Classement




Contenu populaire
Contenu avec la plus haute réputation dans 23/09/2024 Dans tous les contenus
-
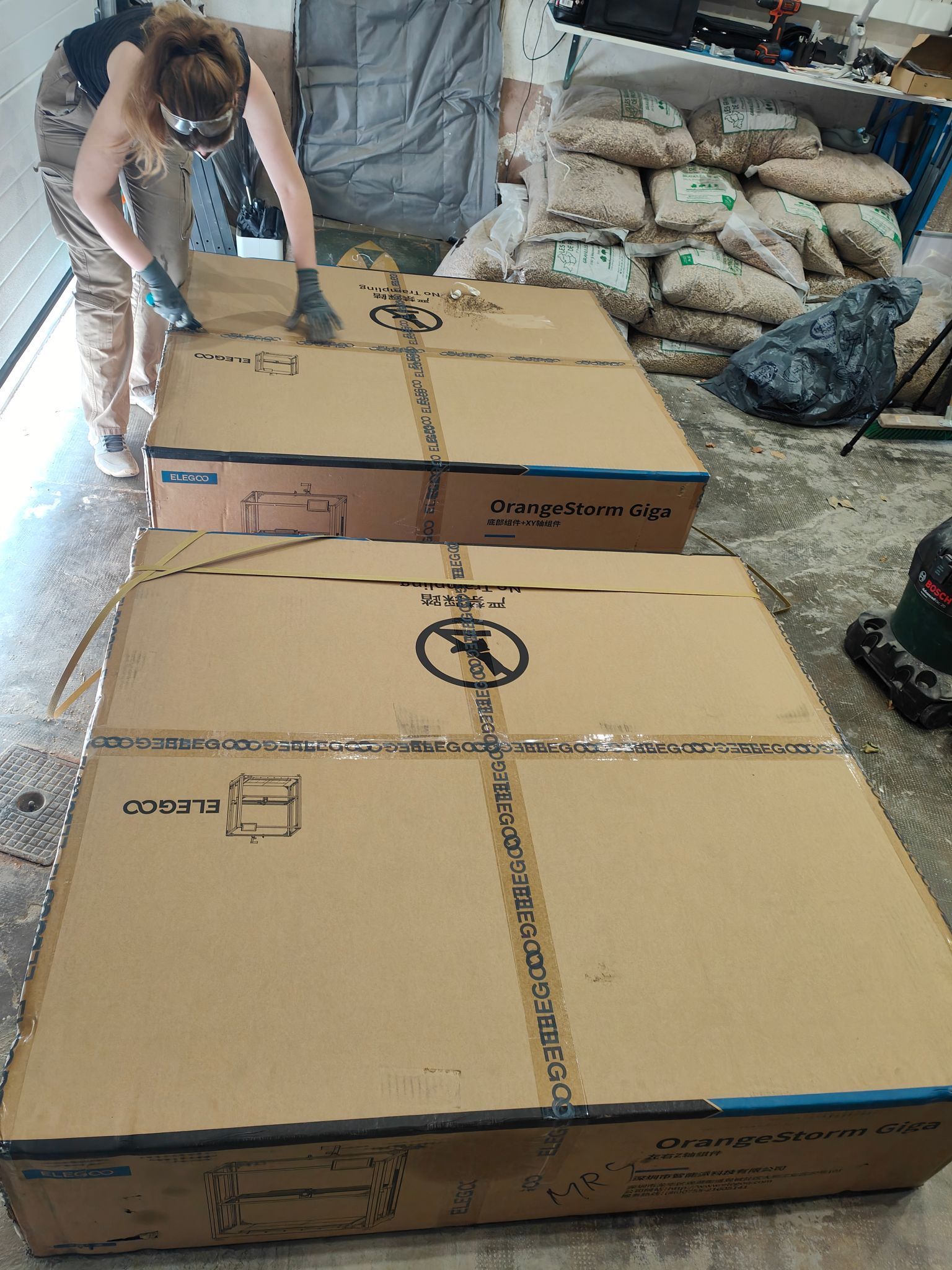
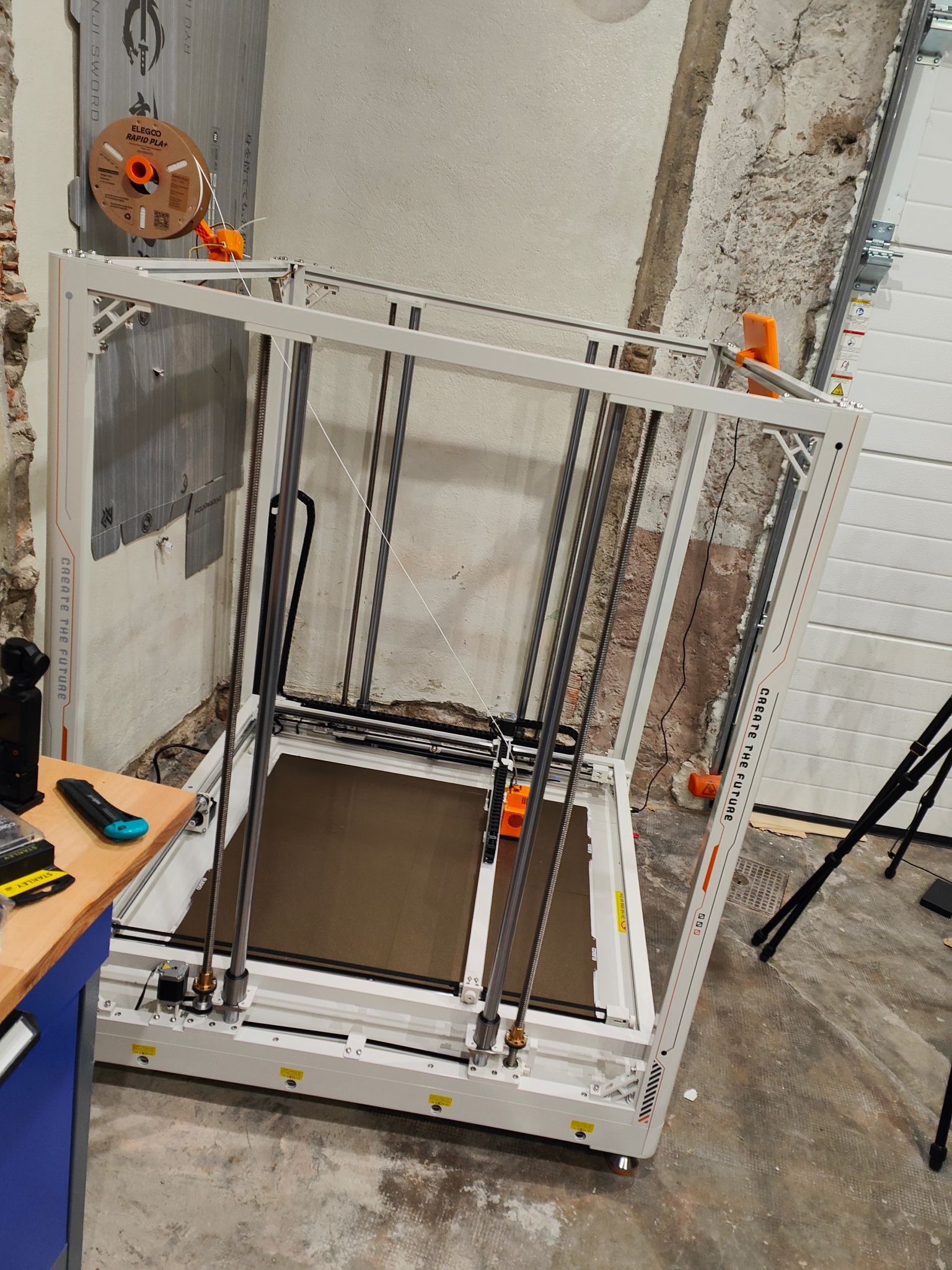
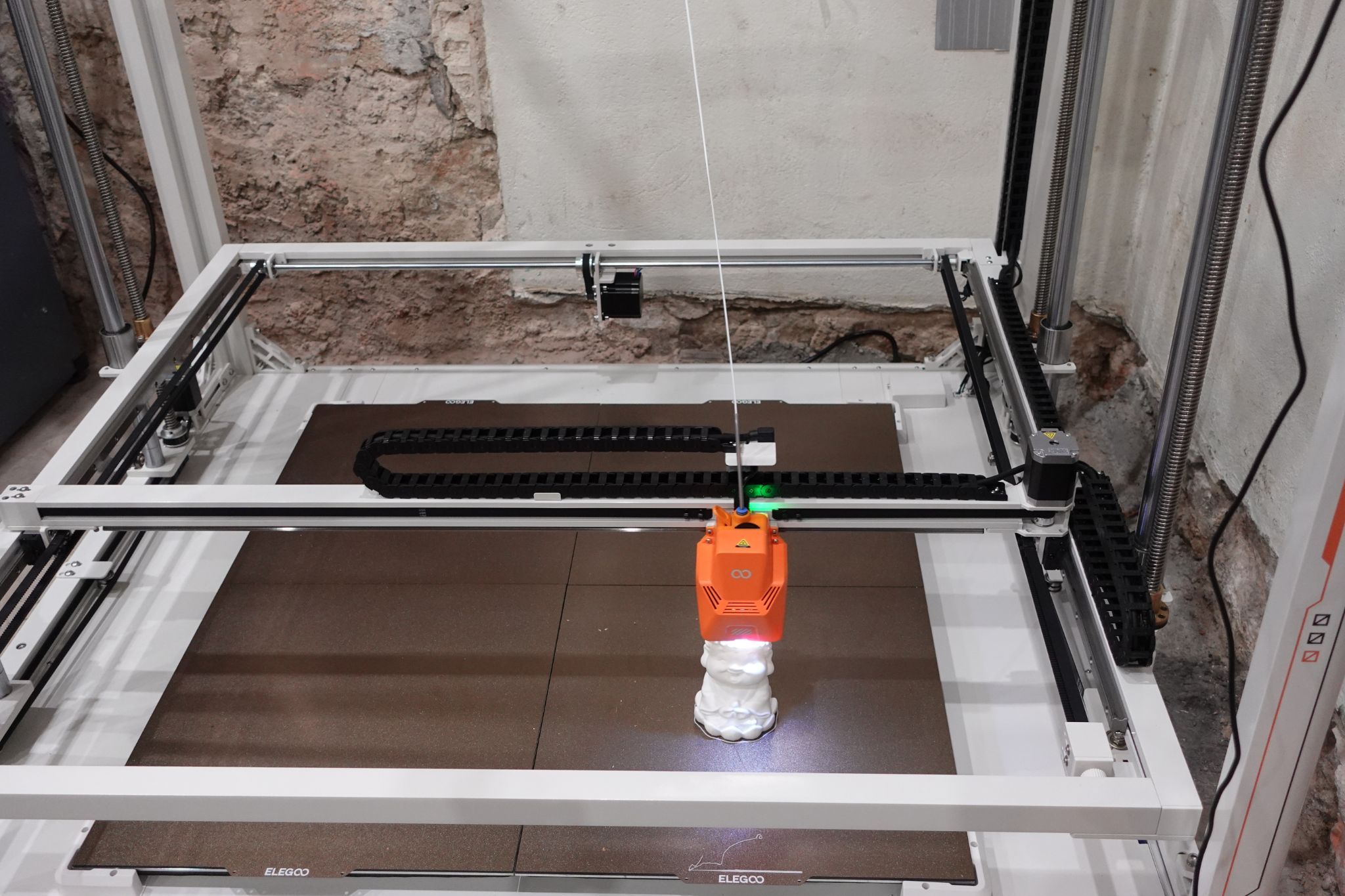
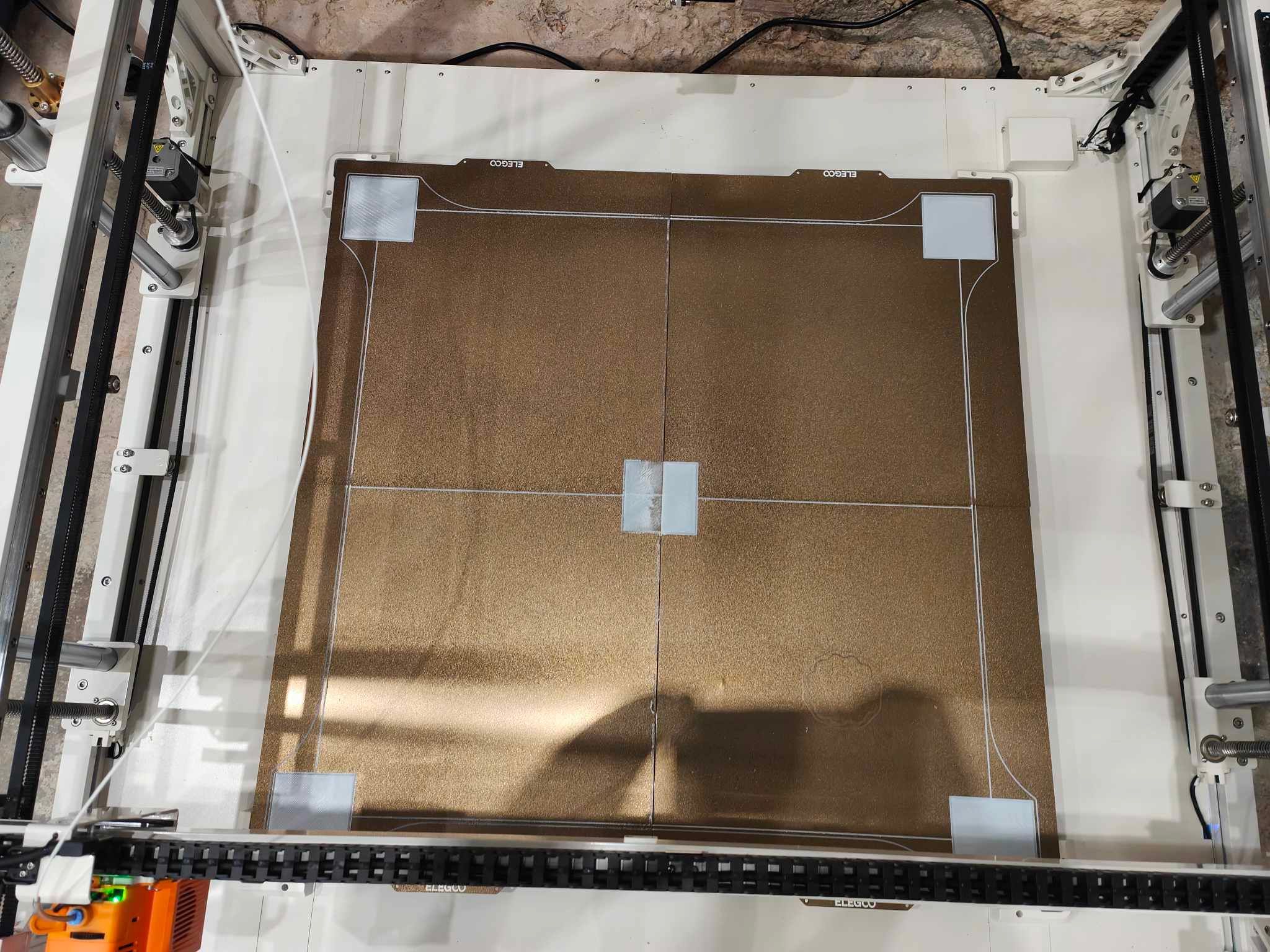
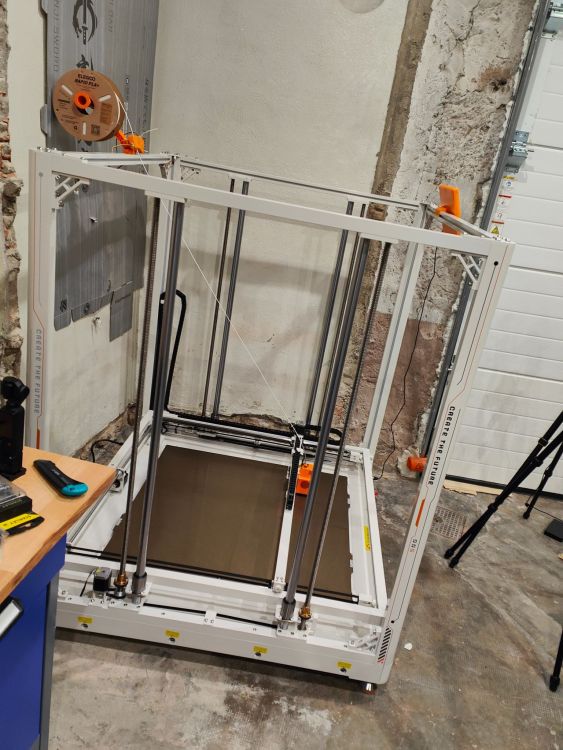
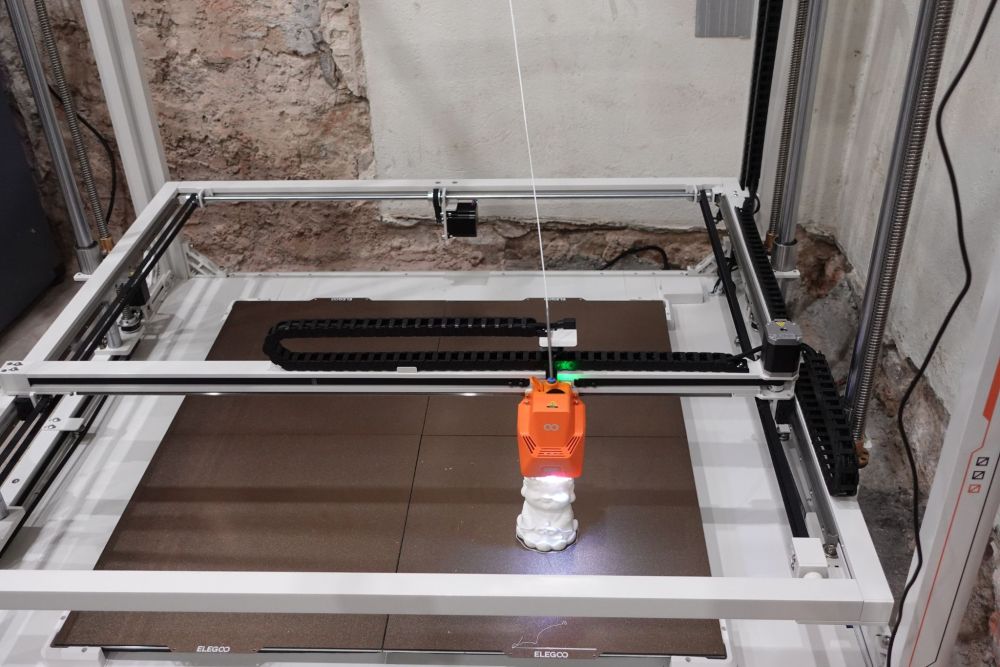
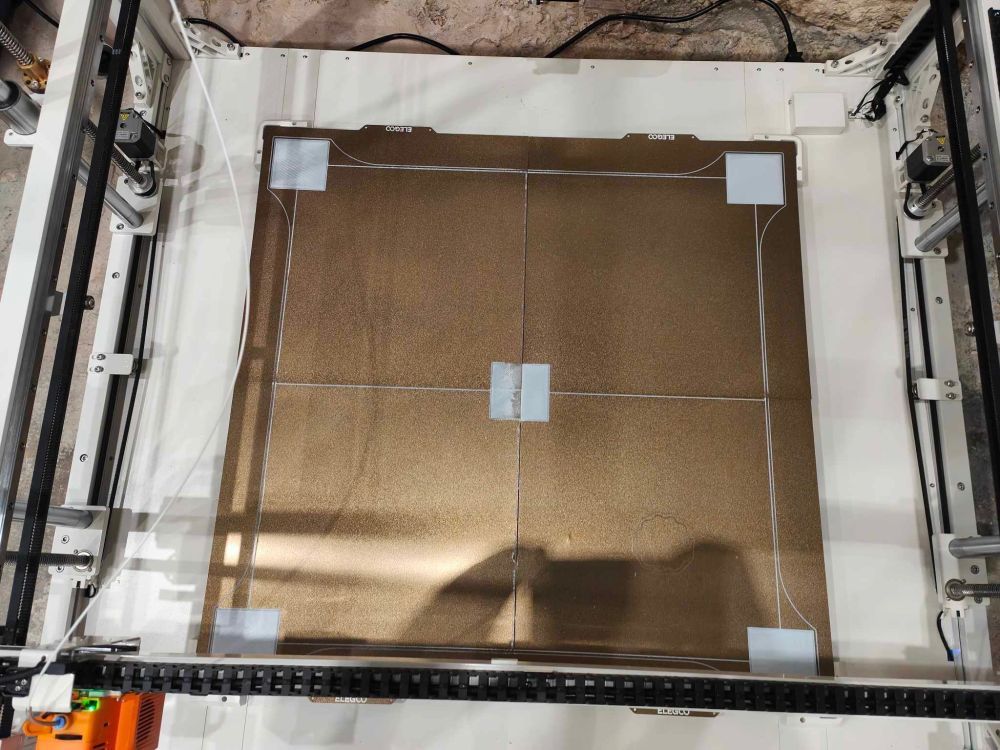
Ca y est, l'espace dans le garage est aménagé, on a poussé les murs, on a pu enfin monter le monstre de chez Elegoo : Voilà quelques photos en vrac du montage : Il est évident que c'est mieux d'être deux pour monter ce truc qui une fois assemblé pèse toujours 100 kilos minimum. Le montage est simple en soi, une armée de vis à fixer sur des axes. La notice est assez simple, malgré une négligence sur les dimensions des vis (on parle de 6x28 alors que c'est 6x25) mais c'est corrigé sur la notice vidéo. On aura aussi une tête 0,6 de rechange en plus d'une 0,4 ,une 0,8 et une en 1,0 ainsi qu'un enrouleur pour bobine de 5 kilos, et deux détecteurs de filament, un pour les bobines de 1 kilos, et un pour les bobines de 5. En bon tricheur que je suis, j'ai d'abord posé la base dans l'emplacement définitif de la machine (un COIN), et c'était comme le préconisait @PPAC une grosse difficulté pour l montage. Sans se dégommer le dos, le cou et le reste, il faut se débrouiller faire le tour de la machine, dans mon cas j'ai préféré me contorsionner. La machine dispose de pieds réglables, et ça c'est cool, j'étais sur le point d'envisager de refaire une chape sur mon sol qui est un véritable numérojob (job fait par Numérobis), mais les pieds réglables me permettent d'éviter ces travaux supplémentaires. Le déballage et montage a du nous prendre deux heures avec les contraintes photos et la découverte, et surtout l'espace réduit sur lequel nous nous sommes contraint pour monter la machine. Si l'apparence est très correcte, l'armature de la machine est de qualité très honorable, le choix d'avoir 4 plateaux assemblés (et sans réelle calle pour faciliter leur manipulation) est particulier. On regrettera aussi le câble de l'écran. Ce dernier doit pendouiller de façon assez dégueulasse, quel dommage qu'un emplacement n'ai pas été placé pour le cacher derrière, et il est trop court pour tricher. Autre point particulier, l'emplacement des boutons. Le bouton d'alimentation est à l'arrière, à coté de l'emplacement de la prise, vu la taille de la machine c'est dommage de rendre nécessaire un accès arrière. J'ai branché le câble d'alimentation (de 50cm uniquement ><) sur une prise connectée à une rallonge. Pareil, il y a une sortie Ethernet à l'arrière, ainsi qu'une prise fournie de 20cm ><, je n'ai pas encore compris l’intérêt de la connexion (un accès via l'adresse IP ?), le slicer fourni est une version de Cura, si il y a un accès en ligne, il faut que je vois. Il y a aussi un accès wifi, mais malheureusement le signal est trop faible pour trouver ma box (la majorité des autres machines de la pièce sont pourtant détectés). Pareil pour l'emplacement USB sur l'avant en bas, faut faire des squats pour envoyer des prints (bon, en même temps, faut faire des squats pour décrocher les prints du plateau). Après avoir alimenté la machine, lancé l'allumage, utiliser l'input shaper et l'auto leveling, j'ai du faire le Z, ouais OK, il ne se fait pas tout seul La manipulation est assez longue, les plateaux chauffent en 8 minutes, même si un seul peur suffire pour une impression (il y a 4 alimentations internes, sans doute une par plateau, donc chaque plateau a une seule source d'alimentation, il y a 4 transformateurs 115/230V). Les nombreux points de leveling (j'ai pas compté mais il doit y en avoir 100), sans parler du temps nécessaire pour que la tête descende, ça prend bien entre 15 et 20 minutes. Une fois le Z vérifié avec la cale métallique fournie (qui a décidé de se déformer), on lance un fichier de test sur la clé qui ne s'imprimera que sur un seul plateau. Malgré une tête en 0,6 le fichier sortie en deux heures est plutôt sympa, forcément moi qui suis habitué à la résine, je ne le trouve pas incroyable, mais c'est supérieur à ce que je sortais avec ma Sidewinder bricolée avec mes pieds de noobs de l'époque (qui n'ont pas trop évolué d'ailleurs) Par la suite, j'ai lancé un gros test de leveling, afin de m'assurer que je pouvais imprimer sur les 4 plateaux, le Z est différent d'un plateau à un autre, ce que je craignais un peu à vue de nez. Elegoo propose une opération manuelle pour régler ça (qui va me prendre un moment), donc je mettrais ce post à jour, une fois que j'aurai vérifié tout ça :












 5 points
5 points -
Les voici finis :
 5 points
5 points -
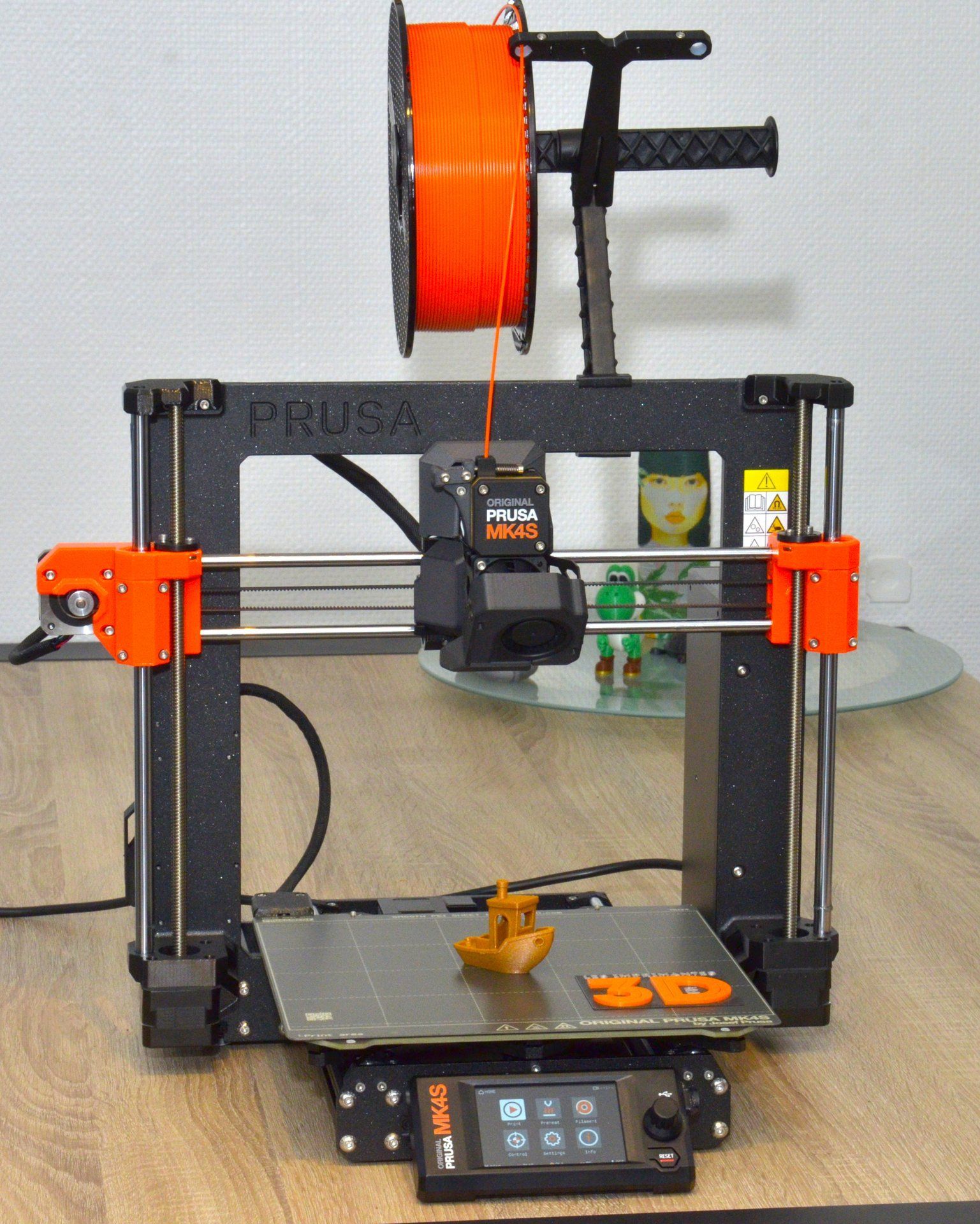
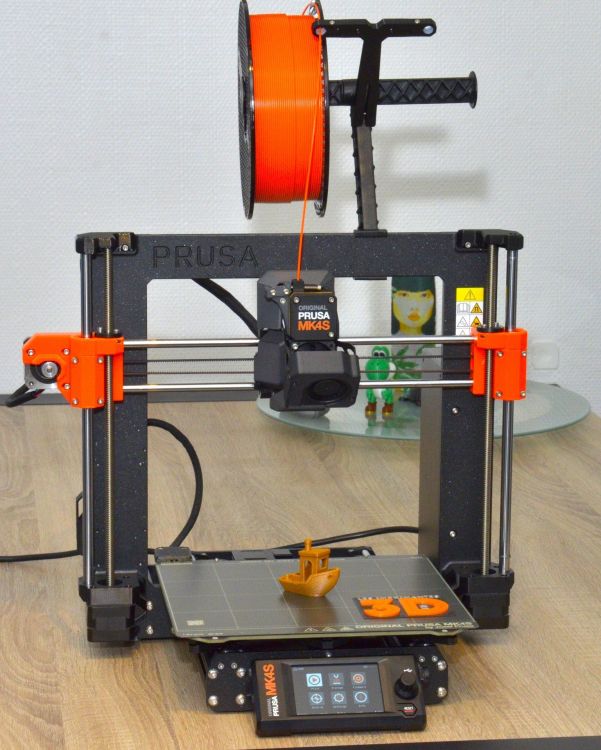
Bonjour, on poursuit les tests des machines de chez Prusa Research avec l'évolution de la Prusa MK4 que nous avions testé il y a un peu plus d'un an. J'ai reçu la MK4S la semaine dernière, que je me suis empressé de monter le week-end même. Oui, ça fait déjà une petite semaine qu'elle trône sur ma table, et elle a déjà quelques impressions à son actif, que je vous dévoilerai rapidement. Ici avec son petit Benchy traditionnel. Traditionnel ? Pas vraiment, il s'agit en réalité d'un Bonkers Benchy imprimé en 8min. C'est tout pour le teasing du jour.
 2 points
2 points -
MAIS NAN ! Fallait bien qu'on soit deux et que quelqu'un prenne les photos2 points
-
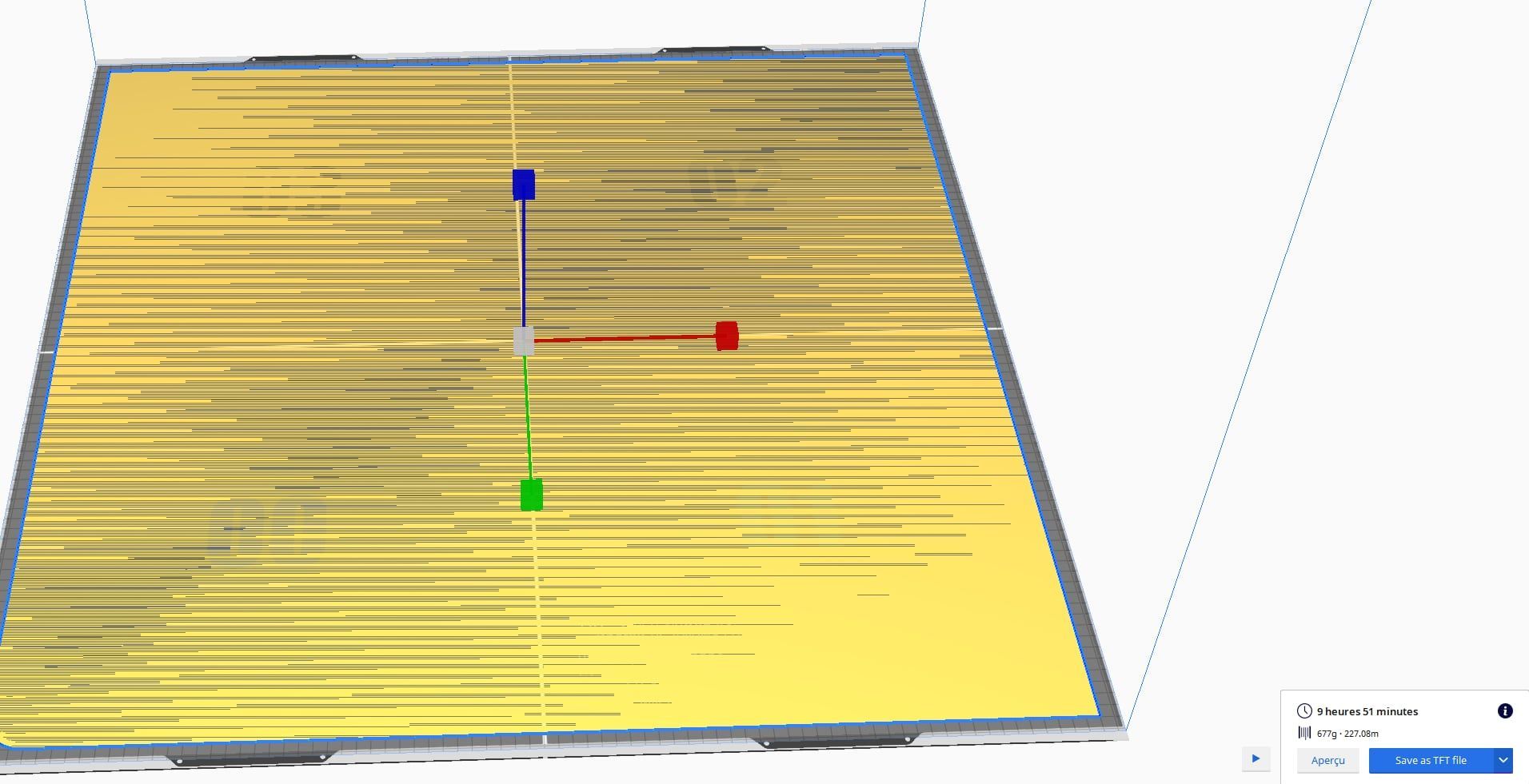
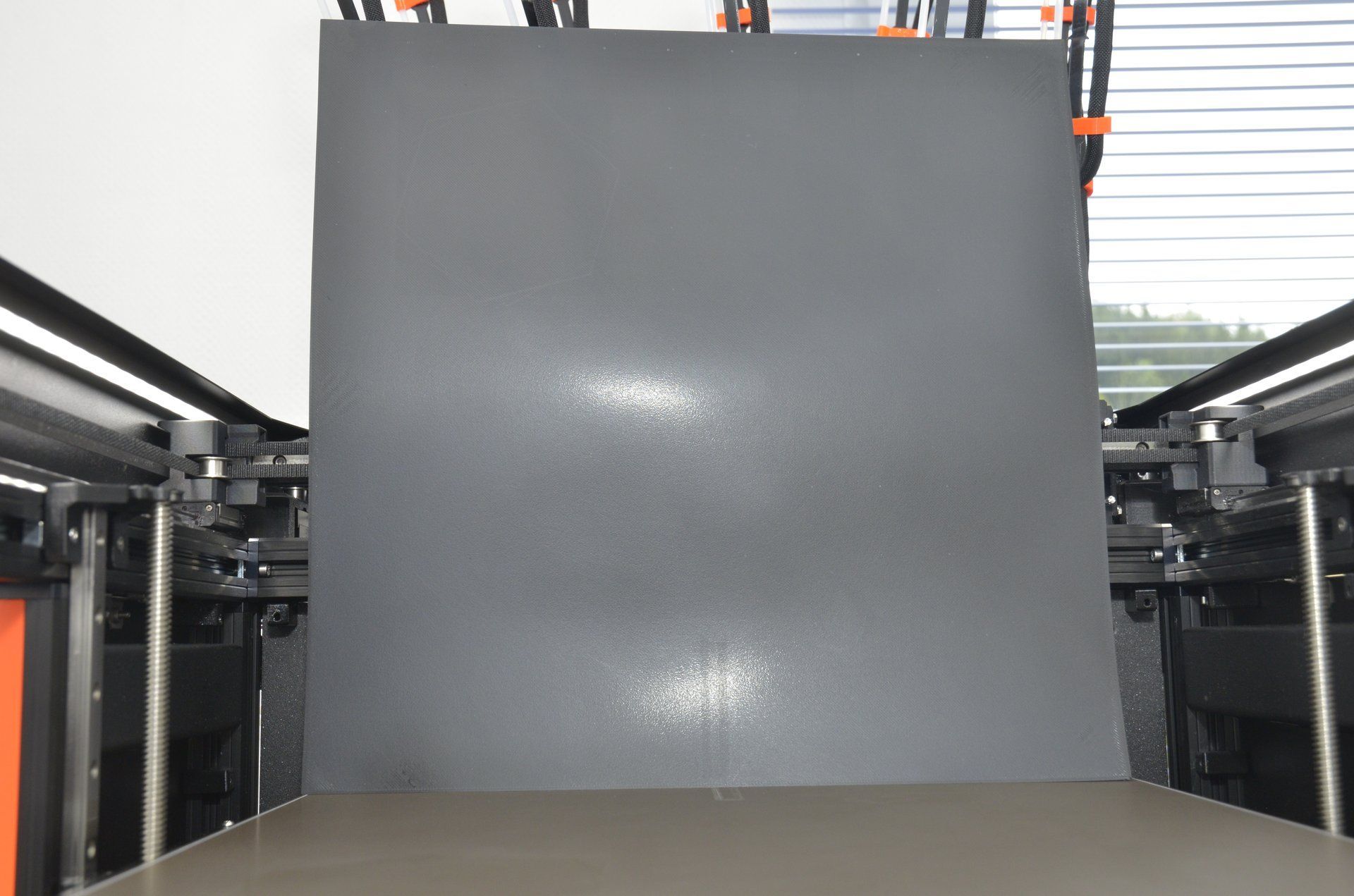
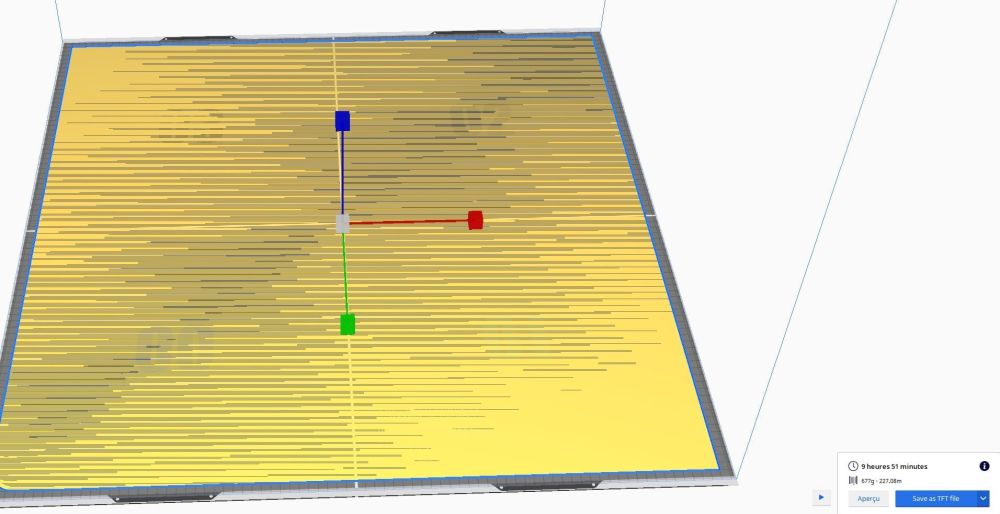
sur mon test de leveling oui, le fichier de base était en 0,28 il me semble C'est ce que j'envisageais de faire au début, en gros une feuille pour vérifier le leveling, ça prenait pas mal de filament et une grosse durée Une couche de 1mm qui fait 78x78cm ici : (pour 0,4 de haut, ça prenait un peu plus de la moitié)
 2 points
2 points -
bonjour tout le monde, nouvelle version 1.1.62 points
-
Dans Fluidd la planéité du lit est exagéré, mais là effectivement pour le remettre d'équerre ça va être compliqué surtout si tu as des "cales" en dessous du lit et au milieu Il va falloir que tu refasses le nivellement de ton lit avec les grosses roulettes de réglage, il va falloir que tu refasses tous les réglages que tu as fait lors de la mise en route de ta machine1 point
-
Elegoo m'ont fait parvenir 10 kilos de filament mais dans 10 couleurs différentes j'vais ptet refaire une grosse commande de filament blanc histoire de garder les couleurs (que je n'utilise jamais au final ) et tester plus tard des grands trucs que je pourrais passer a la peinture, mais c'est vrai que vu qu'ils ont prévu un support de bobine de 5 kilos, j'aurai pas dit non a ce format là1 point
-
Et oui une première couche c'est vite très long lorsque le plateau est grand. Sur la Prusa XL j'ai fait une première couche de 0.20mm pleine surface soit 36x36cm, ça a pris 2h et quelque chose comme 30grammes avec les paramètres standards. Ca passe encore. ^^ Mais là, c'est un monstre donc tout est monstrueux, le temps, la quantité de filament, tout. T'as prévu les giga bobines de 8kg pour les giga figurines que tu vas faire ? Bon courage.1 point
-
Bonjour à tous, ça faisait un bon moment que j'étais pas venu poster un bon plan ! Nouveau Tube PTFE "Red Devil" , type Capricorn en 1.9 mm x 4 mm, remise de 40 % immédiate >>https://www.hotends.fr/fr/accessoires/73-94-tube-capricorn-xs-19x4mm.html#/35-longueur-100_cm MagnetMK10 v2 en version " Red Devil" , remise de 30 % sur toutes les déclinaisons.>> https://www.hotends.fr/fr/accessoires/71-184-magnetmk10-v2.html#/46-qualite-ptfe_blanc_2x4mm/74-longueur-32_cm/75-extrudeur-taraudage_m6 Buse Nitro MAX PRO en 0.40 mm, en CUIVRE plaqué Nickel, pour une meilleure chauffe et une durabilité MAXIMUM !, remise de 20 % >> https://www.hotends.fr/fr/accueil/179-buse-nitro-max-pro-040-mmvolcano.html Faites plaisir à votre imprimante et surtout fini les problèmes de pneufits, les buses usées @Bientot !1 point
-
Non tu chauffes ton lit normalement, ça ne sert à rien de faire chauffer à l'avance, tu as une 4 pro, le lit n'est pas si grand que ça, je ne dis pas sur les 4 max faire chauffer un peu plus longtemp mais sur la tienne ce n'est pas utile Je te déconseille de toucher les vis du lit, tu risques de faire pire que mieux Perso j'ai abandonné la graisse pour ça et ça marche très bien https://www.amazon.fr/gp/aw/d/B00BBHKR7C?psc=1&ref=ppx_pop_mob_b_asin_image1 point
-
Oui, ca part bien à l'alcool isopropylique à 99%. En fait il y en a sur toute la carte. Je viens de faire la modification sur mon autre X Max 3 et pareil pour le vernis. A voir il n'a pas d'impact sur la température mesurée car la sonde est intégrée à la chip, mais ca a un impact sur le refroidissement.1 point
-
salut @Noob3D il faut une autorisation pour accéder aux photos HD le Polyterra je ne sais pas mais l'ABS Overture je ne le trouve pas très qualitatif, quel PA et quel température de plateau ?1 point
-
Merci. Arf oui 9 h 51 minutes et 677 g de filament juste pour un test de leveling ( qui donne une feuille qui ne servira pas a grand-chose) , je comprends que tu aies esquivé.1 point
-
Bonjour à tous, @Didi555 l’usure des roues v-slot se traduit par des aplatissements par endroit ou l’usure peut être plus ou moins homogène ? J’ai vérifier hier et elles ne semblent pas présenter d’aplatit (je pense que ça peut pas faire de mal de les changer dans tous les cas). Pour le bl-touch je regarde dès que j’ai la machine à portée de main. Merci pour ces info @MrMagounet , je vais me renseigner et regarder comment tester tout ca pour faire un retour plus complet, c’est vrai qu’avec juste des photos de cubes c’est compliqué de dresser un bilan … Ce topic m’a redonné l’envie de tester des choses et comprendre la machine, je test tout ce sue vous m’avez remonté et je reviens vers vous dès que j’ai plus de données. Merci pour votre patience1 point
-
Oui on peut aussi prendre un marteau avec une clé à chocs1 point
-
Tu peux utiliser une clé plate ou si tu as une clé à œil, pour le serrage tu serres un peu à froid et tu resserres un peu à chaud mais pas comme une brute, on visse dans de l'alu et j'ai déjà vu des pas de vis foirés ou des buses cassées donc il faut y aller avec parcimonie1 point
-
Si je n'étais pas curieuse de mon coté, je ne t'aurai pas posé toutes ces questions alors que la machine imprime ! J'ai fait acheter il y a quelques années une DOM Pro V2 1800 euros pour le fablab d'un établissement scolaire. Machine française, bien cotée à l'époque. J'ai eu le financement pour l'achat. Je trouve cette machine très intéressante. Peut être moins maintenant car la technologie a évoluée... mais je crois qu'elle reste tout de même d'un bon niveau. J'ai trouvé cet été le même modèle sur un site de revente pour un prix très raisonnable. Et je me suis "Top! tu as le temps tu vas bricoler une machine pour la remettre en état de fonctionnement !" voila l'histoire. je suis autant intéressée par les impressions que par la machine en elle même dont je suis très satisfaite malgré les remises à niveau nécessaire; j'utilise toujours le "cura for dood" qui doit un cura paramétré explicitement pour cette machine à l'époque, 2018; donc pas de mise à jour ! je pense prochainement passer à un cura plus actuel et à l'adapter pour la dood; En exportant les profils cela sera peut-être suffisant ? ou pas ! J'avais aussi penser à cette solution, d'autant plus que j'ai quelques raspberry à disposition; Cela veut dire qu'il faut que je monte une caméra sur le pi ? Dans ce cas, l'accès au net serait donné par le raspberry ? la carte de la dood n'a pas de wifi; elle a bien des pins pour ethernet, mais cela voudrai dire que je doit la flasher si je peux les utiliser ? oui, j'ai déjà fait un essai un peu brutal qui m'a inquiété! Tes conseils vont m’être très précieux!1 point
-
@sudtek Je n'utilise pas SUNLU, mais des fournisseurs néerlandais. Par contre, le PETG c'est avec de la 3D Lac et pas du PVA (colle UHU) et une température de plateau de 70 à 80 °C en réel. Pas de chauffage de chambre mais enceinte fermée. Et sauf de très rares cas comme celui que j'ai remonté, ca tient sans raft ni brim. Pour faire des supports pour le PETG, le PVA ou le BVOH marchent très bien, le PLA pas bien du tout car il n'y a quasi pas d'adhésion et on a du warping sur les supports. J'apprécie ta démarche scientifique pour caractériser ton imprimante, mais au final le niveau de précision attendu en FDM est plutôt de +/- 3/10emes (tolérances commerciales de l'injection plastique) du fait du retrait (souvent différentiel) du matériau pour une pièce qu'on imprime directement. On peut bien évidemment descendre en dessous, mais ca veut dire qu'on a au préalable imprimé une première pièce sur une machine calibrée, fait sa métrologie, corrigé le modèle 3D pour compenser des écarts et réimprimé dans les mêmes conditions, y compris celles de refroidissement après impression. Ca me fait penser à un souci de contre pression trop important au début du parcours, donc température de buse trop faible. Les constructeurs assemblent des séries de pièces mécaniques qui ont toutes leurs propres tolérances de fabrication, mais sont dans les normes attendues par eux.... Sous réserve que le contrôle qualité de chacun des composants ait été bien fait par eux et leurs sous traitants. Ils font généralement un seul paramétrage qui est répliqué sur toute la série, même si mécaniquement il y a des différences. Ca crée donc les écarts de calibration. La question c'est combien de temps faut-il passer pour calibrer en usine une machine parfaitement (et combien cela coute) pour qu'au final la machine soit en plus malmenée dans les transports et risque de devoir être recalibrée de toutes façons ? La réponse est certainement qu'il vaut mieux que chaque client fasse sa calibration en fonction de son degré d'exigence.1 point
-
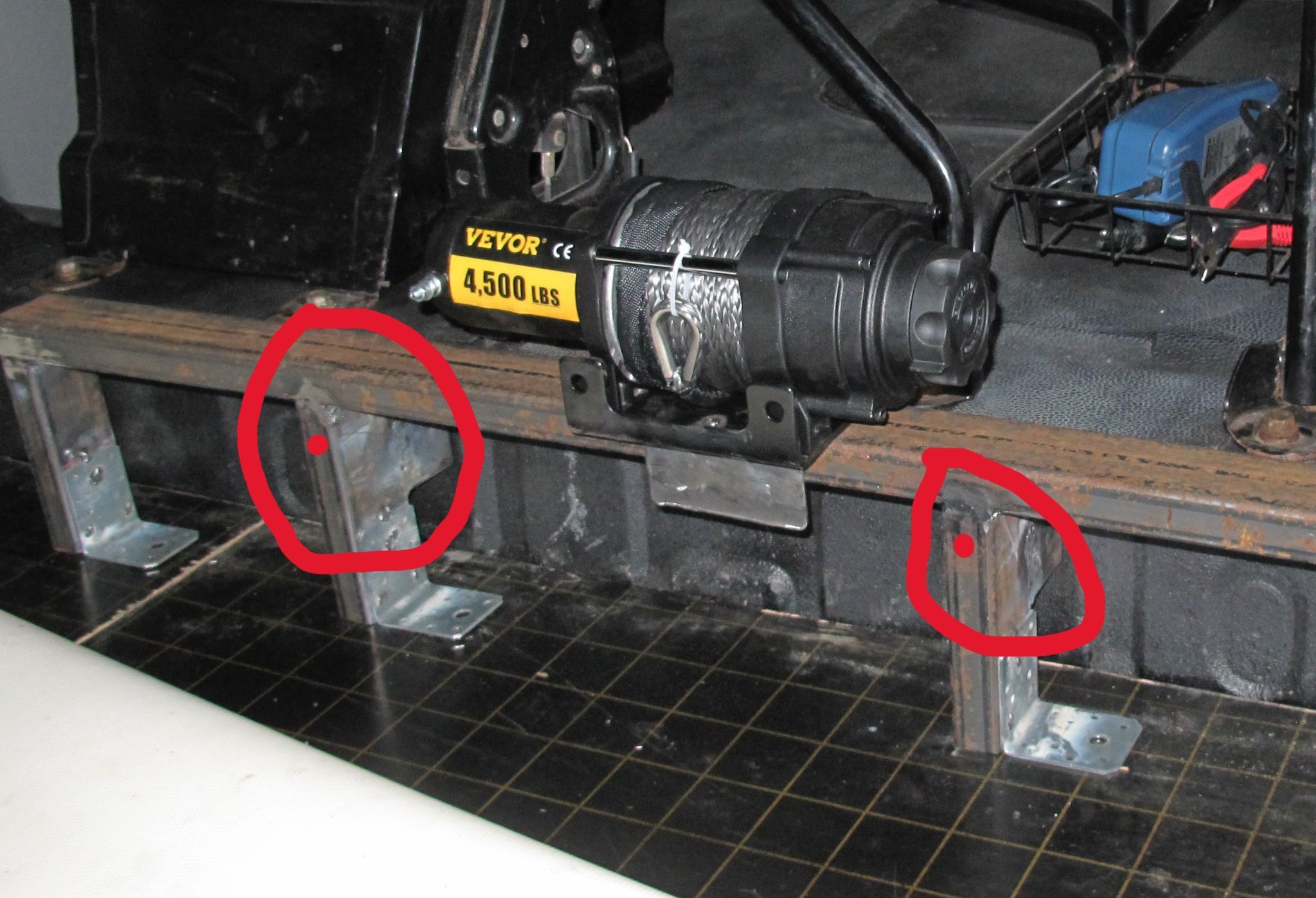
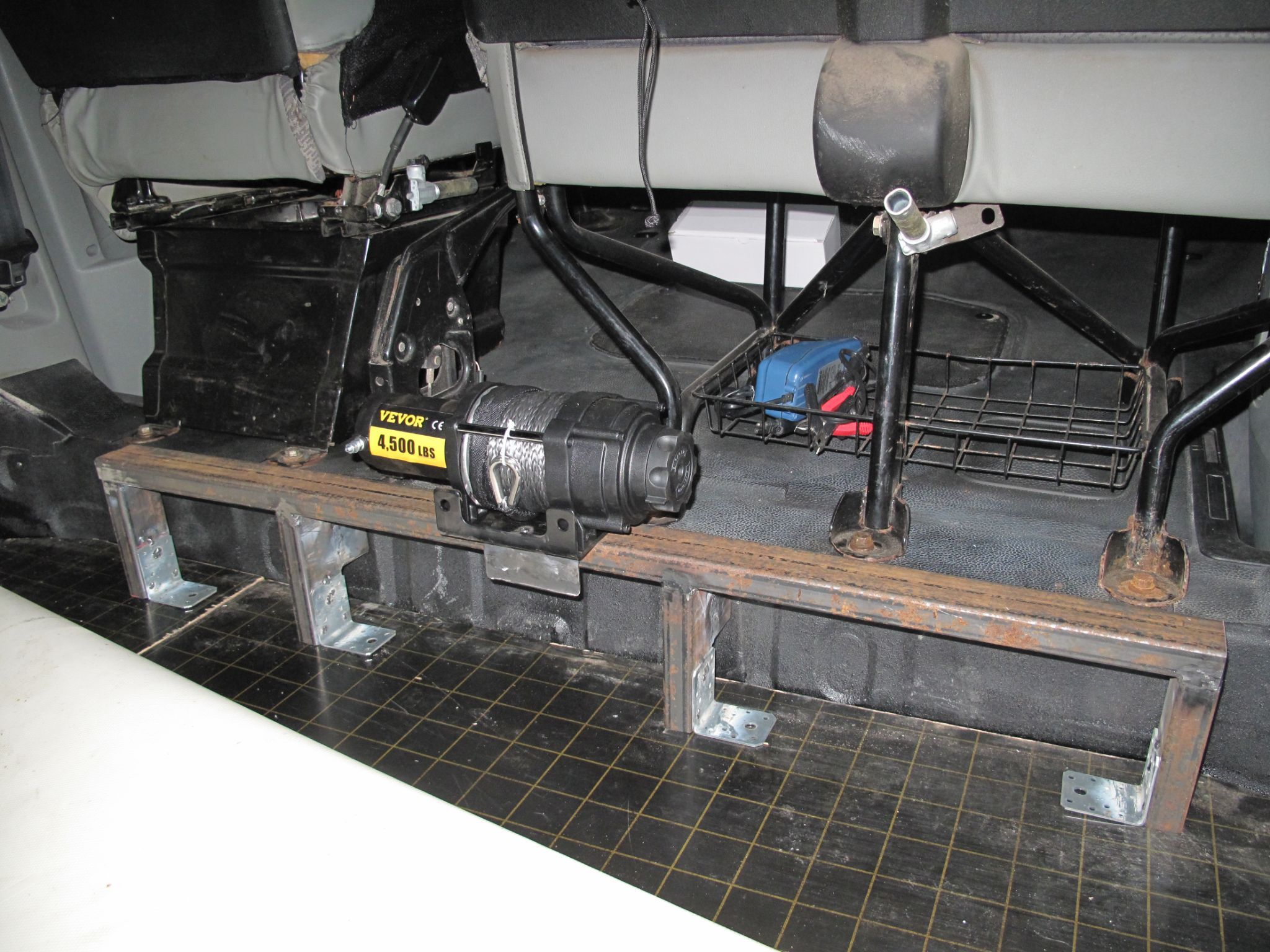
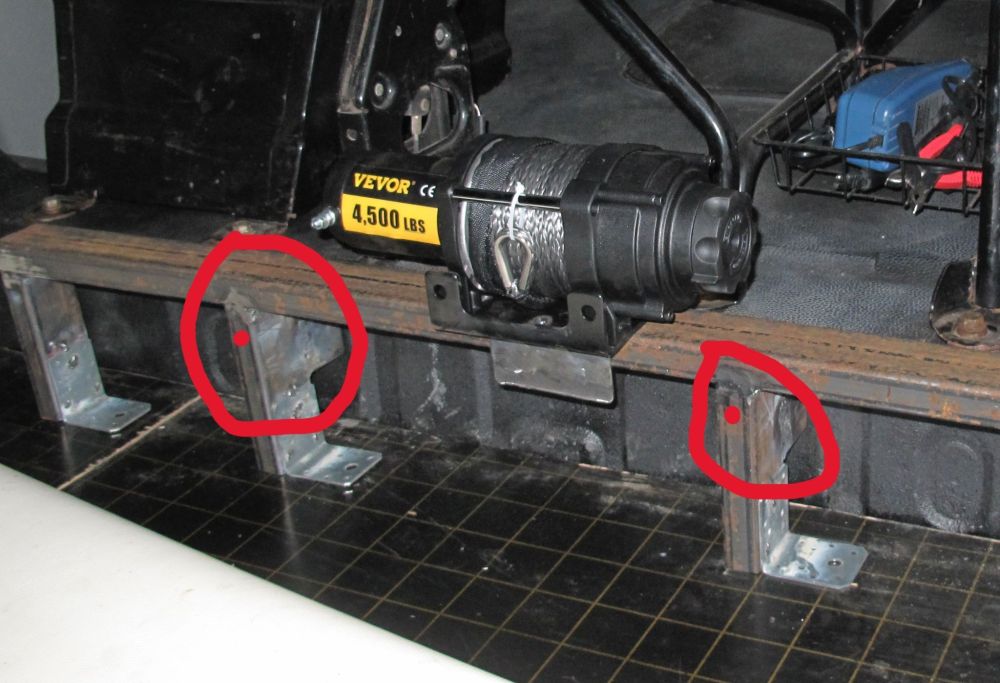
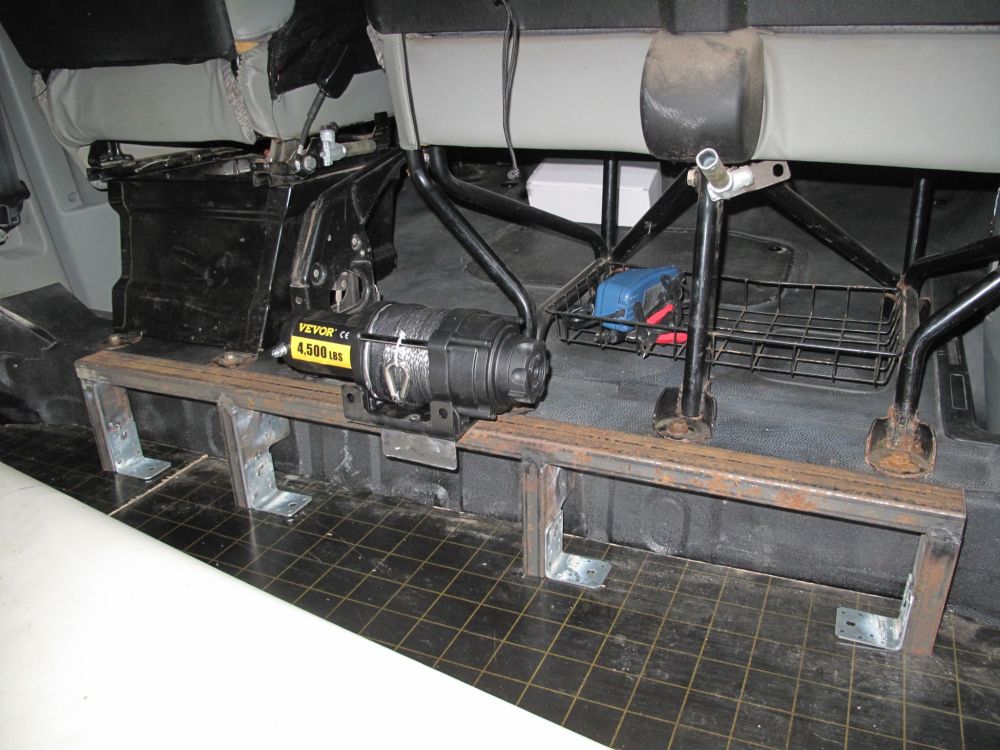
On ne les voie pas bien mais il y en a deux qui seront directement boulonnées à la caisse du camion (il y avait déjà les trous avec écrou, j'ai reprit les même mesure), j'ai pas encore fait les trous pour mettre les vis.
 1 point
1 point -
Bon, bah comme d'habitude, un super essai, détaillé, Merci @PPAC1 point
-
Bonjour @xoxixox Tu trouveras ton bonheur dans le wiki bambulab : https://wiki.bambulab.com/en/knowledge-sharing/print-volume-limitations Pour l'avoir fait, je te confirme que ce n'est pas trop compliqué. Attention, il faut bien penser qu'avec cette modification, l'AMS n'est pas utilisable. Ne pas oublier de faire la manip inverse après l'impression d'une pièce de cette taille là1 point
-
J'attend pas une heure pour imprimer de l'ASA avec ma P1S, j'ai fait mes caches de HP (grosses pièces) et pas de problème avec les paramètres générique et un plateau lisse (sans colle ou autre), ça accroche même un peu trop, j'ai quelque traces sur mon plateau de "décollement" du PEA.1 point
-
Juste pour donner une idée de la piste utilisée ce week-end, en images qui bougent...1 point
-
Tu peut aussi câbler une autre port USB dispo sur la carte mère, c'est décrit plus haut dans le fil de ce post. Si je retrouve je met le lien asap1 point
-
Un fois de plus, l'actualité de l'impression 3D fut dense cette semaine ! On vous invite à découvrir tout ça en cliquant ci-dessous https://www.lesimprimantes3d.fr/semaine-impression-3d-455-20240922/1 point
-
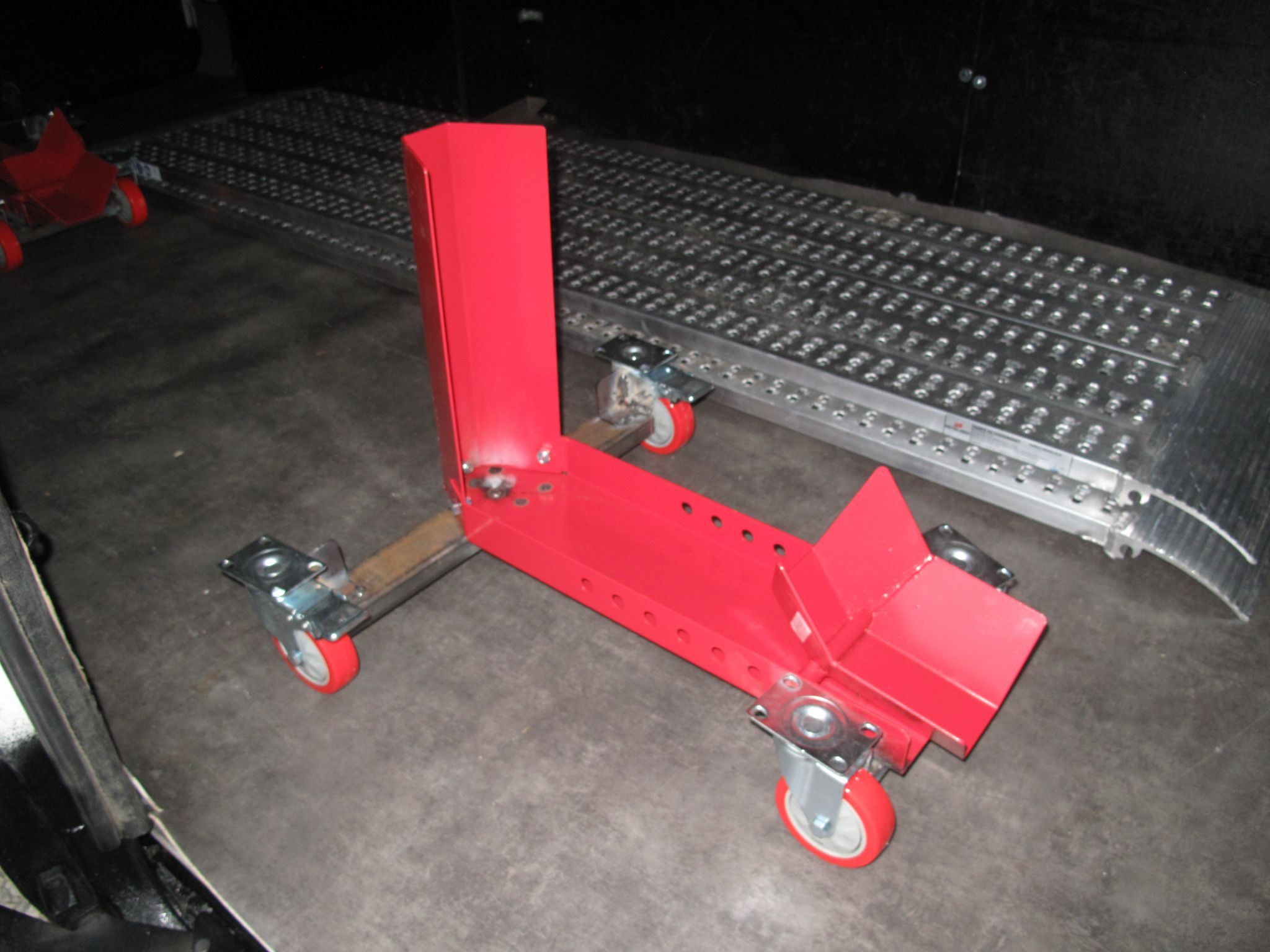
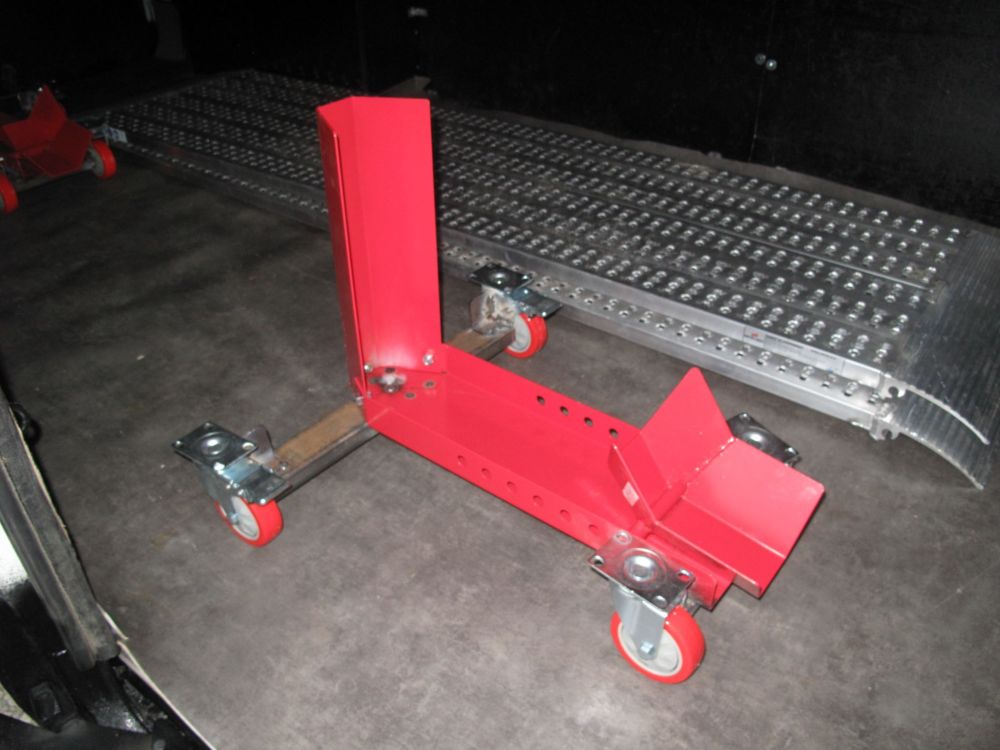
Support du treuil fait, juste 4 trous à faire et la peinture avant de le fixer au camion et les 2 chariots pratiquement fini aussi, 2 trous, peinture et une plaque amovible pour que les motos puissent monter dessus. Nouvelles clés





 1 point
1 point -
En plus des réponses de Motardgeek, il y a la possibilité de mettre du mastic fin pour reboucher les lignes avant ponçage et peinture (beaucoup font ainsi pour des pièces imprimées 3D type cosplay, etc.). Voir vidéos sur youtube. En effet pour la partie modélisation, perso je préfère 100x partir de mon template dans la majorité des cas (*) = un template vide où j'ai mes paramètres customs, et dans lequel j'injecte juste le .STL. Mais ce n'est pas du tout le workflow que préconise Makerworld (une des nombreuses raisons qui fait que je n'aime pas trop Makerworld). * : évidemment si la pièce est "trop compliquée" niveau paramètres d'impressions (par ex., nombreuses structures de blocages des supports pour une pièce imbriquée qui s'imprime en une fois, etc.), je vais quand même rester sur le .3MF initial.1 point
-
Je ne l'avais pas encore fait car je n'avais aucun doute là-dessus, mais il fallait bien le faire au moins une fois. Vous ne voyez rien ? C'est normal même mon auto-focus est devenu fou. Regardez bien, il y a une couche de PLA de 0.2mm sur toute la surface, soit 360x360mm. J'ai lancé ça sur un coup de tête sans prendre la peine de nettoyer le plateau, du coup y'a les traces d'anciennes impressions et de mes doigts plein de Haribo sur les bords.

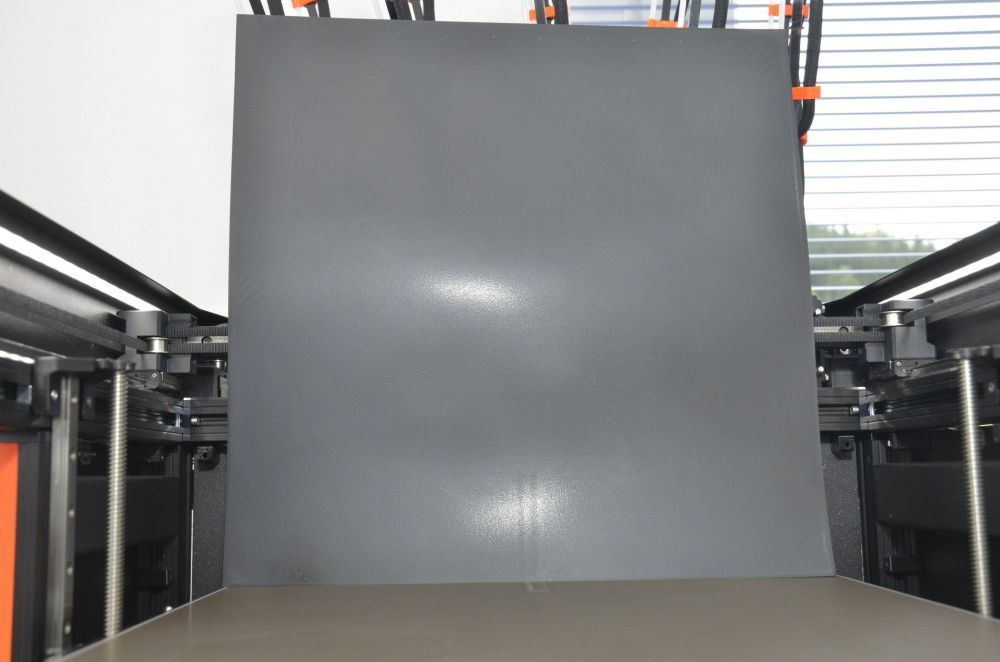 1 point
1 point -
J'ai fait un cours séjour à la Vosgienne Vintage RC hier... Tout rangé ce matin, et mes lipos sont en train de retourner en stockage. Voici quelques photos... Il y avait bon nombre de Manx TT par Loisirs Creation RC. On a fait une course monotype d'une demi-heure, et c'était super fun!!! Je n'était pas le seul avec des voitures reposant fortement sur des pièces imprimées : vous pouvez voir deux examples dans les photos suivants, mais c'est clairement une tendance de plus en plus présente dans les évènements vintage rc (les miennes étaient présentes, et j'ai oublié de les prendre en photo, et je n'avais que quelques voitures cette fois-ci)... Comme d'habitude à la Vosgienne, une majorité des voitures était parfumées au nitro, en 1/8 ou plus grandes, mais nous étions quand même quelques uns avec des 1/10 électriques... La piste était tracée dans l'herbe, avec assez de courbe et de relief pour s'amuser... Au final, pas mal de fun... Et j'ai déjà hâte d'être aux prochains évènements qui auront lieu en 2025... Au passage, en parlant des évènements de 2025, la Montluçonnaise 2025 (8-11 mai) s'annonce sous le signe de la création au service du modélisme avec la part belle aux créateurs, printers, découpeur et autres techniques de création de voitures RC. Cela pourrait intéresser certains d'entre vous...1 point
-
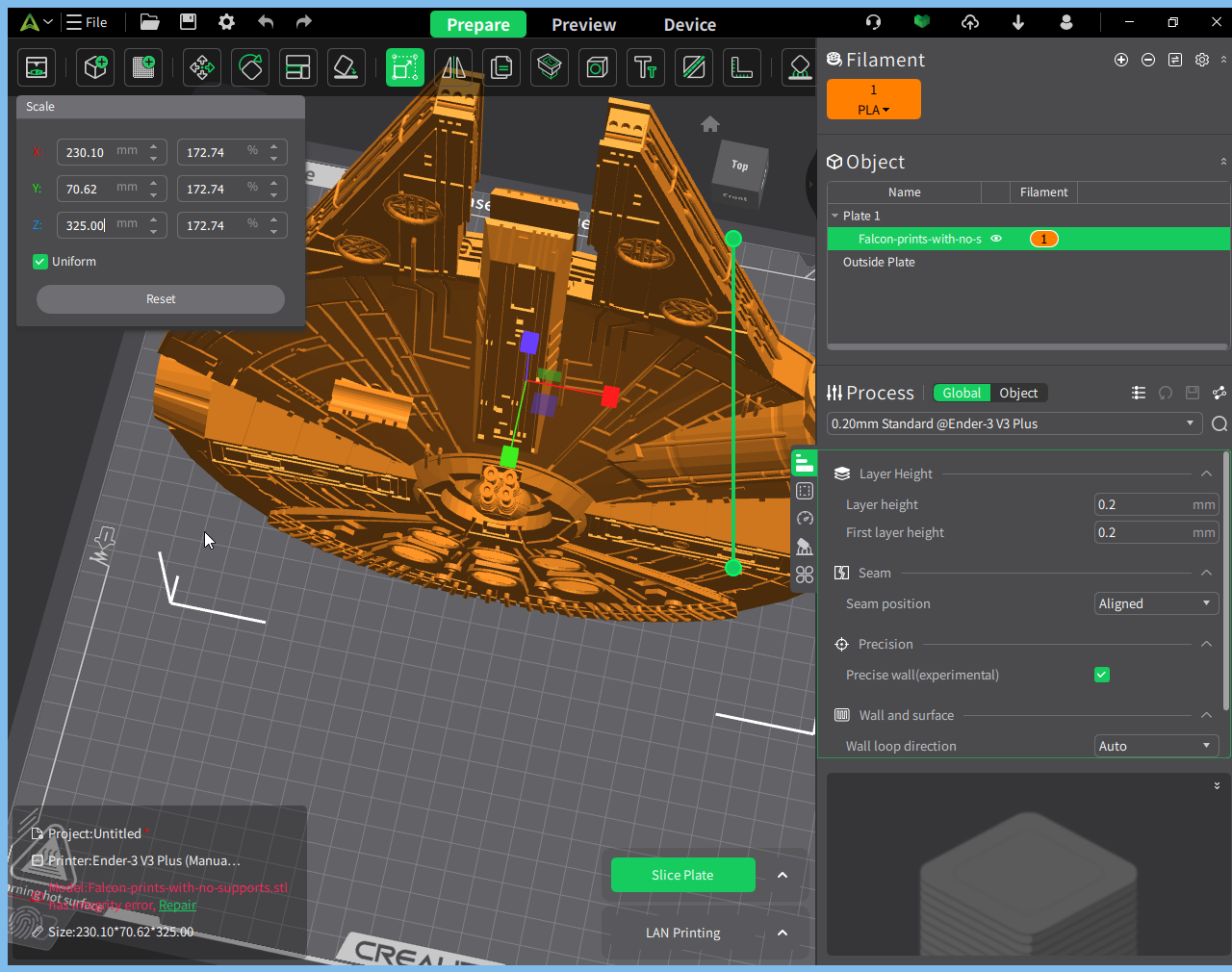
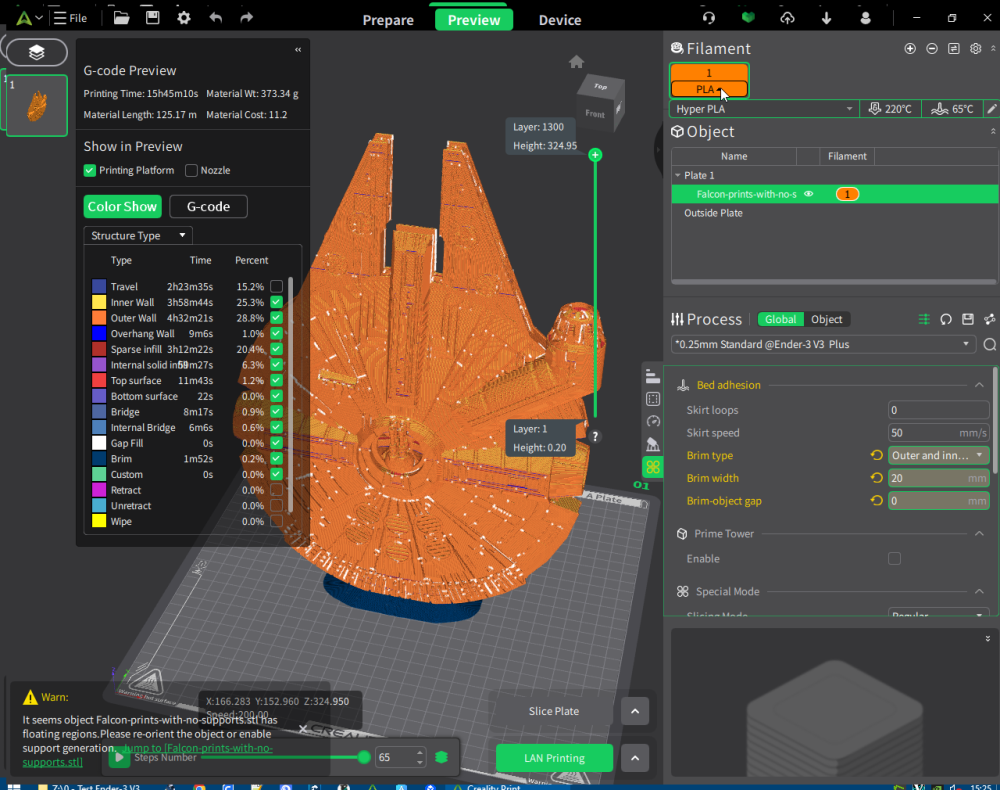
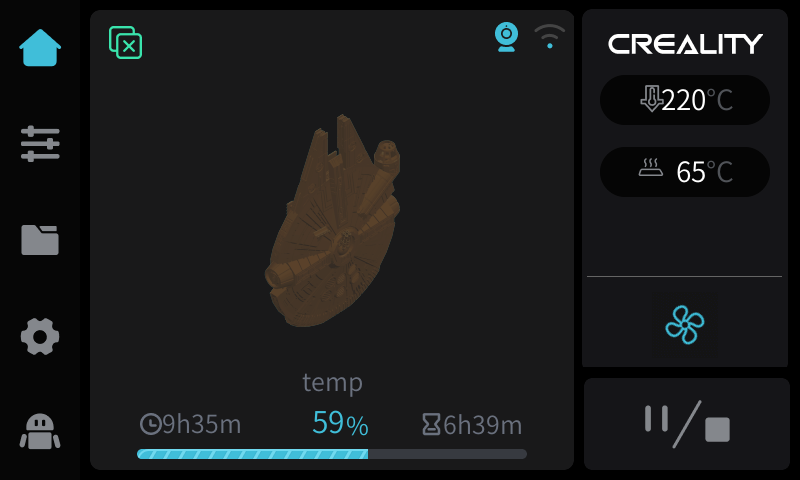
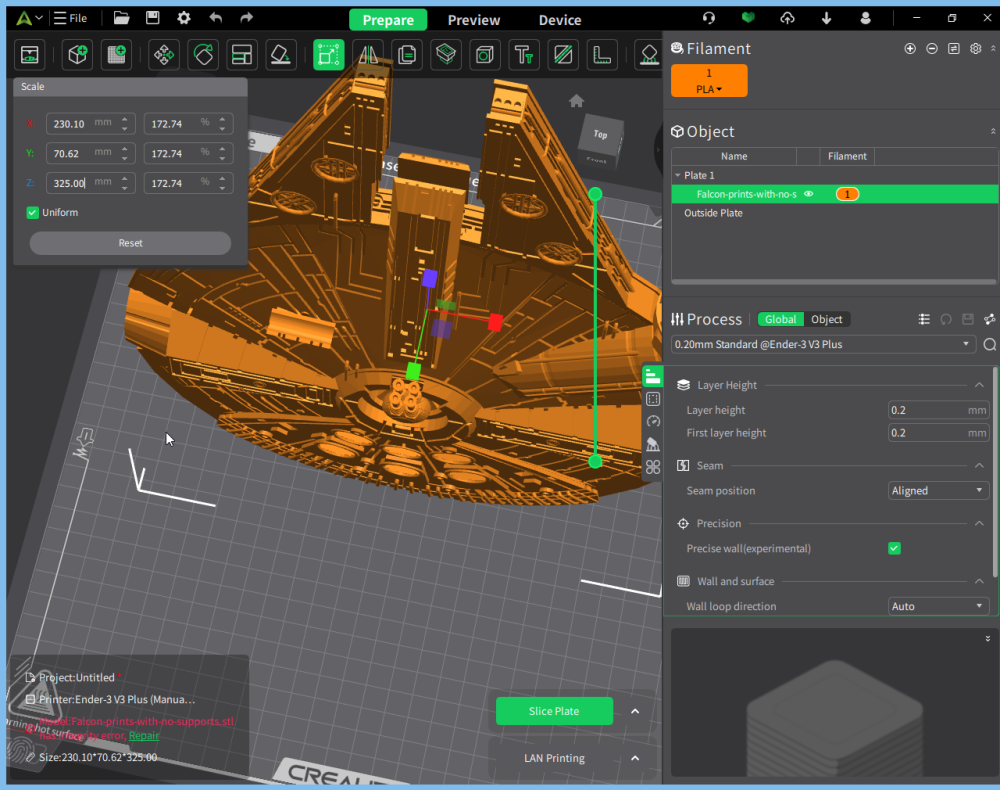
"star wars millennium falcon" de "Plastic Forge" https://www.crealitycloud.com/model-detail/64d3fd5d78708804f387e224 (gratuit) Fichier : Falcon-prints-with-no-supports.stl Échelle : uniforme 172.74% ( X=230.10 mm, Y=70.62 mm, Z=325.00 mm) Trancheur : Creality Print v5.1.2.9904 (win64) Hauteur de couches : 0.25 mm Filament : Hyper PLA Gold Creality ( ~ 125.17 m soit ~ 373.34 g) Durée d'impression : estimée 15h45, réalisée 16h27




















 1 point
1 point -
Clairement le prix de la XL est rédhibitoire pour le particulier mais niveau vitesse et perte c'est quand même génial. Niveau qualité la différence m'a l'air quand même assez minime en photo. Une idée de ce qui pourrait causer ces dépôts parasites ? Buse mal nettoyée ?1 point
-
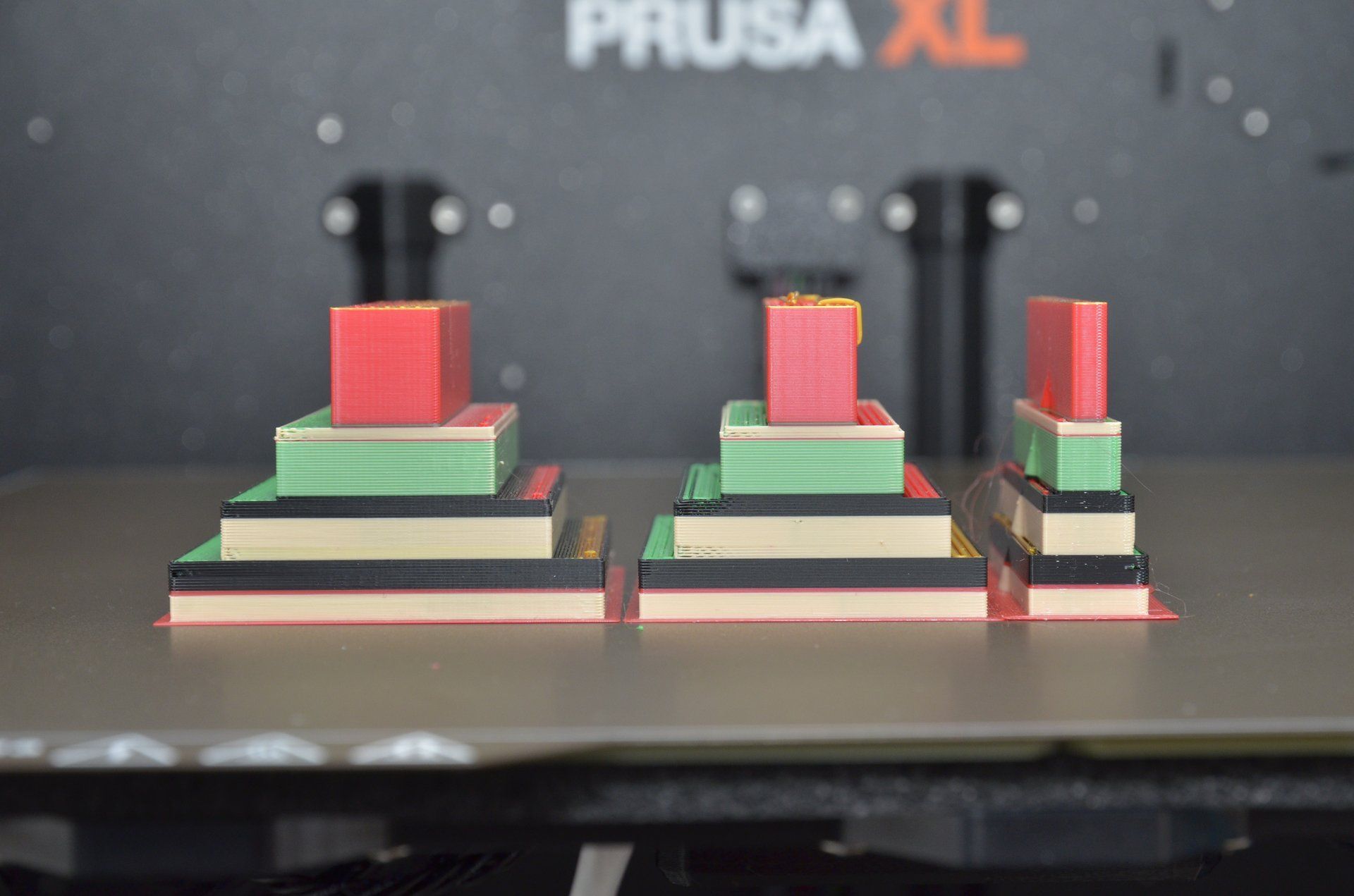
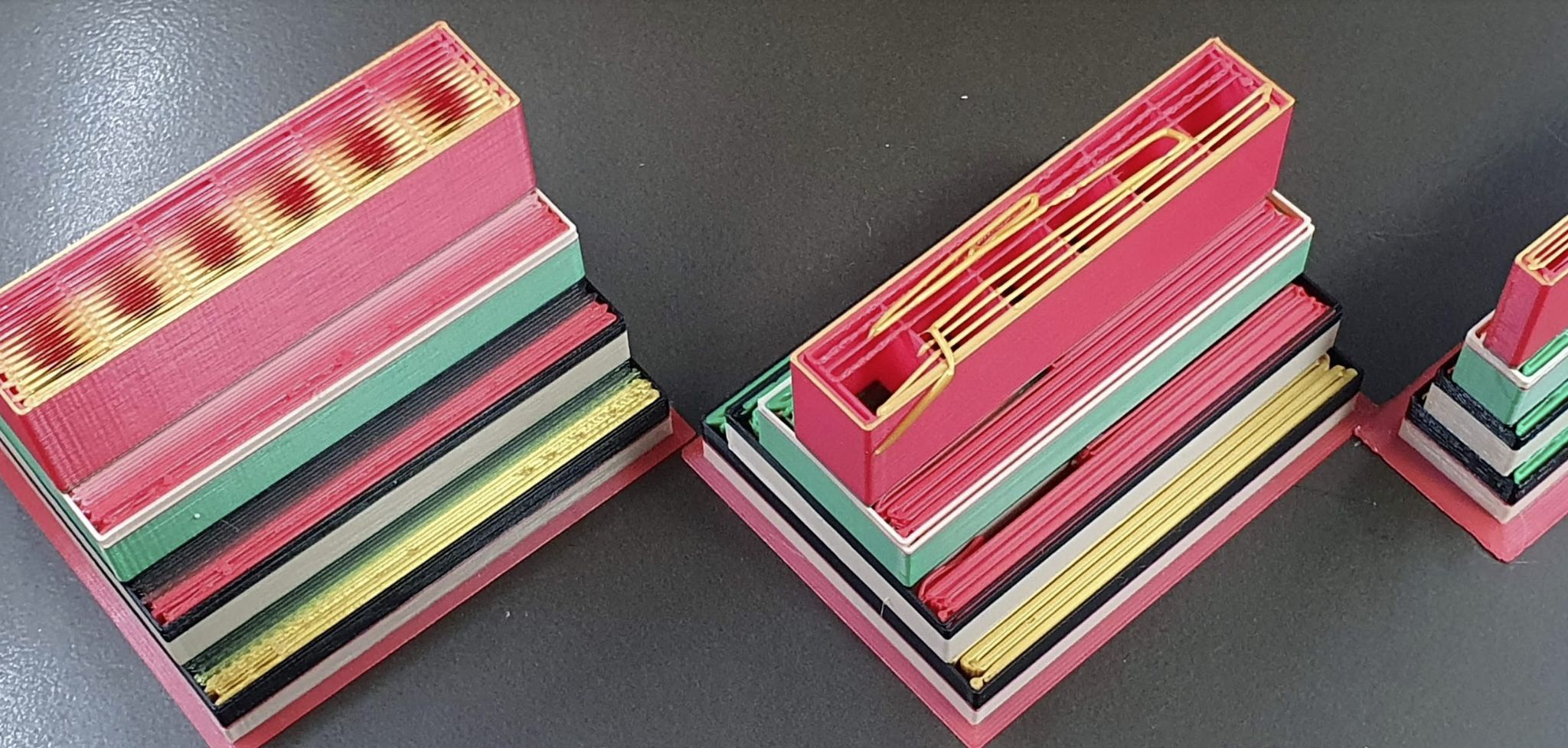
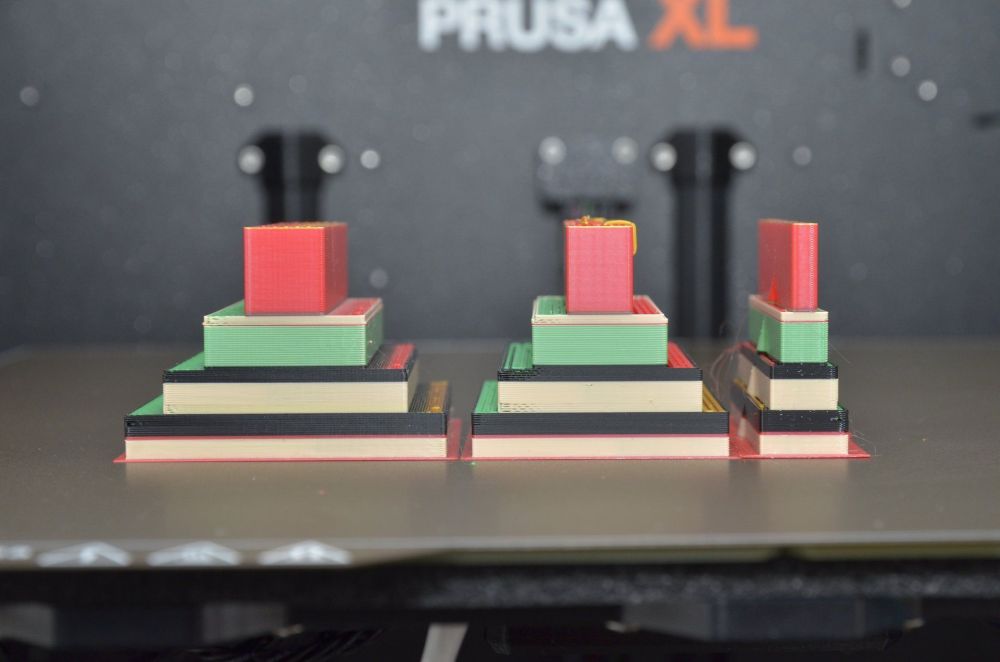
Petit comparo qui va intéresser du monde => MK3S & MMU2S vs MK4 & MMU3 vs XL 5T J'ai pris le modèle d'elfe articulé ici => https://www.printables.com/model/12916-articulated-christmas-toys-multimaterial Que j'ai réduit à 50%, et profil 0.20mm STRUCTURAL par défaut pour les trois imprimantes, sans supports. J'ai tout laissé tel que, même la purge à l'intérieur de l'objet (oui même pour la XL) afin de comparer au plus proche entre chaque machine. A gauche une i3 MK3S & MMU2S, au milieu une MK4 & MMU3, à droite une XL 5 têtes. En détails MK3S & MMU2S On note un bleeding important, surtout du noir dans les chaussons rouge et au niveau des yeux. J'ai eu trois demandes d'assistance de la machine, ça chaque fois le filament restait coincé dans le tube reliant le MMU à l'extrudeur. C'est un point qui a été amélioré sur le MMU3. MK4 & MMU3 Je suis assez étonné, pas de bleeding notable, même pas le noir vers le chair. Aucune assistance, la machine a fait sa vie pendant que je faisais la mienne. XL 5T Bien évidemment aucun bleeding possible, même si je m'attendais à voir les couleurs de purge par transparence (je rappelle que la purge dans l'objet est activée). Cependant je note que la finition est un poil moins bonne que sur les deux autres, un peu plus de dépôts parasites que sur les autres impressions (filaments séchés juste avant l'impression). C'est mineur mais plus présent que sur les autres impressions. Purges Oui, la purge sur la MK3S est plus importante que sur la MK4. Cela avait été annoncé. C'est même encore mieux, sur la MK4 lorsque le filament repart vers le MMU après son ramming, on se retrouve pratiquement dans une situation de cold pull. Il n'y a pratiquement aucune matière résiduelle à purger. On peut le voir les dégradés de la tour de gauche qui ne sont plus là sur la tour de droite. En chiffres Temps Les temps sont les valeurs réelles, et non estimées par le slicer 9h45 pour la MK3S & MMU2S 5h51 pour la MK4 & MMU3 2h54 pour la XL 5T Poids J'ai tout pesé sur ma balance de cuisine à +/- 1 gramme, ce sont des valeurs réelles, et non estimées par le slicer Les deux lutins ensemble font 17 grammes sur les trois impressions. Les tours de purge font : 48 grammes sur la MK3S & MMU2S 37 grammes sur la MK4 et MMU3 15 grammes sur la XL En résumé Au titre de la qualité d'impression, la MK4 & MMU3 sort vainqueur de ce match. La perte se réduit par rapport à son aînée, tout en étant mieux purgée et en étant surtout bien plus rapide. Honnêtement et vu la qualité du ramming qu'offre la MK4, je pense qu'en optimisant le volume de purge on peut drastiquement réduire la perte. Si l'on considère la vitesse et la perte, alors la XL passe devant, et de loin. Même avec une purge optimisée (et la XL aussi peut tout a fait réduire sa tour), le MMU n'arrivera jamais a des valeurs aussi basses sans bleeding. Et quand bien même, le toolchanger sera bien plus rapide quoiqu'il arrive. Cependant elle n'est pas aussi docile, il lui faut des filaments parfaitement secs. Je conclue que pour une application uniquement multi-couleur, le MMU3 en combo de la MK4 est un bon choix. De tout façon si vous hésitiez encore il suffit de comparer les budgets pour se convaincre que la XL c'est overkill pour uniquement de la couleur, ce n'est pas son créneau. Pour une activité professionnelle ça se discute (time is money).




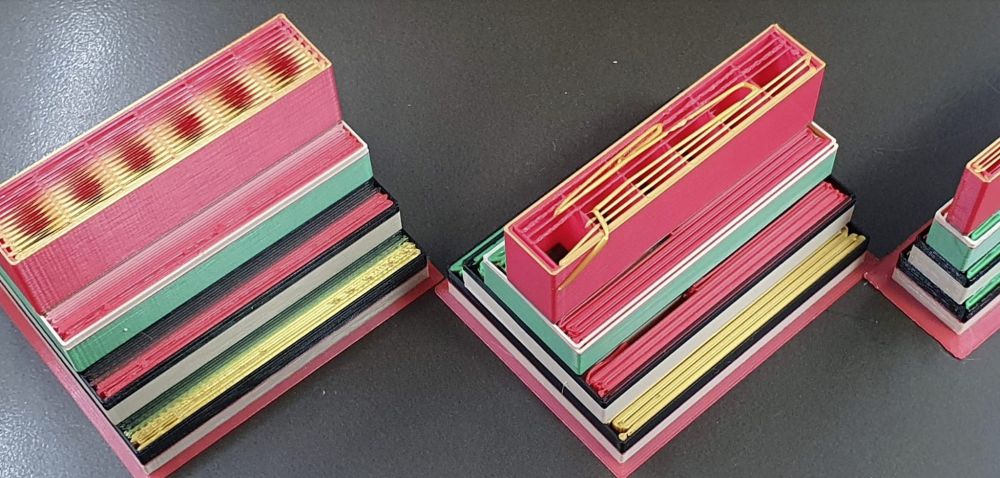 1 point
1 point -
Bonsoir, Alors après des heures de recherche j'ai enfin résolu mon problème. Je suis tombé par sur ce sujet : et le dernier commentaire a résolu mon problème. En effet j'ai démonté les pieds, j'ai enlevé les deux vis qui tiennent le support moteur, resserré correctement les 4 vis. J'ai ensuite remonté le tous et la magie ! ma première couche est juste magnifique !1 point
-
@mikefnz j'ai déplacé ton post dans la bonne section1 point
-
Merci à tous pour vos retours super rapides. Il s'agissait bel et bien d'une question de formatage en FAT32 de ma clé. Après l'avoir fait, et copier mon fichier .gcode, l'imprimante a enfin pu afficher le nom de mon fichier sur la console! Merci encore.1 point