Classement



Contenu populaire
Contenu avec la plus haute réputation dans 18/10/2024 Dans tous les contenus
-
Ca veut dire qu'il n'y en a plus en stock. Il suffit de cliquer sur "Notify Me" pour être prévenu.3 points
-
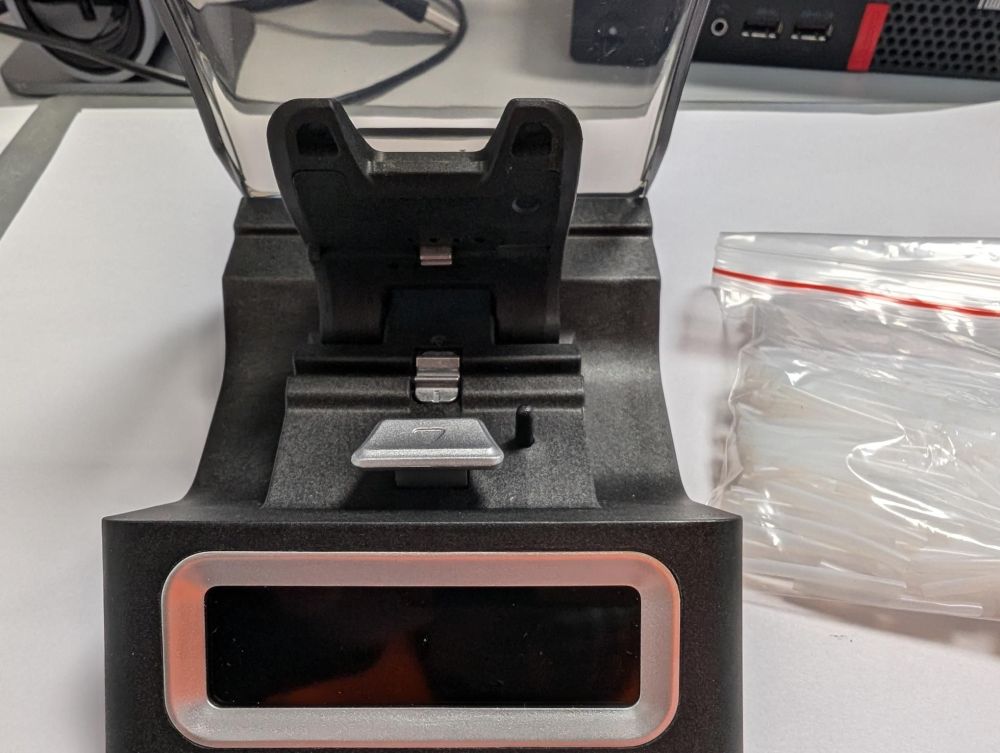
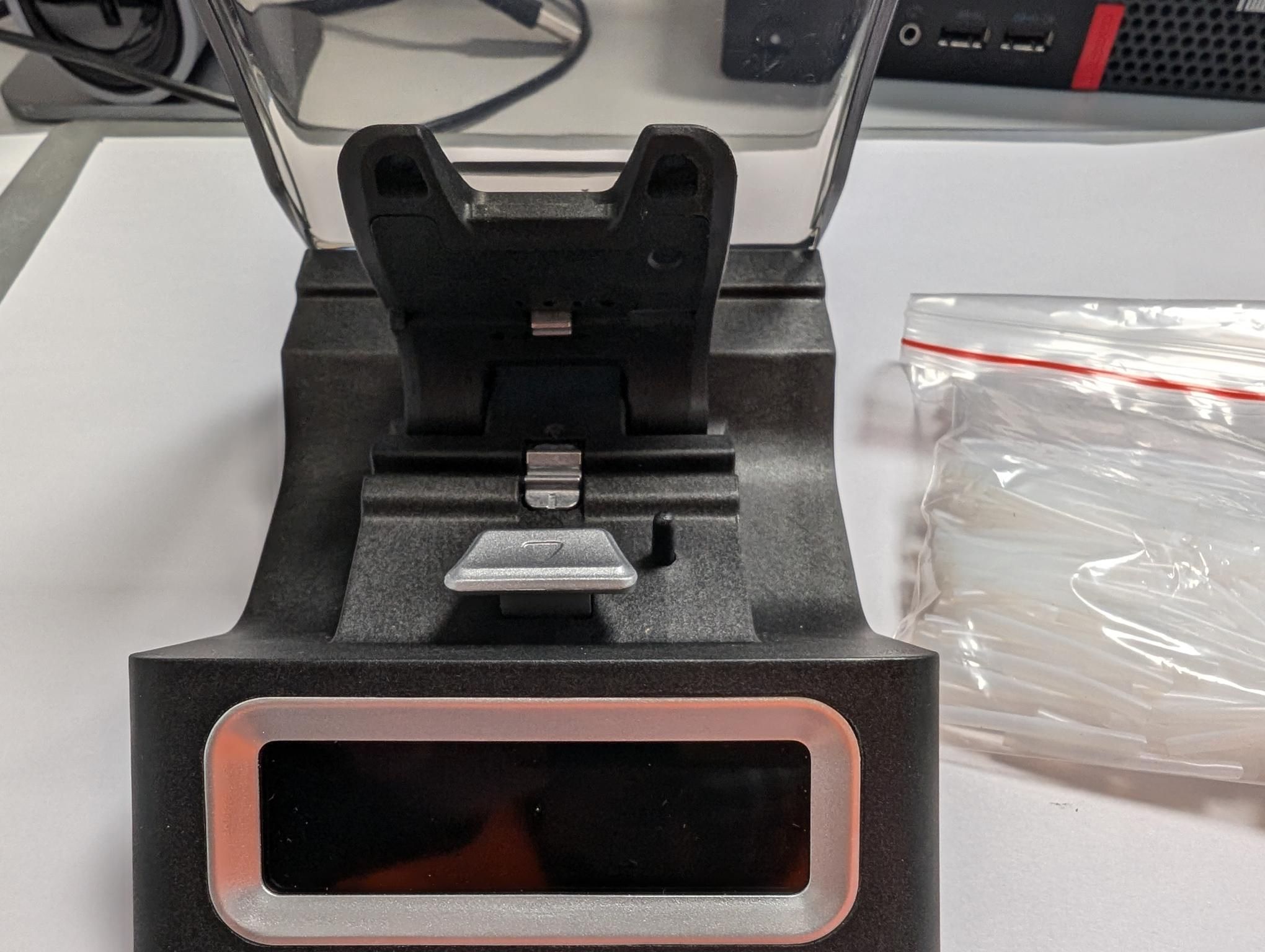
Alors j'ai commander en early bird le Sunlu FC01 qui permet de souder simplement et efficacement selon la marque en tout cas des morceaux de filament ensemble. Sunlu Filament Connector FC01 https://sunlu.fr/products/sunlu-filament-connector-fc01-fusion-splicer-sunlu-boutique-en-ligne?sca_ref=1873909.QR6KxUT8tL Comme vous l'avez compris ici le produit je l'ai acheter car j'étais curieux je l'ai reçu il y a 8 - 9 jours, j'ai pas eu le temps d'attaquer le test avant mais je m'y met à présent. Voici donc ce que contient le colis : Nous avons, le FC01 lui même, un sac de conduit a usage unique qui servira procéder a la soudure des filament et un cable d'alimentation a brancher sur un chargeur type smartphone Usb A. Dans la partie central on retrouve la zone de chauffe dans un conduit de guidage qui permettra de bien placer les filament a souder ainsi que le tube permettant une soudure propre. On ne le voit pas bien ici mais a l'arrière est présent une rainure qui permettra la découpe du tube blanc après soudure, ceci ce fait a l'aide d'une simple lame de grattoir, attention toutes fois cela ce fait par appuis sur le capot transparent et donc cela pourrait conduire a la longue a une casse de ce couvercle si vous ne placer pas la main sur l'ensemble du couvercle, je trouve cela un peu limite et assez fragile donc a manipuler avec précaution. Comme on le voit sur cette photo la lame est facilement changeable par le dessous 2 vis tiennes le compartiment. La suite a venir sous peu je mettrais des photos et explication sur la bonne méthode pour bien souder les filaments prochainement, cela n'est pas compliqué mais demande une bonne pratique pour avoir un résultat probant.

 2 points
2 points -
Alors j'ai procéder a quelques test de soudure de reste de bobine, déjà l'appareil est simple d'emploi rien de compliqué mais il faut prend le coup de main et bien respecter la procédure. Il faut couper les reste de bobine a 45° comme ici. Placer tête bêche les 2 filaments dans le tube permettant la soudure (il s'agit d'une sorte de PTFE) Ensuite sur le LCD du FC01 on sélectionne le type de filament, puis on plate les filament avec le PTFE dans la zone de soudure puis l'on ferme et on maintient les filament l'un contre l'autre sans trop appuyé et on attend que le bip sonore indique que les filament sont soudé. Résultat Quand cela a bien refroidit on peut mettre la zone souder dans le coupeur pour retirer le PTFE et c'est terminer. En réalité le plus compliqué est de trouver le bon ajustement de maintient des filament entre eux si l'on appuie trop cela fera un boule qui peu poser soucis, si l'on est trop trop faible cela créera une soudure partielle et fragile comme ici. Les 4, 5 premier essaie seront plus un apprentissage bien ressentir comment faire. Alors en 2 lignes que pensez de ce produit ? Bien très honnêtement ce produit est pas parfait on aurait très bien pu avoir un système de blocage du filament pour le positionné et qu'il ne bouge pas au moment de la soudure, avoir une système de découpe avec un lame qui glisse pour le retrait du PTFE, mais le système fonction malgré tout pas trop mal au pris que j'ai pre commander le FC01 34€ environ je ne peux pas lui reprocher grand chose et je regrette pas mon achat, après le produit ne sera pas utile a tout le monde les personnes qui consomme plus de 30Kg de filament par an et ou qui veulent faire pour certain projet des bobines mélangeant plusieurs couleur de filament pourront y trouver une utilité. Dans mon cas 90% de mon besoin sera de souder des fin de bobines pour avoir des longueur adapter al a quantité de matière sur les imprimantes en ma procession qu'il n'on pas de solution AMS Like. Par contre si c'est pour souder 4 fin de bobines par ans pas sur que l'opération soit bénéfique pour vous.





 2 points
2 points -
@isidon je te remercie pour ta longue réponse précise, claire et honnête. Il y a quelques années, nous avons eu le même problème pour la photo, les tests étaient réalisés avec des critères trop anciens qui ne permettaient plus de différencier les appareils et les objectifs, pour faire court, les appareils avaient tous entre 9,4 et 9,8. Cela devenait incompréhensible pour le lecteur et entrainait une perte d’intérêt des tests. Je pense qu'il en est de même pour les imprimantes 3D et les graveurs lasers. Quand on en est encore à montrer un petit bateau imprimé pour juger de la qualité d'une imprimante, cela n'a guère d’intérêt. Il faut changer les critères, avoir un niveau d'exigence supérieur et être plus pointu dans les analyses. Avant d'effectuer se changement il faudra clairement expliquer les nouvelles règles, pour ne pas perturber les lecteurs. Pour conclure, Les produits se sont fortement améliorés en peu d'années, il faut que les tests en fassent de même. (je lis toujours avec intérêt tes tests, c'est pour cela que j'ai réagi à celui-ci)2 points
-
Hello, C'était un problème de calibrage de l'extrudeur. Esteps/mm +0093.0 était le réglage d'usine, j'ai suivit la procédure ci-dessus et ca marche maintenant Merci à tous.2 points
-
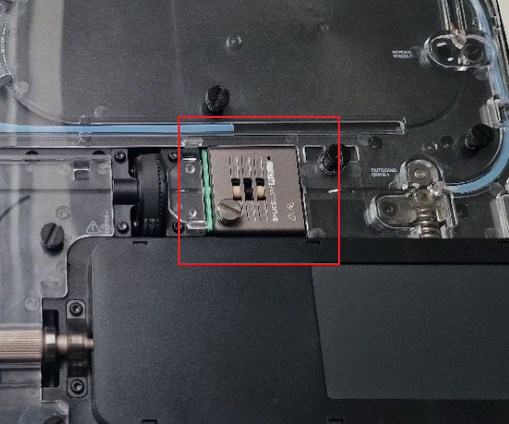
Le produit est intéressant pour le prix pour lequel je l'ai acheter, et j'ai trouver un peu dommage l'usage unique des PTFE aussi, après mettre renseigner on trouve des sachet de 80 PTFE sur aliexpress a 2€ ce qui au final n'est pas la mère à boire non plus, après le PTFE pourrait être réutilisable 1 fois ou 2 en le faisant coulisser au lieux de le coupé, mais l'inconvénient ici comme on le manipule a chaud on peux le déformer ce qui je pense conduira parfois a des soucis potentiel ce qui explique que Sunlu préconise de remplacer a chaque usage. Le Mosaic Palette 3 Pro qui gère la fusion automatique et 8 bobines coute 950€ on est clairement pas sur la même gamme de produit, mais voila ce que je sais du système (j'avais hésite a prendre d'occasion un Palette 2S 4 filaments pour tester). la partie en rouge est la zone de soudure, de mémoire tu as un PTFE (plus épais que ceux Sunlu) et Une résistance céramique, l'avantage ici c'est les moteur après coupe viens placer les filament en contact avec un force constante, la chauffe ce fait et après un temps de refroidissement est appliqué, le système est tout automatique et bien pensé je pense que si Sunlu avait fait un produit de ce genre malheureusement le prix aurais probablement atteint les 150€ juste pour souder du filament. Pour moi en l'état tu ne peux pas utiliser que le module de chauffe. Le Splice core du palette 3 est a plus de 130€ lui seule regarde ici
 1 point
1 point -
Mossieur fait de l'humour Je vais tester cela demain matin Ouaip je savais, merci, mé bon j'ai un fonction PID Auto pour les deux qui sauvegarde réellement après, ça me laisse de temps de fumer une clop... Bon là, je suis dépassé, mais je vais chercher cela mais c'est pas dans configuration.h tout ça...1 point
-
Si tes paramètres n'ont pas été sauvegardés, tu peux faire le test avec des Gcode (voir ce message) pour vérifier si le soucis vient de la commande envoyée quand tu passes par l'écran. pas les PID, il te suffit de soit: indiquer les valeurs dans les sources(constantes DEFAULT_Kp, DEFAULT_Ki, DEFAULT_Kd dans les sections @section hotend temp et @section bed temp) envoyer les valeurs via les Gcodes (voir ce message) probablement via un menu de l'écran il faut jouer sur les constantes suivantes: PROBING_MARGIN_LEFT, PROBING_MARGIN_RIGHT, PROBING_MARGIN_FRONT, PROBING_MARGIN_BACK pour le nivellement BED_TRAMMING_INSET_LFRB pour le palpage au dessus des vis de réglage, voire TRAMMING_POINT_XY si tu passes par le Gcode G35 Ça sert à quoi la jupe, alors que tu as des lignes de purge et une bordure ? oui, je pense. Merci1 point
-
Bien vu @pommeverte, je suis confus de cette erreur de mathématiques simples (- + - = +) (ma seule excuse : je suis un peu dans le coaltar à cause d'une double vaccination hier (grippe + covid)). Celui-là ?1 point
-
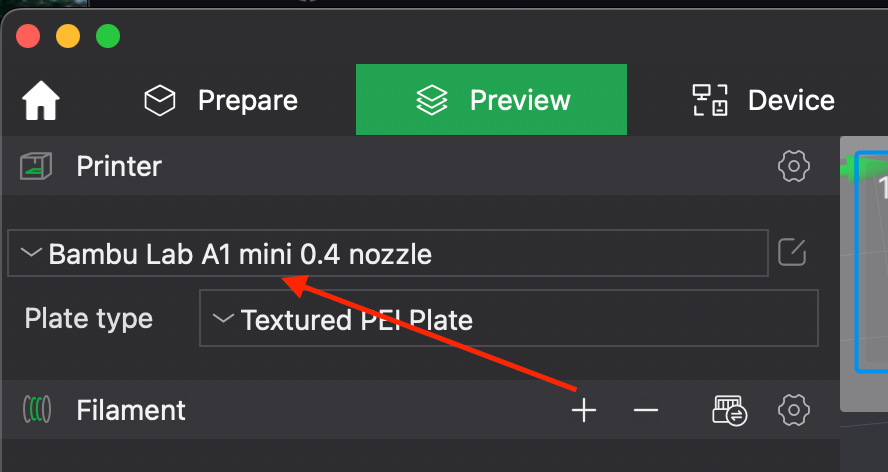
faut juste dire à Bambu studio (voir l'image ci-dessous) que tu as une P1S
 1 point
1 point -
Salut @hyoti oui, je les ai trouvés, et si j'ai bien compris, pour m'éviter une vilaine cicatrice, j'ai "cacoché" : alignement de la jointure en Z -> aléatoire ?1 point
-
D'après cette vidéo «hispanique», le boitier multibobines est un colis annexe… donc l'imprimante pèse vraiment lourd1 point
-
Je n'ai plus pensé à le peser !!! Mais j'ai dû acheter 9 bobines de 1 et 1,1kg dont il ne reste plus grand chose ; donc je dirais environ 8- 9 kg certainement. 128 triangles à +/- 60gr + toutes les vis1 point
-
Je print le PLA porte fermée et avec un riser ouvert sans souci, j'avais du warping à cause du ventilateur AUX qui envoi l'air directement sur le plateau, j'ai modélisée un déflecteur pour envoyer l'air vers le haut et plus de souci même avec les très grande pièce.1 point
-
En injection plastique, il y a beaucoup plus de contraintes qu'en coulée de fonte dans un moule en sable. Je constate trop souvent que dans l'enseignement on apprend aux jeunes à dessiner et non à réfléchir. Il y a beaucoup de jeunes qui sont capable de dessiner très rapidement mais des choses irréalisables ou avec des formes et des cotes délirantes. Il m’arrive régulièrement d'expliquer à de jeunes ingés ce que c'est une chaine de cotes, comment faire de la cotation fonctionnelle, pourquoi on doit choisir très vite le mode de fabrication d'une pièce avant de la dessiner sinon on la dessine deux fois (ou plus). Sachant que les pièces en injection plastique représente un très gros pourcentage des pièces produites dans presque toutes les industries, il serait souhaitable que cela soit pris en compte dans les programmes éducatifs. @Guillaume3D si tu as l'occasion de regarder de près une BambuLab X1, tu pourras voir la complexité des pièces plastique (le B.E. qui les a conçues est très bon). De plus en plus d'imprimantes sont faites en injection afin de réduire les couts au maximum.1 point
-
En lisant ton premier post je me suis vraiment posé la question de l'utilité. Au final comme tu dis, ça répond à un besoin vraiment spécifique qui ne concerne pas tous les makers. Mais c'est intéressant de voir comment ça fonctionne, et aussi que ça existe !1 point
-
Principale contrainte : il faut que les pièces puissent sortir du moule sans qu'elles restent coincées dedans ou se cassent Quand on dessine la pièce, il faut penser à comment on va créer le moule. Il y a pas mal de possibilités (les moules peuvent contenir des parties mobiles) mais ça peut augmenter fortement le prix du moule. Il y a aussi la possibilité de faire du surmoulage, en plaçant dans le moule une pièce en métal, qui sera prisonnière de la pièce moulée. C'est comme ça que sont faits les connecteurs électriques et électroniques, ou que l'on place des inserts taraudés ou des bagues métalliques dans des pièces en plastique. @divers pourra mieux te renseigner. C'est l'avantage de l'impression 3D : les formes sont beaucoup plus libres que les autres procédés de fabrication (usinage, tournage, fonderie, ...) Mais du coup il n'est pas évident, quand on a appris la modélisation 3D pour l'impression 3D, de dessiner ensuite en pensants aux contraitres des autres procédés. Déjà; lorsque j'étais étudiant et qu'on faisait du dessin industriel, on se prenait des grosses claques quand on dessinait une pièce impossible à usiner Mais maintenant, les jeunes doivent en plus "perdre" certaines habitudes qu'ils ont prises avec l'impression 3D Contacts en MP1 point
-
papier de verre1 point
-
A mon avis comme dit plus haut, tu doit avoir une mise à jour du firmware pour que le logiciel et la machine sachent que ta P1P est passée en P1S. Sur ma P1S d'origine, je peux couper le ventilo depuis Bambu studio (pas essayée depuis Bambu handy, je l'utilise rarement) donc normalement tu doit aussi pourvoir le faire et oui à 100% il fait un bruit terrible, mais pendant les impressions, il est à 60% et c'est largement supportable.1 point
-
Je n'ai pas cette machine, mais tu peux peut être désactiver ce ventilo dans Bambu Studio ou Bambu Handy Il y a une mise à jour logiciel à faire lors de cet upgrade ? Sinon envoi un message au sav en général ils répondent rapidement1 point
-
j'ai enchaîné cette nuit avec une impression d'un peu plus de 11 heures effectives toujours en ABS et résultat nickel ce matin, pas de surchauffe des composants de la tête donc pour l'instant je la laisse imprimer comme cela1 point
-
Je suis d'accord avec @divers que les (nos) tests doivent peut-être évoluer pour suivre les progrès techniques : que proposes-tu comme nouvelle grille d'évaluation des imprimantes 3D et graveurs laser sur base de ce qui se fait aujourd'hui ? Le sujet est ouvert aux propositions de toutes parts !1 point
-
Sauf si tu as un nouveau mail indiquant un décalage de la sortie de la machine , en tous cas je te souhaite de la recevoir le 10/11 comme prévue si elle est parfaitement fini biensur1 point
-
ne t'inquiète pas @isidon pour ma part ton test est très bien, @divers cherche toujours la petite bête et c'est plus fort que lui de temps à autre il faut qu'il titille autrui1 point
-
Je comprends tout à fait, mais dans ce cas là comment appelle-tu un graveur laser avec un caisson qui empêche le fonctionnement de ce dernier lors du l'ouverture ? On ne glisse pas une main dessous l'espace n'est pas suffisant si on ne rajoute pas les pieds en plus, et si on soulève, le capteur gyroscopique met la machine en erreur, je n'ai même pas pu l'utiliser sur mon bureau de présentation qui n'est pas de niveau, la raison des bips réguliers pendant le tournage dès que je le manipulais un peu. D''ailleurs au pire, on peut se passer des 4 pieds que j'avais utilisé. Je me suis dit exactement comme toi, et pourtant... J'ai relié l'appareil à mon purificateur d'air et je l'ai laissé dans le garage sans aération, il n'y a eu aucune odeur de bois. C'était même plus efficace qu'avec le laserpecker et son purificateur d'air. La force de la ventilation (le ventilateur est bien plus gros que mes autres graveurs d'ailleurs, xtool compris) est vraiment efficace. Sans doute une question d'expérience, je n'ai pas trouvé que c'était différent lorsque j'ai utilisé le Xtool S1 ou d'autres machines que j'ai. Disons que quand je parle d'aucune trace de brulure, je voulais dire, autrement que sur le motif (les bords je m'en fou un peu), là encore, si il y a un moyen de faire des bordures non-noires, c'est moi et ma calibration qui est discutable, plus que la machine en elle-même, vu que j'ai jamais eu un autre résultat. Je note, mais c'est vrai que c'est un élément que je n'ai jamais visualisé. J'avais cependant mis 9,5 à ce graveur là aussi, pourtant moins bien fini, je me suis aussi inspiré de ce que j'ai cru comprendre de ce test là. Je comprends. Il faut savoir que mon activité professionnelle et personnelle ne m'a pas formé au making, que ce soit en filament, en résine ou en graveur laser. Je ne ressors qu'un aperçu personnel basé sur l'expérience d'une personne lambda. Et oui, j'estime avoir encore peu d'expérience avec les graveurs, il faut bien commencer quelque part, j'essaie de le préciser suffisamment en vidéo. La faute à mon usage qui est très limité, je suis peu créatif (c'est facile de sortir des stl, c'est plus dur pour moi de préparer des trucs travaillés), et peu équipé en matière première, la faute aux marques qui filent très peu d'échantillon. Un bout de bois et débrouille toi. Je n'ai pas la science infuse ni l'expérience pour juger correctement un graveur, surtout pour toi j'imagine qui semble être plus renseigné sur tout ça. J'ai sans doute tendance à regarder les mauvais éléments, me contentant souvent du volume de travail et des watts. La preuve je ne comprenais pas l’intérêt de ce graveur avant de le recevoir. La faute aussi à mon manque d'expérience et de connaissance, qui est très proche en graveur laser que ce que j'avais en impression résine il y a deux ans. La seule chose que je peux te confirmer, c'est qu'aujourd'hui, avec le Phecda 20W, le Mecpow X4 pro, le Omtech K40+ (c02), Le algolaser MK2 et les deux ACMER, ce Toocaa reste le graveur laser que j'ai préféré utiliser et celui que je garderai (hors xtool bien entendu) si je ne devais en choisir qu'un sur tout le lot. Désolé de t'avoir déçu, c'est aussi blessant pour moi, pas forcément de te décevoir (bien que personne n'aime decevoir), mais parce que j'ai conscience de mon manque de "légitimité" sur certains segments, c'est aussi l'une des raisons qui me font trainer aux tests des graveurs lasers. J'ai l'impression de faire toujours un peu pareil avec, me trouvant ... bah pas très intéressant... Si il y a une potentielle prochaine fois je penserai à créer un post public sur le forum et te mentionner dedans afin d'échanger sur l'appareil. J'en apprendrai sans doute davantage ainsi. J'envisagerai aussi peut-être de changer la catégorie de mes notes en me contentant d'un potentiel rapport qualité-prix et d'une facilité d'utilisation.1 point
-
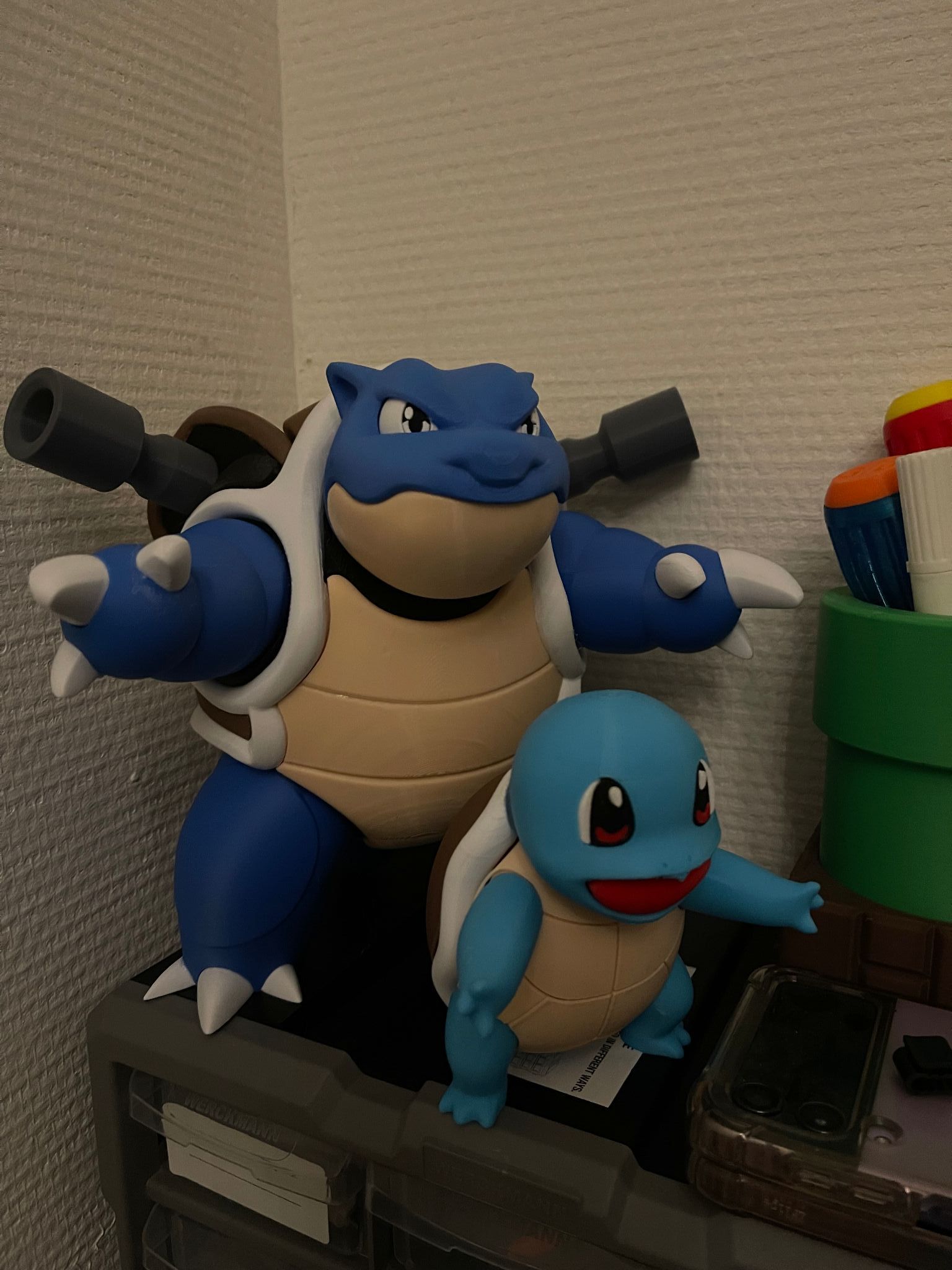
Je reviens ce coup-ci avec un Big Tortank qui ma pris pas loin de 30h d'impression et 25cm plus tard Filament PLA+ eSun Blanc Polaire, eSun Beige, eSun Black, eSun Gris, Sunlun Bleu espace, et Polyterra Marron

 1 point
1 point








.thumb.jpeg.3e1fa1416e9fb29c30ae0a7b98639f19.jpeg)






.thumb.png.cf91b9255a0fd229165d1133da6f304c.png)