Classement



Contenu populaire
Contenu avec la plus haute réputation dans 06/05/2024 Dans tous les contenus
-
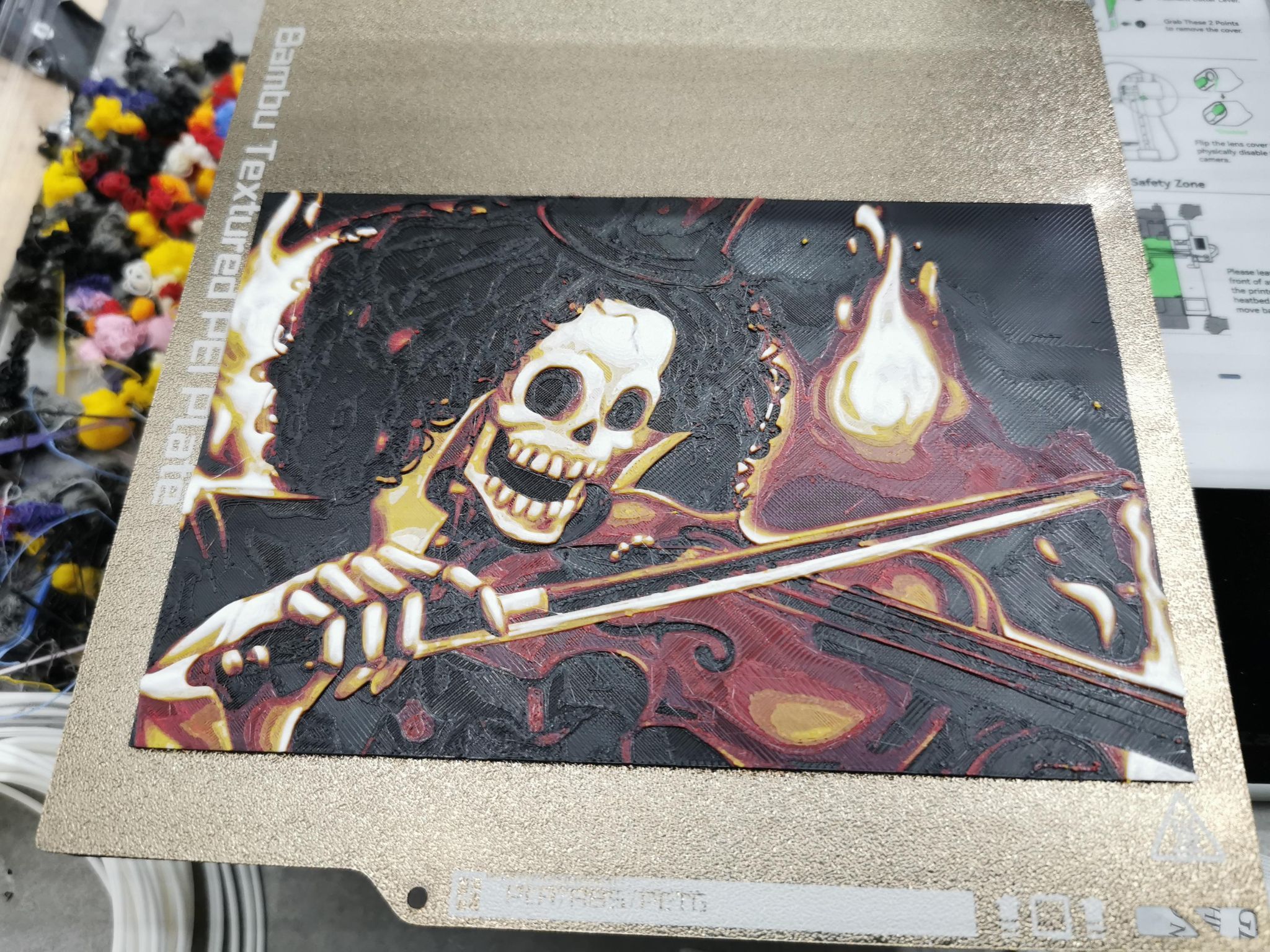
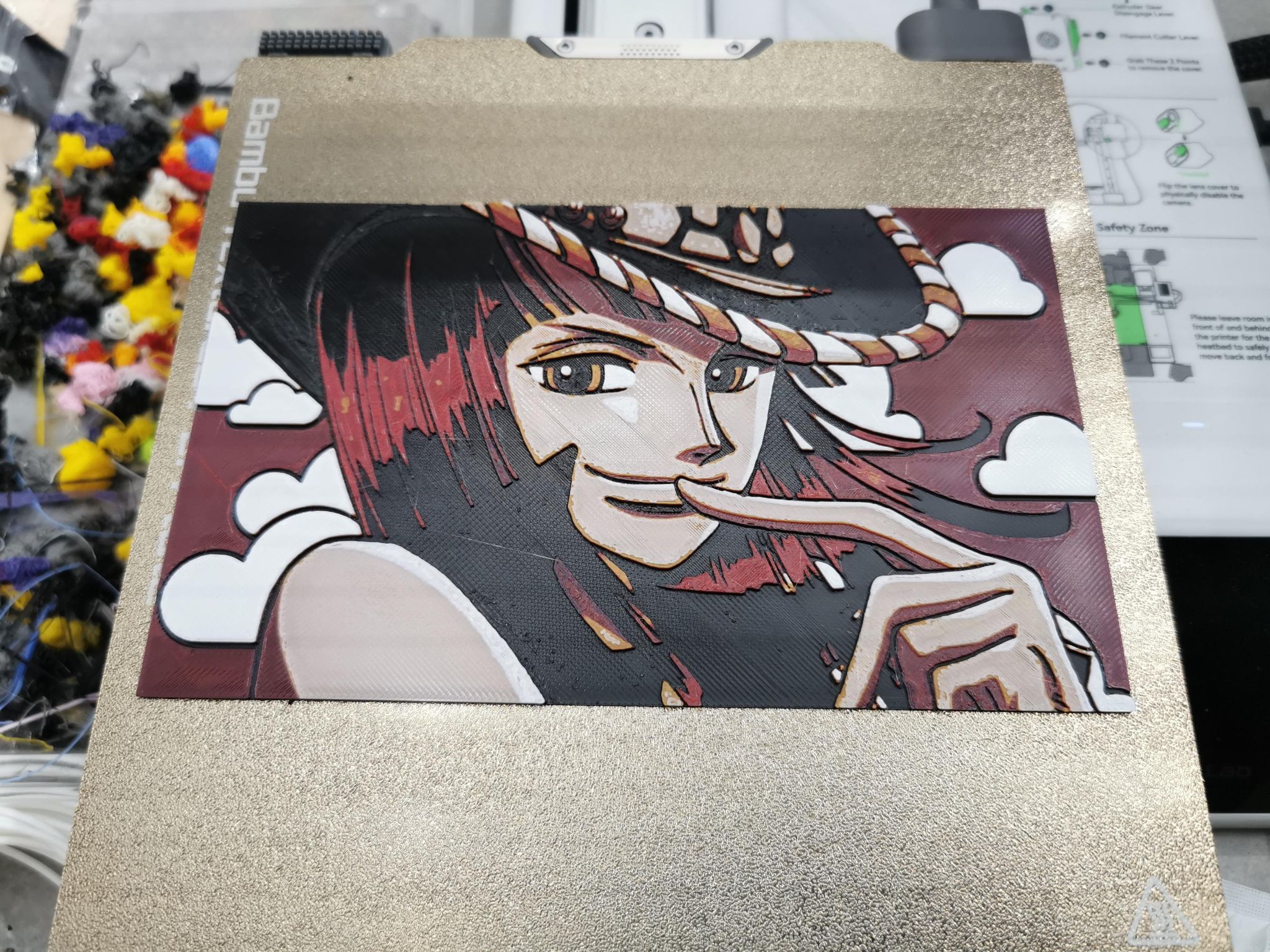
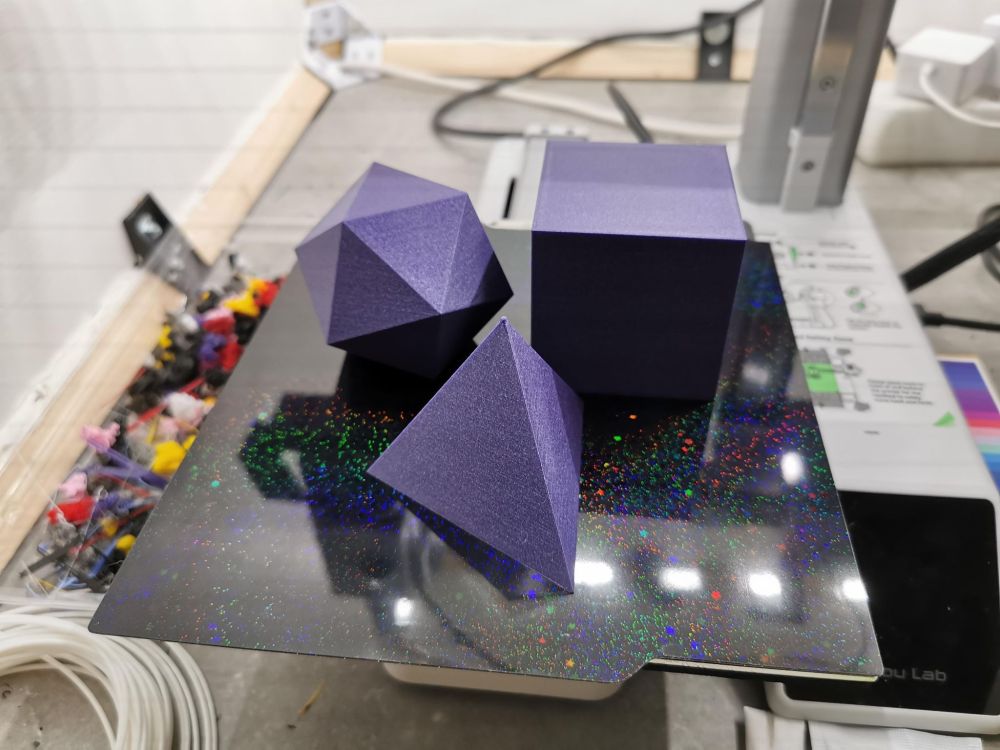
Voici quelques impression des derniers jours sur ma A1 mini cela faisait un moment que je vous avais pas mis quelques print Ici des solides platon que l'on ma demandé et a venir un metatron dont je suis en cours de modélisation, puis pas mal de Hueforge pour des amis mais aussi pour un projet perso. J'en ai fait plusieurs autres mais je vais pas tous vous mettre



 3 points
3 points -
Profité d'une amélioration du temps (probablement seulement temporaire) pour appliquer le bleu (Tamiya TS51 Racing Blue) sur la carrosserie Mitsubishi en resine SLA Ce bleu est superbe et ira très bien avec les autocollants...2 points
-
Je vous ferais une copie d'écran demain soir.2 points
-
@Administrateurs Je dirais que Ici "CST" doit vouloir dire "China Standard Time" = UTC+8 ( et non "Central Standard Time" = UTC -6, et non plus "Cuba Standard Time" = UTC -5 ... oui ce n'est pas très pratique d'avoir des acronymes identique pour des fuseaux différents. ) donc cela serait plutôt 15h00 Heure de Paris ( Actuellement Heure de Paris = UTC+2 (car en heure d'été)) ! Je mets le lien pour le live d'Anycubic qui sur leur YouTube serait prévu pour 7 mai à 15:00 (Heure de Paris)2 points
-
Pourquoi voir petit quand on peut voir grand ... C'est exactement ce que tu recherches. Écrans totalement configurables, tactiles, programmables, customisables, etc.... La documentation Bigtreetech est au top sur leur Github. Cerise sur le gâteau les prix sont en baisse.
 1 point
1 point -
@pjtlivjy, j'ai effectivement testé le nettoyage avec de l'alcool à 95 (car pas d'Isopro). Par contre j'ai vu qu'il y en avait en petite quantité dans les bidons de "Lave-glace". Donc en attendant d'en trouver (Isopro), la méthode a fonctionnée en frottant fort A suivre1 point
-
Salut Effectivement si pendant le déplacement tu te décales légèrement ça peut expliquer ton pb. Le mieux est de faire le décalage uniquement sur l'axe vertical (sélectionner la flèche verticale lors du déplacement) Autre possibilité ton plan de coupe n'est pas perpendiculaire à l'axe du déplacment Ou encore ton plan de coupe n'est pas perpendiculaire aux faces verticale de ton modèle Ou encore les faces verticales ne sont pas parallèles (la pièce est conique) Pourquoi ne pas simplement extruder 1mm de plus sur le bas de ta pièce ? @+ JC PS: si tu peux poster ton fichier Fusion 360 on pourra sans doute mieux analyser ton pb1 point
-
Houra ! J'ai réussi a régler le problème !! En parallèle de ce topic, j'ai contacter le service client de Anycubic, et j'ai eu une réponse qui viens de régler le bug. Donc si jamais ça peut en aider certains, la solution était très simple finalement. En gros pour que mes print soit propre, j'avais lever manuellement le capteur a l'aide de la petite vis qu'il y a en son sommet. Du coup le nivellement automatique se faisait pile a bonne hauteur pour le print. Erreur, je ne savais pas que ce n'était pas la bonne méthode. Ca marche un temps mais j'ai bien vue qu'a la longue ça fini par bug sévère. Solution : J'ai suivis un simple tuto d'Anycubic sur son Youtube : J'ai donc fait comme sur la vidéo, remis le capteur a hauteur de sortie d'usine a l'aide de la petite marche en plastique fournie avec, ajuster avec la clé, et lancer un auto leveling. Une fois fait, pour ma part l'impression était trop haute par rapport au plateau, et plutôt que de bidouiller le capteur avec la vis, j'ai modifier le Z Offset. De ce fait, le nivellement se fait nickel sans risque d'écrasement car la buse est suffisamment haute, puis une fois fait, l'impression se lance en prenant en compte ma modification Z Offset.1 point
-
Oui j'en mettrais par la suite promis j'ai tester des plateau PEY et PEO acheter chez un copain Aboutfilament.fr qui a fait l'effort de ce fournit pour moi, et un PET ideaform que j'ai eu en test et donc pas payer ce dernier. Ce que je peux te dire déjà c'est que l'accroche des 3 est topissime, le rend des PET et PEO sont hallucinant la première couche est lisse comme sur du miroir avec l'effet très clairement présent, surtout sur du filament sombre (Noir Bleu Marron par exemple), le PEY starry fonctionne bien mais il est plus compliqué de bien voir tous les effets suivant l'inclinaisons et la lumière ambiante soit c'est pas mal soit c'est fade, donc j'avoue que les PEO et PET sont plus sympa car l'effet est plus facile a voir.1 point
-
Question que l'on me pose souvent. Sur des autocollants de bonne qualité, il y a une couche protectrice étanche qui tient à peu près 48 heures dans le produit... Le vinyle n'est pas dissous. Par contre, sur des autocollants sans couche protectrice, les couches imprimées partent assez vite. Sur du Marui ou du Kyosho, les autocollants survivent très bien...1 point
-
Même beaucoup qu'un un gaz, question de régulation de température. A utiliser en chaleur tournante surtout pas la sole du haut, le grill.1 point
-
Impression d'un benchy en ABS avec profil de base et ABS de chez Overture. C'est vraiment pas mal.1 point
-
Oups ! Merci C'est la marque de mon vieux boîter (Athlon 64 x2) !!1 point
-
pas besoin de chauffer la chambre1 point
-
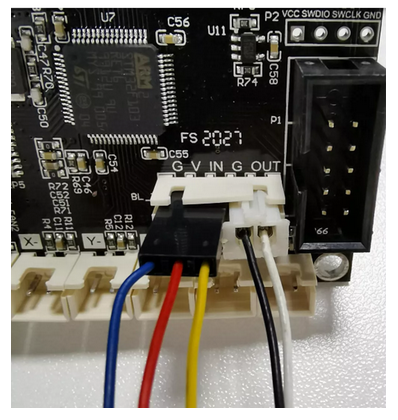
Salut, Tu dois avoir un menu qui permet de déplacer la buse au dessus des molettes de réglage du plateau. Je pense que c'est dans ce menu. Si ce n'est pas celui là, il devrait se trouver dans Motion. sans machin-touch, c'est soit en déplaçant le détecteur de fin de course Z, soit en réglant les molettes du plateau Comme ton CRtouch ne s'allume pas, c'est qu'il n'est pas alimenté en 5V. Sur cette photo, tu peux voir où se trouve le 5V et la masse (GND à gauche): Sur la carte-mère, la masse est à gauche et le 5V à coté (repéré "V"): Avec ces informations, tu devrais pouvoir vérifier si le câble est correct ou à modifier PS:
 1 point
1 point -
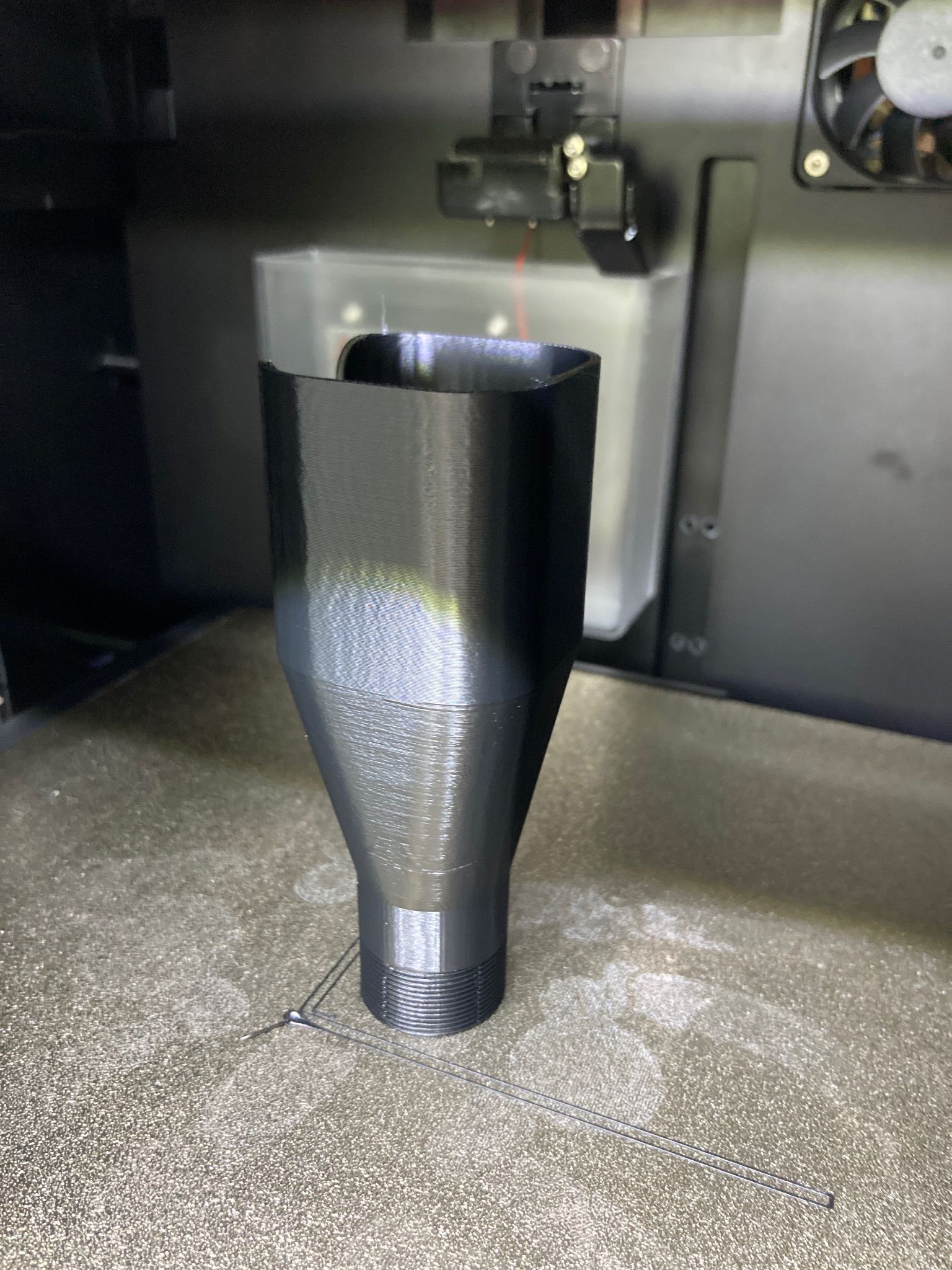
@V3DP tu verras sur la XMAX3 tu vas te régaler car c'est devenu encore plus simple. Même plus la peine d'imprimer à 120% et à ma grande surprise avec une buse durcie de 0.4 ça passe sans souci et sans brim, direct sur le plateau et pour des pièces avec un bon ration surface sur plateau / volume même plus besoin de colle. J'ai imprimé tant sur ma XMAX3 que sur ma Q1 pro du PA6, du PA12, du PA 6-66 et du PA11 même topo, elle est pas belle la vie un exemple de PA-CF qui démontre les qualités d'adhérence du plateau, la partie basse filetée est creuse
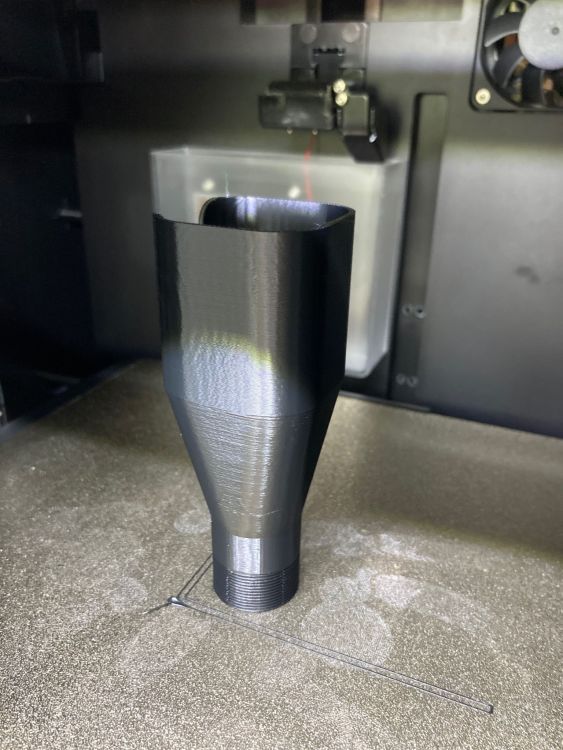 1 point
1 point -
esun fait partie des marques que j'utilise, convenablement séché ça s'imprime parfaitement. Je le mets à 85 degrés pendant 12 h. Après qu'as tu mis comme buse ? porte et capot fermés pendant l'impression.1 point
-
salut alors quelles sont tes températures, le PA-CF sur la i-fast il te faut mettre une colle, perso j'utilise de la Magigoo PA mais d'autres colles fonctionnes également. Au vu de tes photos, trop chaud sur le plateau et sur l'extrusion. As-tu sécher le filament avant d'imprimer ? avec le PA et ses dérivés c'est une nécessité1 point
-
Pas mal de nouveautés cette semaine chez les différents constructeurs et un cas d'usage d'impression3D titane chez les gorilles ! https://www.lesimprimantes3d.fr/semaine-impression-3d-435-20240505/1 point
-
Merci @PPAC, j'ai corrigé l'heure1 point
-
Ce matin j'ai un popup de MAJ mais rien de neuf dans le wiki1 point
-
Je viens de regarder sur la Nepture 4 plus on peut monter à 370 maxi après tu as la nappe de fil qui gêne... elle est annoncée pour 385mm Après tu peux peut être redimensionner tes pièces un ou deux centimètres de moins ne va sans doute pas gêner plus que ça ... et te faire économiser 100€ par rapport à la max La mienne je l'ai commandé directement chez Elegoo Europe https://eu.elegoo.com/ par contre le site Elegoo France n'est pas un site officiel c'est un revendeur1 point
-
Il faut que tu règles le débit, il n'est pas bon. Trop de débit. 3 - Calibrer le multiplicateur d’extrusion (débit)1 point
-
Salut les amis, Si vous vous intéressez à l'impression en couleur, j'ai fais un test du MMU3 (Multi Material Upgrade 3) sur ma chaine Youtube : Et j'ai aussi fait un article complémentaire (avec plus de détails et tous les liens) sur mon blog : https://arduiblog.com/2024/05/03/prusa-mmu3/1 point
-
bjr @souriceaux sur mes plateaux PEI, c'est le PETG et le TPU qui laisse des traces, ce que j'ai trouvé de mieux c'est l'alcool isopropylique mais ça demande un peu d'huile de coude surtout sur la face texturée. Je n'ai pas remarqué ce phénomène de traces avec les autres filaments (ABS, ASA, PLA etc etc) et quelque soit la température même au dessus de 100 degrés. La brillance revenant comme a neuf après ce traitement1 point
-
Tu veux conserver quel pseudo ?1 point