
Classement




Contenu populaire
Contenu avec la plus haute réputation dans 03/08/2024 Dans tous les contenus
-
Voilà pour moi. La réunion
 4 points
4 points -
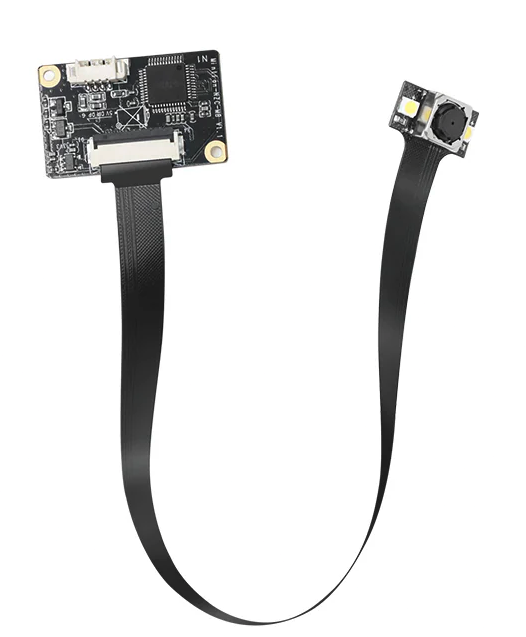
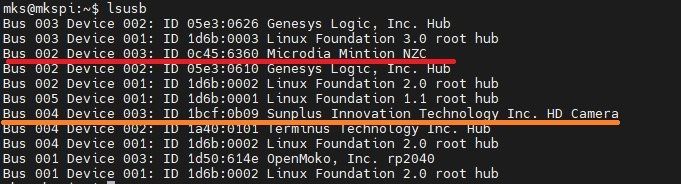
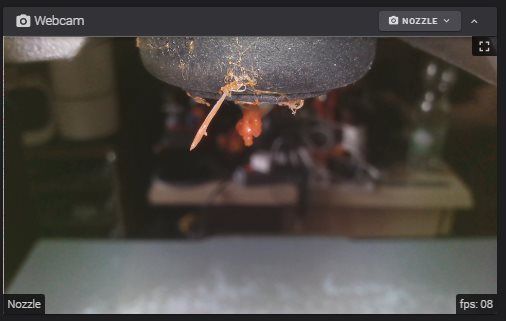
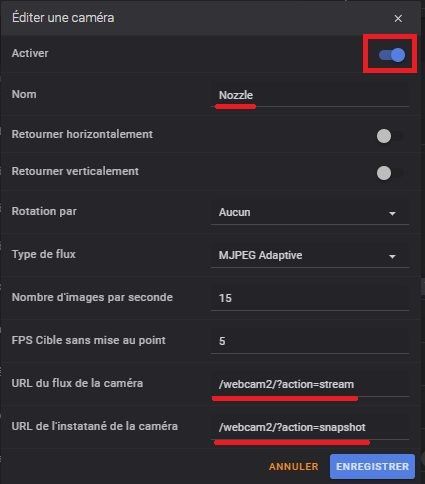
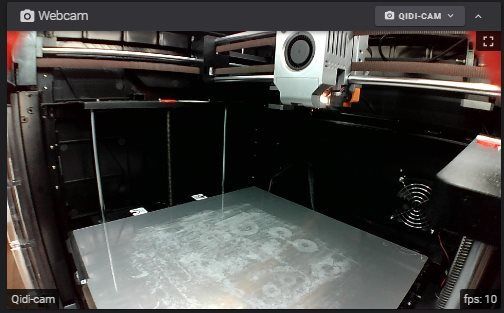
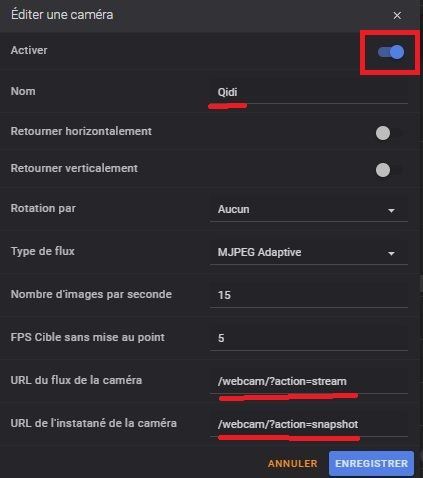
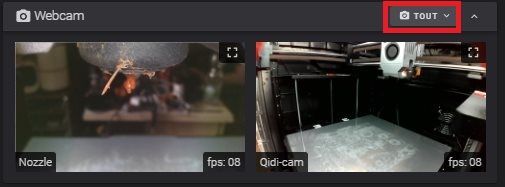
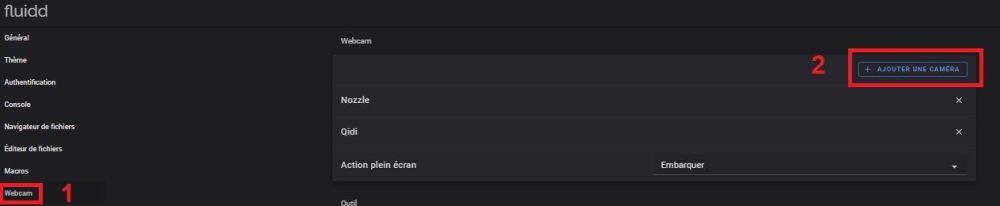
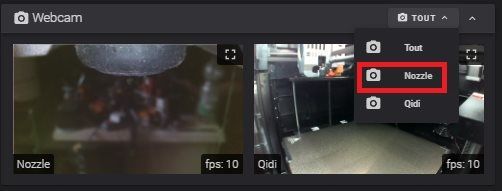
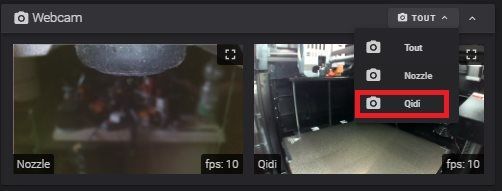
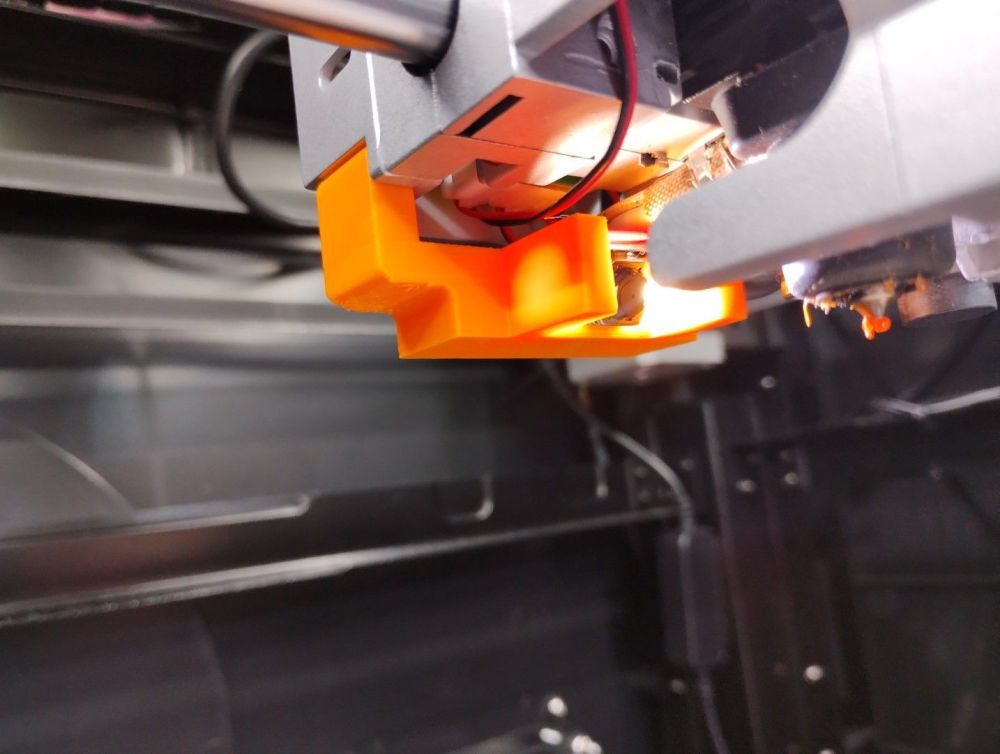
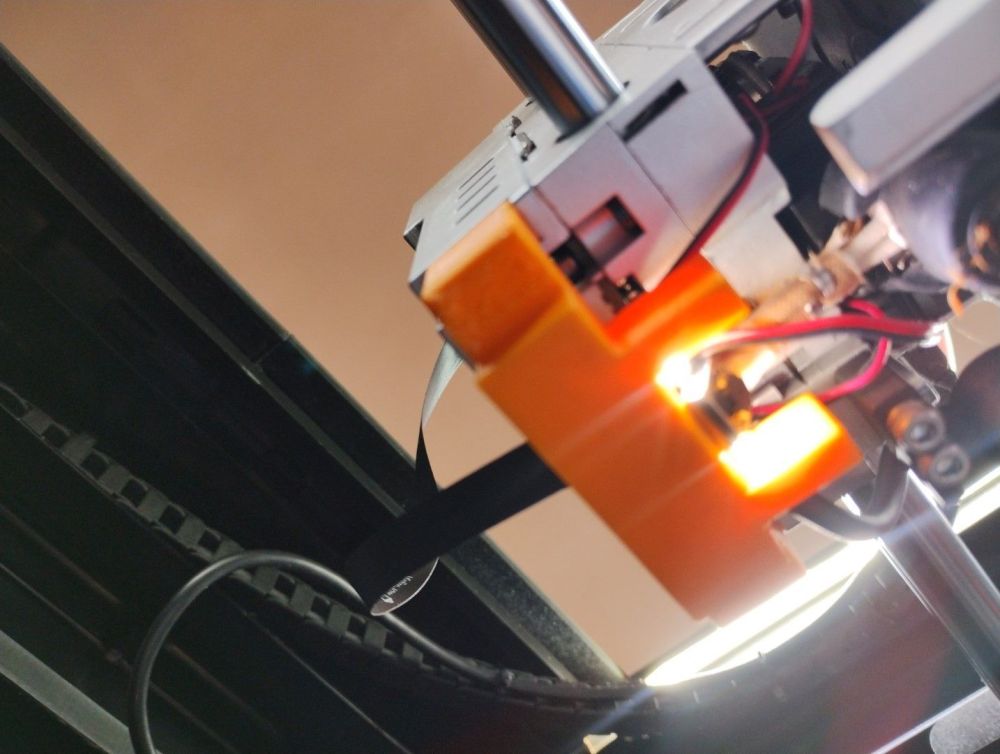
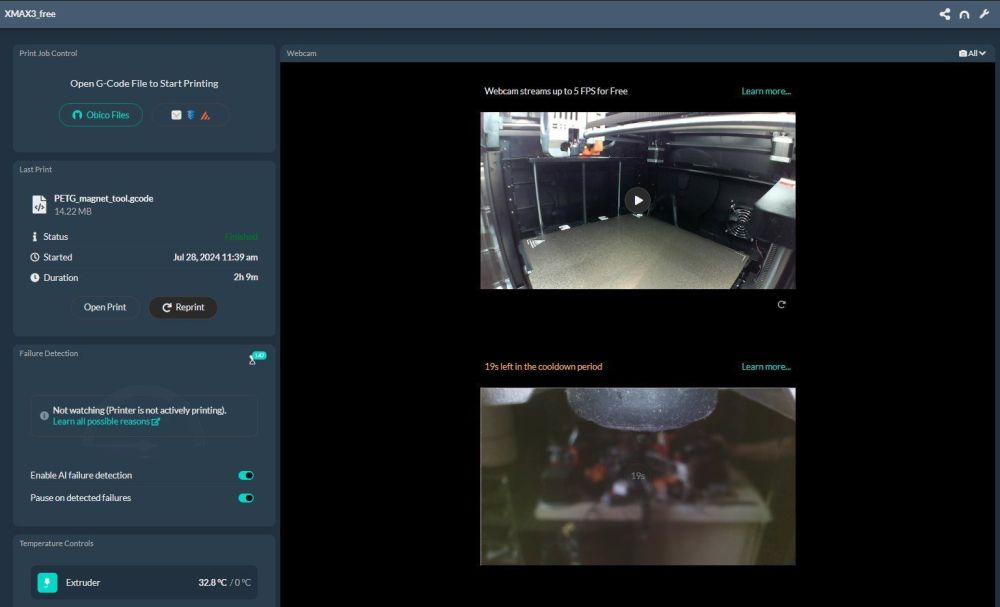
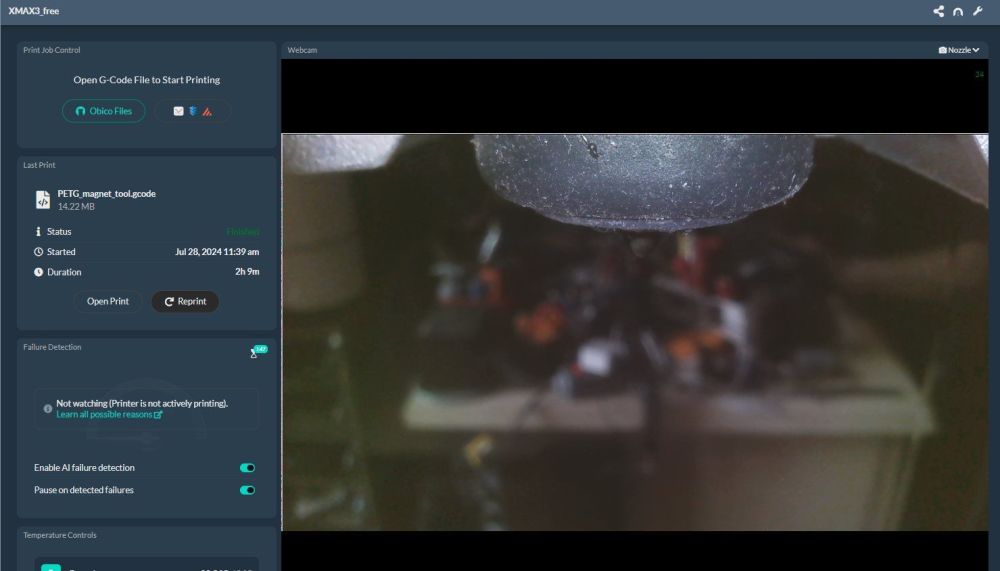
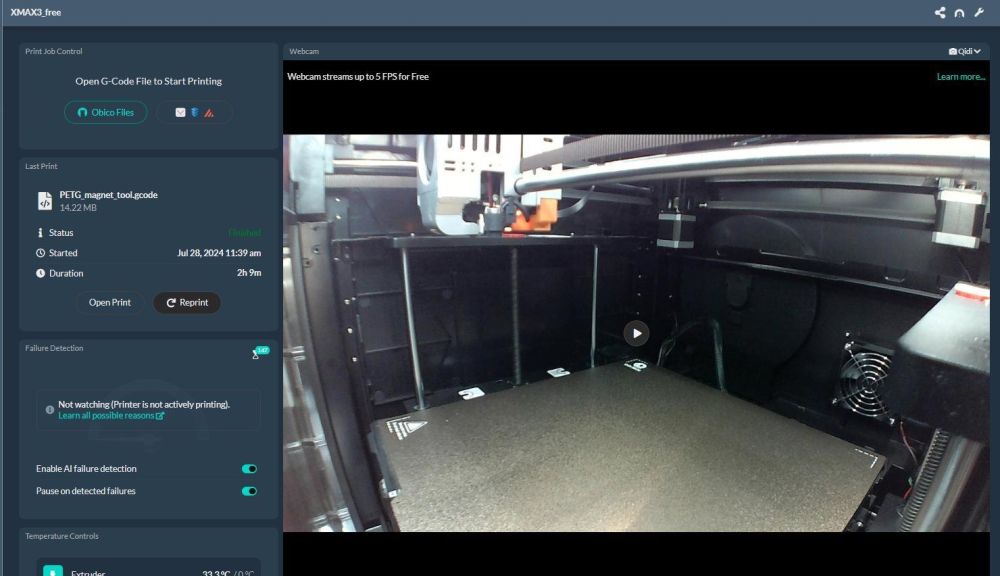
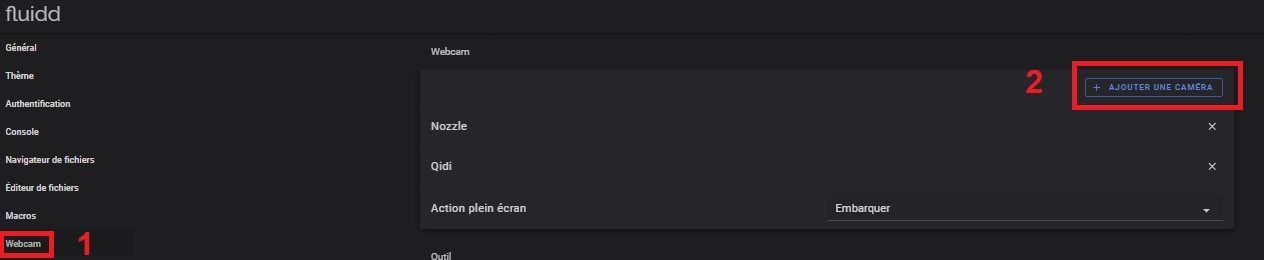
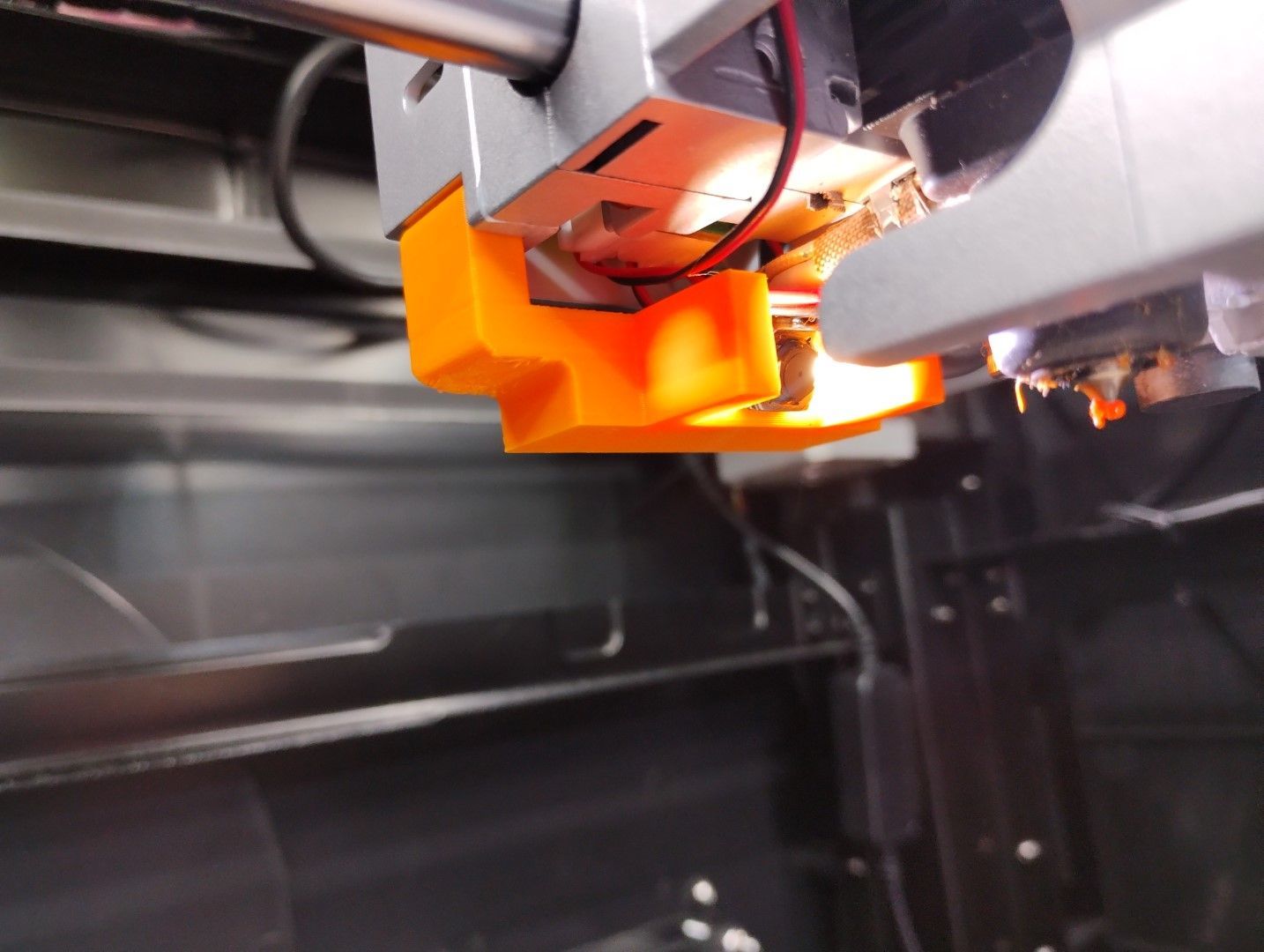
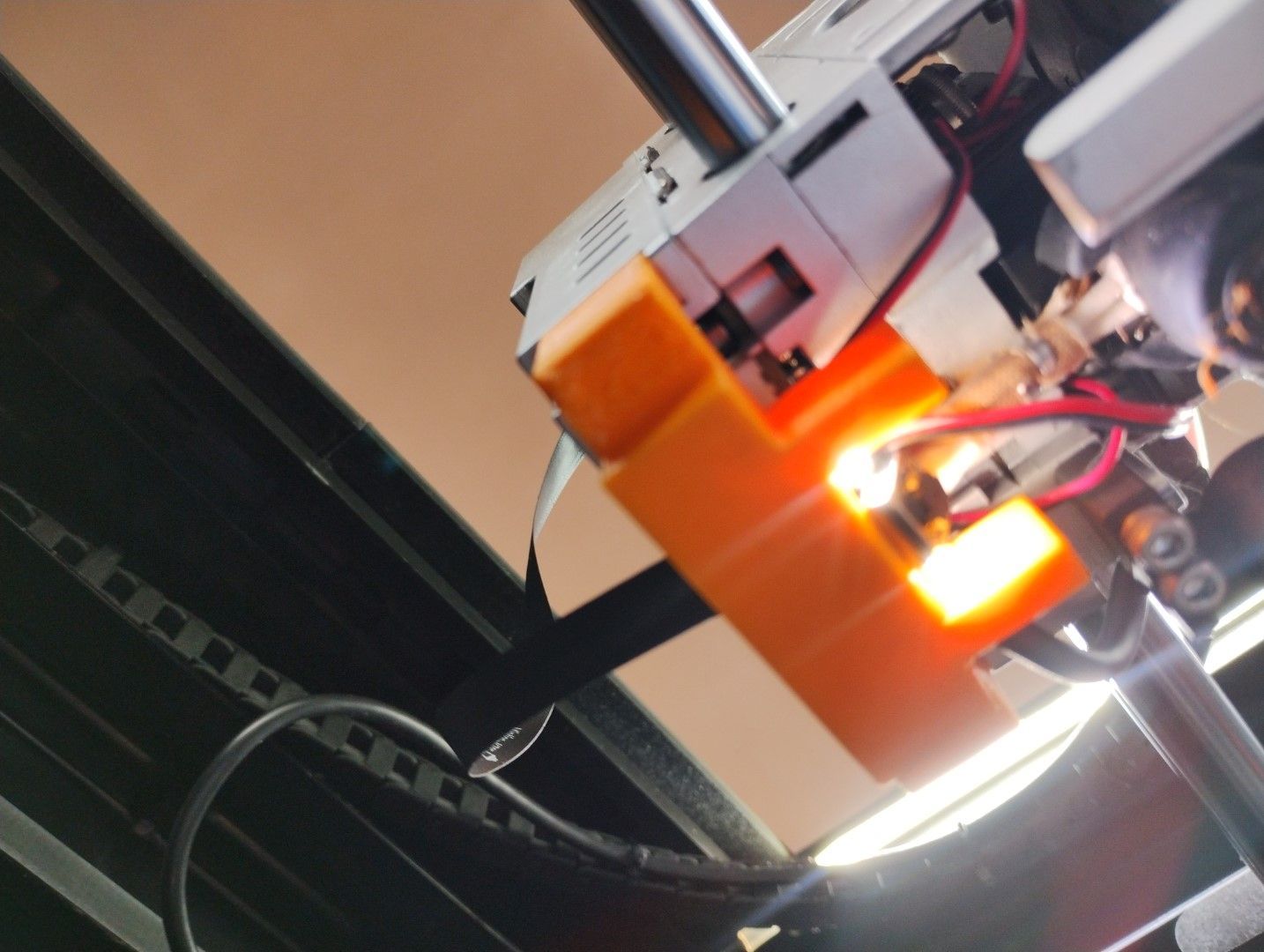
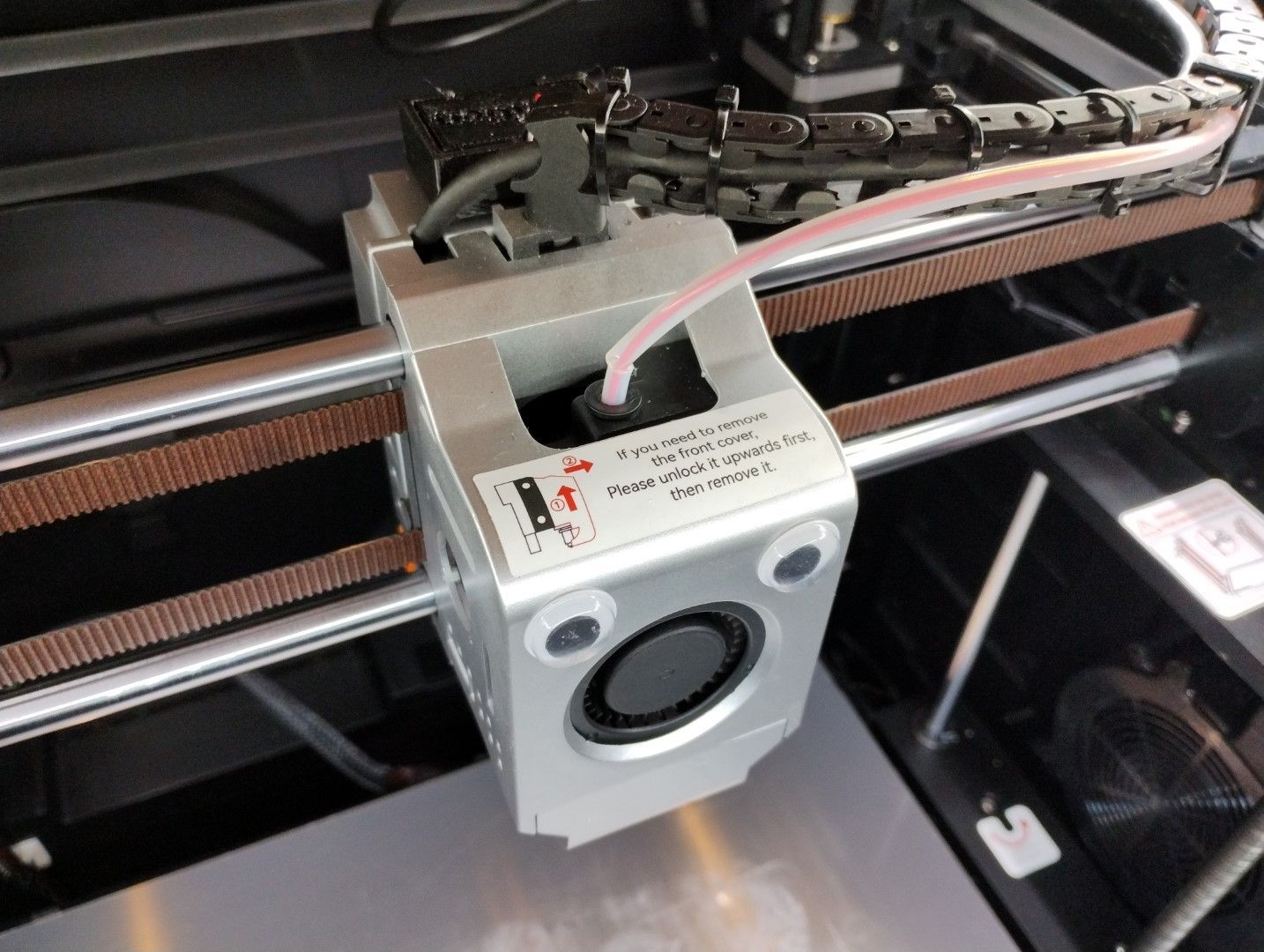
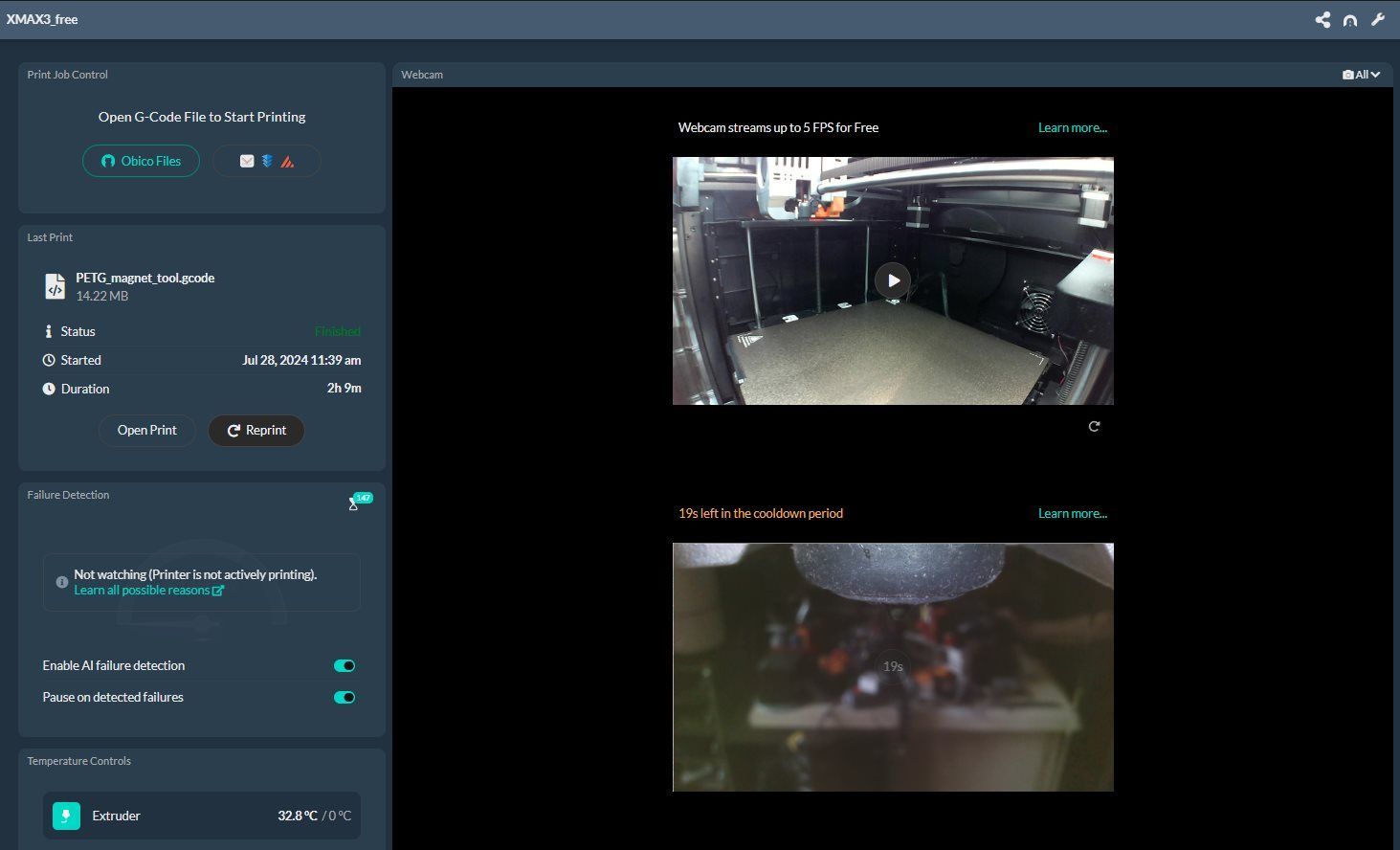
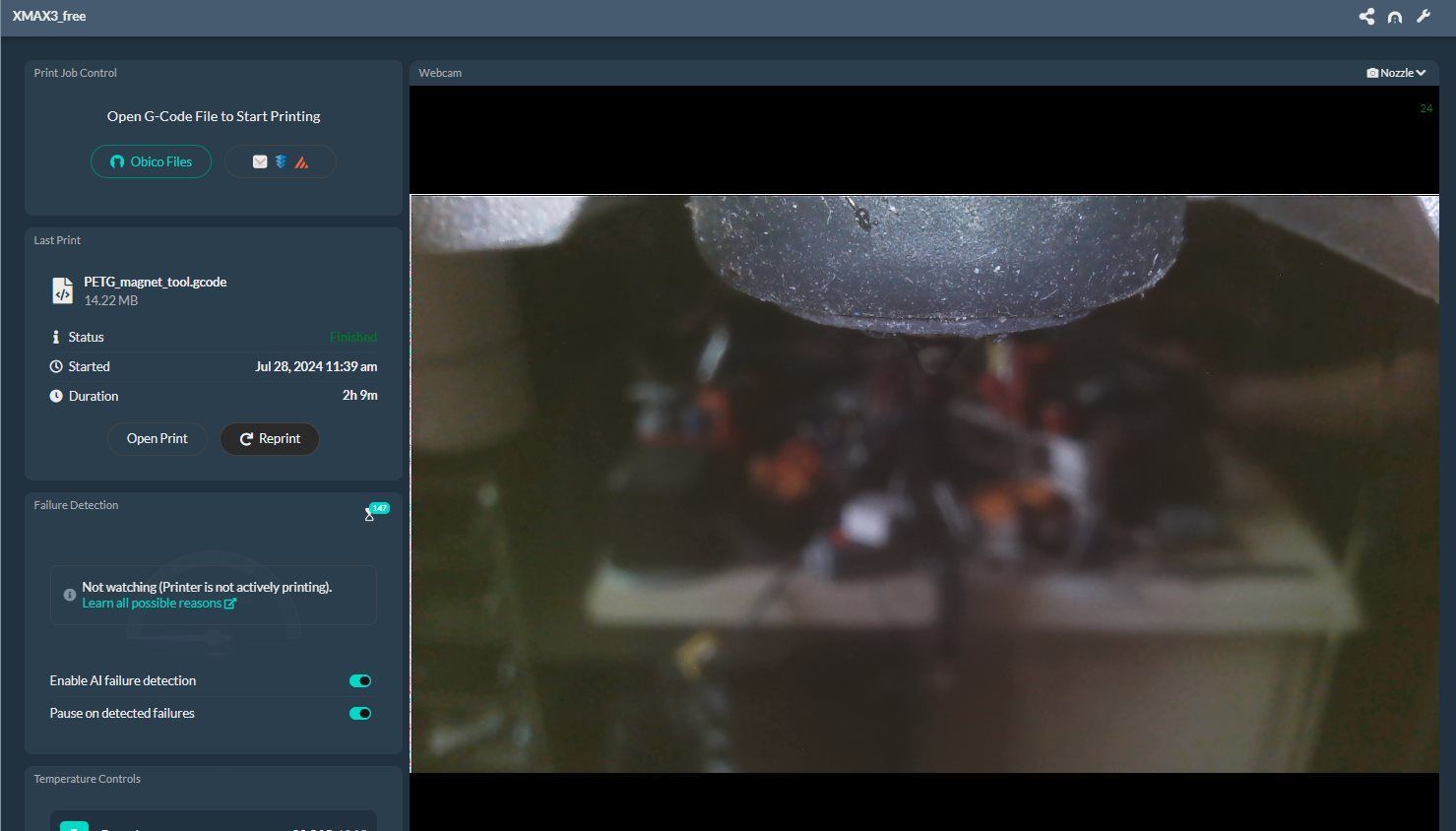
Test de la caméra de buse de Mintion La Mintion Nozzle Camera (NZC) est spécialement conçue avec un objectif autofocus et deux LED pour observer l'impression de la première couche pour l'impression 3D. Grâce à cette caméra, on peut observer comment le filament s'écoule, surveiller l'adhérence des couches et obtenir un diagnostic d'extrusion. De plus, en collaboration avec Obico, un fournisseur de détection intelligente (IA) connu dans le domaine de l'impression 3D, cette caméra de buse facilite l'accès à l'observation de la première couche, Obico se chargeant de détecter les problèmes éventuels. Solution évitant le recours à un système LIDAR. Prérequis une imprimante fonctionnant avec Klipper ou utilisant Octoprint avec un ordinateur monocarte (Small Board Computer / SBC). une pièce support pour maintenir la caméra au plus près de la buse Installation La caméra est livrée avec un câble USB (USB-A Mâle côté SBC, prise quatre broches Picoblade MX) La caméra est reliée à une mini carte via une nappe plutôt longue (≃20cm), ce qui permet de déporter le PCB de la buse. Cette caméra est munie de deux LEDs blanches três lumineuses permettant d'éclairer la zone à observer. Mon imprimante Qidi X-Max 3 utilise un système d'exploitation récent (Armbian Bookworm) avec les versions «officielles» de l'écosystème Klipper (Moonraker, Crowsnest, Fluidd / Mainsail, …). Les caméras sont gérées via Crowsnest (version 4). Leur configuration utilise le fichier crowsnest.conf La première étape consiste à connecter la caméra sur un port USB libre et vérifier qu'elle est bien détectée: En plus de ma première caméra (celle de Qidi) d'ID 1bcf:0b09, celle de Mintion est détectée (ID 0c45:6360) Quel périphérique vidéo a été détecté ? Un ls -l /dev/video apporte quelques infos mais insuffisantes mks@mkspi:~$ ls -l /dev/video* crw-rw---- 1 root video 81, 0 28 juil. 13:17 /dev/video0 crw-rw---- 1 root video 81, 1 28 juil. 13:17 /dev/video1 crw-rw---- 1 root video 81, 2 28 juil. 13:17 /dev/video2 crw-rw---- 1 root video 81, 3 28 juil. 13:17 /dev/video3 crw-rw---- 1 root video 81, 4 28 juil. 13:17 /dev/video4 crw-rw---- 1 root video 81, 5 28 juil. 13:17 /dev/video5 crw-rw---- 1 root video 81, 6 28 juil. 13:17 /dev/video6 En utilisant la commande «lsusb -v», chaque périphérique rattaché en USB livre plus d'informations. Chacune de mes deux caméras est compatible V4L. Un «ls -l /dev/v4l/by-id/» m'apporte plus d'informations, Les liens symboliques /dev/video{0-2} sont probablement réservés pour être utilisés par la carte contrôleur (à condition que cela ait été implémenté électroniquement… ce qui n'est pas le cas de la carte Qidi X-4). Les liens video{3-6} sont utilisés par mes Webcams. Seuls ceux d'index0 seront à utiliser : mks@mkspi:~$ ls -l /dev/v4l/by-id/ total 0 lrwxrwxrwx 1 root root 12 28 juil. 13:17 usb-Mintion_NZC_Mintion_NZC_SN0001-video-index0 -> ../../video3 lrwxrwxrwx 1 root root 12 28 juil. 13:17 usb-Mintion_NZC_Mintion_NZC_SN0001-video-index1 -> ../../video4 lrwxrwxrwx 1 root root 12 28 juil. 13:17 usb-SYX-231020-J_HD_Camera-video-index0 -> ../../video5 lrwxrwxrwx 1 root root 12 28 juil. 13:17 usb-SYX-231020-J_HD_Camera-video-index1 -> ../../video6 La caméra Qidi utilise le lien symbolique «video5», la Mintion NZC «video3». Muni de ces informations, on peut : compléter le fichier crowsnest.conf enregistrer ces modifications, redémarrer le service crowsnest 1 2 Toujours dans l'interface Web (ici Fluidd), ajouter cette caméra pour qu'elle apparaisse : 1- 2- 3- 4- Les flux vidéo des deux caméras sont affichés, on peut choisir d'afficher les deux ou l'un ou l'autre : => => Le site de Mintion ne propose que deux supports pour cette NZC. A l'aide d'OpenSCAD, je crée un mix de deux fichiers STL pour obtenir une première version. Puis une seconde afin d'atténuer l'éclairage des deux LEDs en ajoutant une patte de chaque côté: Le STL ( mix d'une partie de ce lien pour le support de la camera et de celui-ci modifié pour la fixation sur la tête Qidi): qidi-xmax3-mintion-nozzle-camera-v2.stl Pour ceux qui n'ont pas le mal de mer : Logiciels Actuellement, la caméra Qidi me permet d'obtenir des timelapses et de surveiller l'impression en cours. En complément, j'avais installé OctoEverywhere qui permet de détecter quelques problèmes d'impression: le fameux plat de spaghettis . Cette page décrit le fonctionnement de ces systèmes à base de reconnaissance d'artefacts (en gros ce qu'on appelle IA ou AI). Actuellement, ce programme complémentaire ne permet pas d'analyser la première couche déposée mais son «concurrent», Obico, lui le permet (plus d'informations >>> ici <<<). Donc avant d'installer Obico (via KAIUH), en ssh je désactive le service OctoEverywhere (sudo systemctl stop octoeverywhere; sudo systemctl disable octoeverywhere) puis j'installe Obico et complète l'installation en liant ma XM3 à mon compte (j'utilisais déjà Obico avec ma Ender3S1 et SonicPad). IMPORTANT: L'installation d'Obico, en tout cas sur mon système n'a pas installé un paquet indispensable: JANUS Donc il faut l'ajouter manuellement => sudo apt install janus Reste une dernière étape à faire pour que Obico utilise la caméra de buse pour analyser la première couche. Modifier le fichier moonraker-obico.cfg en ajoutant pour la caméra de buse le paramètre : Is_nozzle_camera = True Mon fichier: [server] url = https://app.obico.io auth_token = *********************** [moonraker] host = 127.0.0.1 port = 7125 [webcam Qidi] disable_video_streaming = False [webcam Nozzle] disable_video_streaming = False Is_nozzle_camera = True [logging] path = /home/mks/printer_data/logs/moonraker-obico.log [tunnel] Il faut juste bien renseigner le nom des caméras qui doit être identique à celui utilisé lors de leur ajout via l'interface Web (Fluidd / Mainsail). Le nom des caméras est au format Unix donc la casse des caractères doit être respectée (Majusucle / minuscule). Sauver et fermer puis, redémarrer le service moonraker-obico pour qu'Obico prenne en considérations ces modifications. L'accès au site app.obico.io (ou à l'adresse de votre propre serveur si vous en avez monté un (ce sera une prochaine étape quand j'aurai fini de remonter un nouveau NAS)). permet de commuter l'affichage : Pour que l'analyse se fasse à l'issue de la première couche, il faut ajouter dans le trancheur utilisé le Gcode (documentation) : _OBICO_LAYER_CHANGE CURRENT_LAYER={layer_num + 1} MINX=[first_layer_print_min_0] MINY=[first_layer_print_min_1] MAXX=[first_layer_print_max_0] MAXY=[first_layer_print_max_1] Dans la section Avant changement de couche (Before layer Change) des Gcodes personnalisés de l'imprimante. Un Gcode tranché ainsi puis imprimè, met en pause l'impression à l'issue de la première couche (une légère rétraction du filament a lieu avant de baisser la température à 170°C, ventilateur de refroidissement du filament activé à 100%). une fois la température descendue, la buse / caméra balaye la surface de la première couche pour l'analyser et détecter d'envetuels problèmes. Suivant le type de notifications choisies (Mèle, SMS, …), un message est ensuite envoyé avec un score (A-F) et une vidéo «accélérée» montre l'analyse effectuée). Exemple (j'utilise le courrier électronique) : La vidéo (transformée en GIF) du balayage : A noter: En fonction du score attribué, un certain nombre de suggestions est donné. Le choix de toute façon reste à l'utilisateur de continuer ou arrêter l'impression. Ce que je constate après quelques impressions : la buse et la chaussette de protection doivent être parfaitment propres pour éviter des faux-positifs (ce qui était le cas de mes vidéos) la vitesse de rétraction du filament par défaut est trop faible (15mm/s) avec ma XM3, le fichier moonraker_obico_macros.cfg est en lecture seule (lien symbolique) et ne peut être édité via Fluidd (Mainsail), on ne peut le modifier qu'en passant par une connexion ssh En espérant que ce soit utile à d'autres makers.






 2 points
2 points -
Dans le fichier printer.cfg, la section [bed_mesh], paramètre «probe_count» (avec un lit carré, on utilise une matrice carrée (5,5 / 7,7 / x,x). Exemple avec ma X-Max 3 : [bed_mesh] speed: 200 horizontal_move_z: 5 #10 mesh_min: 22,15 mesh_max: 310,310 probe_count: 11,11 #9,9 algorithm: bicubic bicubic_tension: 0.2 mesh_pps: 4, 4 Plutôt que faire un maillage à chaque impression, utiliser le maillage adaptatif, normalement par défaut. La matrice utilisée par le nivellement ne se fera que sur la surface de la pièce imprimée. Pour le gauchissement (warping) des coins, soit revoir le «Zoffset» et rapprocher un peu la buse du plateau (0,02 / 0,05), ou mieux préchauffer le lit pour qu'il soit réellement à 60°C quand on lance l'impression (le plateau aluminium est épais (6 mm), si en plus tu as la X-Max 3 modifiée avec base magnétique (donc sonde de nivellement et pas BLTouch), cette base elle aussi doit monter en température). Un préchauffage d'une dizaine de minutes permettra d'être proche des 60°C sinon la sonde de température placée sous le lit quand elle atteint 60°C, le haut du plateau est plutôt aux alentours de 50/52°C).2 points
-
Je suis bénévole : j'ai des missions pour le cyclisme sur route et sur le marathon. Alors le schmilblick n'a absolument rien à voir avec l'anatomie humaine, que ce soit le nez ... ou ailleurs2 points
-
livraison de ce midi, à part le treuil que j'avais déjà reçu (je vous épargne le quoi qu'est-ce)
 2 points
2 points -
Bon, un peu plus tard, on a attaqué le gros pinion conique... Une fois le module connu, il n'y a plus de doutes, et on a juste a appliquer la bonne projection sur le cone... Une fois encore, j'ai imprimé la pièce (PETG noir)... Et une fois encore, cela fonctionne parfaitement avec les pièces originales... Il me restera à regarder la transmission vers l'arbre central et la transmission avant pour le Lynx, mais pour le Doberman 2WD, la difficulté est passée...2 points
-
C'est clair… les traces de sang seront moins visibles sur le capot et la calandre. Un coup de nettoyeur HP ...et hop2 points
-
Impossible de faire autrement, faut que les gens se poussent quant on va arriver dans les rassemblements2 points
-
il y a déjà du bois peint en noir dans la partie arrière, je vais laisser comme ça, je vais pas faire de déco à l'intérieur mais plutôt du fonctionnel, par contre j'ai déjà une idée pour l'extérieur. Ca va être ce style.

 2 points
2 points -
Salutation ! Comme il te semble difficile de nommer et détailler les étapes effectuées et résultats obtenus, car tu débutes ( a tu bien obtenue un fichier d'impression .gcode après avoir passé et découpé le .stl dans un trancheur ? quel est exactement le nom du fichier .gcode ( car un nom trop long ou avec des caractère spéciaux peut ne pas passer avec certaine machine/firmware) a tu bien éjectes la carte SD avant de la déconnecter ? le fichier est-il visible sur l'imprimante ? quand on clique sur le fichier à imprimer, y a-t-il un message d'erreur ou non ? un début de chargement ? les températures qui augmentent ou non ? le pourcentage d'avancement qui reste ou non a 0% ? des mouvements de la tête d'impression ou même pas ? ... ) alors prend le temps de rechercher avec google ou autre, et de regarder les vidéos trouvés par exemple sur YouTube exemple avec https://www.google.com/search?q=ultimaker+cura+débutant, on arrive sur par exemple la vidéo suivante ou encore prendre le temps de parcourir la section Tutoriels du forum. Bonne découverte.1 point
-
Et tu fais quoi après, que se passe-t-il ? carte microSD formatée (de taille inférieure ou égale à 16Go en FAT 32 4096 octet) , le fichier xxx.gcode sur la racine de la carte.1 point
-
merci pour ta reponse j'ai un peu plus etudié le pb en fait après le slice la carte graphique est a 100% de charge donc forcement elle monte en température si je repasse sur l'onglet preparation la charge retombe a 5% et si je repasse a preview la a nouveau 100% de la charge je ne sais pas si c'est lié au type de modèle ou si c'est un bug mais je trouve tres tres genant je vais revenir sur creality print 5 jeanmarie je viens de refaire les essais avec le meme fichiers et les memes parametres sur la V4 la carte graphique monte a 100% de charge en mode preview avec la V5 la CG monte a 30% pendant le slicing et revient a 1a 2 % en mode preview donc c'est clairement un gros bug , Claro que SI le systeme est sous windows 10 a jour et la CG est une GTX 1080 avec les drivers a jour jean-marie1 point
-
Je vous tiendrais au courant de comment le truc ce comporte en retirant la bobine qu'il veux absolument utiliser ^^1 point
-
Pareil, je peine un peu, beaucoup, etc... Sans rire, il faut un peu plus d'explications...1 point
-
@Mylo Oula, ce n'est pas clair du tout, donne plus de détail, c'est la création d'un fichier pour ender3 pro, je suppose ? car créer un fichier à partir de l'imprimante ender 3 pro chapeau !!1 point
-
Bien sur PC type tour ou portable, je suppose carte graphique externe ( pas celle couplée au processeur si il y a) Bien je viens de tester avec le même creality print sur un assez gros slice. (environ 2 minutes) Carte graphique GTX 1070. départ 39 °C l'activité de la carte graphique oscille entre 35 et 42 % slice assez long la température prends 1 à 2 °C vers la fin vers 49 ° Slice fini donc on est en aperçu, la carte graphique est toujours active vers 50% et chez moi la température monte assez vite vers 60-61° C. Je note aussitôt que je repasse en mode prepare, l'activité de la carte chute vers quelques % et la température dégringole tout de suite. En conclusion Creality print sollicite la carte graphique pour le slice et encore un peu plus pour la visualisation de l'aperçu tranché. Selon ou est le capteur, il ne me paraît pas anormal qu'il y ait une inertie pour la montée température de la carte. en repassant en mode prepare la chute est brutale, mais si je me souviens bien je crois que sur ma carte MSI carbon GTX 1070, les ventilos de la carte se déclenchent un peu en dessous ou vers 60°C. A priori rien d’inquiétant donc. PS aussitôt que je repasse en mode preview même 15 minutes après tout remonte vers 61 °C et se stabilise à 60°1 point
-
Je n'ai pas de Qidi : Pour la dernière photo, je pencherais pour l'effet d'une première couche un peu trop écrasée ou et un flow un peu fort. Pour le coin qui se soulève sur une pièce de grandes dimensions, un peu de warping. solution si tu as la place mettre une bordure de 6-8 à 10 mm de largeur. ( ou pastille anti warping) si PLA ne pas monter trop vite la ventilation du filament à 100% ( mettre à 5 ou 6 mm en progressif ) Tu fais le leveling sur combien de points ? peux tu l'augmenter ? Pour la première photo, cela peut être la raison de la ligne.1 point
-
@PPAC ne joue pas car il sait ce que contient le paquet. Merci à toi. Que peut bien contenir ce paquet (ouvert par la douane ) : Ce ne sont pas des tee-shirts



 1 point
1 point -
Ha zut. Donc je n'ai pas vraiment fait avancer le truc… A tu la donc technique avec l'affectation des PIN coté écran officiel et/ou coté carte mère que tu utilises ? (car l'écran que tu as mis en capture d'écran lui doit respecter les affections décrites dans https://reprap.org/wiki/RepRapDiscount_Full_Graphic_Smart_Controller ) ( Je me rappelle une carte mère, où il me fallait faire une rotation de l'un des câbles EXP quand je le branchais sur la carte mère car les PINs n'étaient pas organisées de la même façon sur le connecteur de la carte mère ... )1 point
-
Si il est utilisable peu importe la pièce un support pour ventilateur vu la chaleur1 point
-
Salutation ! https://www.reprap-france.com/produit/1234568630-ecran-graphique-128-x-64-points-2-1-pour-microdelta-rework ? Cela semble proche d'un https://reprap.org/wiki/RepRapDiscount_Full_Graphic_Smart_Controller qui doit sûrement être compatible (mais à vérifier car je n'aime pas le "Ce kit est dédié à la carte eMotronic et Smoothie-compatible . Il ne fonctionnera pas avec RAMPS, Teensylu et RUMBA" du premier lien mentionné en début de mon commentaire ...) Et si c'est bien un genre de clone d'un écran LCD 128x64 alors sur AliExpress avec les mots clés "LCD 12864" ( cf https://fr.aliexpress.com/w/wholesale-LCD-12864.html ) tu devrais trouver ton bonheur. Après, il faudra vérifier que tu as bien des ports EXP1 et EXP2 sur ta carte mère et il faudra probablement modifier le firmware s'il n'y a pas d'écran d'origine (car probablement pas activé dans le firmware actuel dans ce cas)1 point
-
Bingo !

 1 point
1 point -
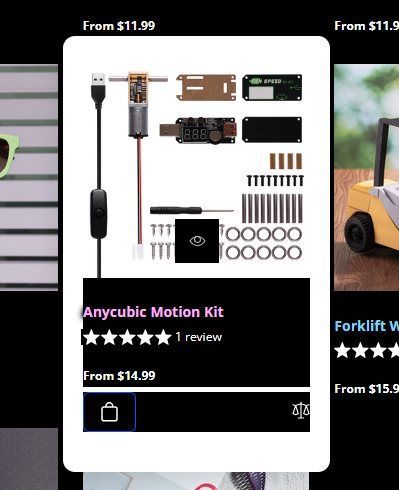
Y-a-t'il les mots : Anycubic Motion Kit dans le nom du kit ? Un passage de la souris sur ce kit montre une bonne partie des pièces
 1 point
1 point -
C'est ça Photos au retour de weekend ^^1 point
-
Heureusement qu'il n'y a pas trop de questions car aujourd'hui et demain je serai peu disponible : JO obligent...1 point
-
Voilà j'ai reçu et installé l'écran BIGTREETECH K-Touch Si vous souhaitez un écran ayant à peu près les mêmes fonctionnalités que l'écran d'origine de la SK1 le K-Touch fera le job. Très facile d'installation, le K-Touch se connectera via Wifi => Wifi ou Ethernet de votre imprimante J'ai créé un support pour l'installer sur la SK1 support_ecran_ktouch_v2.stl il vous faudra 2 vis M3x12 et 2 vis M3x8 et 2 écrous M3

 1 point
1 point -
Sans compter le nombre d'essences utilisées (peuplier, pin maritime, bouleau, hêtre, châtaignier, merisier, okoumé etc... etc ...) et pas toujours clairement identifiées ou identifiables ; qui réagissent de très différentes façons (du feu de joie au presque incombustible...). Je pense même que les colles utilisées réagissent différemment. Donc, le test individuel est indispensable1 point
-
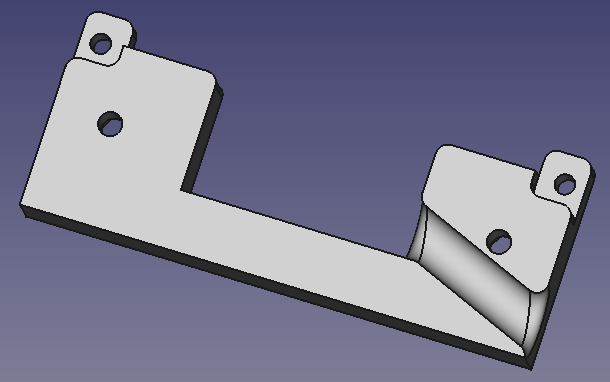
J'avais toujours un doute sur le module de ces couples coniques... Avec un module de 1.6, le cone devrait être plus court que ce que je vois avec ces pièces. Avec un module de 1.8, ma distance du cone semble spot on. Du coup, c'est en 1.8 que je pars... Maintenant que la pièce est dessinée, j'ai décidé de lancer une impression pour un check rapide du module... La pièce est imprimée en PETG noir (à cause de la plaque en place dans l'imprimante, et que je ne voulais pas bouger de mon bureau pour lancer le print tout en gardant un oeil sur les jeux olympiques au même moment...). Cela semble bon... Et ça marche parfaitement... Il est maintenant temps de s'attaquer au grand couple conique.1 point
-
Démontage de la séparation entre l'avant et l'arrière. Je vais aussi démonter le plancher pour voir l'état de la caisse en dessous, tout nettoyer et refaire un traitement antirouille. Pour la partie tableau de bord, je vais virer la partie rouge et décaler la partie verte, l'autoradio sera plus proche du conducteur et à côté je vais essayer d'y mettre l'écran des caméra, il est beaucoup plus long que l'emplacement donc il ira en biais (meilleurs visibilité vers le conducteur) mais ça je ne peux le faire que quant j'aurai reçu le matériels. J'ai aussi le siège conducteur à refaire ou changer (à condition d'en trouver un pas cher car j'ai déjà dépassée le budget de départs)

 1 point
1 point -
Je suis étudiant et il y a quelques jours je suis passé de la version 2022 à 2024 de solidworks, je confirme que c'est bien gratuit mais faut farfouiller dans les pages car c'est assez bien caché, notamment la clé de licence1 point
-

From the album: VAP38
1 point





















.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)
