Classement




Contenu populaire
Contenu avec la plus haute réputation dans 03/06/2025 Dans tous les contenus
-
Alors ça c'est trop moderne pour moi. Si tu veux que ça chauffe plus fort, hé bien tu tournes le bouton, tu achètes un fer plus puissant... ou bien tu "survoltes" l'alimentation Et pour ne pas te brûler, tu l'attrapes par la poignée et pas par le bout qui chauffe... ...c'est à dire, surtout pas comme sur cette image : hum... voilà ce qu'il se passe quand on demande à une agence de pub qui n'y connait rien de faire une photo Sans parler de la pertinence d'utiliser un fer à souder de cette façon sur une carte mère d'ordinateur4 points
-
Une utilisation classique de la caractéristique simple : "PLA et PETG ne collent pas ensemble" Bambu Lab PLA Matte blan comme interface de support (3 layers, 0 gap in Z) Sunlu PETG transparent avec profile Generic PETG Fonctionne parfaitement, sans oozing, sans contamination des matériaux. En dehors des supports et de l'interface de support, quasiment pas de pertes, et une impression à peine plus longue que pour de l'impression en mono matériel. La H2D brille vraiment dans ce genre d'utilisations. NB : le slicing n'a absolument pas été optimisé pour de la transparence, je me satisfait de cet aspect transluscide pour cette pièce...3 points
-
moi hier j'ai reussi à lancer plusieurs impressions d'affilé sans pb youhuuuuuuuuuuuuuuuuuuuuuuuuuu3 points
-
Test du whatsapp a 9h ce matin, pas folichon non plus, le bot est en boucle en me demandant de décrire le problème... je suis #1 dans la queue... Edit j'ai une réponse ! Edit 2 : ils m'envoient une carte de tête et un nouveau câble. Effectivement c'est plus rapide que les mails, par contre je sais pas si le fait que je donne le numéro de ticket de la réponse d'hier n'a pas fait en sorte que ça aille vite car il ne m'a demandé aucune photo ni aucune vidéo. On verra bien si c'est ça.3 points
-
Salut, ton PETG est peut-être trop humide, la bobine est déjà installée dans l'imprimante ?, pour du PETG je laisse dans le sécheur à 70° pendant 6h.2 points
-
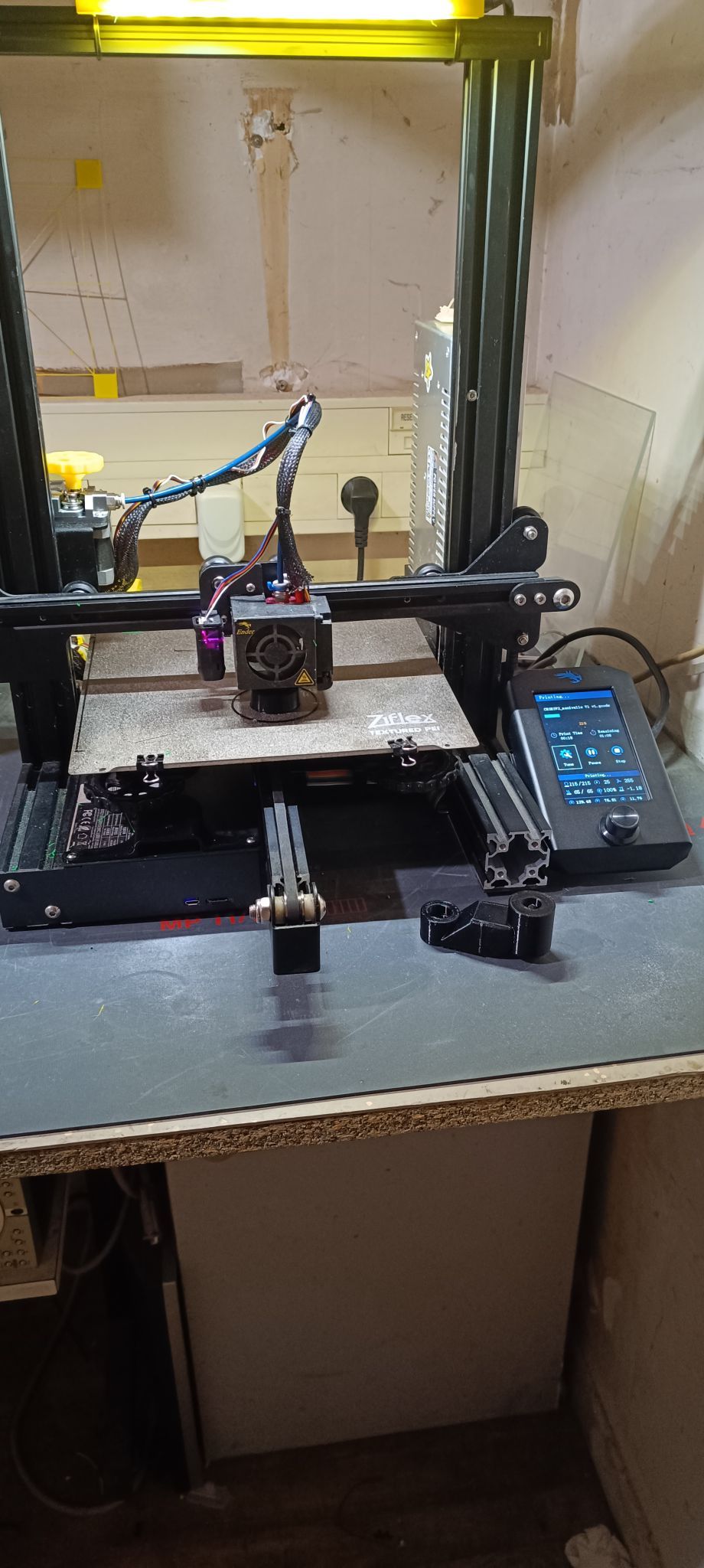
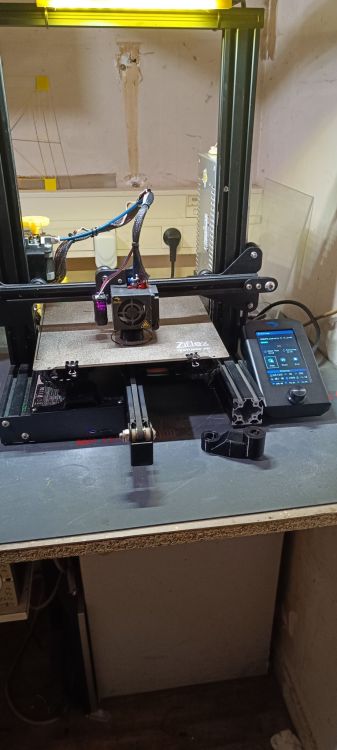
Ha zut, je viens de recevoir une 2ème bobine, mais du 01 cette fois... Inch Allah comme on dit chez moi ! Avant je commandais du CCTREE mais je n'en trouve plus ou alors à des prix indécents, dommage car il s'imprimait bien, que ce soit le Pla + ou le silk. Bon, je viens de terminer la 2ème phase de calibrage du débit, et j'ai réglé le profil en conséquence. J'ai réglé le z offset par demi pavé et on voit bien la différence, en descendant trop bas la 1ère couche "s'arrachait". J'ai fini à -0,11. Je vais m'atteler à la pression maintenant. Une photo de mon installation

 2 points
2 points -
Salut les fans de Bambu Lab, Une nouvelle version de Bambu Studio est disponible depuis aujourd'hui : https://github.com/bambulab/BambuStudio/releases et pour agrémenter le tout Une nouvelle version de firmware pour les P1 est aussi disponible : https://wiki.bambulab.com/en/p1/manual/p1p-firmware-release-history Avec le fameux "Contrôle d’autorisation pour une sécurité renforcée". Si j'ai bien compris, à ne pas installer pour les utilisateurs d'Orca Slicer sauf à passer par Bambu Connect Qui a dit que ça faisait longtemps qu'il n'y avait pas eu de mise à jour A+ JC2 points
-
Bonjour, @Jc2101 Il faut descendre le ZOffset la première couche n'est pas assez écrasée ! Toutefois j'ai un doute sur la qualité du filament à priori si c'est un PLA Silk ils vieillissent mal (ou problème de production) j'ai une expérience malheureuse avec du PLA SILK Sunlu deux bobines à la poubelle (problème d'adhérences inter couches et pièces cassantes) J'ai envoyé un échantillon au fournisseur du filament pour un test! une semaine après j'étais remboursé. D'après le fournisseur problème de production reconnu ... Explication du fournisseur le PLA SILK est capricieux à imprimer même quand il est neuf. La vitesse d'impression recommandée 40-60 mm/s. A mon avis fait un nouveau calibrage avec du PLA classique. A+2 points
-
Le retour de Games of Thrones, «Winter is coming»2 points
-
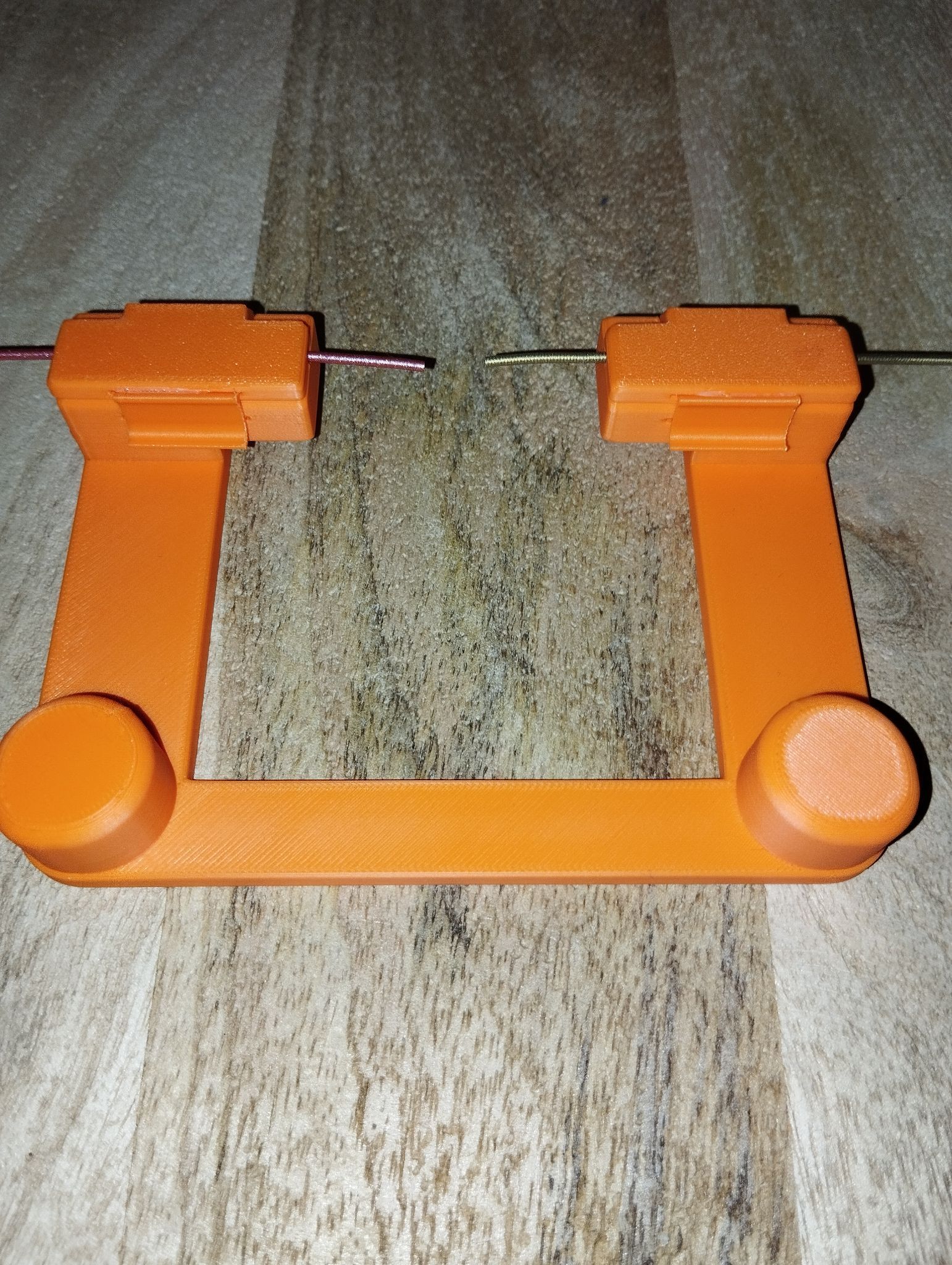
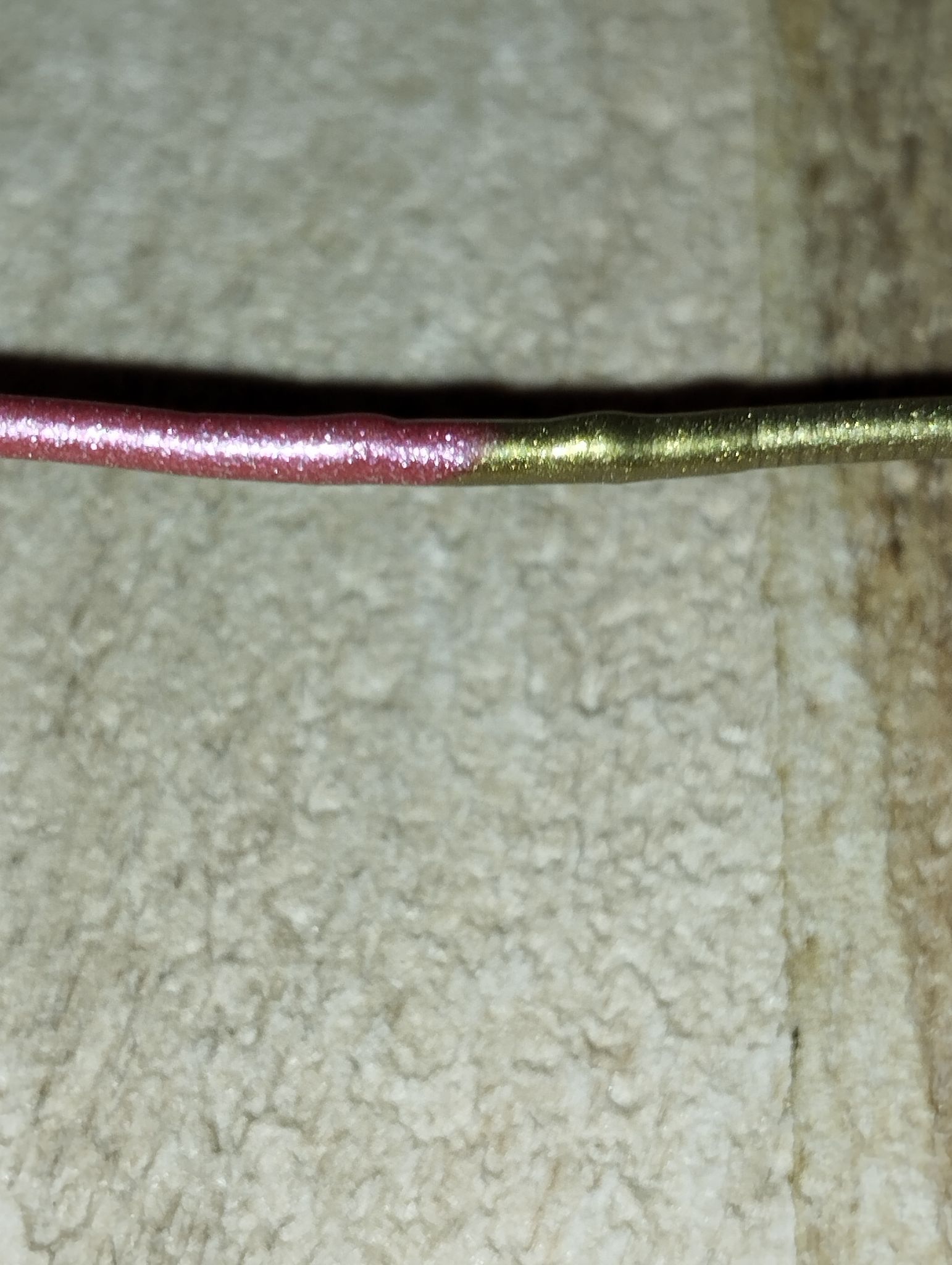
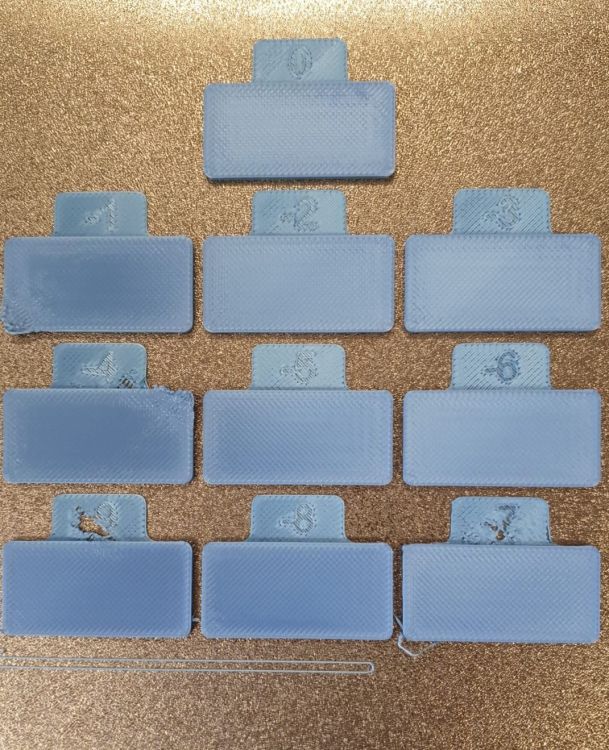
Fin de ce petit test, pour facilité la manipulation j'ai sélectionné ce modèle de "3ème mains", il est simple et efficace il suffit de mettre les 2 morceaux de filament dans les rainures et de fermer les 2 clapets De couper en biseaux les 2 filaments et de les enfiler dans une douille de PTFE Mettre en route le connecteur de filament, laissez chauffer, fermer le clapet et pousser légèrement les 2 filaments vers le centre quelques secondes plus tard les 3 bips retentissent, on laisse refroidir, on coupe la douille dans la fente que l'on distingue ci dessous et voici le résultat Voilà c'est terminé, après l'appareil plait ou ne plait pas, peu importe pour moi il fait le job c'est le principal





 2 points
2 points -
bon, je n'ai pas eu la patience d'attendre que l'extincteur arrive, mais je surveille l'opération comme le lait sur le feu, si ca devait s'enflammer, je peux retirer vite fait la plaque en liège. La gravure est plutot longue, mais de qualité. Par contre pour la découpe j'ai été choqué, c'est rapide, on voit le laser à pleine balle je pense( qui ne fait que 10 W) Je n'ai qu'un regret, c'est que les grilles n'aient pas été fourni (au vu du prix ils abusent là) La plaque de liège peut bouger un peu sur les coté avec l'air pulsé par le laser, ca doit nuire un petit peu la précision de gravure (enfin difficile a mesurer visuellement) mais il me faut ces grilles ! Je ne regrette pas d'avoir opté pour l'option laser, ca correspond bien a moins besoin, qui restera modéré, mais quel gain de qualité pour mes créations
 2 points
2 points -
470° max en plus, c'est plus que le TS sous Ralim mais ce dernier a l'avantage d'être utilisable sur le terrain (en drone FPV typiquement) avec une LiPo ^^1 point
-
Chez moi de la 3D Lac. Personne ne sait ce qu'il y a dedans, mais ca marche bien. C'est un peu comme les fricadelles Pour notre pauvre @JDL61, ca ressemble plus à un problème d'extrusion que d'adhésion au plateau, avec une photo ou on voit bien sur le brim, le début du périmètre qui est nickel, mais le retour du périmètre en sous extrusion. Il faudrait avoir le slicing de cette couche là pour vérifier les points de départ et d'arrivée de chaque périmètre....1 point
-
salut @V3DP et oui me revoilà tout reposé , j'ai repris le boulot lundi alors effectivement avec la XMAX-3 si tu ne refais pas à chaque changement de matériaux ok mais avec la Q1 et PLUS4 dès que tu changes de matériaux le levelling s'adapte en conséquence et franchement aucun souci. le problème c'est qu'y a t il dans la laque ...1 point
-
Quelques pistes à vérifier : Pas de cliquetis de l'extrudeur lors de l'impression ? Est-ce que la température de la buse est stable pendant l'impression de la première couche ? PID fait récemment ? Est-ce qu'il n'y a pas un blocage de l'extrudeur après l'impression de la première couche ? Est-ce que la buse a été nettoyée avec un filament de nettoyage ou un cold pull au nylon ? @pjtlivjy Content de te lire. Bon je suis rétrograde et je continue à mettre de la laque, mais pour faciliter le décollage si c'est un poil trop serré sur la première couche (ce qui arrive vite en changeant les températures de plateau si comme moi on ne refait pas le Z Offset, mais du baby stepping)1 point
-
Bonsoir je tient a envoyer a hyoti un énorme MERCI. En effet j'ai essayé le firmware que tu ma conseillé et la c'est le jour et la nuit tous fonctionne a la perfection ...bed levèling offset ect.... trés complet je suis trop content j'ai donc annulé le retour et remis tous ce matériel en place. Je n'oublie pas tous les gens qui sont intervenue sur ce post et les remercie chaleureusement aussi. je pense revenir vers vous pour des conseils avec un autre post quand j'achèterais une nouvelle machine qui pourra imprimer plusieurs couleur . Encore merci a tous et a biéntot.
 1 point
1 point -
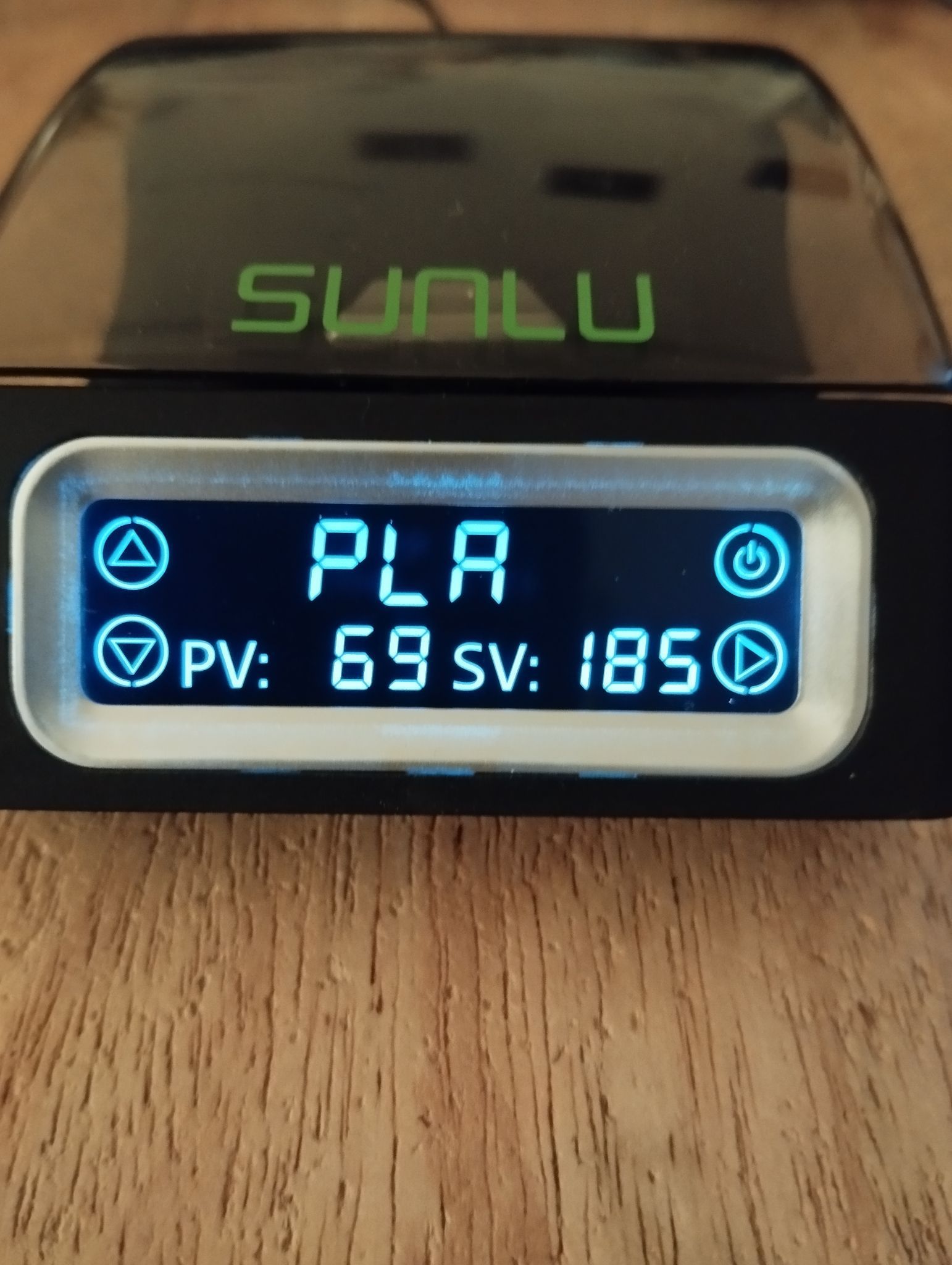
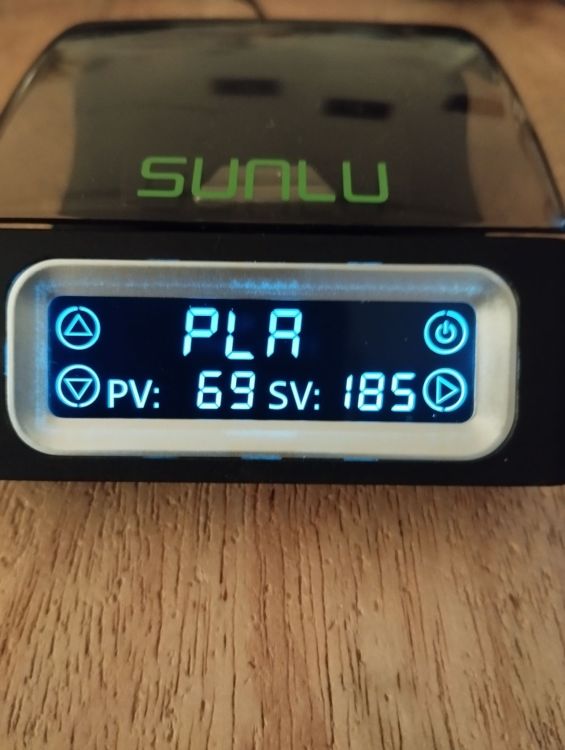
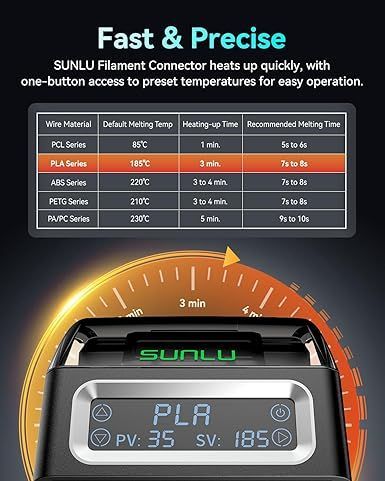
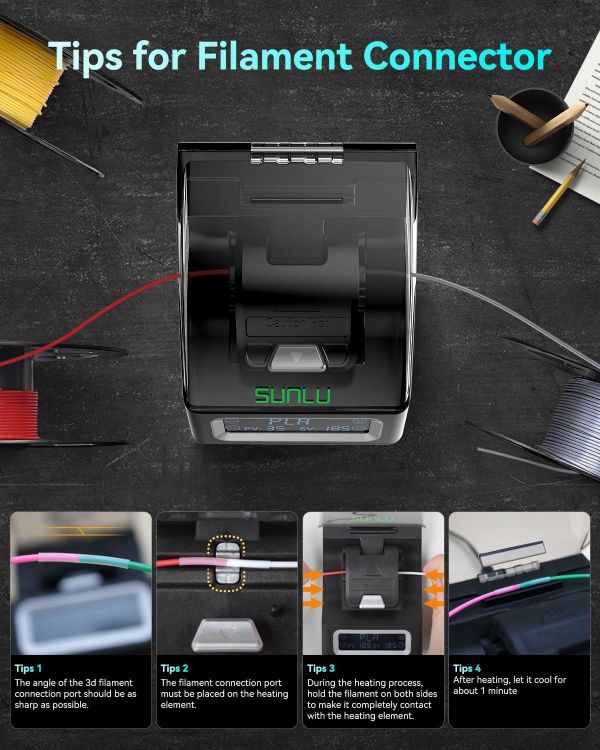
J'en avais assez de jeter des morceaux de filament ou de ne pas utiliser des fonds de bobines ou d'être limité avec des échantillons reçus mais trop courts pour faire une impression alors que parfois j'avais des tests à faire qui partaient ensuite à la poubelle, bref c'était gaspillage and co Je me suis mis à la recherche d'un connecteur de filament, les modèles que j'ai trouvé faisaient franchement bricolage et je suis tombé sur le connecteur de filament de chez Sunlu qui me semblait plus qualitatif, je l'ai acheté dans la boutique de Sunlu sur la zone, j'ai pris la version avec 400 "douilles de PTFE, ça permet de voir venir à savoir que cet appareil n'est pas récent mais j'ai souhaité vous le faire découvrir Présentation Le connecteur de filament de Sunlu n'est pas très gros, environ 80 x 110 x 40 mm pour un poids de 150 gr, il comporte un petit écran tactile, il est livré avec le cordon d'alimentation d'1.20 m, mais pas l'alimentation, on peut prendre un chargeur de téléphone en 5v minimum 2A, il est utilisable sur les filament en 1.75 mm et sur du PLA, PETG, TPU, ABS, PA et nylon, la chauffe de l'appareil est assez rapide environ 185° en 3 minutes, il est également livré avec un manuel d'utilisation en anglais et en allemand... pour le français et bien j'ai regardé les images Mise en route Rien de plus simple, on branche le cordon d'alimentions, et l'on arrive sur cet écran Il suffit d'appuyer sur l'icone de mise en route et on arrive sur cet écran La mise en chauffe démarre automatiquement mais avec l'icone qui se trouve sous celle de mise en route vous allez pouvoir changer de type de filament via les flèches de gauche et éventuellement régler une température personnalisée Les températures préréglées : De ce coté là le connecteur de filament de Sunlu est plutôt facile d'utilisation, une fois la température demandée atteinte l'appareil bip 3 fois Utilisation Le principe est le suivant : Faire chauffer l'appareil suivant le type de filament à souder Couper les 2 morceaux de filament en biseau à environ 45° avec une pince coupante ou un cutter Emmancher les 2 morceaux dans une douille en PTFE fournie avec l'appareil en faisant coïncider les 2 biseaux Placer la jonction des 2 filaments sur la partie chaude Fermer le clapet en exerçant une légère pression des 2 cotés et attendre les 3 bips Ouvrir le clapet et attendre que ça refroidisse (ne pas tirer dessus tout de suite car le filament est encore mou (c'est du vécu)) Placer la douille de PTFE dans l'encoche Fermer le capot transparent et appuyer dessus, cela à pour effet de fendre la douille que l'on retire ensuite Voilà le tour est joué vos 2 morceaux de filament sont soudés Alors la présentation ci dessus, c'est dans le meilleur de monde (pas celui d'Aldous Huxley pour les connaisseurs ) car si vous avez bien lu vous vous apercevrez qu'à un certain moment il vous faudra 3 mains et c'est à ce moment là que généralement les 2 morceaux de filament essayent de s'échapper et/ou de tourner réduisant vos efforts à néant... mais si vous réussissez ce numéro d'équilibriste, ça sera bien soudé sans bourrelet ou surépaisseur et ça passera très bien dans l'extrudeur au moment de l'impression. Verdict Je trouve que le connecteur de filament de Sunlu fait bien son boulot, la soudure est de bonne qualité, je n'ai testé pour l'instant que sur du PLA mais je suppute que pour les autres types de filaments ça doit également fonctionner, la manipulation à trois mains n'est pas des plus pratique, mais pas de panique au bout de 4/5 essais on y arrive sans problème, après sur les sites Printables et MakerWorld pour ne citer qu'eux des solutions sont disponibles pour ceux qui auraient deux mains gauches (ou droites ), Sunlu aurait pu faire un petit système qui maintienne les 2 filaments pendant la soudure sans que cela soit une usine à gaz. Pour terminer, le prix, le connecteur de filament de Sunlu se trouve pour une cinquantaine d'euros, je le trouve un peu cher surtout qu'il n'y a pas d'alimentation, pour moi le bon prix aurait été d'une quarantaine d'euros... Il existe d'autres connecteurs de filament moins cher, mais le Sunlu correspond à ce que j'attendais Afin de faire taire les détracteurs, je n'ai pas de cousin PDG chez Sunlu, je n'ai pas d'action chez eux et j'ai bien payé cet appareil, je peux fournir la facture


 1 point
1 point -
Je suis certain que si Sunlu trouve à vendre son outil, d'autres feront aussi leur version… peut-être plus aboutie.1 point
-
j'ai un fer à souder action à 10,00 euros (largement suffisant pour les inserts en laiton) un truc dans le genre https://www.lidl.fr/p/parkside-fer-a-souder-sans-fil-plka-4-c3/p1003878771 point
-
Content pour toi !1 point
-
Perso j'ai un TS100 mais y'a aussi le TS101 qui est pas mal pour le prix chez SainSmart et aussi sur Amazon. Tu lui colles le firmware IronOS et c'est encore mieux1 point
-
La copie des réglages d'un objet à l'autre ça c'est bien pratique1 point
-
Incroyable, j'ai reçu un mail avec les numéros de pièces et les wiki correspondant pour procéder aux changements, et 2 eme mail a l'instant m'annonçant l'expédition.1 point
-
Très bien, je vais aller voir ça, si ça peut épargner un peu de manipulations à terme, c'est toujours ça de pris Merci pour tes conseils! EDIT: C'est pris! Je la remplacerai en même temps que j'aurais reçu mon plateau souple1 point
-
@Jc2101 On dirait sur le Benchy que ton Z offset est encore un peu trop haut. Donc quand le débit baisse lors du test, ca colle moins bien sur le plateau. Ou alors un souci de paramétrage du slicer (diamètre du filament, épaisseur, vitesse, température de la première couche ....)1 point
-
Ta demande n'est pas très cohérente, faire très gros sans remplissage, c'est impossible avec ce lapin. Le remplissage a deux fonctions : la résistance de l'ensemble et en second, il fait office de support interne. Au minimum, suis les recommandations du concepteur et si tu veux plus solide, tu peux passer à trois ou quatre parois.1 point
-
Bonjour! Lors d'une impression, j'ai remarqué qu'il y avait 2 de ces vis qui trainaient sous le plateau (là ou il y a les courroies). J'ai regardé et toutes les similaires (sous le plateau) étaient présentes... Quand on dit qu'ils ont des soucis sur la qualité de l'assemblage, c'est pas exagéré
 1 point
1 point -
@pascal_lb : merci pour ce test J'ai acheté le petit accessoire pas cher dont parle @Funboard29... sans avoir réussi à souder correctement des filaments Le boitier de SUNLU a l'air bien mais le fait qu'il faille bricoler une 3e main montre que sa conception n'est pas aboutie... Et surtout, il faut des consommables (les petits tubes PTFE), ça c'est dommage, cela contrevient à l'aspect écolo du système qui permet de réutiliser les chutes de bobine... Pourtant, le système multicouleur Palette arrive bien à souder les filament de façon automatique et sans consommable... c'est donc techniquement possible Il suffirait juste de reprendre la partie soudure du Palette...1 point
-
bonjour @Gnifrus tu ponces (genre grain 180) puis dépoussierrage à la souflette, ensuite tu dégraisses à l'alcool isopropylique pour enfin appliquer ton mastic en plusieurs fines couches. puis tu ponces avec un grain fin. Suivant le résultat tu peux appliquer un mastic de finition ou pas puis tu peints. pour les marques, j'utilise du Sintofer ou du 3M mais les 2 références que tu indiques sont tout à fait adapté.1 point
-
Je ne désespère pas qu'il devienne un membre éminent du forum : je pense qu'il y a juste quelques angles à arrondir. Je suis plutôt optimiste. Simplement par fois, je laisse passer, mais d'autres fois, il faut un recentrage. Une chose est sûre, même si certaines réponses sont méchantes, il ne cherche pas la querelle. Il est curieux et s'intéresse : il y a de l'espoir. Nous avons tous nos défauts, moi en tête. Le tout est de les reconnaitre et de vouloir les corriger.1 point
-
Salut la meute Une toute petite réalisation comparée au modèle de GDE69 Un tube pour ranger vos roulements. Pour le moment, j'ai modélisé et imprimé le modèle pour la référence 625, mais je vais en faire pour d'autres références. Le tube et le couvercle sont imprimés en mode vase avec du PETG Translucide de chez Arianeplast. J'ai utilisé le profil Generic PETG de Bambu Studio et incroyable la transparence est au rendez-vous Par contre, j'ai bien séché le filament avant d'imprimer. Je voyais comme des bulles à l'intérieur du filament J'ai rajouté une bague d'identification sur le couvercle imprimée en PLA Me modèle est disponible sur Maker World https://makerworld.com/en/models/1480258-bearing-tube-625-with-id-ring#profileId-1545524 Il sera aussi bientôt dispo aussi sur Printables Si vous voulez le fichier .step le voici : Bearing Tube 625 v15.step A+ JC
 1 point
1 point -
@JoOj @Motard Geek avait interviewé le créateur en 2014 à la Maker Faire de Paris : https://www.lesimprimantes3d.fr/interview-3d-slash-logiciel-modelisation-3d-20140722/1 point
-
@Francois211 Pour ma part, je préfère très nettement cette version, beaucoup plus "mécanique" plus fluide pour le ptfe et le filament. Good Job.1 point
-
Les évacuations sont en place, il ne manque que la turbine à installer (sur le S1 à droite).
 1 point
1 point -
Personnellement, je n'ai jamais réussi à obtenir un résultat satisfaisant. Il faut un sacré doigté... Mais merci à @pommeverte pour la vidéo, car visiblement, je m'y prenais mal...1 point
-

From the album: Alain D.
1 point -
Oui tout à fait Ce montage n'est pas sérieux, normalement la bague intérieure du roulement doit être bloquée pour que ce soit uniquement le roulement à bille qui travaille en rotation et pas la bague intérieure du roulement qui tourne sur l'axe de la vis Ce genre de conception c'était acceptable à l'époque des débuts, où pour construire une imprimante REPRAP il fallait faire avec des pièces standard du commerce... J'ai vu pire : l'extrudeur idler de la Prusa Original MK2s dont l'axe lisse était... imprimé en 3D (après une casse de cette pièe, je l'ai remplacé par un petit morceau de barre en acier lisse) Mais pour du milieu de gamme en 2025 : NON ! Même les appareils électroménager ou de bricolage grand public n'ont pas de telles conceptions foireuses... Cela n'a rien de compliqué à faire, il faut un écrou et deux rondelles du bon diamètre, éventuellement un petit tube adapté avec un épaulement. Et en cherchant bien dans les catalogues de composants mécaniques, les pièces qui vont bien existent probablement pour un prix modique...1 point
-
J'adore mais je préfère celle là1 point