Classement

.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)

Contenu populaire
Contenu avec la plus haute réputation dans 07/11/2024 Dans tous les contenus
-
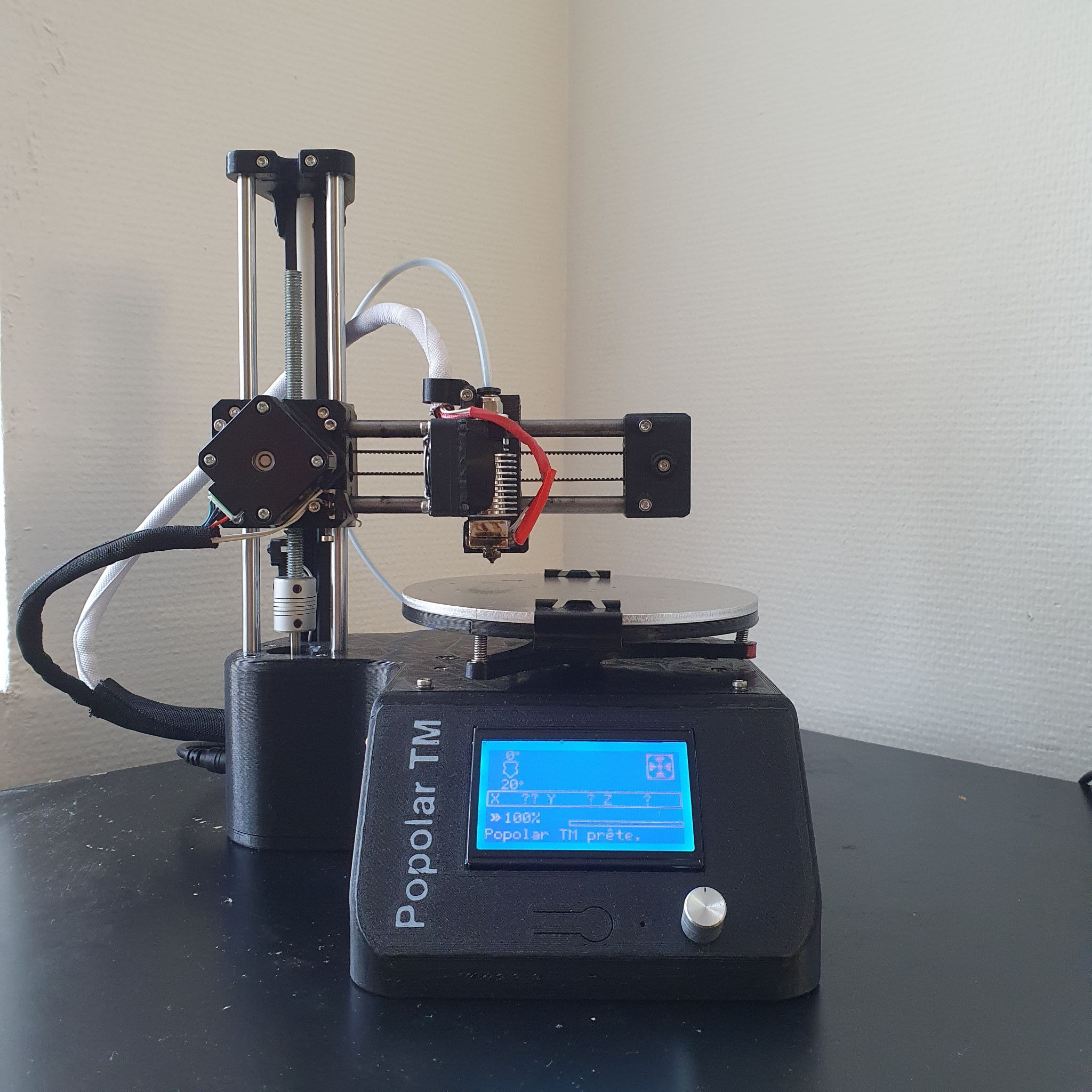
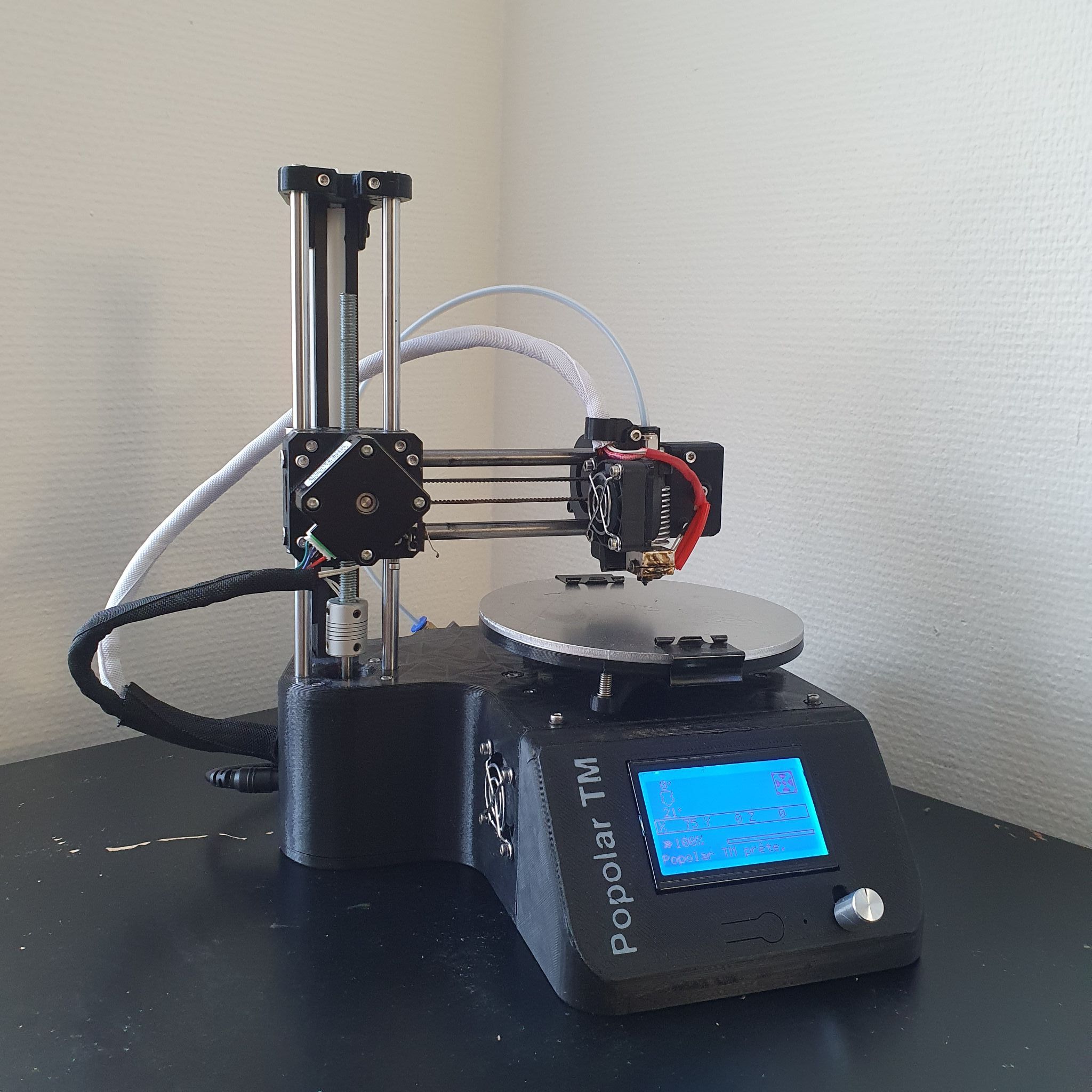
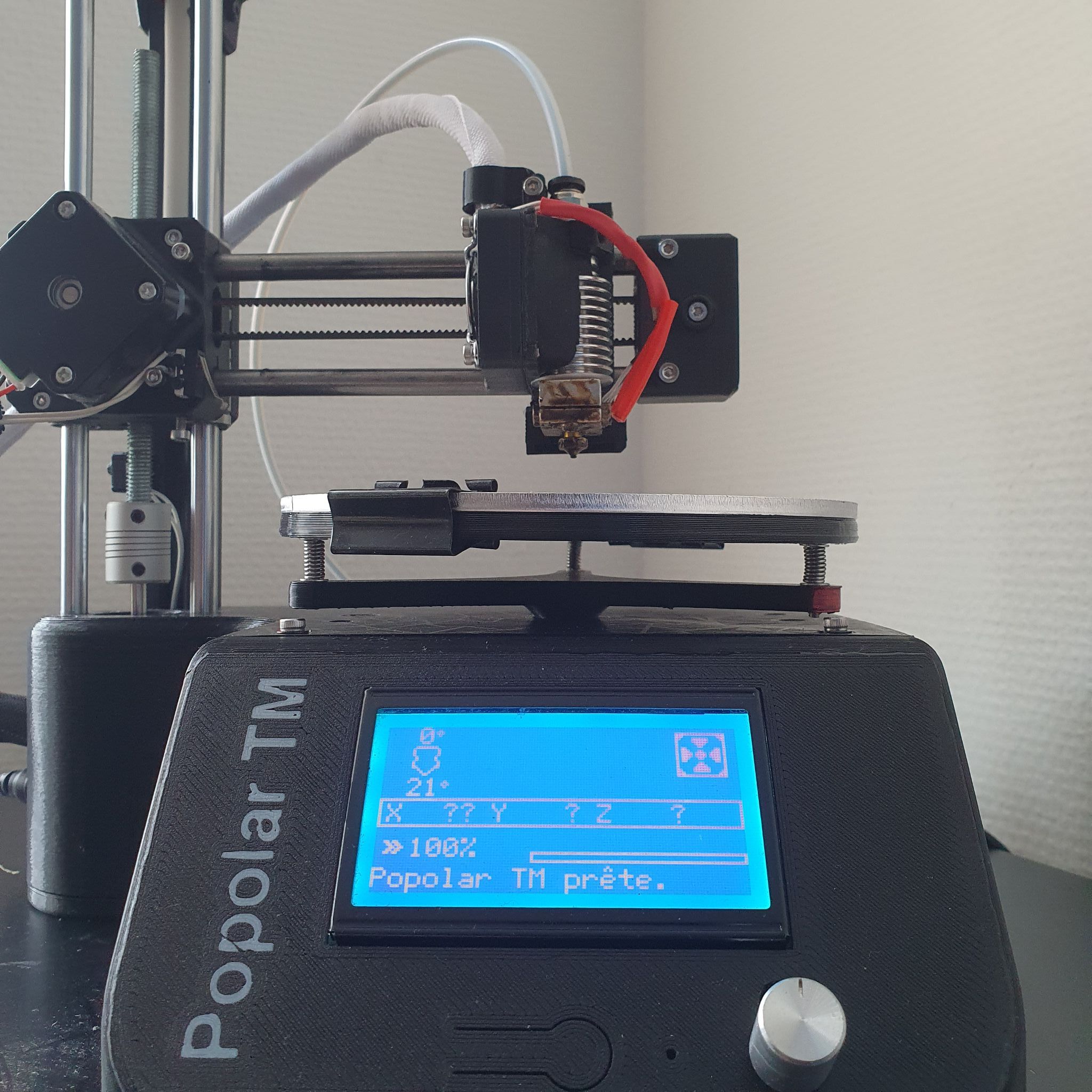
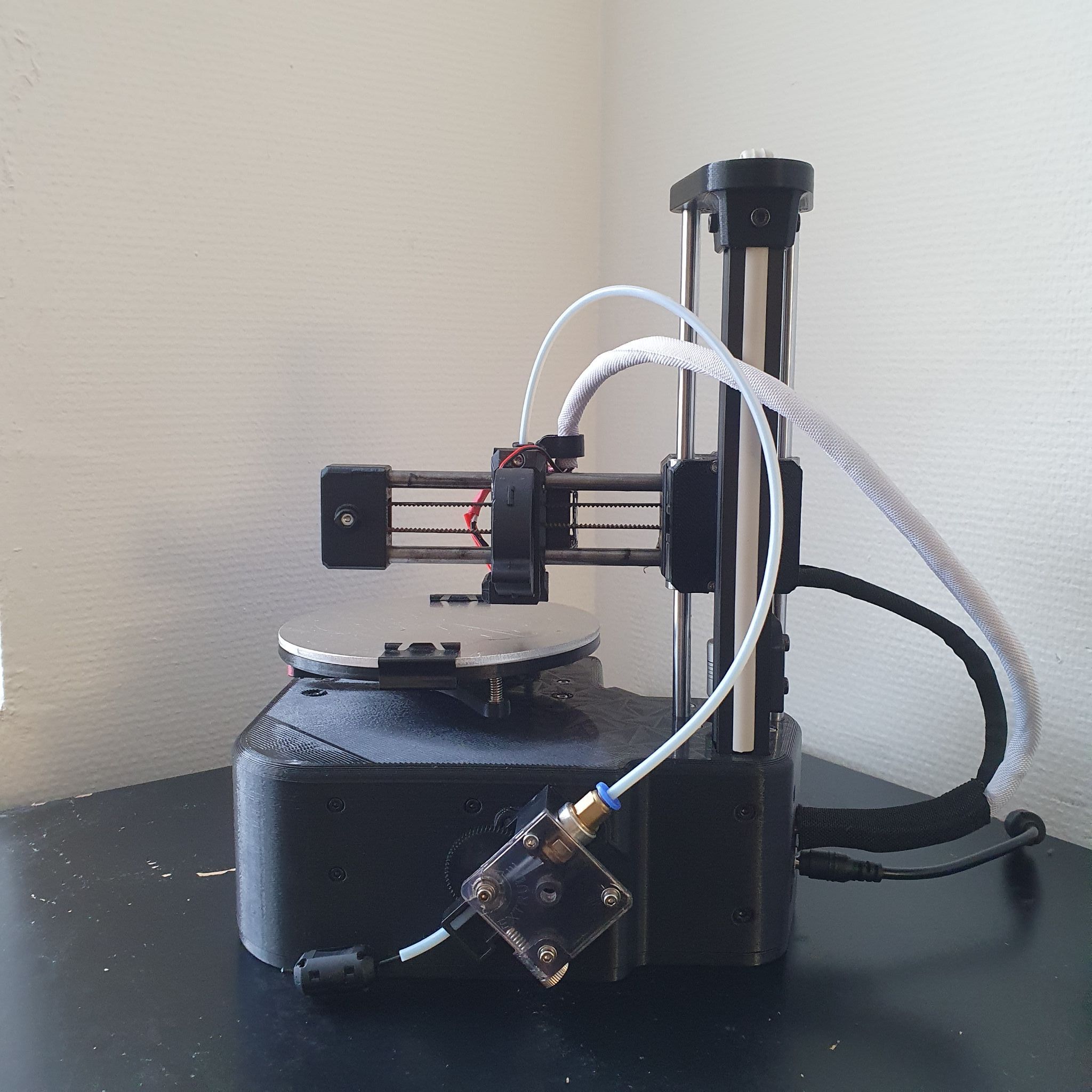
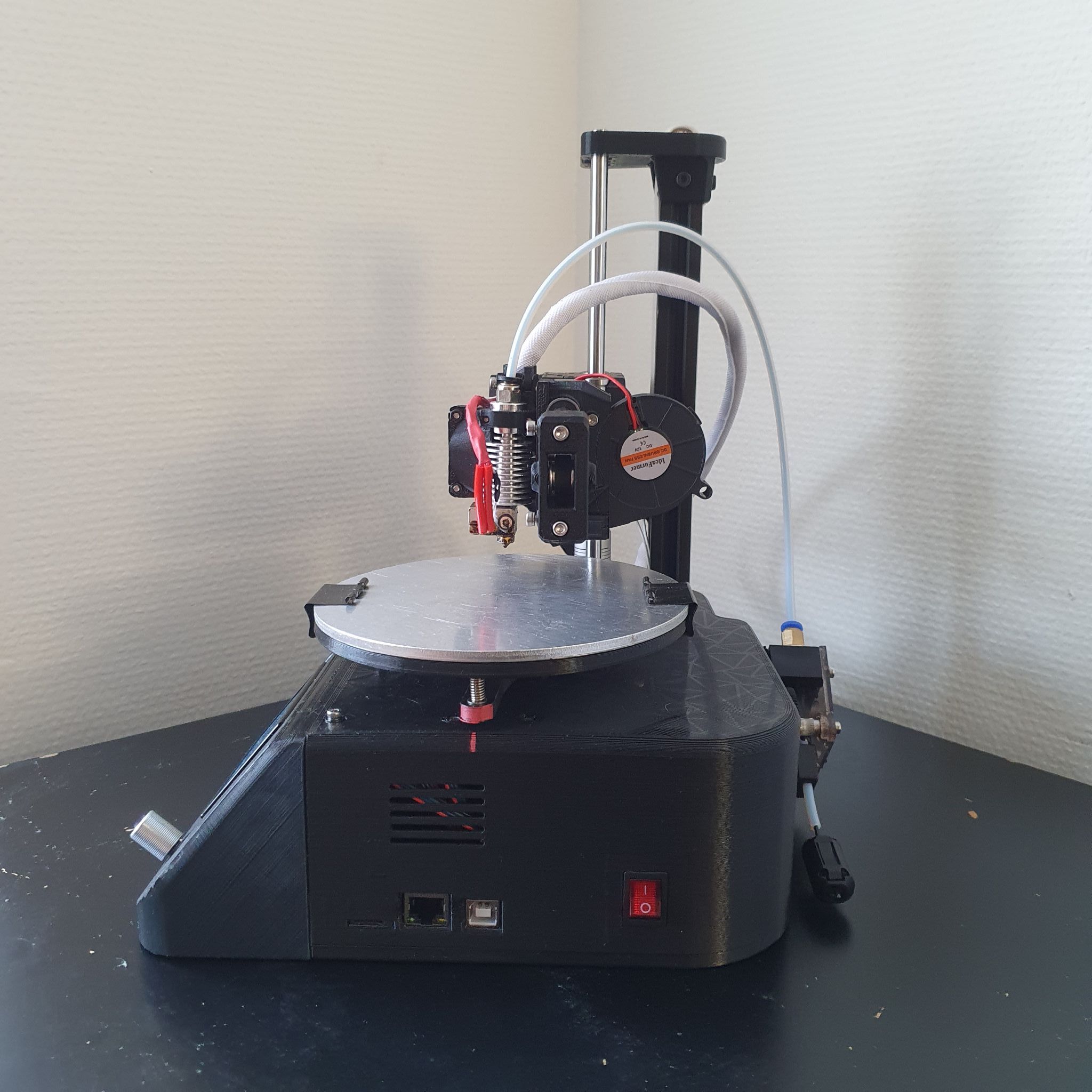
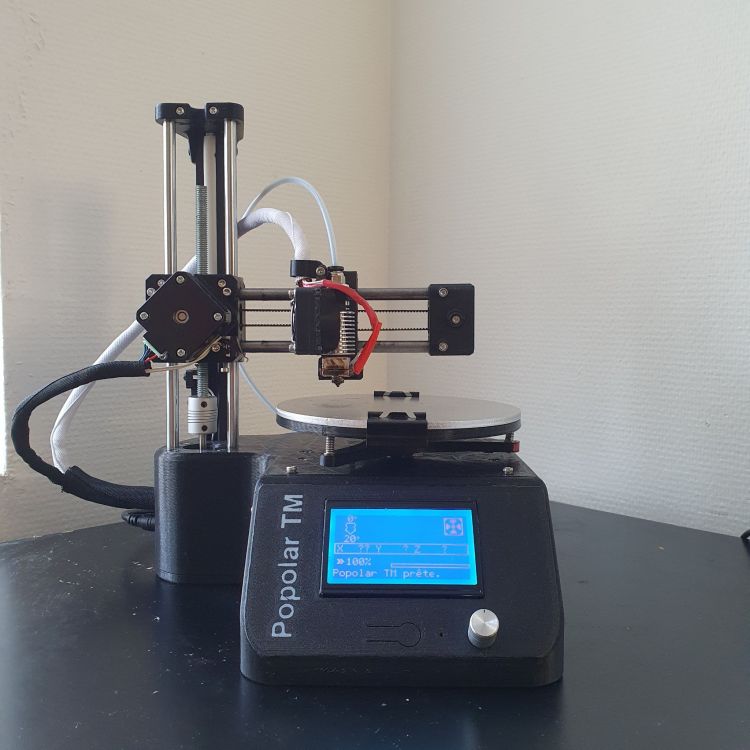
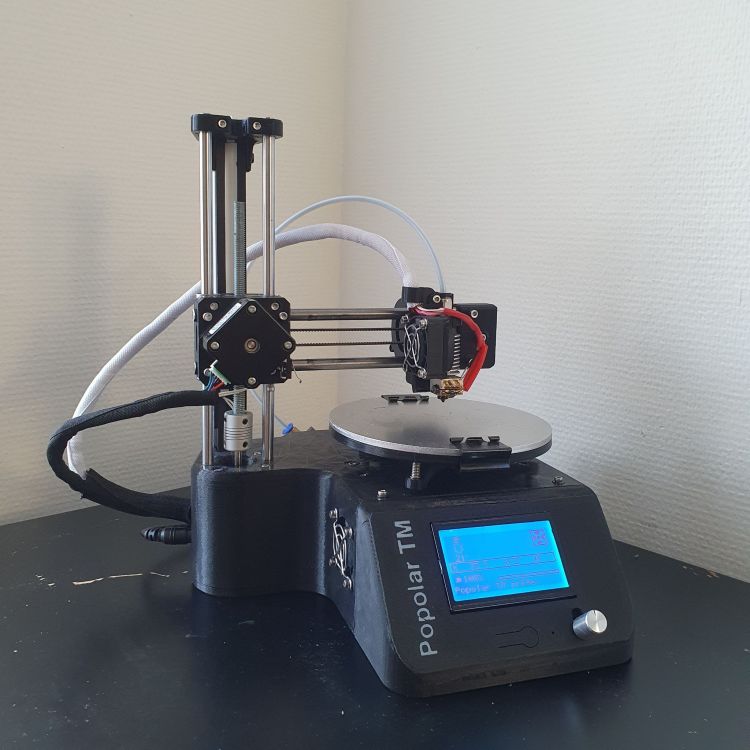
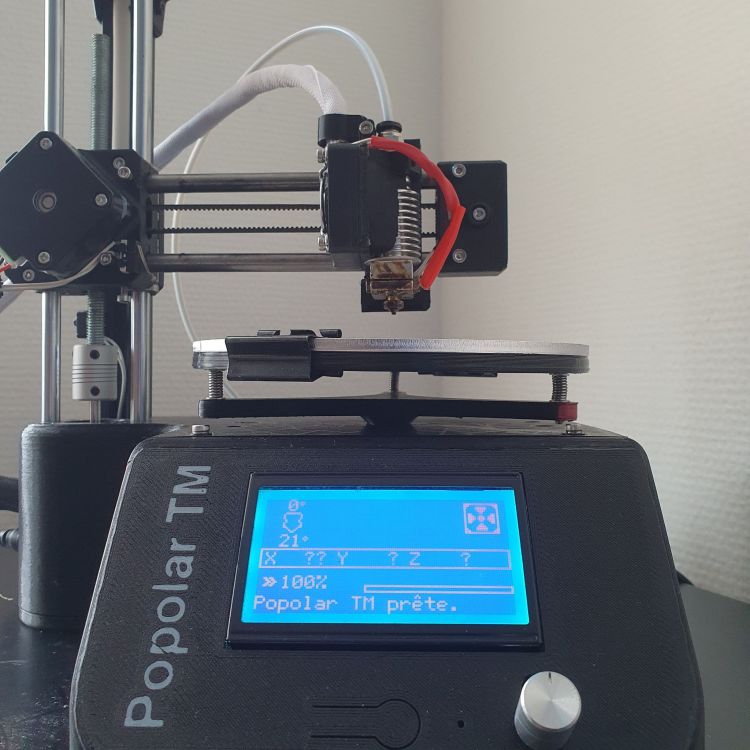
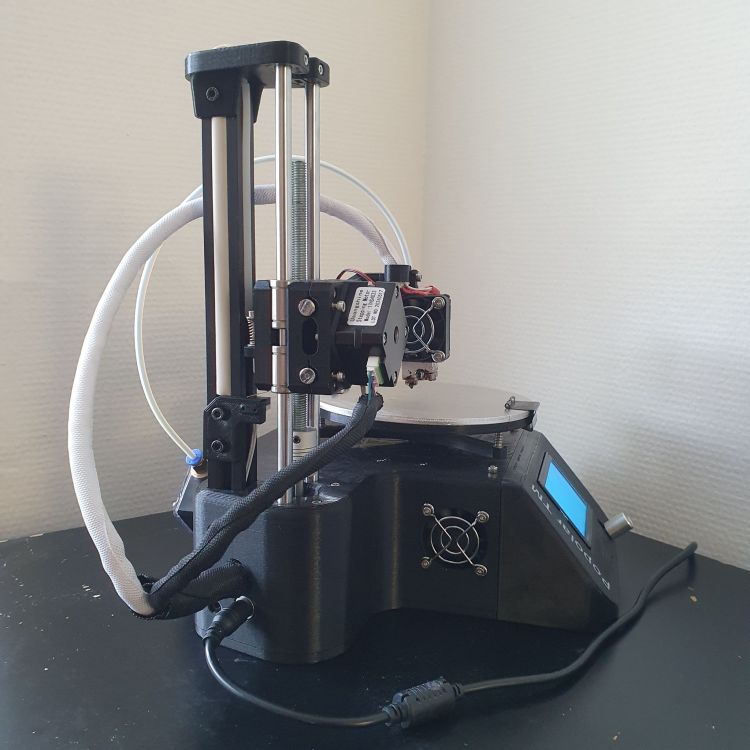
Voici quelques photos "finales" de l'imprimante polaire Benchy imprimé en 0.3mm, pendant environ 1h20 :



 4 points
4 points -
En complément du test écrit de @PPAC, voici l'avis d' @isidon en vidéo au sujet de l'Anycubic Kobra 3 Combo avec son ACE Pro !3 points
-
ça c'est toi qui choisis lors de la conception et/ou dans le slicer, suivant le slicer (le plus rapide avec ce type d'imprimante étant de mettre quelques couches de blanc (ou de noir) à la fin (moins de changement de filament)2 points
-
Voici j'ai ajouter une partie de mes remontés lié a l'écosystème Soft a savoir ici l'expérience Creality Print, viendrons par la suite la partie Creality Cloud Web et Mobile.2 points
-
Effectivement, je présente de plus en plus mes projets là-bas, la visibilité offerte est folle ! (presque 40k vues en moins de 24h) Ça me motive à terminer "proprement" mes projets et peut-être à faire de la documentation sur eux2 points
-
D'après le mail que j'ai reçu le 14 septembre elle doit être expédiée le 08 Novembre pour une arrivée le 15 Novembre. Je croise les doigts.2 points
-
@divers ça c'est la vraie french touch2 points
-
Concernant l'aération supérieure j'utilise un super produit naturel issu du recyclage d'un produit à usage médical. Cela fonctionne très bien, et je ne vous cache pas que j'ai du stock.
 2 points
2 points -
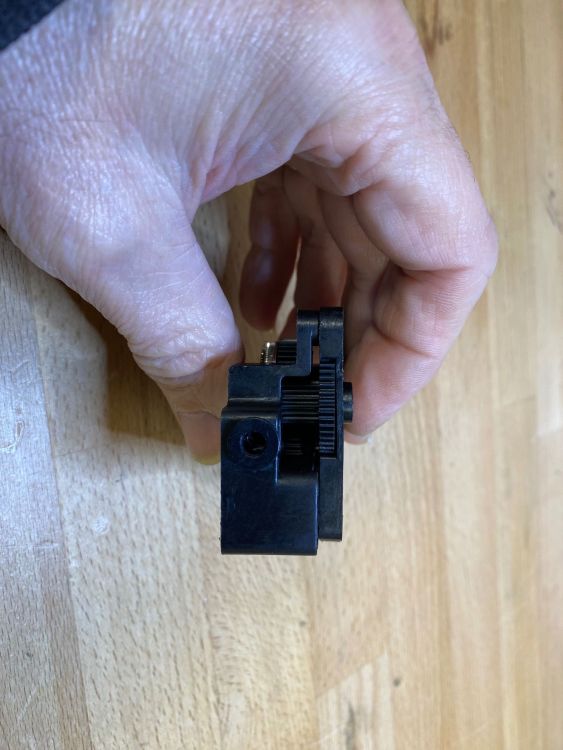
Dernière modification de l'extrudeur de la X Max 3 : le remplacement du double engrenage primaire par un BondTech en POM. J'ai fait faire les axes d'adaptation par mon usineur local. L'ajustement des bouts d'axes a été fait avec un des roulements d'origine Qidi. On récupère donc les deux micro roulements de l'extrudeur d'origine et on enfile le double engrenage sur l'axe. On remet un roulement à chaque bout. Et on remonte le tout dans l'extrudeur. Aucun changement au niveau fonctionnel par rapport à l'origine. Par contre ce montage permet d'améliorer la solidité du double engrenage avec une version en POM et réduit l'usure des engrenages secondaires car le contact est plastique sur plastique. Avec la lubrification qui va bien, on pourrait monter dans l'extrudeur Qidi, le kit BondTech LGX Steel Drive Train Upgrade Set qui est plus résistant. Les tests d'impression sont très positifs avec l'extrudeur modifié (Engrenages primaires et secondaires BondTech, moteur LDO très légèrement augmenté en intensité). Le grip du filament est excellent et la puissance d'extrusion est augmentée significativement, plus de pas passées par le moteur.


 1 point
1 point -
comme la dit @Savate cela dépend de la conception que tu fais lors de la modélisation, perso ce que je ferais si le modélise un plateau de jeu de dame pour de l'économie de matière je ferais une base uni de 2cm par exemple noir, qui dessus j'ajouterais de nouveau objet a mon modèle de carré indépendant noir et blanc de 0.8mm de hauteur, qui inclurais lors du tranchage uniquement 4 couche de 0.2mm qui alternerait entre les 2 couleur noir et blanc ainsi tu ne fait que 4 changement de couleur sur l'ensemble de ton print. Pourquoi mettre plusieurs couches final car si tu fait que une couche de blanc poser sur du noir tu aura pas du blanc mais du gris ;). Après le Slicer Creality comme Orca ou Bambustudio te permet de peindre des zone dans une couleur de ton choix, donc tu peut aussi modéliser ton damier en un seul objet et peindre dans le slicer les case souhaiter en blanc c'est plus simple, mais tu choisir la profondeur de la couleur réellement c'est le slicer qui fait sa sauce.1 point
-
Presque toutes. Regarde le lien vers mon post plus haut. Je donne des exemples ainsi que pour un Corsair F4U conçu avec cette technique. Le capot en particulier est une réussite. Mais les ailes du SU-29 ne sont pas mal non plus. Charge les, c'est gratuit. Le Corsair est payant. Attention de bien lire les consignes pour les réglages du slicer. Je veux bien mettre les miens mais j'utilise S3D.1 point
-
Lampe led. Porte micro CB une catapulte un instrument de musique à une corde une guimbarde géante1 point
-
C'est dont je parle. Ce sont des modèles spécifiquement prévus pour le mode vase. Ce sont des modèles complexes à concevoir car ils ont des renforts interne qui sont imprimé en mode vase. Plutôt qu'un long discours, va voir ce SU-29 gratuit. Je l'ai fabriqué et il vole parfaitement, c'est ICI.1 point
-
Plus le nombre est grand, plus la définition est grande, mais avec amoindrissement du torque moteur. La définition (précision) dépend des micro-pas (M), du rotation_distance (R) et du type de moteur (F), 1,8° (200 pas par tour) / 0,9° (400) : D (mm/pas) = R/F/M Ex: 8/200/16 = 0,0025 8/200/32 = 0,00125 4/200/16 = 0,00125 4/200/32 = 0,000625 4/400/16 = 0,000625 …1 point
-
1 point
-
Bonjour @David Seth bienvenue chez les imprimeurs fous1 point
-
Bizarre, c'est tellement plus intéressant de faire cela en réalité virtuelle dans une salle immersive ou sur un mur d'images lorsqu'on est à plusieurs. Exemple d'installation (prés de chez moi) qui se loue à un tarif abordable : https://www.industrilab.fr/nos-equipements/realite-virtuelle/1 point
-
Problème connu sur les I3 d'anycubic : c'est la nappe de fils qui arrive sur la tête d'impression qui a des faux contacts. L'idéal est de tout souder, sinon bien fixer cette nappe et utiliser un truc de ce type : https://www.thingiverse.com/thing:24798091 point
-
J'ai vue ça oui surtout le plateau est énorme mais bon après c'est principalement pour le plaisir, pas d'atelier dédiée et surtout madame qui surveille les comptes1 point
-
Je t'en prie. A l'avenir, lorsque tu voudra imprimer d'autres avions, je te conseille de choisir ceux qui sont imprimable en mode vase. C'est un peu plus rare mais le résultat est très bon sans se prendre la tête. Réservé aux petits modèles, la structure étant un peu moins rigide.1 point
-
@ripyxp la Ender 3 V3 Plus semble en effet pas trop mal de ce que j'ai pu voir, il n'imprime pas plus vite que la SW X4 Plus pas mieux, mais elle présente certain avantage come le fait d'avoir des ADXL345 dans la tête et le plateau d'origine un interface sur le TFT que je trouve agréable (même interface que pour la Les K1 et K2), le système Core XZ apporte au final pas grand chose mais cela sort un peu du lot . Je l'espère pour toi que la Arco sera a la hauteur de tes attentes, je test actuellement une machine creality qui est une rivale de cette Arco et qui place la barre assez haute La Creality K2 Plus Combo tu peux suivre le suivi de mes remontés liés au test.1 point
-
tu as une standard_deviation à 0,0031 c'est tout à fait correct avec la sonde omron.1 point
-
le qgl : ça dit que le qgl est passé le probe accuracy ça donne les valeurs trouvées1 point
-
Je n'ai pas encore imprimé un Benchy, il faudrait que j'en fasse un quand même...1 point
-
il faut me rafraîchir la mémoire ... qu'est-ce qui ne marche pas (puisque le qgl passe, ça devrait fonctionner)1 point
-
Ok merci je vais resté comme cela et voir si il a un souci merci1 point
-
non c'est pas hors de propos j'évoquerais Creality Print, et autant j'etais hyper septique car j'ai détester les version précédente autant cette nouvelle version qui est basé sur Slic3r et donc inspiré de Orca Slicer, PrusaSlicer, Bambu Studio ou Super Slicer (dans le help il evoque Cura mais c'etait plus sur d'anciennes versions du logiciel) et sa fonctionne pas mal du tout les profile sont assez propre et complet, par contre la dernière version est compatible que avec les dernières imprimante rapide de la marque K1 K2, Ender 3 V3 et V3 KE, on oublie les anciens modèles d'imprimantes. Par contre, j'ai testé de mettre le logiciel Creality Print en Français : je suis vite repassé en Anglais car tout n'est pas traduit et ce qui l'est, c'est traduit avec les pieds, ça m'a piqué les yeux tellement certaines traductions sont bancales (et c'est moi qui dit ça). J'évoquerai les aspect soft donc Creality Print, Creality Cloud, et l'application mobile. J'ai eu envie de tester tous les aspects pour comparer avec les système Bambu et Flashforge pour me faire une idée.1 point
-
Si ta première photo est le résultat en cours d'impression: Je parlerai plutôt d'un décalage sur un seul axe. Ne connaissant pas ton imprimante, je ne peux te donner des conseils précis. Regarde si tu n'as pas d'obstacles sur le guidage de cet axe.1 point
-
J'ai l'impression que vouloir imprimer un modèle aussi grand avec d'aussi petites bécanes me semble un peu utopique pour plusieurs raisons: Le temps, Le cout, la résistance de l'assemblage, l'accumulation des défauts de surfaces. Mais au final, à chacun son trip et bonne chance pour ce colossal projet.1 point
-
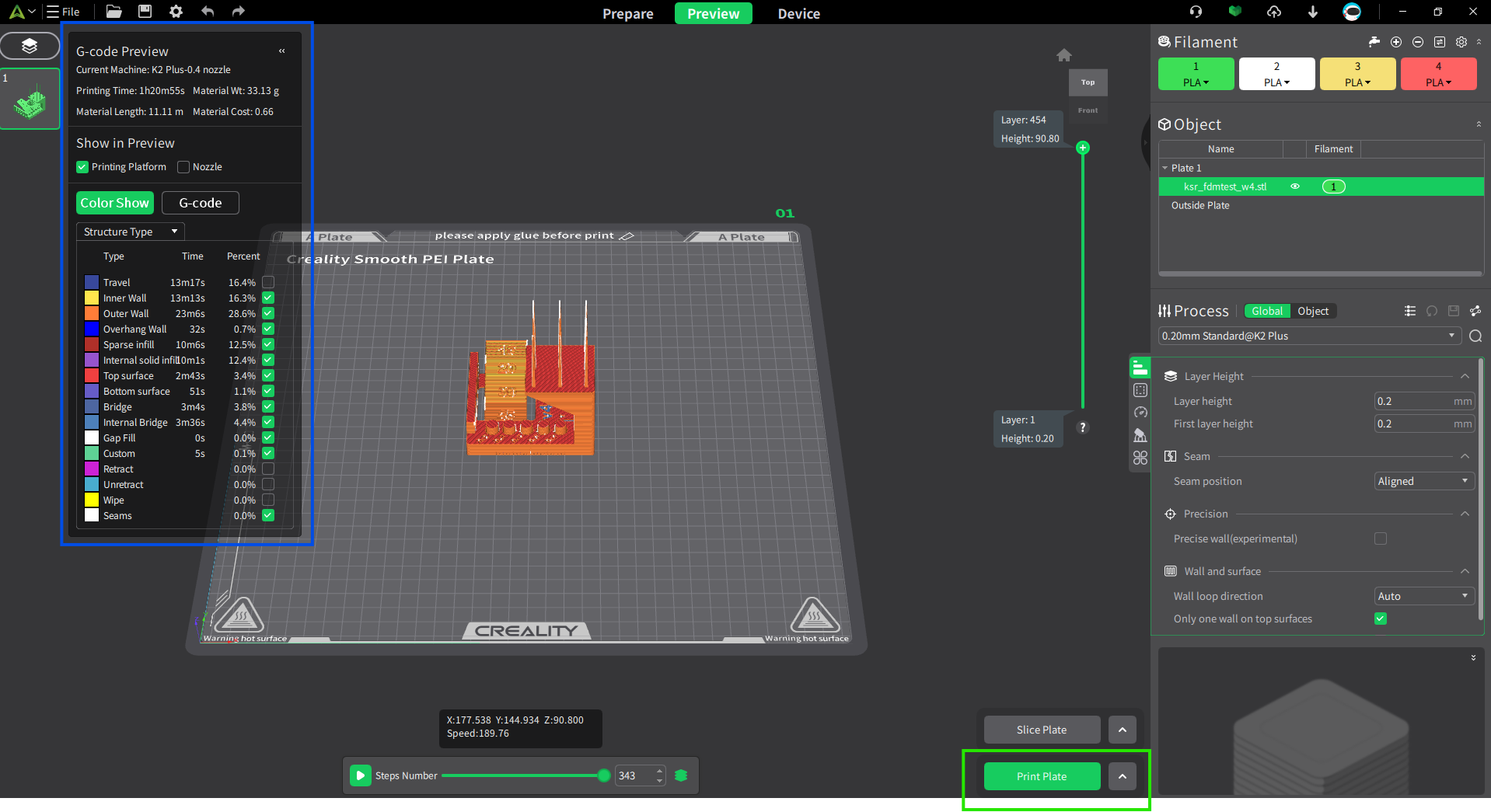
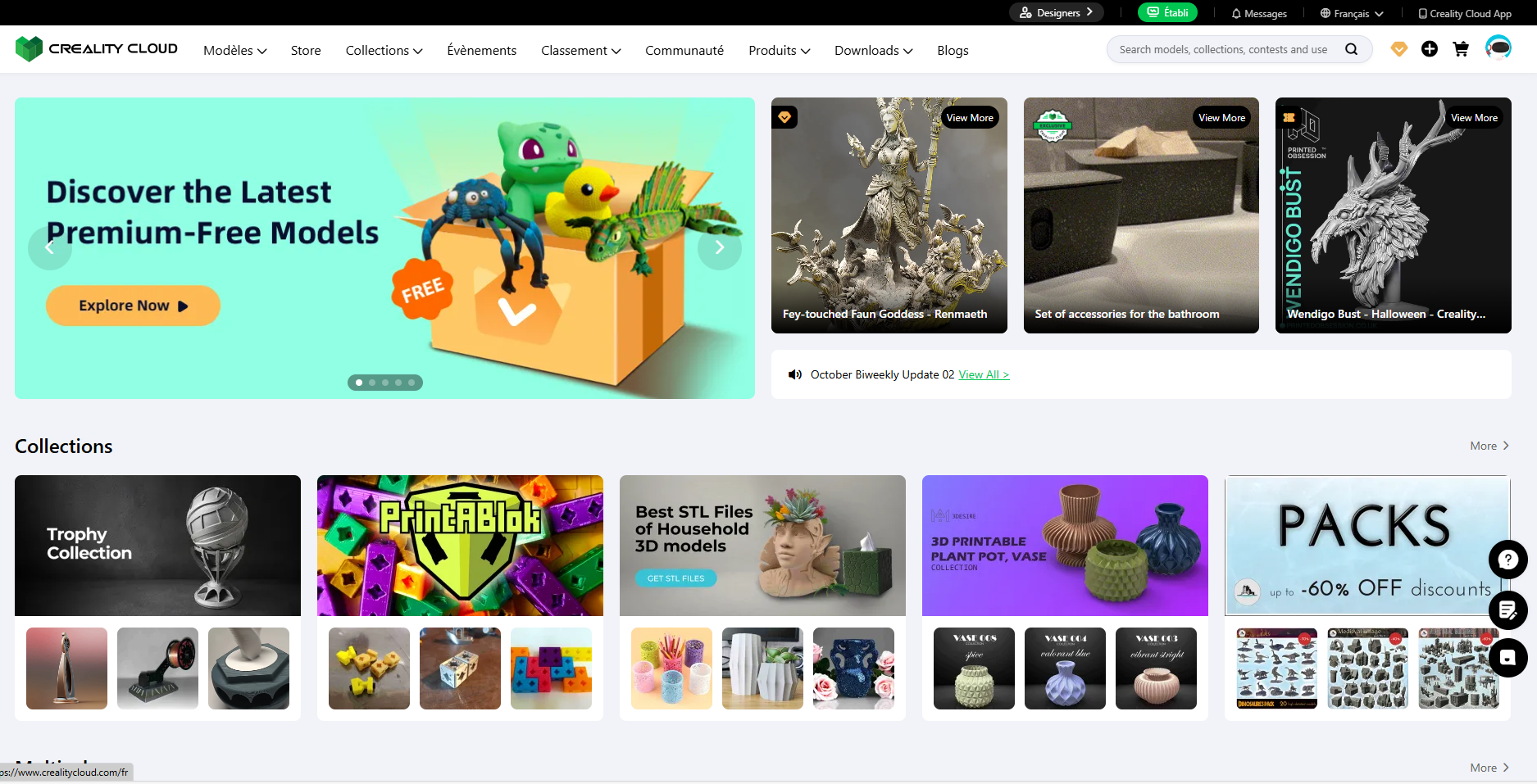
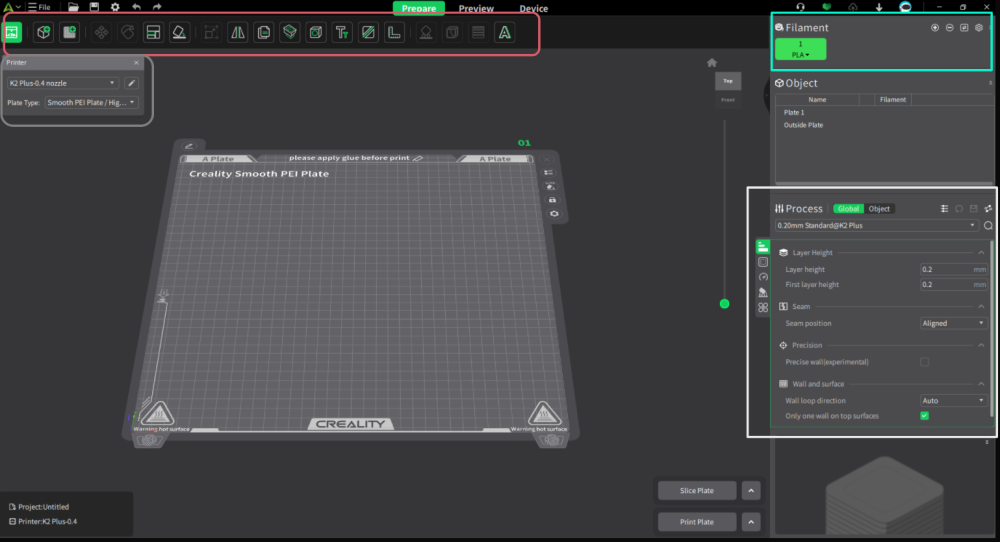
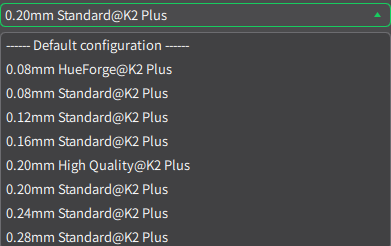
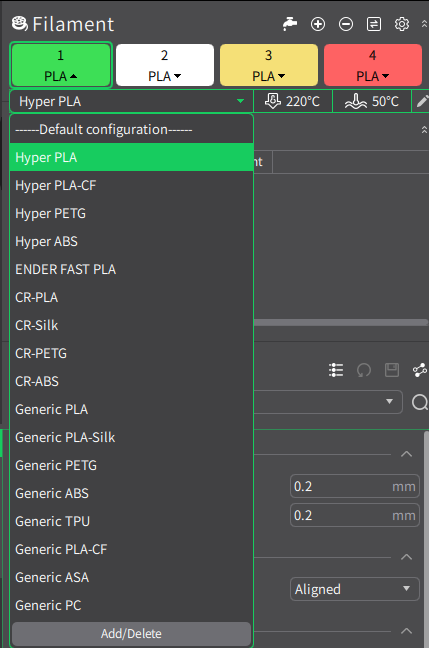
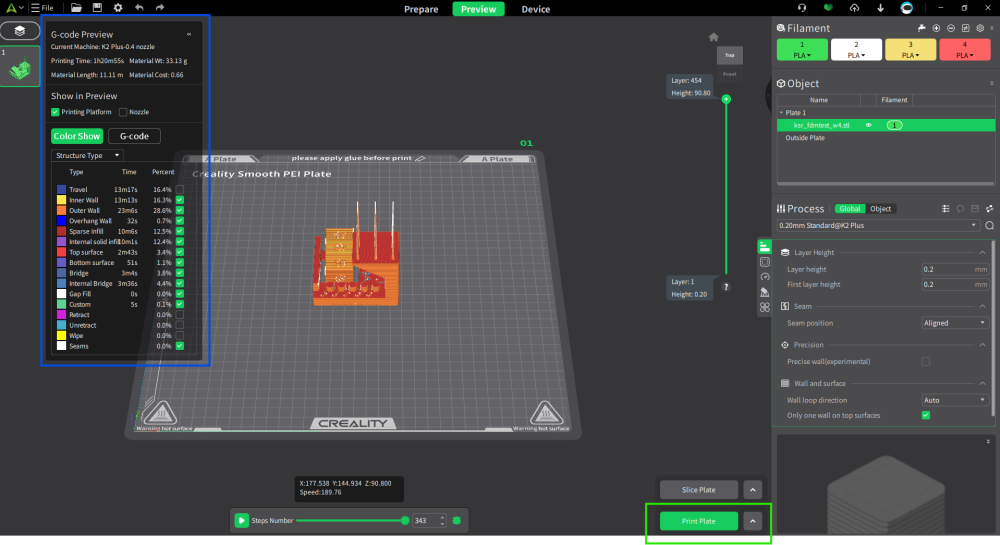
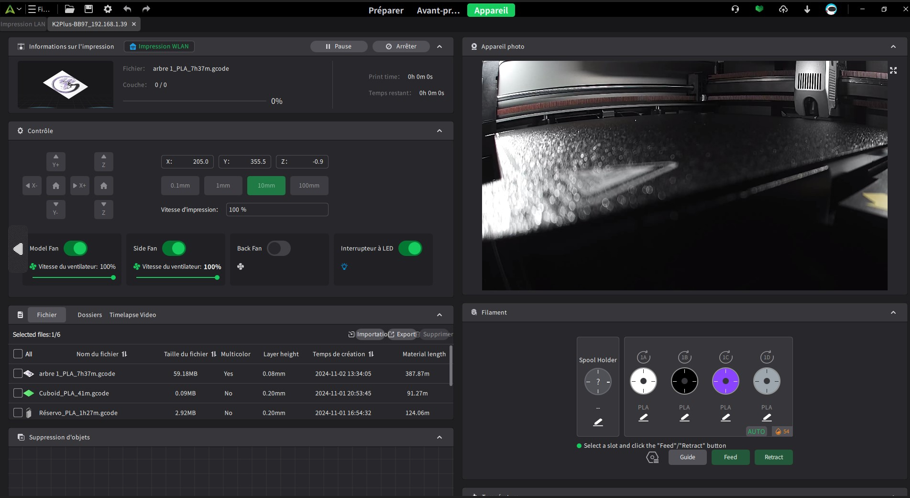
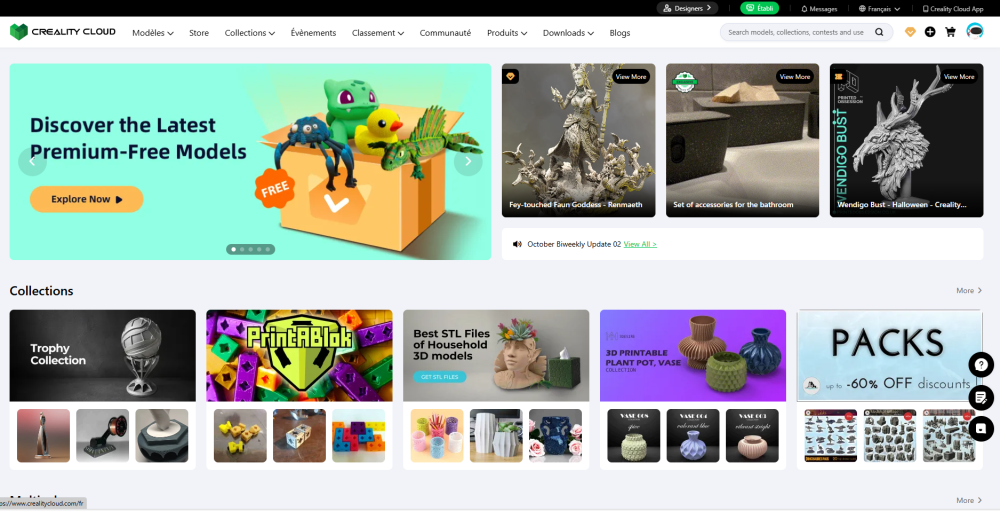
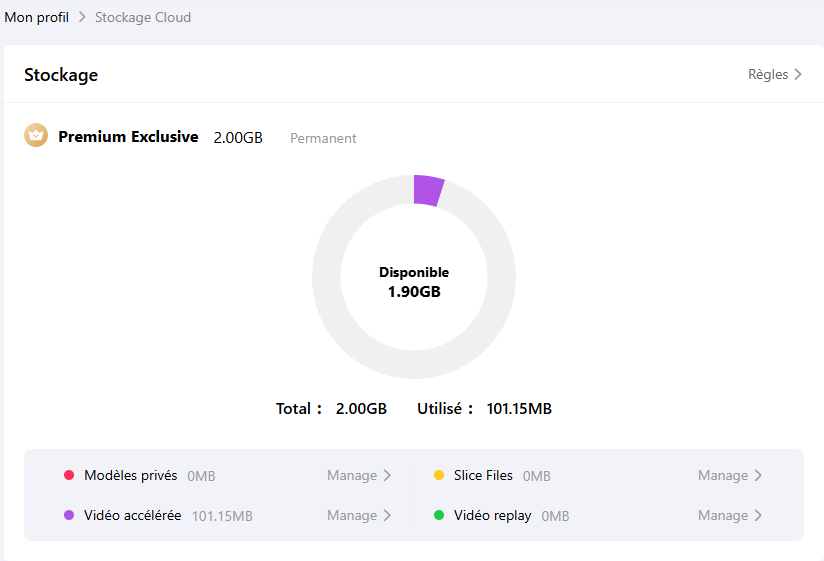
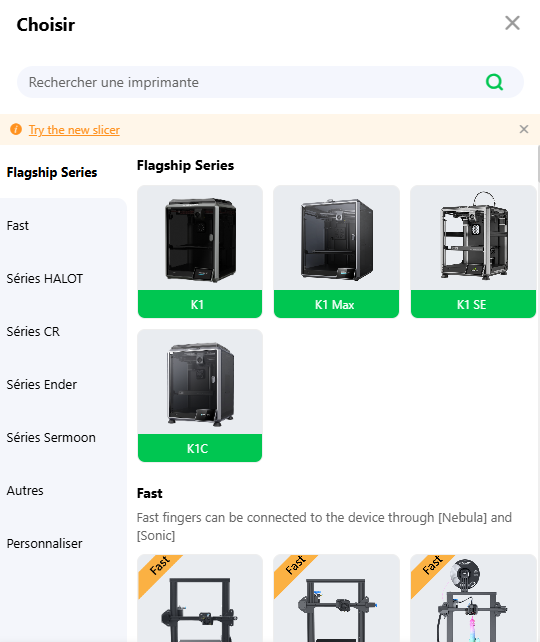
Abordons un peu l'aspect logiciel, a savoir le trancheur Creality Print V5.1.4 sortie courant septembre. J'ai tester creality print il y a plus de 1 an pour tester et j'avais pas aimé du tout et l'avait désinstallé dans la journée, je m'attendais donc a une expérience utilisateur très mauvaise sur le logiciel et bien pour être honnête c'est tout autre je le trouve très bien ce slicer a tel point que je me demande si j'ai un intérêt a utiliser Orca slicer (dont un profile pour la K2 Plus est présent) pour cette machine. Et pour cause une fois les 30 premières se d'assimilation de l'interface je me suis aperçu que creality print est un fork issue de Orca et Bambu Slicer baser sur Slic3r. Donc moi qui avait une très grosse appréhension sur la partie Ecosystème soft de Creality pour cette K2, et bien pour la partie trancheur je suis plus que satisfait, reste un tout petit défaut avec ce trancheur, la traduction Française est plus que bancale certain mots reste en Anglais, d'autre on une traduction qui fait rire par exemple "Slice Plate" traduit en "tranche d'assiette" . Voici donc à quoi ressemble Creality Print. Préparation En haut en rouge vous trouverez tous les outils pratique et utile pour, l'orientation de la pièce, la mise à l'échelle l'ajout de texte, la peinture de zone, le placement de support manuel, les couches adaptatives comme on les trouves sur Orca ou Bambu Slicer. Juste en dessous a gauche le choix du profile d'imprimante et du plateau, on a de disponible un profile pour buses de 0.8, 0.6, 0.4 et 0.2mm, on peux editer et modifier les gcode si nécessaire. En haut a droite on a la gestion des bobines de filament, on peut ajouter ou retirer des bobines manuellement via les boutons + et -, le double flèche permet de synchroniser les bobines définit sur l'imprimante et le CFS ou détecter via le NFC. Dans process on a les différent profiles d'impression, avec sur les gauche les onglet pour les différentes section, détails, solidité, vitesse, support et autres (dont par exemple on retrouve la gestion de la tour de purge). Les profiles cette fois Creality a voulue faire les choses en grand, en proposant même un profil Hueforge en buse de 0.4 de présent je l'ai tester et rien a redire. Prévisualisation Dans la prévisualisation de tranchage on retrouve un carré G-code préview indiquant les information relative au tranchage soit sous forme de données graphique ou alors de Gcode, a l'instar de ce qui ce fait sur Orca Slicer. Comme pour Orca ou Bambu on peut indiqué sur la barre de layer un changement de couleur à une hauteur donnée. Le Bouton Print permet d'envoyé le Gcode ou de l'envoyé et l'imprimer directement. L'onglet Device Cette onglet permet d'avoir accès à l'interface Klipper Creality, cette interface est belle et présent l'essentiel : Gestion des bobine du CFS et taux d'humidité Suivie du fichier en cours de print et liste des fichiers disponible, historique et timelapse Mouvement des axes Les température Buse, plateau, chambre Le contrôle des ventilateurs Caméra Cancellation Object actif dès qu'il y a plus d'un pièce présente sur le plateau ce qui permet d'annuler la poursuite de l'impression d'une pièce en échecs sans abandonner les autres (option présent sur d'autre machine mais pas configurer par défaut sur toutes les machines Klipper) Il y a quelques défaut pour moi à cette interface car impossible depuis celle ci d'avoir accès au fichier de configuration, au log et autres ressources de Klipper. Il est pas contre possible d'accès a ces infos via l'interface Fluidd via le navigateur ou alors dans Orca sous l'onglet Device si l'on indique le numéro de port lié à Fluidd. Puis on ne peux disposer les modules tel que l'on le voudrait pour avoir son interface idéale, mais l'expérience lié a cette interface Creality est plus complète que ce que propose Bambulab Via Bambu Slicer sous l'onglet Device et supérieur a ce que que propose en ergonomie FlashForge sous Orca FlashForge Pour ma 5M Pro actuellement. Les profiles d'impressions sont propres, les vitesses sont configurer sur des vitesses moyenne 250 - 300mm/s, et peuvent être monté un peu sans soucis mais c'est logique il préfère mettre des profiles largement compatible, d'ailleurs Bambulab fait pareil sur ces profiles d'impression. On a une liste de preset de filament assez complète même si orienté filament Creality avant tous mais on a possibilité de concevoir ces propres preset pour ces filaments habituels. Creality Cloud sur navigateur Creality est un des premiers avoir sorti un cloud et l'époque de mon test de la Creality Halot One Plus cela existait déjà, je le trouvais par contre pas ergonomique bourrer de pub ou éléments qui avait aucun intérêt a par un une gêne visuelle. Il y a de l'amélioration par rapport à mon expérience passer, mais il y a des choses qui me plaise pas trop, la page d'accueil est bourré d'infos lié au blog, a la boutique etc qui surcharge pour rien la page a mon gout, dans modèles on a des rubriques dont une Free Premium pour incite a venir prendre un abonnement premium, car sinon c'est modèle doivent être acheter avec des coins Creality je suis clairement pas fan de ce genre de pratique (mais c'est pas les seul a faire ce genre de chose de nos jours) Il y a beaucoup d'onglet qui renvoie vers d'autre site creality cela charge pas mal l'interface un peu trop de menu a mon gout. On a par contre accès a son profil a ces machines et une chose sympa au stockage cloud qui permet par exemple de visionner ou télécharger les Timelapse et sa c'est assez pratique. Bon dans le profile aussi on a le droit a des message incitant a passer premium pour avoir des fonction en plus ou du stockage en plus, après je dirais pour le stockage cloud je le comprend cela un cout pour Creality aussi. Il y a possibilité de télécharger un modèle ou de demande un découpage en ligne et de l'envoyer directement vers son imprimante, mais ici le soucis au moment de mes test bien la K2 n'est pas disponible dans l'outils donc bien impossible a tester cette outil et pareil sur l'application Smartphone bien sûr (ce qui parait logique vue que c'est un outils cloud). Je pense honnêtement que la K2 arrivera prochainement mais quand ? je ne saurais le dire. La K2 Plus est présent dans le new slicer il faut donc cliquer sur try a new slicer. Infos utiles Comment résoudre le soucis CA2716 lié a la calibration de la tension des courroies voici une explication qui aidera ici Creality a mis un fichier pour imprimer un clip de protection du tube Bowden ici Bientôt disponible les explications pour la mise en place du Magnet MK10 pour remplacer le Pneufit présent sur le carter de l'extrudeur, cette solution permettra de ce débarrasser de ce soucis de fragilité de ce connecteur Pneufit du PTFE, et apportera plus de souplesse pour ceux qui imprime régulièrement du TPU en placent la bobine au dessus de la K2 et alimente en direct l'extrudeur. Explication de l'installation d'un Magnet MK10 pour l'extrudeur de la K2 Plus, ceci résout le soucis de pneufit de l'extrudeur mais surtout permet un retrait facilité du PTFE si besoin de la tête. Explication ICI
 1 point
1 point -
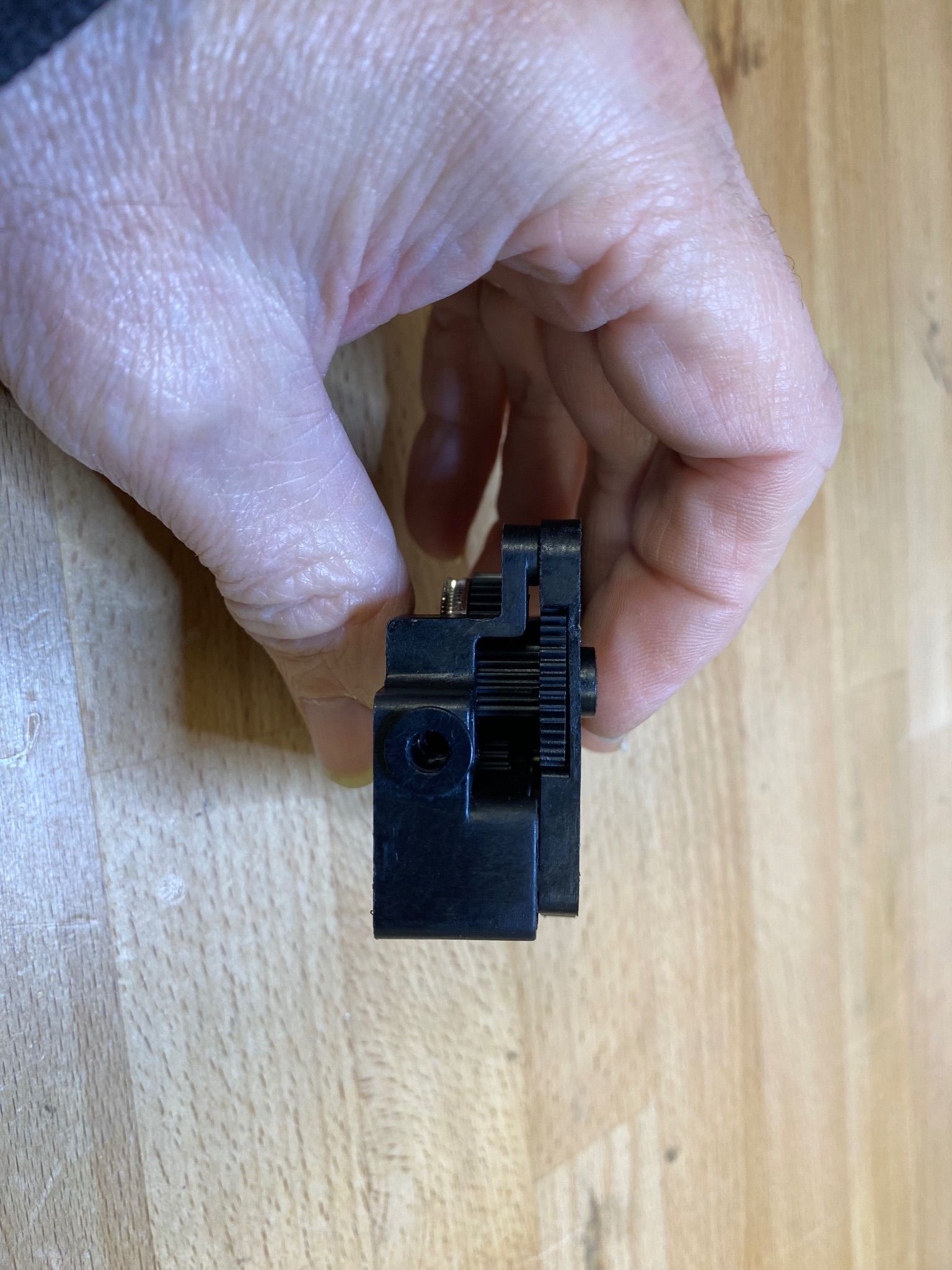
Petite info à pas cher. J'en ai eu marre de chercher la bonne clé allen à chaque fois que j'enlève le cache de la tête d'impression. J'ai donc acheté çà en version M3x5: https://www.amazon.fr/dp/B0CQLTWHZN Ca rend le vissage/dévissage beaucoup plus simple
 1 point
1 point -
les commandes suivantes doivent toutes provoquer une montée en premier mouvement (de l'ordre du mm) stepper_buzz stepper=stepper_z avant gauche doit monter et descendre stepper_buzz stepper=stepper_z1 arrière gauche doit monter et descendre stepper_buzz stepper=stepper_z2 arrière droit doit monter et descendre stepper_buzz stepper=stepper_z3 avant droit doit monter et descendre1 point
-
La gantry est à peu prés droite quand tu fais ton QGL ? tu peux aussi faire un essai avec samples_tolerance: 0.01 dans la section [probe] pour voir si ça passe.1 point
-
à chaque mouvement de la gantry ton z augmente un ou plusieurs moteurs ne sont pas correctement réglés : ce sont tous des 1.8° ? ils ont tous les bonnes infos ? rotation_distance: 40 gear_ratio: 80:16 microsteps: 16 (ou 8 ou 32) le même run_current ? tous à interpolate: false ? et stealthchop_threshold: 0 les poulies des petite courroies sont toutes de la bonne taille ? les petites courroies sont bien tendues ? les poulies sont toutes bien serrées sur le méplat ?1 point
-
Il faut vérifier la tension des courroies Z, et le paramétrage des moteurs Z (ils sont tos dans le bon sens ?) dans le printer.cfg tu peux aussi supprimer toutes les lignes hold_current (seul run_current est important) qui peuvent poser des problèmes de précision. et question subsidiaire est-ce que tu fais un QGL avant le test de probe_accuracy ? si la gantry n'est pas droite, le test est faussé, donc un quad_gantry_level est fortement conseillé. G28 QUAD_GANTRY_LEVEL G28 un petit move en 175, 175 PROBE_ACCURACY1 point
-
avec la sonde indiquée dans la bom de la 2.4 0.006 passe sans soucis. je le fais toujours avec le lit chaud et la buse à 150° (pour que ça ne coule pas de partout): ça permet de calibrer la sonde en conditions 'réelles' (les sondes à induction ont tendance à dériver avec la t°) Un problème de probe_accuracy peut aussi indiquer un problème de structure (pas d'équerre), de tension de courroies Z, de réglages des 4 steppers Z, ...1 point
-
Vérifie que la sonde est bien // au lit, bien serrée et qu'elle est à la bonne hauteur 'moins de 3mm au dessus de la pointe de la buse) tu as quoi comme valeurs ?1 point
-
Le mieux est la consultation de la documentation Klipper. En gros, ce Gcode étendu ne devient disponible que si une section [probe] est présente dans le printer.cfg. Le Gcode étendu permettant de palper le lit pour en établir une topographie est plutôt PROBE_CALIBRATE Tu as également ce dépôt qui permet d'obtenir plus d'informations sur la précision de la sonde (avec de jolis graphiques).1 point
-
le probe_accuracy sert à vérifier que la sonde fonctionne et que la répétabilité des mesures est bonne ... et à pas grand chose d'autre, donc pas de zoffset avant de faire le test, ça ne sert à rien (surtout que dans l'ordre de Screwed Front Door Hinge by xbst_ (vorondesign.com), cette commande arrive avant le Quad_gantry_level qui est là pour mettre la gantry droite et permettre de vraies mesures. Par contre pour faire un probe_accuracy correct essaye de mettre la gantry le plus droit possible.1 point
-
Des dernières infos lues à droite et à gauche, les livraisons vers l'Europe auraient un «peu» de retard. Plutôt fin novembre, mi-décembre.0 points