Classement



Contenu populaire
Contenu avec la plus haute réputation dans 25/09/2024 Dans tous les contenus
-
Au couleur du carburant du pilote

 4 points
4 points -
Après son topic très détaillé, @Kachidoki a rédigé un test très complet de l'Original Prusa MMU3, l'upgrade multi-couleurs pour votre MK4 / MK4S. https://www.lesimprimantes3d.fr/test-original-prusa-mmu3-20240925/2 points
-
Oui c'est good entre 8 et 12 im/s c'est que ce que l'on as sous klipper dans des conditions normale. Sur une bedslinger si tu park pas la tête c'est normale en effet car le bed bougeant et la prise de photo ce faisant a la fin de chaque couche et comme c'est pas forcement au même endroit que fini les couches imprimer oui sa donne vite mal au crane. Le soucis n'est pas présent su une Core XY car la pièce bouge pas le plateau descend tu as juste la position de la tête qui change et sa va beaucoup mieux. Le soucis perso quand tu fait des timelapse et park la tête si ton filament est un peu trop fluide cela te laissera vite des dépôt a la reprise et du coup cela degueulasse plus ton print, même avec la A1 j'arrive pas a avoir un truc niquel en timelapse avec tête parker.2 points
-
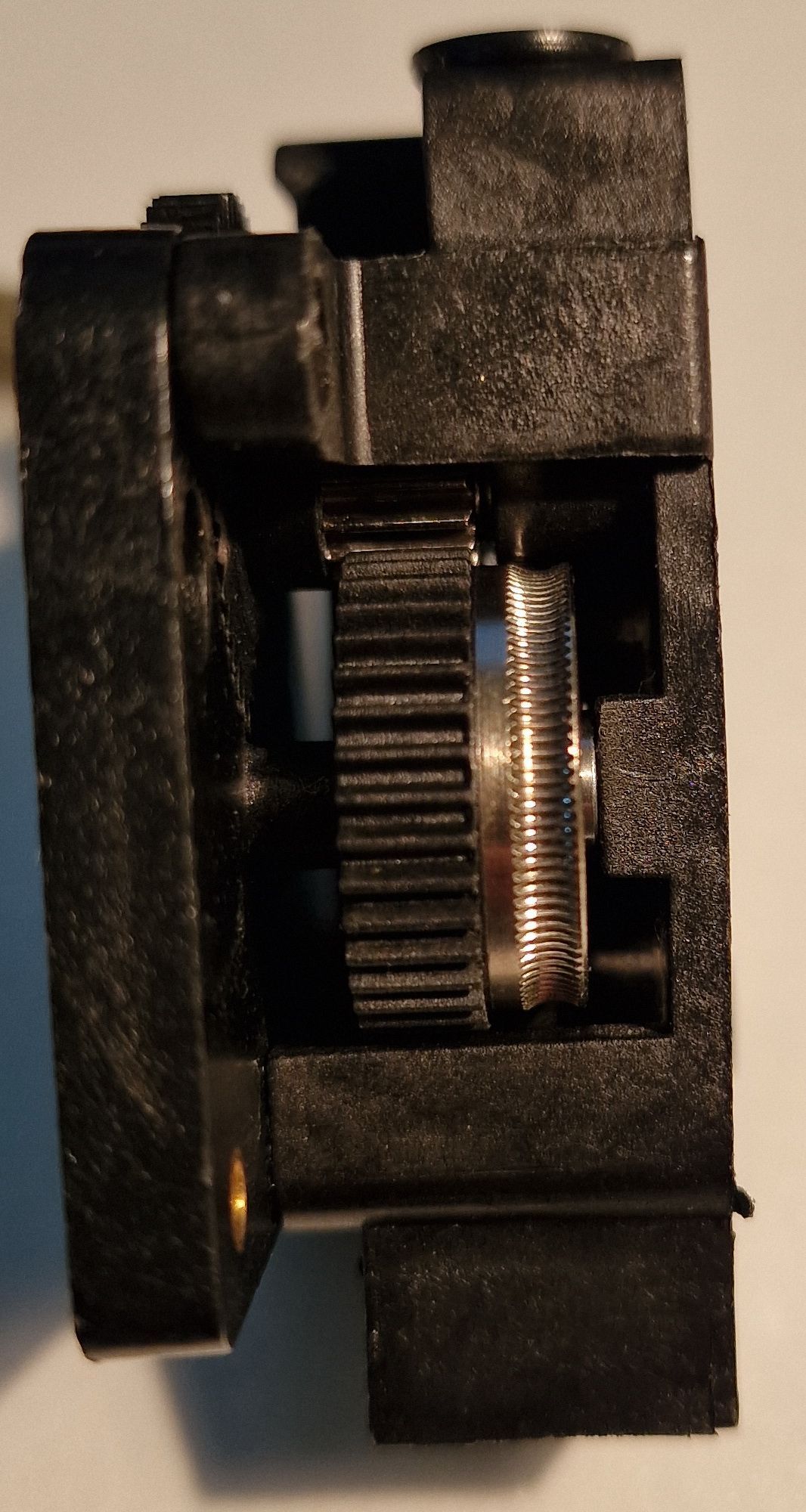
Bonjour @Noob3D, J'ai eu quelques soucis avec mon extrudeur au début. J'ai contacté le SAV qui m'en a fait suivre un autre. Après démontage de celui ayant des problèmes, j'ai remarqué un jeu dans les axes. Peut être une piste à vérifier ?
 2 points
2 points -
Ca c'est un test hors du commun ! j'ai du mal à voir à qui peut s'adresser ce genre de machine2 points
-
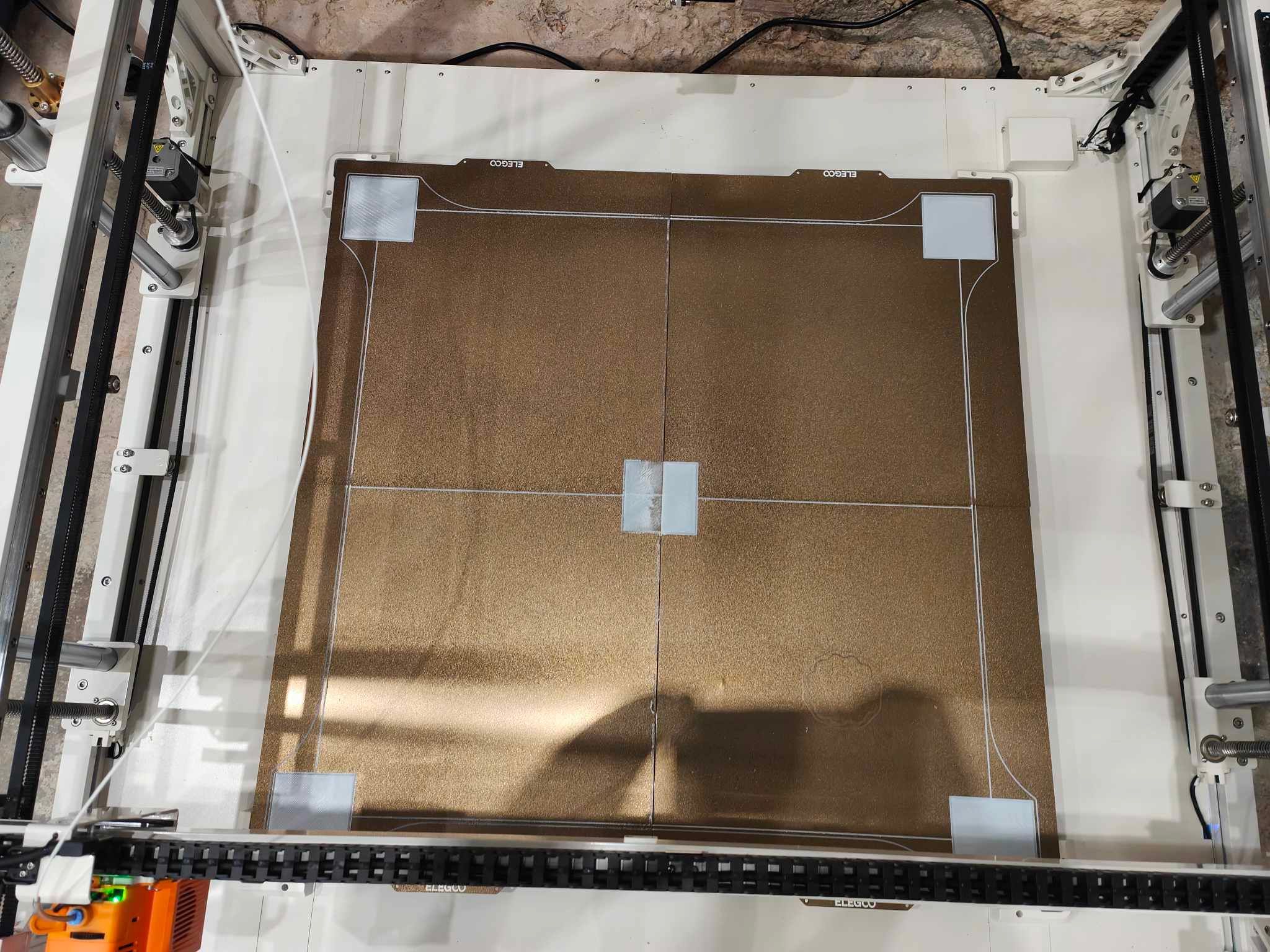
sur mon test de leveling oui, le fichier de base était en 0,28 il me semble C'est ce que j'envisageais de faire au début, en gros une feuille pour vérifier le leveling, ça prenait pas mal de filament et une grosse durée Une couche de 1mm qui fait 78x78cm ici : (pour 0,4 de haut, ça prenait un peu plus de la moitié)
 2 points
2 points -
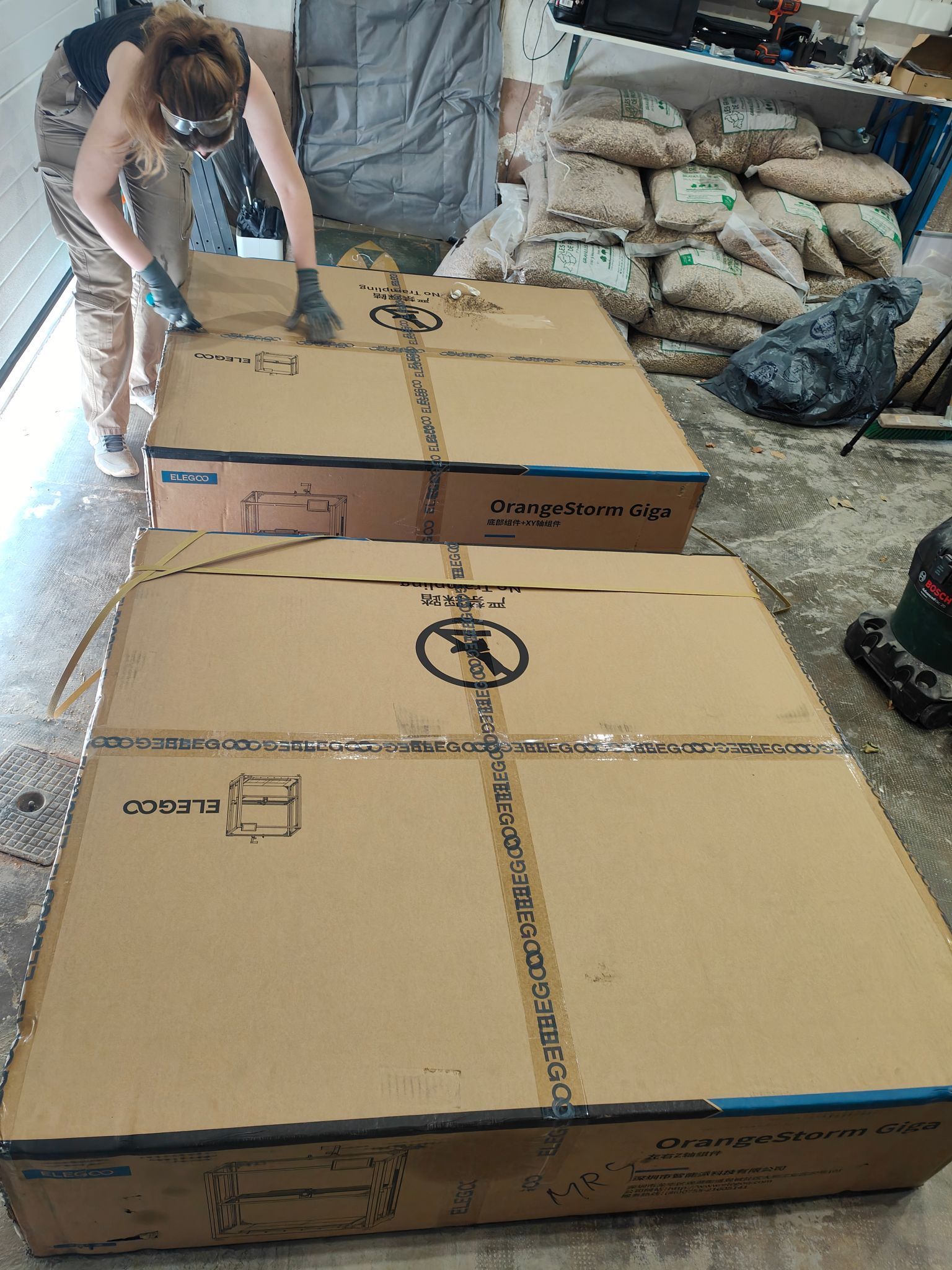
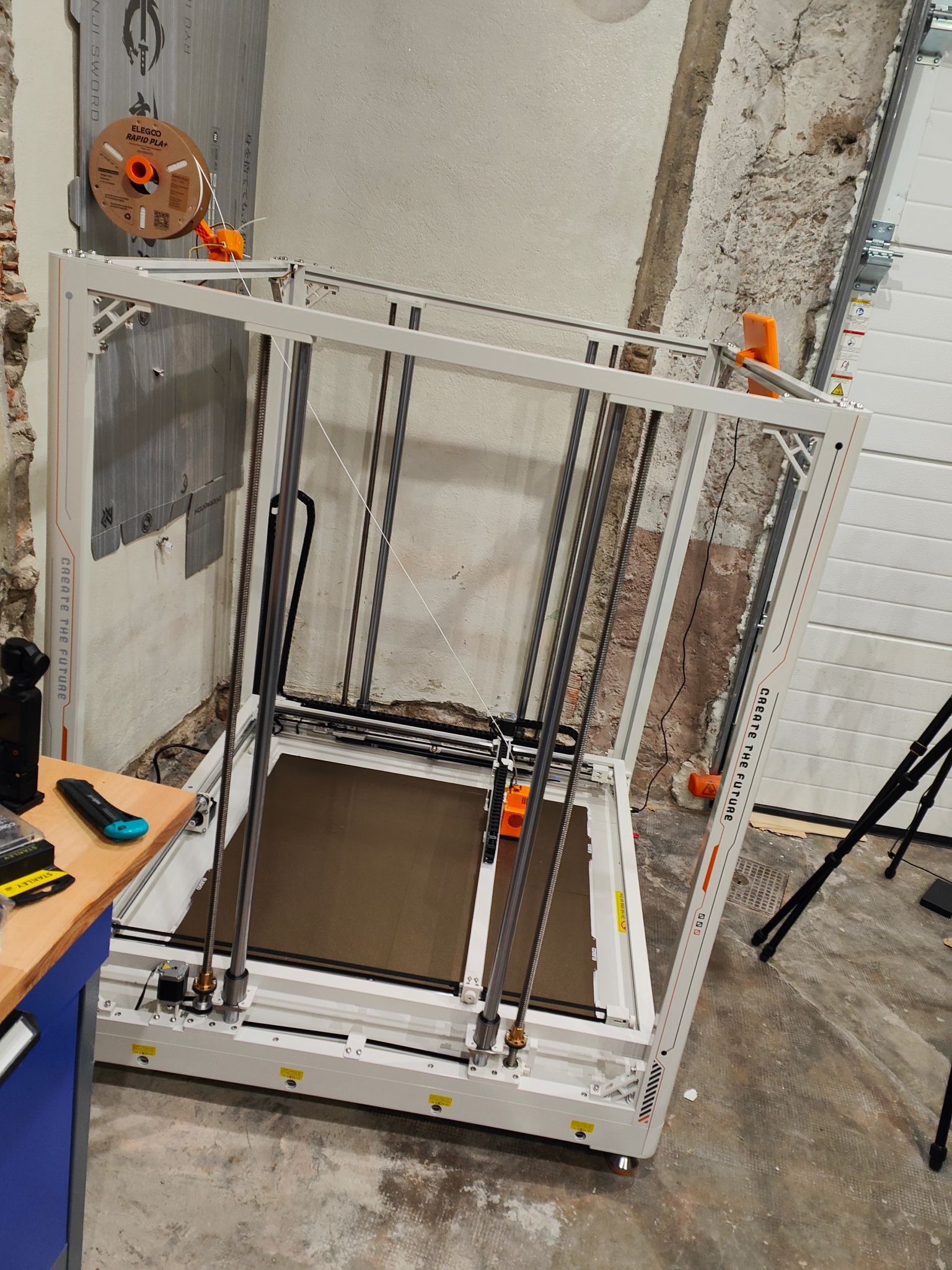
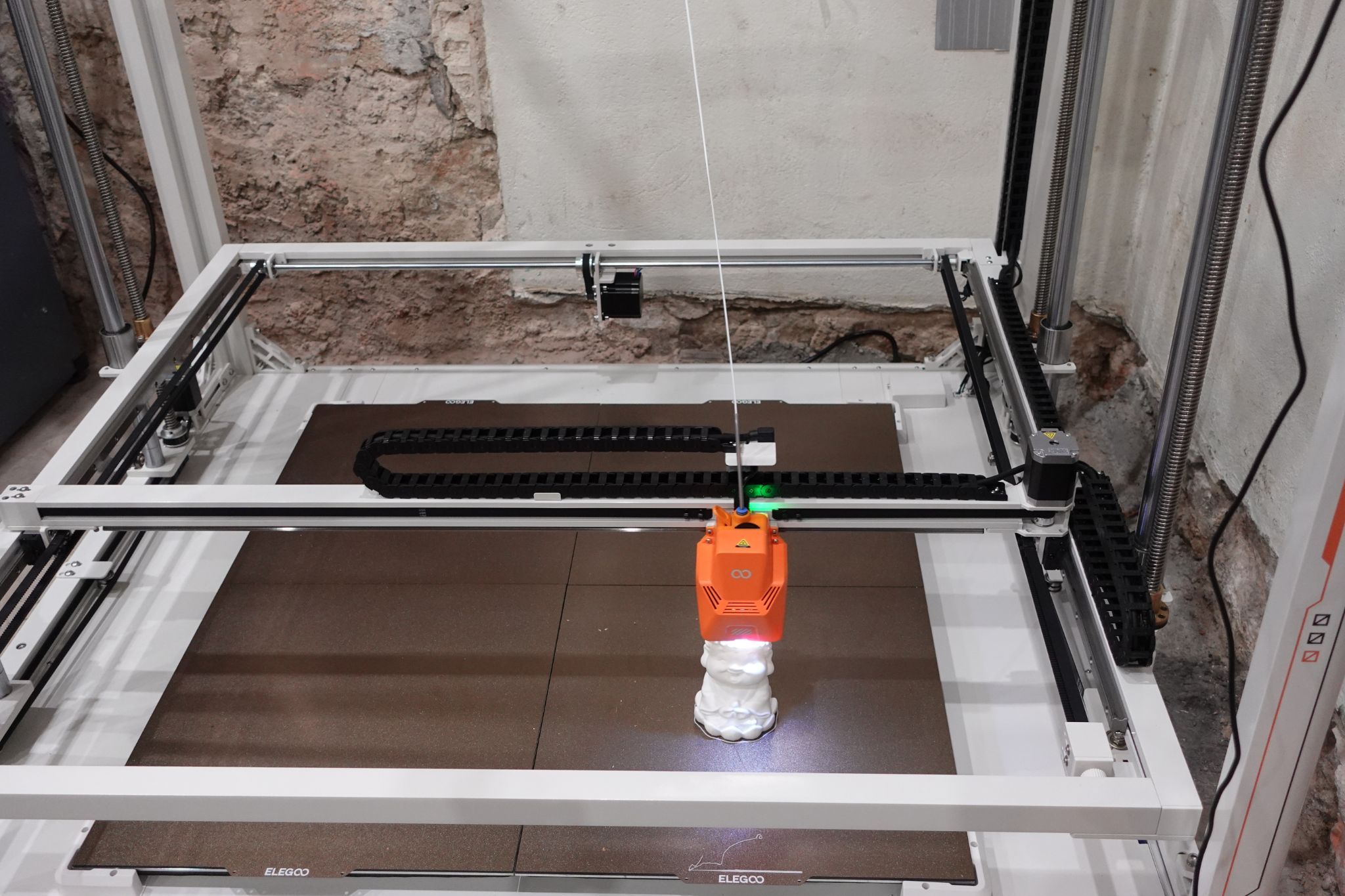
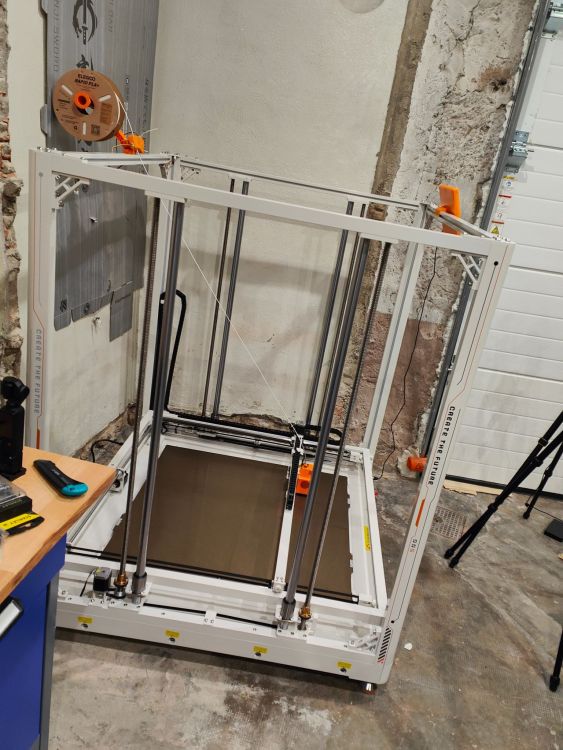
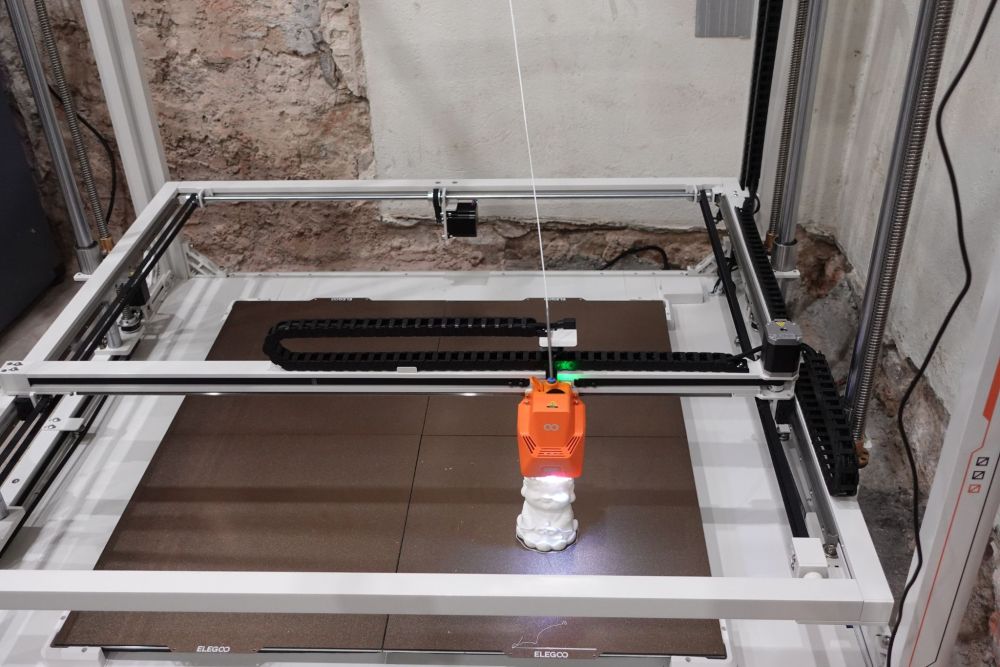
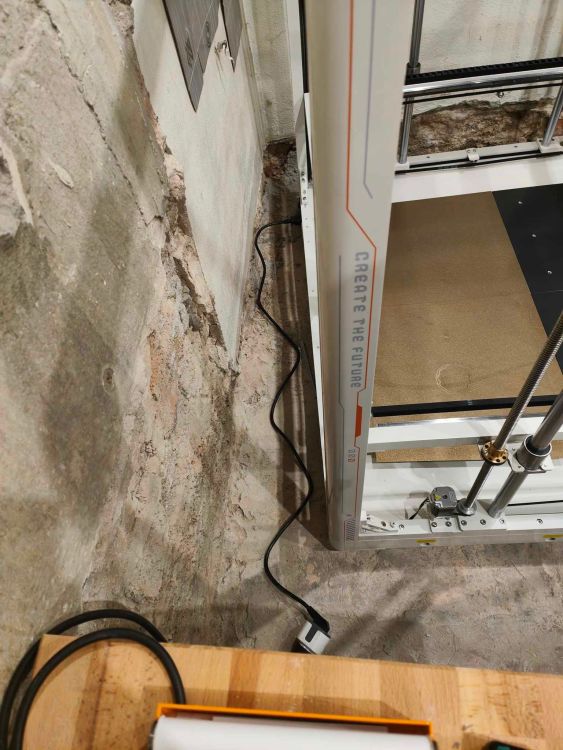
Ca y est, l'espace dans le garage est aménagé, on a poussé les murs, on a pu enfin monter le monstre de chez Elegoo : Voilà quelques photos en vrac du montage : Il est évident que c'est mieux d'être deux pour monter ce truc qui une fois assemblé pèse toujours 100 kilos minimum. Le montage est simple en soi, une armée de vis à fixer sur des axes. La notice est assez simple, malgré une négligence sur les dimensions des vis (on parle de 6x28 alors que c'est 6x25) mais c'est corrigé sur la notice vidéo. On aura aussi une tête 0,6 de rechange en plus d'une 0,4 ,une 0,8 et une en 1,0 ainsi qu'un enrouleur pour bobine de 5 kilos, et deux détecteurs de filament, un pour les bobines de 1 kilos, et un pour les bobines de 5. En bon tricheur que je suis, j'ai d'abord posé la base dans l'emplacement définitif de la machine (un COIN), et c'était comme le préconisait @PPAC une grosse difficulté pour l montage. Sans se dégommer le dos, le cou et le reste, il faut se débrouiller faire le tour de la machine, dans mon cas j'ai préféré me contorsionner. La machine dispose de pieds réglables, et ça c'est cool, j'étais sur le point d'envisager de refaire une chape sur mon sol qui est un véritable numérojob (job fait par Numérobis), mais les pieds réglables me permettent d'éviter ces travaux supplémentaires. Le déballage et montage a du nous prendre deux heures avec les contraintes photos et la découverte, et surtout l'espace réduit sur lequel nous nous sommes contraint pour monter la machine. Si l'apparence est très correcte, l'armature de la machine est de qualité très honorable, le choix d'avoir 4 plateaux assemblés (et sans réelle calle pour faciliter leur manipulation) est particulier. On regrettera aussi le câble de l'écran. Ce dernier doit pendouiller de façon assez dégueulasse, quel dommage qu'un emplacement n'ai pas été placé pour le cacher derrière, et il est trop court pour tricher. Autre point particulier, l'emplacement des boutons. Le bouton d'alimentation est à l'arrière, à coté de l'emplacement de la prise, vu la taille de la machine c'est dommage de rendre nécessaire un accès arrière. J'ai branché le câble d'alimentation (de 50cm uniquement ><) sur une prise connectée à une rallonge. Pareil, il y a une sortie Ethernet à l'arrière, ainsi qu'une prise fournie de 20cm ><, je n'ai pas encore compris l’intérêt de la connexion (un accès via l'adresse IP ?), le slicer fourni est une version de Cura, si il y a un accès en ligne, il faut que je vois. Il y a aussi un accès wifi, mais malheureusement le signal est trop faible pour trouver ma box (la majorité des autres machines de la pièce sont pourtant détectés). Pareil pour l'emplacement USB sur l'avant en bas, faut faire des squats pour envoyer des prints (bon, en même temps, faut faire des squats pour décrocher les prints du plateau). Après avoir alimenté la machine, lancé l'allumage, utiliser l'input shaper et l'auto leveling, j'ai du faire le Z, ouais OK, il ne se fait pas tout seul La manipulation est assez longue, les plateaux chauffent en 8 minutes, même si un seul peur suffire pour une impression (il y a 4 alimentations internes, sans doute une par plateau, donc chaque plateau a une seule source d'alimentation, il y a 4 transformateurs 115/230V). Les nombreux points de leveling (j'ai pas compté mais il doit y en avoir 100), sans parler du temps nécessaire pour que la tête descende, ça prend bien entre 15 et 20 minutes. Une fois le Z vérifié avec la cale métallique fournie (qui a décidé de se déformer), on lance un fichier de test sur la clé qui ne s'imprimera que sur un seul plateau. Malgré une tête en 0,6 le fichier sortie en deux heures est plutôt sympa, forcément moi qui suis habitué à la résine, je ne le trouve pas incroyable, mais c'est supérieur à ce que je sortais avec ma Sidewinder bricolée avec mes pieds de noobs de l'époque (qui n'ont pas trop évolué d'ailleurs) Par la suite, j'ai lancé un gros test de leveling, afin de m'assurer que je pouvais imprimer sur les 4 plateaux, le Z est différent d'un plateau à un autre, ce que je craignais un peu à vue de nez. Elegoo propose une opération manuelle pour régler ça (qui va me prendre un moment), donc je mettrais ce post à jour, une fois que j'aurai vérifié tout ça :












 1 point
1 point -
Merci pour ta réponse. Je confirme bien que se sont de couche de 0.15. C'est le maximum que peut faire la halot marge pro. Globalement hormis se problème de déformation quand je pose une pièce circulaire a 45 deg je n'ai pas de soucis particulier. J'ai finalement opté pour l'imprimer a plat pour éviter la déformation. Je 'e voulais pas le faire parce que sa me fait une grosse poche se résine a un endroit, mais comme se n'est pas visible a la fin c'est pas très grave. Je me sert de la machine pour faire de la figurine, mais aussi pour restaurer une voiture ancienne ou pas mal de pièces plastiques sont introuvables. En imprimant a 0.15 sa me permet d'avoir une finition tout a fait acceptable pour de la pièce voiture et dans un délais vraiment très intéressant. Sa ma permis d'essayer les 170mm/h qui sont annoncés pour cette machine. J'ai par contre constaté que sur halotbox la dimension du plateau étai indiqué très légèrement plus grande que sur chitubox. Je me demande si le différentiel de dimensions ne viendra pas de la. Merci encore pour t'es informations1 point
-
Salut, Normalement, c'est arrivé au moins 1 fois à chacun d'entre-nous. Actuellement, c'est @Karyotips qui a le soucis dans ce sujet. Les réponses seront donc identiques1 point
-
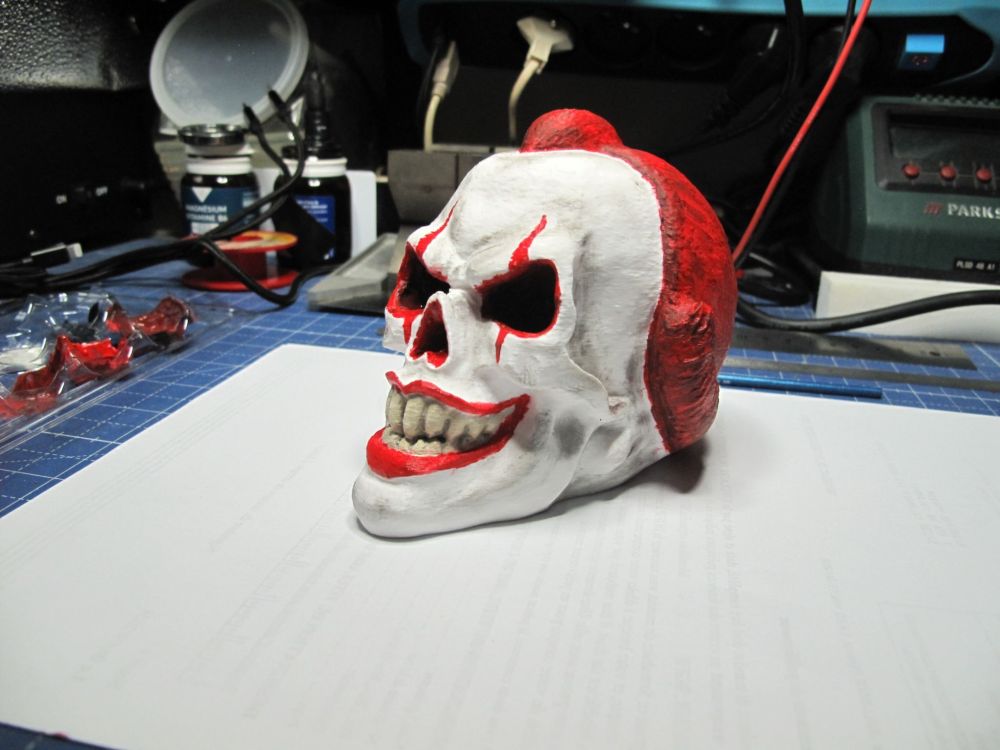
Nouveau cache boule d'attelage qui va mieux avec le thème du camion.

 1 point
1 point -
Salut, Tu as l'embarras du choix: utiliser l'outil "couper" comme ici ajouter un modificateur à ma connaissance, c'est impossible avec cette méthode (voir ce message)1 point
-
Je pense que tu as vu juste...1 point
-
ou tu exporte les profil et les ouvre dans un editeur type NotePad++ mais cela sera peut être moins lisible pour toi1 point
-
Donc problème résolu, pas la peine de chercher plus loin si tout fonctionne comme avant. Après on peut faire une AMDEC (Analyse des Modes de Défaillances de leurs Effets et de leur Criticité) sur toutes les fonctions de la machine afin de trouver les éléments pouvant entrainer des dysfonctionnements à plus ou moins long terme mais c'est long et surtout fastidieux.1 point
-
C'est toujours possible, mais au vu de ton impression de cône, ce n'est pas la cause la plus probable. Il y a un souci quelque part dans la chaine d'extrusion (la majorité des problèmes est recensée dans le tuto cité plus haut). Pour les plus probables : - montage incorrect de la jonction buse / PTFE (refaire la Titi's procédure de @Titi78) - ventilateur de refroidissement du radiateur (zone froide) défaillant (à remplacer) - réglage incorrect du pas de l'extrudeur (100 mm demandés à extruder = 100 mm extrudés), à faire / refaire Moins probable, mais à vérifier tout de même : - le diamètre du filament et celui interne du tube PTFE qui entrent en conflit, freinant l'écoulement du filament - la bobine de filament qui freine là aussi la provision de filament (spire passée sous une autre ⇒ nœud, support de la bobine…)1 point
-
c'est exactement ça !!! en fait c'est pendant la 1ere ligne de purge au lieu de me faire une ligne rien ne sort de l'extrudeur puisque le filament est ejecté Je vais essayer donc de rajouter ce gcode, c'est logique quand on y reflechis !!! je vous tiens au courant @Kachidoki je viens de changer 2 fois de filaments et....... ca fonctionne !!!!!! ca me fait une jolie ligne de purge sans m'ejecter le filament!!!! Normalement ce probleme devrait etre resolu !! il y en aura surement d'autres, lol je vous remercie1 point
-
Par contre, vous aussi, sans parquer, les timelapses rendent épileptique ?1 point
-
Servo, ESC et RX (dans sa boite dédiée) sont installés... La dernière chose qu'il me reste à faire sur la radiobox est le trou pour fixer le pilote. J'ai mentionné que je voulais installer des leds. Pour l'avant, je vais utiliser des leds buckets basé sur le dessin original mais dont l'agencement interne a été révisé pour y intégrer une led... La partie avant est imprimé en ABS translucide, alors que la partie arrière est imprimée en ABS noir... Comme d'habitude sur ce genre de setup, j'ai installé un connecteur pour les leds avants, car elles restent attachées à la carrosserie... Je dois toujours imprimer l'aileron révisé, et pour la peinture, j'ai déjà appliqué le primaire sur la carrosserie...1 point
-
Je ne sais pas comment la Nebula est configurable, mais serait-il possible que ce soit du à la résolution et/ou au frame rate configuré dans la webcam, ou dans le démon webcamd?1 point
-
Ha alors assez etranger j'ai une variation de FPS de 8 a 12 img/s avec la nebula et qui est assez stable en effet de mon côté chose qui parfois l'etait moins avec certaine webcam. as tu tester la nebula sur un PC voir si l'image est ok ou si aussi tu as de la saccade je me demande si c'est pas la puce de gestion usb de la nebula la cause.1 point
-
Et oui une première couche c'est vite très long lorsque le plateau est grand. Sur la Prusa XL j'ai fait une première couche de 0.20mm pleine surface soit 36x36cm, ça a pris 2h et quelque chose comme 30grammes avec les paramètres standards. Ca passe encore. ^^ Mais là, c'est un monstre donc tout est monstrueux, le temps, la quantité de filament, tout. T'as prévu les giga bobines de 8kg pour les giga figurines que tu vas faire ? Bon courage.1 point
-
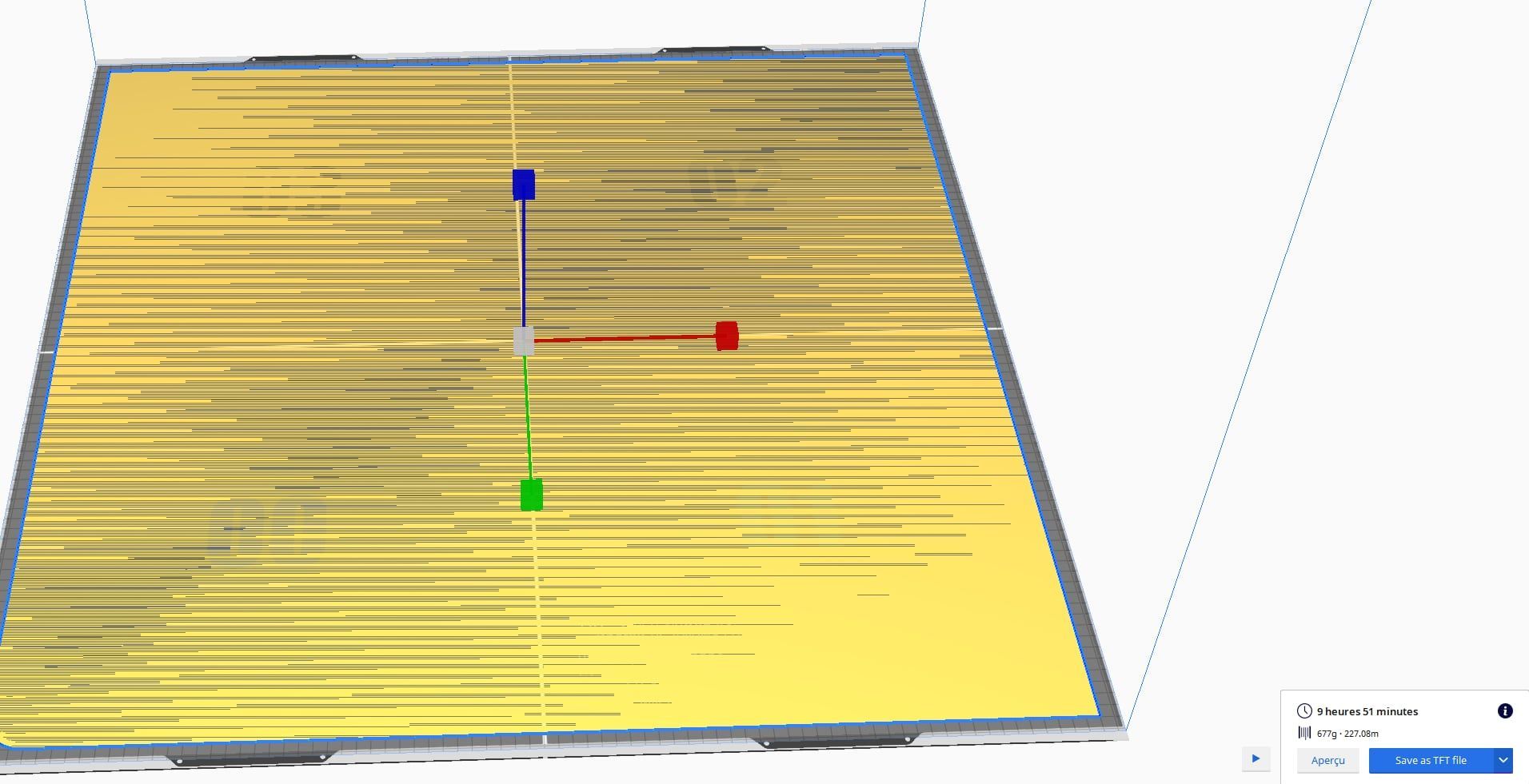
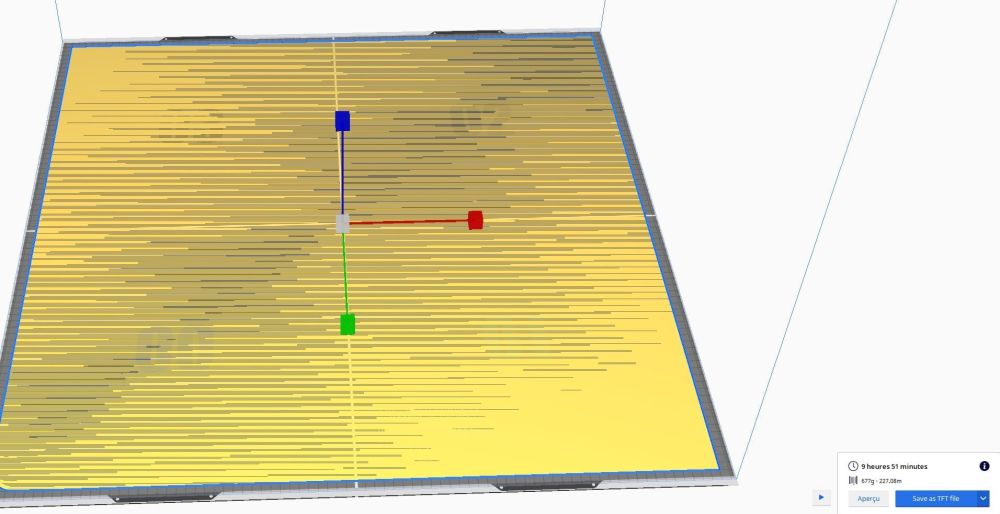
Merci. Arf oui 9 h 51 minutes et 677 g de filament juste pour un test de leveling ( qui donne une feuille qui ne servira pas a grand-chose) , je comprends que tu aies esquivé.1 point
-
Impressionnant cette machine. Hauteur de couche initiale 0.2 mm ? Imaginons un pavé qui fait toute la surface et ayant une hauteur pour s'imprimer en deux couches (disons une couche initiale de 0.32 puis une couche de 0.2 mm ) , le trancheur te donne une estimation de combien en durée d'impression ?1 point
-
bonjour tout le monde, nouvelle version 1.1.61 point
-
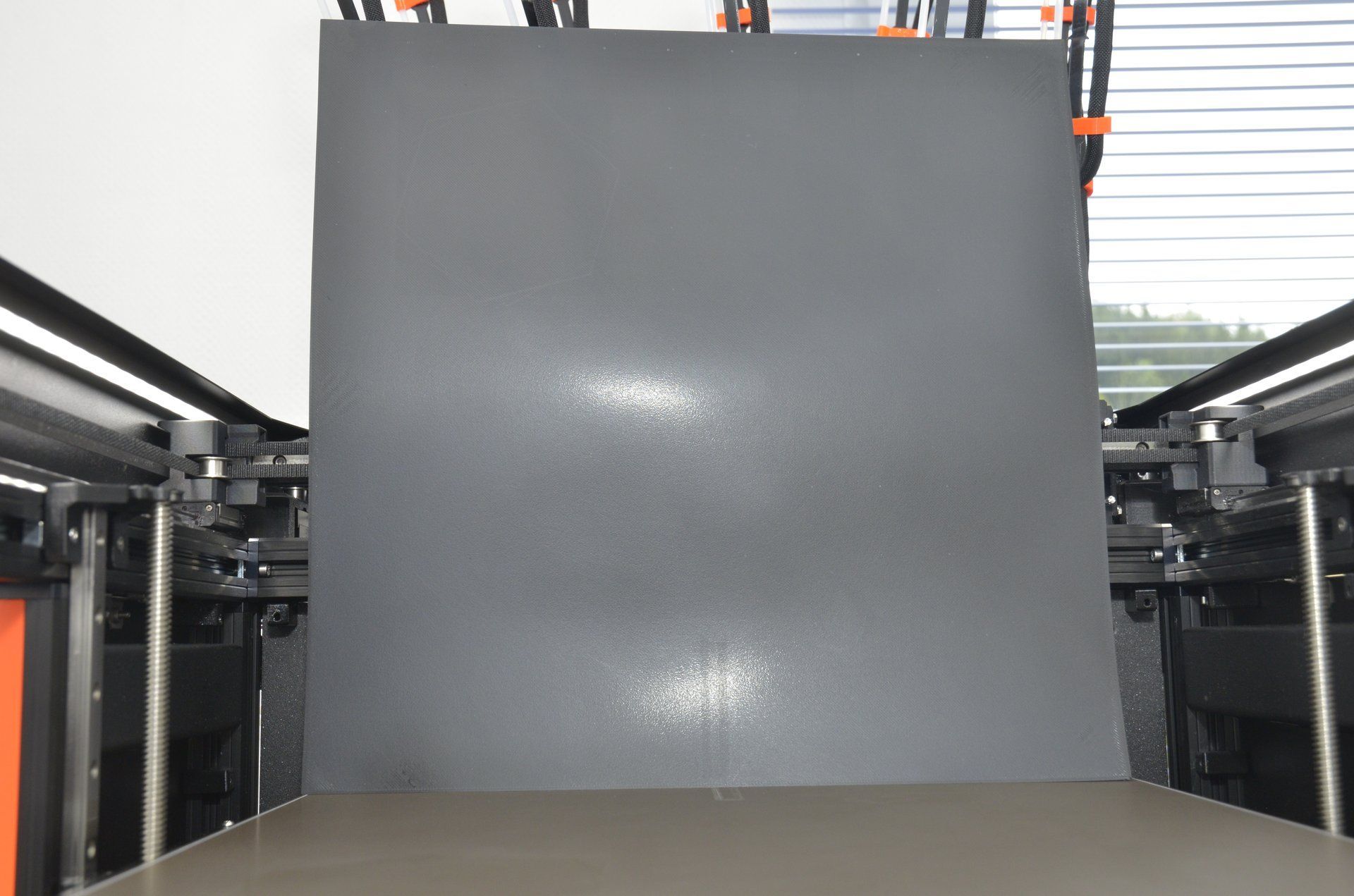
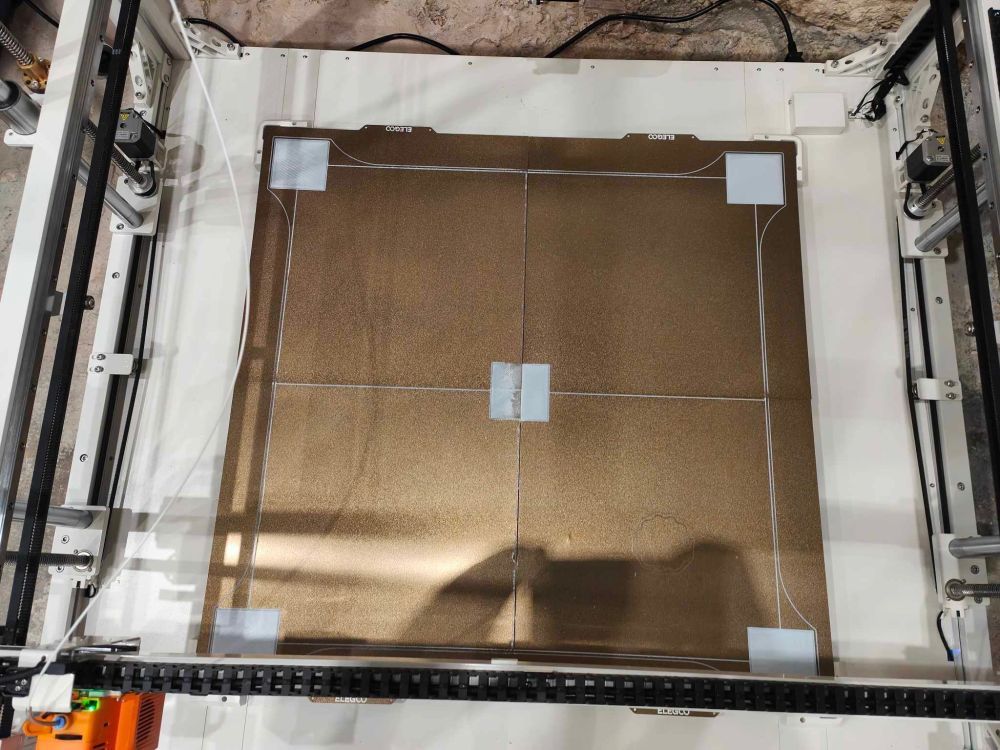
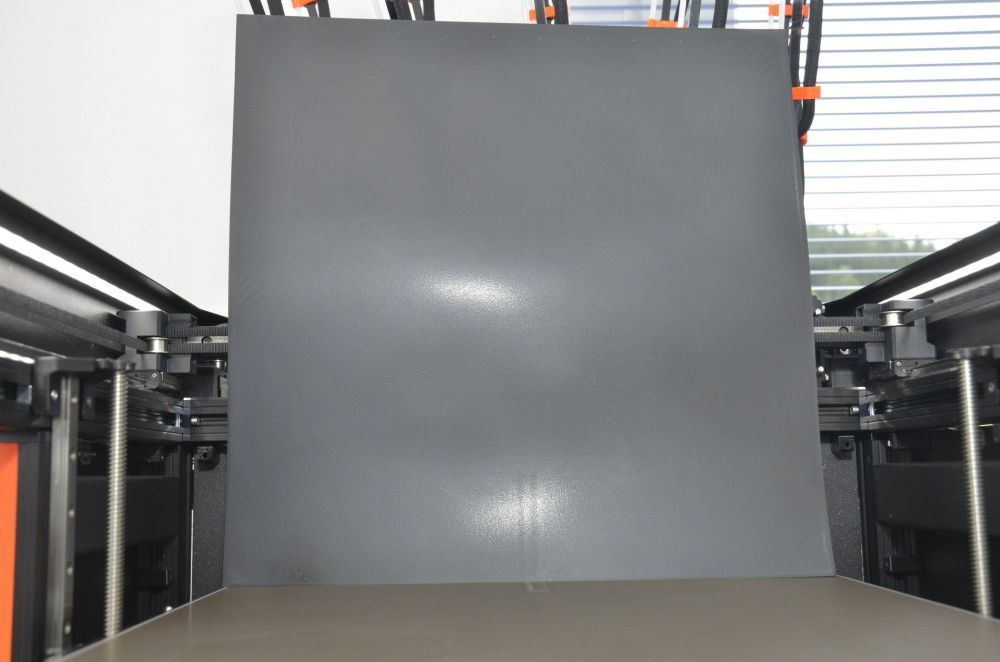
Je ne l'avais pas encore fait car je n'avais aucun doute là-dessus, mais il fallait bien le faire au moins une fois. Vous ne voyez rien ? C'est normal même mon auto-focus est devenu fou. Regardez bien, il y a une couche de PLA de 0.2mm sur toute la surface, soit 360x360mm. J'ai lancé ça sur un coup de tête sans prendre la peine de nettoyer le plateau, du coup y'a les traces d'anciennes impressions et de mes doigts plein de Haribo sur les bords.

 1 point
1 point -
comme quoi on apprend quelque chose tous les jours1 point
-
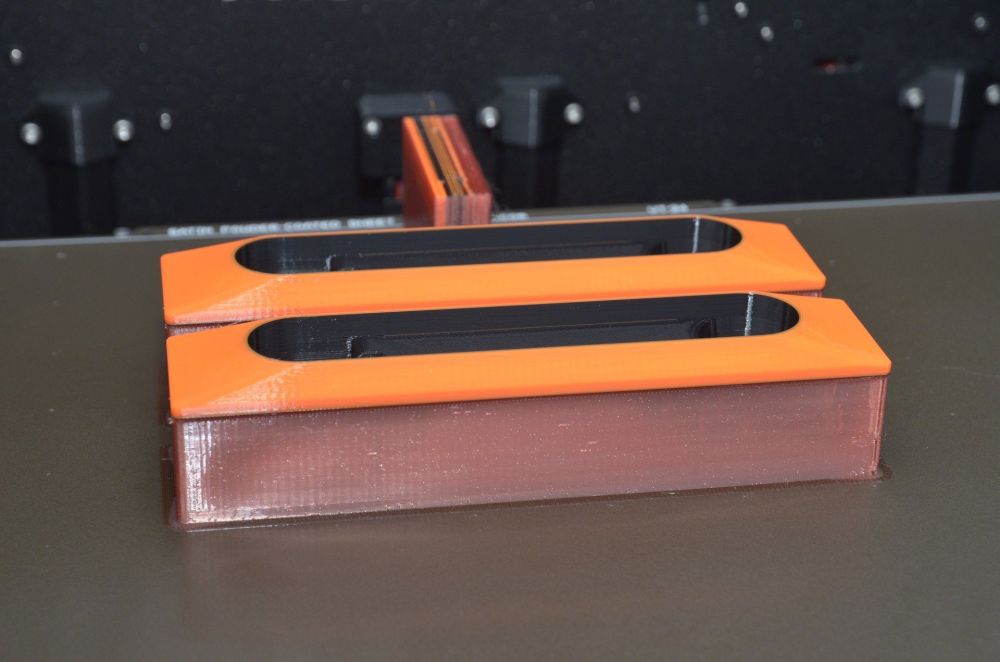
Remise en place de la banquette, essais avec les motos pour voir ou installer les rails aéro, installation d'un filets (j'en ai achetée qu'un pour l'instant, je voulais avoir une idée de ce que ça donne et de la qualité avant d'en prendre plus) et petite pause avant t'attaquer le rangement des rampes et l'installation du treuil.





 1 point
1 point -
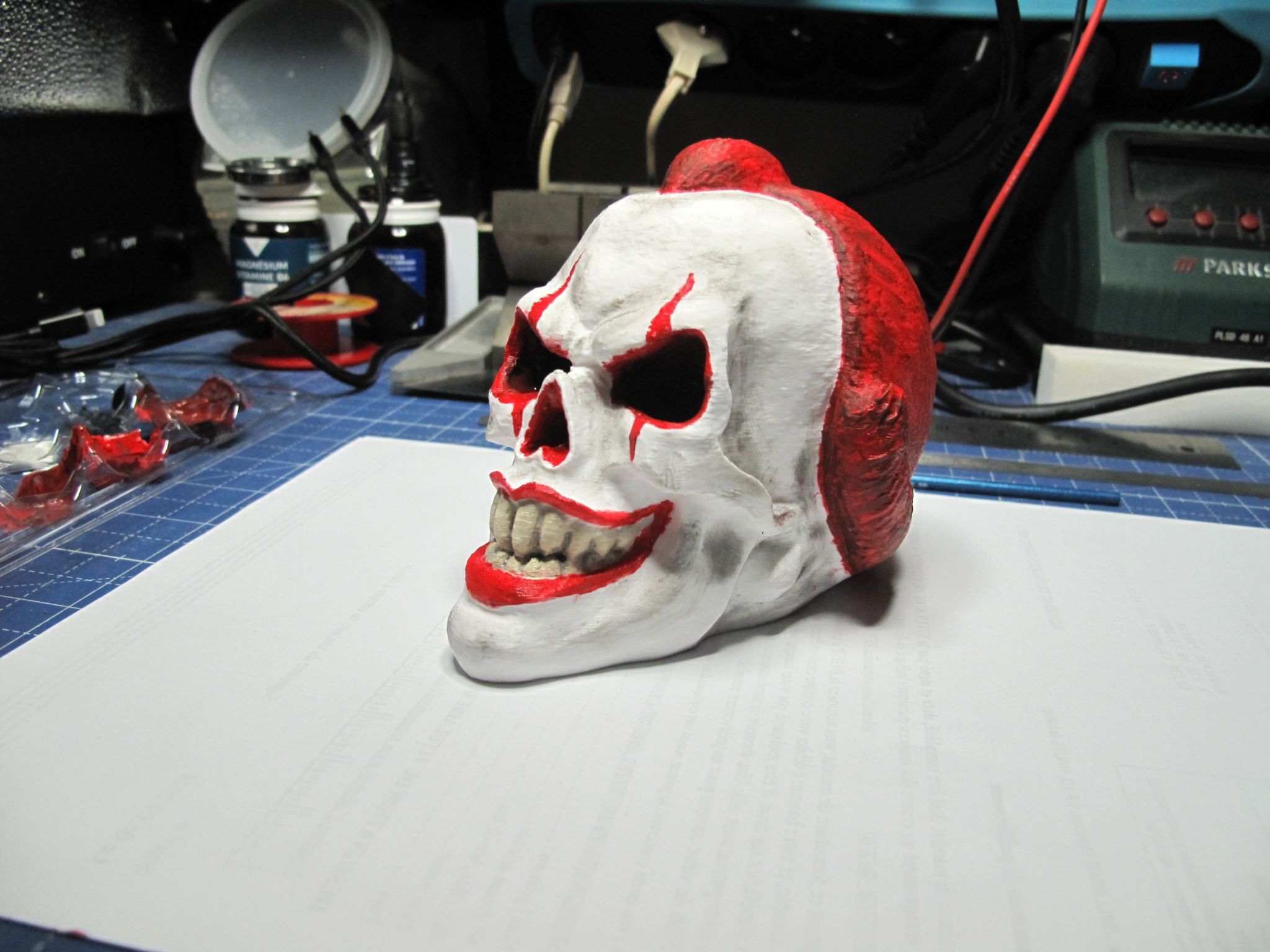
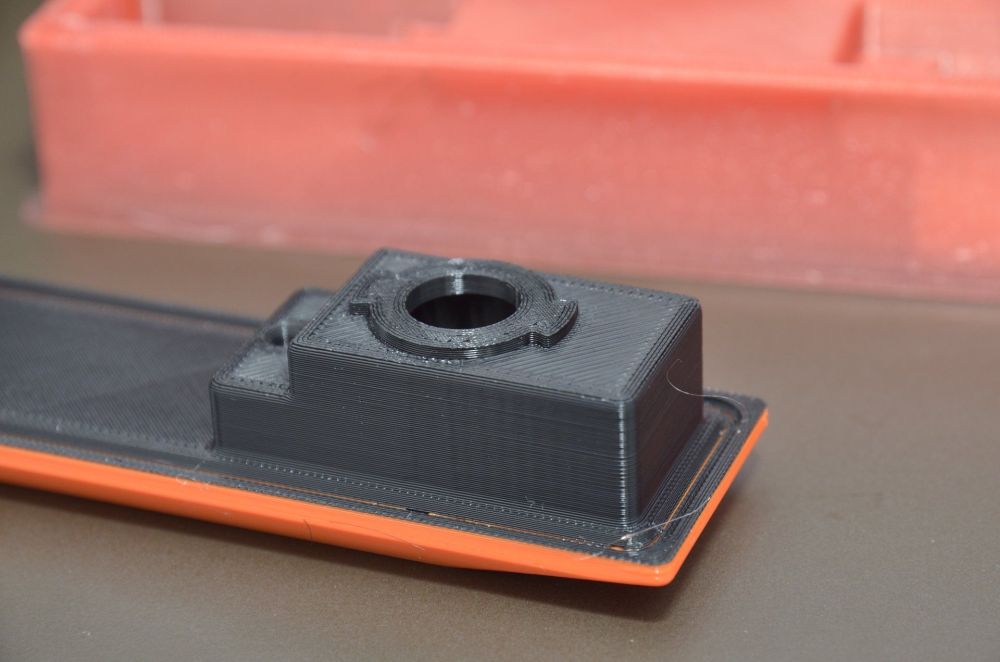
Allez aujourd'hui on exploite le potentiel de la XL5 et on fait un peu de 3D printing p0rn. Noir et orange en PLA et le rose/rouge translucide en PETG. Les 23 premiers millimètres sont en 0.25mm et le reste en 0.15mm pour avoir une bonne finition sur la partie visible. Pour le orange j'ai utilisé la fonction peinture de PrusaSlicer, et je dois dire que le résultat est meilleur que ce que j'aurais pu faire si j'avais découpé la pièce en deux STL. Et bien plus rapide, un clic de smart fill et c'est réglé. 8h30 et 200 toolchanges plus tard nous y voilà. Un petit coup de spatule dans les coins et hop ça sort tout seul d'un bloc. Un petit coup d'œil à l'état de surface supporté, j'adore toujours autant ! Zoom sur la fonction principale de l'objet qui doit absolument être aux cotes (1.5mm => 6 couches de 0.25mm), imprimé entièrement sur les supports. C'est juste parfait, limite mieux qu'une première couche. Pour l'anecdote, j'ai connecté l'imprimante à PrusaConnect et j'ai lancé l'impression sans regarder puis je suis partis. Une demi-heure plus tard je regarde mon téléphone et je vois que j'ai raté une notification et que j'ai eu un rappel. C'était l'app Prusa qui m'informait que la XL était en attente d'intervention. Je me dis m3rde qu'est-ce qu'il se passe ? En plus y'a pas de caméra... Bref je rentre et je vais voir, c'était tout simplement la buse qui avait un petit cumul du PETG pourri plein de bulles qui ne me sert que pour les protos et maintenant pour les supports sur PLA. Au début de l'impression l'imprimante tente de nettoyer la buse en la faisant toucher plusieurs fois le plateau à intervalles réguliers, mais ici le dépôt est resté collé, ce qui a provoqué la mise en pause et la demande d'intervention. Je trouve toujours ça fou comment ils arrivent à détecter un truc aussi ténu avec juste un capteur de force, c'est assez impressionnant à regarder. Du coup merci PrusaConnect de m'avoir fait économiser du temps sur cette impression qui aurait pu finir beaucoup plus tard.


 1 point
1 point -
Ca ne marche pas comme ça. Un avion est conçu pour voler avec un centre de gravité bien déterminé, typiquement au tiers avant de la corde à l'emplanture. Plutôt vers l'arrière pour un avion comme le Harrier. Jouer avec l'épaisseur au petit bonheur revient à revoir entièrement l'équilibrage de l'engin. Doubler les parois c'est doubler leur poids et ça change tout, surtout à l'arrière. Où alors il est prévu pour ça. Cet avion est censé voler en sustentation, l'équilibrage est bien plus délicat qu'en vol normal où on a un peu de liberté. J'imprime mes avions en LW-ASA ou LW-PLA indifféremment. Je n'ai jamais eu un modèle déformé par la chaleur. Ici un SU29 imprimé en mode vase en LW-PLA et PLA en plein soleil. La verrière est en PETG translucide. Pour les planeurs c'est une autre histoire. L'impression en LW-PLA n'est pas simple, encore moins en LW-ASA. Il est conseillé de faire beaucoup d'essais, rien à voir avec le PLA classique.
 1 point
1 point -
@Kachidoki Il me semble que Solidworks, à l'instar de F360 possède une licence Maker (par contre elle n'est pas gratuite ≃ 50€ annuel) J'ai retrouvé le lien1 point
-
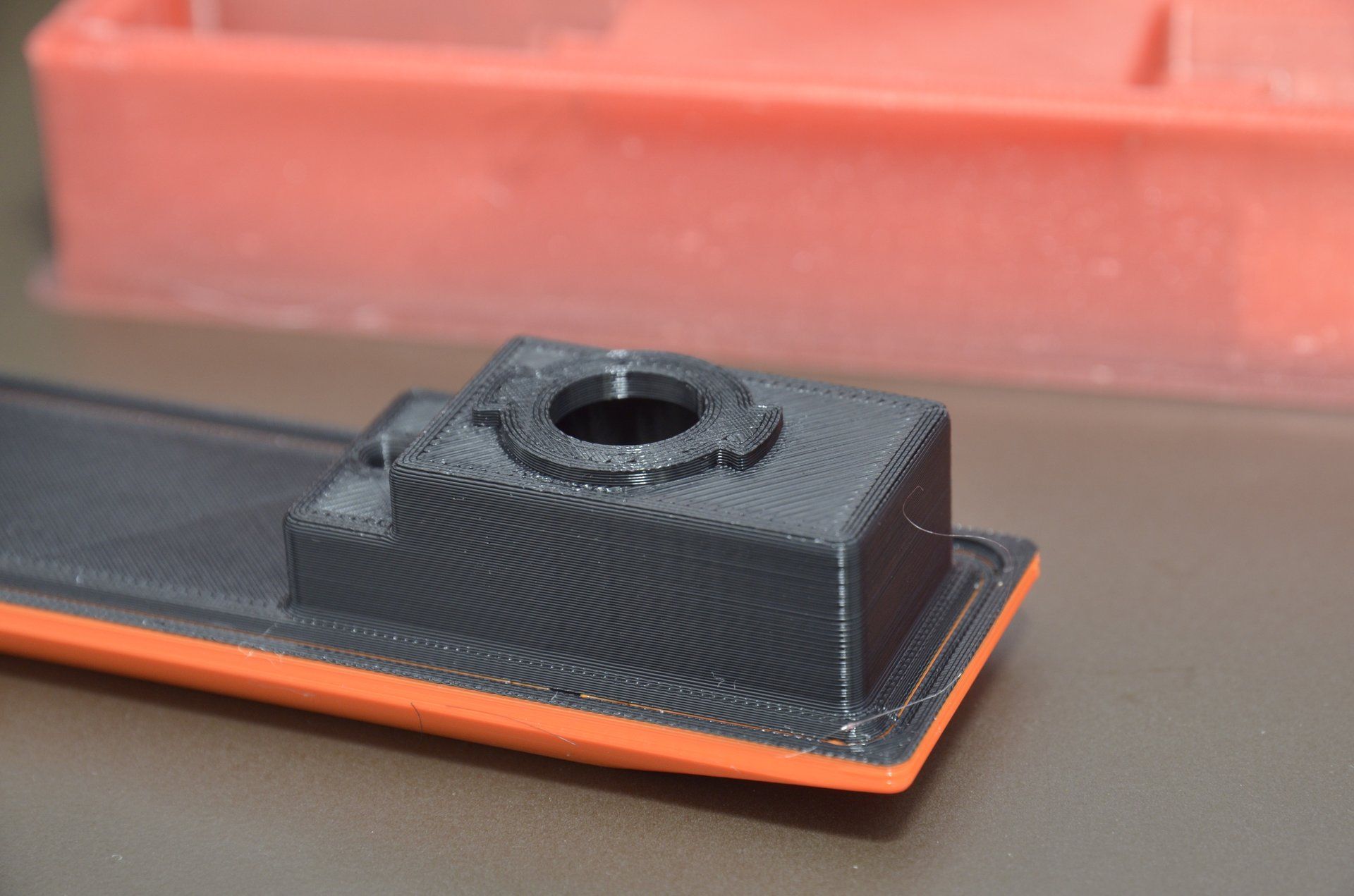
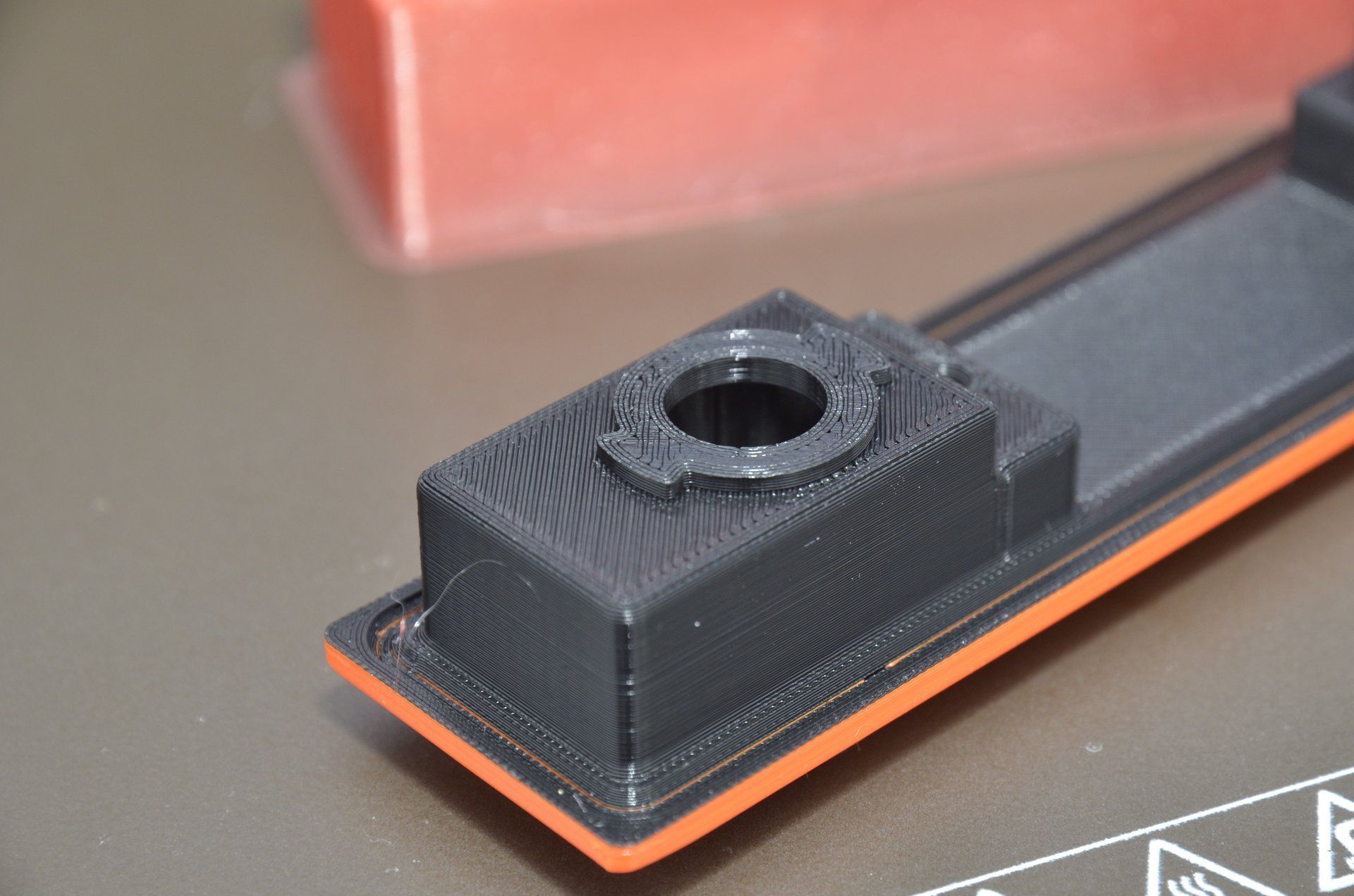
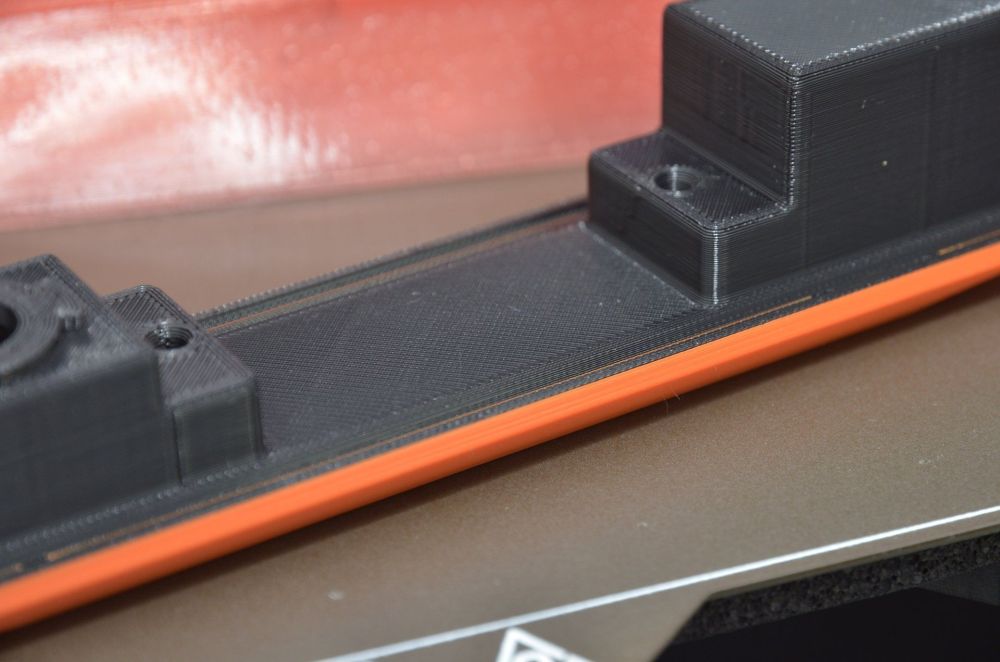
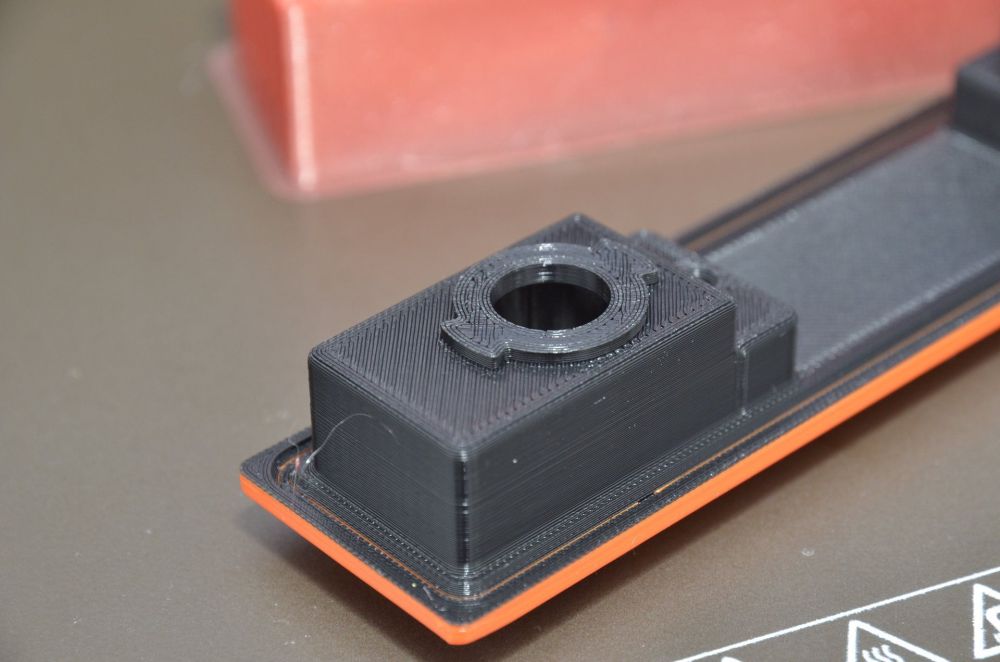
Merci @pommeverte j'ai suivi la piste sur reddit, et j'ai appris qu'insérer une pause parc la tête directement dans la zone de purge, libérant la place (la plateau lui ne bouge pas) en ouvrant le capot supérieur, ou en plaçant les pièces prèt de l'ouverture, c'est facile J'ai également appris que la pause intervient en début de layer, il faut donc sélectionner la pause sur le layer qui va recouvrir/boucher la zone où est placé l'objet. Ci joint un petit test à l'arrache avec fusion 360, j'aurai du mettre un poil de jeu en plus, mais en pincant le plateau, la pièce et l'écrou c'est passé crème Du coup, déplacer la plateau n'a pas bcp d'importance, et il n'y a pas trop a se prendre la tête avec le GCODE (c'est cool ca^^) Bref, je vais me faire plaisir en insérant directement les écrous, les tags NFC, voir les aimants (mais là j'ai peur qu'ils se collent à la buse, à moins d'y mettre un point de colle type loctite et attendre quelques minutes que ca séche) edit : j'ai mis deux layers de 0.16 (soit 0.32 d'épaisseur^^) pour fermer, ca semble suffir largement, apres tests de serrage bourrin, ca ne bouge pas
 1 point
1 point