Classement




Contenu populaire
Contenu avec la plus haute réputation dans 24/06/2024 Dans tous les contenus
-
En attendant le test de la nouvelle imprimante 3D Elegoo qui sort cet après-midi, voici notre hebdo de la semaine dernière avec, au programme, de l'impression 3D et 4D dentaire, biomédical et biosourcée, le test de la FLSun S1 et de l'Intelligence Artificielle. https://www.lesimprimantes3d.fr/semaine-impression-3d-442-20240624/3 points
-
Bonjour @Jorael, Bienvenue dans le monde QiDi. J'utilise ma XPlus3 pour imprimer pas mal de sujets et autres pour notre petite fille depuis le mois de décembre 2023. Toujours avec son système d'origine et à ce jour pas de soucis. Il est probable que je demande à mon fils lors de la fin de sa garantie la modification que @fran6p a expliqué sur un autre 'post'. ceci étant, il est possible de trouver ton bonheur ici: https://www.printables.com/fr/search/models?q=QIDI&o=latest2 points
-
Tu veux l'inviter à un diner ?2 points
-
Bonjour, Pour le changement de couleur, peut-être un changement dans la vitesse ? Car cela correspond à la hauteur de la zone où les 2 chats ne se touchent pas. Par exemple lorsque de j'ai imprimé un bateau "Benchy", sur la coque au changement de vitesse, la couleur a changé (elle est moins brillante dans la parte haute).1 point
-
Je reviens sur la Fantom La batterie que je compte utiliser est arrivée... J'ai finalement opté pour des Lipo HV. Probablement totalement surdimensionné si l'on considère le moteur 21.5T brushless, mais cela devrait me permettre plein de temps de run sur une seule charge... J'ai dessiné des extensions pour fixer la batterie qui seront posés autour du guide chaine... 2 vis M3x10 seront utilisées pour fixer ces pièces. La connexion de la batterie sera facile. J'ai fait la partie droite pour protéger la batterie de la chaine... J'ai lancé un print, et je testerai plus tard..1 point
-
Bonsoir, vous n’êtes pas le seul !! Impressionnant…. Je n’aurais jamais pensé que l’on puisse arriver à ce niveau avec TinkerCad1 point
-
Salut A titre d'info et pour un peu contredire ce que l'on peu lire sur les limitations de Tinkercad, vous pouvez regarder les réalisations de RobertusMmaximus sur Printables. Au début j'avais du mal à croire que c'était fait avec TinkerCad. Un collègue au travail ne modélise qu'avec ça ses pièces de réparation à imprimer en 3D Il y a aussi OpenScad qui permet de modéliser des pièces à partir de scripts. Pour ceux qui ont la fibre développeur c'est une bonne option Bon je retourne voir mon Fusion 360 préféré. Il va croire que je veux lui faire des infidélités @+1 point
-
Je pense que c’est la trace de son collier1 point
-
certes, mais d'expérience, même du réputé solide ne résiste pas longtemps à mon fils ... C'est d'ailleurs la raison principale de mes début en impression 3D1 point
-
@Wassingue que des bonnes nouvelles une anecdote pour illustrer le problème du Z, sur une impression je rencontrais des difficultés et j'envoie un email avec photo à Qidi, la réponse tombe le lendemain : baisser le Z de 0.04 ... je t'avoue que j'étais très dubitatif mais faute de comprendre ce qui se passait, j'ai suivi leur conseil et l'impression est sorti nickel1 point
-
Et hop, un p'tit déterrage ! Alors mes 2 problèmes sont réglés: Le problème de géométrie a trouvé sa solution dans l'achat d'un outil de mesure de la tension des courroies (merci @fran6p pour le tuyau). C'est aussi grâce à @V3DP que l'origine du problème a trouvé sa source... Moi qui suis plus habitué aux imprimantes du type Delta et autres "Bed slinger", je constate (et c'était déjà bien documenté par ailleurs) que sur une type "Core XY" la tension des courroies est capitale ! Je n'avais pourtant pas une énorme différence de tension entre la X et la Y, mais comme leurs longueurs sont bien plus importantes que sur les 2 autres types, les tolérances acceptables sont bien plus étroites... Bref, la géométrie est désormais parfaite ! Le problème de "sur-épaisseur" était bien un soucis de calibration de la première couche. Mais je n'ai pas vraiment compris ce qui s'est passé... En effet, me fiant à la valeur que j'avais depuis mes premières impressions (-0.92mm), j'ai bien essayé de revenir sur celle-ci, mais par petits incréments. Bon, il m'a fallu refaire une calibration compète (en fait plusieurs) pour obtenir une valeur satisfaisante. Comme j'avais pris l'habitude après chaque mise à jour du firmware de "bien accrocher" la feuille de calibration pour obtenir la bonne valeur à chaque fois, cette fois, il aura donc fallu que je laisse un peu plus "flotter" la buse sur cette feuille pour finalement obtenir une valeur qui fonctionne très bien: -0,050 ! Je ne m'explique absolument pas cette différence, mais force est de constater que ça fonctionne... Merci pour l'aide apportée par chacun et bons prints !1 point
-
les jantes, en général, j'imprime en PLA : y a assez peu de contraintes sur celles-ci... Bon dans le cas présent, quelque que soit le matériel, je doute que la jante eu résisté : c'est l'incidence à l'atterrissage combinée à la hauteur du saut qui provoqué le problème. On ne voit pas bien la hauteur, mais c'était clairement conséquent...1 point
-
non fanboy je pense pas vue qu'il l'a pas encore reçu sa bambulab , mais je pense qu'il a dis cela par rapport au premier retour de Isidon avec le soucis d'acheminement du filament, maintenant on en vois pas assez tua raison pour avoir un avis tranché. Par contre y a une chose qui m'inquiète plus j'ai vue un cas de fuite de matière chez un utilisateur que je n'explique pas vraiment vue que l'on a un système de buse intégrant le heatbreak on devrais donc pas rencontré de soucis de ce type ! Du coup y a t'il des soucis de d'usinage sur une série de buse/heatbreak ou le soucis serait autre.1 point
-
Avec aussi peu d'informations, déjà des conclusions (aurait-on affaire à un fanboy BB ?)1 point
-
oui le pontage MS1 et MS2 est le même sur les 2208 et 2209 sinon sans tes moteur géré par les 2209 tourneront a l'envers.1 point
-
18 vidéos en 4 mois, pour 100, il faudra patienter un peu moins de deux ans1 point
-
Merci beaucoup! Je me lance... Bonne journée1 point
-
ouaip c'es celle de guilouz et bien non car effectivement le bloc de chauffe custom est plus long, mais il n'est pas impossible que l'ancien proprio laissait la calib se faire comme ça, en soit ça ne devraitr pas poser de problème (buse froide par contre attention) tu à mis le bon, triangle lab font ou fesait aussi une carte mère compatible je crois, ça doit venir de là. au fait pour rappel : l'extrudeur ne changerait rien dans le firmware ç'est de l'analogique (une sonde de temp et une thermistance)1 point
-
Bonjour, Pour le cou, pas d'idée... désolé. Mais le reste est nickel !1 point
-
suivant la façon dont sont réglés les tendeurs au montage tu peut avoir un nombre de dent différents entre les courroies et c'est une vrai problème. Vu que tu n'as changé que la tête et les courroies ... le problème vient - normalement - d'un de ces deux points.1 point
-
Oui c'est nouveau, c'est pour grimper au mur et puis c'est dimanche et je n'avais pris que 3 cafés...1 point
-
tu es sur la bonne voie et c'est que le début ...1 point
-
Ce week-end, pas d'évènement, un temps pas idéal, donc c'est le moment de se lancer dans une build (j'étais pas motivé pour faire de la modélisation, ça m'arrive de temps à autres)... Mon fils s'étant accaparé ma Fantom, j'ai attaqué sa remplaçante... Fantom EP 4WD EXT en version Gold 60eme anniversaire Kyosho. Elle sera équipée différemment de la Fantom avec un moteur Brushless 21.5T et un ESC Kyosho Le Mans. Le montage ne prends pas bien longtemps... J'ai du m'arrêter là pour plusieurs raisons, la première étant que j'ai besoin de la batterie pour finaliser l'installation de l'électronique. J'ai commandé une batterie, elle arrivera lundi. Le récepteur prendra certainement place au dessus du servo de direction ou derrière l'ESC. Ce petit laps de temps avant l'arrivée de la batterie me laisse le temps de faire de nouvelles pièces adaptées à ce chassis un poil différent de la version standard qui n'a pas l'amortisseur sur le bâti moteur arrière... Au programme : revue du bumper avant, modification du support de leds arrières, et guide chaine/fixation batterie différent... Le bumper dans sa version précédente avec cette carrosserie légèrement différente ça donnait ça: Je pourrais m'en contenter, mais cela ne me convient pas... J'ai donc modifié le design pour obtenir ceci : Une fois imprimé cela donne ceci : et cela rentre parfaitement dans la carrosserie J'ai ensuite modifié le support de leds arrière : ajout de trous oblongs et évidement pour tenir compte de l'amortisseur ajouté sur la version EXT. J'ai aussi ajouté deux échappements, la partie arrière de la carrosserie étant prévue pour être découpée... Une fois imprimée cela donne ceci... Et la vue arrière donne ceci : J'ai aussi revu mon guide chaine. Il permettra de fixer des extensions pour positionner et bloquer la batterie sur les cotés. Les extensions seront faites en plusieurs versions pour permettre l'utilisation de différentes batteries... La suite devra attendre la livraison de la batterie...1 point
-
Perso je suis agréablement surpris, pour un filament à ce prix il est vraiment très bien même à haute vitesse il me fait penser à du filament high speed1 point
-
Bonjour, 1ère chose nettoyage de la plaque PEI sous l'eau bien chaude et du produit vaisselle puis essuyage avec une feuille en papier d'essuie tout. Plus l'eau est chaud moins tu auras à essuyer. Met le plateau à 65° et 40mm/s pour la première couche. Et tu peux ajouter une bordure si ta pièce est large.1 point
-
J'ai fini par y arriver
 1 point
1 point -
Tu n'as pas essayé en allumettes ?1 point
-
BONNE NOUVELLE Avec cette version tout est rentré dans l'ordre. la dernière version de Artillery ne semble donc pas au point. je l'ai pourtant flashée dans deux EMMC différentes avec succès selon BalenaEtcher. Y a-t-il l'un de vous qui l'a mis à jour et qui fonctionne? Est-ce que c'est la version avec Mainsail installé en plus de Fluidd. Je pense qu'il me faudra aussi mettre à jour le fichier printer.cfg. Il y a encore probablement quelques opérations à faire pour avoir une machine au top. Malgré ces problèmes ce fut pour moi une très enrichissante expérience. Il y a encore pas mal à apprendre et c'est motivant. En tout cas je ne peux que vous remercier tous pour vos aides et suggestions.1 point
-
Pour alimenter le sujet, une petite anecdote à propos du PLA ; j'ai fait un bouton de sonnette qui se trouvait à l’extérieur bien évidement. Il a résisté plusieurs années jusqu' à peu... En l'ouvrant j'ai découvert qu'une partie avait été rongée à l'intérieur ! Soit les fourmis apprécient le gout, soit le PLA ne résiste pas à l'acide formique !1 point
-
Et nous faire un nmap pour voir les ports ouvert ( genre un "sudo nmap -Pn -p- <IP>") ? Bon sinon j'ai passé commande même si je n'avais pas suffisamment de carte-cadeau pour l'avoir gratuitement ( à ce prix-là, je pense que je ne pourrais pas être déçu même si ce n'est pas encore au top niveau software et qu'il y a des petits défauts matériels )
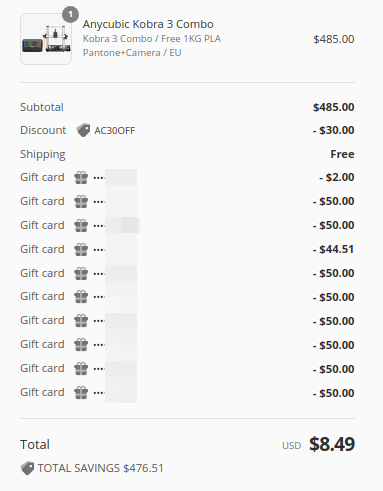 1 point
1 point -
En général, je préfère redessiner une pièce récupérée en STL que d'essayer de la modifier et d'y passer des heures, sauf quand la modif est simple et peut ce faire directement dans le slicer.1 point
-
Je pense que sur les Qidi il y a la modification de la hauteur du Z à la volée pendant la première couche, fait un test en modifiant cette valeur, je pense que c'est trop écrasé ou alors ton PEI est sale Pour le défaut d'équerrage je ne sais pas si c'est possible que ton axe X ne soit pas d'équerre (perpendiculaire) avec ton Y mais ça vaudrait peut-être le coup de vérifier...1 point
-
Sujet en cours d'élaboration ( ne pas hésiter a partager vos, complément d'informations / astuces / corrections / questions, via un commentaire ) Si on ne retrouves pas sur le plateau, les "couches sur-exposées"/"burn layer" ou "couches de bases"/"bottom layer" mais sur le FEP (membrane plastique transparente) dans le fond du bac de résine (VAT), (TODO ajouter des photos d'une fin d'impression où il n'y a rien sur le plateau et seulement les couches, dans le font du bac de résine, encore collé sur le FEP.) Alors, le plus souvent, c'est l'ajustement du plateau a refaire. On parle de couches de 0.05 mm de hauteurs donc lors du serrage des vis lors de l'ajustement du plateau, il faut garder une main qui appuie fermement mais pas trop non plus, sur le plateau. Serrer les vis en plusieurs fois ( et en croix si il y a plus de deux vis ) sinon lors de se serrage le plateau peut se relever sur un coté ou coin. Personnellement je n'utilise pas la feuille fourni pour l'ajustement du plateau mais je préfère le faire directement et délicatement avec le VAT en place. Pour cela regarder le guide de J3DTech https://docs.google.com/document/d/1Z8fkzOxEgI9sOTwDKI6CeblpnuP4V8ayYVwZrYGmo44/edit ou la vidéo suivante ( de la chaîne YouTube de J3D Tech https://www.youtube.com/@J3DTech ) "All you NEED to know!! to get started with 3D Printing!" https://www.youtube.com/watch?v=llQN-70i36M Autres pistes La résine ? Préférer commencer avec une résine "basic" ou "standard" car certaine résines sont plus délicate a faire adhérer ( certaine résines "lavable a l'eau"/"water whashable" serait plus difficiles a imprimer et peuvent vieillirent plus vite) Toujours bien secouer la bouteille de résine, ou bien mélanger la résine dans le VAT avant de l'utiliser ( sédimentation et création de phases liquide en moins de 12h pour certaine résine) La température de la résine peut influencer. Souvent les recommandations sont pour une température de la résine et de l'environnement d'impression de 25°C. (Le plus souvent il suffit d'augmenter la durée d'exposition pour compenser une température en dessous de 25°C. Je dirais de l'ordre de 0.5s par 5°C de différence pour une résine standard. Sinon le fait de réchauffer la résine (bouteille de résine laissé dans un bac d'eau chaude ... ) avant de l'utiliser peut aider) Éventuellement la résine UV utilisé qui a mal vieillis ou un défaut de lot. ( Et là si la résine est partiellement polymérisé alors elle n'est plus utilisable. Sauf éventuellement mais sans garanties, en la mélangeant en petite quantités (que l'on aura filtré par précaution) avec une autre résine que l'on sais encore bonne) Le plus souvent (après l'ajustement du plateau), la durée d'exposition des "couches de bases" a ajuster/augmenter pour la résine utilisé. ( En principe la "durée d'exposition des couche de bases", est de l'ordre de ~ (10 x "la durée d'exposition des couches normale") et avec un écran de masquage monochrome la durée d'exposition des couche de bases ne dépasse pas les 60s sauf résines "spéciale" mais avec un écran de masquage RGB là cela peut dépasser 60s ) Prendre le temps d'aller regarder sur le site du fabricant (section supports ou sur la fiche produit) les recommandations pour la résine utilisé. Exemple : Elegoo https://www.elegoo.com/blogs/3d-printer-user-guide/elegoo-printers-resin-setting-sheet Anycubic https://www.anycubic.com/blogs/news/resin-settings-for-anycubic-3d-printers Siraya Tech https://siraya.tech/pages/support ... L'état du FEP ? Vérifier que l'on a bien enlevé un éventuel film de protection du FEP à l’intérieur du VAT. Et vérifier l’état du FEP, qu'il ne se trouve pas trop abîmé / rayé / denté / .... Éventuellement la tension du FEP peut être a vérifier. La fréquence de résonance du FEP ( mesuré avec une application de smartphone comme "Spectriod" ou "Spectrum analyser" ou pour accorder les instrument de musique ) monté sur le VAT doit être de l'ordre de 450Hz (mais cela peut varier selon la machine / taille du VAT, type de FEP ) et je dirais que en dessous de 350Hz le FEP est probablement insuffisamment tendu. L'état du plateau ? Aussi, il peut arriver que certain plateau ne soit pas ultra-plat, donc vérifier que la surface d'impression du plateau se trouve bien plane et n'est pas convexe ou concave avec un réglet plaqué sur le plateau et une lumière rasante. En dernier recours un ponçage fin sur un plaque de marbre ( bien plane) peut permettre de créer des micros rayure sur la surface du plateau pour augmenter l’adhérence. La puissance de la source UV ? Avec le temps la puissance de la source UV peut diminuer. (Les LED UV perdent en puissance et il faut donc compenser en augmentant le durée d'exposition ) L'écran LCD de masquage ? Faire un test d'exposition ou une impression a vide (sans bac de résine ni le plateau en place) pour vérifier le bon fonctionnement de l’écran de masquage ( avec seulement une feuille de papier sur l’écran de masquage pour bien voir le motif exposé mais ne pas se prendre pleins d'UV dans les yeux. ) Le liaison "corps du plateau / manche du plateau" ? Bien faire attention a la manière dont on tien le plateau quand l'on décroche l'impression de celui-ci, il ne faut pas forcer sur le manche du plateau lors de la manœuvre, car sinon cela risque de faire bouger la liaison "corps du plateau / manche du plateau" et alors il faudra refaire l'ajustement du plateau... Les liaison de type rotule ( avec seulement deux vis ) sont semble t'il, plus sujet a des défauts de fabrication (ne se bloque pas suffisamment) et serait aussi plus fragile et peuvent contre intuitivement être abîmé et ne plus pouvoir être verrouillé si l'on a trop forcé les vis de serrage.1 point