Classement
.thumb.png.cf91b9255a0fd229165d1133da6f304c.png)



Contenu populaire
Contenu avec la plus haute réputation dans 26/02/2025 dans Messages
-
Chouette, un filament pour les bébés (ça change des frites dans le schmilblick ).3 points
-
Pour les ventilos, c'est vrai que c'est compliquer d'en trouver avec les mêmes caractéristiques mais moins bruyants. Faut s'assurer que c'est bien le moteur du ventilo qui fait le bruit et non juste le passage de l'air. Personnellement celui qui me gênait le plus, c'est celui qui refroidit la carte qui reçoit le 220V sous le capot arrière, il siffle quand il se met en route. J'ai réussi à en trouver un avec les mêmes caractéristique mais qui lui ne fait pas de bruit. Seul souci , le fil est pas assez long et la prise n'est pas tout à fait la même car celle d'origine à un verrou, mais rien de sorcier à régler.3 points
-
Envoyez moi vos bobines de TPU je veux bien les tester pour vous. Et comme le TPU se périme, je l'utiliserai pour ne pas le gâcher en attendant les résultat des tests3 points
-
Faut voir le coté positif : la prochaine fois tu sauras démonter les yeux fermés !2 points
-
En fait je dis la dgccrf par commodité, parce que tout le monde sait ce que c'est. Je vais chercher le lien, je crois que c'est "Signal Conso" Voilà, c'est "signal.conso.gouv.fr"2 points
-
Par défaut, si ces paramètres ne sont pas ajoutés dans la section, l'atténuation n'est pas mise en oeuvre. Si les valeurs par défaut conviennent, seul le paramètre «fade_end» devrait être ajouté avec une valeur autre que 0, pour que l'atténuation ait lieu :2 points
-
Remplacement du filtre à charbon actif de la P1S aujourd'hui, cela faisait quelque temps que la P1S dégagé une petit odeur de plastique fondu lors de mes impressions. Alors je me suis commandé du charbon actif sur le net et j'ai print un modèle de panier déjà existant et qui va très bien dans l'emplacement original. https://makerworld.com/en/models/108083#profileId-115415
 2 points
2 points -
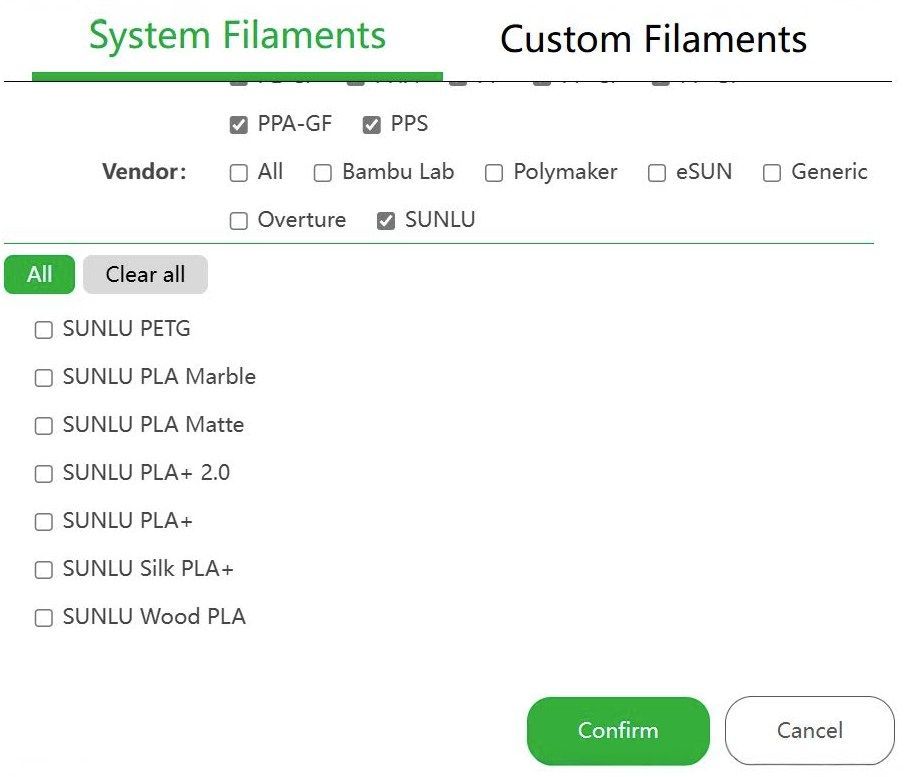
La version 1.10.2 de Bambu Studio vient de sortir, apportant notamment des presets pour les filaments Sunlu
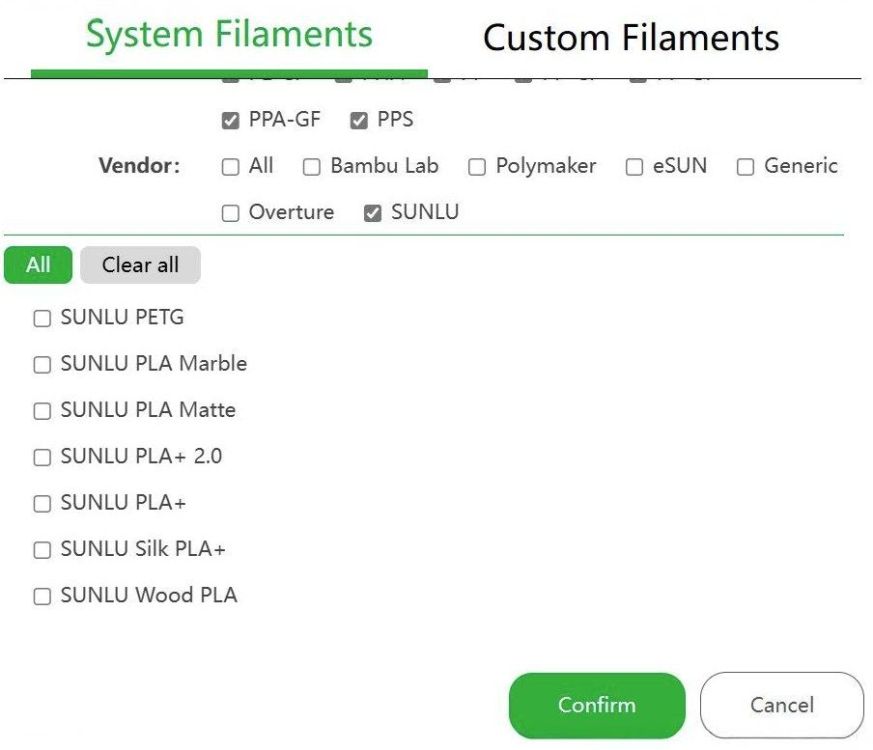 2 points
2 points -
Je touche du bois, colis privé chez moi (57) pas de problème. Je ne suis pas sur que saisir la DGRCCRF ai un intérêt de nos jours. L'état à tellement rabioté dans les effectifs que ce n'est plus qu'une coquille vide. J'ai fait parti de l'UFC Que Choisir en tant que juriste pendant plus de dix ans, les signalements ne menèrent jamais à rien (SFAM signalement fait il y a bien longtemps, il a fallu des années et des milliers de consommateurs escroqués pour qu'enfin cela s'arrête. Ce n'est qu'un exemple). Il n'y a pas de solution inintéressante pour les sommes en jeu, il faut faire les réclamation au service client puis saisir le médiateur des postes (gratuit mais long). On peu aussi se rapprocher d'une association de défense des consommateurs (il y aura des frais d'adhésion et peut être de dossier, suivant les régions 30€ et plus), mais c'est assez efficace.2 points
-
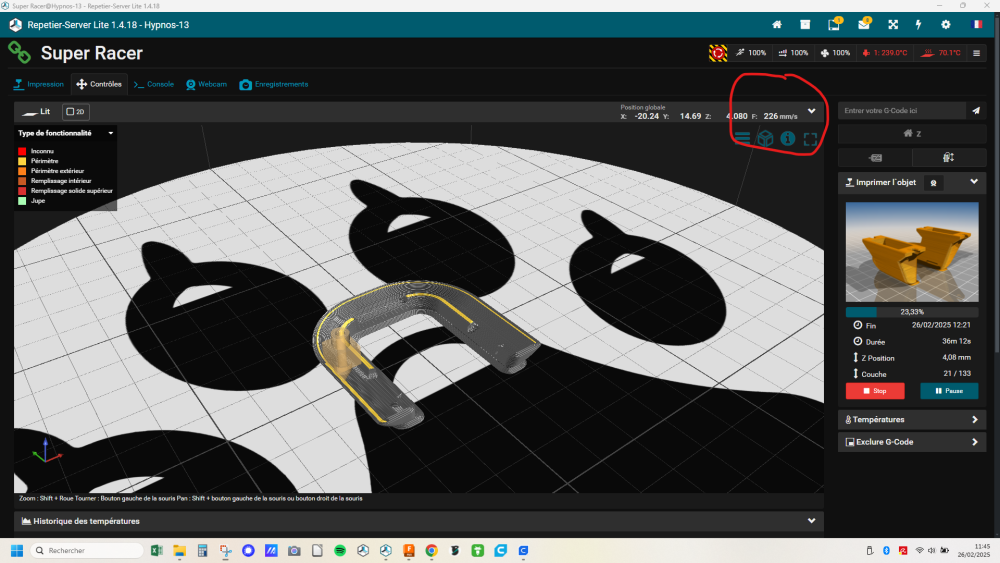
L'erreur E0017 est liée à un dépassement du buffer de commandes de l'imprimante. Klipper fonctionne en prétraitant les commandes G-code et en les envoyant en avance à la carte mère de l'imprimante via une file d'attente (queue). Lorsque cette file est saturée, cela entraîne un overflow, ce qui signifie que la carte mère ne peut plus traiter les nouvelles commandes à temps. Le fait d'éteindre l'imprimante et relancer l'impression, comme après une coupure électrique, peut résoudre le problème. Diminuer la vitesse d'impression résoudrait aussi le problème. Des russes auraient résolu le problème en modifiant un paramètre via un patch. Voilà leur explication... L'erreur E0017 est un overflow de la file d'attente des commandes G-code. Dans Klipper, le système de planification des mouvements utilise un mécanisme appelé lookahead pour lisser les trajectoires et anticiper les accélérations/décélérations. Le paramètre LOOKAHEAD_FLUSH_TIME détermine combien de temps avant un mouvement critique (comme un arrêt ou un changement de direction important) Klipper envoie les commandes à la carte mère. Valeur par défaut : 0.250 secondes, Klipper envoie les commandes avec 250 ms d'avance. Valeur recommandée par les Russes : 0.150 secondes, Klipper réduit cet intervalle à 150 ms, ce qui signifie qu'il vide la file d'attente plus fréquemment. Je n'ai pas testé ce patch. J'ai jamais eu cette erreur.2 points
-
Bonjour. J'ai refait les mêmes pièces, elles sont nickel. Merci encore @PPAC Je pense qu'il faut régulièrement aller voir sous le capot ce qui se passe2 points
-
Bonne nouvelle , il devrait l'être d'ici à quelque temps.2 points
-
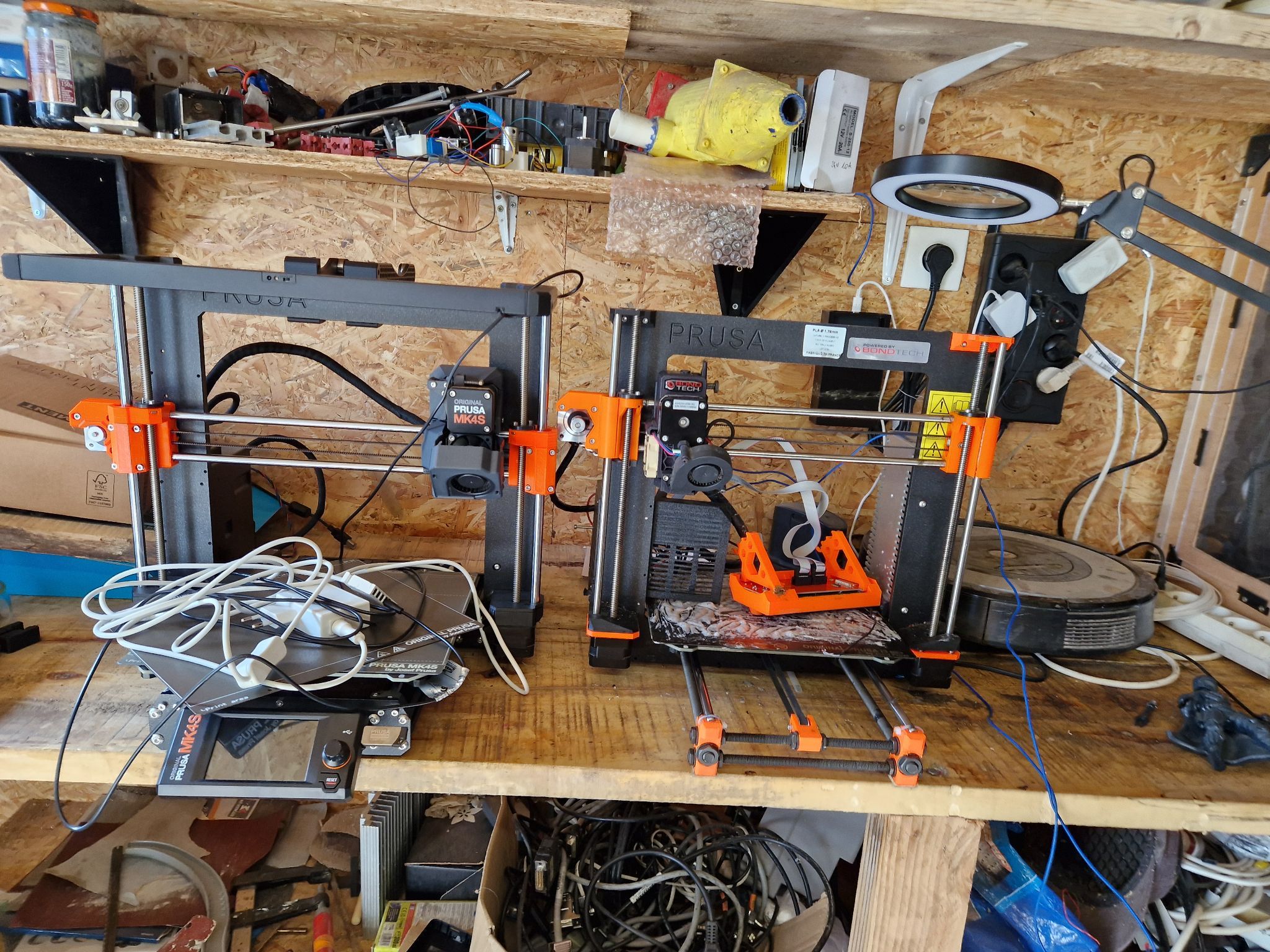
Heureux propriétaire d'une mk4s, super imprimante, la voici a cote ma vieille mk2. Ma première impression est une figurine en abs, le résultat est simplement excellent, aussi simple que le pla.
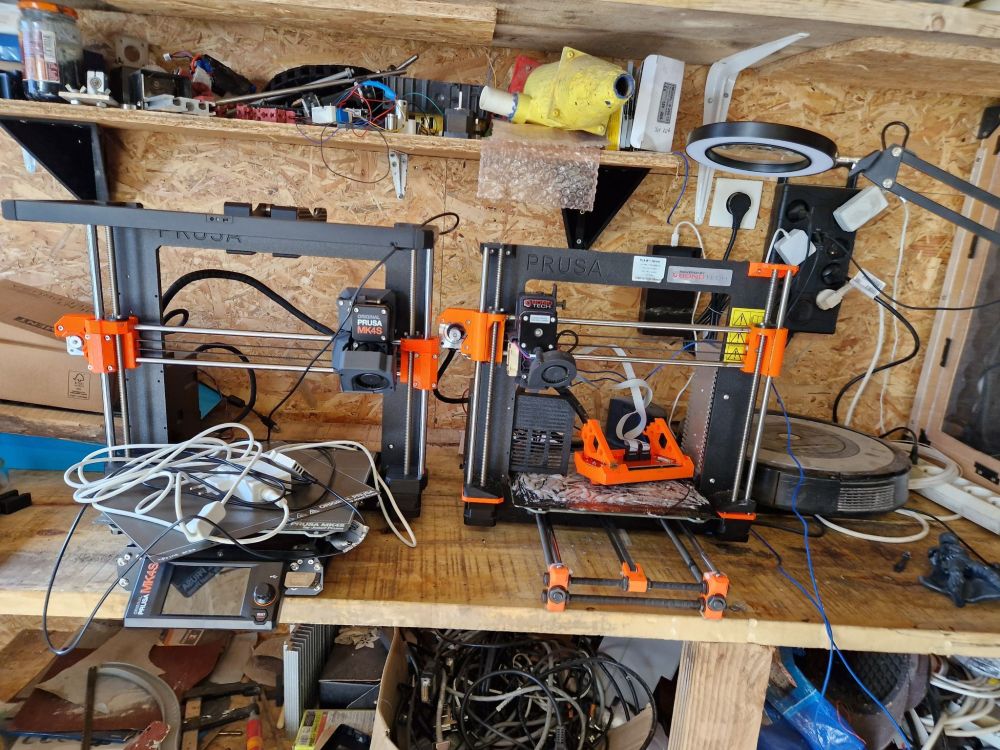
 2 points
2 points -
Heureusement que c'est un succès vu leurs ambitions "sur un objectif de 6 128 €"2 points
-
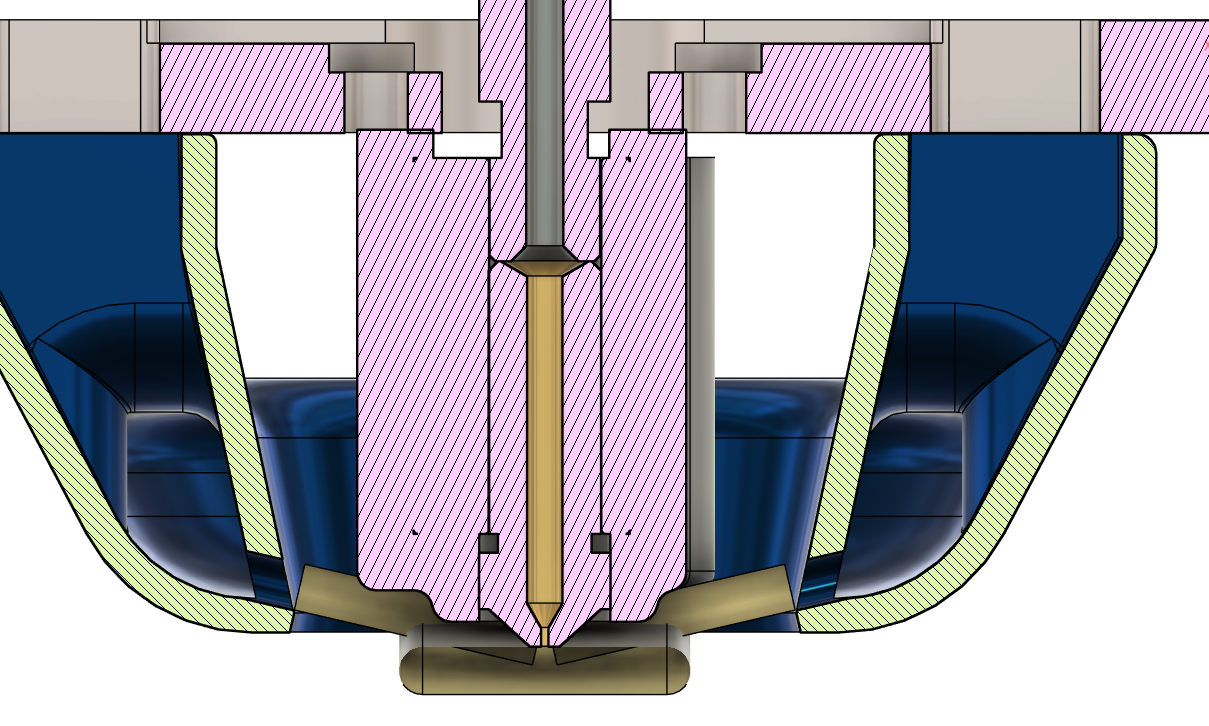
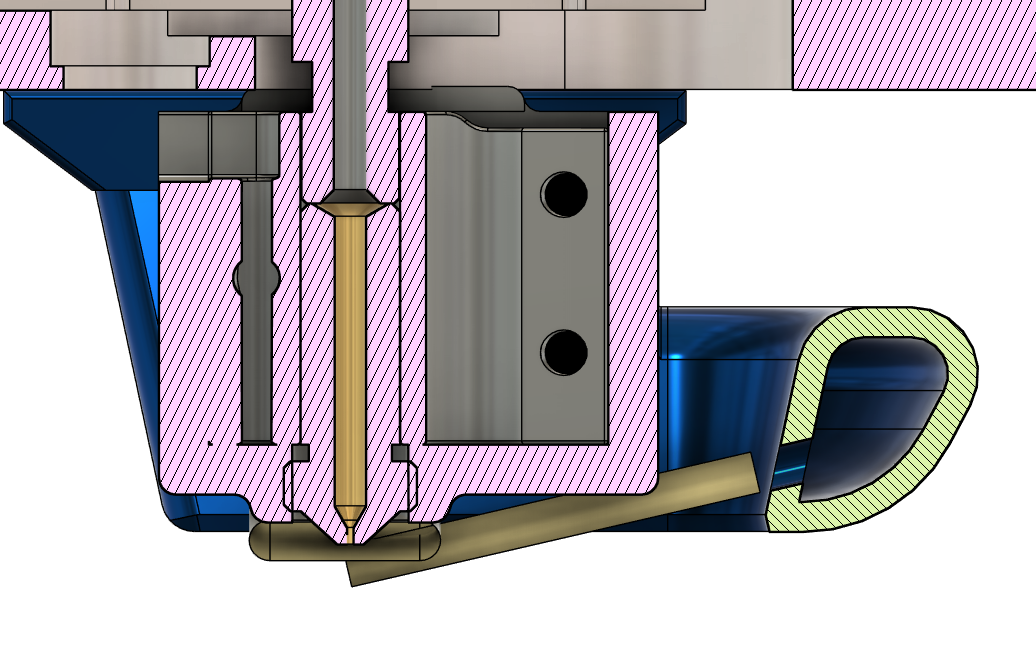
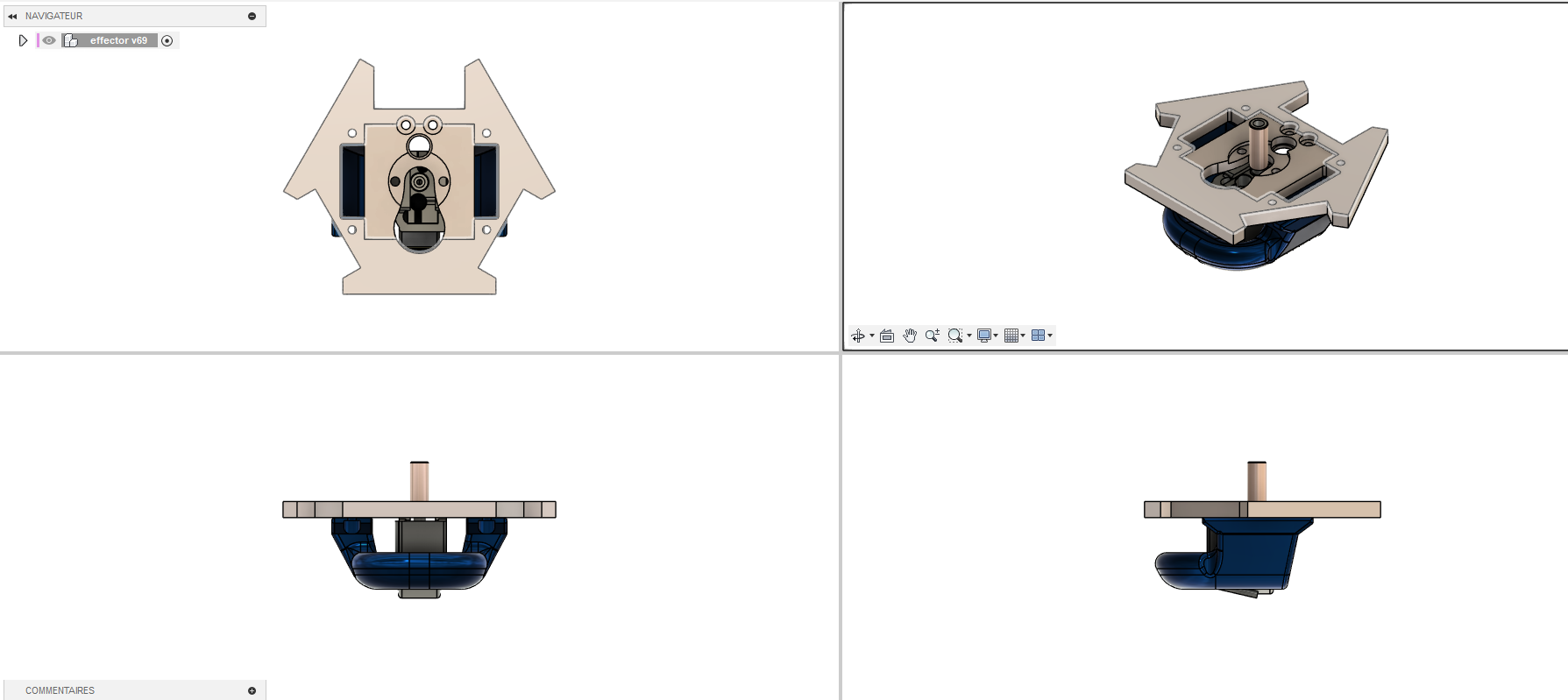
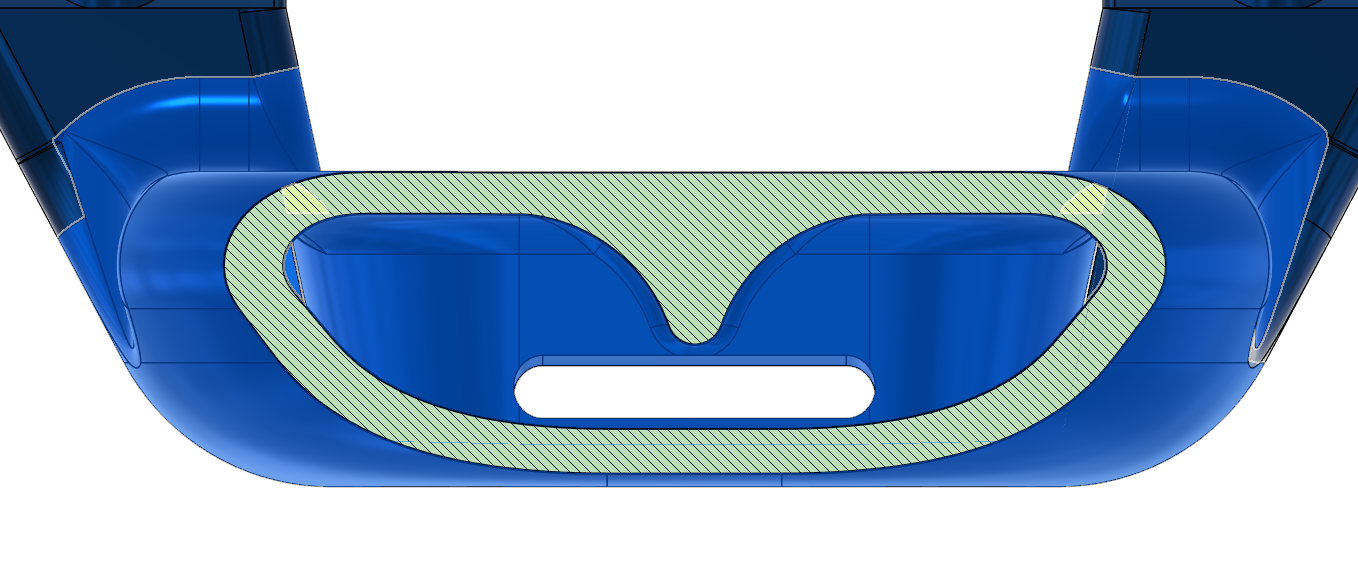
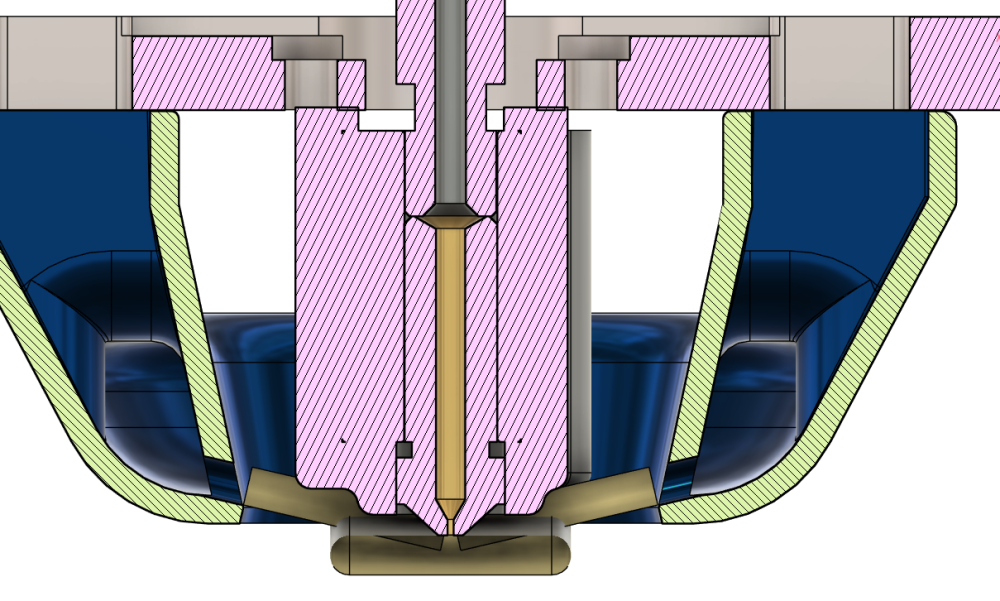
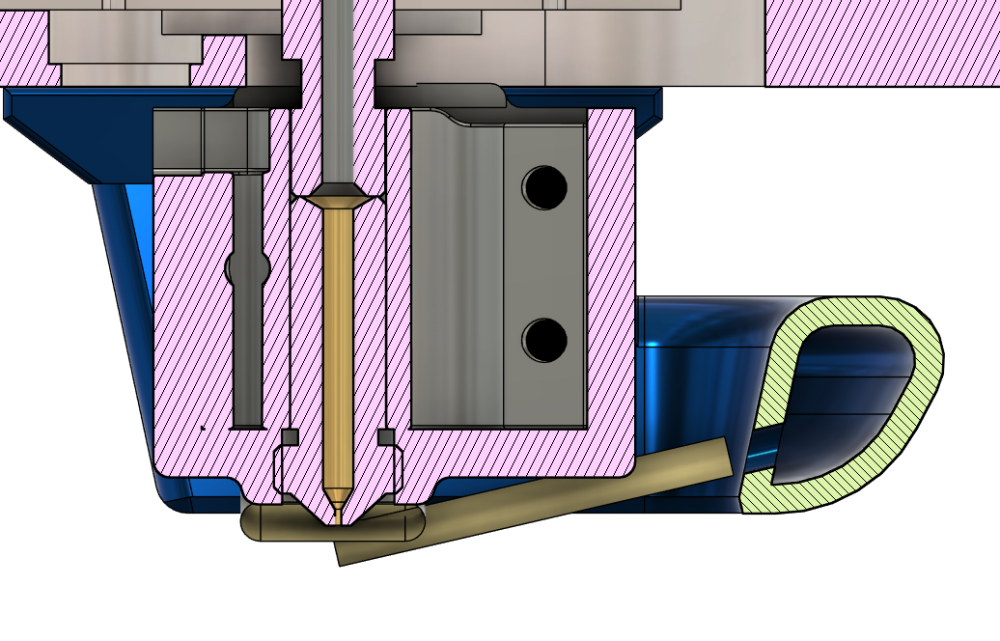
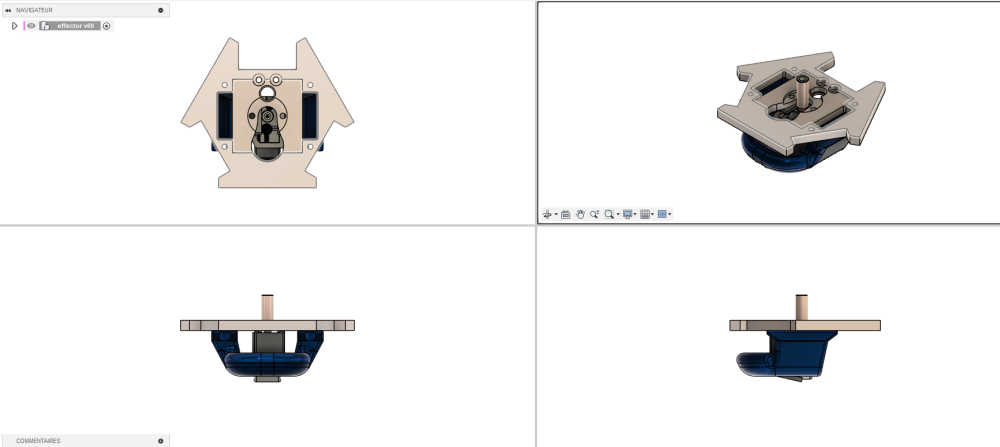
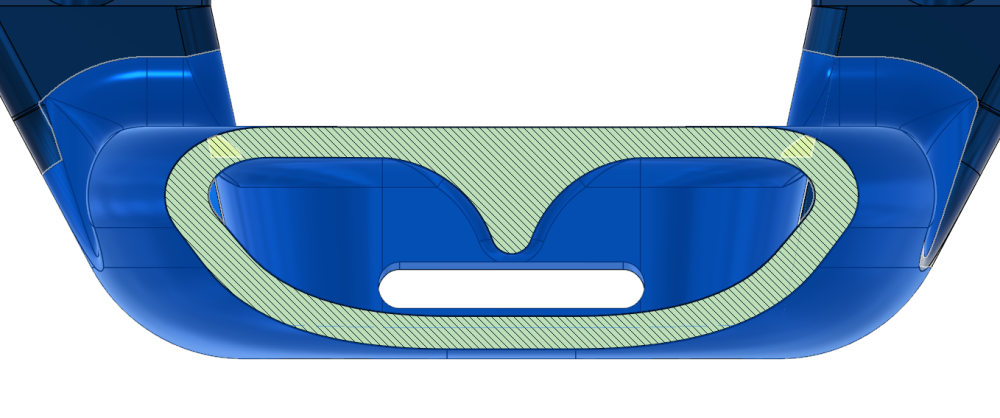
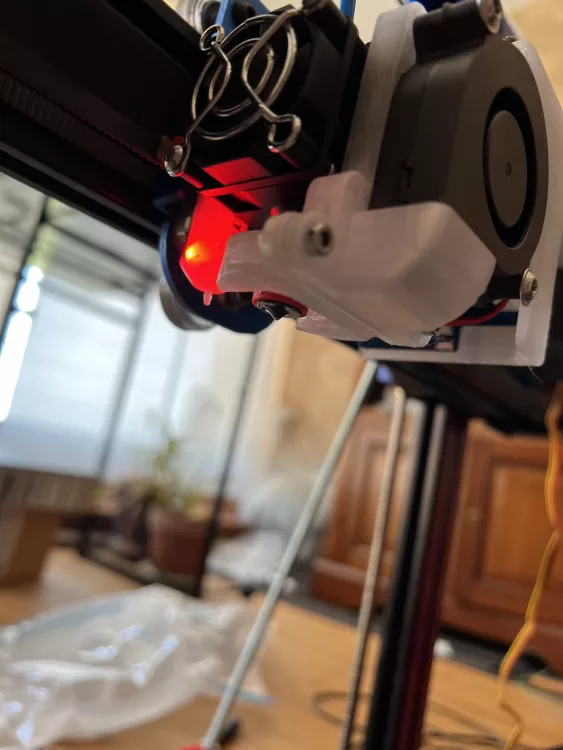
ne prenez pas la "buse double V43" elle a des problèmes de tolérance sur les passages vis . les deux autres fonctionnent. la buse double a été modifié la direction du flux d'air donnerait ceci ( en théorie? tout se passe bien merci ) dépassement buse par rapport au dessous de la platine H = 29 mm - Hauteur Fan duct H= 26.6 mm Dernière modif pour orienter le flux vers la sortie
 2 points
2 points -
Les tests sont sortis nickel, j’ai calibré à 210°C, PA : 0,025 et Rapport de débit : 0,98. je n’ai pas touché à la VMS qui est restée à 14mm3/s. Il y a un test pour calibrer la VMS ? Et surtout j’ai sorti 6 impressions différentes entre temps avec le même filament sans soucis et avec un rendu que je trouve vraiment bon Edit : 2h plus tard ça a l’air bon, j’ai réussi à faire couler proprement le filament en faisant juste le test de changement de bobine. je relancerais une impression demain soir pour m’assurer que tout et ok (tout en étant à côté pour pouvoir vérifier que tout se passe bien). Merci pour vos précieux conseils !2 points
-
J'adore ma X1C, découpe, print, test! J'ai fait quelques vérifications (quelques pictures seulement): Je n'ai pas checké les spindles comme la voiture tourne avec des spindles imprimés et que je les ais déjà vérifié l'année dernière. Je suis confortable sur les tours et les bras de suspension, ainsi que sur le bumper... J'ai aussi imprimé un demi chassis... Cette pièce est longue, et difficile à modéliser à cause de sa complexité et de l'absence de point de référence évident pour les mesures. Et le fait que sur les 3 chassis que j'ai eu en main, aucun n'était exempt de déformations (même le neuf)... Je m'attendais à des erreurs, et je n'ai pas été déçu, ou si, en fait... Je ne suis pas sûr de quoi dire Conclusion courte : j'attendais des erreurs, et il y en a. Il va falloir ajuster tout ça et redéfinir proprement les side pods, et mon pote Ryo va devoir attendre que j'ai tout ajusté pour retravailler son arceau pour le Mercury...2 points
-
Bonjour à toutes et à tous, J'utilise une MONO M7 et je viens de constater que le compteur de couches imprimées revenait en arrière ! J'allume la machine et je suis à 2600 couches imprimées. J'imprime 1000 couches et le compteur passe bien à 3600. J'éteins la machine et je la rallume et le compteur repasse à 2600. Quelqu'un aurait-il fait le même constat ? Merci. Bonne journée.1 point
-
bonsoir @silvertriple tu as Nanovia et Recreus qui font du TPE 70A1 point
-
Merci. signalement fait. Si beaucoup de signalement ils demanderont peut etre des comptes à la poste ? Mais j'y crois pas trop non plus, apparemment c'étais du à un problème technique ponctuel chez eux (code barre justifiant le règlement de la TVA mal lue).1 point
-
J'avais cette idée en tête depuis des mois... Le Filaflex 60A est très difficile à imprimer, et bien trop flexible pour cela. J'avais mis cette idée en sommeil aprè un premier essai sur un demi pneu (pas un succès à cause de problèmes de rétractation, mais suffisamment pour me rendre compte que cela ne fonctionnerai pas). J'ai décidé de réessayer avec un filament TPE. J'ai récupéré du eSun TPE 83A. Je l'ai séché et imprimé depuis le séchoirs, mais il faudra que je reprenne les réglages pour ce filament, le print étant allé au bout, mais avec beaucoup de stringing... Au moins, cela m'a permis de valider le concept... Je les ai assemblé en utilisant un guide imprimé pour centrer les demi pneus, et de la Colle CA (celle que j'utilise normalement pour les pneus sur les jantes). Le résultat est un pneu, qui peut encore être optimisé en termes d'impression. Les murs sont de même épaisseur que sur un pneu de Hunter, mais trop épais pour ce filament. Mais cela fonctionne plutôt mieux que pas du tout, même si trop dur en termes de shore... Il me faudra trouver un TPE avec un shore plus bas...1 point
-
@pjtlivjy @fran6p répondra, mais pour moi, si tu modifies le fichier printer.cfg ça le fera. Il y a déjà chez moi la section [bed_mesh] speed:150 horizontal_move_z:7 mesh_min:20,15 mesh_max:230,230 probe_count:8,8 algorithm:bicubic bicubic_tension:0.2 mesh_pps: 2, 2 vibrate_gcode: Z_DOUDONG Ce qui est bon signe d'autant qu'ils l'ont déjà modifié. Ils ne l'auraient pas fait si ça ne servait à rien. En commentaire dans le fichier en question : # V4.4.17 2024-3-29 # update: delete comments # add time_update macro # [bed_mesh] 6,6 ->8,81 point
-
Hello Je tiens à te remercier pour ton aide Jusqu'à présent tous mes prints sortent nickel Si j' ai à nouveau des soucis je ferai appel à ton aide et je le dis est vraiment précieuse J' ai jamais vu quelqu'un de sur un forum s interressé autant aux problèmes posé sur le forum1 point
-
Bonsoir, Je suis très satisfait de celui-ci. https://makerworld.com/fr/models/112628#profileId-165472 Toutefois pour les bobines en carton, il faut prévoir un axe de bobine pour qu'il porte sur les roulements.1 point
-
Je vais le faire sur ma machine libérée car ça soulage la mécanique sur l'axe Z au niveau de l'usure. Et si ça donne un bon résultat, je reporterai sur mon autre X Max 3 lors de sa libération.1 point
-
Hello! Quand je disais vide, je disais qu'elle n'avait pas de valeur : ce n'est pas très clair dans le fichier de conf qu'en commentant //#define Z_MIN_PROBE_USES_Z_MIN_ENDSTOP_PIN J'allais me retrouver automatiquement avec la PC14 prise en compte. Le "^" vient d'un copié/collé d'une discussion sur reddit que je ne retrouve pas, mais qui ne concernait pas configuration.h, mais un autre fichier : une erreur de ma part... Concernant l'EEprom, je n'ai de souci qu'avec le flash de cette version et après un RAZ et un stockage des valeurs, il n'y a plus d'avertissement et au redémarrage, pas de souci non plus, ça imprime correctement. Bref, je vais arrèter de jouer avec ça un moment, j'ai plein de trucs à imprimer, et là, ça fonctionne ! Pour ce qui est de mettre une réponse comme solution, je suis un peu paumé, la réponse étant, gaffe à ton fichier de configuration ! Merci beaucoup en tout cas @pommeverte et @RFN_31, j'ai appris plein de trucs !!1 point
-
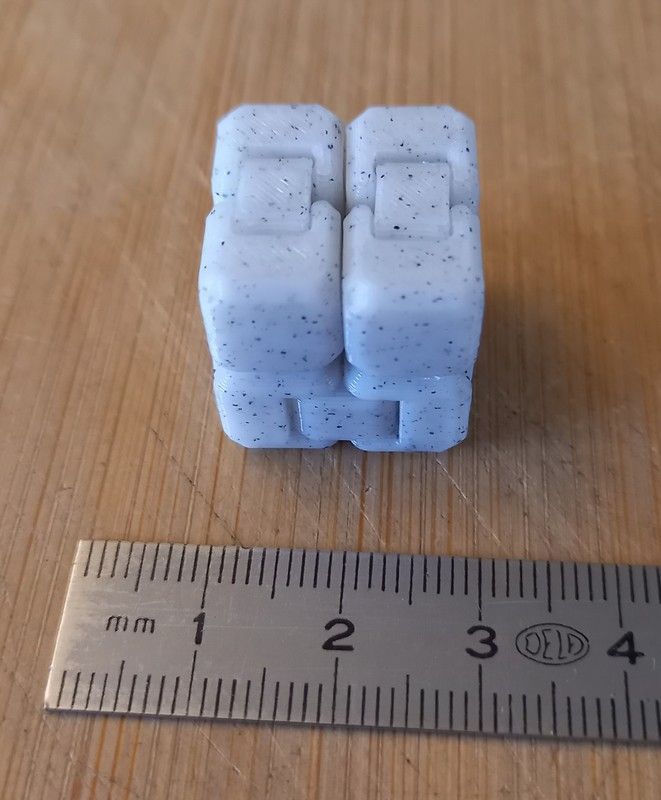
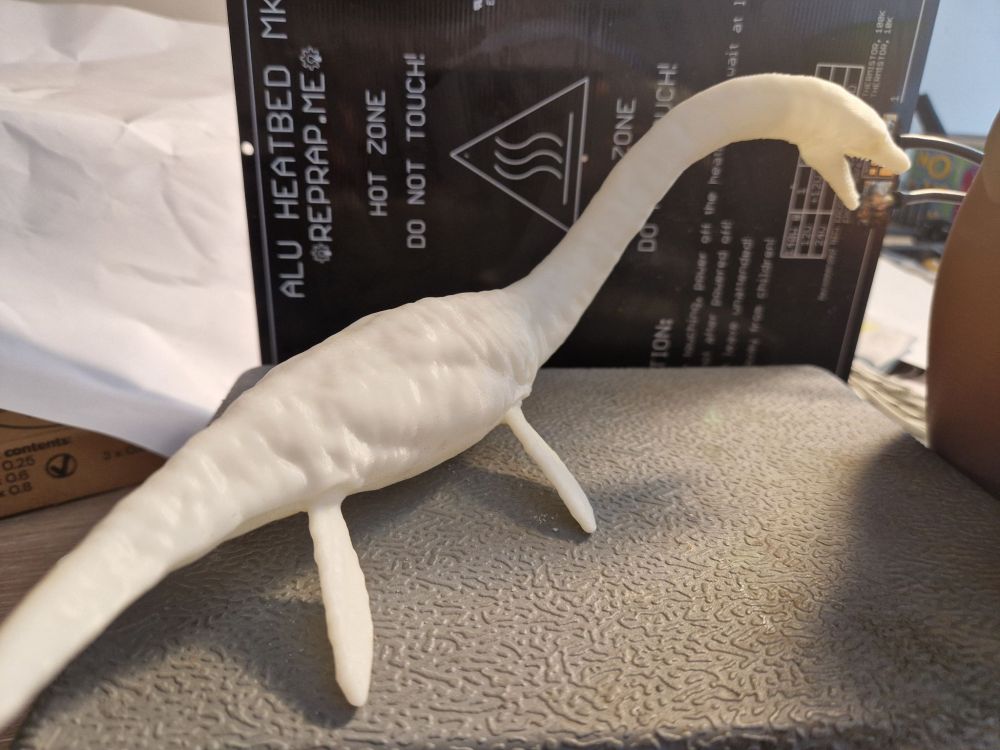
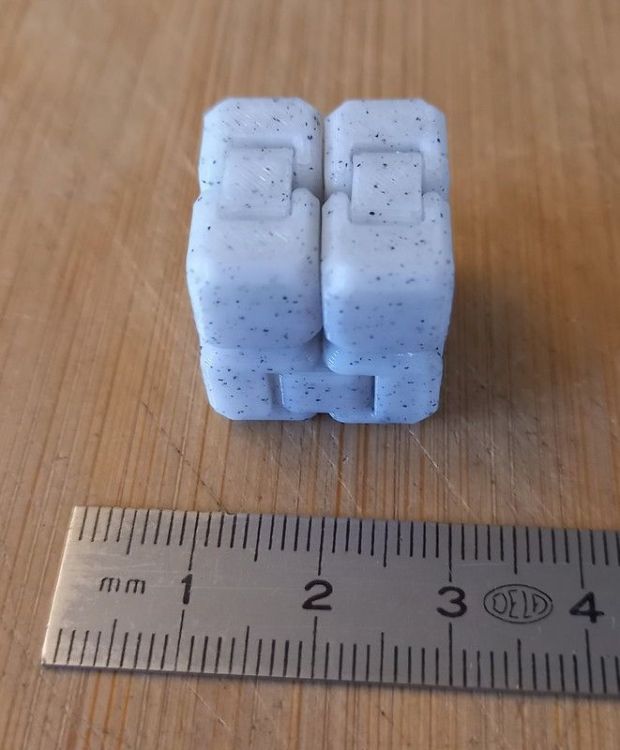
Bonjour à tous, ça y est, je sais maintenant pourquoi j'ai bien dépensé 341€ Même très bien réglée, je ne suis pas tout à fait sûr que mon Ender 3V2 aurait sû faire ça ! https://makerworld.com/en/models/1135310#profileId-1136400 Mini "cube infini" absolument fonctionnel ! https://makerworld.com/en/models/945573#profileId-912241 https://makerworld.com/en/models/908887#profileId-869390 https://www.thingiverse.com/thing:3924758 https://makerworld.com/en/models/766182#profileId-701502 https://makerworld.com/en/models/707845#profileId-637985 https://www.thingiverse.com/thing:71593 Bien que très réussi et parfaitement fonctionnel (même réduit à 70%), j'ai jeté ce dernier objet car je n'avais pas perçu qu'au moment de le reconstituer, ce casse-tête représente un symbôle absolument détestable... A part 3 grosses carabistouilles, pour 2 d'entre elles vraissemblablement dû à un mauvais filament, et la première (en haut de ce post) peut-être à une position un peu instable de l'imprimant elle-même, je dois dire que je ne regrette pas mon achat ! Bon, elle reste bien plus bruyante que mon Ender 3V2 tout de même, mais quelle performance !!! Même de très moyenne qualité, les photos montrent bien la qualité des impressions, pratiquement tout réglages par défaut...! Mais elle est aussi un peu plus "filament dépendante" que ma vieille Ender... Le filament blanc marbré a au moins 4 ans, mais il plait bien à cet imprimante...! Je ré-essayerais le support de tel. avec un autre filament, bien que celui-ci est neuf ! Maintenant je cherche encore un "Low friction spool holder" Je suis aussi preneur de tout judicieux conseils ou upgrades intelligents pour mon A1. Merci à tous pour vos conseils. A+ Gilles. MAGNIFIQUE ! J'avais tellement peur que ce filament soit mauvais (celui du support de tel. foiré de ce post) que je l'ai testé sur celui-ci : excellent d'ailleurs, très fonctionnel. https://makerworld.com/en/models/1107308#profileId-1104530 J'ai vraiment de quoi être rassuré, aussi au sujet de ma nouvelle plaque PEI "façon carbone". A+ Gilles.


 1 point
1 point -
C'est un patch à mettre sur une clé usb, puis à allumer l'imprimante. J'hésite à distribuer ce patch. Je vais d'abord le testé et voir s'il modifie bien le "lookahead_flushead_time". Mais j'ai apriori pas de raison de me méfier vu que j'ai utilisé leur klipper sans problème pendant plusieurs semaines. Klipper avec plus de 50 macros, rien que ça, Malheureusement en russe, même si mainsail est en français, les macros ne sont pas traduites. Je me débrouille avec deelp. Il y a des trucs incroyables dans ces macros.1 point
-
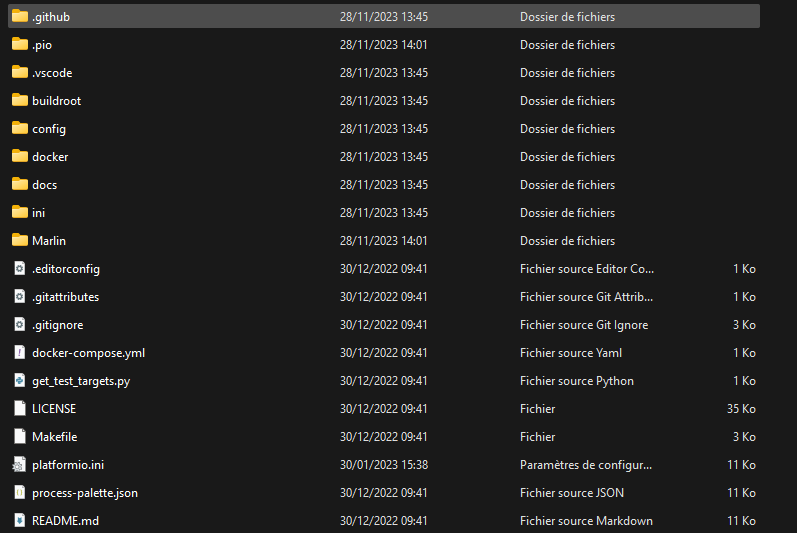
@togirix il dois manqué des donné essentiel a l'environnement dans certain repertoire de ce niveau
 1 point
1 point -
la dégradation est liée essentiellement à un phénomène d'hydrolyse car les filaments devraient être ensachés avec une humidité inférieure à 1% ce qui n'est pas le cas de la plupart des fabrications. Le Nylon est un cas un peu spécifique (et tout dépend du Nylon, le plus problématique étant le PA6) car contrairement à la plupart des autres (Pla, Abs, Petg) après impression il ré absorbe de l'humidité en profondeur et ça se concrétise par un gonflement (cette mollesse que tu décris ) Un autre filament reprend également de l'humidité en profondeur c'est le Polycarbonate mais lui ne gonfle pas ... la dégradation peut intervenir par les additifs (colorants, stabilisants, agents lubrifiants) qui peuvent être affectés par le temps. ensuite il y a ce que j'appele les mauvaises fabrications (qui ne sont pas forcément liées au prix d'ailleurs) ou il manque certains stabilisants, ou les colorants sont de très mauvaises qualités etc etc pour répondre à : Quid après impression mon expérience me montre qu'un filament dégradé, tu n'arrive pas à le rattraper (on parle même de dépolymérisation), il y a 2 filaments qui devraient actuellement avoir des dates de péremption : les Nylons et les TPU c'est bien pour cela que certains fabricants vendent par lot car le filament ça n'est pas comme le vin je viens de répondre à ton MP1 point
-
Est-il plus ou moins résistant au UV ça j'en ai aucune idée... Dans le projet de DukeDoks, il mentionne un TPU pas trop flex et il fait son projet avec du TPU 60 shores, De mon côté, j'ai voulu essayé le TPU AMS à 68D, on cherche quand même la solidité et un peu de rigidité mais les pièces peuvent se déformer et pardonner les gros chocs ! Donc périmètres 5 et couche supérieure / inférieure 6 Je vais voir ce que ça donne sur les tests, mais les pièces sont souples (sans trop l'être), la dureté/flexion fait penser à la gomme de nos pneus de voiture, on est résistant et un peu dur, mais ça se déforme bien et ça reprend sa position.1 point
-
Si je comprends bien, plus rigide, moins bonne résistance au choc, température d'utilisation moins élevée, moins résistant aux UVs qu'un PETG. Dans ce cas quel serait l'intérêt d'un tel filament ? A+ JC1 point
-
Ces petits trous sont assez typique d'un filament qui a pris l'humidité : à chaque fois que l'eau du filament entre en ébullition, il y a un petit trou. Lors de l'impression, on doit entendre des petits claquements au niveau de la buse : c'est l'ébullition qui en est la cause et qui produit une discontinuité dans l'impression.1 point
-
oui donc c'est bien rigide, pas étonnant qu'il passe dans l'AMS1 point
-
certains filaments se dégradent au bout d'un certain temps même si il n'ont pas été utilisé, là tu t'en tire bien1 point
-
Bonjour non ce n’est pas la couture elle est autre part la c’est des trou dans l’impression je pense que la rétractation est trop élevé elle est à 7 je devrais peut être la descendre à 5 ?1 point
-
Si c'est juste pour frimer c'est pas la peine de l'installer1 point
-
Impressionnant le PC a l'intérieur on dirait un vrai1 point
-
Pour les tiges fileté, j'utilise de la graisse blanche au lithium. Pour les tiges lisse (Sauf ceux en carbone), j'utilise de l'huile de vaseline mélangé à du MecaRun P18 (HyperLubrifiant pour les Moteurs, boite de vitesse, et différentiel auto) 2 goutte suffisent pour 5Ml de produit, le tout dans un petite pipette avec embout de seringue1 point
-
J'ai rallongé mes 2 AMS aussi car je suis plus ou moins dans la même configuration que toi @xavax . Et j'avais du PTFE livré avec le S4 Sunlu qui a exactement les mêmes cotes que ceux de BBL, donc parfait sur ce coté là.1 point
-
Oui, j'y est mis un filtre à charbon actif de hotte découpé au bonne dimension, je perds un peu en puissance mais j'ai une filtration en compensation. Est-ce que cela suffit ? Malheureusement non L'avantage c'est que ça dégage la vue lors des soudures sur PCB, la ou avant le panache de fumée m’empêcher de voir la soudure et était même accentué avec l'usage de flux de soudure.1 point
-
Oups, j'ai zappé de mettre le lien dans le premier post... Il est ici, la conception n'est pas de moi. https://makerworld.com/en/models/167723?from=search#profileId-222970 Avec les points Makerworld1 point
-
Aucune idée Je parlé de soudure classique, au fer et à l'étain, au temps pour moi, en plus des fautes que je fais j'ai oublié la ponctuation. Exactement, elle carbure depuis hier soir, j'en profite pour vidé tout les petits échantillons que j'avais en rab.1 point
-
Bon on ne peut dire qu'ils ne testent pas le système....1 point
-
Il ne reste plus que l'isolation des machines, peut-être que le Core-One dispose d'une bonne isolation ou d'un revêtement qui retiendrait bien la chaleur a l'intérieur du caisson. Il est vrai que sur ce point là, la P1S est absolument nul Une simple plaque métallique et pi c'tou1 point
-
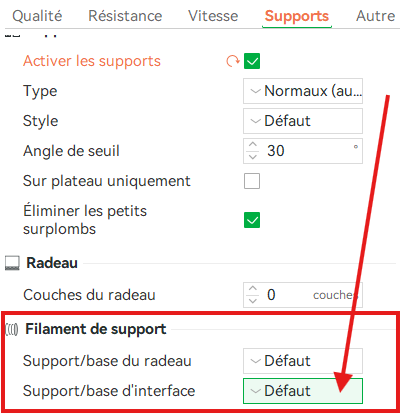
Active tes supports dans un premier temps. puis regarde un peu plus bas Fait dérouler le menu Et dans cette liste tu devrais retrouver ton filament de support et tu clique dessus. Normalement si il est reconnu a l'origine, il devrait être sélectionné par défaut.
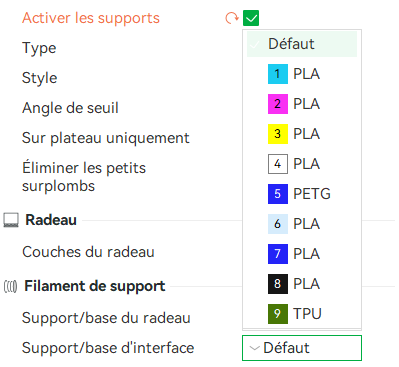 1 point
1 point -
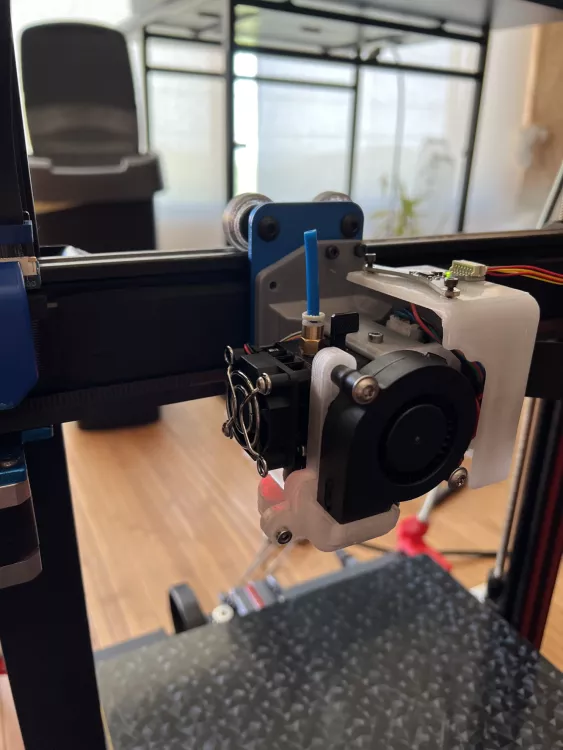
Dans les faits, le Core X et Y, lorsqu'un Axe est sollicité le second bouge aussi, si X tire Y pousse et vice et versa, et cela de manière totalement synchro, ce qui permet d'améliorer grandement la précision mais aussi la vitesse de déplacement de la tête. Les Moteurs X et Y sont dépendant l'un de l'autre. Concernant les courroies tu en as 2, une A et une B, l'une est plus re-haussé que l'autre (A en général) , et leurs réglages ce fait de manière simple, dévisser 2 à 4 vis (Selon la machine) du tensionneur puis procéder au réglage de tension des courroies. A titre perso, j'y vais au pif sans instrument de mesure mais au "toucher" habitué depuis la V400 de chez FLSun (Machine que j'ai le plus réglé au niveau des courroies du faite de sa conception Delta) Concernant les glissières, je les graisse à l'huile de vaseline mélangé à un hyper lubrifiant très connu des mécaniciens Auto, (MecaRun P18) il sert à l'origine a graissé et réduire le bruit des cliquetis dans les moteurs, boite de vitesse et différentiel. Et pour les tiges fileté du Bed, j'utilise de la graisse blanche au lithium. Toute fois attention, certaine machine dispose d'un châssis de CoreXY mais sont cartésien, ont appelle ça des H-Bot vue du dessus les courroies forme la lettre H, d’où leurs nom. La Ender 5/Pro par exemple.1 point
-
J'ai fini par trouver le problème de l'adaptative mesh. En regardant le plugin KAMP pour la libération de la X Max 3. En fait, il faut qu'Orca autorise l'exclusion d'objets ET l'étiquetage des objets. Il faut donc cocher les options suivantes pour chaque profil d'impression Et ca marche que soit sur une machine en 4.3.13 ou libérée en Klipper 0.12
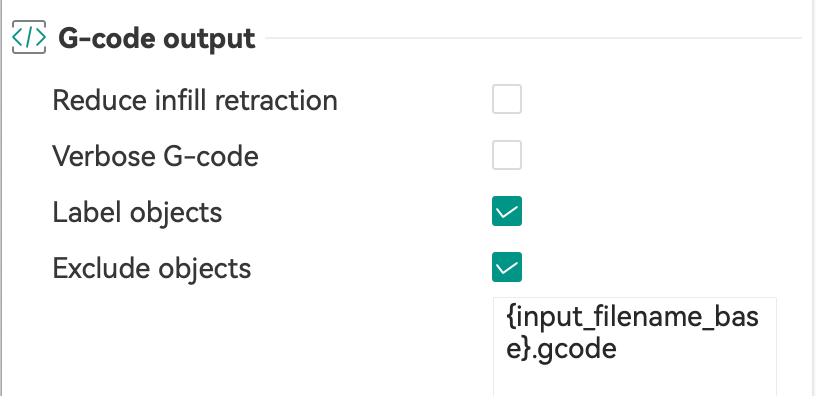 1 point
1 point -
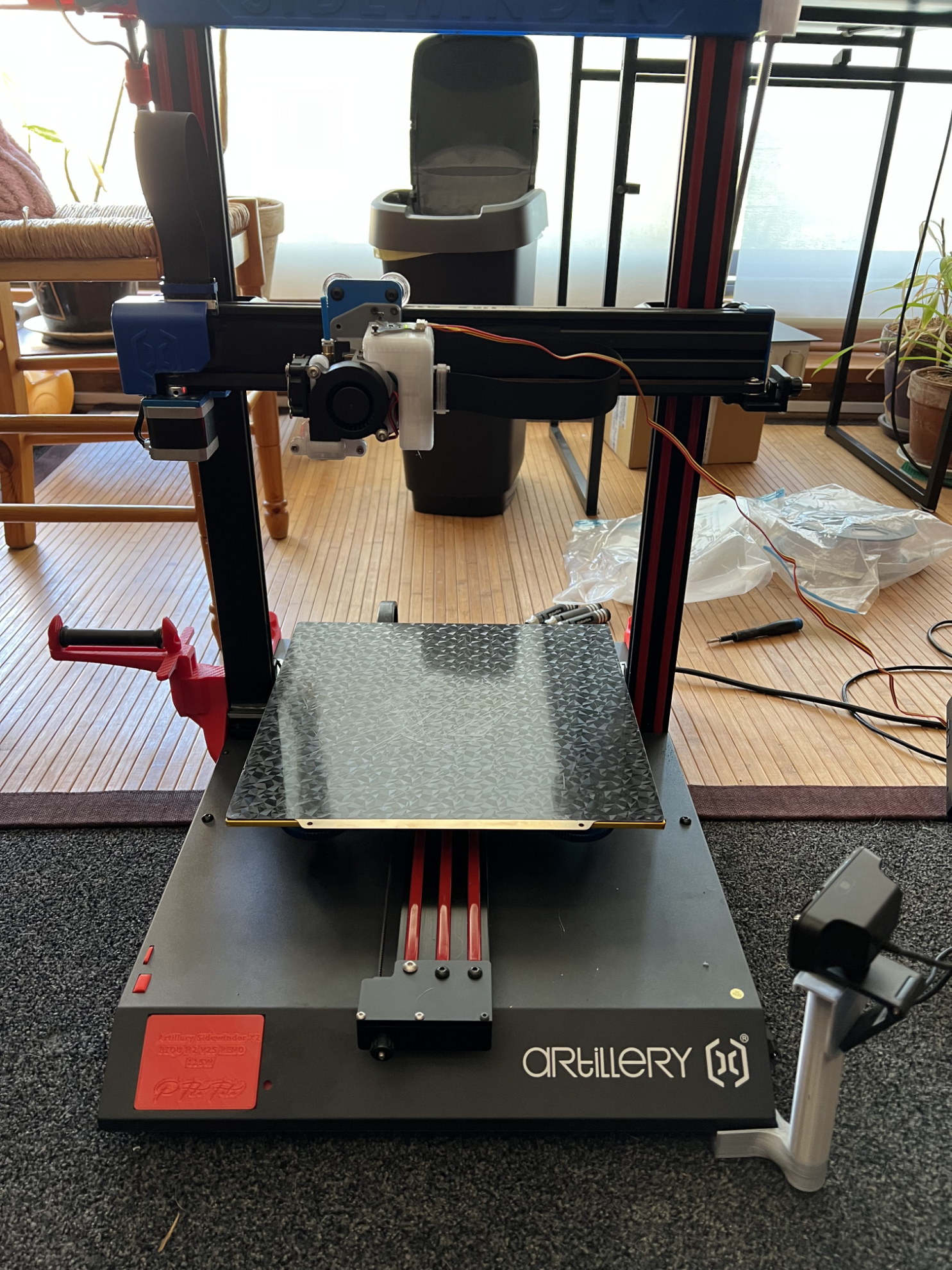
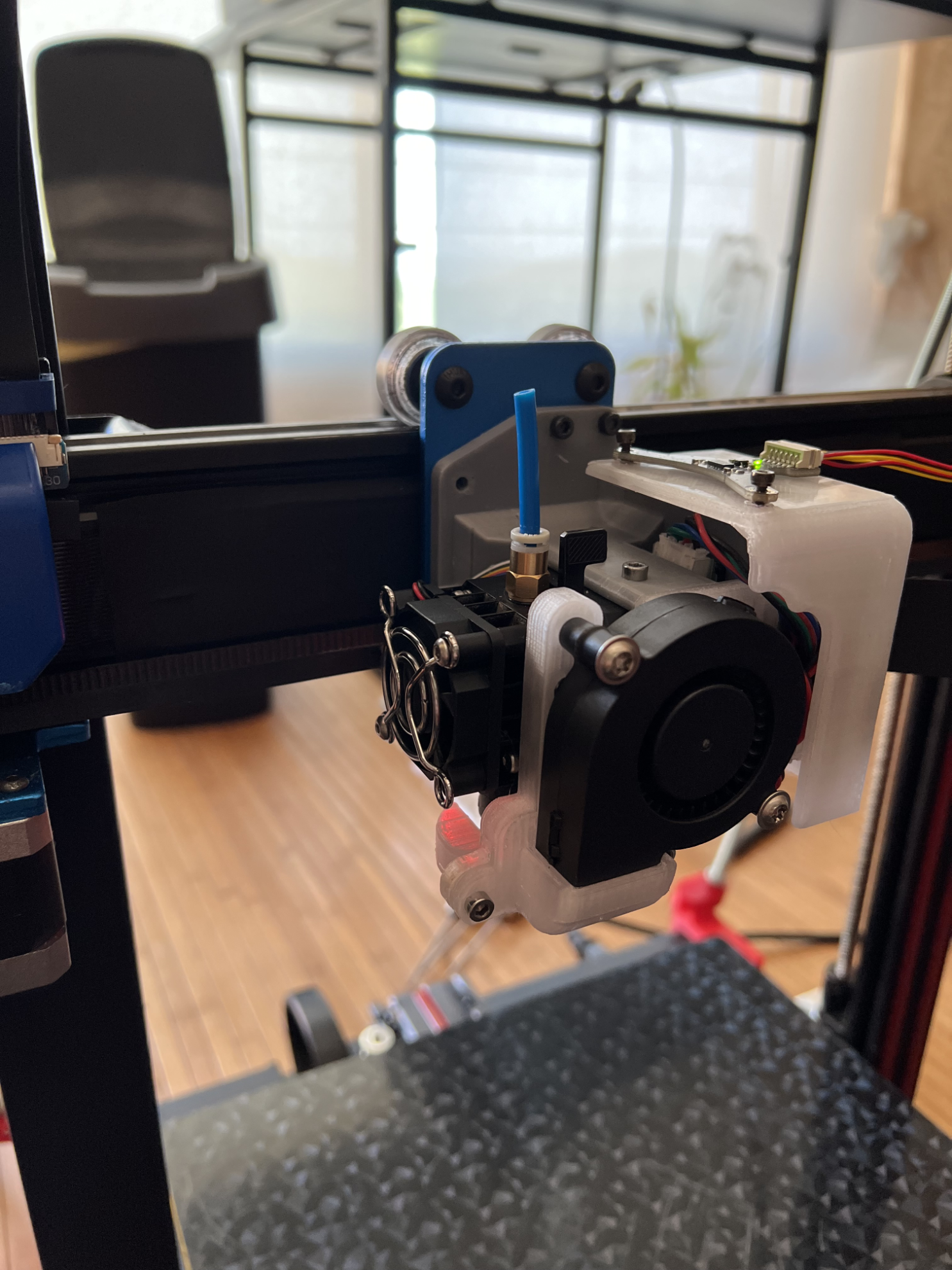
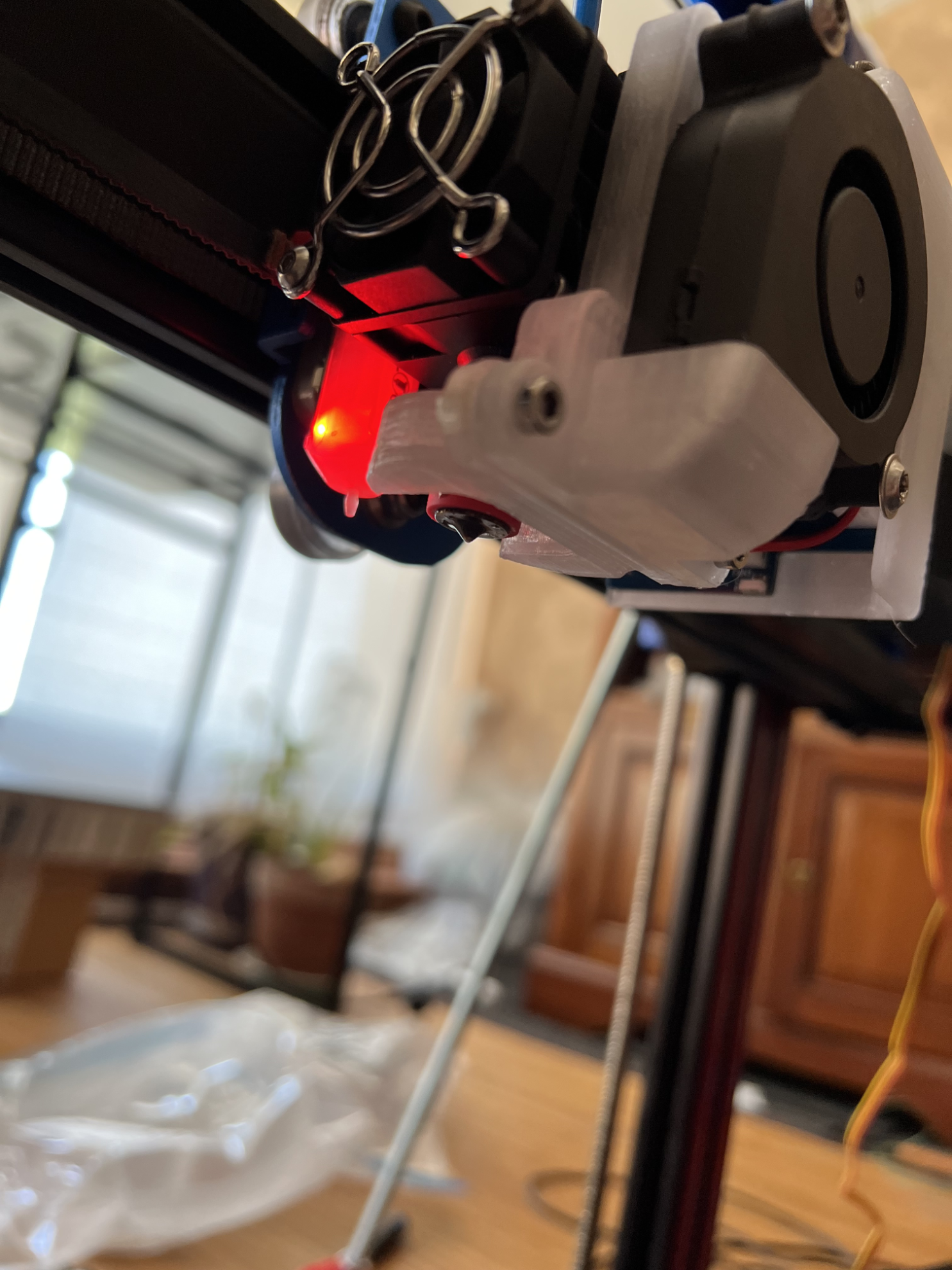
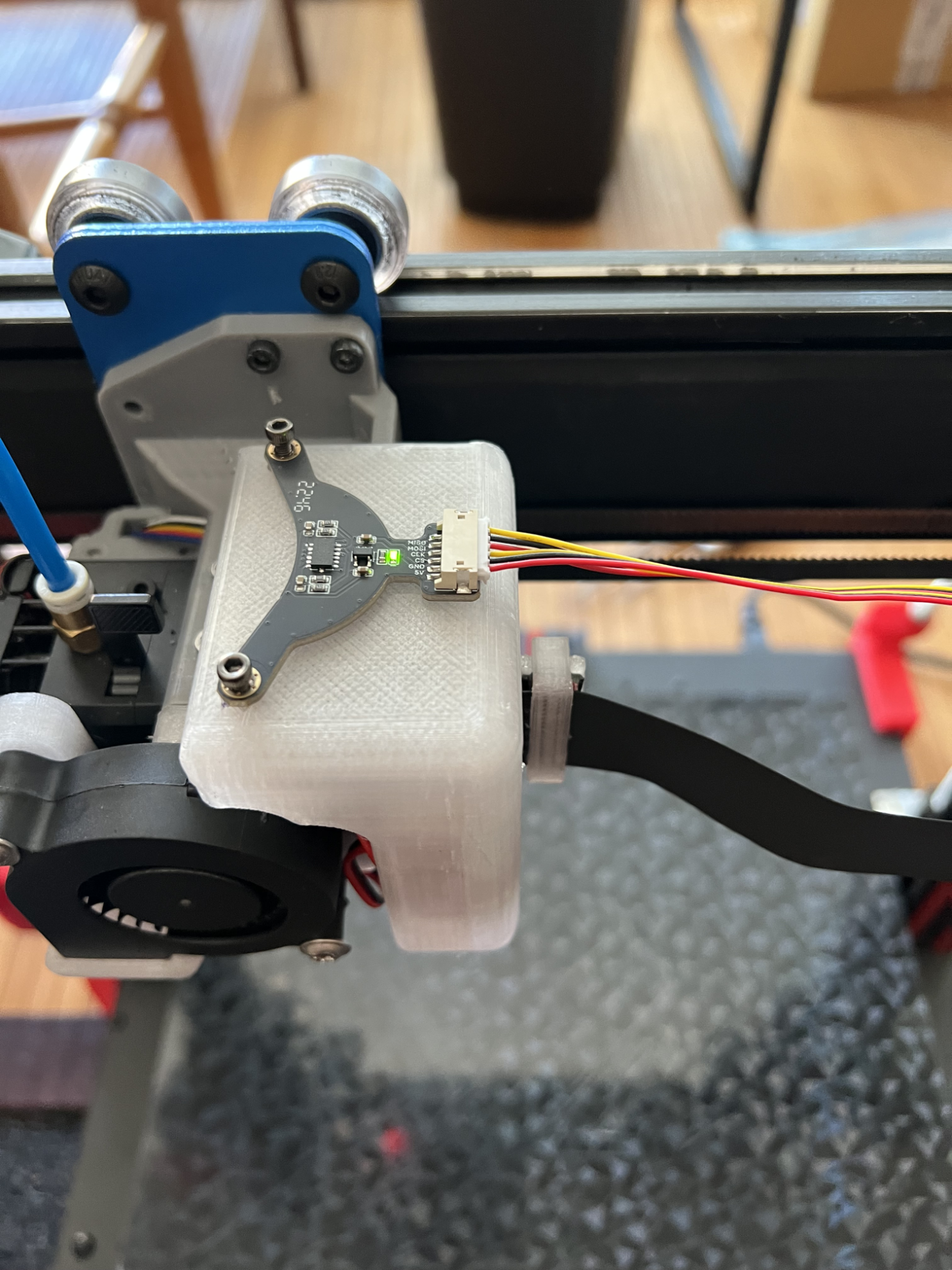
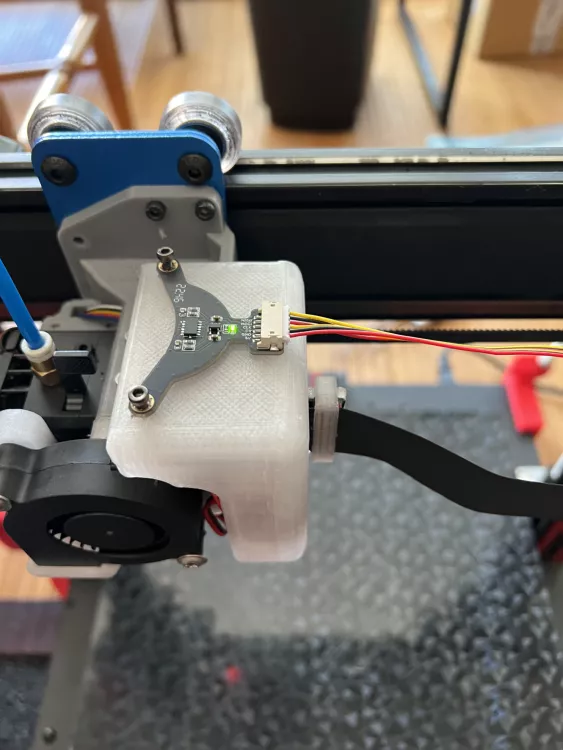
Salut à tous, Voici les quelques nouvelles sur mes imprimantes. J'ai fait pas mal de modifications sur le modèle 3D, principalement le rendre un peu plus compact, modification du flux d'air et positionnement des probe. J'ai mis à jour les models 3d pour Micro Probe https://www.printables.com/fr/model/409738-sw2-biqu-h2-v2s-revo-carriage-mount-fan-duct-5015- et BL touch 3.1 https://www.printables.com/fr/model/307743-sw2-biqu-h2-v2s-revo-carriage-mount-and-fan-duct-5 Autre changement majeur de l'imprimante Passage a Klipper complet Passage sur un carte BTT SKR 3 EZ avec des TMC 5160 Pro (le silence a coté des TMC 2100 et 2209) (https://biqu.equipment/collections/control-board/products/bigtreetech-btt-skr-3-ez-control-board-mainboard-for-3d-printer?variant=39786596237410) Passage sur BIGTREETECH Pad 7 avec carte CB1 et Klipper installé (https://biqu.equipment/collections/lcd/products/bigtreetech-pad-7) Passage sur un lit Allu magnétique. Passage à l'extrudeur BIQU H2 V2S REVO Extruder (https://biqu.equipment/collections/extruder-hotend-heatsink-j-heat/products/biqu-h2-v2s-revo-extruder) Ajout des renforts sur les côté. Passage des axes Z sur des moteur à angle 0.9. Ajout d'un adxl J'en profite pour vous dire que je vends un de mes machines (car j'ai acheté une bambu labs X1C donc j'ai une machine X2 en trop, j'en garde une pour le volume de 30x30x40) Je vais mettre une annonce sur le forum. J'en demanderai 400€ plus frais de port.
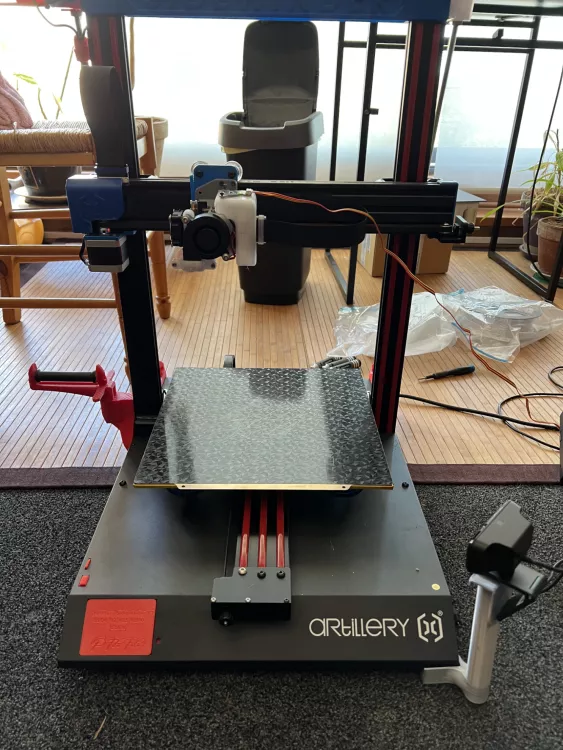
 1 point
1 point