jusqu’à ce qu'il "clic".1 point
-
les soucis de ce genre sont lié a l'utilisation de l'extrusion relative au lieu de l'absolue, les Artillery X2 ne le supporte pas l'extrusion relative. question si tu met ta buse en chauffe que tu insert le filament manuellement et que tu le pousse a la main le filament s'écoule correctement ou sa a du mal a sortir ?1 point
-
Salutation ! Personnellement quand je change de filament, je met en chauffe a disons 200°C (Pour du PLA, 230 Pour du PETG et du TPU) la buse et quand a température, j'utilise le levier de l'extrudeur pour faire cela a la main plutôt que d'utiliser le menu pour extruder/éjecter quand je retire le filament j'ai pris pour habitude de toujours pousser/extruder manuellement un petit centimètre du filament avant de le tirer rapidement ( tout cela tout le temps avec le levier de l'extrudeur débraillé, afin d'éviter les blocages car il peut arriver que le filament forme une sorte de petit grossissement a son extrémité et cela peut coincer en sortie, or si l'on vient tout juste d'en pousser un centimètre il est encore bien moue et se déforme pour passer sans problème) et quand j'insert un nouveau filament, je le coupe en biseau pour faciliter le passage. De plus je pousse/j'extrude pour purger jusqu’à trouver en sortie du nez de la buse la couleur de mon nouveau filament ( forcement si tu passe d'un filament noir a du blanc y a a passer plusieurs centimètres) Aussi quand tu passe d'un matériau a un autre ( disons de PETG a PLA ) faire chauffer a la température du filament qui s'imprime le plus chaud des deux et bien purger 5 voir 10 cm avec le nouveau filament pour enlever un maximum des résidus de l'ancien encore dans la buse, puis rapidement remettre a la température du nouveau filament. Alors bien noter que sur la E3V3SE, il y a un bout de tube PTFE qui traverse le heatbreak et vient en contacte avec la buse. Or les tube PTFE se dégradent rapidement si on monte a plus de 260°C. Souvent pour éviter d'avoir a changer le bout de tube PTFE trop souvent on dit de ne pas dépasser les 245°C température ou le tube PTFE commence a se déformer et se dégrader. De plus les matériaux comme l'ABS demande un caisson pour éviter des problème de déformation/dé-lamination entre les couches et les odeurs A température d'impression, je passe un coupe de sopalain quand il y a des dépôts/truc encore collé sur le nez de la buse (pour éviter de les retrouver sur l'impression ou de laisser des traces d'autre couleurs si j'imprime avec un filament blanc) Quand je modélise des emboîtements je laisse un espace/une tolérance d’emboîtement de l'ordre de 0.2 voir 0.35 mm, car même sur une imprimante FDM très bien calibré, il y aura probablement besoins d'une tolérance d’emboîtement de minimum 0.1 mm (Si tu ne peut pas retoucher le modèle, alors regarder le paramètre de tranchage "Compensation XY" ou "Expansion horizontal" (selon le trancheur) voir aussi le paramètre de tranchage " Expansion horizontal des trous" ) N'hésite pas me dire ce que tu pense qu'il manque dans mon test (pour améliorer le prochain. Merci.) (Edit > je déplace le sujet dans une section plut approprié)1 point
-
Tout à fait, généralement je met à préchauffer environ dix minutes avant l'impression, c'est important, l'équilibre de la température sur l'ensemble du plateau a de l'inertie. Cela s'appelle une (deux) ligne de purge, c'est plus pour bien amorcer l'extrusion que pour vider le filament restant dans la buse. Et avant l'impression je retire à la pince le petit bout de filament qui a suinté, autrement il tombe généralement pendant la ligne de purge (mais pas toujours). Par exemple dans CURA tu as dans extentions un plugin de post traitement gcode, qui te permet à une hauteur donnée ou un numéro d'intoduire une pause ou un filament change, pour changer ta couleur. Regarde au niveau du Blog du forum "tests" tu as un grand test de la Ender3 V3 Se qui répondra à pas mal de tes questions.1 point
-
Dans un des menus, tu devrais trouver un "store ou save settings" ou similaire ?1 point
-
Salut la K1 est une machine qui pour moi va être remplacer par la K1C qui va être annone cet semaine au CES et que l'on a en test sur le site @Motard Geek a fait le déballage y a peu. La K1 en soit est la Core XY close de ce volume la moins chez actuellement (en dehors de la KLP1 qui est a fuir), par contre de mémoire de base y a pas de filtration hepa/charbon, pas de camera intégré, la qualité d'impression globale et l'auto nivellement est moins bon de ce que j'ai vue que sur les 3 que j'ai cité plus haut qui lui sont supérieur en tout points. Il y a un peu plus de soucis de fiabilité sur cette dernière (attention je dis pas que c'est une cata de fiabilité loin de la, juste que chez bambulab FF et Qidi y a parfois aussi des machine a soucis mais a un taux plus faible que sur la K1 et K1 max). Autres point que j'ai oublié de dire la Qidi et la K1 sont probablement les 2 imprimantes ici cité les plus bruyante, et la flashforge la plus silencieuse en partie aussi car l'impression du PLA imprimante est possible uniquement sur la 5M Pro, pour la P1S la dernière MaJ Bambulab intègre un silente mode qui permet de reduire un peu le bruit des axes ces notables, les ventilateurs reste assez bruyant mais moins que chez Qidi et Creality.1 point
-
ça colle bien avec la thématique du site En effet1 point
-
Oui c'est + ouvert qu'une position APPLE pure. Par contre c'est un "one shot" à ce stade pour aller vers le firmware custom, genre "now or never" (sauf s'ils ouvrent plus tard de nouveau la possibilité). Dans l'article ils parlent aussi d'API officielle pour les développements third-party, ce qui serait en effet un moyen d'étendre les fonctionnalités "autour" (officiellement) de l'imprimante sans devoir switcher sur un firmware custom. Ils ont l'air de dire que c'était déjà dans leur roadmap, mais en effet c'est presque un moyen de "couper l'herbe sous le pied" du firmware - çà ne permettra cependant à priori sans doute pas d'avoir un dev custom sur l'écran de la X1C, mais ce n'est pas forcément gênant.1 point
-
Sur ghot 4s et Ghost 5 pour X 2x45 un à droite l'autre à gauche, pour y 2x45 un devant l'autre à l'arrière, remplacés par les Igus mentionnés ci-dessus monté tête bêche. Le fait de placer plusieurs pallier l'un derrière l'autre n'a pas eu d'influence négative.1 point
-
En temps que professionnel en scan 3D par tomographie, j'utilise aussi des logiciels gratuits comme MeshMixer (cité plus haut) et aussi GOM Inspect (en version gratuite, limitée mais très puissante pour les recalage de patch de scan, le lissage, la décimation, bouchage de trous...): voici un exemple : et un exemple de scan par tomographie de pièce en FDM :1 point
-
@diablozeph https://www.thingiverse.com/thing:3955792/files1 point
-
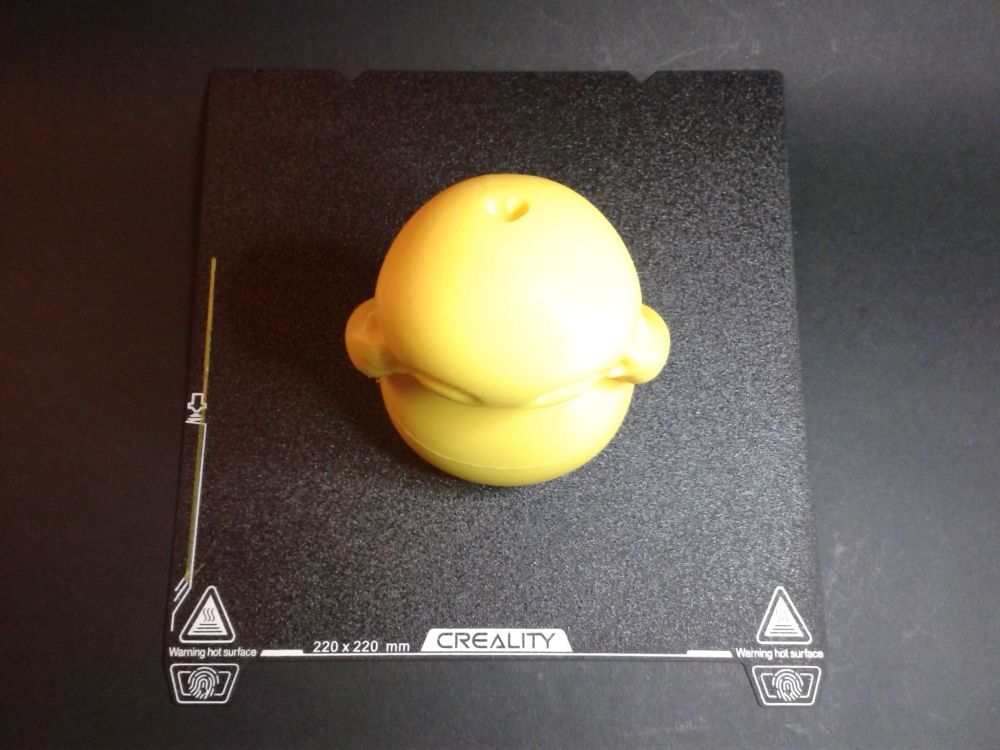
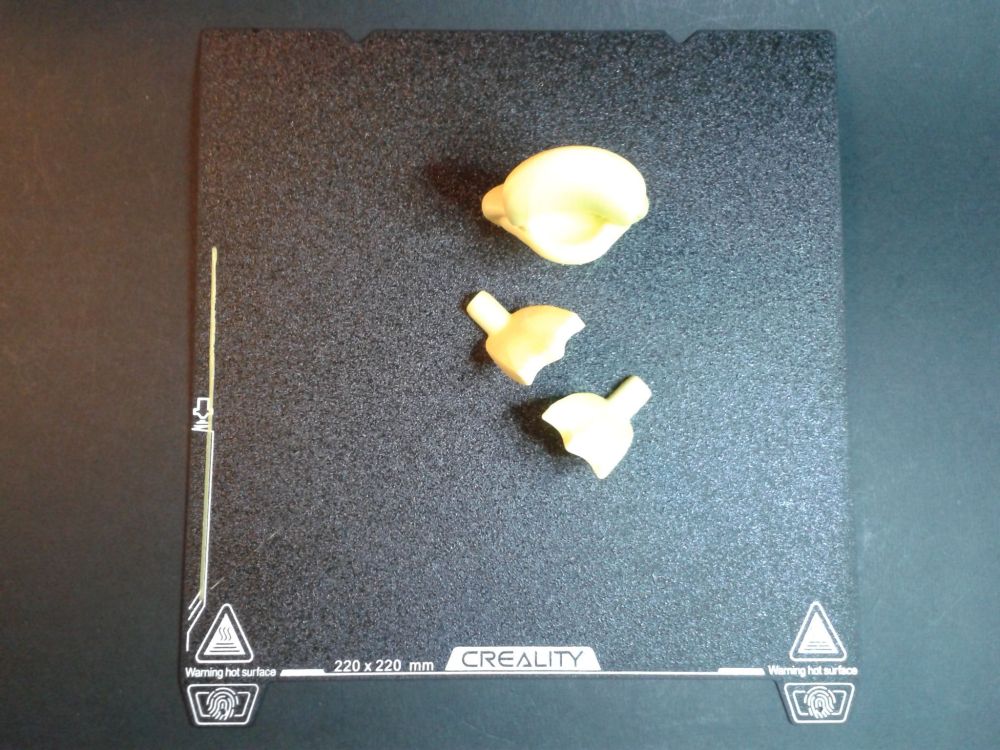
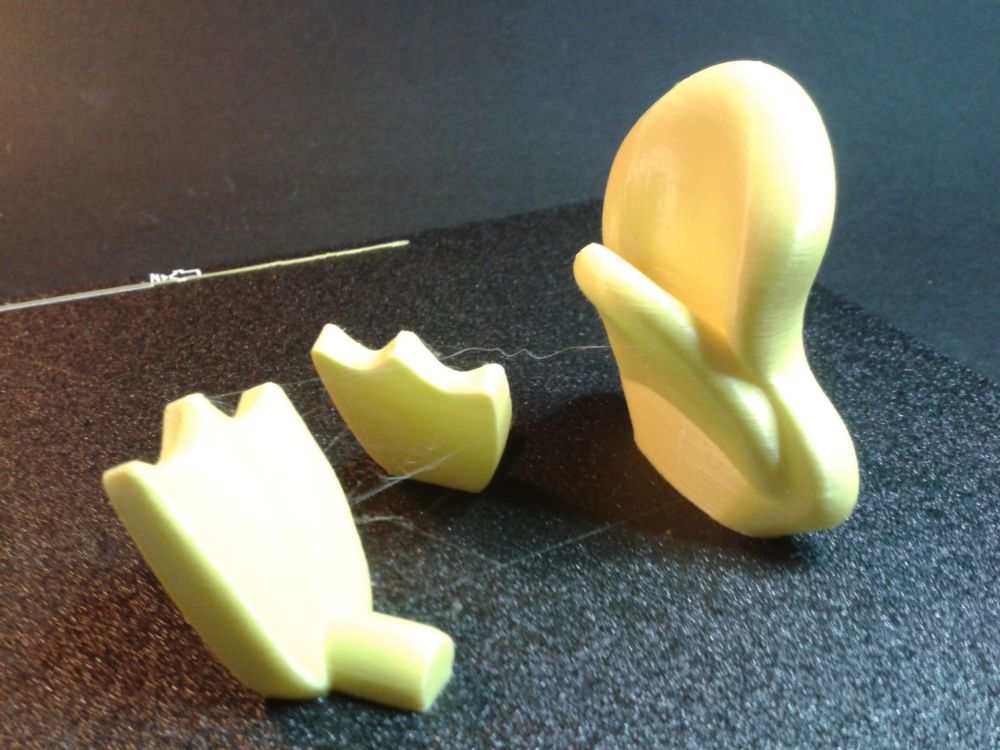
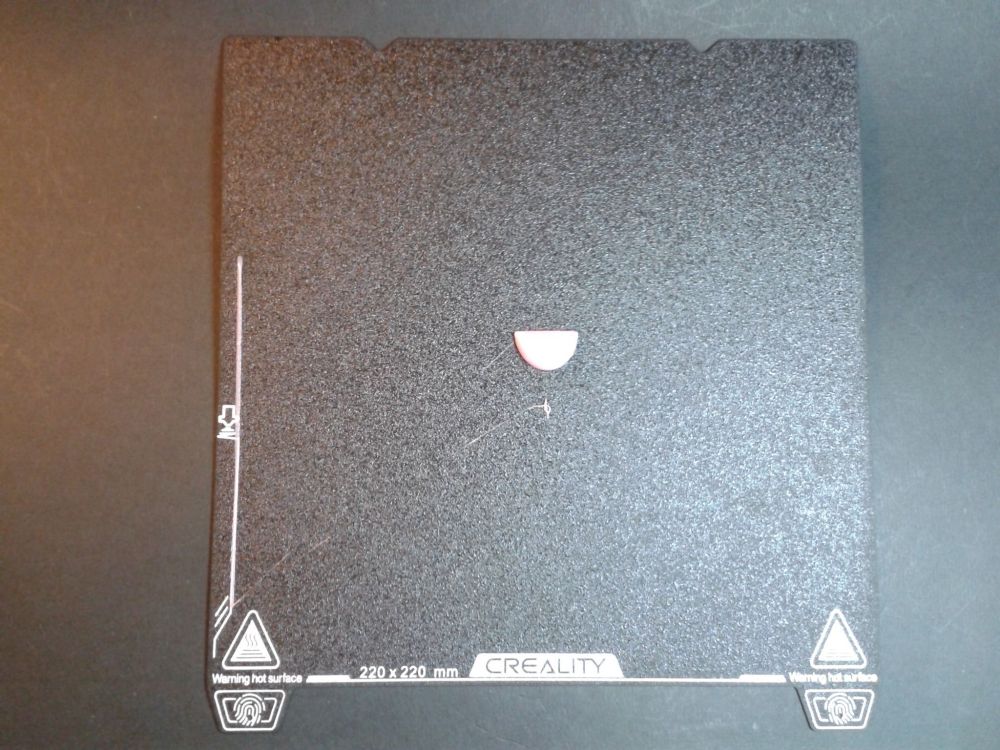
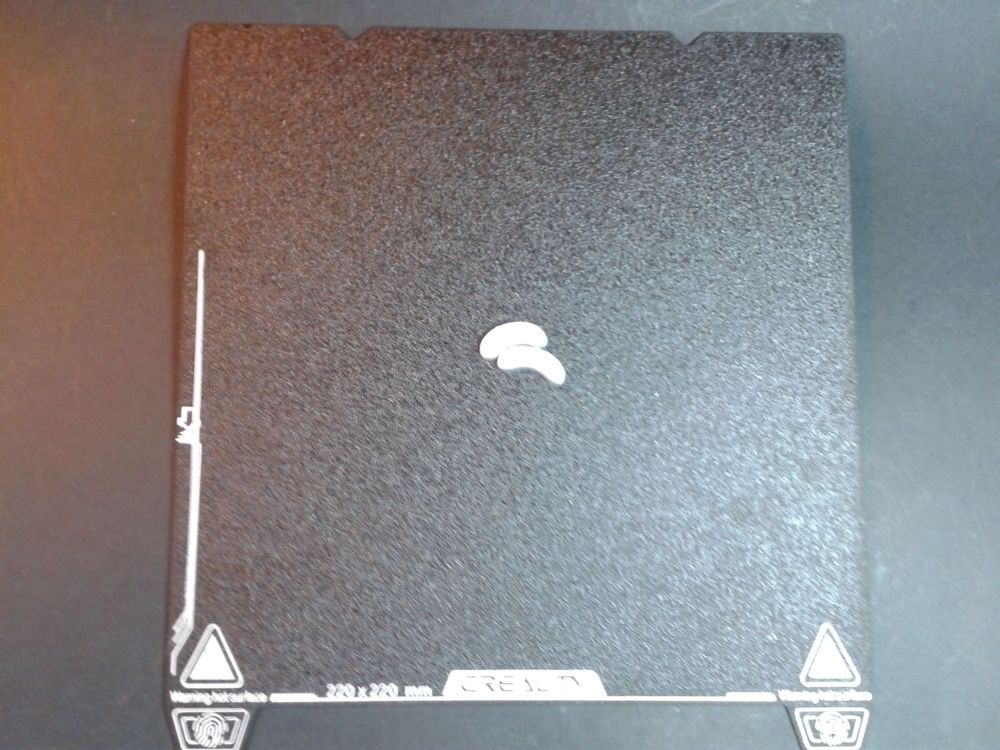
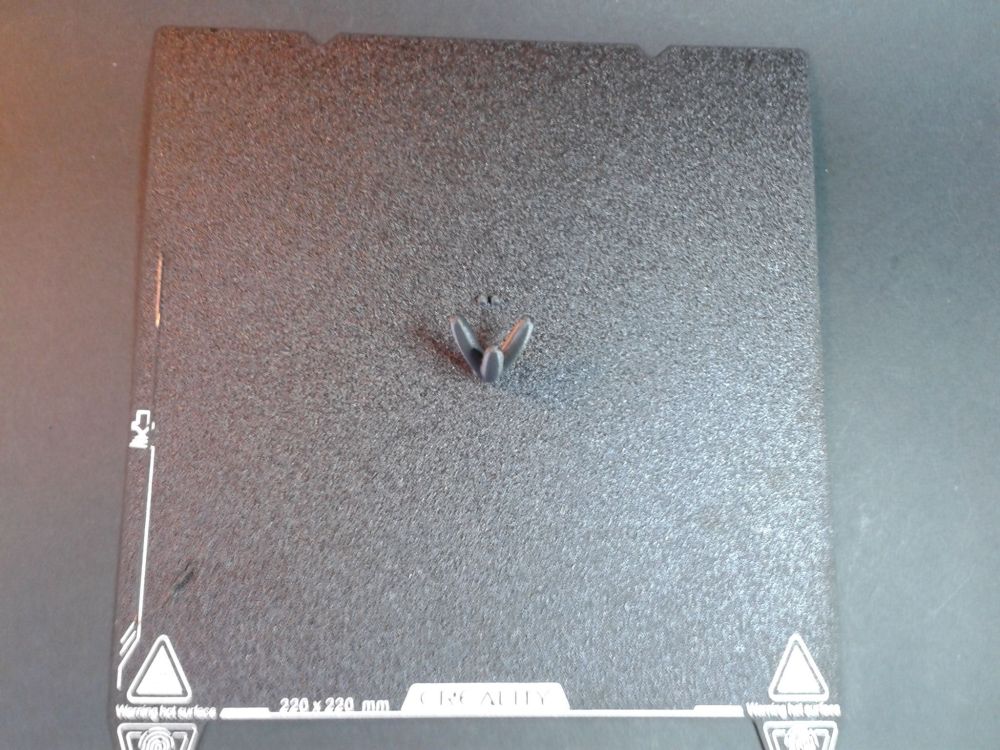
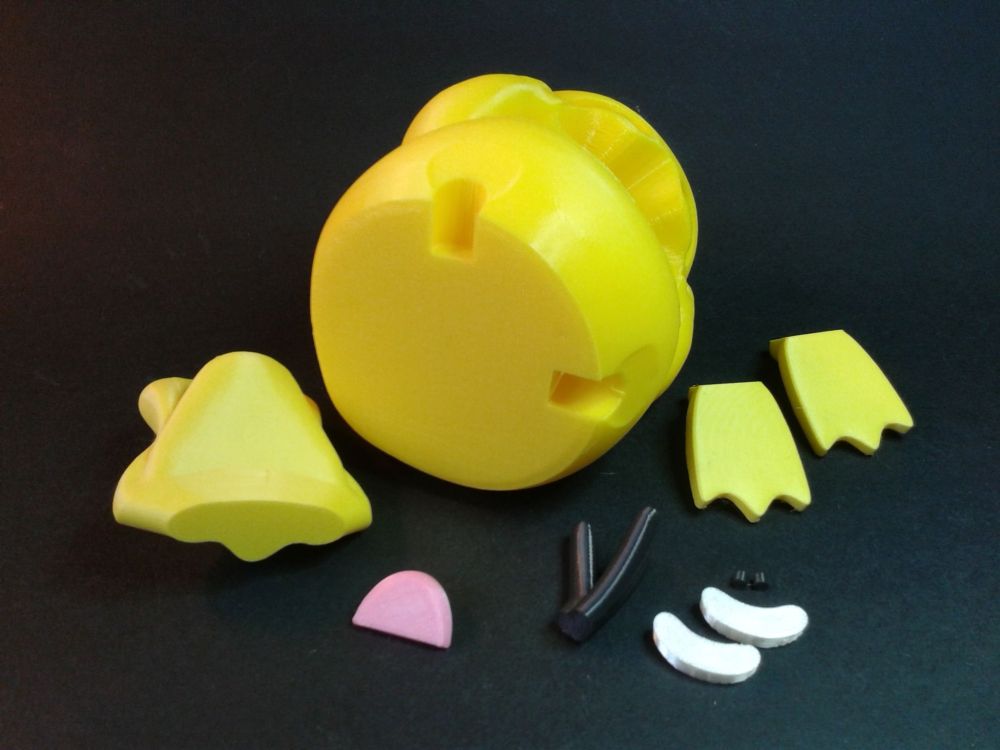
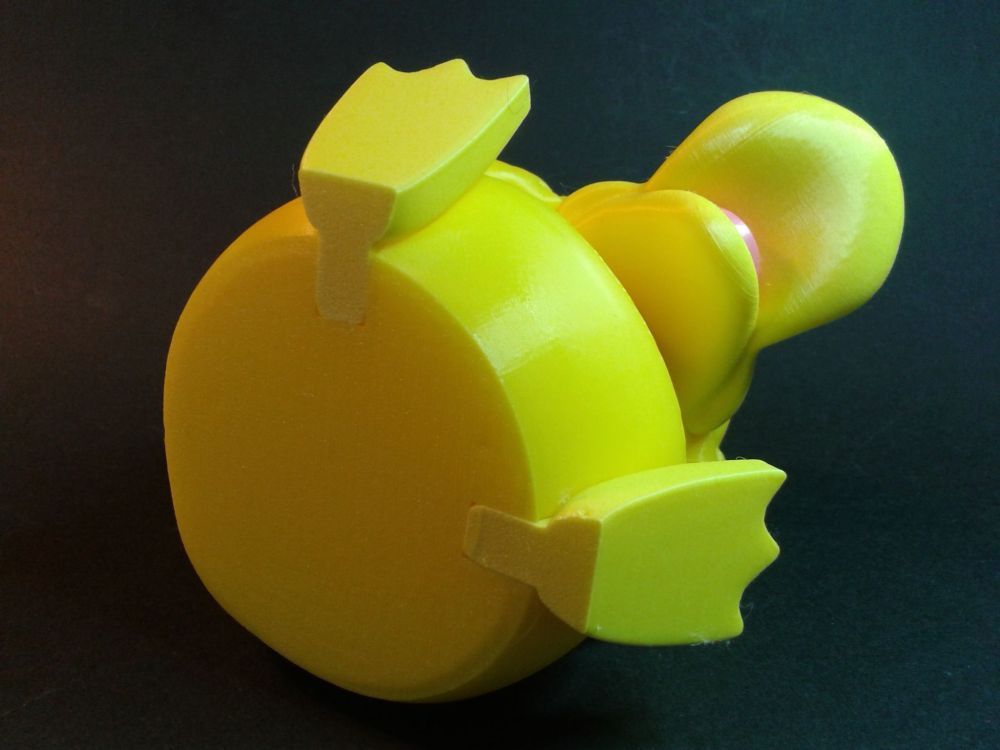
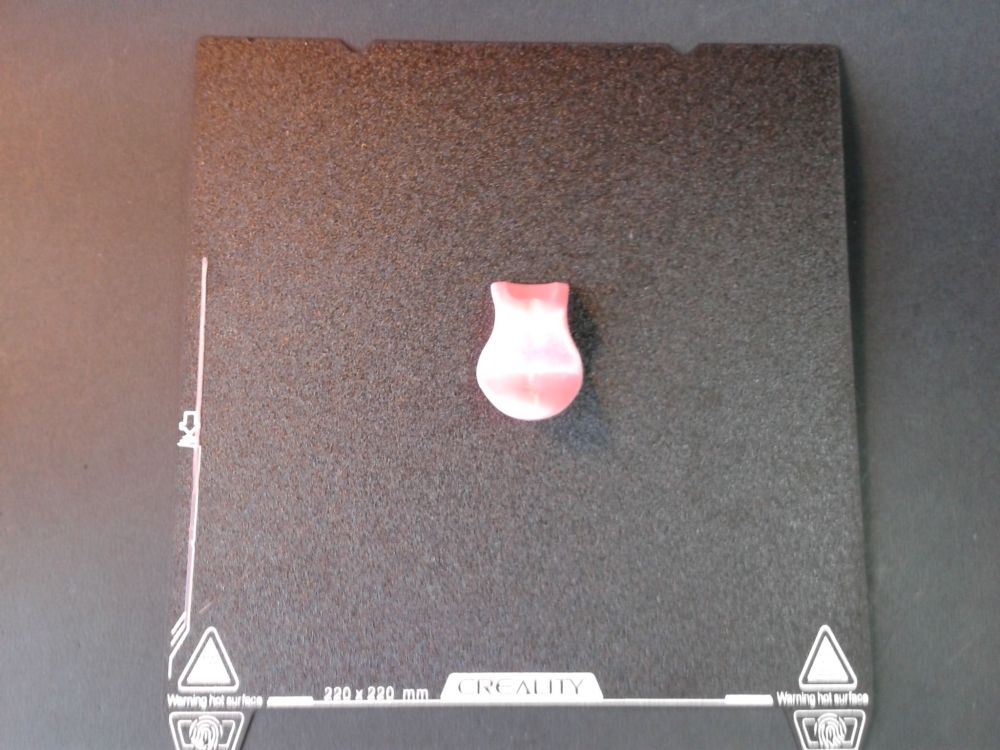
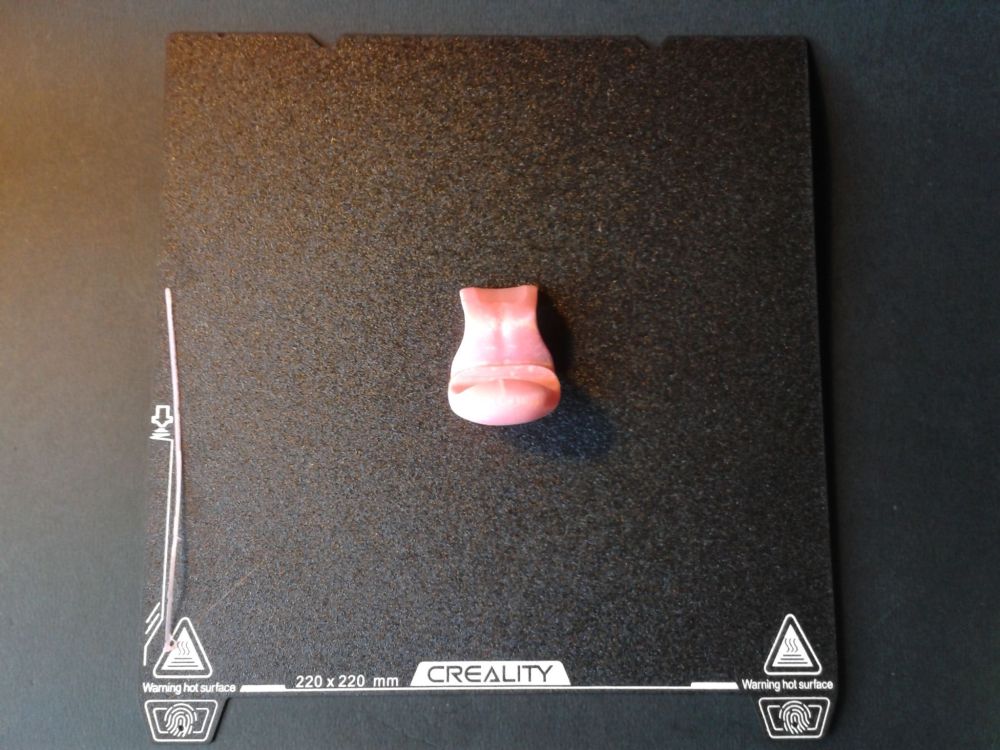
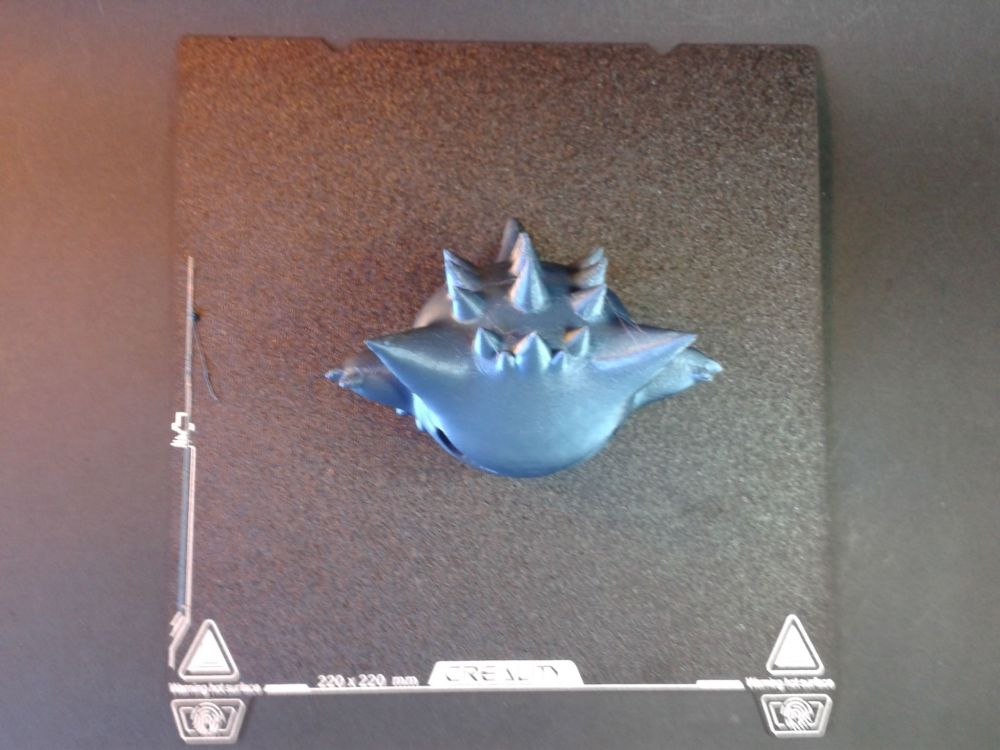
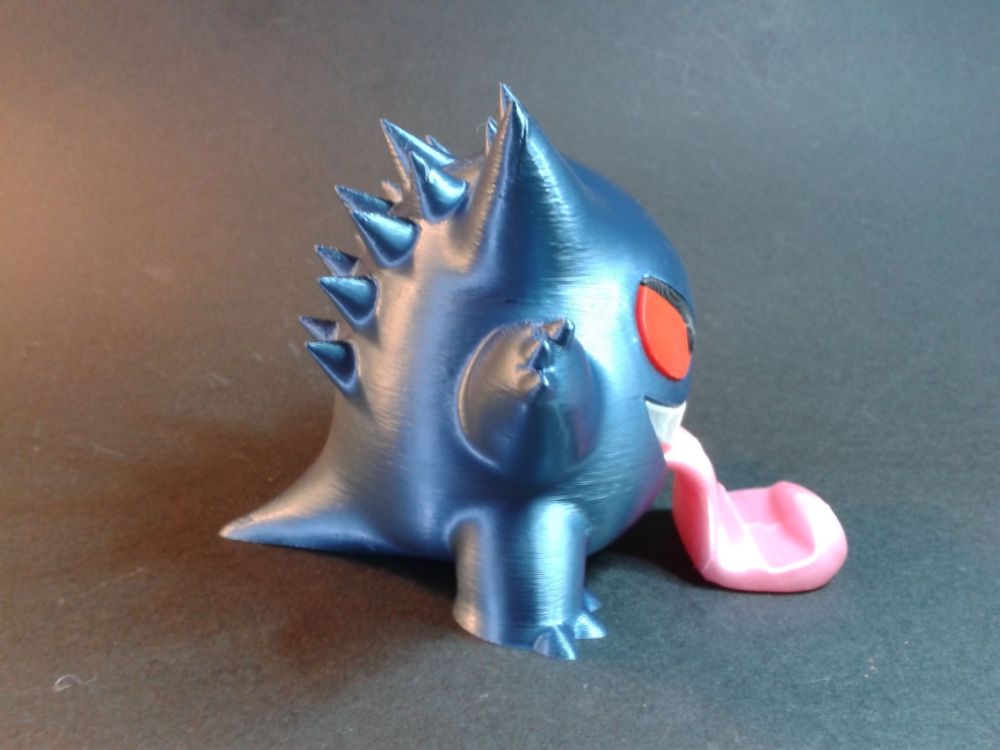
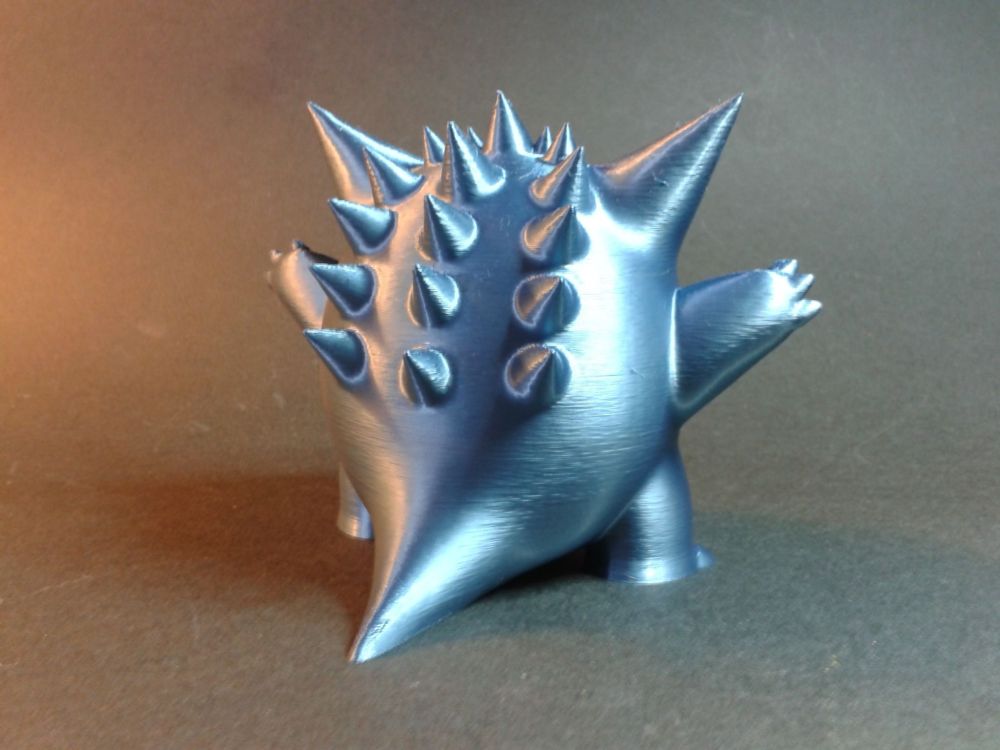
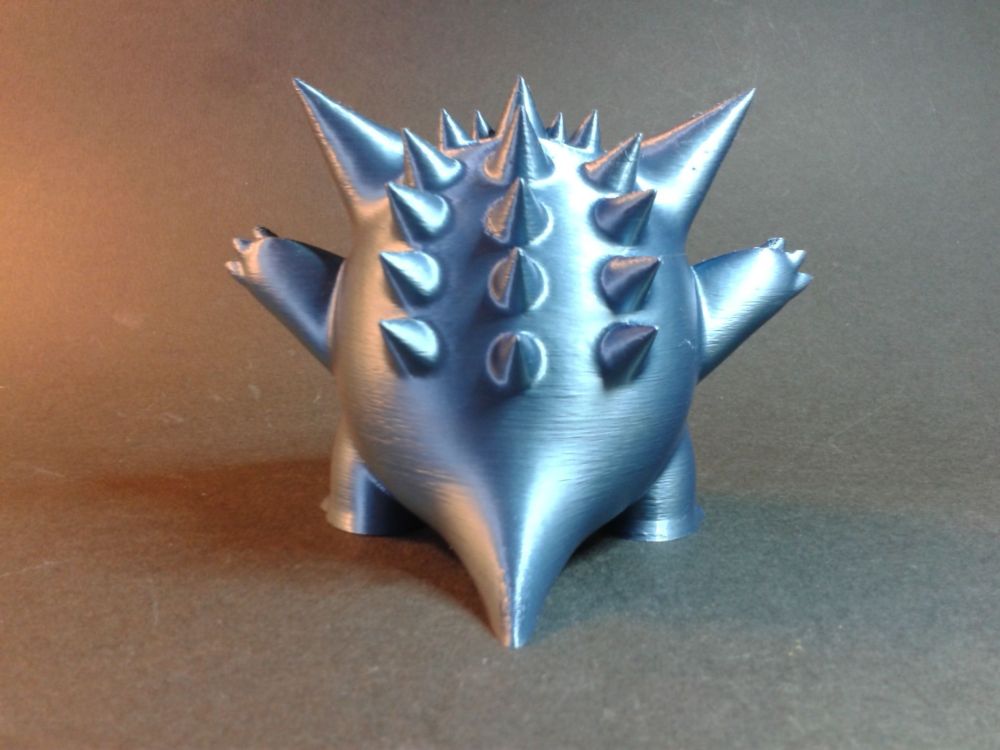
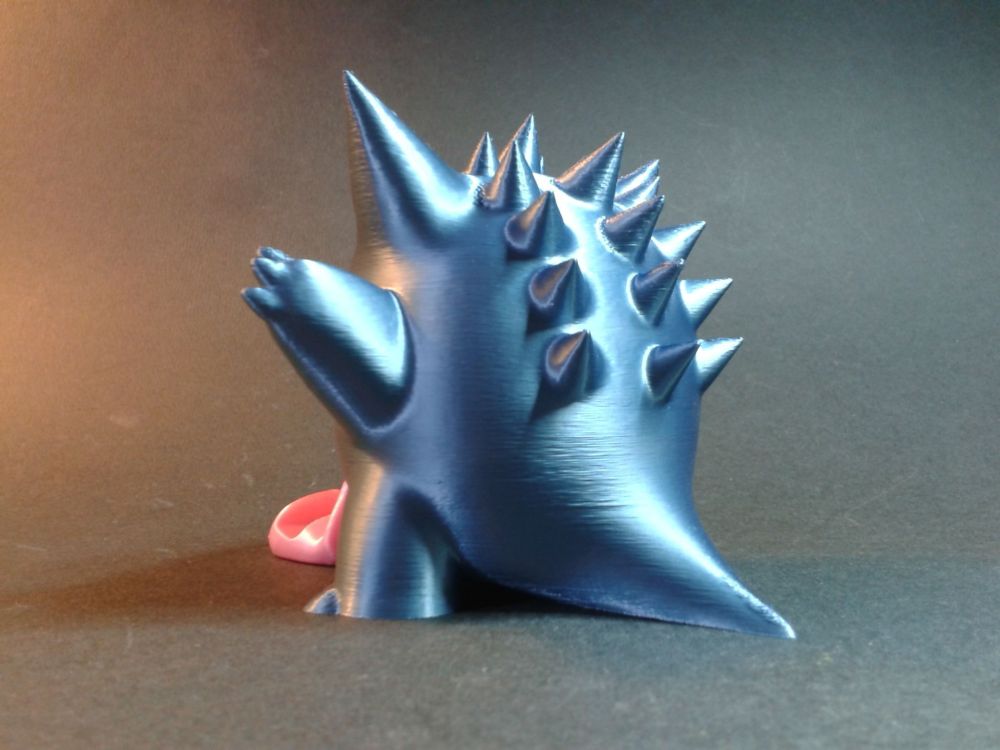
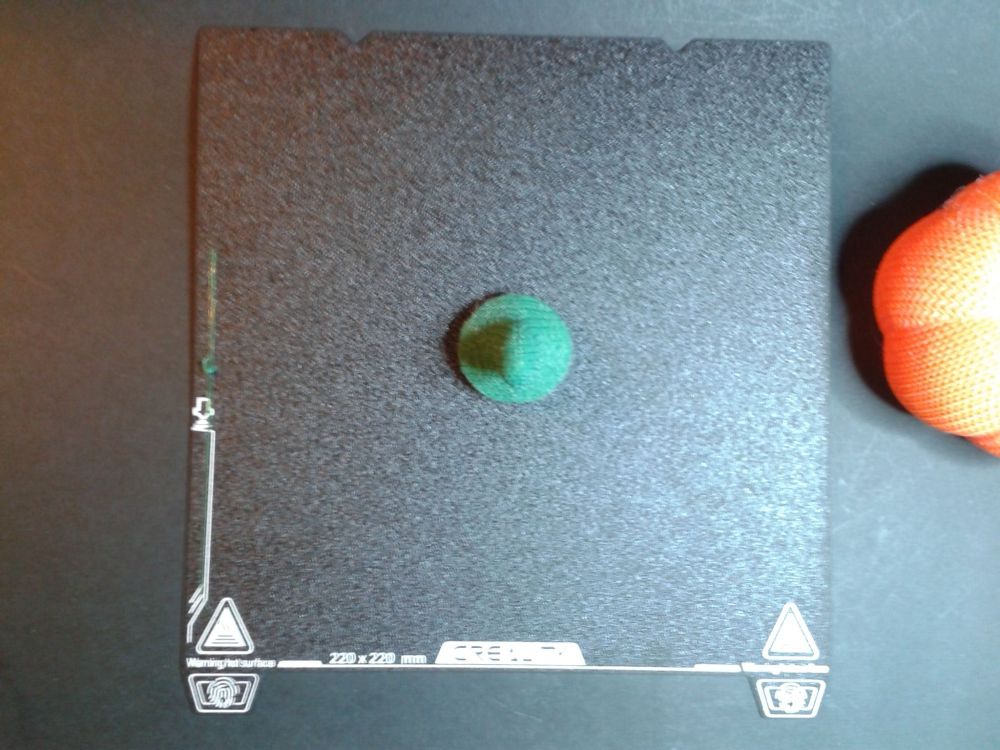
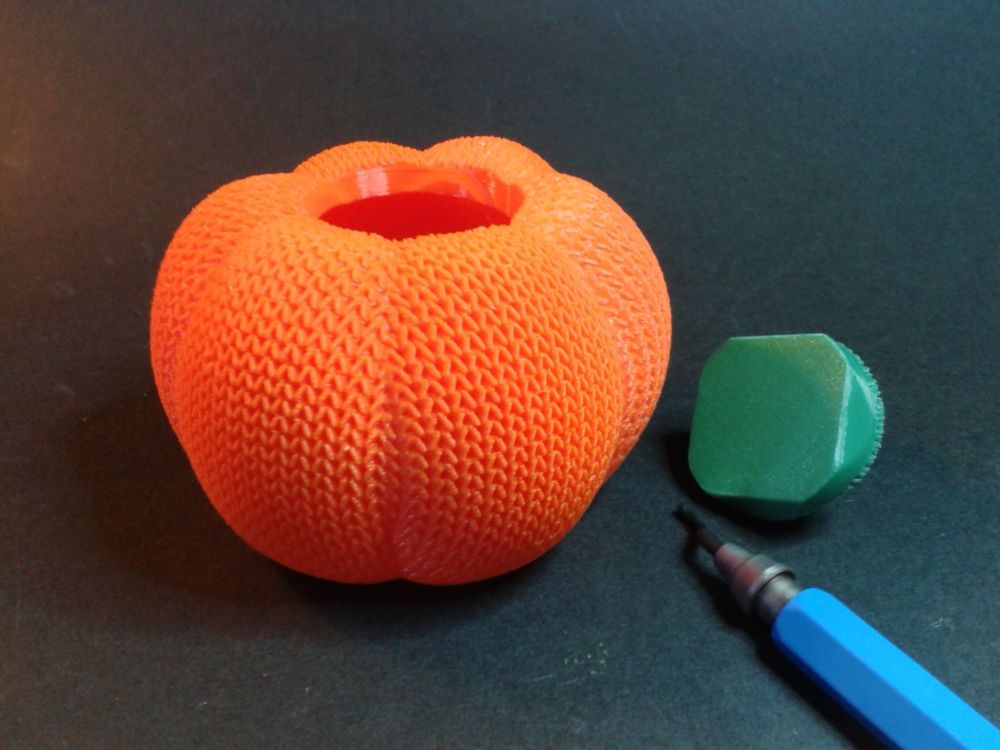
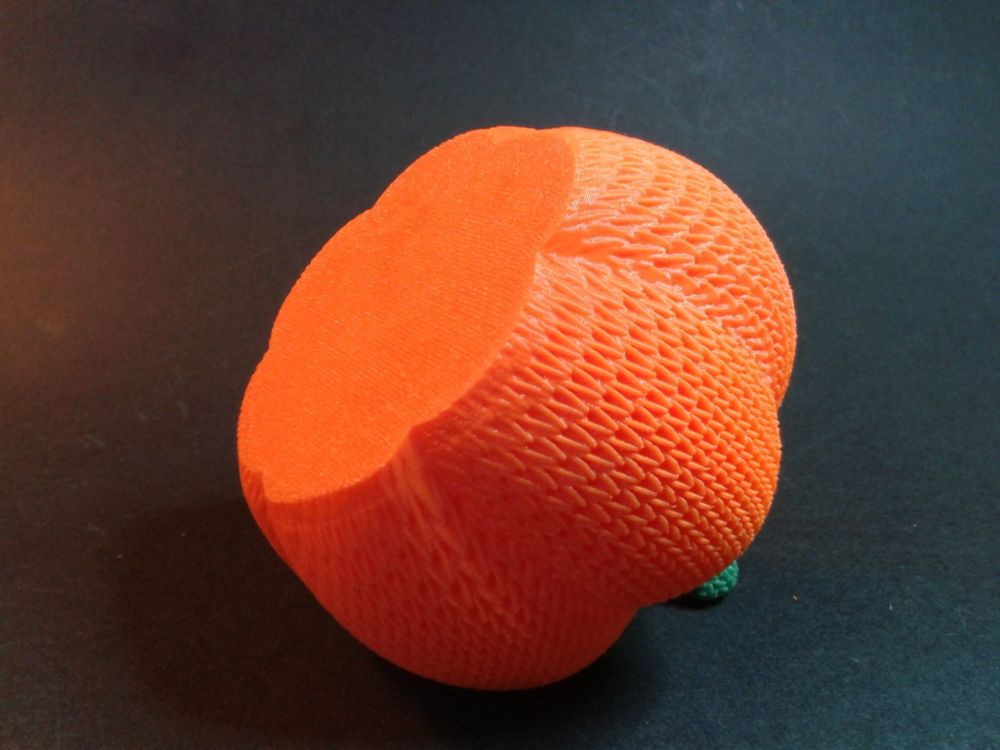
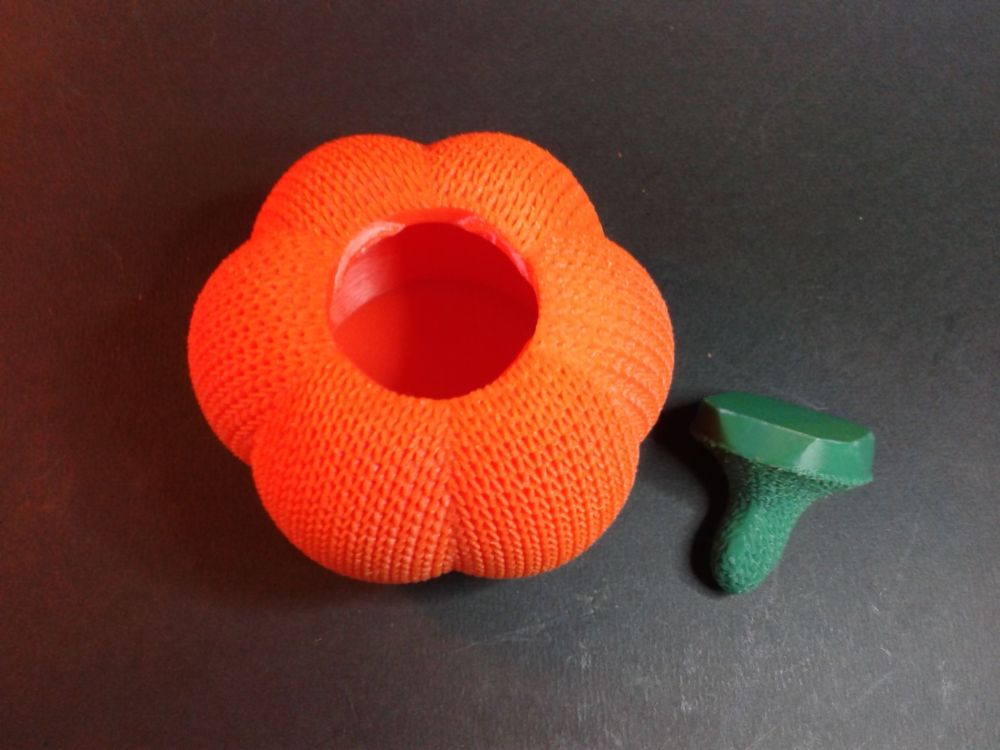
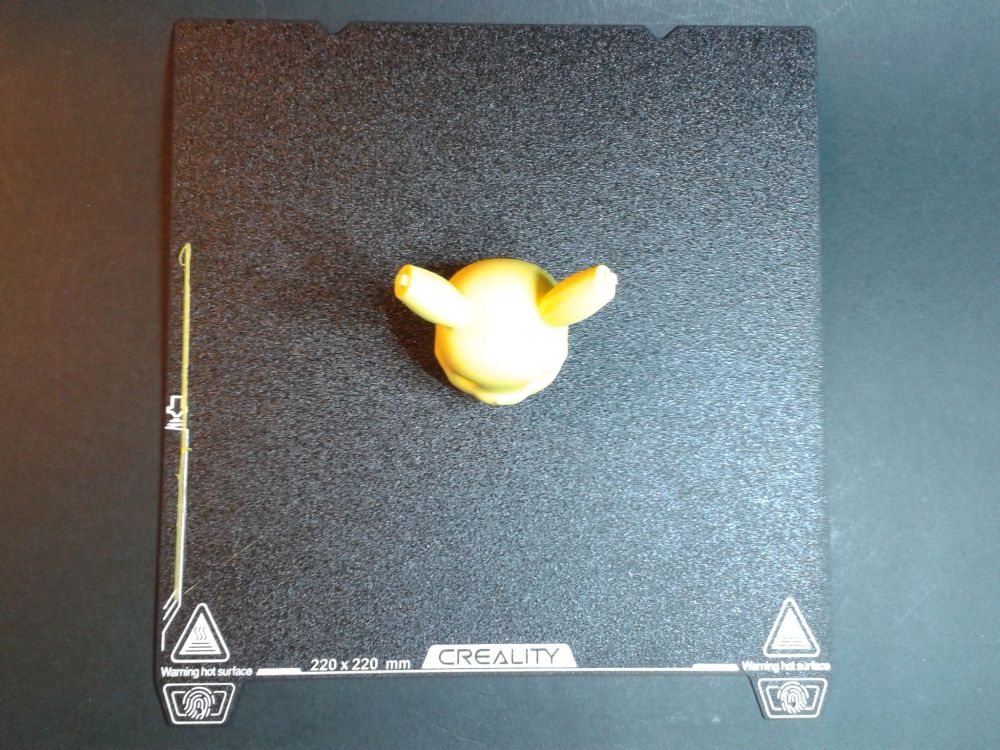
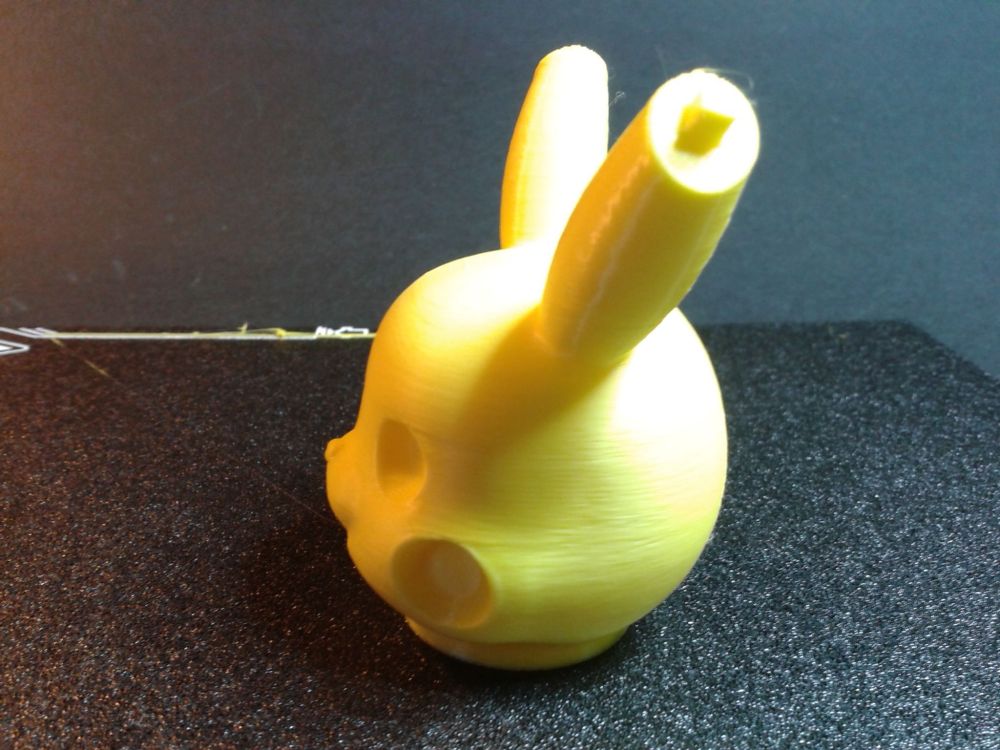
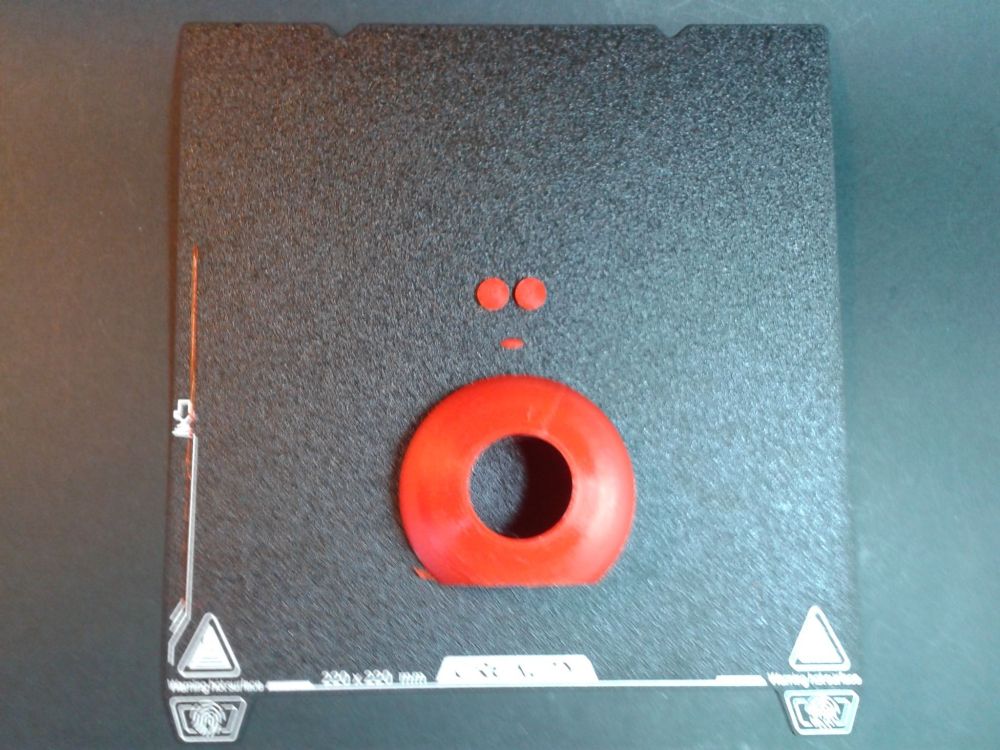
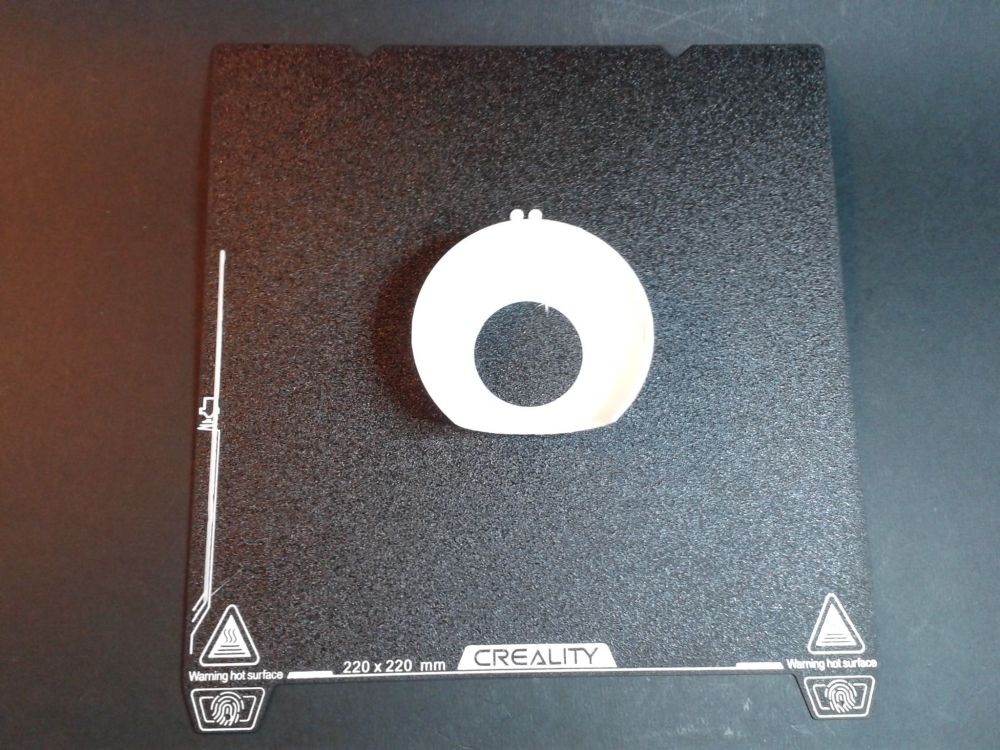
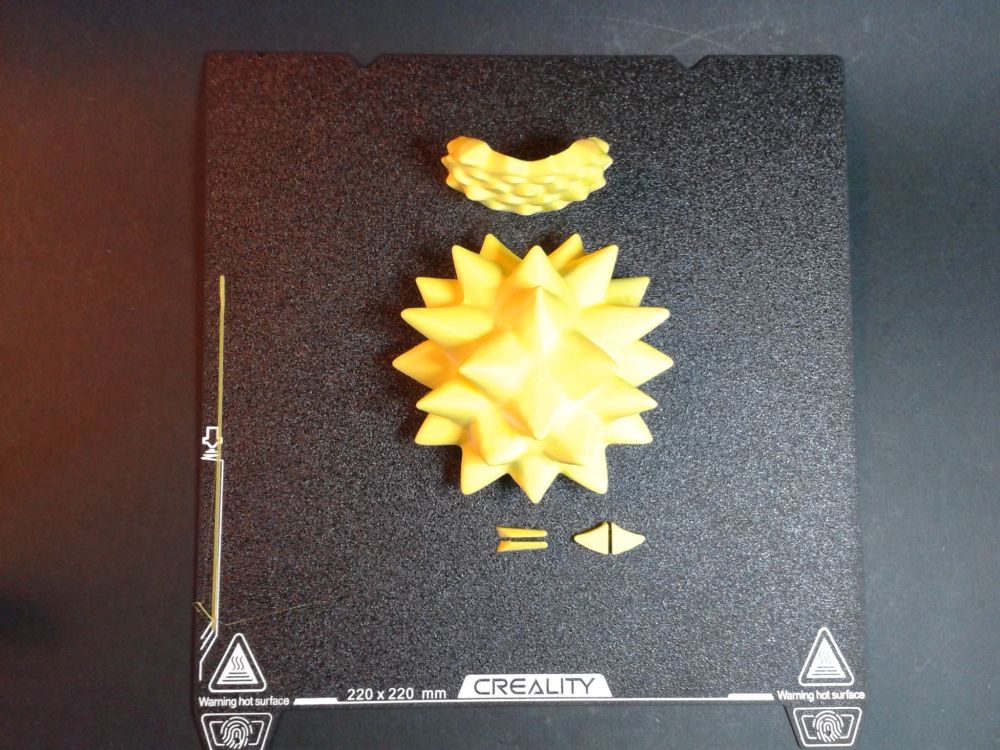
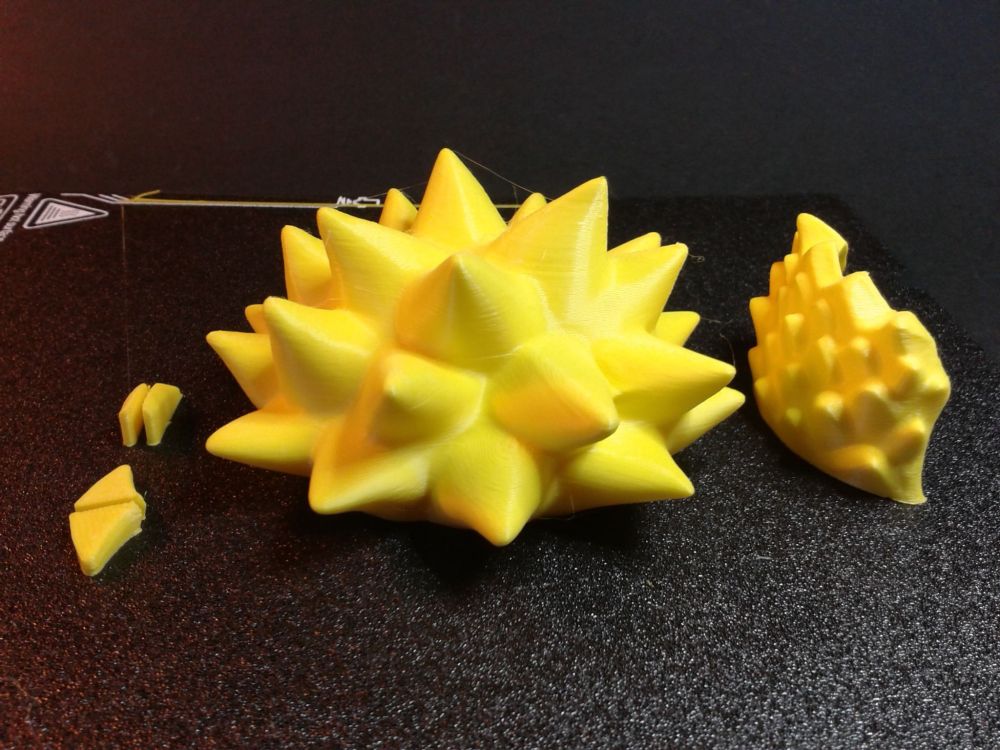
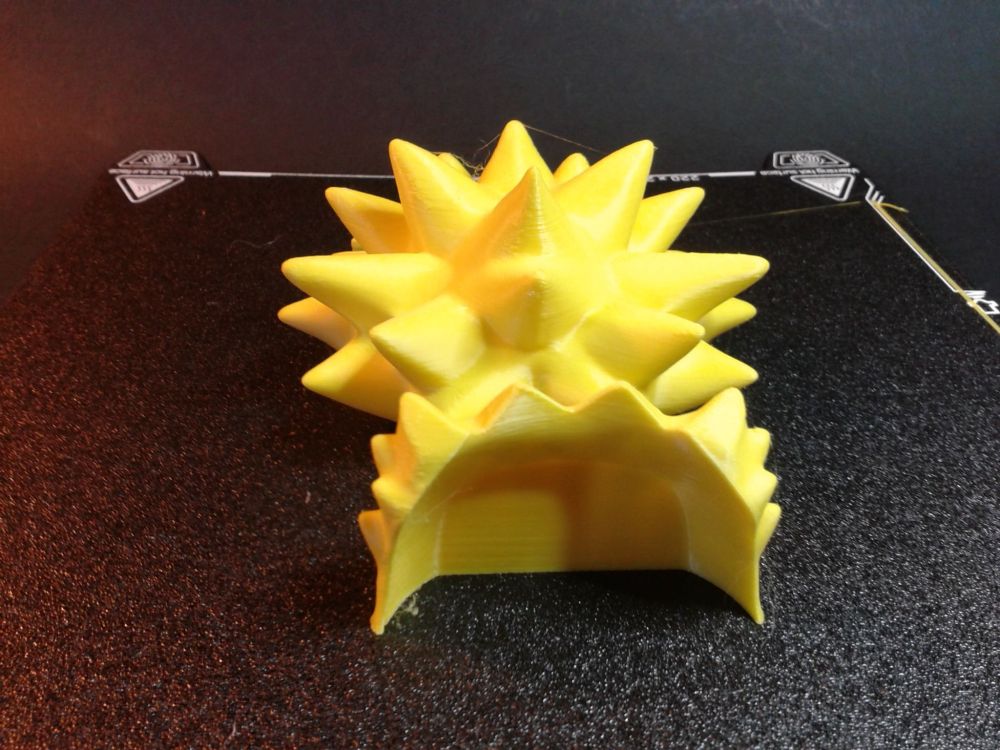
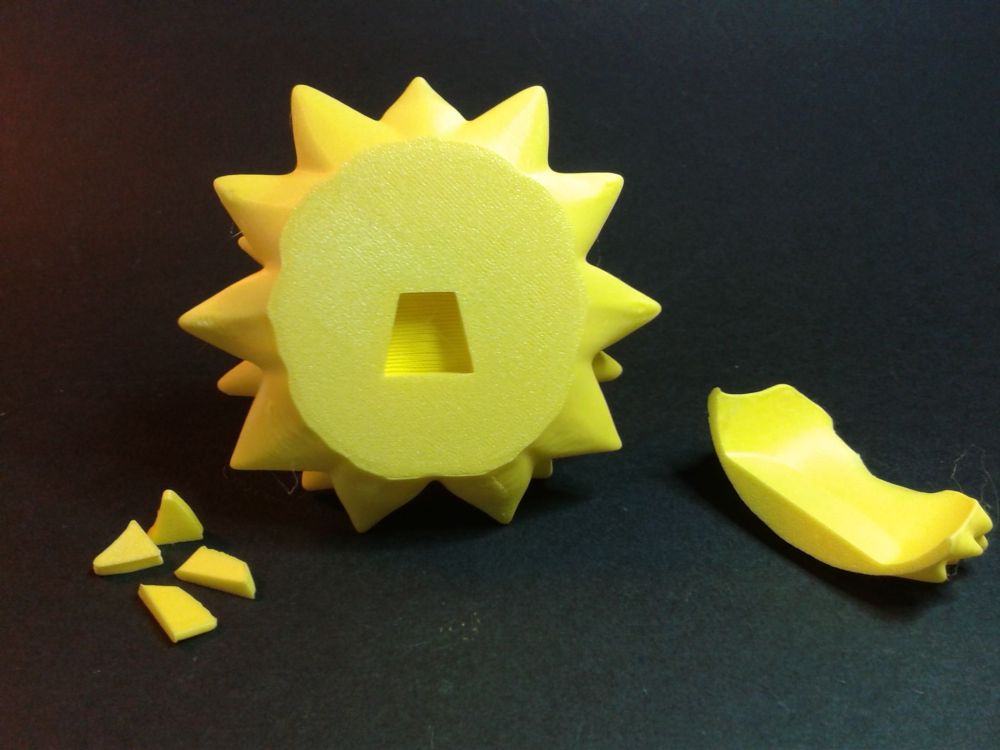
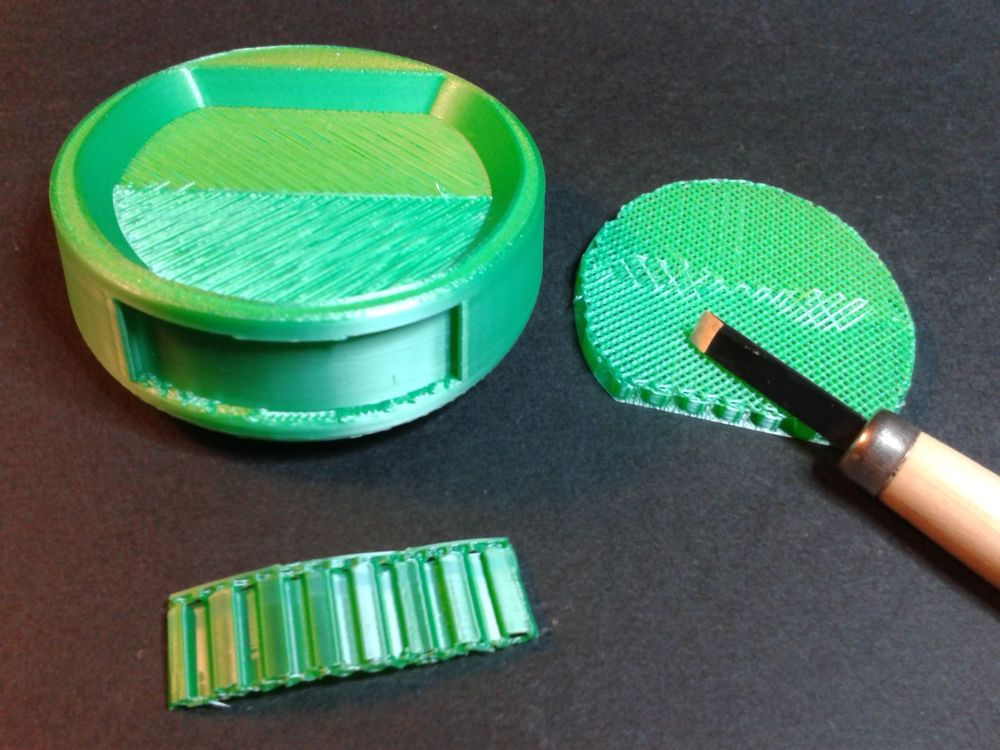
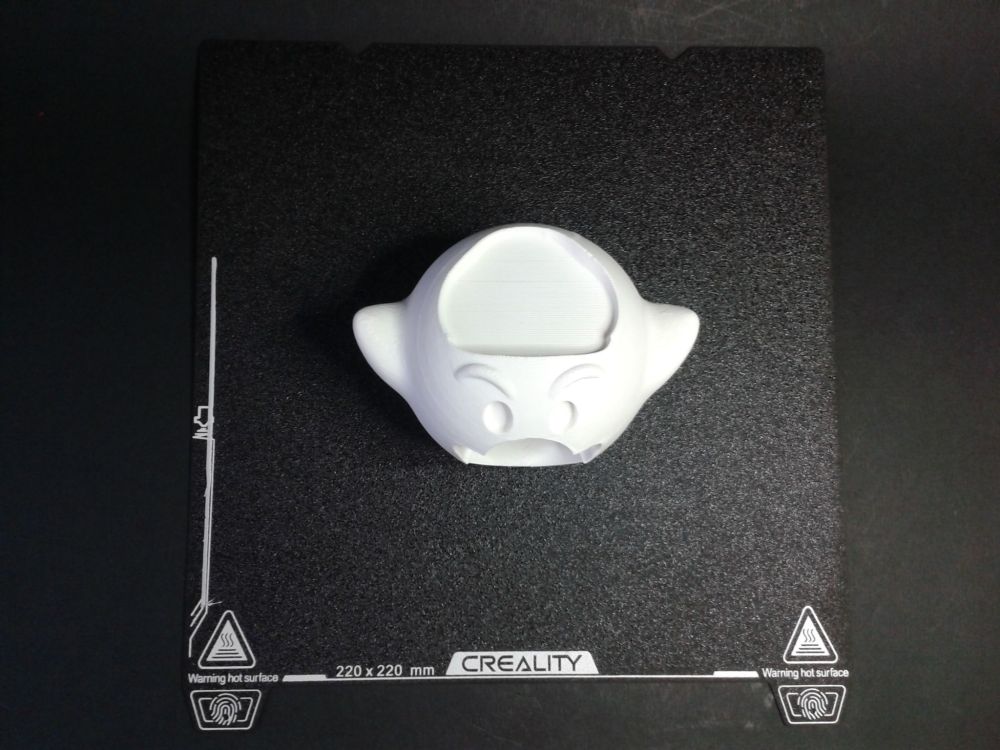
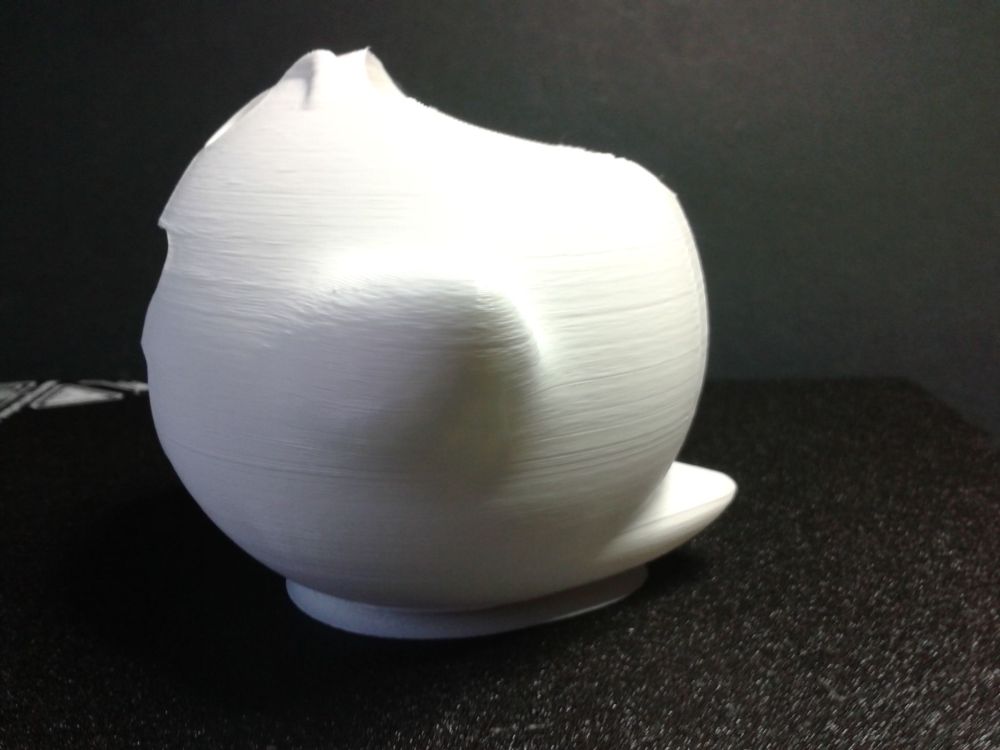
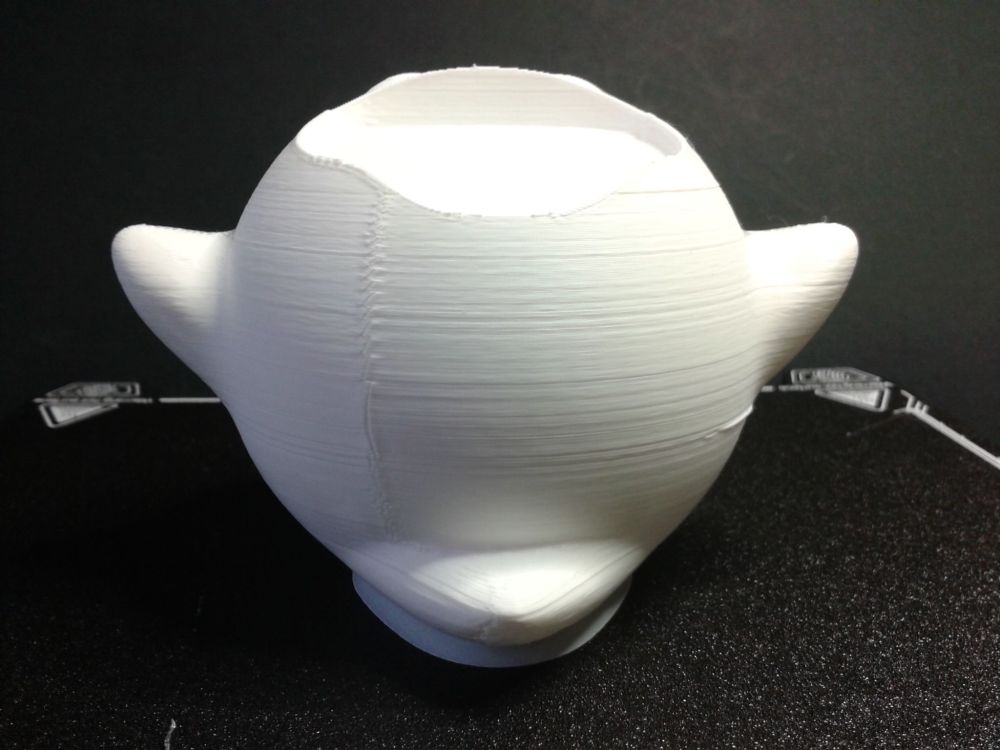
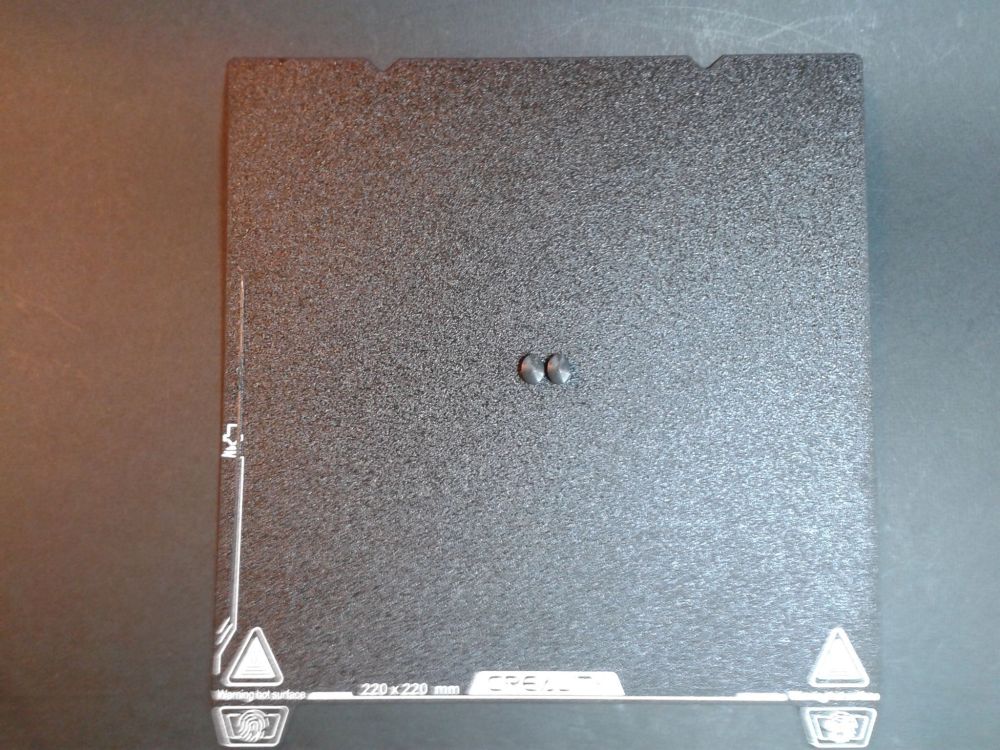
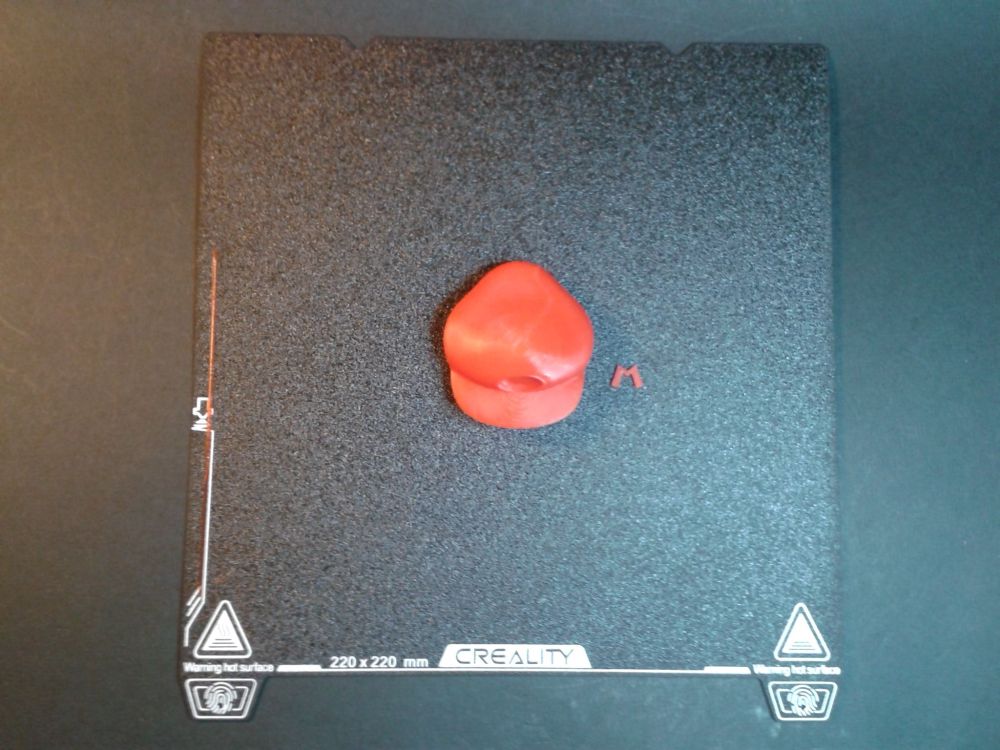
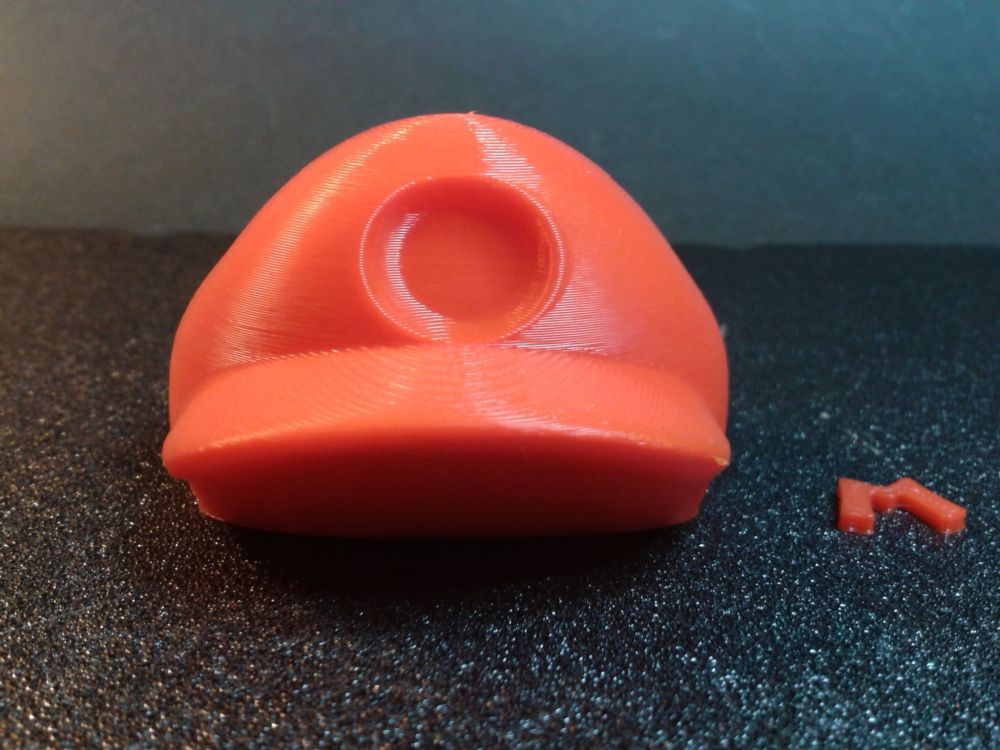
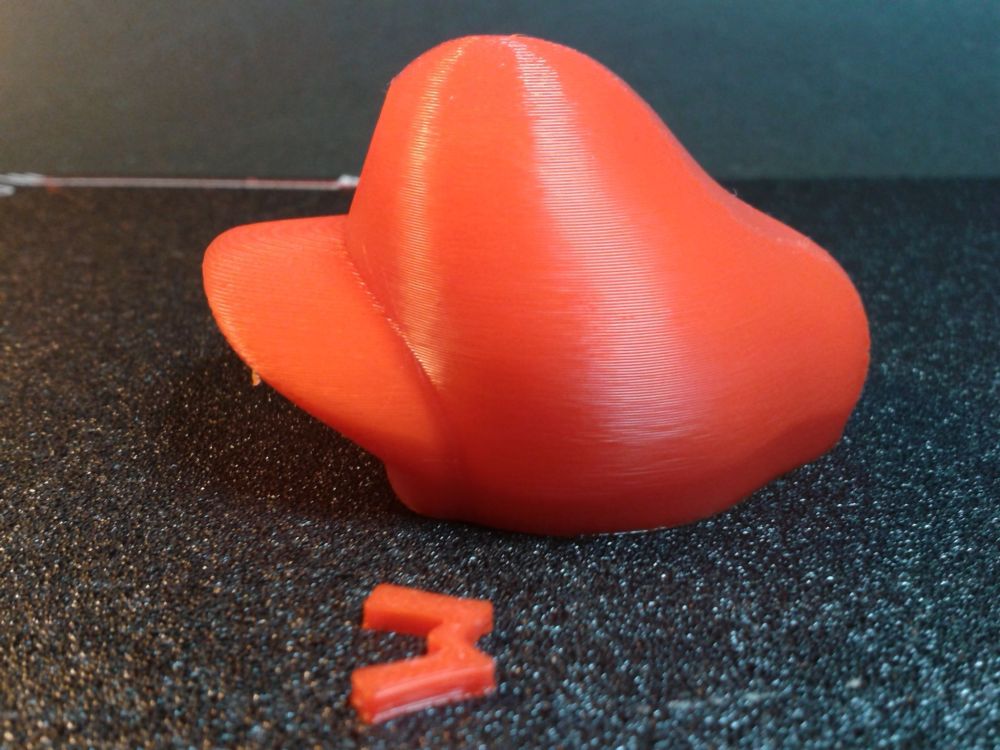
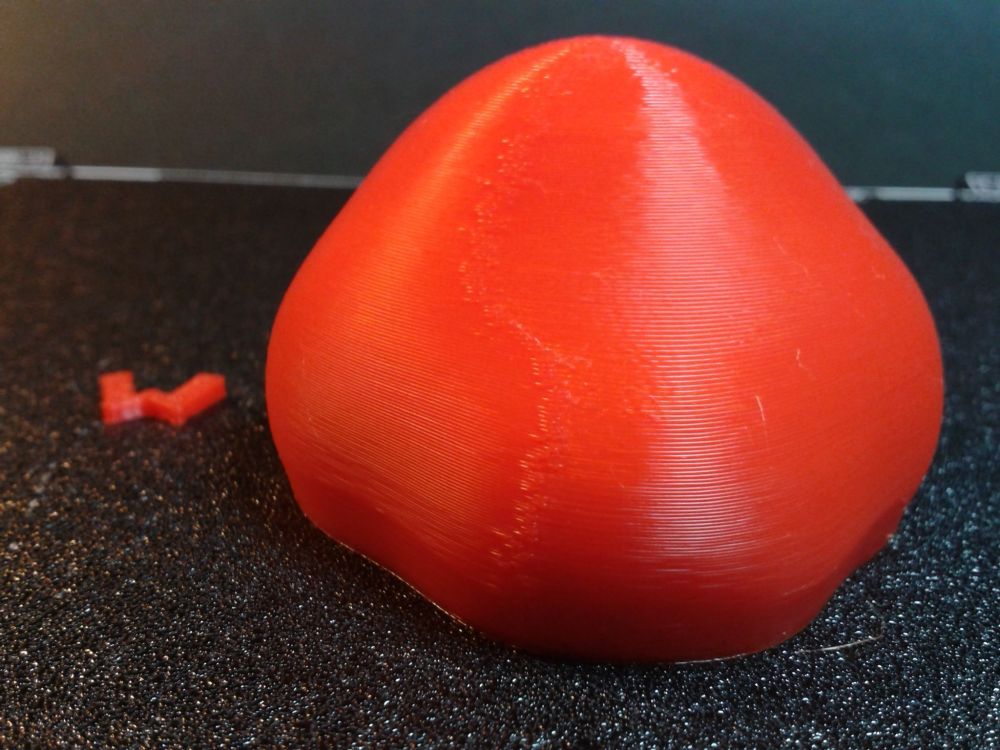
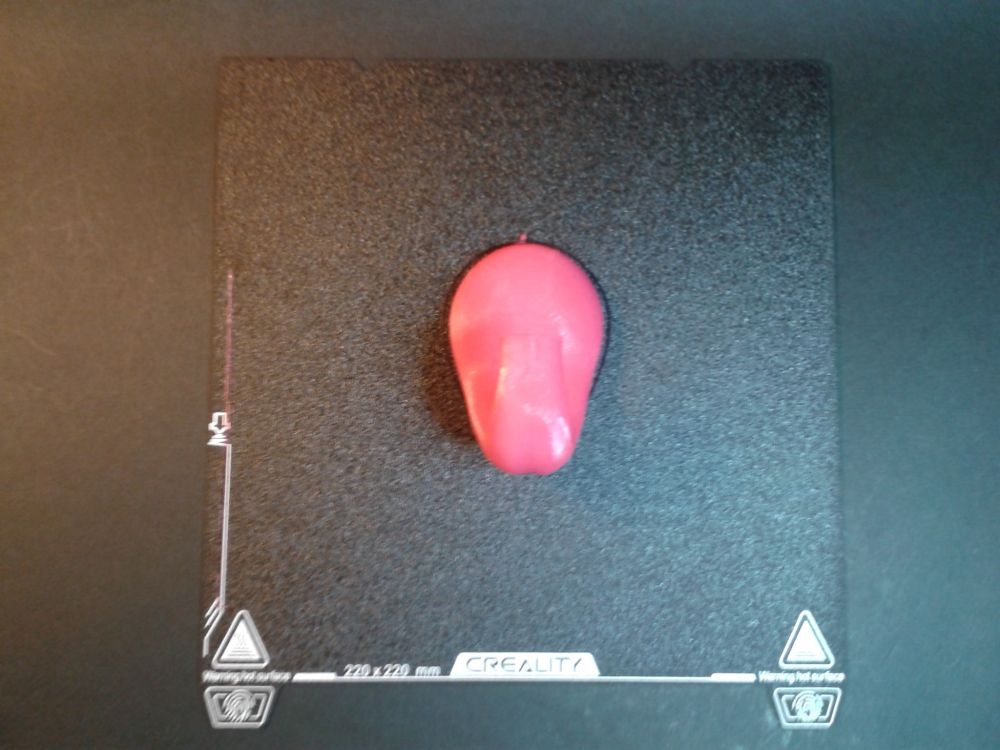
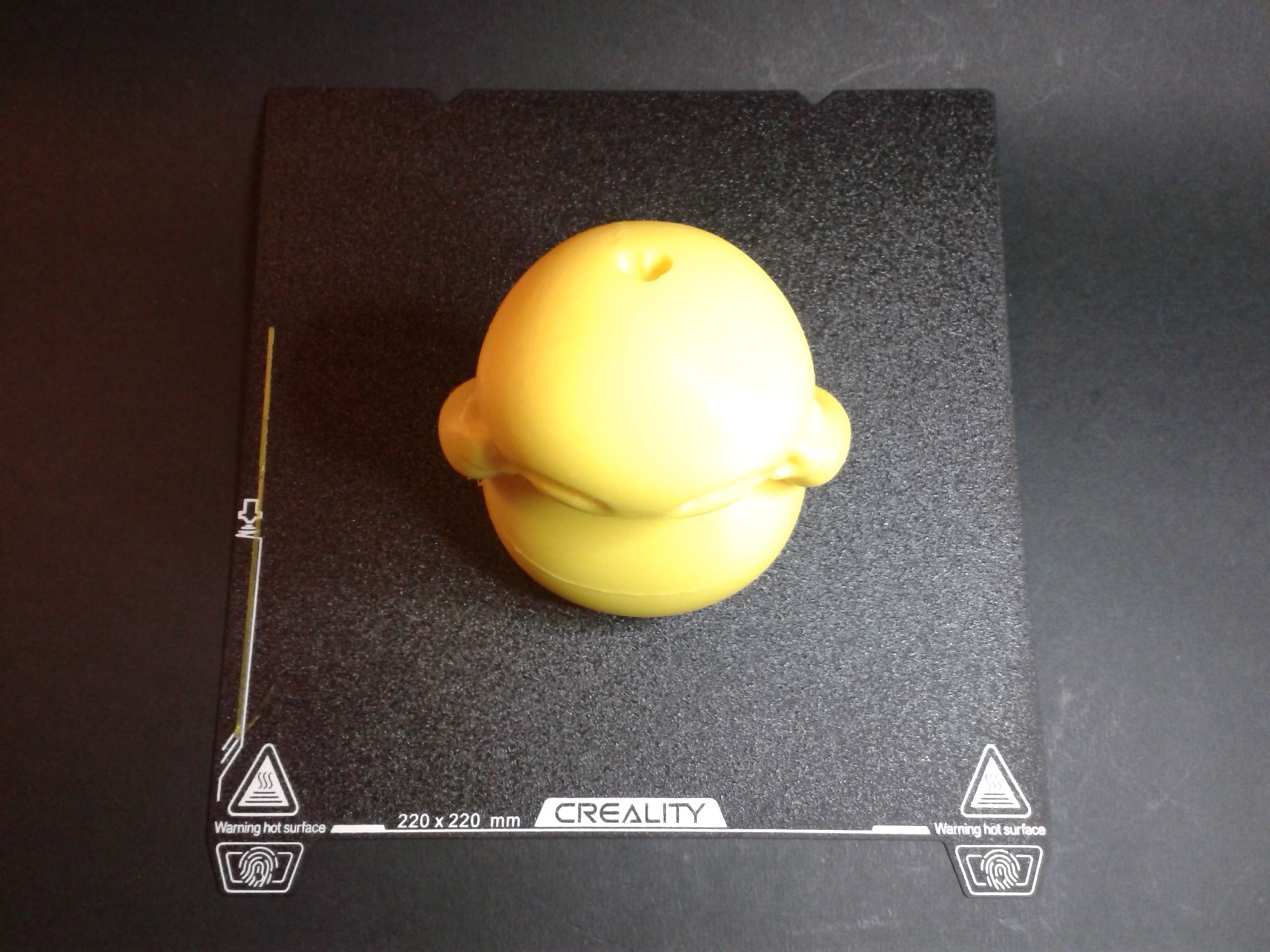
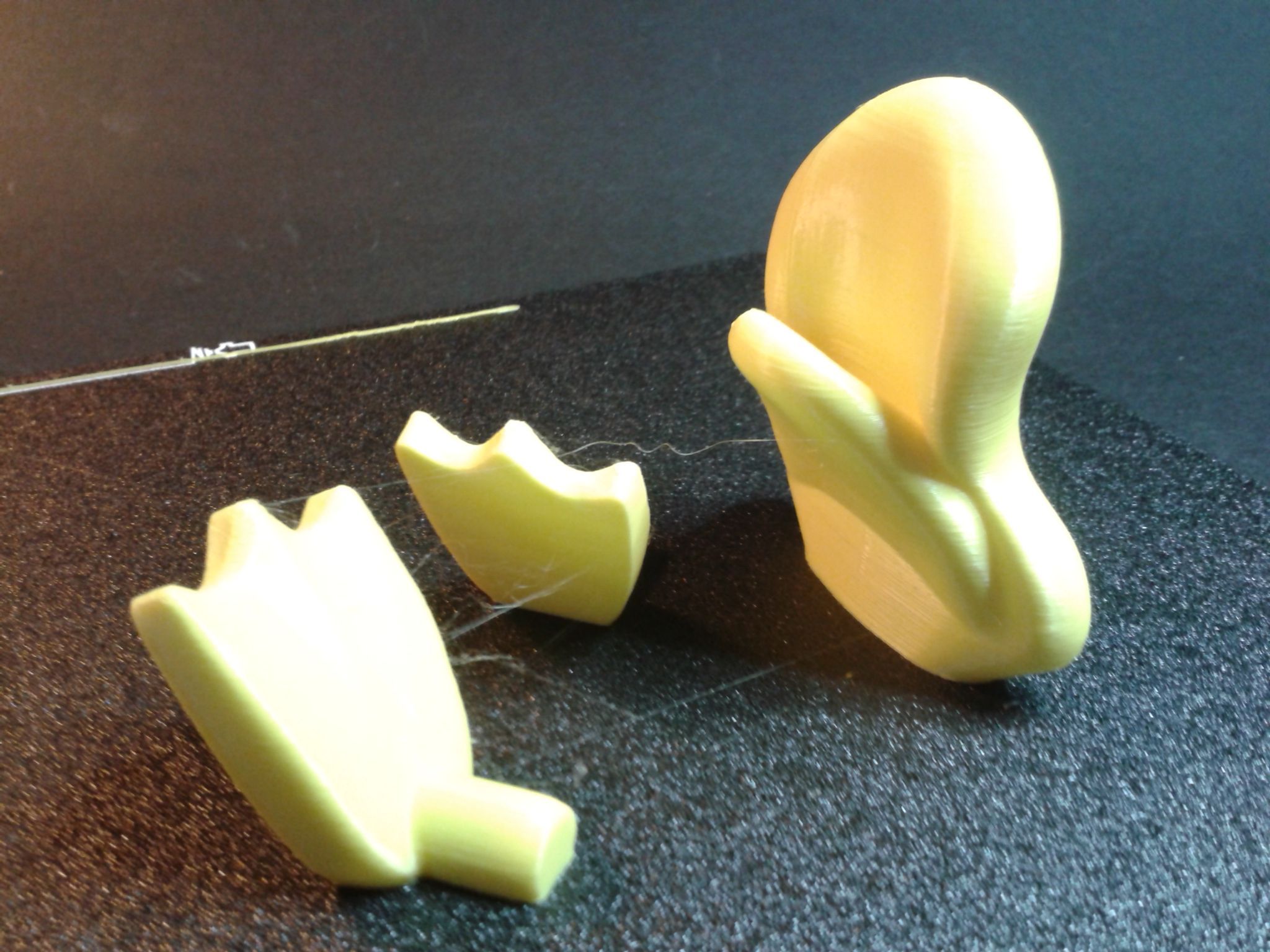
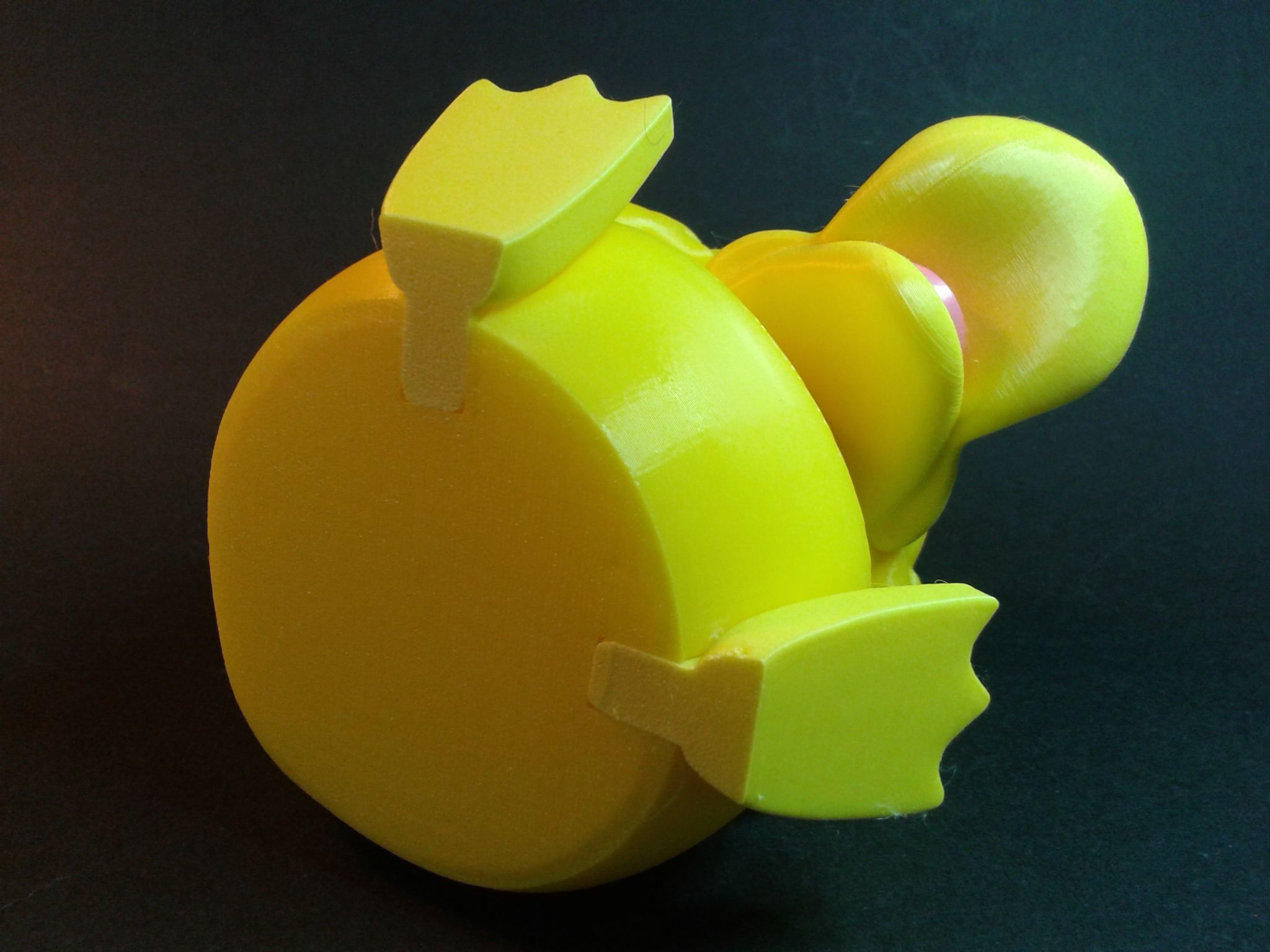
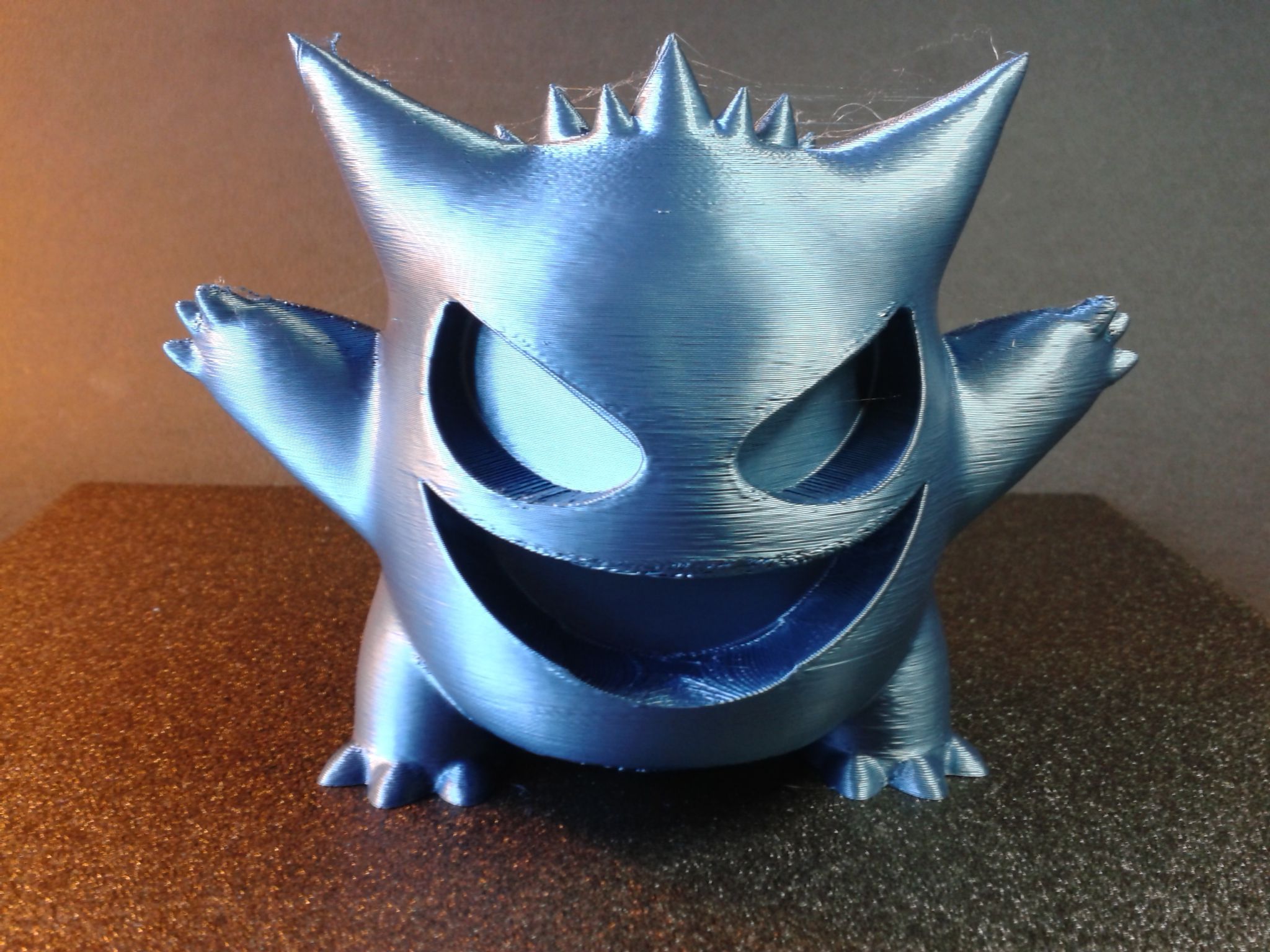
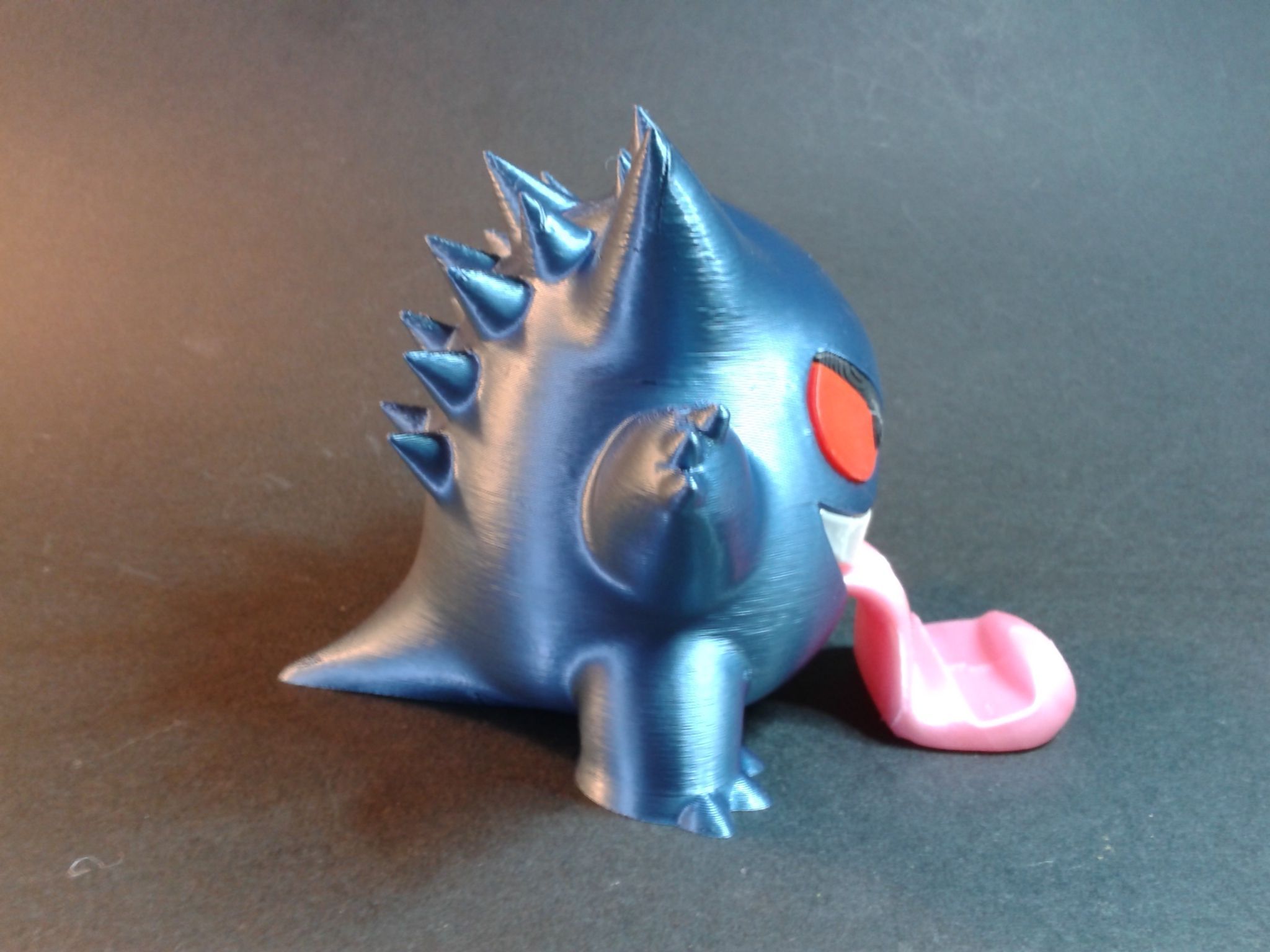
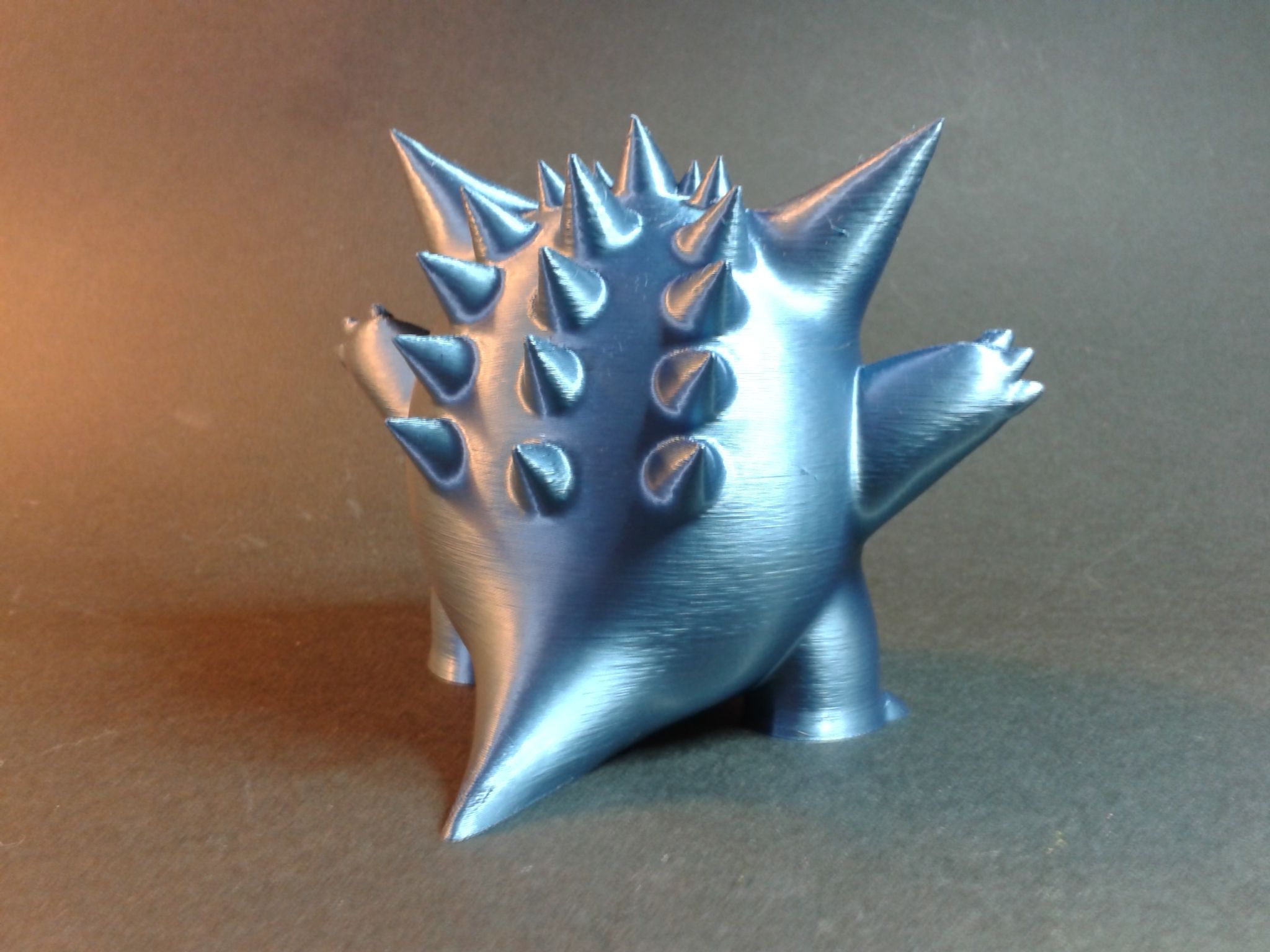
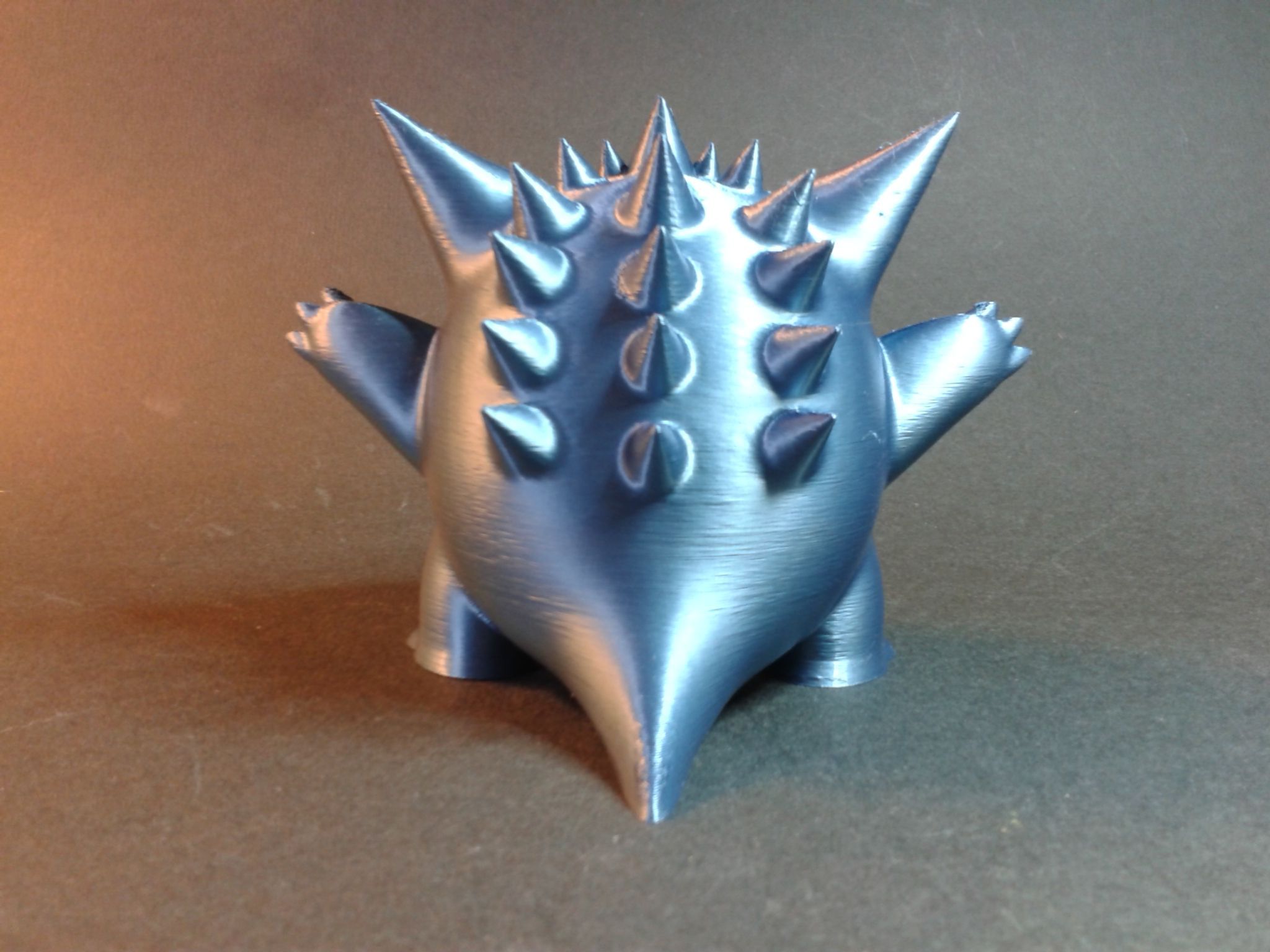
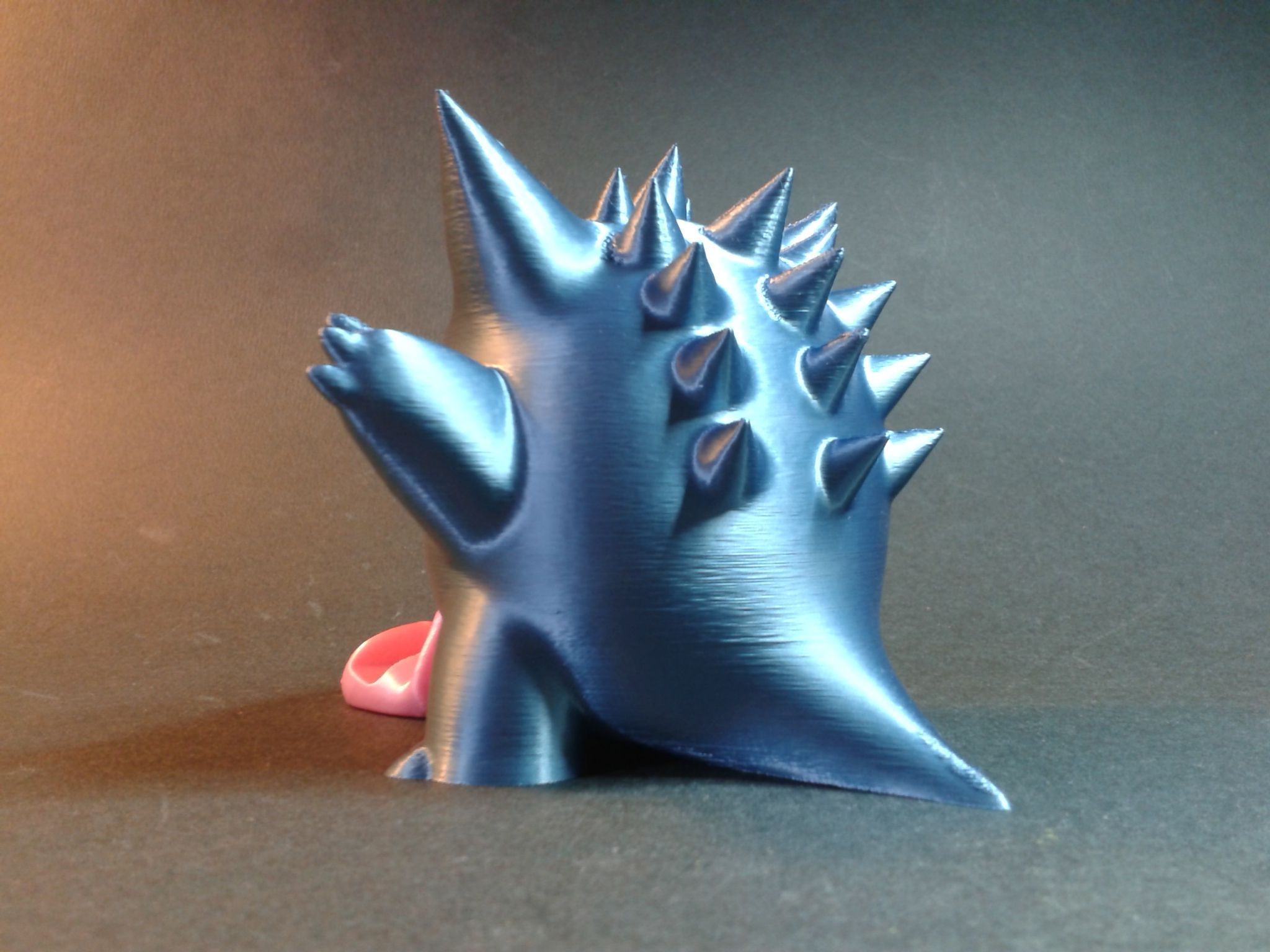
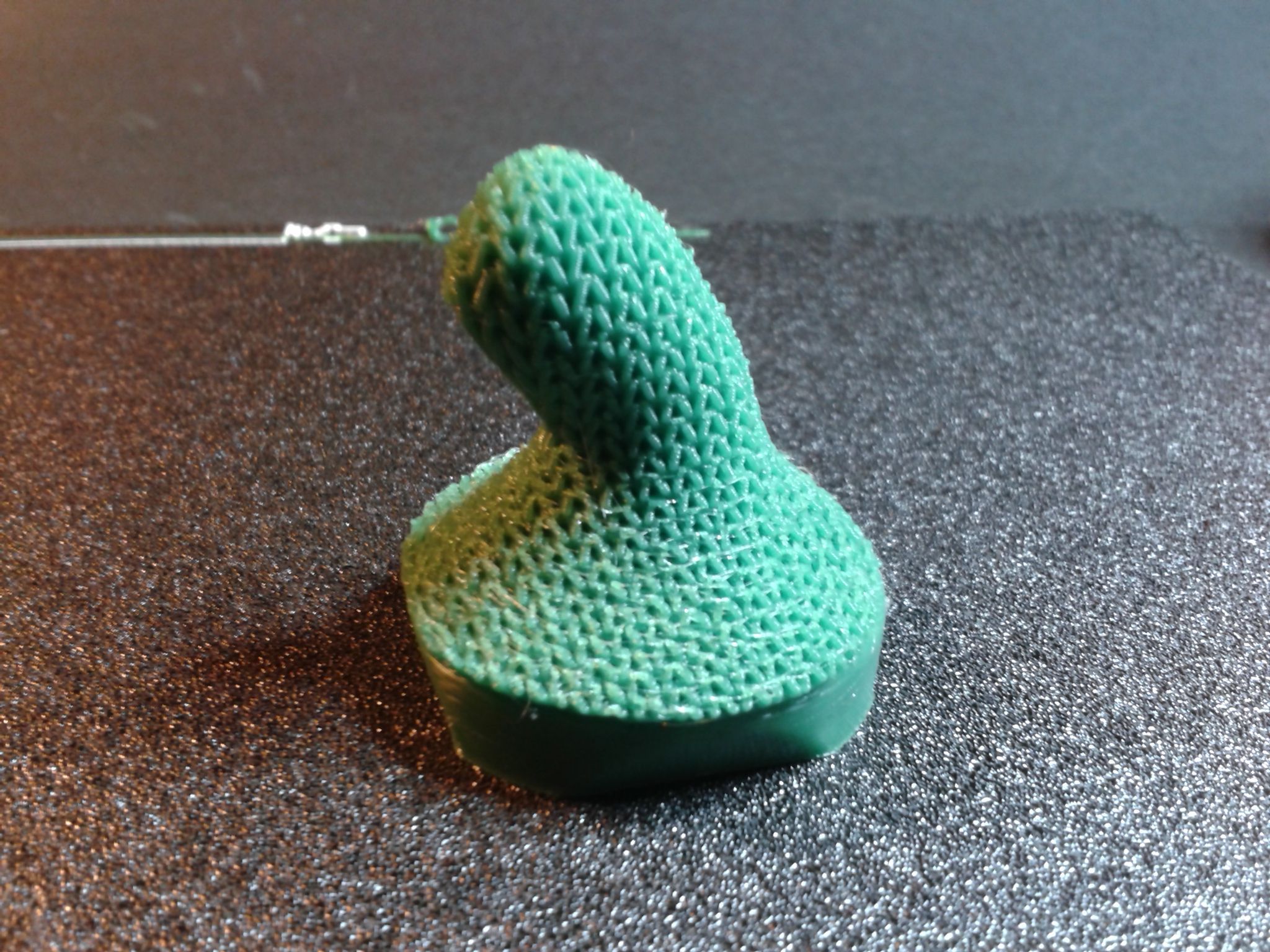
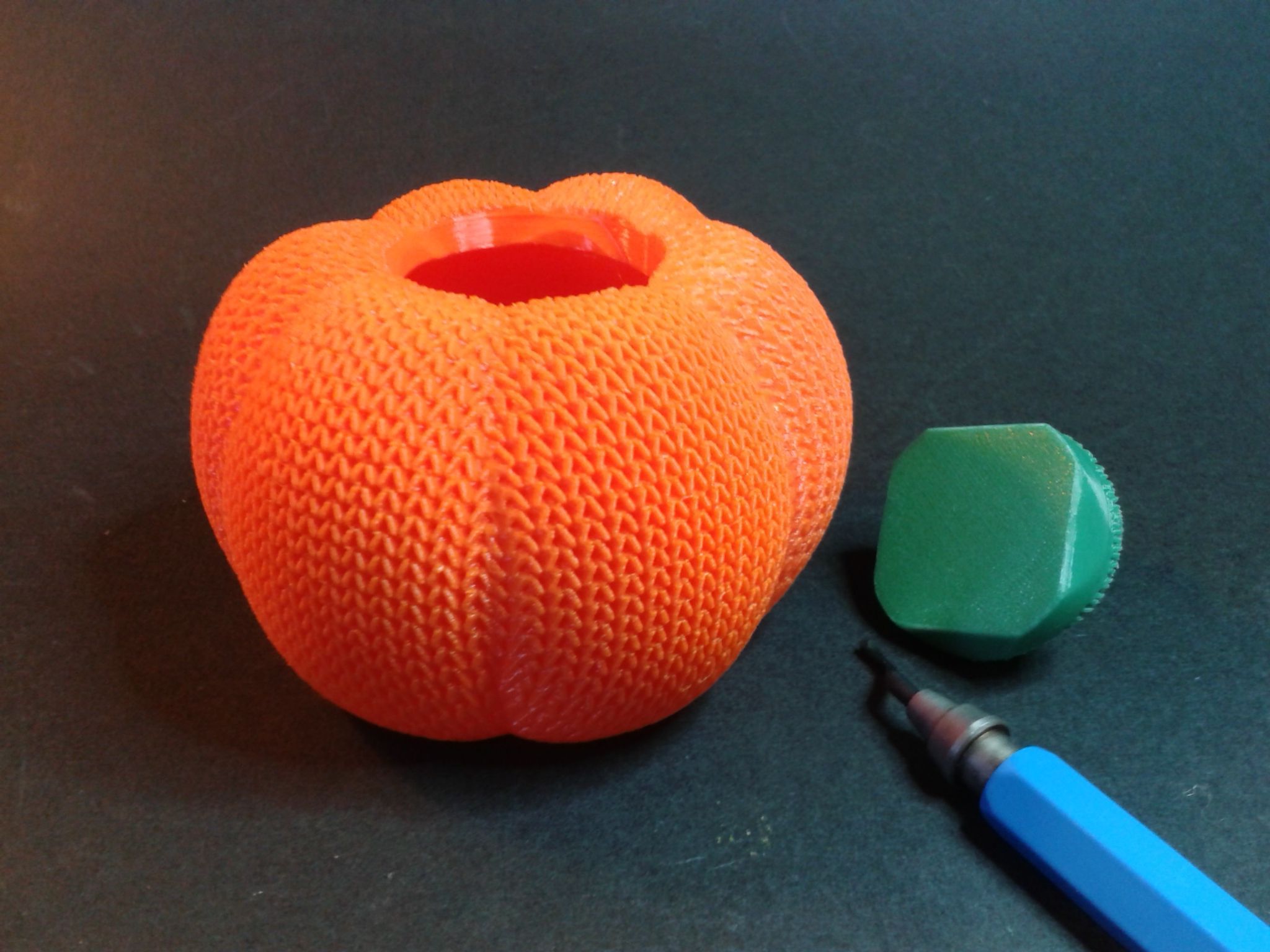
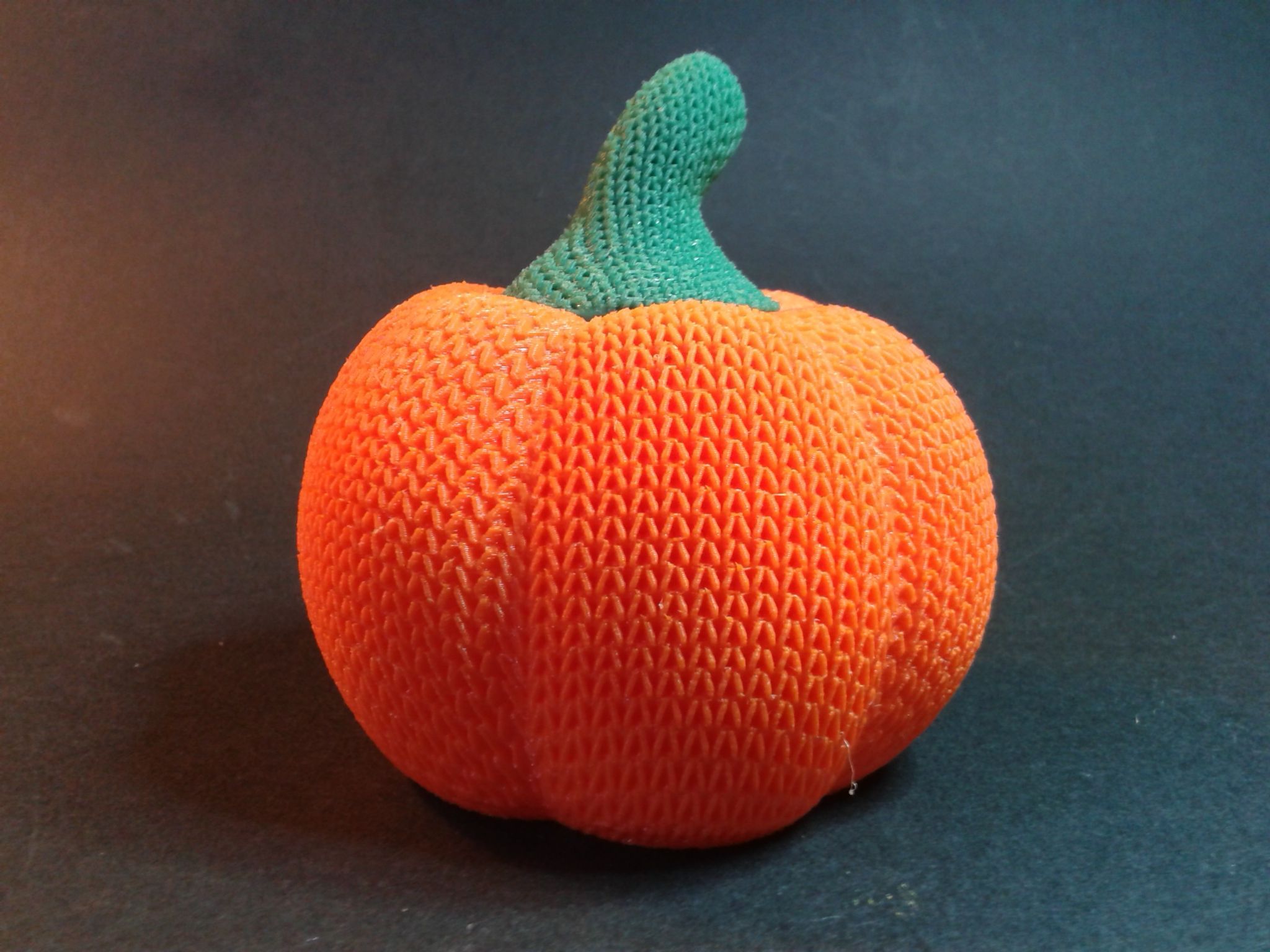
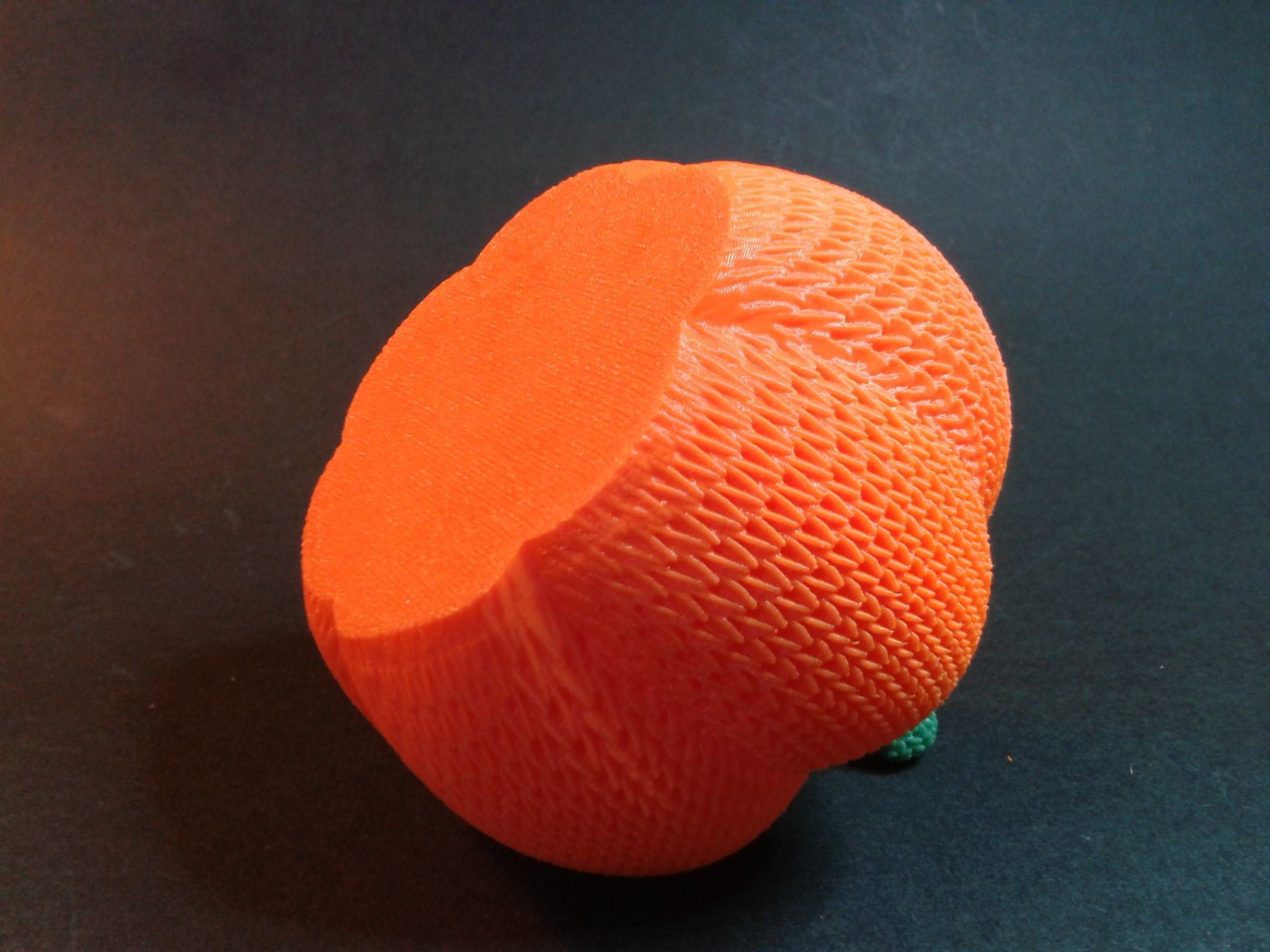
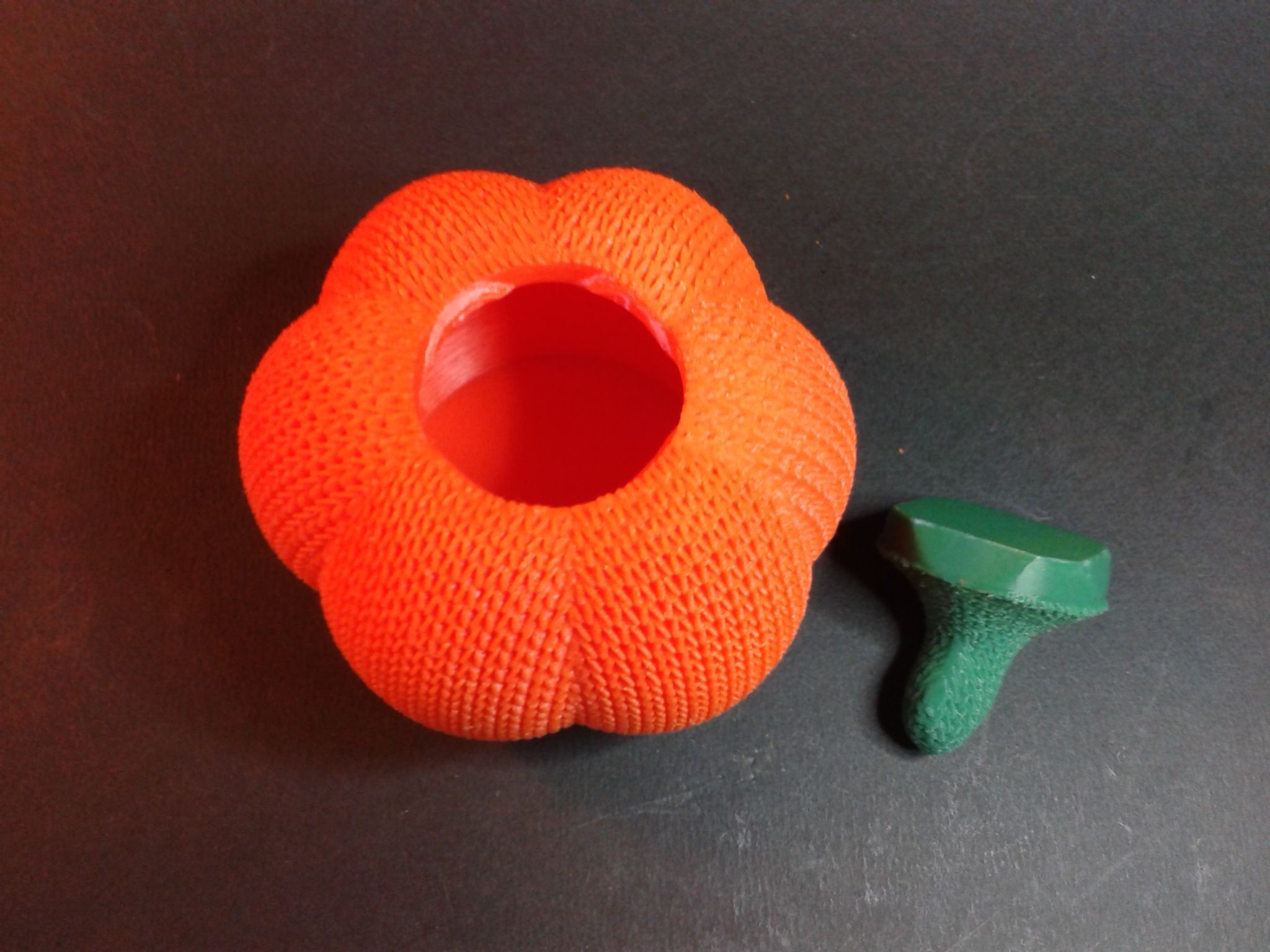
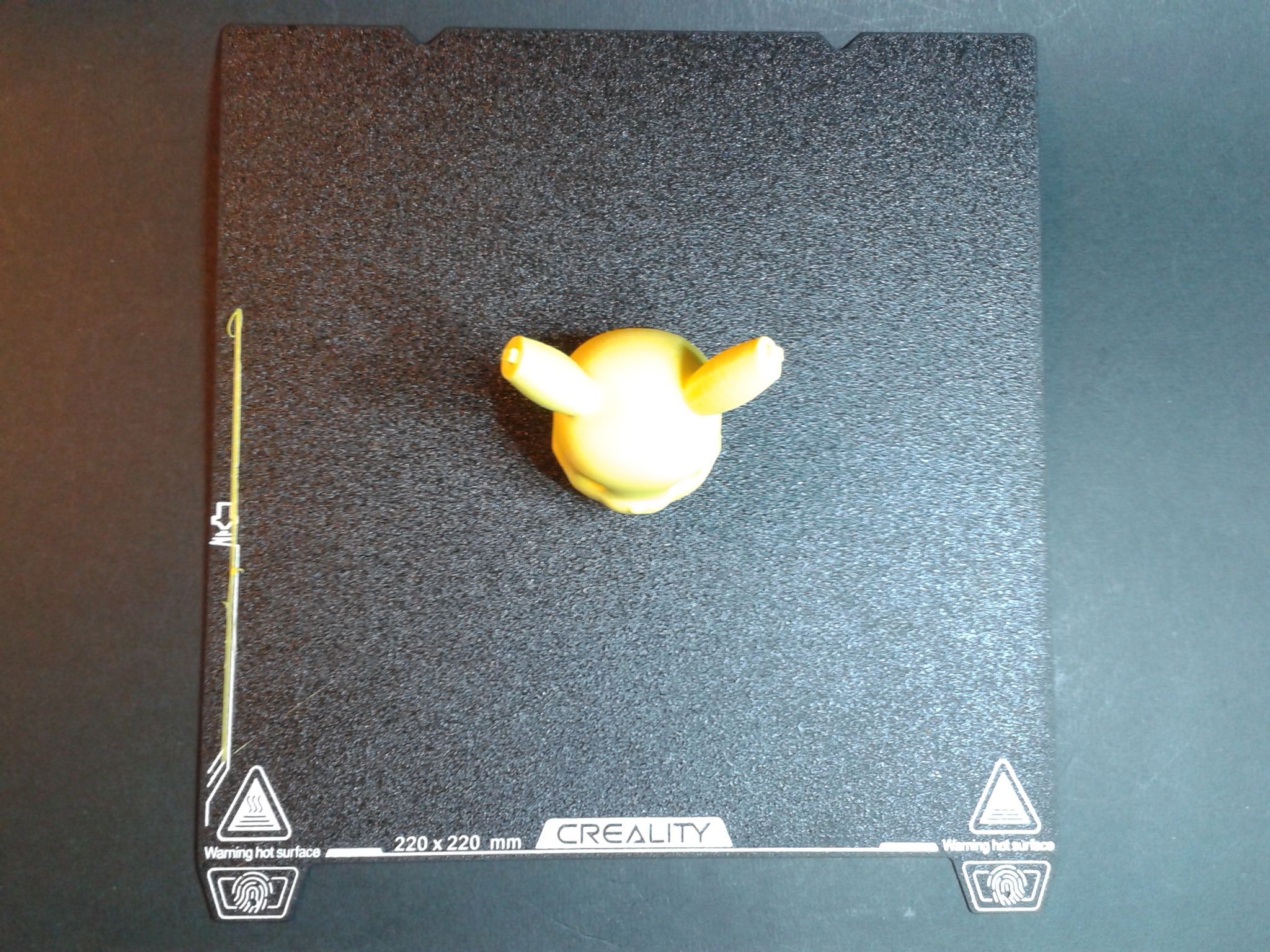
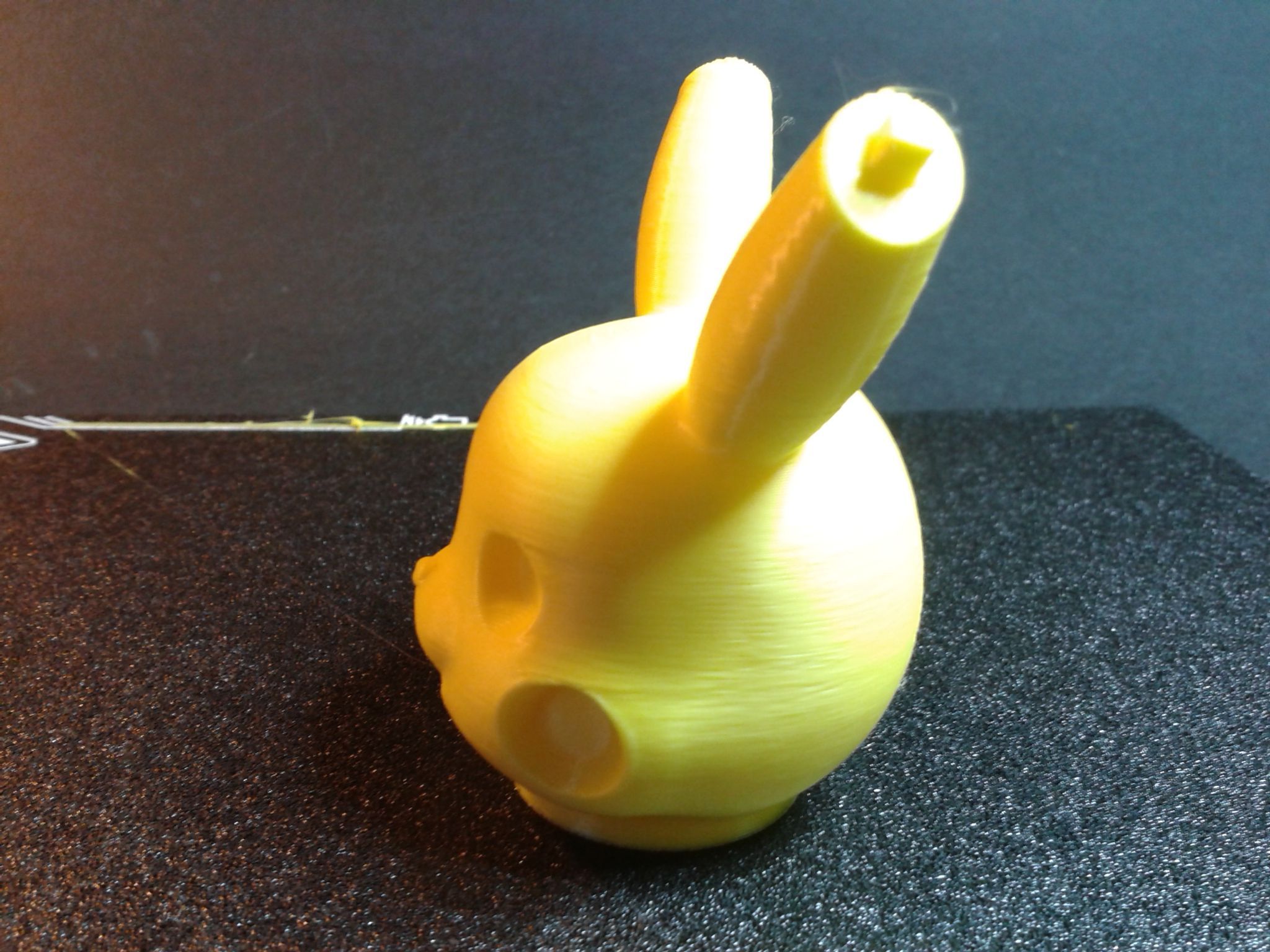
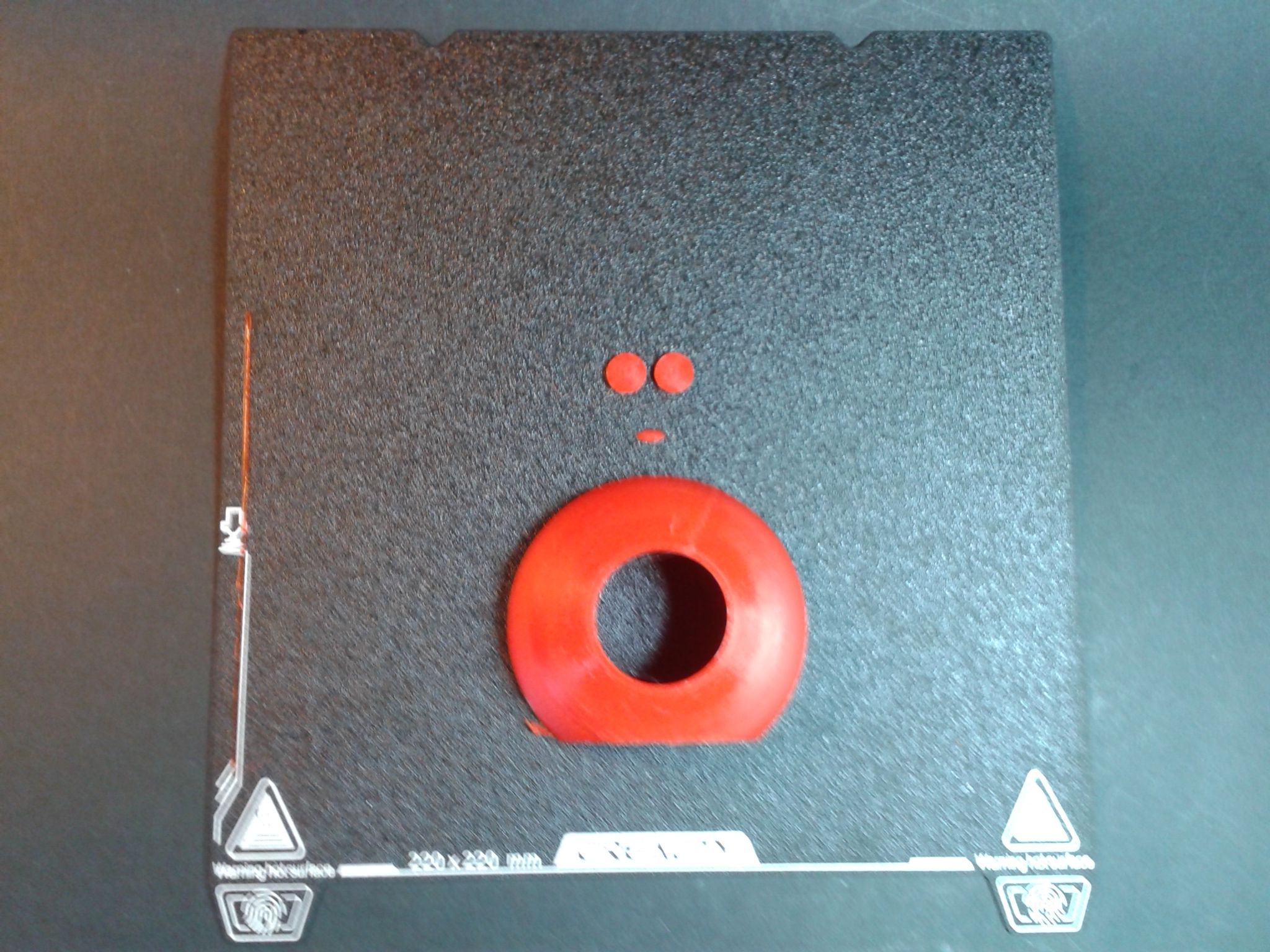
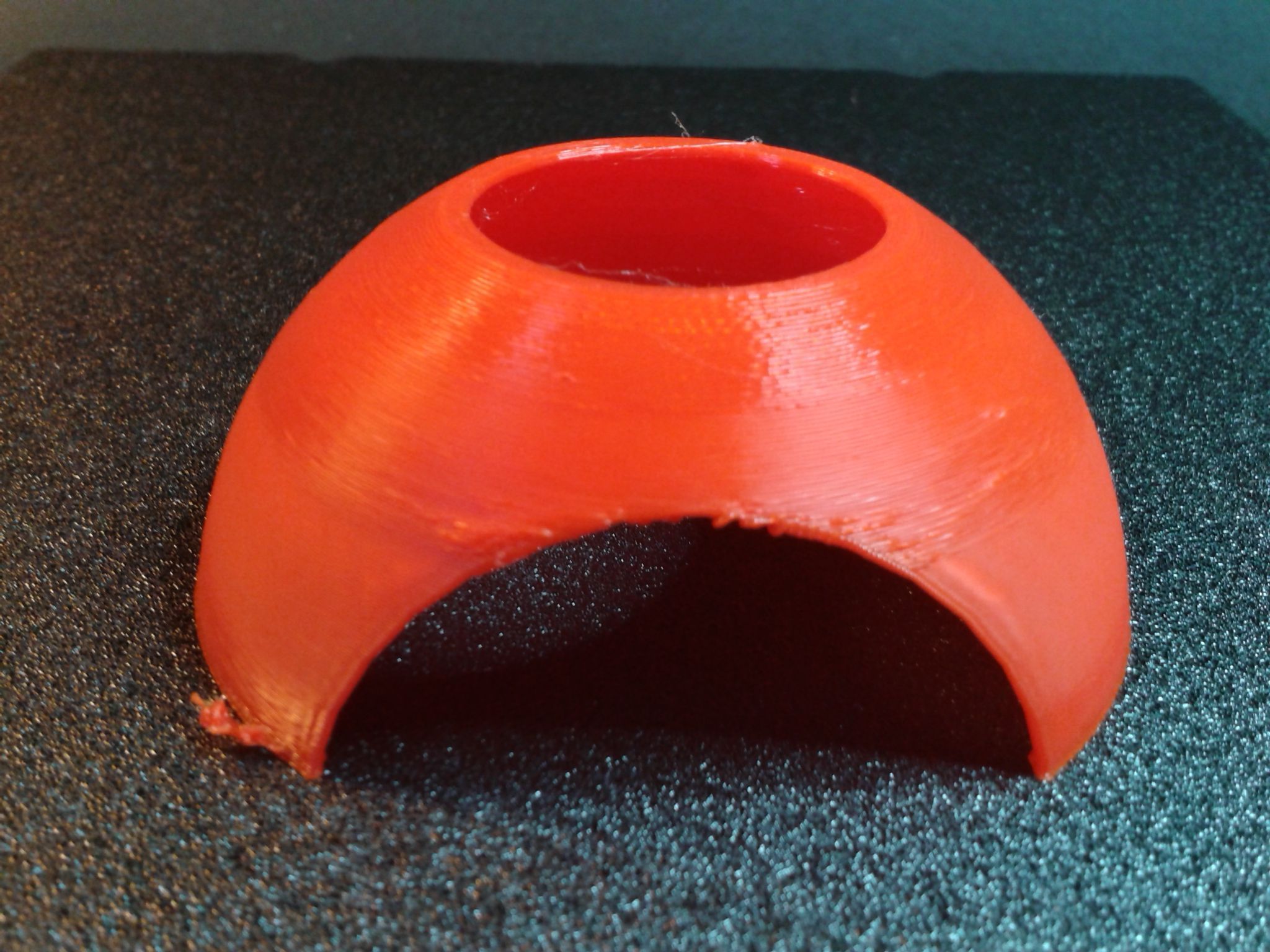
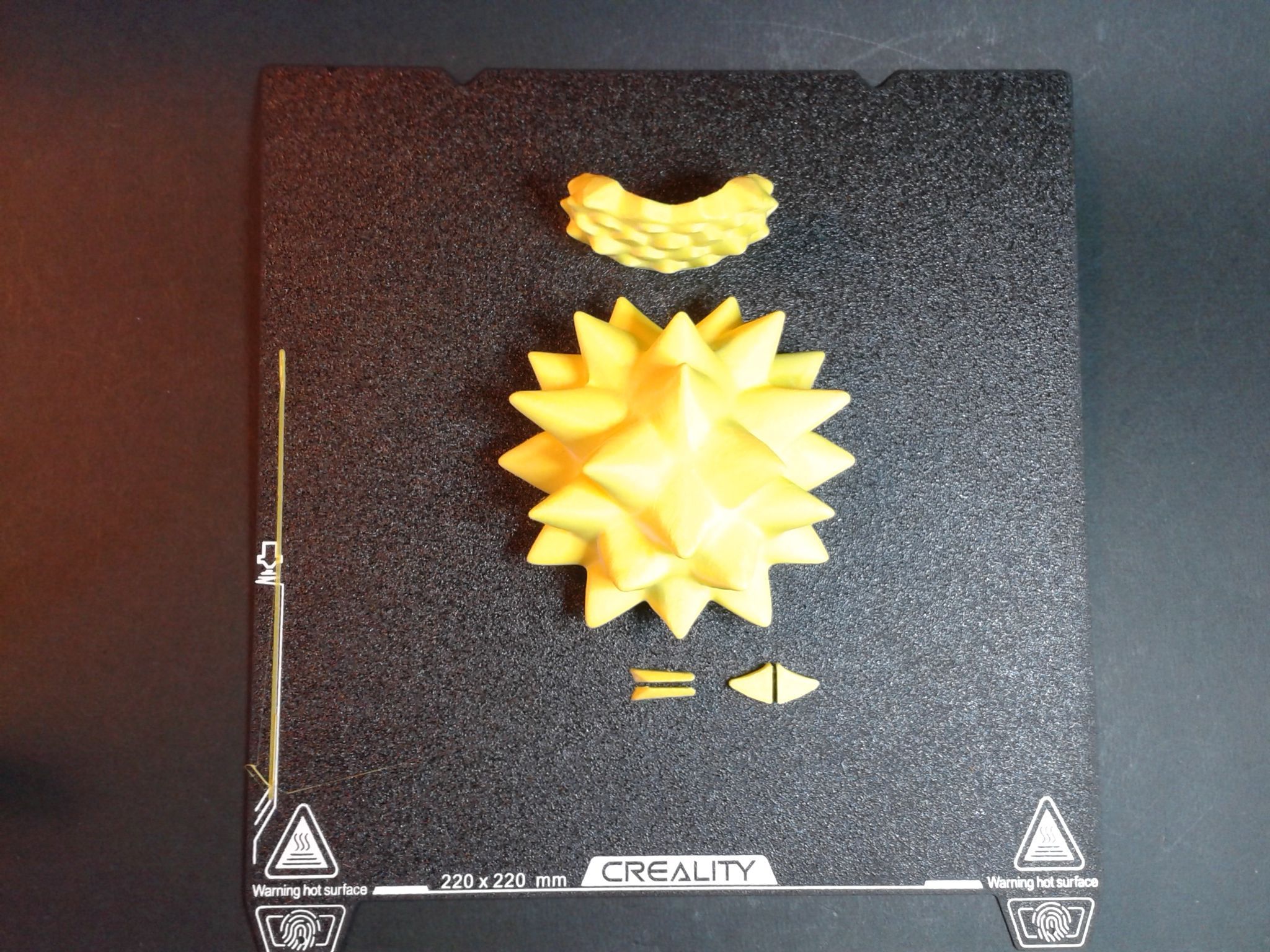
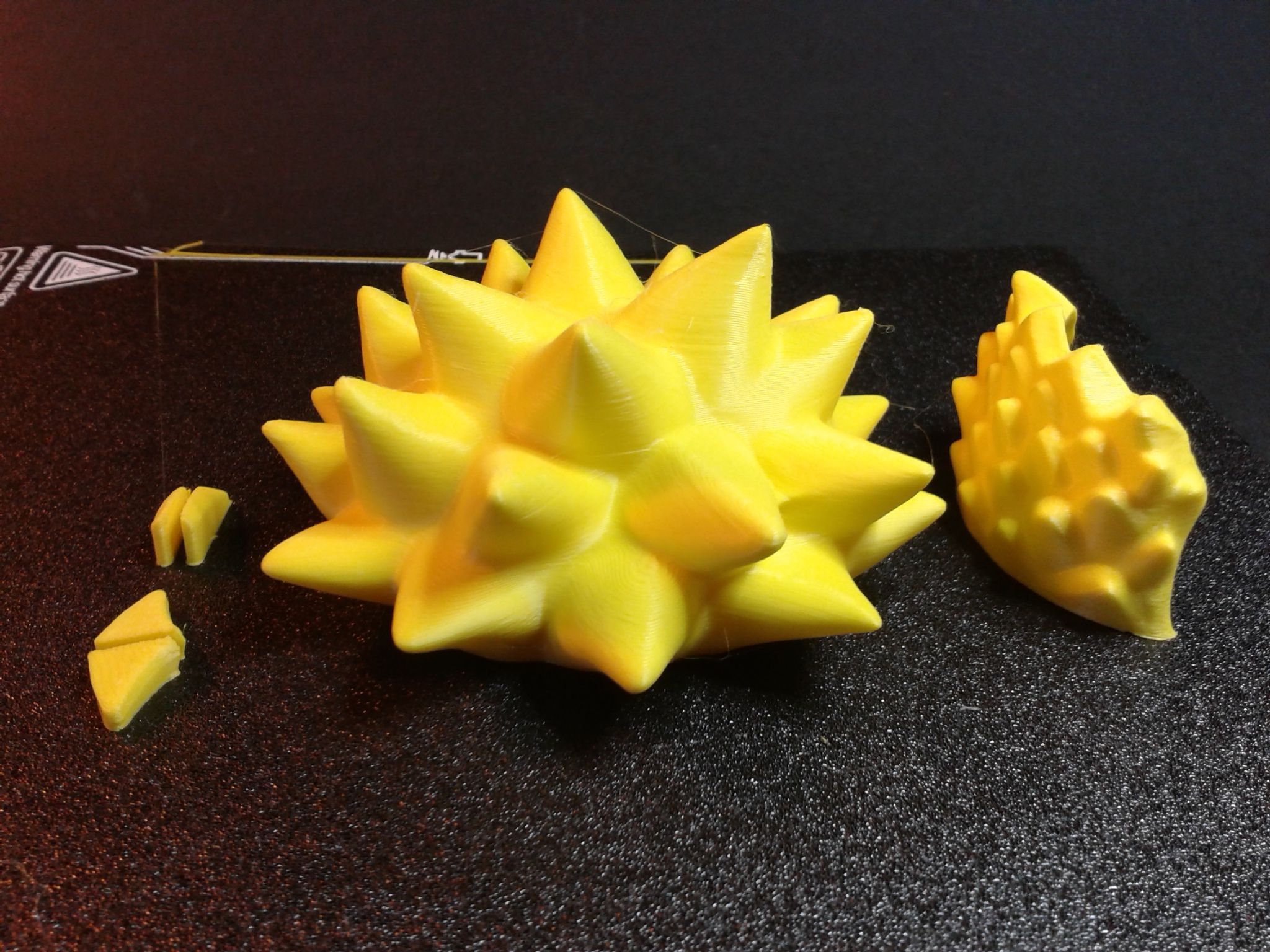
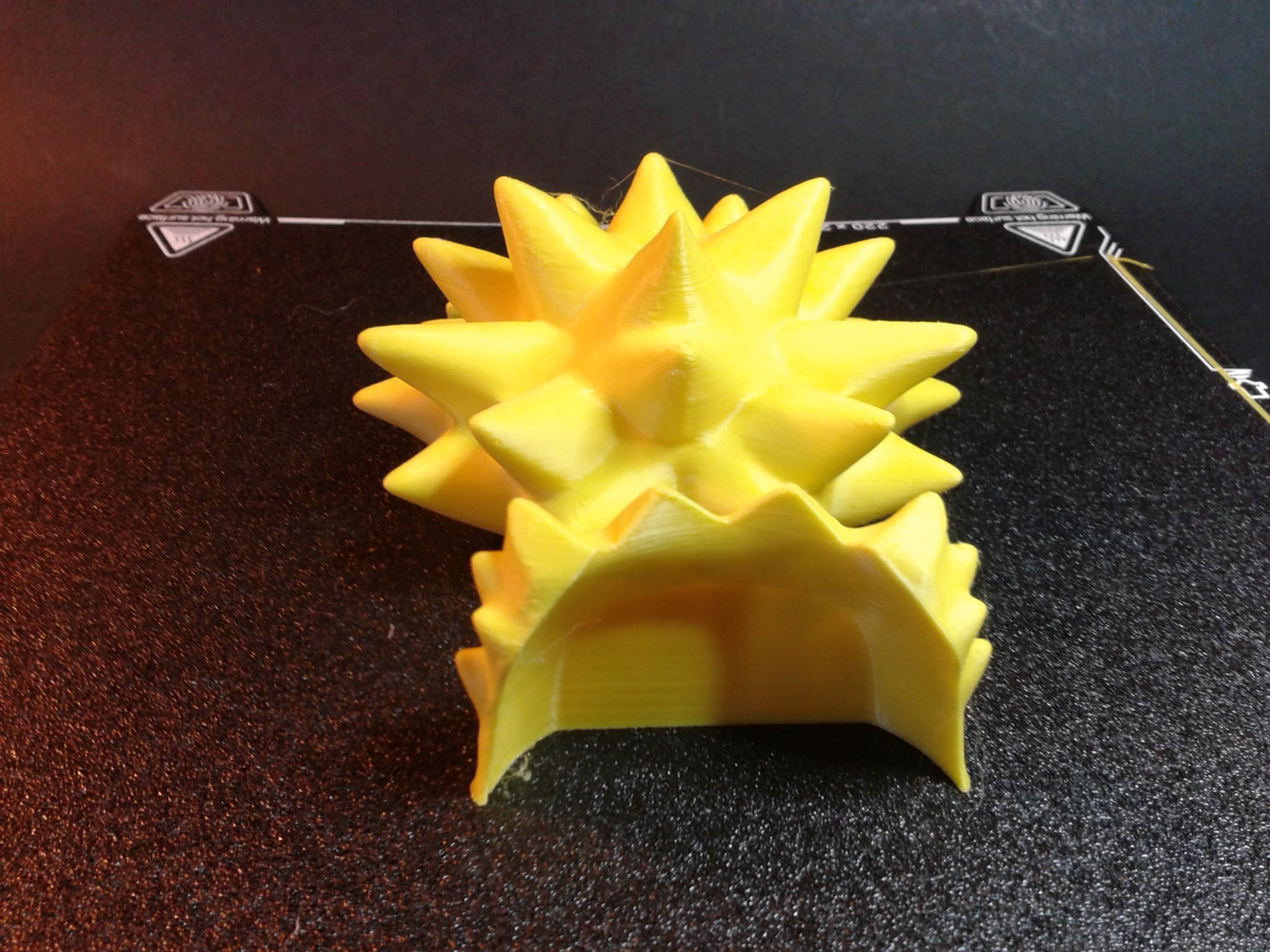
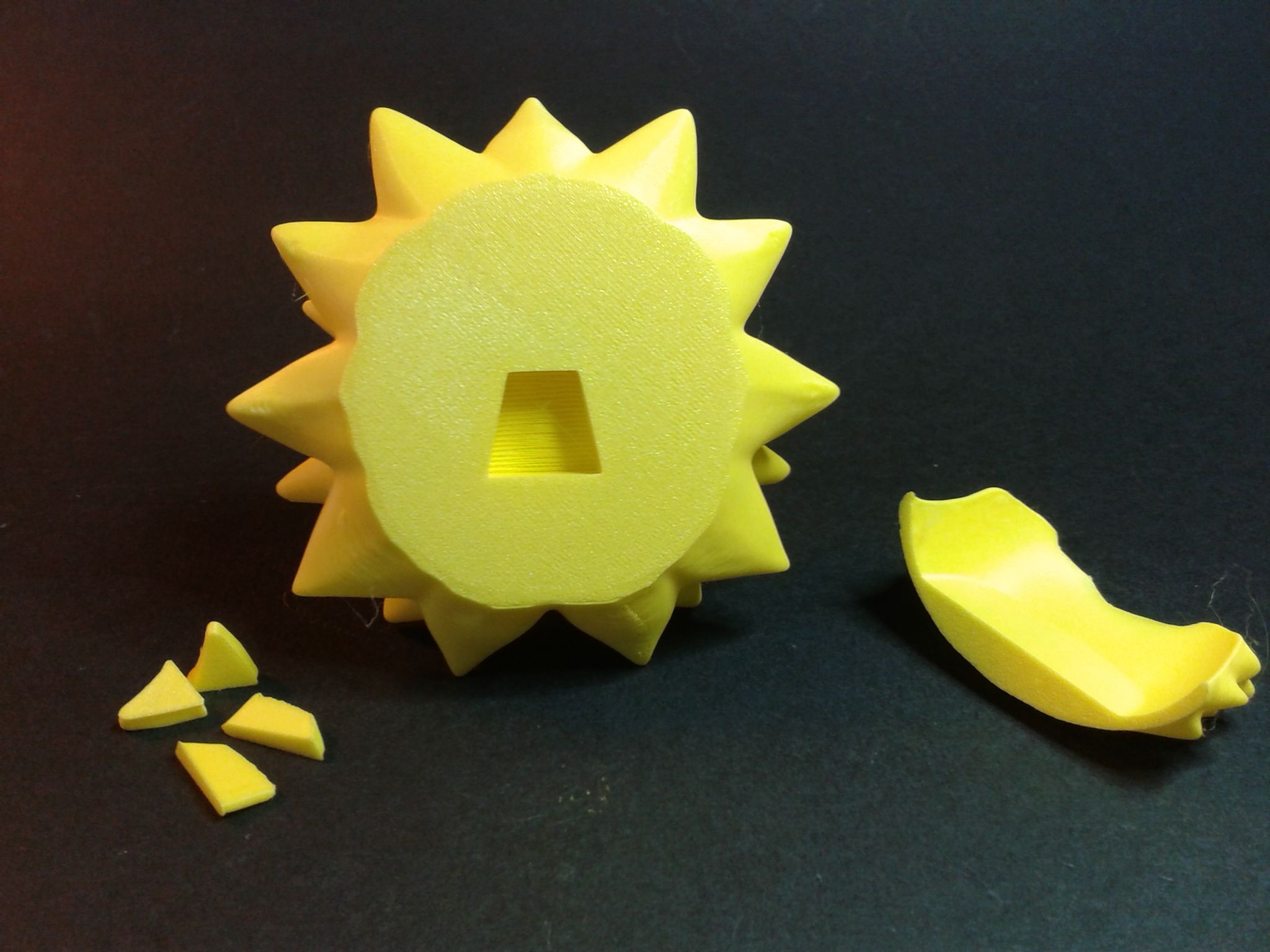
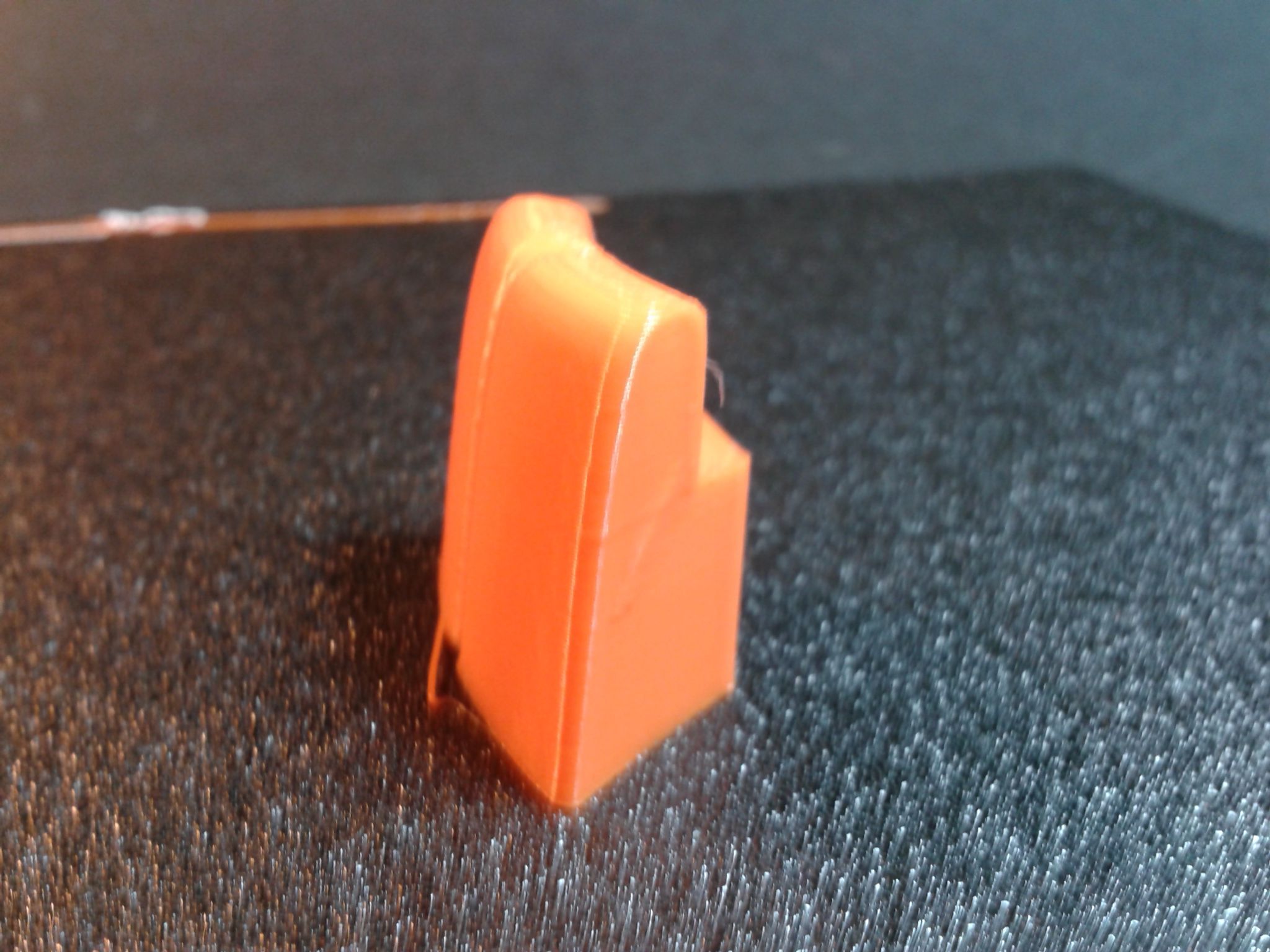
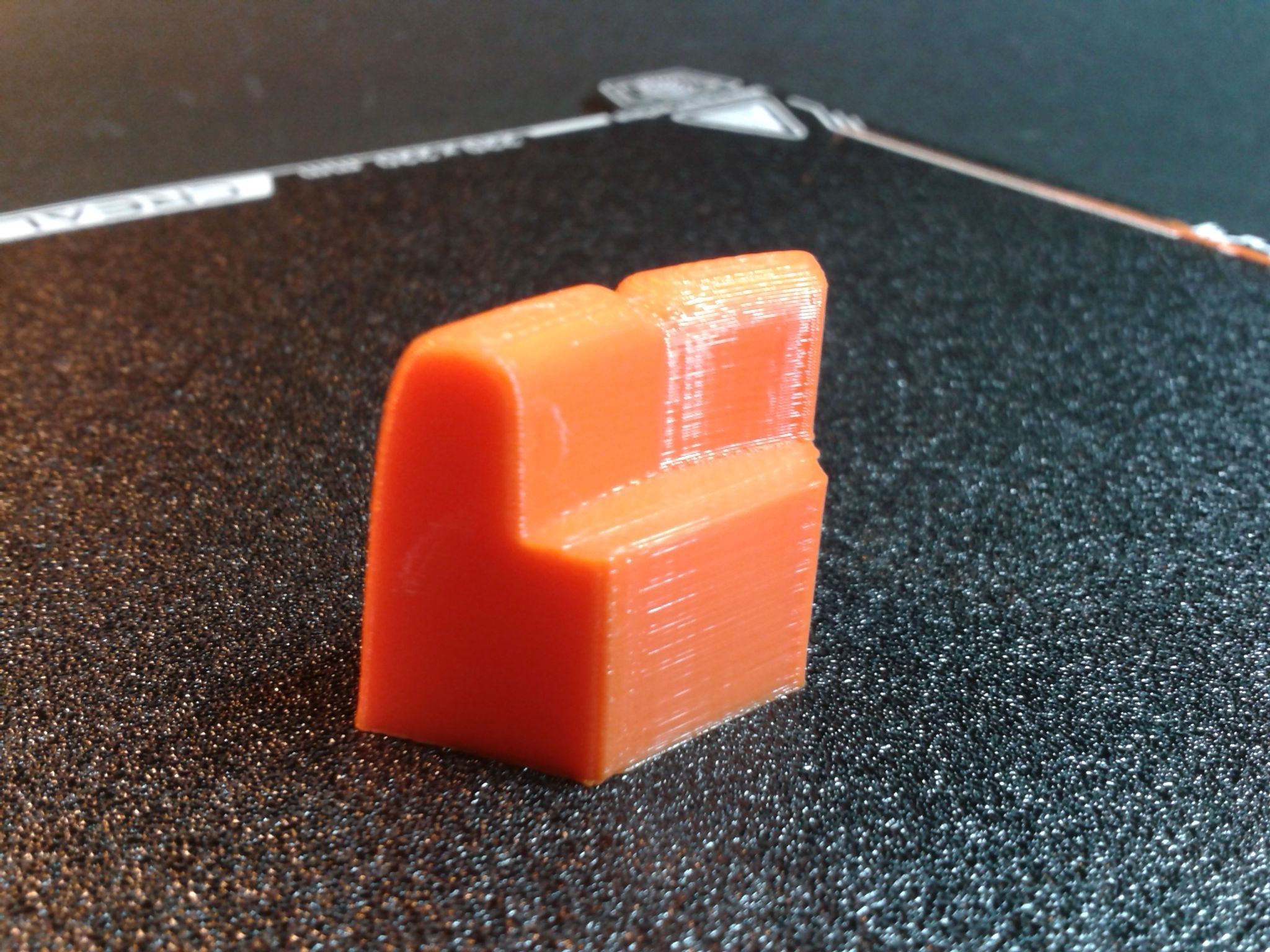
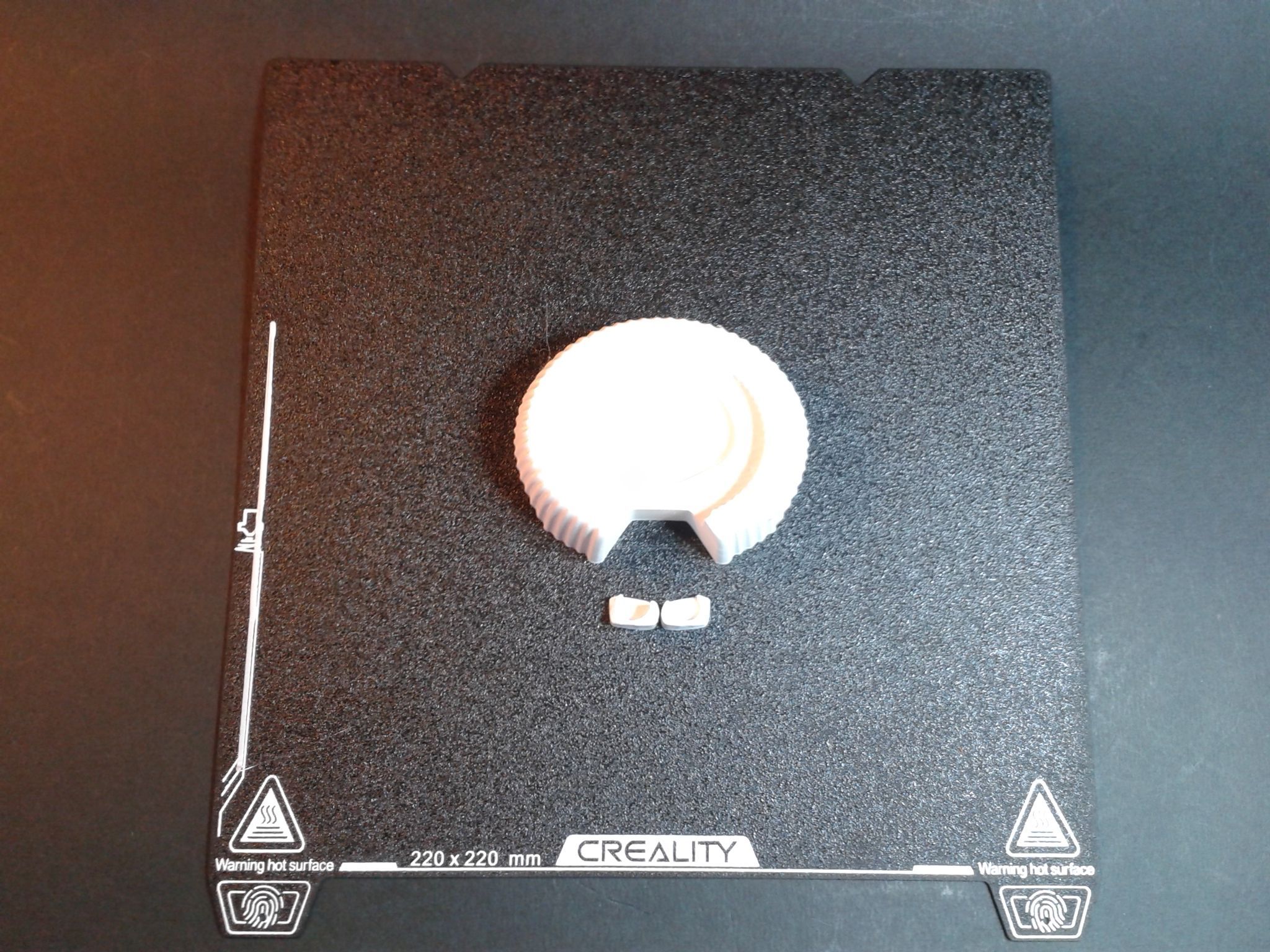
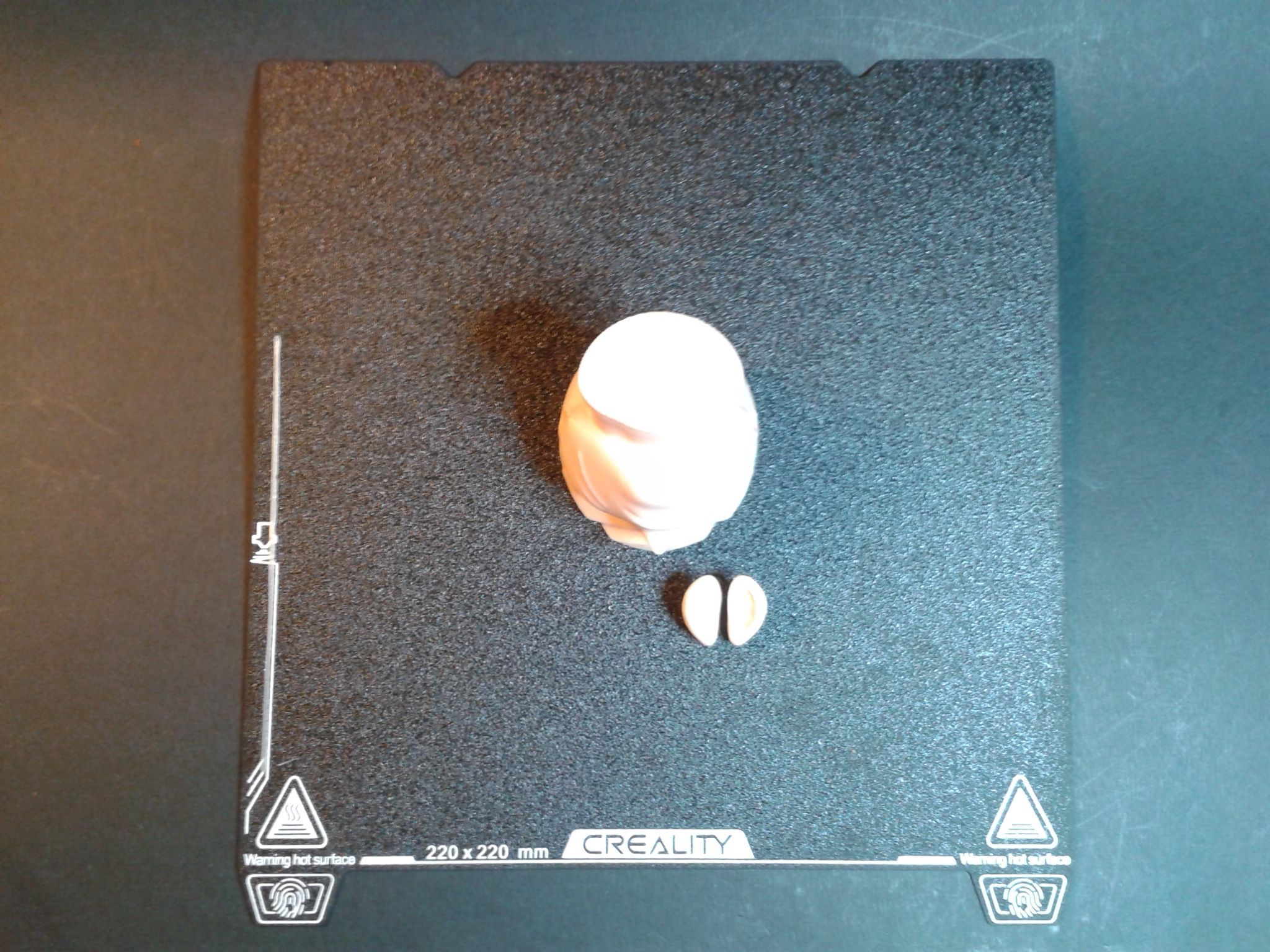
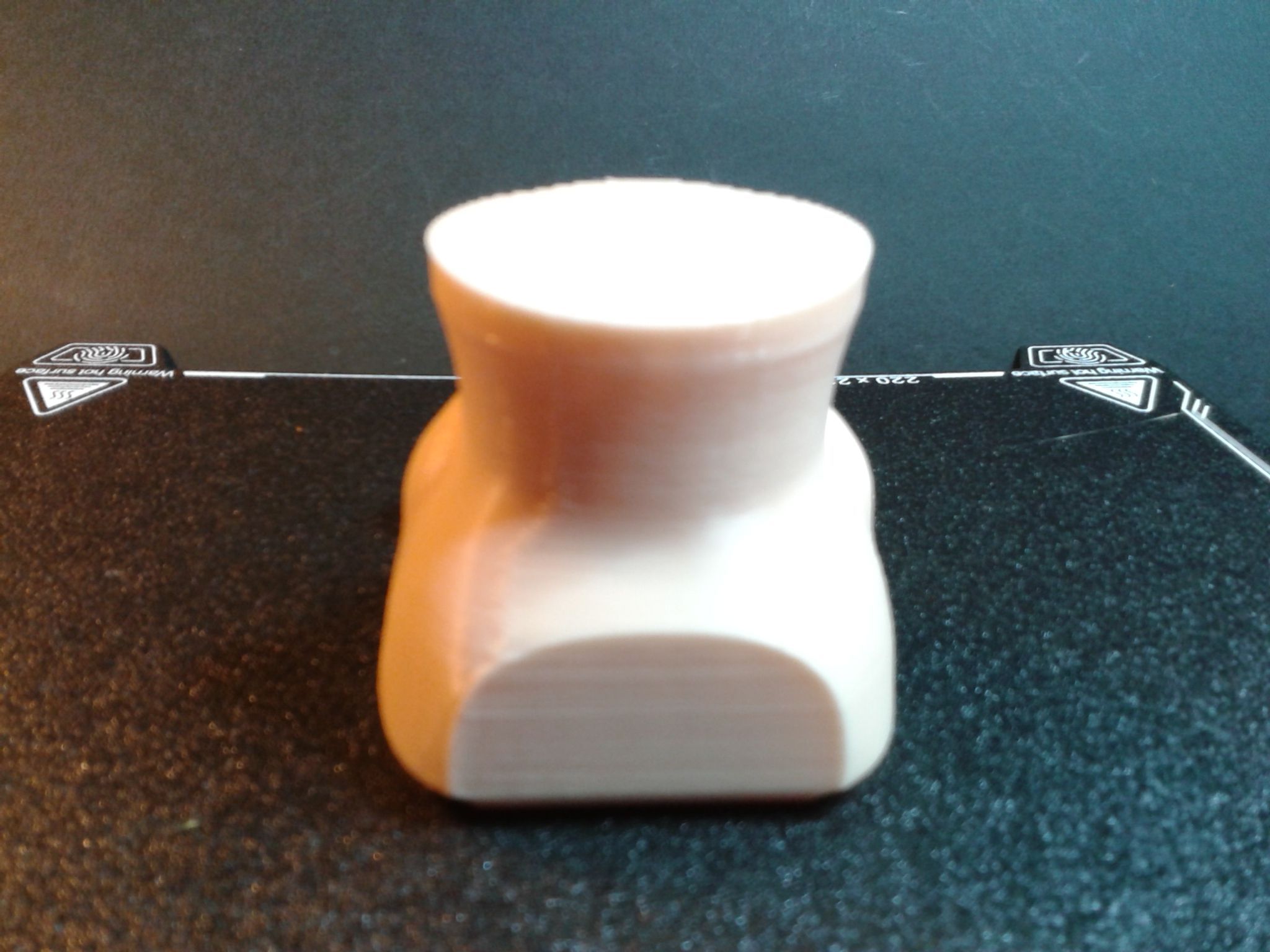
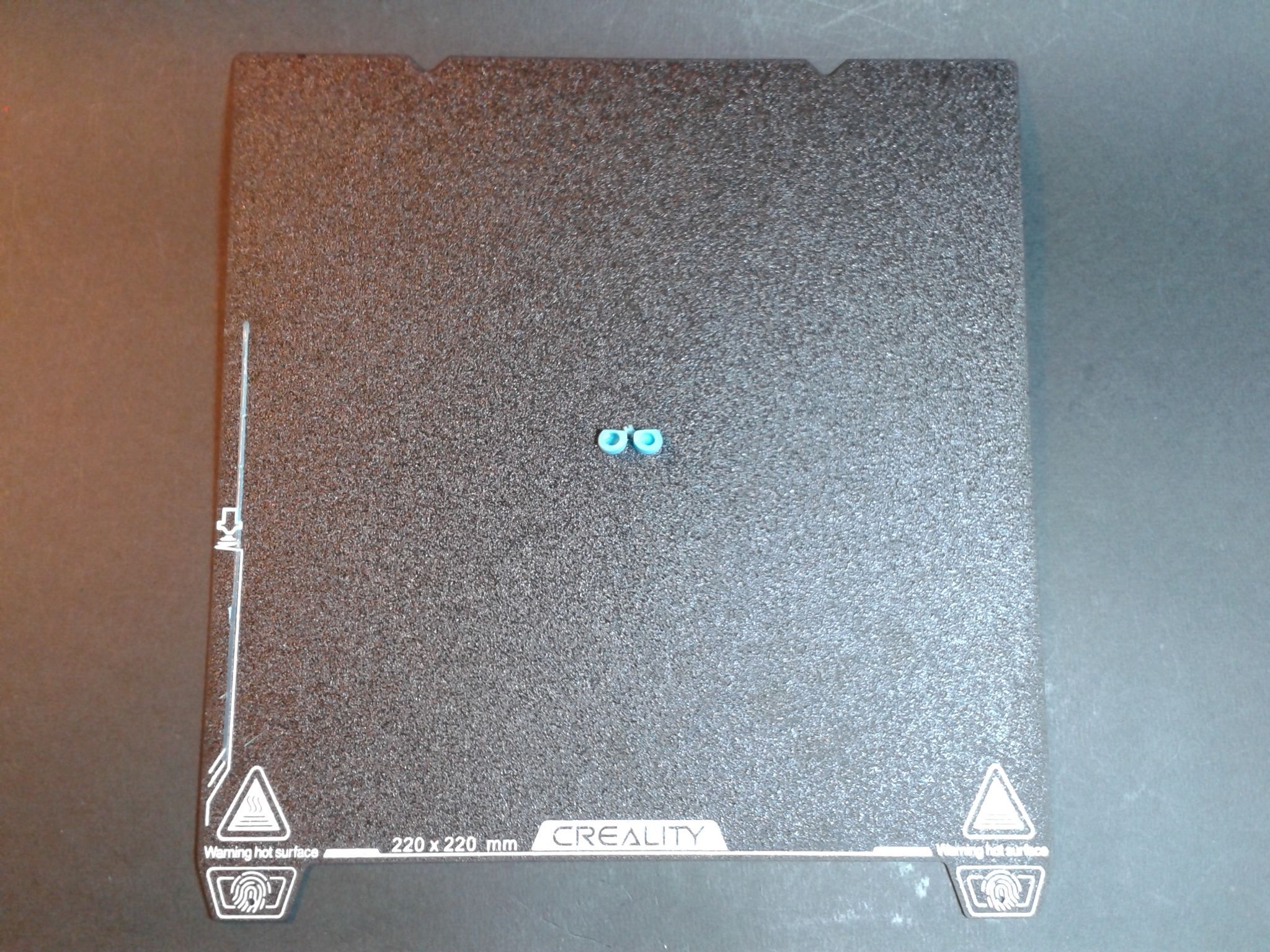
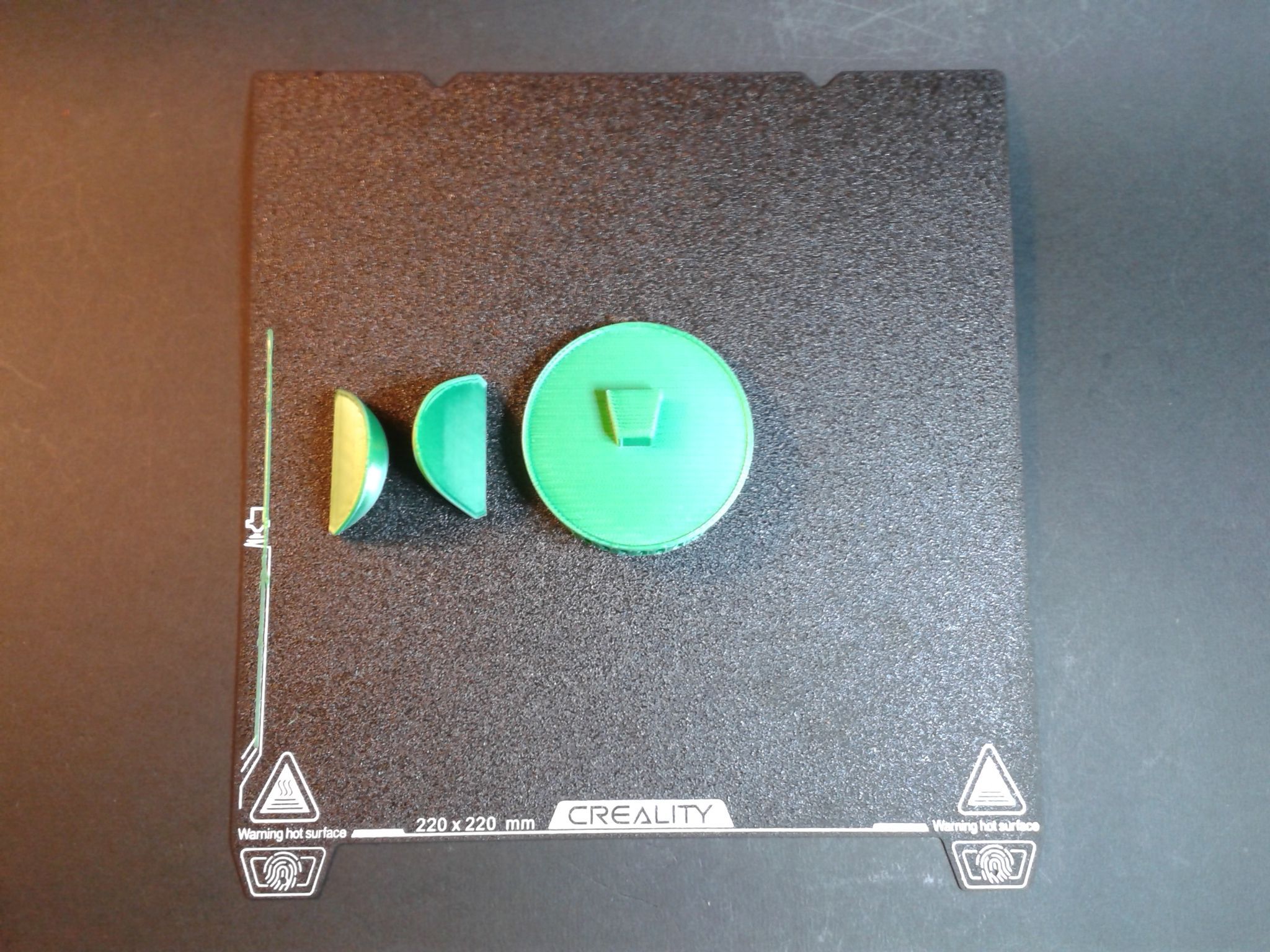
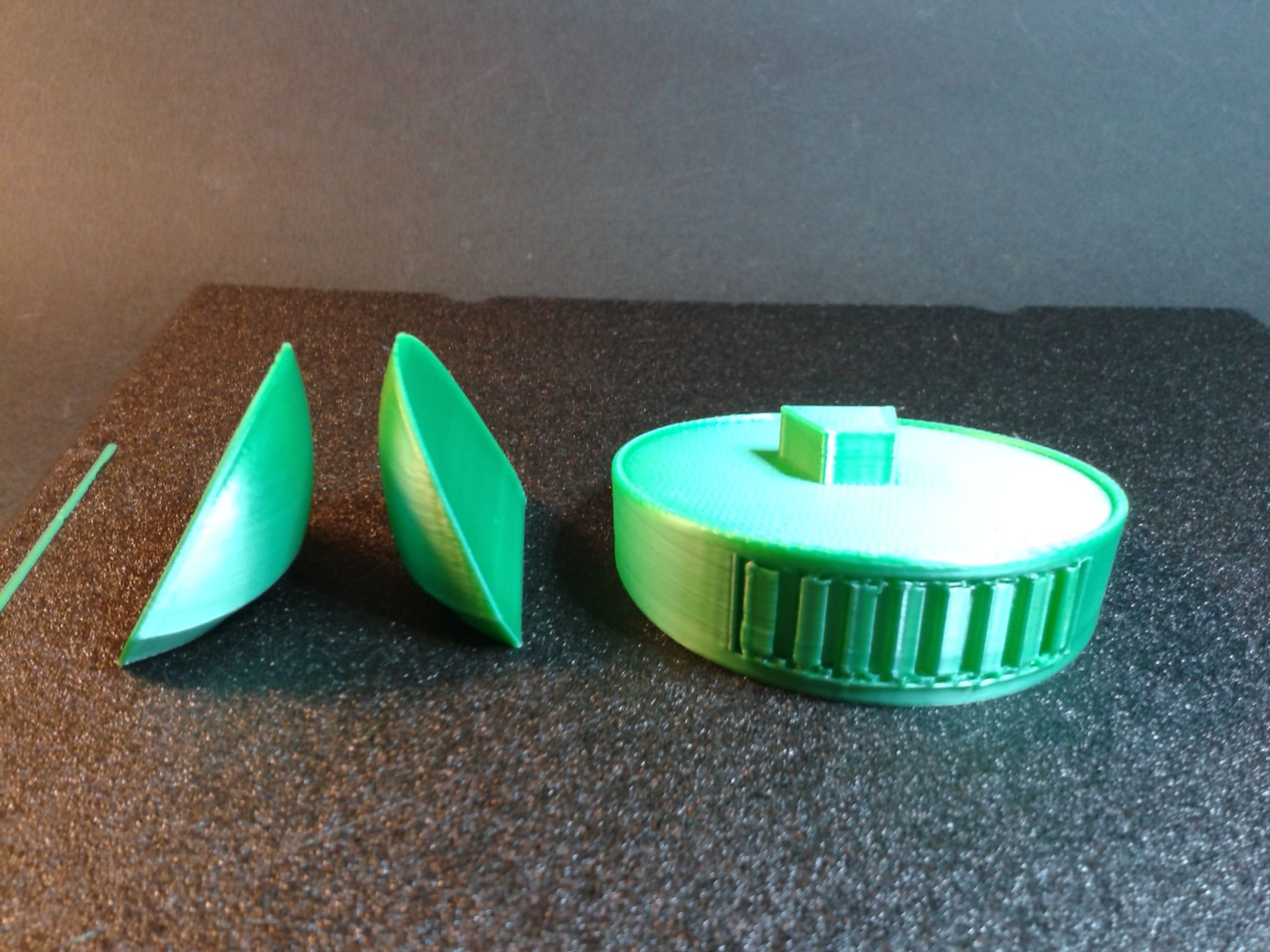
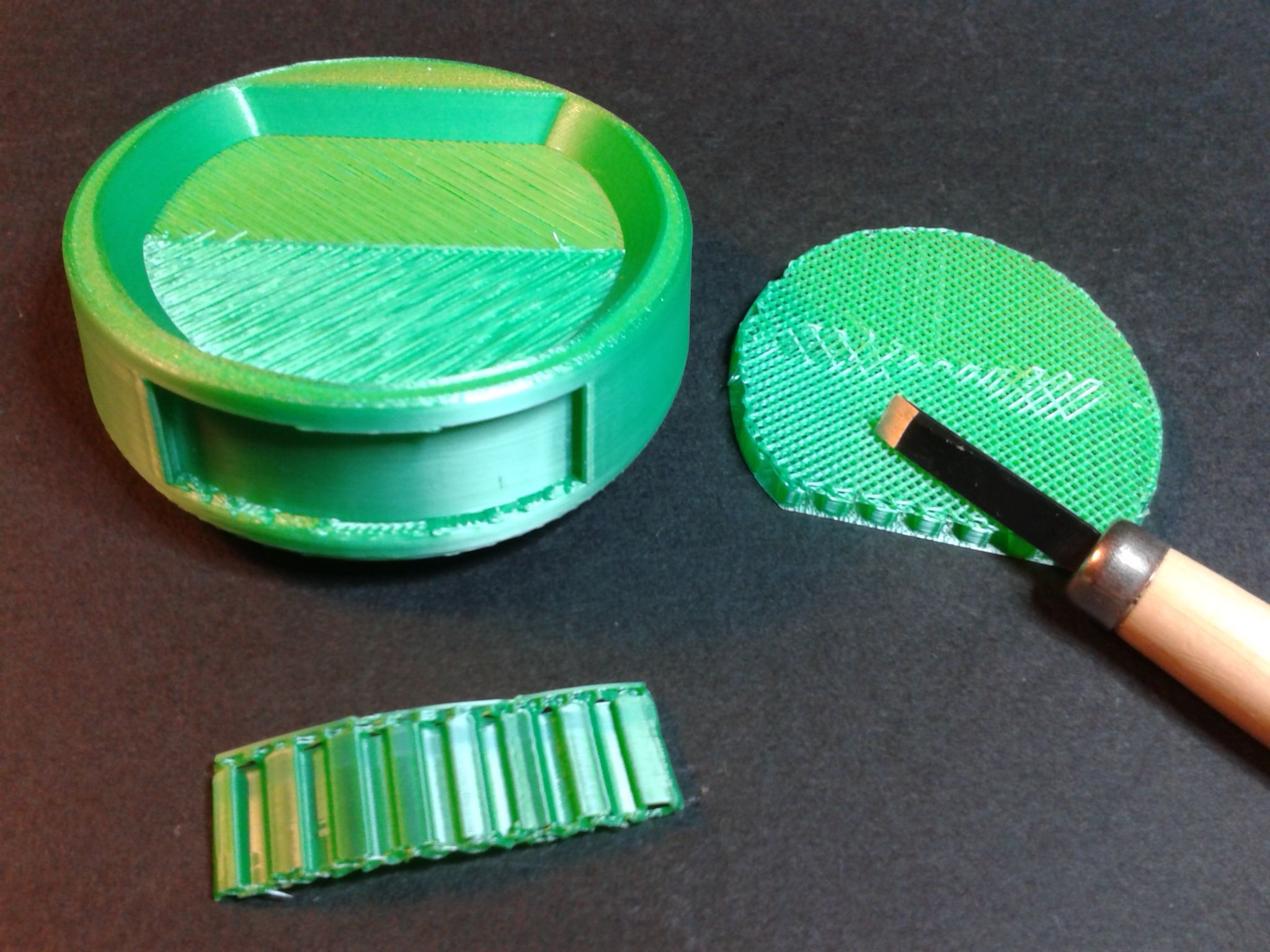
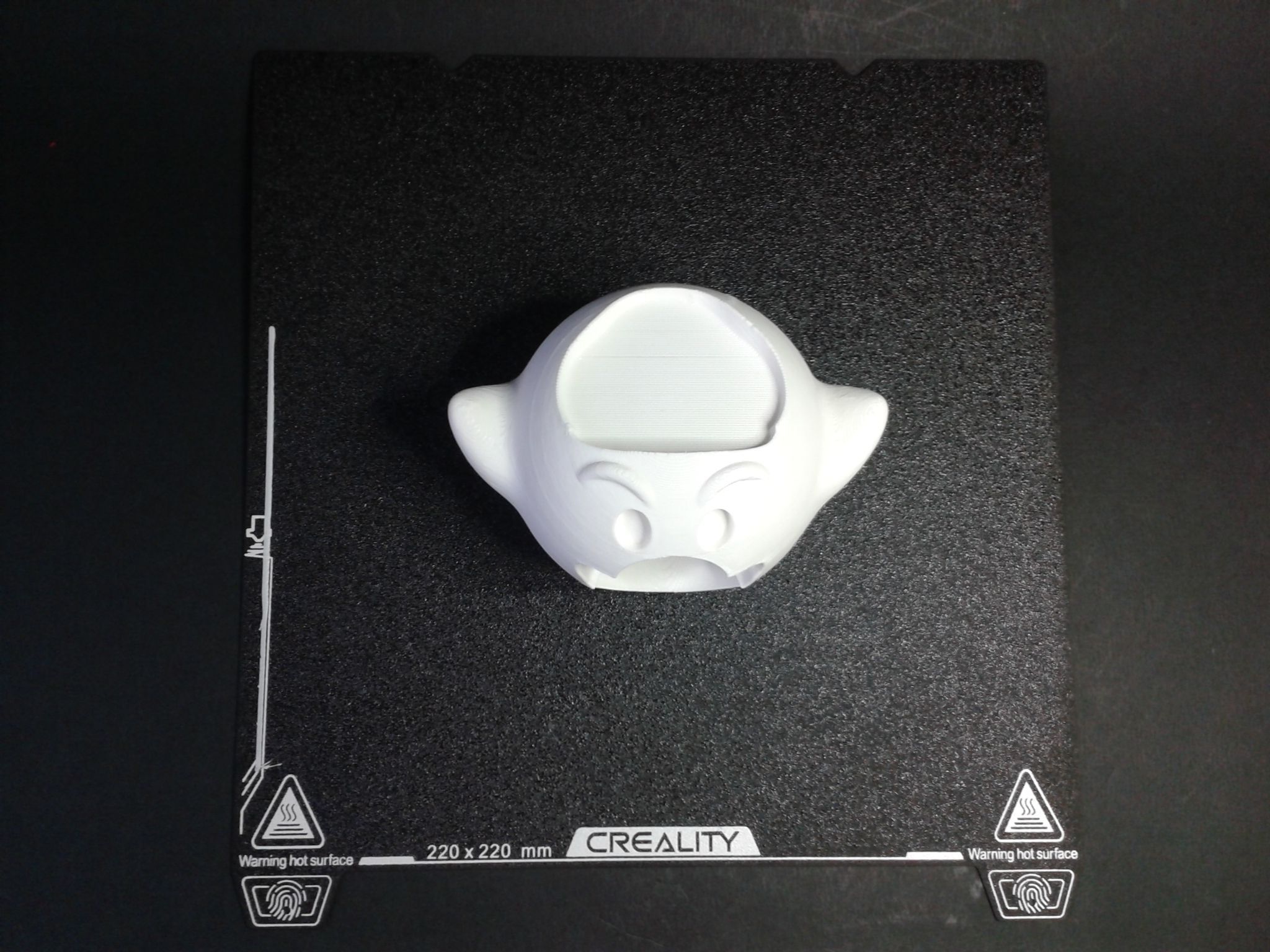
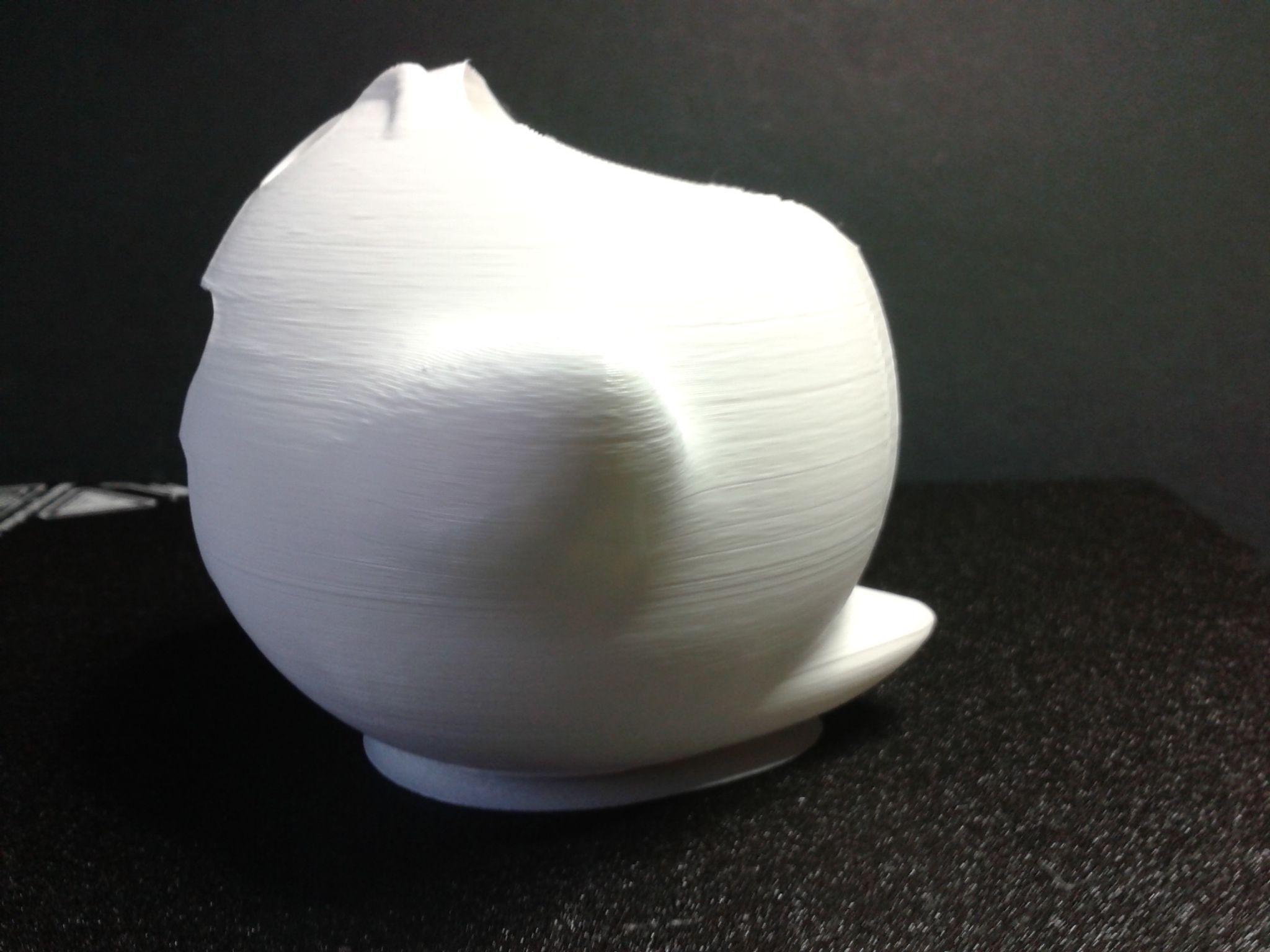
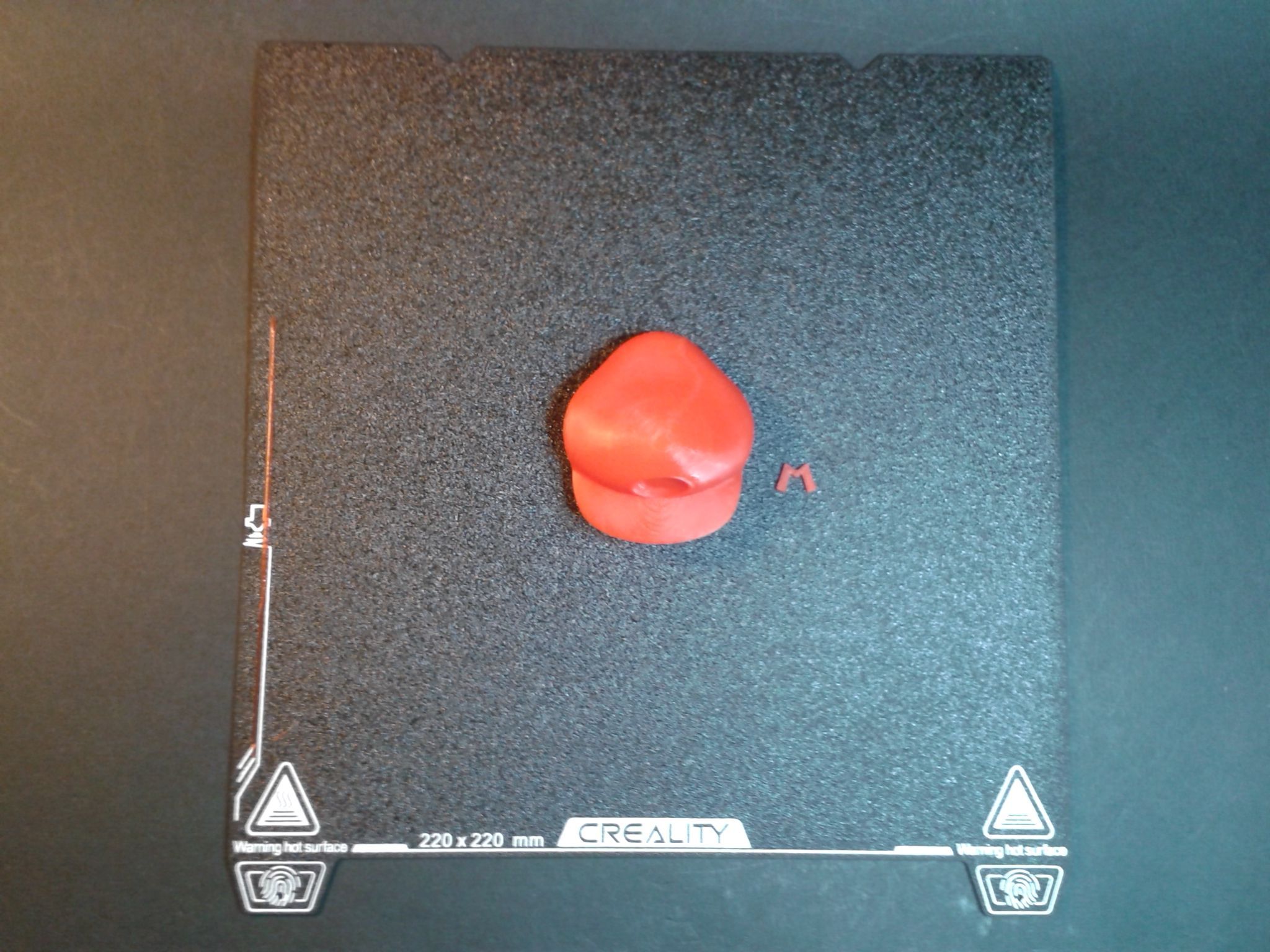
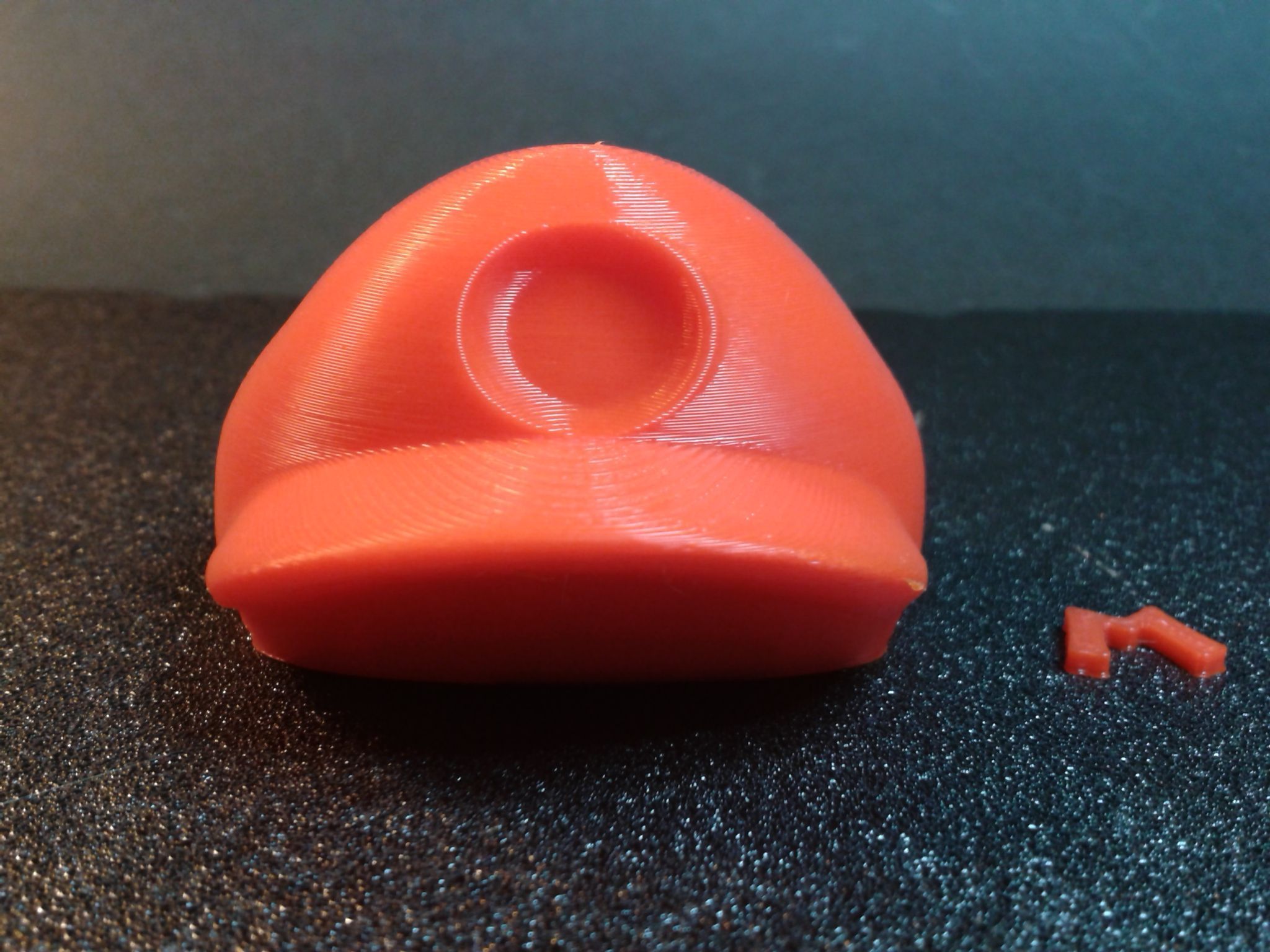
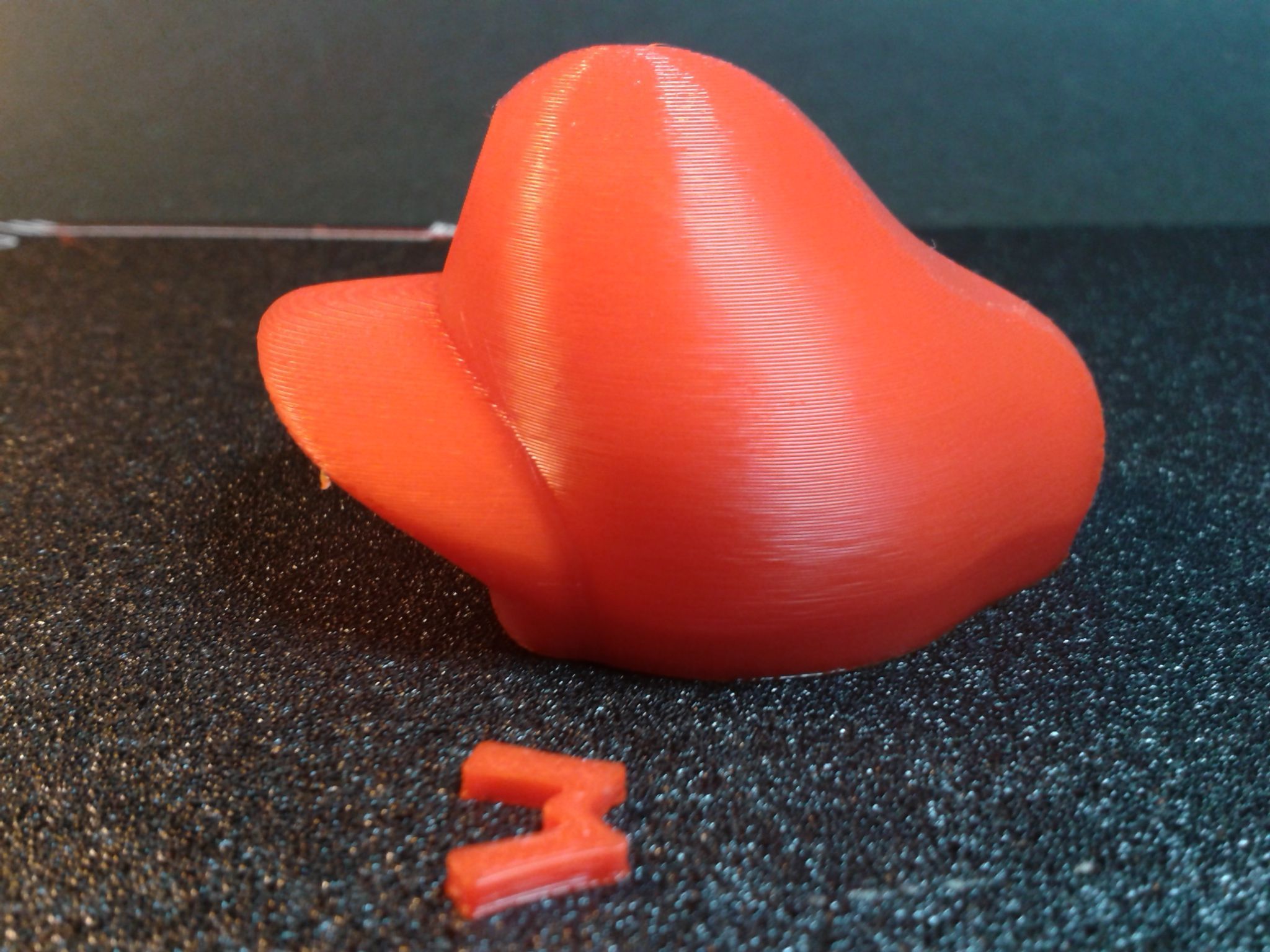
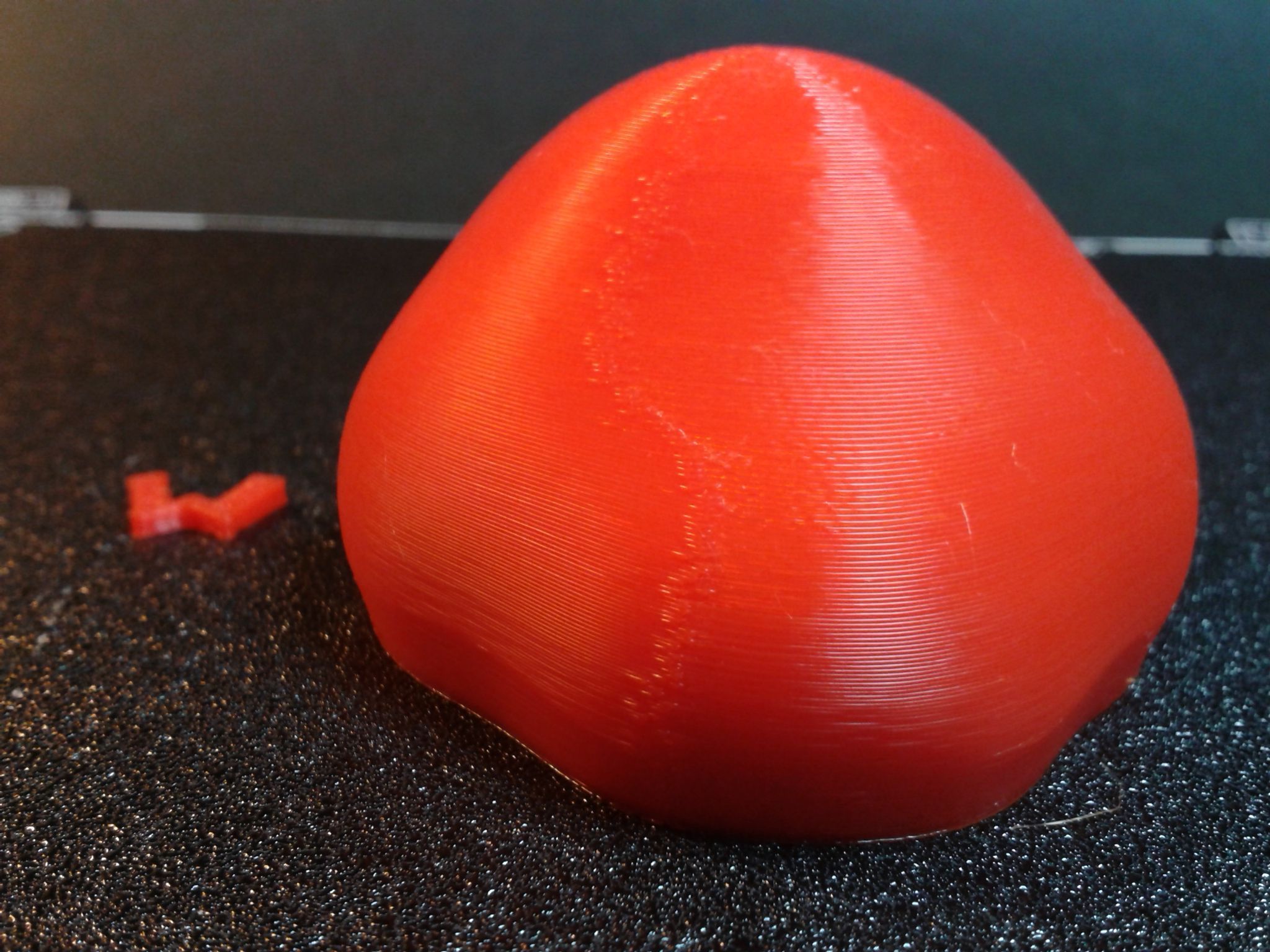
Autres impressions (Acte VI) "PSYDUCK DIVIDIDO POR COLORES" by "Aslan3D" https://www.crealitycloud.com/model-detail/647a34c054baa827db206ab8 (payant ~ 3.96 USD, sauf si Premium Creality Cloud) échelle 100% mon "Make" https://www.crealitycloud.com/post-detail/65931f4ce2e06ecb7660c172 Fichier: pelo.stl, pupilas.stl Filament: PLA Recyclé ArianePlast ~ 00 h 16 m 37 s Fichier: ojos.stl Filament: PLA Silk Blanc ArianePlast ~ 00 h 05 m 55 s Fichier: lengua.stl Filament: PLA Silk Rose ArianePlast ~ 00 h 05 m 22 s Fichier: pata 1.stl, pata 2.stl, boca 0.2.stl Filament: PLA Yellow Polymaker ~ 01 h 13 m 15 s Fichier: cuerpo.stl Filament: PLA Yellow Velleman ~ 03 h 24 m 55 s (Le défaut de ligne au milieu du ventre est due au filament qui a cassé sur la bobine avant le capteur de fin de filament. Il semblerait que la reprise sur détection de fin de filament reprend au début de la couche interrompue) Après assemblage et collage des éléments. "GENGAR BY COLORS" de "Aslan3D" https://www.crealitycloud.com/model-detail/647629e351ba462c054d10c1 (payant ~ 3.96 USD, sauf si Premium Creality Cloud) échelle 75% mon "Make" https://www.crealitycloud.com/post-detail/65932424e2e06ecb7660dcc6 Fichier: dientes.stl Filament: PLA Silk Blanc ArianePlast ~ 00 h 12 m 27 s Fichier: lengua phone.stl Filament: PLA Slik Rose ArianePlast ~ 00 h 28 m 37 s Fichier: lengua.stl Filament: PLA Slik Rose ArianePlast ~ 00 h 23 m 00 s Fichiers: ojo 1.stl, ojo 2.slt Filament: PLA Red Velleman ~ 00 h 11 m 16 s Fichier: cuerpo gengar.stl Filament: PLA-Silk Metal Blue Anycubic ~ 02 h 43 m 43 s Fichiers: cejas.stl, pupilas.stl Filament: PLA Recyclé ArianePlast ~ 00 h 04 m 54 s Après assemblement. Les tolérances d'emboîtement permettent un assemblage avec un léger effort et je n'ai donc pas utilisé de colle. "KNITTED / CROCHET PUMPKIN JACK-0-LANTERN" (la version "no face") de "IK3D" https://www.crealitycloud.com/model-detail/64f6d5429395749524ba7dbe (payant ~ 2.46 USD, sauf si Premium Creality Cloud) échelle 100% mon "Make" https://www.crealitycloud.com/post-detail/659327f8e2e06ecb7660f0bc Fichier: Jack-o-Lantern - Knitted Pumpk2.stl Filament: PLA Pine Green Velleman ~ 01 h 09 m 44 s Fichier: Lantern No Face - Knitted Pump.stl Filament: PLA Orange Eryone ~ 09 h 04 m 59 s Après un coup rapide avec un décapeur thermique pour enlever les cheveux d'ange. J'ai légèrement ébavuré le bas de la tige pour un bon ajustement. "PIKACHU + POKEBALL" de "Aslan3D" https://www.crealitycloud.com/model-detail/6469a21cd2cae25ebe48f3f4 (payant ~ 2.47 USD, sauf si Premium Creality Cloud) échelle 100% mon "Make" https://www.crealitycloud.com/post-detail/65940d2e4cef50171fedf933 Fichier: black negrox2.stl Filament: PLA Recyclé ArianePlast ~ 00 h 16 m 30 s imprimé deux fois. Fichiers: punta orejas.stl, ojos negro black.stl Filament: PLA Recyclé ArianePlast ~ 00 h 08 m 25 s Fichier: esfera white blanca 1.0.stl Filament: PLA+ Blanc ArianePlast ~ 01 h 09 m 59 s Fichiers: white blanco.stl, ojos blanco white.stl Filament: PLA+ Blanc ArianePlast ~ 00 h 29 m 29 s Fichiers: lengua-red.stl, rojo-cachetes.stl Filament: PLA Red Velleman ~ 00 h 38 m 23 s Fichier: cabeza cortada pikachu.stl Filament: PLA Yellow Polymaker ~ 00 h 57 m 27 s Après assemblage et collage des éléments. "NARUTO - PRINT BY COLOR" de "Aslan3D" https://www.crealitycloud.com/model-detail/64dbfb77b7a1de871dd7fe85 (payant ~ 3.96 USD, sauf si Premium Creality Cloud) échelle 100% mon "Make" https://www.crealitycloud.com/post-detail/659412a34cef50171fee0b88 Fichiers: cabello 1.stl, cabello 2.stl, cejas-cabello 3.stl Filament: PLA Yellow Polymaker ~ 02 h 27 m 07 s Fichiers: blue cintillo.stl, blue hombros.stl Filament: PLA Silk Vert ArianePlast ~ 01 h 12 m 49 s Fichier: blue eye.stl Filament: PLA Light Blue Velleman ~ 00 h 04 m 09 s Fichiers: cabeza.st, ear.stl Filament: PLA Skin Color Velleman ~ 01 h 14 m 42 s Fichier: lead placa.stl Filament: PLA Silk Gris ArianePlast ~ 00 h 10 m 04 s Fichiers: black eye.stl, logo 2 black.stl Filament: PLA Recyclé ArianePlast ~ 00 h 02 m 57 s Fichier: orange torso.stl Filament: PLA Orange Eryone ~ 00 h 16 m 00 s Fichiers: white torso.stl, white eye.stl Filament: PLA+ Blanc ArianePlast ~ 01 h 18 m 33 s Après assemblage et collage des éléments. Reste à lui donner un petit coup de décapeur thermique pour enlever les derniers cheveux d'ange. "MARIO BROS GHOST" de "Aslan3D" https://www.crealitycloud.com/model-detail/652d2d445b02def31661263d (payant ~ 2.97 USD, sauf si Premium Creality Cloud) échelle 100% mon "Make" https://www.crealitycloud.com/post-detail/65953b03101241aaa435ccc0 Fichiers: logo 1.stl, nariz y bigote.stl (autobrim) Filament: PLA+ Blanc ArianePlast (~ 3,459m) ~ 00 h 27 m 24 s Fichier: cuerpo.stl (brim) Filament: PLA+ Blanc ArianePlast (~ 30,519m) ~ 02 h 26 m 13 s (Premier essai d'impression en échec car ma bobine a fait un noeud sur mon porte-bobine maison et l'imprimante commencé à se déplacer vers mon porte-bobine maison en tirant sur le filament.) Fichier: ojos.stl Filament: PLA Recyclé ArianePlast (~ 0,219m) ~ 00 h 03 m 56 s Fichiers: sombrero.stl, logo 2.stl Filament: PLA Red Velleman (~ 6,392m) ~ 00 h 39 m 03 s Fichier: lengua.stl (Je n'ai mis aucun support d'impression car la partie non supportée ne sera pas visible. Et l'emboîtement, malgré la partie mal soutenue, est bon une fois qu'on a enlevé ce qui dépasse trop.) Filament: PLA Magenta Velleman (~ 9,853m) ~ 01 h 04 m 57 s Après assemblage et collage des éléments.










































































 1 point
1 point -
Normalement ça devrait le faire ...la suite de mes aventures prochainement sur le forum1 point
-
tout fonctionne je vous remercie beaucoup1 point
-
@Motard Geek Tu m'as donné l'occasion de tester une bobine que j'avais en stock depuis plus de 4 ans et jamais utilisé. Je pensais que le filament allait être périmé, meme pas. Dans la pénombre + Pla noir overture matte. Taille 150x150 - A1 mini
 1 point
1 point -
Perso je le laisse (sauf changement prèvu), Après le préchauffage (bed et buse), je retire à la pince le petit bout qui a suinté avant de lancer l'impression (sauf quand j'oublie!!!1 point
-
Tu veux dire qu'il n'a pas dormi de la nuit ?1 point
-
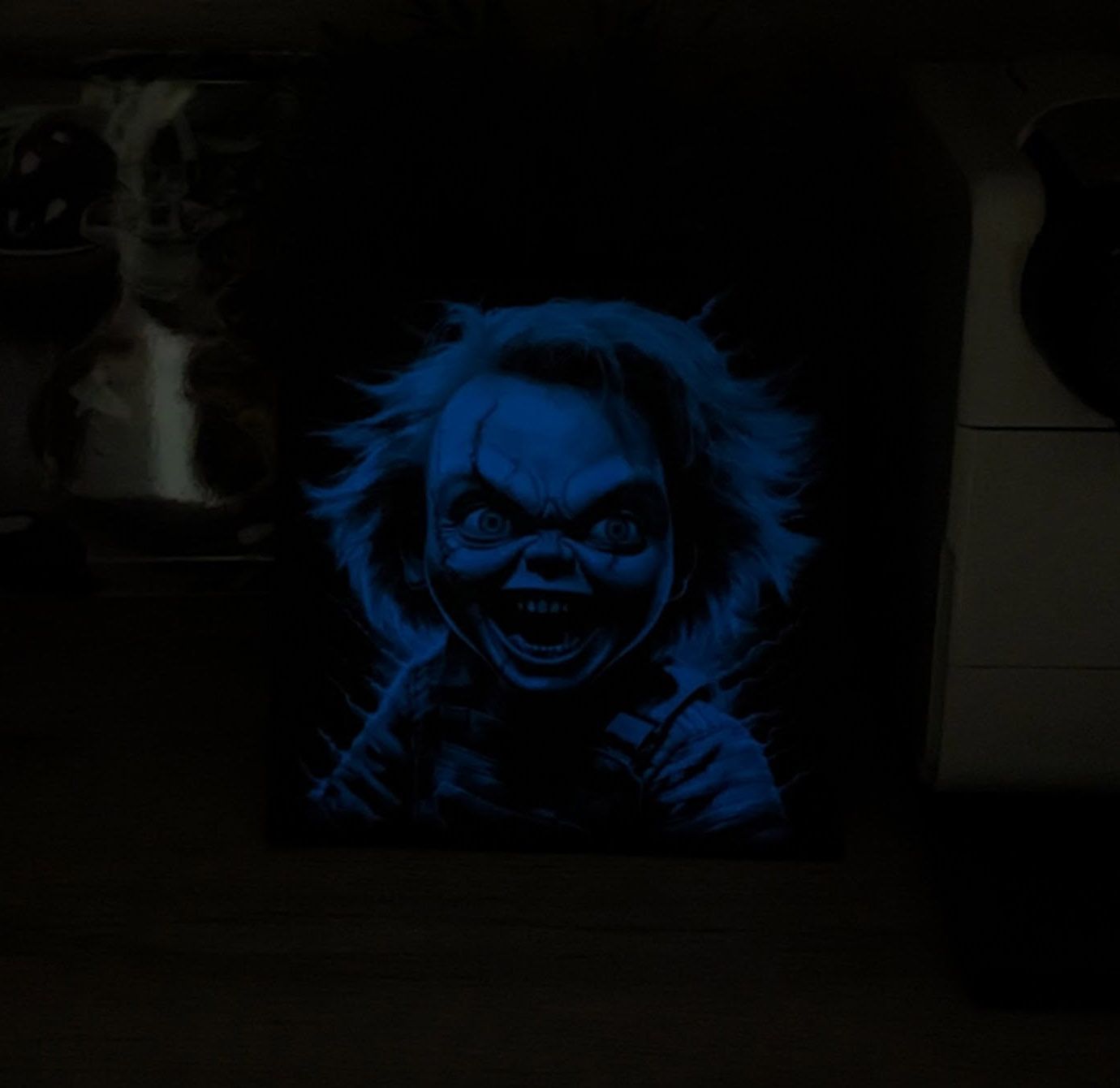
Une photo dans la pénombre : Et une autre dans le noir complet (le monde vision de nuit du Pixel est très flatteur mais on voit quand même très bien) :

 1 point
1 point -
Présenté dans le dernier récap de l'actu sur le blog, j'ai trouvé ce portrait de Chucky dessiné avec Midjourney et optimisé pour l'impression 3D vraiment canon du coup un coup de click to print et 4 heures plus tard PLA noir Forshape et Eryone Glow In The Dark Blue en "charge" pour tester de nuit
 1 point
1 point -
J'ai eu le même problème. Sans faire de pub, la 3DLAC marche très bien. Depuis que je l'utilise, plus de décollement. Les objets imprimés s'enlèvent facilement une fois le plateau froid. Il faut aussi nettoyer les plaques avec de l'eau savonneuse chaude (liquide vaisselle classique) de temps en temps.1 point
-
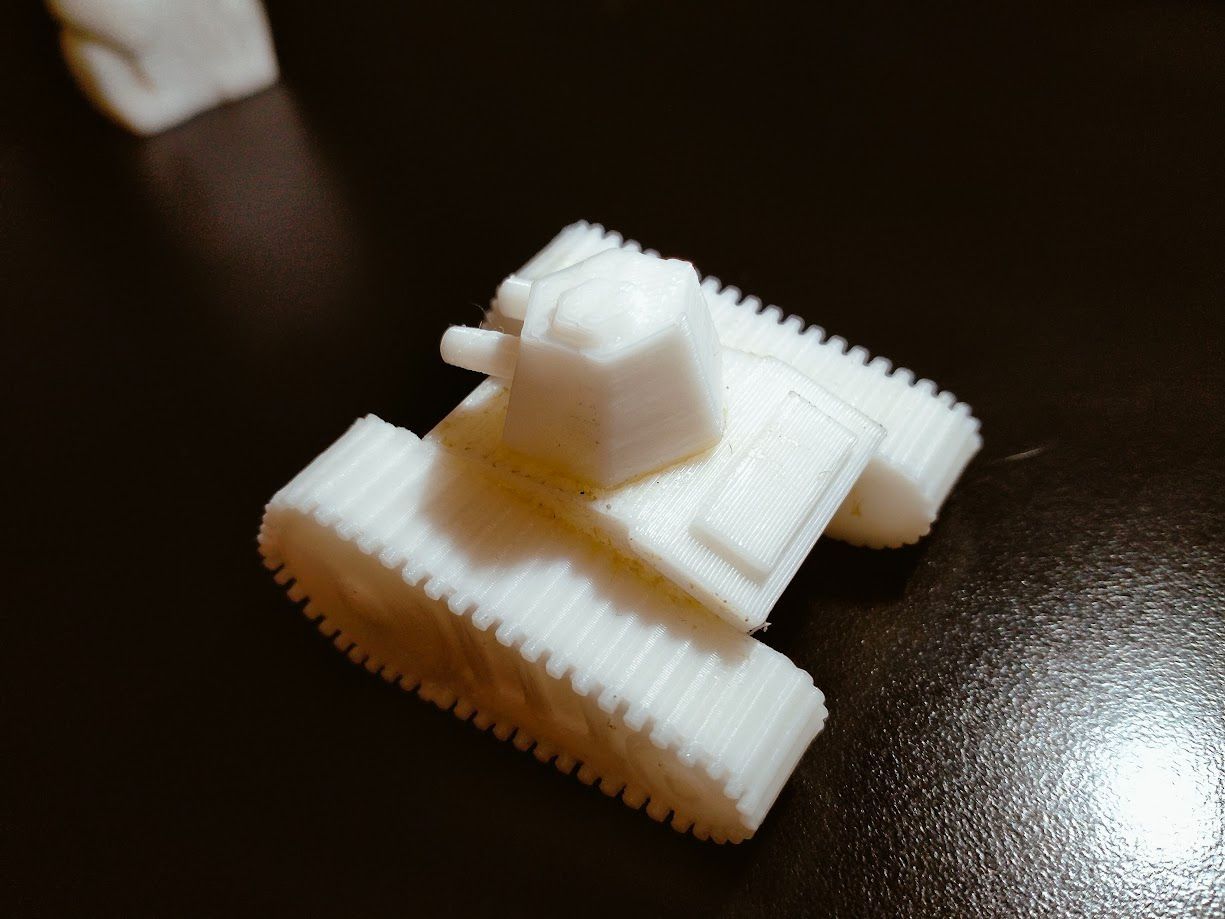
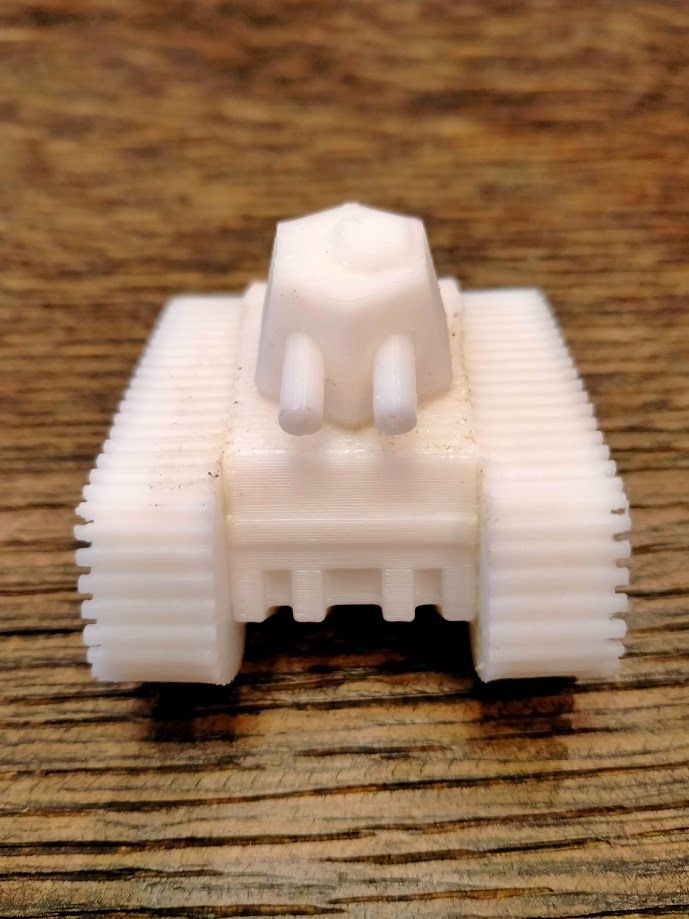
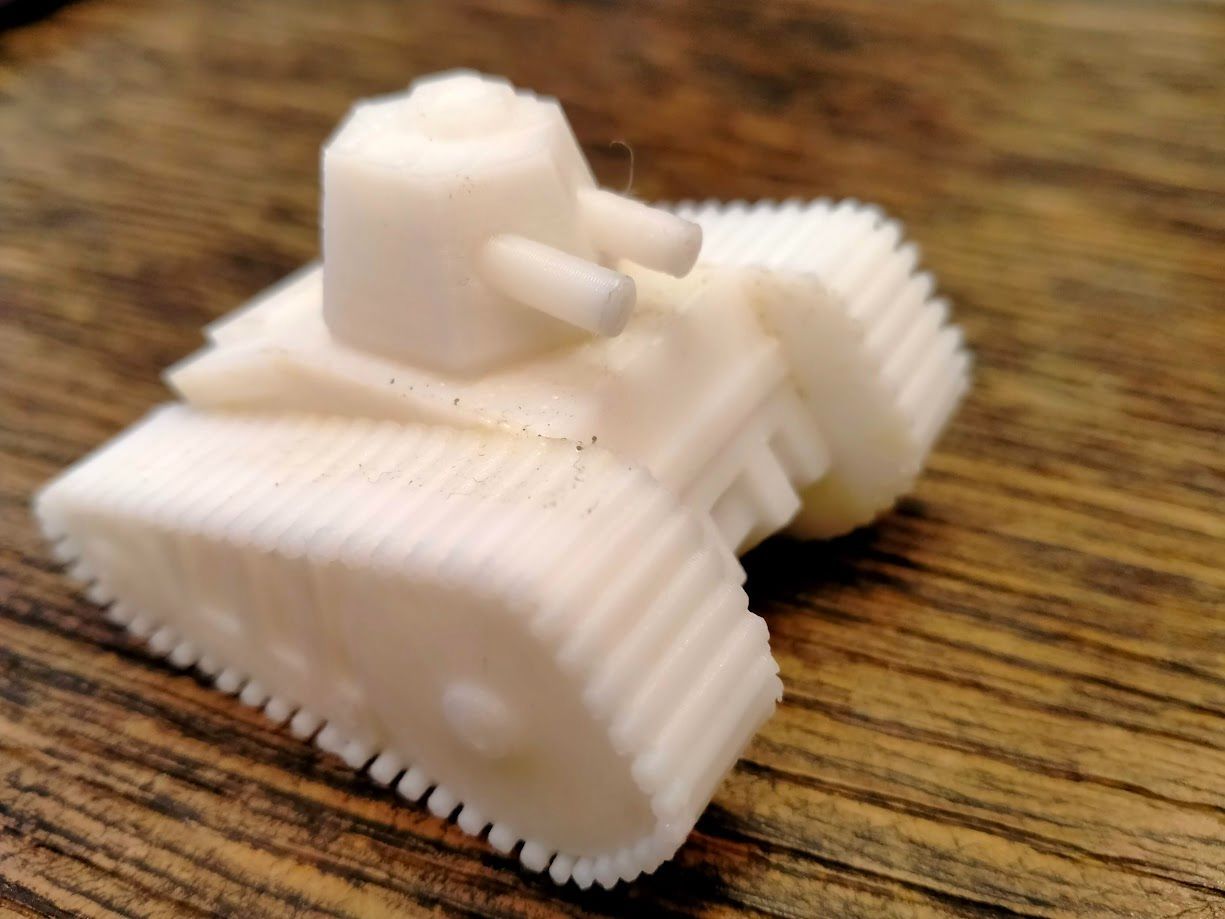
Je reviens ce coup-ci avec un Big Tortank qui ma pris pas loin de 30h d'impression et 25cm plus tard Filament PLA+ eSun Blanc Polaire, eSun Beige, eSun Black, eSun Gris, Sunlun Bleu espace, et Polyterra Marron

 1 point
1 point -
Oui si tu multiplis la longueur par l'âge de la grand mère de ta voisine et que tu divisés par la longueur de ton canapé1 point
-
Oui et l'angle de prise de vue est différent, un légérement par en-dessous et le carton par au-dessus, plus photo smarphone courte focale ? j'ai compté environ 6.5 lattes (les latérales), si elles font un peu moins de 70 mm ou aux alentours de largeur, on est dans la taille de la largeur indiquée pour le packaging chez geekbuying. Sinon dans les choux. Il faudrait que pour les futurs "quoi qu'est-ce", @Motard Geek nous mesure sa table basse !!!1 point
-
Dans la section probe x_offset: 0 y_offset: 0 z_offset: 0 (il faut bien sur remplacer les 0 par les bonnes valeurs ...) Référence de configuration - Documentation Klipper (klipper3d.org)1 point
-
En vous souhaitant un excellent réveillon du nouvel an, voici notre dernier hebdo 3D de 2023 avec des news de Creality, Flsun et OrcaSlicer, un tuto Qidi et plein de projets DIY ! https://www.lesimprimantes3d.fr/semaine-impression-3d-417-20231231/1 point
-
Déjà 6 mm de rétraction avec un direct drive : ça bouche le hotend. il faut 2 mm MAX. Donc redescendre la rétraction et bien déboucher la buse avant de refaire un essai.1 point
-
Malheureusement, il me semble que l’avenir de Prusa s’assombrit. Je pense qu'ils vont perdre complètement le marché de la Mini. Qu’ils ont perdu une partie importante du maché des MK3 - 4 et que cela va s’amplifier de façon asymptotique. Enfin, pour que le marché de la XL soit réel, il va falloir deux conditions : Que la machine soit très fiable (ce n’est pas gagné) et qu’elle puisse utiliser d’autres matières que le PLA et le PETG (aucune info concrète actuellement). Je ne parle même pas de vitesse car avec une telle masse à déplacer et en plus des câbles immenses fouettant en liberté, il sera impossible d’obtenir une belle finition à grande vitesse.1 point
-
Je ne sais même pas comment @divers a pu être aussi patient... Ca fait un sacré paquet de fric dehors pendant un sacré paquet de temps... Pour moi la Prusa XL 5 têtes est une chimère, au même titre que le toolchanger de E3D... Tout le monde en parle, tout le monde veut savoir ce que ça a dans le ventre, mais personne n'en a vu la couleur. Cette machine a déjà perdu de sa "valeur" (si tant est qu'elle puisse en avoir une alors que personne n'en possède) depuis son annonce avant Covid. Elle ne survit que parce qu'il n'y a pas (encore) de réelle alternative chez la concurrence. Je doute que ce soit uniquement des challenges industriels qui plombent ce projet. Prusa a évolué très vite depuis ses premières i3 livrées dans des boites à pizza, mais le marché actuel évolue encore plus rapidement que Prusa. Même une campagne KickStarter mal ficelée fait mieux... C'est désolant car les makers ont autant à perdre que Prusa dans cette chute. Mais je sais déjà ce que va répondre @divers : C'est normal, dans le monde actuel les jeunes veulent toujours tout, tout de suite et pour pas cher.1 point


.jpg.03990a677ab529091af3fb2b61b9092a.jpg)































































































.thumb.png.cf91b9255a0fd229165d1133da6f304c.png)