
Classement




Contenu populaire
Contenu avec la plus haute réputation dans 26/09/2024 Dans tous les contenus
-
Faites comme isidon, louez un grand hangar pour installer la Giga +5 points
-
Nouvel outil gratuit et simple d'utilisation sur la plateforme Makerworld (Bambu Lab) : Make My Lithophane En quelques clics, on peut créer une litho, une lightbox et même un équivalent Hueforge en monochrome ou multi-couleurs : Il n'y a qu'à charger une image / photo et l'assistant s'occupe du reste. Ensuite, vous savez imprimer Partagez vos créations dans ce topic !4 points
-
Eryone vient de mettre en ligne la "Bundle Mega Sale" avec un prix avoisinant les 10€ pour 10 bobines minimum : https://eryone3d.com/collections/mega-packs-deals Pour 5 rolls ça passe à 15€ et pour 3 c'est 17€. Y'a peut-être d'autres packs j'ai pas regardé en détail
 3 points
3 points -
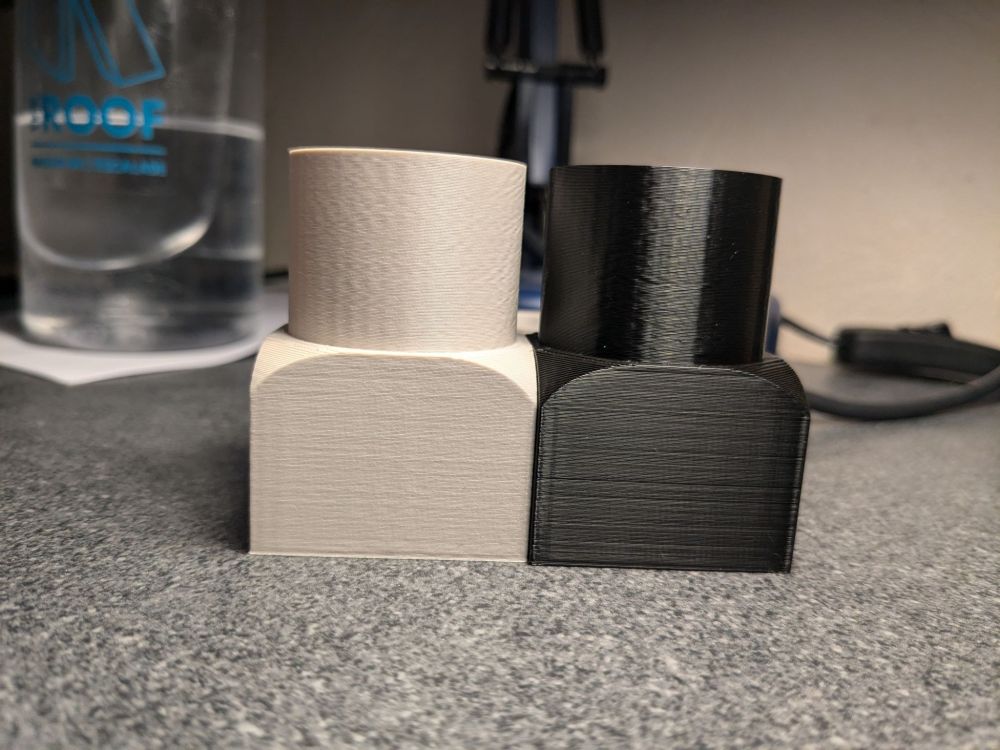
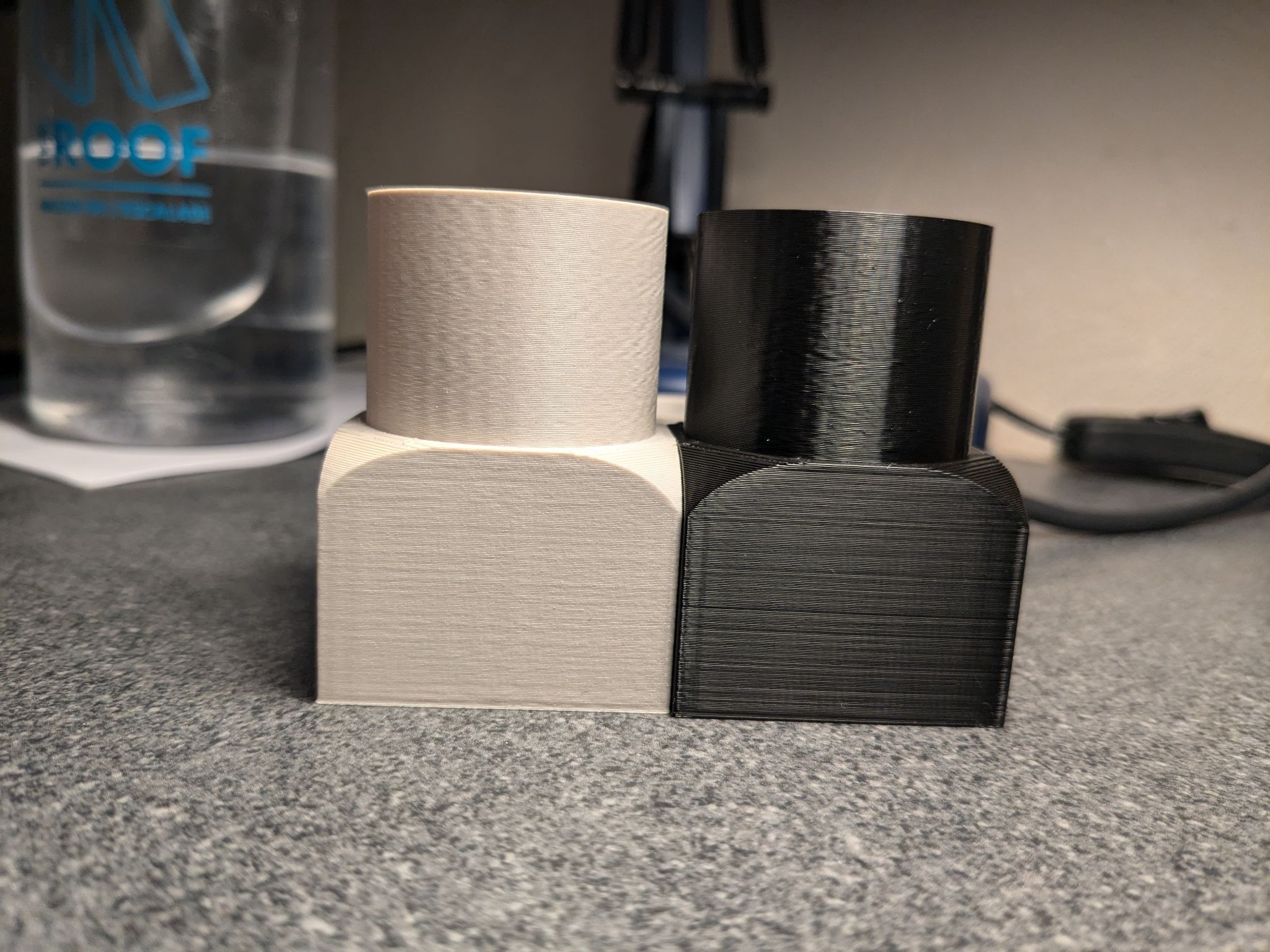
Bonjour, Je viens de tenter la modification du fichier printer.cfg, cela n'a pas changé la qualité, plus ça va, plus l'étau se ressert sur un pb mécanique l'extrudeur. Merci encore pour le partage, c'est bénéfique pour mon initiation à Klipper x) Voici les impressions issue du Gcode envoyé par service client. Je me demande si c'est pas le filament polymaker (blanc) qui fait ressortir les défauts au maximum avec une lumière rasante. Finalement mon problème depuis le début est lié à moi qui en demande trop à la machine je pense. L'impression du filament noir (Qidi) semble très bonne. A noté que la qualité est moindre sur la partie cylindrique que le pavé.
 2 points
2 points -
Pour régler correctement moteurs et pilotes, il faut avoir les caractéristiques exactes des moteurs, donc avoir la datasheet. Les seules pour lesquelles j'ai des certitudes concernent les moteurs X, Y et l'extrudeur de ma X-Max3 (XY => réf BJ42D29-28V07, extrudeur => réf BJY36D12-04V02) : Les caractéristiques du moteur Z que j'ai récupérées ne donnent aucune référence pour le moteur Z (BJ42D29-22V08). Telle quelle, la valeur de courant max (load current) est erronée (0,4A) pour un «run_current» déclaré dans le printer.cfg de 0,95 (quand bien même ce moteur entraine deux tiges trapézoïdales reliées par une courroie de transmission). J'ai juste modifié quelques valeurs pour les moteurs X et Y (microsteps de 16 à 32, rotation_distance de 40 au lieu de 39,94 de Qidi), les pilotes moteurs utilisent tous l'interpolation (interpolate: True), juste réduit la sensibilité de détection de la mise à l'origine sans interrupteur de fin de course (X de 85 à 92, Y de 85 à 100). Extrait de mon printer.cfg : ################################################# # X, Y, Z stepper motors / Driver settings # ################################################# [stepper_x] step_pin: PB4 dir_pin: PB3 enable_pin: !PB5 microsteps: 32 #16 rotation_distance: 40 #39.94 full_steps_per_rotation: 200 #set to 400 for 0.9 degree stepper endstop_pin: tmc2209_stepper_x:virtual_endstop position_min: -7 # -11 X-Plus 3 position_endstop: -7 # -11 X-Plus 3 position_max: 325 homing_speed: 80 #40 homing_retract_dist: 0 homing_positive_dir: False step_pulse_duration: 0.000002 [tmc2209 stepper_x] uart_pin: PD2 run_current: 1.07 #hold_current: 0.5 interpolate: True stealthchop_threshold: 0 diag_pin: ^PB8 driver_SGTHRS: 92 #85 [stepper_y] step_pin: PC14 dir_pin: PC13 enable_pin: !PC15 microsteps: 32 #16 rotation_distance: 40 #39.94 full_steps_per_rotation: 200 #set to 400 for 0.9 degree stepper endstop_pin: tmc2209_stepper_y:virtual_endstop position_min: -9.5 #-10.5 position_endstop: -9.5 position_max: 330 #325 homing_speed: 80 #40 homing_retract_dist: 0 homing_positive_dir: False step_pulse_duration: 0.000002 [tmc2209 stepper_y] uart_pin: PB9 run_current: 1.07 #hold_current: 0.5 interpolate: True stealthchop_threshold: 0 diag_pin: ^PC0 driver_SGTHRS: 100 #85 [stepper_z] step_pin: PC10 dir_pin: PA15 enable_pin: !PC11 microsteps: 16 rotation_distance: 8 full_steps_per_rotation: 200 endstop_pin: probe:z_virtual_endstop #!PC3 #for Z-max; endstop have'!' is NO #position_endstop:326 position_max: 315 #325 position_min: -6 homing_speed: 15 #8 v4.3.12 homing_retract_dist: 3.0 #8.0 second_homing_speed: 2 #8 homing_positive_dir: false step_pulse_duration: 0.000002 [tmc2209 stepper_z] uart_pin: PC5 run_current: 0.95 #hold_current: 0.6 interpolate: True stealthchop_threshold: 999999 #1200 De plus, j'utilise une extension (tmc_autotune) pour effectuer le réglage automatique des pilotes TMC2209. J'utilise ce fichier tmc_autotune.cfg : [motor_constants qidi_xmax3_xy] # Nema17 4248, BJ42D29-28V07 # Coil resistance, Ohms resistance: 1.40 # Coil inductance, Henries inductance: 0.0026 # Holding torque, Nm holding_torque: 0.410 # Nominal rated current, Amps max_current: 1.50 # Steps per revolution (1.8deg motors use 200, 0.9deg motors use 400) steps_per_revolution: 200 [motor_constants qidi_xmax3_z] # Nema17 4248, BJ42D29-22V08 # Coil resistance, Ohms resistance: 30.00 # Coil inductance, Henries inductance: 0.062 # Holding torque, Nm holding_torque: 0.450 # Nominal rated current, Amps max_current: 0.40 # run_current: 0.95 ??? # Steps per revolution (1.8deg motors use 200, 0.9deg motors use 400) steps_per_revolution: 200 [motor_constants qidi_xmax3_extruder] # Nema14 10 dents 36mm, BJY36D12-04V02 # Coil resistance, Ohms resistance: 2.00 # Coil inductance, Henries inductance: 0.0012 # Holding torque, Nm holding_torque: 0.090 # Nominal rated current, Amps max_current: 1.00 # Steps per revolution (1.8deg motors use 200, 0.9deg motors use 400) steps_per_revolution: 200 [autotune_tmc stepper_x] motor: qidi_xmax3_xy tuning_goal: auto sg4_thrs: 92 #85 [autotune_tmc stepper_y] motor: qidi_xmax3_xy tuning_goal: auto sg4_thrs: 100 #85 #[autotune_tmc stepper_z] #motor: qidi_xmax3_z #tuning_goal: silent [autotune_tmc extruder] motor: qidi_xmax3_extruder tuning_goal: performance2 points
-
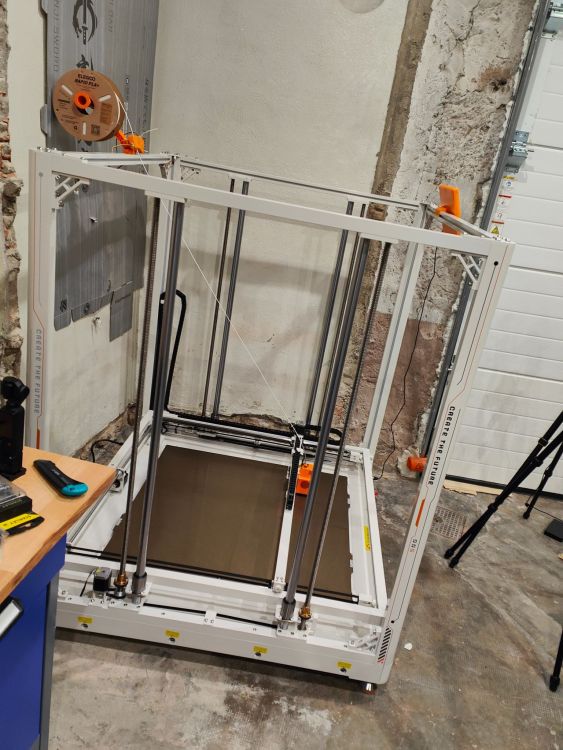
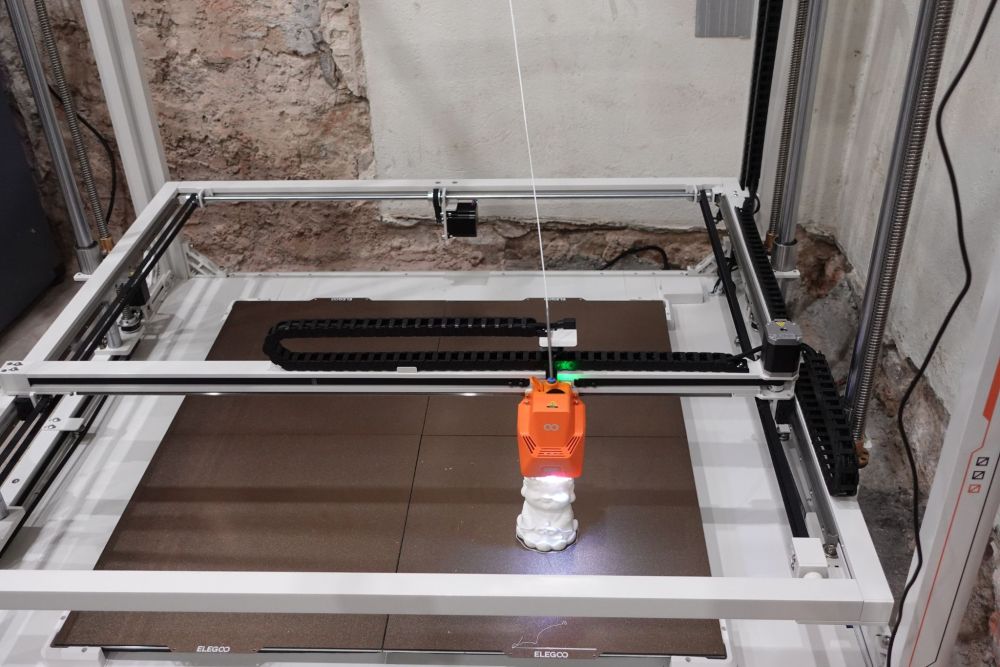
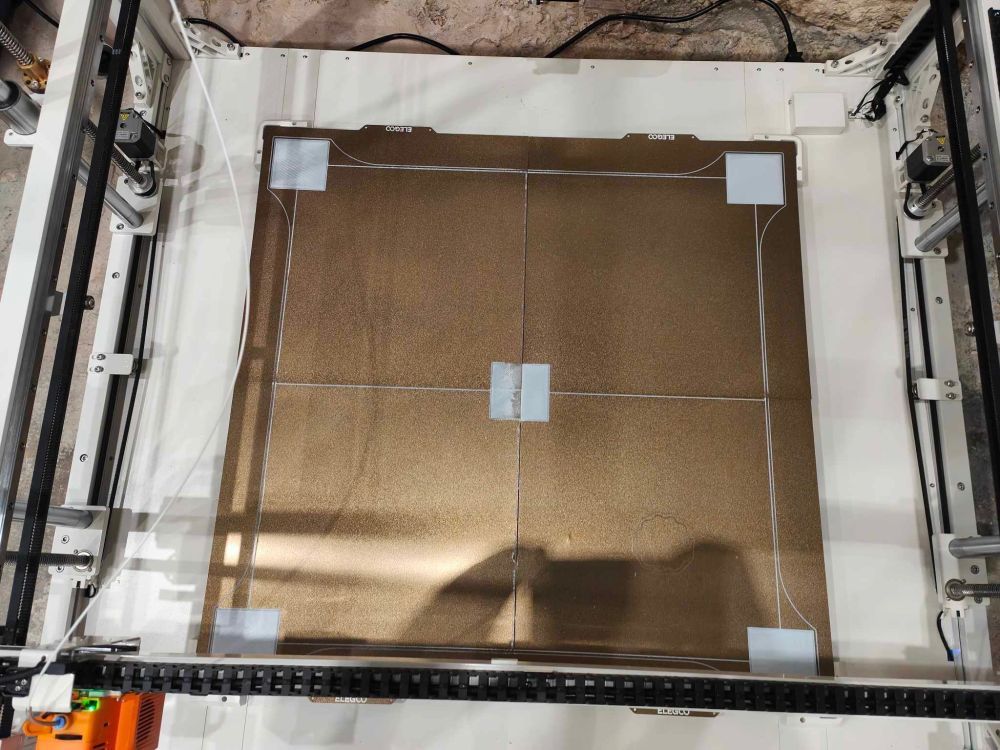
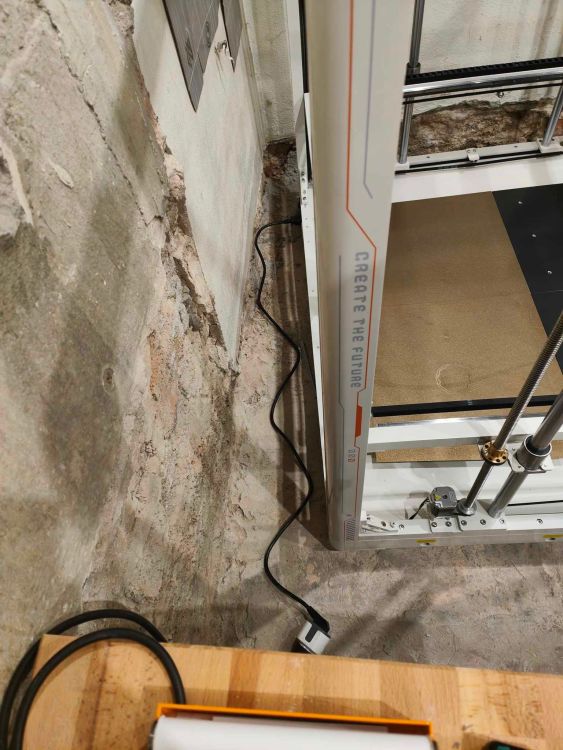
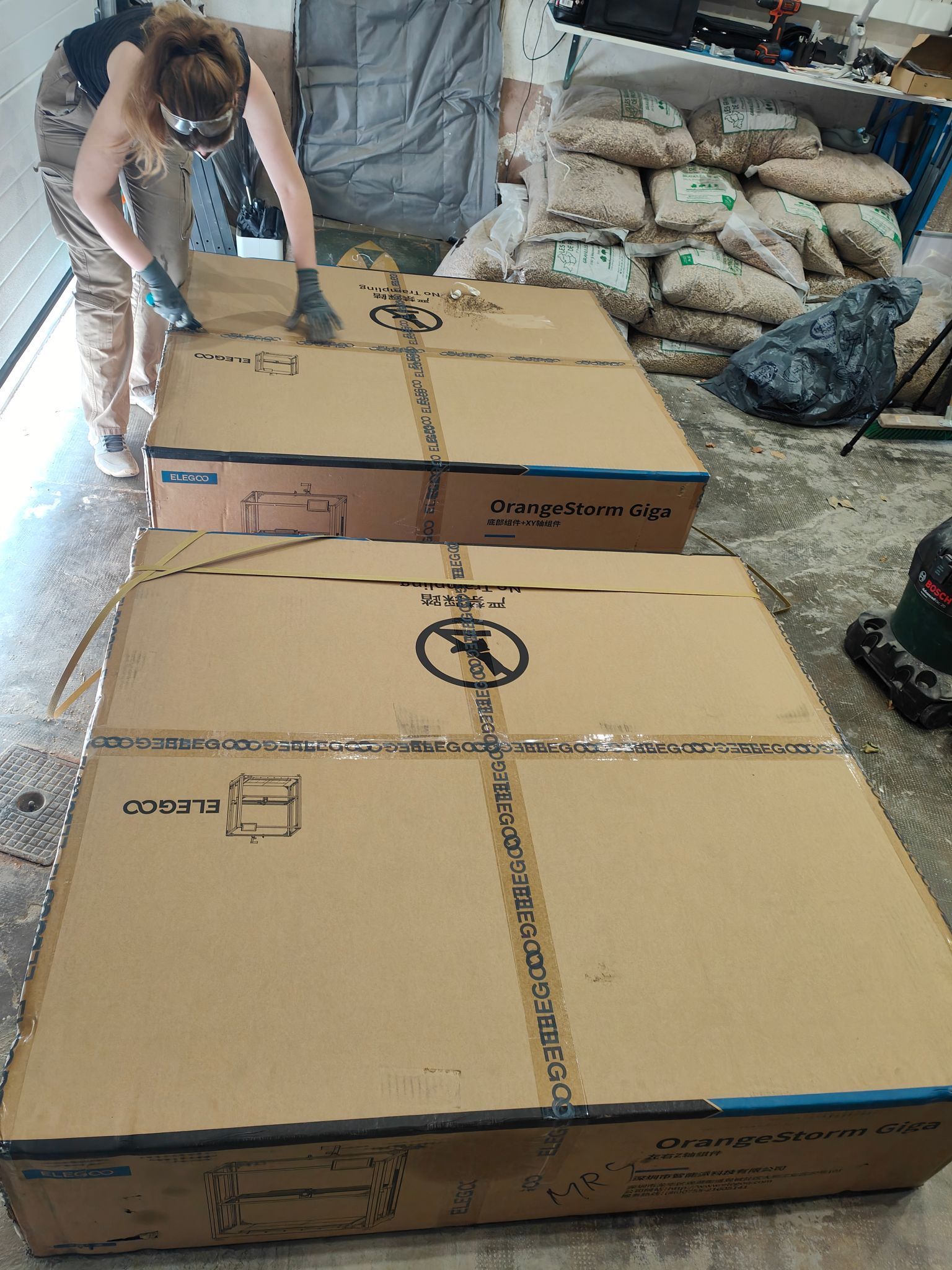
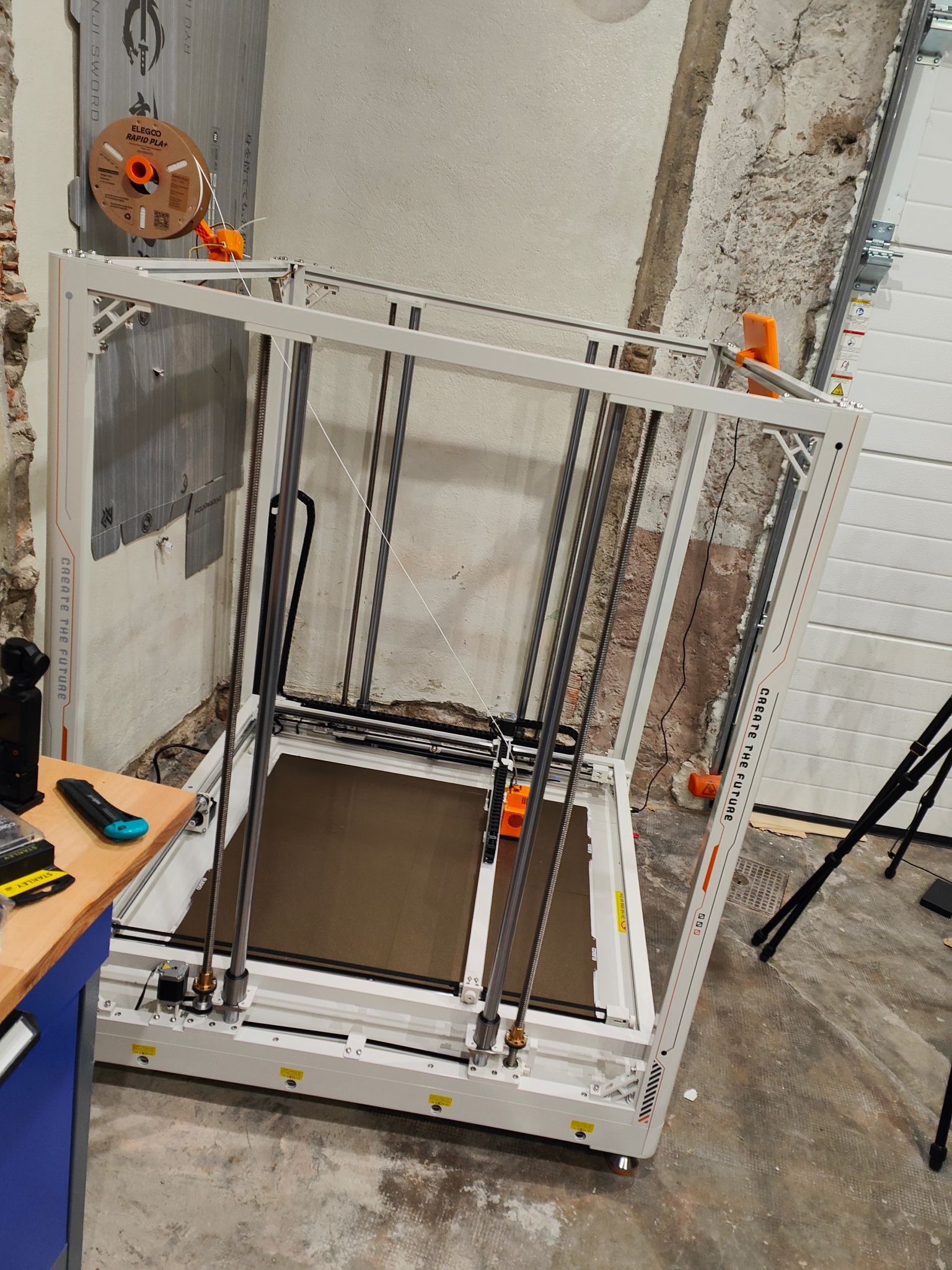
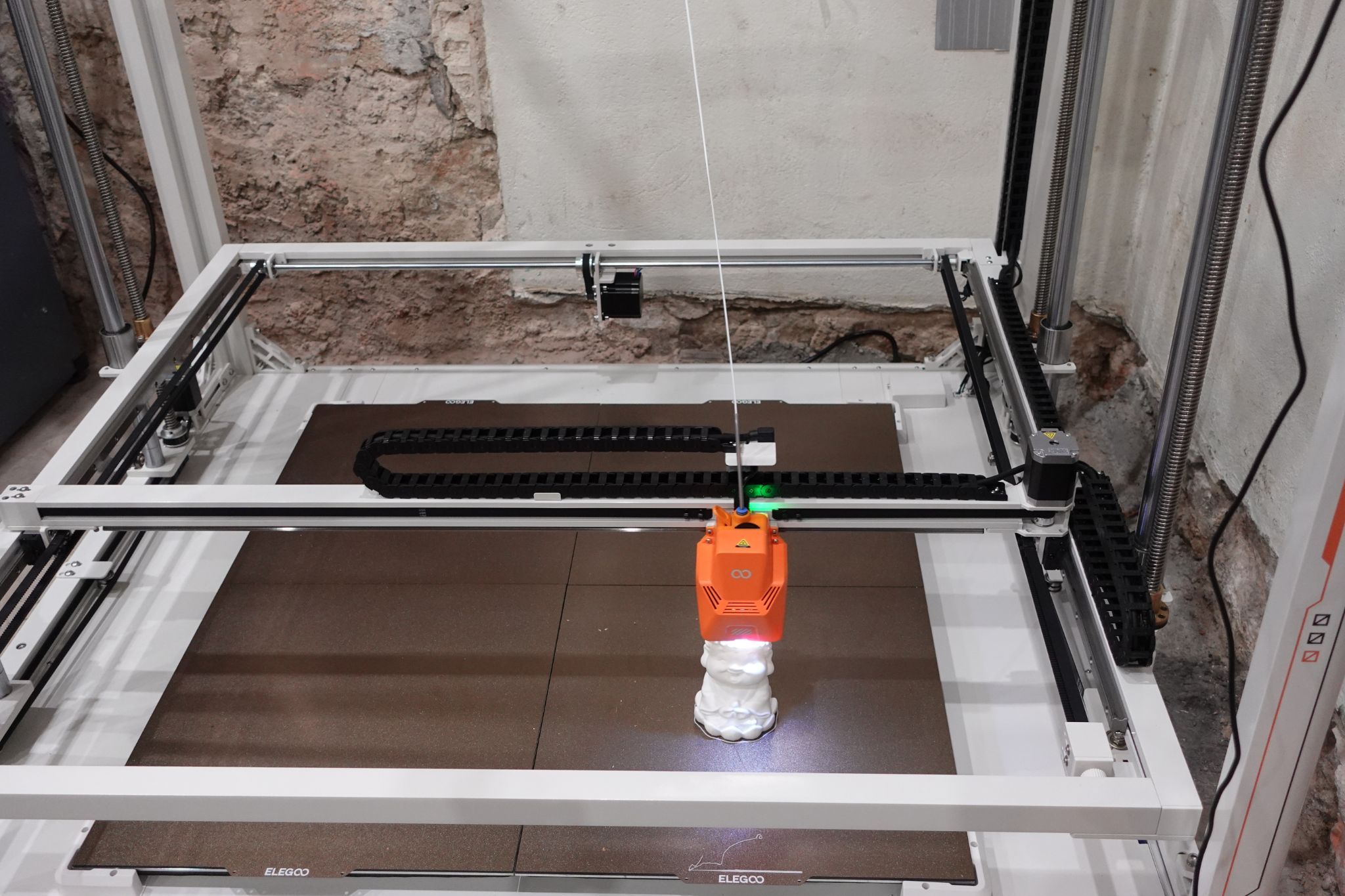
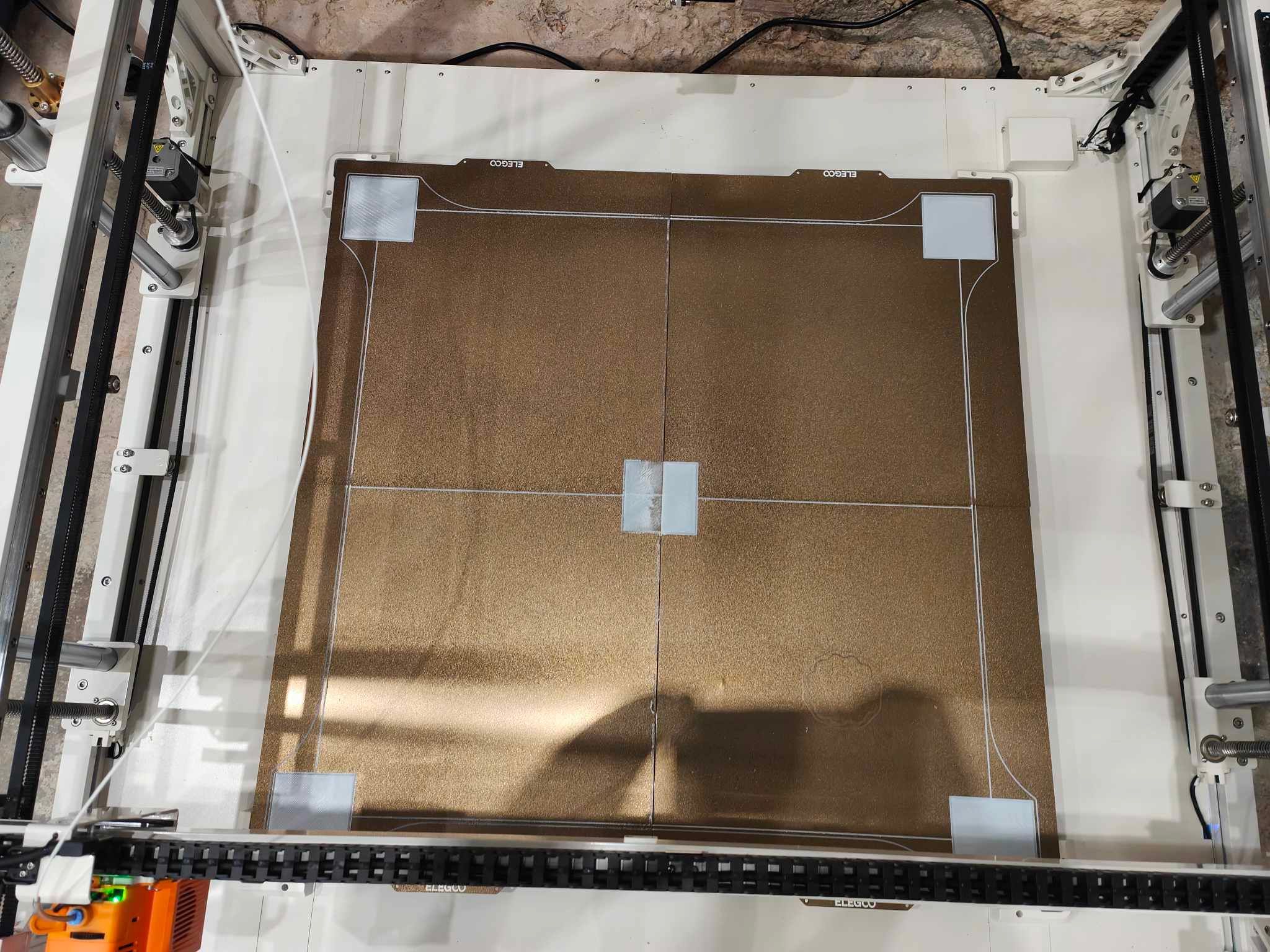
Ca y est, l'espace dans le garage est aménagé, on a poussé les murs, on a pu enfin monter le monstre de chez Elegoo : Voilà quelques photos en vrac du montage : Il est évident que c'est mieux d'être deux pour monter ce truc qui une fois assemblé pèse toujours 100 kilos minimum. Le montage est simple en soi, une armée de vis à fixer sur des axes. La notice est assez simple, malgré une négligence sur les dimensions des vis (on parle de 6x28 alors que c'est 6x25) mais c'est corrigé sur la notice vidéo. On aura aussi une tête 0,6 de rechange en plus d'une 0,4 ,une 0,8 et une en 1,0 ainsi qu'un enrouleur pour bobine de 5 kilos, et deux détecteurs de filament, un pour les bobines de 1 kilos, et un pour les bobines de 5. En bon tricheur que je suis, j'ai d'abord posé la base dans l'emplacement définitif de la machine (un COIN), et c'était comme le préconisait @PPAC une grosse difficulté pour l montage. Sans se dégommer le dos, le cou et le reste, il faut se débrouiller faire le tour de la machine, dans mon cas j'ai préféré me contorsionner. La machine dispose de pieds réglables, et ça c'est cool, j'étais sur le point d'envisager de refaire une chape sur mon sol qui est un véritable numérojob (job fait par Numérobis), mais les pieds réglables me permettent d'éviter ces travaux supplémentaires. Le déballage et montage a du nous prendre deux heures avec les contraintes photos et la découverte, et surtout l'espace réduit sur lequel nous nous sommes contraint pour monter la machine. Si l'apparence est très correcte, l'armature de la machine est de qualité très honorable, le choix d'avoir 4 plateaux assemblés (et sans réelle calle pour faciliter leur manipulation) est particulier. On regrettera aussi le câble de l'écran. Ce dernier doit pendouiller de façon assez dégueulasse, quel dommage qu'un emplacement n'ai pas été placé pour le cacher derrière, et il est trop court pour tricher. Autre point particulier, l'emplacement des boutons. Le bouton d'alimentation est à l'arrière, à coté de l'emplacement de la prise, vu la taille de la machine c'est dommage de rendre nécessaire un accès arrière. J'ai branché le câble d'alimentation (de 50cm uniquement ><) sur une prise connectée à une rallonge. Pareil, il y a une sortie Ethernet à l'arrière, ainsi qu'une prise fournie de 20cm ><, je n'ai pas encore compris l’intérêt de la connexion (un accès via l'adresse IP ?), le slicer fourni est une version de Cura, si il y a un accès en ligne, il faut que je vois. Il y a aussi un accès wifi, mais malheureusement le signal est trop faible pour trouver ma box (la majorité des autres machines de la pièce sont pourtant détectés). Pareil pour l'emplacement USB sur l'avant en bas, faut faire des squats pour envoyer des prints (bon, en même temps, faut faire des squats pour décrocher les prints du plateau). Après avoir alimenté la machine, lancé l'allumage, utiliser l'input shaper et l'auto leveling, j'ai du faire le Z, ouais OK, il ne se fait pas tout seul La manipulation est assez longue, les plateaux chauffent en 8 minutes, même si un seul peur suffire pour une impression (il y a 4 alimentations internes, sans doute une par plateau, donc chaque plateau a une seule source d'alimentation, il y a 4 transformateurs 115/230V). Les nombreux points de leveling (j'ai pas compté mais il doit y en avoir 100), sans parler du temps nécessaire pour que la tête descende, ça prend bien entre 15 et 20 minutes. Une fois le Z vérifié avec la cale métallique fournie (qui a décidé de se déformer), on lance un fichier de test sur la clé qui ne s'imprimera que sur un seul plateau. Malgré une tête en 0,6 le fichier sortie en deux heures est plutôt sympa, forcément moi qui suis habitué à la résine, je ne le trouve pas incroyable, mais c'est supérieur à ce que je sortais avec ma Sidewinder bricolée avec mes pieds de noobs de l'époque (qui n'ont pas trop évolué d'ailleurs) Par la suite, j'ai lancé un gros test de leveling, afin de m'assurer que je pouvais imprimer sur les 4 plateaux, le Z est différent d'un plateau à un autre, ce que je craignais un peu à vue de nez. Elegoo propose une opération manuelle pour régler ça (qui va me prendre un moment), donc je mettrais ce post à jour, une fois que j'aurai vérifié tout ça :












 1 point
1 point -
Bon, j'ai reçu et installé un nouveau CR Touch en fin de journée. Verdict simple et sans appel: TOUT est rentré dans l'ordre dès le premier démarrage... En tous cas merci beaucoup pour votre aide, vos pistes de réflexion et votre temps. J'ai découvert ce forum suite à mon problème et au final je vais y trouver pleins d'infos hyper intéressantes. Merci beaucoup1 point
-
normalement, tu dois avoir un menu à l'écran pour activer ou non la reprise après coupure d'alimentation. Sinon, c'est dans le trancheur (cura,...) que ça se passe. Il faut ajouter dans le gcode de démarrage à la 1ère ligne: M413 S1 pour l'activer / M413 S0 pour le désactiver1 point
-
Cela me paraît pas mal du tout : Par exemple Sunlu pour le PLA et le PETG (du moins pour la plupart) indique 1.75 mm +/- 0.02mm c'est une des meilleures tolérances dans les filaments que je connais, eSun donne +/- 0.03mm pour certains et +/- 0.05mm pour d'autres. Pour les Creality il me semble que c'était aussi +/- 0.02mm, mais sur mes dernières bobines PLA silk, plus n'est indiqué. Pour Arianeplast je n'ai pas trouvé sur leur site donc !! mais tu peux leur poser la question. Mais 1 centième d'écart (au pied à coulisse) pour moi cela reste correct. Après pour les filaments pro, je ne sais pas mais pas sûr que cela soit beaucoup mieux. Bon c'est vendu au poids.1 point
-
Après son topic très détaillé, @Kachidoki a rédigé un test très complet de l'Original Prusa MMU3, l'upgrade multi-couleurs pour votre MK4 / MK4S. https://www.lesimprimantes3d.fr/test-original-prusa-mmu3-20240925/1 point
-
Ce qui est beaucoup, en général c'est entre 25% mini et 75% maxi du diamètre de la buse (donc entre 0.1 et 0.3 pour une buse de 0.4)1 point
-
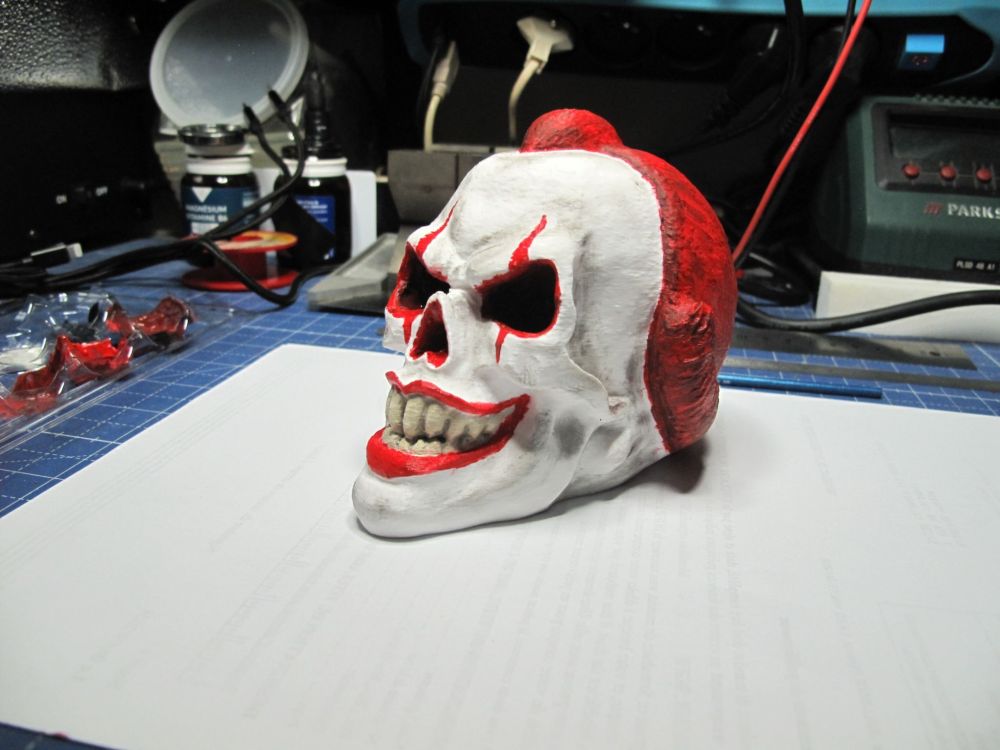
Sous la bouche (le bec) tu es en fort surplomb, donc pas anormal, Selon le surplomb, l'angle possible dépend de l'épaisseur de couche, plus elle est fine 0.12 0.16mm meilleur est le surplomb, paroi interne avant externe. Après si il est grand, mettre des supports.1 point
-
J'ai reçu le mail et vu la MAJ des profils dans Bambu Studio aussi1 point
-
Bambu propose de plus en pus de composites https://eu.store.bambulab.com/fr-fr/products/asa-cf ASA CF Superior Outdoor Durability Optimized for Large Models Sleek Matte Finish Enhanced Stiffness for High Load-Bearing Applications1 point
-
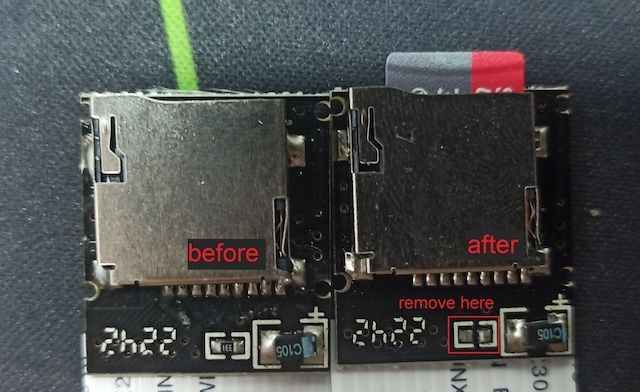
Bon, pour une fois que j'apporte une réponse sans poser de question, je me lance ! J'ai trouvé sur une page GitHub une piste pour cette histoire d'extender SD Card qui ne fonctionne pas sur la BTT skr (plusieurs modèles, y compris semble-t-il les raspberry pi). La solution assez extreme consiste à retirer une résistance J'ai fait mon blond en me disant "mince sur une carte mère neuve, no way !" Mais il s'agit de l'extender lui-même donc au pire je flingue le bidule qui de toutes manières ne me sert à rien Je retire la fameuse résistance et je rebranche tout le bazar, et au redémarrage (sans la carte sd) tout semble ok (normal le firmware ne m'alerte plus). Je mets ma carte SD, je vais dans les menus de marlin pour monter la carte et là oh miracle, ma carte est visible ! Je n'ai pas essayé plusieurs fois, je testerai à nouveau ce soir.
 1 point
1 point -
Salut @electroremy. Pour la main plate, si j'en crois cet extrait du blog de Prusa : Ils précisent que ça se situe entre l'engrenage et l'entrée du tube de la buse. Sur la MK3 ce sont deux engrenages symétriques, donc le filament est guidé bien droit vers le tube PTFE (ce n'est pas un tube métallique). Sur la MK4 le système est asymétrique, j'imagine que le filament est toujours poussé sur le même côté et frotte sur le plastique de guidage avant de s'introduire dans le tube métallique. Une fois dedans ça ne frotte plus. Donc à force de chargement et déchargement, le bout de plastique s'use et n'assure plus la fonction de guidage et le filament vient buter sur l'arête du tube. C'est une supposition, je te dirai ça quand ma main plate atteindra les 80k cycles. La température de +38°C max pour le MMU et la MK4 ne me parait pas déconnant. Passer 40°C ambiant pour des composants prévus pour fonctionner à l'air libre, l'électronique, l'alimentation, les ventilateurs etc.. c'est réduire considérablement leur durée de vie. Prusa ne va pas spécifier une machine pour tenir à 60°C ambiant et se retrouver avec des machines en garantie un an après. Pour la MK4 il y a un peu plus d'électronique, par exemple il y a la LoveBoard qui est directement embarquée sur la tête. Et je ne parle même pas du ventilateur du heatsink qui va devenir fou (la température du heatsink est mesurée). Sur le MMU2/S on pouvait recalibrer la longueur du tube PTFE pour le déporter. Je ne sais pas si cette possibilité a été reprise pour le MMU3. Quoiqu'il en soit, allonger ce tube augmente encore plus le temps de transition entre les filaments et donc la durée déjà bien longue des impressions multi-couleurs. Pour le Prusa Enclosure je ne l'ai pas testé, mais d'après les témoignages ça reste dans la fourchette des 40°C max même en imprimant du PC Blend à 285°C / plateau à 120°C.1 point
-
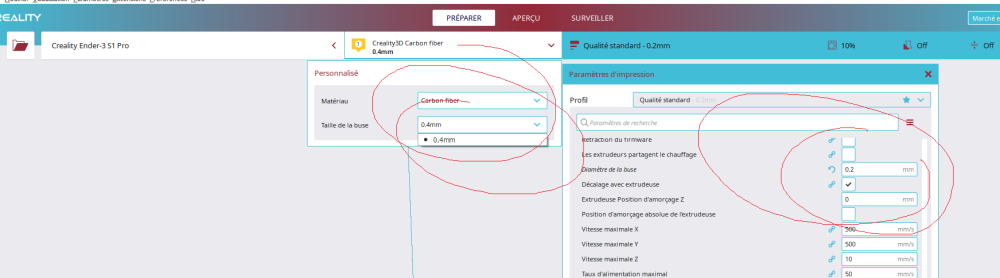
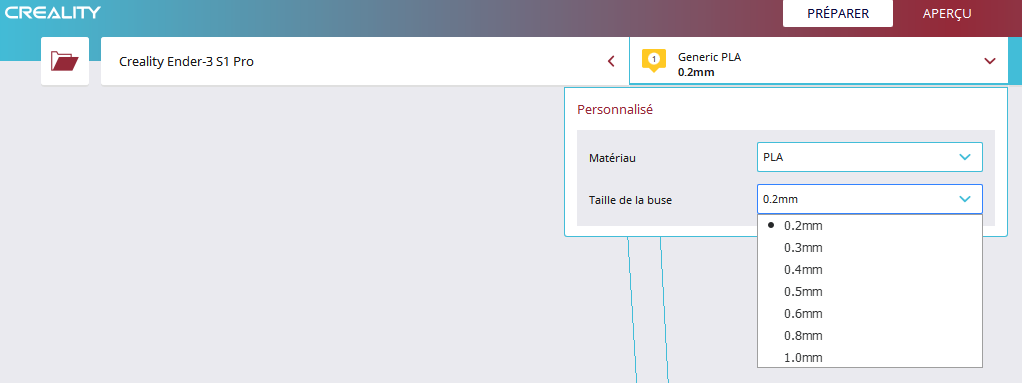
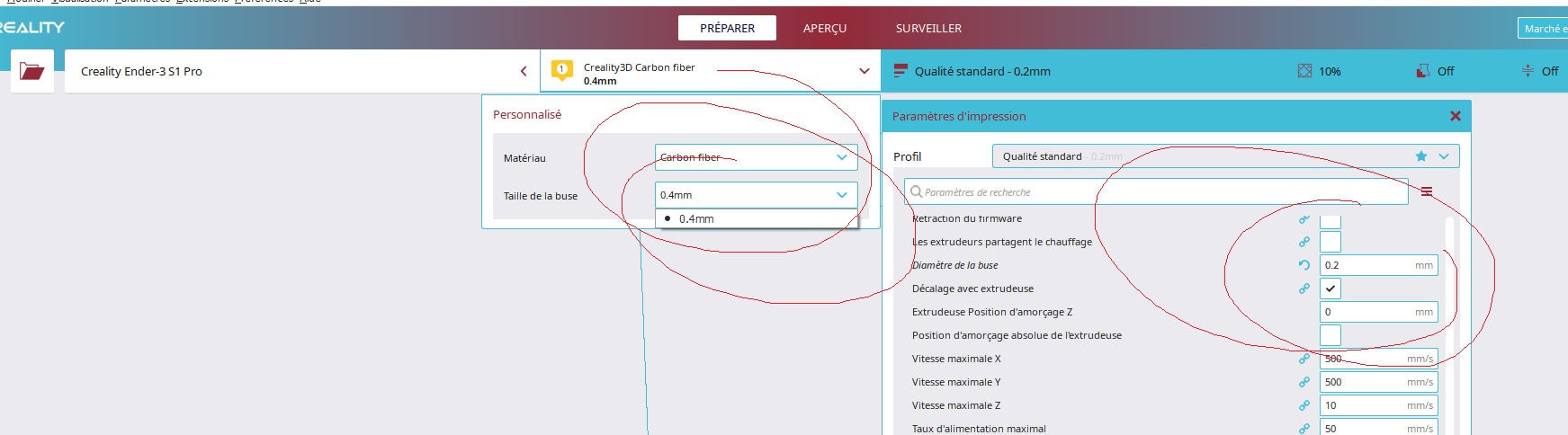
Salut, Tu vas encore râler , mais pour moi, avec la version V4.8.2, ça fonctionne: J'ai juste copié ces fichiers (obtenus en suivant les instructions de ce message) creality_ender3s1pro.zip dans le dossier C:\Program Files\Creality Slicer 4.8.2\resources\variants Au redémarrage de Creality Slicer, les diamètres sont ajoutés
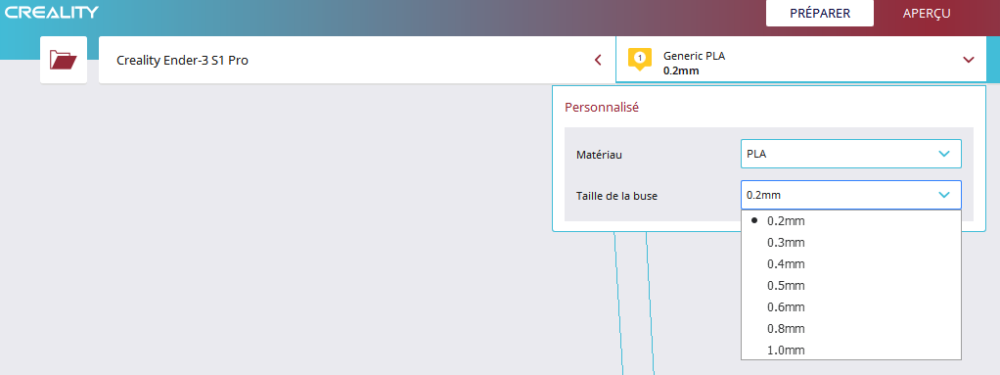 1 point
1 point -
@pjtlivjy Va voir ce post Il y a à creuser sur le tuning des TMC.1 point
-
@V3DP joli upgrade je suis avec grande attention1 point
-
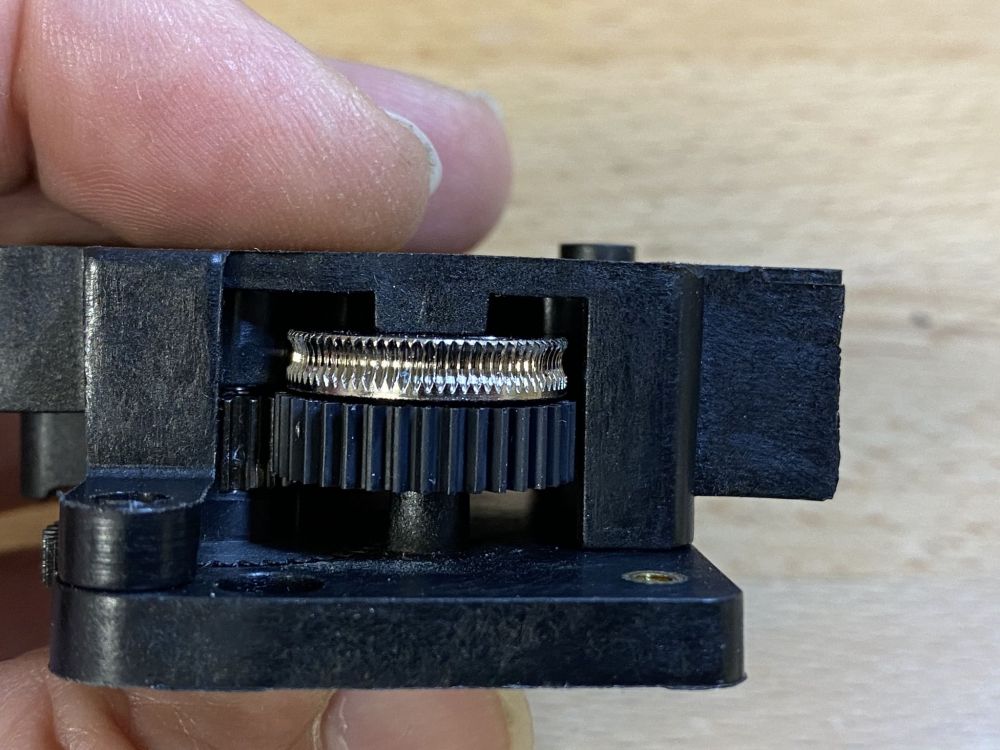
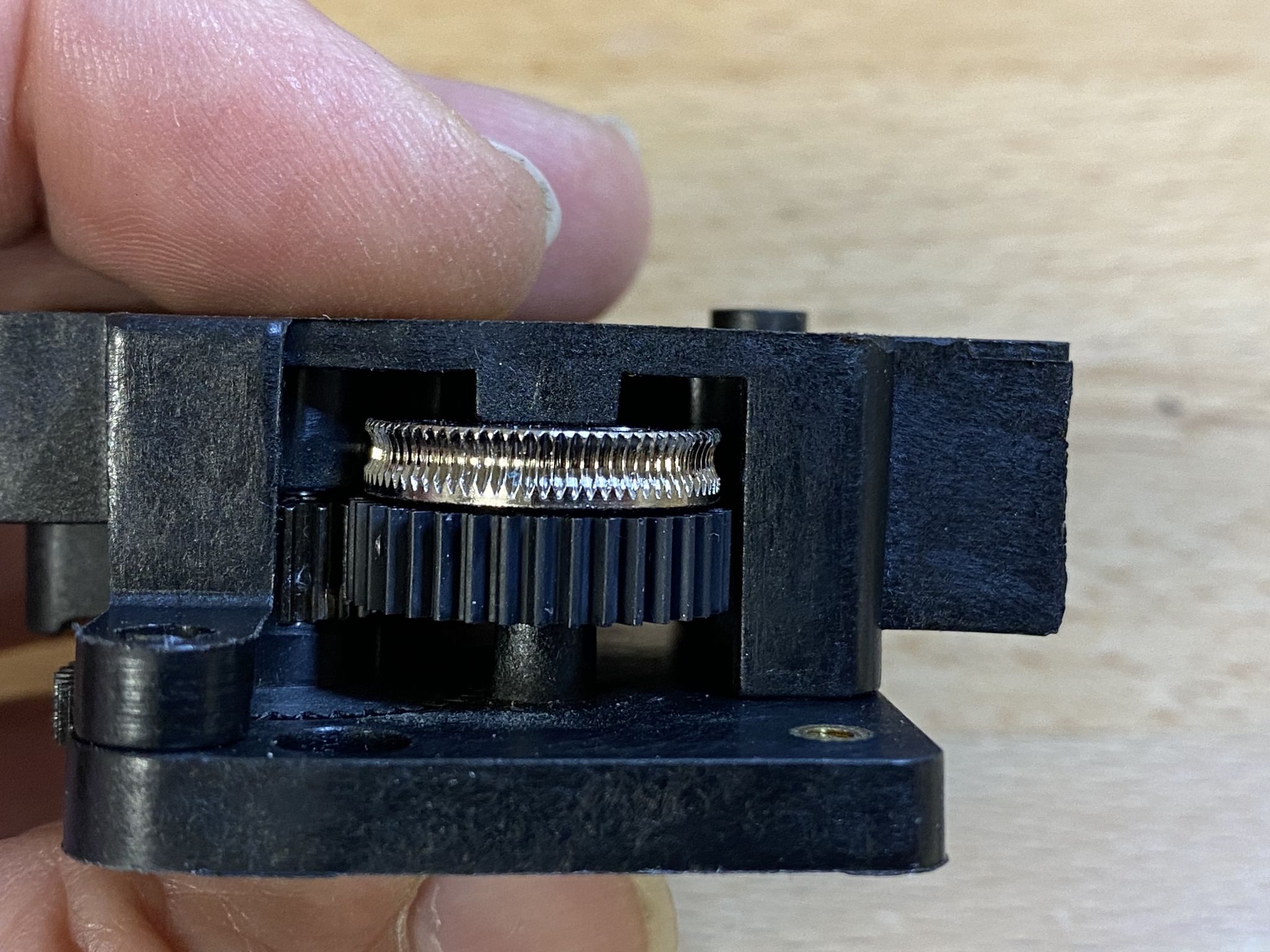
J'ai posé une rondelle en PA de 5/10eme sous la partie plastique de l'engrenage fixe pour compenser le jeu. Premiers essais d'extrusion sans la buse pour voir le grip sur les filaments. Avec du PA Avec du TPU 95A (avec l'extrudeur d'origine pas de marques sur le filament) Et avec du PETG J'ai fait un essai d'extrusion avec la hotend volontairement réglée un peu trop bas en température pour avoir une extrusion difficile. Maintenant, le stepper passe franchement des pas, le filament ne glisse plus. Prochaine étape, voir si on ne peut pas augmenter un peu l'intensité sur le stepper de l'extrudeur, car je trouve qu'il passe facilement des pas.



 1 point
1 point -
Tu es très désagréable à avoir réponse et solution à tout! j'ai tout réinstallé, tout remis d'aplomb et effectivement j'ai désormais accès aux paramétrage de printer settings qui se refusaient à moi jusque là. le dernier truc qui se refuse à moi c'est l'affichage dans ce bandeau déroulant mais merci beaucoup!
 1 point
1 point -
J'ai installé mes engrenages BondTech dans l'extrudeur Qidi. Le changement de l'engrenage sur la partie mobile est bien plus simple que prévu. L'axe est juste mis avec un léger serrage donc se manoeuvre à la main, il suffit de pousser avec une clé Allen pour le faire sortir. Donc dépose des deux engrenages Qidi avec leurs roulements et remplacement par ceux de BondTech en mettant la douille à aiguilles qui va bien de chez BondTech. Graissage à la graisse au Téflon haute température de la douille à aiguilles avant de l'insérer dans la partie métallique de l'engrenage. Pas encore essayé sur ma X Max 3, j'ai repéré un jeu assez important au niveau de l'engrenage qui est fixe sur l'extrudeur. C'est vrai aussi avec les engrenages d'origine. Ca peut être une cause de grip un peu mou. Il y a à voir 6 - 8 1/10emes de jeu. A voir c'est lié à une légère déformation du boitier de l'extrudeur. Je vais imprimer des rondelles en PA 12 de 5/10eme pour mettre entre l'engrenage et le corps de l'extrudeur pour mieux plaquer l'engrenage vers l'avant de l'extrudeur et que les deux engrenages soient symétriques par rapport au passage de filament. J'espère pouvoir faire un test demain après midi.

 1 point
1 point -
Nouveau cache boule d'attelage qui va mieux avec le thème du camion.

 1 point
1 point -
J'aime bien les gens qui disent qu'ils ont x ans et DEMI ! Bienvenu ici Olivier.1 point
-
Tu ouvre plusieurs fois l'application.1 point
-
Bonjour @Oliv30 bienvenue chez les imprimeurs fous1 point
-
on est à 2 doigts de la perle là1 point
-
Merci. Arf oui 9 h 51 minutes et 677 g de filament juste pour un test de leveling ( qui donne une feuille qui ne servira pas a grand-chose) , je comprends que tu aies esquivé.1 point
-
Bonjour à tous, J'ai fait une version française de mon guide, j'en profites donc pour le poster sur ce topic : MSLA_Guide_V1.31 – FRENCH.pdf (version légèrement compressé pour le forum, en "normal" sur github)1 point
-
La vidéo de présentation officielle vient de tomber :1 point
-
La page produit est tout autant sexy que les specs : https://eu.qidi3d.com/products/plus4-3d-printer PS @souriceaux j'ai fusionné ton topic avec celui de @Steph861 point






































.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)