Classement
.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)

Contenu populaire
Contenu avec la plus haute réputation dans 26/03/2018 Dans tous les contenus
-
@Philippe Chaumont tu es malheureusement tombé dans le piège d'avoir trop d'expérience sur du matériel top niveaux, et forcément toutes les machines qui n'ont pas le niveau auquel tu es habitué te sembleront nazes, pour ne pas dire merdique. Mais ces imprimantes en kit, quel que soit la marque (même la prusa authentique) ne sont pas destinées à des pros, mais bien à des hobbyistes et des passionnés du bricolage, et pour eux elles rendent les services attendus. Pour ce qui est de la sécurité, tous les forums, les tutos te diront qu'il faut passer du temps et de l'argent pour pouvoir la laisser tranquillement faire son taff sans avoir peur de retrouver sa maison en cendre en rentrant; ça n'est absolument pas un secret, et ton fils a bien du lire les avertissements à ce sujet.2 points
-
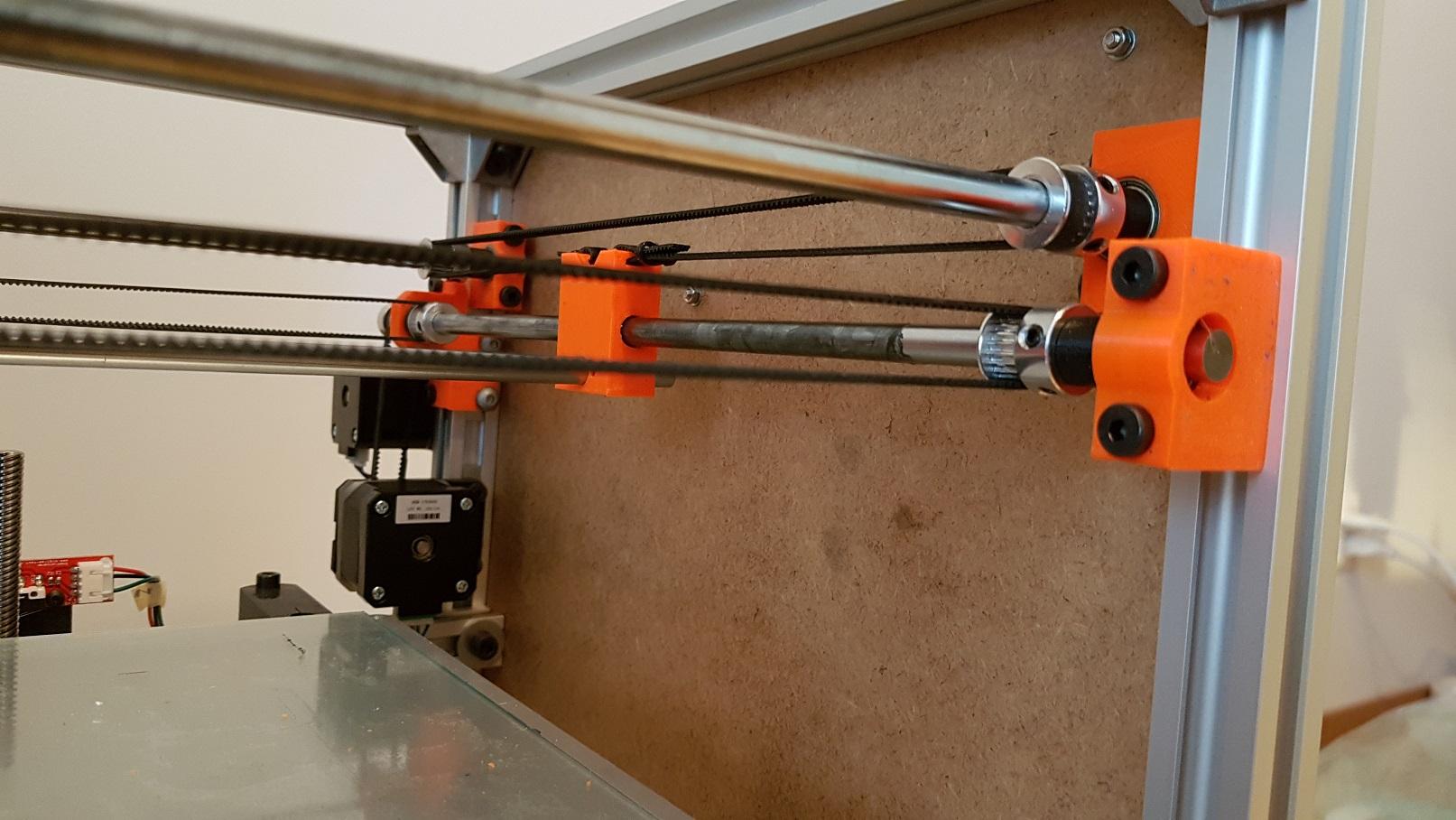
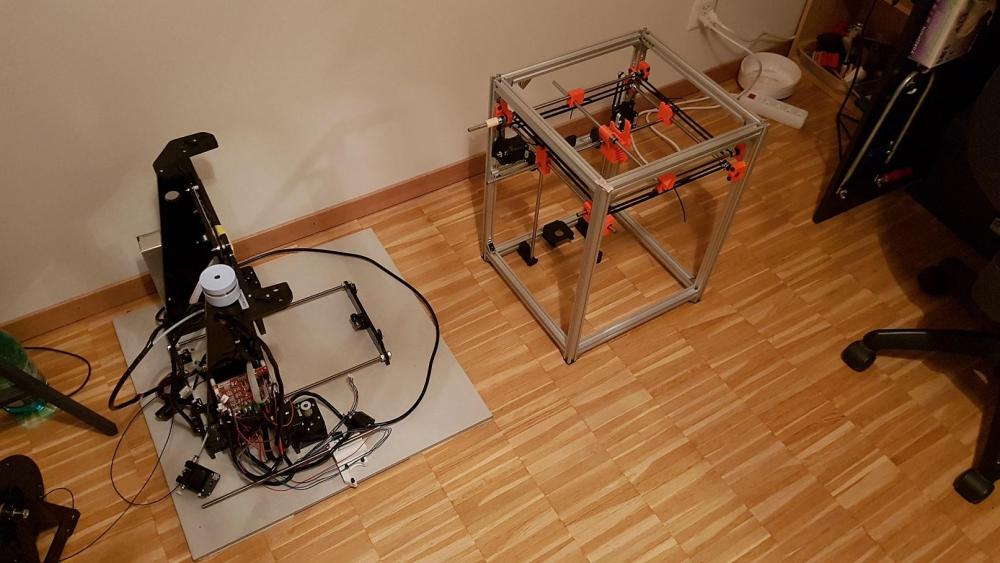
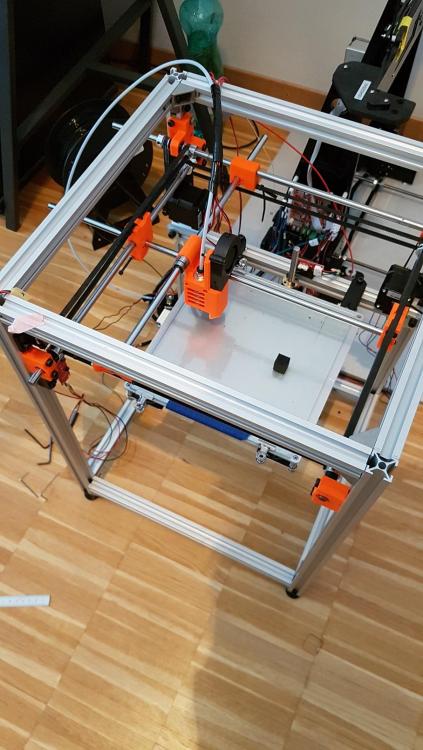
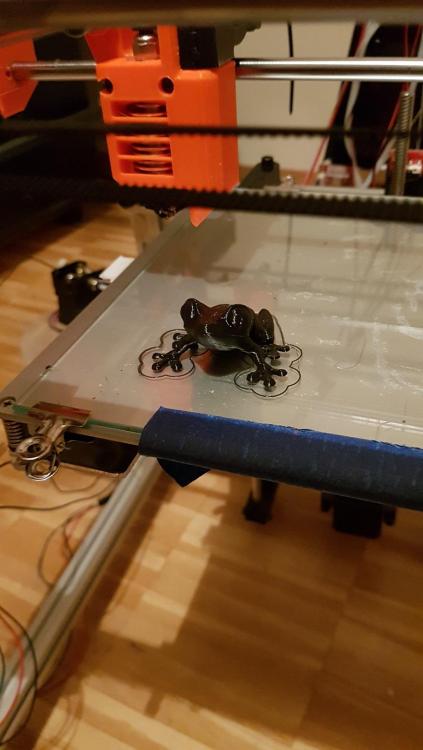
Hello, L'année passé j'ai acheté un Anet A8 que j'ai modifier. Voici le resultat: Petite video ici:

 1 point
1 point -
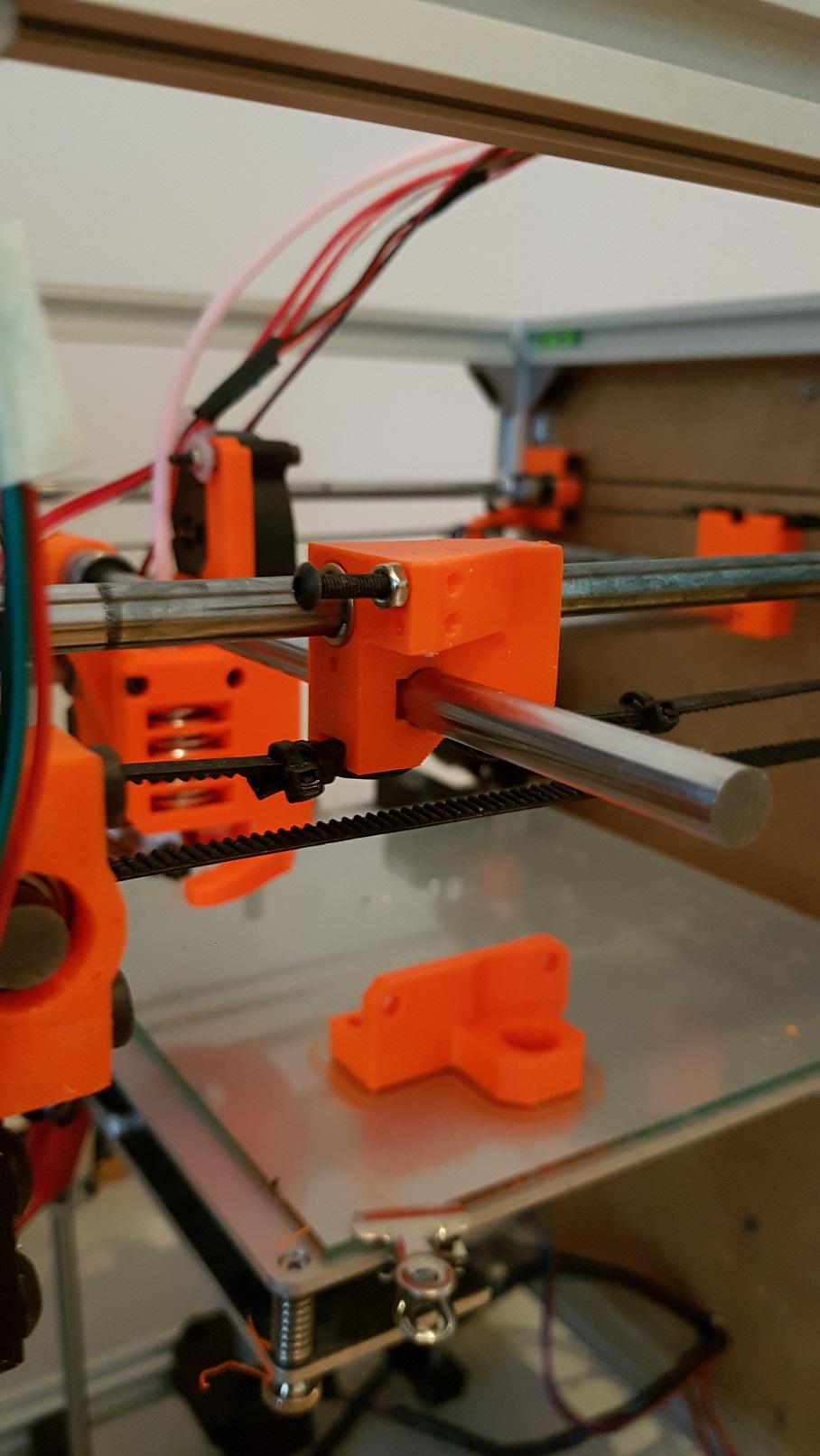
Cela fait un moment que je souhaite modéliser un Y afin de bénéficier de la double extrusion sur n'importe quelle tête (hexagon, ed3 ...). J'ai déjà fais quelques essais, mais rien de concluant ... ça coince au bout de quelques couches. Ce qui me pousse à persévérer : @sigiel a publié les photos de l'atom 2.5 où l'on peut voir un Y pour avoir la double extrusion (https://www.lesimprimantes3d.fr/forum/topic/11236-e3d-cyclops-ou-chimera-double-extrusion/?page=8) Pour ceux, et celles, qui seraient intéressés, je peux fournir la procédure sous repetier pour gérer les rétractations, dérétractations. Pour le moment j'ai déjà essayé ça : Mais ça coince ...
 1 point
1 point -
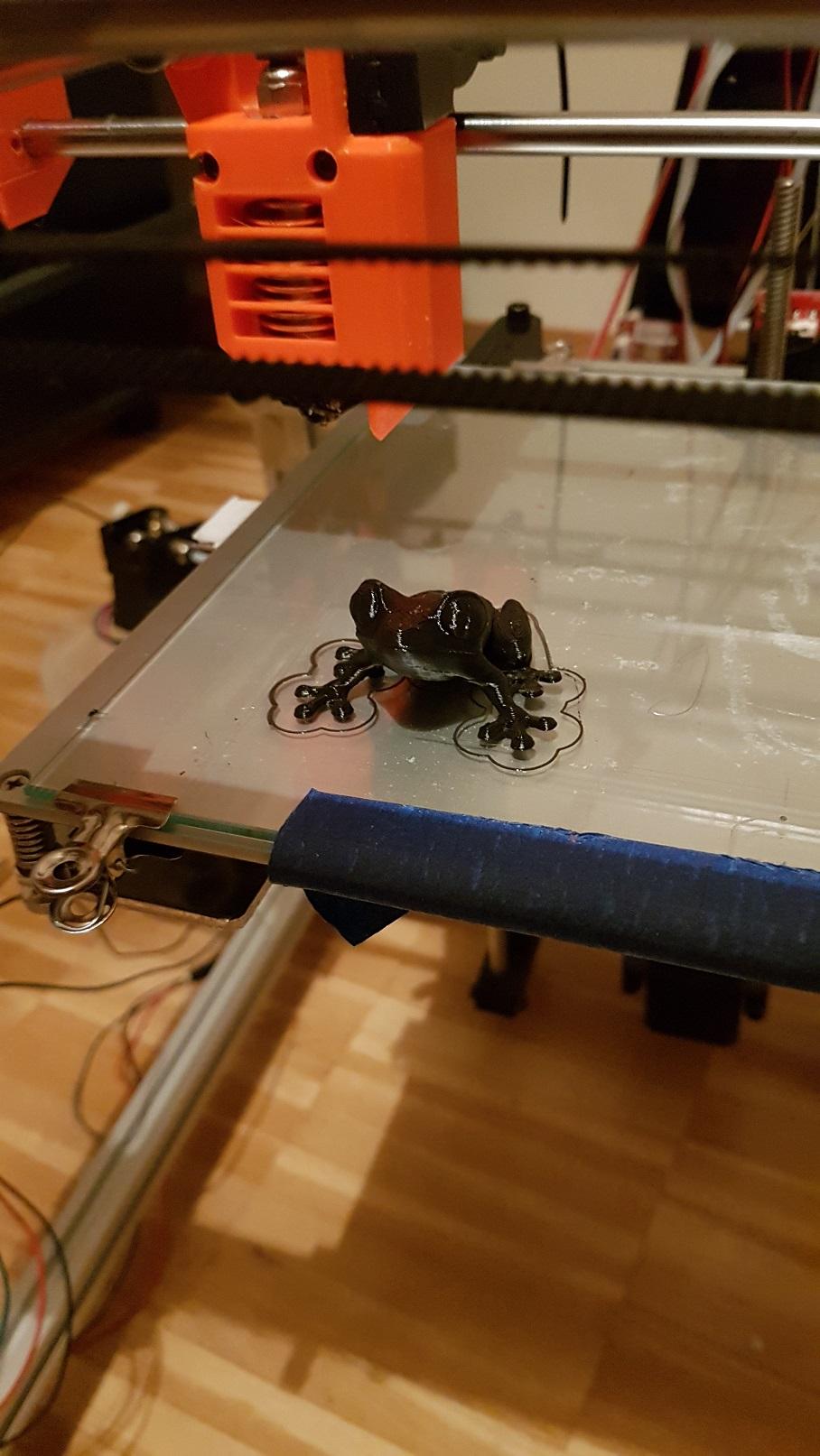
Bonjour, j'ai fait un essais d'impression de PLA avec le Bed à 60°c sur une plaque de verre lavée au détergent à vaisselle. Le résultat est excellent et la pièce se décolle facilement à froid. J'ai analysé cette manip et le résultat de mes cogitations est ici : https://docs.google.com/document/d/1hErMkeN-f8Np-C_1S6cgK41VVc9PgYHhHuHAbRN7ZPg/edit?usp=sharing Bonne lecture Philippe1 point
-
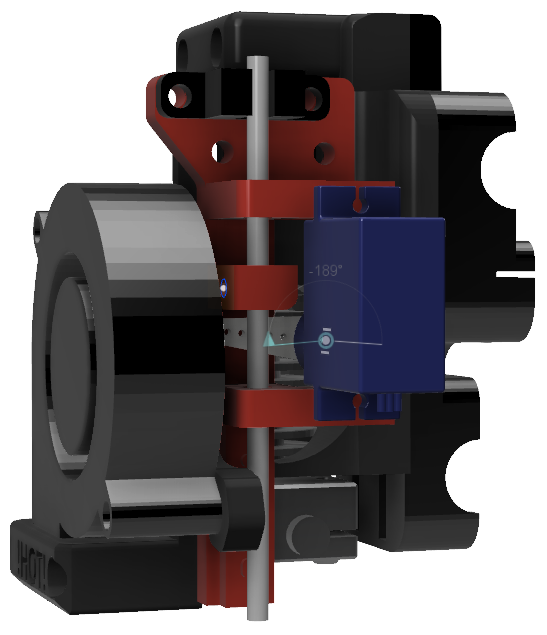
@cmatec le heatsink porte de manière intégrée le ventilateur "au carré", et j'ai peut qu'en losange cela ne refroidisse plus assez >_< Par contre je viens de repérer cette petite chose sur aliexpress : https://www.aliexpress.com/item/E3D-Upgrade-parts/32697889176.html L'idée serait donc de remplacer les 2 heat block hyper lourds et volumineux de la Chimera pour ces deux petites têtes à bague chauffante céramique, qui ont l'air de s'adapter avec la gamme de E3D. Coût total du test : 19€ (2 têtes), ce qui me semble nettement plus raisonnable que le water cooling dans un premier temps ^ ^ Gain attendu : réduire le rayonnement (aussi bien sur l'impression que sur le heat sink), et gros gain de place pour positionner de la ventilation latérale ^ ^ (et la je dis, limite je retente de la ventilation en anneau)

 1 point
1 point -
@cmatec j'ai vu des essais sur thingiverse, par ex : https://www.thingiverse.com/thing:2444687 Si ça peut aider !1 point
-
@cmatec Idéalement il faudrait 2 "lames" d'air, une de chaque côté, je trouve la qualité d'impression un poil moins bonne (en PLA) du côté qui ne se prend pas le jet d'air. La double tête Chimera est tellement grosse que je n'arrive à en mettre qu'un :'( En plus avec les températures externes qui se réchauffent, c'est de plus en plus flagrant que le "heat sink" n'est pas suffisant : sur des impressions de 3+ heures à 220°C par tête, j'ai des soucis de rétraction qui sont plus que probablement dûs à la chaleur emmagasinée dedans qui ramollit trop le filament. Ca explique d'ailleurs à mon avis pourquoi E3D a sorti une nouvelle version de la hotend, avec un "heat sink" watercoolé. La partie Cyclops est aussi remasterisée pour rayonner moins de chaleur. Du coup j'avoue que j'hésite très fort à acquérir ce nouveau kit https://e3d-online.com/dual-extrusion-hotend J'étudiais le circuit pour le plugger sur la carte émotronic. https://e3d-online.com/water-cooling-kit Le soucis est que leur kit est vendu pour du 12V.. Donc ça veut dire changer le ventilateur fourni pour un 24V pour pouvoir réutiliser le pin du ventilateur de tête. Et qu'il faut un adaptateur pour du 24V (ou de l'alternatif) pour la pompe. J'étudie le fait de remplacer ce kit vendu quand même assez cher pour ce que c'est (la pompe vaut 30€ sur amazon) par un kit pour PC, muni d'une ventilation silencieuse (et de préférence alimenté en AC plutôt que par la carte emotronic pour ne pas risquer de mettre à bout l'alim). Il me faut surtout des adaptateurs pneumatiques pour passer des tubes de 4mm vers des tubes de 8mm. Outre le silence attendu et le gain en refroidissement, il y a aussi moyen d'y gagner aussi un peu de place sur le noyau pour la ventilation latérale ^ ^ Edit : et en prime je viens de trouver ça pour la E3D v6 : https://www.thingiverse.com/thing:27590431 point
-
de retours l'attente fut longue mais heureuse , j'ai mis le nouvelle écran en place et bingo , parfaitement fonctionnel . merci à tous pour votre aide1 point
-
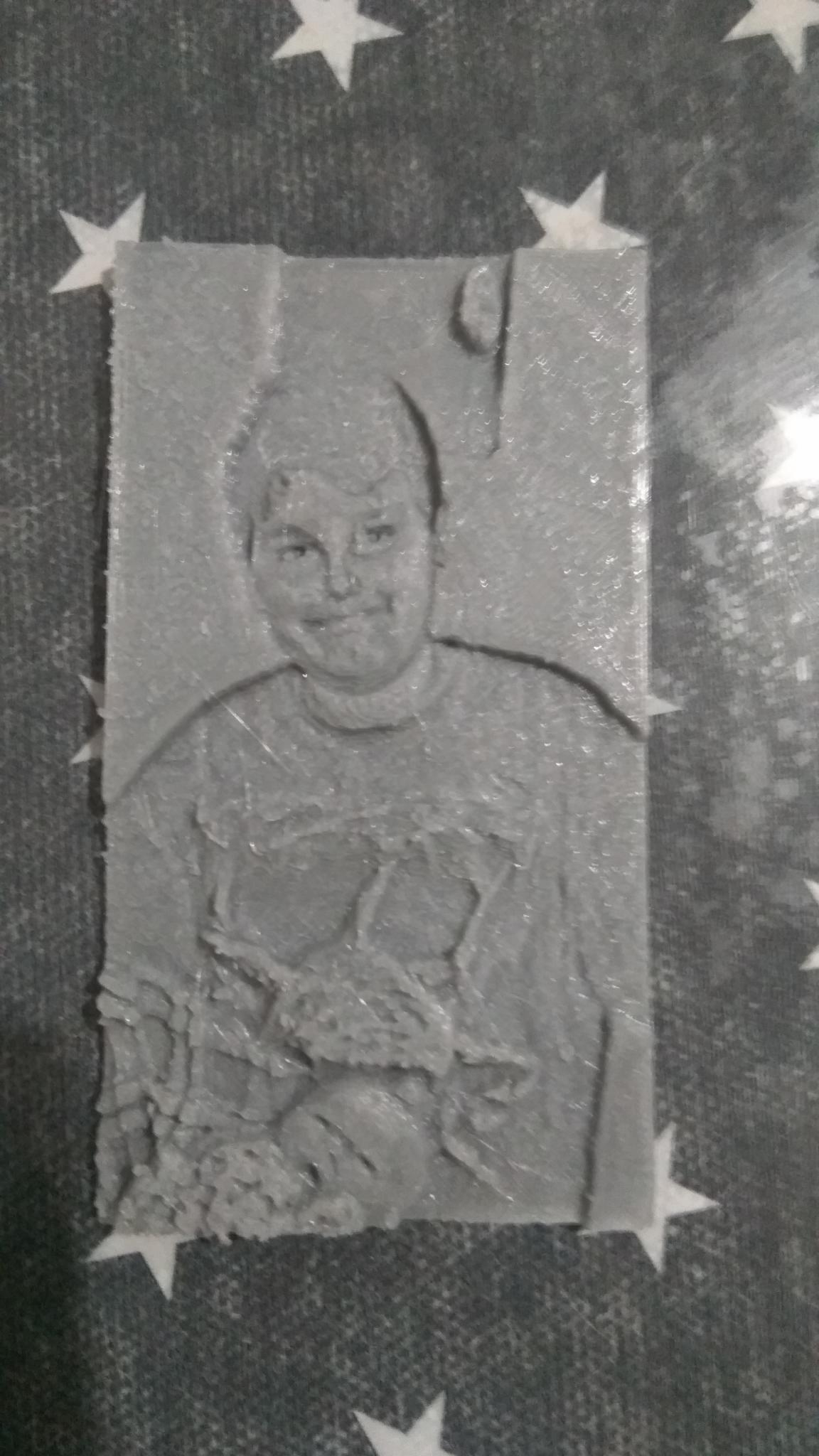
Je suis sur de l'impression photo, c'est un truc de malade !!!

 1 point
1 point -
La pleine lune, je mors Bon je reste, j'ai eu un mot sympa de l'administration du forum. Au fait au triste bilan de mon Anet JE peux rajouter une carte mère, la s.... d'imprimante, elle me fait payer mon évaluation Philippe1 point
-
Philippe, tu n'es pas du tout obligé de quitter le foirium Ce n'est pas pasque tu as eu des mots avec deux ou trois personnes qu'il faut jeter le bébé avec l'eau du bain. C'est comme ça sur tous les fora, des fois y'a des coups de chaud, et puis ça passe. Chépa, le vent du midi, la pleine lune, toussa toussa....1 point
-
En fait non, il aurait mieux valu qu'ils te mettent une mks s base au lieu d'une gen. La gen est une carte 8 bits comme la ramps 1.4, alors que la s base est une carte 32 bits, hors j'ai été averti il y a quelques mois que les cartes 8bits rament parfois avec un tft, alors que les cartes 32 bits restent fluides, le seul conseil que je puisse te donner c'est de vérifier que le firmware de la carte et celui du tft sont à jour. Maintenant il est en effet possible que ça vienne de la présence du module wifi, mais je n'ai aucune info à ce sujet.1 point
-
On en a discuté par msg privée pour ne pas "pourrir" son fil1 point
-
bonjour tous le monde, pour revenir sur les grossiste3D moi aussi je me sert chez eux et pour ma par j'en suis satisfait. Effectivement pendant la monté en température le filament s'ecoule par gravité je pense que c'est normal, mais je fait faire a mon imprimante une ligne droite extrusion devant qui par de la gauche vers la droite pour extruder comme ça quand j'attaque la jupe de ma piéce tous et ok. un petit script simpa que j'ai trouvé sur le net je vous le met en bas aprés il faudra juste l'adapter a votre plateau le mien fait 220*220 G28 ; home all axes G1 X0 Y20 Z0.2 F3000 ; get ready to prime G92 E0 ; reset extrusion distance G1 X200 E20 F600 ; prime nozzle voilà bon courage @Bleckers1 point
-
Juste trop chaud ! Baisse pas vitesse, température (190/195) et augmente ta ventilation à 100%.1 point
-
Mouaf, je vais p'têt voir si avec du poivre, des fois......................1 point
-
Alors j'ai fait la calibration avec la piece que tu as faites ....mais tu peux faire aussi avec le cube je pense ....c est un cube qui doit faire 2cm de partout ....1 point
-
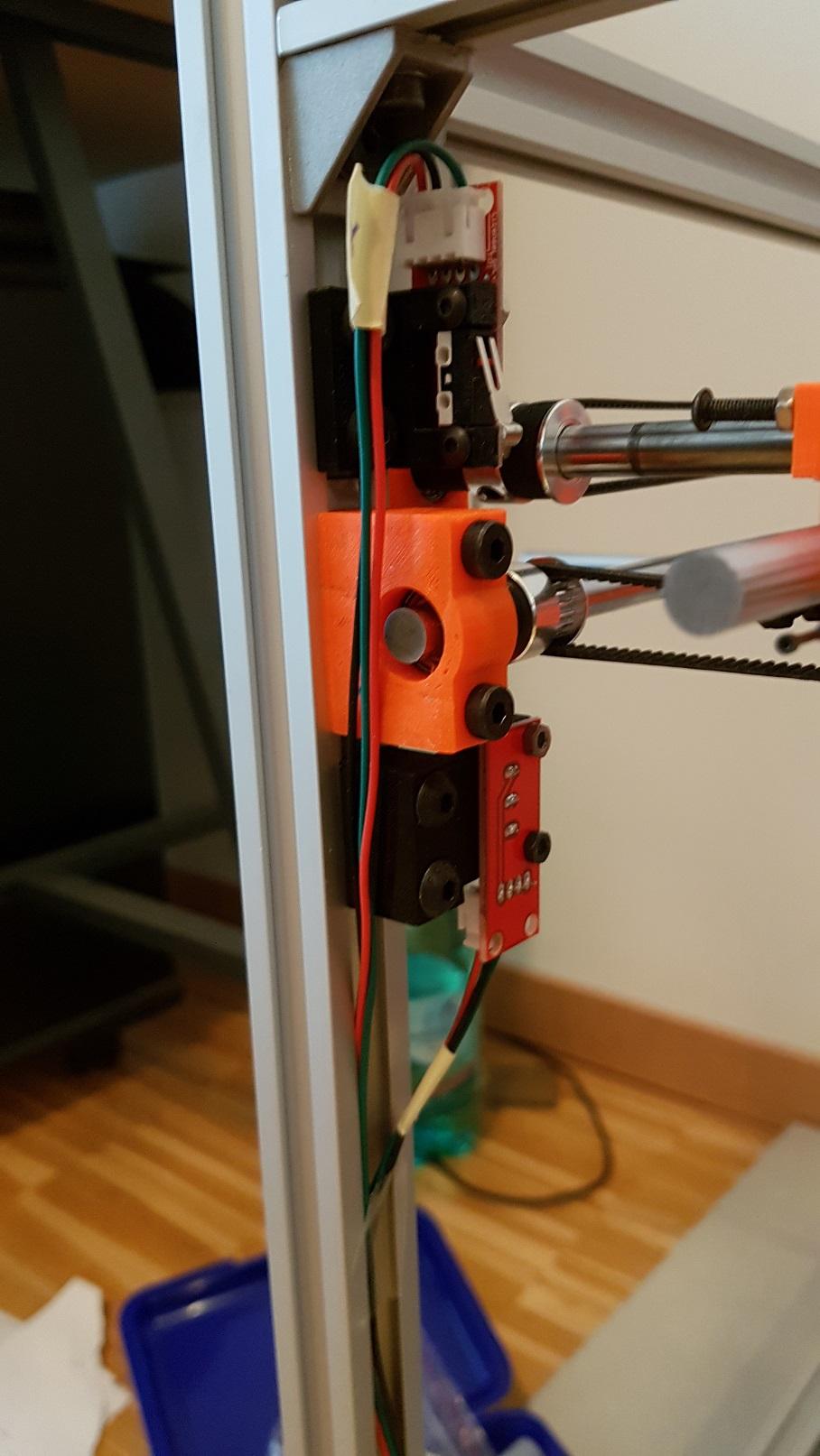
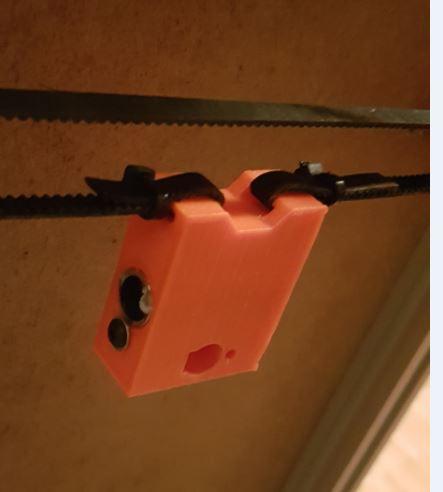
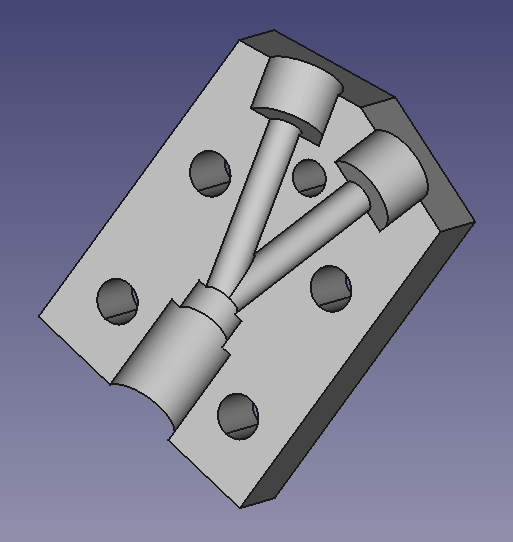
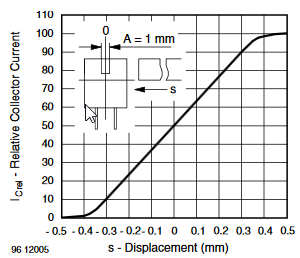
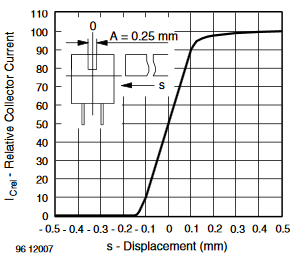
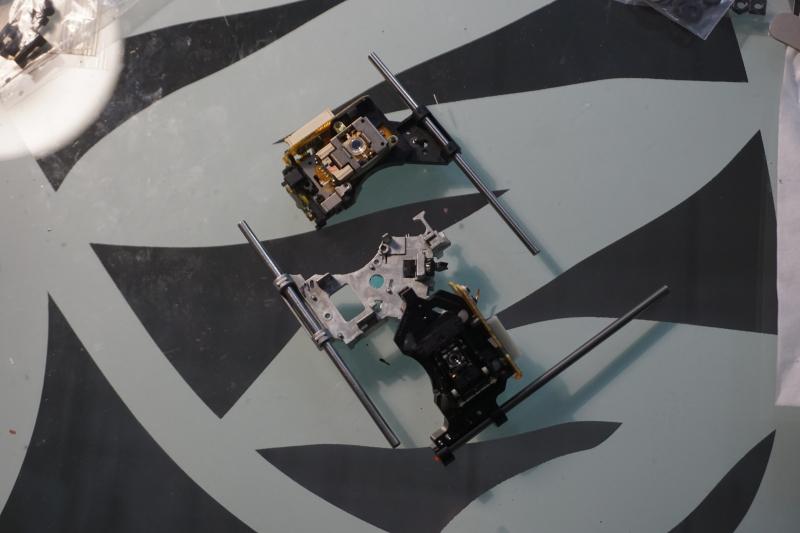
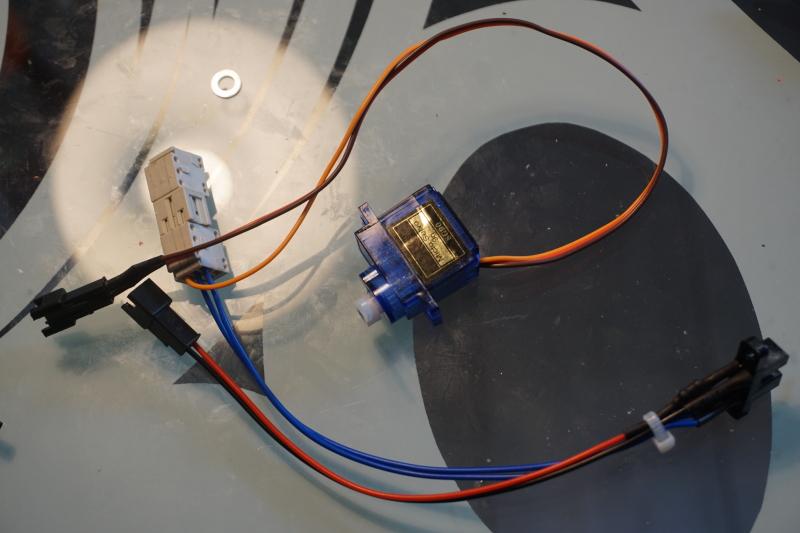
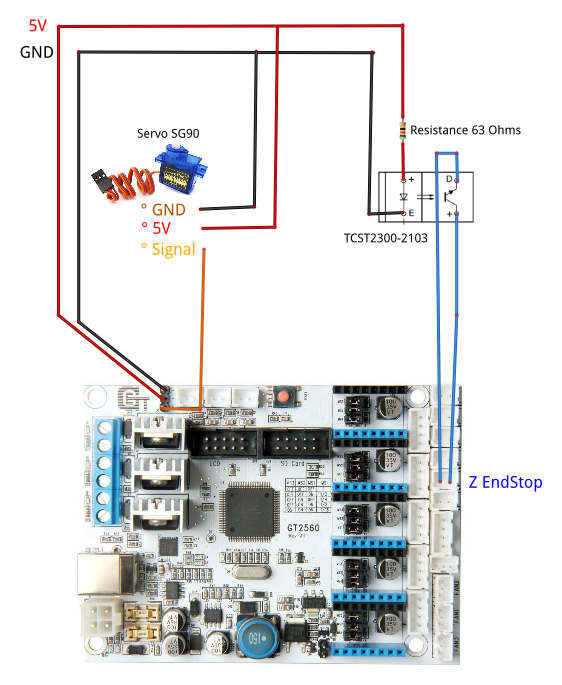
Je vous presente ceci: Le postulat de départ pour moi c'est: l'autolevel, c'est pratique, çà apporte un plus, mais ce n'est pas indispensable et je vais pas me ruiner pour ca. Du coup, pour un dizaine d'euro, j'ai acheté un 3DTouch. Au début niquel puis au bout de deux semaines, des galères au niveau de la première couche arrivent. je me rend très vite compte que le 3DTouch est déjà complètement a l'ouest avec des écarts de palpage de l'ordre de 0.2. Avant de le mettre a la poubelle, je le démonte et on voit bien que sa précision est lié a la qualité de l'ensemble. Retour sur un fin de course standard qui fait bien le Job, mais l'autolevel c'est vraiment agréable quand on y a gouté, quels sont mes choix possibles : Capteur capacitif, mouai ou BLTouch Original trop cher pour ce que c'est. Sachant qu'on peut contrôler des Servo, associé a un capteur optique, on peut faire quelque chose de pas trop mal. Je pensait avoir l'idee du siecle mais finalement en cherchant des infos, ca existe depuis un bail . Par contre pas vraiment d'info sur la réalisation et surtout aucune info sur la précision. Quelques videos de système existant : https://www.youtube.com/watch?v=BJbZ2XYm0p0 https://www.youtube.com/watch?time_continue=20&v=93bi-BLU6v8 https://www.youtube.com/watch?v=UmO2N2HlF7c https://www.youtube.com/watch?v=hqBF5s-aBCQ https://www.youtube.com/watch?v=Pyd__fvhwxA https://www.youtube.com/watch?v=JbkAqFJ49SA LE MATOS Pour le servo, on ne réfléchi pas ce sera un SG90. moins d' 1€ sur Aliexpress par exemple. Pour le capteur optique, j'ai choisi un TCST2300 La plupart du temps c'est un endstop optique qui est utilisé avec un capteur moyen voir médiocre. Moi j'ai pas besoin d’électronique superflu, de led ... J'ai choisi ce capteur pour son ouverture de 0.25mm contrairement au 1mm habituel. Une résistance chutrice de 63 Ohms (dans mon cas 2 resistances de 150 et 100 en //) fera l'affaire La pointe vient d'un lecteur DVD en panne. diametre de 2.99 pour une fourche de 3.1. Parfait Et c'est tout ! Ca vient de chine, ca laisse le temps de faire un peu de 3D EDIT : STL dispo sur Thingiverse : https://www.thingiverse.com/thing:2807107 LE CABLAGE Ca se branche exactement comme un 3DTouch/BLTOUCH. Ici sur ma GT2560A+ MARLIN Au niveau de Marlin, ICI une version 1.1.8 c'est grosso-modo comme un 3DTouch/BLTouch. Dans pins_GT2560_REV_A_PLUS.h on ne va pas déclarer un BLTouch mais on va utiliser les memes pins. On peut faire autrement mais j'ai fais simple. #define BOARD_NAME "GT2560 Rev.A+" #include "pins_GT2560_REV_A.h" #if ENABLED(BLTOUCH) #define SERVO0_PIN 11 #else //#define SERVO0_PIN 32 #define SERVO0_PIN 11 #endif Dans configuration.h , ca doit ressembler a ca //Parametre pour le Servo #define Z_ENDSTOP_SERVO_NR 0 #define Z_SERVO_ANGLES {70,0} // Z Servo Deploy and Stow angles // valeur testé avec M280 #define SERVO_DELAY { 300} // a augmenter a 1000 si servo lent #define DEACTIVATE_SERVOS_AFTER_MOVE //Apres c'est classique pour de l'autolevel et a adapter #define Z_MIN_PROBE_USES_Z_MIN_ENDSTOP_PIN #define AUTO_BED_LEVELING_LINEAR #define X_PROBE_OFFSET_FROM_EXTRUDER -25 // X offset: -left +right [of the nozzle] #define Y_PROBE_OFFSET_FROM_EXTRUDER -38 // Y offset: -front +behind [the nozzle] #define Z_PROBE_OFFSET_FROM_EXTRUDER -2.3 // Z offset: -below +above [the nozzle] #define LEFT_PROBE_BED_POSITION 30 #define RIGHT_PROBE_BED_POSITION 170 #define FRONT_PROBE_BED_POSITION 30 #define BACK_PROBE_BED_POSITION 170 #define LEVEL_BED_CORNERS #define Z_SAFE_HOMING #define EEPROM_SETTINGS // Enable for M500 and M501 commands #define NUM_SERVOS 1 // Servo index starts with 0 for M280 command // The size of the print bed #define X_BED_SIZE 200 #define Y_BED_SIZE 200 // Travel limits (mm) after homing, corresponding to endstop positions. #define X_MIN_POS 0 #define Y_MIN_POS 0 #define Z_MIN_POS 0 #define X_MAX_POS 200 #define Y_MAX_POS 200 #define Z_MAX_POS 180 #define Z_PROBE_OFFSET_RANGE_MIN -20 #define Z_PROBE_OFFSET_RANGE_MAX 20 //#define BED_CENTER_AT_0_0 #define MANUAL_X_HOME_POS -12 #define MANUAL_Y_HOME_POS -4 #define MANUAL_Z_HOME_POS #define Z_MIN_PROBE_REPEATABILITY_TEST et quelques commandes pratique dans ce cas M280 P0 s0 // position 0 du servo M280 P0 S90 //position 90° M119 // STATUS ENDSTOP M401 // sortir le bras ou M280 P0 SXXX M402 // rentrer le bras ou M280 P0 SXXX Pour conclure, c'est surement moins sexy qu'un BLTouch mais pour quelques €, j'ai quelque chose qui marche tres bien et surtout que je maitrise. Test de repetibilité : 18:50:59.612 : M48 Z-Probe Repeatability Test 18:50:59.612 : Positioning the probe... 18:51:08.043 : Bed X: 50.000 Y: 50.000 Z: -0.043 18:51:13.085 : 1 of 10: z: -0.043 mean: -0.0427 sigma: 0.000000 min: -0.043 max: -0.043 range: 0.000 18:51:18.122 : 2 of 10: z: -0.043 mean: -0.0427 sigma: 0.000000 min: -0.043 max: -0.043 range: 0.000 18:51:23.157 : 3 of 10: z: -0.043 mean: -0.0427 sigma: 0.000000 min: -0.043 max: -0.043 range: 0.000 18:51:28.194 : 4 of 10: z: -0.043 mean: -0.0427 sigma: 0.000000 min: -0.043 max: -0.043 range: 0.000 18:51:33.247 : 5 of 10: z: -0.043 mean: -0.0427 sigma: 0.000000 min: -0.043 max: -0.043 range: 0.000 18:51:38.285 : 6 of 10: z: -0.043 mean: -0.0427 sigma: 0.000000 min: -0.043 max: -0.043 range: 0.000 18:51:43.323 : 7 of 10: z: -0.043 mean: -0.0427 sigma: 0.000000 min: -0.043 max: -0.043 range: 0.000 18:51:48.359 : 8 of 10: z: -0.043 mean: -0.0427 sigma: 0.000000 min: -0.043 max: -0.043 range: 0.000 18:51:53.395 : 9 of 10: z: -0.043 mean: -0.0427 sigma: 0.000000 min: -0.043 max: -0.043 range: 0.000 18:51:58.433 : 10 of 10: z: -0.043 mean: -0.0427 sigma: 0.000000 min: -0.043 max: -0.043 range: 0.000 18:52:01.282 : Finished! 18:52:01.282 : Mean: -0.042714 Min: -0.043 Max: -0.043 Range: 0.000 18:52:01.282 : Standard Deviation: 0.000000


 1 point
1 point -
Personnellement j'ai commencé avec miroir plus laque, et c'était correct mais un peu de warping sur les coins en impression longue (~10h), et depuis que je suis passé à la technique eau + sel, ça colle du tonnerre : Badigeonner de l'eau avec un peu de sel (j'ai mis une cuillère à soupe dans un grand verre d'eau) à l'aide d'un sopalin sur le bed chaud (60°), en s'évaporant il reste un tout petit voile de sel. Lancer l'impression à 60, ça bouge pas d'un poil. Et quand ça refroidit (25/30°C) ça se décolle tout seul... A priori ça ne marche que pour du PLA, mais ça marche du tonnerre, pour moi en tout cas ! Ca coûte rien, donc à essayer !1 point
-
Ok ok .... Lien cube xyz : https://www.thingiverse.com/thing:12788651 point
-
Décidément il y a une constante dans tous les forums. Que l'on parle moto, photo, imprimante, etc, il y a toujours des imbéciles qui sous couvert de l'anonymat que procure le net, se permettent n'importe quoi et c'est bien dommage. Désolé pour toi Philippe et aussi pour le forum, car tes contributions sont enrichissantes.1 point
-
Très classe en noir et blanc1 point
-
Bonjour, pour ton firmware original j'ai souvenir de ce lien. Je n'ai pas lu ou suivi ce lien mais ça peu donner quelques pistes.1 point
-
Sur mon dernier support de caméra GoPro, fait sur mesure pour mon casque de moto, j'ai testé de nombreuses combinaisons de matériaux et de configurations de remplissage. Le plus rigide est finalement un PLA 3D870 en remplissage en nid d'abeilles (honeycomb 3D de Slic3rPE) à 70%. Dans les faits un remplissage à 100% pour une petite pièce est encore plus rigide. Mais sur une pièce un peu longue (test à 14 cm avec une épaisseur variant de 6 à 12 mm), donc sensible à la flexion le 70% nid d'abeilles 3D est plus efficace. 100% PLA 3D870 : flèche à 10 kg -> 1.2 cm 100% PLA classique : flèche à 10 kg -> 2 cm 100% PETG : flèche à 10 kg -> 3 cm 70% honeycomb 3D PLA 3D870 : flèche à 10 kg -> 0.75 cm 70% honeycomb 3D PLA classique : flèche à 10 kg -> 1.72 cm 70% honeycomb 3D PETG : flèche à 10 kg -> 3.21 cm 50% honeycomb 3D PLA 3D870 : flèche à 10 kg -> 1.42 cm 50% honeycomb 3D PLA classique : flèche à 10 kg -> 2.21 cm 50% honeycomb 3D PETG : flèche à 10 kg -> 3.45 cm Donc dans mon usage et pour mes besoins, j'ai sélectionné le PLA 3D870 en honeycomb 3D à 70%. C'est enrichissant de voir que les mêmes remplissages n'ont pas les mêmes effets suivant les matières. Je me suis amusé à pousser le test au delà de 10 kg, mais sans prendre le temps de mesuré de manière fiable les valeurs de rupture (j'ai juste chargé la flèche jusqu'à rupture). Sur les fortes contraintes le PETG est celui qui à le meilleur retour à la forme initiale après flexion. La pièce reste fonctionnelle même à 300% de la charge nominale prévue. Passé une certaine charge, le PLA ne revient plus en place et la pièce n'est donc plus fonctionnelle. Donc à contrario si j'avais à réaliser un support exposé à des chocs, je prendrais l'option PETG, car la perte en précision est compensée par une meilleure résistance à la rupture. Les prochains tests seront sur de l'ASA, avec la même pièce et idéalement le même protocole.1 point
-
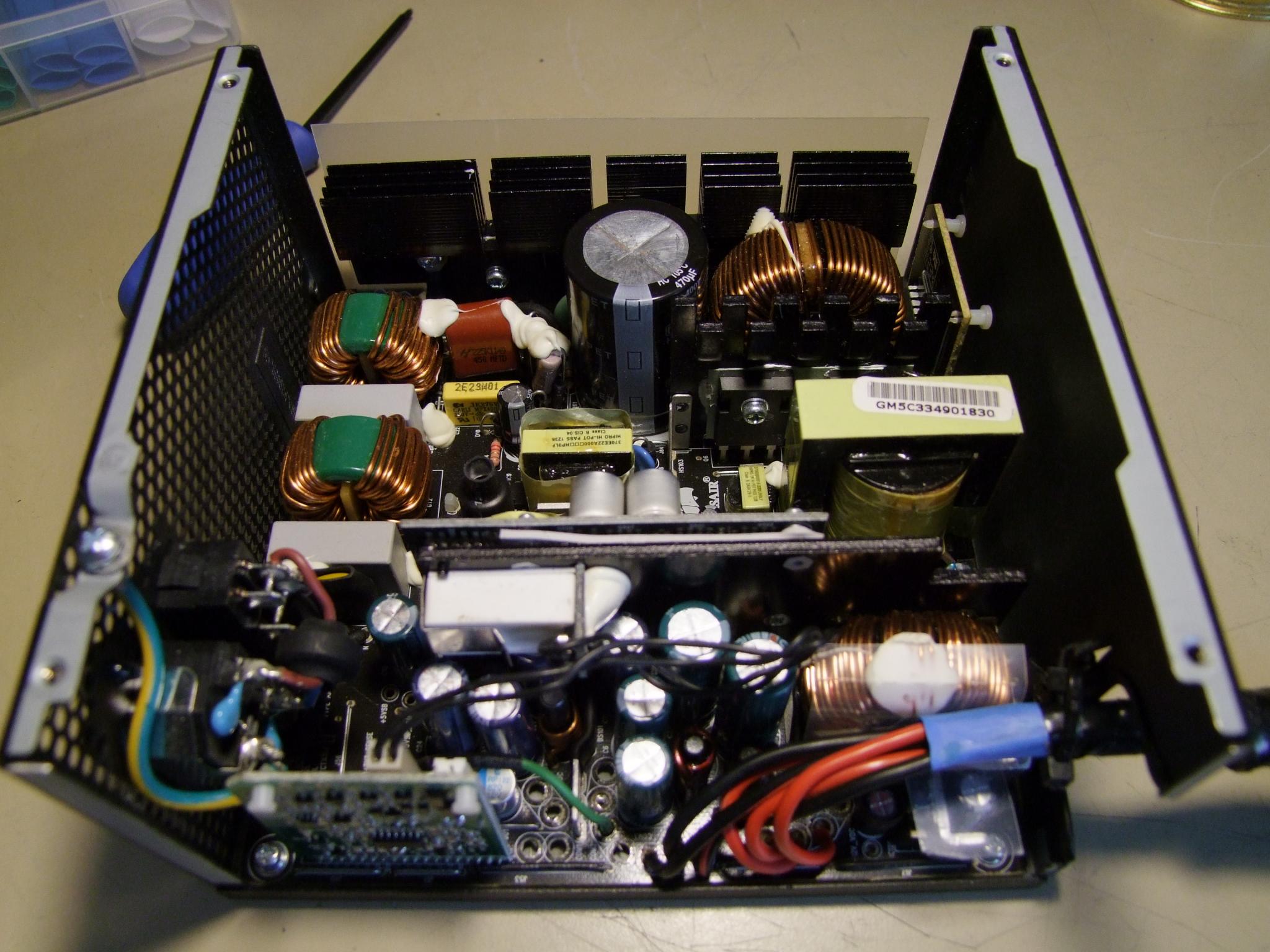
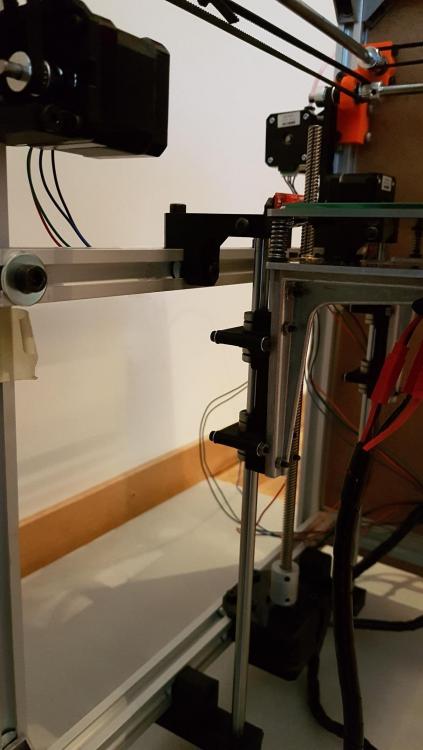
Dans l'attente du kit usbasp, j'en ai profité de préparer le nouvelle alime de 750 W : les cables de départ du 12 V : vala vala
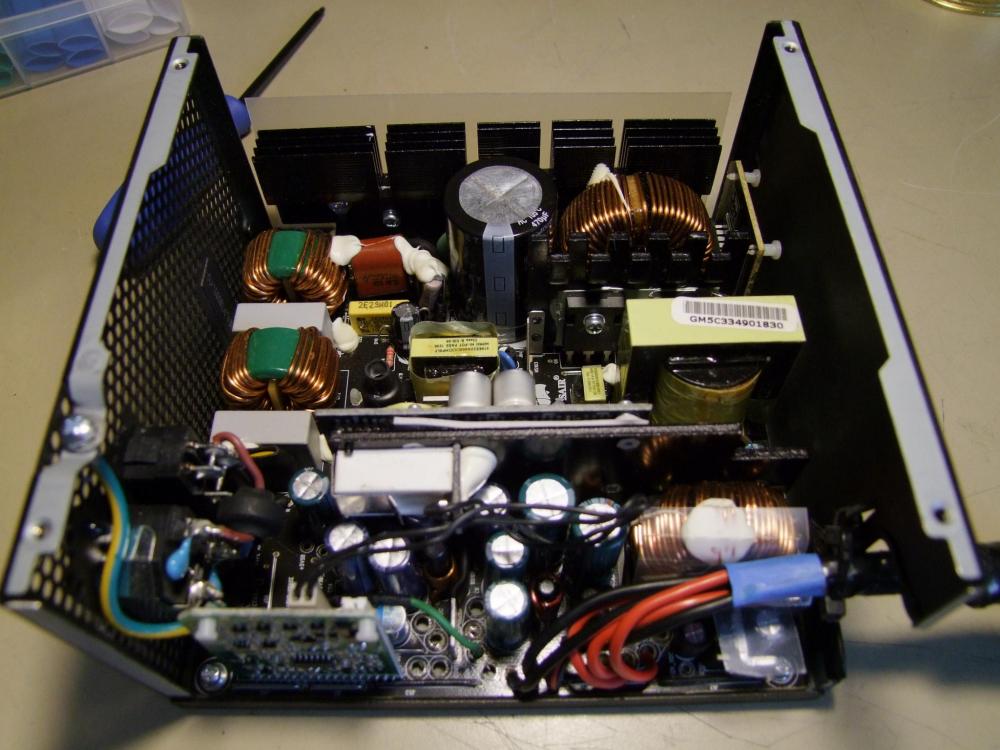

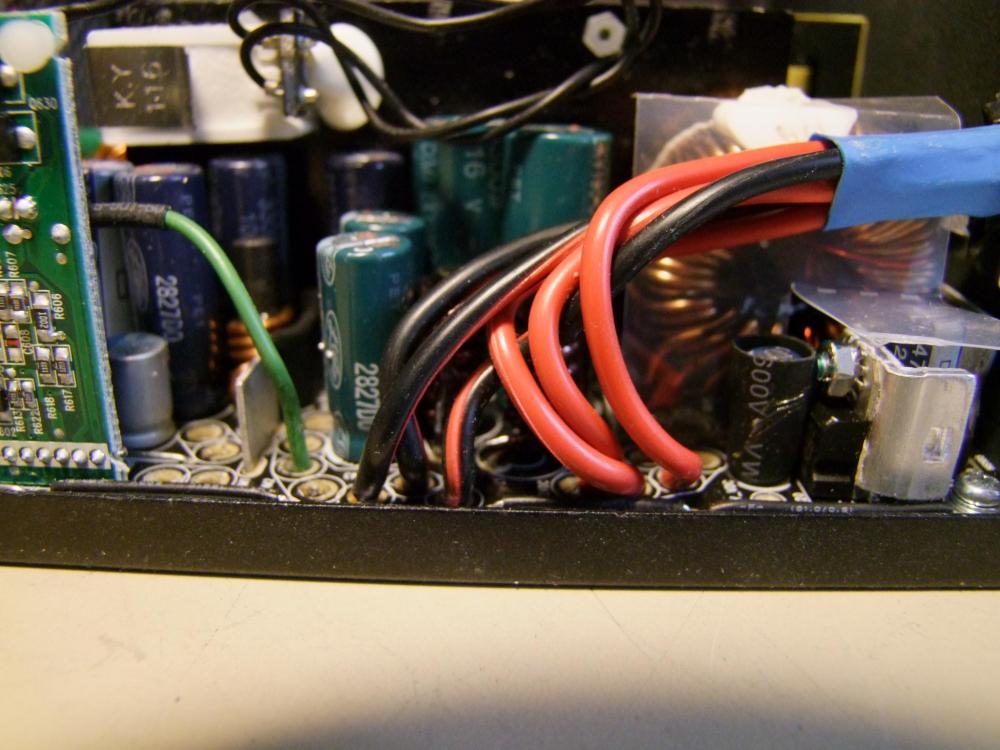 1 point
1 point -
Si tu m'offres un bondtech, je pourrais... Mais comme ça, c'est compliqué, surtout que le positionnement est vraiment pas le même... Envoyé de mon SM-A510F en utilisant Tapatalk1 point
-
Ok en relisant ce matin, j'ai compris. Désole le changement d'heure a du mal à passer chez moi Je ferais ça dès que j'aurai un moment dans la semaine. Je vous redis ça.1 point
-
Faut relativiser, le plrincipe d'un forum d'aide, c'est que la majorité des gars qui viennent veulent de l'aide, donc dans cette majorité il y aura un certain nombre de machines à problèmes. Mais voilà, parce que sur les forums beaucoup de personnes disent qu'ils ont des problèmes, ça ne veut pas dire que la majorité des utilisateurs ont des problèmes, loin s'en faut. Et ceux qui n'ont pas de problèmes, ben eux ils ne voient pas l'utilité de parler pour ne rien dire, à part "je kiff". Donc, désolé, les vidéos, les forums, les groupes facebook, ça ne représente pas la majorité. Et pendant qu'on y pense, ne vient pas me faire croire que tes machines à 50 000€ ne tombent jamais en panne, seulement voilà, il y en a beaucoup moins sur le marché, donc on en entend moins parler dans les forums, d'autant que ça ne servirait à rien puisqu'il y a une sav derrière, et une équipe de techs autour.1 point
-
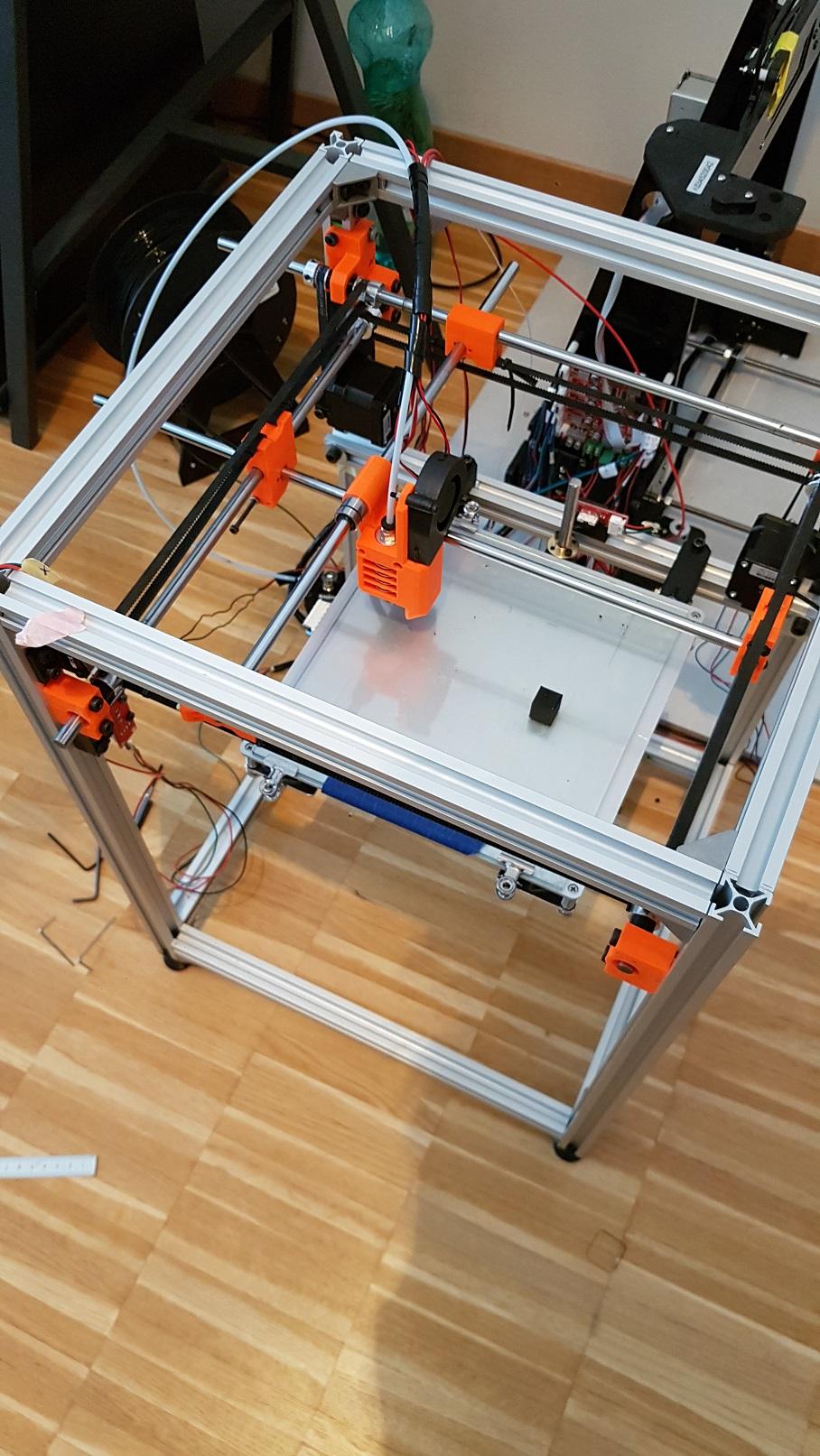
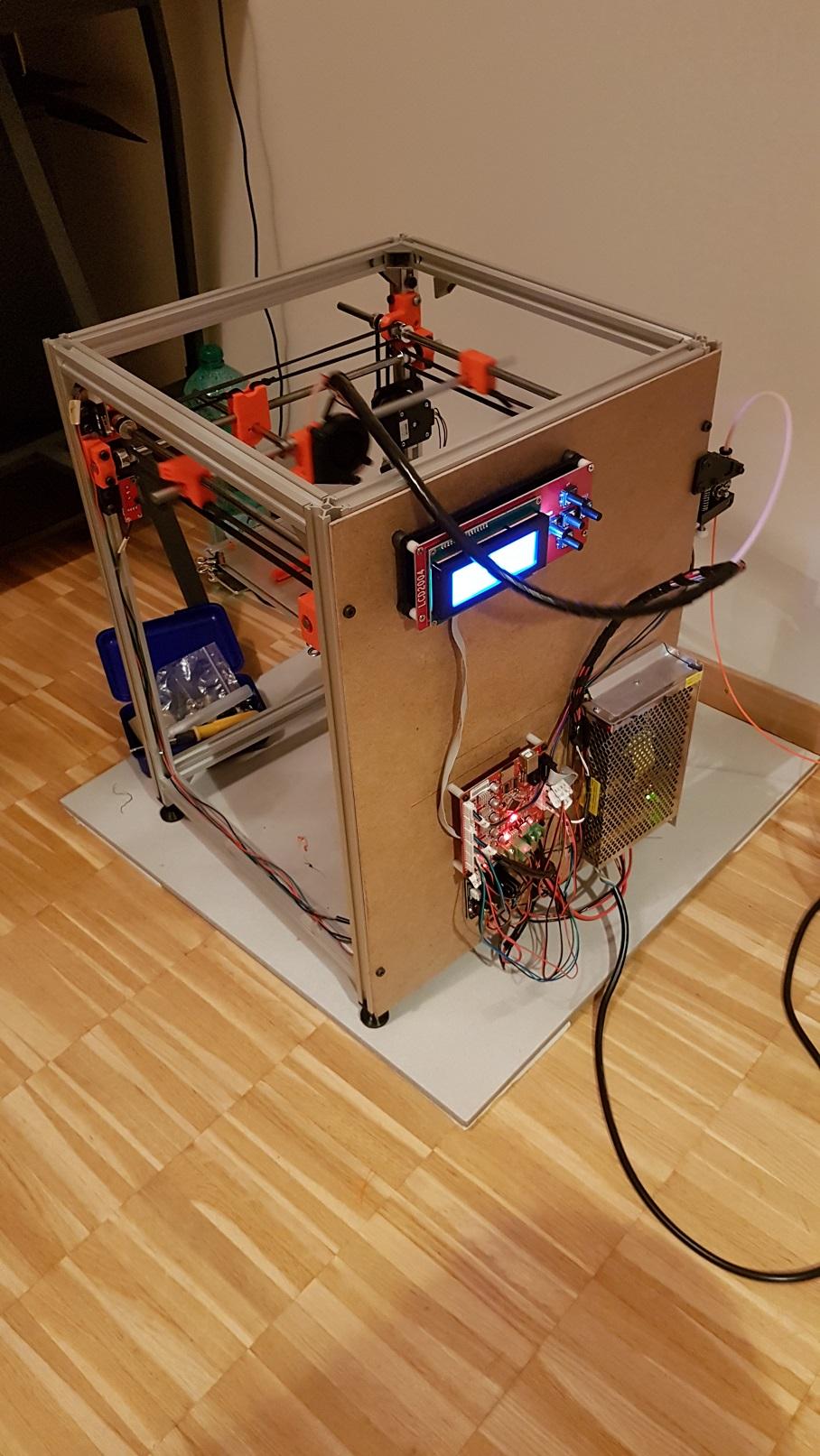
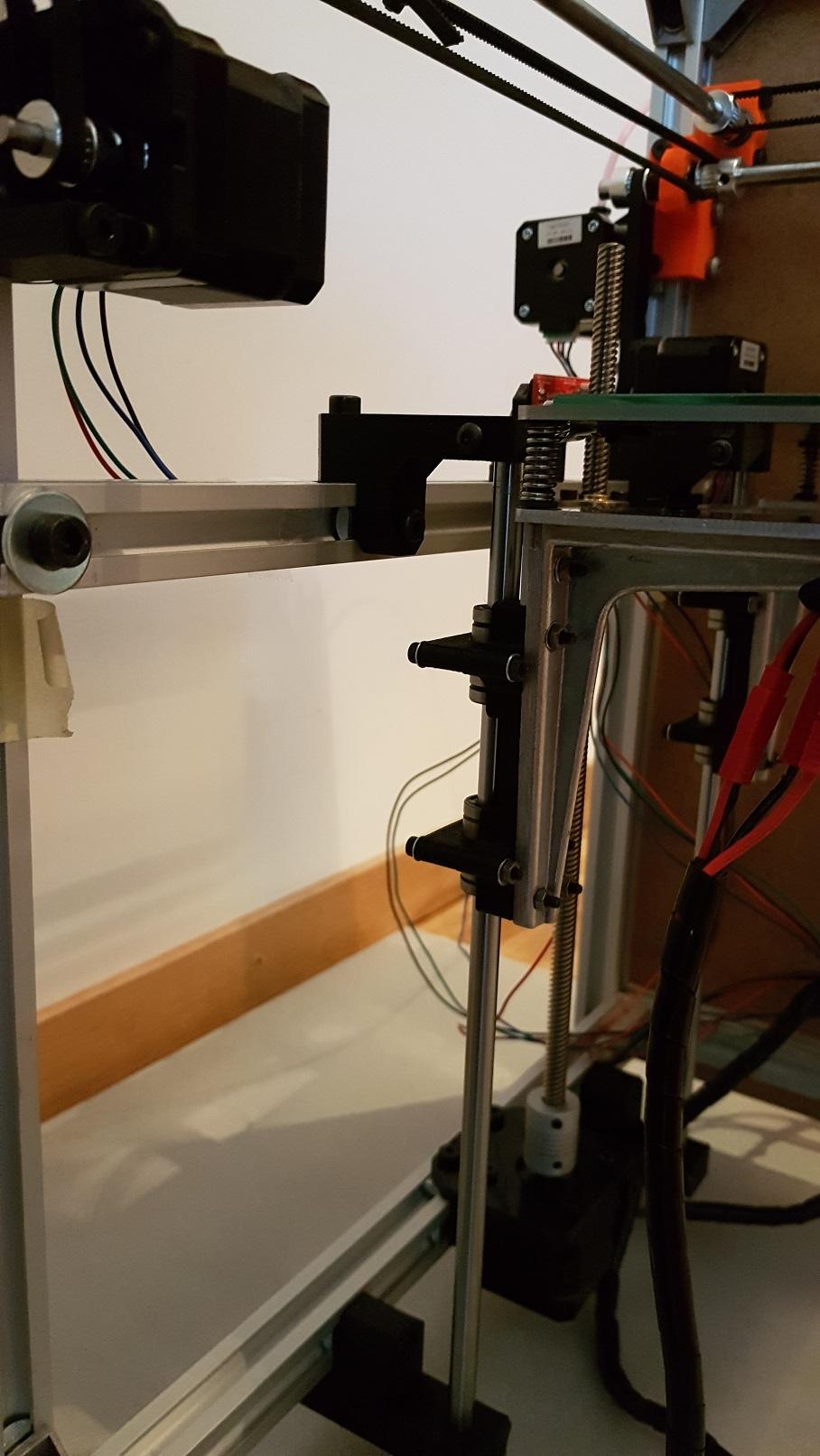
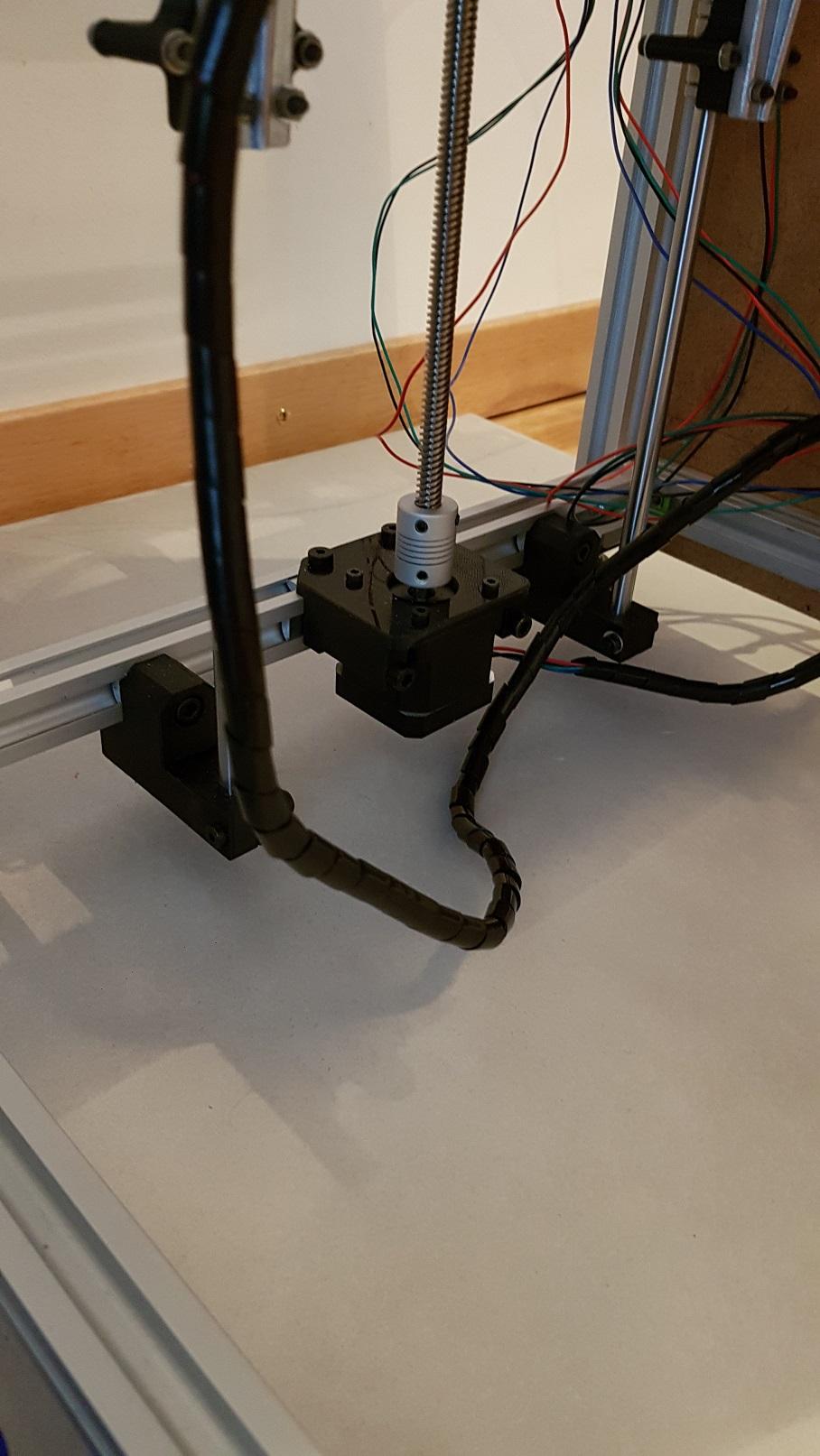
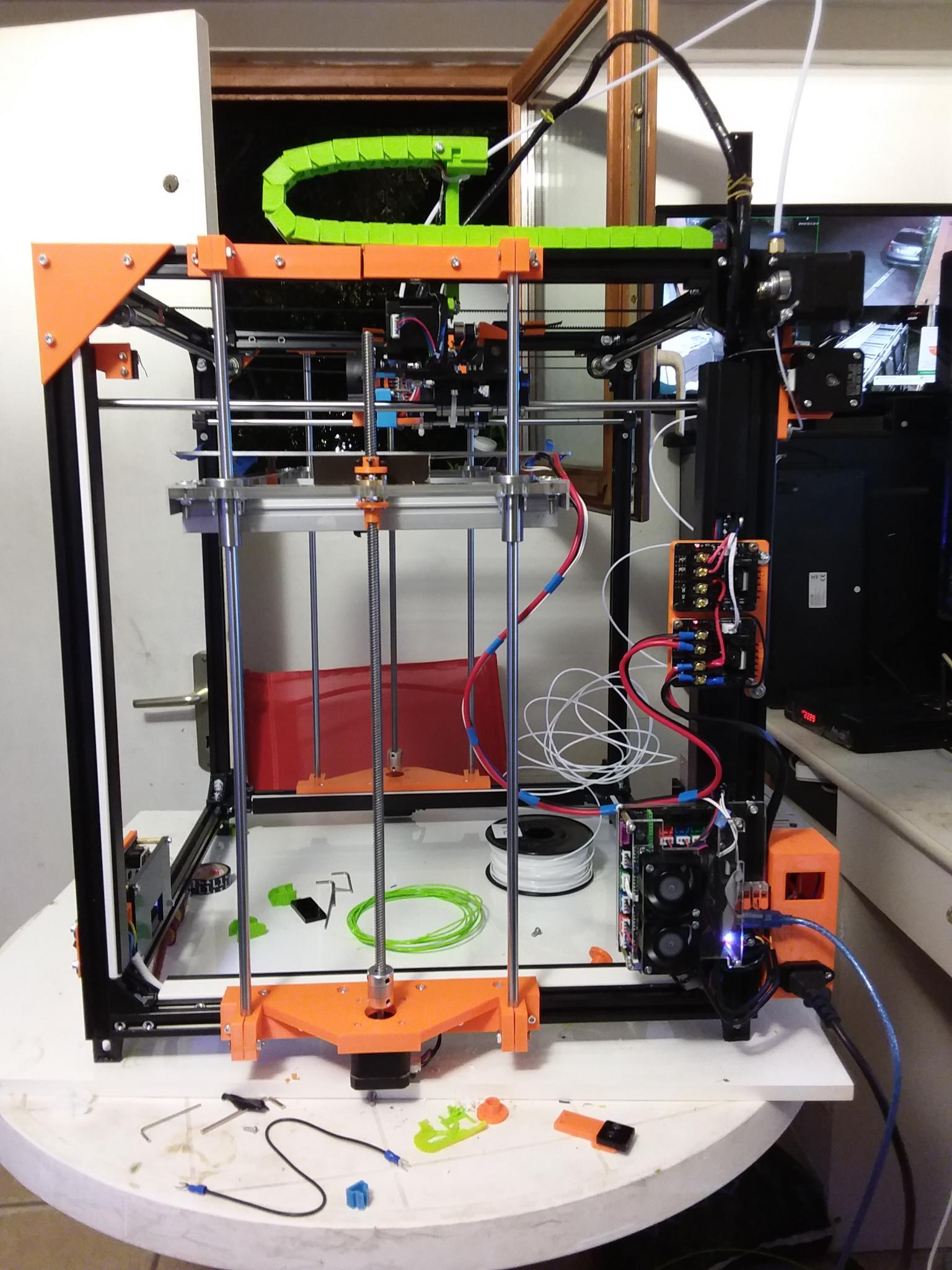
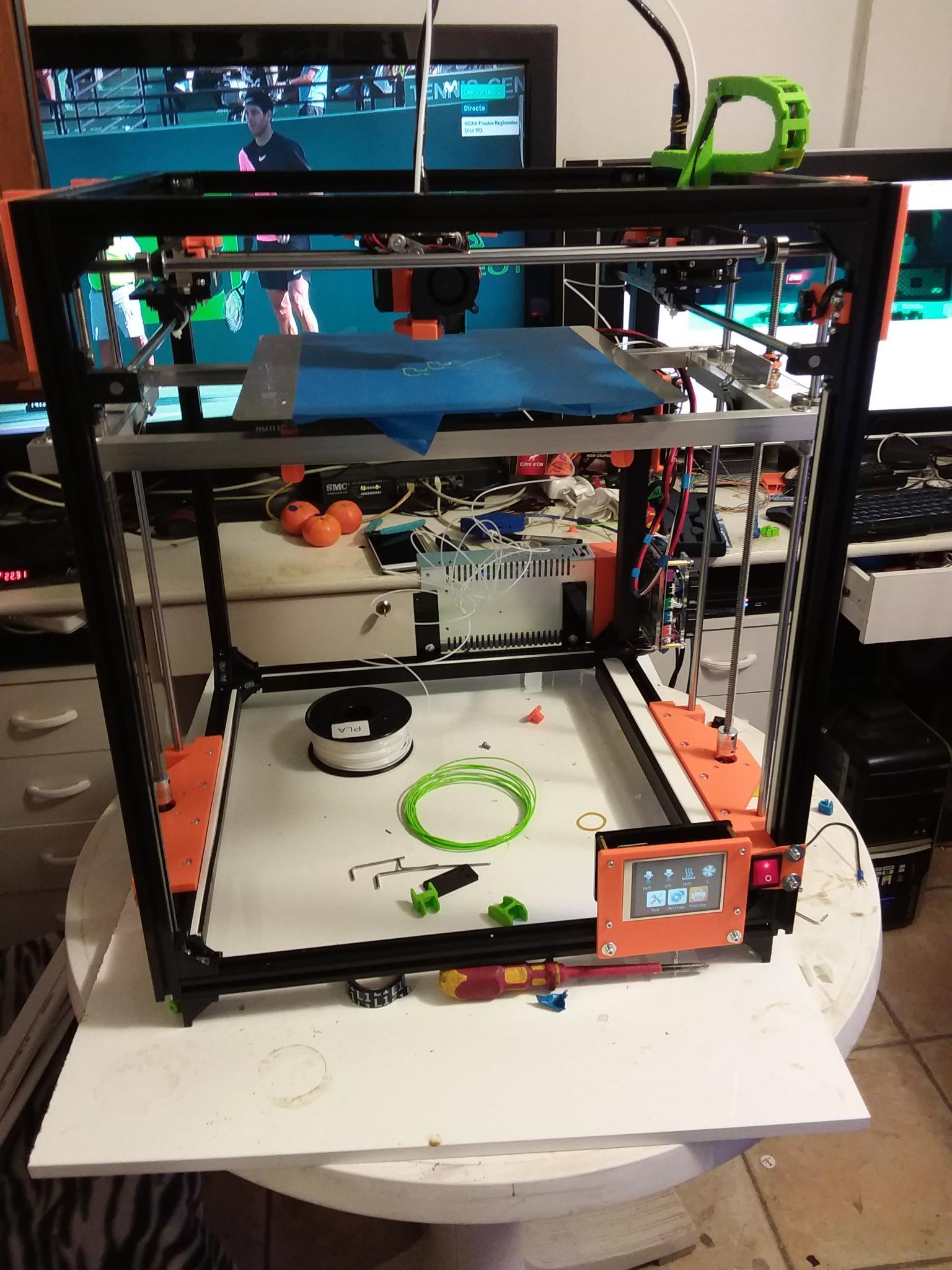
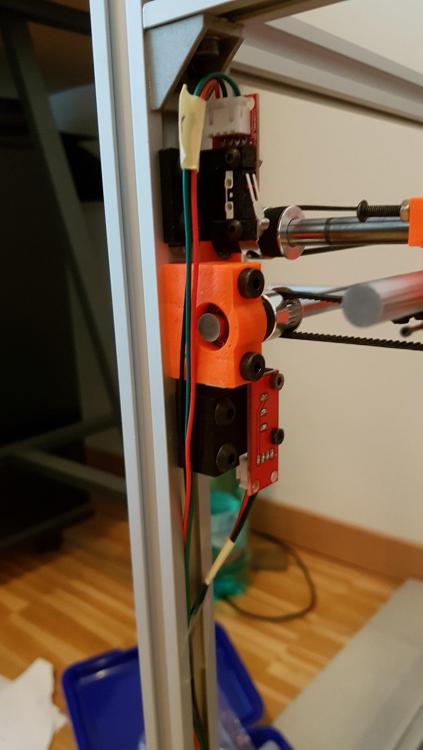
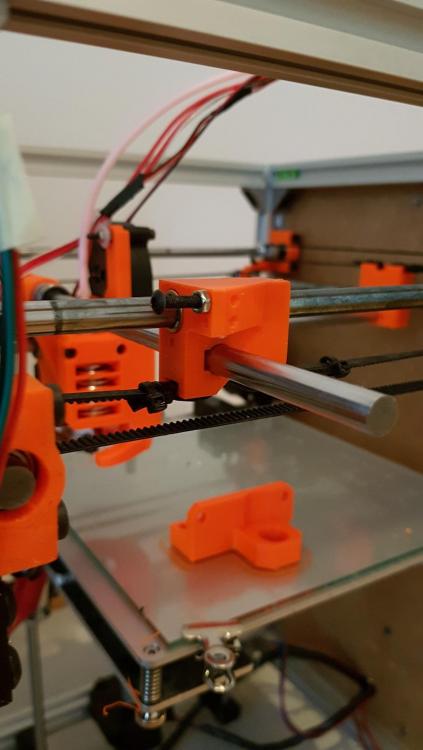
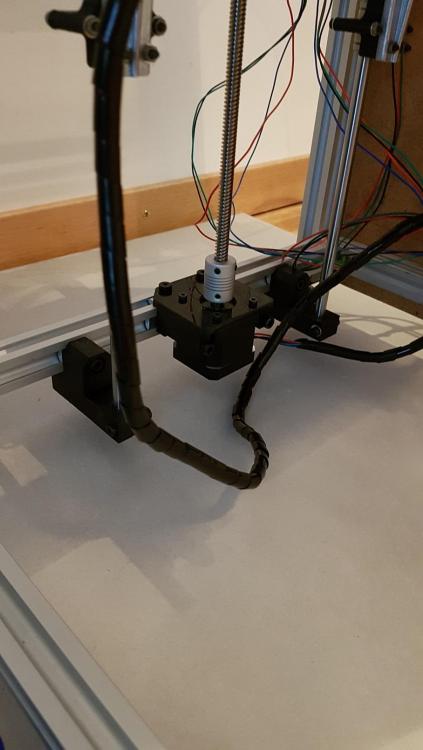
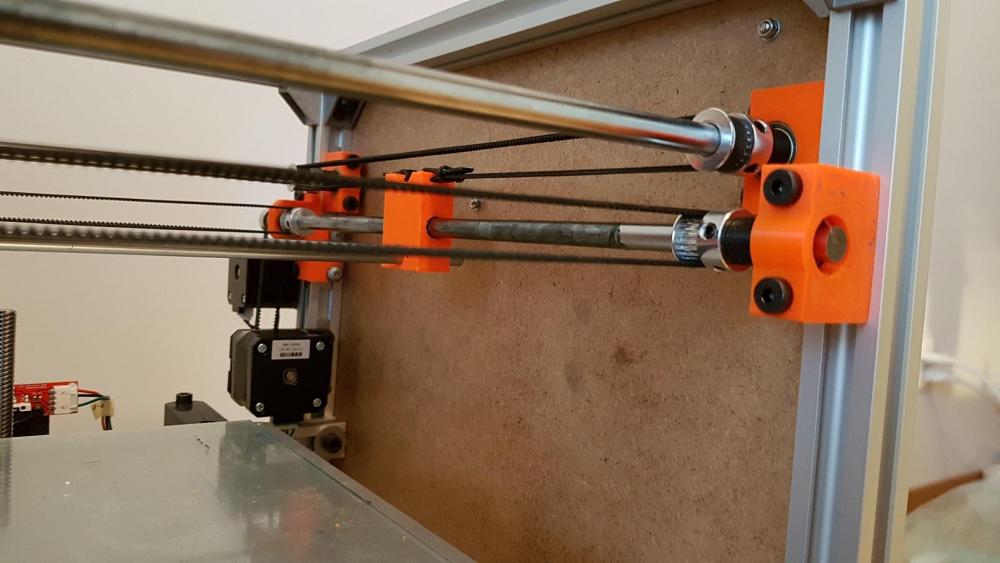
Yo les artistes Papou tu nous fais des œuvres d art la ! J ai avancé un peu la mise au propre. Y en a encore.... Je pense mettre une chaîne pour les câbles du hot bed car c est vraiment mal fichu. Pas pu les cacher dans les goulottes . Le bouton en façade pour les arrêts d urgence @maeke . Bon lundi a tous
 1 point
1 point -
Dans l'absolu, un simple PLA est plus rigide que l'ABS pour ce type d'application. Et comme cela a déjà été précisé, la déformation dépend de la conception. Exemple, l'acier c'est très rigide, mais souple, on lui donne des formes pour le rigidifier, profilé, IPN, etc... Le carton c'est tout mou comme du papier, si on l'alvéole pour le rigidifier, un éléphant peut monter dessus ! Dépendant du sens des alvéoles bien entendu. Pour le PC, pas convaincu qu'une CR-10S soit capable de l'imprimer, les températures seront trop limite.1 point
-
Joyeuse Pâques [emoji1] Envoyé de mon ONEPLUS A3003 en utilisant Tapatalk1 point
-
Qu'il utilise un moteur adapté et un variateur de vitesse tous fait. Si le but de l'exercice est de fabriquer du filament qu'il ne se casse pas la tête à faire la gestion moteur... Moteur : http://www.ebay.fr/itm/Three-Phase-0-18kw-Motor-and-Worm-Gearbox-140rpm-output-14mm-Hollow-Bore-14Nm-/332276985254 Variateur de fréquence : https://fr.aliexpress.com/item/0-75KW-inverter-VFD-220V-VARIABLE-FREQUENCY-DRIVE-INVERTER-1-phase-input-3-phase-output-220v/32760692390.html Si il est bloquer depuis au moins le 9 janvier sur ce souci, il est pas prêt de sortir un filament portable. Le filament en sortie de buse ne peut pas être simplement enroulé sur une bobine, sauf dans le cas de la machine d'Ecoset qui par sa petite vitesse n'a pas ce problème (ce n'est pas une critique, c'est un constat), il y à forcément une gestion ensuite, dans l'industrie le filament est étiré, un moteur asservi sur la diamètre permet d'avoir un filament avec un diamètre assez constant. Sur ma machine j'utilise la gravité pour étiré le filament et un asservissement moteur par caméra, dans le cas de Filastrudeur l’asservissement moteur est réalisé par une ligne de LDR. Tous ça pour dire qu'il y à du boulot autre que la gestion moteur...1 point
-
Bonjour Je partage ma réalisation de boite UV. Je suis parti de ça : https://fr.aliexpress.com/item/DC12V-5M-Roll-Non-Waterproof-300LEDs-3528SMD-60led-m-Flexible-LED-Ultraviolet-Purple-UV-Strip-Light/2037517485.html?spm=a2g0s.9042311.0.0.zOpEa2 Une boite de m&m's plus tard





 1 point
1 point -
C'est pour ca les pubs que je reçois pour des agrandisseur de penis, c'est ciblé Je bosse dans l'informatique, ca fait bien longtemps longtemps que j'ai pris conscience de ce soucis. Perso aucun reseau social et autohebergement des mails en autre.1 point
-
Buste de Femme en voronoi : taille 100% soit ~16cm de haut Imprimer à 65% en vitesse - 200 micron - 0 % remplissage PLA noir G3D Le plus galère c'est de prendre une photo


 1 point
1 point -
Hello, Voici quelques sujets susceptibles de vous intéresser pour bien débuter votre incursion dans l'univers de l’impression 3D. A) Les indispensables : Brancher son imprimante en USB sur un PC Windows Comment choisir et formater sa carte sd ou sa clé usb, ou ici Le réglage des axes Z Le réglage du plateau Le réglage des moteurs Comment bien monter son bloc de chauffe / hotend Calibrer son imprimante avec Superslicer deux, trois choses à vérifier quand l'extrusion n'est pas celle attendue. Le livre blanc de l'impression 3D Le glossaire de l'impression 3D B) C'est bon à savoir : L'impact de la qualité de vos bobines sur vos impressions Diamètre de buse et qualité d'impression La lubrification des roulements Le stockage des bobines Fonctionnement de l'extrudeur C) Au cœur du sujet : Trouver des objets à imprimer Les techniques d'accroche Un sondage sur ce que font les membres du forum pour que leurs impressions tiennent sur le lit. D) En attendant que votre impression se termine : Un peu de lecture sur la découverte de l'impression 3D <--Nouveau Quelques généralités sur la mécanique Step by step autour des moteurs pas à pas1 point
-
Hello, Vous trouverez ici quelques sujets vous permettant d’améliorer votre imprimante et vos impressions : Régler les vitesses et accélérations de votre trancheur (sous PrusaSlicer) Installation de TL-smoothers Installation d'anti wobble Amélioration du guidage Installation de tiges trapézoidales titi's tuto : astuce pour nettoyer l'extérieur des buses L'orientation d'une pièce durant son impression conditionne sa solidité Paramétrer un RAFT facile à enlever Améliorer la fiabilité du 3DTouch1 point