Classement




Contenu populaire
Contenu avec la plus haute réputation dans 04/02/2025 Dans tous les contenus
-
J'ajoute le short que @pascal_lb a fait l'effort de filmer4 points
-
OS X même si il a changé est toujours basé sur le même noyau ... Et le premier qui me dit que le mac est plus intuitif, plus stable, plus ..., je lui fait manger un mac mini : j'en ai tout un tas que je ne peux plus mettre à jour grâce à l'obsolescence non programmée (mais réelle) d'Apple. ... moralité j'ai mis Windows 10 dessus3 points
-
ça sera toujours moins cher qu'une Core One Prusa3 points
-
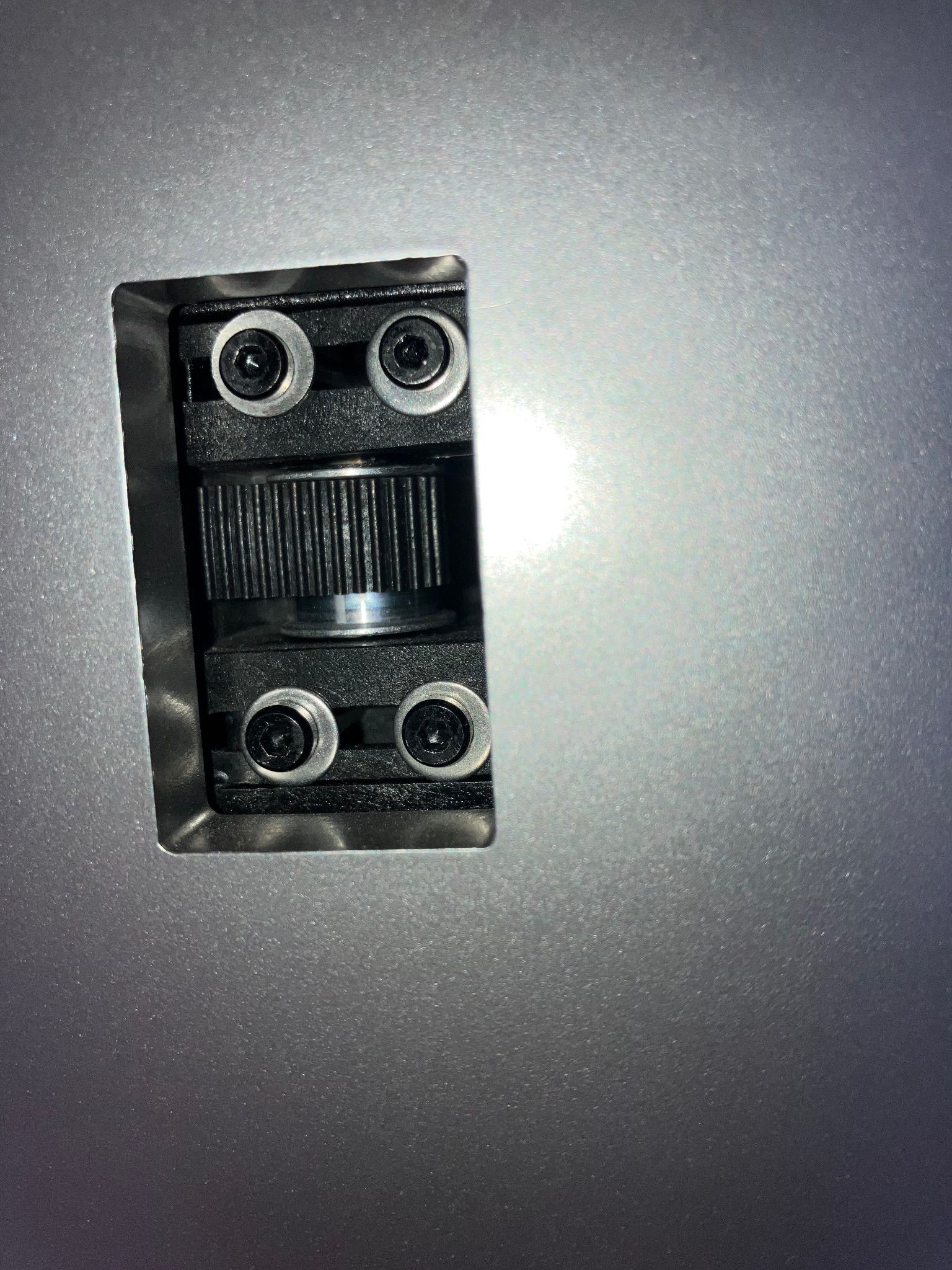
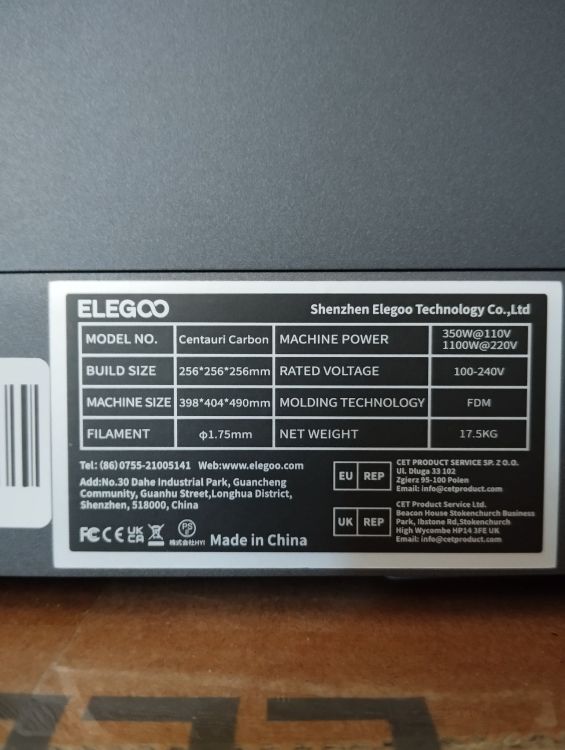
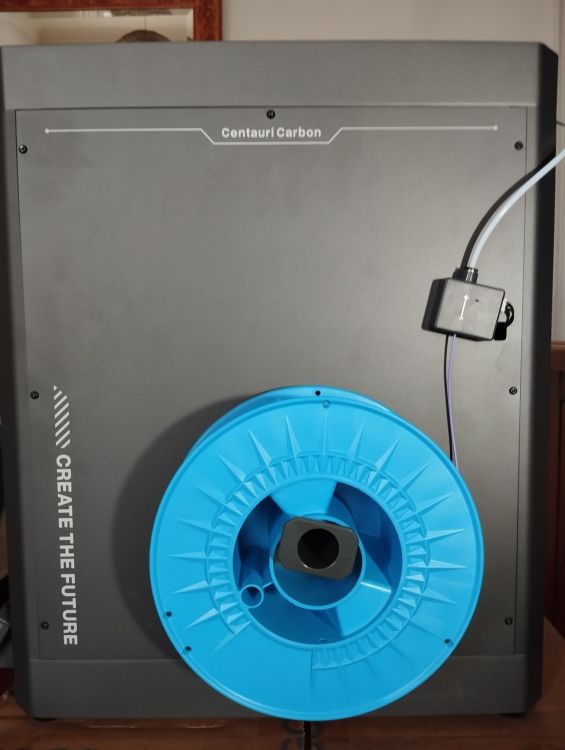
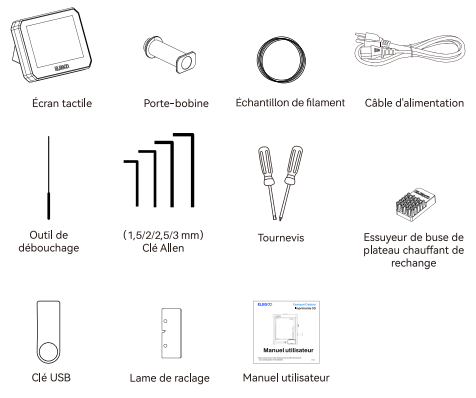
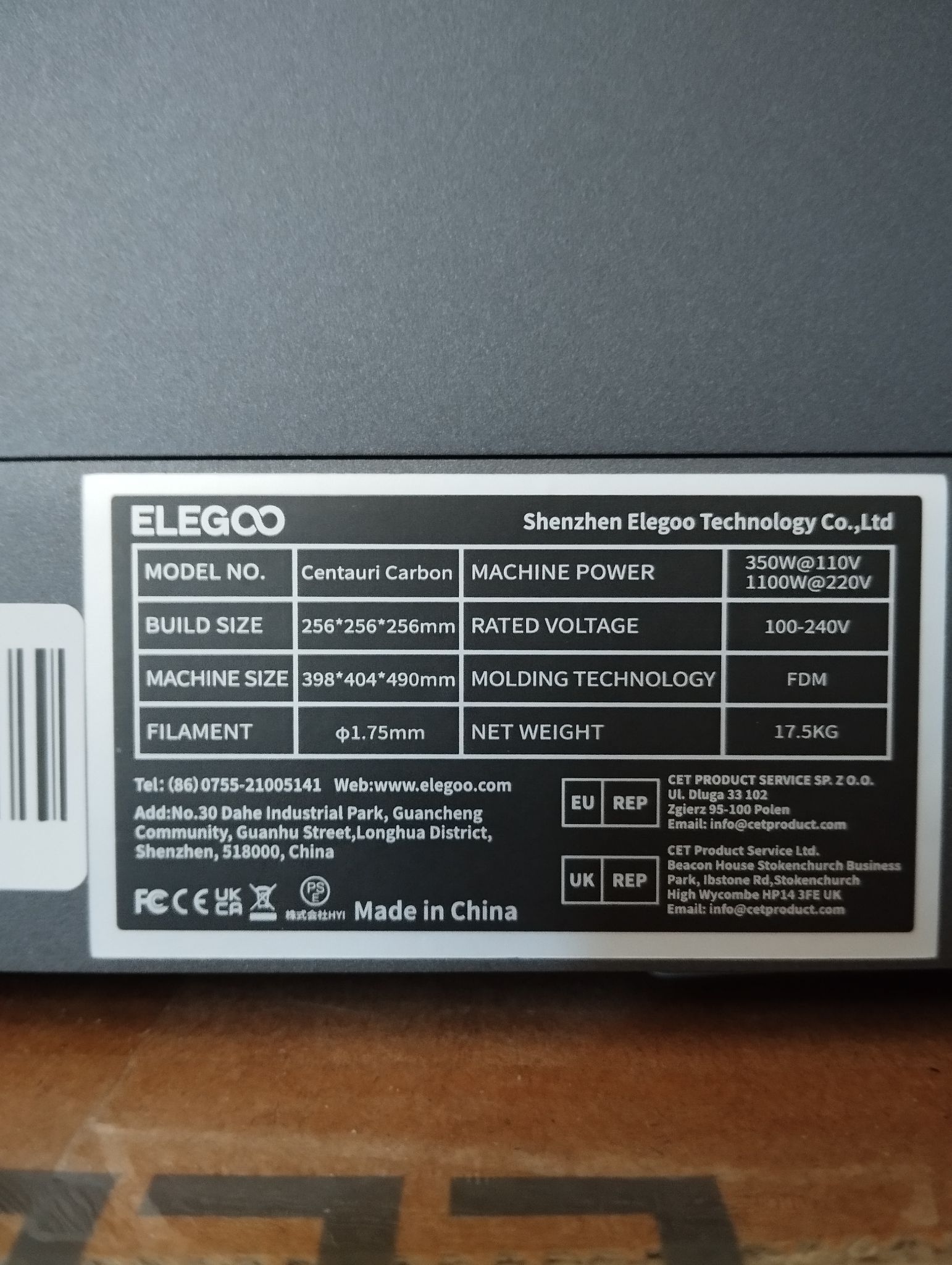
Le 13 janvier le livreur UPS m'appelle pour me dire qu'il a un colis pour moi je lui réponds qu'il y a une erreur car je n'attends rien et il insiste fortement car le colis est bien à mon nom, je lui dit que je le prend et là surprise il me donne 21 kg d'Elegoo Centauri Carbon En fait 2 petits cachotiers ont oublié de me prévenir, comme ils veulent garder l'anonymat je les appellerai J & M La Centauri Carbon est la première core XY de la marque et dans cet article et dans le test qui suivra sur le blog nous allons découvrir si ils ont réussi cette machine. Voilà en vrac mes premières constatations : lit chauffant en 240v avec plaque magnétique un côté texturé et un côté lisse 256x256x256 un seul moteur pour les 3 axes Z avec courroie qui les relies dans l'embase guidage par tiges lisses et roulements capteur optique pour l'axe Z capteur de nivellement dans le lit chauffant carte mère de style inconnue avec touts les composants soudés dessus un gros MOSFET en 240v pour alimenter le lit alimentation 24v 2A sans ventilateur, un seul ventilateur dans l'embase pour refroidir les drivers prise 240v à l'arrière avec le bouton on/off en haut système classique de courroies d'une core XY buse apparemment bi métal acier et laiton cheminée vers l'arrière pour l'éjection des purges et nettoyeur de buse, coupeur de filament dans la tête, détecteur de filament et support de bobine sur le côté droit de la machine un ventilateur d'extraction d'air avec un filtre à charbon un autre ventilateur pour refroidissement supplémentaire des pièces pas vu de chauffage d'enceinte caméra avec éclairage wifi mais pas de RJ45 pas vu de prise pour le branchement d'un AMS sauce Elegoo écran tactile porte et vitre du dessus en verre fumé Page Elegoo Centauri Carbon sur notre comparateur : https://www.lesimprimantes3d.fr/comparateur/imprimante3d/elegoo/centauri-carbon/ Page Elegoo Centauri Carbon sur le site officiel : https://li3d.fr/ElegooCentauriCarbon-ELE Le test sur notre site : https://www.lesimprimantes3d.fr/test-elegoo-centauri-carbon-corexy-20250219/ Donc une machine bien équipé, elle est livrée avec dans un carton : un petit bout de filament Rapid PLA+, ils disent un échantillon, j'appellerai plutôt ça une chute... 4 clés 6 pans 2 tournevis un essuyeur de buse de rechange un outil de débouchage de buse une lames de raclage un stick de colle un tube de graisse une clé USB 8Go avec modelés de test, manuel de montage, vidéo de montage, ElegooSlicer un manuel multilingue dont le français Le déballage Il ne pose pas de problème, la machine pesant 17.5 kg je préconise de mettre le carton sur le coté et de faire glisser la machine pour la sortir Le montage La Elegoo Centauri Carbon est vraiment simple à monté, en 5 minutes c'est fait : l'écran à brancher et à "clipser" le support de bobine à visser (un quart de tour) sur le coté de la machine les trois vis de fixation du lit chauffant à enlever un collier zip à couper et le carton à enlever de sur la tête d'impression un morceau de mousse à enlever dans la cheminé poser la vitre du dessus et le plus dur, brancher le câble d'alimentation





 2 points
2 points -
dire que je me suis fait la jolie piece pour avoir les 2 ptfe en permanence justement pour avoir le tpu en bobine externe, tu me casses mon délire2 points
-
Le problème / débat / controverse (troll ?), si tant est qu'il y en ait eu, est lié à la licence originelle (Creative Commons BY-ND 4.0) qui dès le début n'autorisait pas de modifications sur ce bateau-test (3DBenchy) : NO-DERIVATIVE. Le document PDF du projet indique tous les points à vérifier / mesurer. Ce guide alternatif est également un bon point indiquant les éléments à observer. Aujourd'hui, pour la plupart, l'impression de ce bateau permet de se faire juste une idée de la qualité d'impression d'une imprimante. Particulièrement avec les Gcodes livrés avec les imprimantes récentes pour imprimer le plus «vite» possible ce modèle. La meilleure analyse que j'ai vue pour le moment à propos de cette controverse est celle de Zack Friedman (gridfinity ) :2 points
-
En recherche gloogloo je vois cela mais le lien est rompu
 2 points
2 points -
Effectivement je l'ai filmé mais pour le montage vidéo c'est les fameux J et M qui ont fait le boulot, un grand merci à eux c'est superbe2 points
-
Salut, La température de la buse n'est pas assez stable. Si tu ouvres ton fichier klippy.log dans cette page, tu pourras voir le graphique des températures de la buse et du plateau dans l'onglet Temp Graph. Est-ce que tu as réglé le PID de la tête? Est-ce que la ventilation du filament est stable? est-ce que tu peux fournir le fichier Gcode compressé (zippé), de la pièce? on pourra voir si tu as une multitude de M106 Sxxx (vitesse du ventilateur) ou non. c'est un signe qu'il y en a une de trop. Coup de chance, j'ai un grand coffre, je peux t'en débarrasser très rapidement s'il le faut2 points
-
Qidi box en (pré) commande ! Ici : https://zk-print.co.za/products/qidi-box-multi-colour-and-multi-filament-system-for-the-x-plus4-pre-order1 point
-
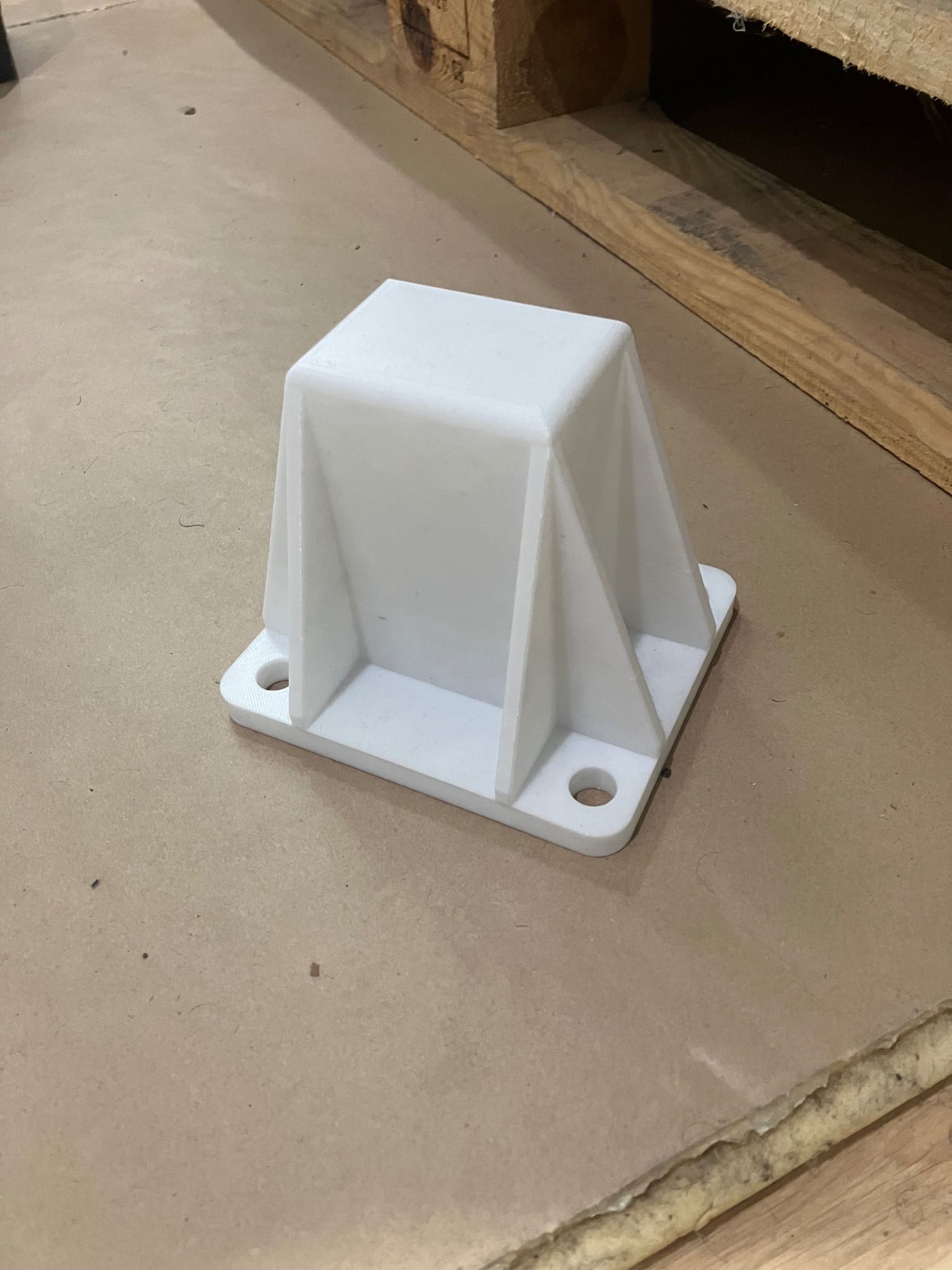
effectivement ce choix peut surprendre tu as raison mais le collègue veut tester un certain nombre de filament pour les comparer entre eux et à un filament référence castable pour voir les résidus, les gaz générés, les états de surface les gaz générés par un filament 3D sont très différents d'un matériau à l'autre et c'est cette forme que nous avons conçu ensemble qui nous sert de référence merci @RT361 point
-
@hcl28 si tu mets pas son pseudo @pjtlivjy il ne verra pas cette question ...1 point
-
non je les ai ajouté @Moucklee comme toi , là je viens d'en recevoir que je vais monté sur la PLUS4, on gagne quelques degrés ça ne peut qu'améliorer ... ils sont sacrément sollicités nos petits moteurs1 point
-
Salut, Pourquoi le choix du PETG, vue que la pièce va être détruite par le métal en fusion ? A+1 point
-
Sympa le dissipateur, c'est de série ou tu la rajouté ? J'ai l'habitude d'en mettre un peu partout aussi
 1 point
1 point -
Je pense que c'est une vanne1 point
-
une petite mise à jour sur la X-MAX3, désormais et au moins depuis octobre 2024 (peut être avant à vérifier) le système de réglage monté en série est le même que celui des Q1 Pro, un système semi automatique, plus de vis à régler
 1 point
1 point -
petite impression de la journée en Petg, couche de 0.08 mm pour un état de surface le plus lisse possible pour un collègue qui veut faire des tests de fonderie en impression perdue

 1 point
1 point -
@Martin.D alors je me permet d'intervenir, la K2 Plus oui c'est une super machine et je sais de quoi je parle mais je vais te dire ce que je dis en générale et vais dire dans ma prochaine vidéo sur cette machine, je ne peux pas la conseillé a un débutant tout comme n'importe quelle autre machine a 1000€ ou plus, sauf si c'est pour une usage professionnel. Dépensé 1000€ ou plus est a mon sens un abération quand on débute et que l'on est pas sur de réellement utilisé et accroché a l'impression 3D. Alors je travail dans mon garage qui est mon atelier j'ai mes imprimantes 3D resine et FDM dedans, si tu n'imprime que du PLA, c'est faisable même si ta pièce non chauffer est a 8°c L'impression PLA reste envisageable et si tu fait un petit caisson cela ne posera plus aucun soucis car tu aura juste a pré chauffer ton imprimante quelque 15 a 30 min au pire pour avoir une temperature qui sera convenable et cela même avec un bedslinger, je le fait avec La Bambulab A1 par exemple, mais la SW X4 Plus est dans le garage sans caisson et j'ai jamais eu de soucis a imprimer même par 10°c1 point
-
autre possibilité que j'utilise dans une partie de mon atelier que je n'ai pas encore isoler (travaux en court ) c'est de bien sécher les bobines de filament au préalable et de les placer dans un sécheur de filament pendant toute la durée de l'impression qui se fait de manière préférentielle pendant la journée j'ai ouvert un sujet sur les sécheurs de filaments ici du coup le budget diminue, puisqu'un sécheur coûte suivant les modèles entre 70 et 110 € mais là du coup tu as beaucoup plus de choix car un caisson contre les courants d'air se fabrique facilement, attention je ne parle même pas d'un caisson fermé car le PLA a besoin d'être bien refroidit, une simple enceinte qui protège sur les 4 côtés l'impression en court des courants d'air1 point
-
@pjtlivjy Je ne sais pas reconnaître un lit de bonne ou de mauvaise qualité. Est-ce que les modèles Creality Ender sont reconnus pour avoir des PEI de bonne qualité ? Mon moteur de recherche ne m'a pas retourné de résultat satisfaisant à ce sujet précis. Je remarque que Cura ne se rappelle pas tous mes profils. Jusqu'à maintenant j'en ai créé quatre ou cinq, pour faire des essais et voir les différences de résultats. Quand je ferme le logiciel et que j'y reviens, ils sont en général disparus, sauf celui que j'utilisais en quittant le programme. Une fois, il m'en avait gardé trois sans que je remarque de différence dans ma façon de les sauvegarder, à l'aide de la disquette qui apparaît à droite du champ de choix de profil dans le fenêtre principale, quand on modifie un paramètre d'un profil, puis je clique sur "Conserver les modifications" ou sur "Enregistrer comme nouveau profil personnalisé". J'imagine que c'est comme ça qu'il faut faire...? En passant, pendant que j'écris, Cura 5.8.1 est en train de s'installer. Merci encore à tous ceux qui prennent le temps de me lire et de me suggérer des pistes.1 point
-
oui après c'est une machine très aboutie @Martin.D pour être sûr de la nécessité du caisson chauffant, peux tu m'en dire plus sur le contexte : température etc etc on peut peut-être envisager une autre solution1 point
-
bonsoir, le premier critère @majordu55 c'est l'eau avec ces résines, en dessous de 2 s il y a très peu de chance que ça fonctionne correctement1 point
-
oui effectivement c'est bien résumé @Martin.D sachant que si je prends comme exemple l'imprimante actuellement cumulant ces 3 critères et ayant le plus grand volume disponible on a la K2+ Creality avec un volume de 350 mm au cube et on est dans un budget de 1.500 €1 point
-
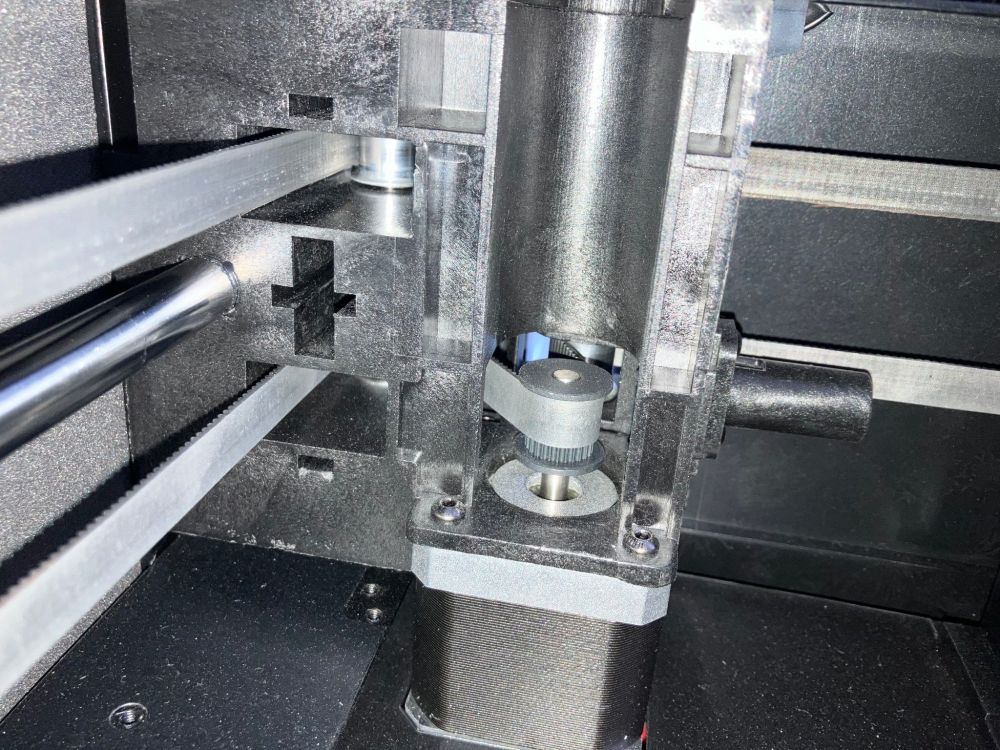
Hello ! Je reviens sur le sujet de base. J'ai desséré un galet qui me paraissait trop dur et graissé à la graisse siliconnée l'axe vertical sans résultat... Puis ça m'a donné une idée. J'ai mesuré la différence de hauteur en faisant faire exactement un tour au moteur de l'axe Z : 7mm comme par hasard ! J'ai donc changé le moteur de l'axe Z que je suspecte d'avoir une dent de pignon cassé (ou l'équivalent... pas certain qu'il y ait un pignon dans ce moteur). J'ai reçu le nouveau moteur aujourd'hui installé eeeeettttt.... TADA ! Surface lisse sur toute la hauteur (enfin lisse... autant que peut l'être une impression 3D PLA en résolution de 0,2mm). Donc voilà problème résolu et j'espère que ça pourra servir à quelqu'un qui aurait le même soucis (qui n'a pas l'air très répendu).1 point
-
Ça marche. Bon il faut que je réfléchisse où faire des concessions. Soit je fabrique un caisson chauffé, soit je met la machine à la maison, soit j'augmente mon budget. Ou je renonce au multi couleur, si je trouve une solution pour pouvoir avoir mon plan sur mon terrain imprimé.1 point
-
oui très important @Martin.D mais si on cumule ces 3 paramètres, ton budget est malheureusement trop limité oui tu peux couper le modèle et ré assembler ensuite le modèle par collage ou par assemblage mécanique prévue lors de la modélisation1 point
-
Le G17 sélectionne le plan, bizarre (et je n'ai jamais utilisé d'autres codes que les G2/G3 (arcs move)), une fois la section [gcode_arcs] activée. Dans Orca, paramètres de l'imprimante, onglet «Informations de base», section «avancé», c'est bien Klipper qui est sélectionné ? Pour les vignettes, le profil Orca pour une XM3 utilise deux formats de fichiers image (COLPIC et PNG). Avec ma XM3, je n'utilise plus que du PNG. Orca profil défaut : Orca profil XM3 «libérée» :

 1 point
1 point -
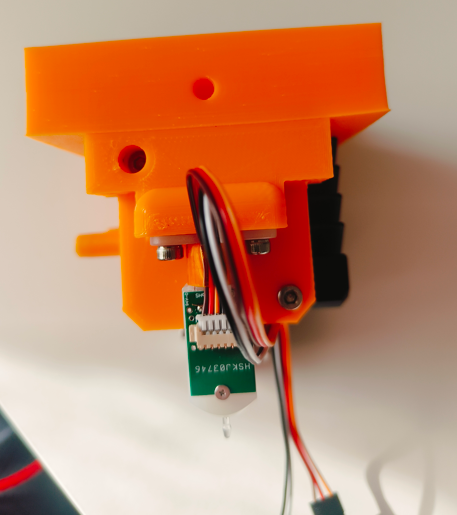
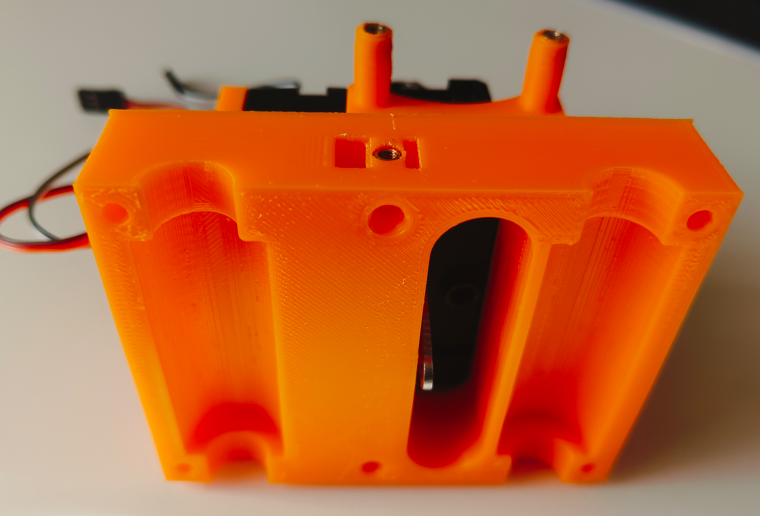
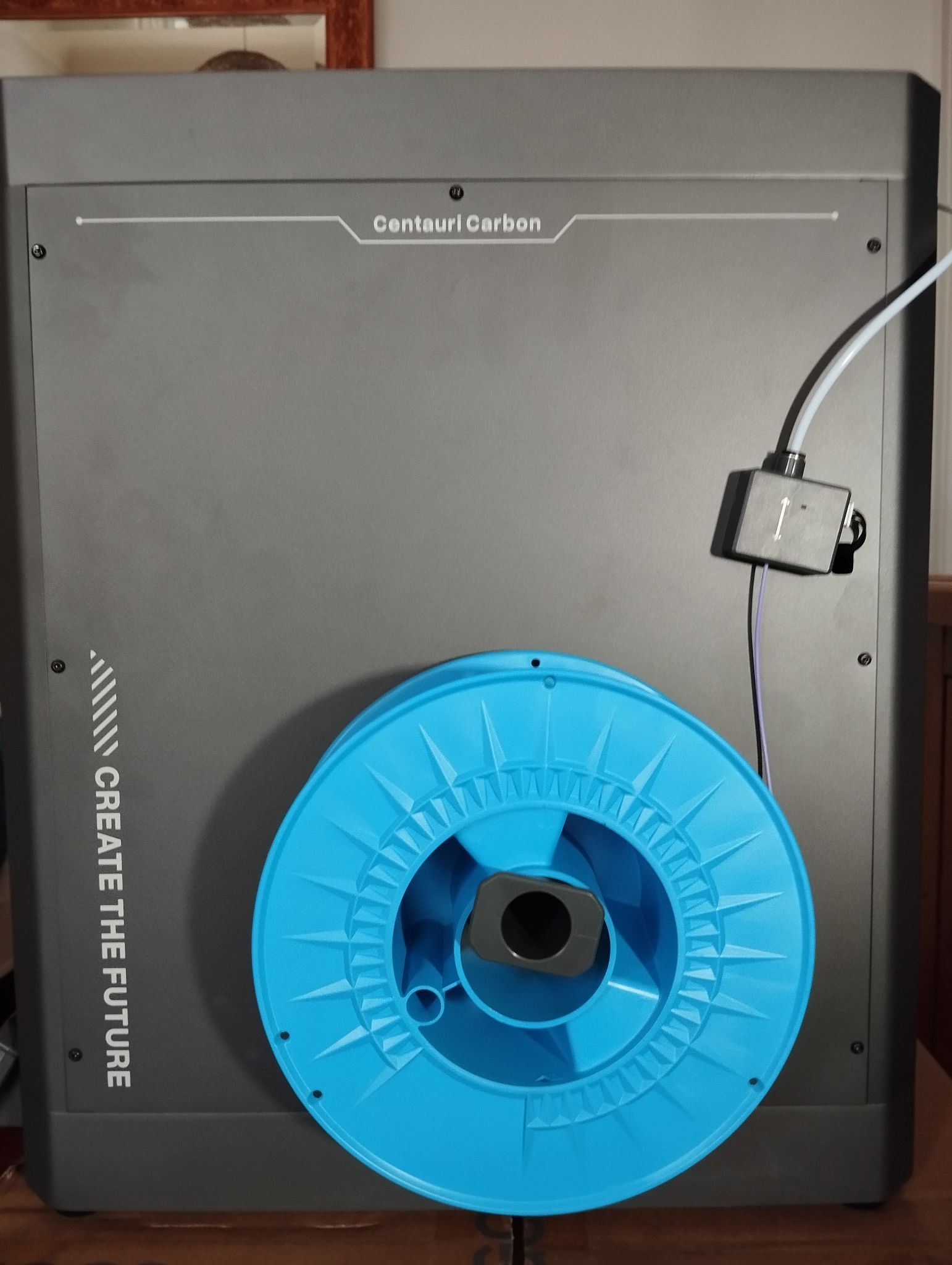
@laurent44 Désolé pas vu le message avant. Oui tu as bien vu. La flèche bleue est pour le câble de commande du Mosfet. Il te faudra en faire un avec des connecteur JST - XH. C'est un câble droit, celui souvent livré avec les MOSFET est trop court. Les 2 ventilateurs sont montés en parallèle sur la sortie du MOSFET.1 point
-
bonsoir @Martin.D avec du pla et du multicouleurs, il y a pas mal de possibilités actuelles et à venir, tout dépend aussi de la taille d'impression que tu souhaites Dans ton budget je vois Anycubic et Bambulab actuellement1 point
-
oui à 350 €, soit 50€ pour le kit et 300 € pour le CFS. donc c'est bien le même CFS.1 point
-
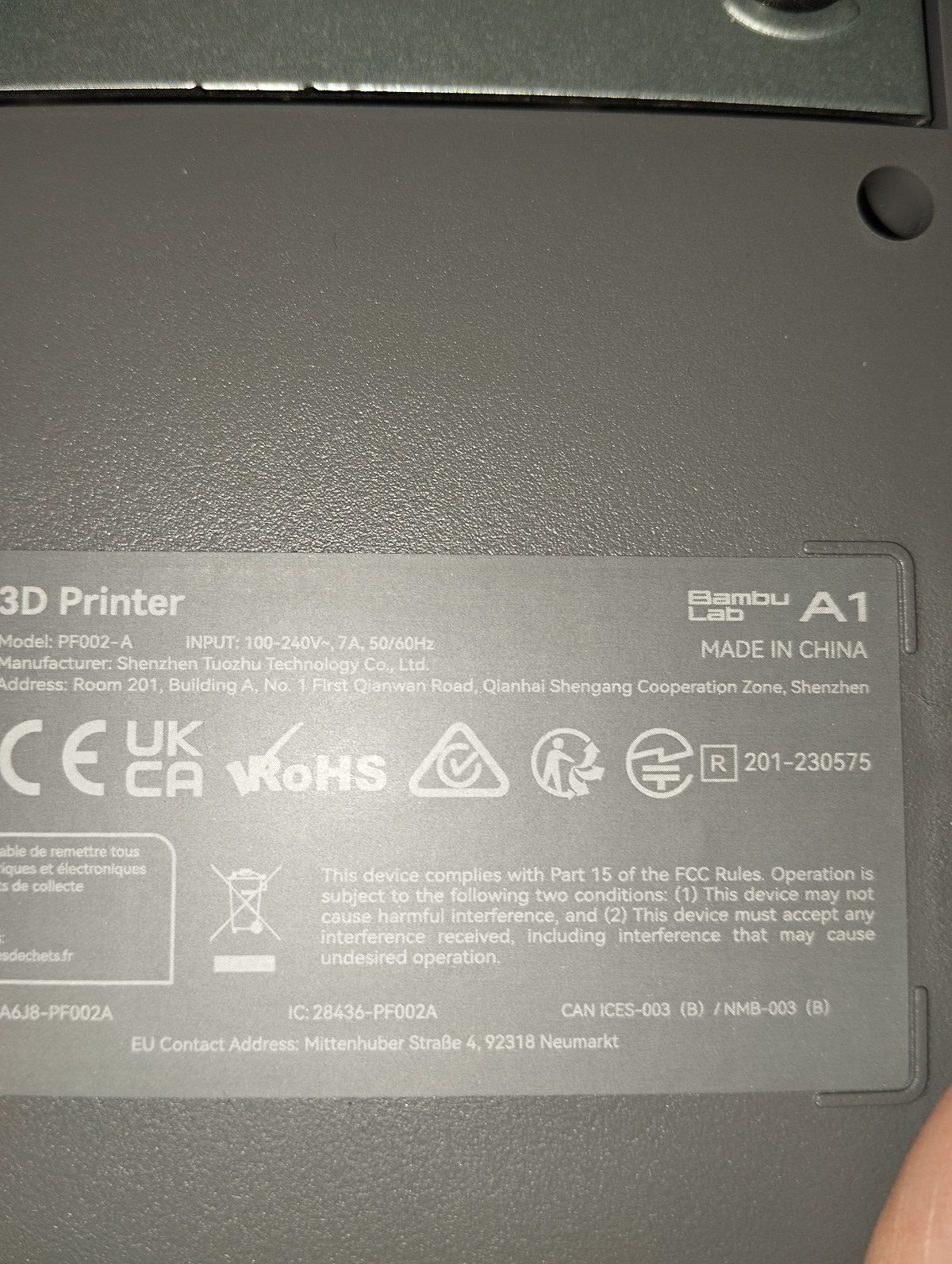
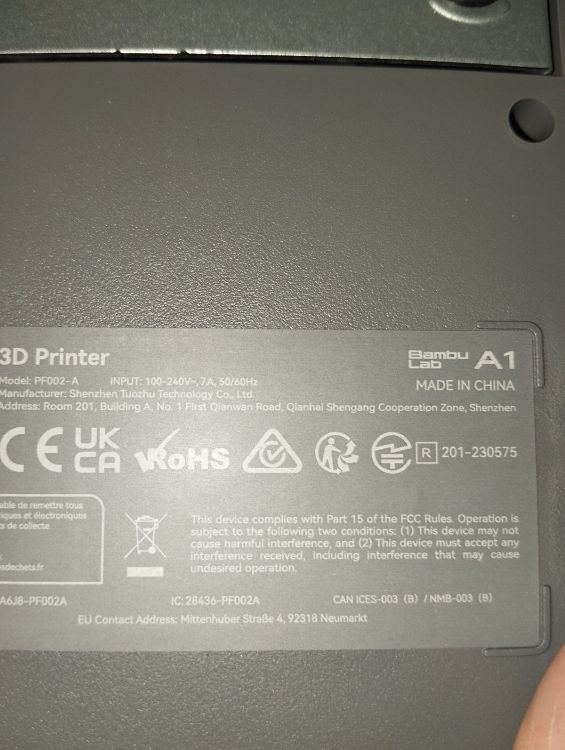
chez BBL ils ne se mouillent pas 110 - 240 7A idem c'est vraiment pas mon truc
 1 point
1 point -
Abs profil hyper abs c'est 260 buse et 80 plateau. 50 chambre.1 point
-
tu as bien tout fait? etallonage, claibration, screw tilt histoire d'etre sur?1 point
-
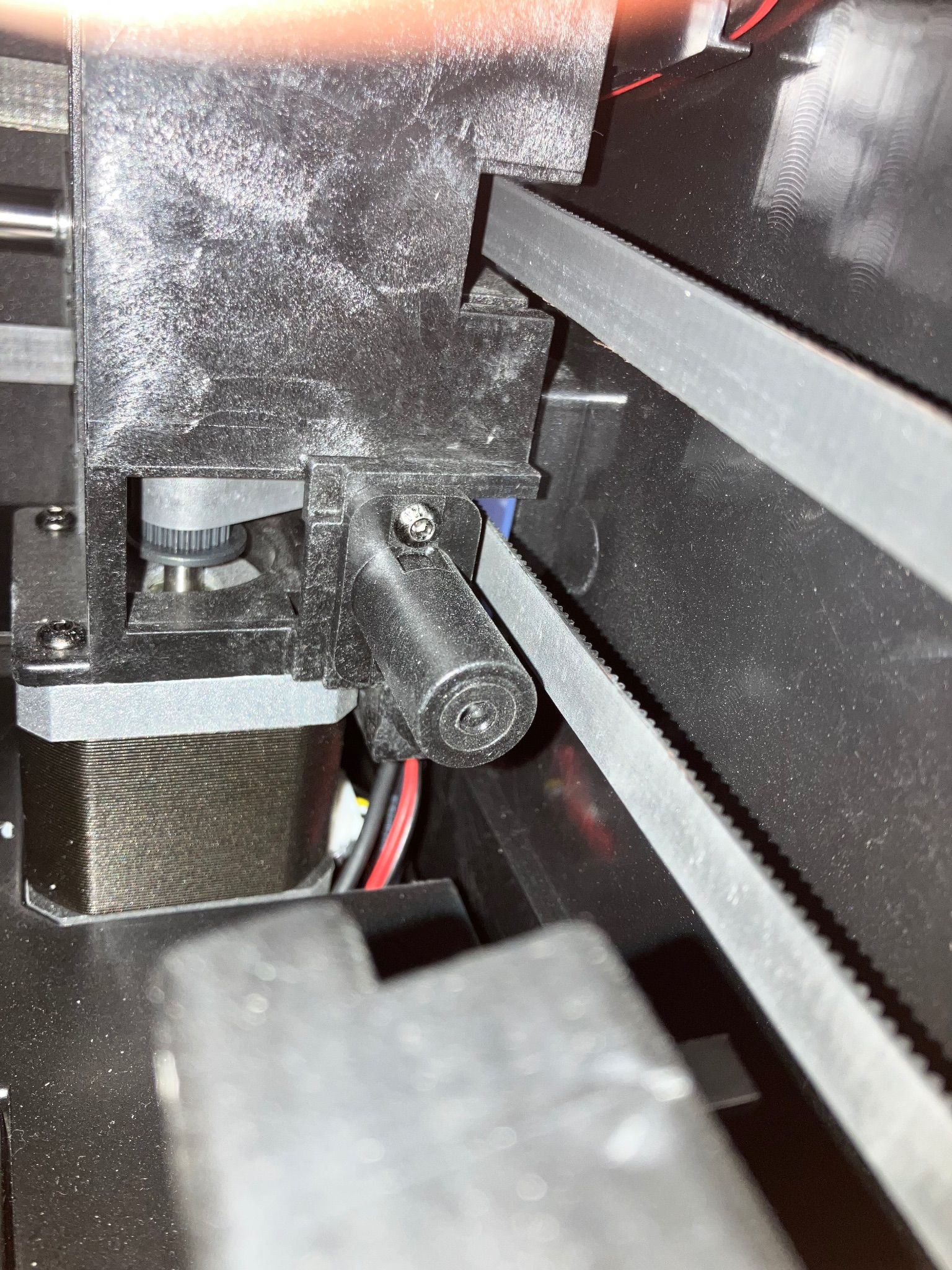
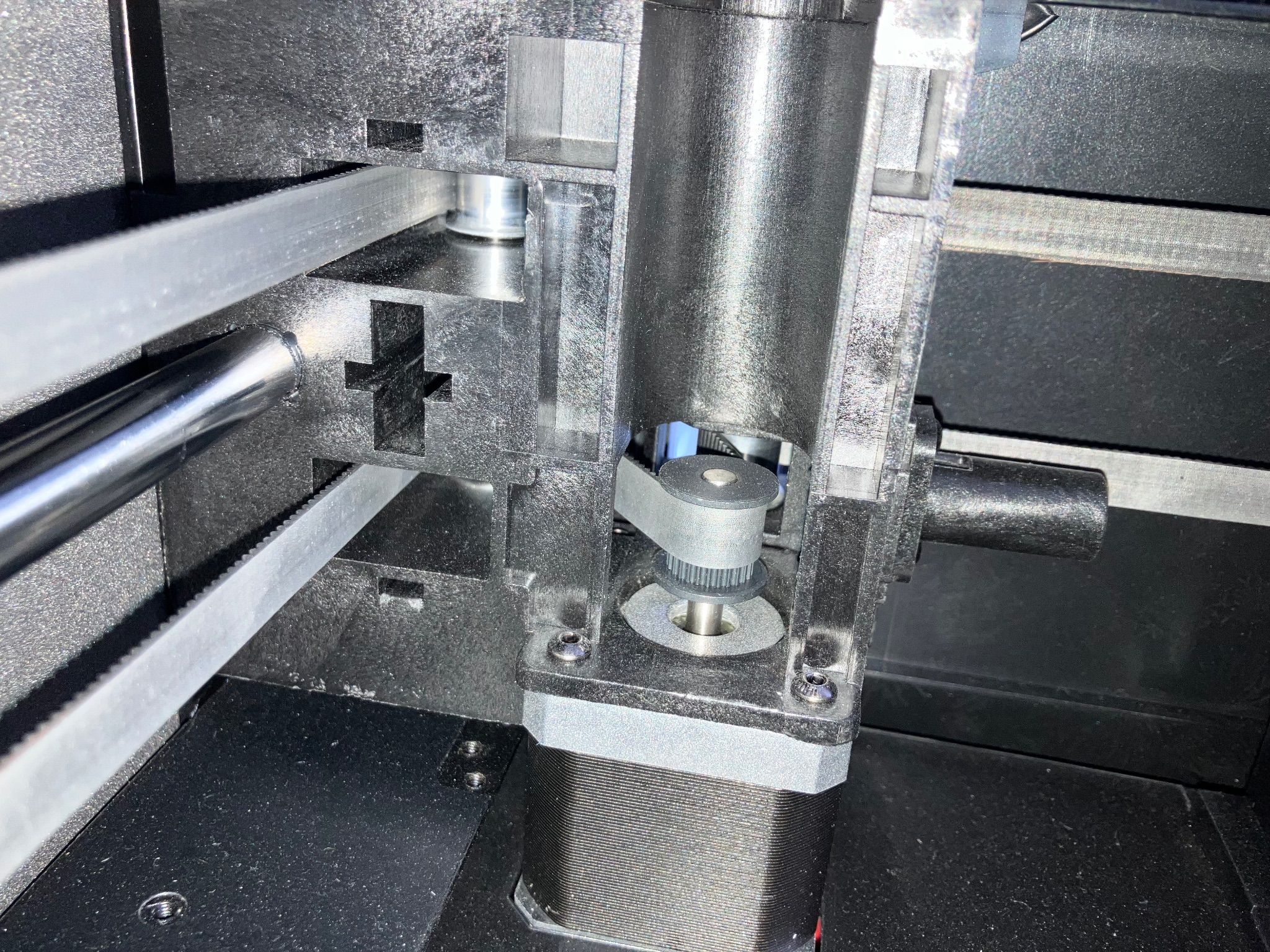
on peut enfin reprendre l'examen minutieux de cette Plus 4 pour répondre à ... celui qui se reconnaître, qu'il m'excuse je ne me rappelle plus au sujet du système de réglage tension des courroies, on a le même système que sur la Q1, qui est aussi le système qui équipe les X-MAX3 maintenant, c'est cela dans le tube noir (c'était une vis sur les premières séries de X-MAX3) se trouve un ressort donc la procédure à suivre quand on sent un point dur dans le déplacement, c'est de desserrer les 4 vis des 2 poulies arrières que l'on trouve au dos de l'imprimante puis de faire parcourir à la tête, manuellement un cheminement passant par les 4 coins, puis de re serrer le 2 x 4 vis. les 2 ressorts se chargeant de répartir uniformément l'effort de déplacement de la courroie donc un système semi - automatique sans capteur à comparer avec celui de la K2+ qui utilise capteur et moteur puisque ça faisait partie de la question

 1 point
1 point -
C'est vrai que le mélange est bizarre, j'aurais bien aimé du full MGN. A leur place j'aurais juste fait une nouvelle imprimante en full MGN, et pas de kit de conversion. Perso mettre 500€ dans un kit de conversion ca m'aurait pas attiré. J'aurais plutôt revendu la Mk4s pour prendre la Core One. Mais apparemment ça intéresse des gens donc ils ont sûrement fait le bon choix.1 point
-
C'est sur que par rapport a la concurrence, le prix est élevé et pas forcément justifié au vu fonctionnalités. Ils auraient pu mettre le systèmes de filtration d'origine plutôt que de le vendre 77€. Pareil pour la caméra, surtout vu sa qualité médiocre, elle aurait pu être comprise. Mais est ce que c'est Prusa qui est cher car il font ca en Europe, oubien les autres qui sont pas cher gace a moins de taxe, main d'oeuvre plus basse... Perso la seule raison qui fait que je l'ai prise, c'est que j'ai jamais eu de Prusa, et pour qq'un qui aime l'impression 3D, c'est bcp grâce a eu que ça en est arrivé la, donc j'ai voulu en avoir une au moins une fois pour comprendre les fans1 point
-
C'est vrais que les tests sont pas super poussé, ça a l'air d'être une bonne imprimante quand même, mais le prix est un peu élevé par rapport la concurrence. J'ai commandé la version kit, on verra bien ce que ca donne par rapport a ma P1S, que je n'utilise pas énormément d'ailleurs, comparé a la A1 mini, qui tourne bcp plus car elle est plus pratique et rapide d'utilisation je trouve.1 point
-
à quel moment elle te donne cette erreur ? est-ce que la t° affichée est bonne au 'repos' ? Essaye de débrancher tous les 'périphériques' : moteurs, endstop, thermistances, can pour voir si elle est detectée sans.1 point
-
ils te l'ont envoyé avec un modèle déjà imprimé dedans, ces Chinois m'étonneront toujours
 1 point
1 point -
Tient ce scrapper me rappel quelque chose1 point
-
Ha là je te retrouve effectivement c'est bien là Centauri Carbon d'Elegoo Bravo Les premières impressions sur ce topic https://www.lesimprimantes3d.fr/forum/topic/61137-découverte-et-test-de-la-elegoo-centauri-carbon/#comment-621365 Après j'ai un peu menti, je n'avais pas oublié de l'ajouter ici mais il y avait l'embargo
 1 point
1 point -
non trouvée sur makerwold : https://makerworld.com/fr/models/430539#profileId-335041 j'ai aussi la plaque minéralogique de Christine mais j'ai pas les couleurs exacte, je vais quand même tenter avec celle que j'ai. https://makerworld.com/fr/models/210858#profileId-2306911 point
-
excellente nouvelle @Romtaz parfois on se demande comment ils arrivent à assembler ses machines tellement il y a peu de place et tellement les fils sont courts1 point
-
Bonjour tout le monde, complétement débutant, 40 ans passés, je m'intéresse à l'impression 3D pour tenter de réaliser des maquettes simples de bâtiments afin d'appréhender l'évolution du patrimoine bâti dans un quartier ou un espace donné. Je suis à la recherche d'une première machine relativement simple, donc me voilà ! Bonne journée, Martin1 point
-
Bonjour, Voici une impression en PETG CF (ArianePlast), le rendu est top, c'est ma premiere impression en PETG CF.

 1 point
1 point -
Après la théorie la pratique, ça se passe pas trop mal et heureusement que je suis passé sur PRUSA SLICER Les résultats en photos , reste quelques pièces à imprimer ..... Prochaine étape le montage sur mon HYPERCUPE, marlin est prêt

 1 point
1 point -
une petite vidéo très didactique qui montre plusieurs impacts de l'humidité sur un filament lors de l'extrusion et en particulier le phénomène lié à la pression de la vapeur d'eau qui créer le suintement malgré l'arrêt de l'extrusion et qui au final se traduit par du stringing ou des coulures1 point
-
@fran6p Ca y est ! le SFS 2.0 marche bien sur mes deux X Max 3 ! Bon, le problème n'était pas lié à Klipper, mais aux modifications des macros Pause, Resume, Cancel .... que j'ai faites sur la base du post de Printables. Donc voici mes modifications du printer.cfg en ajout pour le SFS 2.0 Attention, j'ai mis un intervalle de détection de l'encodeur à 6 mm car j'utilise un tube prévu pour du Bowden avec un diamètre intérieur de 1,9 mm ################################################# # Filament sensor settings # ################################################# # modification for BTT SFS v2.0 #[filament_switch_sensor fila] #pause_on_runout: True #runout_gcode: # PAUSE # SET_FILAMENT_SENSOR SENSOR=fila ENABLE=1 #event_delay: 3.0 #pause_delay: 0.5 #switch_pin: !PC1 #Macros for BTT SFS V2.0 [gcode_macro KEEP_PRINTING_AFTER_FIL_RUNOUT] description: Trigger to pause the print after a further distance has been extruded variable_end_d: 0 gcode: {% set d_start = printer.print_stats.filament_used|float %} {% set d_end = (d_start + params.D|float)|float %} SET_GCODE_VARIABLE MACRO=KEEP_PRINTING_AFTER_FIL_RUNOUT VARIABLE=end_d VALUE={d_end} M117 Pausing at {printer["gcode_macro KEEP_PRINTING_AFTER_FIL_RUNOUT"].end_d|round(2)} UPDATE_DELAYED_GCODE ID=PAUSE_AT_D DURATION=1 [delayed_gcode PAUSE_AT_D] initial_duration: 0 gcode: {% set d_current = printer.print_stats.filament_used|float %} {% if d_current < printer["gcode_macro KEEP_PRINTING_AFTER_FIL_RUNOUT"].end_d %} M117 Stopping {d_current|round(2)} {printer["gcode_macro KEEP_PRINTING_AFTER_FIL_RUNOUT"].end_d|round(2)} UPDATE_DELAYED_GCODE ID=PAUSE_AT_D DURATION=1 {% else %} PAUSE M117 FILAMENT RUNOUT DETECTED! CHANGE_TUNE # BEEP to notify user to change filament UPDATE_DELAYED_GCODE ID=PAUSE_AT_D DURATION=0 {% endif %} [delayed_gcode DISABLEFILAMENTSENSOR] # This will disable SFS within 1 second after Klipper starts initial_duration: 1 gcode: SET_FILAMENT_SENSOR SENSOR=encoder_fila ENABLE=0 SET_FILAMENT_SENSOR SENSOR=fila ENABLE=0 [gcode_macro SFS_on] # Add "SFS_on" to PRINT_START and RESUME description: Enable Smart Filament Sensor gcode: M117 ENABLING the Smart Filament Sensor G92 E0 SET_FILAMENT_SENSOR SENSOR=encoder_fila ENABLE=1 SET_FILAMENT_SENSOR SENSOR=fila ENABLE=1 [gcode_macro SFS_off] # Add "SFS_off" to PRINT_END, PAUSE and CANCEL_PRINT description: Disable Smart Filament Sensor gcode: M117 DISABLING the Smart Filament Sensor G92 E0 SET_FILAMENT_SENSOR SENSOR=encoder_fila ENABLE=0 SET_FILAMENT_SENSOR SENSOR=fila ENABLE=0 [filament_switch_sensor fila] switch_pin: PC1 # Qidi: !PC1 / SFS: PC1 pause_on_runout: False runout_gcode: SET_FILAMENT_SENSOR SENSOR=encoder_fila ENABLE=0 M117 Filament end detected # PAUSE # [pause_resume] required in printer.cfg KEEP_PRINTING_AFTER_FIL_RUNOUT D={650} insert_gcode: M117 Filament switch inserted # Addon for BTT SFS V2.0 [filament_motion_sensor encoder_fila] switch_pin: PC3 detection_length: 6.0 # accuracy of motion sensor 2.88mm extruder: extruder pause_on_runout: False runout_gcode: M117 Filament motion issue PAUSE # [pause_resume] required in printer.cfg insert_gcode: M117 Filament encoder inserted Et les changements sur les macros Print start, end, pause, resume, cancel .... Ajout des macros SFS_on, SFS_off [gcode_macro PRINT_START] gcode: HOT_CALIBRATE_START SFS_on [gcode_macro PRINT_START_QD] gcode: HOT_CALIBRATE_START SFS_on [gcode_macro CANCEL_PRINT] rename_existing: BASE_CANCEL_PRINT gcode: {% if (printer.gcode_move.position.z) < 200 %} ; check that zhop doesn't exceed z max G1 Z200 F600 {% endif %} G1 X0 Y0 F12000 SDCARD_RESET_FILE PRINT_END BASE_CANCEL_PRINT SFS_off [gcode_macro PRINT_END] gcode: M106 P2 S0 M106 P0 S0 M106 P3 S0 #关闭活性炭风扇 M104 S0 M140 S0 M141 S0 M220 S100 M221 S100 SET_IDLE_TIMEOUT TIMEOUT={printer.configfile.settings.idle_timeout.timeout} ; set timeout back to configured value CLEAR_PAUSE SET_FILAMENT_SENSOR SENSOR=fila ENABLE=0 M84 # SET_STEPPER_ENABLE STEPPER=stepper_x enable=0 # SET_STEPPER_ENABLE STEPPER=stepper_y enable=0 # SET_STEPPER_ENABLE STEPPER=stepper_z enable=1 # SET_STEPPER_ENABLE STEPPER=extruder enable=0 BED_MESH_CLEAR #恢复调平数据 BED_MESH_PROFILE LOAD=default G31 BEEP I=2 DUR=500 SFS_off [gcode_macro PAUSE] rename_existing: BASE_PAUSE gcode: # Parameters {% set z = params.Z|default(50)|int %} ; z hop amount {% if printer['pause_resume'].is_paused|int == 0 %} SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=zhop VALUE={z} ; set z hop variable for reference in resume macro SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=etemp VALUE={printer['extruder'].target} ; set hotend temp variable for reference in resume macro # SET_FILAMENT_SENSOR SENSOR=fila ENABLE=0 ; disable filament sensor SAVE_GCODE_STATE NAME=PAUSE ; save current print position for resume BASE_PAUSE ; pause print {% if (printer.gcode_move.position.z + z) < printer.toolhead.axis_maximum.z %} ; check that zhop doesn't exceed z max G91 ; relative positioning G1 Z{z} F600 ; raise Z up by z hop amount {% else %} # { action_respond_info("Pause zhop exceeds maximum Z height.") } ; if z max is exceeded, show message and set zhop value for resume to 0 SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=zhop VALUE=0 {% endif %} SAVE_GCODE_STATE NAME=PAUSEPARK2 G90 ; absolute positioning G1 X{printer.toolhead.axis_maximum.x/2} Y{printer.toolhead.axis_maximum.y} F6000 ; park toolhead at front center SAVE_GCODE_STATE NAME=PAUSEPARK ; save parked position in case toolhead is moved during the pause (otherwise the return zhop can error) M104 S0 ; turn off hotend SET_IDLE_TIMEOUT TIMEOUT=86400 ; set timeout to 12 hours SET_STEPPER_ENABLE STEPPER=extruder enable=0 SFS_off {% endif %} [gcode_macro RESUME] rename_existing: BASE_RESUME variable_zhop: 0 variable_etemp: 0 gcode: # Parameters {% set e = params.E|default(2.5)|int %} ; hotend prime amount (in mm) {% if printer['pause_resume'].is_paused|int == 1 %} # SET_FILAMENT_SENSOR SENSOR=fila ENABLE=1 ; enable filament sensor #INITIAL_RGB ; reset LCD color SET_IDLE_TIMEOUT TIMEOUT={printer.configfile.settings.idle_timeout.timeout} ; set timeout back to configured value {% if etemp > 0 %} M109 S{etemp|int} ; wait for hotend to heat back up {% endif %} RESTORE_GCODE_STATE NAME=PAUSEPARK MOVE=1 MOVE_SPEED=150 ; go back to parked position in case toolhead was moved during pause (otherwise the return zhop can error) G91 ; relative positioning M83 ; relative extruder positioning {% if printer[printer.toolhead.extruder].temperature >= printer.configfile.settings.extruder.min_extrude_temp %} G1 E{e} F900 ; prime nozzle by E, lower Z back down # {% else %} # G1 Z{zhop * -1} F900 ; lower Z back down without priming (just in case we are testing the macro with cold hotend) {% endif %} RESTORE_GCODE_STATE NAME=PAUSEPARK2 MOVE=1 MOVE_SPEED=150 RESTORE_GCODE_STATE NAME=PAUSE MOVE=1 MOVE_SPEED=10 ; restore position BASE_RESUME SFS_on ; resume print {% endif %} Dans le start gcode du slicer on appelle la macro SFS_on et dans le end gcode la macro SFS_off Cerise sur le gateau du fait de l'utilisation de tube PTFE Capricorn XS entre le détecteur SFS 2.0 et l'extrudeur, je passe maintenant du TPU 98A sans devoir alimenter directement la tête et shunter le détecteur. La detection est active tant sur la fin de filament que sur un problème d'extrusion1 point
-
J'ai achetée aussi du PLA HP (pas du ColorFabb) car il était en promo moins cher que le PLA standard et j'ai aussi une surface beaucoup moins belle avec mais pas de bouchage, j'ai par contre pleins de warping (j'aurai du prendre du standard car la j'ai 3 bobines que j'ai pas envie d'imprimer...). Va falloir quant même que je le passe donc faire des essais pour trouver les bons paramètres d'impression mais c'est bien la dernière fois que j'achète des filaments moins bas de gamme car je suis toujours emmerdée avec les filaments plus cher...1 point













.thumb.png.cf91b9255a0fd229165d1133da6f304c.png)