Classement




Contenu populaire
Contenu avec la plus haute réputation dans 16/05/2025 Dans tous les contenus
-
difficile à enlever la colle en bâton ?? ... pourtant ça s'en va tout seul avec de l'eau chaude et une éponge (avec ou sans paic ) C'est bien d'utiliser des trucs et astuces de grand mère, mais bon, tout le monde arrive à imprimer avec un pei lavé à l'eau et au liquide vaisselle sans avoir besoin de rajouter quoi que ce soit d'autre. tu ne m'as toujours pas dit si tu avais un pei lisse ou texturé ... C'est en imprimant quel type de filament que tu as besoin de mettre de la colle ou du sucre ou de la confiture d'orange ou de la mélasse ? (la gelée royale apporte un rajeunissement du plateau - il paraît )3 points
-
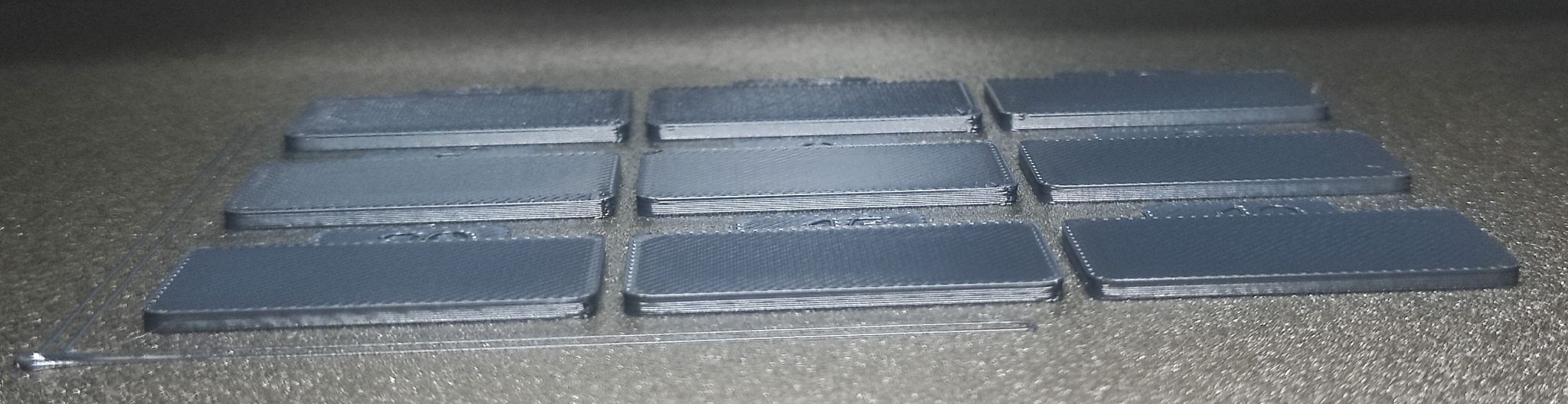
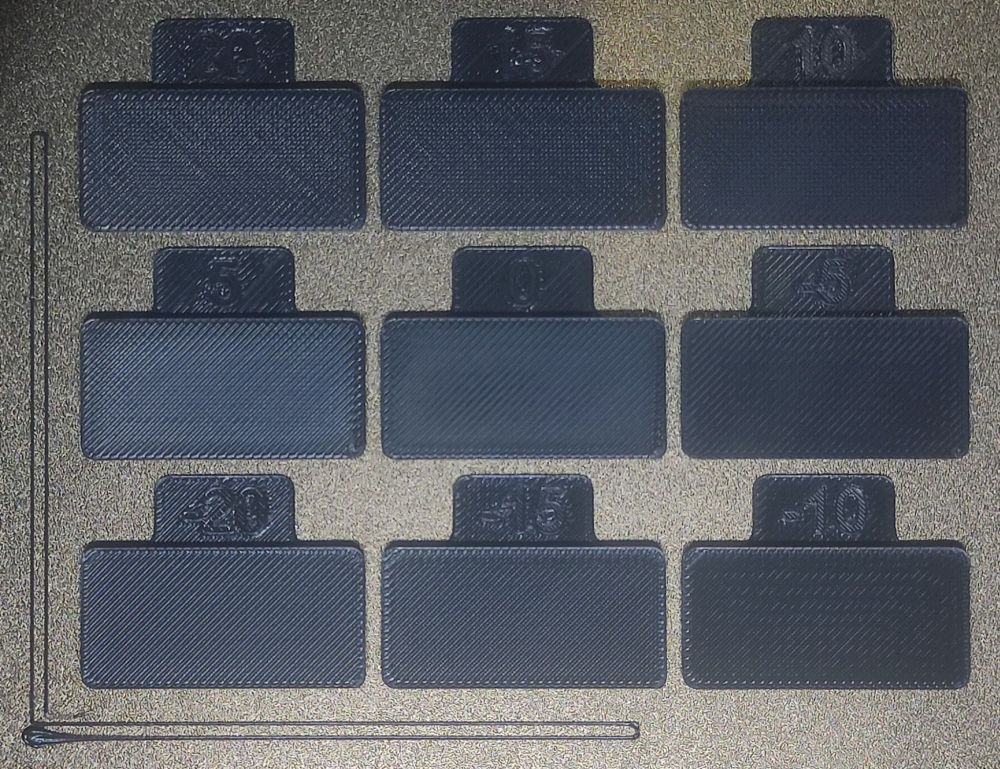
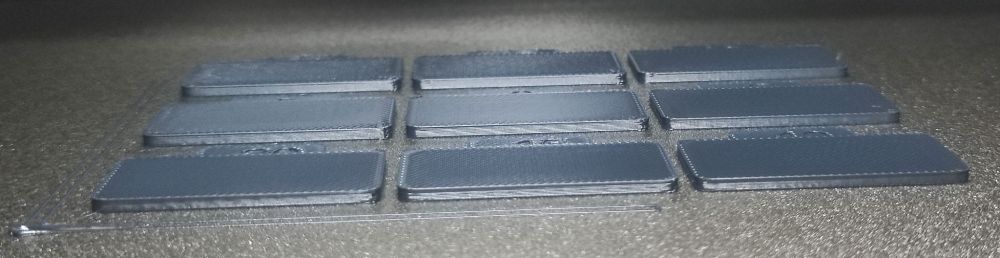
Merci à tous pour vos précieux conseils. Impression réussie en imprimant à l'envers. Effectivement la surface n'est pas belle au fond, mais ce n'est pas visible. Je passe donc à la production, 36 à la fois. C'est génial d'avoir l'aide de gens comme vous, qui partagent leur expérience. J'apprends chaque fois que je lis sur le forum ou que je m'adresse à vous.3 points
-
En mécanique on peut détecter beaucoup de pannes avec ça, circuit de refroidissement, allumage défectueux, température des sorties de pot, température des cylindres, disques de frein, cardan, etc. En électronique outil indispensable pour détecter un composant défectueux, trop chaud ou pas assez, etc.3 points
-
@Kachidoki nous livre encore une fois un test des plus détaillés, celui de la CORE One, la CoreXY fermée de chez Prusa ! https://www.lesimprimantes3d.fr/test-original-prusa-core-one-corexy-20250515/
 2 points
2 points -
Vu passer sur Reddit, l'annonce de la mise en vente de la Qidibox pour fin juin (de cette année 2025 ). Également durant quelques semaines de grosses réductions de prix des imprimantes (XMax3 / Q1 Pro et Plus4). Écoulement des stocks avant introduction d'un nouveau modèle ???2 points
-
A l'époque j'ai commencé à bidouiller la logique avec des TTL puis ensuite des cmos j'utilisais mes lèvres pour détecter les différences de température. Ca marchait bien mais je me suis fait quelques cloques.2 points
-
Dans la console, l'accélération peut être modifiée via un Gcode étendu : SET_VELOCITY_LIMIT en lui passant le paramètre voulu (ACCEL=jeveuxcettevaleur).2 points
-
2 points
-
un ajout que j'envisage de construire pour la H2D, terriblement bien pensé : https://makerworld.com/en/models/1387281-h2d-nozzle-management-system-rapid-ams-change#2 points
-
J'ai pas forcement eu de réel soucis non plus plus avec les différents PTFE que j'ai eu que ce soit en reverse bowden ou en interne a une tête d'impression tant que l'on respect les règles d'utilisation, c'est aussi pour cela que je disait plus haute que je doute que ce soit autre chose que du marketing les mention PTFE ultra smooth ou smooth, enfin on chipote peut être trop la2 points
-
Les premières lignes ont l'air bonnes aussi, genre sur 3 couches. Est ce qu'il n'y aurait pas un pblm d'accélération / vitesses ? Comme si ça accélérait un max (trop) en ligne droite avant de ralentir dans les angles. Est ce que tu as des gcodes de base, genre dans la mémoire de l'imprimante ou sur une clé usb à part ? Histoire de tester avec un code dont on est certains qu'il ai été généré pour ton imprimante.2 points
-
Même si ça existe déjà, demain, 17 mai, Biqu (Bigtreetech) proposera à la vente son boitier TD1S. Qu'est-ce que c'est que ce schmilblick ? C'est un boitier intégrant un capteur de filament qui scanne celui-ci pour capturer la distance de transmission et le code hexadécimal de la couleur, permettant d'ajouter ses propres matériaux directement à la bibliothèque HueForge. Ça permet de s'éviter de nombreux tests (fastidieux) quand on n'utilise pas les marques de filaments intégrées au logiciel Hueforge. Lien: https://biqu.equipment/products/bigtreetech-td1s Le TD1S originel : https://ajax-3d.com/1 point
-
Le dimanche, on était moins nombreux, et les gars du club voulaient essayer la pancar. Cela m'a donné l'opportunité d'un bon stress test intensif... La voiture a tourné près d'une heure et demi avec quelques pilotes. L'un d'entre eux a joué avec le réglage du diff après avoir changé ceux de la radio... Le comportement était meilleur avec un diff dur, mais je soupçonne que cela ne soit pas adapté à toutes les pistes, mais là, et dans ces conditions, c'était parfait. La flexibilité du chassis Kydex donne un comportement different du chassis G10. Je vais devoir procéder à plus de tests dans le futur... Le principal c'est que le diff PETG a tenu parfaitement, à ma grande surprise. La légèreté de la voiture, a certainement contribué à ce résultat, tout comme le remplissage à 100% qui permet de réduire l'impact de la chauffe sur le matériel (et ce quand bien même les dents en 48dp soient toutes petites... J'ai encore une troisième voiture à monter, avec la 917. Heureusement, quelqu'un a monté le châssis (encore une fois pour obtenir un feedback) : c'était très positif, et la voiture devrait être prête pour la prochaine vintage...1 point
-
Tu avais du PLA ou PETG comme frein filet !!!. Si tu as tu peux mettre un peu de pâte thermique (pour les processeur d'ordi) sur la partie qui entre dans le radiateur.1 point
-
Problème résolu par le support :

 1 point
1 point -
Ah oui du canadou, tu gardes le rhum pour les cocktails . pour les québécois sirop d'érable !!!1 point
-
@Motard Geek voici le fichier Excel original. Merci pour la prise en compte de ce problème certainement de jeunesse de la H2D: Controle Visior.xlsx Un autre point peu pratique lors de la dessication dans l'AMS 2 Pro c'est le fait de devoir retirer les quatre fils du système d'entrainement et les fixer le long de chaque bobine. L'explication donnée par BBL est logique de les faire légèrement tourner durant la dessication. Je pense que durant les huit heures prévues pour le PLA il serait possible de les laisser dans les entrainements et les faire tourner chacun leur tour toutes les heures par exemple. Le but étant de ne pas perdre de temps et surtout en fin de séchage, il ne serait pas nécessaire d'ouvrir l'AMS pour remettre les quatre fils en place et ainsi perdre une partie des avantages du séchage.1 point
-
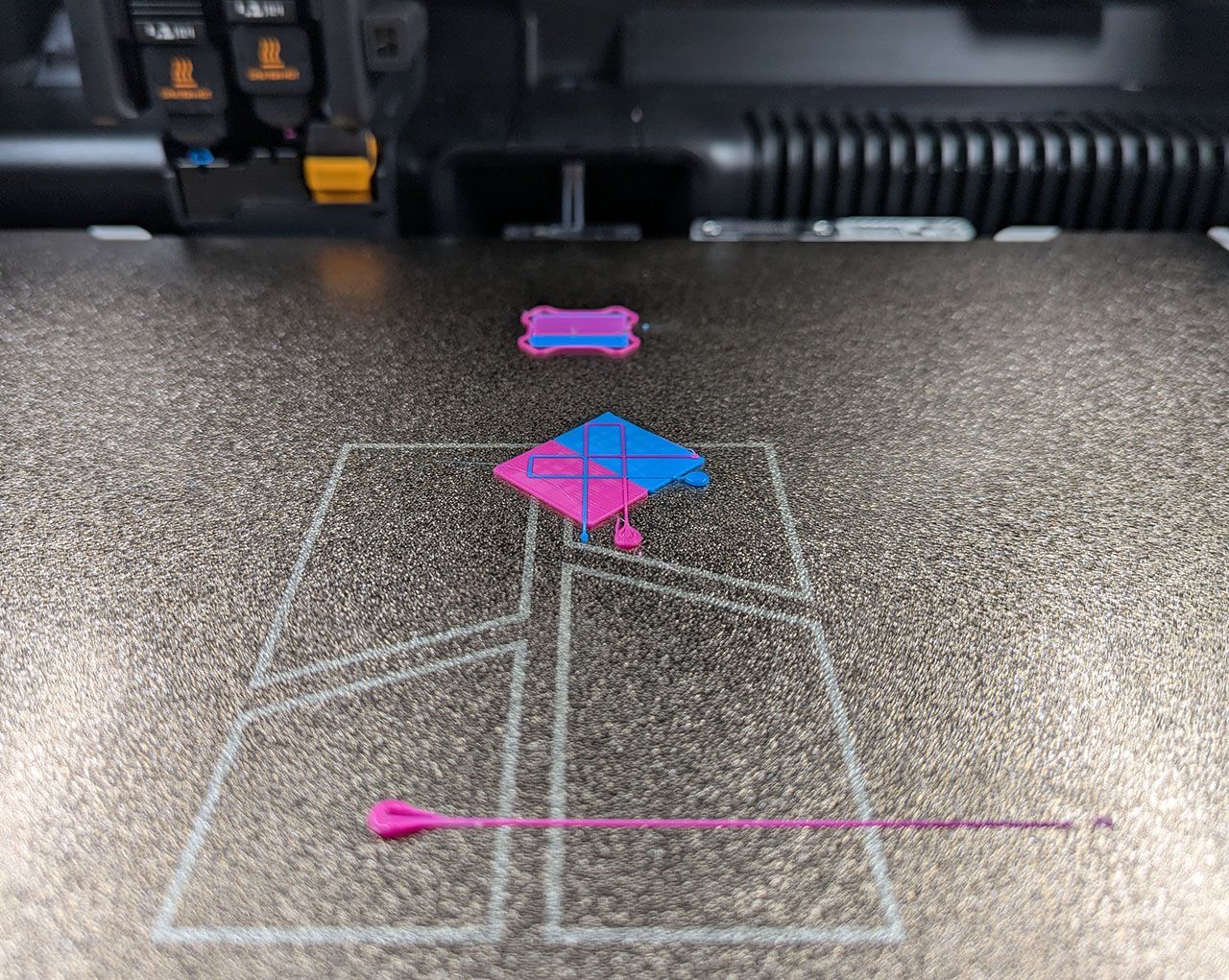
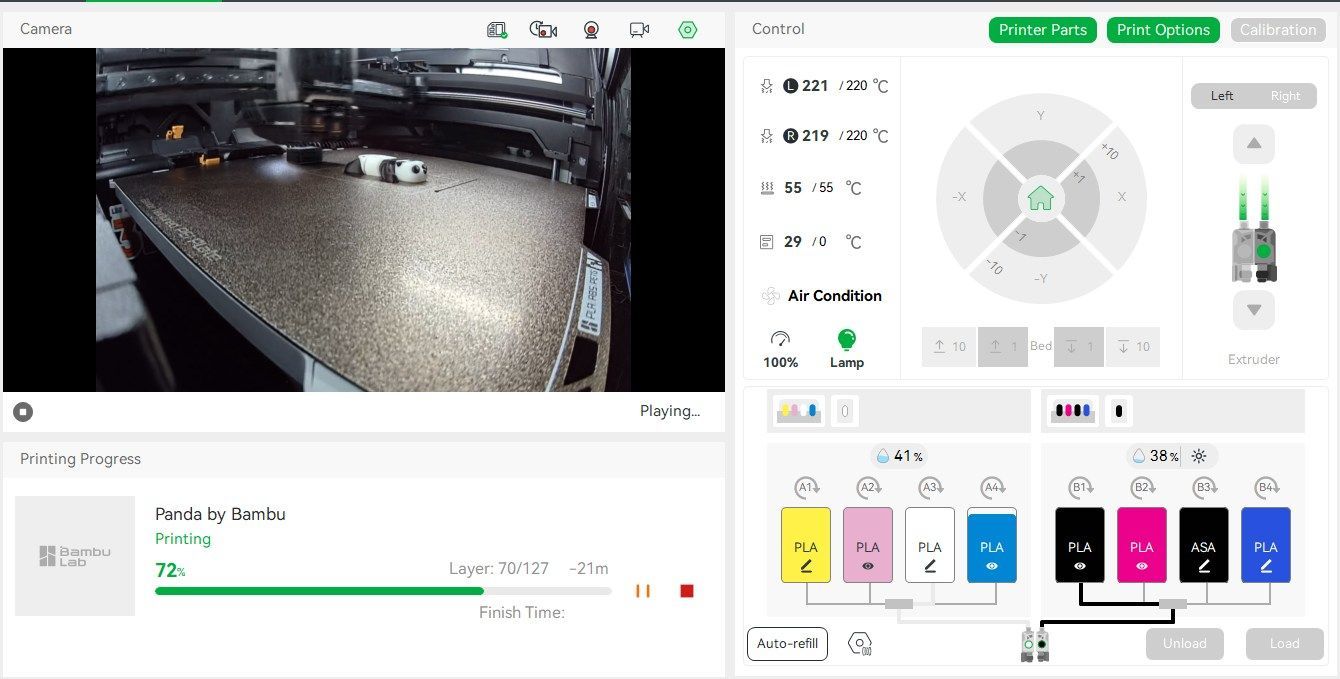
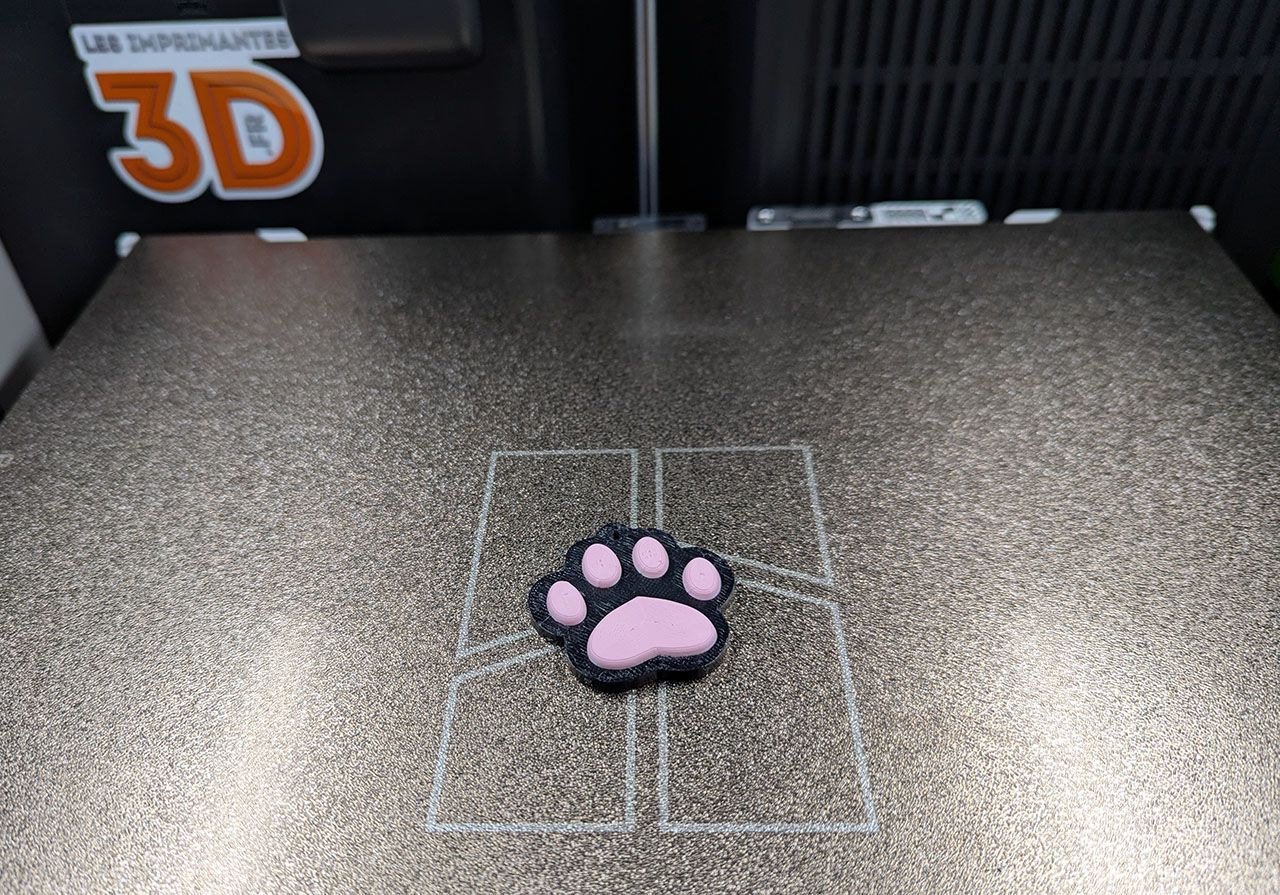
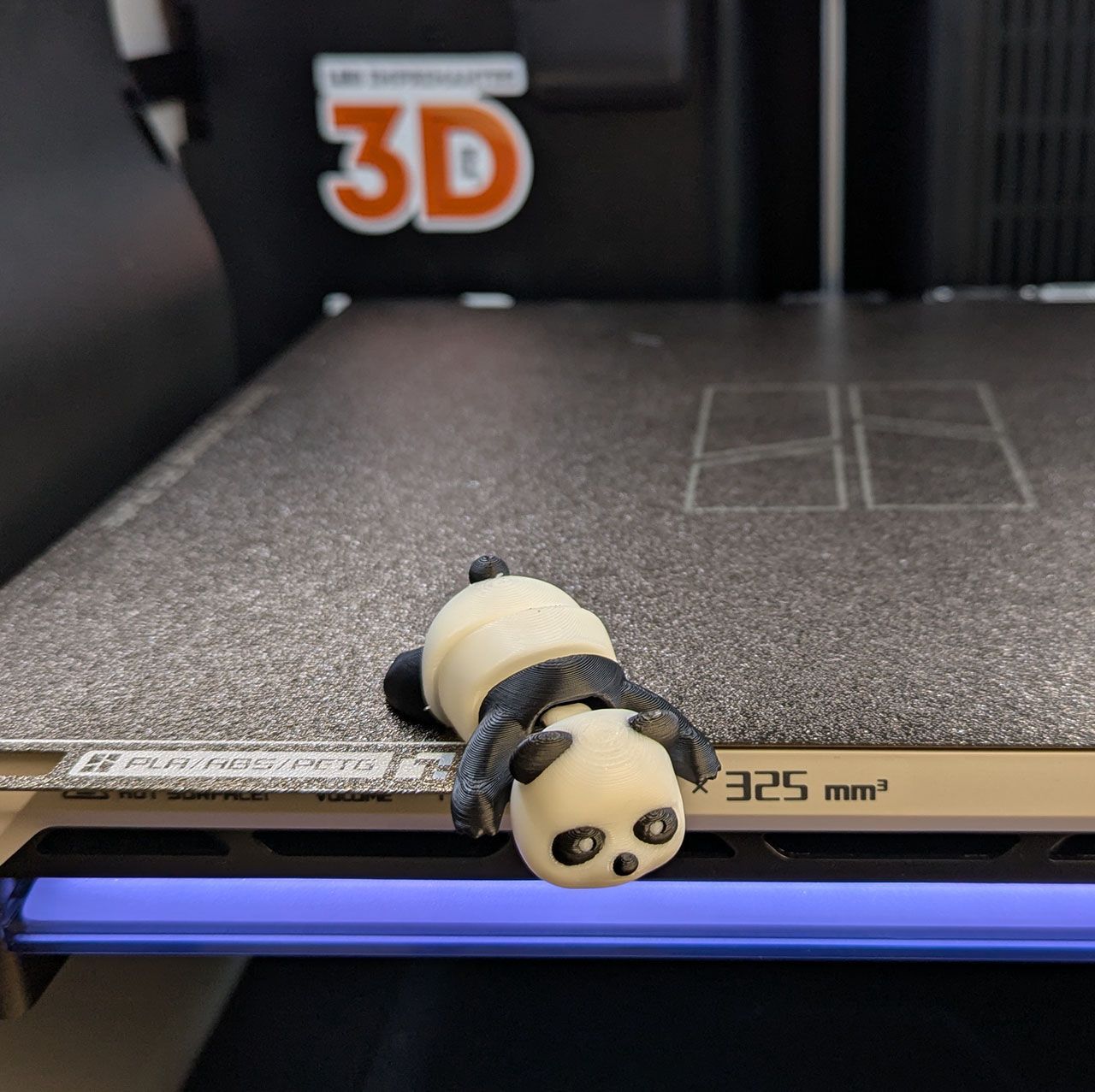
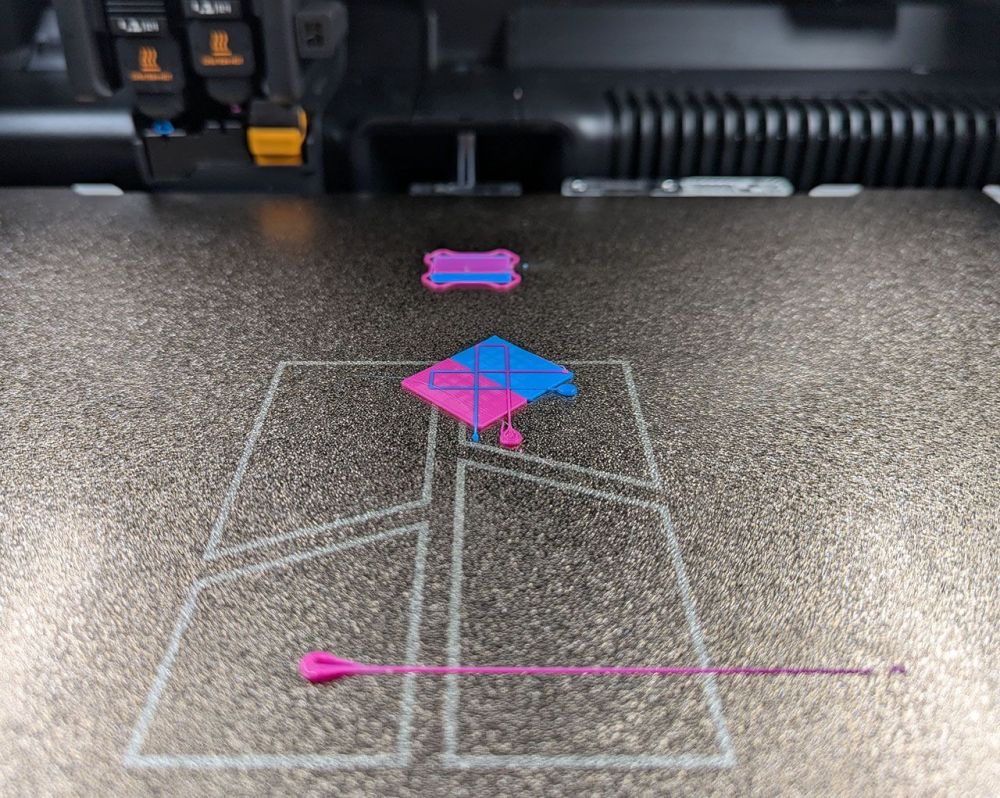
Magnifique ce système ! Ca devrait limite être proposé à minima en option chez Bambu Lab... ! J'en profite pour migrer mon message sur le mod hub 4 en 1 dans ce topic plutôt que dans le H2D général ^^ EDIT : visiblement pas de problème avec le hub juste après le buffer : J'enchainerai avec la patte de chat PLA+TPU déjà tranchée sur la mémoire interne EDIT 2 : panda PLA+PLA et patte PLA+TPU imprimés avec succès avec le HUB 4 en 1 à l'intérieur de la machine Je reste quand même super déçu de ne pas pouvoir mélanger plusieurs TPU
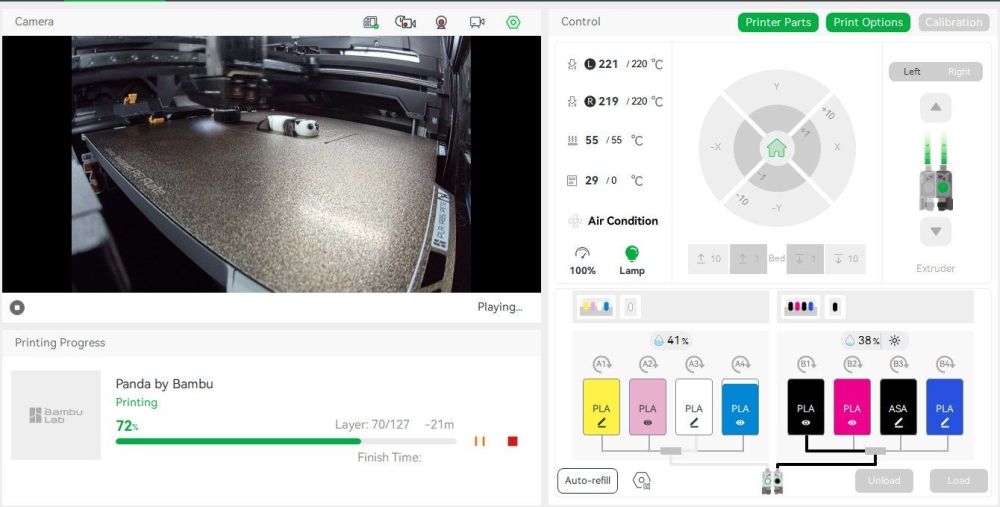

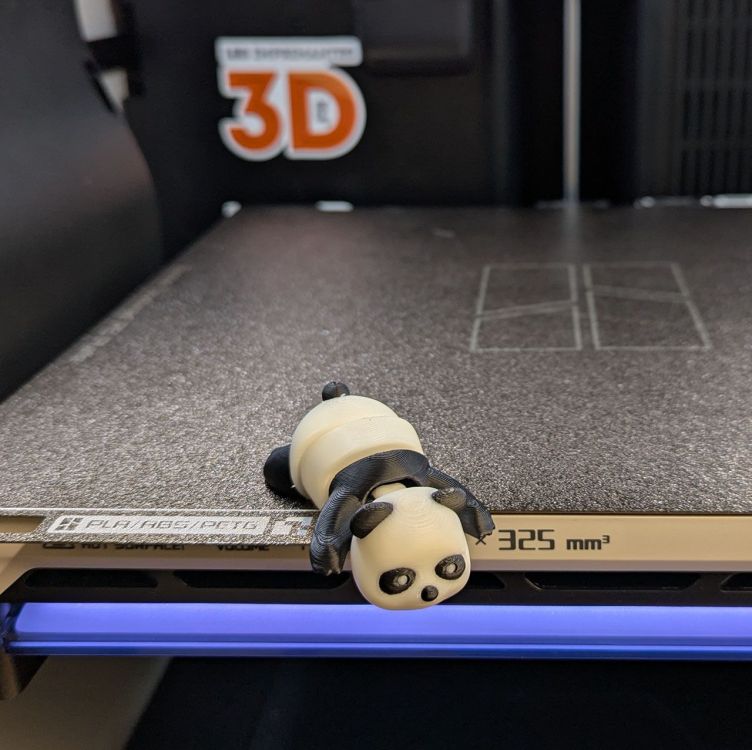 1 point
1 point -
C'est exactement l'appareil que j'ai acheté il y plusieurs années. Il est parfait. C'est probablement l'outil qui m'a été le plus utile pour calibrer mes imprimantes avec le réglet et le pied à coulisse. En restant appuyé sur la gâchette tu peux scanner ton bed et avoir une vue correct des déperditions. Je m'en sert en électronique et en mécanique, je ne peux plus m'en passer.1 point
-
Quand tu fais une impression en multi couleurs il y a un réglage de purge d'une couleur à l'autre mais entre 2 impressions à ma connaissance il n'y a pas d'autre choix que de faire une extrusion manuelle1 point
-
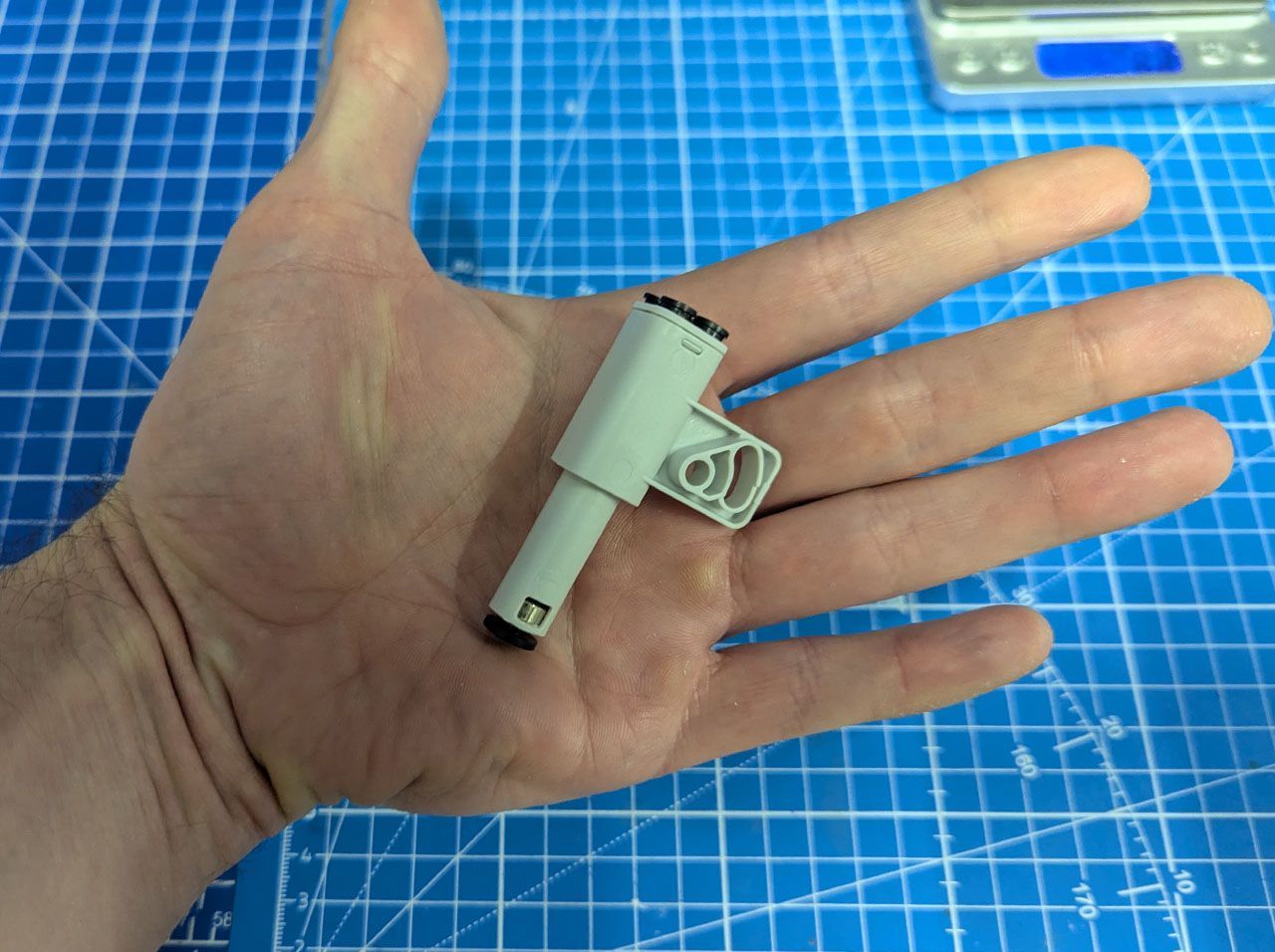
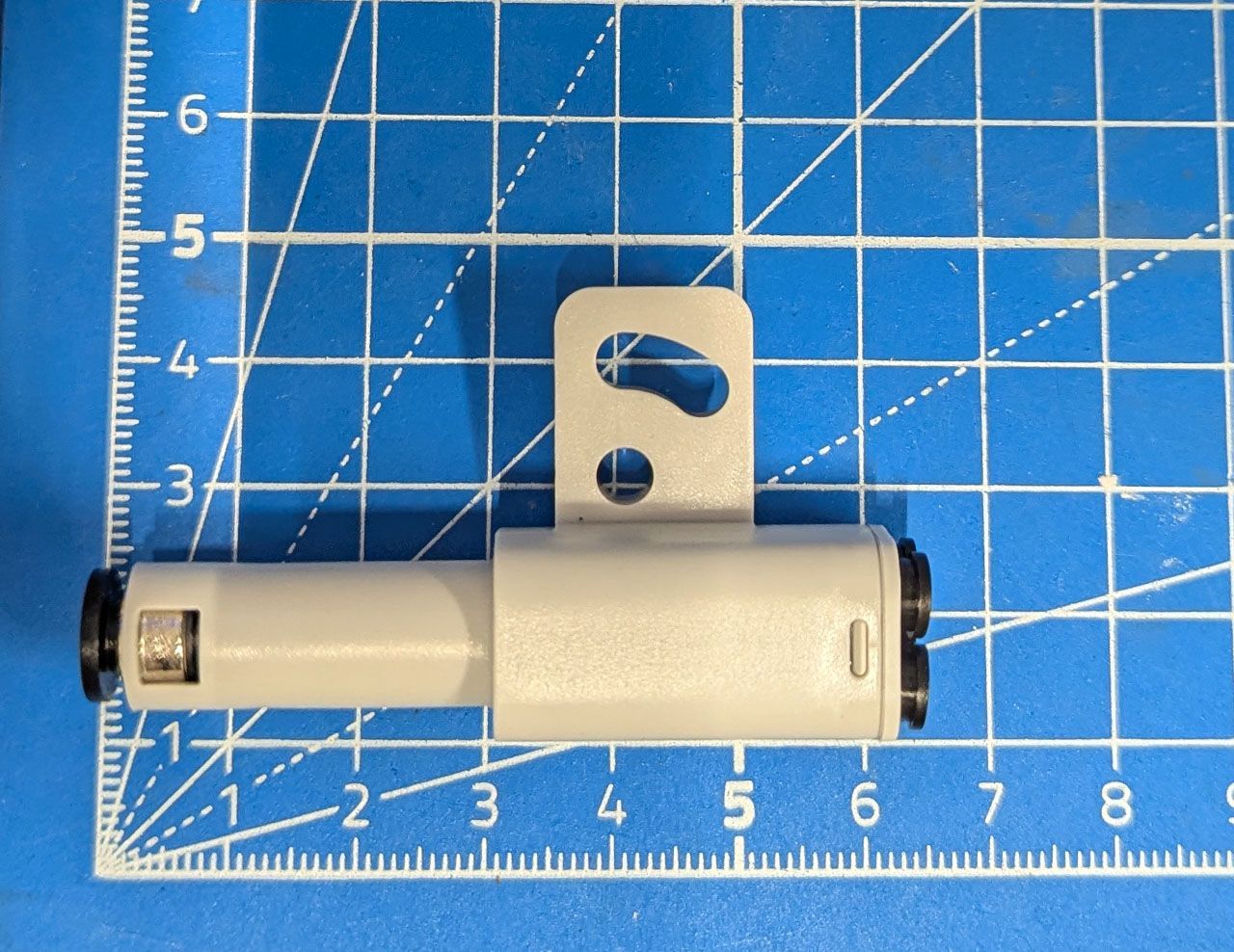
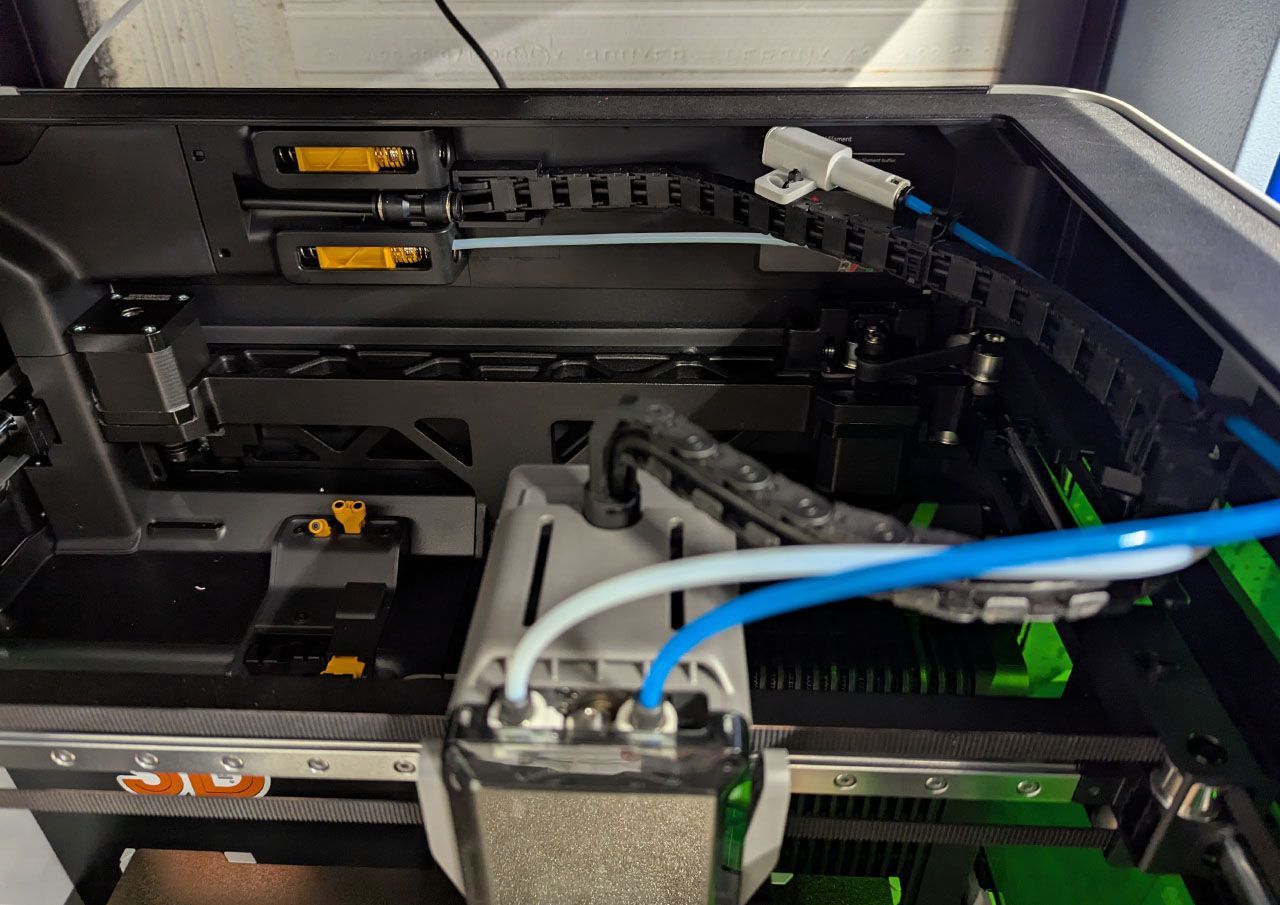
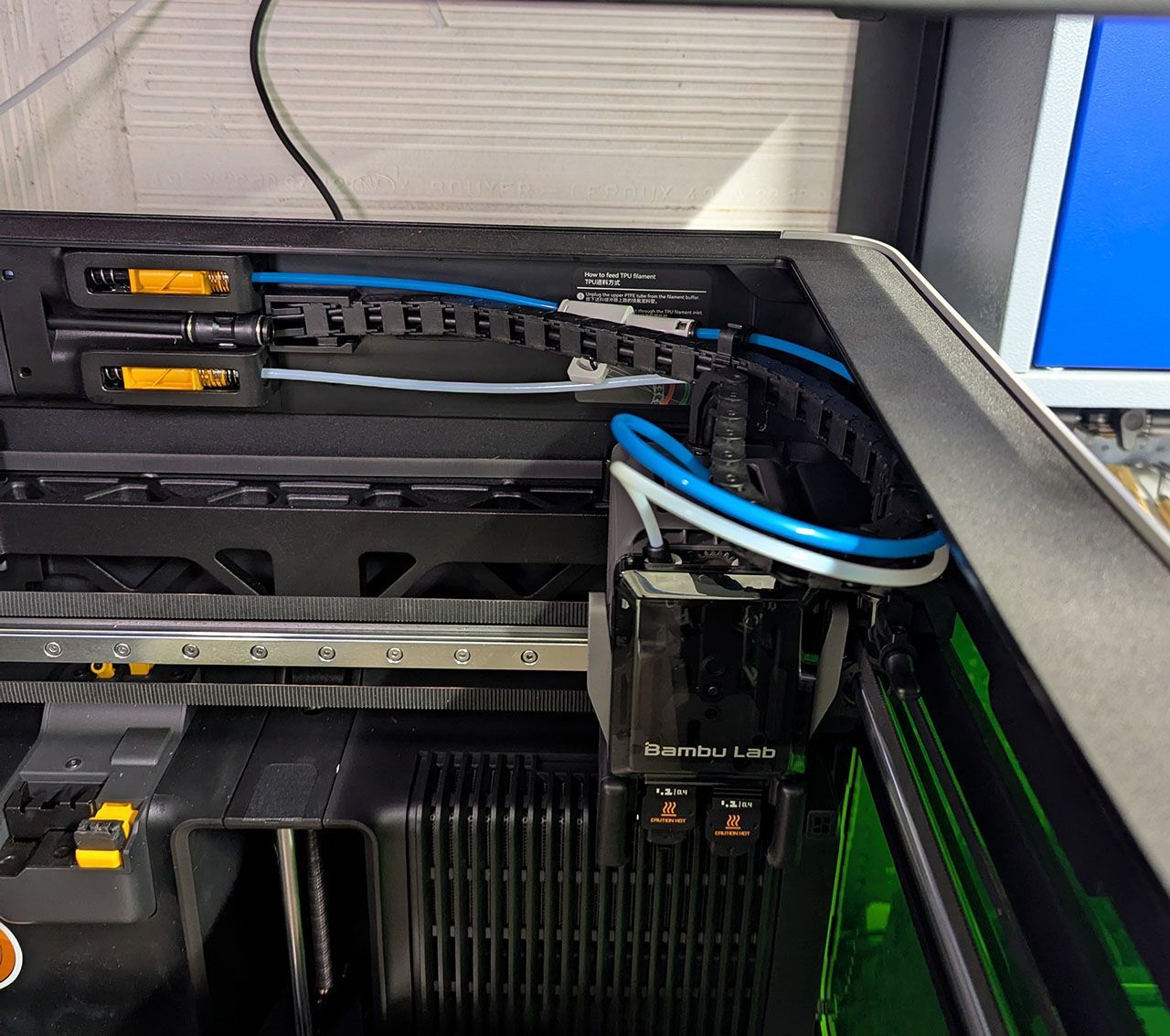
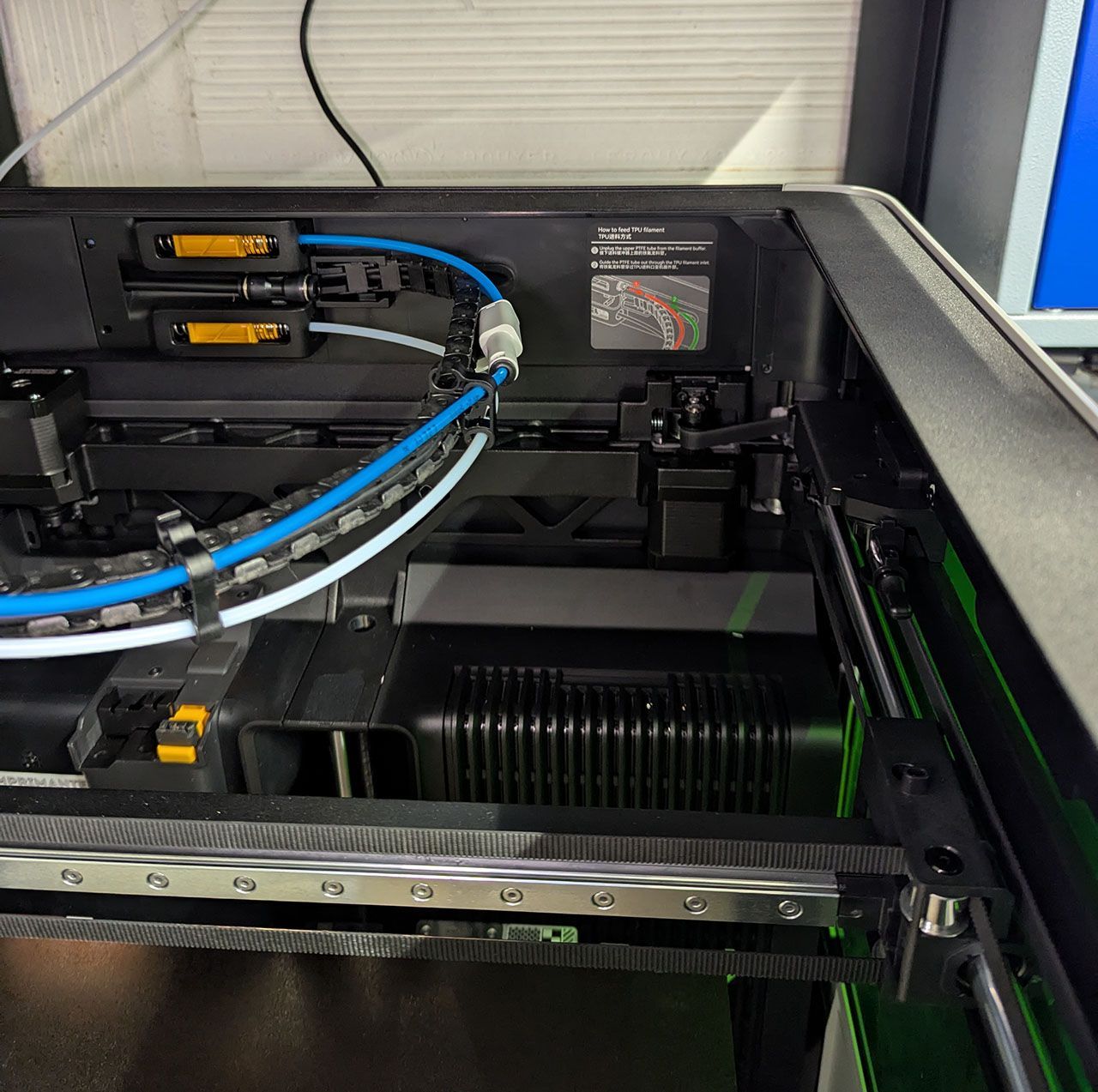
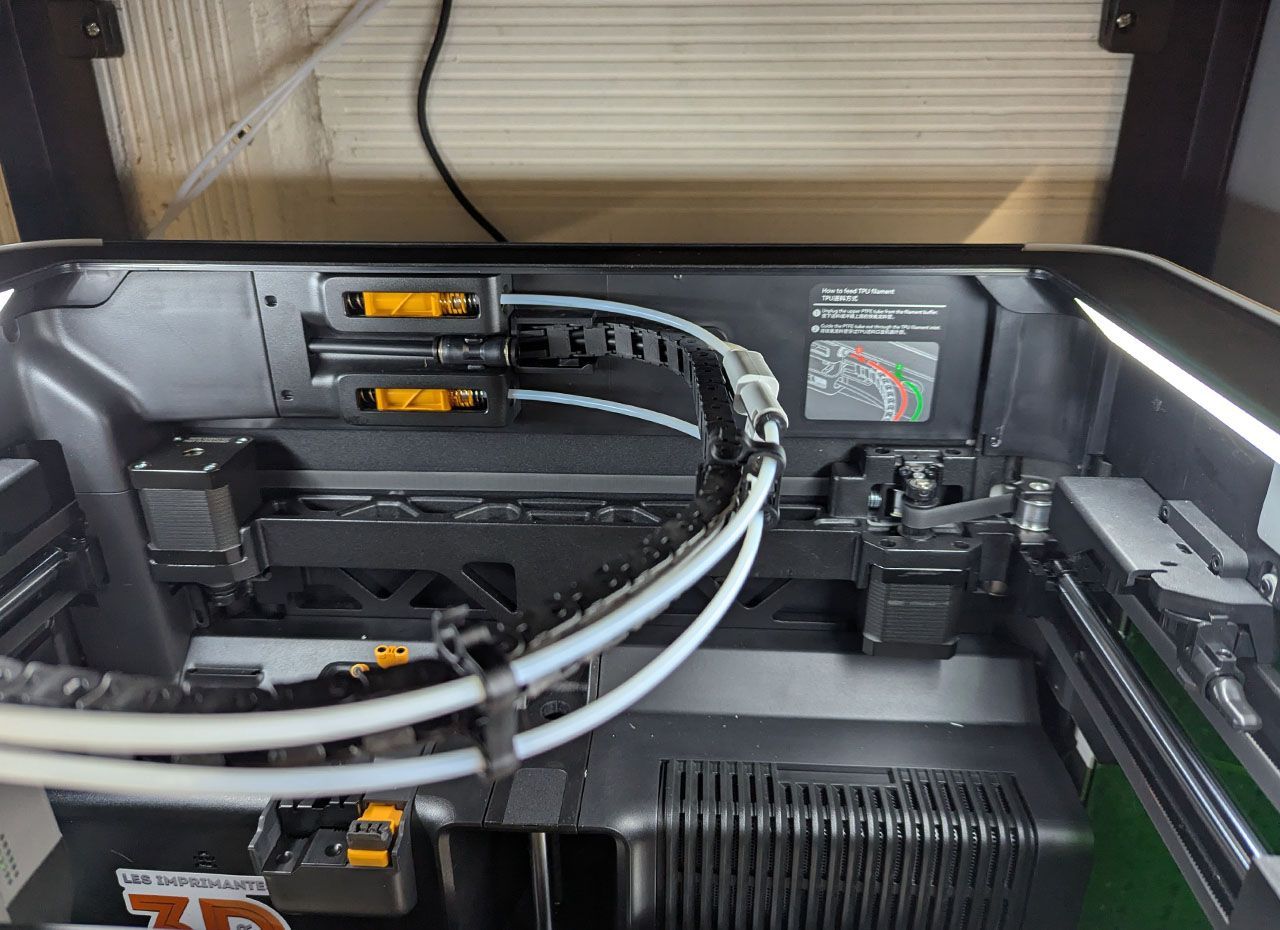
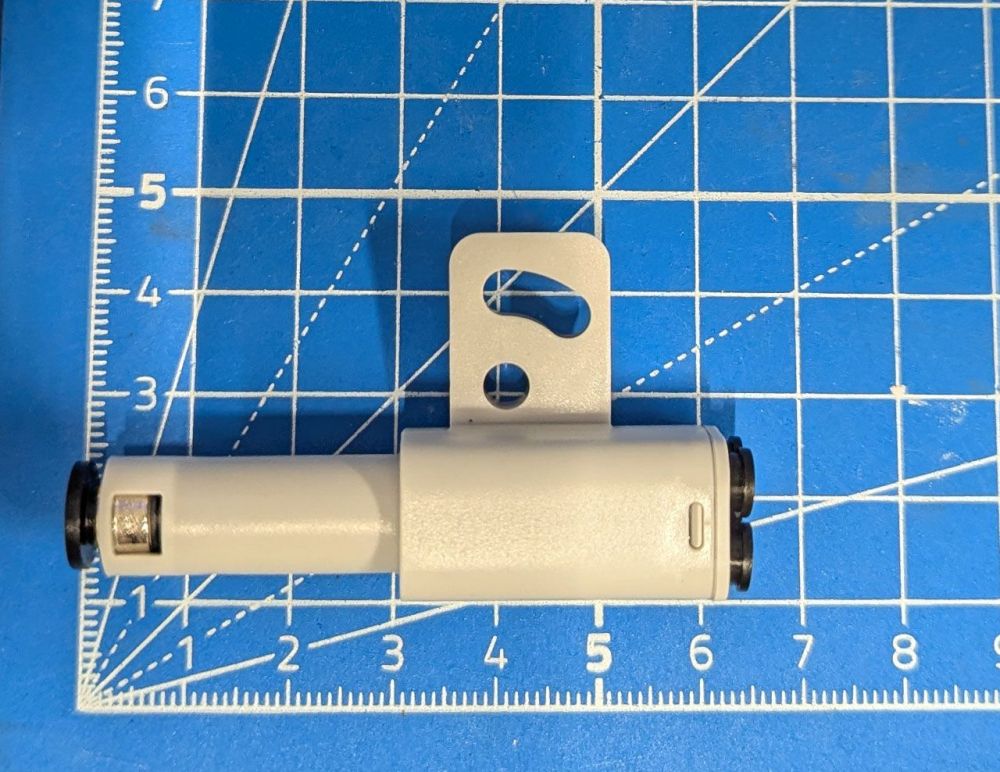
J'ai profité de ma pause déjeuner pour installer la livraison Bambu Lab de ce matin (et non, ce n'est pas l'AMS HT ) : Le fameux hub 4 en 1 pour ne plus me prendre la tête à changer l'itinéraire du PTFE de la buse droite à chaque fois que je veux imprimer du TPU... Il pèse moins de 10 grammes et mesure à peine 6cm de long. Le plus petit des Y que j'ai trouvé sur Bambu Lab pour ce mod mesure 57mm sans pneufit donc on est bien De plus, c'est bien fini et je n'ai aucun doute sur la fiabilité J'ai tout d'abord essayé de l'installer sur la chaîne de guidage des câbles : L'orientation des tubes n'était pas parfaite et c'était limite en hauteur avec le châssis (sans coincer pour autant). J'ai donc testé à côté de la châine, toujours en l'accrochant avec un rizlan : C'était pas mal du tout et ça passait bien jusqu'en butée de tous les axes : Toutefois, l'orientation des tubes n'étant toujours pas optimale, j'ai simplement coupé le collier de serrage Au passage j'ai installé le PTFE Bambu Lab. Le bleu low cost m'a juste servi à prendre les mesures sans risquer de gâcher le blanc du constructeur. 460mm entre la buse et le hub ça a l'air bien, ça doit même le faire à 455. Entre le buffer et le hub j'ai mis 155mm mais 160 ça serait peut-être mieux Quoi qu'il en soit, je n'ai pas encore imprimé avec ce mod donc ne foncez pas tête baissée pour le faire Si j'avais su j'aurais pris 2 hubs pour tester en coupant la pate de fixation au Dremel sur l'un d'eux. Je vais aussi coller un fin patin en caoutchouc ou de la feutrine sur le hub côté chaîne pour limiter le bruit (et les vibrations) si jamais les 2 sont amenés à se toucher (faut que je trouve un truc qui ne se décolle pas avec la chaleur de l'enceinte).
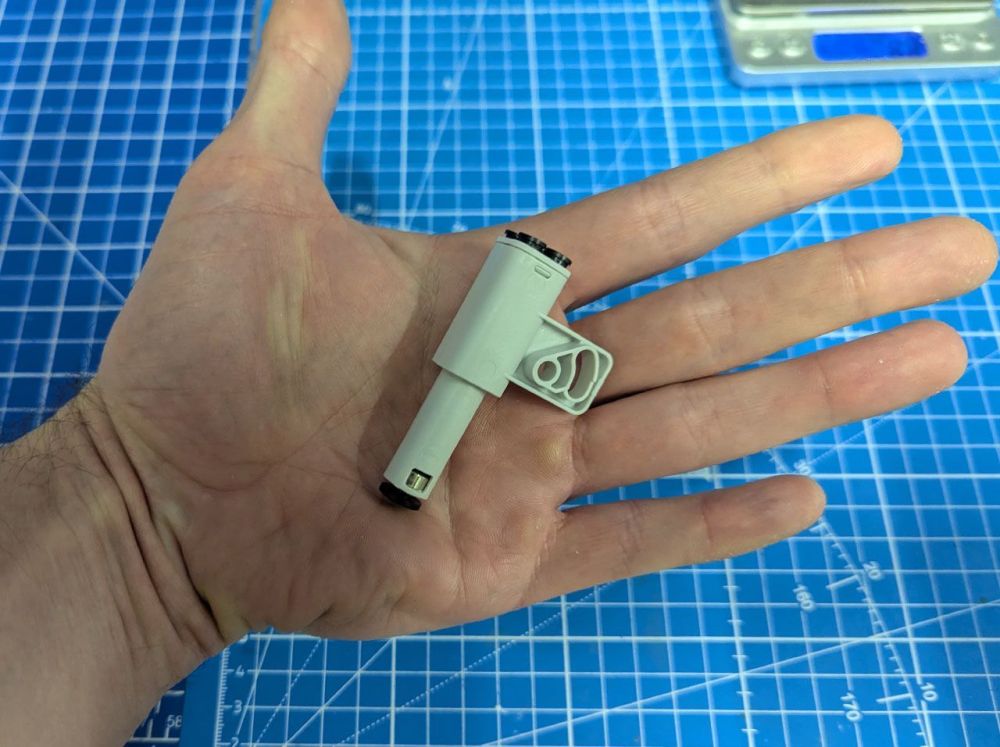






 1 point
1 point -
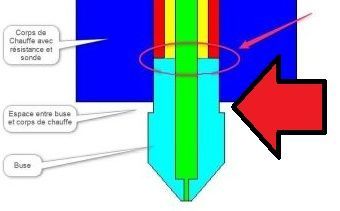
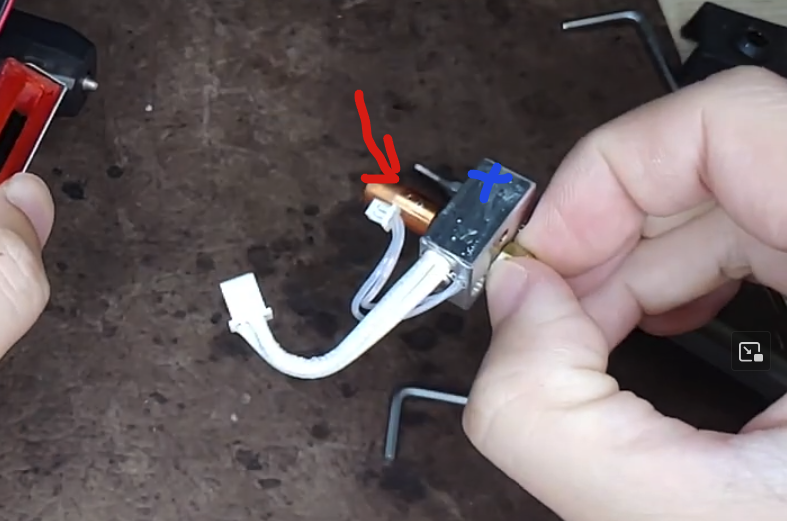
Salut, exactement, donc il n'est pas nécessaire de prendre toutes ces précautions avec le tube PTFE. il faudrait déjà que la buse soit correctement montée pour ne plus avoir de filament cramé sur ton impression (= fuite). Comme l'a indiqué hyoti, c'est entre le bloc et la buse que tu dois avoir un espace: Rappel: le serrage final de la buse se fait à température d'impression. Si tu n'as pas de jeu entre la buse et le bloc, il faut visser d'1/2 tour le tube (heatbreak) au dessus de la buse
 1 point
1 point -
Beh je t'aurais bien dit de calibrer le débit / flow, mais il me semble que c'est déjà ce que tu as fais (?). Donc soit c'est pas un problème de débit, soit il faut envisager de refaire cette calibration ? Tu peux tenter d'imprimer une ou deux couches avec un flow à 100, juste pour voir si ca a un impact positif ? Si ca change rien, faudra trouver une autre piste.1 point
-
le tout c'est de trouver la t° 'affichée' qui convient le mieux tu dois pouvoir écraser une poil plus (entre 0,05 et 0,10)1 point
-
J'ai réussi à installer PrusaSlicer sur mon PC pro y a 2 ou 3 ans, alors qu'il est en théorie verrouillé (après, ptet il était pas bien verrouillé ^^) rajout : j'avais suivi ces préco (un peu au bluff) et ca avait fonctionné du premier coup :1 point
-
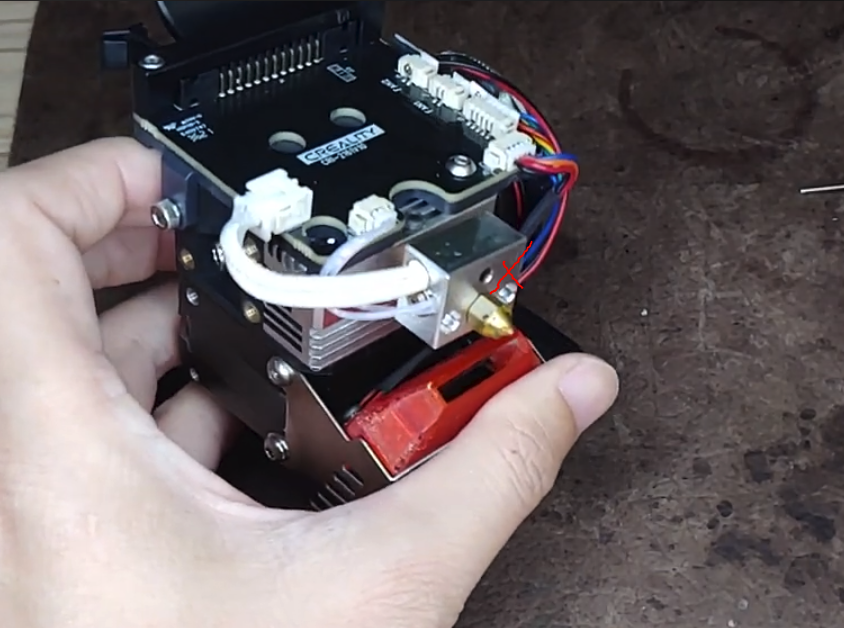
Les 0.5mm d'écart de @pommeverte sont entre la buse et le corps de chauffe sont là : Si cela touche il faut regarder si le heatbreak (flèche rouge) est bien vissé dans le corps de chauffe (croix bleu) : Si tu n'as pas des vidéos qui peuvent être utiles.
 1 point
1 point -
Y aurait pas une grosse surextrusion ? Le filament brulé peut y être associé. Quand au manque de matière, ca peut aussi être qu'au contraire le trop plein de matière "racle" le plateau. C'est pas au centième. Si il reste 0.4 ou 0.9, ca va aussi. Quand ton ensemble correspond au schéma (mais je crois que tu es en full metal, donc ca collera pas), on s'en assure comme çà : Assure toi que le tube téflon est coupé bien net et perpendiculaire Tu fais descendre le Tube Téflon à travers le radiateur et jusqu'au corps de chauffe pour laisser un peu moins que la hauteur filetée de ta buse entre le tube téflon et la sortie du corps de chauffe. Puis moi je fais monter le corps de chauffe en température autour des 200°, mais d'autre le font à froid Tu visses ensuite ta buse jusqu'à ce qu'elle repousse le tube téflon en arrière(pense à laisser le raccord pneumatique déverrouillé) . Ca voudra dire qu'elle est bien en contact avec le PTFE (d'où l'importance de le couper net et perpendiculaire à son axe) Quand il te reste 1mm entre la buse et le corps de chauffe, à ce moment là tu verrouilles le raccord pneumatique Et tu remets un tout petit coup de serrage de rien du tout sur la buse pour "verrouiller" le contact. Si tu suis ca à la lettre, alors normalement ton système est étanche, et tu n'auras plus les fuites qui ont recouvert ton corps de chauffe au début de ce sujet. édit - Je complète : sur la tête full metal (tu parlais de PTFE plus haut, c'est un PTFE qui est à l'intérieur de l'extrudeur ? Comme ici ?) l'étanchéité se fait fermement mais sans bourriner en vissant bien à fond le heatbreak, puis la buse. (ah et je vois que Hyoti a répondu entre temps)1 point
-
Oui, exact. Je viens de re-regarder et on peut aussi utiliser Créer une ellipse par son centre En jouant avec les 6 poignées on arrive pratiquement au bords sans avoir des "pics" (Plus je ré-explore FreeCAD plus je le trouve fantastique)1 point
-
J'ai essayé l'impression à 110°C, et c'est encore mieux. Je vous joins les photos du rendu : @Savate Je vais également tester à 105°C ce soir. Je te rejoins également sur la ligne de purge qui ne semble pas assez écrasée. Pourtant, le dessus des pièces semble pas trop mal. Cela peut-il être un problème de ma buse bimétallique ? En effet, j'ai rayé la surface de mon PEI (du côté que je n'utilise plus bien sûr) en voulant régler mon z-offset. Visuellement elle ne semble pas avoir de trace, mais bon...? Voici 2 photos d'écrasement de la ligne de purge : Également une photo du dessous d'un objet : Ainsi que du dessus : @Funboard29 Je suis également d'accord avec toi. Pour bien faire, il faudrait acheter une caméra thermique, car le plateau ne doit pas être à la même température partout. Et ce n'est pas le même prix qu'un thermomètre infrarouge laser. Quelle est la référence du matériel que tu utilises ? Je peux bien acheter ce type de matériel mais je ne suis pas sûr que cela m'aide en quoi que ce soit. Merci encore à tous les 2 pour l'aide précieuse que vous m'apportez. Bonne journée !




 1 point
1 point -
Aucun bed n'est à la bonne température, principalement à cause de la forte inertie thermique de la plaque d'aluminium Sur la Voron en 350 je suis à 110° réglé pour atteindre 100° réel. Je pense que l'achat d'un thermomètre fiable est indispensable si on veut faire du travail sérieux.1 point
-
Une autre technique: tracer le contour du bord sur une feuille de papier (le mettre à l'envers et tracer autour) ou mesurer hauteur et largeur au pied à coulisse. Pour tracer ce type de forme, utiliser les outils de courbes par 3 points ou mieux: Créer un arc d'ellipse (toujours dans le sketcher) On peut tracer seulement 1/4 puis faire deux fonctions miroir (Fonction Symétriser dans le sketcher). On sélectionne la ligne, puis la ligne de symétrie. C'est pour un robot de cuisine ? si oui, tu veux faire un bouchon de fermeture ou un pousseur ?1 point
-
Ola oui ca date ! Mon anet a6 ne tourne plus depuis un moment mais les roullements linéaire en PC-PTFE de nanovia n ont donner aucuns signe de faiblesse Depuis j ai imprimé un guide de levier de vitesse pour ma 2cv et ca fonctionne merveilleusement bien ! D'autre part, j'utilise d'autres filament de chez nanovia pour mon taf ( maintenance industrielle ) et ils sont vraiment de très bonne qualité et avec des caractéristiques techniques très intéressantes Bref je recommande les produits de chez nanovia1 point
-
tu devrais tester à 105° (parfois trop chaud c'est comme pas assez chaud ) si tu as des photos du dessous des pièces, ça permet de vérifier la première couche. (la ligne de purge semble un poil pas assez écrasée mais la photo est un peu floue à ce niveau)1 point
-
Ma H2D est pour l'instant installée dans le salon, car sa destination n'est pas encore prête. Je n'ai pas encore fait beaucoup d'impression avec elle... Quelque part, c'était juste assez pour voir les deux tête en action : quasiment pas de pertes, et pas de cross pollution côté matériels. Et pour préparer la place pour la H2D, la Saturn 4 Ultra a pris ses quartiers au fablab local...1 point
-
La Carvera Air est toujours en mer, à quelque kilomètres de son port d'arrivée, et ce depuis quelques jours... En attendant, ce soir, c'était soirée Open Makers au fablab (nb : Luz'In près de La Tour du Pin)... J'ai commencé à découper ma première pièce d'Aluminium... La prochaine étape sera de faire un chanfrein1 point
-
Bon juste pour faire le bilan de mes péripéties. Apres trois gros nettoyages du moteur, l’imprimante fonctionne comme si rien ne s’était passé. Extrêmement curieux tout ça. Et assez inquiétant pour la longévité. J’ai peut-être pas eu de chance… En tout cas elegoo me renvoie un moteur sous 10 a 20 jours. Le colis est déjà en route. Je vais le mettre de coté et continuer a la faire fonctionner avec celui qui est dessus. Je garderai l’autre au cas ou. En tout cas merci pour votre aide et vos conseils.1 point
-
C'est le point des bobines vides !!!!! Donc la bobine de 2.3kg de PLA+ pèse au final 3.1kg ! C'est 4 fois plus lourd qu'un bobine de 1kg !1 point
-
J'ai suivi le lien de Pierre... rien à dire de particulier sur ce que j'ai reçu...1 point
-
Je remet celui que j'ai acheté. J'ai remplacé l'ensemble du ptfe de ma machine CFS compris avec celui ci. Et il est de tres bonne qualité. Inutile d'aller je ne sais où et payer un prix non justifié. Mais ce n'est que mon avis. https://amzn.eu/d/0bKRQsp1 point
-
Aliexpress, Mellow store est un vendeur avec du matériel un peu plus cher, mais de bonne qualité.1 point
-
Je n'ai pas dit que j'avais des problèmes, mais les tests que j'ai effectué montrent clairement une différence de solidité en fonction de la vitesse. D'ailleurs les fabricants sérieux conseillent des vitesses faibles pour leur produits. Conservateurs peut-être mais c'est ainsi. En plus je m'en fous, j'ai tout mon temps.1 point
-
Attention, si le plateau est neuf : il faut obligatoirement lui faire un premier lavage.1 point
-
Bah si un peu tout de même, la série ENDER 3 depuis le départ sont des bed slinger à portique. Les seules choses qui ont changées (ou améliorées) sont les performances, mécaniquement elle sont toutes sur le même principe. Pour ma modeste expérience, je n'ai jamais aimé le porte bobine sur le portique, Un bon kilo en haut, sur ma S1 poussée au maxi de sa vitesse, avait parfois une influence néfaste sur la qualité d'impression (surtout avec une bobine neuve). Ton imprimante est "rigidifiée" sur le portique c'est une bonne chose, option que beaucoup faisaient eux même à une époque. Ta bestiole est "rapide" et cela n'engage que moi évidemment , éviter de mettre du poids sur le portique ne me semble pas stupide au demeurant, vu les vibrations. Tant qu'à faire, sur ta modification, j'aurais à minima pris en compte le centre de gravité de la bobine, pour qu'il se situe dans l'axe du portique, et non pas en porte à faux. Ainsi le report du poids serais plus équilibré sur le portique. Même si ce dernier est "costaud".1 point
-
Il fait 25 cm de long , soit échelle 1/9 eme

 1 point
1 point -
Bonsoir, merci à tous et tout particulièrement à @pommeverte pour le temps passé sur le sujet. J'ai consommé tout le temps personnel que je pouvais mettre sur cette imprimante (ouai comme qui dirait j'ai des enfants ) et je ne souhaite pas risquer de flasher le firmware et tout péter. J'ai essayé hier soir de modifier le binaire klipper builder par le script KIAUH mais je n'ai pas réussi à flasher le firmware en modifiant le nom (project.bin) du fichier via carte sd. J'ai essayé le flash par USB : pareille. J'ai eu deux trois expériences de flash de carte mère (PC) foireux et j'ai pas envie de mettre la bécanne à la poubelle n'y d'y passer le temps qu'il faudrait pour faire du reverse engineering (oui on en est là). Bon j'aurai mis 20 balles dans un 3D touch pour rien et je continuerai a faire le lvling à la main (oui c'est pas sexy et ca calme son homme). J'ai regardé la carte mère avec mes yeux, mais honnêtement je ne vois rien d'écrit sur les composants. Je reviendrai sur le forum voir si quelqu'un à eu plus de chance que moi, mais je tennais à vous remercier pour le temps personnel que vous avez passé sur mon sujet. Franchement j'ai déjà travaillé avec des supports techniques professionnels bien moins réactifs que vous tous (dont les entreprises sont payées pour ça). Ce que vous faites mérite un immense respect. Encore une fois merci à tous et je l'éspère à bientôt (avec qui sait une petit procédure déjà testé sur cette machine )0 points