Classement



Contenu populaire
Contenu avec la plus haute réputation dans 27/06/2024 dans Messages
-
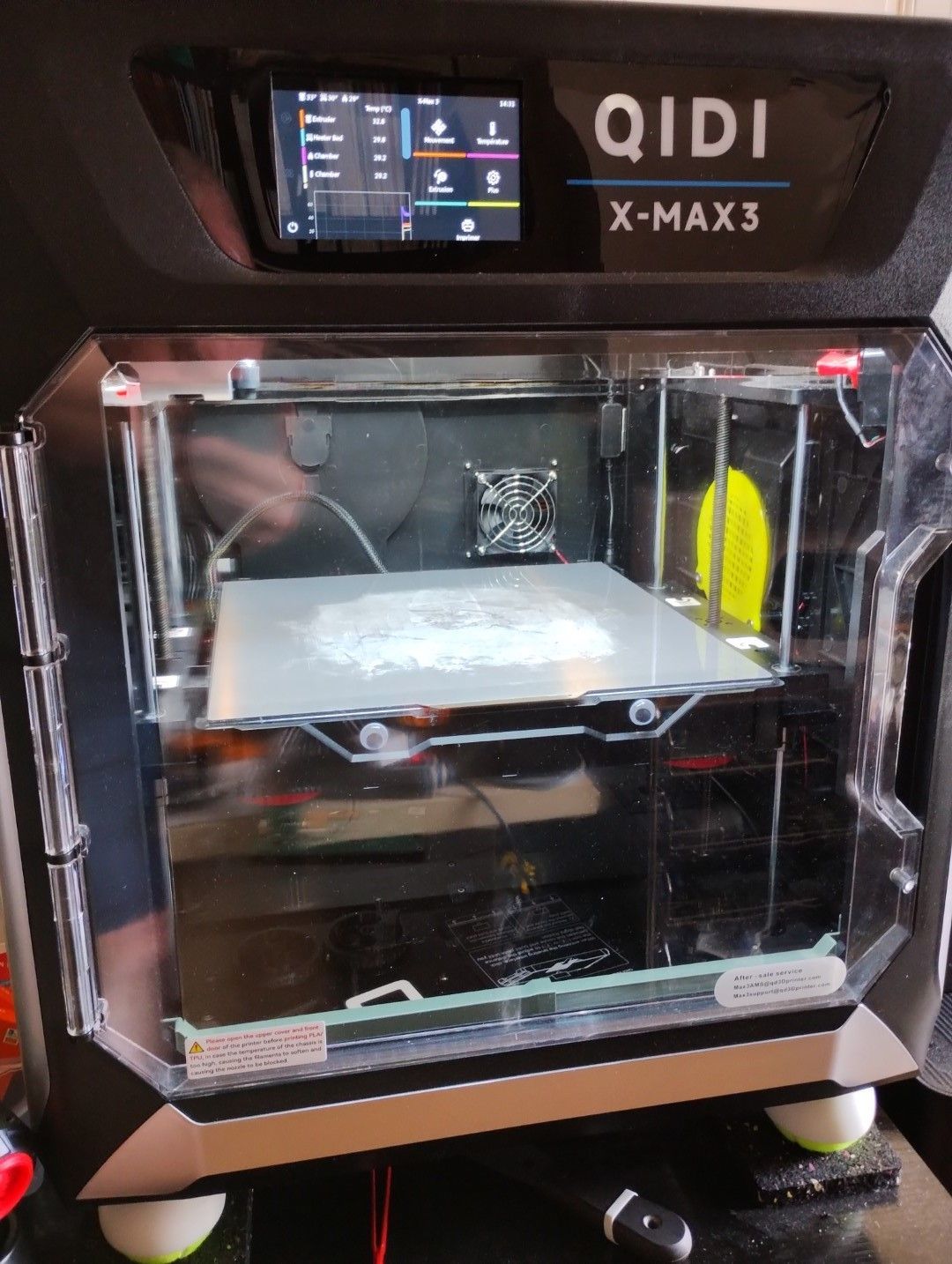
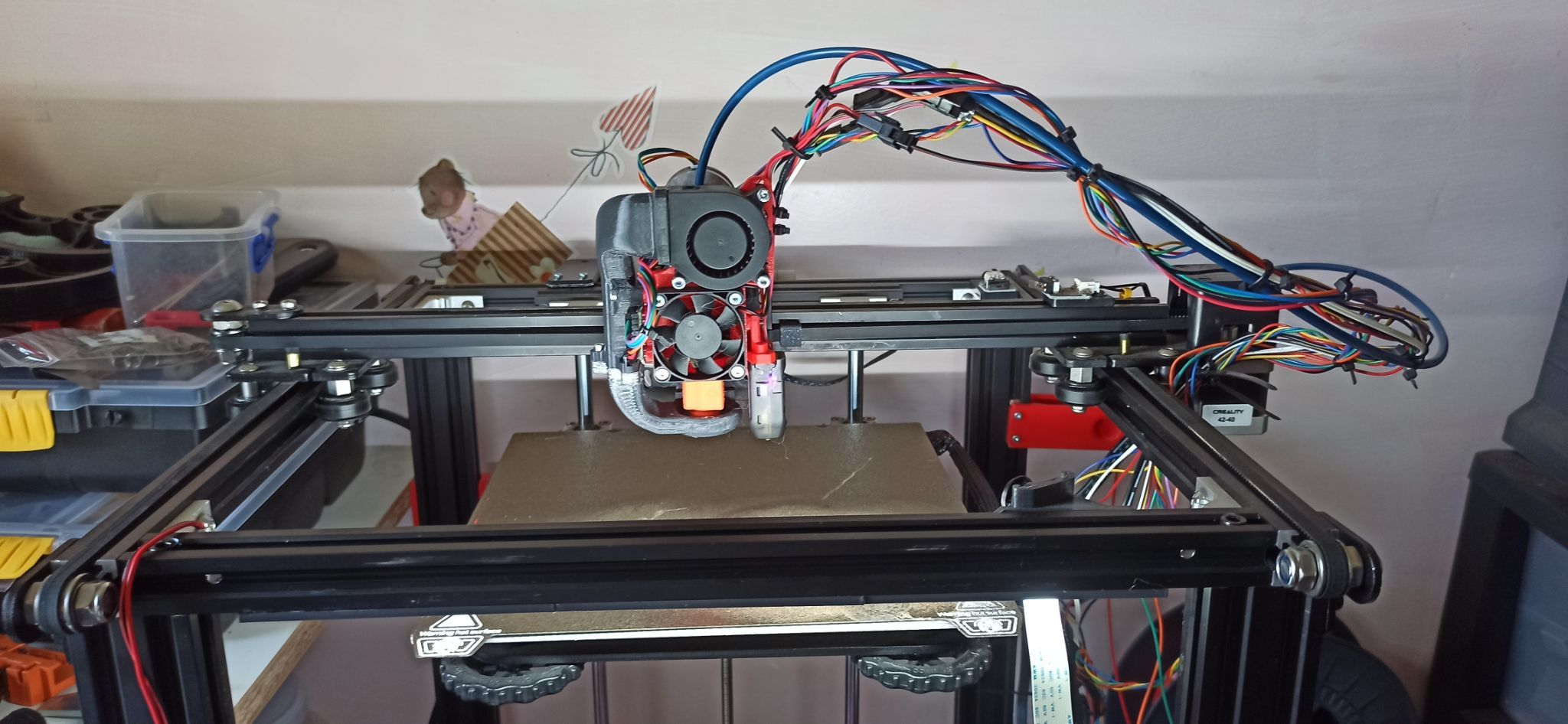
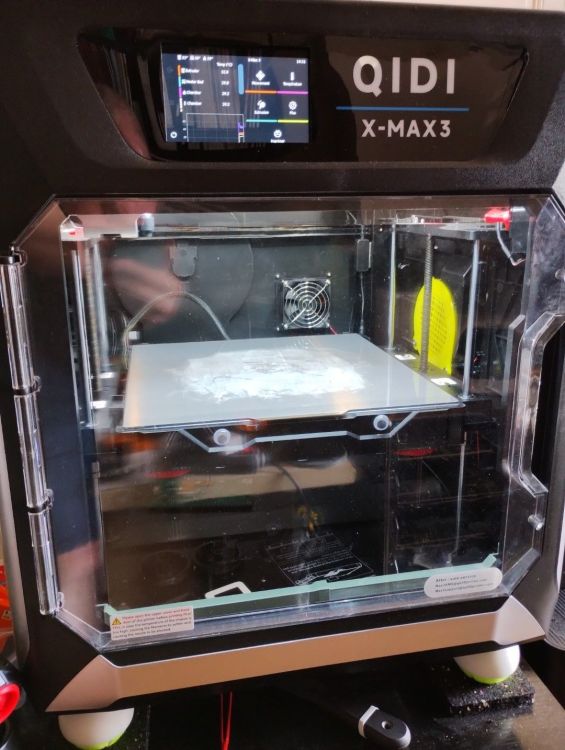
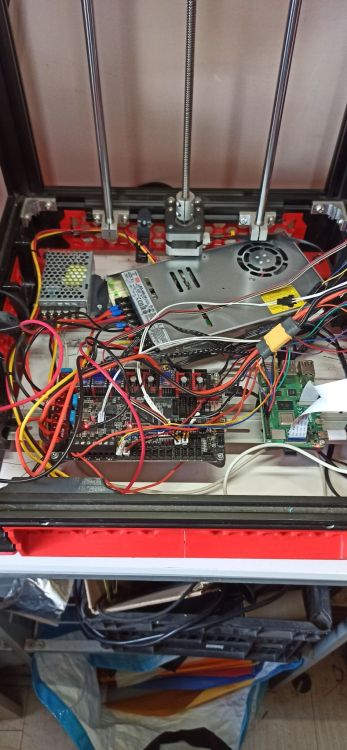
Je ne crois pas avoir encore vu de réplication en dehors des USA de l'ingénieuse machine de Nick Wilson, que cet Américain a inventé en 2023 et présenté entre autres sur Reddit et sur YouTube : Je vais donc traduire ici en français le post que j'ai moi-même publié aujourd'hui sur Reddit à propos de (sauf erreur) la première version européenne – en tout cas française – présentée publiquement de sa machine, que je suis en train de réaliser dans mon atelier. Il y a en effet quelque subtilités par rapport à l'originale : la tension du secteur (il utilise une pompe 120VAC et des boîtiers de filtre introuvables de ce côté-ci de l'Atlantique, j'ai donc adapté avec du local). Il y a ainsi trois différences principales par rapport à la machine de Wilson. Ma version a les caractéristiques suivantes : Très faible encombrement Équipement spécifiquement européen Réacteur à UV plus gros et plus puissant Pièces custom additionnelles imprimées en 3D (FDM) en rapport avec les points (1) (2) et (3) Mais avant toute chose, je vais répondre tout de suite aux deux principales questions que vous vous posez sans doute : Quel est le but et le fonctionnement de cette machine ? La machine de filtration de l'IPA permet, comme son nom l'indique, de filtrer et de recycler l'IPA (alcool isopropylique 99%, également appelé isopropanol, comme vous le savez déjà sûrement) ayant servi au nettoyage de la résine non polymérisée recouvrant les pièces sortant fraîchement d'une imprimante 3D SLA/MSLA. Habituellement, cet IPA se retrouve rapidement souillé par la résine liquide en suspension qui l'opacifie et le rend moins efficace – jusqu'à sa totale perte d'efficacité. Il faut alors le jeter (en déchèterie, car la résine est toxique notamment pour la vie aquatique) et le remplacer par de l'IPA neuf, ce qui est compliqué et assez onéreux à la longue. Jusqu'ici, alternativement à cette nouvelle méthode, certaines personnes tentent généralement de séparer l'IPA clair de l'IPA souillé en forçant la polymérisation et la précipitation de la résine en suspension en laissant le bac de wash en plein soleil, ce qui forme en effet une sorte de blob gélatineux informe qu'on peut tenter de filtrer avec plus ou moins d'efficacité en transvasant le contenu d'un bac à l'autre, ou en aspirant le volume clair d'IPA en surface. D'autres utilisent du flocculant pour piscine, qui provoque la même chose plus rapidement, mais qui a l'autre inconvénient de souiller la résine par des sels d'aluminium. Le fonctionnement de la machine : une pompe à diaphragme (synonyme : à membrane) aspire l'IPA souillé depuis le bac de wash, via des tubes souples en silicone transparent – ne pas utiliser de PVC, qui craquelle au contact prolongé avec l'IPA ! On peut utiliser alternativement des tubes transparents en PTFE, mais ce matériau est plus rigide que le silicone et il y a un doute quant à sa transparence vis-à-vis des UV (selon les versions). Les UV, mais quel rapport ? J'en viens au second dispositif de la machine : la pompe envoie l'IPA souillé dans un "réacteur toroïdal" qui consiste tout simplement en une bobine faite du tube de silicone faisant 5 tours sur lui-même (tout en bas dans l'image jointe). Cette bobine toroïdale est elle-même entièrement enveloppée par un serpentin de rubans à LED UV qui en font tout le tour de manière hélicoïdale. J'ai oublié de préciser que dans ma version, contrairement à celle de Wilson, la pompe fonctionne en basse tension (sous 12VDC, tension ce que je trouve plus sécuritaire quand on joue avec du liquide) de même que les deux rubans LED (à la même tension): tout cela est raccordé en parallèle à la même alimentation de 12VDC en sortie fonctionnant en entrée sur secteur à notre tension européenne de 230VAC. La lumière UV aide la résine en suspension liquide passant dans le réacteur à polymériser et à précipiter. En sortant du réacteur, l'IPA est toujours souillé par la résine, mais celle-ci est désormais partiellement polymérisée, même si toujours en suspension colloïdale. Le liquide déboule dans un premier filtre micrométrique (1 micron) qui capte les plus gros morceaux, puis passe dans un second filtre (0,5 micron) qui capte les morceaux les plus petits. L'IPA ressort de ce second filtre (à gauche dans l'image) et retourne dans le bac de wash. On laisse la machine tourner ainsi en boucle pendant une vingtaine de minutes (la résine passe donc plusieurs fois dans le réacteur à chaque "tour", jusqu'à être progressivement captée dans sa quasi totalité par les filtres) : l'IPA initialement souillé et opaque dans le bac redevient propre et clair au bout de quelques minutes ! Inconvénients vs avantages L'inconvénient majeur est le prix de la machine : 250 euros TTC environ, sans compter le meuble autour. C'est du DIY, il faut donc aussi la monter soi-même bien évidemment, mais cela n'est pas bien compliqué. Enfin, l'ensemble prend une certaine place (même si comme le verra ci-dessous, j'ai optimisé l'encombrement au maximum). Le coût principal provient de la pompe (60€) suivi des porte-filtres (40€) et des LED (25€) et enfin des raccords passthru de part et d'autre du couvercle de la wash (20€). En se passant de ces derniers, de l'interrupteur connecté, et en choisissant une source UV avec deux fois moins de LED (ou un seul ruban au lieu de deux), on peut déjà économiser 50 euros ou davantage. Ça peut paraître cher pour certains, mais ça ne l'est pas. En faisant le calcul en tenant compte du coût au litre de l'isopropanol (ici je prends pour l'exemple un bac de wash contenant 10 litres d'IPA), on se rend vite compte que la machine est amortie au bout de seulement quatre aller-retour en déchetterie ! Qu'on ne fait donc plus. Et on est gagnant par la suite. Un filtre PP cylindrique de 10"×2.5" à remplacer, c'est grosso modo 2€ seulement à l'unité sur AliExpress. Encore moins cher si vous les achetez en volume. Du fait de leur caractéristique solide, de leur taille et de leur poids réduits, ils sont aussi beaucoup plus simples à aller jeter en déchetterie, par rapport à un bidon de 10 litres d'alcool ! Concernant la fréquence de remplacement de ces filtres, je n'ai pas encore de réponse quantitative. Mais Nick Wilson indique avoir passé plusieurs kilos de résine dans sa machine sans que ses filtres ne montrent la moindre faiblesse. C'est donc efficace et bien pensé. [EDIT: Nick Wilson vient de me confirmer que depuis un an, il a passé plus de 20 kg de pièces en résine dans sa machine et qu'il n'a toujours pas eu à changer un seul filtre !] Un autre avantage à ce propos, c'est que la machine indique d'elle-même quand les filtres doivent être remplacés ! Car la pompe est limitée à une pression de 45psi. Lorsque les filtres sont saturés, la pompe ne parvient plus à pousser l'IPA à travers la tuyauterie, la pression dans les tubes grimpe jusqu'à la valeur-seuil, et la pompe se met en sécurité et s'arrête. C'est le moment où l'on sait qu'il faut changer les filtres. Quand je vous dis que cette machine est ingénieuse ! On comprend qu'il est important de ne pas choisir une pompe à haute pression, au risque de ne pas avoir cette sécurité et cet indicateur, et voir sa machine exploser et en foutre partout… BOM (nomenclature) 5 mètres de tube silicone souple transparent, section 12×18mm [AliExpress] 1× pompe à diaphragme VEVOR 12VDC ref. DPHC-T42 (45PSI) [directement sur le site Vevor FR] 2× ruban à LED UV de 5 mètres, 120 LED par mètre, 12VDC, waterproof (à enrouler en serpentin hélicoïdal autour de 3,20 m de tube silicone clipsé circulairement dans le support de réacteur à UV dédié, imprimé en 3D. J'ai calculé la section et le diamètre de ce tore en silicone précisément pour que la bande de LED UV de 2×5 mètres s'adapte autour de manière parfaitement jointive au niveau du col intérieur (au poil de c.. près © Isidon) [AliExpress] 2× porte-filtres EIGER 10" à raccords femelle ½" BSPP en laiton [Amazon] 1× filtre PP de 10", maille 1 micron [Amazon ou AliExpress] 1× filtre PP de 10", maille 0,5 micron [Amazon ou AliExpress] 1× mamelon MM ½" BSPP en laiton (pour raccorder les deux porte-filtres entre eux – attention, bien des mamelons ont un filetage trop court de part et d'autre ! Non seulement l'étanchéité est alors mal assurée, mais si vous prenez un mamelon court, les deux porte-filtres seront vissés de manière si rapprochée que vous ne pourrez plus visser ou dévisser leur capot… [Amazon ou AliExpress] 4× raccords coudés barbés vers ½" BSPP en laiton (2× mâles pour les porte-filtres et 2× femelles pour la pompe) [AliExpress] 2× raccords "bulkhead couplings" en acier inox ½" NPT, munis de joints plats (ce sont les raccords qui s'adapteront sur le capot de votre wash et y resteront à demeure) [AliExpress] 2× paires de raccords rapides MF prévus pour le brassage de la bière (homebrew) barbé vers ½" NPT (pour raccorder ou détacher puis déplacer facilement le grand bac de l'Anycubic Wash & Cure 3 Plus) [AliExpress] 6× collier de serrage en acier inoxydable avec attache à vis [AliExpress ou GSB] 1× ruban PTFE de plomberie [AliExpress ou GSB] 1× cale custom imprimée en 3D permettant de fixer la pompe à cheval sur l'un des supports de porte-filtre (obligatoire pour que l'ensemble de l'équipement puisse être casé dans la hauteur impartie) 1× alimentation 240VAC vers 12VDC de 300W [AliExpress] 1× module Sonoff MINIR4M compatible avec le protocole Matter [Amazon ou AliExpress] 1 mètre supplémentaire de tuyau en silicone transparent un peu plus fin (section 12×14 mm) est nécessaire pour l'intérieur du bac de wash [AliExpress] Des vis à bois adaptées Tout cet équipement est fixé à une tablette verticale en bois située en arrière-plan (étagère IKEA UTRUSTA ref. 102.056.09) facilement amovible grâce à deux poignées (IKEA GUBBARP ref. 003.364.32) placées de chaque côté, et du fait qu'elle est fixée au panneau arrière du meuble étroit IKEA METOD (ref. 302.056.32) à l'aide de 2 crochets personnalisés imprimés en 3D et vissés dans la partie supérieure arrière de la tablette. Tout (y compris le grand bac de wash) tient à l'intérieur de cette armoire étroite au millimètre près avec la porte fermée. Mentions complémentaires et SÉCURITÉ Les raccord en "passage de paroi" (bulkhead couplings) associés aux raccords rapides de type homebrew ne sont pas obligatoires mais ils apportent de la praticité d'une part, et de la sécurité d'autre part. En effet, ils permettent de maintenir le couvercle du bac de wash hermétiquement fermé pendant tout le fonctionnement de la machine (empêchant toute vapeur d'IPA de sortir et d'atteindre les composants électriques - CE POINT EST EXTRÊMEMENT IMPORTANT. Le seul risque dans ce système, c'est que des vapeurs concentrées d'IPA entrent en contact avec des pièces sous tension à proximité, et s'enflamment. Il n'y a aucun risque à l'intérieur de la machine elle-même, car la pompe est équipée d'une membrane en santoprène (un matériau adaptée à l'IPA, de même que tous les autres matériaux en contact dans la boucle avec ce liquide). Il n'y a pas d'oxygène sous forme gazeuse dans le circuit. Le seul risque, encore une fois, est de laisser des vapeurs d'IPA se concentrer dans l'air à l'intérieur du meuble. On ne travaille donc jamais avec le bac de wash ouvert, et tous les raccords doivent être étanches. J'espère que j'ai été assez clair là dessus. Autre point sécuritaire pour les gens distraits comme moi : lorsque le bac de wash n'est PAS dans ce placard, le raccord mâle en sortie du porte-filtre peut s'accoupler avec le raccord femelle en entrée de pompe de sorte que, dans un moment d'inattention, si quelqu'un appuie accidentellement sur le bouton d'alimentation de la machine, l'IPA se met simplement à circuler en boucle fermée sans se répandre partout et provoquer un dégât des eaux (résineuses, qui plus est…). Dans la seconde image, on voit l'alimentation externe (non étanche) TRAYTON 300W 12VDC + boîtier imprimé en 3D pour Sonoff MINIR4M, qui alimente la machine dans le placard (en arrière-plan) en appuyant sur le bouton jaune et l'arrête, soit automatiquement après un cycle de filtration de 20 minutes, soit manuellement en appuyant une seconde fois à n'importe quel moment pendant ce cycle. Lorsque tout fonctionnera sans problème (j'attends toujours ma Saturn 4 Ultra...) je posterai sur Printables les fichiers STL custom de la cale de pompe, des deux crochets du panneau arrière, du support du réacteur à UV, et du boîtier pour le module Sonoff. N.B. : Je n'inscris pas de liens AliExpress directs dans ma BOM car les Chinois changent sans cesse leurs prix et suppriment leurs pages-produits pour les recréer immédiatement (ou pas) avec une nouvelle URL, quand il ne s'agit pas de leur boutique entière – insupportable et pas du tout fiable pour un post destiné à rester informatif sur le long terme. Par conséquent je refuse de donner des conseils pointant vers des liens morts, ce qui arriverait certainement bien vite, et je n'aurai pas le loisir de maintenir des liens fonctionnels en jouant en permanence au jeu du chat et de la souris avec les Chinois. Il vous faudra creuser cela par vous-même et trouver la bonne offre sur cette plate-forme schizo au bon moment. Pas de souci en revanche pour m'envoyer un MP afin de connaître mes propres liens utilisés encore fonctionnels aux alentours de la date de la présente publication (fin juin 2024).

 2 points
2 points -
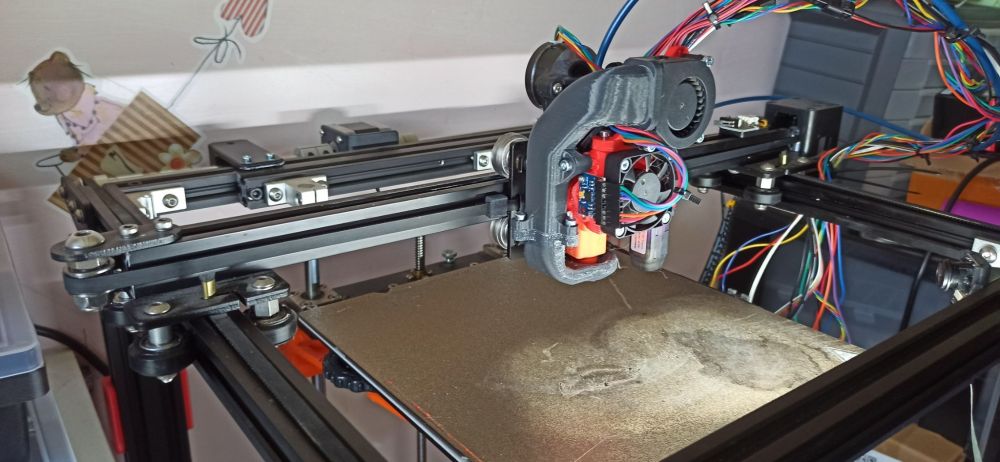
Il y a 2 petites vis derrière le ventilo. Je pense que tu peux enlever la buse cassé dans le bloc de chauffe, il faut démonter ton hotend, et démonter le Heatbreak, (la pièce cylindrique en acier au dessus du bloc de chauffe, c'est vissé dans le bloc de chauffe.). Il faudra enlever aussi, je pense, la cartouche chauffant et la sonde de température. En fait la buse est serrer contre le Heatbreak dans le corps de chauffe, si tu arrive à démonter le Heatbreak la buse n'est plus contrainte elle devrait pouvoir se dévisser sans trop de problème. Mais il faudra sûrement le faire à chaud. Si tu arrive à avoir le bloc de chauffe sans la cartouche chauffant et la sonde de température tu peu le chauffer gentiment au dessus d'une petite plaque de gaz et démonter le Heatbreak et la buse. Tu peux nous dire ton modèle x4 ou x4 plus, et si tu as fait la dernière maj officielle ? Merci.2 points
-
Oui, c'est possible Une petite vidéo du démarrage :
 2 points
2 points -
J'ai à nouveau essayé de flasher la dernière version de l'image et cette fois tout semble enfin reparti. J'ai corrigé la grandeur du plateau que nOdr4c avait indiqué. Il me reste à changer les ressorts du plateau par les entretoises en silicone et lancer des impressions. Merci à tous de votre patience.2 points
-
@pjtlivjy Je viens de calibrer du TPU (FormFutura Python Flex 98A) sur ma X Max 3 avec une buse Bondtech CHT. J'ai une MVS de 13 mm3/s lors du test. Je viens d'imprimer un premier cube de test avec une MVS à 12 pour avoir un peu de marge, c'est plutôt très bien.... J'ai gardé le profil de mon post du 7 juin dans ce fil et Qidi Slicer a tout bien ajusté en gardant les différences de vitesses pour ne pas dépasser la MVS de 12 mm3/s


 2 points
2 points -
J'ai déjà utilisé les filaments bois, bambou et liège de chez ArianePlast avec une buse de 0.4 sans aucun problème2 points
-
Il faudrait une tête genre ChromaHead de Co-print qui permet en plus des quatre PTFE d'ajouter jusqu'à 4 autres système (4x4 + 4 = 20)2 points
-
@nikosse Merci Je confirme que désormais, tout s'affiche correctement y compris les vignettes en utilisant Qidislicer (ça n'est pris en compte qu'avec téléversement d'un nouveau Gcode évidemment) J'ai ouvert mon dépôt au public, reste à faire le printer.cfg (j'hésite à y ajouter un lien pour m'offrir un café ).
 2 points
2 points -
Encore une petite Pot à crayon en filament Anycubic Silk bicolore gold/black
 1 point
1 point -
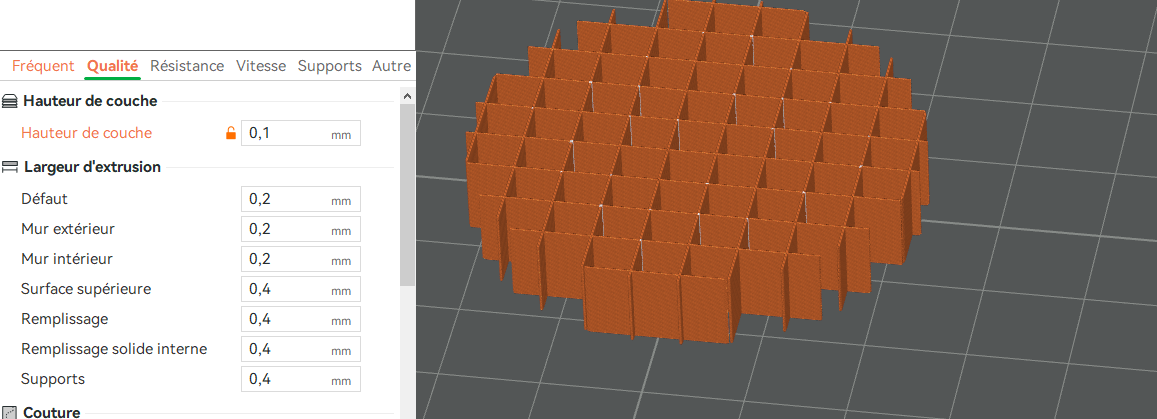
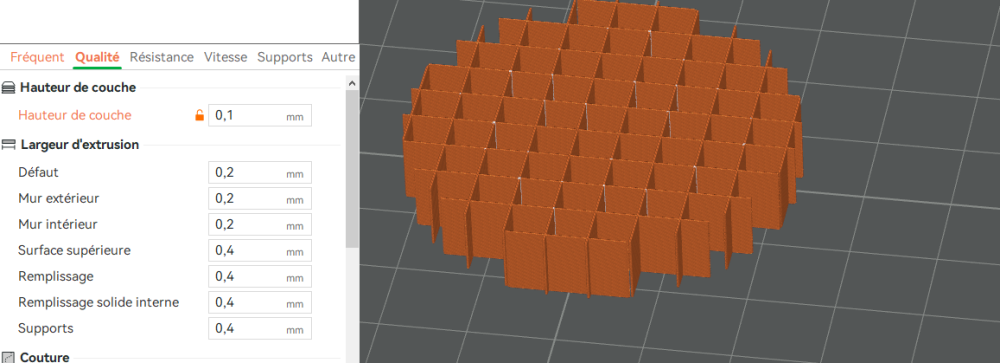
J'ai essayé le premier sous Cura il n'y a rien à imprimer au tranchage, en activant les parois fines une partie est imprimable. Qu'as-tu mis comme largeur ou épaisseur pour les parois de ta grille ? à mon avis elles doivent être trop fines pour l'impression. EDIT : c'est le freecad qui est à reprendre, èpaisseur parois trop fines, test avec Bambustudio avec lignes en 0.2mm et hauteur couche 0.1mm cela tranche. Mais avec une buse de 0.4mm cela ne passera pas. une buse de 0.2mm oui .
 1 point
1 point -
Non, je n'ai pas regardé les prix… ( Déjà, car je n'ai pas gagné de carte-cadeau ChromaHead et il me semble que ce n'est pas la première fois que l'on parle de Co-Print (Co-Print x Creality, un KS qui a été annulé, Co-Print x SOVOL) or il me semble que rien n'est encore sortie ) Aussi, pour moi, il n'est actuellement pas encore possible d'envisager de rajouter un truc comme un ChromaHead sur la Kobra 3.(et cela même sans ACE) car firmware KobraOS encore verrouillé. (Donc sauf à changer carte mère et écran ... et réimplémenter les trucs spécifiques et non documenté de la Kobra 3 ) Et je me dis que de faire un mix ACE + ChromaHead ce n'est pas gagné niveau trancheur et/ou firmware… ( Protocole communication et contrôle ACE, protocole et contrôle du système ChromaHead, tous les deux encore mystérieux. Donc probablement beaucoup de bidouilles et prise de tête, pour arriver à mixer les deux. )1 point
-
Il est temps d'installer l'électronique (à l'exception des leds que je monterai plus tard)... Ma batterie étant de 20mm d'épaisseur, il y a juste assez de place en dessous pour passer les cables de batterie. J'ai opté pour cette option car cela permet d'ôter l'ESC et le moteur sans couper ou dessouder les cables, et de plus cela fait un montage propre... La batterie est installée et fixée grâce aux extensions du guide chaine dessinées pour cela... Petite note, comme c'est du lipo, je n'ai pas du tout envie de charger la batterie alors qu'elle est montée dans le chassis. J'ai mis des inserts M3 dans ma pièce imprimée pour rendre la chose facile à gérer... Les trims sont réglés, et la voiture est prête à rouler... Seul les leds et la peinture restent à faire pour dire que c'est terminé...1 point
-
@LilYoda pour le changement de buse tu monte la Temp° a environ 180°c une clé a molette petite pour bloc le hothend, ensuite une clé pour désserrer la buse a chaud tu laisse refroidir la buse et tu deserre a la main, puis quand tu place la nouvelle tu serrer a la main puis après tu met en chauffe et tu serre la buse. Le couple de serrage d'une buse ce situe entre 1.8Nm et 2.5Nm maximum, bon moi je le fais au juger car j'ai l'habitude1 point
-
Je suppose que cela permet d'utiliser la fonction Sensorless (mise à l'origine sans capteur) de Klipper La plupart des cartes 32bits récentes (moins de deux ans) utilise ce système de cavalier à mettre ou enlever, ce qui évite de couper ou dessouder une broche sur le TMC. Peut-être une carte dérivée d'une MKS SKIPR comme un grand nombre de machines CoreXY récentes: Qiditech, Kingroon, Elegoo, …)1 point
-
Ecran seul en dimensions 5 pouces, soit HDMI5 (dimensions de l'écran TJC 5 " de Qidi identiques pour les XMax et XPlus3 mais pas pour les Xsmart3 (écran plus petit (4.3")).1 point
-
Les matériels Co-Print (ChromaHead, ChromaPAD, …) ne sont pas encore disponibles à la vente: c'est un projet Kickstarter qui devrait être livré aux participants courant cet été… au mieux.1 point
-
Le seul problème de cet ordre que j'ai eu avec ma BambuLab et dans une moindre mesure avec ma Prusa était sur des filaments mal stockés. Après un tour dans le sécheur c'était mieux, mais quand même moins bien qu'un filament plus "frais". Sur la BambuLab j'ai même du baisser la vitesse de la première couche avec ces filaments pour avoir une bonne adhérence. Sinon il y a la solution "magique" du coup de laque sur la plaque lisse qui permet de bien sauver les filaments pénibles. Je suis assez de cet avis et j'ai tendance à avoir moins de stock mais de meilleure qualité, quitte effectivement à louper les promotions bien tentantes ou les fournisseurs exotiques.1 point
-
La plus rapide, si tu as déjà un smartphone ou une tablette, c'est la méthode serveur/client VNC ou, mais nécessite des dépenses supplémentaires, soit un écran HDMI + RPi0v2 (OrangePi 0v3 doit aussi fonctionner), soit quand ça sortira l'écran BTT KliippyPAD en espérant que ce soit du Klipperscreen et pas un firmware de leur cru.1 point
-
par contre @ppac au vue du prix de la ChromaHead je suis pas convaincue de l'intérêt sur cette machine perso1 point
-
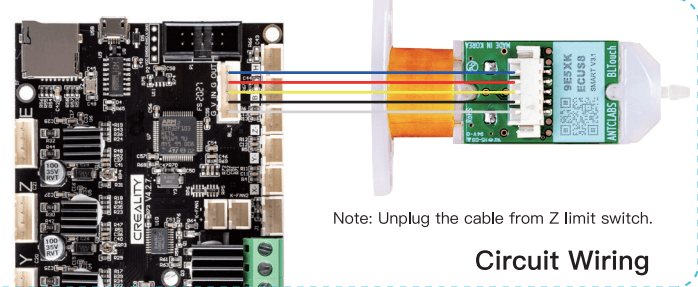
Pourtant il y a toutes les infos dans ce schéma : Fusible au format CMS 1206 d'un calibre de 15A. A+
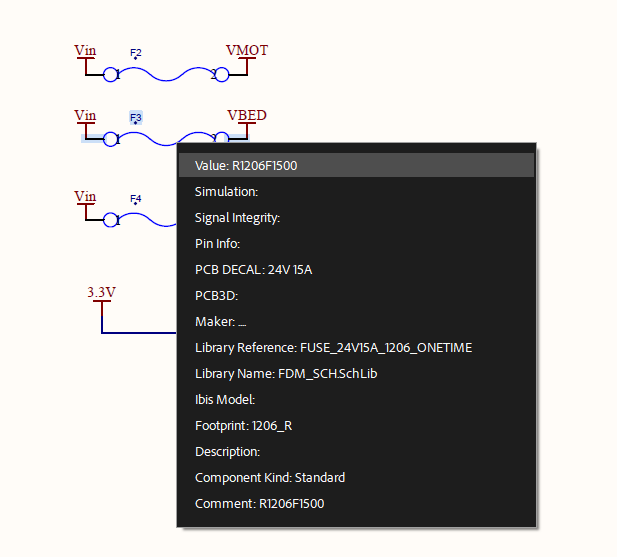 1 point
1 point -
Bonjour @MrMagounet Pour faire suite à mes précédente demande j'ai donc récupéré un driver sur ma vieille geetech A10M et l'ai installé sur ma SWX1. Après contrôle et mise "aux normes des Vref" j'ai enfin une imprimante qui fonctionne en bon et due forme. Merci pour ton aide précieuse, je reviendrai vers toi dans les jours qui viennent pour l'installation d'un 3Dtouch (version Waggster) car je galère pas mal avec les flash CM et TFT je suis un autre sujet dans lequel tu aide quelques personnes mais malgré ça je bute. Je recommande un nouveau BL TOUCH chez 3DJake et te recontacte car je pense que celui que j'ai est défaillant (pas de led bleue) ....bref c'est une autre histoire En attendant je suis avec ma bonne vieille feuille de papier ^^1 point
-
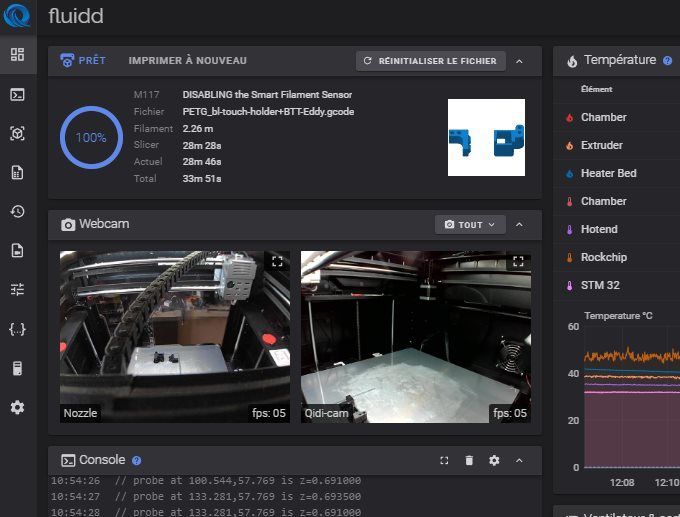
Avant de passer ma XM3 du côté «éclairé» de la force, j'avais aussi suite à mise à jour de Fluidd ce problème de Webcam non activée au lancement. La seule solution, sauf à la réactiver à chaque fois est de rétrograder la version de Fluidd : cd /home/mks mv fluidd fluidd-backup wget 'https://docs.google.com/uc?export=download&id=1Essar3y789UNelY1G5T_Dro7V41O4m4K' -O fluidd-1.28.tgz tar -xzf fluidd-1.28.tgz ;mv dist fluidd (inutile, voir remarque plus loin) rm fluidd-1.28.tgz Vérifier que le répertoire fluidd est bien présent ls /home/mks/fluidd Supprimer l'ancien «fluidd» rm -rf fluidd-backup Ne plus mettre à jour Fluidd ;-) Je mets l'archive de Fluidd en version 1.28 : fluidd-1.28.tgz Avec ma XM3 «open source fully», je n'ai plus ce genre de problème :
 1 point
1 point -
non, ce n est pas une secte, c'est la communauté du savoir partagé. J ai une Sidewinder X2 et depuis récemment une Filsun V4001 point
-
Si c'est des bobines de même couleur et que le problème ne viens que de l'accroche de la première couche, tu imprime 5 ou 6 couches avec la bonne bobine et tu fait un changement pour les suivantes avec une bobine qui n'accroche pas. Tu peux aussi essayer d'augmenter le débit des premières couches pour l'accroche des bobines à problème, j'avais un souci sur mon ancienne imprimante avec des bobines sunlu et la seule façon d'avoir une accroche c'était d'augmenter le débit des premières couche, la première couche était moche mais ça tenait. Faire aussi un essai avec un pei lisse si tu en a un.1 point
-
Ah génial ça, donc j'ai déjà chopé de beaux projets pour m'entraîner et pourquoi pas nos premières décos DIY ! Merci @MrMagounet1 point
-
Les 3mf sont support pas de soucis ou de convertion necessaire en STL tant fait pas1 point
-
J'ai hâte de voir comment ils vont faire sur la Kobra 3. Si on va ou non avoir au final un genre de gros sapin de Noël inversé en entrée de la tête d'impression pour y connecter les 8+1 tube PTFE quand on aura deux ACE ( et donc probablement avec obligation de limiter les vitesses d'impression et de déplacements, pour ne pas risquer que le truc ne se détache ou se casse avec les mouvements rapides ...)1 point
-
Bon bah l'ABS est arrivé ce matin. J'ai pas eu le temps de déballer la machine en plus1 point
-
Et avec le plateau lisse, préalablement dégraissé à l'eau chaude plus liquide vaisselle ?1 point
-
@SiscoGege67 ce qu'il faut prendre en compte c'est que une buse 0.2mm te donnera des largeur de trait de matière par defaut de 0.22mm la ou une buse de 0.4 sera 0.44 et une de 0.6 a 0.66mm, plus ta buse est fine plus tu as la capacité a faire des parois fine et des details fin, plus la buse est grosse plus tu imprimera vite mais perdra en details. Perso j'utilise jamais de 0.8mm car j'en ai pas l'utilité sur un proto de grosse pièce cela a du sens mais dans mon cas pas utilisable, j'utilise énormément la 0.4mm, parfois du 0.6mm et parfois du 0.2mm, pas sur tous mes machines bien sur. En 0.6mm en une seule parois tu as une coque equivalente a 3 parois en 0.2mm d'ou le gain important en temps d'impression, cela a aussi un avantage sur des filaments charge de particules un peu grosses qui vont bouché facilement une buse 0.4. Moi dans mon Cas ma A1 Mini j'ai des buse de 0.2mm et 0.4mm car j'ai des série de pièce avec des détails fin que je dois faire regulièrement sur des série de 100, 200 voir 300 pièces par exemple, par contre sur la SW X4 Plus j'ai du 0.4 et du 0.6mm la SW X4 Plus est plus la pour me faire des grosses pièces et parfois des protos. Exemple d'application de la buse 0.2mm, c'est un modèle que j'ai fait pour une associations de lutte contre le cancer la pièce de 2centimes est pour l'échelle a côté les détails fin ici sont a la limite de ce que peux faire une buse de 0.2mm en buse de 0.4mm c'etait pas envisageable. Dans le choix des buse tu as les version acier standard et acier trempé sur la A1 les Acier tremper je te les recommande si tu imprime du filament charge carbone.
 1 point
1 point -
J'ai appris un nouveau mot la dérétraction on appel cela simplement l'extrusion qui est l'inverse d'une retraction Regarde 2 choses dans ton start Gcode déjà : ici par exemple j'ai une rétraction de l'extrudeur de 2mm du filament si cette valeur est trop importante cela peu engendrer un retard initiale a l'extrusion lié au fait qu'il te faudra une certaine quantité de matière pour arriver a obtenir assez de pression de matière et avoir la matière qui s'extrude. La deuxième chose que tu peux regarde si tu as pas dans la macro nozzle_wipe un effet similaire a ce que je viens de t'expliqué sur le Start Gcode.1 point
-
Je n'ai pas pu tester de détergent car je fabrique cette machine de filtration en amont de recevoir ma première imprimante résine (une Saturn 4 Ultra, si je ne change pas d'avis d'ici là), comme indiqué dans mon post dédié sur la machine et ma signature. Je ne suis pas sûr de comprendre la référence au fait "d'étaler la merde" Car qui étale de l'IPA avec un chiffon sur une pièce sortant d'une imprimante SLA ? Je veux dire, à part pour ruiner ladite pièce ? L'IPA n'est pas simplement un diluant, c'est un solvant pour la résine. Pourquoi on nettoie les pinceaux à l'acétone ou au white spirit, qui sont eux aussi des solvants pour la peinture et la résine ? Puisque diluant = solvant = "étale la merde" il faudrait donc utiliser du détergent là aussi à la place ? Encore un autre exemple : les solvants ne sont-ils pas les plus efficaces pour décoller de la colle d'un support ? Ils ne font pas "qu'étaler la colle comme de la merde"… Ils la diluent en affaiblissant le bond chimique qui la retenait au support et contre elle-même. C'est bien ce qu'on cherche à faire. Le principe du solvant est en effet d'affaiblir ce lien chimique qui est à la base de l'effet "collant" et aussi de diluer la matière cible dans un volume bien plus grand de liquide, de telle sorte que les particules de cette matière (la résine non polymérisée) se retrouve à l'état libre dans l'ensemble du volume bien plus grand du conteneur, et non plus densément accrochée à la pièce (et à elle-même) sur laquelle est était collé à l'air libre. Au final on aboutit au même résultat qu'avec le détergent. Évidemment, pour que ça fonctionne, il faut un certain volume de solvant, sinon en effet, en "grattant seulement avec un chiffon" (en évacuant donc l'effet-clé de dilution en volume) on peut prouver que ça ne fait que "étaler la merde". Question @pjtlivjy non pas sur les solvants, mais sur ces détergents professionnels apparemment très efficaces dont tu as l'expérience : on ne parle pas jusqu'ici de la machine de nettoyage. Or, quand tu dis que tu obtiens grâce à ces détergents une surface d'aspect "fini", lisse, propre, non collante… en bref nickel : quelle machine utilises-tu, dans laquelle sont plongées les pièces à nettoyer ? Un container de wash dans lequel le détergent est physiquement brassé en vortex ; ou une machine à ultrasons ?1 point
-
Pour le pailleté de chez ArianePlast, aucun problèmes avec une buse de 0.4mm, j'en ai déjà passé pas mal, que ce soit en PLA ou en PTEG.1 point
-
Bonsoir @SiscoGege67 J'ai fait récemment du phospho vert e-Sun avec une buse de 0.4mm sans aucun problème. Pour le PETG Ariane plast, d'après leur fiche, il n'y aurait pas de paillettes métalliques mais des pigments minéraux, en toute logique cela devrait aller. (Le PETG est naturellement assez brillant) Il me semble que le plus critique est le filament bois si il est bien chargé car il est peut-être plus difficile de garantir la taille de particules de bois que de poudre de métal ou de pigments minéraux. Si tu penses faire par la suite du bois ou de la pierre (avec de la vrai pierre 20- 40%), une buse de 0.6mm sera utile et cela te fera une buse de rechange pour le jour où tu auras une belle boule de filament fondu ou de spaghetti à nettoyer PS Pour des filaments abrasifs type chargé en fibres de carbone ou poussière argile et granit, les buses en acier durci doivent résister plus longtemps que celles en inox.1 point
-
@flux_capacitor l'IPA agit avec la résine comme un diluant en clair tu étales la merde plus que tu ne l'enlèves mais comme une partie reste sur le chiffon tu as l'impression de nettoyer et en plus les objets imprimés en absorbent une partie. Les détergents ménager n'ont rien à voir avec les détergents utiliser pour les résines, il y a confusion car le même terme est utilisé pour désigner des choses qui n'ont rien à voir dans leur composition. là ou je suis d'accord avec toi c'est que Sunlu revend son détergent bien cher mais l'as tu utilisé ? moi oui par curiosité et j'ai pu constater qu'il s'agit d'un vrai détergent pour résine dont la composition est certainement très proche de ceux employés dans l'entreprise ou je travaille. les lois de la chimie sont incontournables tu peux filtrer l'alcool mais ça restera de l'alcool1 point
-
Hello tout le monde ! Je découvre ce thread récent à propos des détergents, et je viens ajouter ma propre pierre à l'édifice (ou mon coup de pied dans la fourmilière, selon comment vous voyez la chose ^^) En effet, j'ai moi-même durant un moment considéré le couple "détergent + nettoyeur à ultrasons" en remplacement du couple "IPA + machine wash". Principalement en raison du coût élevé de l'IPA à renouveler régulièrement. Remarquez que le détergent dédié de marque (par exemple celui de Sunlu) n'est pas si bon marché par rapport à l'IPA. Je mets de côté le fait que le nettoyage par ultrasons est supérieur à celui en wash (je suis parfaitement d'accord sur ce point) pour me concentrer sur le problème du renouvellement régulier de l'IPA, qui est à la fois onéreux et fastidieux à aller porter en déchèterie. Car la solution à ces deux problèmes existe ! Et c'est une alternative aux détergents. Elle est bien adaptée à ceux qui ont déjà un setup avec une wash & cure, et tous ceux qui souhaitent conserver le nettoyage de la résine par l'IPA : il s'agit de la machine de Wilson. Je suis en train de la construire moi-même dans mon atelier, je viens tout juste d'en publier un sujet dédié sur le forum :1 point
-
Pressé d'avoir une réponse, mais pas pressé de donner une indication1 point
-
Salut Non pas reçu et tout pareil elle me fait de l'oeil cette enceinte JC1 point
-
Pour info, il existe au moins 2 câbles officiels pour le BLtouch: celui d'Antclabs que tu as et celui vendu par Creality qui correspond à ma photo. tout simplement parce que tu as écrit: alors que tu voulais dire le blanc. Peu importe, maintenant que tu as fourni les photos de ton matériel, il est désormais plus simple de se comprendre . Si tu veux dire qu'en débranchant l'un ou l'autre des 2 fils de masse, la led du BLTouch ne s'allume plus, alors ce n'est pas un problème de parasitage mais de câblage. Est-ce que tu n'aurais pas 1 ou des fils coupés sur la rallonge qui feraient faux-contact? même si tu as testé ta rallonge avec un multimètre, as-tu essayé de bouger le câble pour vérifier il n'y avait pas une coupure? En passant, théoriquement, on n'utilise pas de fiche dupont avec des connecteurs JST XH 2.54 (connecteur du Z- de la carte-mère) à moins de maintenir les fiches dupont avec de la colle à chaud, ou autre solution fiable. Il est plus que vivement conseillé de remplacer les fiches dupont par un connecteur JST. Tu n'as pas dit si tu avais relié le blindage à la masse? as-tu essayé d'éloigner la rallonge et le BLTouch au maximum de l'imprimante (donc non fixé sur l'imprimante) et de simuler le plateau avec le doigt lors de la prise d'origine (avec la buse très haute pour pouvoir éteindre l'imprimante en cas de dysfonctionnement)? En ce qui concerne ton firmware, par sécurité, je décommenterais la ligne suivante du fichier configuration.h: //#define USE_PROBE_FOR_Z_HOMING et accessoirement, également celle-ci: //#define EEPROM_INIT_NOW // Init EEPROM on first boot after a new build.1 point
-
Salut, Sur les Sidewinder X1 et X2, certains conseillent de ne relier qu'1 seul des 2 fils de masse du câble pour évider les perturbations. (fils rouge et blanc sur la photo suivante) Tu peux aussi tenter de blinder l'ensemble du câble (rallonge + câble d'origine) avec une tresse de masse, comme celle-ci, en ne reliant la tresse à la masse qu'à 1 extrémité
 1 point
1 point -
Je sais pas quels genre de gars donne ce genre de conseil si tu te retrouve avec un z-offset de 0.3mm avec un cordo de matière qui sort de ta buse de 0.4mm qui fera 0.45 a 0.5 ton filament risque surtout de pas être assez écrasé ce qui te fera une première couche pas très belle avec des lignes un peut trop espacé au final tu aura pas un bon résultat pour moi, je peux comprendre l'envie ce faire cela sur des plateau lisse comme un miroir, du borosilicate et un PEI lisse car l'adhésion du PETG risque de causer des soucis d'arrachement de matière au décollement a cause de sa très forte adhésion, mais sur la une PEI texturé tu n'as pas ce type de problème pas de risque d'arraché la matière normalement et et si ton adhésion est trop forte c'est souvent que ton Z-offset est un poil trop bas même en PLA, alors remonter de 0.06mm ok mais de 0.2mm1 point
-
Je suis allergique à Cura, certains l'adorent et ne voient que par ce logiciel, perso il me sort par les yeux, au fil du temps c'est devenu une usine à gaz Après c'est mon avis personnel et je l'assume1 point
-
un petit hueforge maison pour me familiariser avec le logiciel Et une petite boite pour ranger une partie de mes couteaux (certains collectionne les montres ou les bijoux et se demande laquelle ils vont prendre pour sortir moi c'est les couteaux...) et la plaque pour affûter

 1 point
1 point -
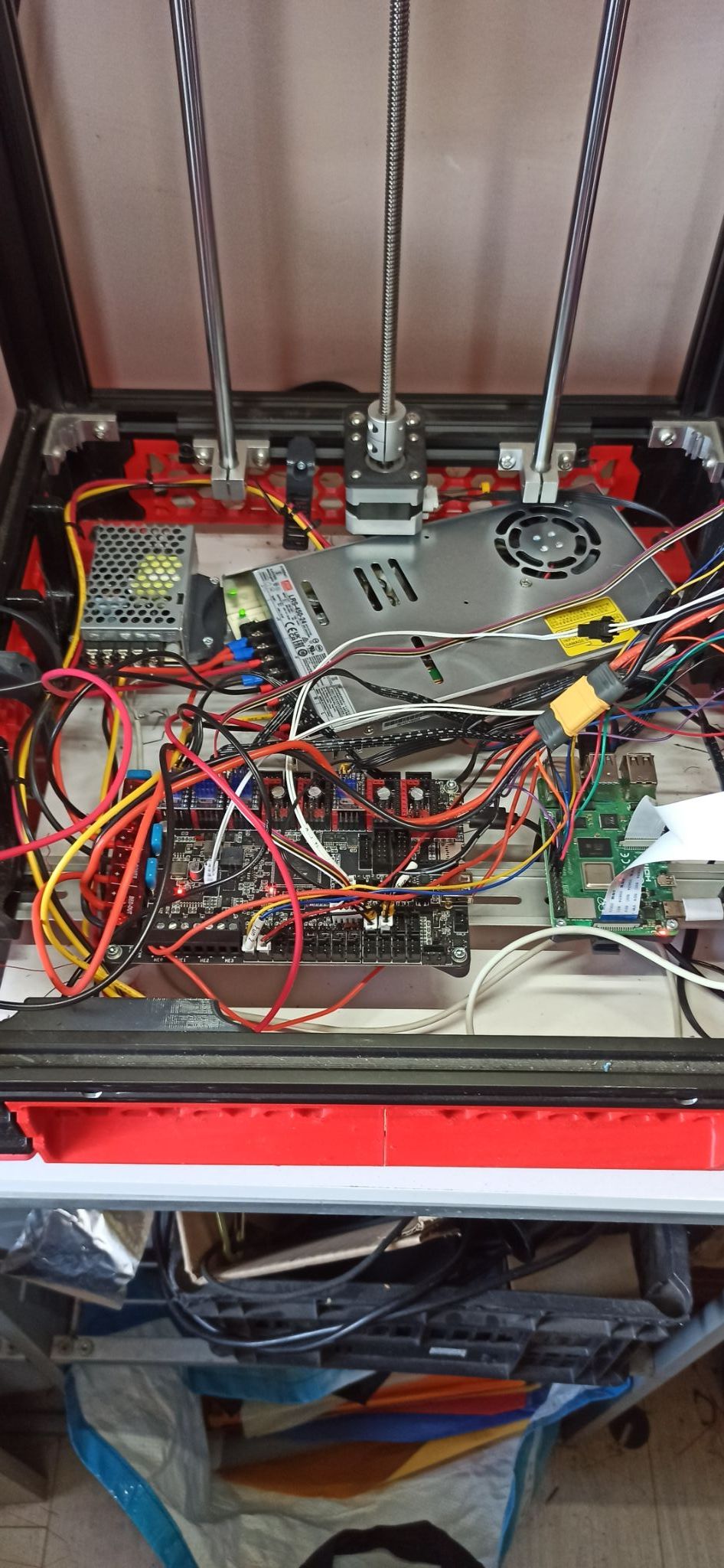
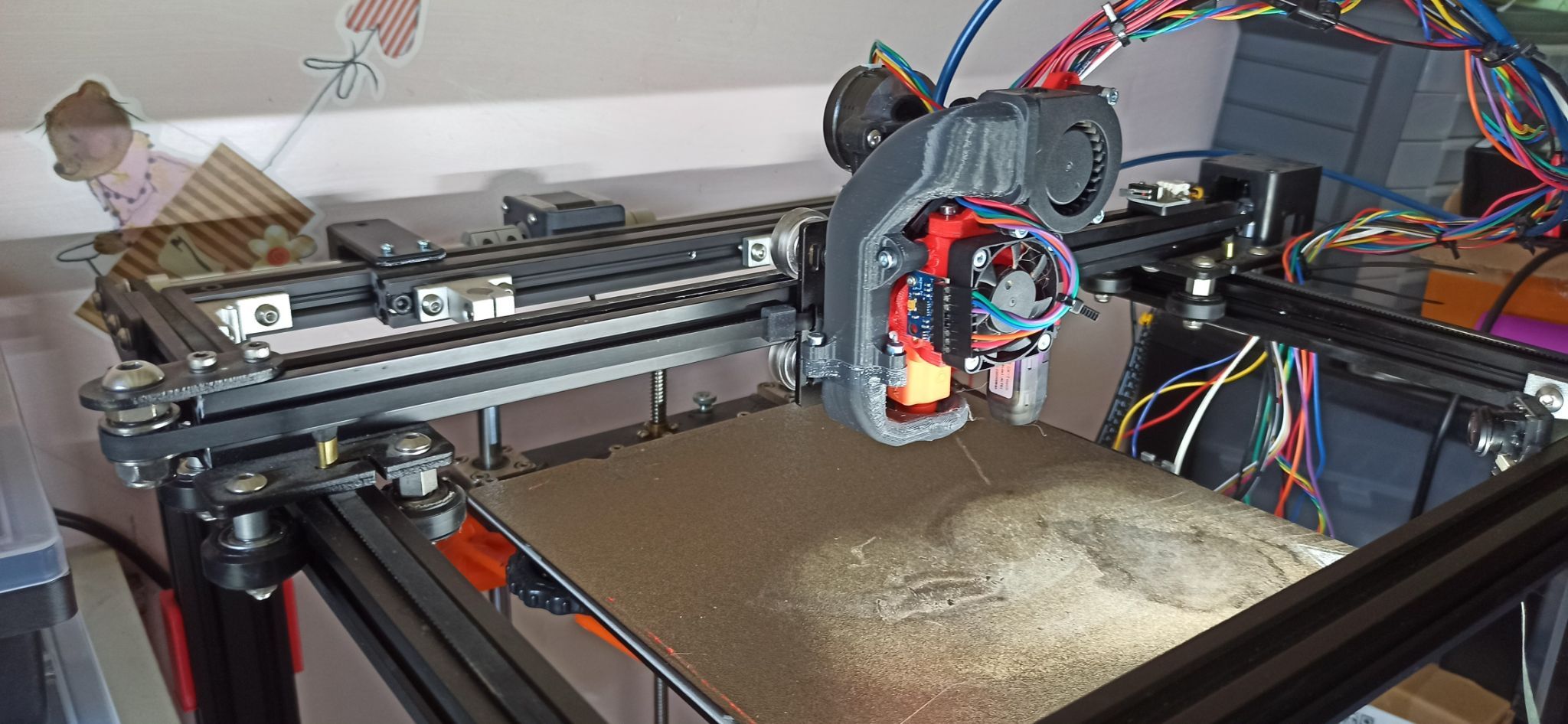
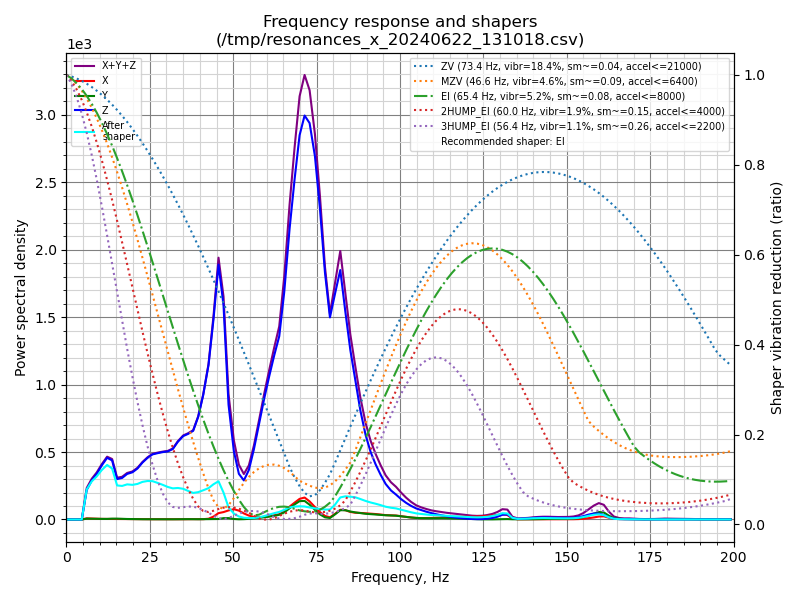
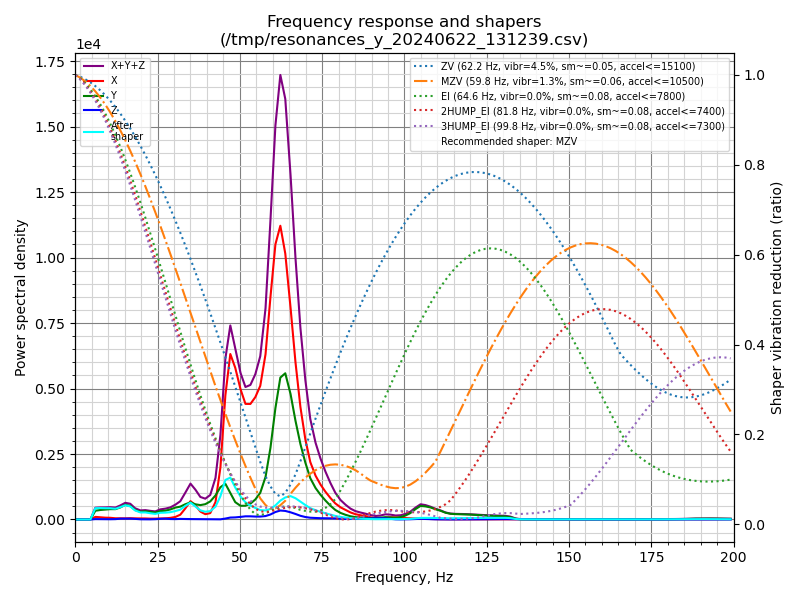
Salut à tous, après pas mal de temps, et une alim donc les condos ont sautés, je suis revenu avec cette fois une LRS-450-24 qui là encaisse la charge sans broncher, j'ai enfin une imprimante qui marche.. Je dirais même qui marche super fort avec pas loin de 60h d'impression non stop pour préparer l'anniversaire de mon fils. Voici donc la bête complète qui vient de finir le passage au banc vibratoire Et le travail en cours avec un Télescope Dobson de 150mm inspiré du Hardley Maintenant, l'imprimante est globalement fonctionnelle, juste me reste à analyser la sortie des courbes



 1 point
1 point -
La suite disponible >>> là <<< , concerne l'ajout d'un écran tactile en remplacement de celui de Qidi tech. Bonne lecture La prochaine fois, on devrait parler du fichier «printer.cfg»1 point
-
Si tu ouvrais une issue, c'est sur le github de QidiSlicer qu'il faudrait éventuellement le faire Il y a déjà eu un signalement fermé par Qidi. Logique car Qidislicer + leur version modifiée de Moonraker ne rencontre pas le problème (dans les dernières versioin de leurs mises à jour des imprimantes, ils avaient ajouté à la racine du dossier perso de mks, plusieurs fichiers convertisseurs de format d'images (general.py, libColPic.so, tjc) => convertisseurs-images.zip Les fichiers de Moonraker modifiés => moonraker.zip Ma conclusion, que j'espère provisoire, après passage à une image de l'OS récente, plus Klipper et consort «officiels»: ne plus utiliser que des versions «standards» des trancheurs : Prusaslicer (on perd quelques fonctionnalités (pas de gestion de la chambre chauffée), Superslicer (toujours activement développé) ou Orcaslicer (si on aime son interface, ce qui n'est pas mon cas)) ne plus faire les mises à jour proposées par Qidi (de toute façon, il n'y a plus aucun scripts sur le nouveau système pour le faire)1 point
-
"Layer height", "Nozzle diameter", "Filament name", etc. (dans le "gestionnaire de fichiers" de Fluidd/Mainsail) : Bon à savoir J'ai pu mettre à jour Moonraker via KIAUH, mais le fichier concerné n'était pas impacté par cette mise à jour.
 1 point
1 point -
Salut, Tout d'abord, je tiens à m'excuser par rapport aux derniers messages sur un ancien topic. J'étais pas en bon état psy et mes mots ont dépassé ma pensée. Pour la suite, c'est idem mais je pense que j'ai eu, je ne sais pas par quelle malchance, un lot de filament problématique. Je suis en plein test avec une nouvelle bobine de Rosa 3D et là, l'impression se fait parfaitement avec les mêmes réglages... Je trouve ça fou, j'ai quand même passé 5 bobines différentes sans succès avant celle là. Je ne sais pas s'il existe des réglages pour les filaments plus "secs" ou capricieux mais si ça existe, je suis preneur. Jeter 4kg de filament, ça m'embête un peu. Merci en tout cas0 points