Classement



Contenu populaire
Contenu avec la plus haute réputation dans 07/04/2024 Dans tous les contenus
-
Ca a l'air curieusement intéressant. Une imprimante SLS (poudre + laser) assez innovante sur plusieurs points : Tarifs "abordable" ("seulement" 3000€ - versus 15-30k€ pour les modèles les moins chers en industriel - ce qui n'est que le double du Bambu Lab X1C ...) Une chambre facilitant la préparation / maintenance (pas besoin de nettoyer la chambre à chaque fois + facilitation du retrait de la poudre résiduelle sur les pièces imprimées) Meilleure contrôle de chauffe (15 min versus une heure sur les autres modèles) etc. A venir dans quelques mois. Ce serait intéressant que Bambu se penche sur la technologie pour leur prochain modèle3 points
-
Officialisation par Elegoo de deux modèles : (j'peux pas éditttteeerrr) Si on se fie à l'ombre, même capot et même plateau, voir même bac pour les deux, donc probablement le même volume d'impression Si je spécule : Saturn 4 : fep, interface minimaliste, vitesse faible (mitigé vu le titre de cette image) Saturn 4 Ultra : Wifi, ACF et haute vitesse, interface avancée, caméra & timelapse Prix de sortie : Saturn 4 : 399€ / Saturn 4 Ultra : 499€ (si ils sont 50€moins cher que ce que je spécule, ok Ultra bon rapport qualité prix) En gros, pour moi il s'agit de la Halot-mage, et halot-mage pro d'Elegoo, en plus petit...3 points
-
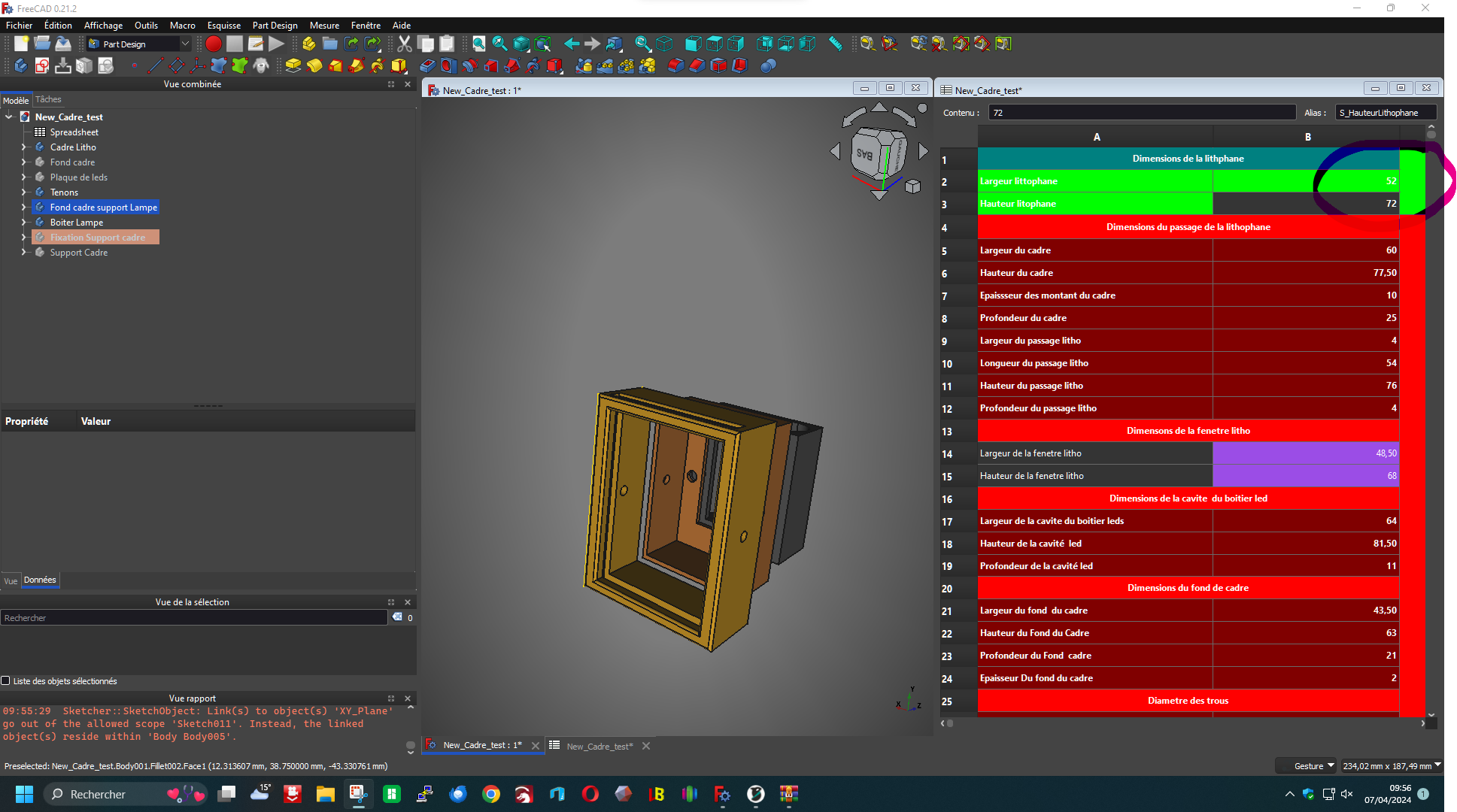
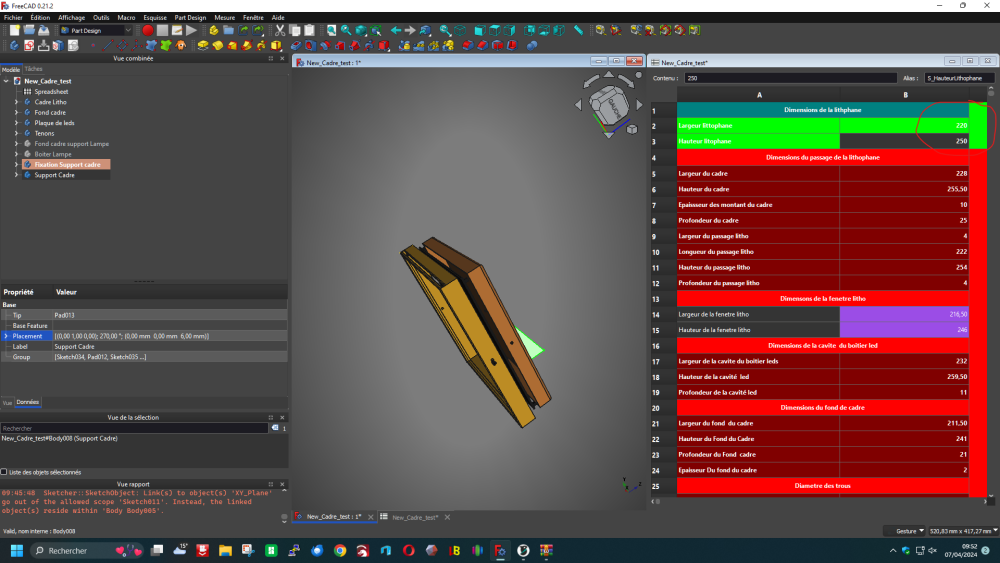
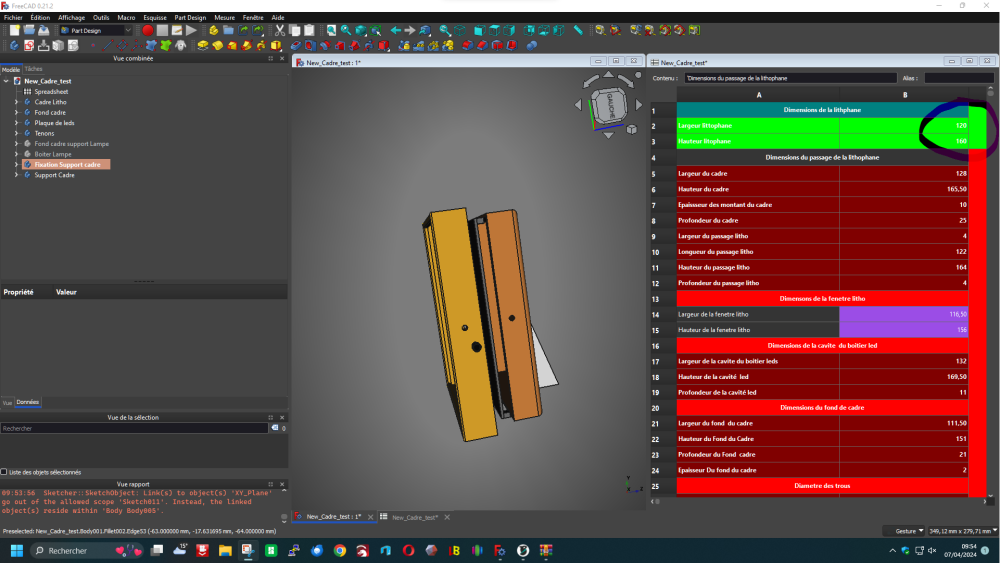
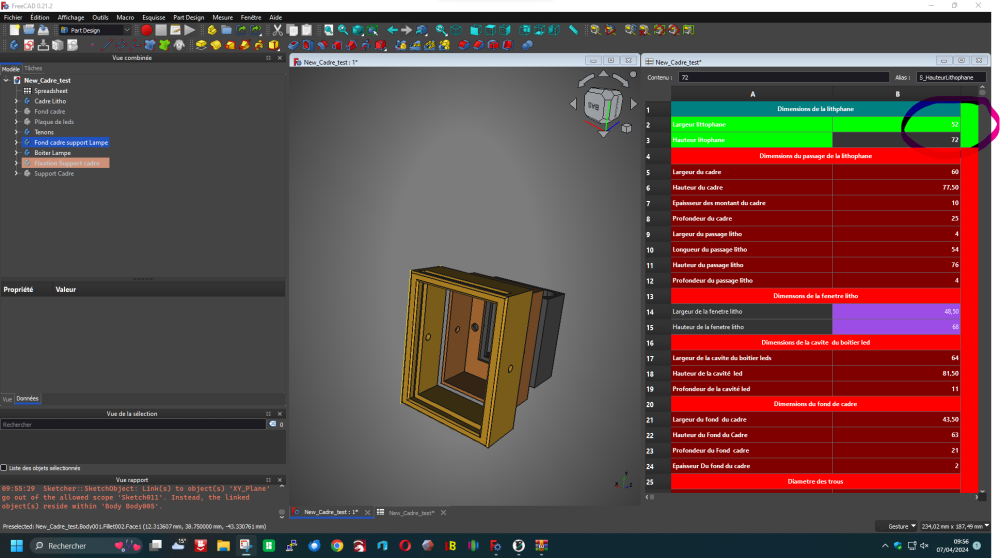
Bonjour En suivant les vidéos sur FreeCad je me suis lancé dans un projet pour créer un cadre dont on peut donner les dimensions de la lithophanie et avoir ainsi un cadre adapté automatiquement en changeant les valeurs dans la feuille de calcul. Bien sûr ce n'est pas parfait et pourra toujours être amélioré . Je mets les fichiers pour les personnes qui seront intéressées par ce projet Fichier_FreeCad.zip Fichier_3MF.zip
 2 points
2 points -
Vu passer via FB. Une nouvelle imprimante serait en approche chez Creality. Peu d'informations réelles hormis l'arrivée de l'impression multicouleurs. Attendons donc le 09/04/24, 9h (AM / EST) pour en savoir plus
 2 points
2 points -
Cette semaine l'impression 3D multi couleurs fut à l'honneur avec Anycubic et Creality mais on vous propose aussi plein d'autres news avec Elegoo, Bambu Lab, Sovol, Phrozen, Artillery et QIDI Tech, rien que ça https://www.lesimprimantes3d.fr/semaine-impression-3d-431-20240407/2 points
-
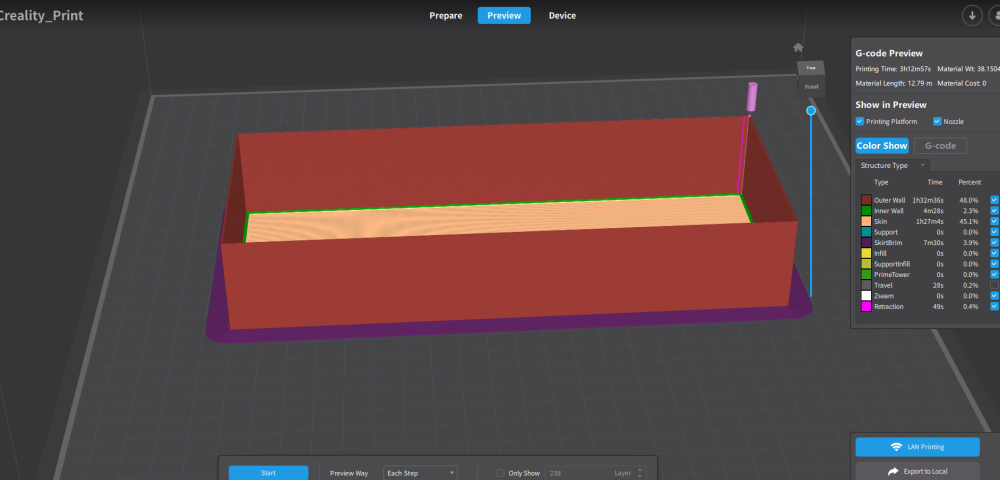
Voilà j'ai lancé mon premier print a 300mm/s sans vraiment toucher le paramétrage proposé sur du PLA. 9h de print alors que ça aurait mis plus de 30h sur ma creator 3. Et assez content du résultat malgré des supports qui n'ont pas tenus. J'aurais du faire les mêmes modifs que sur mon ancienne flashforge car flashprint paramètres les mêmàes supports quelque soit l'imprimante. Je vais tenter la même chose en plus grande taille avec orca 2.0. en 2 plateaux

 2 points
2 points -
Alors, sauf erreur, je pense que l'anodisation vise à oxyder en surface un métal, pour obtenir, dans le cas de l'alu... de l'aluminium anodisé, qui est un oxyde isolant et durable (contrairement à la rouille du fer qui se dégrade) Les pièces en aluminium "professionnelles" sont anodisées ; plusieurs couleurs sont possibles. La galvanisation consiste à recouvrir d'une couche de metal (cuivre, zinc, ...) un objet d'une autre matière.2 points
-
Ca aurait été le même produit proposé par Bambu lab, même un poil plus cher, j'y serai allé les yeux fermés, mais là non. Les premiers testeurs anglophones en disent du bien, mais quand tu creuses bien par MP, y'a des choses qui ne sont pas claire (déjà les profils de testeurs, la majorité n'ont pas d'imprimantes FDM concurrentes), ou te font des jetons de poker avec des couches immondes et répond pas trop quand je parle des purges (bon après j'en ai trouvé que deux, il faut dire). Leur procédé multicolore qu'ils veulent proposer avec un slicer personnalisé (comme bambu studio) et transformer leur plateforme pixup3D en makerworld, c'est beaucoup trop ambitieux pour leur labo de 3 personnes (vu le suivi de SAV des machines, ils sont que 3 les mecs), et vu les nombreuses difficultés pour ajuster un firmware sur leur Mighty (on attend depuis 3 ans qu'ils corrigent la caméra), au point que sur les derniers modèles MSLA (outre la future Revo 14K à voir) ils ont retiré toute évolution technologique. Je suis prêt à parier que les premiers acheteurs auront des produits mal aboutis, mais ça permettra à phrozen d'avoir une armée de béta testeurs pour vendre le produit définitif à 2K et sans trop de soucis (c'était le but du kit 12K de la mighty et les firmware qui ont fait explosé des imprimantes DONT LA MIENNE) pour ajuster en presque UN AN celui prévu pour le modèle de la 12K définitive (850 balles pour avoir moins bien que la saturn 3 Ultra au final). Bref, après j'aurai pas forcément confiance aux premières propositions d'Anycubic (là aussi mes "petits oiseaux" semblent dire que les versions déjà acquise par les grands influenceurs ami de la marque essuient pas mal de platre (après les innovations anycubic, on sait qu'il faut attendre bien 6 mois pour que le produit soit ajusté), disons que je suis certain concernant Anycubic et Creality, qu'à la différence le prix sera plus raisonnable que celui de chez Fraude Zen2 points
-
La campagne Kickstarter de la Phrozen Arco touche à sa fin. Il y a même eu des désistements. Actuellement : Il y a quelques jours, j'avais vu 1511 contributeurs et un montant de presque 1,5 million d'euros au compteur. Peut-être que les récentes annonces de Creality et Anycubic font changer d'avis à certains..!
 2 points
2 points -
"Des fuites" sur une imprimante résine c'est pas l'idéal ! ( Surtout quand c'est des fuites de résine ... cela demande beaucoup de temps de nettoyage...)2 points
-
Vu sur Facebook : Y'a pas l'air d'avoir d'échelle cohérente entre les différents produits exposés, on pourrait presque penser qu'il s'agisse d'une imprimante
 1 point
1 point -
Un ordre de grandeur : https://www.micronics3d.com/store/materials bidons de 2.5 kg entre 220 et 300 €1 point
-
Incroyable cette technologie. Reste à connaitre le cout des consommables.1 point
-
J'ai commencé à utiliser un peu Creality Print pour mes impressions sur la S1 Plus à travers le Sonic pad (les profils fast) quand j'ai commandé des bobines de CR silk de creality, les profils sont différents de ceux de Cura, entre autres 90% de flow pour les parois, mais des rectifs pour la première couche (pas assez jointive) mais ces derniers profils fonctionnent très bien (propres) mais je limite les vitesses à 80mm/s max. les profils PLA silk génériques ressemblent à ceux de Cura. Après il y a d'autres anomalies bizarres quand tout est creality, export des gcodes en Lan, ben ne veut pas, j'ai réussi deux fois Mainsail ou Fluidd mais je n'ai pas réusi à déterminer le protocole (RJ45 plus Wifi) généralement il ne veut pas exporter via cette procédure "donc local" et drop dans mainsail ou fluidd. de plus en local ou même les deux fois avec le Lan, pas de vignette les petites ou grosses (mainsail ou Fluidd) les deux fois en LAN vignettes seulement vu par le sonicpad. bon cela ne me gêne pas vraiment. Mais truc bizarre à partir des gcodes creality print, j'ai toutes les secondes ou moins un message de Klipper M205 "Unknow command" que je n'ai pas cela avec Cura ou Ideamaker. (mais l'impression continue sans pb). je ne sais ce que creality print veut faire, il faudrait que je regarde les .gcodes C'est quand même surprenant quand on utilise un profil Fast ("&Fury") spécifique au Sonic Pad Autrement sous Cura avec le plugin vignettes et moonraker pas de soucis pour les images.1 point
-
Il me semble que dans la version en préparation de leur trancheur, un nouveau profil d'imprimante est présent (lu sur un post Reddit, à vérifier car je n'ai jamais utilisé le trancheur Creality… Cura, Prusaslicer, Ideamaker, Kirimoto m'ayant toujours apporté pleine satisfaction avec mes imprimantes Creality). De toute façon, on devrait en savoir plus (ou pas) le 9/04/241 point
-
Bonjour, Voici un lien Google Drive avec tous les STL et les fichiers 3MF (tu auras tous les paramètres) Il y a les 4 abats jours et aussi un anneau fileté et percé qui sert à les fixer au plafond autour des spots Chaque abat jour possède un taraudage permettant de le visser sur l'anneau fileté https://drive.google.com/drive/folders/10xZ1wMI-gXGEKL5WGSbts-ZHXp5A0FEx?usp=sharing J'ai imprimé les anneaux en blanc pour ne pas "marquer" l'abat jour par transparence. Le brim est intégré à chacune de mes pièces, il fait deux couches. Il faut le retirer en pliant puis en découpant avec un cutter aiguisé (attention les doigts) et enfin passer un coup de lime fine. J'ai aussi mis l'adaptateur de VMC mais je n'ai plus les 3MF seulement les STL A bientôt Et voici le filament utilisé pour les abats jours : https://www.amazon.fr/gp/product/B07QYD4Y3G/ L'adapteur de VMC avait été imprimé avec du filalement rouge ABS acheté chez Grossiste 3D en même temps que l'imprimante (décembre 2017) et imprimé l'an dernier. Je n'avais pas eu de soucis particulier. A chaque fois c'est de l'ABS "standard", pas de l'ASA ni de l'ABS+1 point
-
Bonjour, Prusa a publié cet article intéressant : https://blog.prusa3d.com/fr/galvanisation-dimpressions-3d-la-symphonie-du-plastique-et-du-metal_92939/ Le procédé est compliqué mais ca rend bien. On peut éventuellement avoir un usage technique si on a besoin d'une pièce avec une surface conductrice (gestion de l'électricité statique, bricolages électroniques ou radioamateurs...) A bientôt1 point
-
Voici tes fichiers corrigés: Configuration.hConfiguration_adv.h On va dire que tu n'es pas réveillé ce matin puisque tu as laissé un "/" devant les lignes où il fallait enlever les 2 . J'ai aussi modifié d'autres paramètres: initialisation automatique de l'eeprom après le flashage du firmware. Il faut donc noter les valeurs des paramètres spécifiques à ton imprimante (pas/mm des moteurs, PIDs,...) pour les mettre à jour après le flashage. la reprise après coupure d'alimentation est désactivée. Il suffit de l'activer dans le menu adéquate le linear advance est activé mais défini à 0 en attendant le réglage ( voir cette vidéo ) activation du babystep: en double-cliquant sur le bouton rotatif de l'écran lors de l'impression de la couche initiale, tu pourras régler la hauteur de la buse pour écraser plus ou moins la couche (voir cette vidéo pour mieux comprendre le principe) l'une des 1ères choses à valider sera le fonctionnement du BLtouch. Je te conseille de placer la buse à ~100mm au dessus. Lorsque celle-ci descend au début de la prise d'origine en Z, tu enfonces la touche du BLTouch avec le doigt. Si la buse continue sa descente, alors il faudra éteindre rapidement l'imprimante pour éviter la collision.1 point
-
Sans rien faire d'autre (enfin si: fermeture puis réouverture du logiciel), je peux à nouveau glisser-déposer les fichiers STL les STEP/STP, les 3MF (sauf ceux tranchés via Orcaslicer que j'utilise très peu, ne voyant pas vraiment ce qu'il apporte de plus que Superslicer ou Prusaslicer (et Qidislicer)). Les mystères de l'informatique sont parfois insondables1 point
-
oui, c'est ce que je t'ai expliqué dans mon précédent message: ils sont remplacés mais ils sont toujours interprétables. Donc c'est pas grave il y a très peu de chance, pour ne pas dire aucune puisque tu ne l'as pas paramétré . Quitte à compiler ton propre firmware, je t'encourage à partir sur la dernière version stable de Marlin (v2.1.2.2 dispo ici, à la 1ère ligne) avec les fichiers de config pour ton imprimante que tu trouveras ici. Pour l'activation du BLtouch, il faut au minimum, faire ces modifications, dans le fichier configuration.h: décommenter (=supprimer les //): //#define USE_PROBE_FOR_Z_HOMING //#define BLTOUCH //#define Z_SAFE_HOMING commenter (= ajouter les // en début de ligne): #define PROBE_MANUALLY modifier la valeur de Z_MIN_ENDSTOP_INVERTING et de Z_MIN_PROBE_ENDSTOP_INVERTING: #define Z_MIN_ENDSTOP_INVERTING false #define Z_MIN_PROBE_ENDSTOP_INVERTING false Pour rappel, il faudra initialiser l'eeprom après le flashage. Tu devrais avoir la question "init eeprom?" à laquelle tu réponds OK1 point
-
oui tu apprendra plus sur une machine comme cela les bases, aujourd'hui beaucoup commence avec des machine a plus de 1000€ et ne prenne pas la peine de comprendre et d'entretenir leur machine et après tu les entend crié je comprend pas c'est de la merde j'ai imprimer top pendant 3 mois et la plus rien ne va, bien en fait parfois c'est que la machine doit être calibrer, entretenue un minimum1 point
-
Salut et bienvenue sur le forum, La bonne nouvelle, c'est que ce ne sont pas des erreurs mais des avertissements/warning (les mots-clés "src_filter" et "src_build_flags" sont désormais remplacés par "build_src_filter" et "build_src_flags"). Tant qu'il ne voit pas rouge (error), c'est tout bon . Tu peux donc sans problème compiler tes sources, en tout cas c'est passé crème de mon coté PS: n'hésite pas à ajouter le nom de ton imprimante dans ton profil, c'est pratique pour te répondre. (voir ce message pour plus d'explications)1 point
-
Il y a une section spécifique pour cette question. Il faudra que tu expliques ce que tu veux en faire pour déterminer le meilleur modèle pour toi.1 point
-
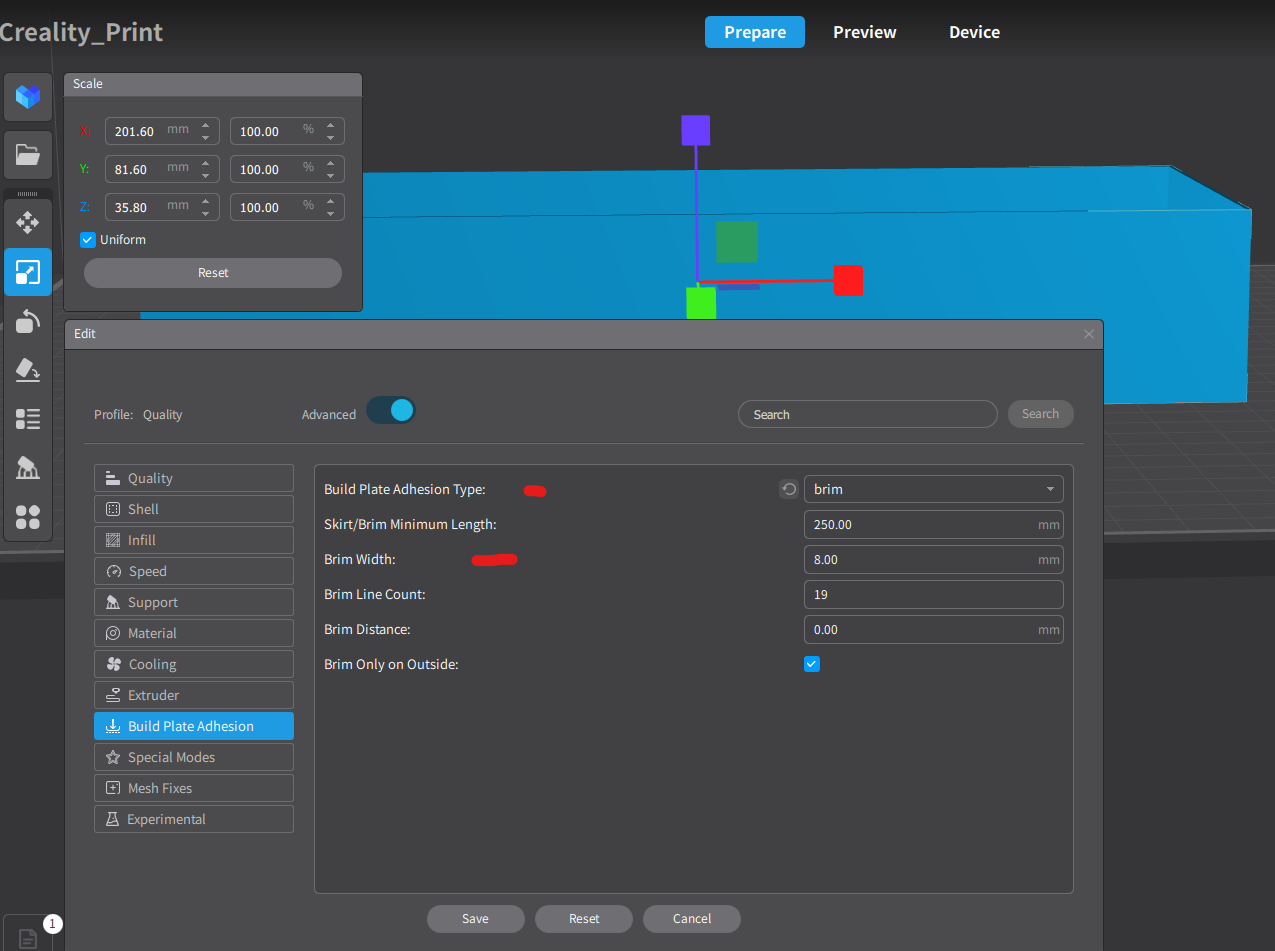
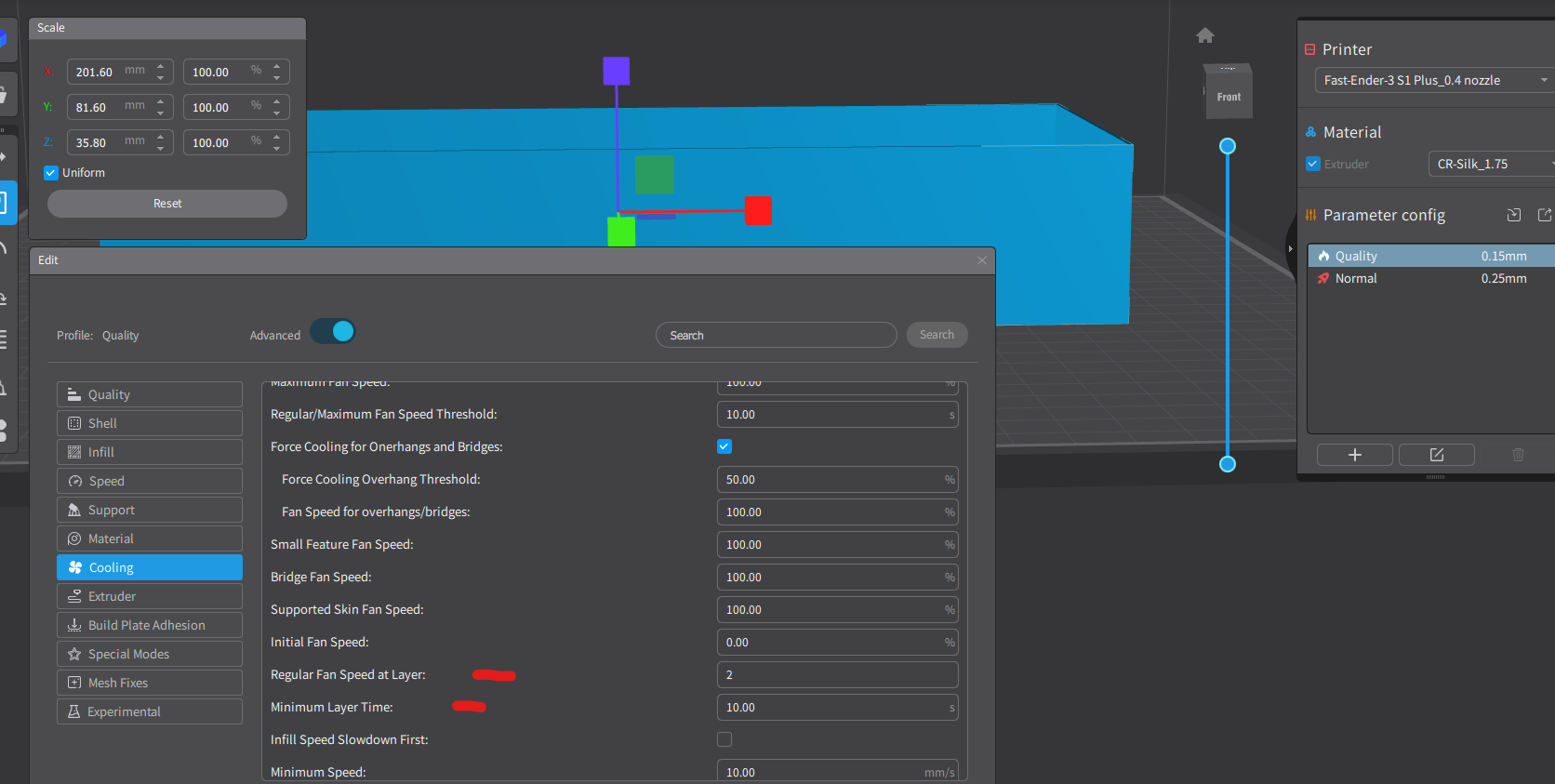
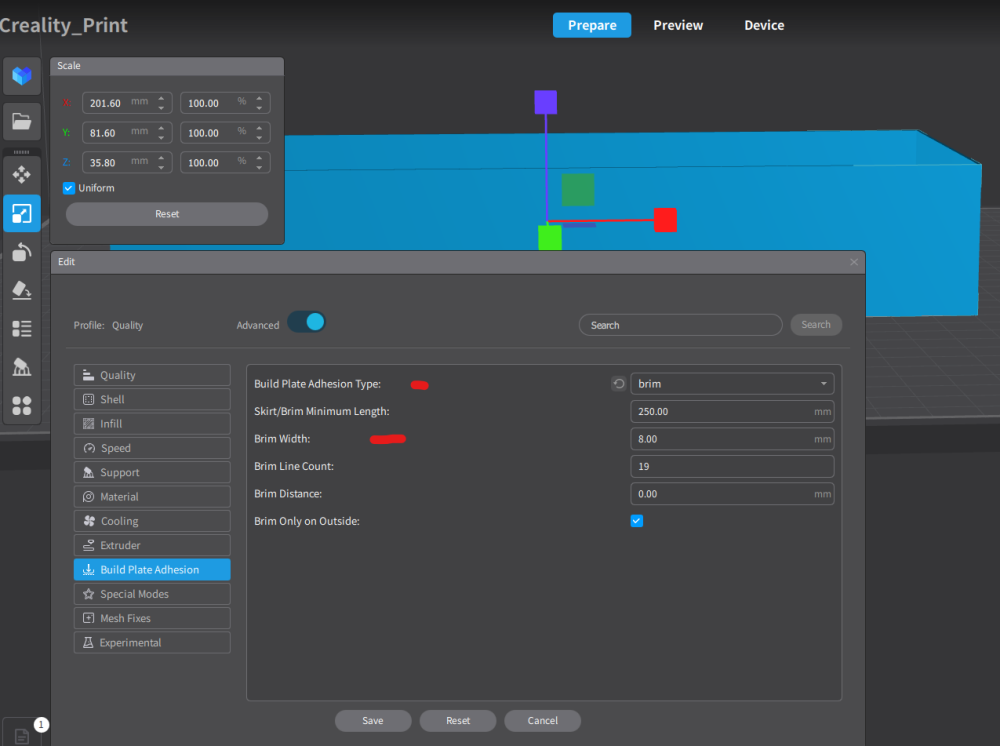
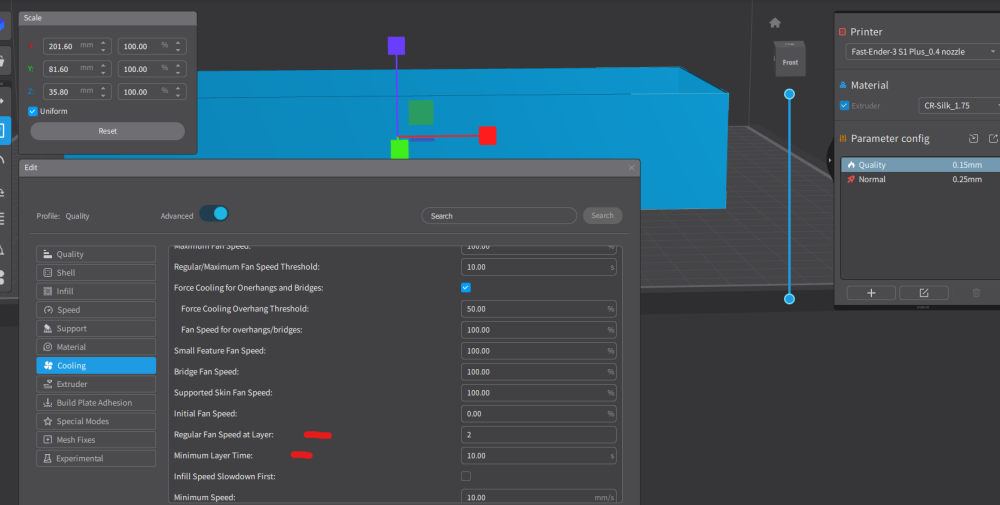
PLa je suppose. Pour diminuer les risques de Warping : Ajouter une bordure (brim), comme je crois que ton plateau fait 220 mm de large (long), essaie 8 mm, tu n'as pas beaucoup de marge la bordure passera peut-être sur la ligne de purge (c'est pas grave) Ne met pas la ventilation du filament à fond tout de suite, pour éviter de trop souffler sur les coins. Sur le snapshot ci-dessus elle est à la deuxième couche met à la couche 20 par exemple, et tu mets un "minimum layer time" à 10 secondes ou un peu plus pour que le filament ait le temps de refroidir. Surtout quand je fais des objets assez grands et d'une façon générale, je préchauffe le plateau à sa bonne température pendant 15 minutes (une fois que la température cible est atteinte), de façon que l'ensemble du plateau soit à l'équilibre thermique (60° pour le PLA et 80° pour le PETG) Quand je fais une grande pièce, je refais systèmatiquement le Z-offset et le leveling avant l'impression pour que cela accroche bien partout. Si ton plateau est moyennement plan, comme sur la KE tu es sous Klipper, je suppose que si tu as accès au fichier "printer.cfg" (ou l'équivalent) tu pourras augmenter le nombre de points de palpage du Crtouch (ou par un menu ?) si besoin. Comme sur la S1 plus j'ai un plateau avec des ondulations, je suis passé en 12x12. et une grande boîte de 285 mm X et 270 mm Y 170mm Z passe sans warping.
 1 point
1 point -
En effet J'ai oublié de Mettre le Wifi 2.4ghz bin vue @PPAC. @Julien du coup faut modifier la ficher technique désolé de l'oublie. Le SSH est en effet actif et utilise le login mot de passe par défaut des cartes MKS SKIPR donc en effet si on connecte son imprimante a web pour un accès extérieur il est préférable de modifié le mot de passe par defaut, pour ma part il est sur un reseau fermé .1 point
-
Merci pour ce test. @MrMagounet, juste une question hygiène sécurité informatique. Le serveur SSH est t'il pré-activé et avec un mot de passe par défaut (en utilisateur root ou avec un utilisateur ayant les droits root via un sudo) ? ( Car si c'est, comme bien souvent sur nos machines, avec un serveur SSH de pré activé et un mot de passe par défaut pour un utilisateur ayant les droits root, (sauf sur certain firmware où il faut activer le mode root ou les machines verrouillé et/ou propriétaire, ) je trouve (car ils ne parlent pas dans le manuel utilisateur de changer le mot de passe par défaut), que c'est faciliter la possibilité, pour ces machines, d’être infecté par un Malware. ) Sinon point de pinaillage de ma part dans le tableau des spéc. de l'article il me semble qu'il manque "Wi-Fi" ! ( non ? mais bon tu en parle dans les points positifs donc c'est pas critique car l'info est là)1 point
-
Salut, @souriceauxII est possible de placer à la main les supports, voir supports peints, voir barre menu à gauche dans Qidi Slicer. Pas forcement le plus simple, que de faire l'opératoin en mode auto, mais cela doit pouvoir dépanner. a+1 point