Classement




Contenu populaire
Contenu avec la plus haute réputation dans 18/01/2024 Dans tous les contenus
-
Ou alors pas branchée au bon endroit4 points
-
Bonjour à tous, Nouvelle réalisation... Pigasus le cochon volant. Longueur 15 cm. Modèle disponible sur Cults3D (payant, lien dans mon profil).



 4 points
4 points -
Après son topic de découverte, voici le test complet de @PPAC avec la Creality Ender-3 V3 KE sous Klipper ! https://www.lesimprimantes3d.fr/test-creality-ender-3-v3-ke-klipper-20240118/3 points
-
Avec nos thermistances CTN, une température négative indique une résistance «infinie». Soit un des fils est coupé soit elle n'est pas branchée.3 points
-
3 points
-
A gauche la version 5 couleurs du trophée Fortnite sans AMS avec les pièces collées à la cyano comme un cochon... A droite à la version 4 couleurs faite à l'AMS (j'aurais dû mettre du blanc au lieu du bleu ciel...). 100% filament Forshape (exception faite du Giantarm Silk Sky Blue) avec le bleu pailleté qui offre une dernière couche aussi lisse que les parois c'est incroyable A noter que la calibration du Silk Gold n'a pas été faite et ça pourrait permettre une dernière couche plus clean
 3 points
3 points -
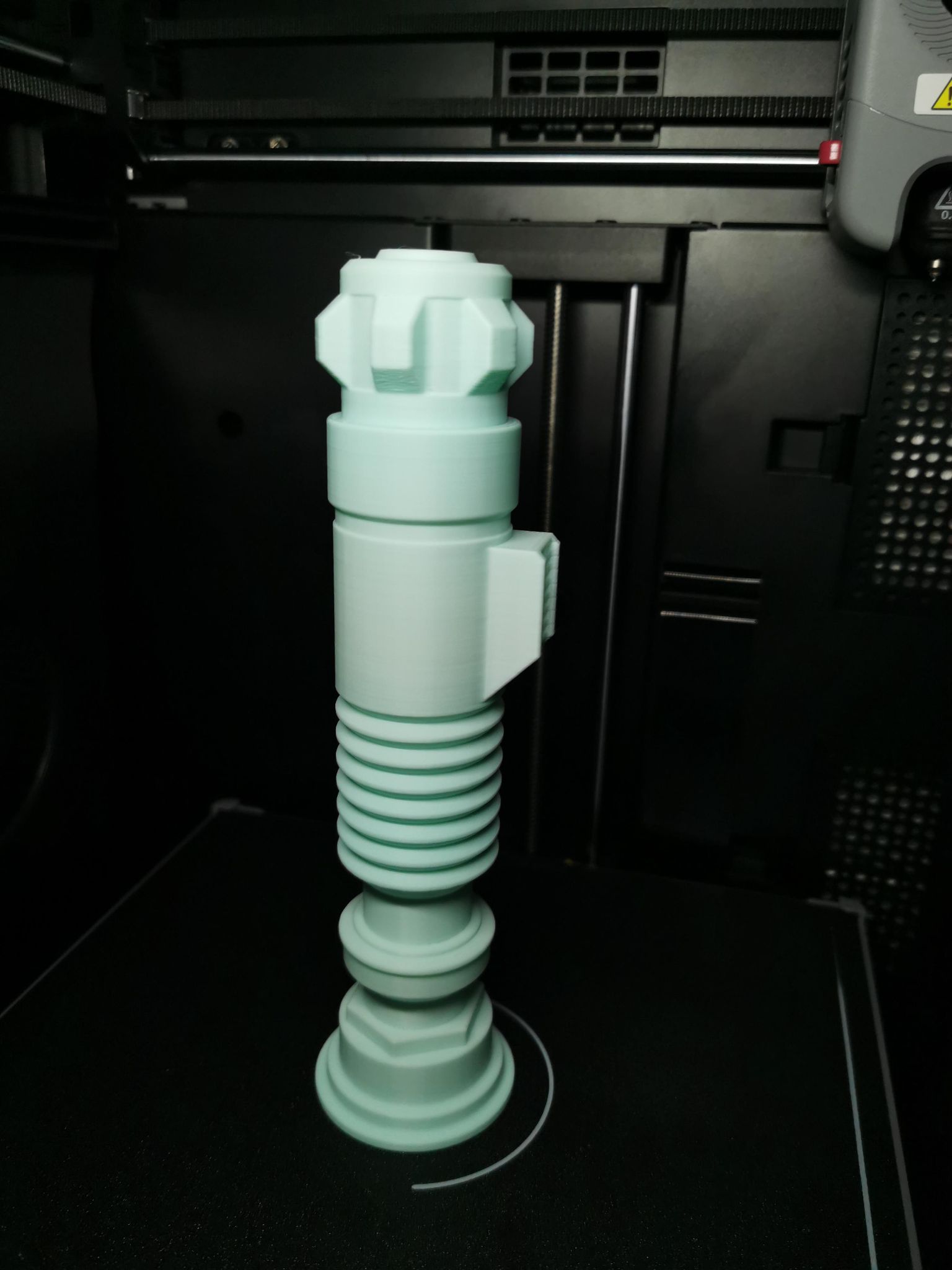
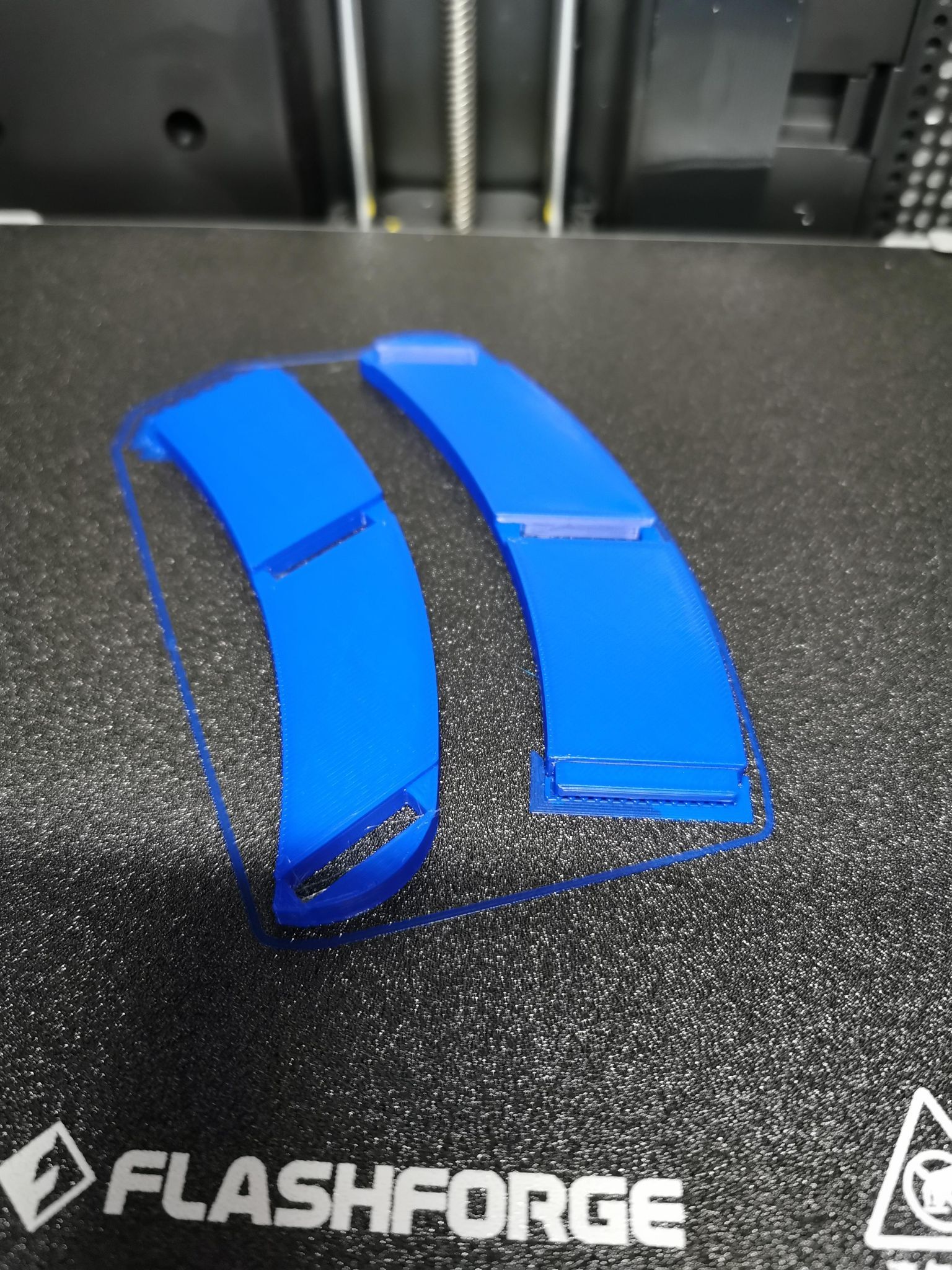
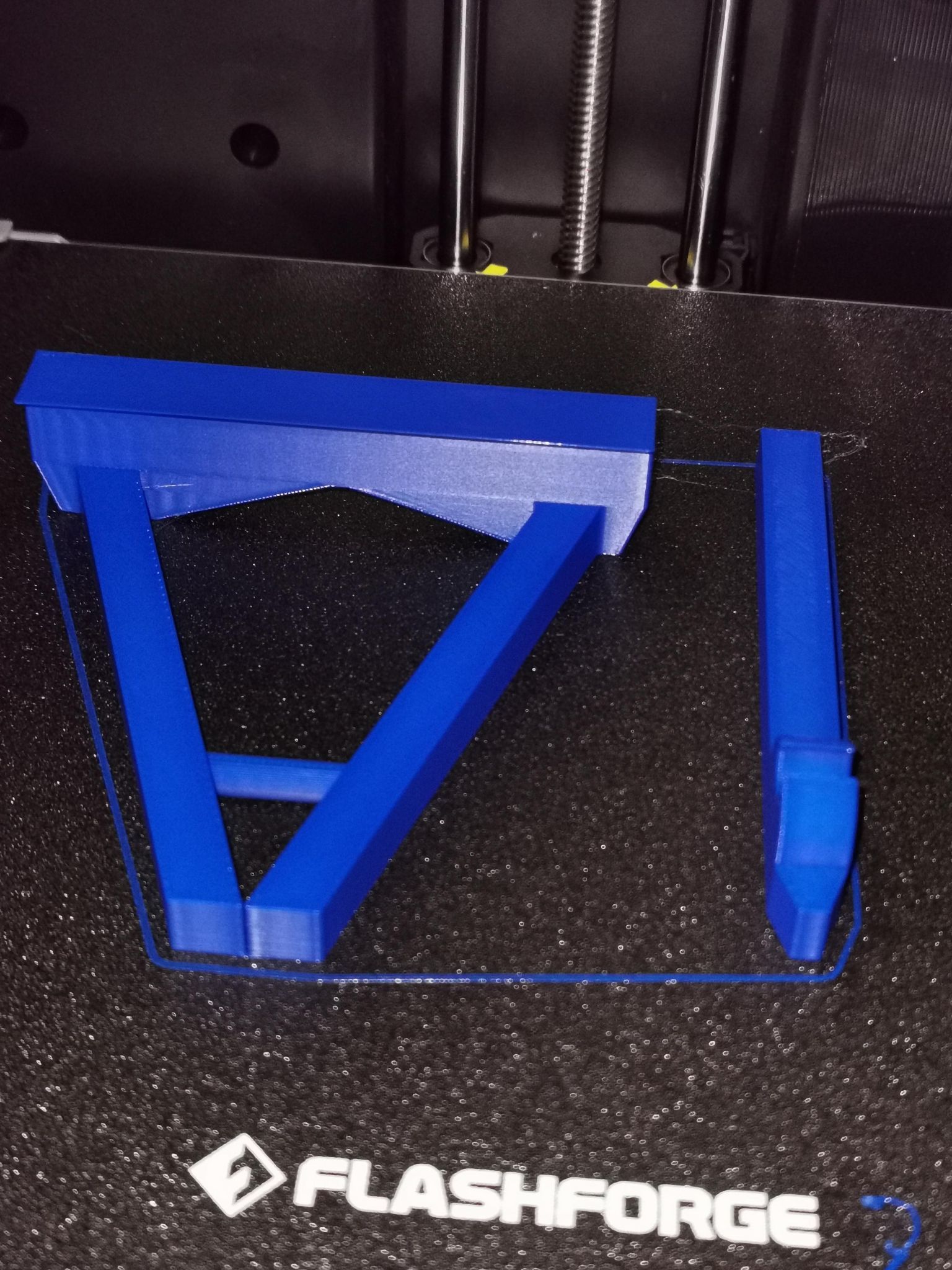
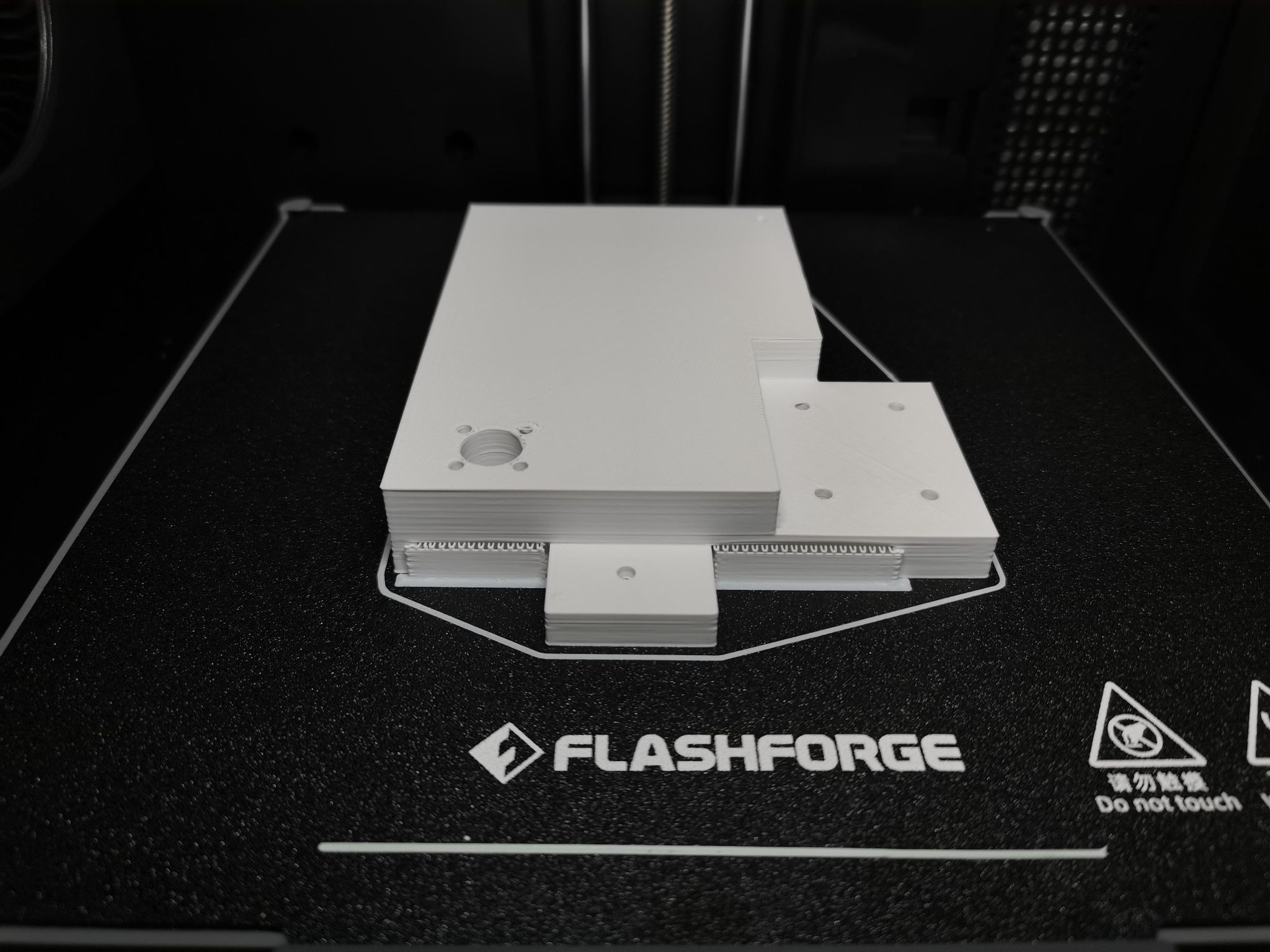
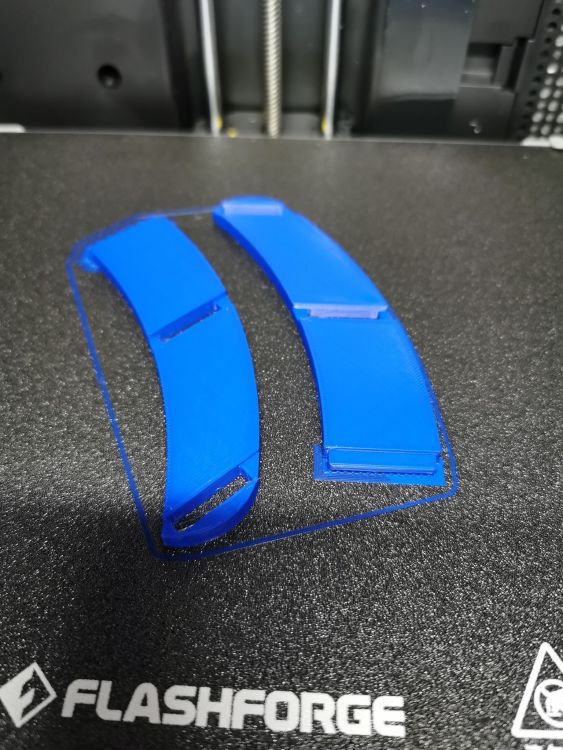
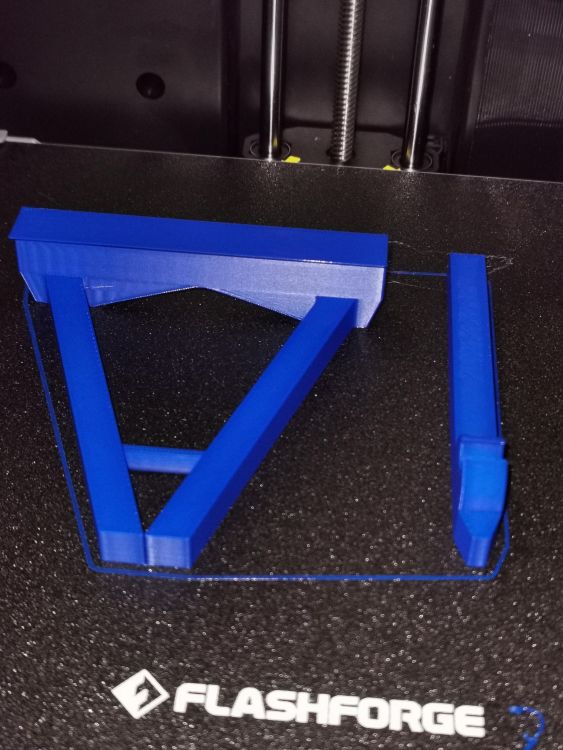
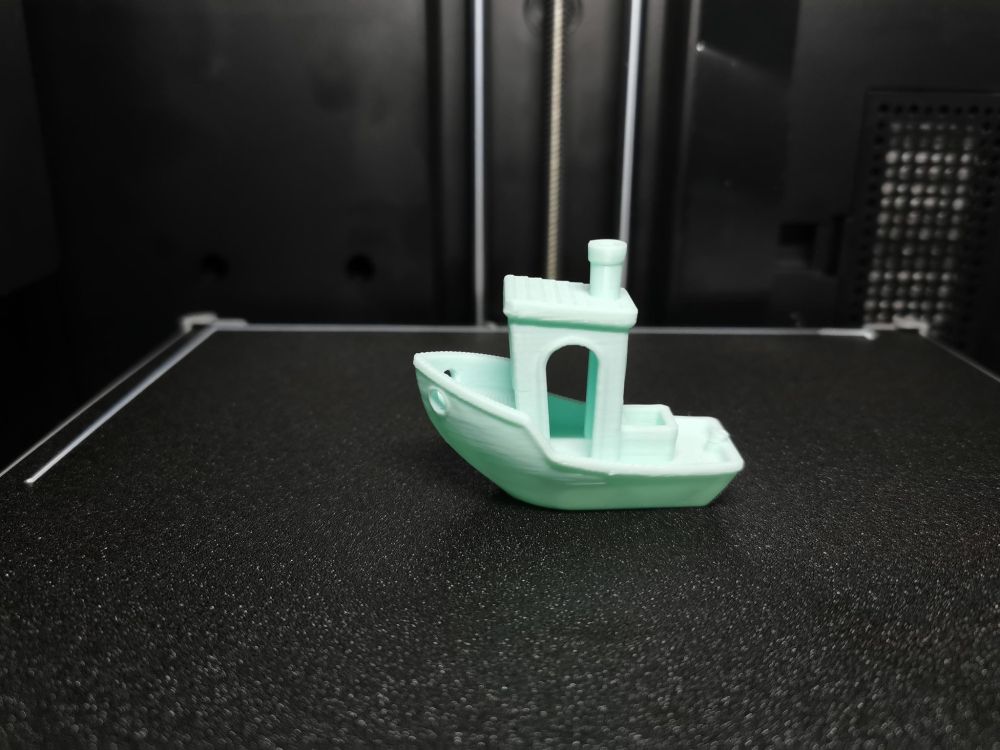
Merci pour ton retour @freefly13 ( @erok je te nome car cela peut intéresser aussi) Pour ma part en partie a cause des fêtes je n'ai qu'une 60aine d'heures d'impression PLA avec différente bobine pour le moment, mais il y a 2 choses que je vais remonter, la première je n'ai eu aucun fail d'impression pour le moment, et j'ai toujours eu que des première couche parfait et aucun décollement de pièce du plateau jusque a présent les pièces adhère hyper bien au plateau, je précise je nettoie juste a IPA et je n'ai pas utiliser ni laque, ni 3DLac ni même une fois la colle fournit . Pour information j'ai réaliser que 2 prints provenant de Flash Forge l'espèce de handspiner et la petit cube, Je dois dire que les fichiers fournit sont pas ce qu'il y a de mieux slicer, j'ai tester Flash Print 5 et je suis passer sous Orca définitivement je resterais sous Orca Slicer et bien plus pratique et efficace a l'usage, par contre pour un débutant Flash Print 5 permet de slicer une pièce PLA en 2 minutes et c'est pas trop mal gérer tant que l'on a pas besoin gérer des pièces trop complexe avec des support et des ajustement de paramètre avancé. Voici les autres impressions comme dans mon sujet de base je n'ai plus de place de stockage disponible. Sous Flash Print 5 il y a un ajustement des paramètres a faire sur ce type de print nécessitant pas mal de rétraction avec FlashPrint. Ensuite je suis passer Sous Orca Slicer et la c'est pas pareil on y gagne je trouve personnellement. Enfin juste par ce qu'il faut bienfaire ce test c'est un classic j'ai lancer un Benchy fournit par FlashForge pour voir ce que cela allait donner, temps d'impression 14min pour le benchy Le Sliceing de Flash Forge est perfectible mais c'est pas mal au vue du temps d'impression du benchy Impression ABS. Alors j'ai attaquer les test d'impression ABS pour un projet, ici j'ai utiliser du Filament ABS+ Esun blanc bon c'est pas le meilleur choix de filament que j'ai fais j'ai commander et reçu un bobine de Arianplast ABS bleu je ferais un retour deçu par la suite. aucun warping ou soucis de liaison intercouche Par contre le filament manquant sérieusement de régularité il m'a fallut ajuster le débit par la suite et calibrer au mieux ce dernier ce qui est pas encore parfait mais plus propre (a noté que la machine n'est en rien responsable de cela) Soucis avec mon profile Orca de gestion des grandes zone dans le vide il me faut revoir le Z offset des interface 0.18mm ce que j'utilise sur mais ancienne machine est bien trop important sur la 5M Pro 0.15 voir 0.12 j'optimise encore cela. Mais j'ai ajustant un peu le profile ABS et calibrant le filament cela va bien mieux deja A noter avec Orca cette machine va super bien j'attend grandement la gestion et support de l'envoie en direct via Orca qui devrait plus tarder comme promis par FForge. Par contre j'ai eu un Bug avec FlashPrint un test d'impression d'une de ces pièce en ABS a conduit a une mauvaise gestion du démarrage de l'impression avec l'extrusion non désirer de matière et l'arriver d'une erreur obligeant a éteindre et redémarrer l'imprimante puis mettre en chauffe la buse pour sont nettoyage. Ce soucis est un soucis de firmware qui apparait uniquement avec FlashPrint 5 dans certain cas mais qui semble avoir été corrigé par la dernière MaJ qui ma étonner car arriver 30 min après mon soucis ma 5M Pro c'est directement mise a jour derrière le redémarrage, dans le release note FForge indique avoir corriger le soucis je referais un test prochainement donc avec FlashPrint 5 et l'abs la même pièce.






 3 points
3 points -
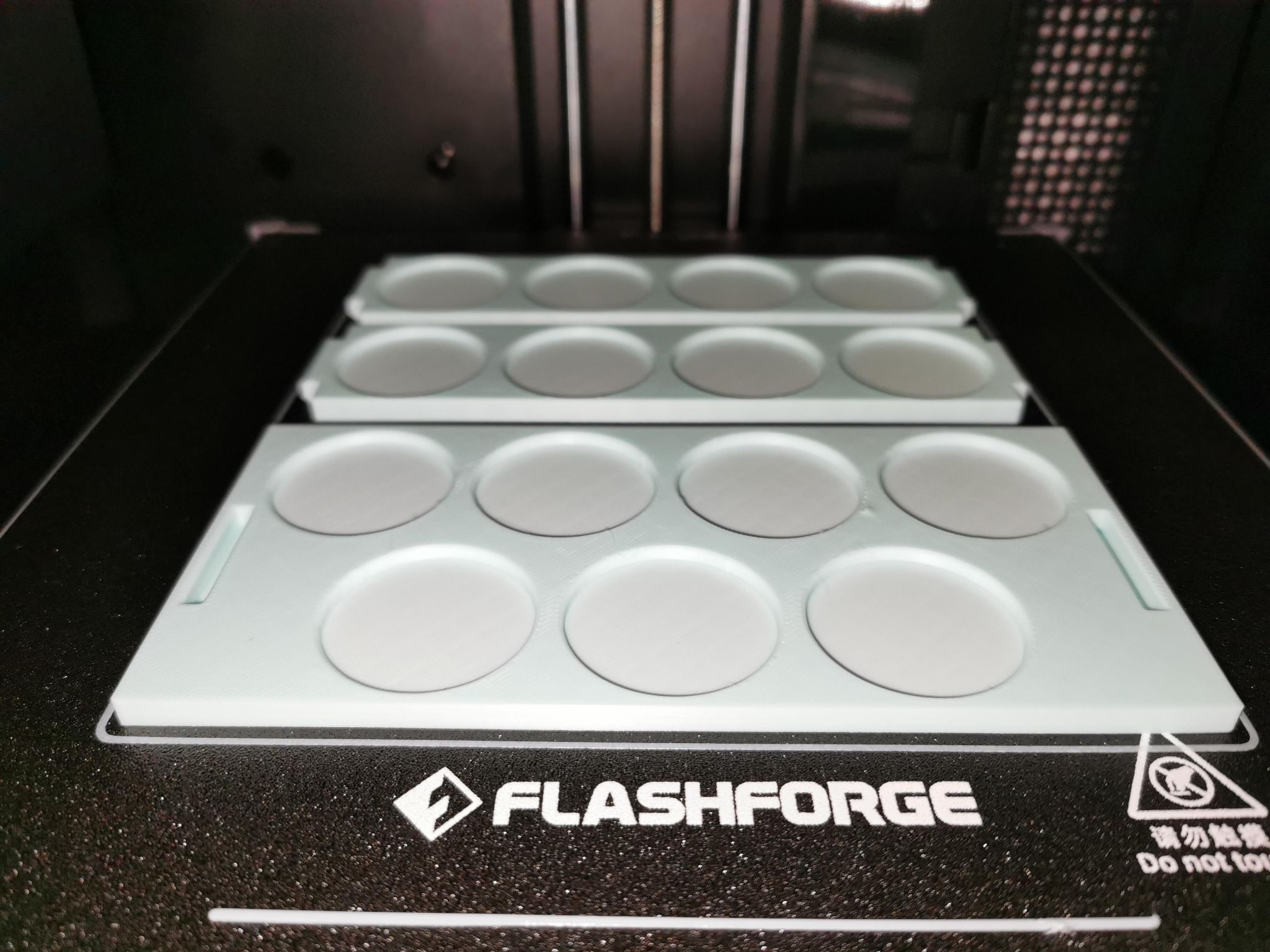
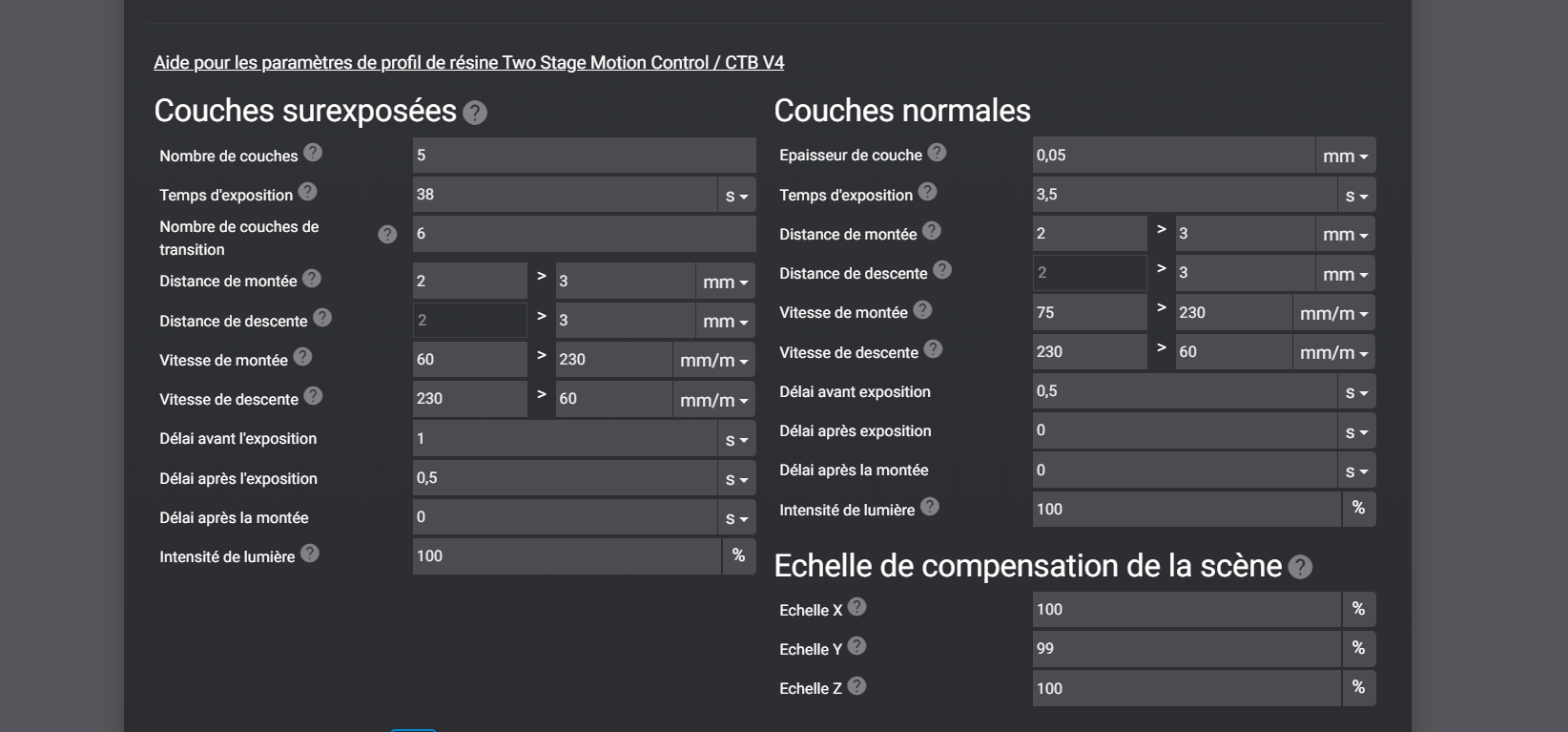
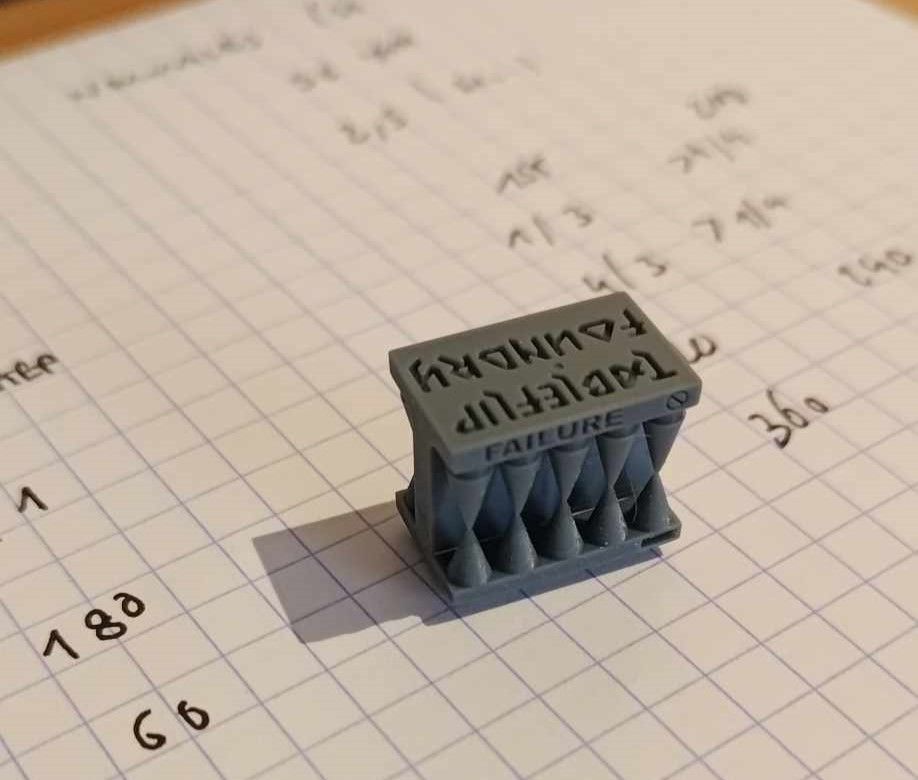
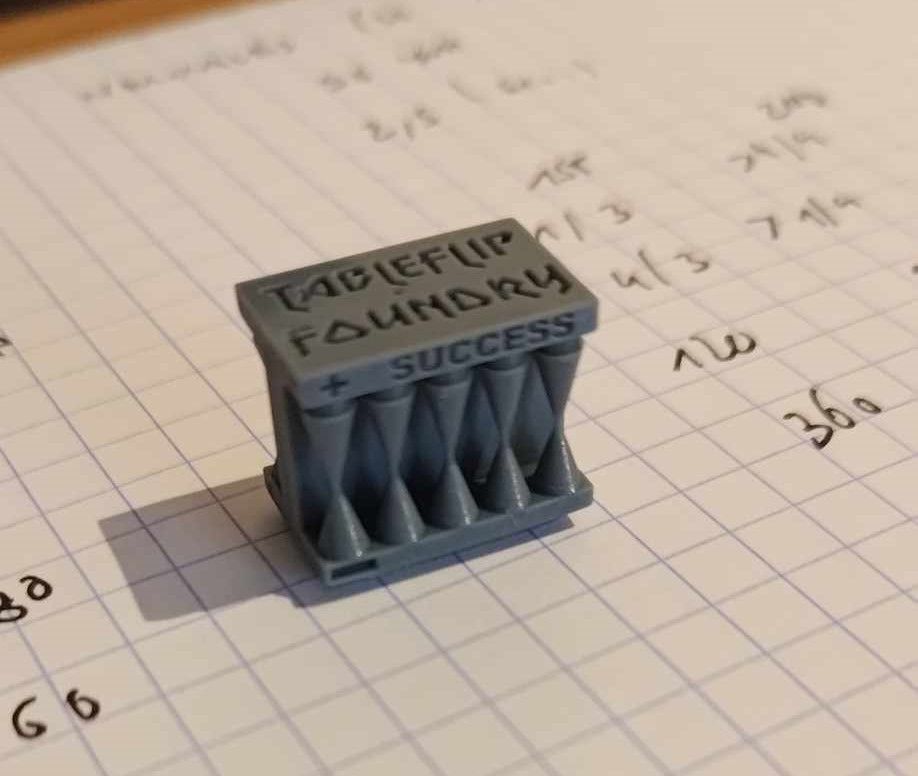
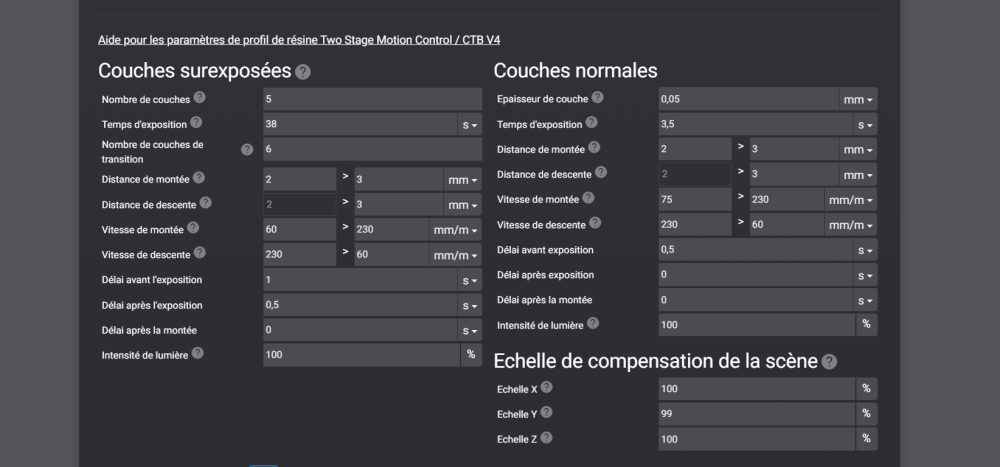
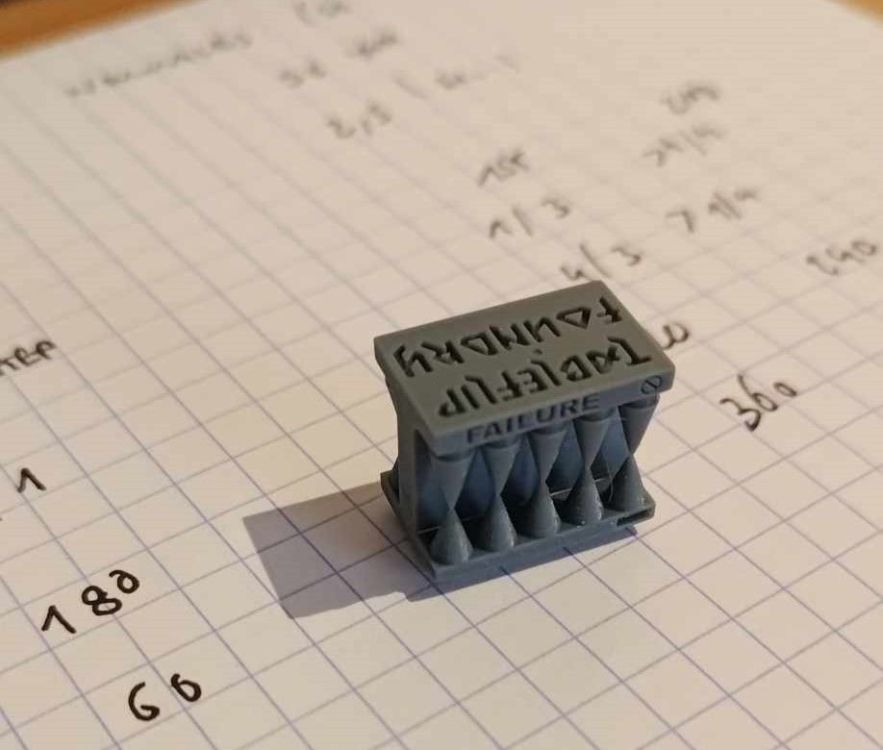
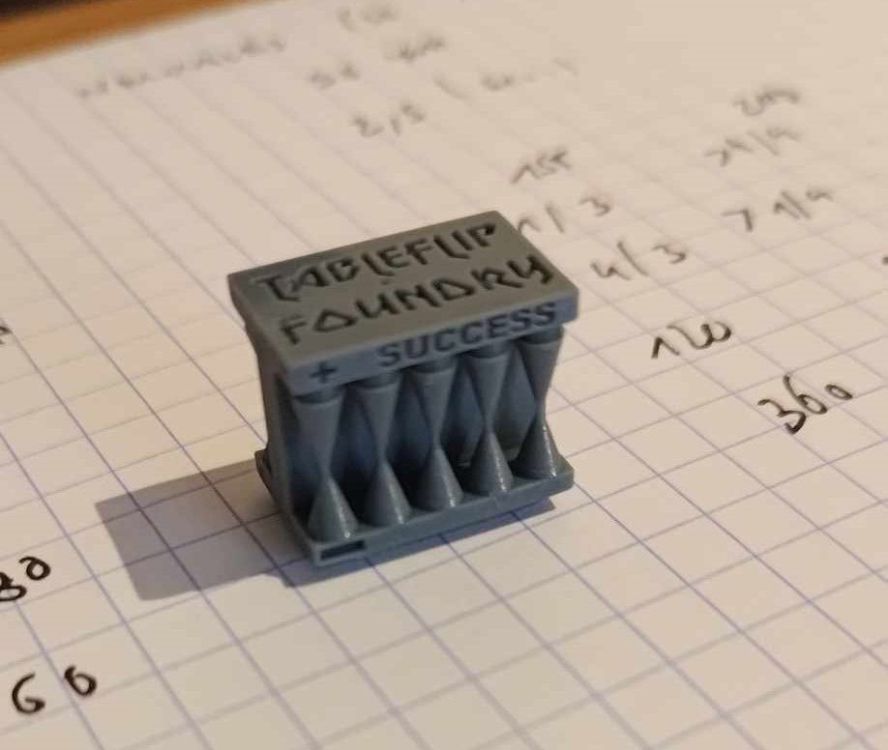
Hello Merci à vous 3, J'ai réussi un print du fichiers des cônes. J'avais refait une mise à zéro du plateau... on sait jamais et ça ne prend qu'une minute. J'ai sur les conseils de doudinator appliqué les paramètres suivants : Je pense au vu des résultats des cônes que je suis surexposé ? Il faut que j'abaisse mon temps d'expo progressivement ? Merci à vous tous
 2 points
2 points -
~50€ l'écran qui a l'air quand même bien foutu ( https://www.lesimprimantes3d.fr/comparateur/accessoires/bigtreetech/panda-touch-5/) c'est plutôt cool je trouve !2 points
-
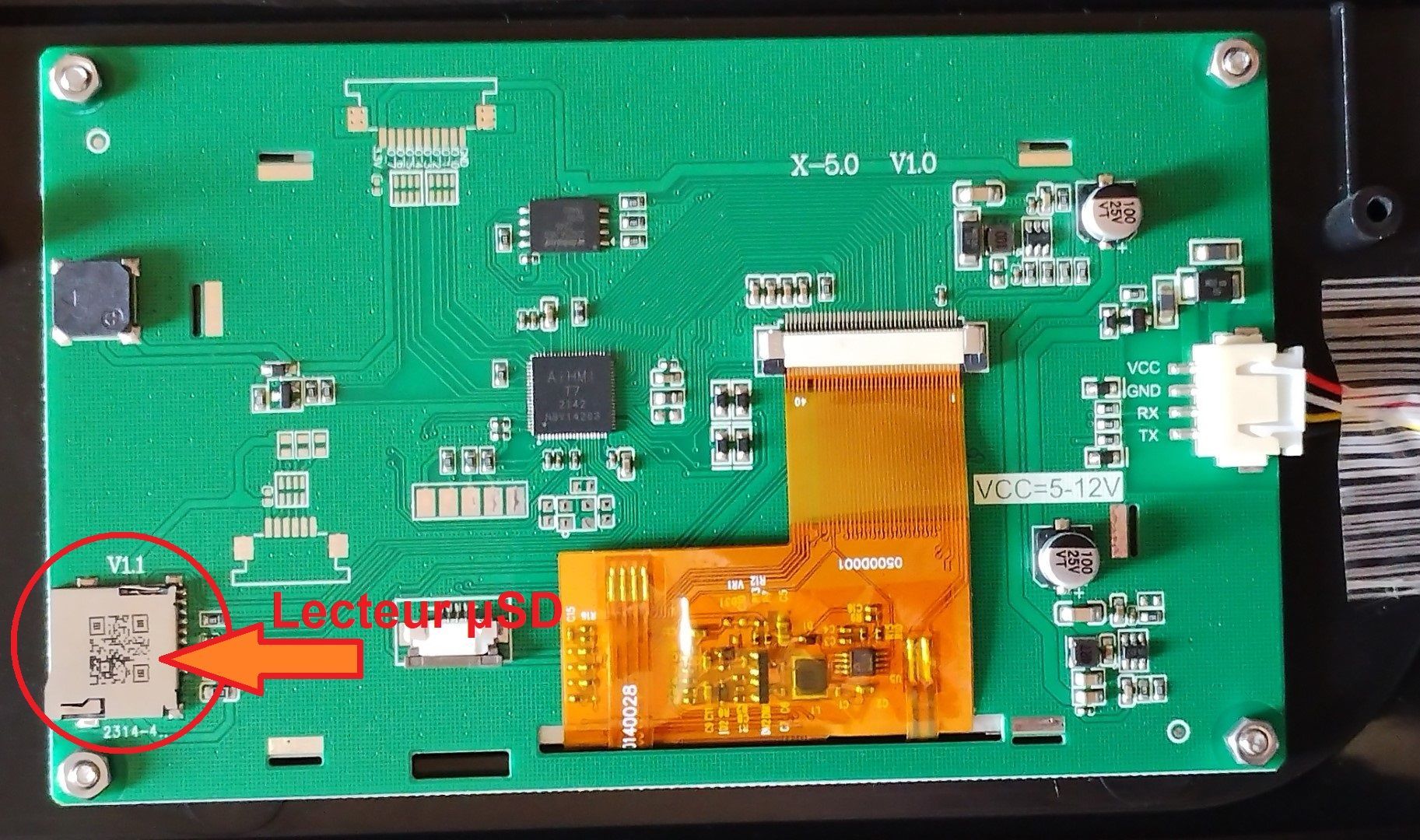
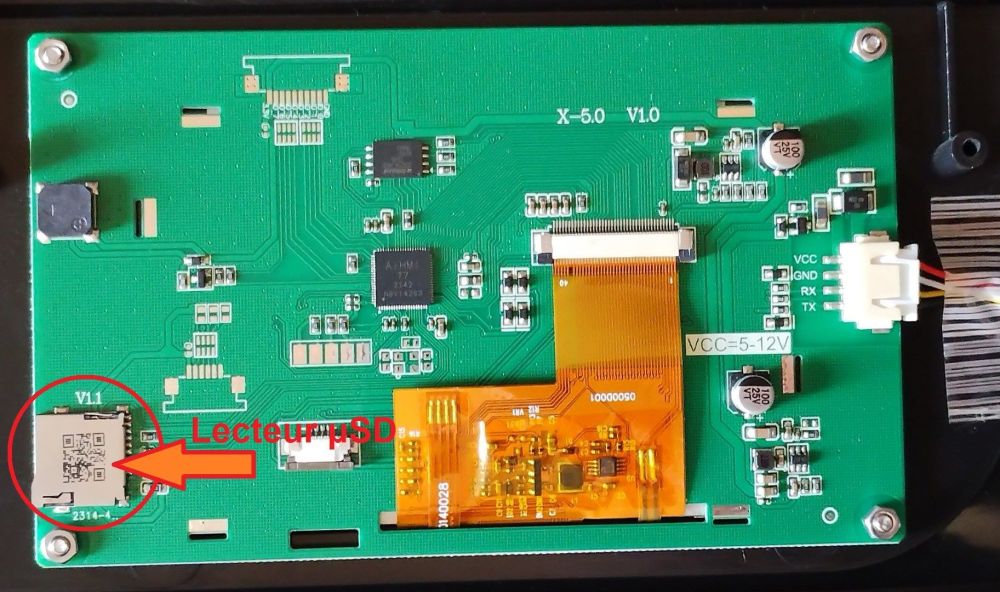
Je ne conseille pas de mettre à jour via le lecteur SD de l'écran, la procédure n'est pas complexe mais je ne voudrais pas qu'un utilisateur l'ayant tentée bloque son imprimante
 2 points
2 points -
1.8.3 sortie dans l'intervalle et 1.8.4 aujourd'hui. Rien de révolutionnaire à première vue. V1.8.3 This is a minor release based on Bambu Studio v1.8.2 public official Feature 1. 3mf Compatibility Enhancement From this version, Bambu Studio's 3D model file format (.3mf) is compatible with the 3mf reading code provided by the 3MF Consortium; Bambu Studio's 3MF files can also be opened in 3D Viewer. This Wiki article explains the compatibility between Bambu Studio's 3MF file format and the 3MF Consortium standard, and outline its features and advantages. 2. Support for recording flow ratio calibration results in P1S with P1P Enclosure Kit When the P1P Enclosure Kit is installed, the flow ratio calibration results will be logged to P1S filament presets. Otherwise, they will be recorded in the P1P filament presets. This feature requires a firmware update to version 01.05.01.00. 3. Automatic calculation of flush volume for Bambu PLA Silk Dual Color Currently, when syncing Bambu PLA Silk Dual Color from AMS, only the major colors are displayed on the color slot. The automatic flush volume calculation is based on the color with the larger flush volume. However, if the filament color changes, the calculation is based on the major color displayed by the color slot. This behavior will be improved in the future. 4. The P1 series and A1 series printers do not currently support the customization of materials. Due to ongoing firmware development, there are potential compatibility issues when using custom materials with these printers. To ensure a seamless printing experience, we have temporarily disabled the option to set custom materials. Once the firmware issue is resolved, updating the firmware will grant access to this feature. Improvement Support to display the color of Bambu PLA Silk Dual Color and Bambu PETG Translucent AMS Add missing "elephant foot compensation" in profiles Add Bambu PETG Translucent preset Add Troodon 2.0. The profiles are cherry-picked from OrcaSlicer. Thanks for @YGK3D and @SoftFever Optimize the prompt message if open 3mf files saved by higher version. Organic trees are prohibited when implementing variable layer height Limit on the length of project names Adjustment of warning level for timelapse warning Update of A1 series gcode. Remove some unnecessary moves. Modify retraction and cooling parameters of some filaments. BugFix Fix the issue of setting AMS custom filament on the Studio and turning the AMS slot into "?" due to copying user presets. There are multiple possibilities for the AMS slot to become "?". The new version of the fix requires manually removing the problematic User Reset. Studio has provided a prompt on the Custom Filling page. Please refer to the wiki for the reasons and solutions. Fix the issue of frequent printer connection timeout #3045 Fix for the disappearance of the flush option mark #3119 #3113 #3115 Fix for custom filament displaying as "Incompatible" on the calibration page Fix for boolean hanging in the middle of color painting Fix for crash issue with the "filling bed" function Fix for compilation issue under Windows. Thanks for @hadess #3064 #3096 Fix some issues of boolean tools. Fix the issue that the load button on the A1 device does not work properly 1.8.4 Latest This is the second public official release of Bambu Studio v1.8 Please see the release logs of 1.8.3 for the complete list of changes with respect to 1.8.2. Feature 1. Linux Flatpak support Support linux flatpak image, Now Linux users can also download BambuStudio's linux flatpat image from flatpak github This function is developed by @hadess, great thanks to @hadess Improvement improved log anonymity for enhanced privacy protection A series supports plate position detection function(The firmware needs to be upgraded to version 01.02.00.00.) Chinese and French translations @leoleoasd and @dorianboulch Bugfix Fix crash when comparing profiles Fix trying to save a printer nozzle profile as user preset crash-freezes the program #3335 Fix "Open in BambuStudio" button on MakerWorld, Thanks for @hadess #33142 points
-
Bonjour j'ai réussi à trouver tout seul je te remercie beaucoup. Je n'étais pas le seul dans ce cas avec cette machine. Les machines fonctionnent maintenant nickel (j'avance plus vite que prévu donc c'est parfait, je ne vais peut-être même pas avoir besoin d'en acheter deux autres,)
 2 points
2 points -
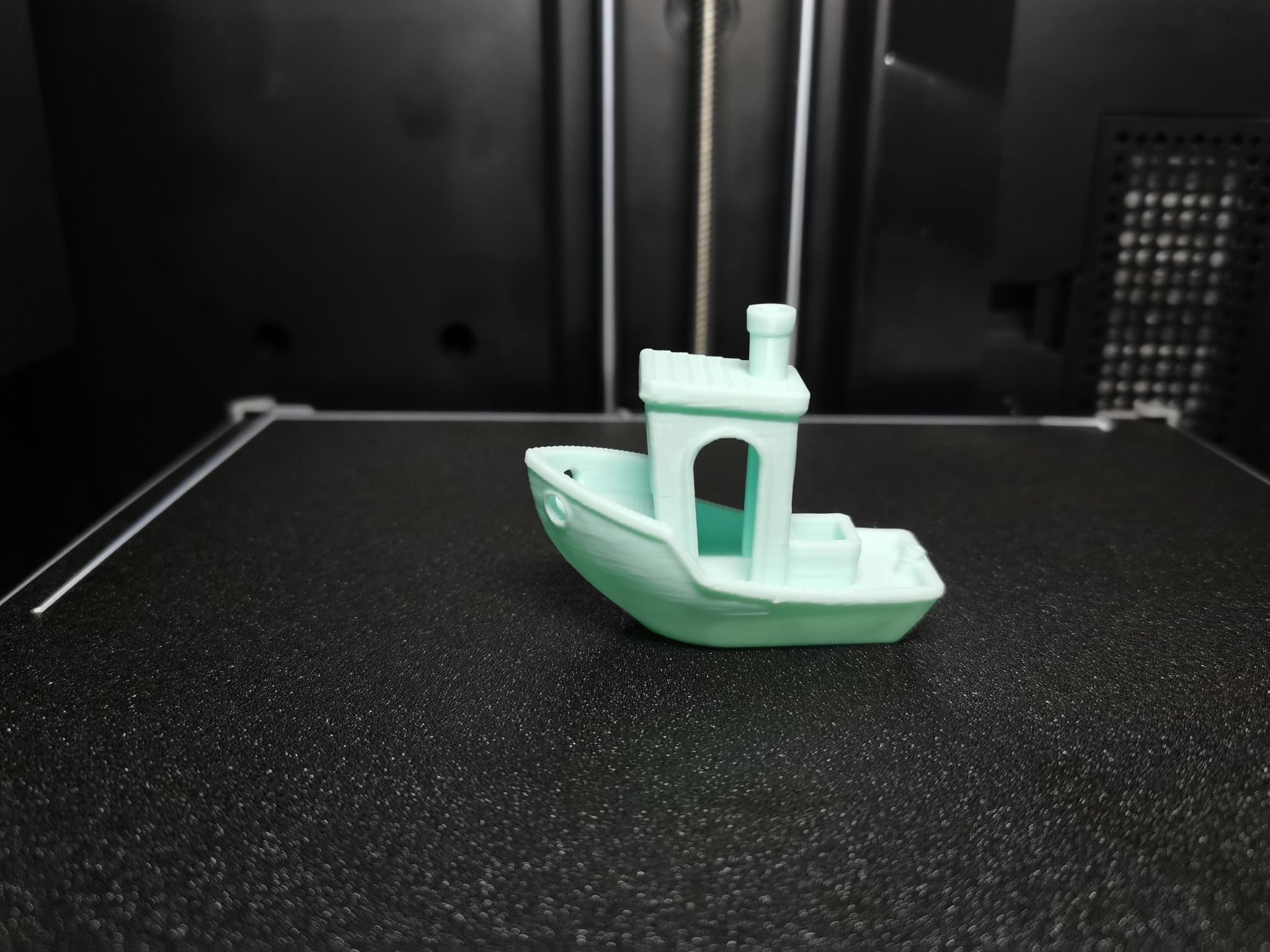
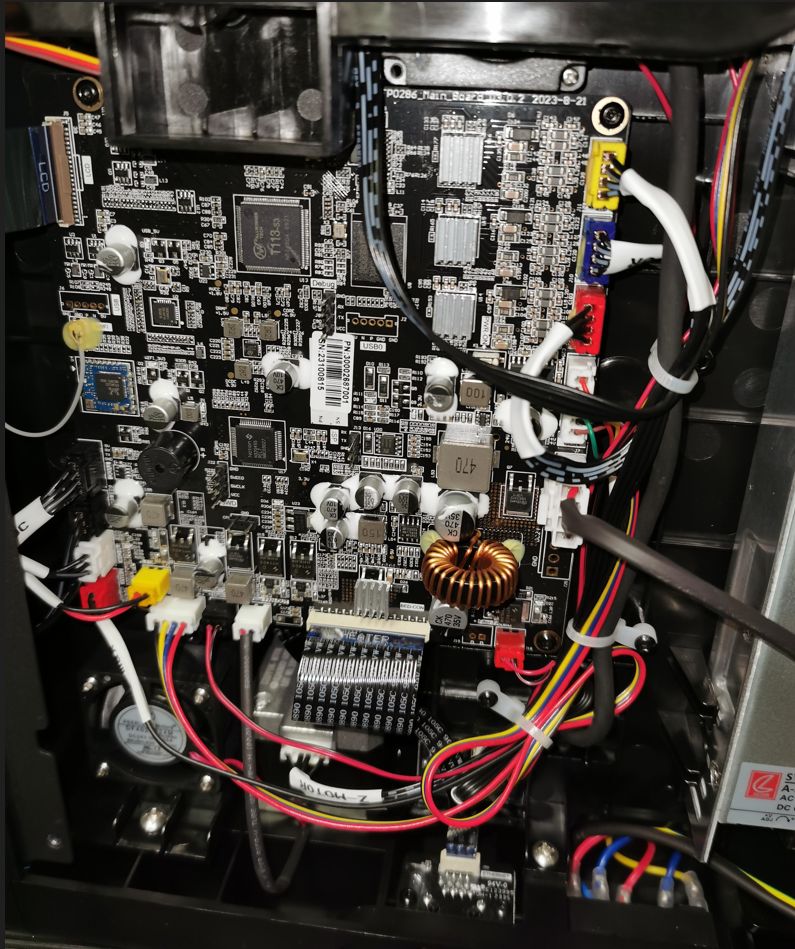
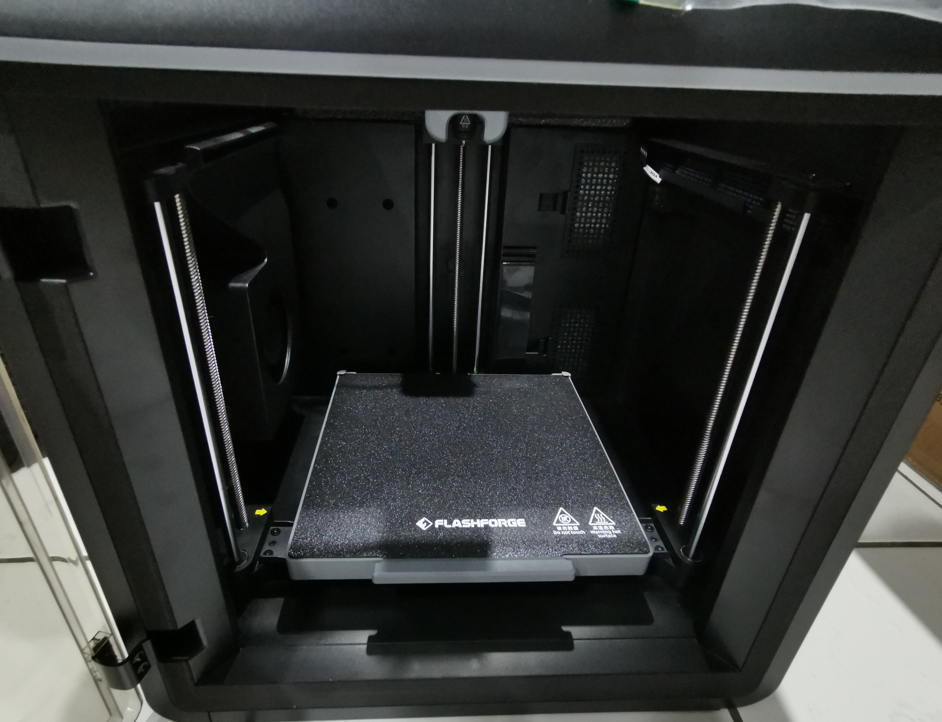
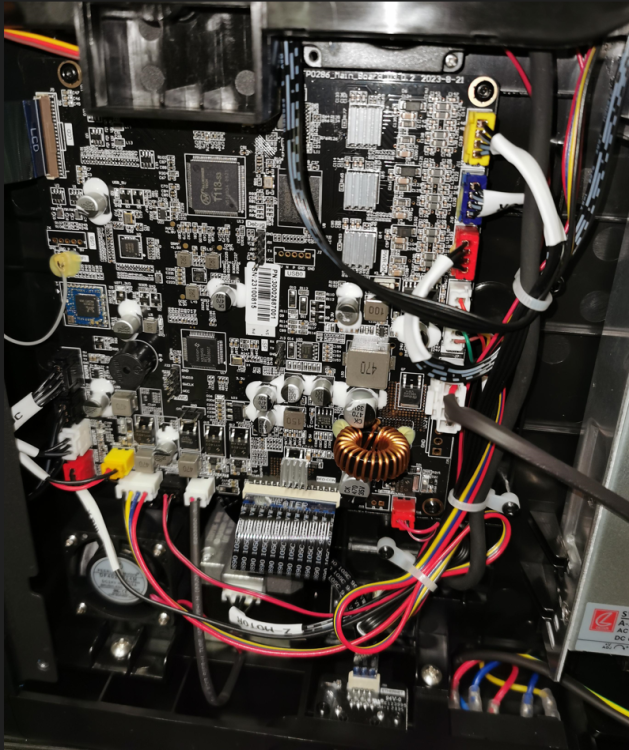
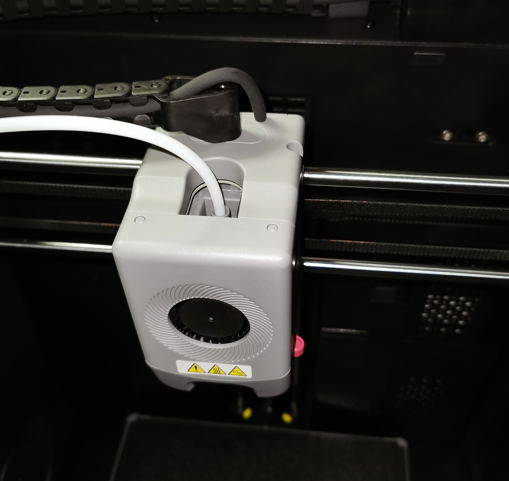
Bonjour à tous j'ai l'honneur d'avoir reçu cette belle FlashForge Adventurer 5M Pro gracieusement pour test et réalisation d'une review, je vais donc ouvrir ici un sujet qui sera mis à jour au fur et à mesure de mes tests et découvertes, avant la publication de la review complète de cette belle imprimante Core XY close de taille moyenne qui pour particularité d'avoir un système de buse a changement rapide. Déballage de l'imprimante L'imprimante est livré dans un carton equipé de poignet plastique blanche sur le côté pour facilité le transport, le colis pèse un totale de 19kg et a des dimensions a peine supérieur a celle de l'imprimante A1 mini en version Combo de BBlab, donc colis assez compact. l'intérieur est protégé par des des angles en carton renforcé et de la mousse de type Foam qui encercle la machine, seule un très léger fascicule "after sales service" et la clé usb de marque Sandisk sont posé sur le dessus. Pour sortir l'imprimante on est dans une situation équivalente à ce que j'ai eu avec ma Bambulab, a savoir que l'on sort l'imprimante en tirant sur le sachet plastique qui enveloppe l'imprimante complète. Voici donc l'imprimante sortie de son carton. En retirant les scotchs bleu et en ouvrant le couvercle du dessus de l'imprimante, on a de la mousse Foam qui protège la mécanique et enferme les accessoires et les 200gr de filament FlashForge. Le contenu du carton d'accessoires contient juste l'essentiel (pinces, outils de vissage, support de bobine), mais aussi un tube de colle liquide on verra si cela est utile et nécessaire a l'usage de l'imprimante, et par contre une seconde buse acier en 0.6 apparemment et sa c'est très bien (surtout que le cout d'une buse est d'environ 32€) Voici ce que donne l'imprimante après le retrait de la plupart des plastiques, la porte et le couvercle sont en plastique pas de verre ils sont très bien ajuster a l'imprimante, pas de de soucis d'étanchéité à prévoir, et le tout tien très bien en place fermé grâce a des aimants. Aperçu rapide de l'intérieur de la machine en image. Découverte de la partie matériel de l'Adventurer 5M Pro. Comme a mon habitude j'ai me bien regarder ce qui ce cache dans les imprimantes qui passe entre mes mains, alors sans surprise pour ma part on est sur une architecture électronique maison. Carte mère 64bits sous MCU Allwinner T113-S3, l'écran est connecté via une nappe souple de type DSI, nous retrouvons 3 Drivers pour les Axes X Y Z (difficile de dire avec certitude de quels type de driver il est question ici peut être des 2209 ou 2226 les dissipateur étant plus petit que habituellement utiliser sur les 2209) refroidit par un ventilateur turbine 4010. La chauffe du bed est gérer par une nappe souple, on peu remarque que 2 connecteur USB et connecteur 2 et 3 fils JST ne sont pas câblé sur la carte ce qui pourrait laisse penser que la carte puisse être utilisable sur une autre machine. Et côté réseau nous avons droits une prise RJ45, et a du Wifi, ici surprise nous avons nativement une support wifi 5Ghz en plus du classique 2.4Ghz c'est assez rare pour le souligné. Côté alimentation on a droit a une alimentation de 24V et 14.6A (donc 350W) Le système de tension des courroie XY est accessible directement depuis l'arrière est est facile d'accès c'est un plus comparer a certaine core XY mal pensé comme la KLP1 de kingroon. La tête d'impression : Le capot de ventilation tiens par 2 ergos supérieur et 2 aimants en partie basse cela fait penser a ce que l'on voit sur les Bambulab. La hotend intégré au buse est en cuivre refroidit par un ventilateur de 3010, et l'électronique de la tête est situé à l'arrière. Le nivellement ce fait directement en contact avec la buse, donc ici point de Z-Offset a ajuster. Pour la zone d'impression, on pas mal de chose intéressante : une ventilation auxiliaire un éclairage led efficace caché dans un réglette en façade de la machine une caméra pour les time lapse et le contrôle a distance et cette dernière est assez efficace avec nombre d'image par seconde assez important d'au moins 20ips. on a une double ventilation renouvellement d'air avec filtrage interne et externe, qui permet 'l'impression du PLA imprimante totalement fermé. Voila de termine l'aspect découverte matériel de cette belle machine. Les premières impressions PLA sur la Flash Forge 5M Pro Premier fichier test de FlashForge imprimer tel que que fournit c'est pas super bien slicer donc perfectible mais cela permet de valider que la machine est ok. Suivi d'un 2 eme modèle fournit par Flash Forge qui permet de s'assurer que l'extrudeur est bien calibrer et c'est bien le cas. Derrière cela on attaque quelques impressions slicer sous Flash Print 5 puis Sous Orca Slicer











 1 point
1 point -
Le sujet a déjà été abordé dans d'autres topics mais autant en avoir un dédié à ce nouvel écran pour série P1X. On aura toutes les informations dans un live qui débute dans 24 heures : En attendant il y a la page produit officielle il y a la page Panda Series et pas mal d'informations sur leurs réseaux sociaux :




 1 point
1 point -
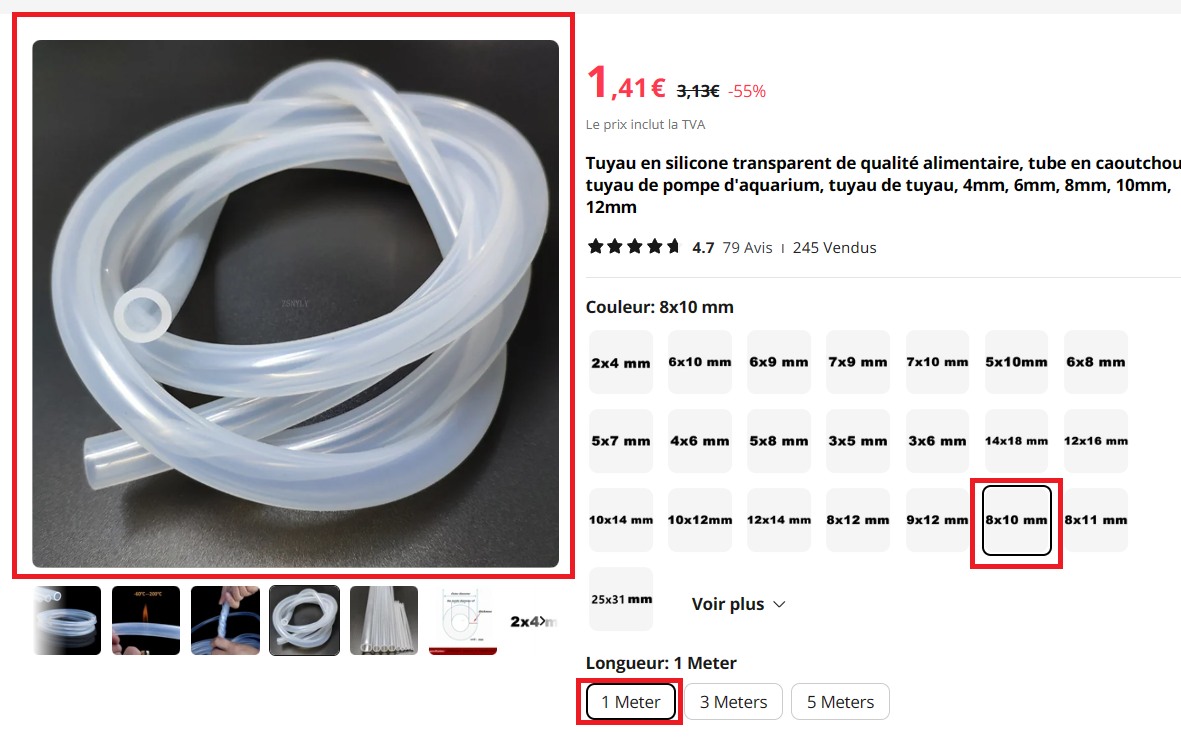
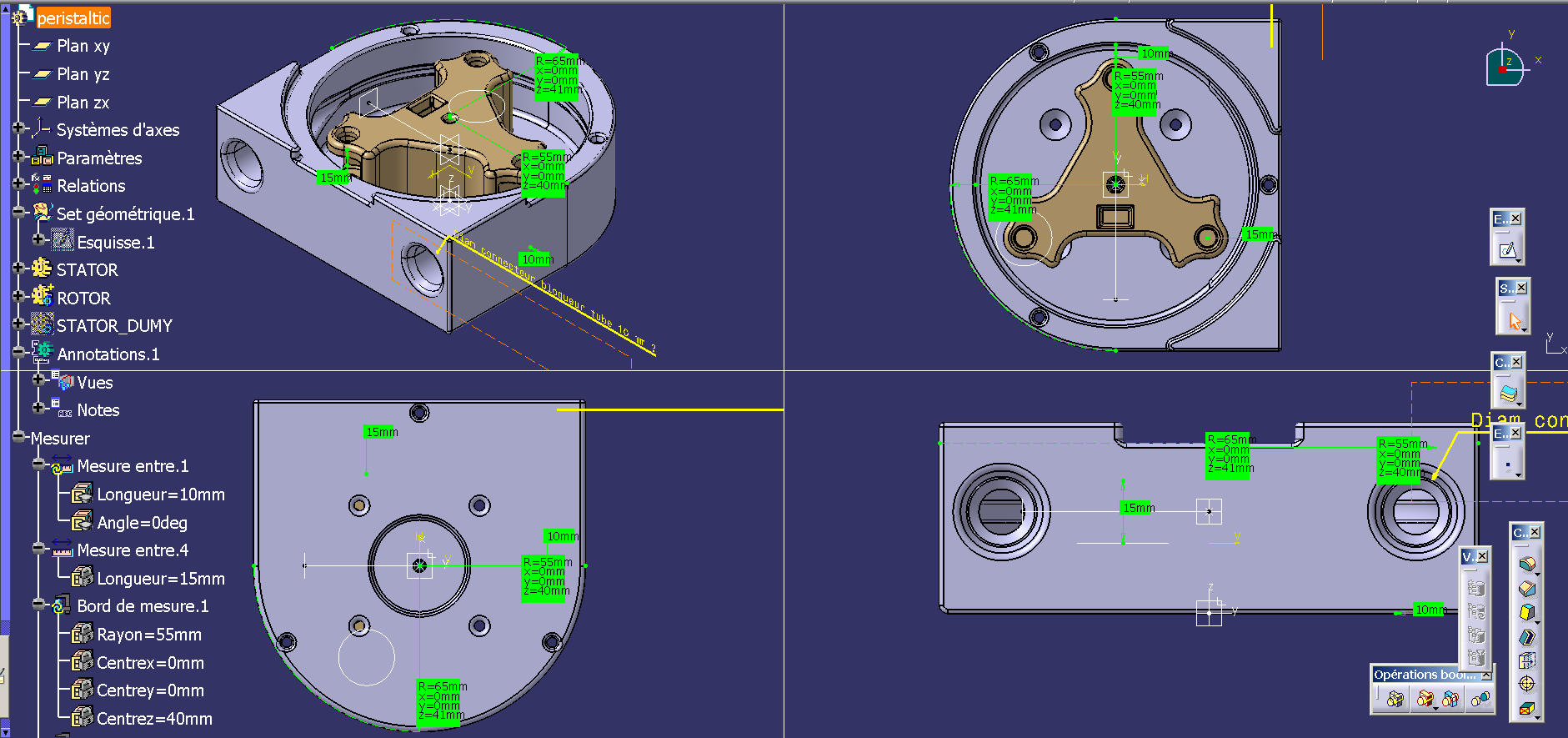
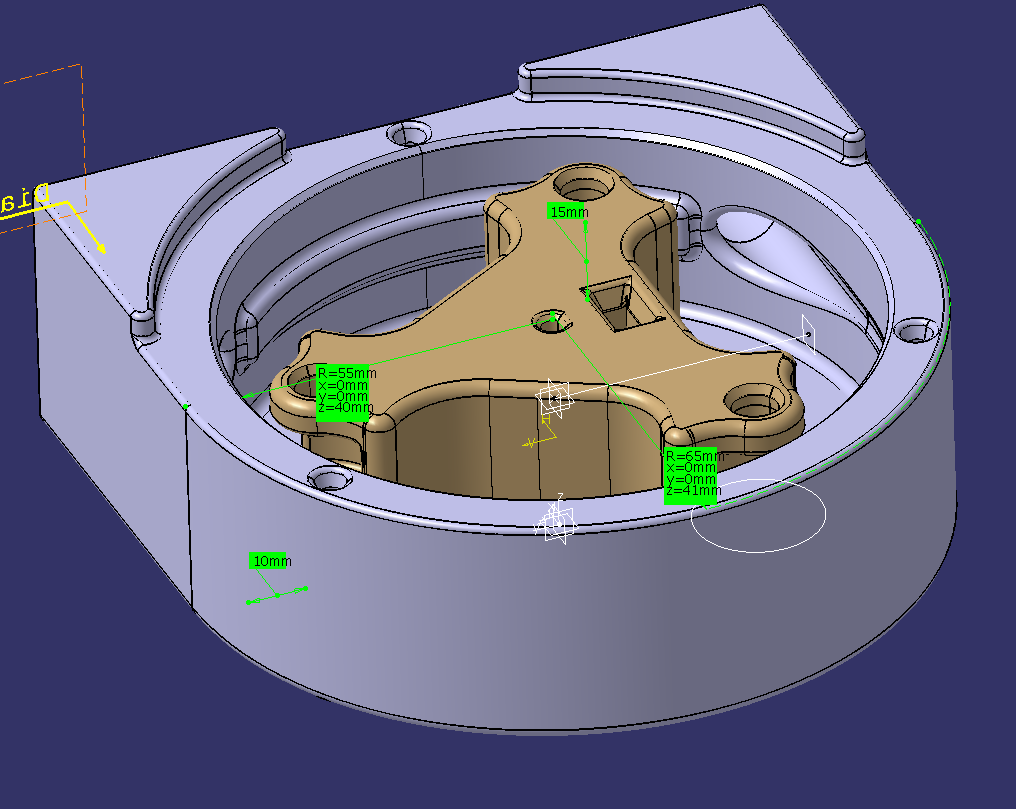
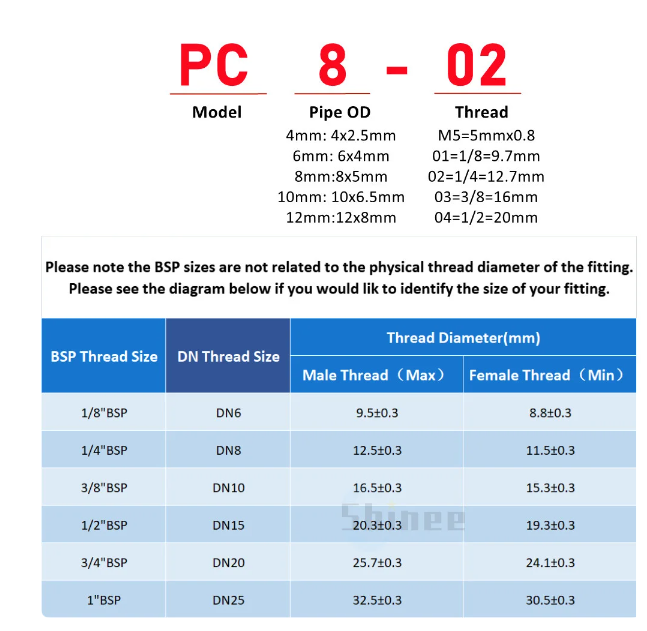
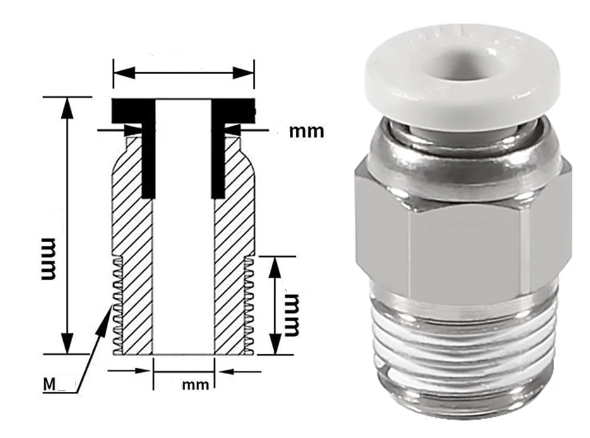
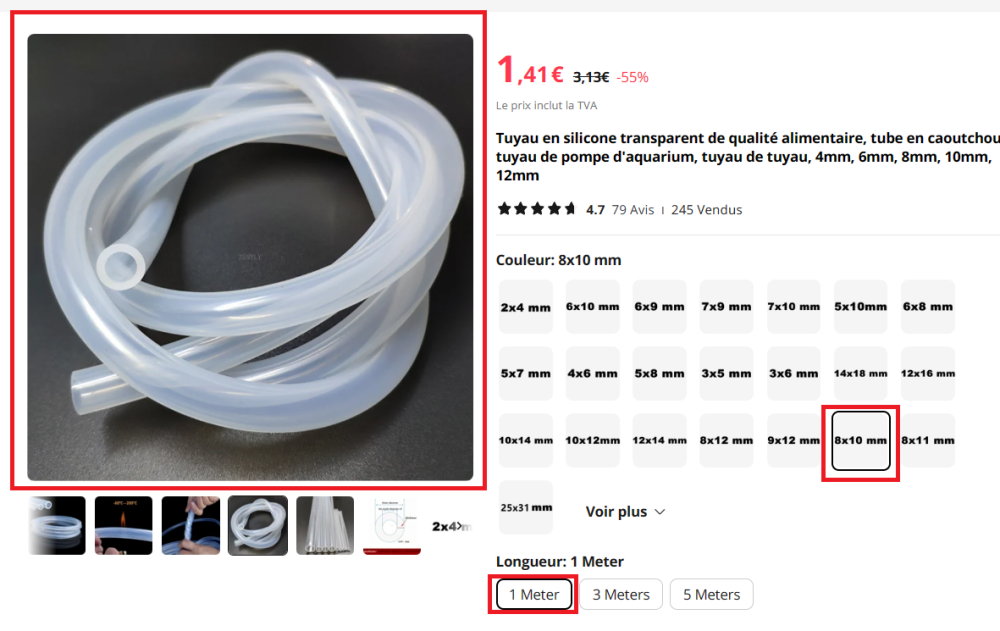
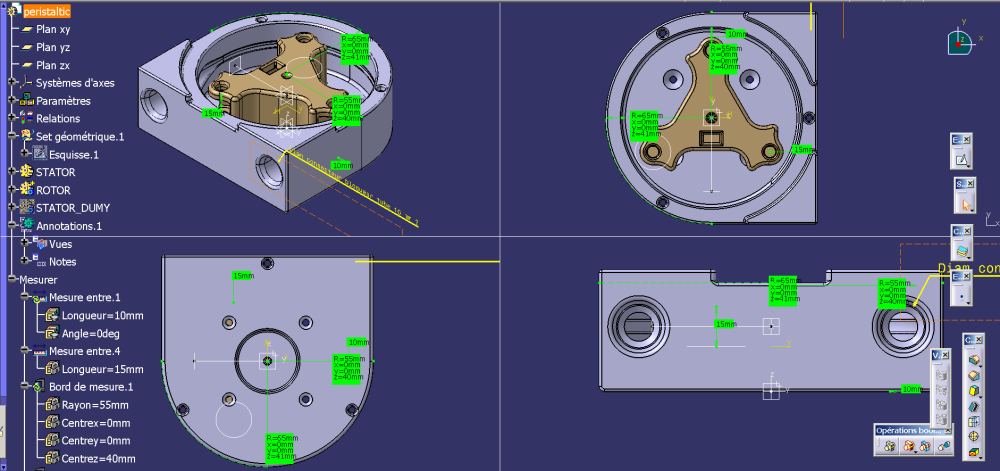
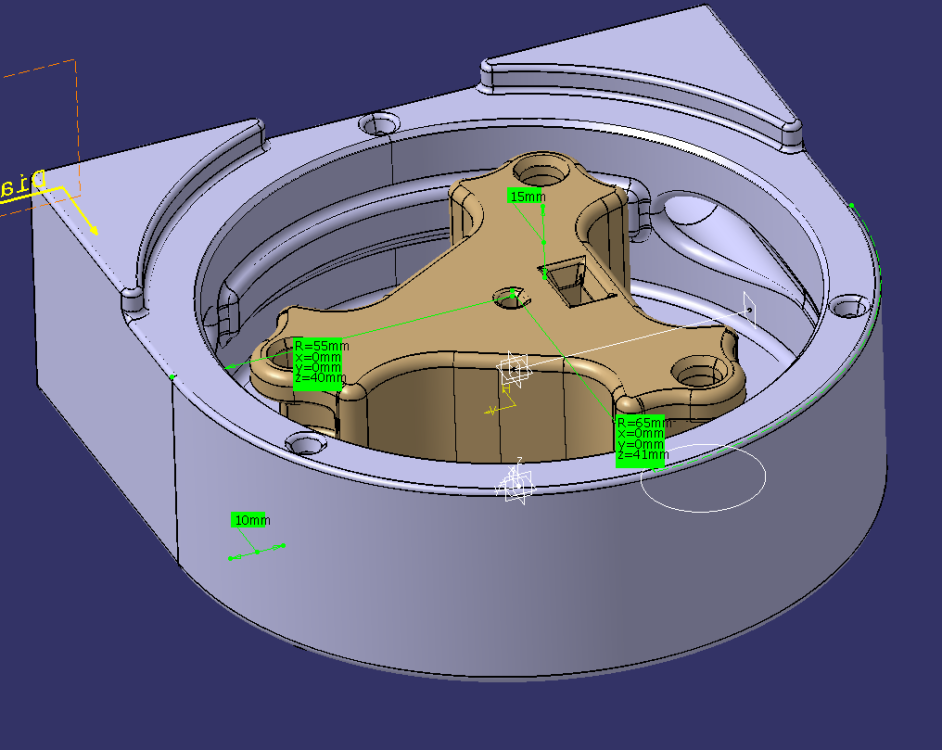
Bonjour à tous et meilleur vœux 2024, j'ai commencé à dessiner un prototype / POC de pompe péristaltique monoétage qui deviendra peut être une multi-étage à terme permettant des débits variables selon l’étage. L'idée est d'avoir un tube différent pour chaque étage et /ou jouer sur le diamètre primitif de chaque étage pour faire des variantes. Le but est de tester et faire ainsi varier en continu débit et volume pour piloter précisément un poussoir maintenu sur ces deux faces en pression / contre-pression donc avec un minimum de jeux sur un axe en sélectionnant le plateau le tout avec un moteur pas à pas bref une sorte de boite hydraulique à étage variable qui pilote un mini vérin. Il faut bien comprendre le moteur pourra tourner dans les deux pour déplacer avant ou en arrière le piston en prise directe il n'y aura pas d'invertion par valves/ tiroirs. C'est la 1er fois que je fabrique une pompe de ce type le but initial est d'évaluer les possibilité de la bestiole avec un étage puis deux si c'est concluant . Les STL seront dispo plus tard sur mon github ou une plateforme de DL 3D. Les fichiers sources ne seront pas publiées car format Catia V5 RXX bref mon soft de CAO DAO habituel ancien .... Je publierai des captures écrans, photos et pdf de visualisation 3D direct. J'ai fait une V0 il y a quelque temps pour évaluer la faisabilité de la bestiole et je suis parti sur : Dimensions : Un diamètre primitif utile de 100mm épaisseur 50mm ( 1 étage) pour pouvoir travailler sans "galérer" pour la manipulation et sourcer facilement des pièces tel que roulements, tubes ...) sur Ali and co (n'importe qui pourra la reproduire si cela l'intéresse) Tube : Diamètre étage N°1 Dout 10mm et Din 8mm (à confirmer à réception car avec Ali... ). Je vais tester 2 types de tubes un en silicone l'autre en tube dit flexible pression bref des tubes facile à trouver et remplacer pas cher. Connecteurs de tube : Je vais essayer de bloquer le tube en utilisant 2 connecteurs tubes pression à bague classiques avec un tube traversant les connecteurs et un montage en opposition des bagues ainsi le tube ne devrai pas bouger et peut être facilement remplacé pour maintenance. Si cela fonctionne cela sera plus facile qu'un collage ou un pincement toujours problématique avec un tube silicone. J'avais un doute sur le modèle de connecteur à acheter et peur que le PC10-03 soit équipé d'une écrou interne 6 pans qui aurait bloqué le coulissement du tube du coup j'ai commandé deux tailles différentes car vu les délais annoncées de livraison mars ... j'ai pas envie de devoir recommander et attendre pour un connecteur ! Roulements : Le rotor utilise 6 roulements 608RS ABEC-11 608 8X22X7mm ceux des Roller, skate ... normalement les pompes utilisent des roulements en verre pour que l'état de surface use le moins possible la surface du tube en contact mais c'est roulement verre sont cherd pour un POC on verra plus tard si cela fonctionne avec des roulements standards sinon il y aura l'option de 3 bagues en ertalon / ptfe à faible coefficient autour des roulements. Moteur pas à pas NEMA ?? : Pas encore défini le couple nécessaire pour entrainer j'attends le 1er assemblage rotor stator tubes pour évaluer l'effort nécessaire pour un liquide type eau puis huile végétale (cela demande plus d'effort). L'huile hydraulique n'est pas sans danger et c'est couteux donc pas utile pour un poc l'huile de tournesol fera l'affaire vu le prix du litre. Le fichier est visualisable en 3d via Acrobat Reader V10 peristaltic.pdf A suivre a réception du matos ... SUDSUD




 1 point
1 point -
Et je voudrais aussi remercier Moumoune qui a fait les photos, Maurice (le poisson rouge) qui a fait le montage et la marmotte qui as fait les tests... En faite tu n'as rien fait quoi1 point
-
Il est très bien ce poulet prêt à cuire, si les admins sont d'accord on va le garder1 point
-
Très beau test bien illustré1 point
-
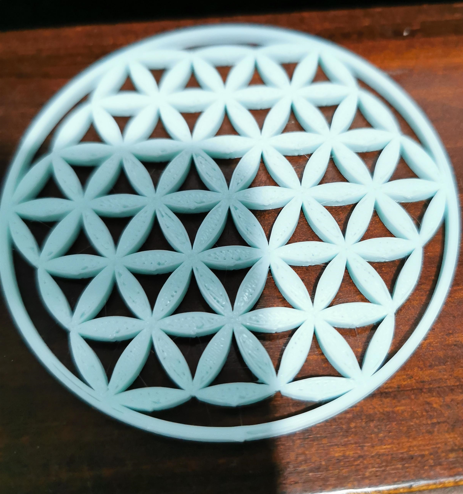
Alors tu parle de la Vidéo de JJH et la pièce est dispo sur printables ainsi que la vidéo , après moi personnellement j'ai pas le soucis de vibration parasite comme ce qu'il montre j'i pourtant aussi le même type de ventilateur fixer sur 2 vis uniquement, un Américain a pour sa part fait une modification mi un ventilateur de 120mm en découpant le panneau arrière pour le refroidissement des drivers (efficace mais travail dégueulasse), il existe une solution qui peu aussi avoir un intéret ici pour utilise un ventilo de 120 . J'ai fais une impression de la fleur de vie avec Orca Slicer le résultat est plus propre car moins de micro trou, mais cela peu être ajuster sur FlashPrint en ajustant le chevauchement. Après le plus gros reproche a faire a FlashPrint est sa gestion des supports bien moins efficace que chez Orca. Mais je prend note des que je peux je réaliserais 2 petits print avec les profiles flashprint standard et Orca par défaut pour faire la comparaison. Je sais pas si je peux me dire expert de l'impression 3D, je suis pas novice sa c'est sur mais expert sa fait un peut présomptueux , de par mon parcours pro et perso cela fait plus de 30ans que je fais de l'informatique et 25 ans que c'est mon métier et initialement j'ai beaucoup etait autour du monde Unix/Linux l'open source est donc un culture qui me parle, et j'avoue aimer l'open source et que parfois je regrette un peu que les entreprise 3D on de plus en plus tendance a utiliser des système verrouiller et propriétaire matériellement et logiciellement, pour autant même si j'ai une préférence pour cela, j'ai malgré tout achet une Bambulab et j'apprécie énormément la FF 5M Pro, la Bambulab A1 Mini je l'ai prise pour des besoin de production de petite série nécessitant du changement de bobine, et la 5M Pro est une machine que je trouve géniale presque aussi efficace en impression PLA mais qui offre des possibilité génial pour l'impression ABS/ASA ce qui est utile a certain de mes projets, mais autre machines était pas close ou pas capable d'imprimer correctement suivant mes critères ce qu'a été le cas de la KLP1. J'apporterais un retour sur l'impression ABS/ASA des que j'aurais attaqué les test1 point
-
Bon aujourd'hui j'ai fait plusieurs test . J'ai changé l'alimentation et relancé l'impression et resté à la normale tout le long de celle-ci. Je me suis dit cest réglé du coup ensuite j'ai rebranché l'éclairage led et relancé une impression . Et la surprise l'écran recommence à afficher n'importe quoi. (Toujour les mêmes fichiers en impression. ). J'ai de nouveau débranché l'éclairage et recommencé. L'écran est resté à la normale. Du coup ,mon problème d'écran vient de mon éclairage led qui produit des interférences dans le circuit electrique ce qui fait bugger l'écran. Mon problème est donc résolu, je pense que je vais faire autrement pour mon éclairage ( arriver sur le même 220v de l'imprimante et séparé en 2 alimentation indépendante)si ça permet d'aider d'autre personne de trouver une piste ,tant mieux.1 point
-
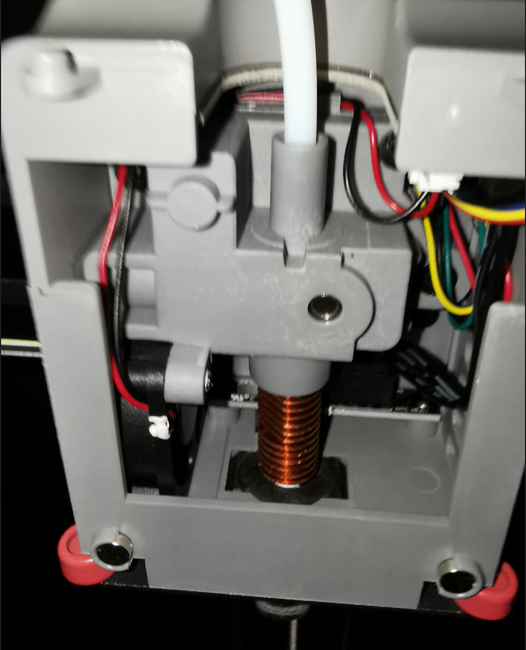
@freefly13 j'avais trouvé une vidéo d'un test dans lequel il tait expliqué que le bruit venait du ventilateur qui souffle sur la carte mère caché derrière la gaine de guidage du flux d'air qui va dans le caisson. le soucis vient du fait que ce petit ventilateur n'est maintenu que par deux visses au lieu de 4. les deux trous de gauche sont dans le vide. Et donc ce ventilateur a tendance à vibrer. Par respect pour @MrMagounet je ne vais tout de même mettre un lien d'un "concurrent" ... bon en fait c'est surtout que je ne retrouve pas la vidéo. je sais c'était en français et qu'il avait mis le modèle de la pièce a imprimer pour corriger le soucis. Je vais encore chercher. @MrMagounet ce qui serait intéressant c'est d'imprimer et comparer le même modèle en Flash Print et Orca. En fouillant j'ai compris que Flash Forge n'était pas super véloce sur un portage ou une adaptation avec klipper... c'est dommage mais honnêtement si cette imprimante m'intéresse c'est parce que je j'ai fait une super affaire (400e je pense que c'est pas mal) mais surtout parce que j'en ai marre de passer plus de temps trouver les bons réglage qu'à imprimer, et surtout sans que ça garantisse une impression correcte. Là il a (encore) fallu que je recalibre tout mon Ender 3 pour que je retrouve une impression pas trop mal... et franchement face à ce que vous montrez comme résultats d'impression je suis à des kilomètre de cette qualité. Mais pour les expert de l'impression 3D je comprend que Cette limitation logicielle soir réellement frustrante Encore merci pour ce partage c'est top !1 point
-
Je crois qu'il y a un "truc" avec CURA pour les largeurs de filament, la méthode de mesure pour la largeur demandée est spécifique (ou quelque chose dans le genre)... Premier résultat trouvé dans mes recherches :1 point
-
Ou alors il fait très froid chez toi ....
 1 point
1 point -
Le pas de vis ? la partie insérée en laiton au centre ? Il va te falloir insérer toi aussi une partie métallique au bon pas. Si il y a des contraintes, pas un insert, comme l'image ci joint, qui finira par abimer le plastique mais je tenterai d'y mettre un écrou H ou carré . PETG à tenter
 1 point
1 point -
Pour les noeuds, la bobine peut s'en charger !!1 point
-
salut ! je n'avais pris le temps de faire un retour sur mon chauffage de résine pour contrer le froid depuis quelque mois. Mon chauffage c'est : https://www.amazon.fr/dp/B0BM45J16K?psc=1&ref=ppx_yo2ov_dt_b_product_details Il coute cher 80 euro. Je sais que pour 40 euro, on peut s'en fabriquer un , mais perso je suis pas très à l'aise avec les soudures et les branchements pour quelque chose qui va tourner h24 pendant des jours. j'en suis toujours super content ! il fait 4 degres et ma resine est toujours chaude vers 30 degrès sans chauffer tout mon garage ! J'ai fait cette video : Voila bon visionnage !1 point
-
Bonjour à tous. Merci @hyoti pour les stl, perso j'avais trouvé ça sur creality cloud : https://m.crealitycloud.com/en/model-details/6582b4d13e2577f851849404 Mais celui que tu proposes semble encore mieux ! Je me suis aussi fait avoir par un capteur avec le câble rond, donc j'en ai commandé un au vendeur "CREALITY Maker Store" en faisant confirmer que le câble fourni était bien un usb-c, je laisserai les deux capteurs sur la machine et je gagnerai du temps lorsque je voudrais calibrer, ce n'est pas perdu ! (https://a.aliexpress.com/_Ew1H5hn si j'ai bien vu il a déjà été posté plus tôt dans le topic.) Je passe d'une Anycubic mega 2.0 à la KE et autant dire que le gap est important... Pour la calibration, selon vous, une tower temp, un réglage du flow ainsi que de rétraction sont suffisants ? J'ai tenté de suivre : https://www.lesimprimantes3d.fr/forum/topic/34123-tuto-conseils-quelques-réglages-à-réaliser-avant-de-se-lancer/ Ainsi que : https://www.bidouille2geek.fr/imp-3d/parfaitement-calibrer-son-imprimante-3d/ Et même : https://wiki.creality.com/en/Software/creality-print/CalibrationTutorial En sachant qu'avant l'ouverture de l'os, je me servait de creality print, je n'ai pas vu de changement drastiques après calibration du filament (petg dans mon cas), donc j'en viens à me demander s'il est utile de se casser la tête. Je compte tester prusaslicer, j'étais habitué à Cura mais après avoir touché le slicer de Prusa, tout me semble beaucoup plus clair, et selon les retours le résultat vaut la peine de changer nos habitudes Cela dit, pour l'instant les meilleurs résultats semblent être fait par le slicer de Creality Cloud, et la plupart des gens remontent le même phénomène, vous me confirmez que c'est pareil chez vous ?1 point
-
Sur les discord où je traine les gars utilise des bandes de chauffage de fermentation avec un thermostat. C'est des bandes chauffantes qui servent normalement au chauffage des fûts de préparation bières/vins mais enrouler autour du VAT avec un thermostat ça à l'air de pas mal marcher. Sur les discord il y en a plusieurs au Canada (-30°C en ce moment) qui imprime dans leur garage non chauffer et ça a l'air de suffire. Et c'est pas trop cher en plus.1 point
-
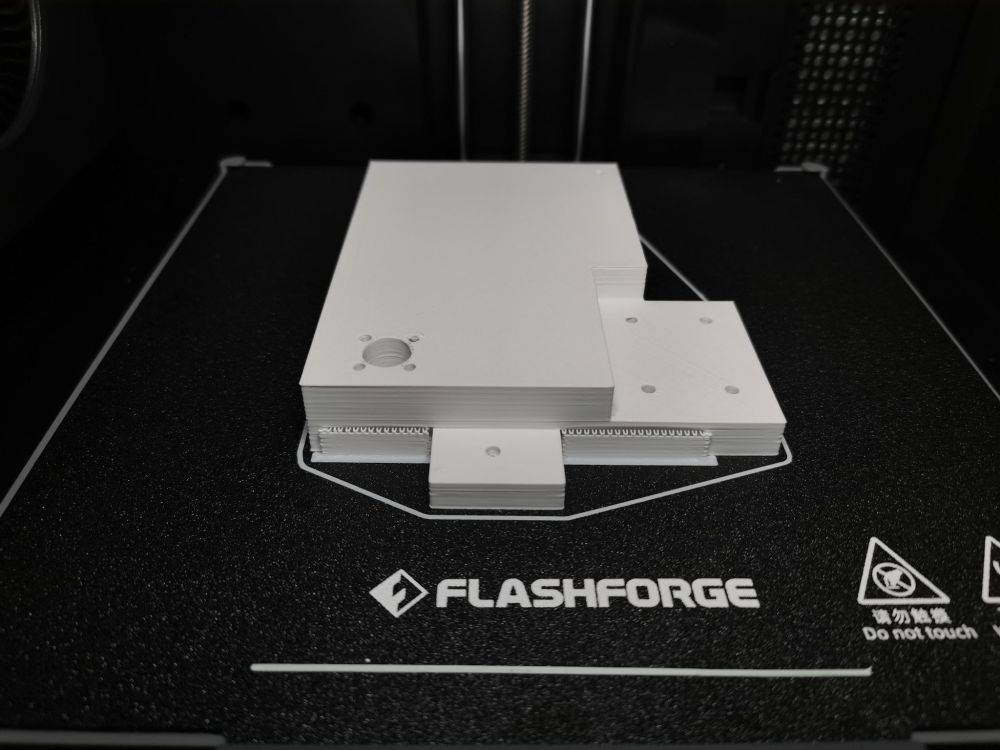
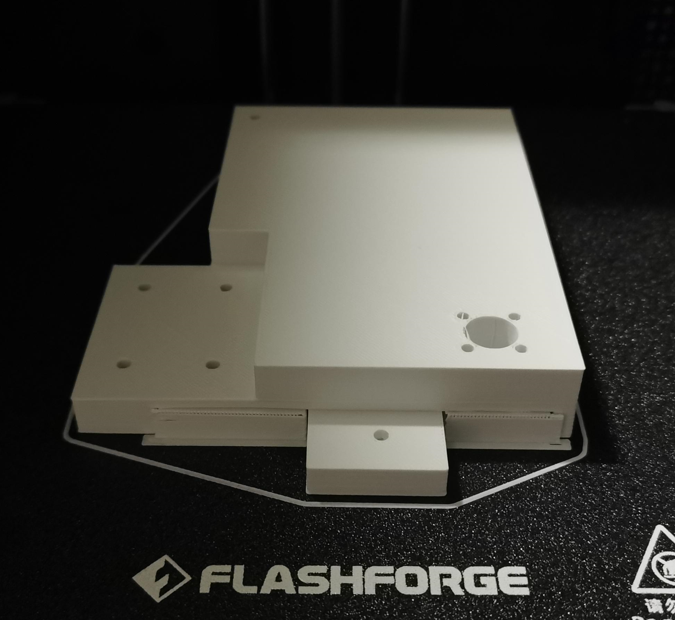
On continue dans le domaine des "Box" Brut avant finition

 1 point
1 point -
Bon je ne vais pas avoir le temps de voir le test... avant de recevoir l’imprimante. Je suis parti sur une Creality k1 proposée à 400e ... suite à la commande on me dit que la livraison va prendre un mois à cause de la crise de la mer rouge. Bon, ça commence mal. Et la pour aller pus vite il m’est proposé de passer sur une flashforge 5m pro en stock en Europe au même prix. Donc j’ai accepté. Elle est en route. Mais vu les premiers retour ça semble tout bon. Le côté propriétaire ne me gêne pas , au contraire, j’en ai un peu marre des heures de test de paramètres sur klipper pour ma ender 3 et de toutes les impressions ratées Si l’imprimante arrive vite, je ferai également un retour dessus. Merci freefly pour ton feedback. Je pense qu’à ces vitesses d’impression l adhésion au bed est forcément compliqué quand on vois que sur ma pauvre petit ender à 50mm/s ça peu déjà aussi se décoler. Et un grand merci à Mr Margounet pour la préparation du test.1 point
-
Hello @Clou Dans mon cas j'utilise celui là qui filtre les particules des deux imprimantes : https://amzn.to/3O5ZcbM Il n'est pas ultra ouf, c'est à dire que quand ça tourne pas mal dans la pièce, la filtration prendra quand même quelques heures, mais c'est toujours ça1 point
-
Pour moins cher, je serai plutot parti sur ce modèle là : https://www.chitusystems.com/product/mini-heater-warm-resin-for-resin-3d-printer/?ref=9984 Ton chauffage, on dirait vraiment que c'"est le petit plugins qu'Anycubic a ajouté sur la M5S pro, merci pour ton retour très intéressant sur ce concept1 point
-
Merci pour ta réponse ! J'ai déjà vu cette vidéo, mais je pensais plutôt acheter une purificateur d'air "classique", qui pourrait me servir pour l'impression résine et en même temps pour d'autre utilisation (injection plastique par exemple) et mon FDM (même si je suis d'accord avec toi sur "ton calcul du risque")1 point
-
Si c'est celui-là alors oui Klipperscreen peut le gérer.1 point
-
Pour ceux qui seraient passé à côté, l'excellente review de la A1 Combo par @LordGG1 point
-
Sur le sonicPad, dans l'ordre d'abord calibration sur l'axe X, le capteur fixé sur la tête (à plat), puis sur l'axe Y, capteur sur le plateau. Avec le sonic pad il y a les .stl pour le support de capteur sur l'axe X (sprite) pour câble rond et un autre pour câble plat, ces supports peuvent aller pour n'importe quelle imprimante sur le Y capteur posé plus ou moins au centre du plateau. je joins les STL. Pour la calibation sur l'axe Y, j'ai pris le même support et j'ai rajouté en dessous un petit bout de ruban magnétique autocollant pour faire des magnets, cela fixe bien le capteur sur le plateau magnétique. Pour la fixation sur la tête de la V3 KE, je n'ai pas de modèle (normal elle n'existait pas à l'époque ni la SE) j'ai vu des modèles de support pour la KE sur Printables, mais le capteur est mis à la verticale, Le Z dans le sens du X. selon le type de design du capteur (sismomètre) ce n'est peut-être pas une bonne idée. car il y a peut-être une compensation en Z de la gravité ~9.81 m/s². ni si le système puisse se dire tiens j'ai le Z à la place du X. Donc si pas pas à plat sur la tête il y a un risque de valeurs erronées. Avec le SoniPad j'ai les STL pour les ender 3 max pro, V2 et les CR10 jusqu'à la smart puis des ender 5, 6, 7 et CR 6 Après les deux mesures, il y a un modèle de compensation qui est directement intégré dans le printer.cfg avec un reboot, et des valeurs conseillées d'accélération max pour la machine en prenant la plus faible de celle indiquée pour l'axe X et Y. A relever avant de faire le reboot. Sur la S1 plus (plateau mobile) c'est celle du Y à prendre et à reporter manuellement dans le printer.cfg ou dans fluidd mainsail. comme le dit @PPAC il n'y a pas besoin de laisser le support du capteur sur la tête, tant qu'il n'y a pas de modifications tension courroies, excentriques ou emplacement, les mesures restent valides. Sensor-bracket-Ender3 S1&Ender3S1 Pro&CR-10 Smart Pro.STL Sensor-bracket-Ender3 S1&Ender3S1 Pro&Ender3S1 Plus.STL
 1 point
1 point -
(gros mensonge ->) si si ... mais je fait du foro-somnambulisme, et je post même quand je dors Ha oui en fait il faut surement mettre, en 6eme, un script Thumbnail (avec la taille qui va bien pour l'interface de fluidd) qui lui, car après les scripts de Search and replace, ne sera pas altéré ... ), mais merci. Je prend note de la solution avec le plugin elegoo neptune thumbnail.1 point
-
Je parle sans vraiment savoir car je n'en ai jamais utilisé qu'il fallait placer soi-même. Mais oui c'est l'idée, de ce que j'ai compris, on fait une calibration avec l'accéléromètre fixé au plateau et une autre avec l'accéléromètre fixé a la tête d’impression ( comment le fixer là je ne sais pas ... surement en imprimant un petit support ou avec une pince) Et sauf changement d'emplacement de l'imprimante ( résonance de la table où elle se trouve placée) ou de tensions des courroies ou de serrage des vis de la structure, les valeurs trouvées et mémorisées devraient être adaptées pour plusieurs impressions.1 point
-
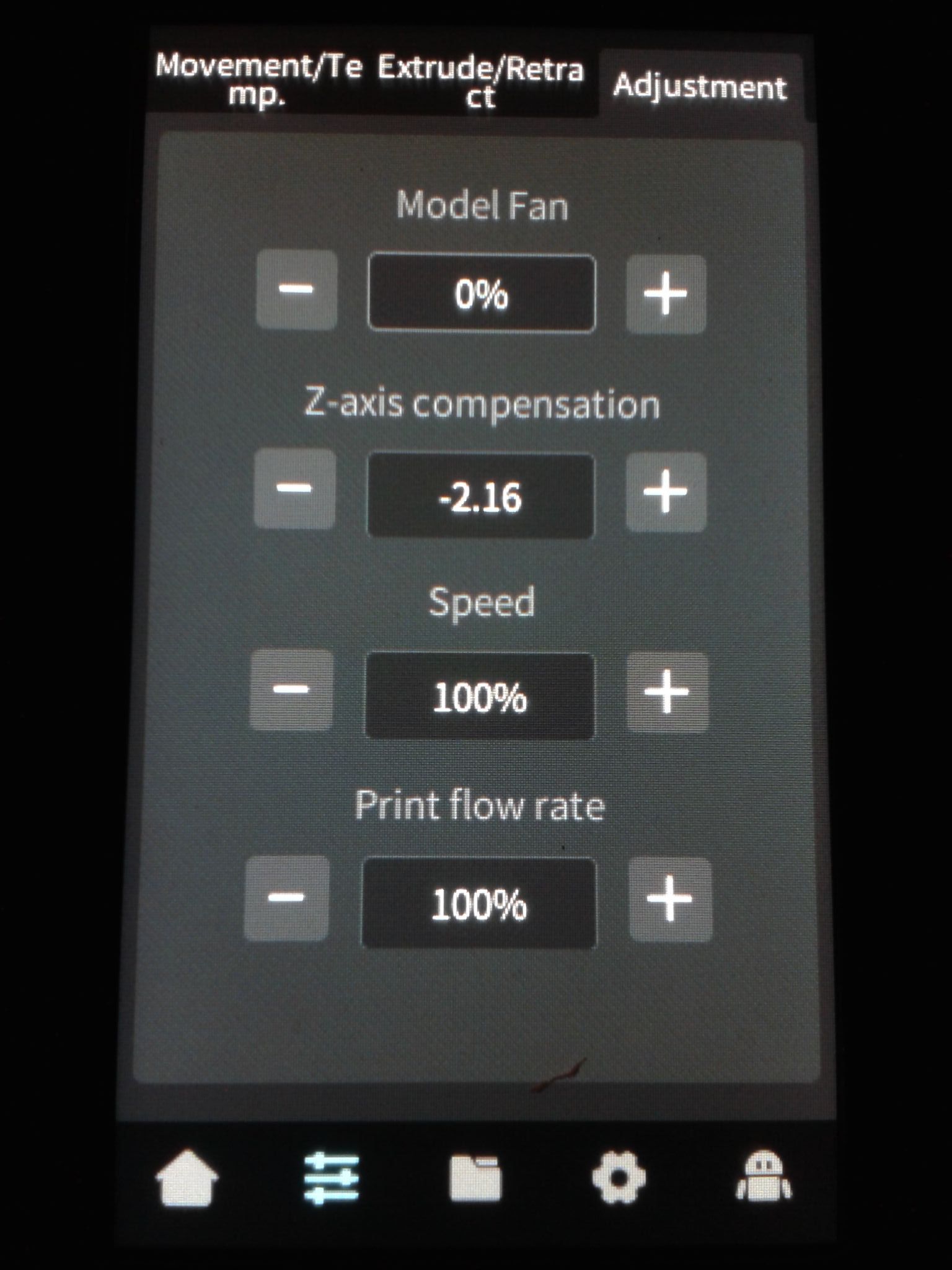
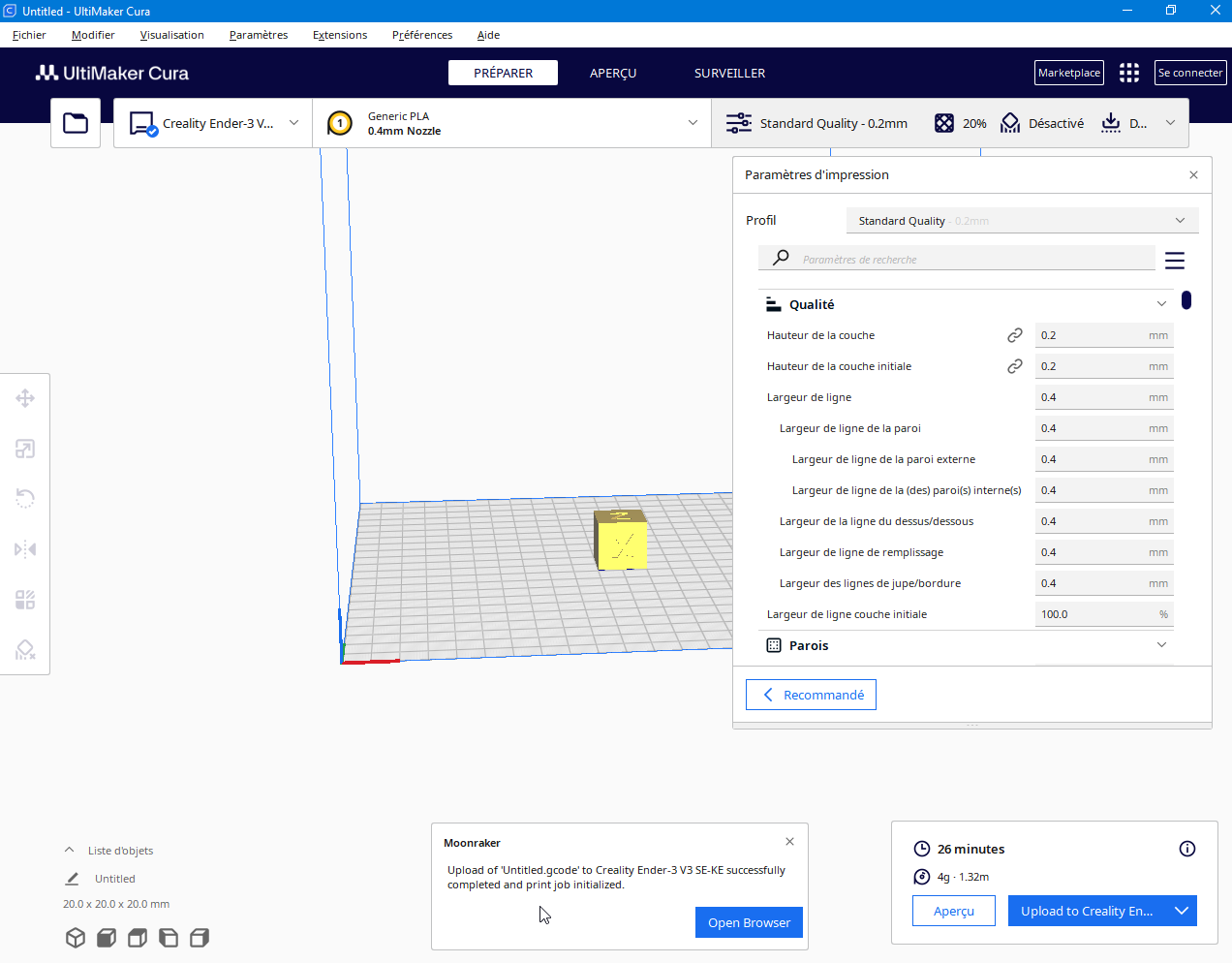
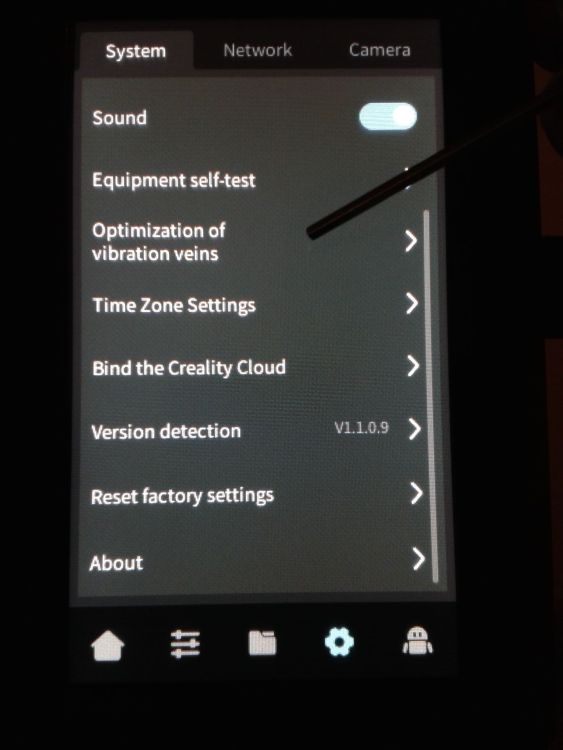
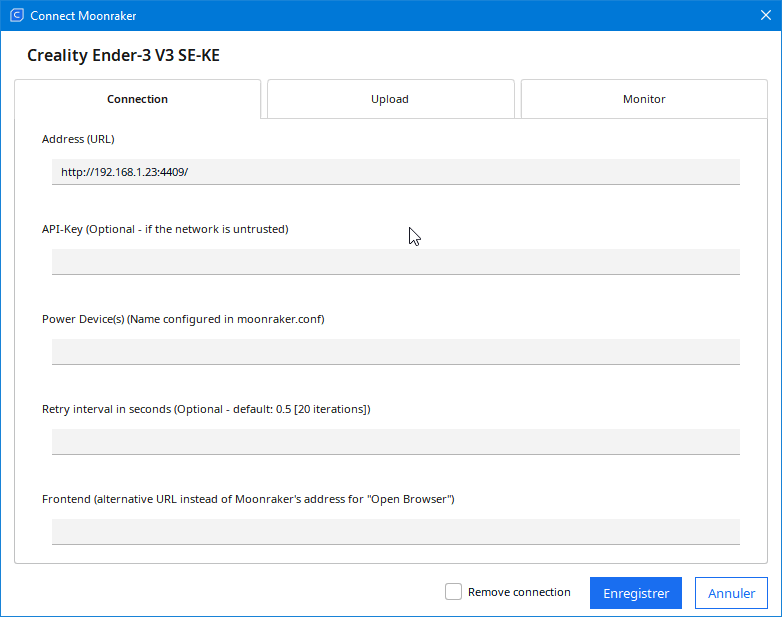
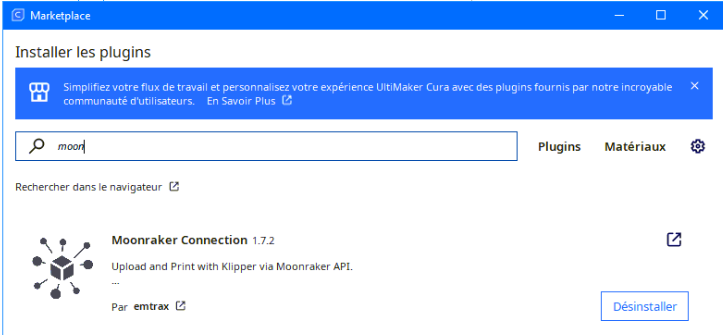
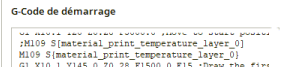
il me semble, avoir trouvé comment faire, mais c'est de la bidouille ... Donc "Bidouilles sous Ultimaker Cura 5.6.0 pour avoir des vignettes utilisable par l’écran Nebula Pad (de la E3V3KE firmware v1.1.0.12)" Barre de menu "Extensions" -> "Post-traitement" -> "Modifier le G-Code" // Attention a l'ordre des scripts. Les "Create Thumbnail" puis les "Search and Replace" --- 1er Script de post-traitement --- Create Thumbnail Width = 96 px Height = 96 px --- --- 2eme Script de post-traitement --- Create Thumbnail Width = 300 px Height = 300 px --- --- 3eme Script de post-traitement --- Search and Replace // le contenue des "..." ci-dessous. Bien faire attention a l'espace de fin quand il y en a. Search = "; thumbnail begin 96x96 " Replace = "; png begin 96*96 " Use Regular Expression = Off --- --- 4eme Script de post-traitement --- Search and Replace // le contenue des "..." ci-dessous. Bien faire attention a l'espace de fin quand il y en a. Search = "; thumbnail begin 300x300 " Replace = "; png begin 300*300 " Use Regular Expression = Off --- --- 5eme Script de post-traitement --- Search and Replace // le contenue des "..." ci-dessous. Search = "; thumbnail end" Replace = "; png end" Use Regular Expression = Off --- Pour le plugin "Moonraker connection" (pré-requis : sur la E3V3KE, être en mode root donc firmware 1.1.0.12 minimum et avoir installé le fluidd du dépôt "ANNEX" ) Onglet "Connexion", "Adresse (URL)" de la forme "http://<ip>:4409/" Onglet "Upload", "Format" = "G-code" ou "UFP with Thumbnail" (les deux semblent fonctionner mais je n'ai pas encore tenté d'imprimer un UFP). --- Je me dis que le plus simple c'est d'utiliser "Optimization of vibration veins" dans le menu du "Nebula pad" pour le faire Sinon je parle sans savoir mais sous l'interface web fluidd, il y a un lot de macros qui commence avec "INPUTSHAPER"
 1 point
1 point -
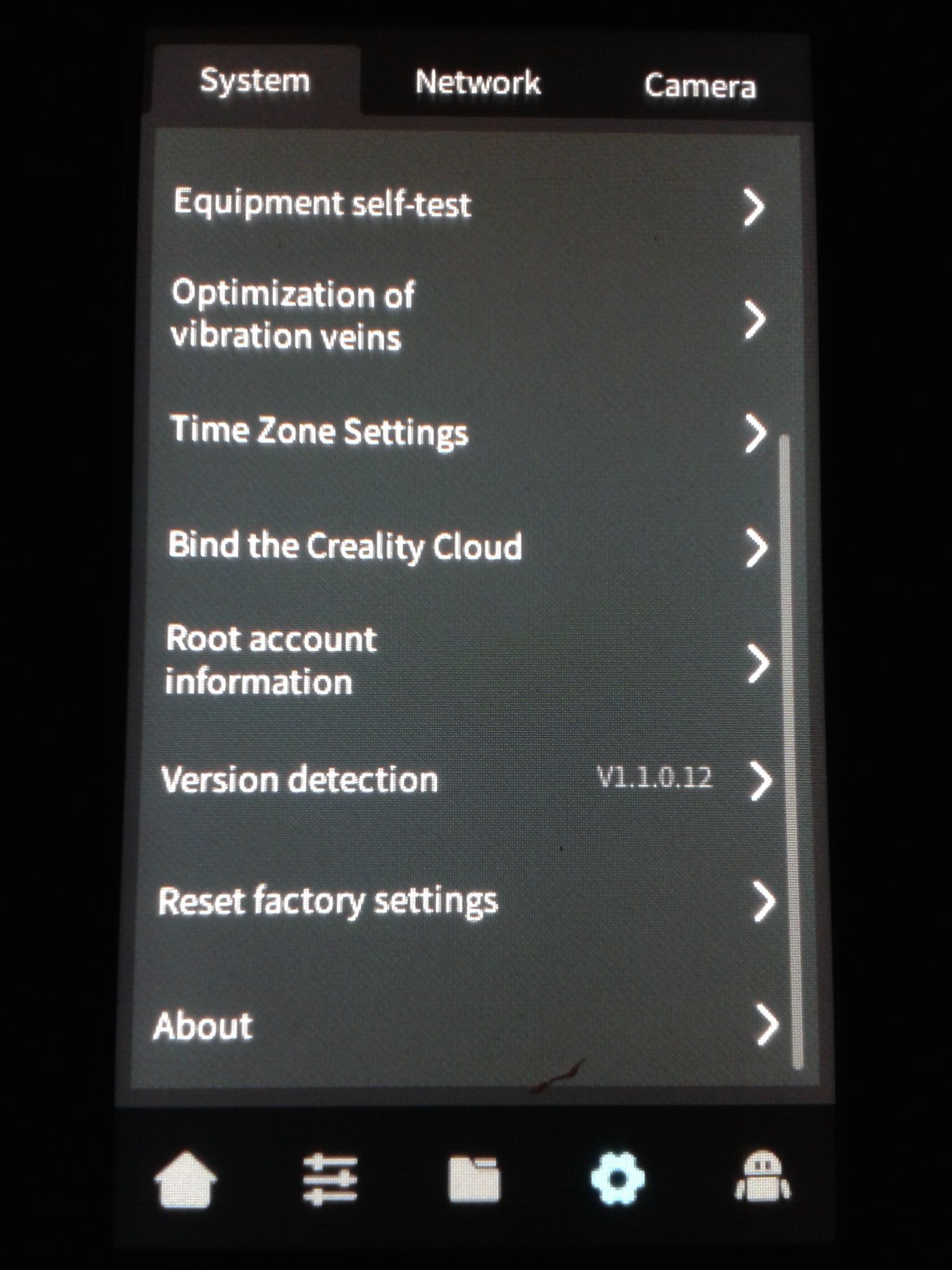
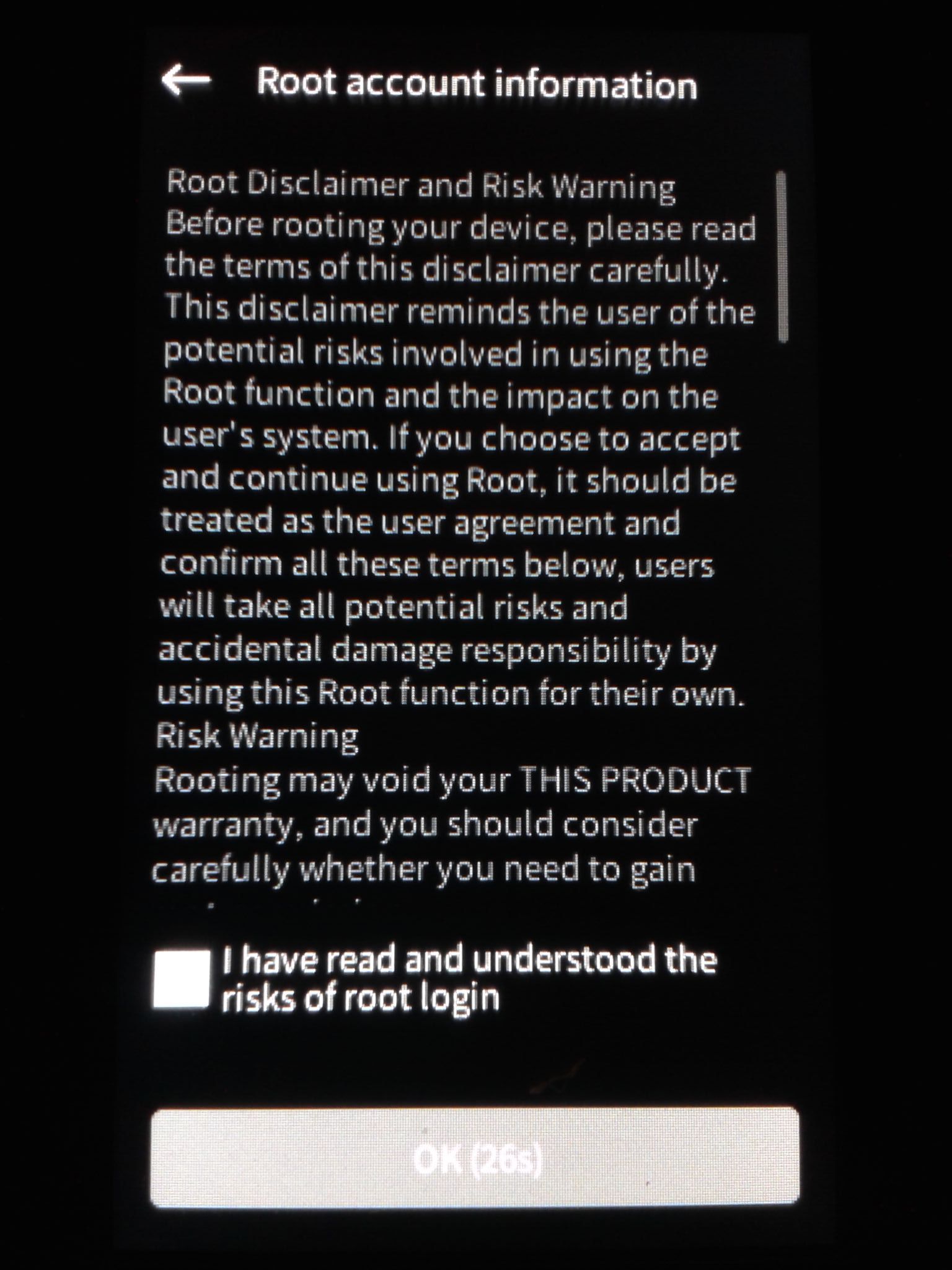
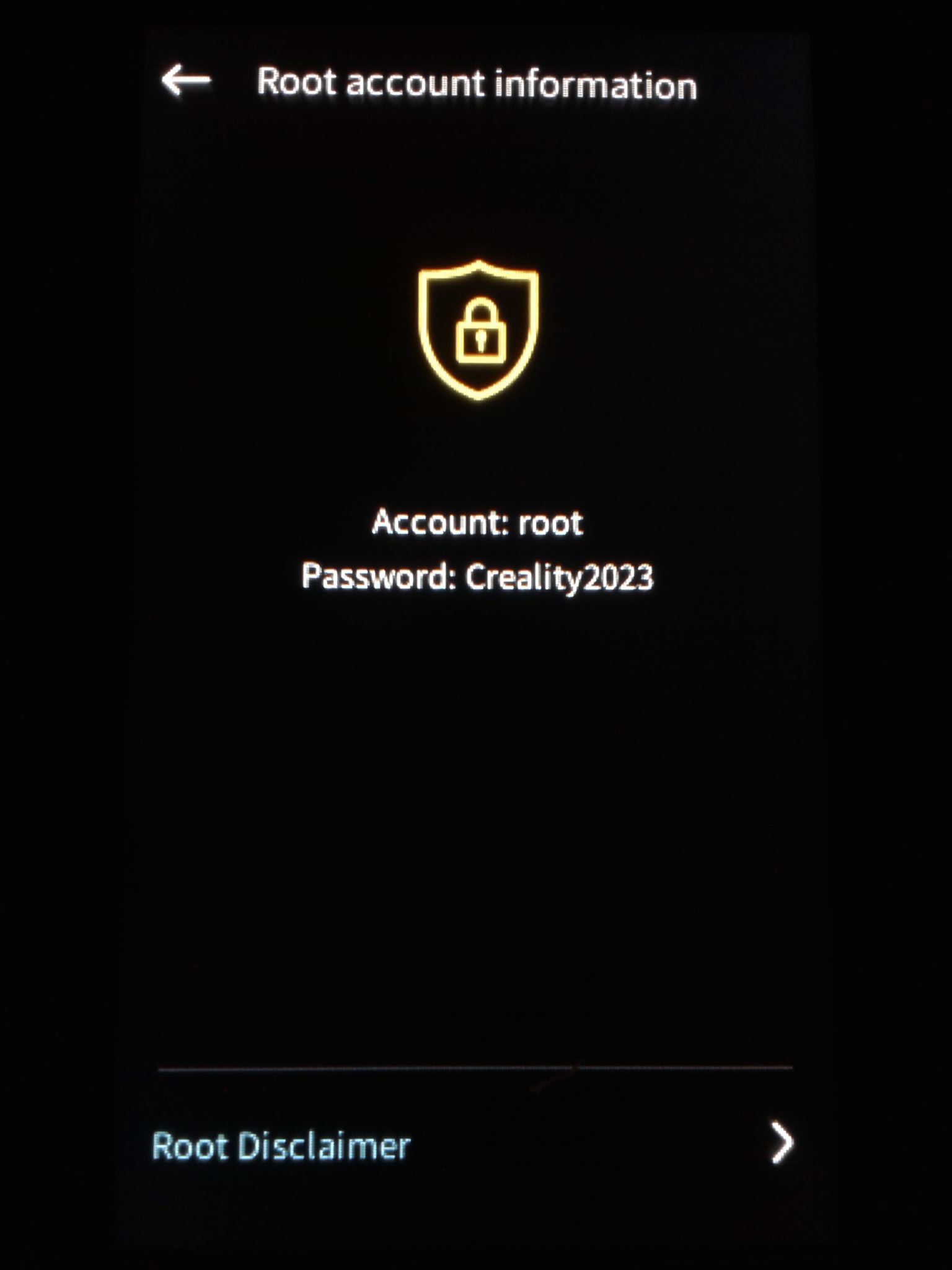
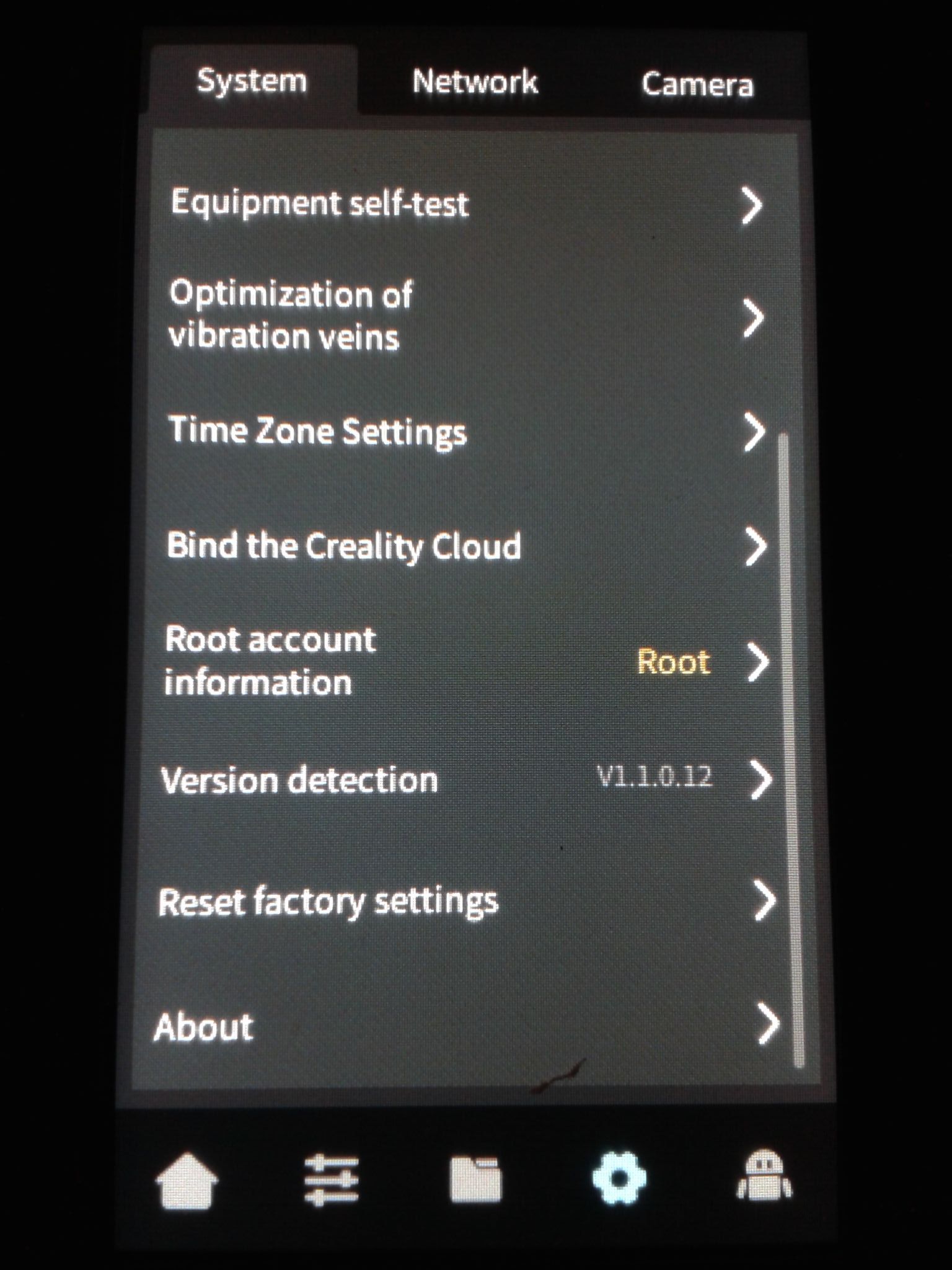
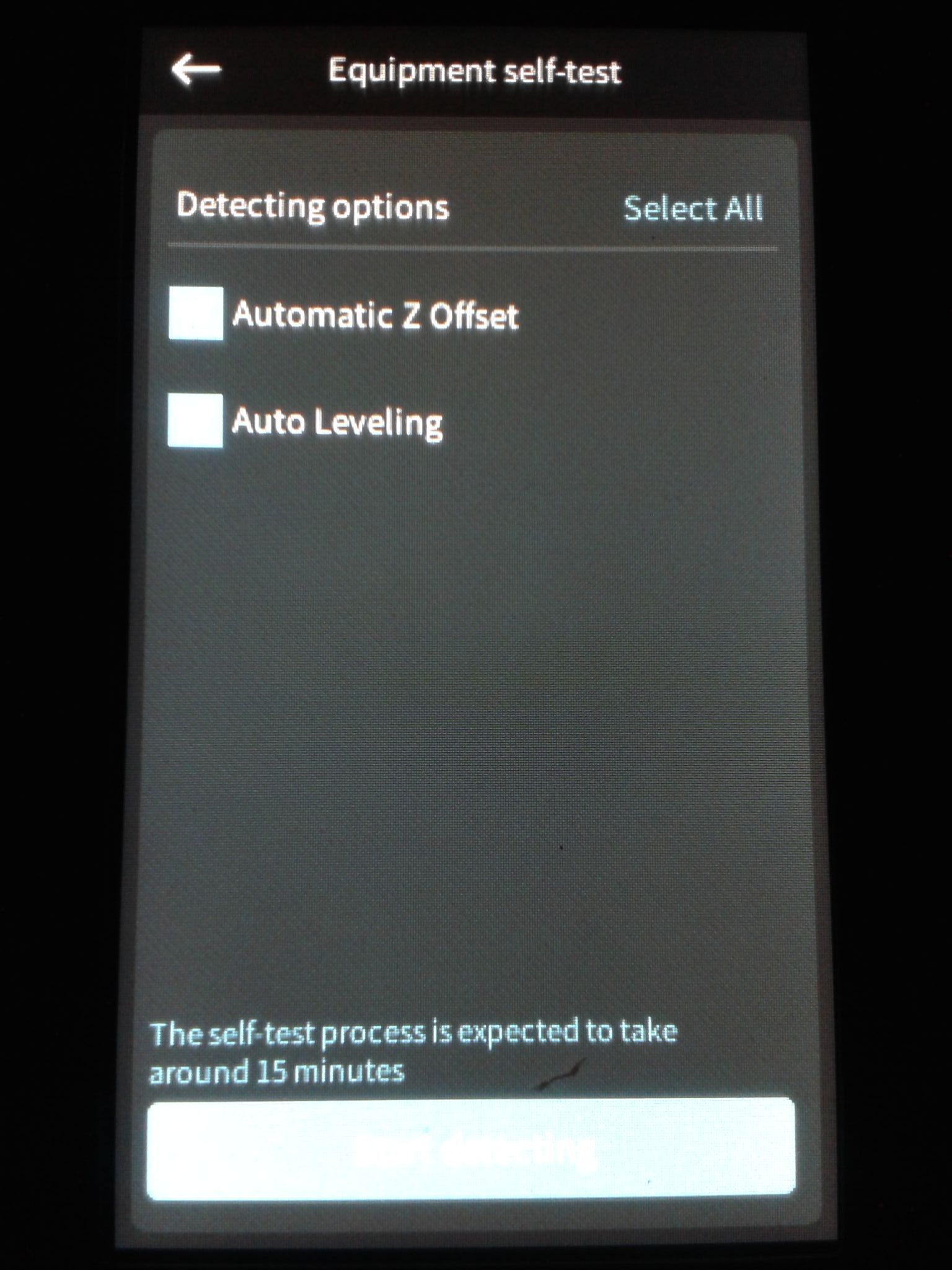
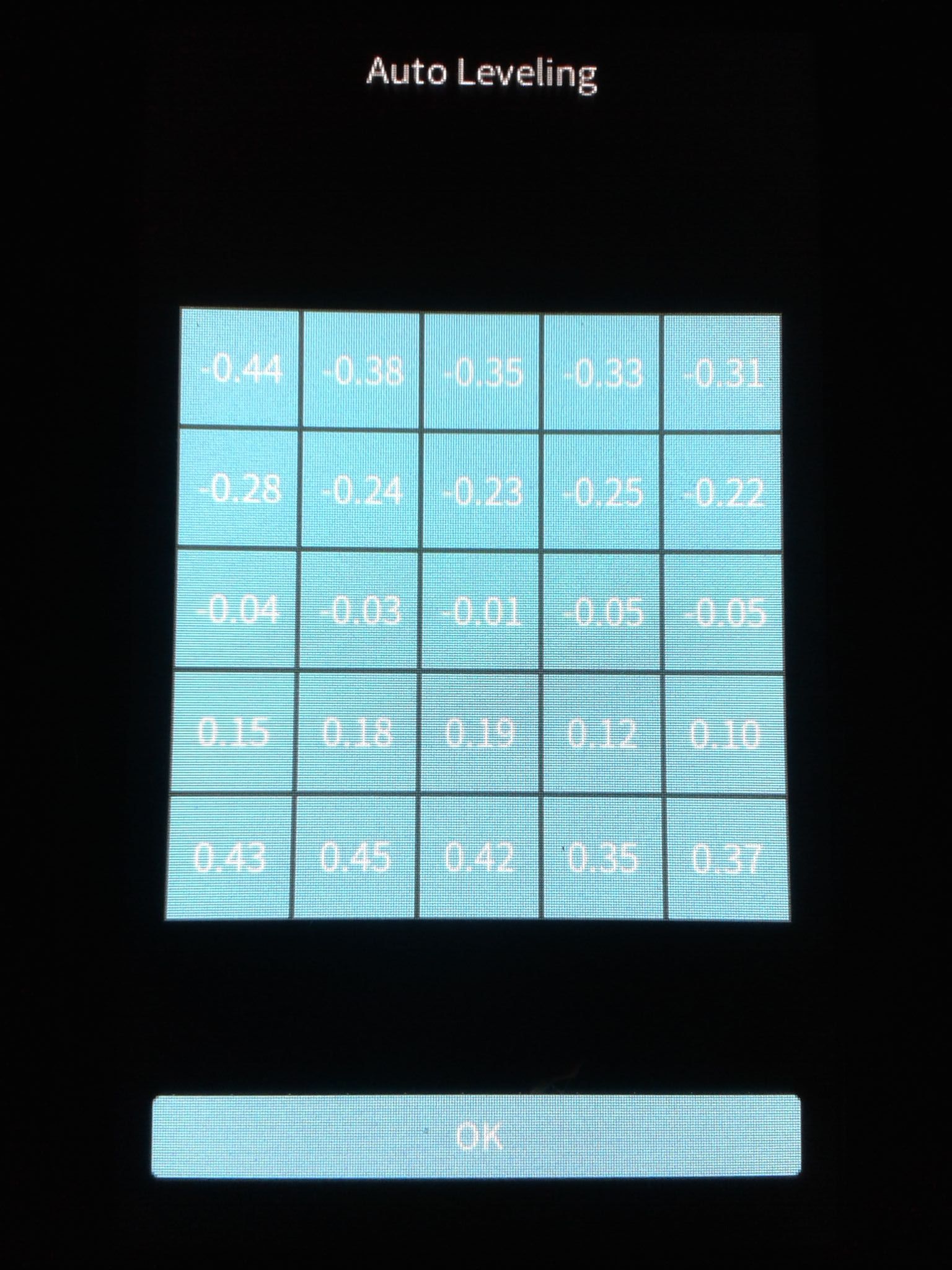
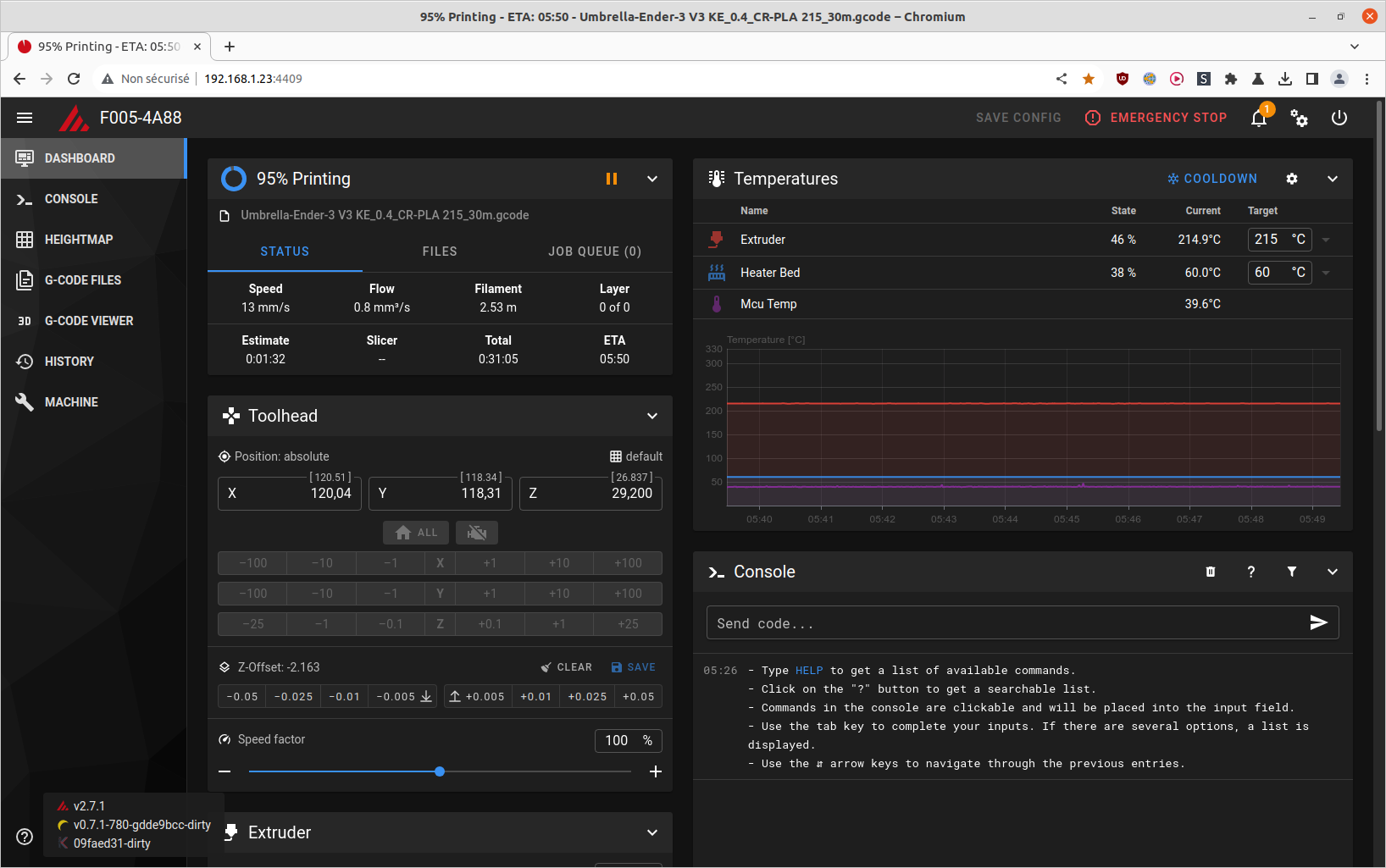
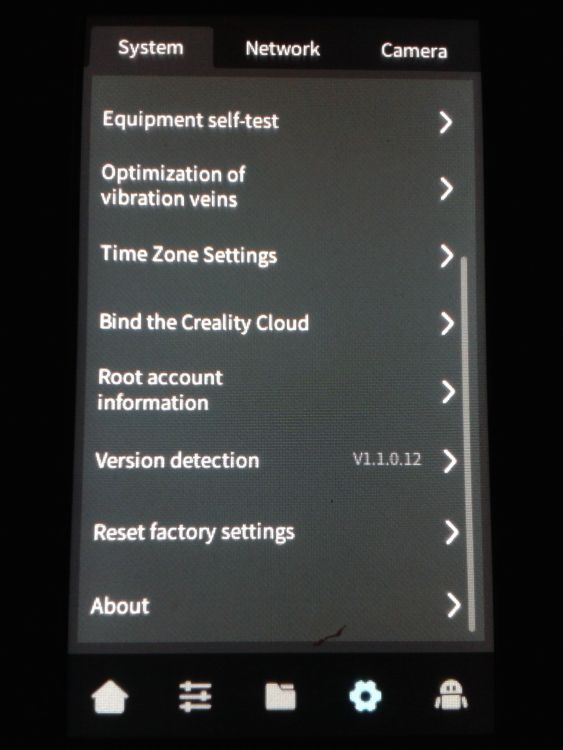
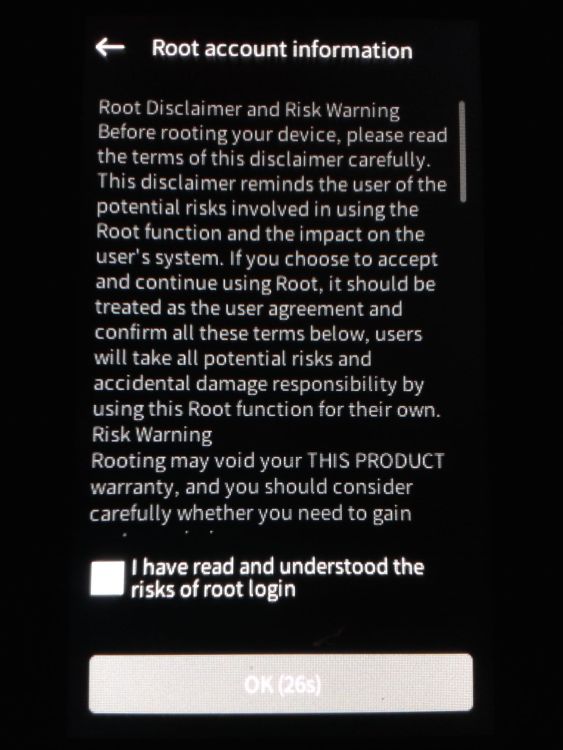
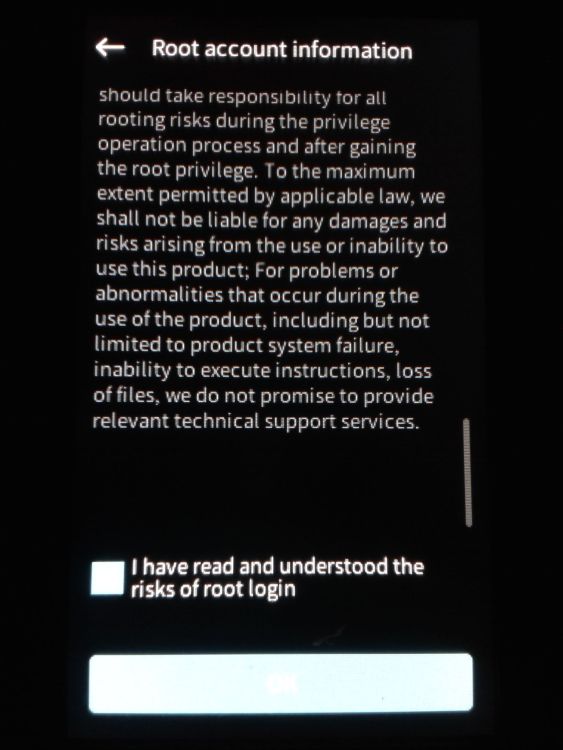
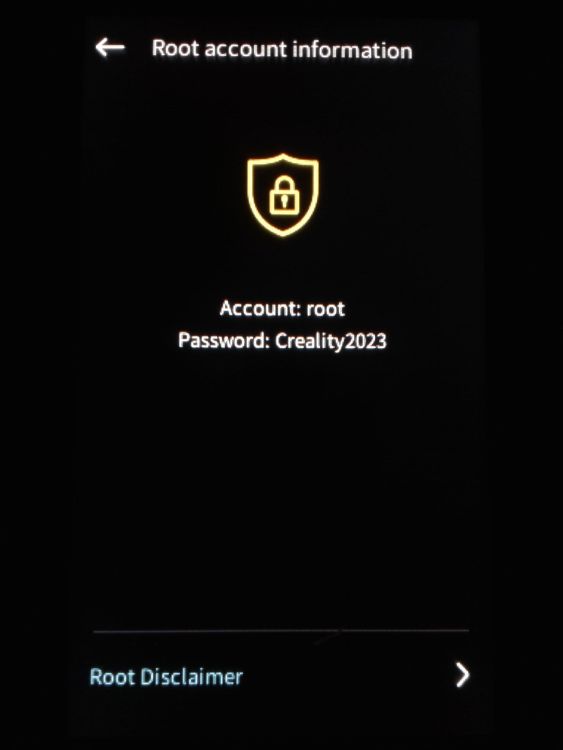
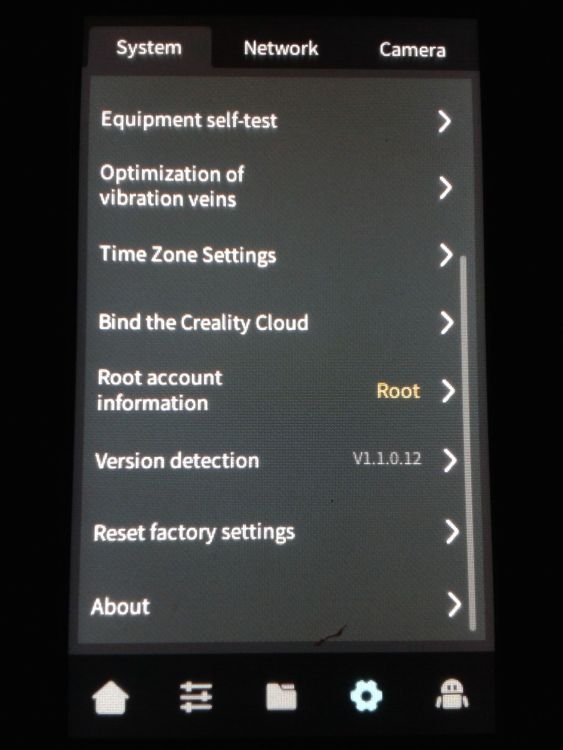
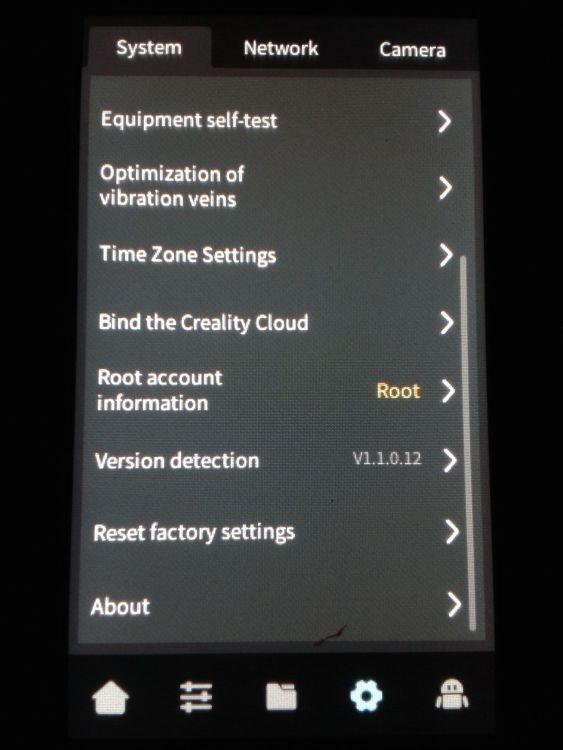
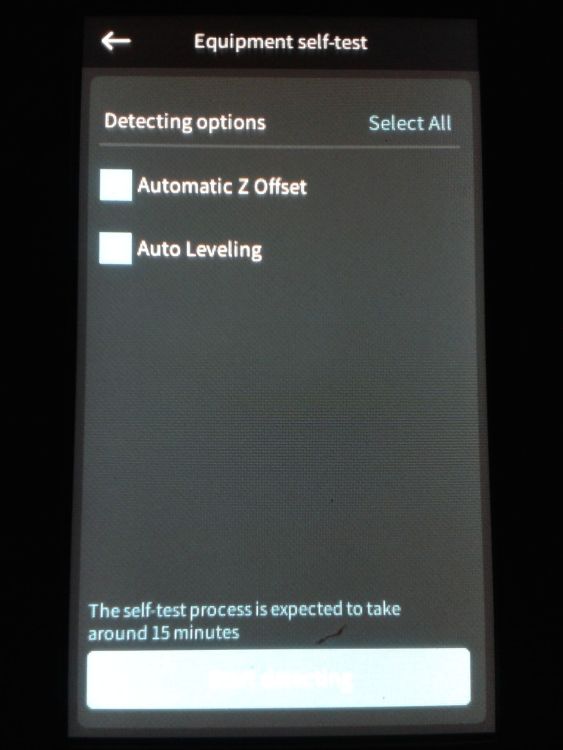
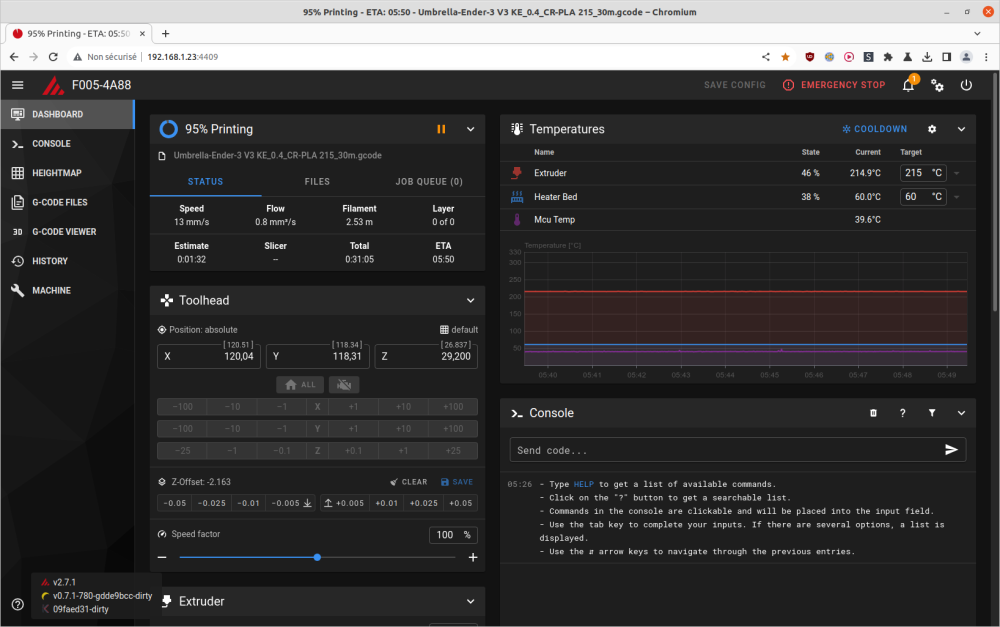
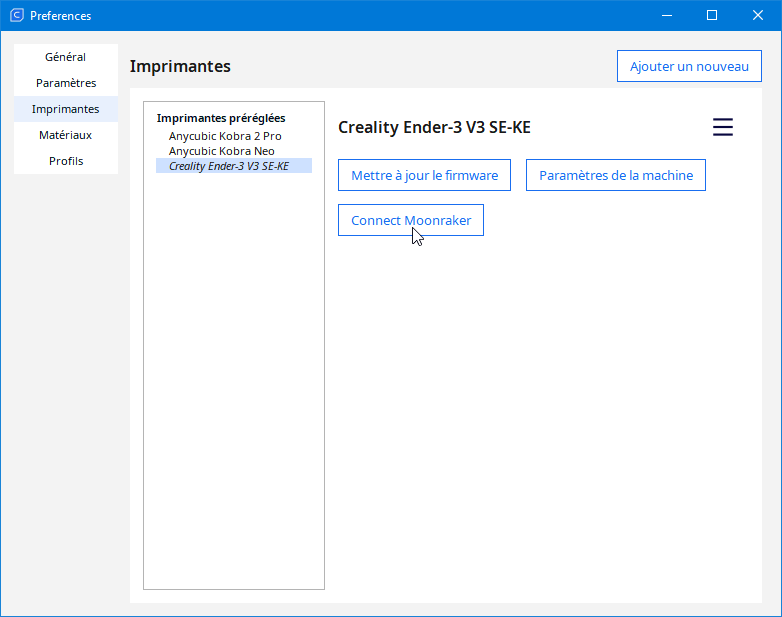
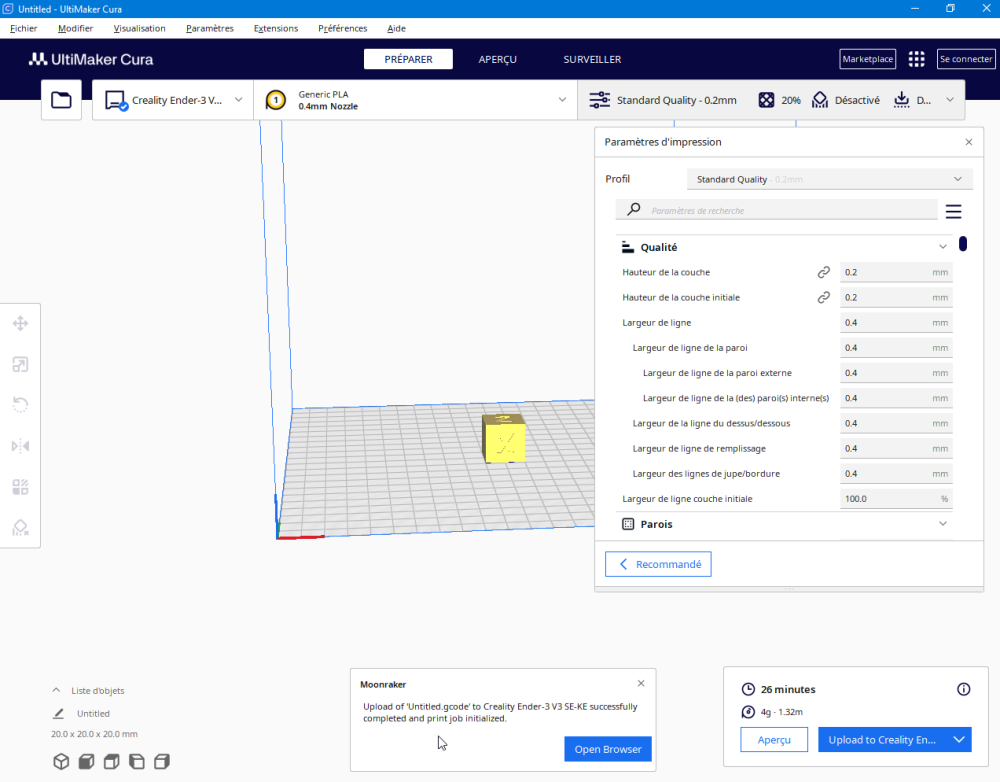
Creality vient d'annoncer que les sources du firmware de la E3V3KE sont disponibles sur leur github. https://www.facebook.com/OfficialCreality3d/posts/pfbid02BfR2HHCx4Xd9UEkdNXKSkCSSAu8z85nWp2P9bMv6fU5CjvjeJYHAxQQNwyKkS96Kl https://github.com/CrealityOfficial/Ender-3_V3_KE_Annex/ https://github.com/CrealityOfficial/Ender-3_V3_KE_Klipper/ Je n'ai pas bien exploré mais il semble y avoir plein de choses. Les fichiers de configuration Klipper de la E3V3KE me semble être dans https://github.com/CrealityOfficial/Ender-3_V3_KE_Klipper/tree/main/config/F005 Dans https://github.com/CrealityOfficial/Ender-3_V3_KE_Klipper/releases on trouve un firmware v1.1.0.12 tous chaud, qui semble t'il donne la possibilité d'activer un mode root ( documenté dans le PDF https://github.com/CrealityOfficial/Ender-3_V3_KE_Annex/blob/main/root guide/root tutorial.pdf ) Il me reste a l'installer pour tester. Edit > Avec le fichier "Ender-3_V3_KE_F005_ota_img_V1.1.0.12.img" a la racine d'une clé USB sur insertion de la clé USB sur un port de l’écran Nebula Pad ... redémarrage de la machine On trouve alors le "Root account information" comme attendu ... ( Ne pas oublier de refaire un "Equipement self-test" et de cocher "Automatic Z-Offset" et "Auto leveling", après la mises à jour du firmware, car ils ont été réinitialisés. ) Un fois connectée en ssh ssh <ip> -l root après acception de la clé de hôte et saisie du mot de passe root ( une bonne pratique est de changer le mot de passe root, avec la commande passwd et de bien noter le nouveau mot de passe pour ne pas le perdre ) puis en suivant le README_en de https://github.com/CrealityOfficial/Ender-3_V3_KE_Annex/tree/main/fluidd j'obtiens, avec mon navigateur web, sur http://<ip>:4409, une interface qu'il me reste a l'explorer et la tester. De là sous Ultimaker Cura 5.6.0 le plugin "Moonraker connection" semble arriver a faire l'envoie vers l'imprimante après découpage (mais pour le moment, car j'ai fait cela en vitesse, sans me documenter et car je sais pas vraiment utiliser ce plugin, j'ai un code erreur obscure juste après le Home lors de l'impression du fichier tranché par Ultimaker Cura et téléversé par le plugin... Edit > Forcement avec la bonne syntaxe dans le g-code de démarrage pour les expressions de remplacement de Ultimaker Cura c'est mieux ( des '{' et '}' et non des '[' et ']' ) Donc parfait on peut directement envoyer a l'impression depuis Ultimaker Cura avec le firmware v1.1.0.12 où l'on a ajouté fluidd (+ moonraker + nginx ) grâce au mode root. Reste a trouver sous Ultimaker Cura, pour générer les vignettes embarquées, utilisable/affichable par l’écran "Nebula Pad". )

 1 point
1 point -
Dans cura colle nous ton Start Gcode et je te dirais quoi changer mais c'est pas un bug en soit quand tu utilise 100% de la taille du plateau tu devras toujours retirer la ligne de purge une fois imprimer1 point
-
A priori les coordonnées pour ta ligne de purge sont trop avancé en X. Poste ton G-code de départ , on va t'indiquer ce qu'il faut changer. (dans Cura -> réglage machine, c'est la case de gauche)1 point
-
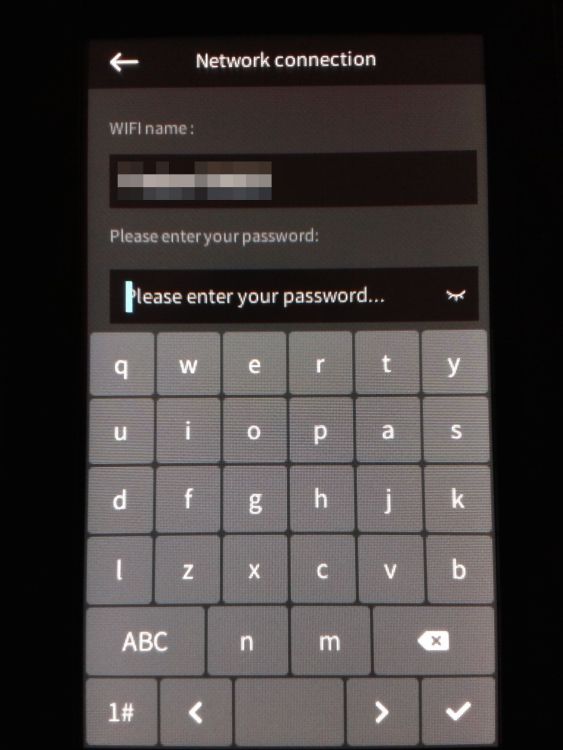
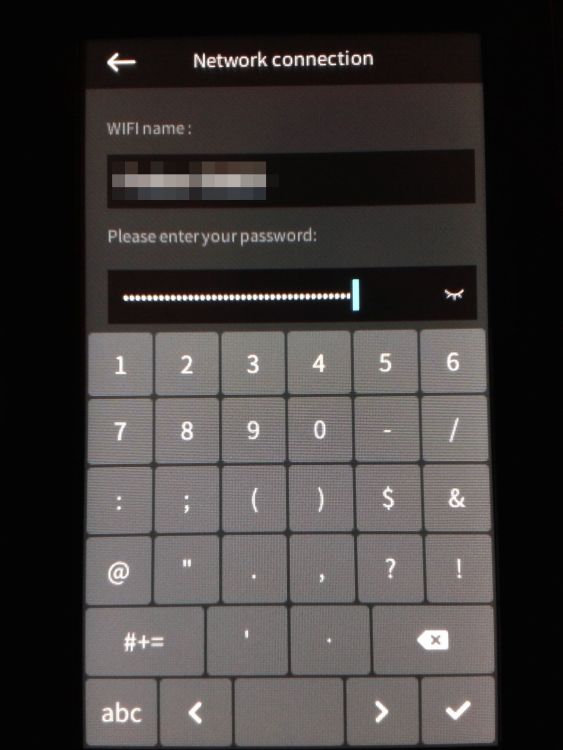
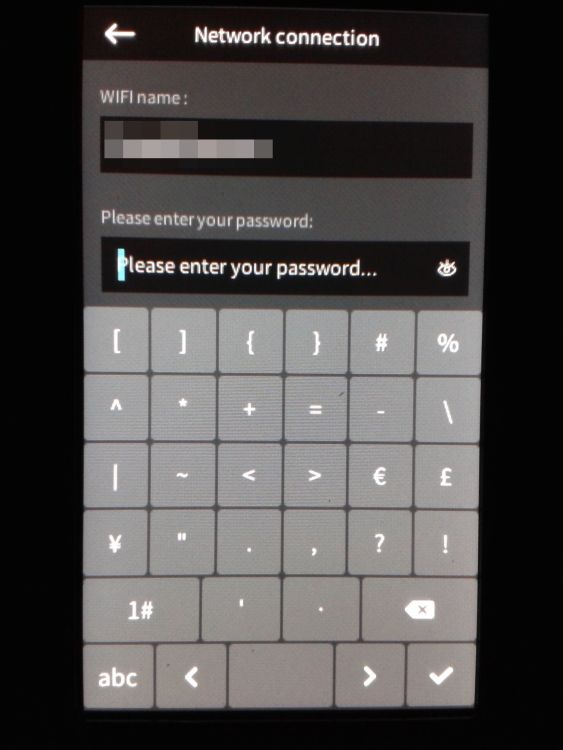
Salutation ! En effet, il ne semble pas y avoir le '_' ("Tiret bas", "soulignement" ou encore "underscore") dans les caractères que l'on peut saisir ... Donc changer le nom du réseau et/ou la clé pour ne plus avoir a saisir de '_' ?
 1 point
1 point -
Je ne sais pas si le firmware actuel le gère vraiment (tout comme pour le "Ventilateur de chambre" et le "Ventilateur auxiliaire"). J’espère que quand le code source du firmware sera rendu public on pourra savoir si c'est implémenté et si oui sur quelle PIN de la carte-mère. Tiens-nous au jus de ce que donnent tes essais. Merci.1 point
-
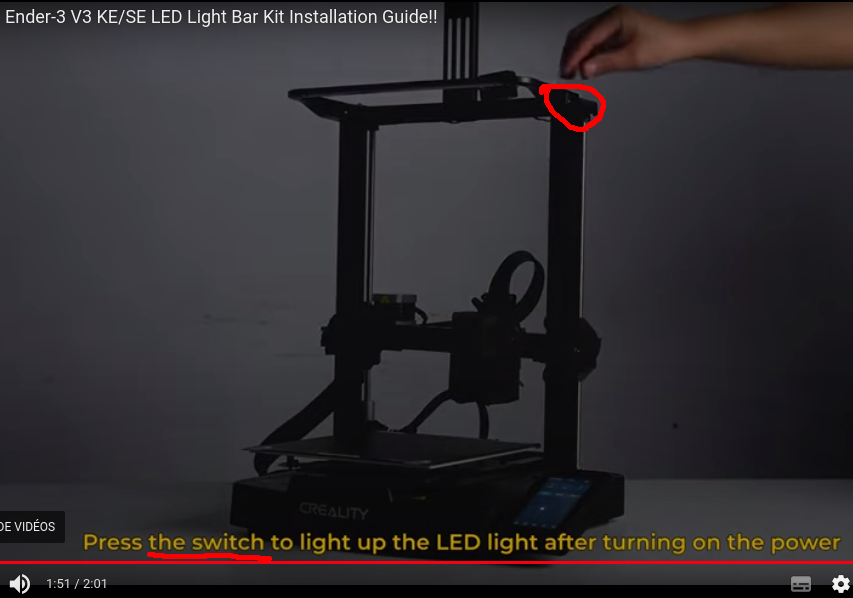
Salutation ! Tu me fait découvrir https://store.creality.com/eu/products/ender-3-v3-se-led-light-bar. Merci. Donc je ne sais pas vraiment comment il faut la connecter à la machine. Quand je regarde la vidéo suivante, il semble y avoir un interrupteur physique on/off sur un coté de la bar et donc elle ne semble pas contrôlable depuis l'interface Web ou l’écran ( sauf si il y a une histoire de Wi-Fi mais j'en doute)
 1 point
1 point -
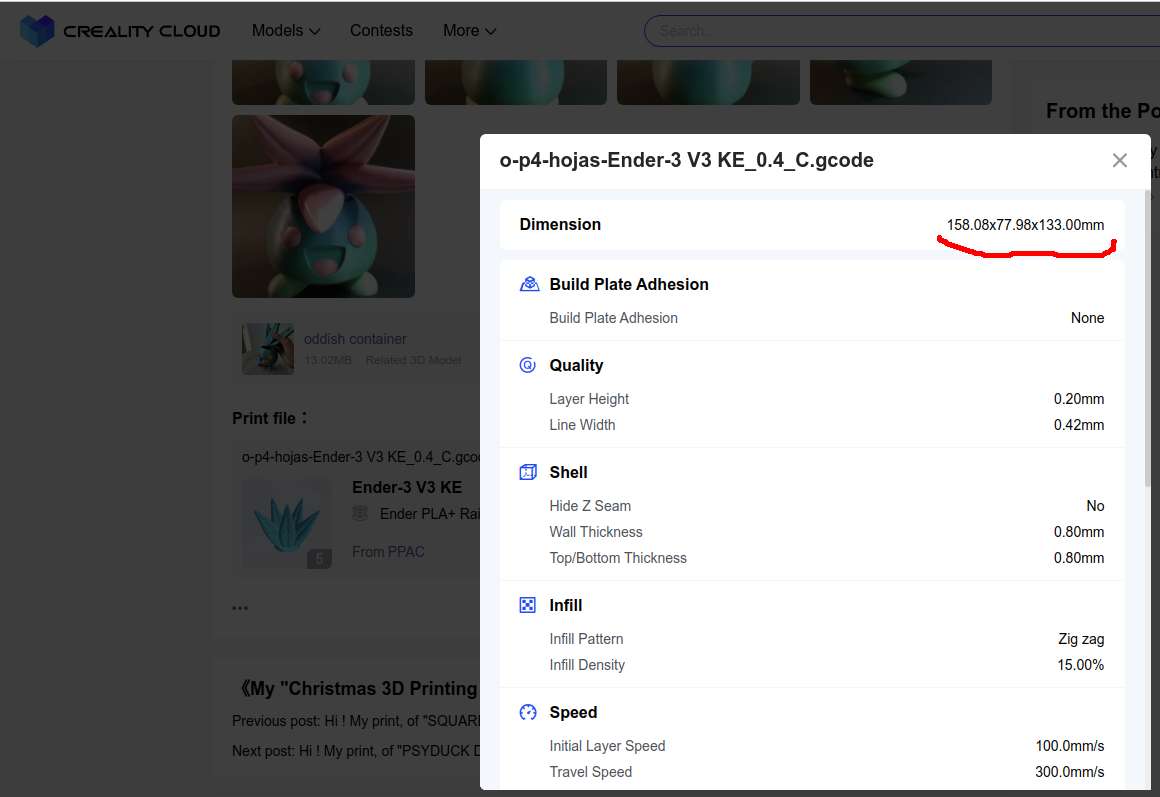
Pour aujourd’hui je fais une pause, mais je vais regarder pour les récupérer des fichiers d'impression plus tard. J'ai essayé de tout le temps mettre une photo de l'impression terminée encore sur le plateau pour avoir une idée ( le plateau fait 235 x 235(+15) mm (LxP), surface imprimable 220 x 220 mm ) Et pour les impressions où j'ai mis le lien vers le "Make" sur Creality Cloud, si tu regardes les détails des fichiers ".gcode" liés, il y a le volume englobant. Exemple pour https://www.crealitycloud.com/post-detail/659305144cef50171fe9e5df
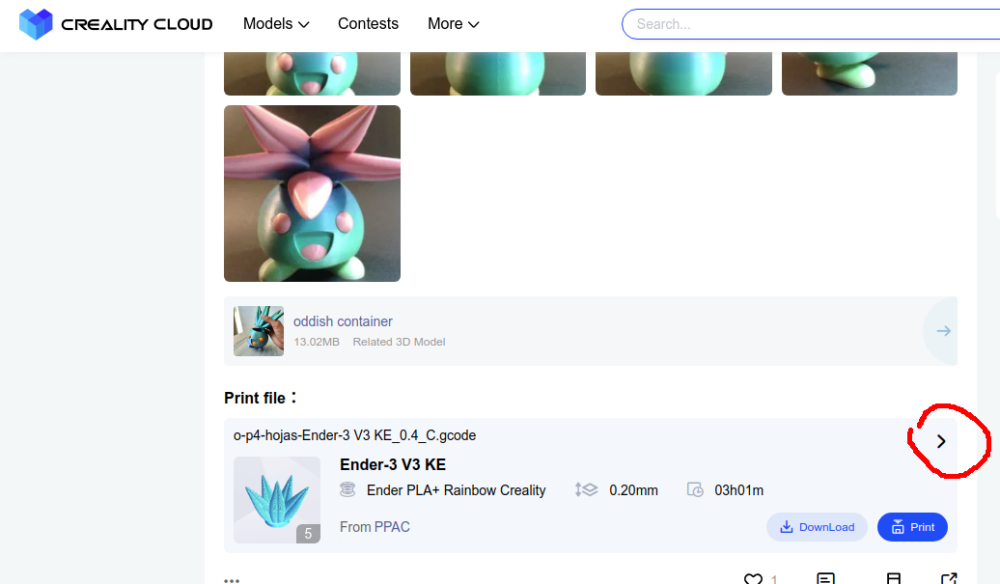
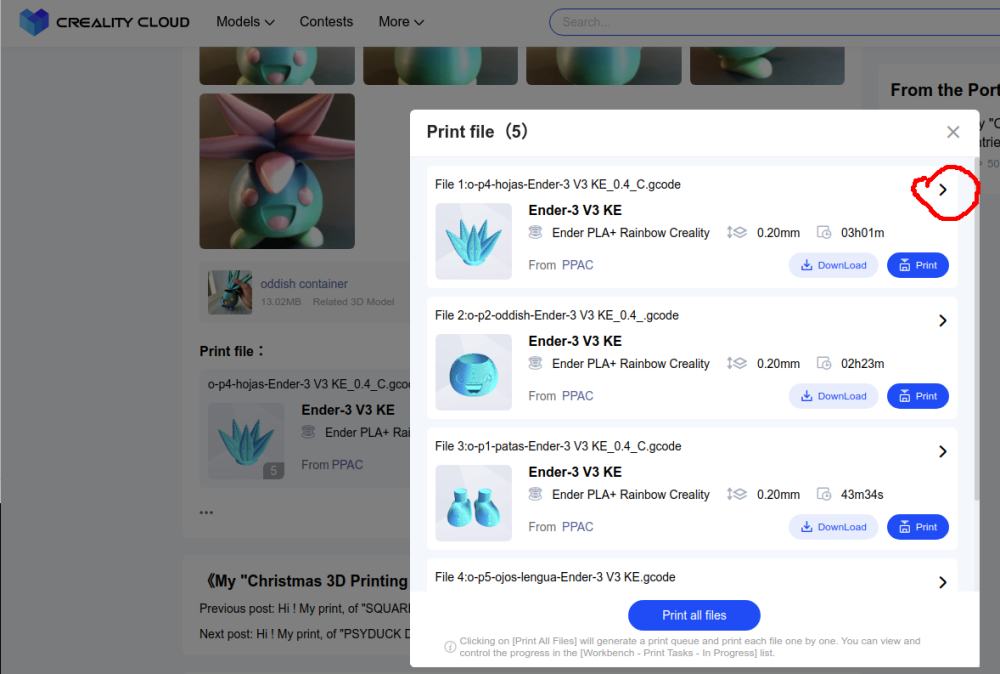
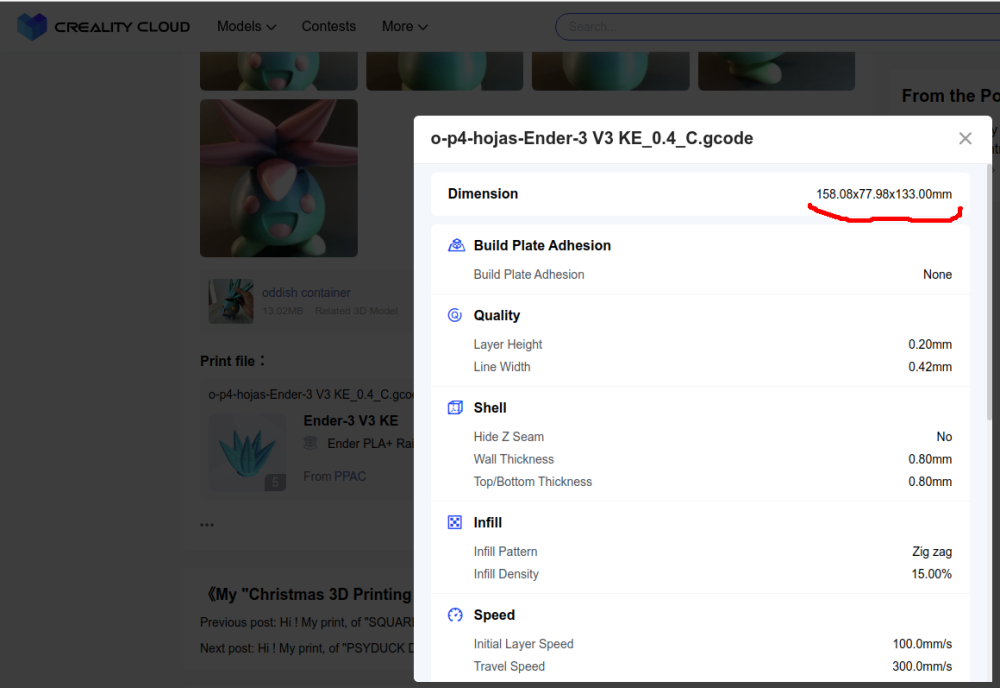 1 point
1 point -
Avec mes excuses. (je n'avais pas compris la question car pas bien réveillé) Lien vers un sujet créé depuis un commentaire initialement fait dans ce sujet.1 point
-
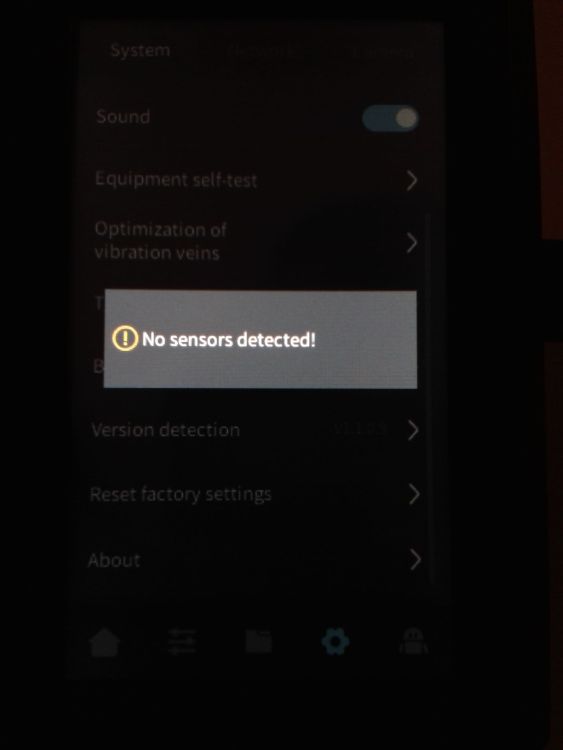
Accessoires optionnels ou "Upgrades" "Vibration Compensation Sensor", capteur de vibration (lien officiel pour la KE à trouver. Attention, car pour la E3V3KE, le capteur ne peut pas être connecté avec le même câble utilisé pour le connecter via un port PS/2 sur un Sonic Pad, mais il se connecte via un port USB-Type-C a l'arrière de l'écran "Nebula Pad") "AI Camera", Creality Nebula Camera https://store.creality.com/eu/products/nebula-camera Ender-3 V3 SE LED Light Bar https://store.creality.com/eu/products/ender-3-v3-se-led-light-bar ( pour l'installation voir Ender-3 V3 KE/SE LED Light Bar Kit Installation Guide!! - YouTube ) K1 Max High Flow Nozzle Kit Bimetallic Material https://store.creality.com/eu/products/k1-max-high-flow-nozzle-kit-bimetallic-material






 1 point
1 point -
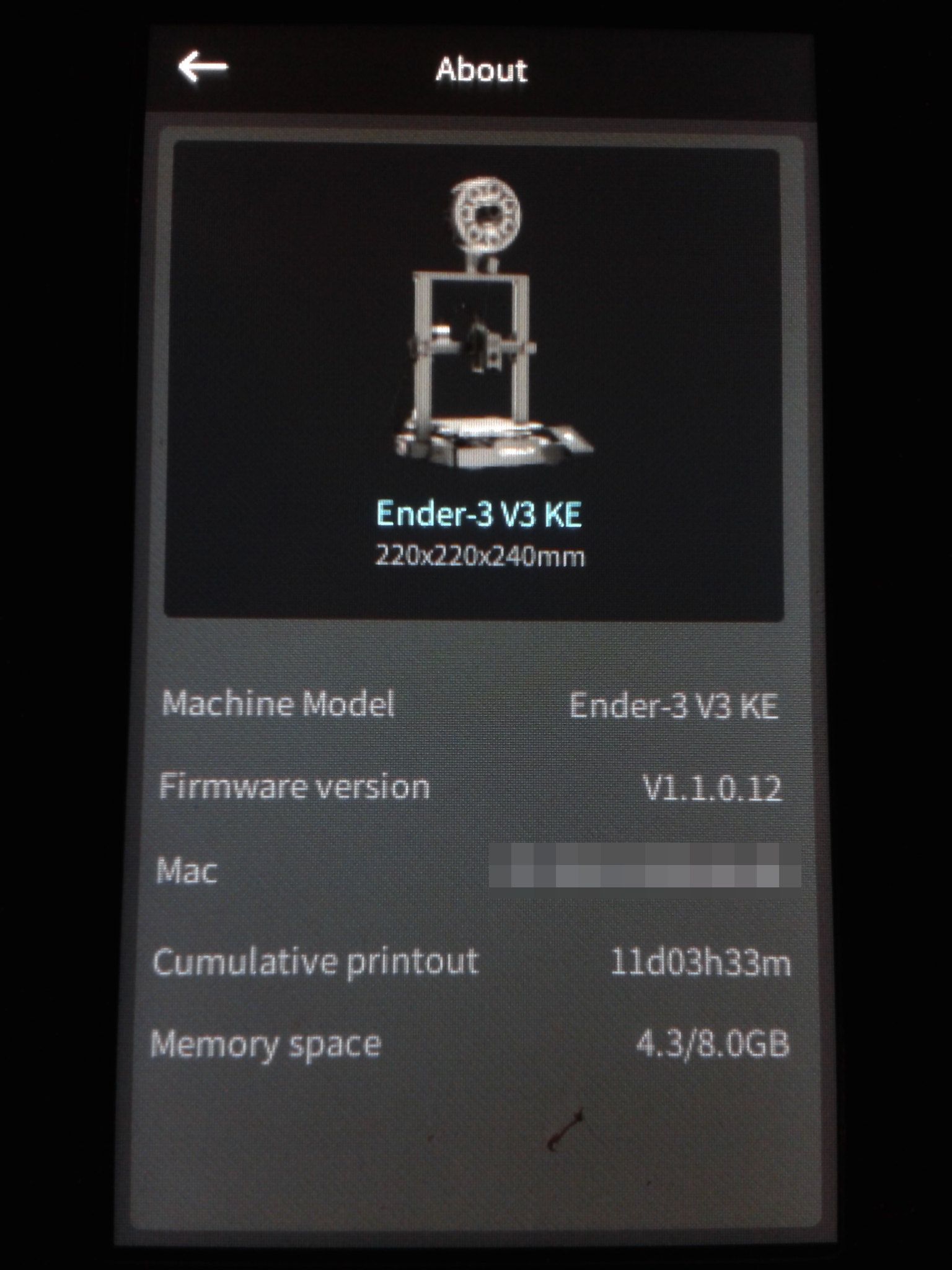
Détails sur le firmware d'origine v1.1.0.9 pas de nom d'utilisateur / mot de passe communiqué par Creality pour se connecter en ssh. Source https://www.reddit.com/r/Ender3V3KE/comments/1ah6vde/comment/kovd3vb/ (merci a l'utilisateur "slipx06") v1.1.0.12 du firmware disponible depuis le 10-11 /01/2024 avec un mode root qui permet d'obtenir le mot de passe pour se connecter en ssh. j'obtiens, avec mon navigateur web, sur http://<ip>:4409, une interface qu'il me reste a l'explorer et la tester. De là sous Ultimaker Cura 5.6.0 le plugin "Moonraker connection" semble arriver a faire l'envoie vers l'imprimante après découpage (mais pour le moment, car j'ai fait cela en vitesse, sans me documenter et car je sais pas vraiment utiliser ce plugin, j'ai un code erreur obscure juste après le Home lors de l'impression du fichier tranché par Ultimaker Cura et téléversé par le plugin... Edit > Forcement avec la bonne syntaxe dans le g-code de démarrage pour les expressions de remplacement de Ultimaker Cura c'est mieux ( des '{' et '}' et non des '[' et ']' ) Donc parfait on peut directement envoyer a l'impression depuis Ultimaker Cura avec le firmware v1.1.0.12 où l'on a ajouté fluidd (+ moonraker + nginx ) grâce au mode root. Reste a trouver sous Ultimaker Cura, pour générer les vignettes embarquées, utilisable/affichable par l’écran "Nebula Pad". )
1 point
-
Avé tous Un "petit" sèche cheveux qui sert de tirelire pour les enveloppes pleines de sousou pour les 60 ans de mon beauf 55 cm de long et 44cm à l'encolure Ah oui, c'est un ancien patron coiffeur, donc forcement, le sèche cheveux

 1 point
1 point