Classement



Contenu populaire
Contenu avec la plus haute réputation dans 13/05/2025 Dans tous les contenus
-
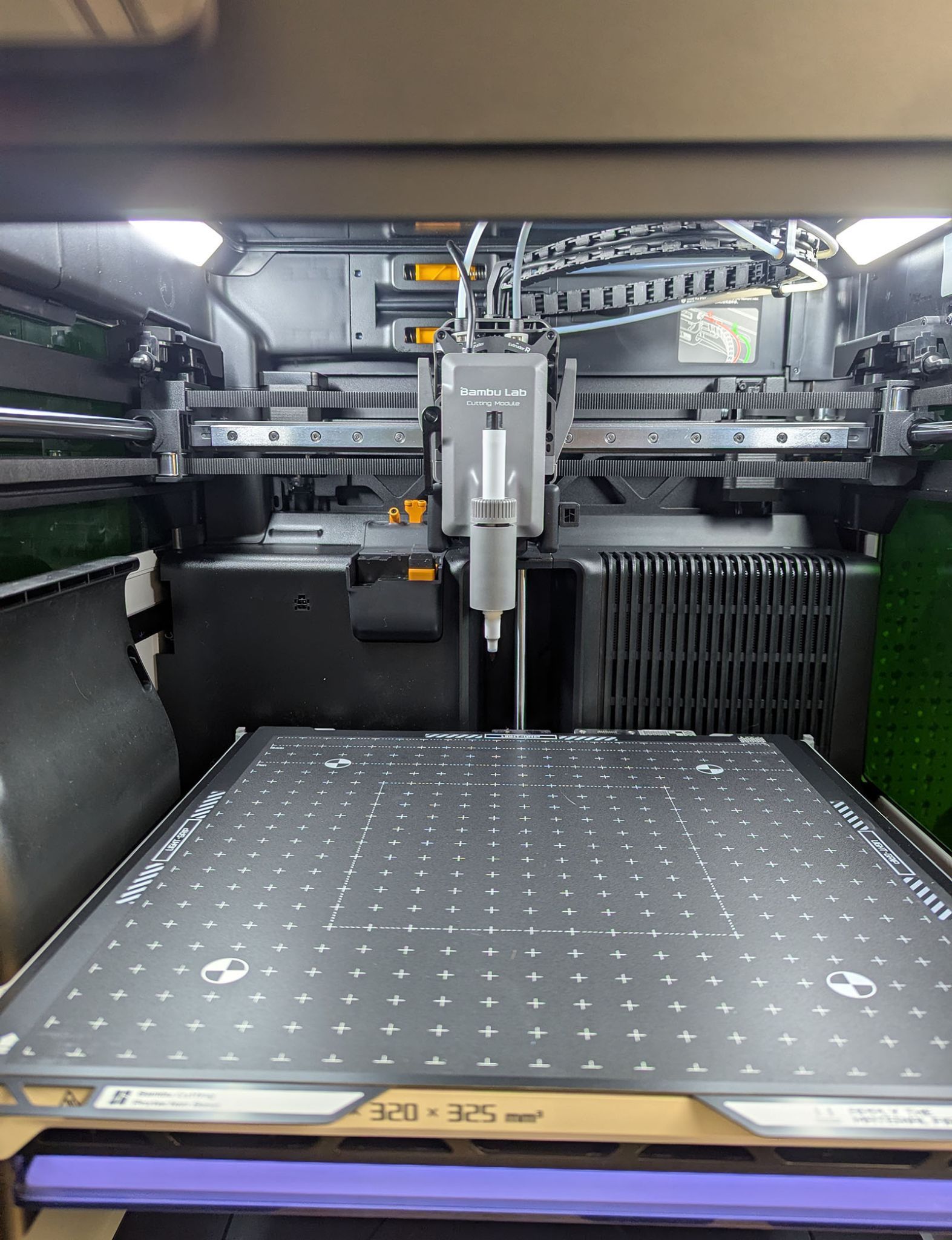
H2D installée temporairement dans le salon... Faut toujours que je dégage la pièce où elle va atterrir, et que je monte de quoi la poser... En tout cas, calibration faite, ainsi que la calibration de l'offset des buses, passé comme une lettre à la poste avec du PLA blanc/noir de chez Bambu Lab qui restait dans l'AMS PLA...2 points
-
très longtemps (j'ai des texturés qui ont plus de 4000h, je n'utilise que rarement du lisse) les meilleurs résultats sont obtenus avec de l'eau chaude et du paic, puis un bon rinçage. L'alcool iso a plus tendance à étaler la graisse qu'à l'enlever. Si tu as un pei lisse qui n'accroche plus, tu peux le 'poncer' avec un tampon jex pour lui rendre une bonne accroche.2 points
-
Voila la pièce en PA6. Impression 270 degrés et lit à 100 degrés. Par contre colle obligatoire. Ca ne tient pas sinon.
 2 points
2 points -
Une dimension américaine qui vient de Chine ?2 points
-
Salut, Normalement, tu dois pouvoir t'en sortir avec un modificateur / bloqueur de support (Cura), en paramétrant un grand nombre de parois. Edit: grillé par @trotro2 points
-
ça c'est pas bien compliqué , il suffit d'augmenter le nombre de parois, 10 par exemple avec des largeurs de ligne de 0.4 ou 0.45. pourquoi la couche 51 ? avec une hauteur de couche de 0.2 j'arrive au surplomb à la couche 212 points
-
J'espère ne pas arriver après la bagarre L'Elegoo Centauri Carbon est vraiment une bonne machine, de bonne qualité pour un prix très intéressant, je l'ai depuis plus de 4 mois et je suis épaté par la qualité et le rendu des pièces imprimées, actuellement j'ai même délaissé la Bambu Lab A1 pour toutes mes impressions en PLA, PETG et TPU, pour l'instant (et je touche du ) aucun problème majeur, les seules pièces que j'ai loupé ben c'était de ma faute... Tu peux voir le test que j'avais effectué ici et les discussions et infos dans la rubrique Elegoo Pour le délai d'attente, suivant les pays Elegoo est en avance sur les livraisons d'un ou deux mois et concernant le système multi couleurs, si ils sont dans les temps il devrait arriver dans le troisième trimestre 2025 Une dernière info, Elegoo est en train de tester sa future plateforme de modèles 3d Nexprint à l'instar de Printables ou de MakerWorld pour une ouverture courant juin (je n'ai malheureusement pas été sélectionné comme beta testeur ) je pense qu'à terme ils vont nous fournir un écosystème à la Bambu Lab made in Elegoo1 point
-
ventilateur d'extraction et ventilateur additionnel cochonnerie de traducteur automatique Depuis la dernière mise à jour il y avait un bug qui relançait les ventilos après la fin d'une impression1 point
-
Merci énormément pour le temps passé à trouver une solution. Les tests vont me permettrent de m’y connaître un peu plus dans le domaine de l’impression 3D. Je teste tout ça pour vous faire un retour. Très bonne soirée.1 point
-
Hello ici, Distribution d'une 12e de boost Bonne semaine !1 point
-
On dirait que le débit est insuffisant et irrégulier (à mon avis), tu as calibré ton extrudeur ?1 point
-
Salut, Sauf erreur de ma part, il suffit d'exporter les configurations (menu fichier -> exporter -> Exporter le lot de configurations avec les imprimantes physiques...) Après installation de Prusa Slicer, tu importes le fichier ( menu fichier -> importer -> importer le lot de configuration...)1 point
-
@PierreR63 a tiens je verrais ce que cela donne avec ma bobine je viens de la recevoir car perso j'utilise jamais de colle j'aime pas cela et je suis têtu moi . l'impression semble assez propre mais tu me diras ce que cela donne pour ta pièce, résistance, vissage, durabilité etc ... ce week end je modifie l'extrudeur j'ai reçu hier mes pièces et je change la buse et si j'ai le temps je test ma bobine de nylon1 point
-
Je me posais la même question. je pensais la trouver dans les accessoires livrés, dommage et impossible de la commander donc j’ai pris un second jeu de barres pour réduire le pas1 point
-
Cette pièce ne me parle pas va falloir que je vérifie. En tout cas elle n'est pas dans la liste officielle du packaging. Par contre on la voit sur cette page du wiki (optionnal grid panel) mais introuvable dans la boutique. D'après ce topic sur le forum officiel ça serait une option pas encore dispo que seuls les testeurs ont reçu.1 point
-
Merci pour ta réponse je vais regarder ce lien tout de suite et je te tient au courant ________________________________________ Je nettoie avec vinaigre ménager et de temps en temps petit bain avec liquide vaiselle Merci a tous pour vos réponses précise et trés gentille.Pour ma part le probléme est reglé retour au ancien réglage je garde juste la CM 4.2.7 j'ai trouvé un firmware et tous fonctionne bien le CR touch et l'écran couleur reparte chez Amazon demain .Les réglages a la main ça me va trés bien au moins ça je sais faire.Je reviendrai vers vous pour des nouvelles car je compte acheter + tard une machine a plusieurs couleur genre A1 + AMS mais vue le prix (+ de 500@€ ) et ma pauvre petit retraite on va économiser un peut d'abord . Encore un grand merci a tous forum tres reactif et personne de qualité je ne manquerais pas de faire une bonne pub.merci1 point
-
Salut @M3D je vais en profiter pour répondre au question soulevé par @JoOj. Alors oui la HI et la K2 Plus utilise la même buse des buse unicorn tri metal de même longueur (plus grande que celle des K1C et K1 Max par exemple), elles sont constitués d'acier renforcé ou graphite (pour celle plus haut de gamme d'autre fabriquant de buse) pour ça point (résistances au matière abrasive), de cuivre pour la zone contact avec le cors de chauffe pour mieux diffuser la chauffe et de titane pour couper la remonter de chaleur sur la zone de heatbreak. Si l'on compare a une A1, la buse demandera un peu plus de temps a changer sur une HI ou K2 Plus car elle est vissé et non maintenue par clip et aimant, il faudra chauffer la tête 160°c environs pour procéder a son dévissage et revissage, la ou le changement ce fait a froid sur un A1 ou une AD5X qui sont assez proche sur la conception de buse. J'ai pas la HI mais la K2 Plus perso et si la tête change un peu l'extrudeur est variante assez proche de celui de la K2 Plus et quand on doit agir sur l'extrudeur perso en sur la K2+ en 5minutes je l'ai totalement démonter, la ou sur une A1 cela demande au moins 15minutes mini si on la connais bien, et sur un AD5X malheureusement la tu y passe l'apres midi faut démonter toute la tête ce qui fait clairement chié (après sa fonctionne bien la AD5X mais faut prié de ne jamais avoir besoin d'agir sur l'extrudeur). La HI est très proche de la A1, si tu n'as pas besoin de système multi filament prend les sans en effet, perso le CFS protège mieux le filament de l'humidité, mais l'ams lite et ifs gère mieux tous types de bobines, ifs pouvant même gérer les TPU contrairement aux autres. Pour JoOj : Sous Orca tu n'a pas les mécanique de gestion du CFS donc en effet avec un CFS connecter impossible de lancer l'impression en direct. Ce que tu indique comme gênant en ouvrant un .3MF sous Creality Print provenant d'un autre slicer est aussi valable sur Orca ou Bambu Studio, si le 3MF est export depuis un slicer avec un profile et type d'imprimante les information ce de ce type etant dans le fichier Crelity print ouvrira le 3MF avec le profile de l'imprimante A1 par exemple mais tu pourra aller indique que l'imprime a utilisé et les profile sont ceux de la HI, l'inverse est vrai aussi , par contre Creality Print a encore quelques lacune par rapport a Orca ou Bambu studio sur certaines fonctions comme l'ajouter d'un texte sur un modèle qui présent quelques bug sur le soft Creality je suis parfois obliger de faire ce que je veux sous Orca Pour les pièces de rechange tu as les essentiel chez Creality ou Aliexpress, Buse, extrudeur, capteur et autres pièces d'usure, chez Bambulab sa va encore plus loin tu as toutes les pièces mecanique et electronique dispo. Je vous met en garde par contre les gars que ce soit sur la A1 ou la HI ou K2+, pour les Buses surtout éviter les buses a la con a 3-4€ (que l'on vois parfois même sous les 3€) ce sont des contre façon qui sont moins durable et en plus peuvent vous poser des soucis, chez Creality on arrive a trouver les buses unicornes de K2+ pour 7€50 des officiel sa vaut pas le coup de prendre des galère pour 4€ d'économie. Si y a des question précise que j'ai pas abordé dites le moi1 point
-
Faudrait voir de plus prêt avec une photo qui zoom plus mais il semblerait a première vue que le nivellement si il est dans les normes et semble correcte l'arrière du plateau soit un peu plus haut on a un buse un poil trop proche sur l'arrière, car je crois distinguer comme un effet de légère vague ? Donc la question que je me pose le nivellement du plateau est il bien pris en compte au démarrage de l'impression c'est a vérifier. Après je me demande si il manque pas un poil de débit ou alors peut être une calibration de la rotation distance de l'extrudeur mériterais un ajustement j'aurais presque tendance a pensé qu'il y a un léger manque de matière.1 point
-
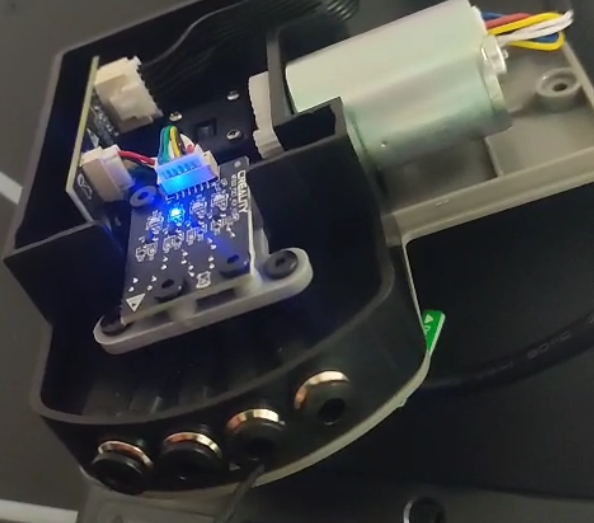
Bonjour à tous et merci pour votre aide, j'ai pu trouver l'origine du problème sur le CFS de mon entreprise. Nous l'avions pour notre part achetée chez Makershop que j'ai donc contacté pour un SAV. J'avais contacté par erreur Atome3D avant cela, eux semblent savoir que ce problème récurrent existe puisqu'ils ont un stock tampon pour avancer la pièce au client avant réponse de Creality. De notre coté nous allons voir pour remplacer le capteur (V3) seul sur le circuit imprimé, de manière à avoir une autre solution et/ou une carte d'avance en cas d'une nouvelle panne.
 1 point
1 point -
Sachant que j'ai un AMS par buse, je ne veux rien avoir à déconnecter / reconnecter quand j'utilise du TPU Si je ne m'en sors pas avec le hub "officiel", je tenterai avec ce Y puisque j'ai quelques pneufits PC4-M10 en stock. Sinon y'a la même version en ECAS04 (ou cette alternative d'un autre maker) plus compacte et plus légère mais j'en ai pas en stock et j'ai peur que ça tienne moins bien qu'un filetage dans le temps Et ça pour le coup sans pneufit mais je passe mon tour. Par contre toujours pas de clips pour laisser le tube d'air assist à demeure sur la tête1 point
-
300x300 c'est pour rigoler. Mais du coup tu en penses quoi de la photo ?1 point
-
Il y a eu un article de presse dans La Montagne sur l'évènement https://www.lamontagne.fr/saint-victor-03410/actualites/200-modeles-reduits-en-lice_146855321 point
-
De mon coté, j'ai calibré avec du "xpetg matt extrudr" blanc/rouge et c'est passé crème !1 point
-
Idem, carton et mousse PE le tout directement à la déchèterie, j'ai même jeté les pièces plastique de fixation de l'AMS dans la machine.1 point
-
Sinon pour info, le support Anycubic est vraiment bon et répondu assez rapidement. Donc si tu ne t'en sors pas, n'hésites pas à faire appel à eux. Et dans un autre registre, les mots de passe de 50 caractères ne sécurisent pas plus que ceux de 20 ... car à 20 tu exploses de toute manière déjà les temps de crackage en force brute. Mieux vaut un bon mot de passe avec Maj Min Chiffres et caractères spéciaux sur 20, qu'un truc hyper long qui risque en plus de dépasser les limites de certains appareils (ce qu'il t'est arrivé !). Tu peux prendre la marge si ça te rassure et monter à 25, mais au delà ... c'est juste se compliquer la vie. Si dans le monde pro on passe dans certains cas aux passphrases, c'est plus pour le chiffrement ou dans des domaines hyper sécurisés ... pour un wifi domestique, c'est un peu overkill !1 point
-
Voilà c'est officiel, le port pour brancher le système multi couleurs va être progressivement sur les machines qui vont sortir, voici le texte repris de sur le compte Face de Bouc des utilisateurs de la Centauri Carbon "Mise à jour sur Centauri Carbon (12 mai 2025) Un port d'extension d'impression multicolore a été ajouté à l'arrière de Centauri Carbon. Les unités sans ce port sont toujours entièrement compatibles avec l'impression multicolore, alors soyez en confiance en vous en servant. Nous allons publier une vidéo tutoriel sur comment l'installer. En raison de différents lots de fabrication et d'expédition, le produit que vous recevez peut ne pas avoir les dernières mises à jour."
 1 point
1 point -
@Didi555 si tu regarde bien la photo tu te rend compte que @Grisa est sur un SW X4 Pro donc 300x300 non pas possible1 point
-
Bonjour, Quand tu fais l'offset Z, vérifie que la buse est propre et met le tout en température (plateau à 50-60°C, buse à 150°C).1 point
-
De retour de Montluçon hier dans l'après midi... C'était fantastique, et j'ai quelques éléments à trier : en particulier les photos, vidéo et celles de mes voitures que me passeront les amis qui ont pris des vidéos alors que je faisais tourner mes voitures... Il faudra que je fasse les choses proprement à propos de cet évènement très réussi... Et en attendant les vidéos et photos triées, voici quelques éléments clés : La piste TT était très réussie cette année, et ce à la fois pour les 1/8 GP et pour les 1/10 électriques, avec une poussière et un revêtement directement sorti du milieu des années 80 et un tracé correspondant... Quelques voitures ont fait leur premiers run ici : Racing Buggy, Zerda 2GT, Optima Mid 60, Pancar 1/12 en Vaillante (chassis fibre et Kyosho shaft) et Leader (Kydex chassis, shaft à base de tige fileté M3), avec des pneus différents, permettant une validation claire du chassis, avec pas mal de temps de roulage, y compris de la validation par tout ceux qui ont pu les essayer Il y avait un bonhomme, avec un pancar 1/12, et une table organisée façon old school, jusqu'au pod de chargement/déchargement des accus NiCad... Et clairement, aucun d'entre nous n'était autant dans l'esprit vintage que lui, même les vieux sorciers thermiciens Le Zerda 2GT est excellent sur la piste, et sans glissement de courroie Un 380 RS au bon ratio est aussi rapide qu'un 540 silver can, et le Racing Buggy était bien plus rapide que ce à quoi je m'attendais... Les pneus de Kyosho Fantom sont tout à fait adaptés pour mes pancars. Le TPU 60A pourrait avoir un intérêt pour les drifters pendant que la mousse EVA pourrait être intéressante si l'on trouve la bonne densité (ce que j'ai jusqu'ici est bien trop dur On a fait des courses, pour le fun. J'ai gagné ma première cours avec ma pancar en config EF209 (vaillante). J'ai aussi fin deuxième sur la course offroad 1/10 avec le Turbo Scorpion Le stress test sur le diff PETG de la pancar 1/12 a été surprenant : une heure trente de run continu à bon rythme sans casse de diff. J'ai cassé un diff nylon sur l'autre pancar. Il me reste quelques vérifications à faire, mais je pense que le pinion baladeur (mal serré) et le réglage de l'ESC sans frein ont causé sa perte En dehors du diff, l'ESC de l'Optima Mid est mort avant mon quatrième run avec la voiture. Le bouton on off ne répond plus et je vais probablement devoir remplacer cet ESC. Il y a bien plus à dire, mais j'attendrai pour cela les photos et vidéos...1 point
-
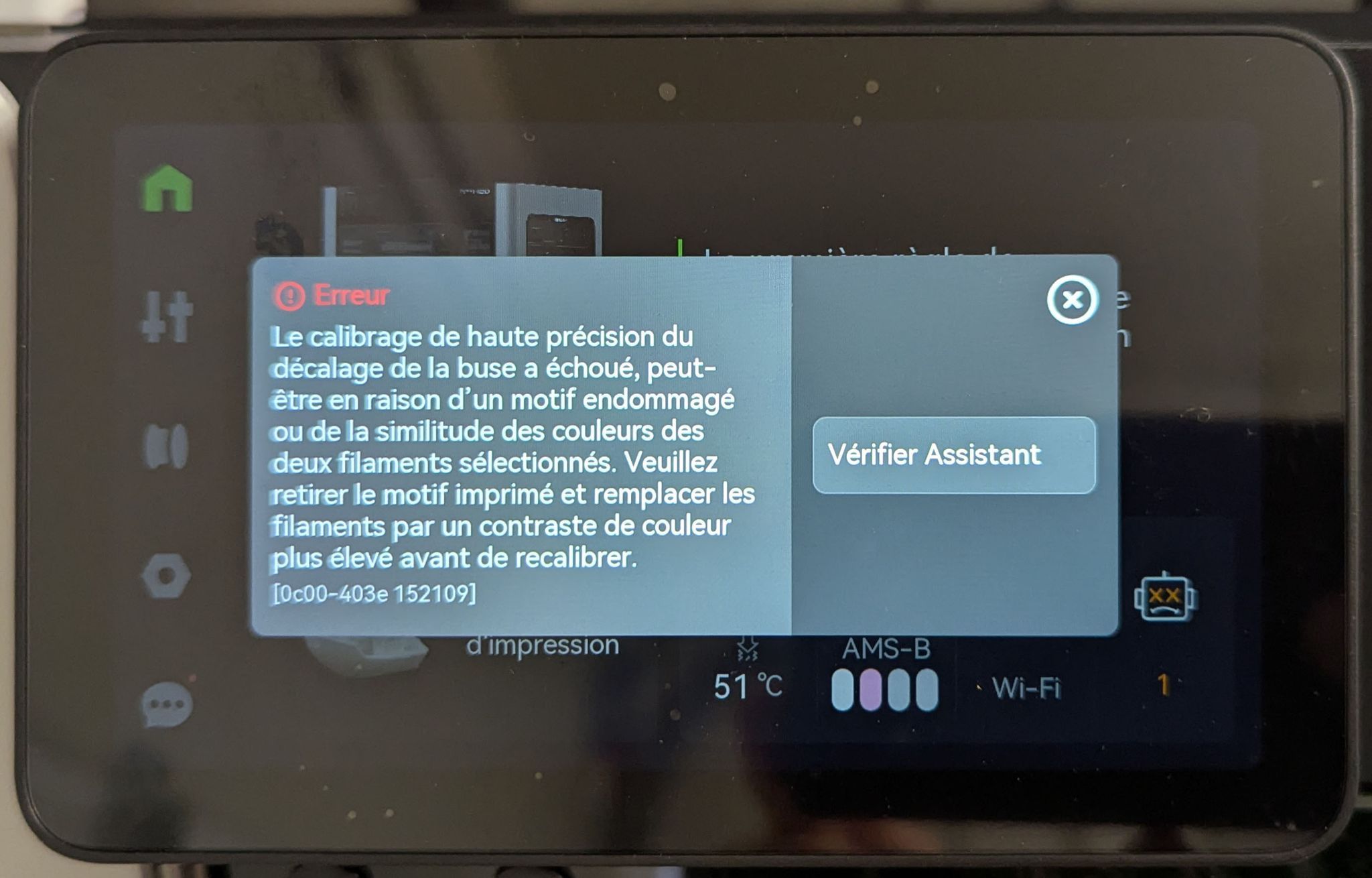
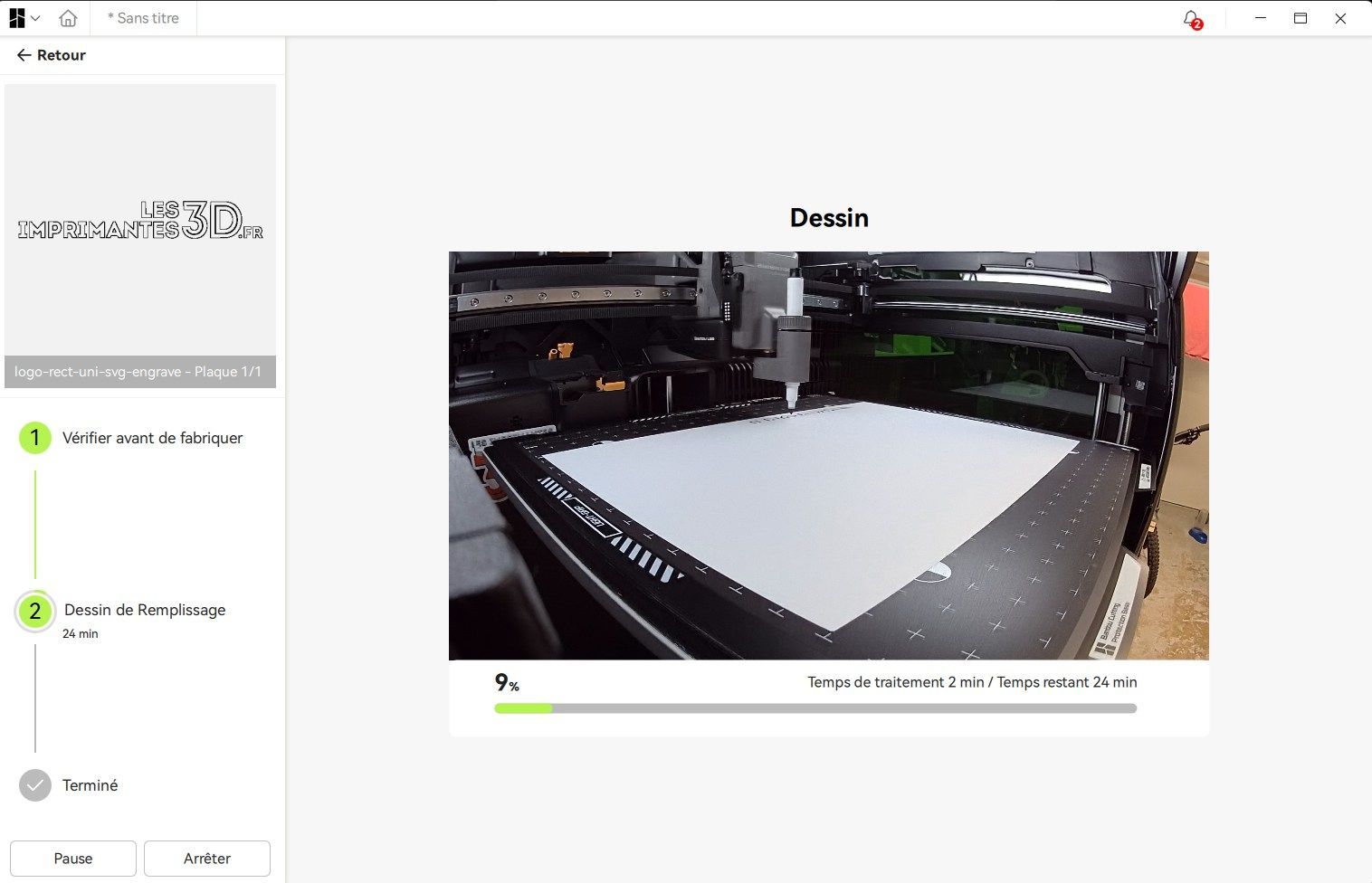
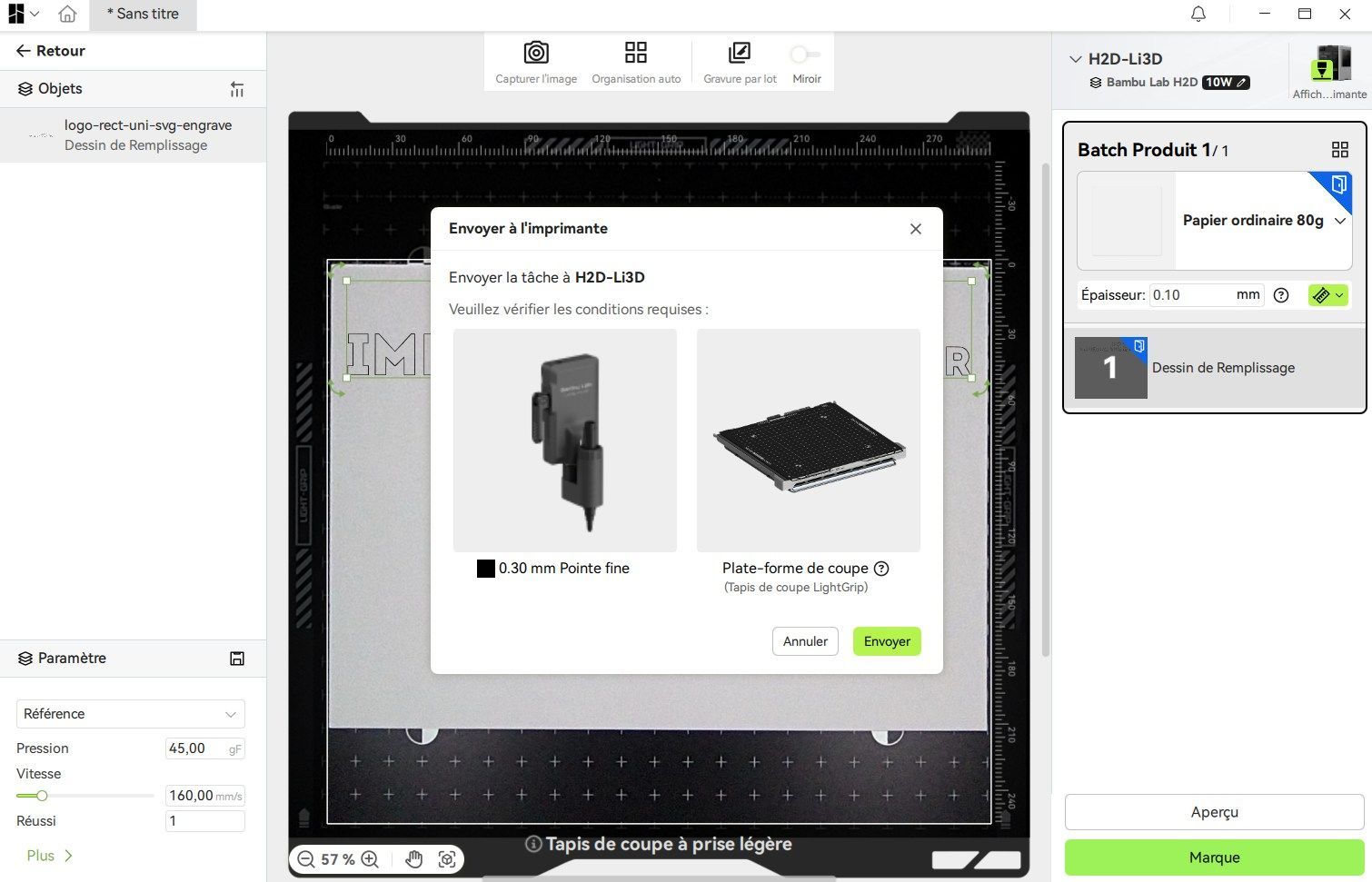
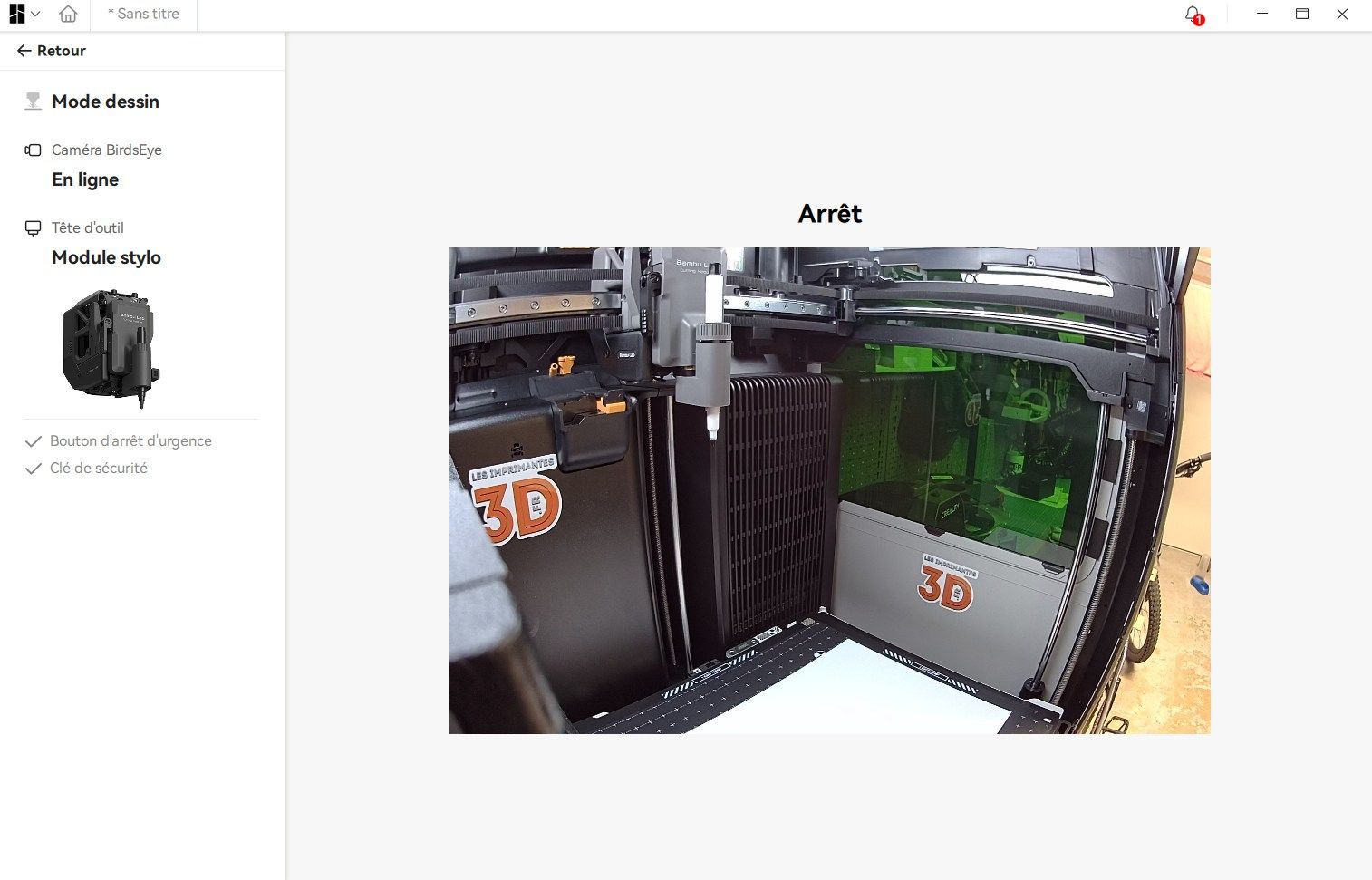
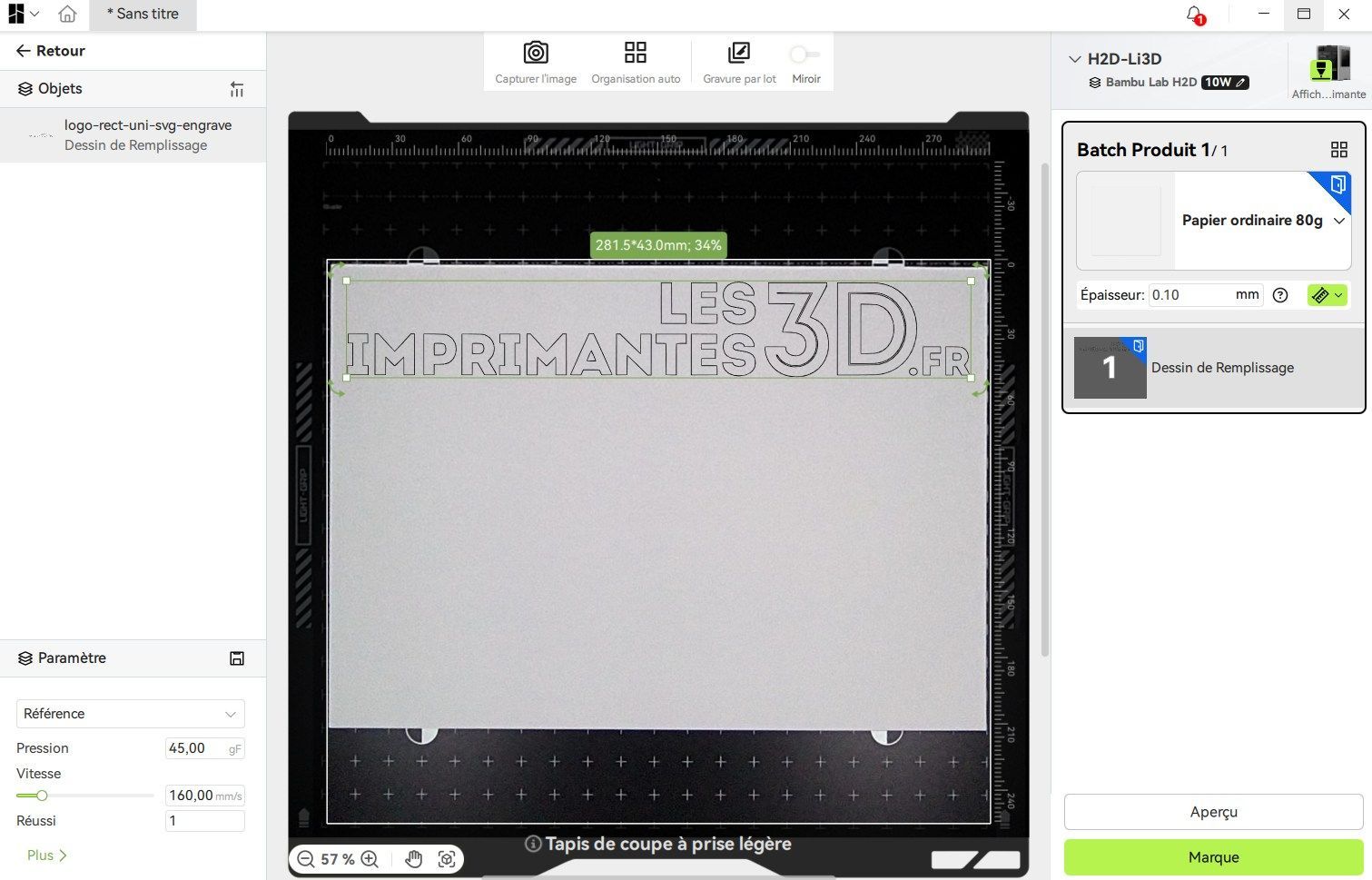
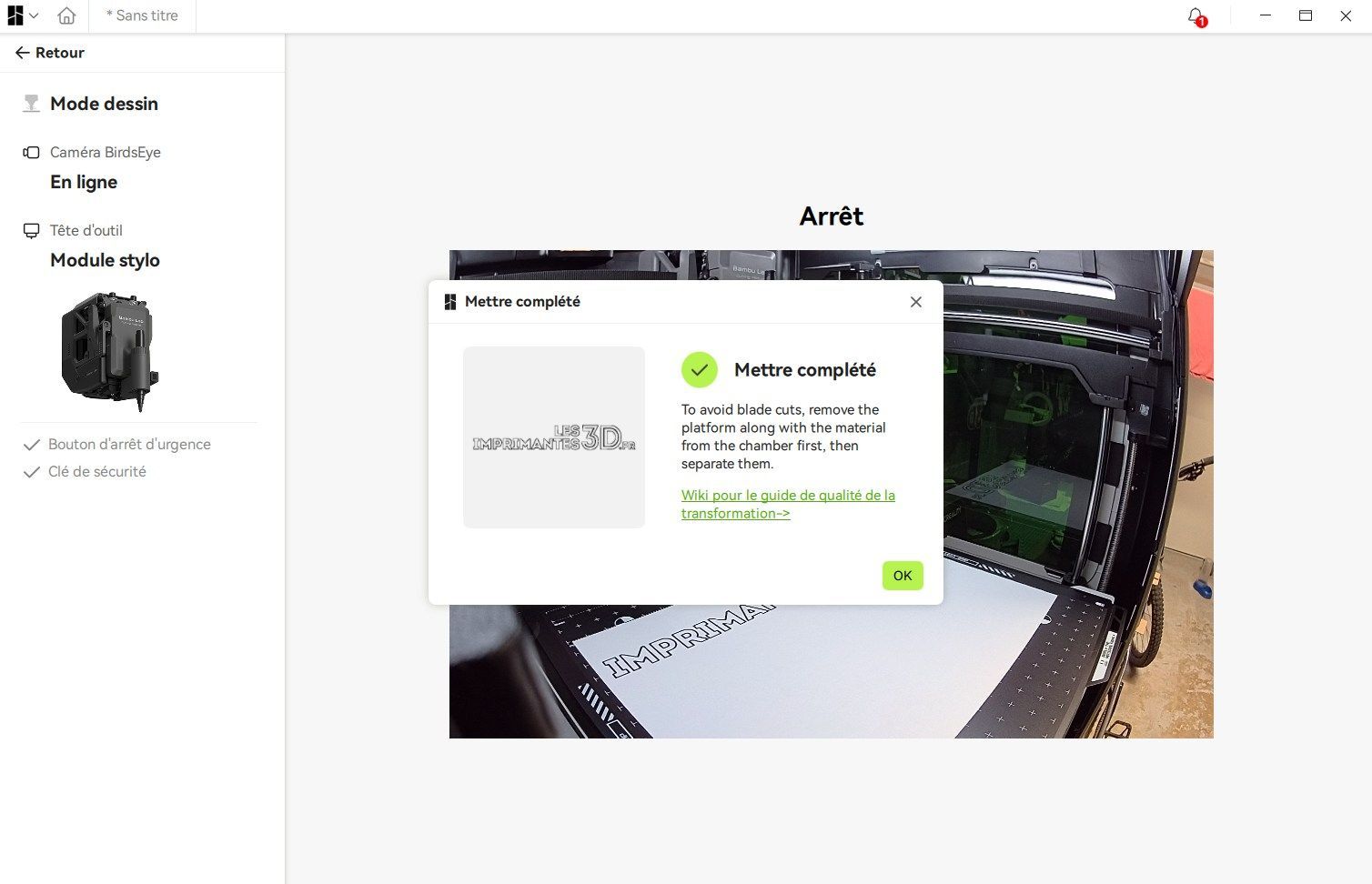
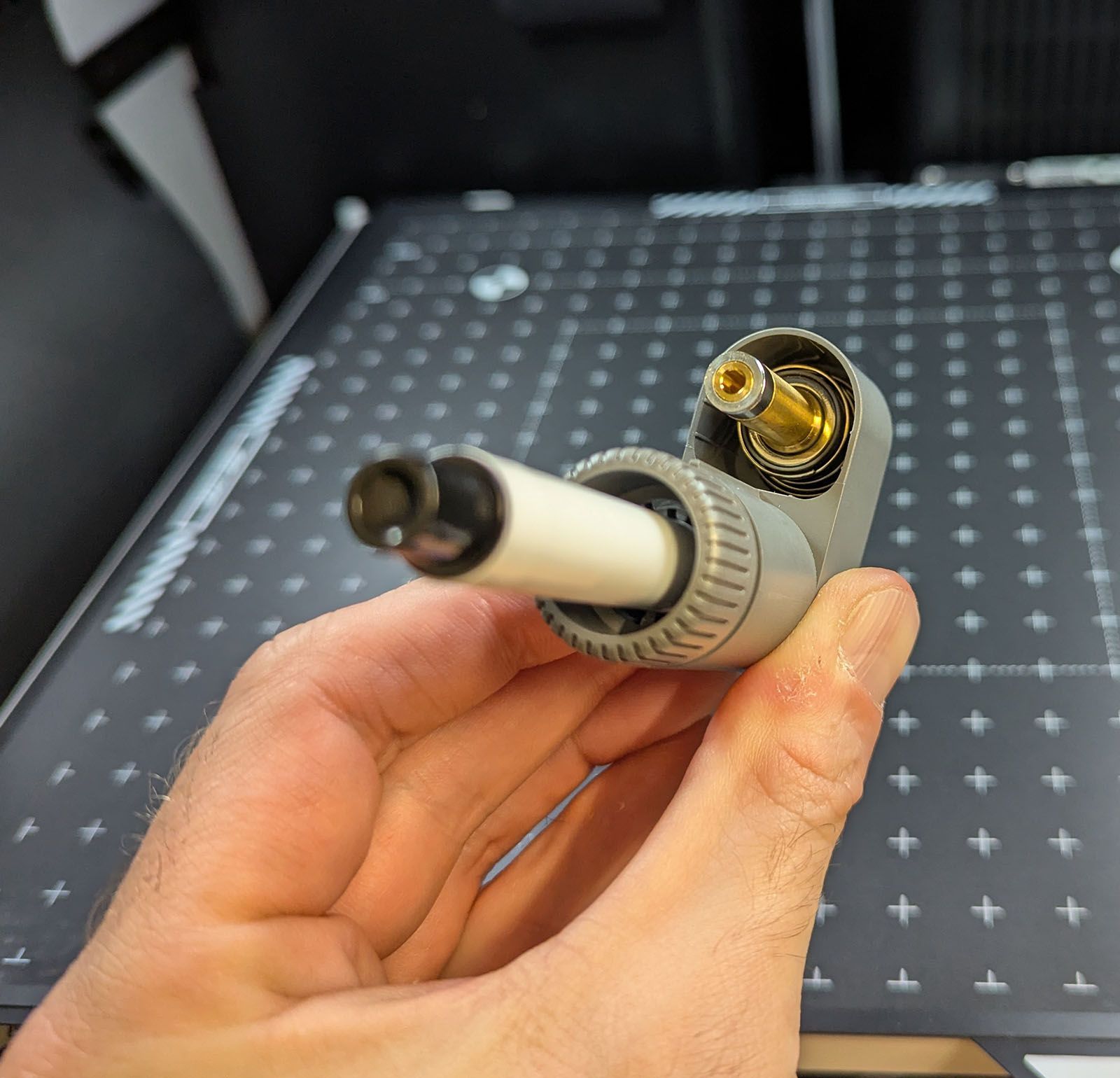
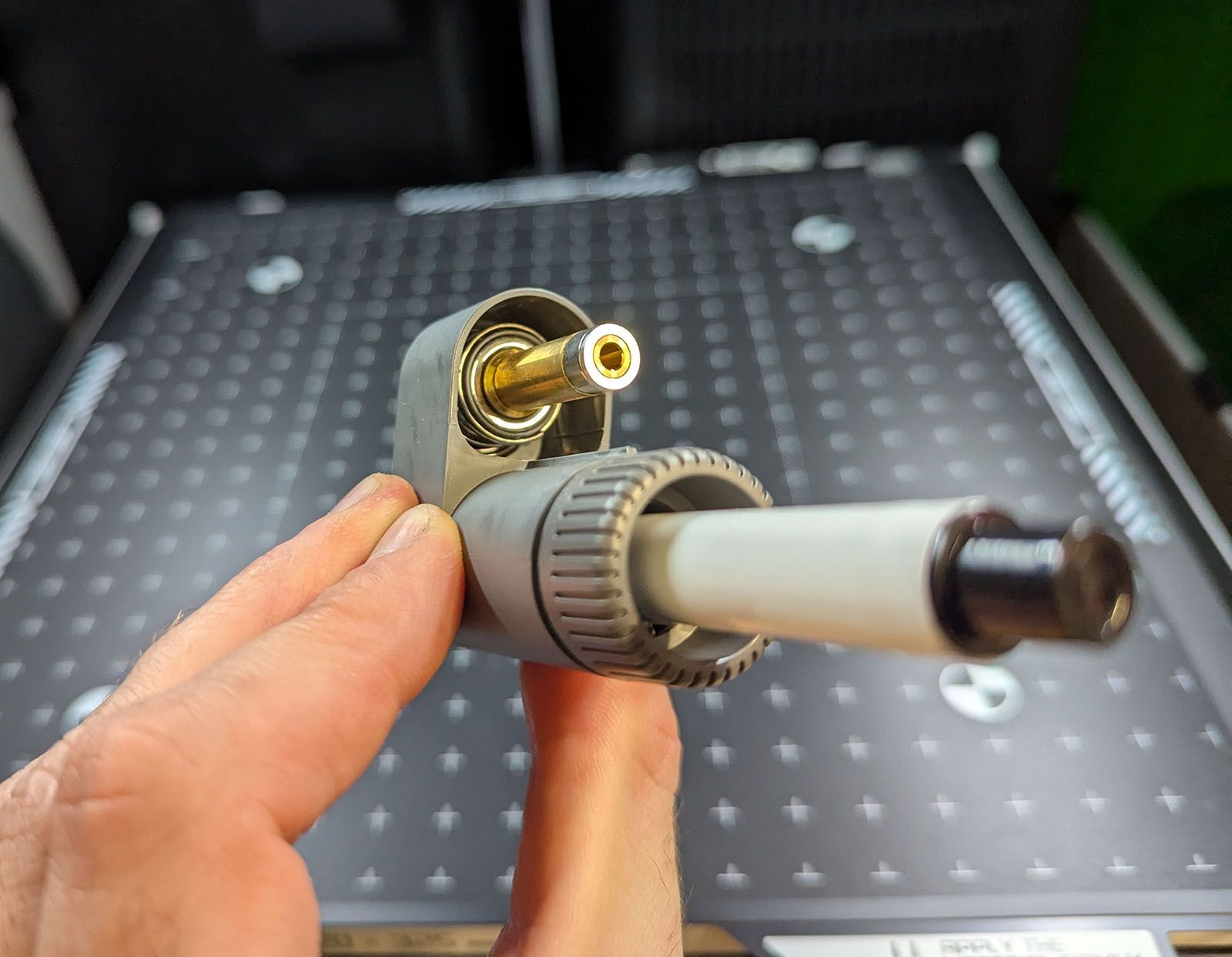
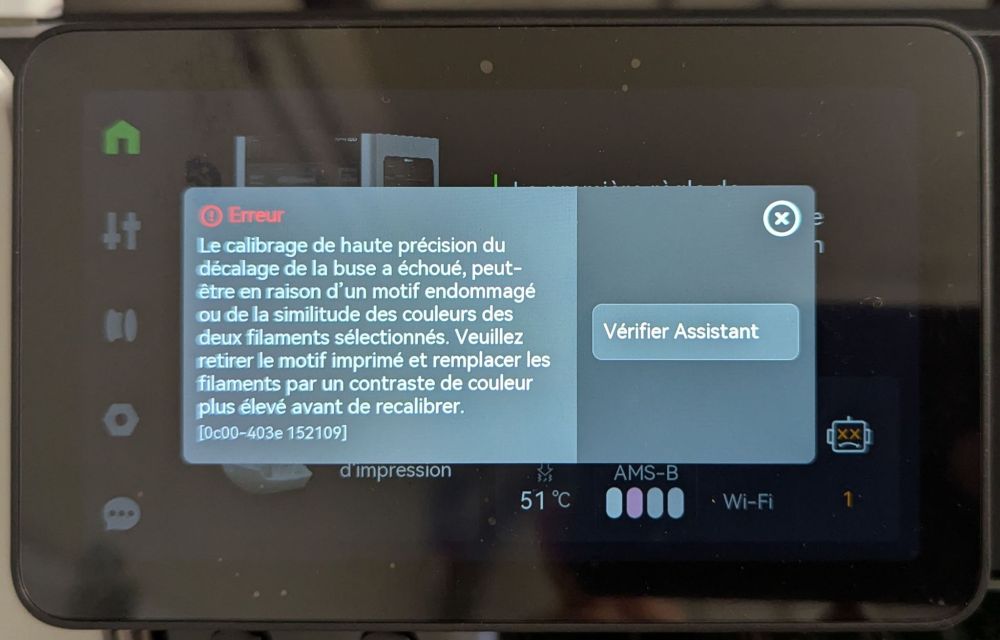
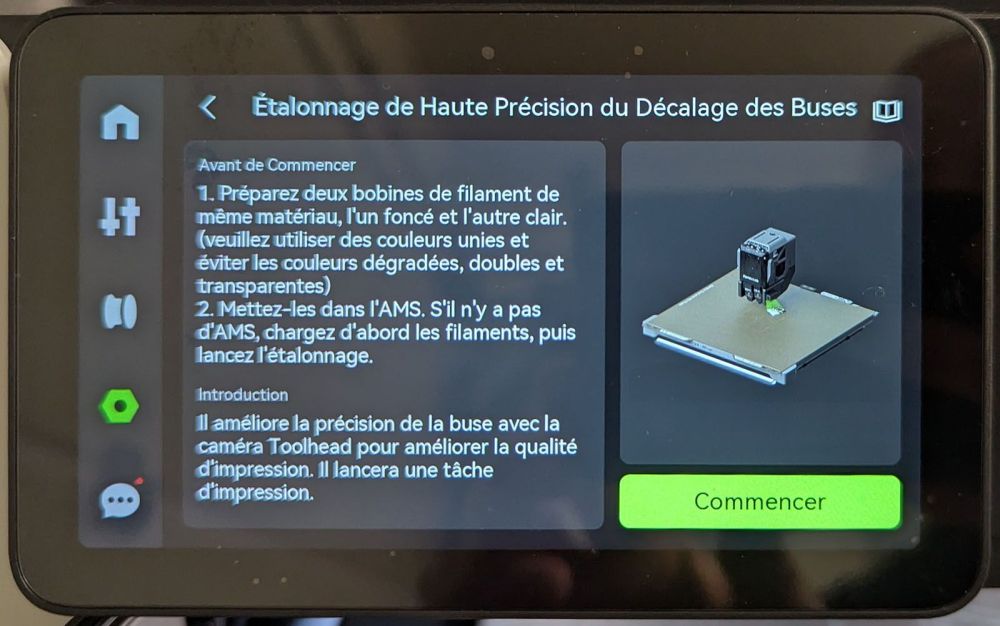
Vous avez fait l'étalonnage de haute précision du décalage des buses ? De mon côté ça s'est soldé par un échec à 2 reprises, le premier coup avec du PLA noir/blanc et le second noir/rose Par contre pour les caméras Live View et Bird Eye aucun souci. A noter toutefois que pour la mise en route de la Bird Eye il faut absolument un laser. Moi qui voulait commencer par dessiner j'ai quand même dû déballer un laser En ce qui concerne le dessin, autant Bambu Suite est aussi simple et efficace que Bambu Studio : On importe son image, on l'aligne sur le support grâce à la caméra : On envoie à l'imprimante : Et le reste se passe sur la machine : il faut démarrer la gravure ou le dessin en maintenant le bouton sur dessus du châssis une seconde. Les instructions sont affichées à l'écran, c'est aussi sexy qu'intuitif et bien évidemment documenté dans le wiki. J'ai fait une petite vidéo de l'interface pour faire un short sur le dessin mais faut encore que je fasse le montage... Ensuite, on peut revenir sur le PC et surveiller à distance : Le problème c'est que le dessin se fait en grande partie point par point... C'est donc super long ! On peut aussi voir un gros point d'encore qui se fait au moment du homing. 25 minutes pour le logo Li3D sur une feuille A4 Le fichier source n'étant pas fou, une impression jet d'encre aurait été mieux La plate "collante" fait que la feuille s'enroule sur elle-même c'est pénible. Et faut penser à remettre le film de protection (pas pratique à manipuler, limite cellophane) quand on ne l'utilise pas pour éviter que des débris et de la poussière se collent dessus, ça fait un peu de manutention... En ce qui concerne les modules, c'est comme le reste, archi quali et bien fini Chacun d'eux a son propre firmware qui peut se mettre à jour. Le module de découpe : La lame est aimantée, ça s'enlève sans peine et sans risque de se couper en forçant. Le support de stylo est bien évidemment lui aussi aimanté, ça s'installe en quelques secondes et y'a un système de ressort pour éviter de bousiller la mine : J'ai oublié de prendre une photo mais y'a un accessoire pour fixer le stylo à la bonne hauteur simplement. Ca s'installe sur la tête après avoir retiré le capot transparent (clipsé, j'aurais préféré aimanté) via un système de glissière avec verrou et une prise à brancher. Me reste plus qu'à trouver des projets plus sympas à faire avec ce module de dessin Et aussi une solution pour déporter le bouton d'arrêt d'urgence ! Y'a un capteur sous le châssis de l'imprimante, s'il est branché en "volant" elle ne fonctionne pas ! Ca m'empèche de tirer la machine si besoin et il n'est pas forcément bien accessible en cas d'urgence
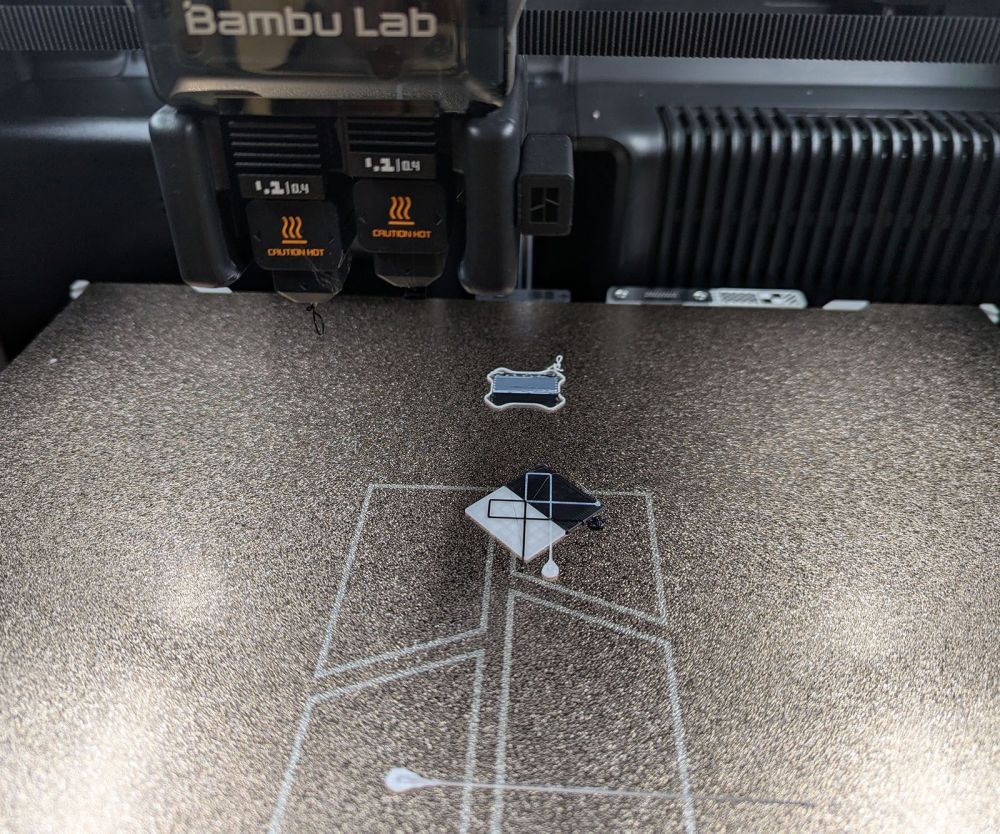
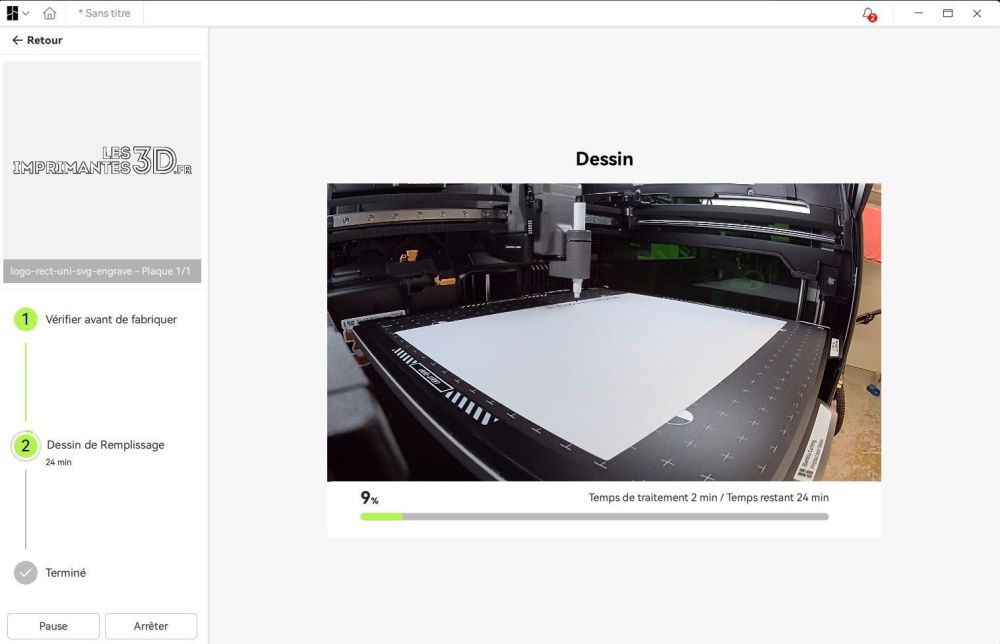
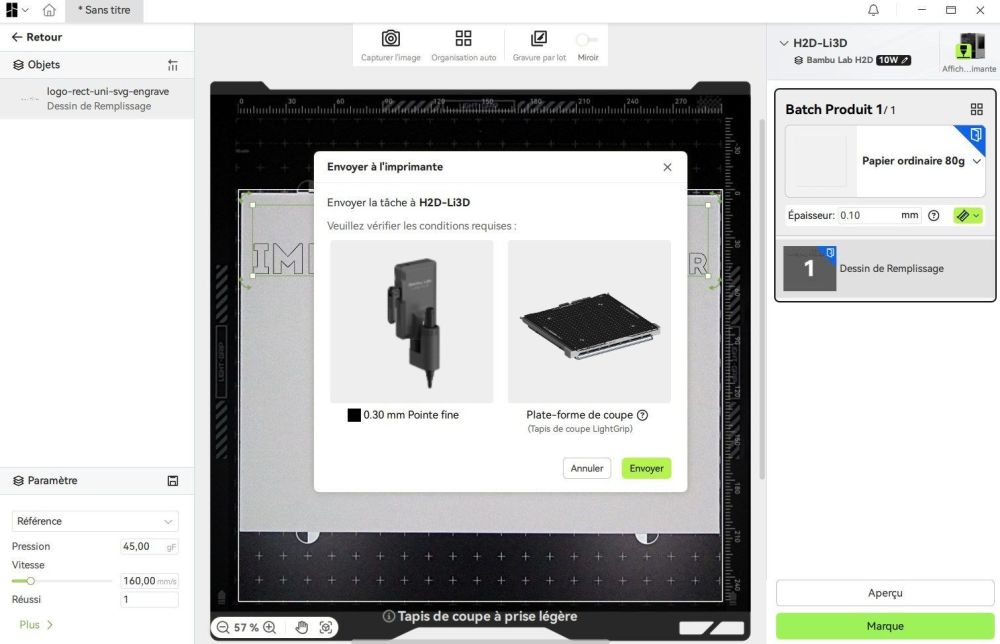
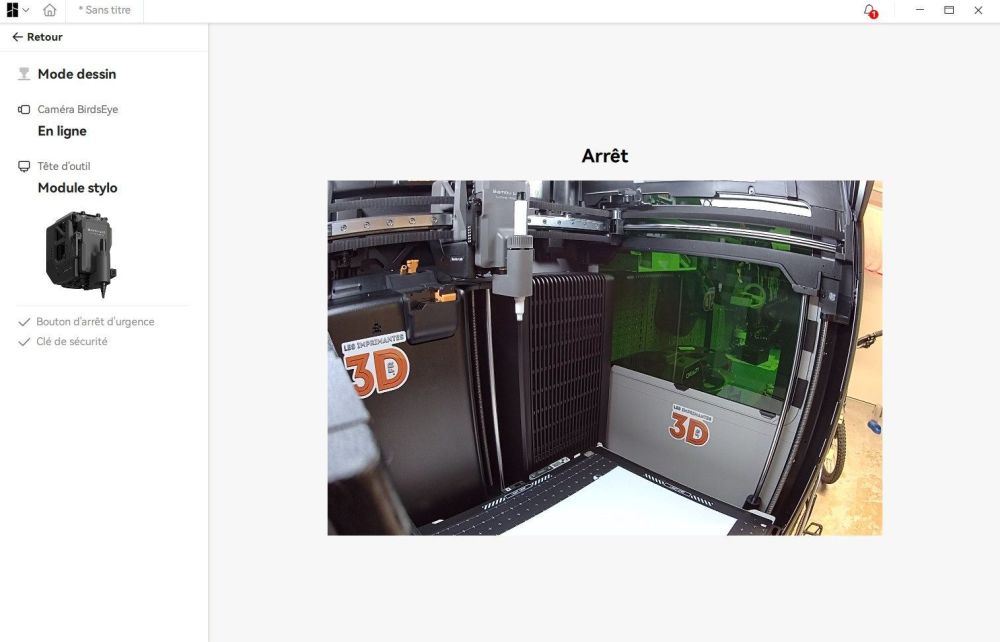

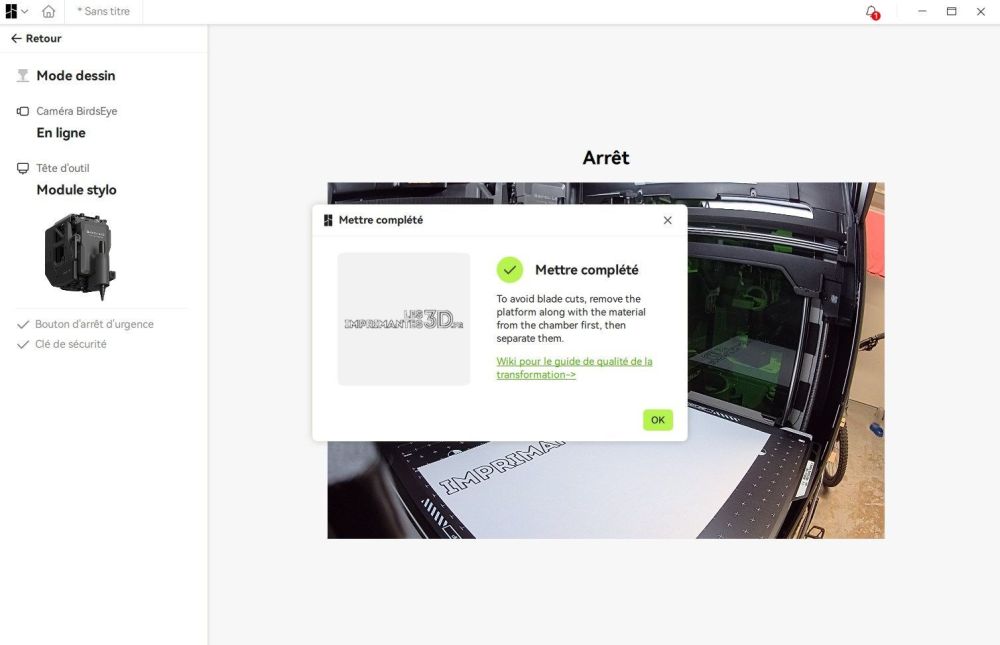






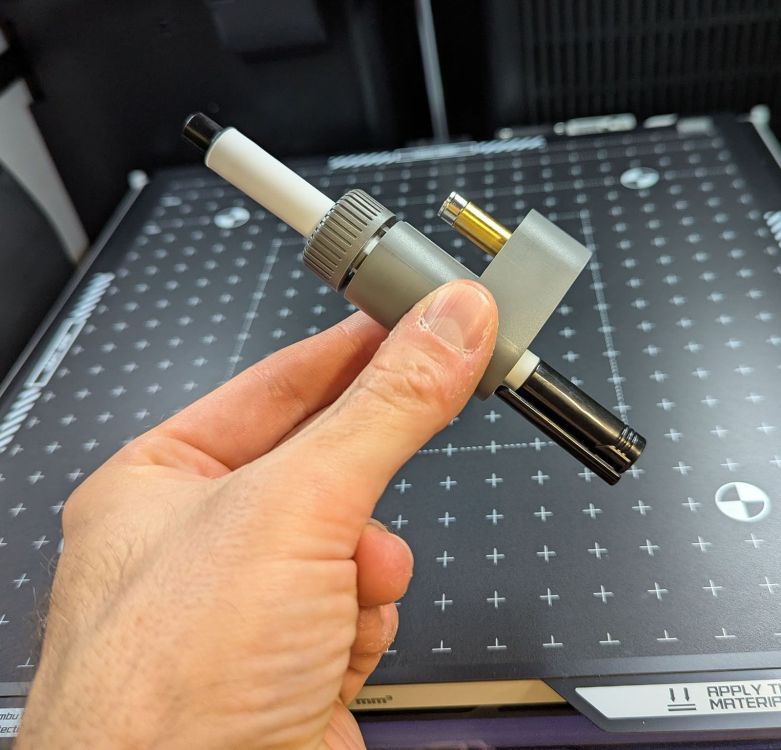





 1 point
1 point -
Mais non, mais non, jamais de la vie1 point
-
et beh je sais plus quoi dire Une chose est sûre, la promesse est pas tenue1 point
-
il est plutôt bon marché en plus, par rapport a celui que je reçoit en test, je pouvais en avoir en Version PA6-GF avec 10% de fibre de verre mais les version GF on tendance a nécessité des buse de 0.6mm pour évite de bouchage a répétition, donc j'ai pris du blanc classique aussi. J'ai jamais été déçu de Eryone sur PLA ou même TPU et PETG, après Nylon j'ai pas tester chez eux encore. Si le ASA passe pas alors j'ai tendance a te dire de partir sur du Nylon dans ce cas, après si cela passe toujours pas tu as le PP (c'est un filament semi fléxible qui résiste bien a l'usure macanique) ou après tu as que les TPU qui resteront (un TPU type 98A pas trop souple)1 point
-
Il va falloir calibrer ta machine... Si ton slicer est OrcaSlicer, alors tu as la chance d'avoir un panel de test plug&play1 point
-
Sinon pour répondre à ta question concernant le perçage : oui c'est plutôt normal pour plusieurs raisons dont certaines ont déjà été évoquée. 1. en perçant au milieu de ta pièce, tu es dans une zone "faible", c'est à dire que tu n'as que les lignes des couches supérieures et inférieures, et entre les deux juste un remplissage basique. Si tu ajoutes un modificateur pour avoir un remplissage plein par exemple tu auras de la matière pour résister. 2. un foret métal (ce qu'on utilise tous en général pour percer tout et n'importe quoi) est inadapté pour le plastique (même si on s'en sort la majeure partie du temps). Pour t'en rendre compte, si tu as déjà essayé d'agrandir un trou dans du plastique, tu as déjà du rencontrer le cas ou le foret commence à percer comme tu le souhaites, puis avance d'un coup avec la pièce que tu perces qui vient se bloquer contre le mandrin de ta perceuse. C'est lié au fait qu'un foret pour plastique ne doit pas avoir une gorge en forme de spirale qui tourne tout autour comme nos forets classiques. Elle doit être beaucoup plus verticale et aller de bas en haut sans faire le tour complet. Il me semble que c'est ce qu'on appelle des forets à angle faible (à valider). Ca permet d'éviter que le foret s'accroche à un copeau pas encore décroché, s'en serve comme point d'accroche et le fasse coulisser dans sa gorge. 3. si c'est à la compression que ça casse, il faut prévoir 2 choses : le trou doit laisser passer librement la vis (ne pas prévoir un poil plus petit pour ne pas avoir de jeu), sinon ça va écarter les couches et/ou les lignes de filament, et ensuite si tu as un remplissage faible, le serrage va écraser la pièce au niveau du remplissage, et déformer la couche extérieure au point de facilement décoller les lignes entre elles (la couche en contact avec le tableau de bord ne doit pas trop souffrir). Pour contrer ça 2 solutions : 1/ percer à chaud effectivement, ça évite les contraintes/efforts lors du perçage, et en plus ça consolide la liaison entre les couches à cet endroit, par contre ça ne résout pas les problèmes structurels pour le serrage : si tu sers sur du remplissage peu important (beaucoup de vide), ta pièce va se déformer au serrage avec un très gros risque de fentes. 2/ prévoir les trous lors de la conception et donc à l'impression, et là tu résous tous tes soucis, car pas de perçage à faire donc pas d'efforts sur la structure, et le slicer va mettre des périmètres autour du trou, ce qui va faire une sorte de remplissage plein à cet endroit, tu pourras donc serrer (presque) aussi fort que tu veux, ça ne se déformera/s'écrasera pas, puisque plein. 'Pour le moment tiens bien" ... attends un peu, on n'est que fin avril !
 1 point
1 point -
Après le second étalonnage je n'ai rien gagné comme vous pouvez le voir sur la feuille excel: mesures équerre suite.pdf Si je pouvais supprimer les réglages de l'encodeur cela m’intéresserait car le premier test était bien meilleur. @Motard Geek as-tu des infos de BBL sur ce problème ?0 points
-
je l'ai fait avec du noir et du blanc je n'ai pas eu de soucis. regarde s'il n'y a pas un petit fil d'ange qui gène la cam. J'ai eu un soucis comme quoi la buse était sale, l'imprimante s'arrêtait, je ne voyais rien. J'ai fini par voir avec la cam et l'éclairage LEd un fin (mais alors fin fin fin) cheveux qui volait. je ne le voyait pas à l'oeil nu le truc ! Une fois enlevé plus de soucis. TRES sensible la détection. A Part ça perso y a juste un petit grincement que je n'arrive pas à localiser, mais ca imprime bien. Et a priori je n'ai pas eu le grillage de support petite pièce pour le laser (j'ai pourtant bien regarder tout les cartons)0 points
-
Perso, j'envisage une alimentation du TPU par le dessus de l'imprimante, vitre supérieure ôtée. Si j'en crois les reviews, cela s'impose pour tout TPU à shore inférieur ou égal à 90A (et j'ai tendance à descendre en shore pour certains cas d'usage)...0 points