Classement




Contenu populaire
Contenu avec la plus haute réputation dans 09/02/2025 Dans tous les contenus
-
alors une chose très marrante que nous a offert un nouveau membre @johok dans le premier sujet qu'il a ouvert sur le forum, remercions le @pascal_lb a tout de suite réagit ... on ne sait pas pourquoi Tronxy ne sait plus quoi faire pour attirer les nouveaux clients mais rend ces imprimantes de plus en plus polyvalentes
 4 points
4 points -
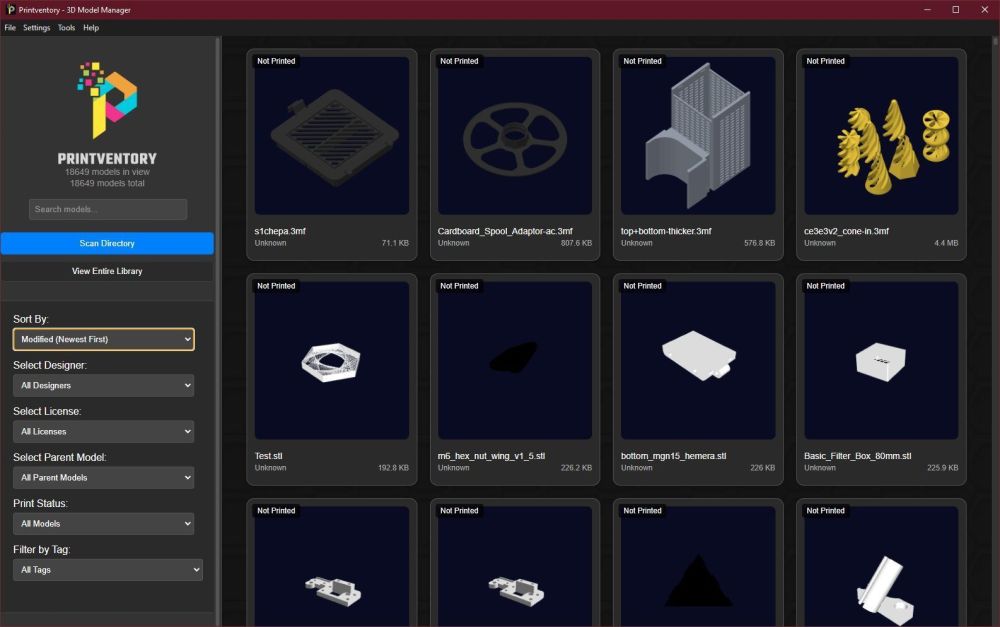
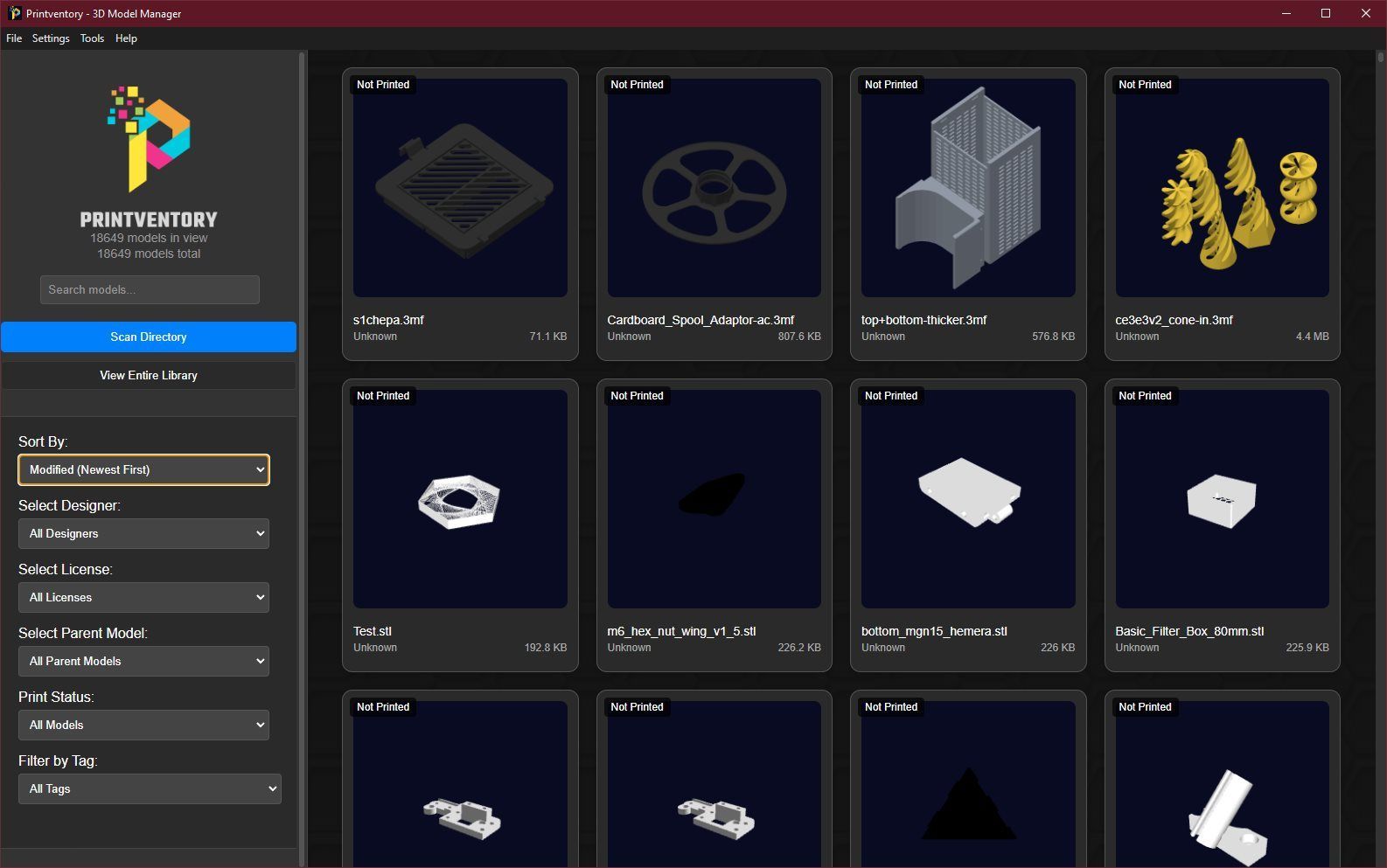
Juste pour information Peut-être que d'autres connaissent déjà le logiciel Printventory. C'est un outil permettant de gérer une collection de fichiers d'impression (stl, 3mf, obj). Une fois installé, il suffit de lui indiquer quels répertoires contiennent les modèles. Il scanne ensuite ces emplacements pour afficher, après un certain temps, les vignettes des fichiers. Ça, c'est la partie la plus facile. Restera ensuite à les taguer, les grouper si on veut pouvoir les retrouver ultérieurement. Pas mal de possibilités, mais attention, c'est encore en phase beta et quelques bugs pourraient être rencontrés (pas eu pour le moment malgré une collection récoltée de-ci de-là au fil des années (+18000 fichiers)).
 3 points
3 points -
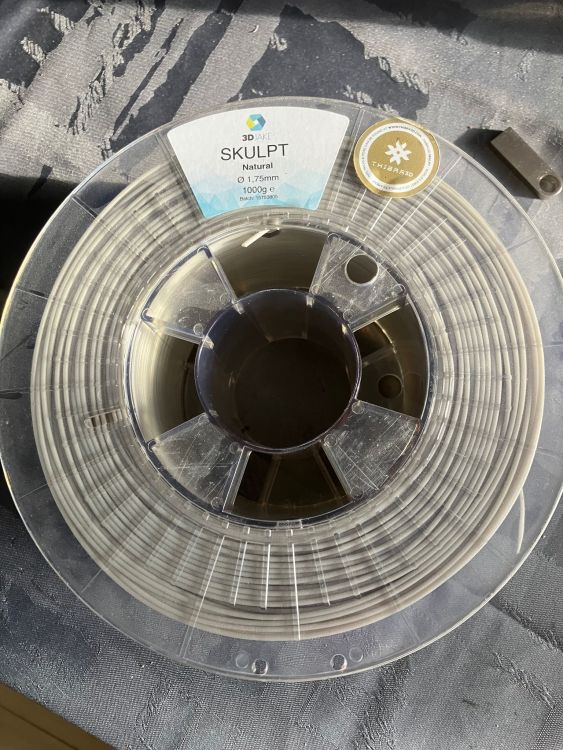
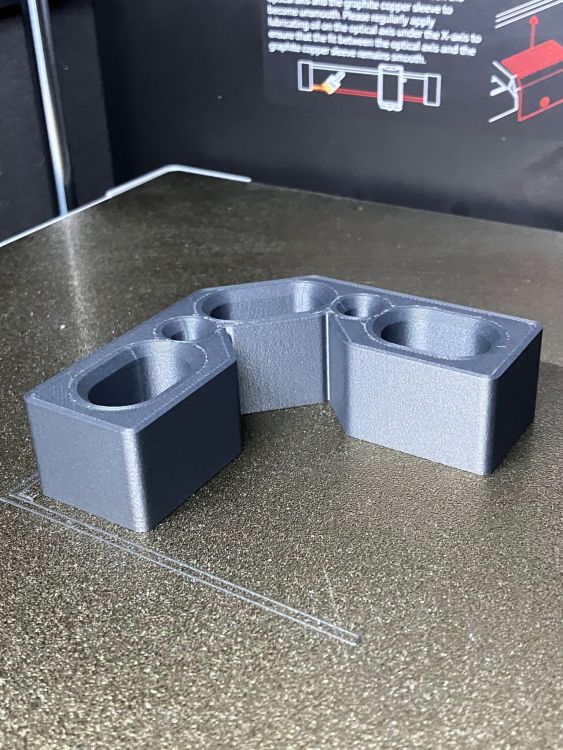
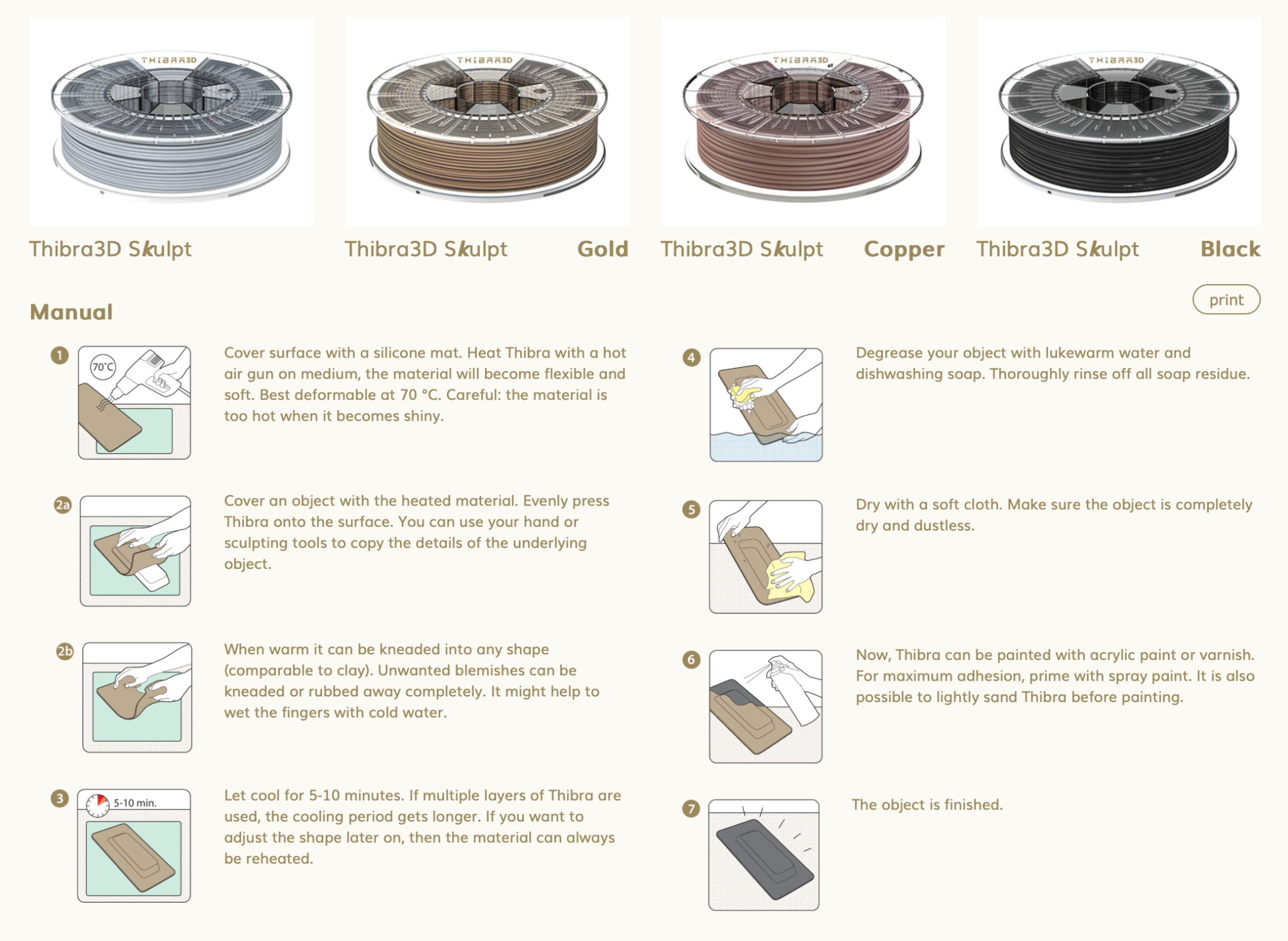
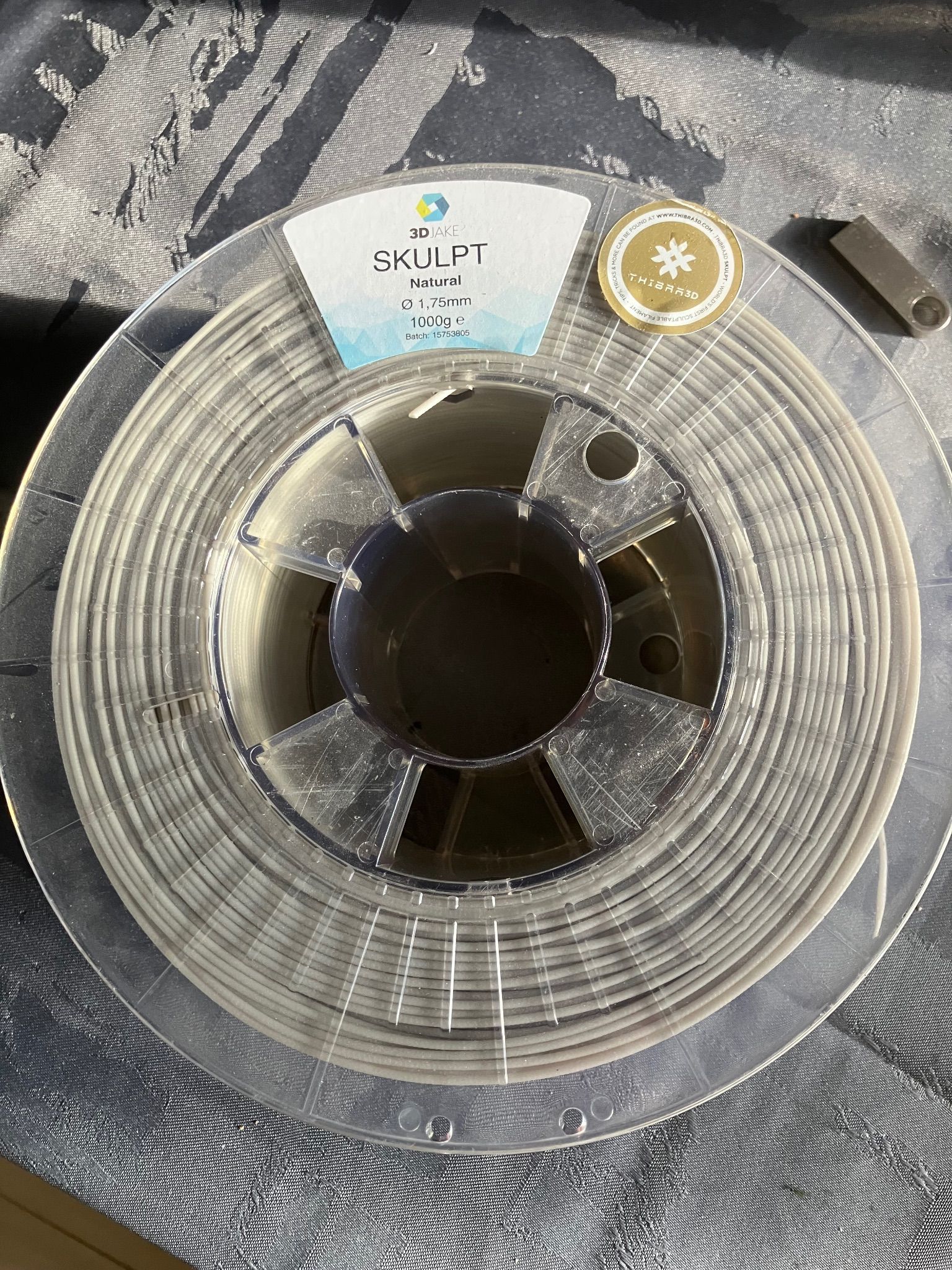
j'entame un sujet ouvert à tous bien sûr , l'idée est de parler des filaments disparus (si si ça existe ) , ceux auxquels on ne pense pas car peu commercialisé ou ceux qui ont une ou des caractéristiques particulières et peu utilisé car difficiles à imprimer etc etc je commence donc par un filament disparu, le THIBRA3D SKULPT proposé en 2018 assez confidentiellement par THIBRA une société Hollandaise bien connue dans le domaine de l'art, du design et de la décoration qui commercialise depuis un bon moment une gamme de matières plastiques techniques il s'imprime comme un PLA et peut être ensuite modeler entre 70 et 90 degrés ... indéfiniment disparus car il n'est plus disponible à la vente depuis un bon moment hélas (il ne me reste plus qu'une bobine entamée !) voici la gamme et le mode d'emploi ça permet énormément de choses, pré forme avant sculpture, moulage d'empreinte, thermoformage etc etc ... les amateurs de cosplay avaient à l'époque tout de suite percuté sur les possibilités

 2 points
2 points -
En tous cas, ce que je peux te dire, c'est que c'est assez facile de l'extérieur (python, jeedom, home assistant, mais aussi Freecad....) de récupérer les données de l'imprimante et de l'impression en cours (position de la tête, température du bed, temps d'impression, avancement etc.. et d'agir (lancer une impression, mettre sur pause, envoyer un GCode etc..) Je pense que tu as vu les tutos qui traitent de ça ? Pour le reste, il est recommandé de ne pas mettre à jour le Linux de l’imprimante etc. Bref, ne pas toucher à tout sans prudence et sauvegarde, mais c'est une autre histoire. Mais c'est ouvert dans le sens que l'on peut accéder au Linux en question via SSH (putty ou équivalent). J'ai pu ainsi par exemple aller fouiller dans les fichiers de configuration.2 points
-
J'utilise Creality Print 6 et ne rencontre que quelques bug non pénalisant (démarrage de l'impression qui ne se fait pas, par intermittence) , je n'utilise pas de filament Creality ou Hyper (qui n'ont d'hyper que le nom et le prix), mes impressions sont nickels, donc pour moi pas de souci avec Creality Print 6. Mais pour tout comprendre j'ai essayé Orca Slicer en Parallèle et là j'ai tout compris, sur la multi-couleur et le reste. Quelques exemples Pla meta Sunlu, Pla mulicolor rouge-vert-jaune Sunlu



 2 points
2 points -
si Pablo était encore parmi nous il aurait fait exploser les ventes de Tronxy2 points
-
alors une impression de 1 h 28 en polycarbonate à 20 % de fibre de carbone, pour très très très très bonne rigidité et une excellente résistance à la température couche 0.2 mm, s'imprime sans colle, plateau à 105 degrés, enceinte à 55 degrés aucun délaminage ni décollement, 1h28 ... un bonheur ce filament ... vive la PLUS4 spécial Tag à @vap38 on en parlait hier et à @Moucklee on en parlait tout à l'heure


 2 points
2 points -
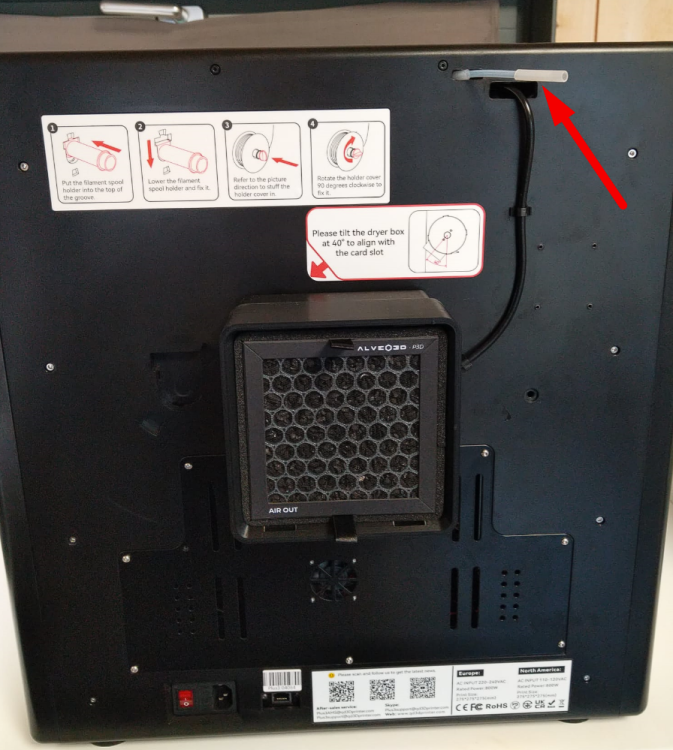
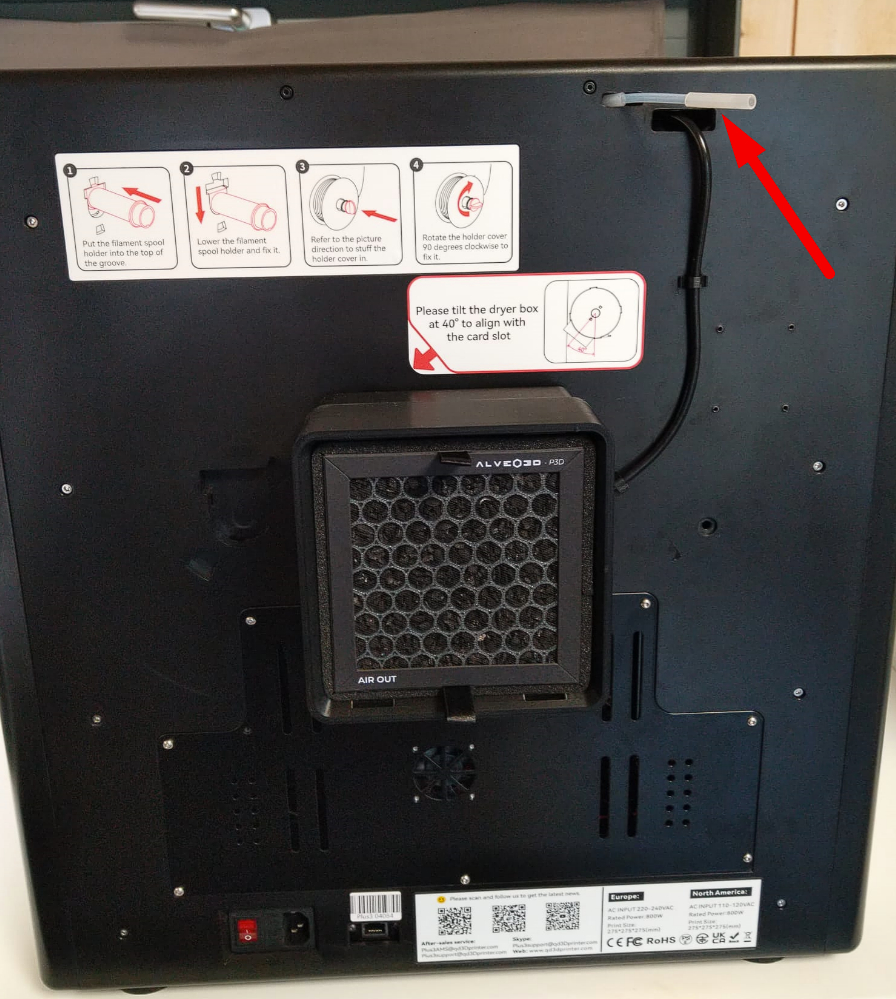
Salut, C'est fait, et ça fonctionne très bien. Test ce midi : Imprimer avec la porte et le dessus fermé, ventilateur filtré arrière en vitesse 100%, plus d'odeur dans le bureau et la température de la chambre ne monte pas, c'est top. Et en plus, le faite de fermer l'imprimante réduit le bruit. Je trouve même que dans cette configuration (avec ventilateur arrière à 100%), elle est moins bruyante qu'avant (porte ouverte), c'est Top ! 3D : - J'ai modifié (me suis appuyé dessus) le fichier de V3DP, pour gagner en profondeur totale, en effet, je n'ai pas beaucoup de place derrière mon imprimante. Je n'aime pas trop m'appuyer sur des fichiers 3D existants, mais les fichiers de V3DP étants d'exelente qualités (ça se voie rapidement), je n'ai pas été embêté. Installation : - Nikel, ça passe au millimètre. J'ai coupé en hauteur la tôle arrière en alu, pour pouvoir rentrer de 5mm le bloc, tout est vissé par l'intérieur de l'imprimante. Divers : - J'en ai profité pour déplacer le détecteur de filament coupé à l'intérieur de l'imprimante. L'insertion du filament dans l'imprimante passe de "vertical bas vers le haut" (origine pas très pratique) vers "horizontal arrière vers l'avant". (flèche rouge). - J'ai également collé les 4 patins caoutchouc au silicone (ils ne s'enlèveront plus à chaque fois que tu soulèves l'imprimante). La prochaine fois que je démonte, je mets un interrupteur en façade. Bon Dimanche à tous. Merci encore pour l'aide. Partie 1 (modélisée en m'appuyant sur le fichier de V3DP) Partie 2 recavant le ventilateur (modélisée en m'appuyant sur le fichier de V3DP) collée sur la partie 1


 2 points
2 points -
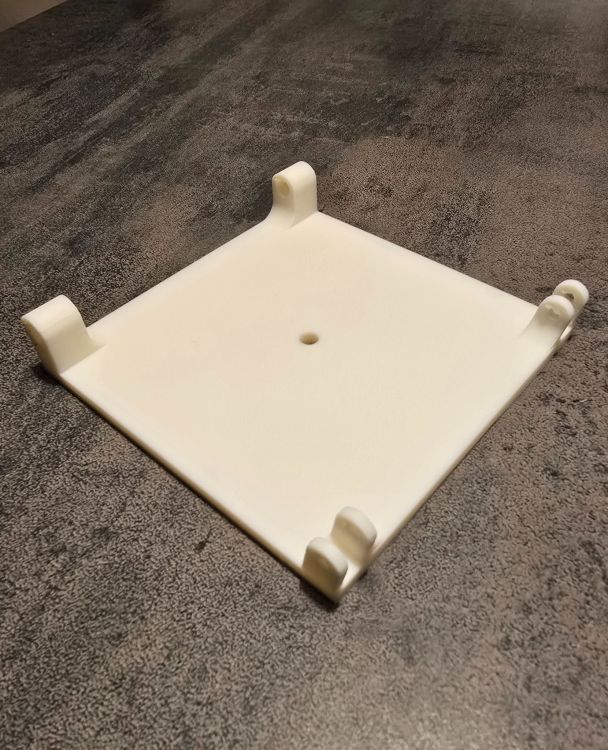
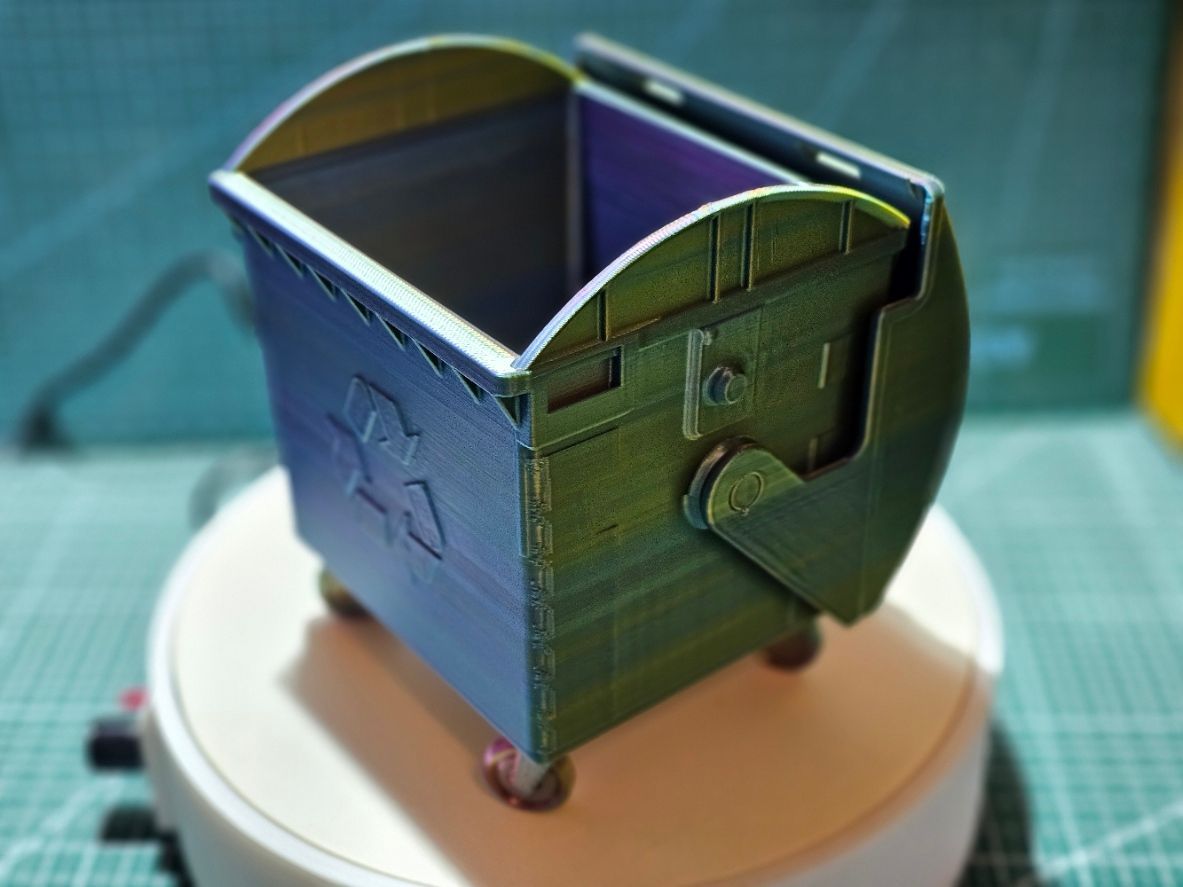
J'aime bien l'objet, essai de mon côté :
 2 points
2 points -
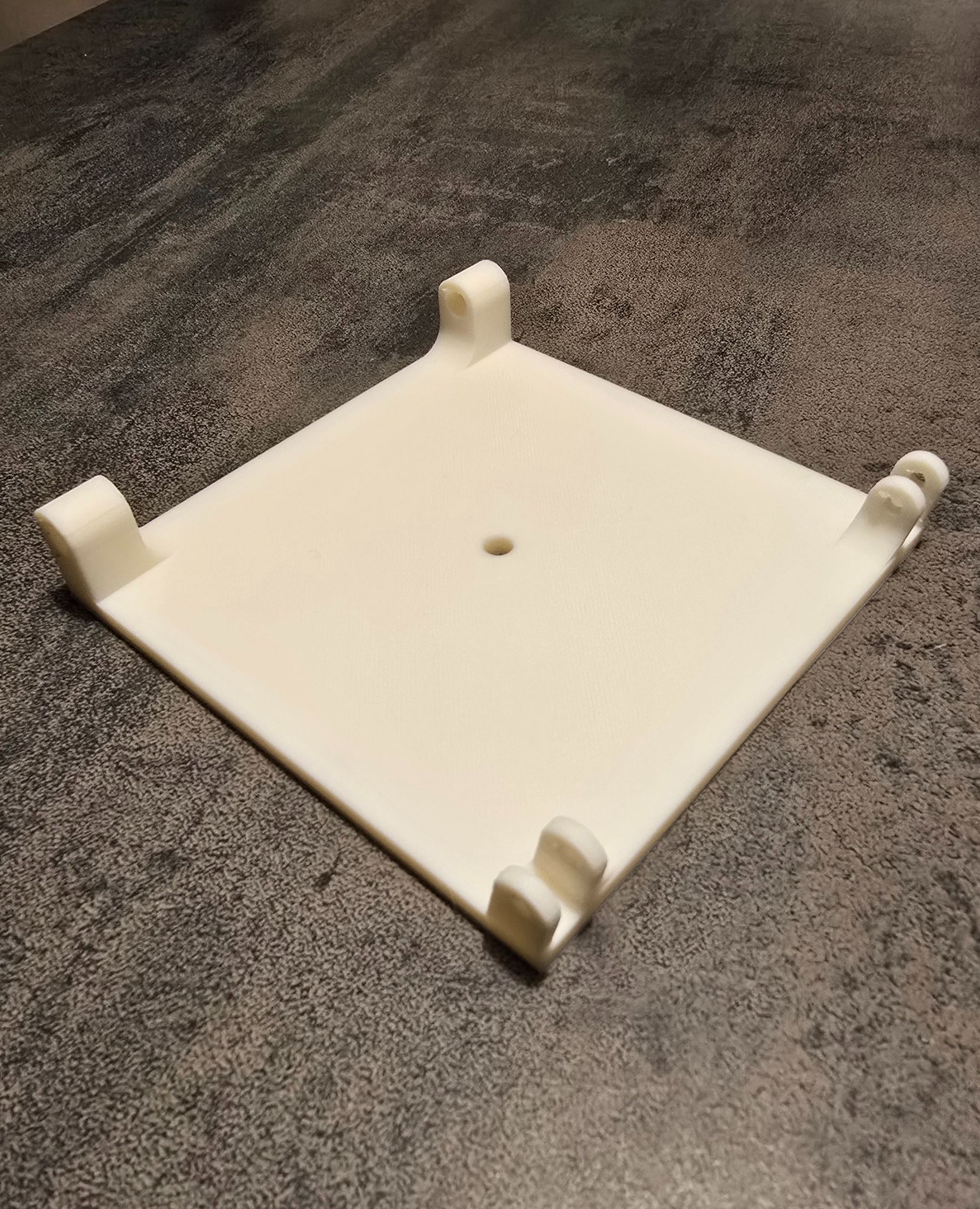
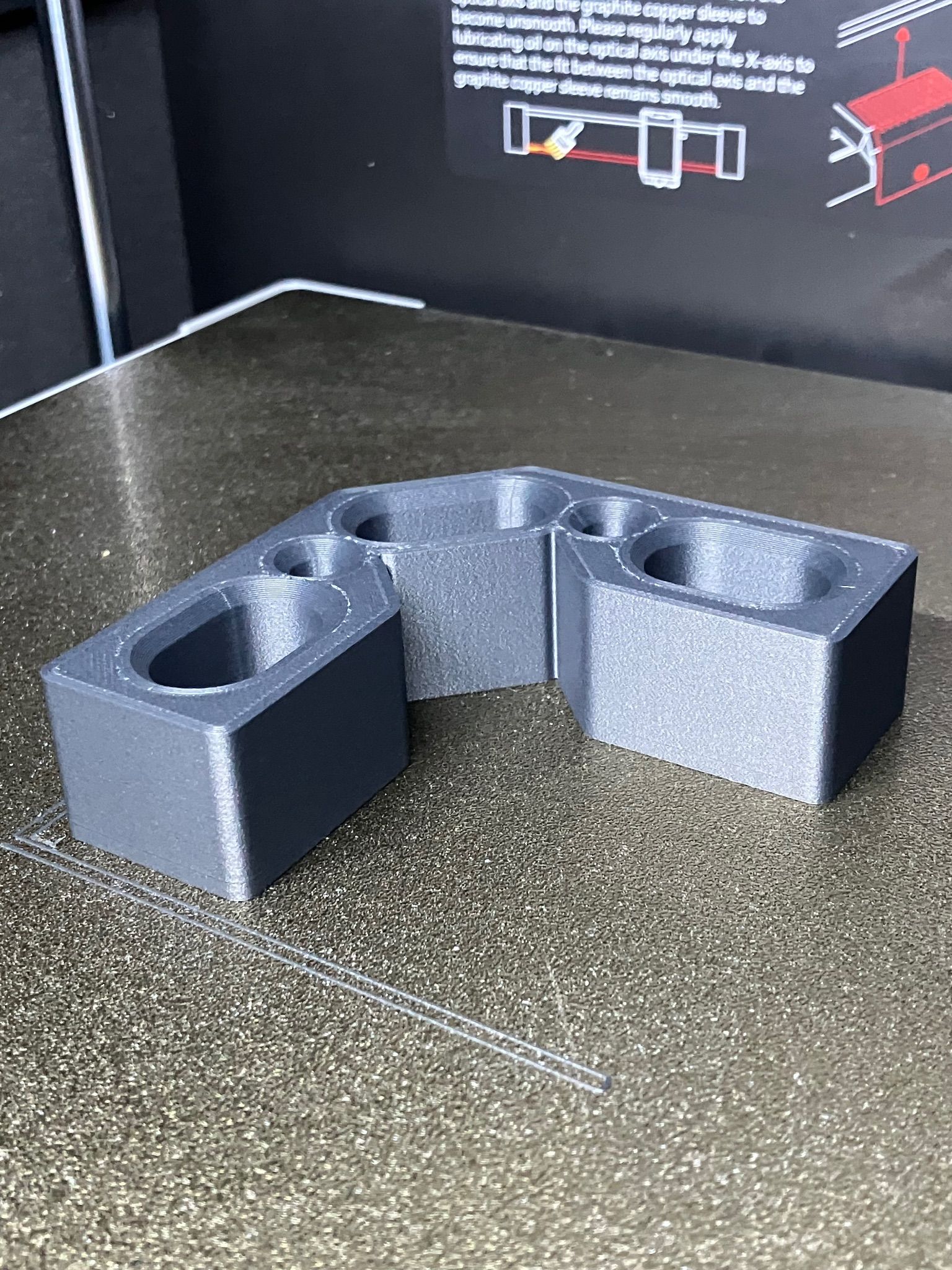
Et ..... Nous avons un gagnant ! Au lieu d'un crayon, madame y met un coupe-fil, mais c'est bien un porte-ciseaux dans la spécification initiale. Madame adore cette réalisation


 2 points
2 points -
oui j'ai vu ça, c'est une imprimante très polyvalente2 points
-
J'aime bien la traduction sur Aliexpress "Tronxy Moore-Mini imprimante 3D en argile, extrusion de marijuana liquide, céramique, poterie, impression 3D, 180x180x180mm, 1 pièce"2 points
-
+1 que dire de plus à part bravo @silvertriple une question tes schémas en transparence, tu les as fait sous quel logiciel, le rendu et la compréhension sont top2 points
-
Je pense que tu parles du calibrage du nivellement. Je parlais du calibrage de l'extrudeur ; tu demandes 100mm et il sort 100mm de filament. C'est une opération avec mesures au pied à coulisse, comme la calibration des axes X, Y et Z. @pjtlivjy doit être sur la bonne piste, essaies d'augmenter le nombres de parois sur la partie supérieure, pas dans ton trancheur mais dans ton fichier source où la pièce a été dessinée.2 points
-
Le problème vient du choix des pièces imprimées qui ne présentent pas assez de difficultés. C'est un peu comme les tests des voitures sur des bancs d'essais qui donnent de bons résultats, mais en conditions réelles les thermiques polluent plus, consomment plus, et les électriques ont une autonomie nettement moins bonne. Il faut trouver des pièces et des matériaux qui mettent les imprimantes en difficultés, de telle sorte qu'aucune imprimante actuelle n'arrive à la note maximale : - Imprimer en ABS basique des pièces de grande taille avec une géométrie occasionnant des problèmes d'adhésion et de déformations - Imprimer des lithophanies sur différents volumes et orientations, ça ne pardonne pas, par transparence les moindres défauts apparaissent ; - Imprimer des assemblages print-in-place avec des difficultés (engrenages, pas de vis, ...) et mesurer la précision et le jeu - Imprimer des taraudages et des filetages, avec différents pas de plus en plus fins - Imprimer des pièces hautes et fines (mise en difficulté des bedslingers, et vérification de l'amortissement des vibrations des Core XY) - Imprimer en mode vase, avec une géométrie difficile - Imprimer aussi des pièces multicouleur avec du blanc, pour voir si le blanc est pollué par les autres couleurs ou des traces de brûlé Tous ces tests doivent être fait avec du PLA mais aussi un filament technique (l'ABS basique est un bon candidat pour les imprimantes en enceinte chauffée) Là on verra des différences et quelle imprimante s'en sort le mieux Ces tests seront influencés par les slicers, mais c'est bien, car les imprimantes sont souvent utilisées avec le slicer proposé par le fabricant. Il est pertinent de tester le couple imprimante/slicer Des tests plus sévères auront aussi l'avantage de comparer avec des imprimantes très haut de gamme ou professionnelles Je ne comprend pas pourquoi les testeurs ne pensent pas à imprimer des lithophanies. C'est très sévère. De plus, une lithophanie, même de grande taille, c'est une paroi fine, ça prends moins de temps à imprimer que de grosses figurines tape-à-l’œil. Quand @Kachidoki avait testé la MK4, je lui avait envoyé les STL de mes abats jour en lithophanie de personnages de magical girl. Il y avait aussi @PPAC qui en avait imprimé. Les résultats étaient intéressants, car les pièces imprimées avec les imprimantes plus récentes que ma vielle MK2s était un peu meilleurs mais avaient des défauts visibles.2 points
-
Après de longs mois de travail et d'attente, il est enfin là! Wiki disponible ici : https://guilouz.github.io/FLSUN-S1-Open-Source-Edition/home.html
 1 point
1 point -
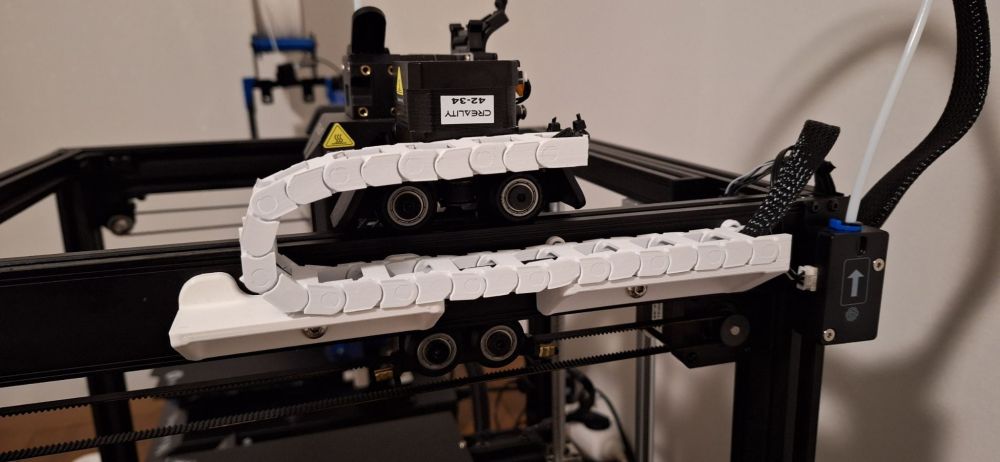
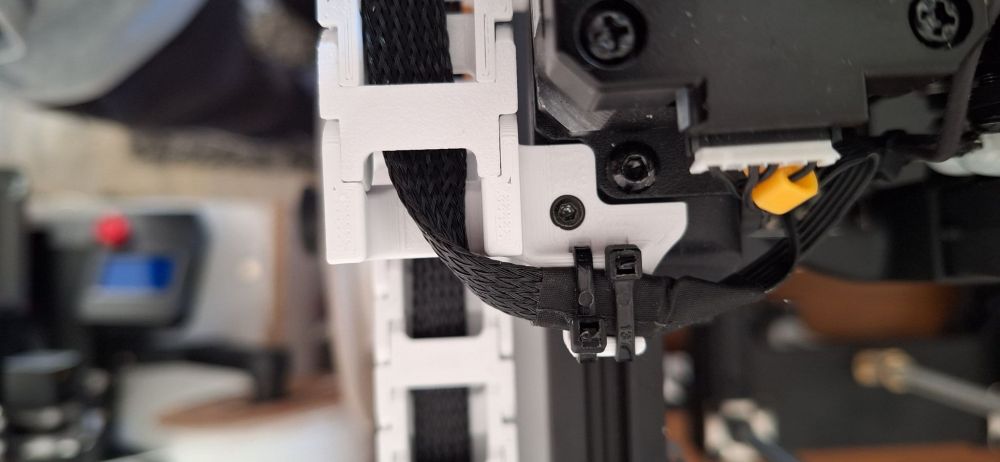
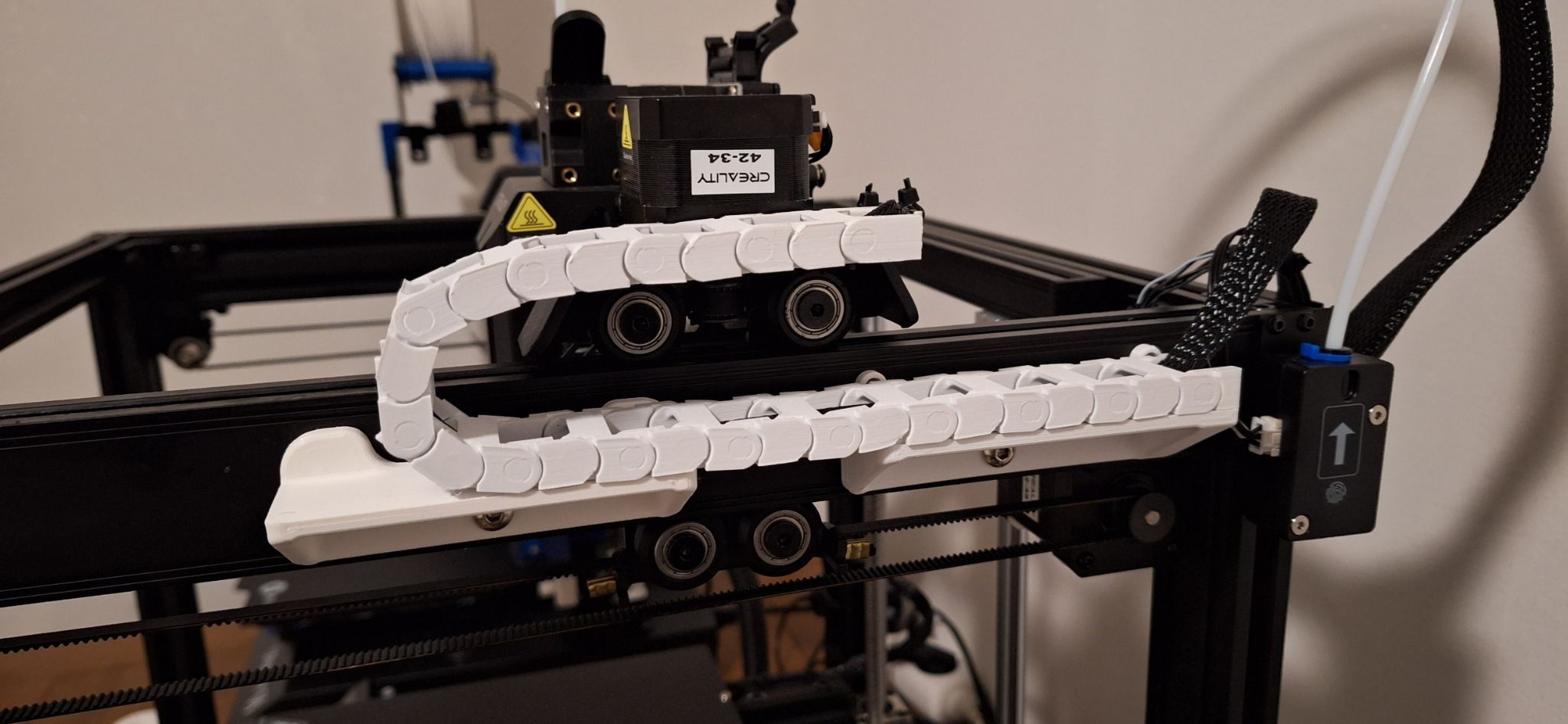
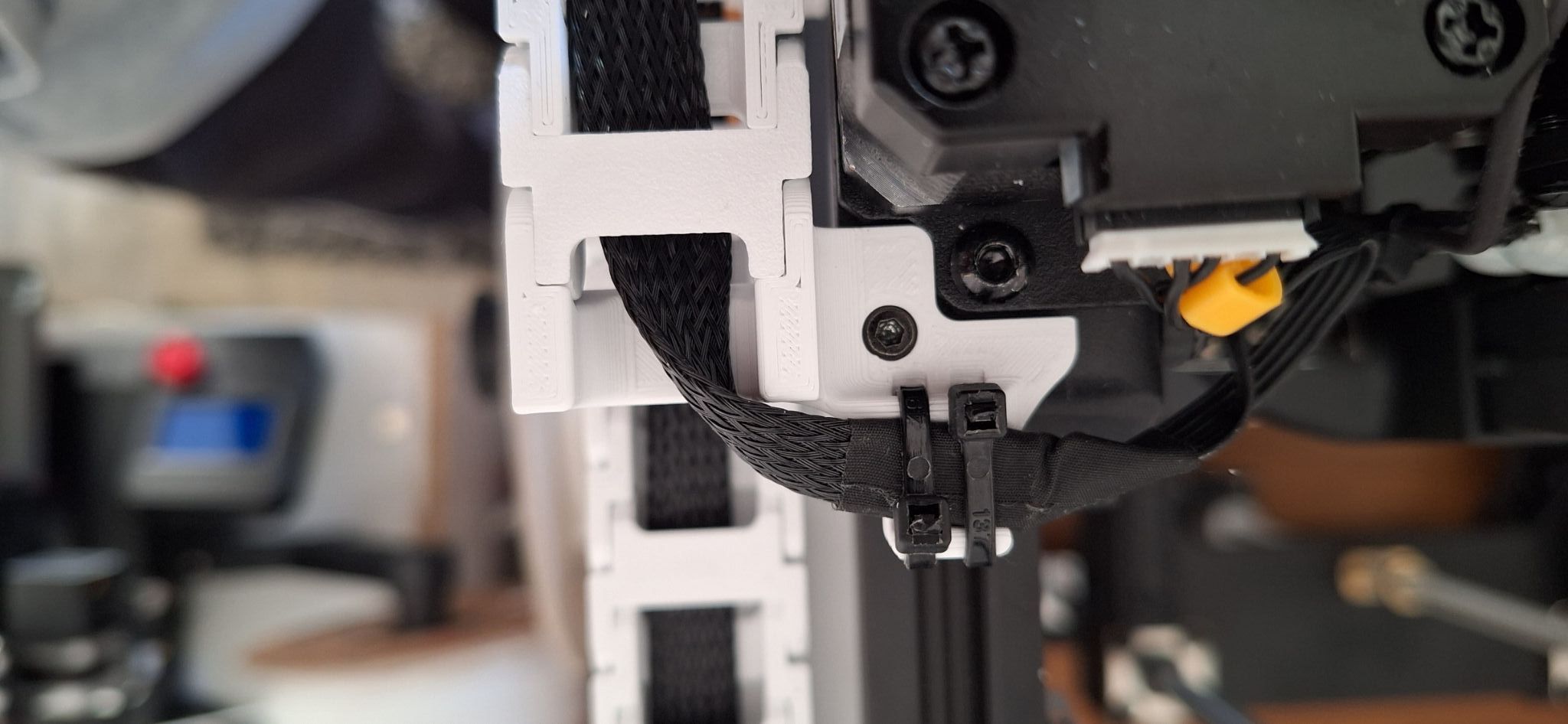
Voici ma première amélioration, sur ma Ender 5 S1, il s'agit d'une chaine guide câbles pour la tresse d'alimentation du moteur X et de son fin de course. J'ai créé cette chaine car le passage de la tresse prévu d'usine me déplaisais. Il y avait trop de mouvement de câbles au niveau des connecteurs du moteur X, malgré le rajout d'un deuxième collier sur la fixation d'origine. Vue d'ensemble du résultat: Détail de la pièce de fixation près du moteur: Détail de l'impression des deux maillons constituant la chaine: Les maillons sont modélisés sur Fusion360, vous pouvez observer le repère I et II dans les maillons afin de bien identifier, lors du montage, le maillon inférieur du maillon supérieur. J'ai imprimé les mailons sur une Ender 2 Pro (équipée d'une carte mère de Ender 3, Mais comment est ce possible? Sujet d'un futur post ?) En conclusion: -Les câbles au niveau du connecteur sont maintenant parfaitement immobiles. -La chaine s'assemble sans débrocher le câble. -Je perds la poignée droite, car je réutilise les trous taraudés des vis de la poignée pour fixer les deux supports de la chaine. -Mais pourquoi en Blanc ? Mais enfin, parce qu'en Bretagne on reste collé au couleur du "Gwen a Du" (un Grand Salut également à tous les forumeurs de toutes nos belles régions de France, comme ça je ne risque pas d'être tapé ! ) A bientôt.

 1 point
1 point -
On ne va quand même pas se laisser faire par quelques petites imprimante 3D ! vu le mal que j'ai eu à obtenir 0,25 on va attendre un peu. Je voudrais bien en profiter un peu et en plus elle tourne pour le moment.1 point
-
Hello, Sur sa chaine youtube, TechNapa a testé cette machine. Il explique ici comment l'installer sur Cura. Bon courage1 point
-
Ce sont plutôt des lettrages style graffitis que je chercher à faire1 point
-
comme quoi @johok c'est typiquement le genre d'exercices que l'on fait en recherche de forme en école de design ou école d'arts appliqués1 point
-
Bonjour, il fût quelques années en arrière, je me suis lancer dans l'apprentissage de la modélisation 3D, je me souvient d'un jour, ou je me suis dis, ouf si je pouvais sortir ma réalisation 3D de l'écran de mon PC et al touchée, a l’époque je n'avais pas entendu parler de l'impression 3D. Puis l'impression 3D est arrivé, alors je me suis acheter ma première imprimante, et tout à commencer.
 1 point
1 point -
Bonjour @johok bienvenue chez les imprimeurs fous1 point
-
Est-ce un support pour un outil ? Support pour ciseaux ?1 point
-
Non, je pratique pour le plaisirs1 point
-
cool ces formes , tu es designer ou dans un métier artistique @johok ?1 point
-
si tu as le temps de faire une présentation, j'aurais tout plein de questions à te poser @johok tu sais quand tu vas la recevoir ? pour avoir eu une Tronxy par le passé, ils font de chouettes trucs j'espère que tu pourras la faire fonctionner avec une autre slicer que Cura car pas très convivial je trouve n'hésites surtout pas à envoyer un email au SAV ils sont plutôt réactifs et le nouvel an Chinois étant bientôt fini ils vont se remettre à travailler1 point
-
@johok ça serait cool de présenter cette imprimante qui n'est pas si courante et qui en plus m'intéresse je dois te l'avouer voilà j'ai retrouvé ce que je cherchais c'est ici1 point
-
ils ne t'ont pas fourni un lien ? @johok1 point
-
bonjour @johok pourquoi Cura ? Tronxy avait développé un slicer il me semble1 point
-
pour affiner la chose, est ce la hauteur de cette couche de changement correspond à un multiple entier de hauteur de couche ?1 point
-
Le travail que tu fais est impressionnant par sa qualité et son volume ! Que ce soit ta modélisation, l'impression des pièces ou même le guide que tu prévois, c'est juste un truc de fou et une chance inouïe pour la communauté ! Merci à toi pour le partage, et surtout félicitation pour ces très belles réalisations1 point
-
Hello, Tu peux déjà viré toutes les imprimantes de t'as liste sauf les 2 QIDI aucune d'entre elles ne dispose de chauffage de caisson. Les 2 QIDI sont taillé pour le filament technique dans l'ensemble, à savoir, extrudeur en acier trempé, hotend complet en métal et buse Bi-Metal, avec chauffage de caisson en série. la Q1 Pro étant la nouvelle version de chez QIDI avec la PLUS 4, quand à la PLUS 3 elle est bien mais commence a être dépassé en terme de technologie. la Q1 Pro c'est - Température Hotend max 350° - Chauffage caisson 60° - Température max Bed 120° - Double Z indépendant & leveling automatique - Double isolation pour garder la chaleur a l'intérieur du caisson. - Structure entièrement en métal avec renfort. - Vitesse d'impression 600mm/s en couche de 0.12 et 300mm/s en couche de 0.2 avec des accélération a 20k Cette machine est capable d'avaler des kilomètres de filament charger en toutes sortes (Fibre de verre & Carbone, Bois, Metal et autre composite) sans bronché. Bref c'est la mieux équipée et cerise sur le gâteau c'est la moins chère 450€ sur le site constructeur -5% si tu t'inscrit a leur Newsletter donc 426€ (Avec ou sans FDP ???)1 point
-
@Lydminh je déplace dans la bonne section1 point
-
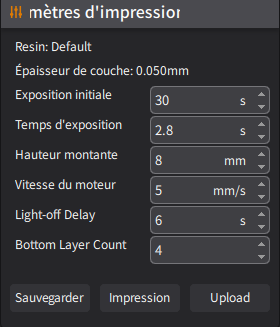
L'écran fonctionne correctement. Niveau paramètre d'impression, cela donne ça :
 1 point
1 point -
bonsoir @Ellionas tu peux faire une copie de tes paramètres d'impression ? quand tu testes l'écran ça fonctionne correctement ?1 point
-
Non non plus. Indice : le trou rond traversant était initialement pour alléger le schmilblick même s'il peut servir de porte crayon. C'est l'autre trou qui rend le schmilblick opérationnel. Que peut-on mettre dans ce trou ? Demander à vos dames...1 point
-
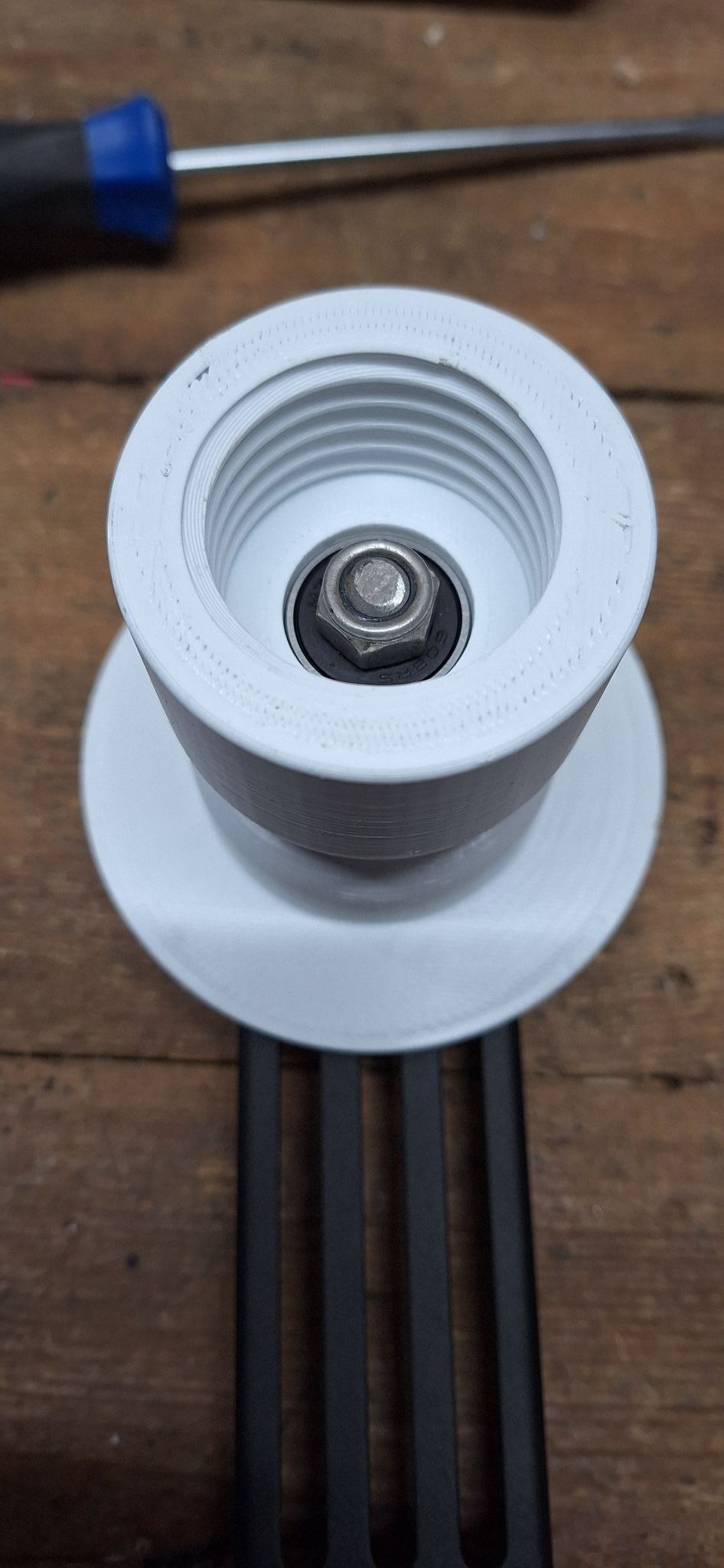
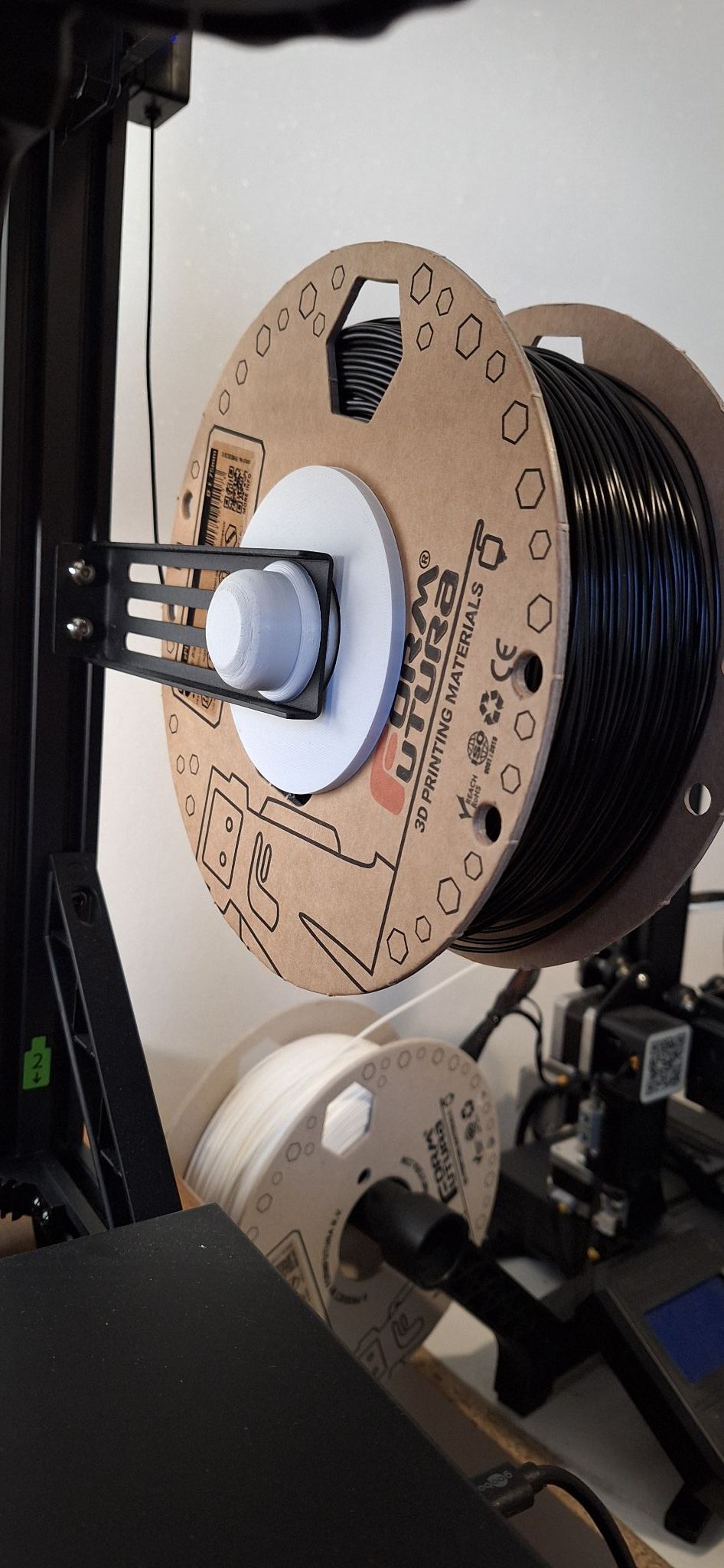
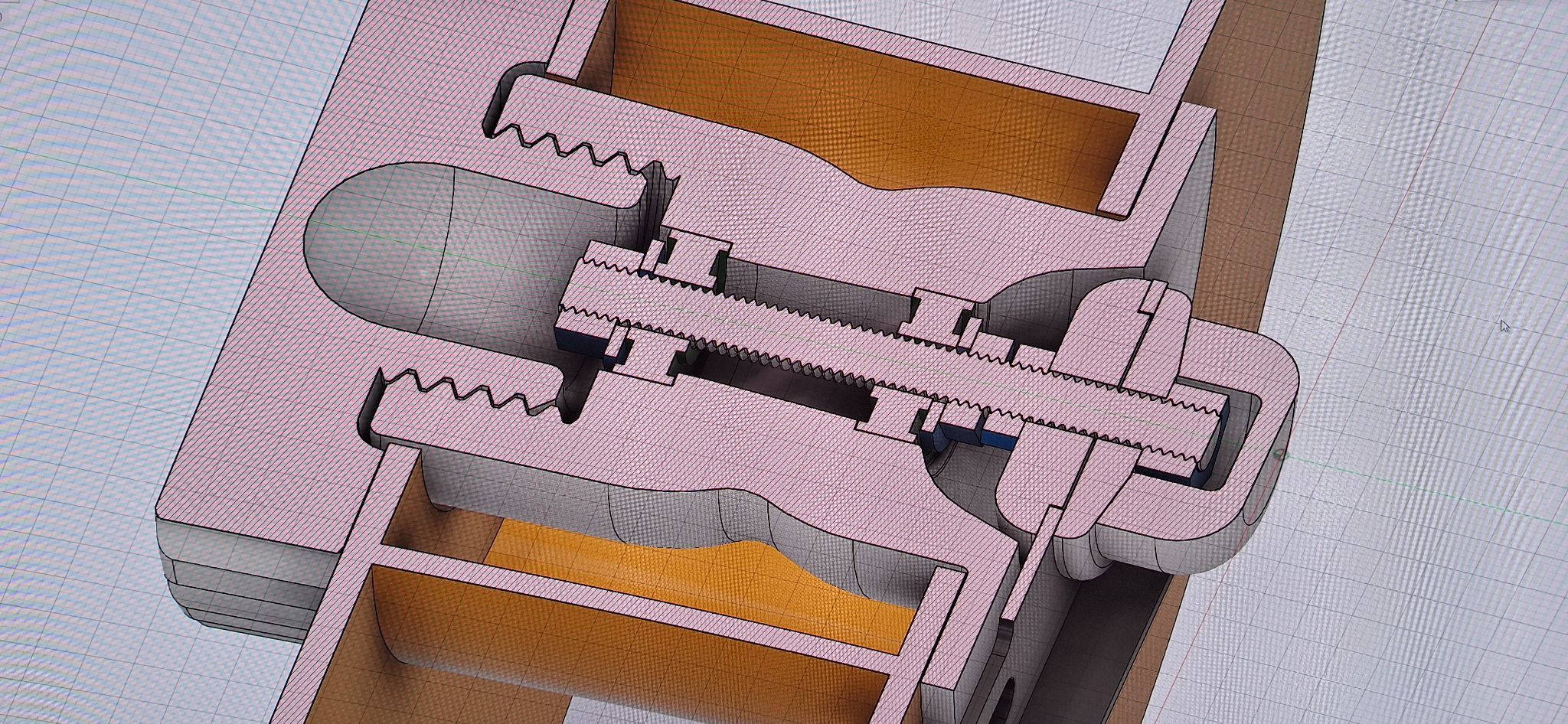
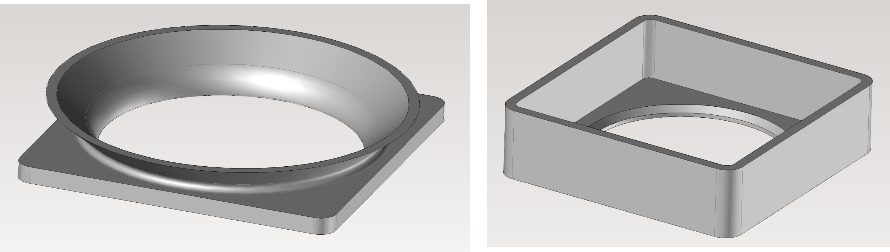
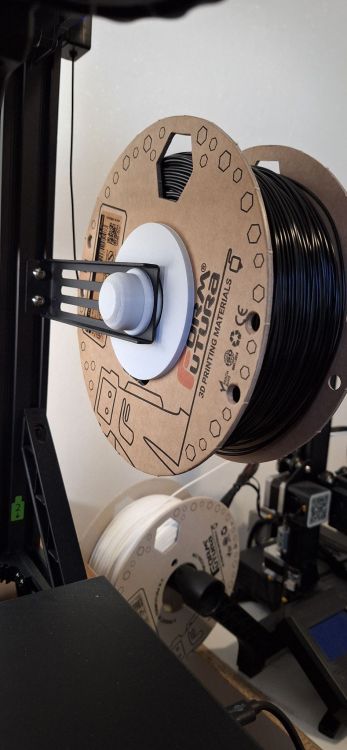
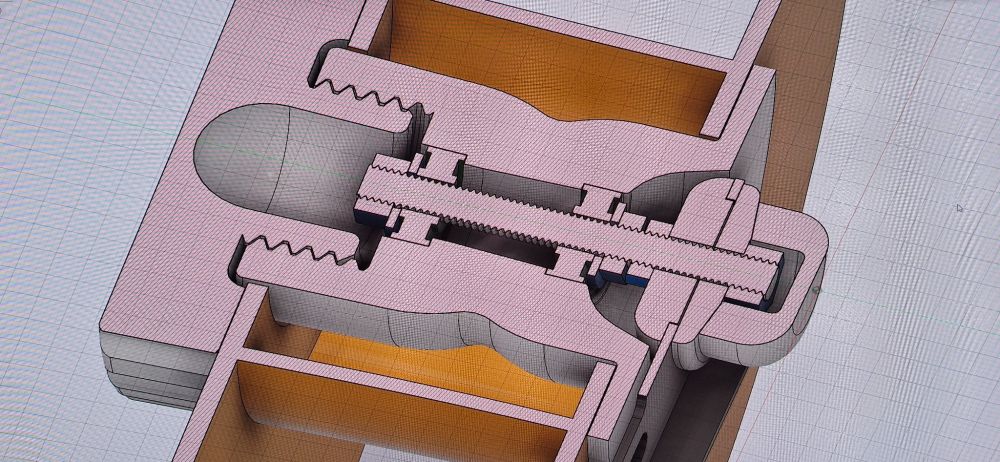
J'ai continué mes amélioration sur la Ender 5, maintenant le dérouleur de fil est monté sur deux roulements: Avec la tige filetée et l'écrou frein: Le montage sur le support: Le résultat final: Bonus, le schéma de coupe:



 1 point
1 point -
Alzheimer me guette je crois, je ne me souviens plus du tout de ça ?1 point
-
Je viens de lire l'article, il est assez intéressant même si je trouve qu'il tourne un peu en rond sur : c'est bien, c'est mieux, c'est plus rapide, c'est plus "refined" tout en mettant une note globale inférieure à celle de la MK4S. Ce qui m'embête c'est le tableau de mesures du "print quality" justement, soit je le comprend mal, soit il n'y a aucun chiffre juste hormis 'x error' et 'x average error'. Toute la partie Y est totalement à l'ouest. Même le total des points donne 30 sur 30 alors que j'en compte 25. En comparant avec le test de la MK4S fait sur le même site, apparemment la partie précision dimensionnelle compte pour 5 points, probablement un oubli. Si je continue les comparaisons sur le même site justement, les tests de la MK4S, Core ONE et X1C donnent respectivement 30, 30 et 27.7 sur 30 pour la "qualité d'impression" et 5, 4.5, 4.5 sur 5 pour la note globale. C'est une comparaison peu pertinente à mon sens, mais ça alimente les résultats des tests de CNC Kitchen qui montrent que selon le modèle imprimé, une machine passe devant l'autre. Ca prouve bien que toutes ces machines sont dans un mouchoir de poche et que ça commence à être compliqué de "mesurer subjectivement" (antagonisme) ce qui rend une machine meilleure qu'une autre. C'est un peu comme la course aux pixels sur les SLA, à un moment donné nos yeux ne perçoivent plus la différence et d'autres paramètres rentrent en compte pour juger de la qualité d'une impression.1 point
-
@pjtlivjyQuand tu parles ventilateur de brassage, c'est celui qui est sur le côté gauche de l'imprimante, pas celui qui permet d'évacuer via le filtre à charbon les produits nocifs dus à l'impression1 point
-
pas tous heureusement même si chez certain je suis d'accord avec toi, la politique commerciale est surprenante mais n'oublions pas que nous avons un regard Français et Européen et comme tu le dis ils font du business à grande échelle1 point
-
Vachement impressionnant ! J'imagine qu'il y a des paramètres qui permettent de gérer l'anticollission de la tête avec l'impression parce que c'est un beau piège lorsqu'elle n'est plus planaire mais 3D. Par contre il n'y a pas à dire ça en jette !1 point
-
toutes les résines à base de plante, water washable sont plus sensibles à l'humidité et ont tendance à absorber plus l'eau ou le solvant avec lesquelles ont les nettoie et ont tendance à gonfler si elles sont exposés trop longtemps lors du curage après nettoyage je généralise car c'est lié à leur formulation, il est possible que certains fabricants aient minimisé ce problème avec des stabilisateurs et des additifs mais je ne les connais pas et comme côté information les fabricants ne sont pas très bavards1 point
-
J'ai changé 5 bons de 40€ vers 1h du matin, et cela à été validé ce matin vers 8h, à 10h j'ai pu commandé une A1 Mini, merci Bambu Mais en effet tu as raison, ils ont changé je pense leur politique, car avant c’était instantané et maintenant ça peux prendre jusqu’à 5 jours ouvrée, je vous retiendrais informer lorsque j'aurais reçu la bête1 point
-
Je pense aussi que c'est une vanne d'un ex Prusa fanboy devenu un BB fanboy. Je me suis abstenu pour ne pas polluer ce topic comme précisé deux messages plus tôt mais ça n'a pas suffit... En regardant d'un peu plus près le kit de conversion j'ai remarqué une petite phrase toute discrète : Etant donné que ma première MK4 avait déjà une alim noire, et de mémoire les dernières MK3S+ aussi (mais pas les miennes), je pense qu'il s'agit d'un cas de figure particulier lorsqu'on vient d'une version lointaine et qu'on a upgradé au fur et à mesure. Ce qui voudrait dire qu'il y a une rupture de compatibilité à un moment donnée dans la chaine. Ca aurait été bien qu'ils l'écrivent clairement, ceux qui sont fans des upgrades vont peut-être avoir la surprise en tentant de monter l'alim. C'est comme pour le xLCD, il y a deux versions des kits d'upgrade MK4->MK4S et MK4S->Core ONE. Le "old xLCD" vient avec une face avant imprimée uniquement, et le "newer" vient avec une face avant injectée ainsi que le capot arrière. Autant ici c'est écrit clairement qu'il faut faire attention à la version, autant j'ai du fouiller dans les manuels pour savoir qu'elle était la différence réelle entre les deux versions. Dans tous les cas il ne s'agit que de cosmétique, la seule chose qui change c'est le marquage, pour correspondre à la nouvelle version des machines.1 point
-
il faut une résine issu des produits pétroliers (donc pas de water washable ou à base plante) car moins sensible à l'humidité @majordu55 et ensuite une résine à faible retrait diminue énormément les problèmes durant l'impression il ne faut pas plus se fier aux cônes, c'est l'ordre des parties bien imprimées qui importe ... l'eau d'abord, puis l'épée puis les cônes tu as raison, on peut imaginer que certaines résines ne passent pas ce genre de test car ayant un retrait ou une expansion plus importante que les tolérances de ce test1 point
-
Je viens de regarder la video de technapa en vitesse x2 et en sautant des bouts, c'est trop long. Il a tendance à minimiser les "détails" chiants de la machine, c'est souvent flou ou imprécis dans les détails techniques et même parfois il induit en erreur les auditeurs. C'était déjà arrivé sur le test de la XL. Par exemple il dit qu'il y a deux "cellules" d'alimentation alors que c'est une alim et le boitier de la carte mère. Le fameux bouton d'alimentation inaccessible à l'arrière dont je parle à chaque fois et qui empire à chaque nouvelle machine chez Prusa, il le dit que c'est chiant mais que ça ne le gêne pas car on peut laisser la machine en veille car ça consomme pas des masses et qu'il fait ça avec toutes ses machines. Il ne précise pas ce qu'est la veille, on pourrait supposer que c'est comme sur une télé alors que non c'est juste la machine qui est en standby, l'écran reste allumé en permanence. Sauf s'ils ont intégré un mode veille que je ne connais pas sur les derniers firmwares. Pour avoir mesuré (bien après le test malheureusement) la consommation de la MK4+MMU3 en mode "standby" juste après l'allumage, si 15W c'est pas des masses alors on a pas la même notion de l'économie d'énergie. Personnellement j'ai branché toutes mes imprimantes sur une prise connectée afin de ne plus avoir à me contorsionner ou me mettre de la graisse sur la manche pour allumer ou éteindre une machine. Je suis assez d'accord avec toi, Prusa joue pas mal sur le fait d'être une marque premium à la Apple, et survit probablement grâce à ça dans le monde concurrentiel actuel. Mais je modère quand même un peu, j'ai été un fan de la marque bien avant l'arrivée des nouvelles chinoises et bien avant d'avoir commencé à faire des reviews de leurs machines. A cette époque Prusa était déjà cher certes, mais un peu moins qu'aujourd'hui. Surtout la différence du rapport qualité / prix était abyssale entre une Prusa et une chinoise, j'avais tout de même payé ma MK2S en kit 761€ livrée. Aujourd'hui je ne suis pas déçu de leurs produits, mais je suis déjà moins comment dire... enthousiaste. C'est plus compliqué de recommander leurs modèles face à une concurrence chinoise qui fait toujours moins cher mais surtout bien mieux qu'avant.1 point
-
Bonjour à toutes et tous, Ca y est, avec un bon lit, l'impression est parfaite. Donc, c'est bien ça, la plaque du lit d'origine ressemble comme deux gouttes d'eau à du PEI, mais ce n'en est pas. Après réception du nouveau lit et réimpression de la plus petite pièce (120x120 mm), pour laquelle j'avais déjà eu des soucis, le résultat est parfait et bien solide. J'ai quand même commandé un lit PEX, au cas ou, mais qu'avec environ 14€ de port sur le site https://www.gingerbeard3d.de , au lieu des + de 20€ sur le site WamBam. La plaque revient cher, certes, mais si on gagne du temps et de la matière ... Merci à ceux qui m'ont aidé et bon courage aux autres. PS La chambre de l'imprimante a été à 45° tout le long du processus
 1 point
1 point -
@Kurun-Dlq Je déplace dans la bonne section Belle réalisation je ne suis pas adepte de ce genre de truc, mais c'est vraiment bien fait1 point
























.thumb.jpeg.3e1fa1416e9fb29c30ae0a7b98639f19.jpeg)
.thumb.png.cf91b9255a0fd229165d1133da6f304c.png)