Classement

.thumb.png.cf91b9255a0fd229165d1133da6f304c.png)


Contenu populaire
Contenu avec la plus haute réputation dans 16/03/2025 dans Messages
-
Qui connait le Tiger Tag, une puce RFID que l'on peut programmer pour renseigner les informations d'un filament et faire automatiquement reconnaitre par NFC la bobine par une imprimante qui en est capable. Une application mobile (qui n'existe pas encore) pour programmer et reprogrammer ces puces (Tiger Tag Maker). Une solution universelle pour ne pas être bloqué dans la même marque que l'imprimante. Et il y aurait même un Tiger Tag Pro pour ajouter une authentification. Ca reste donc encore du conditionnel tant qu'on ne verra rien concrètement mais Atome3D les référence à environ 1 € l'unité, tarif dégressif : https://li3d.fr/TigerTagMaker-10-A3D Leur page est étonnamment en anglais. A lire aussi : https://www.lesimprimantes3d.fr/comparateur/accessoires/atome3d/tiger-tag-maker/5 points
-
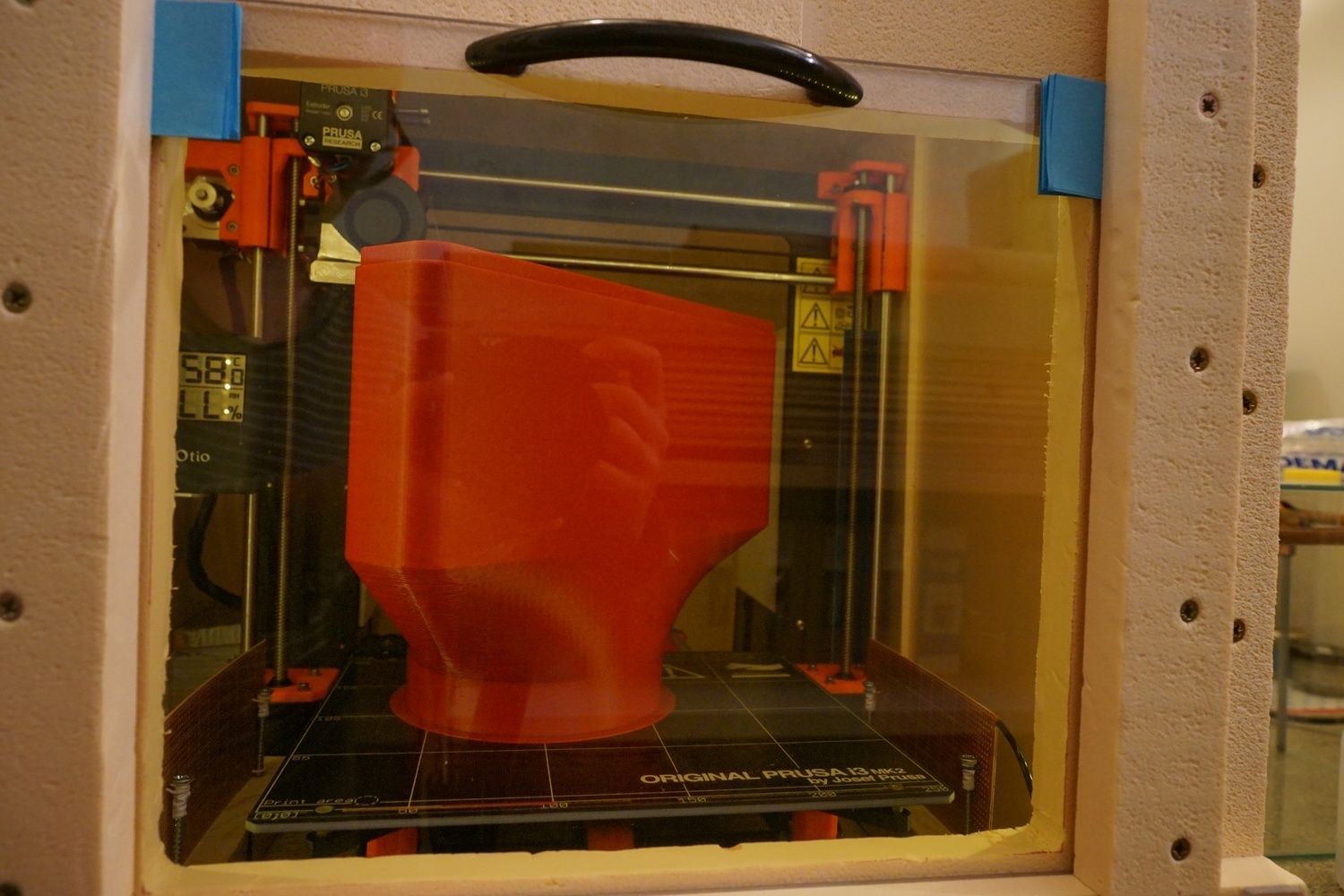
un classique mais ça faisait tellement plaisir a une petite fille qui rêve d'être cosmonaute que le temps du repas de midi, je lui ai imprimé ça la visière est imprimée avec le filament Ziro en couche de 0.08 mm
 5 points
5 points -
Voila ma petite participation, mais avec de nombreuses heures d'impression avec la QIDI Plus 4.
 4 points
4 points -
Un programme chargé cette semaine avec des nouveautés chez UltiMaker, Creality, Bambu Lab, Atome3D, GeekBuying, Prusa, xTool, Anycubic et pas mal d'informations en provenance du forum https://www.lesimprimantes3d.fr/semaine-impression-3d-480-20250316/3 points
-
noble combat ... elle serait amortie à la première pièce mais je ne t'apprends rien3 points
-
bonjour @pjtlivjy merci pour les tests c'est parfait au niveau du bruit de fonctionnement de la Qidi plus 4 je suis impressionné par la régularité des couches. peux tu me confirmer que la largeur de la QIDI+4 est de 505mm en largeur ? demain 75 ans çà se fête a+3 points
-
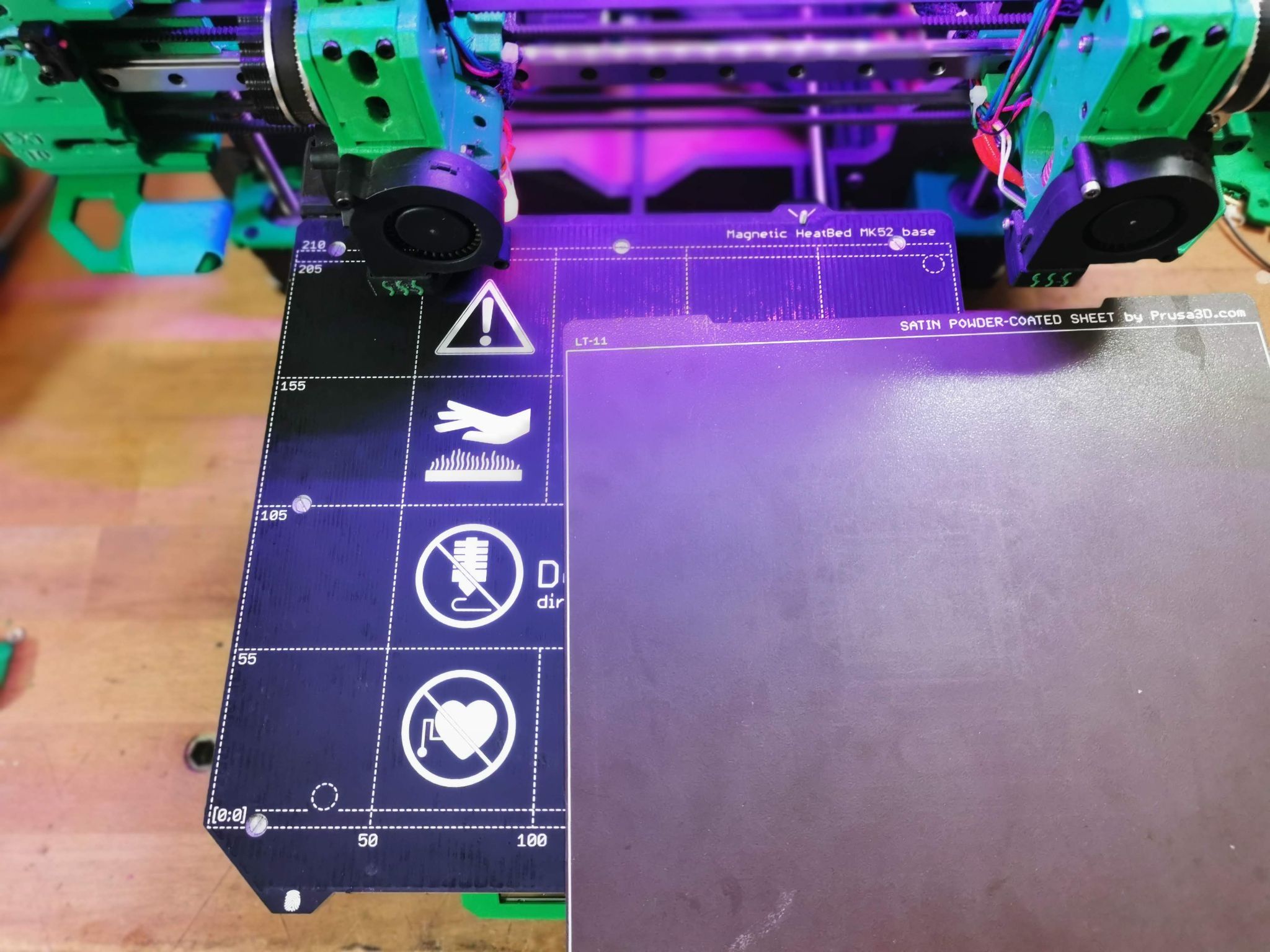
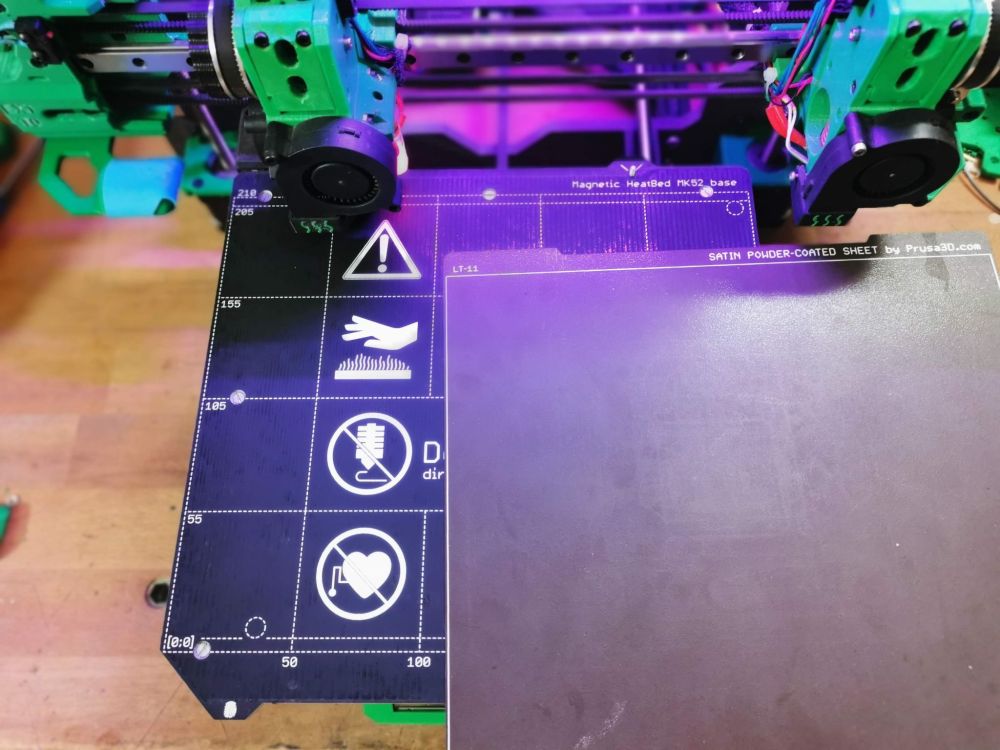
alors ce soir une petite video pour démentir des rumeurs qui traînent sur les groupes Facebook oui il est possible d'imprimer sur la totalité du plateau, là on imprime en 302 mm de large pour un plateau de 305 mm et oui la première couche peut être parfaite une fois le levelling bien fait au démarrage de l'imprimante, Klipper s'occupant du reste3 points
-
Petite photo du vase imprimé précédemment (PETG 270mm de haut), en situation : Les fleurs (rose bonbon), les pistils (rose funky avec une pointe de peinture jaune à l'extrémité (non visible sur cette photo de loin)) et la branche (marron) qui les soutient sont imprimés sur la Prusa XL, en PLA avec support PETG. Les autres branches, brindilles et écorces sont naturelles, de la forêt locale. Les modèles utilisés sont : Vase => https://www.printables.com/model/75513-twisted-vase-with-strands Fleurs de cerisier => https://www.thingiverse.com/thing:2183529
 3 points
3 points -
Charnières pour une tablette rabattable dans le camion, en petg, la tablette viens d'un meuble IKEA que j'avais déjà utilisée pour autre chose et qui viens d'avoir une troisième vie.




 3 points
3 points -
même fenêtre ouverte ça ne garantie rien les vents peuvent renvoyer tout dans la maison il te faut une extraction sur ta machine qui soit évacue vers l'extérieure soit passe par un filtre absorbant qu'il faudra surveiller et changer très régulièrement comme @Moucklee j'améliore mes installations et j'ai fait le choix d'un extraction vars l'extérieur avec filtre3 points
-
C'est paradoxal ce que je vais dire, mais pour Flsun et leurs T1 & S1 (Tu as pris les deux extrême), Flsun eux même l'ont dit "La qualité de sortie des impressions, n'est pas une priorité, ce qui nous intéresse c'est la Vitesse" : Thomas de Polyworkshop, lors de son essai de la T1. Tant que cela reste acceptable en terme de qualité, ça à l'air de pas trop les déranger. Maintenant là ou est le paradoxe, est que de mon point de vue personnelle, les plus belles impression que j'ai sortie était fait sous la FLsun V400, je n'ai jamais eu des parois extérieur aussi lisse et doux que sous V400 avec du filament a moindre coût et à demi calibré, et le pire est que cela est réalisé au moment ou il n'existait que un seul profile en 0.20. Et encore à ce jour je n'arrive pas a retrouver cette qualité de sortie à vitesse égale. Les seuls fois ou j'avais des problème dimensionnelle, c'est quand je faisais de la mise en échelle de pièce en faisant cela on modifie les tolérances avec, et c'est valable pour toutes les machines. Les courroies chez Flsun malheureusement c'est un peu leur point noir, La V400 à arrêté d’être produit et retiré de leur catalogue en partie à cause de cela et surtout de leur système de guide linéaire qui été selon eux révolutionnaire, en soit ils avaient pas tord, le hic c'est l'entretient, c'est aussi la machine que j'ai le plus calibré à court terme, toutes les semaines, je passé mon temps à retendre les courroies pour conserver une qualité optimal.3 points
-
insertion de quelque chose dans la pièce imprimée comme par exemple un écrou, un insert de renfort etc etc3 points
-
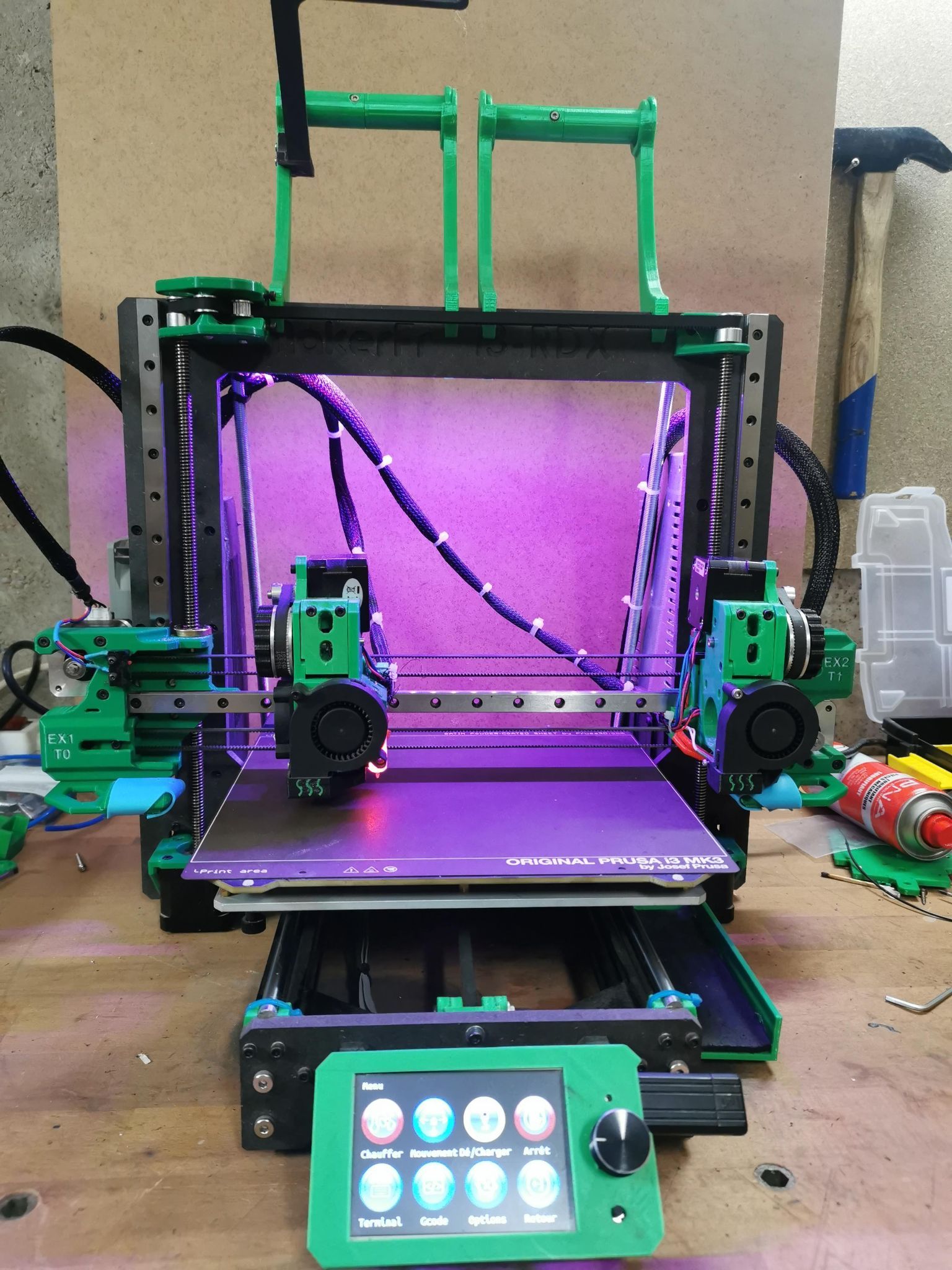
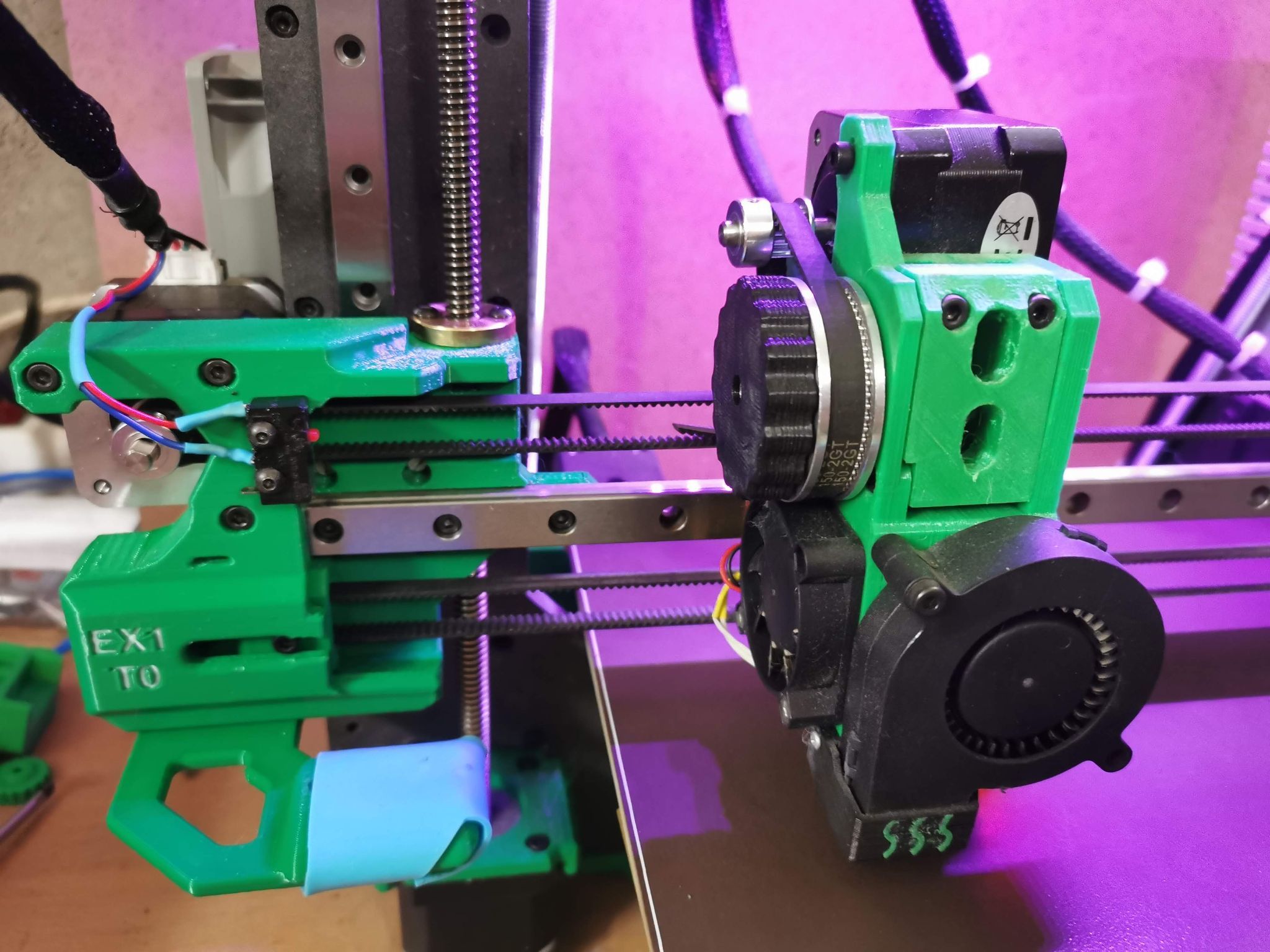
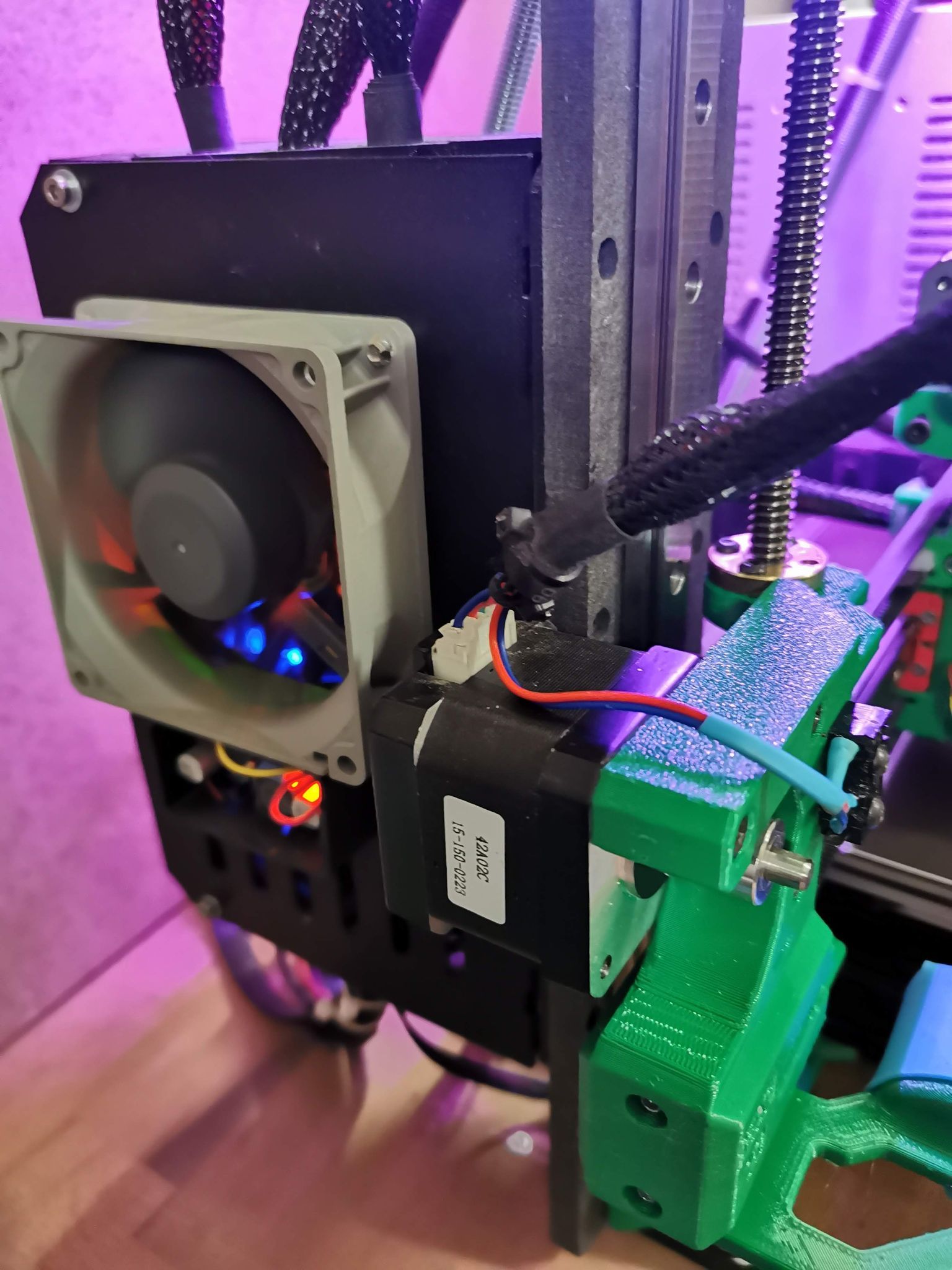
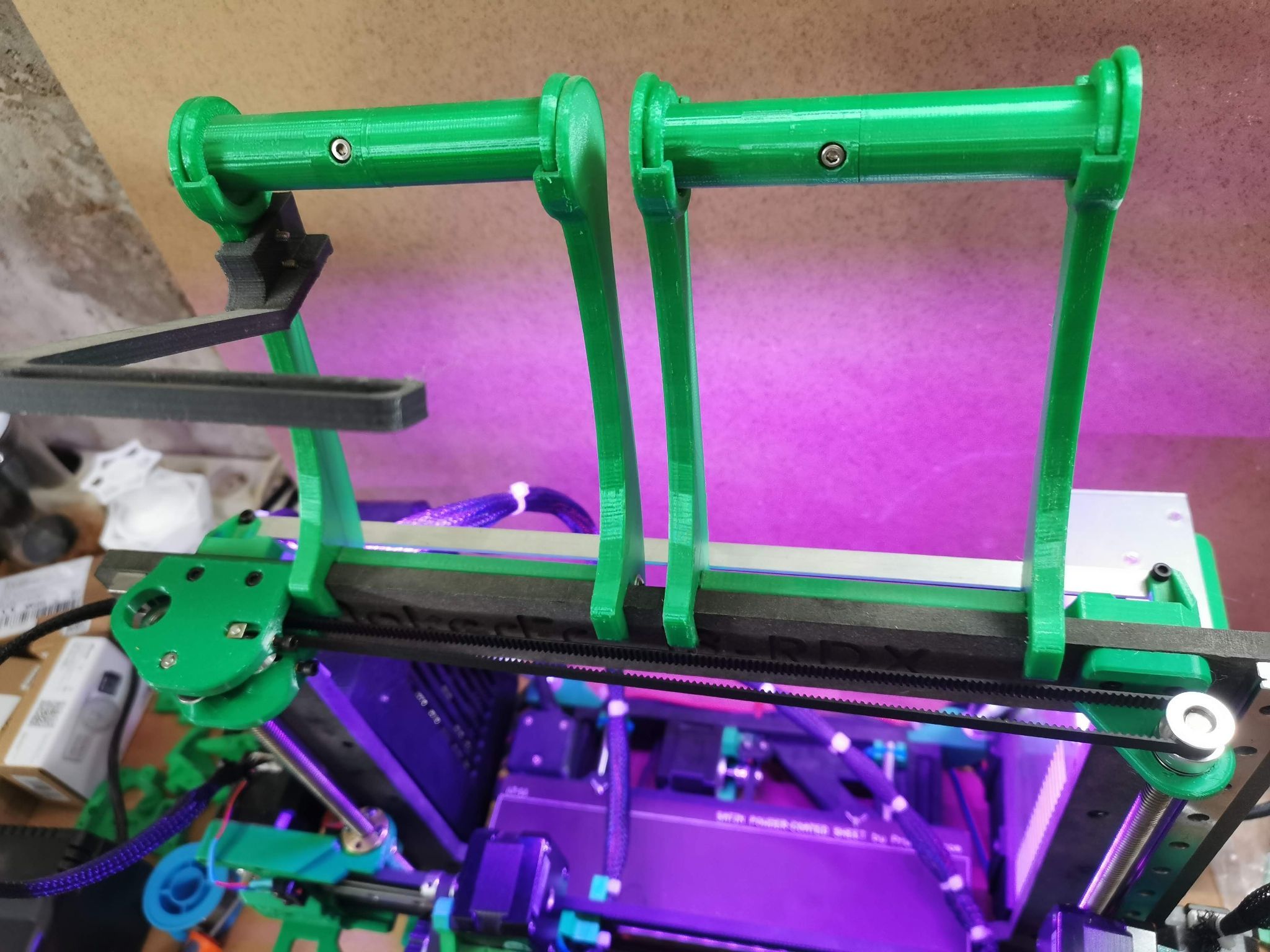
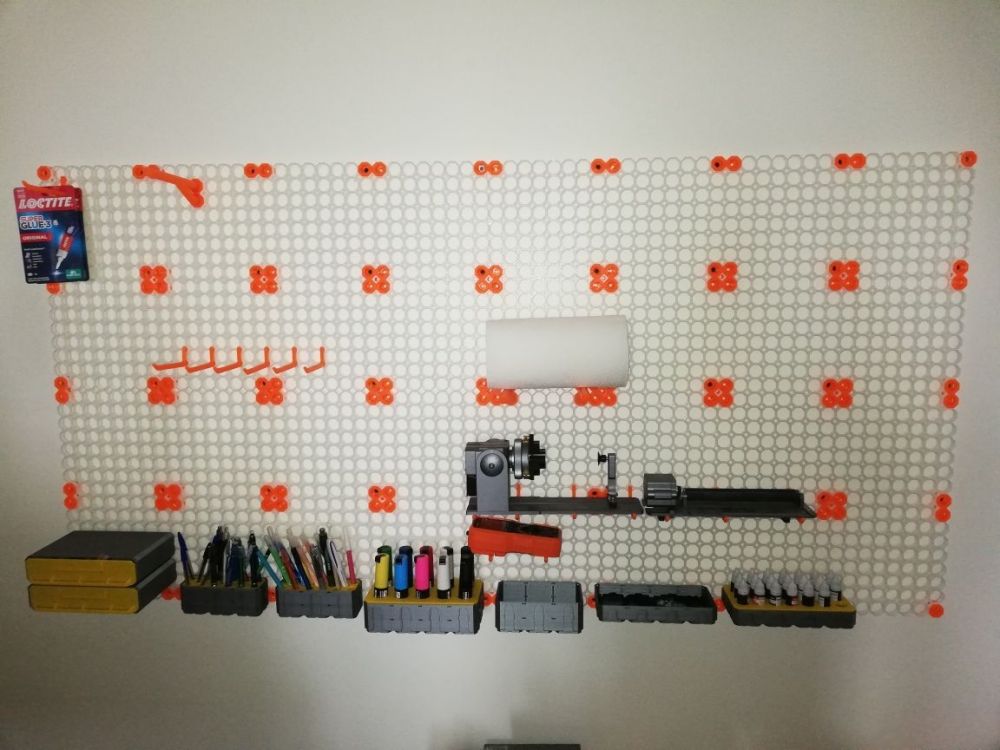
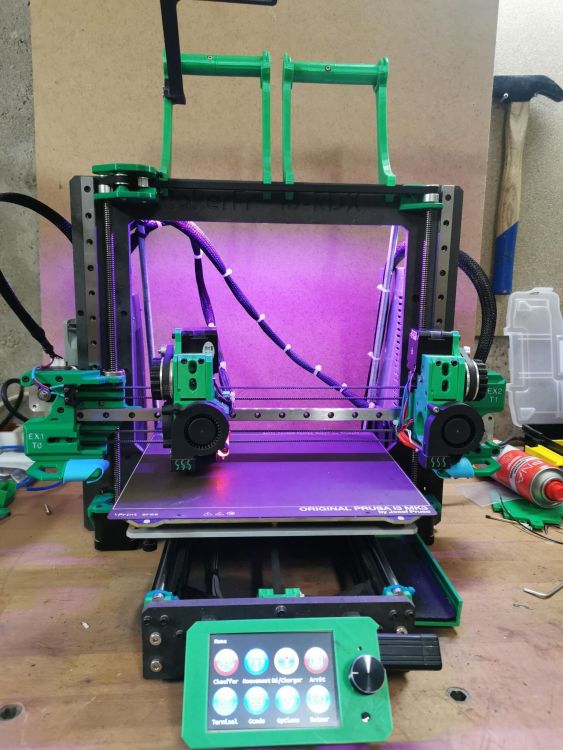
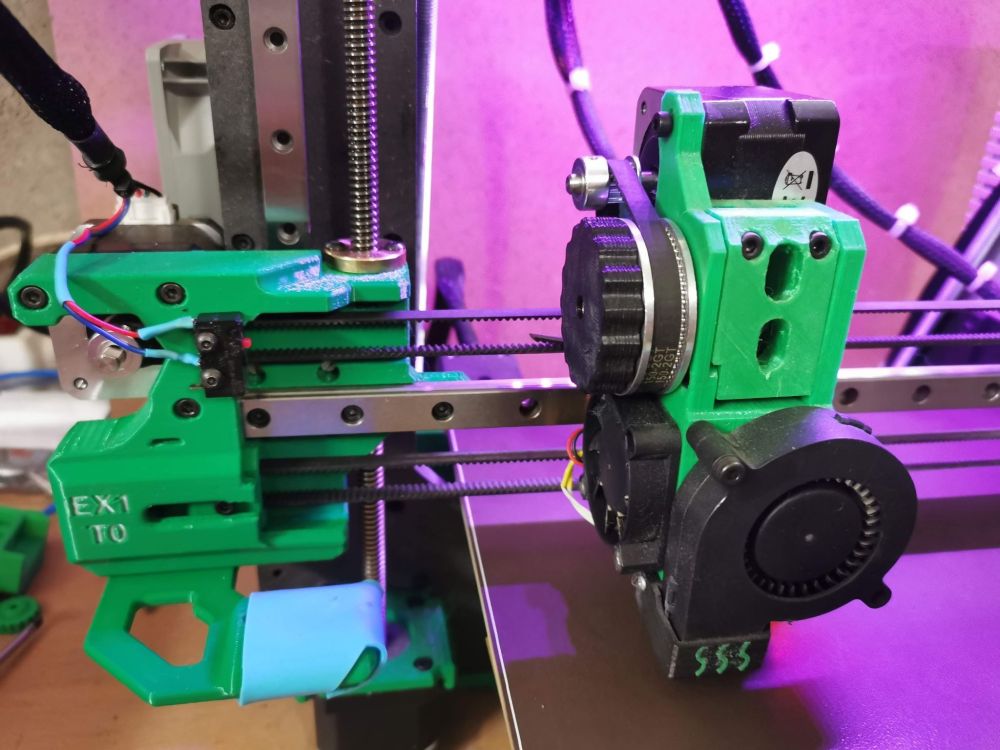
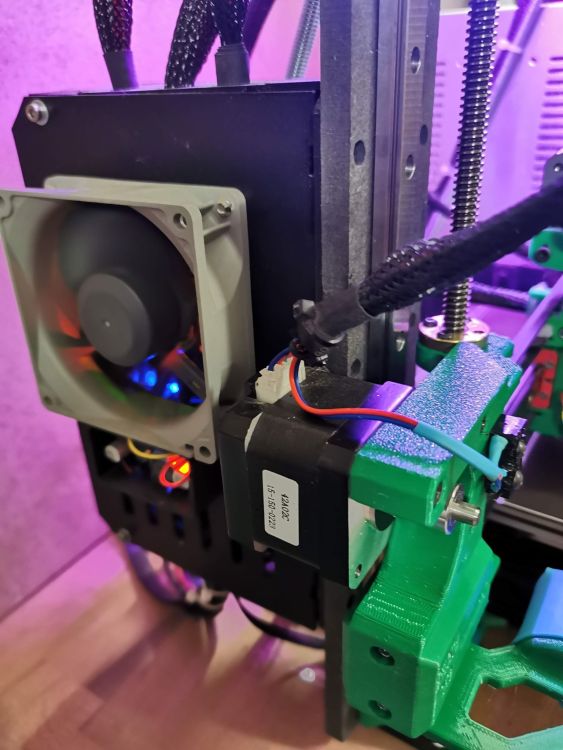
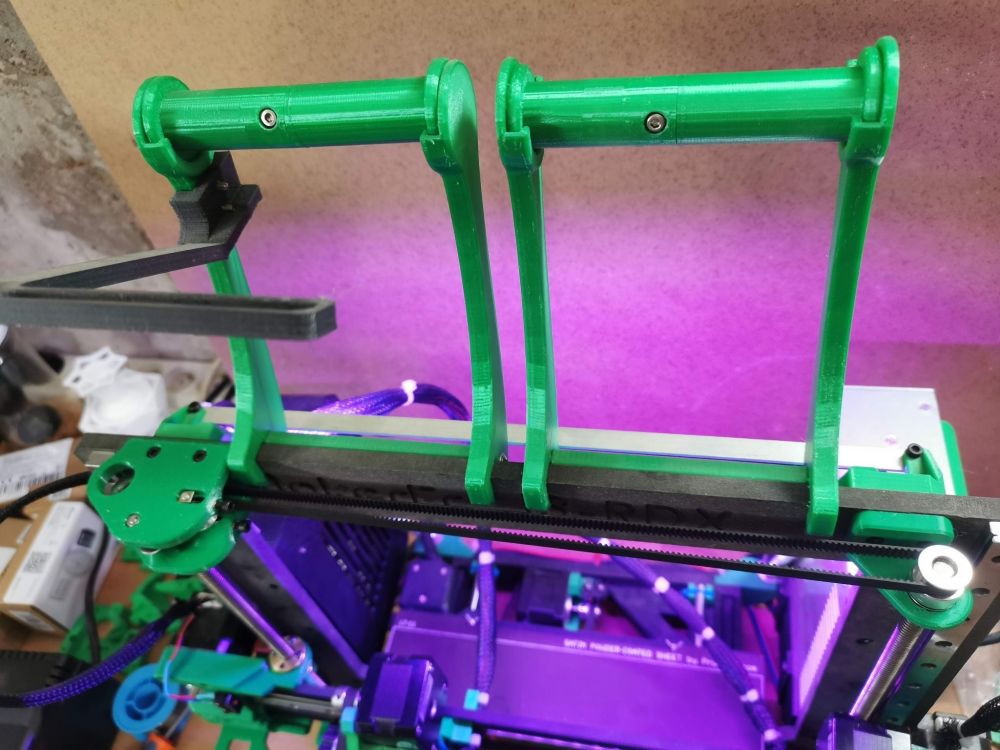
Bonjour les makers ! Je donne une imprimante bi-materiaux grâce a deux têtes indépendantes sur X. -Extrudeurs en direct drive -Autolevel par BL-touch -Carte mère BTT SKR -Ecran tactile (possibilité de basculer vers le Marlin classique) pour un accès total à tous le paramètres -3 plateaux (2 Prusa + 1 générique) - tous ventilos en" super-quiet" car nos oreilles délicates le valent bien C'est une machine que j'ai codéveloppé avec @Kachidoki et @greguy ,surtout pendant le confinement... je lui ai fait subir la MAJ de @Guillaume3D ! J'ai pris pal mal de plaisir à la construire, l'utiliser mais tout passe.... Quelques photos :


 2 points
2 points -
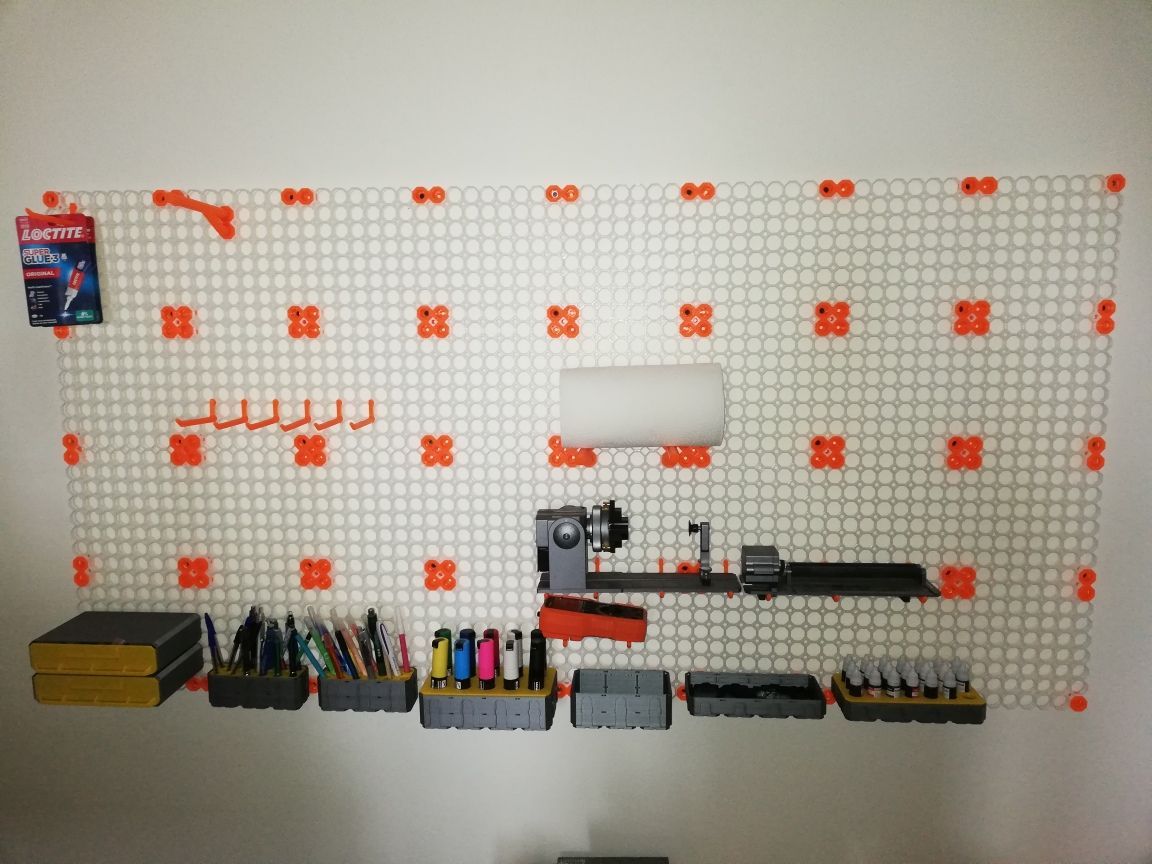
super @Moucklee les échantillons de couleurs çà permet de faire un choix important en couleur (c'est magnifique ) il fallait y penser J'ai réalisé une application une base de donnée pour gérer les bobines ! car à un moment il est difficile de retrouver une couleur ou un type de filament. je pense que tu dois être dans le même cas que moi2 points
-
Oui @vap38 Je confirme j'imprime tout type de filament ArianePlast sur la X-Max 3 PLA Eco et PETG ChangeColor PLA + Tous les filaments que j'ai actuellement de chez ArianePlast, et encore il en manque beaucoup.


 2 points
2 points -
au fait j'ai oublié de préciser que dans la vidéo, on est sur une première couche en 0.08 mm ... si ça c'est pas une preuve de qualité et de précision on est sur un écart de 2.5 mm @vap38 non pas imprimer de l'Ariane Plast mais @Moucklee en utilise sur sa X-MAX3 et n'a pas de souci2 points
-
en fait l'accès à la bobine et son introduction dans le détecteur se font à gauche pas besoin de passer derrière @vap38 comme tu peux le voir sur cette photo
 2 points
2 points -
Bambu ne réserve pas de place ... Bambu vient quand elle veut, et prend la place qu'elle veut p.s. si jamais, quelqu'un n'aurait pas compris c'est une blague2 points
-
Je ne refroidis que si il y a un pont, sinon c'est 0%.2 points
-
Bonjour, Es-tu sûr d'avoir éliminer les jeux mécaniques en réglant les écrous excentriques ?2 points
-
En réalité je ferais des test quand j'aurais tout installé, vraiment c'est le VMC qui me fait surtout peur à distribuer les émanations dans d'autres pièces, mais je me sens bien préparé maintenant et ça va le faire j'en suis sûr ! C'est clair qu'on sait jamais ce que l'on respire ... Le danger est partout. Je vais me renseigner sur la machine et si j'ai des questions je n'hésiterais pas alors ! En tout cas merci à tous pour vos message, j'y vois franchement plus claire et me sens bien plus rassuré2 points
-
Qui !!! Par défaut la ender 3 V3 SE est sur Marlin 2 sous CP V6.xx.2 points
-
ça malheureusement nous ne pouvons pas répondre à ta place, étant donné que chaque maison dispose de sa propre configuration. Il faudrait tester ça avec des instruments de mesure pour relever la qualité de l'air avant/pendant/après une impression résine. La seul chose que je puisse t'affirmer, est que si tu ajoute une bonne Extraction d'air dans ta pièce elle risque d'absorber toute l'air ambiant de ta pièce ainsi qu'une partie du couloir. Lorsque j'allume ma VMC dans ma pièce par exemple, je sens des courants d'air même dans mon couloir a raz le sol et pourtant c'est un vieux coucou que j'ai. Edit: d'ailleurs, si tu veux voir a quoi elle ressemble je l'ai refais et posté ici VMC2 points
-
Creality depuis que la photo est sortie
 2 points
2 points -
certes, en clé en main y a prusa (cher mais y a des avantages) creality (mais à te lire ca à l'air bien galère parfois) Au pire je peux attendre ca limite mes projets en taille, mais je peux attendre2 points
-
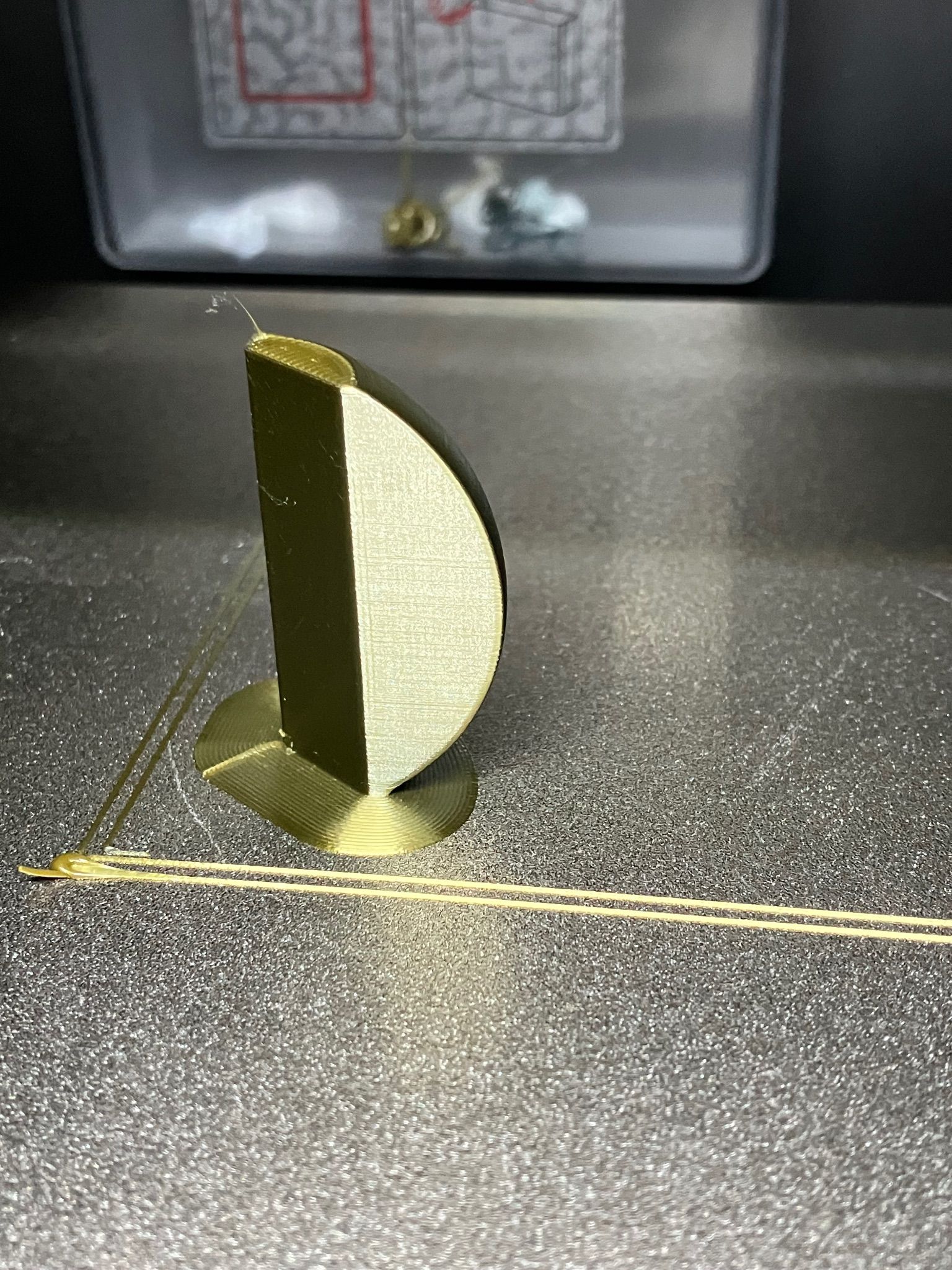
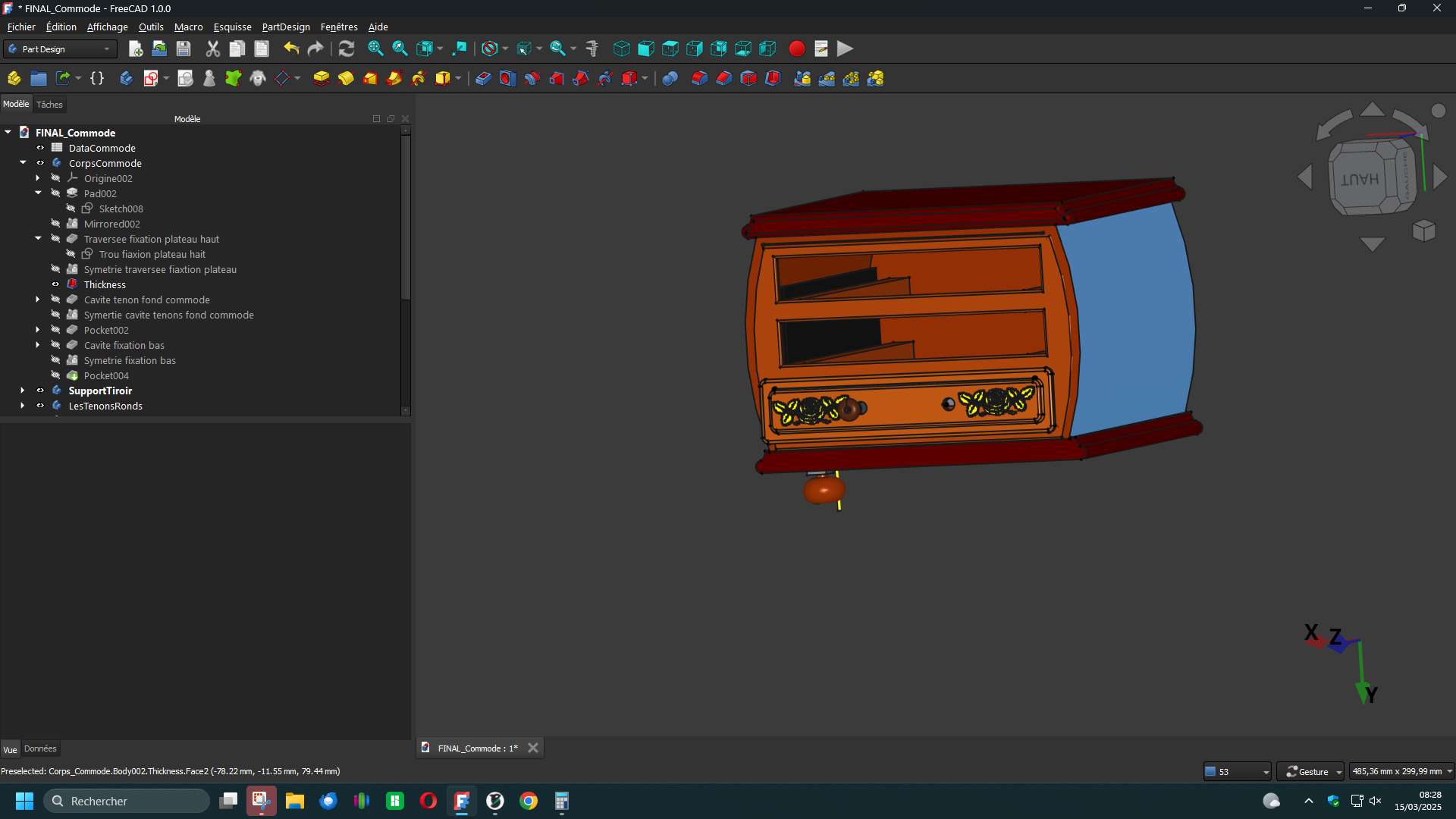
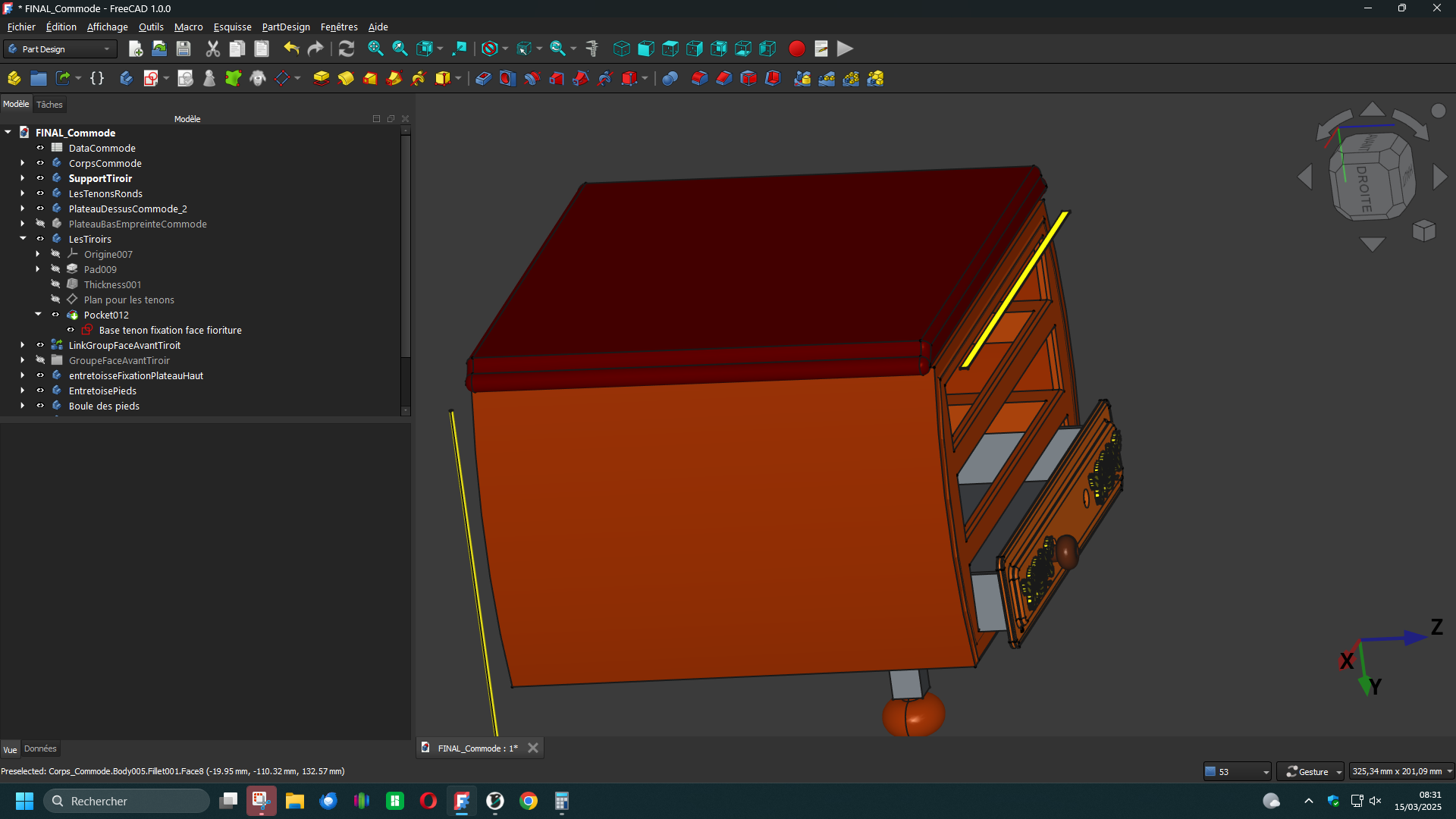
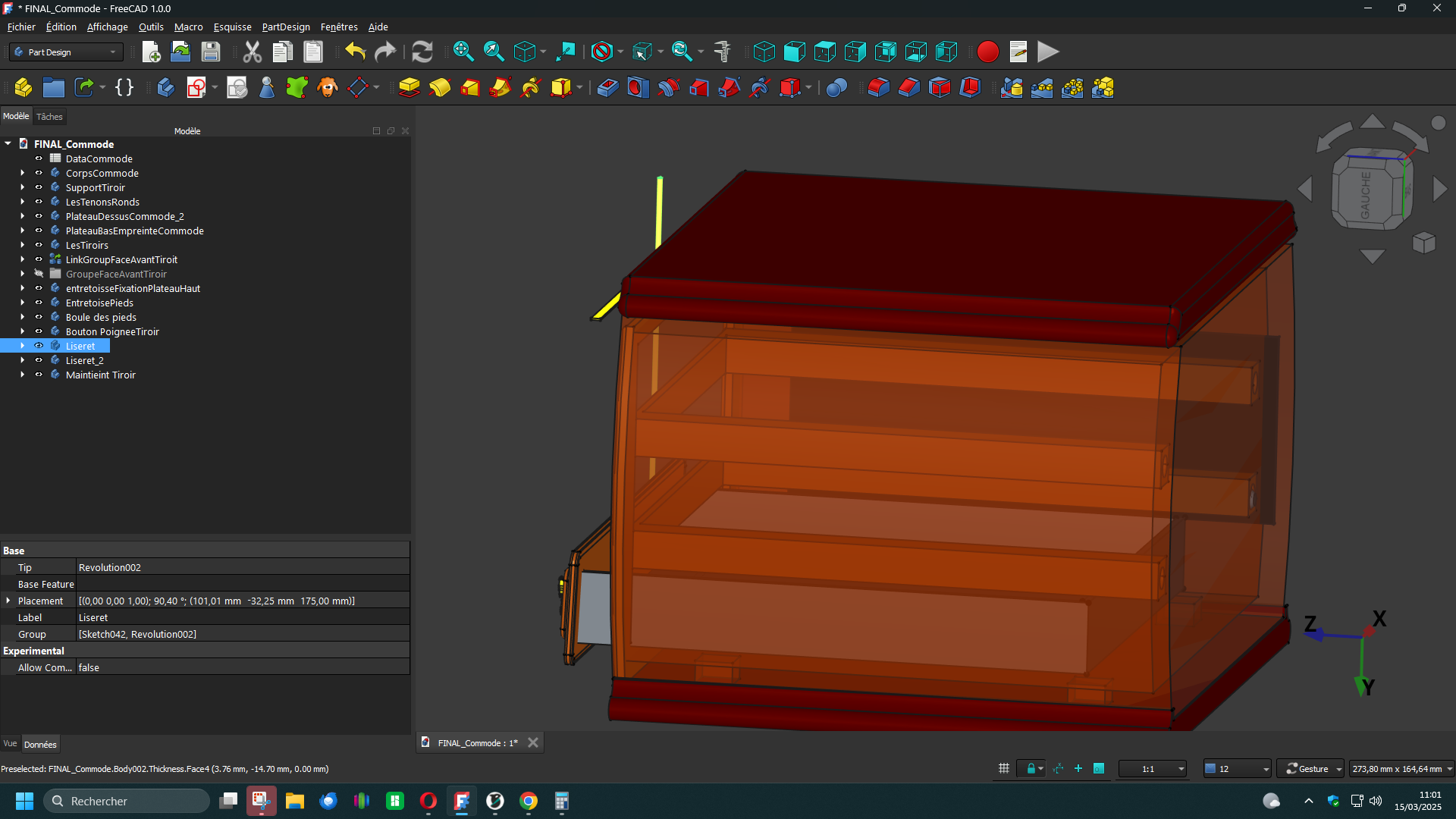
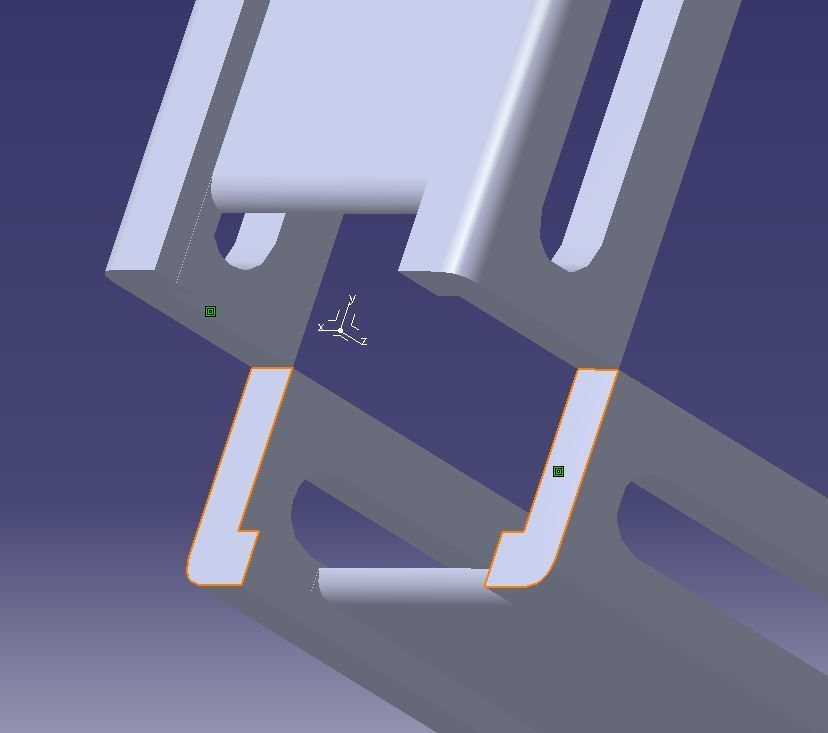
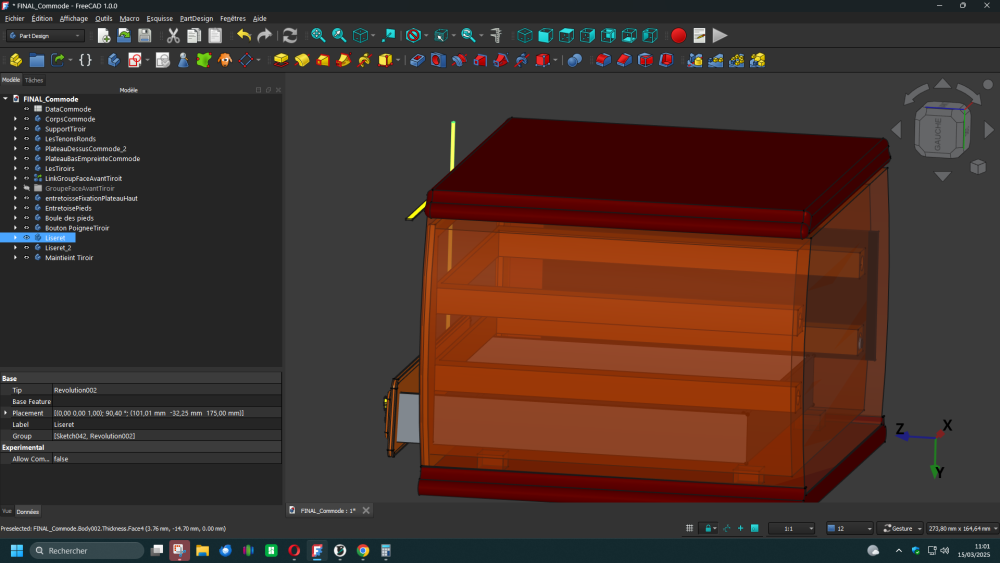
Le rayon de courbure est peut-être trop faible. Essaye avec un grand rayon pour éliminer cette hypothèse. Pris de vitesse. Tu peux peut-être mettre une copie de ton rail à 90 degré au contact du rail original, puis faire une révolution de 90 degrés de l'esquisse rouge (voir dessin) pour boucher le vide.
 2 points
2 points -
je suis pas 100% d'accord y a des machine récente pour quoi c'est pas toujours cela les Flsun T1 et S1 par exemple, après oui beaucoup de machine récente son ok sur ce point je te l'accord mais y en a qui sont pas toujours au même niveau (attention sans que ce soit comparable au machine de 2019 non plus, pas au même niveau mais restant acceptable le plus souvent)2 points
-
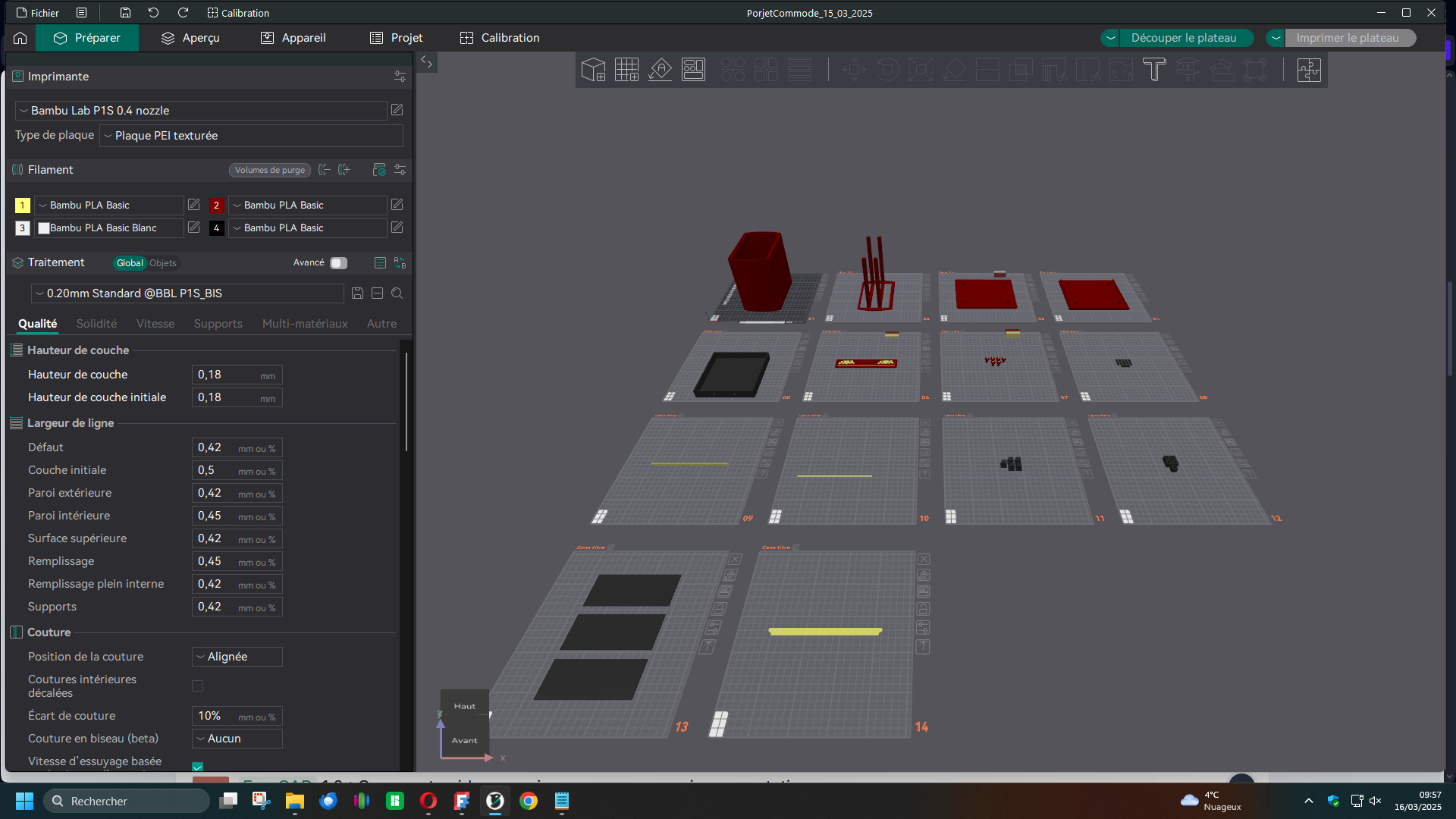
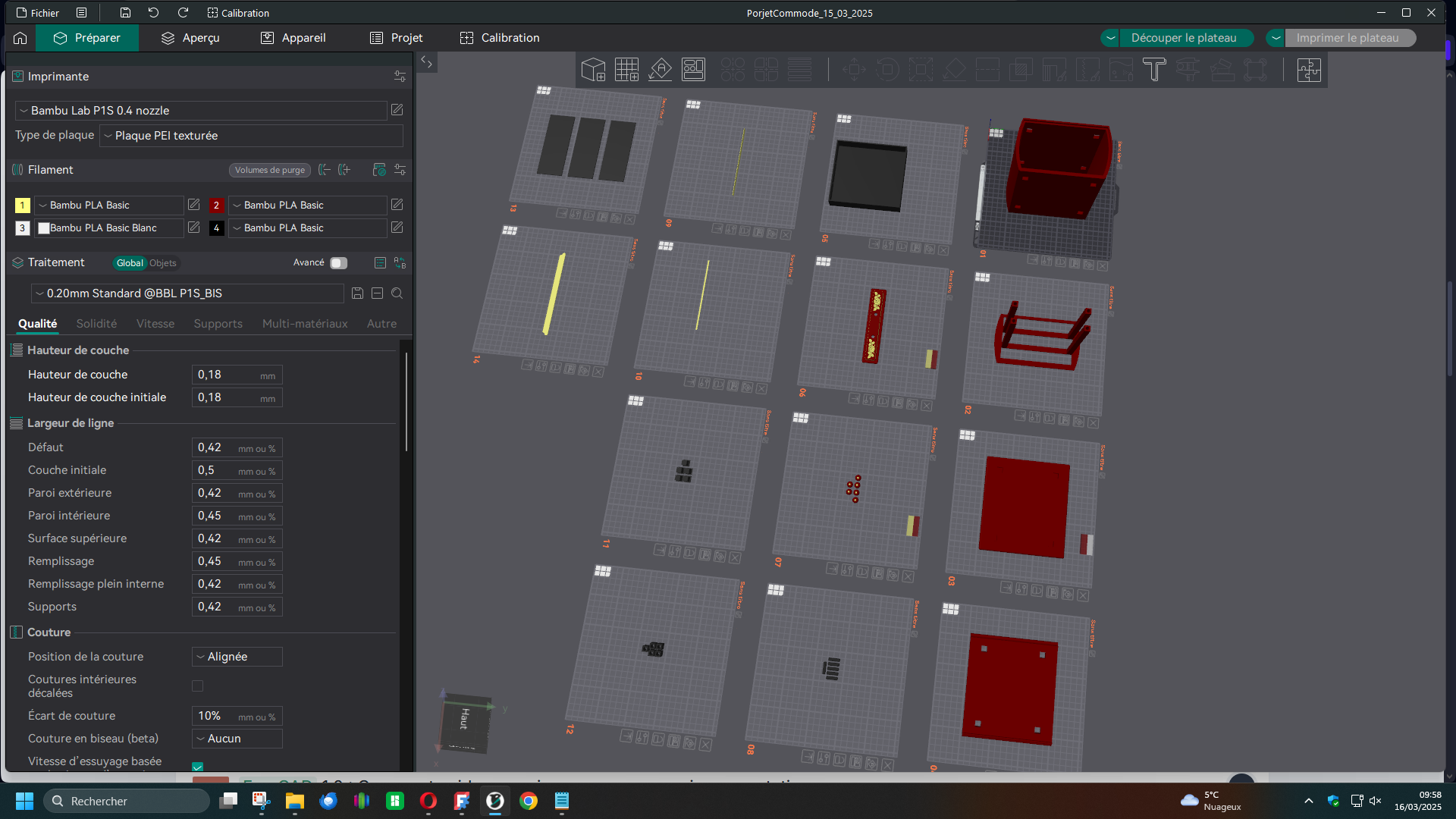
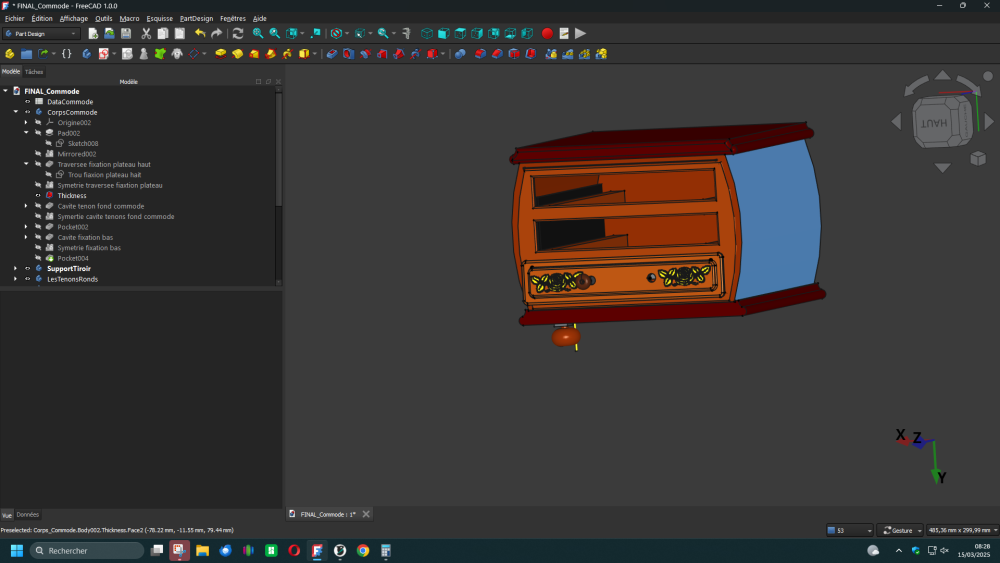
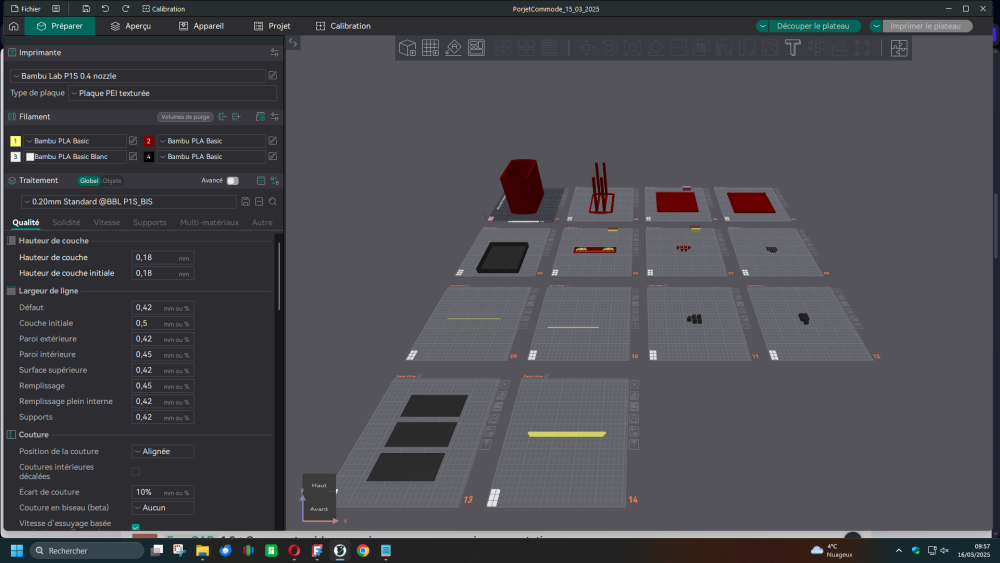
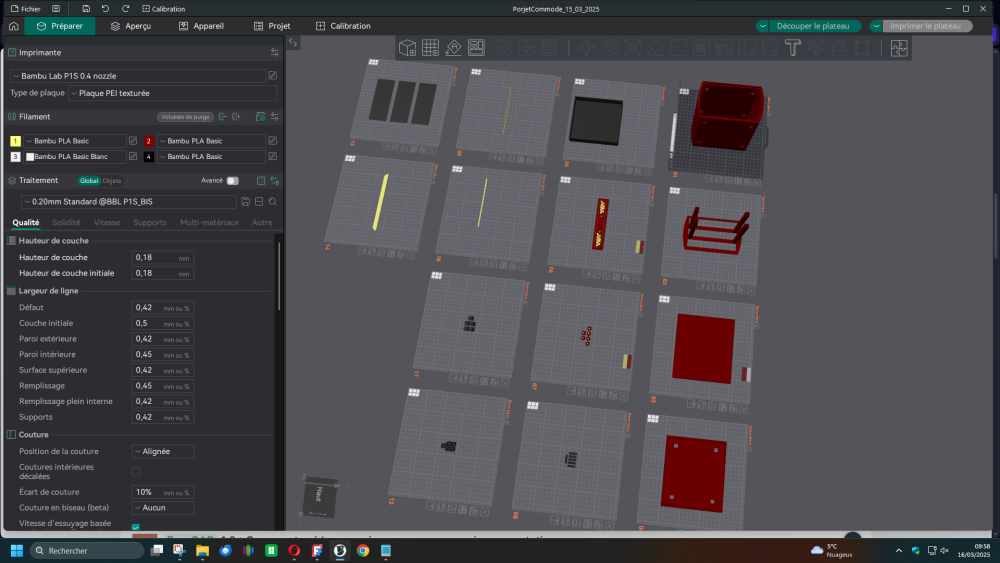
Expl_Commode_15_03_2025.zipProjetOrca.zipProjetStidio.zip Fiichiers_expCommode.zip

 2 points
2 points -
Bon, pour le coup, j'ai backé, pour récupérer un kit au plus tôt, et pouvoir faire une ou deux voiture rc à ma sauce pour les mettre sur Makerworld...2 points
-
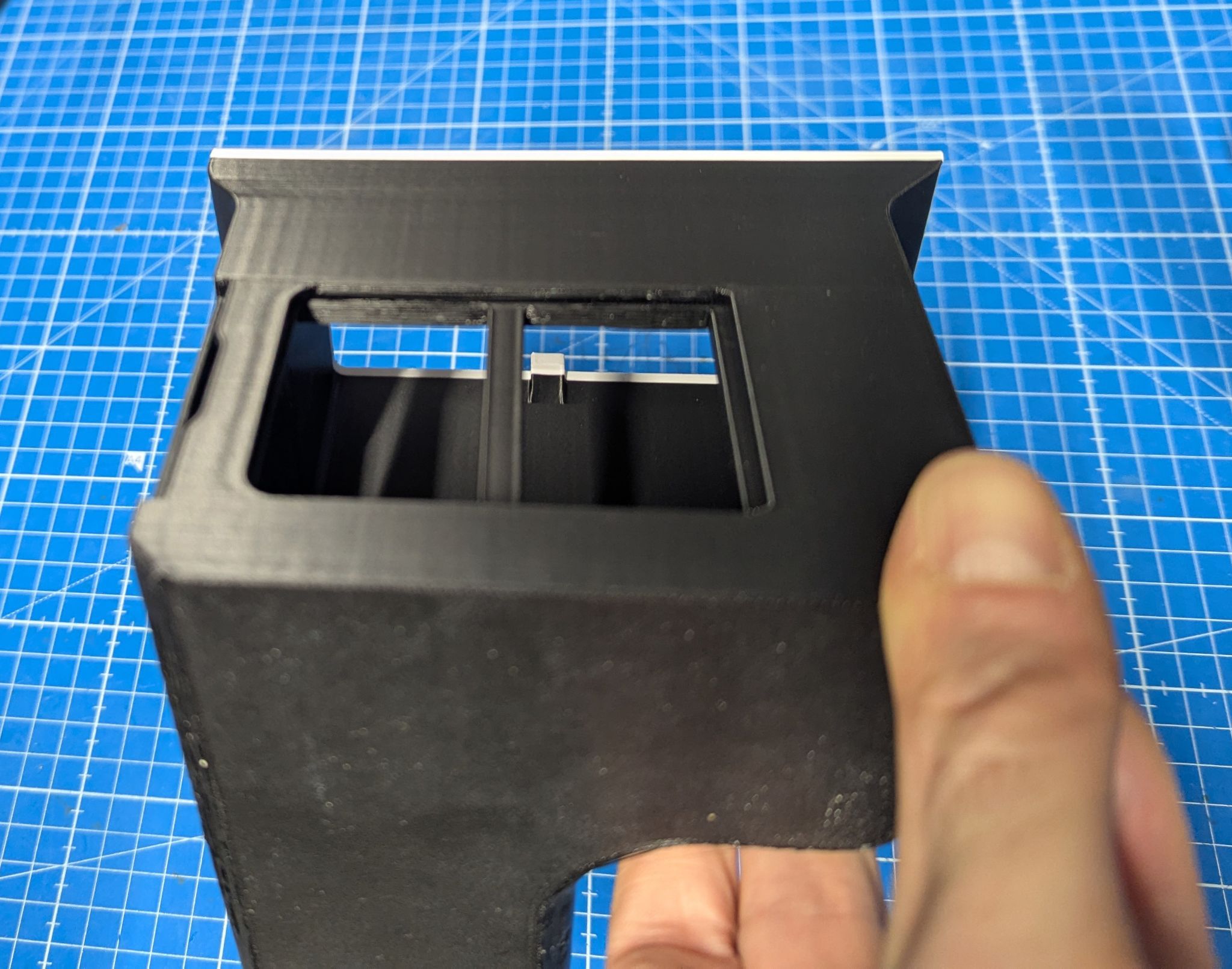
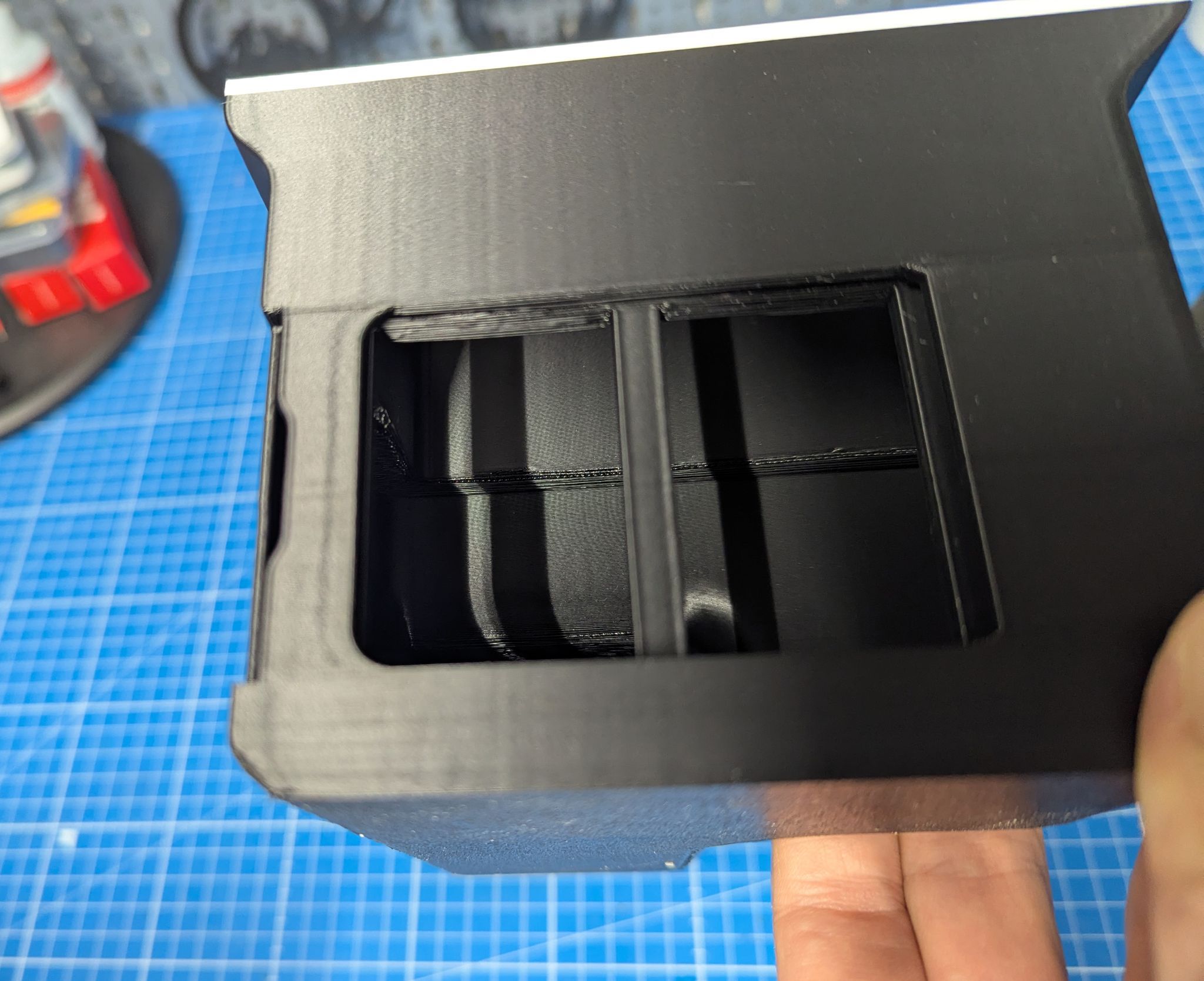
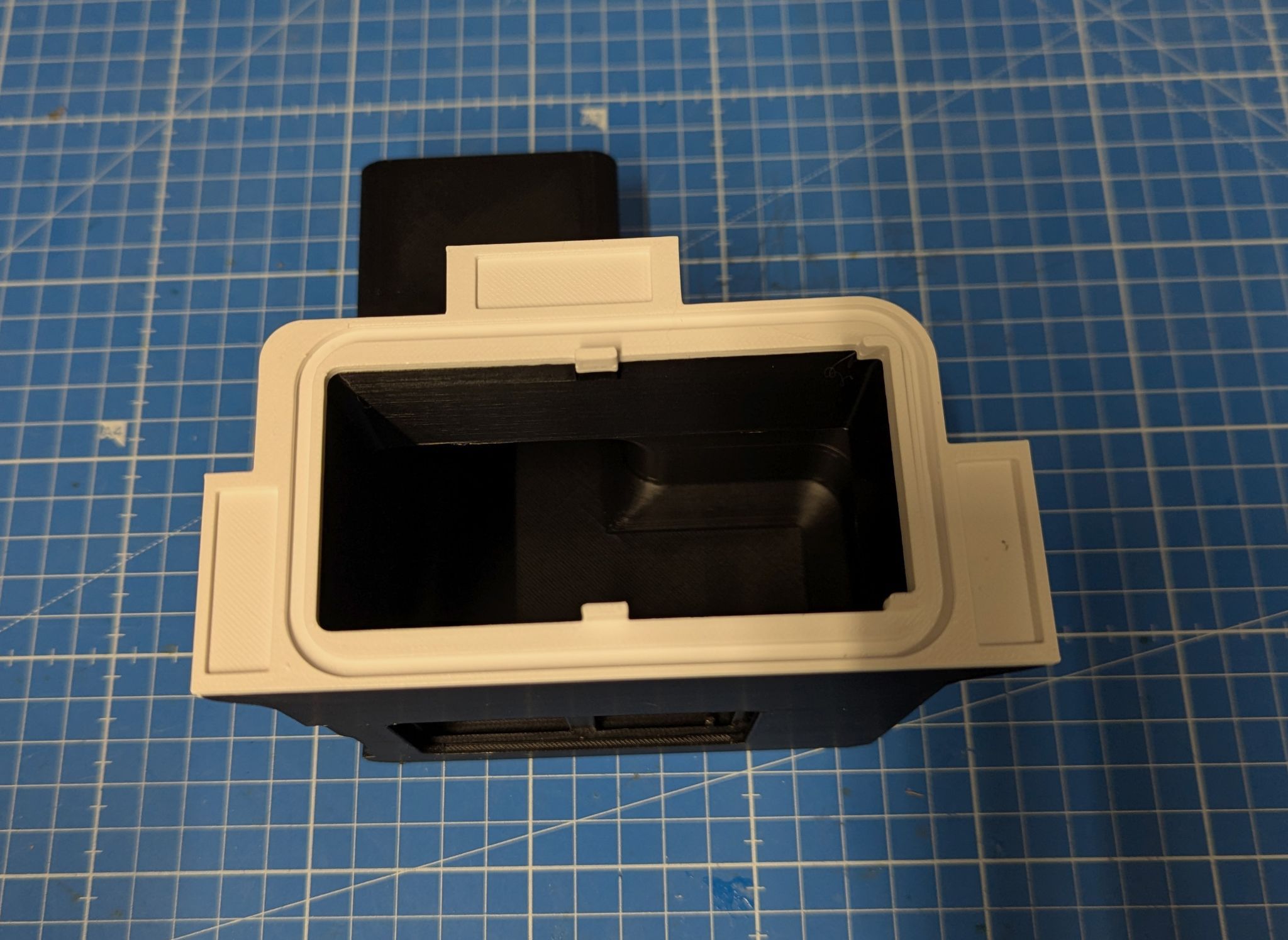
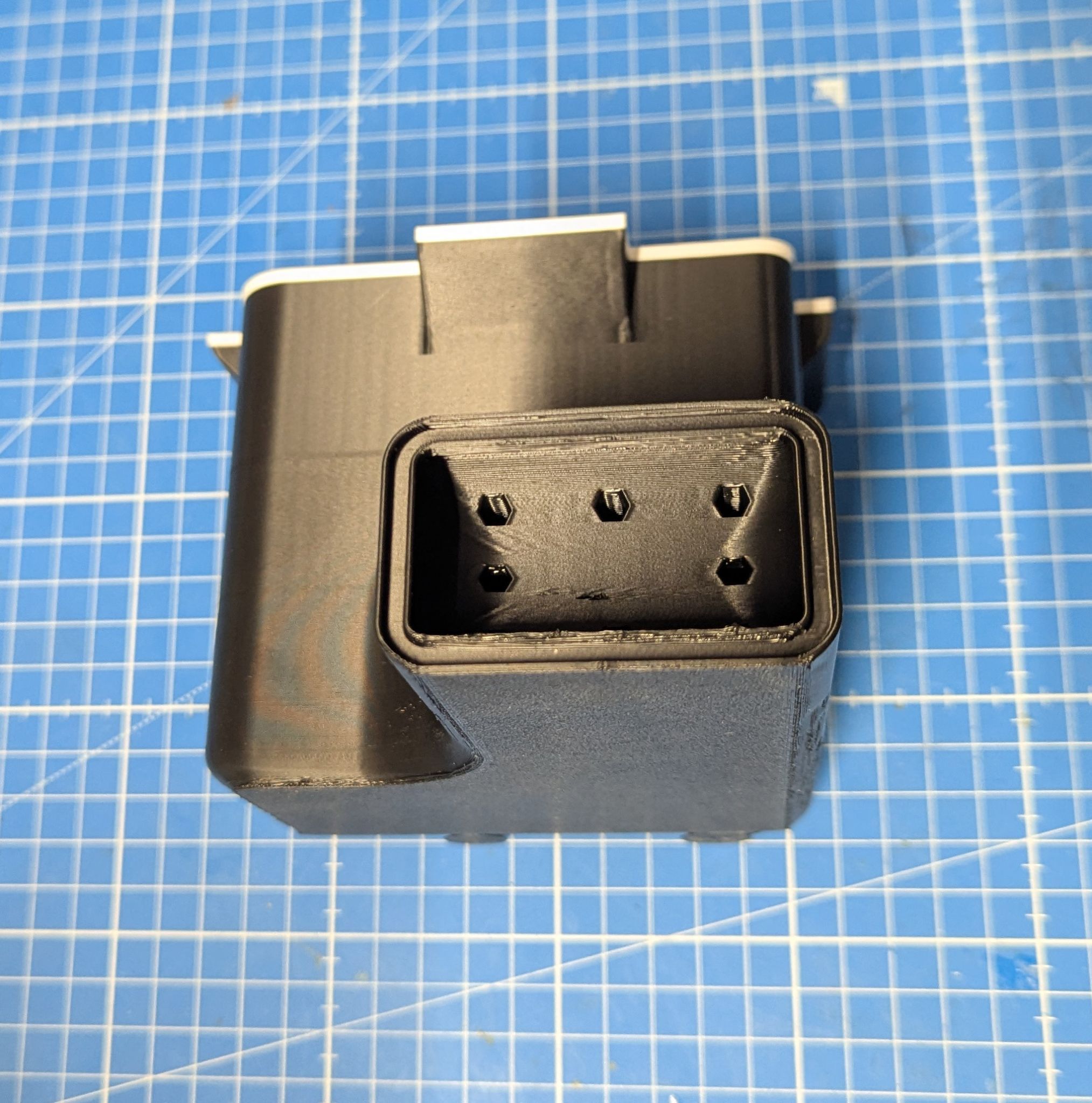
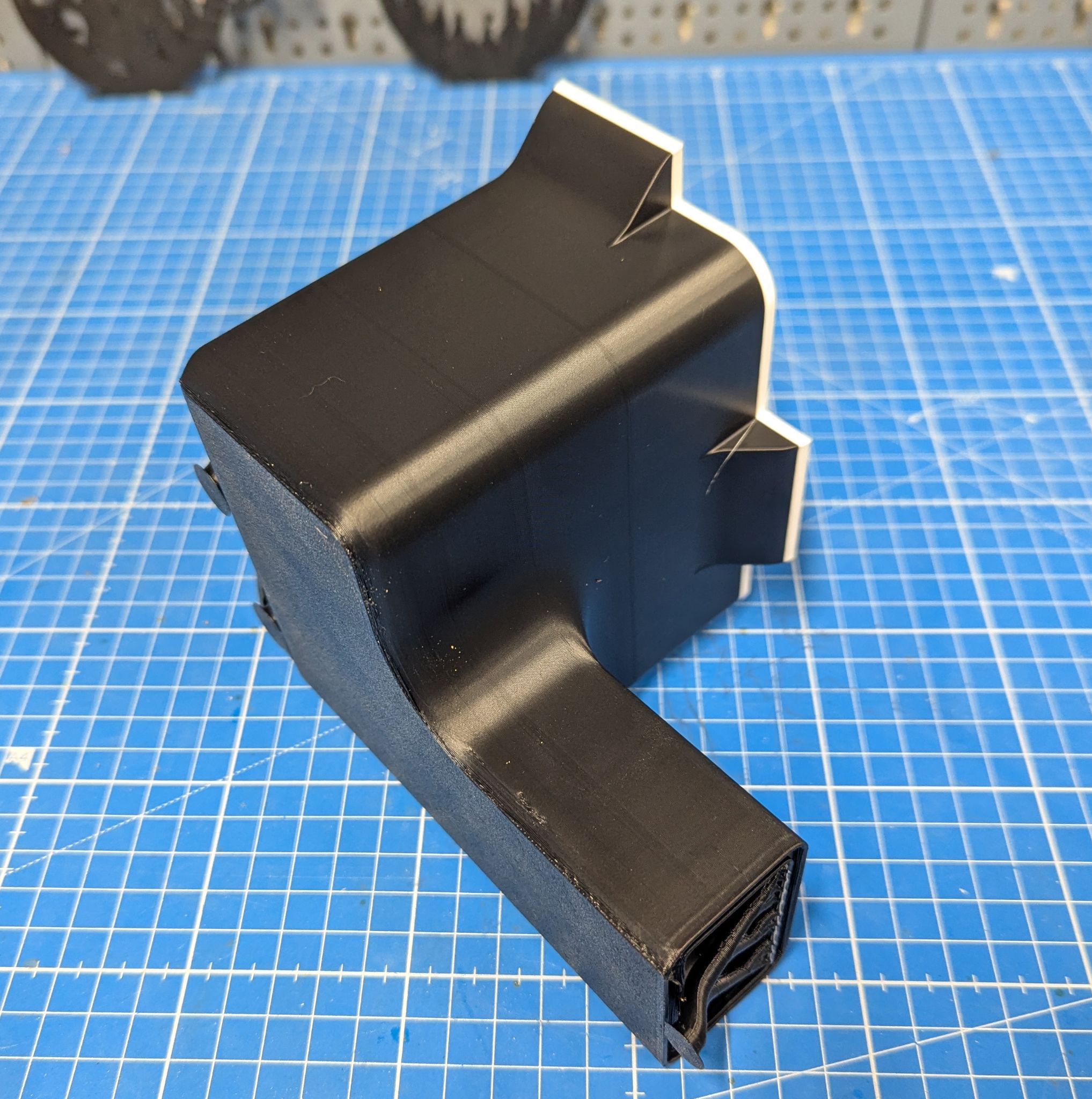
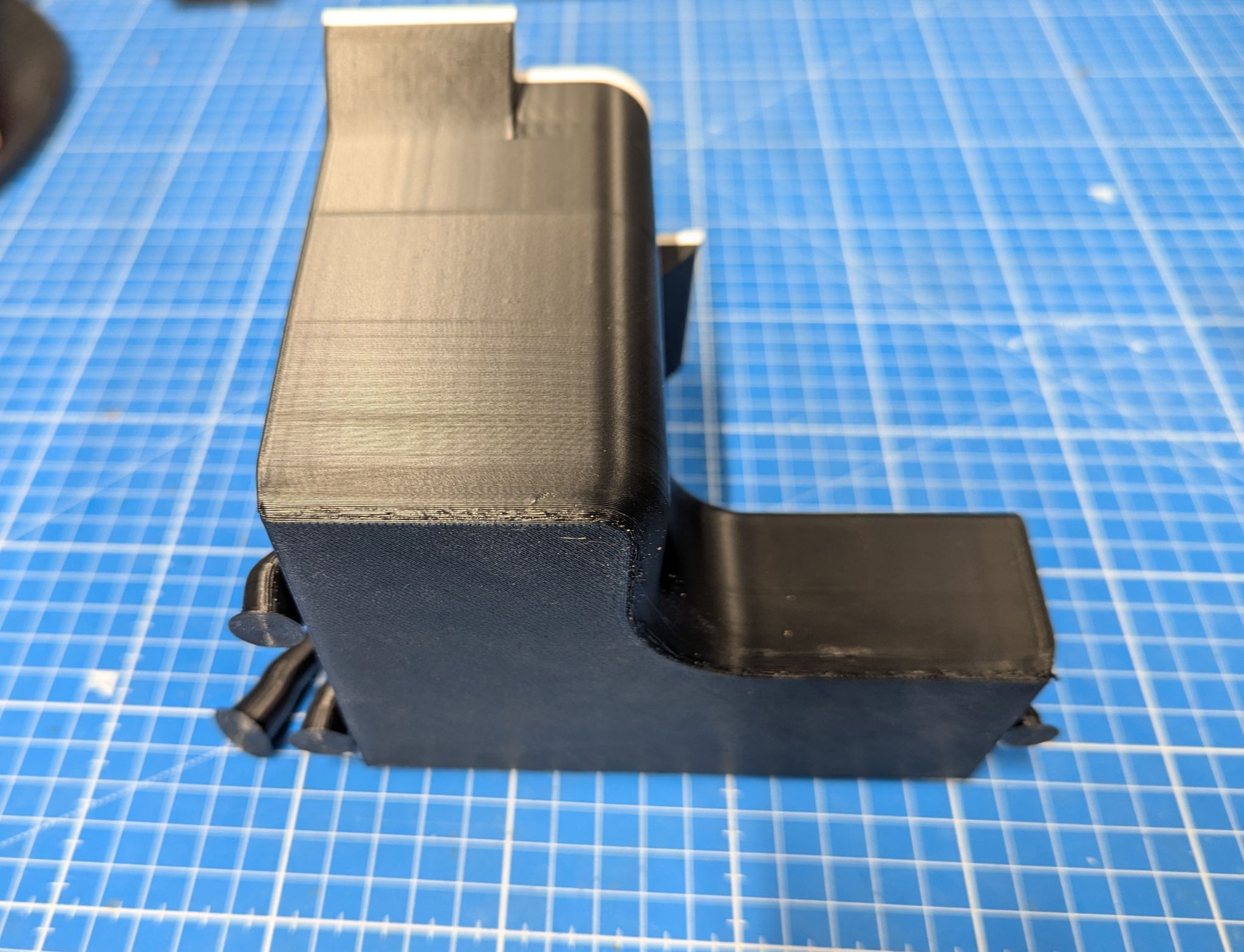
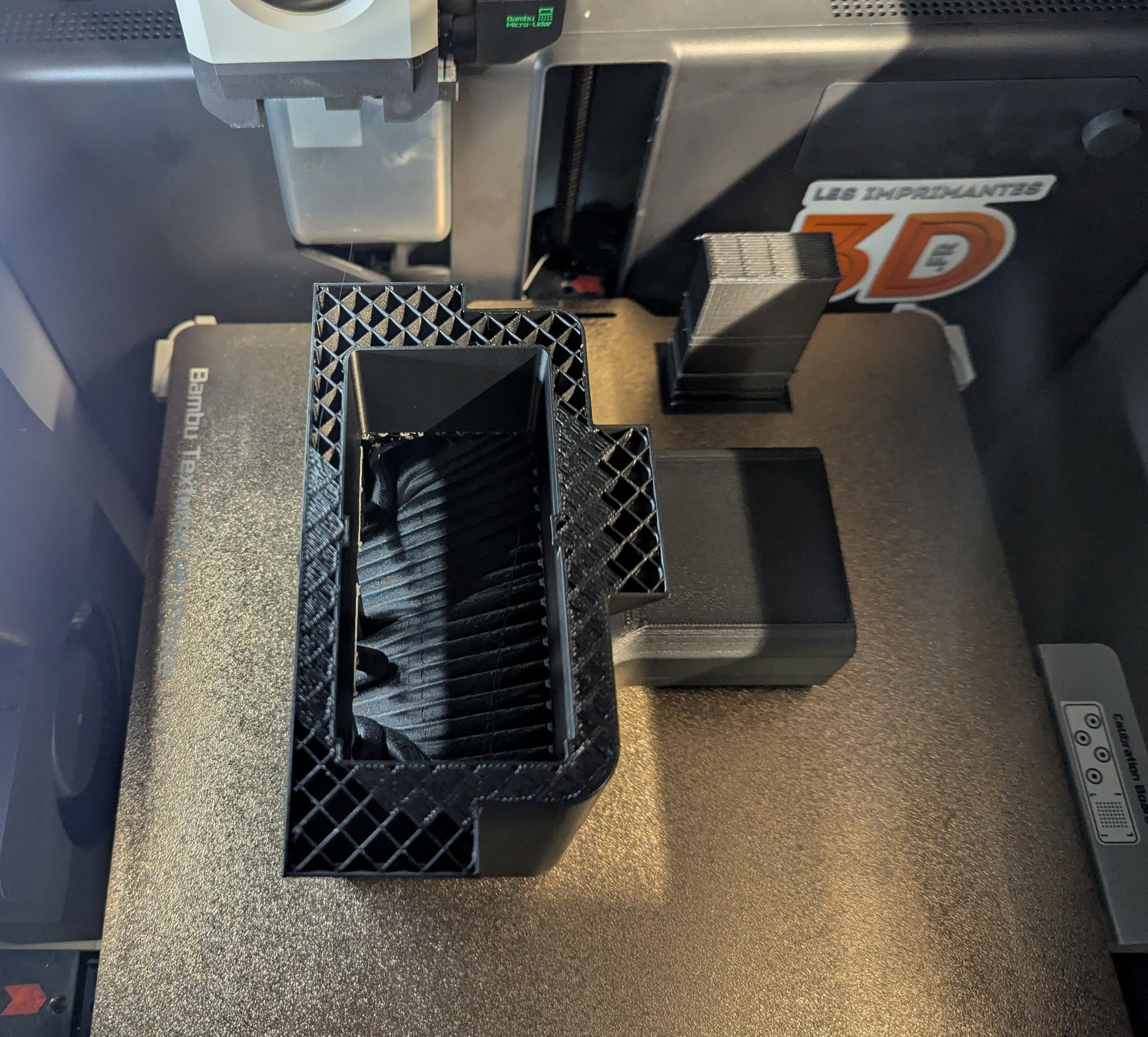
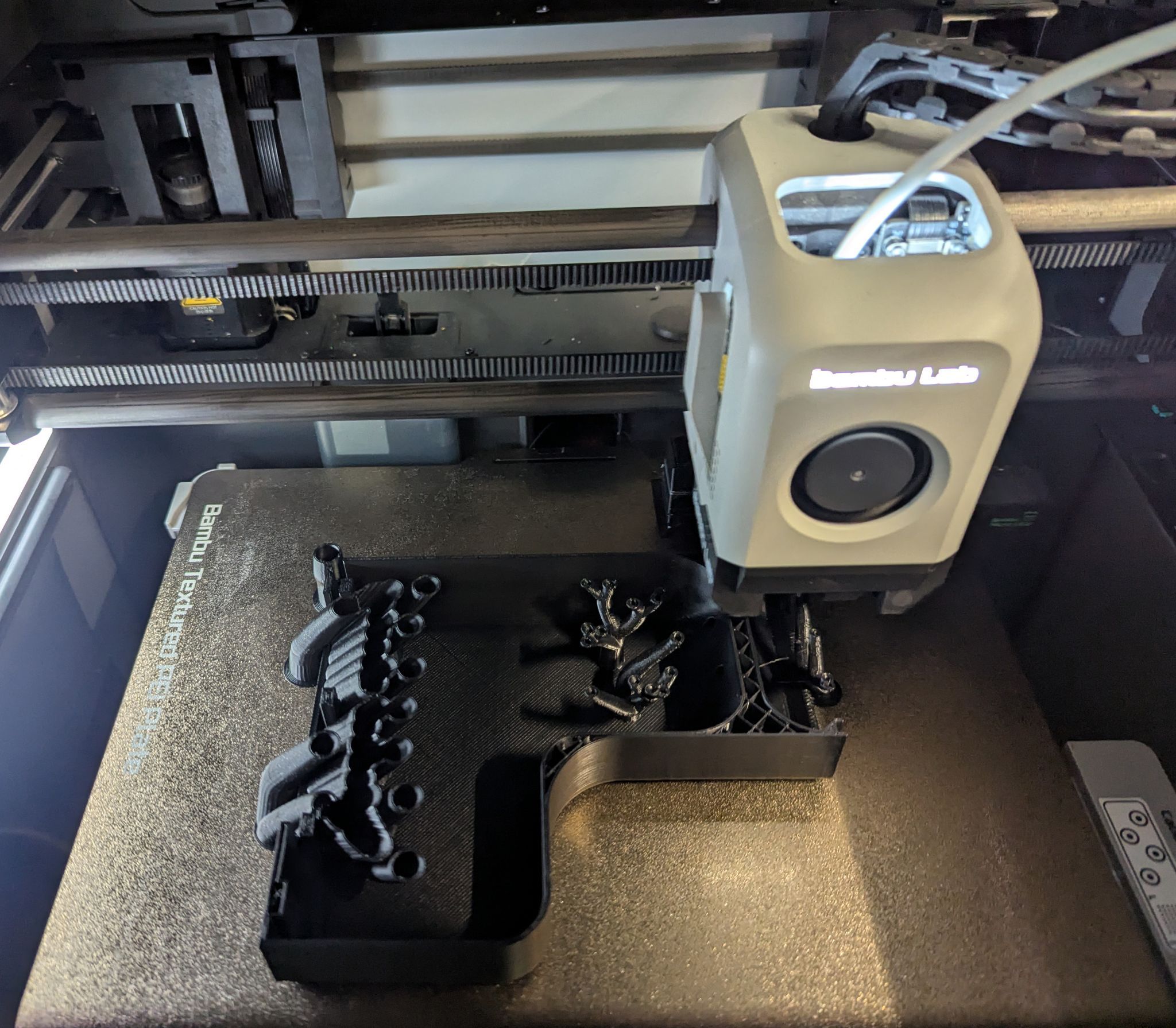
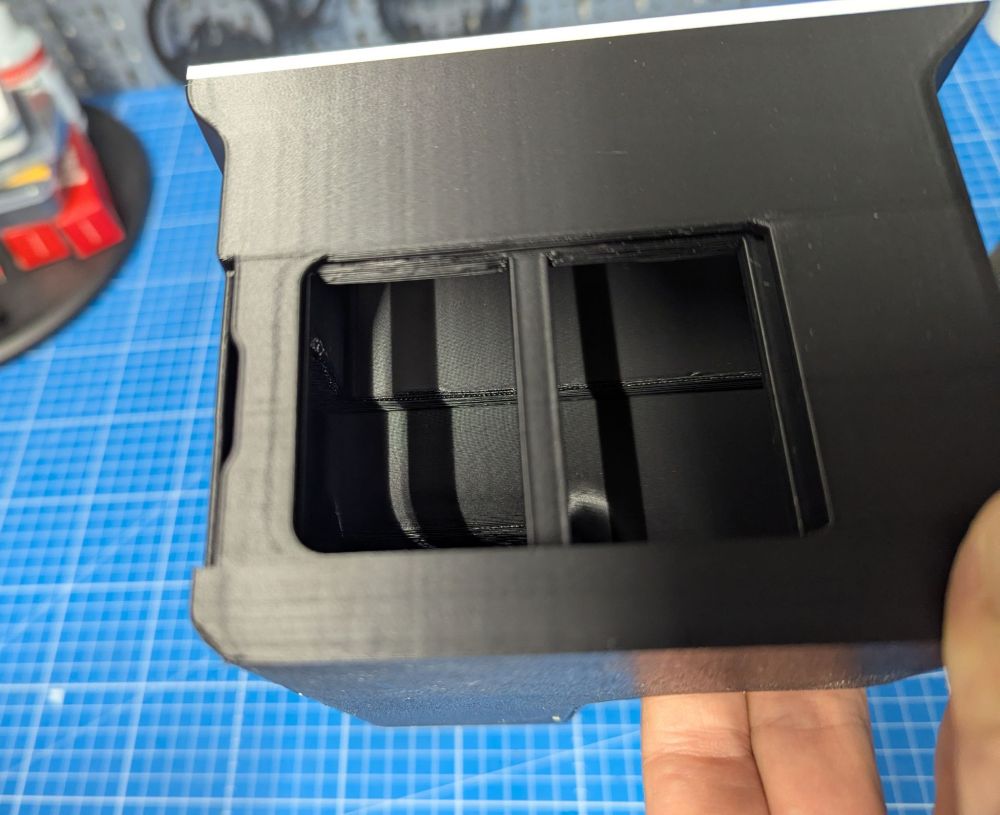
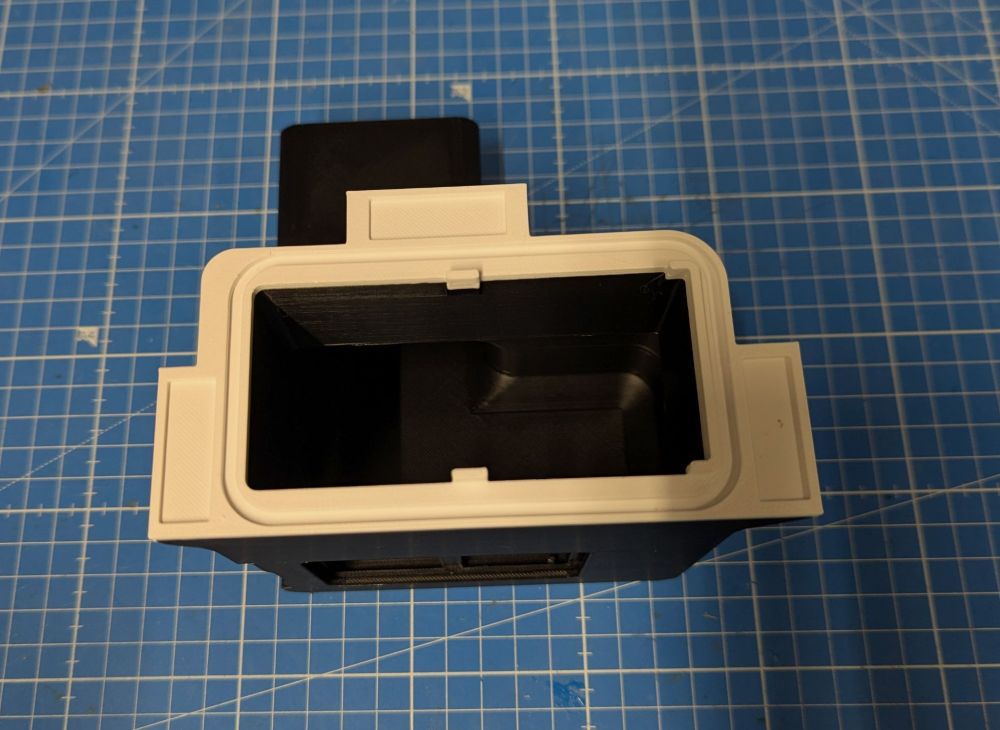
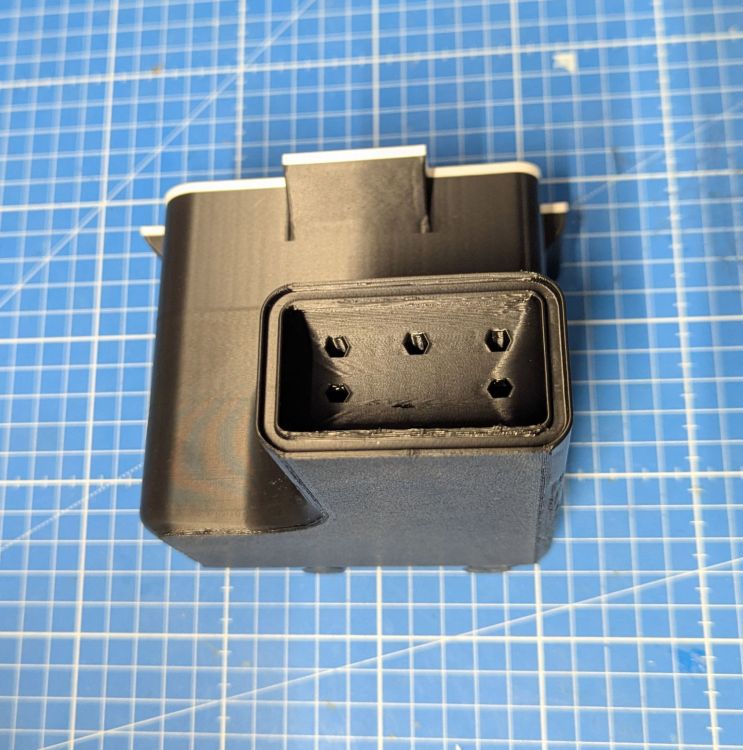
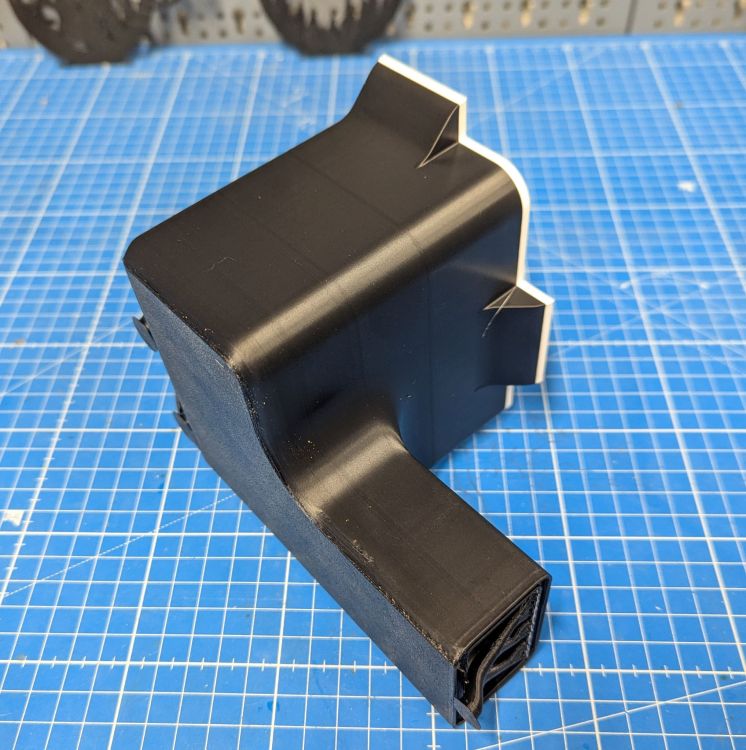
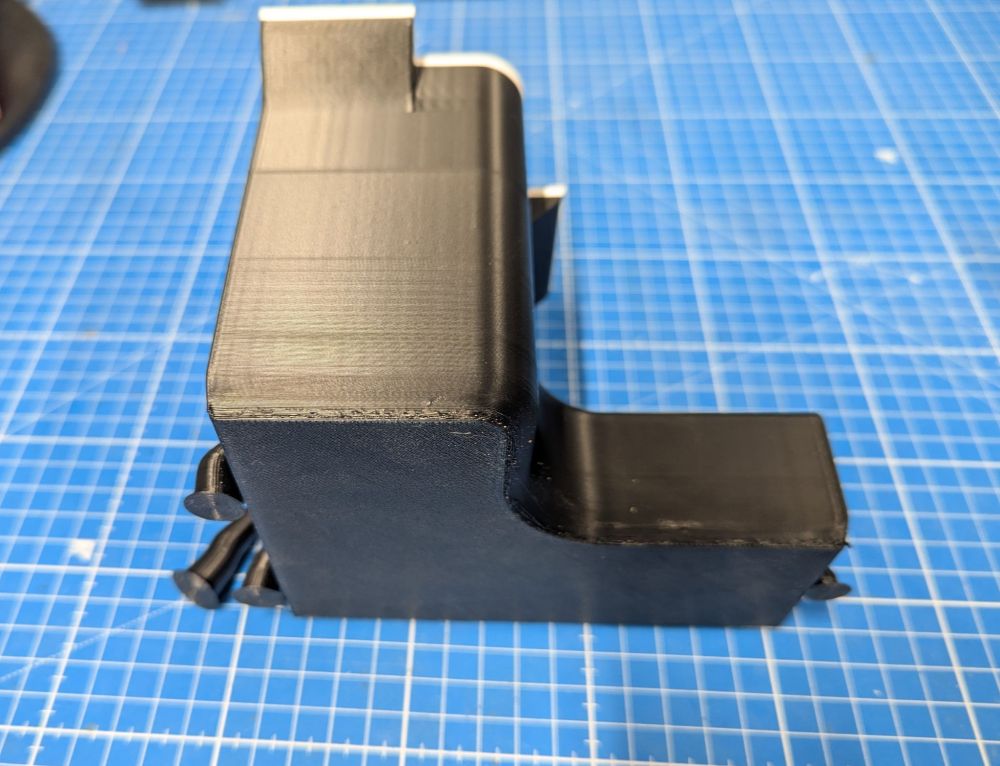
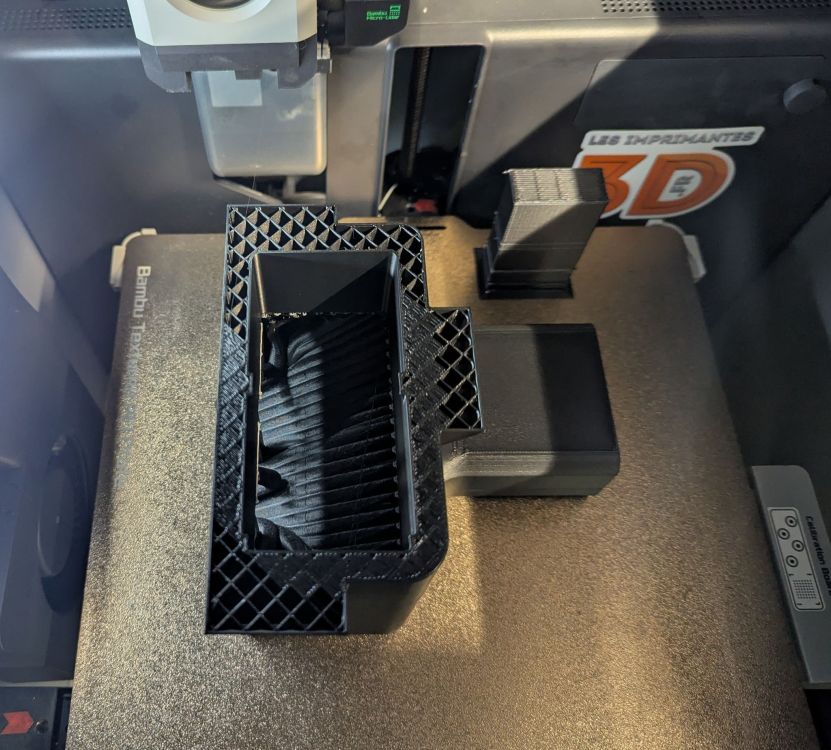
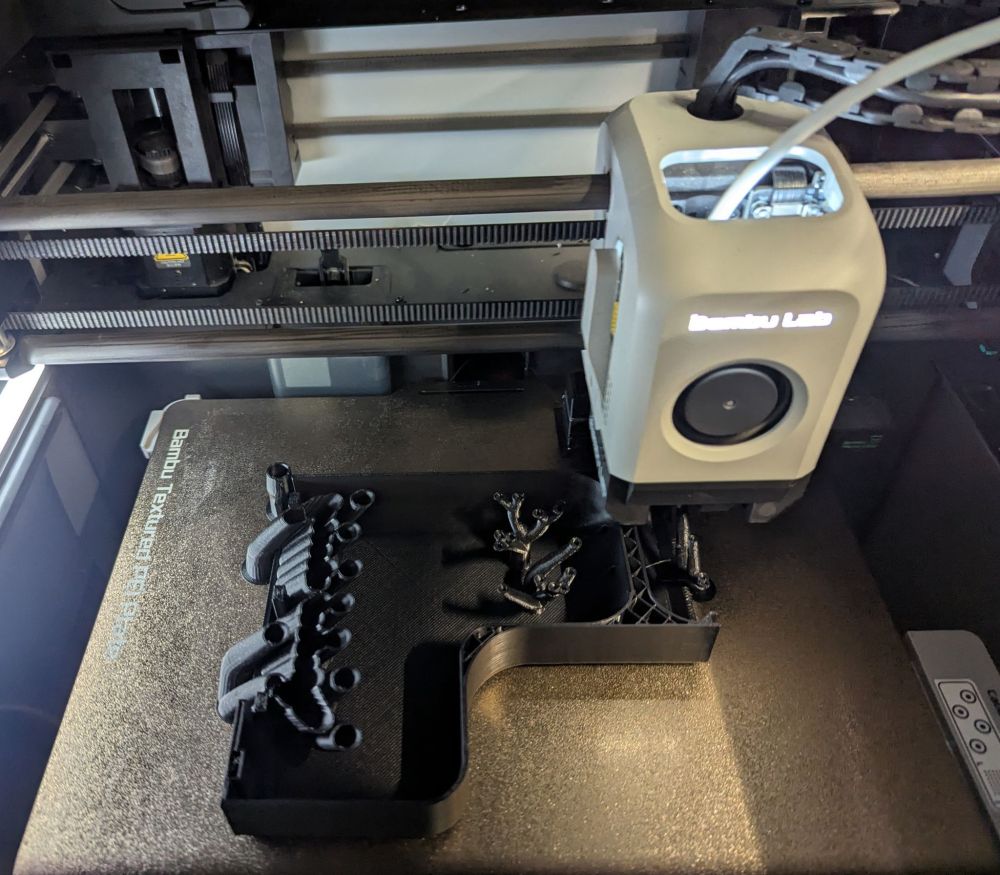
Salut Belle impression quand même malgré tes déboires Je vois que tu es aussi devenu addict au supports d'interface en PLA C'est pour cette raison que j'avais choisit une autre orientation même avec plus de supports et un temps d'impression plus long. Cette partie est visible même si le conduit est à l’arrière de l'imprimante Oui tout à fait d'accord. J'ai commencé à le re modéliser justement en gardant à l'esprit de simplifier son impression. Renforcer certaines parties fragiles. Améliorer le guidage de la porte avec des "crans" pour les positions "ouverte" et "moitié ouverte". Je voudrais aussi augmenter l'espace qui sert de réceptacle aux déchets de purge. Il se remplit vite et oblige à le vider assez souvent Je posterai le nouveau modèle ici A+ JC1 point
-
J'ai imprimé le conduit en mettant finalement les premières couches à 0.15mm et... J'avais un peu peur pour les supports arborescents (avec interface en PLA) vachemente inclinés mais au final le seul problème que j'ai eu c'est la fin de ma bobine de PETG-HF noir Les parties arrondies sans supports ne sont pas parfaites non plus même à 15 microns. Du coup c'est pas parfait mais ça fera bien l'affaire je ne vais pas le reprint (de toute façon je n'ai plus de PETG noir) Je pense que y'a quand même matière à rendre ce modèle plus simple à imprimer
 1 point
1 point -
C'est l'expérience qui m'a permit de découvrir les effets de la hauteur de la pièce, la surface de la base, la quantité de matière, etc. Le MVS est un garde fou mais pas une méthode d'impression universelle. Je viens de relire ton premier message. Pour l'ASA Quidi TEch : Print Speed : 30-300 mm/s A 300mm/s wrapping assuré, même à 200 je pense.1 point
-
+1 je suis à 0.931 point
-
Typiquement pour l'ASA c'est entre 92 et 94%.1 point
-
non c'est le Flow ratio1 point
-
@pjtlivjy Je te dis ça dès que je rentre chez moi. Le coeff. d'extrusion, c'est bien l'extrusion rate smoothing ? Après, ça ne me dérange pas de prendre du temps pour imprimer, tant que le résultat est correct !1 point
-
Je me sers du MVS uniquement pour le PLA. Pour l'ASA je règle la vitesse le plus finement possible en fonction des pièces à imprimer. C'est la raison pour laquelle j'utilise toujours les mêmes filaments. Le temps d'impression m'est indifférent.1 point
-
c'est donc un total concept1 point
-
question 1 : non question 2 : augmenter ta température d'extrusion, baisser ton refroidissement voir le couper, bien sécher ton filament, augmenter ta température de plateau tu as combien de coeff. d'extrusion ?1 point
-
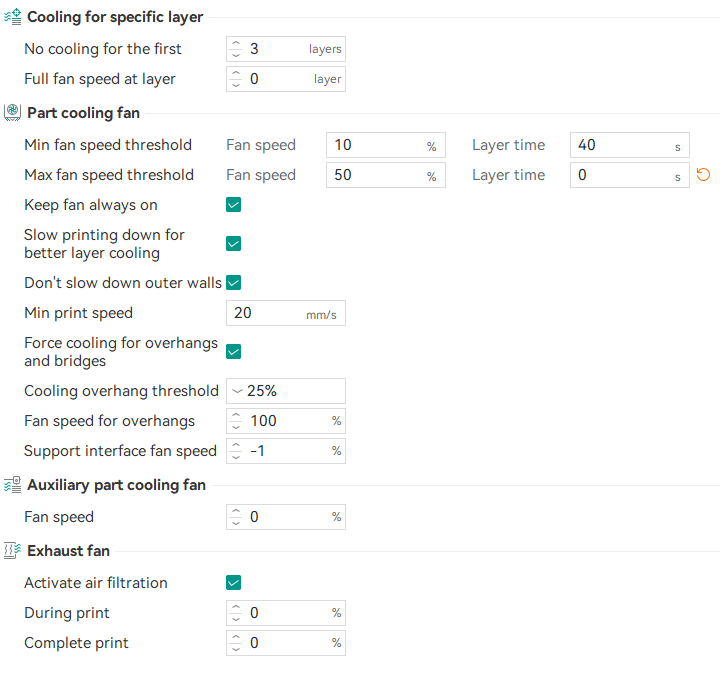
Bonjour et merci à tous les 2 ! @Funboard29 je trouve que mon MVS est quand même très bas par rapport aux tiens... Question : y a t-il un inconvénient à imprimer avec un petit MVS, hormis le fait que celà prendra plus de temps ? @pjtlivjyje te joins une copie d'écran des valeurs de refroidissement. De même, les photos du test MVS avec radeau et sans. La ligne est dans les 2 cas très légère mais elle se voit... Question supplémentaire : comment améliorer l'adhésion intercouches ? Merci encore !

 1 point
1 point -
on peut dire que tu le vends bien, ils ne vont pas tarder à t'embaucher comme directeur du Marketing chez Stratasys alors là tu es à 0.45 mm donc après consultation des abaques qui vont biens, en passant à 3 périmètres soit 1.2 mm en paroi pleine, tu devrais être pas mal1 point
-
Ils n'achètent pas ce n'est plus disponible victime de son succès1 point
-
bonjour @Gnifrus ton PA est cohérent tout comme ta MVS mais un peu différent des valeurs génériques de Qidi pour son ASA. Alors une chose qui m'a toujours étonné pour l'ASA c'est le refroidissement, je ne refroidis quasiment pas l'ASA grand max 15% mais certainement pas 40% comme le profil généric ! Ok pour les surplombs mais pour un filament qui a un peu tendance au warping il faut favoriser l'adhésion intercouche je pense que ton problème lors de l'impression de la MVS vient de là, tu dois pouvoir arriver à un 16 mm3/s sans problème on va demander l'avis de @V3DP qui a beaucoup travailler sur ses profils et ses calibrations1 point
-
Bonjour, J'utilise deux marques d'ASA, le Smartfil et le Durapro. les vitesses d'impression conseillées sont 40 à 60mm/s et 20 à 100mm/s. J'imprime le Durapro à 150mm/s pour de petites pièces et je ne dépasse pas les 80mm/s avec le Smartfil. J'imprime le LW ASA en 50mm/s maxi. La vitesse impacte fortement le wraping.1 point
-
Bonjour Pommeverte, A force d'insister, j'ai obtenu du magasin où j'ai acheté l'imprimante de la leur rapporter non démontée et qu'ils se chargent de l'envoyer au SAV! Je vous tiendrai au courant de la suite. Merci pour votre aide. A bientôt. Michel1 point
-
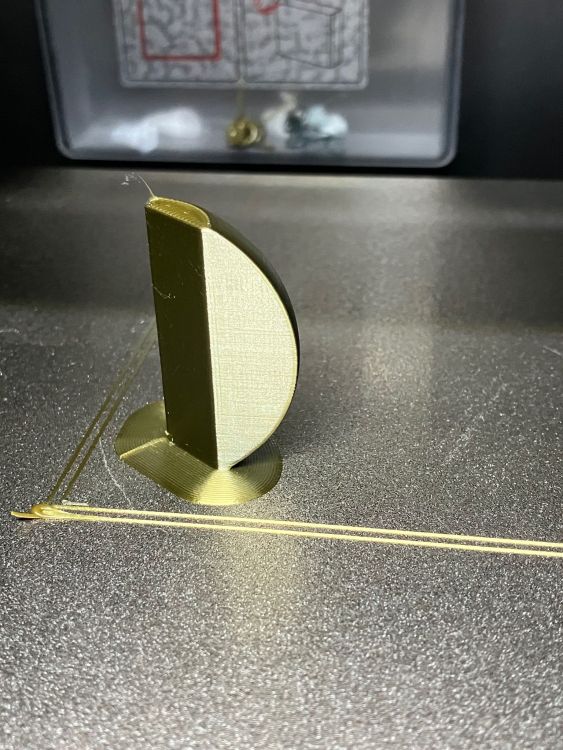
J'avais imprimé ça en ABS sans aucune déformation - enceinte à 60°C (photo prise qq minutes après la fin de l'impression, la température a commencé à baisser) : La pièce n'est pas en mode "vase", il y a quand même un peu d'épaisseur, mais la grande partie plate est bien parfaitement plane et pas bombée. Les STL ici : https://drive.google.com/file/d/1yGHBxsG1kcbX5drfkQSH1IwXo8RY_yuY/view?usp=drive_link https://drive.google.com/file/d/1ZIdWj659DNh6aqiIfxJnY9kSjTQw_gv8/view?usp=drive_link



 1 point
1 point -
@djalejandro34 sincèrement elles sont quasiment toutes au même niveau, la répétabilité et la précision du positionnement du plateau et du hotend sont un problème maîtrisé désormais le choix se fait sur d'autres critères1 point
-
Non . Il utilise une méthode que je n'avais pas documentée (présente originellement dans l'image système de Qidi dans le dossier /root, le logiciel hid-flash) : uniquement logicielle. En extrayant le texte du binaire, on a : HID-Flash v2.2.1 - STM32 HID Bootloader Flash Tool et son usage : Usage: hid-flash <bin_firmware_file> <comport> <delay (optional)> For example: ./hid-flash /home/mks/klipper/out/klipper.bin ttyS0 Cette méthode il l'a nommée «klipper auto flasher (KAP)» d'après ta copie d'écran. La partie la plus pénible reste toujours pour la carte de la tête qu'il faut passer en mode BOOT0 (il faut parfois s'y reprendre à plusieurs fois).1 point
-
@ViPer94 J'ai la bobine de PPS sur le bureau mais je n'ai pas encore essayé. Par contre ton erreur, je connais. Vois mon topic Il faut que tu analyses ta log Klippy avec klippyliser https://klippylyzer.github.io pour vérifier ce qui a déclenché. Normalement c'est la température du contrôleur de la tête, un RP2040 qui monte au dessus de la limite (un peu basse). On peut l'amèner à 85°C, c'est dans les spécifications sur RP2040. Ensuite il faut améliorer le refroidissement, comme je l'ai décris dans mon topic. Je réfléchis également à virer le capot arrière pour le remplacer par juste un cadre pour tenir un ventilateur plus puissant juste en face du TMC et du RP2040.1 point
-
C'est un peu du Hors Sujet, mais vu la conception de la buse, et le blob en question, je pense que c'est la chaussette qui a du bougé et le filament à commencé a la remplir ?1 point