Classement




Contenu populaire
Contenu avec la plus haute réputation dans 04/10/2024 Dans tous les contenus
-
1er essais de montage d'une moto avec le chariot tiré par le treuil, ça fonctionne nickel quelques petits réglage à faire et un peu d'entrainement pour nous mais c'est nettement plus facile et plus sécurisant que de le faire sans, la on est sur que la moto ne va pas tomber et c'est tout en douceur... Bref bien contente de l'investissement.3 points
-
Ce qui est pourtant généralement le cas ... oui je sors ->2 points
-
Bonjour, les enceintes chauffées ne sont pas destinées à améliorer la qualité visuelle des impressions. Elles sont utiles uniquement pour éviter le warping et améliorer la qualité mécanique de la pièce. La vidéo de CNC kitchen explique bien cela et on peut la résumer à cette figure : Une façon de mettre en valeur cette caractéristique aurait été de faire des essais de RDM dans le test. Concernant la porte ... C'est du n'importe quoi sur la finition ...
 2 points
2 points -
Plutôt que de polluer le sujet exemples d'impression, nous allons poursuivre sur ce sujet dédié. CONCOURS SUR L'OBJET MYSTERE... L'idée est de poster une photo d'une impression 3D, avec un ou plusieurs indice(s). Le gagnant devra à son tour relancer le jeu en postant un autre Schmilblick à trouver ... P.S : Est ce qu'on peut pousser le Scmilblick ? oui, monsieur, à quoi pensez vous ? ... pour le faire avancer, hey banane1 point
-
@sudtek La méthode scientifique que tu utilises implique que tous les éléments soient controlés ou dans des tolérances connues. Vu le niveau de précision que tu vises sur le débit, as tu caractérisé le filament en diamètre et ovalisation ? Quelle méthode as tu utilisée ? Même question sur la régulation en température des hotends (PID) car cela influe beaucoup sur la viscosité (donc le débit) de la matière. Enfin sous Cura, avec une machine iDEX, T0 est pour la tête à gauche et T1 celle à droite. Perso je n'utilise pas la version BCN3D de Cura pour mes W50 mais directement Cura et pas de soucis d'inversion de têtes. J'utilise aussi Cura (la meme instance) pour une machine sous RepRap Firmware avec une Duet3D et il n'y a pas d'invasions entre T0 et T1.1 point
-
Un test du LaserPecker LP4 est à lire sur notre site https://www.lesimprimantes3d.fr/test-laserpecker-lp4-graveur-laser-20240919/ et dans la vidéo ci-dessous :1 point
-
YouTube ou toute autre solution d'hébergement de vidéo gratuite1 point
-
Et c'est pas comme si ça avait déjà été reproché à Creality entre autres...1 point
-
En complément du test écrit sur le blog, voici la vidéo d'@isidon sur le laser LP41 point
-
Le eSun c'était la première fois que je testais, je n'avais jamais remarqué ce problème sur la première moitié de la bobine, mais peut-être parce que je ne m'en sert jamais pour les produits fini et d'aspect. Quand c'est pour faire une bride quelconque qui n'a pas besoin d'être au dixième j'imprime à toute vitesse et je ne regarde pas la qualité des pièces. Le filament ArianePlast je le connais bien depuis mes débuts dans l'impression 3D (j'habite à côté), et je sais à quoi m'attendre. Parfois sur dix bobines rien à signaler, puis la suivante présente des variations hors tolérance. Les couleurs sont aussi parfois à côté, le noir qui est gris anthracite (ASA), voire juste gris (PLA+ Silk), le gold j'en parle même pas. Par contre il y a un large choix de couleurs, le prix est très compétitif et puis c'est français, donc j'achète quand même. J'ai plein d'idées à propos des filaments, on pourrait en faire tout un topic mais pas ici. Ca pose le problème du coût, de l'encombrement et de la complexité de mise en oeuvre. C'est déjà assez galère d'avoir juste un retour 0 ou 1 fiable à 100%, ils n'en sont pas à la première itération dans ce domaine entre les capteurs IR, le bête levier et sa fourche optique, la bille (aimantée ou non) et sa FINDA et maintenant ce capteur à effet hall. Alors une mesure à 10µm près... Mais je ne doute pas qu'on finisse par voir arriver cette technologie un jour sur une bécane de bureau. Ce capteur fait déjà énormément de choses avec une précision incroyable, et je pense que ce n'est pas fini. Laissons-nous surprendre. Je suis étonné que tu ne réagisses pas plus que ça aux relevés thermiques.1 point
-
1 point
-
Commence avec la résine ABS Like de chez Sunlu et après tu pourra tester de la Tough sa souplesse lui donne plus de résistance au chute et choque1 point
-
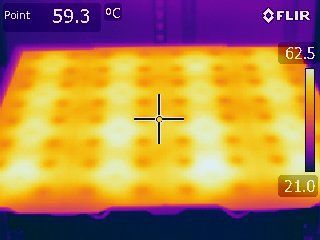
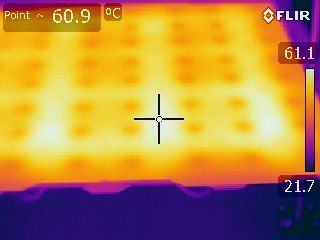
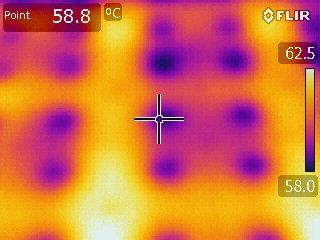
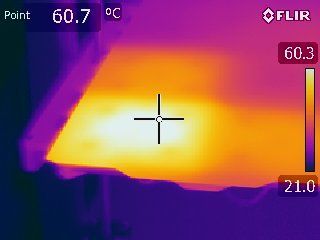
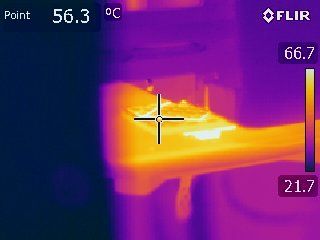
Je rajoute quelques relevés. Ici le plateau réglé sur 60°C. Avec la steel sheet dessus (sur la vidéo précédente il n'y avait pas la steel sheet). Mesure des points chaud et point froid, on c'est bien à 60°C à environ +/-2°C sur l'échelle. Ici en mode chauffe partielle à 60°C où j'ai lancé un cube dans le coin du plateau. On voit que les plateaux adjacents chauffent un peu. Malheureusement je ne peux pas mesurer la buse à la caméra qui est limité à 150°C. On voit aussi que le plateau satiné réfléchit pas mal. Mais pour le fun on peut voir la ligne d'extrusion "chaudement" déposée, un périmètre et un remplissage.


 1 point
1 point -
J'ai fait quelques buggys en CAD, et j'en ai même réinventés partiellement... L'année prochaine, le premier évènement auquel je compte participer se déroulera sur 4 jours début Mai (8-11), et le thème de l'évènement sera "Création et Systèmes D". Je vais devoir faire quelques chose de spécial pour le coté piste (c'est à Montluçon), donc il me faudra une voiture très spéciale. J'ai aussi décidé que je focaliserai coté piste sur le 1/12 parce que je m'amuse bien plus avec une pancar 1/12 qu'avec une 1/10 touring... Bref, je veux faire un projet spécial. Ce sera une 1/12 pancar très simple. Un chassis sur lequel on pourra s'appuyer sur de l'impression 3D, un axe facile à sourcer pour le train arrière, et quelques plaques découpées (soit Fibre de carbone, FRP ou autre) qui pourront être combinés avec les pièces imprimées pour faire un chassis 1/12. Une petite recherche montre que l'axe arrière de la Fantom est facile à sourcer (et si ça se trouve, vous en avez un à la maison si vous avez remplacé l'axe d'origine par un axe carbone). La carrosserie sera traitée quand on aura le plan du chassis. Voici donc mon point de départ. Kyosho, ref EF209 J'ai bien évidément converti tout ça en CAD pour pouvoir réflechir... Et oui, j'ai bien ajouté un projet à une liste déjà conséquente...1 point
-
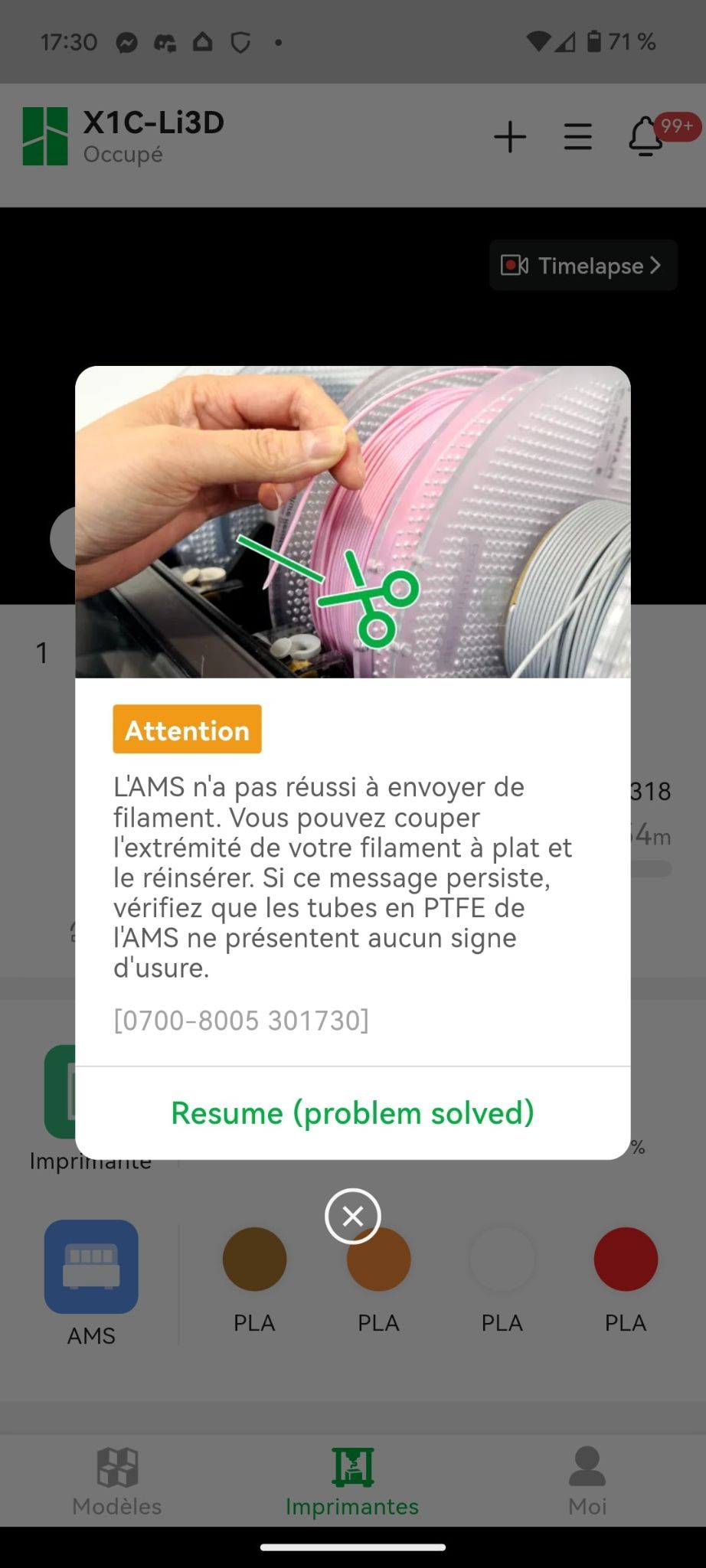
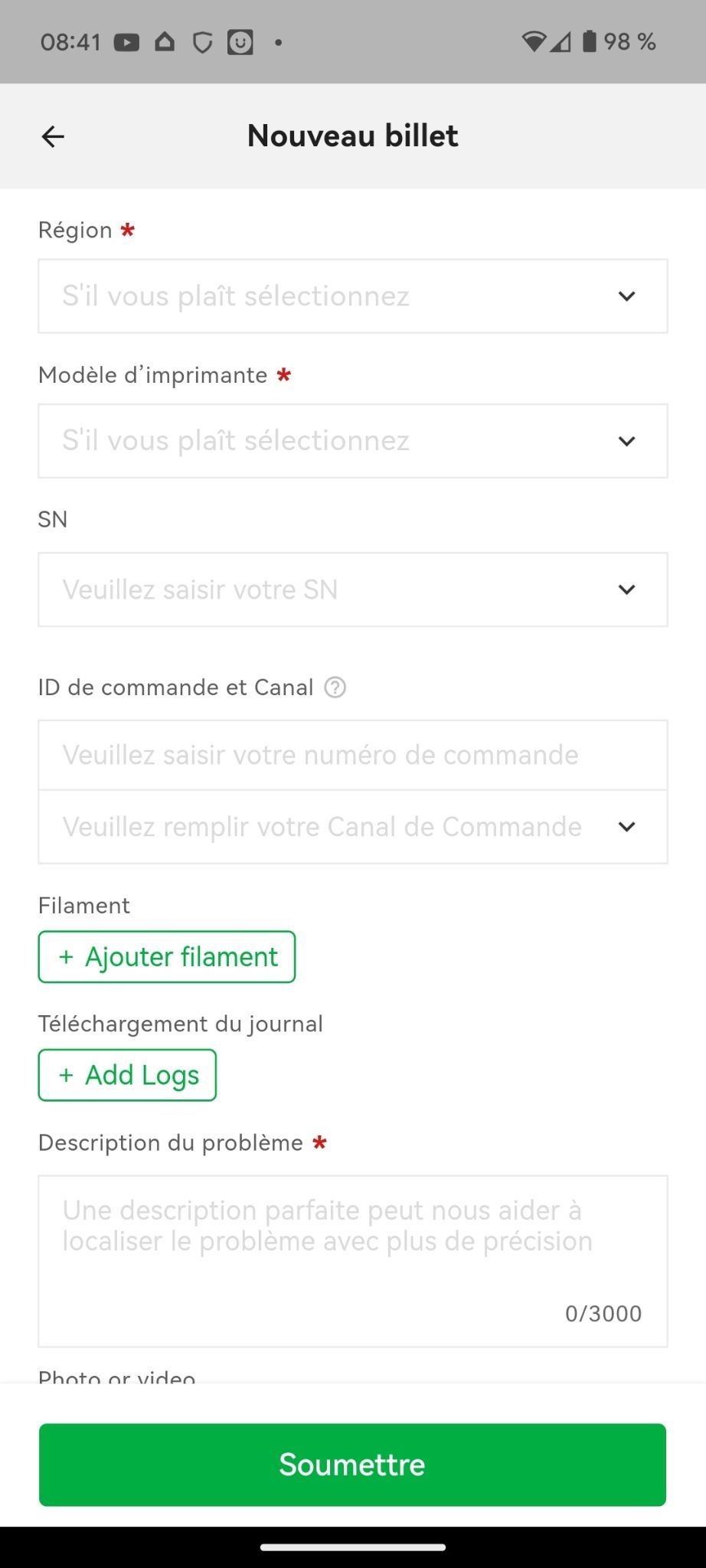
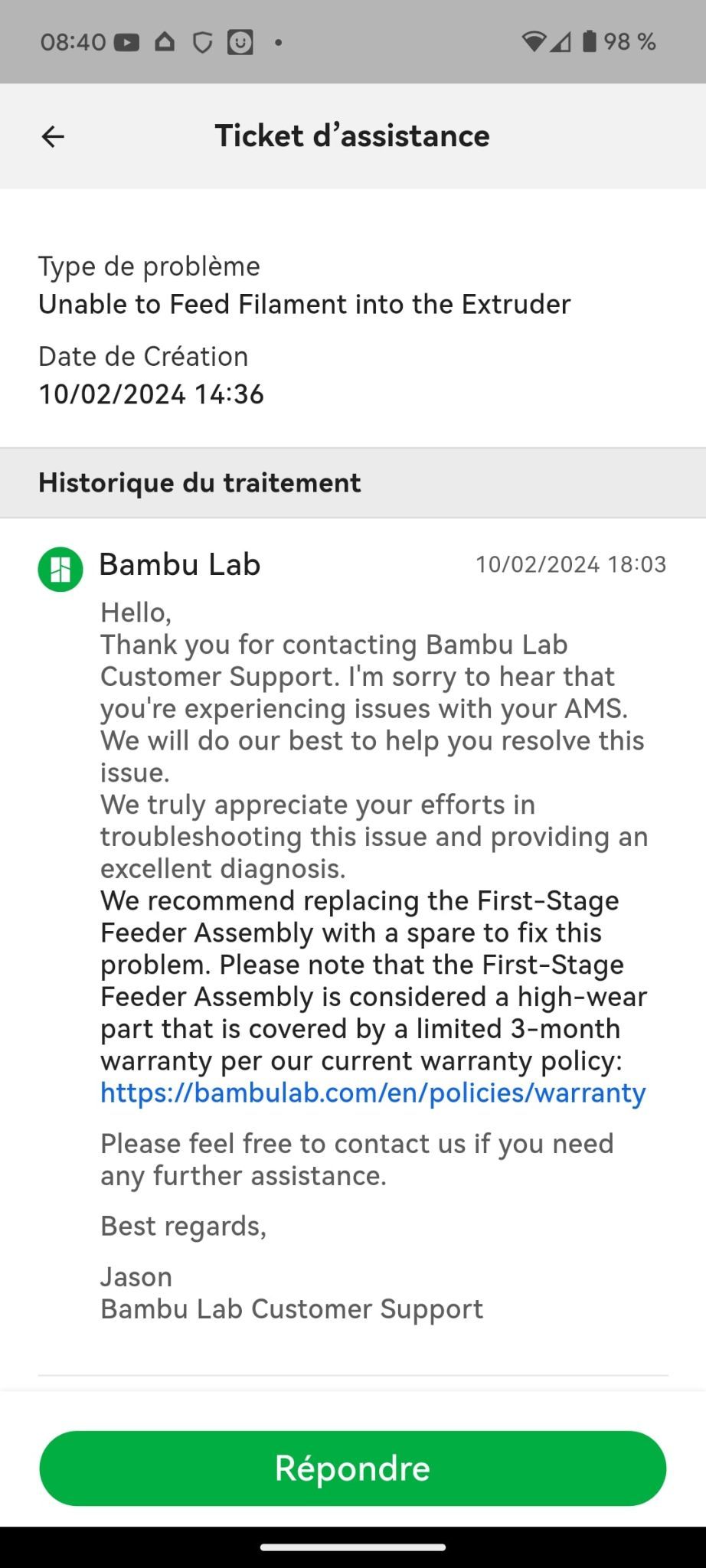
Ma X1C a plus de (ou "que" selon le point de vue) 600H d'impression et depuis seulement quelques prints je rencontre un problème de chargement du filament depuis le slot 3 de l'AMS : A chaque changement de filament vers le slot 3, le moteur et les engrenages du feeder tournent mais le filament ne bouge pas (pas de nœud). Il faut que je le pousse de quelques centimètres dans l'AMS pour qu'il soit pris et que l'impression reparte (super chiant quand t'as plusieurs centaines de changements de filaments ). J'ai jeté un œil au wiki qui oriente vers un problème de feeder "first-stage". En suivant la doc encore une fois extrêmement bien faite, j'ai permuté les feeders 3 et 4. Le problème s'est reproduit sur le slot 4, confirmant l'hypothèse. J'ai donc ouvert un ticket depuis l'application mobile : On est guidé pas à pas. L'application liste les imprimantes liées au compte, du coup pas besoin d'aller chercher et taper à la main le numéro de série. Si la machine est en ligne on peut récupérer les logs directement sans se prendre la tête (OK ça fera chier les paranos des données personnelles ). Cette procédure est d'ailleurs également documentée... Bref, j'ouvre le ticket hier en expliquant le problème et le debug déjà effectué. Dans la foulée, je reçois un message automatique qui m'indique que c'est la vacances chez eux : Toutefois, bonne surprise, quelques heures après seulement, je reçois une réponse d'un humain visiblement (ou d'une IA bien entraînée) : Ils confirment donc mon diagnostique mais la mauvaise nouvelle, c'est que le feeder est considéré comme une pièce d'usure et garantie seulement 3 mois. Ca va donc me coûter 40€ sur la boutique officielle et surement des frais de port. En soit c'est pas grand chose je trouve et cette expérience montre encore une fois la simplicité et l'efficacité propre à Bambu
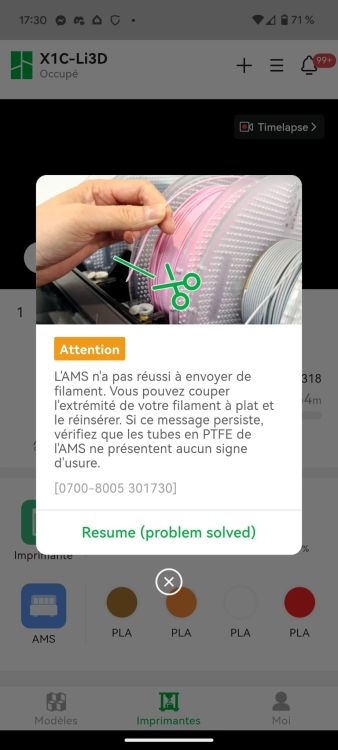
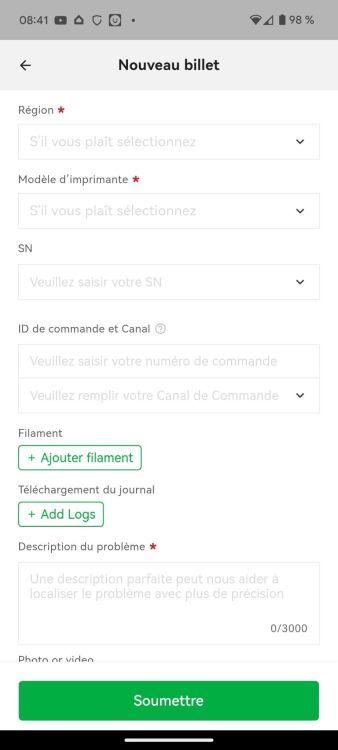
 1 point
1 point -
C'était peut-être volontaire, afin d'utiliser un mot-valise1 point
-
Effectivement le SAV est très réactif, au bout de 3 jours d'utilisation de la A1 mini j'avais un tube PTFE qui ne tenais plus dans le filament hub, j'ai ouvert un ticket à 2 heures du matin et ce matin j'avais déjà une réponse, ils m'ont carrément envoyé une vidéo m'expliquant la réparation à effectuer Pour ceux que ça pourrait intéresser, il y a presque la même sur youtube https://m.youtube.com/watch?v=hmByMHddxLE1 point
-
Les entreprises intrépides ? (troll inside, j'assume )1 point
-
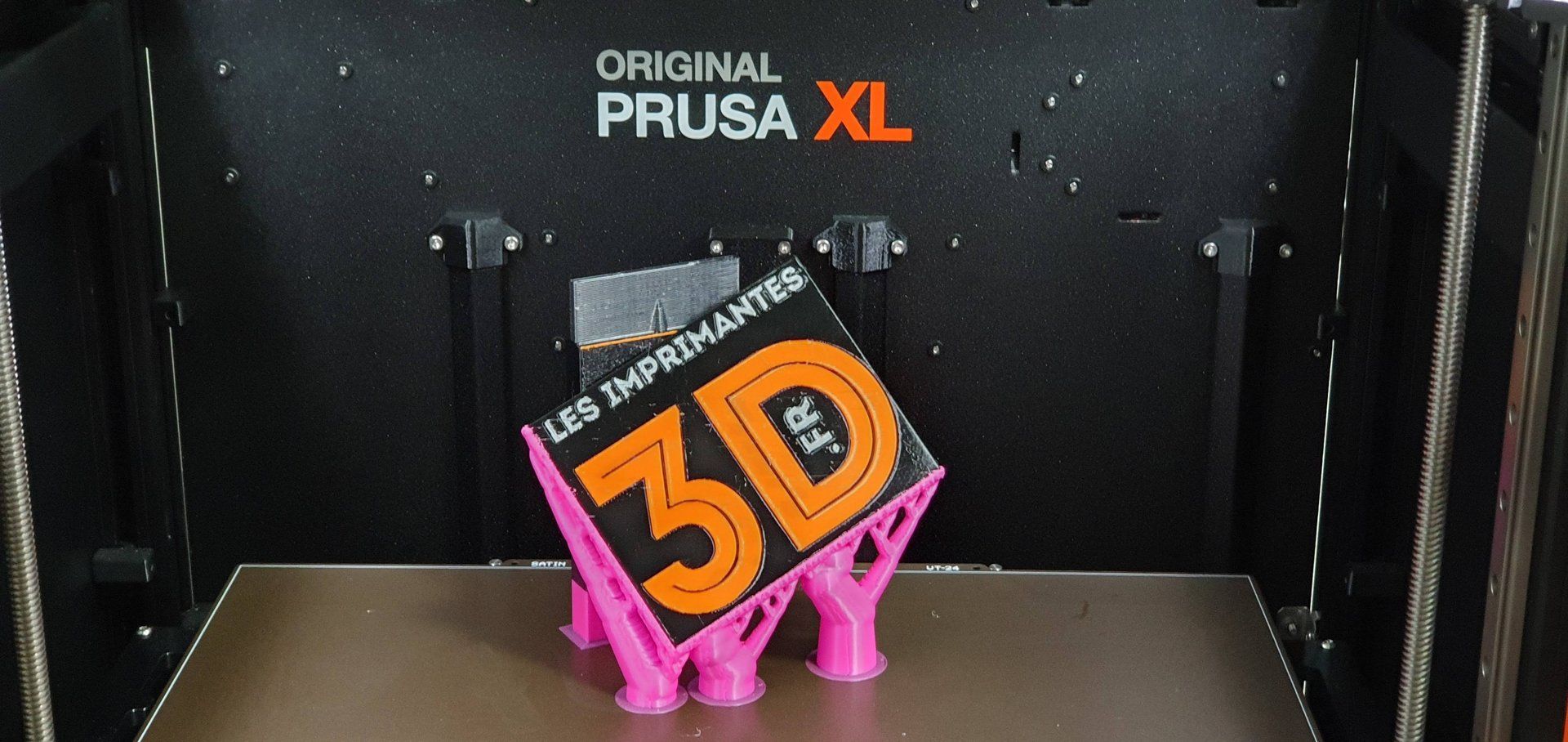
OMG, le blob de la mort sort du plateau de la XL pour dévorer lesimprimantes3d.fr ! Blague à part, la machine à passé 4kg de filament et effectué 13000 toolchanges. Pour cette impression j'avais mis à sécher rapidement les bobines, à peine 1h. Et bien c'est dingue car le premier tiers de l'impression est impeccable, et puis ça a commencé à filer. Probablement les spires intérieures des bobines qui n'ont pas eu le temps de sécher. En ce moment mon bureau est à 20°C et 65% d'humidité. En tout cas c'est fou cette sensibilité aux filaments que je ne connaissais pas avec les autres machines. Avant je laissais trainer des bobines ouvertes depuis des années, et ça s'imprimait sans problème. Je reparlerai de ce problème sur le topic de la MK4S car c'est aussi exacerbé par la buse High Flow de cette machine. D'ailleurs en parlant de qualité de filament je reviens sur un point : J'ai finalement mis le doigt sur le problème racine, ça serait l'irrégularité du diamètre du filament. Sur cette bobine j'ai mesuré des valeurs très variables, de 1.69mm à 1.78mm d'un mètre à l'autre. Ca fait une sacré ondulation invisible à l'oeil nu, mais très visible sur les grandes surfaces planes qui se retrouvent avec des lignes sous-extrudées. Sur une autre bobine de la même marque je n'arrivais pas du tout à avoir une première couche propre, toujours sur-extrudée, c'était le diamètre. Sur une autre marque, mais sur la MK4S cette fois, la première couche sous-extrudait tout le temps, c'était aussi le diamètre. Sinon pour ce qui concerne la XL elle-même je pense avoir passé le gros de la courbe d'apprentissage. Car oui, cette machine nécessite une courbe d'apprentissage pour l'utilisation en mode multi-tête. Pour une utilisation mono-tête c'est très similaire à une MK4, il n'y a pas trop de préparation ça fonctionne tout seul. Pour le multi-tête il faut anticiper le séchage des filaments, faire un peu de babysitting au début lors des purges des têtes pour qu'elles démarrent l'impression bien propres sans laisser un long fil derrière elle à travers tout le plateau (ça purge devant alors que le parking est derrière). Démarrer une impression prend beaucoup plus de temps, entre la chauffe du plateau, le délai d'absorption thermique, le palpage, les multiples purges... En revanche une fois que c'est lancé, plus rien de l'arrête, elle enchaîne les changements d'outils et avale du filament inlassablement.
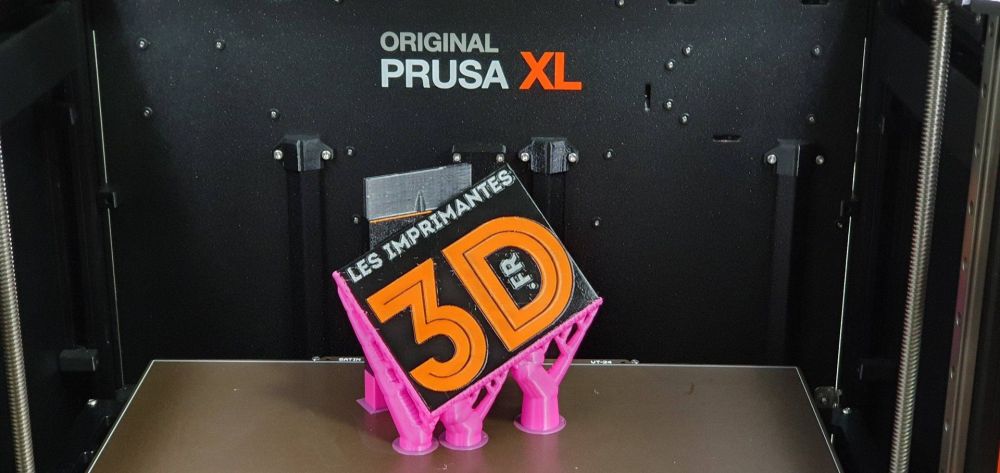 1 point
1 point -
pour info ... le meilleur résultat, de mon point de vue pièce imprimée : tube filament : Recreus PETG Black paramètres Orca slicer: Seam position : Random Seam gap : 10% Scarf joint seam : Contour1 point
-
Bonjour Oui il y a 22 jours, il y a eu un problème de cloud qui a rapidement été résolu (il y en a eu un autre il y a un an). Et si, ces incidents ont été rapidement résolus... Rien à voir avec ce que tu décris dans ton cas... De plus en ce qui me concerne (et peut-être que les fichiers de mes pièce ne sont pas suffisamment gros), l'imprimante charge toute l'impression avant de commencer : il ne me semble pas que des compléments soient envoyer en cours d'impression. (mais je peux me tromper) Et si tu tentes en mode LAN, as-tu toujours le même problème ?1 point
-
Je relance ce post car je suis à mon 2 ieme écran changé a cause de ce problème d'axe Z. Une procédure pour récupérer mes écrans ou j'en commande un 3ieme ?1 point
-
Jolie évolution ! Des améliorations plutôt bienvenues pour les nouveaux acheteurs, notamment au niveau de l'ajustement des miroirs, ça va leur économiser pas mal de temps de SAV je pense (quand je vois le nombre de demande d'aide pour ajuster les miroirs sur les groupes FB xTool) Et suffisamment peu d'évolution pour ne pas regretter d'avoir déjà acheté une P2 je trouve, en tout cas pour ma part1 point
-
salut @Vicarious le type de soucis que tu indique ne sont généralement jamais lié a un soucis de firmware Marlin sur la X2 en tout cas car elle ne support pas la gestion UART des drivers qui sont donc ajuster par Vref, les 2 raisons possible a ce type de soucis que ce soit l'axe Z comme l'axe X sont soit lié a un soucis moteur soit et c'est le plus vraisemblable a un soucis de driver qui sont les composantes qui alimente et gère les moteur les moteur Nema 17 peuvent tombé en panne mais cela reste assez rare. Donc la chose a tester c'est d'ouvrir le boitier faire ramollir la colle chaude avec un sèche cheveux et de permuter les driver Y avec le X et de rallumer l'imprimante et voir si le X fait toujours du bruit, ensuite re ouvrir et remetre de drive du X que tu avait mis sur le Y en X et prendre le driver Z le mettre en Y et le driver Y en Z pour voir si l'axe Z est ok. Si en faisant cela l'axe X faisait plus de bruit et ton Axe Z fonctionnait, c'est que tes Driver sont HS je te conseil d'en racheter au moins 3 et de remplacer celui du X et du Z qui etait defaillant et d'en avoir un en stock au cas de panne d'un autre driver a l'avenir. Si c'est toujours pas bon alors faut investiguer plus. P.S : désole pour la réponse tardive j'avais pas vue passer ta question.1 point
-
Je pense avoir donné une note globale satisfaisante : 7,7 / 10 = 15,4 / 20 soit presque une mention "Très bien" au bac. La X-Plus 3 avait obtenu 8,9 / 10 donc je ne pense pas avoir manqué d'objectivité en testant la Plus4, j'ai au contraire un élément de référence (+ d'autres produits concurrents). Comment accepter de payer 800 € et ne pas profiter de ce qui est vendu sur le papier ou voir que la porte n'est pas étanche quand la machine propose un chauffage interne ? Vous avez lu mes remarques négatives sur cette imprimante qui peut (et doit) corriger plusieurs choses avant d'être "finalisée". Elle est pour moi inférieure à la Plus3 sur plusieurs points, même si évidemment elle gagne son nouvel extrudeur, un plus grand plateau, etc. Je ne serais pas plus tendre avec la nouvelle Clio si elle était moins fiable que la précédente ! J'espère que de prochaines mises à jour feront remonter la note globale de cette Plus4 mais en l'état, elle ne mérite à mon avis pas de conclusion plus positive. Le constructeur a d'ailleurs pris en compte certaines remarques.0 points