Classement




Contenu populaire
Contenu avec la plus haute réputation dans 04/06/2024 Dans tous les contenus
-
Comme je n'ai pas trouvé un présentoir pour une cinquantaine de capsules Nespresso Vertuo (nettement plus volumineuses que les précédentes "original"), me suis décidé à en dessiner un avec des plateaux pour les différentes tailles de capsules (café: 40 ml, 80 ml, 150ml et 230ml). Les pièces n'ont pas besoin de support, on peut choisir d'imprimer au choix les trois tailles de plateaux. L'assemblage se fait par une tige filetée en M6 et deux écrous. Ça n'a rien de beau, mais c'est très pratique. Il est possible d'ajouter des plateaux, mais avec cinq c'est environ de la même hauteur que la machine.
 2 points
2 points -
ça fonctionne j'avais effectivement une macro doublons M600 qui était dans mon fichier macro filament-runout-sensor.cfg2 points
-
Moi, c'est le petit fils qui me les prend (heureusement, je dois bien en avoir encore quelques uns dans les boites noires en stock ).2 points
-
du filament en peau de Bambi ? Assassin !2 points
-
@Motard Geek c'est pour que tu vois mes choix en café.2 points
-
Comme vous pourrez le lire dans l'article de Plastiques Flash, c'est la société Tereos qui va produire du PLA ,à base de Blé Français, en Seine Maritime dans trois ans. C'est Philippe DUVAL (un Saint Quentinois) qui depuis 1968 a développé la sucrerie d'Origny-Sainte-Benoite pour en faire second groupe sucrier mondial. En 2000 son fils a pris la direction des usines sucrières Brésiliennes du groupe. P. Duval s'est éteint en 2019. Tereos est également un acteur majeure de la production de bio-Ethanol en Europe et au Brésil. Je me suis un peu éloigné du plastique, mais cela me semble important de montrer qu'un Français a développé un groupe mondial en partant d'une seule usine coopérative dans un coin perdu de Picardie. Le connaissant un peu par des amis communs, je peux vous dire que durant toute sa vie cet homme n'a pas fait 35 heures par semaine, mais presque le double.
 2 points
2 points -
J'ai refait un cinquième bureau pour le laser XTOOL F1, Il est petit mais suffisant pour ce petit laser et ses accessoires. Le problème, en juillet doit arriver le nouveau XTOOL F1 Ultra avec son convoyeur et je me demande ou je vais les installer (il me reste un mois pour y réfléchir).
 2 points
2 points -
Salut, Est-ce que tu as essayé cette méthode? En passant, il existe des versions plus récentes de firmware, comme dans ce message, par exemple PS: moi, ce que je n'arrive pas à comprendre, c'est pour quoi faire? au final, tu vas réduire la surface d'impression alors que c'est le plus important, non? (avoir une surface d'impression la plus grande possible).1 point
-
Je n'avais pas eu le temps de finir la roue avant hier soir car il était tard... Le pneu avant 2WD est maintenant modélisé. J'ai aussi travaillé sur les roues arrières, incluant la jante, la bague interne utilisée pour fixer le pneu et le pneu arrière (utilisé à l'arrière du Doberman et à l'avant et à l'arrière pour le Lynx)... Le Lynx 4WD a des jantes avant un peu différentes des jantes arrières, mais j'aborderai cela en détail quand je m'occuperai du Lynx en CAD. La priorité est au Doberman pour l'instant...1 point
-
Sur https://www.crealitycloud.com/ il y des points ( genre si tu met le model + des photos + une description + un fichier d'instruction tu arrive a avoir ~ 25 points ) mais il en faut beaucoup pour avoir un truc en gros 1 cuvacoins ~=0.005 USD) et Creality Cloud a désactivé l'import depuis Thingiverse il y a plusieurs mois ... Sur https://cults3d.com/ il me semble qu'il n'y a rien comme avantage ( mais Cult3D peut importer automatiquement touts les modèles de ton compte Thingiverse et import les nouveaux modèles ajouté a ton compte Thingiverse automatiquement ) Sur https://www.printables.com/fr il y a des points (si beaucoup de téléchargement dans une période de 30 jours) (mais je ne sais pas si il y a d'autre truc qui font gagner des points sauf de publier des "Réalisations" des modèle des autres) Sur http://makerworld.com/ (il me semble mais a vérifier car je ne l'utilise pas beaucoup) qu'il y a des points si tu met le profil BambuStudio et si beaucoup de téléchargements Sur https://makeronline.com/ il y a actuellement ( attention ils changent les trucs qui permettent de gagner de points de temps en temps) des points ( 1 point ~= 0.05 USD ) 10 par modèle pour les 20 premier modèle que tu y met ( et normalement ils devrait un jours y avoir des points pour certain nombre de téléchargement des modèles publiés mais c'est pas encore activé ) Sur https://www.thingiverse.com/ il n'y a il me semble aucun avantage points ( le seul avantage c'est de pouvoir l'utiliser comme point de départ pour rapidement importer depuis d'autre plateformes) Sur https://thangs.com/ (je ne sais plus, mais Thangs a un super outils de recherche qui index les modèles des autres plateformes et où on peut utiliser une image pour faire une recherche (idéale pour vérifier d’après une photo de vignette d'un modèle, si un modelé est publié ailleurs si on veux par exemple vérifier que le modèle n'est pas volé)) Ajout > A toi de tester et de juger mais je trouve OrcaSlicer très pratique Là les "images" que tu a pour un certain nombre de points c'est des bon d’achats ou des bobines de filament donc c'est éventuellement un bon filon.1 point
-
Bonsoir RFN31, j'ai tout déposé et tout remonté et j'ai la bonne température qui s'affiche...?! merci pour ton aide et tes indications de vérification. bonne soirée Thibere78
 1 point
1 point -
Merci Isidon. Je check les MP et j'avais pas fais attention que tu avais répondu ici. Du coup je vais tenter avec ces paramètres en "Normal". Je ne vais pas prendre de risque. J'ai posté ailleurs parce que mes derniers prints ont foirés en partie... Les supports ont craqués, ils ont adhéré au plateau mais les prints sont restés accrochés à l'ACF donc ça à craqué au niveau des supports (moyens ou fins) malgré 3 réglages d'expositions différents. Bref c'est pas le sujet, de toute façon ça finira ma résine Elegoo standard v2 et je passe à la Jamg He après (avec des tests d'exposition cette fois ). J'essaye tes réglages et les modifierai si nécessaire en faisant mes tests avec la Jamg He. Merci pour la réponse et les infos1 point
-
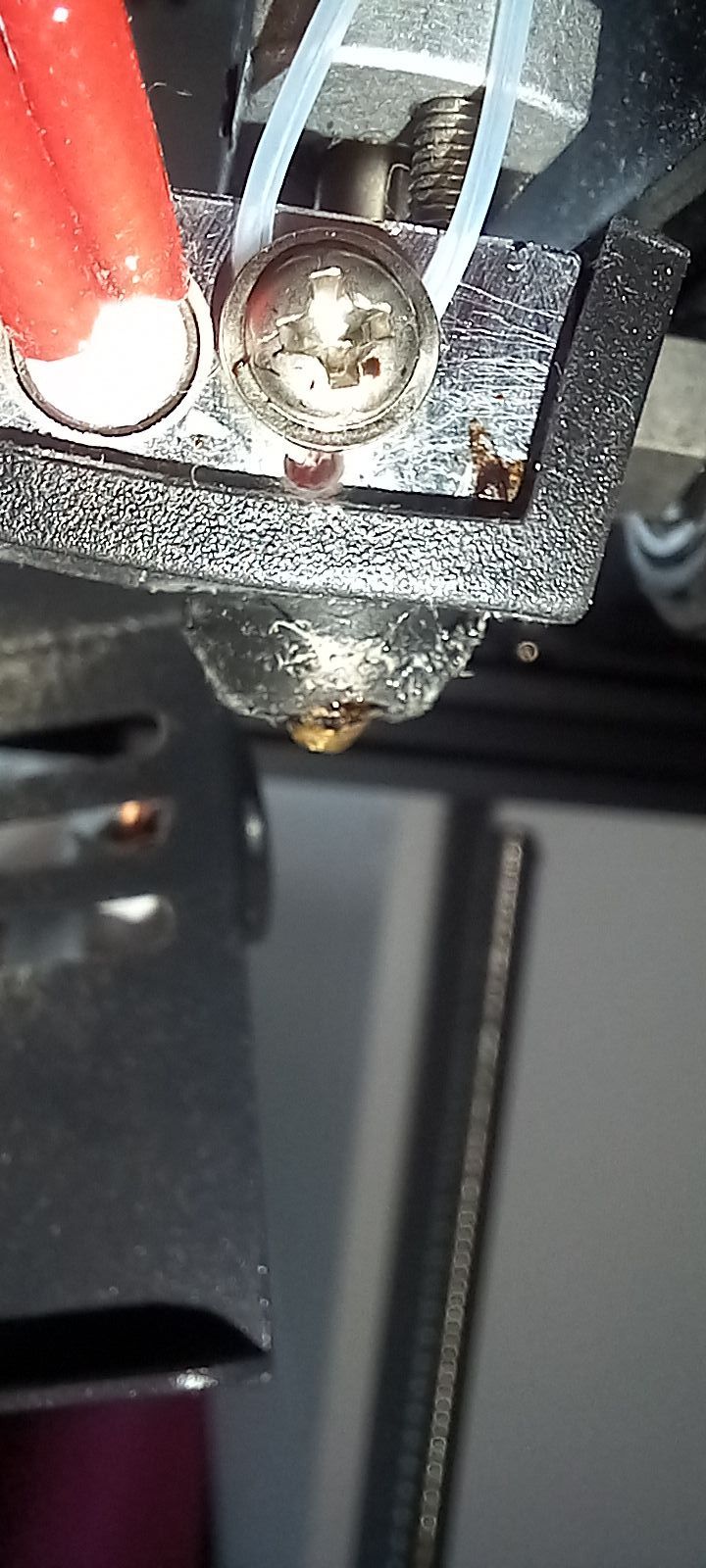
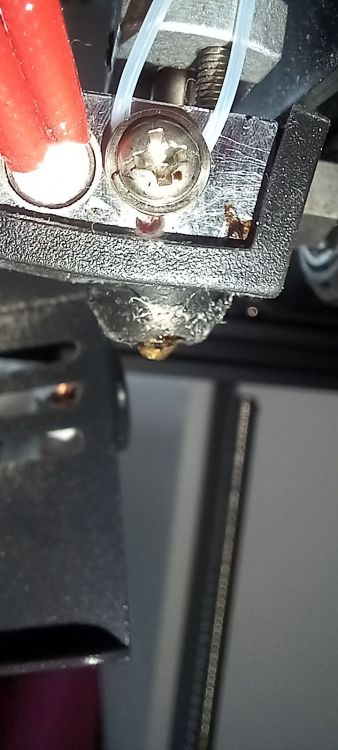
Bonsoir, -5°C, c'est que la thermistance est en court-jus : soit elle est morte, soit tu as trop vissé la vis de blocage et provoqué un court-circuit... PS : Le Perray-en-Yvelines ? je suis tout près...1 point
-
Salut pommeverte, nouvelle impression de Groot mais avec le trancheur sovol3D cura, impeccable plus de trace de manque de filament. J'ai réimprimé 2 autres piéces identique, un tube, avec Ultimaker Cura, surface impeccable sauf un un seul endroit ou il manque au méme endroit , aussi de la matiere.1 point
-
re pour 0.40 qui doivent donner 0.44 je vais reprendre mon cube demain et le sortir sans le haut et bas.... je commence a me mefier des stl tout fait.. apres verif c est bien 85,43%... peut etre la buse est un poil plus large... cette galere des reglages je comprend pk ya autant d imprimantes d occase !! au fait merci pour les gcode apparamment plus de pb de depart la je finit les steps... puis je m attaque au stringing... faut il imprimer une tour de temperature avant ?... j ai pas de soucis a 215 deg1 point
-
Salut, C'est pour mémoriser les paramètres spécifiques à ton imprimante, comme les pas/mm des moteurs, les PIDs, et, en effet, la matrice de correction résultant du palpage du plateau. c'est une opération à faire absolument après un flashage de firmware. Parfois c'est automatique, mais dans le doute, ça ne coûte pas grand chose de le refaire . Pour le "comme quand je l'ai reçue", ce n'est pas certain puisque tu as flashé un firmware qui est peut-être différent de l'original et qui ne sera pas modifié par le "reset usine". ça, je ne sais pas, mais tu te coucheras moins "bête" ce soir en tout cas1 point
-
Apparemment oui c'est marqué à côté Oui j'ai été regarder ça a l'air sympa, je vais sans doute me tourner vers cette solution qui sera moins prise de tête, je vais surveiller ça, avec l'âge j'ai moins envie de me prendre le choux Super ! Justement mon chat en avait un d'une précédente commande mais il a du passer dans l'aspirateur car on ne le trouve plus1 point
-
@PPAC a bien résumé la chose j'ai dans mon cas mes imprimante dans mon garage non chauffer, avec en hiver des température interne dans le garage qui descend a 7°C et pas de soucis avec le PLA pour l'impression FDM par contre PETG et ABS tu oublie ABS de tout façon demande un caisson de préférence, alors pour la partie chauffage du caisson c'est sur que c'est utile pour certain filament très technique mais pour l'ABS c'est pas forcement utile ma FlashForge 5M Pro n'en a pas et imprime l'ABS et ASA sans jamais de soucis et a la perfection. Pour l'humidité je suis en Seine & Marne l'un des département de France les plus humides, la cela varie grandement rien que sur le PLA j'ai des bobines qui te demanderont parfois d'être déshydraté tous les 48h en période humide, alors que d'autre sont a l'air libre depuis 6 mois et ne bouge jamais cela ne veut pas dire que le filament absorbe pas l'humidité mais que cela a peu d'impacte alors que pour d'autre c'est vite la cata, par exemple le SunLu HS Pla black je devrais le déshydrater tous les 48h, alors que le chromatik (filament FR de Dagoma) lui en restant 6 mois a l'air libre tu le charge dans l'imprime imprime direct et hop cela sort nickel sans problème. Donc un deshydrateur simple sera un investissement minimum utile, après tu peux aussi utiliser un deshydrateur alimentaire que tu modifié, ou prendre un deshydrateur pour 4 bobine comme Sunlu en propose c'est a voir.1 point
-
eryone e-sun ? (le trou dans la boîte y ressemble)1 point
-
Attention a ceci le PETG est une filament intéressant j'en pratiqué pendant longtemps n'ayant pas eu d'imprimante close et filtré pendant longtemps, mais par rapport a l'ABS y a des chose a savoir le PETG est un filament qui une tendance au stringing demande une impression lente. Par expérience j'obtient des impression bien plus propre en ABS, le plus l'ABS a des aspect mécanique supérieur au PETG dans certain cas mais aussi et surtout une transition vitreuse plus élevé ce qui permet de faire des pièces plus résistante a la température, L'ASA lui a un tendance a avoir des qualité équivalente avec un plus grande résistance au UV et condition externe extrême. Après cela dépend grandement de vos besoins sur les dites pièces aussi.1 point
-
Edit > Donc non. Toujours pas du ArianePlast (mais je vais allez vérifier on ne sais jamais ... non toujours pas )1 point
-
Ariane Plast ?1 point
-
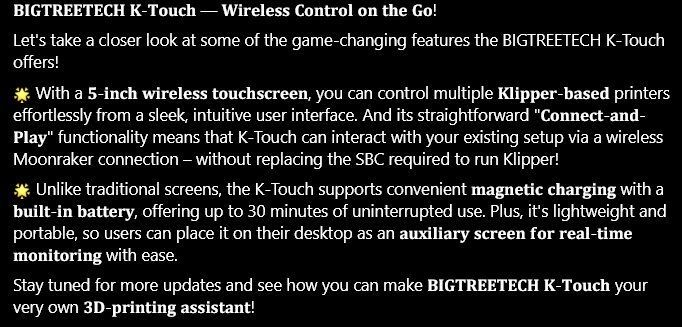
Peut-être, à condition que cet emplacement soit bien une connexion UART. Pour en être certain, il faudrait avoir le schéma électronique de la carte. Ensuite, avec un écran Nextion (que tu vas payer cher alors que les TJC sont des Nextion «Asie», la seule différence sera la langue du logiciel (Nextion=>anglais, TJC=>chinois) permettant de construire le firmware écran après avoir créé le fichier .hmi (créer tous les icones utilisés, ensuite créer tous les scripts déclenchant les actions, …). Bref, un gros paquet de travail alors qu'un écran tactile (HDMI) relié à un SBC genre RPi 0 v2 ou OrangePi 0v3 sur lequel serait installé Klipperscreen, 1) serait probablement moins cher, 2) bien plus facile et rapide à monter. Si tu es patient, Bigtreetech sort fin juin, un écran amovible 5" «spécial» Klipper, le K-Touch (semblable à celui qu'ils proposent déjà pour les Bambulabs, le Panda Touch) à un prix qui me semble raisonnable (≃60€). On peut le précommander mais actuellement, il y a peu d'informations (quelques posts FB). Son «gros» avantage est qu'il est livré avec le canard jaune
 1 point
1 point -
bonjour @chrislemire ta variation d'humidité sur une semaine est faible, c'est même plutôt stable en tout cas j'ai bien plus (presque du simple au double) par contre ta variation de température est plus importante que la mienne sur mes imprimantes avec caisson, sur certaines matière je rencontrais des difficultés bien que les bobines soient au préalable séchées et dans un boitier chauffant durant l'impression. depuis que j'ai des imprimantes avec chauffage actif du caisson, je n'ai plus ces problèmes, la température étant régulée et l'humidité constante. Dans le cas de l'ABS qui comme le souligne @PPAC est un matériau difficile, le caisson est chauffée à 55°C (ça tombe à 50°C dans les recoins du caisson) et l'humidité reste constante à 10% après préchauffage de 20 minutes quelque soit la durée de l'impression.1 point
-
Amazon ?1 point
-
La section téléchargement est de retour sur le site de Two Trees https://fr.twotrees3dofficial.com/pages/twotrees-download Apparemment il y a une nouvelle version du firmware la 2.0.2.17, aucune indication sur ce qu'elle apporte par rapport à la 2.0.0.21 sans doute des corrections de bugs, je vais l'installer ce soir et regarder ça1 point
-
Le prix annoncé officiellement sur le site
 1 point
1 point -
Salut Il y a quelques temps (12/2022) j'avais fait celui là : https://www.printables.com/model/53987-ethernet-rj45-clip-to-securerepairfix-broken-tab/comments/499526 Aucun souci et ça tient toujours. Après je ne débranche pas mes câbles tous les jours @+ JC1 point
-
Si tu ouvrais une issue, c'est sur le github de QidiSlicer qu'il faudrait éventuellement le faire Il y a déjà eu un signalement fermé par Qidi. Logique car Qidislicer + leur version modifiée de Moonraker ne rencontre pas le problème (dans les dernières versioin de leurs mises à jour des imprimantes, ils avaient ajouté à la racine du dossier perso de mks, plusieurs fichiers convertisseurs de format d'images (general.py, libColPic.so, tjc) => convertisseurs-images.zip Les fichiers de Moonraker modifiés => moonraker.zip Ma conclusion, que j'espère provisoire, après passage à une image de l'OS récente, plus Klipper et consort «officiels»: ne plus utiliser que des versions «standards» des trancheurs : Prusaslicer (on perd quelques fonctionnalités (pas de gestion de la chambre chauffée), Superslicer (toujours activement développé) ou Orcaslicer (si on aime son interface, ce qui n'est pas mon cas)) ne plus faire les mises à jour proposées par Qidi (de toute façon, il n'y a plus aucun scripts sur le nouveau système pour le faire)1 point
-
Salutation ! https://www.facebook.com/MakeronlineCommunity/posts/pfbid0enfnbQji48rpxubxrPZE7qU6Wz49Sm7zdnT6Vus22sK4kpqc7cqJJideArUe7MrUl Il s'agit donc de liker, partager le post et de faire un commentaire. Pour avoir une idée des kits Créatif d'Anycubic existant voir https://store.anycubic.com/collections/creative-kits (Edit > J'ai la chance d'en avoir gagné un. Et je l'ai déjà reçu via message privé et utilisé a l'instant pour prendre la variante "A02" d'un "Sunglasses Creative Kit" ) Bonne chance aux participants.

 1 point
1 point -
Euh alors les Driver 2130 sont des drivers de type SPI a la base, je t'aurais plus conseillé des 2226 par exemple. Après la Carte mère Ruby est bridé matériellement et impose par défaut pour l'utilisation de TMC 2208/2209/2225/2226 etc... de venir soudé des ponts sinon tes moteur tourneront a l'envers. Pour ce qui est du firmware tu ne peux pas venir indiqué plusieurs type drivers driver pour un même moteur, cela impose donc de reflasher un firmware qui gèrera les drivers utilisé, pour les 2209/2226 j'ai deja un firmware prêt pour la X2 que j'ai compilé pour des membre du forum. mais il te faudra faire la modification sur la carte mère (Artillery ayant bridé la carte en ne soudant pas de pin pour recevoir des cavalier de réglage des drivers)1 point
-
Oui c'est déjà pas mal Tu feras mieux la prochaine fois1 point
-
Mince t'es pas dedans1 point
-
Je crois qu'il n'y a plus de secret sur le fait que j'aime beaucoup les trucs rares, originaux et plus particulièrement les voitures avec un truc un peu spécial coté technique... Le Playtron Lynx a attiré mon attention pour certaines raisons dans le passé et j'ai eu la chance d'en trouver un NIB (boite abimée) à un prix que j'ai considéré acceptable... Il est complet, et je ne savais même pas qu'il y avait un pilote avec. Bon, il n'était pas sous la forme d'un kit mais il reste intéressant, et je suis vraiment curieux de le voir en pratique car vu les solutions adoptées, il se pourrait bien qu'il soit plus léger qu'un Marui Samurai au vu de sa transmission réduite à sa plus simple expression (et bien évidemment, je détaillerai tout ça)... Et comme j'aime travailler sur les variants d'un même chassis, j'ai aussi trouvé un Doberman incomplet et pas cher (c'est la version 2WD). La cible de se projet sera d'avoir au moins l'une des deux voitures roulantes, mais avec des pièces imprimées. Et je devrai probablement trouver un radiateur moteur car il manquant sur le Doberman... Et j'ai commencé aujourd'hui avec la jante avant du Doberman... Je comprends parfaitement pourquoi elle est faite de cette façon, mais en termes d'imprimabilité, ceal n'est probablement pas la meilleur façon de faire, ce qui veut dire que je ferait probablement un variant pour faciliter l'impression. Je n'ai pas encore démonté la roue arrière, mais je pense qu'elle doit être bien plus facile à imprimer...1 point
-
c'est une macro bateau que l'on retrouve un peu partout sur le net, perso sur la SK1 elle fonctionne très bien @PPAC a raison fait un test avec une pause sans passer par ta macro M6001 point
-
Le plus simple c'est de faire un essai et dans le pire des cas, tu auras perdu 4 euros.1 point
-
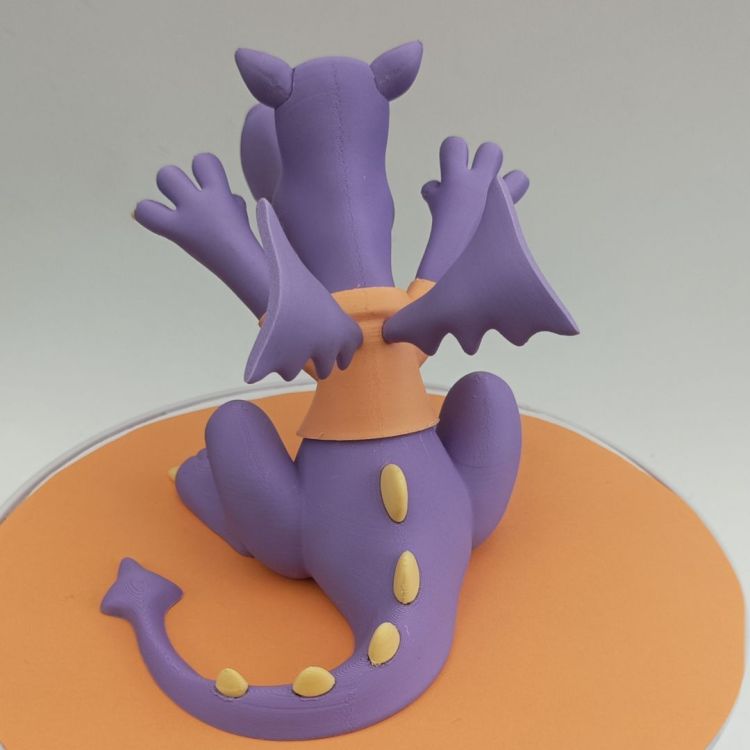
Bonjour à tous, Ma dernière création... Hauteur 12 cm, 32 éléments à imprimer. L'impression de la tête nécessite un support... Modèle disponible sur Cults3D (payant).



 1 point
1 point -
Bonjour, Ton problème est typique d'un mauvais remontage de la buse ou bouchage suite à l'usure (fonte) du bout du tube plastique PTFE. Pour changer la buse, il faut suivre la Titi procédure (j'ai rien inventé mais ça fait du bien de se faire plaisir) En premier avant d'utiliser la Titi procédure, il faut dégager la machine en Z assez haut pour pouvoir passer les outils et bien voir la buse. Sinon c'est galère ! En deuxième avant d'utiliser la Titi procédure, il faut lire la Titi procédure en entier pour être bien sure d'avoir compris la manip ! En troisième avant d'utiliser la Titi procédure, ne pas hésiter à poser des questions avant de tout démonter pour améliorer la Titi procédure Avis important : faire attention aux câbles de la tête Avis important: la Titi procédure n'engage aucunement Titi78 en cas de détériorations de votre matériel. Elle est décrite ici bien gentiment afin de vous dire qu'elle est aussi décrite dans la section tuto que vous n'avez certainement pas regardé avant de demander de l'aide mais comme le Titi est serviable il a écrit cette tartine pour aider l'imprimeur en détresse ! Voici donc la Titi procédure : 1- chauffer à 190-200° pour bien ramollir le filament et en faire sortir un peu par la buse en le poussant ou en utilisant l'extrudeur. Si votre tête est de type «tube PTFE traversant de part en part pour aller jusqu'au contact de la buse», passer directement au point 4 Si votre tête est de type «full metal», utiliser la méthode «cold pull» des points 2 et 3 2- chauffer à 100° pour avoir un plastique vitreux mais pas liquide et couper bien au ras de la buse le filament qui dépasse 3- enlever le filament en tirant dessus à la main un coup sec pour aspirer le plastoc mou et en sortir les résidus brulés 4- dévisser la buse (attention Sacha c'est chaud (et pas facile à dire vite) 5- enlever le tube plastique PTFE en libérant le pneufit (bague dessus à appuyer tout en tirant le tube) <EDIT / COMPLÉMENT> il arrive que le tube est tellement déformé qu'il ne peut pas sortir en tirant dessus. Dans ce cas il y a 2 possibilités : 5a- Enlever le tube ptfe du pneufit COTE EXTRUDEUR, libérer le pneufit du radiateur coté tète (bague dessus à appuyer pour déverrouiller) et Pousser le tube ptfe pour le faire sortir coté buse (enlevée à l’étape 4) . 5b - Enlever le tube ptfe du pneufit COTE EXTRUDEUR, Dévisser le pneufit du radiateur pour sortir le tube . 6- couper la chauffe, débrancher l'imprimante et laisser refroidir mais on ne démonte pas le heatbreak ni le bloc de chauffe du radiateur. 7- bien enlever toute trace de plastique fondu/carbonisé dans le bloc de chauffe ET à l'intérieur du tube de hotend ET sur la buse en extérieur car normalement le trou devrait être propre suite à l'étape 2 et 3. Faire attention à ne pas abimer les câbles de la cartouche de chauffe et de la thermistance qui sont dans le bloc de chauffe. pour enlever les traces de plastoc je fais passer le tube ptfe à travers le radiateur et si besoin comme tout est encore monté je remet en chauffe pour ramollir et nettoyer à chaud. On peut aussi utiliser la queue d'un foret de Ø 4 (ou 3.8 si on a) pour pousser les résidus coincé à la sortie du heatbreak. Éviter de rayer le heatbreak est préférable cependant comme le filament ne passe pas dans le heatbreak directement mais c'est le tube PTFE qui le traverse et qui guide le filament jusqu’à la buse, cela n'a pas de réelle importance 8- vérifier le bout du tube plastique et le recouper net et perpendiculaire (en cas de défaut cela provoque des fuites qui viennent se carboniser et bouchent la buse ce qui provoque ton problème). Pour cela il y a un outil de coupe sur thingiverse : https://www.thingiverse.com/thing:2436559 9- bien vérifier que tout est propre 10- bien vérifier que tout est propre sinon retour étape 7 11- remontage de l'ensemble en suivant la procédure décrite a partir de l'étape 12 (et pas autrement sinon ça ne marchera pas longtemps) 12- remettre le tube plastique sans verrouiller le pneufit (ne pas remonter la bague) pour qu'il soit a 2 mm de la sortie du bloc de chauffe. le but est de pouvoir revisser à la main la buse et quelle vienne s'appuyer sur le tube et le pousser en serrant. Comme ça le tube est bien en contact avec la buse . 13- visser la buse avec la clé mais pas à fond . if faut qu'il reste 1 mm de réserve de serrage. le but est de visser la buse pour qu'elle pousse le tube PTFE qui n'est pas bloqué 14- relever la bague de verrouillage du pneufit pour bloquer le tube. 15- serrer la buse avec la clé mais pas comme un bourrin pour ne pas casser le filetage dans le bloc de chauffe alu. Comme le tube est coincé cela le plaque contre la buse et permet l'étanchéité tube ptfe/buse. 16- penser à mettre un Merci en utilisant les icones (cœur blanc/bleu pour voir les icones Coupe blanche/violette pour dire Merci) en bas a droite de ce superbe message rédigé avec soin par un canari bénévole (et vole c'est normal pour un canari) Toute ressemblance avec d'autres tutos est normale. J'espère que ce message ne s'autodétruira pas avant plusieurs siècles et qu'il sera ajouté par @fran6p à la liste des tutos jamais lus de ce formidable forum! <Modération> C'est fait </fin> Pour compléter, un schéma indiquant précisément l'endroit (flèche rouge) où un incident se produira si le PTFE n'est pas totalement en contact avec la buse: Et pour que chacun parle le même langage, une représentation des pièces avec leur vocabulaire :

 1 point
1 point