Classement


.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)

Contenu populaire
Contenu avec la plus haute réputation dans 18/06/2018 Dans tous les contenus
-
j'ai un BAC AS. . . Mat Sup et HEC !2 points
-
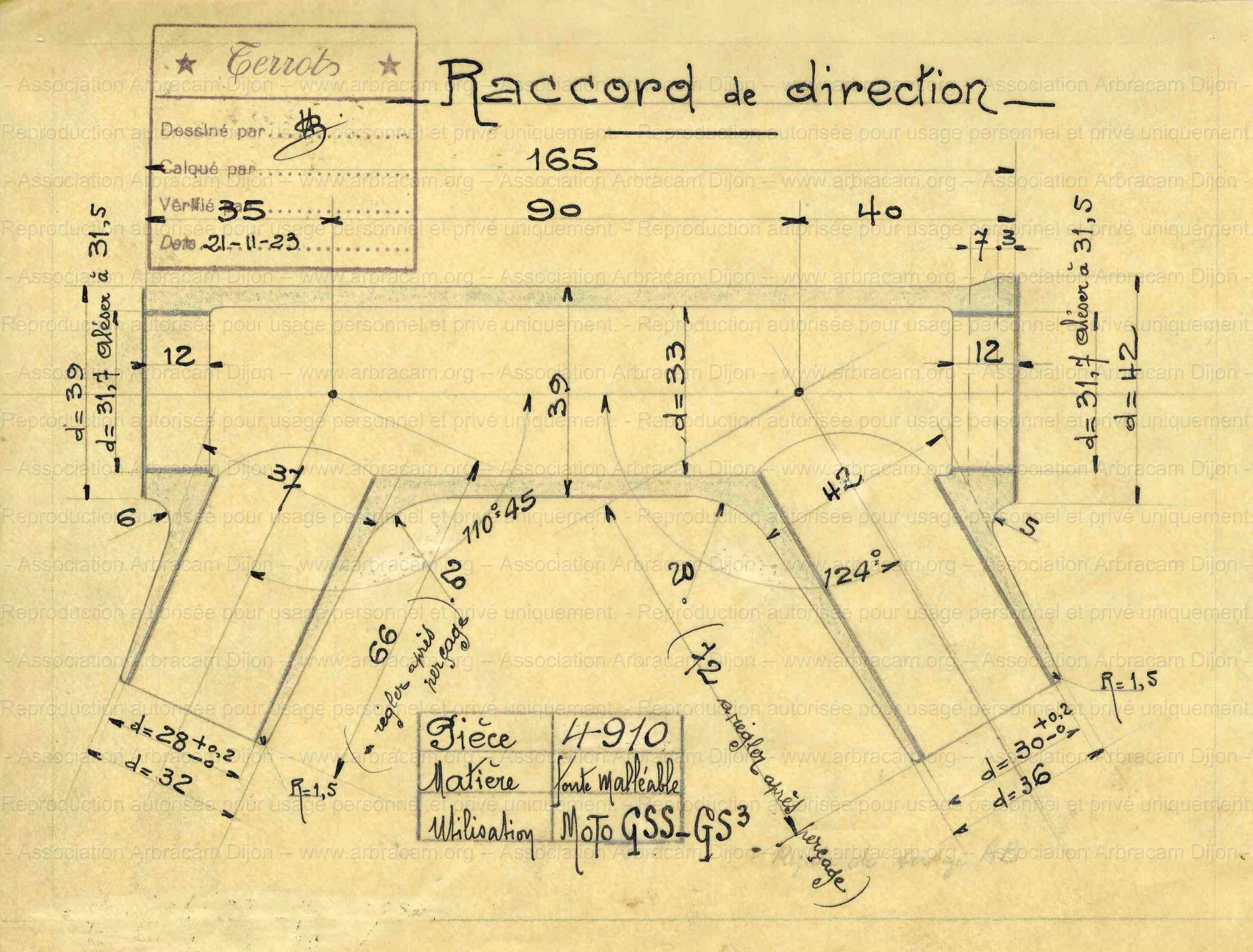
Je me réponds à moi même car tous les fichiers ne passaient pas.... Voici certains des plans de départ....
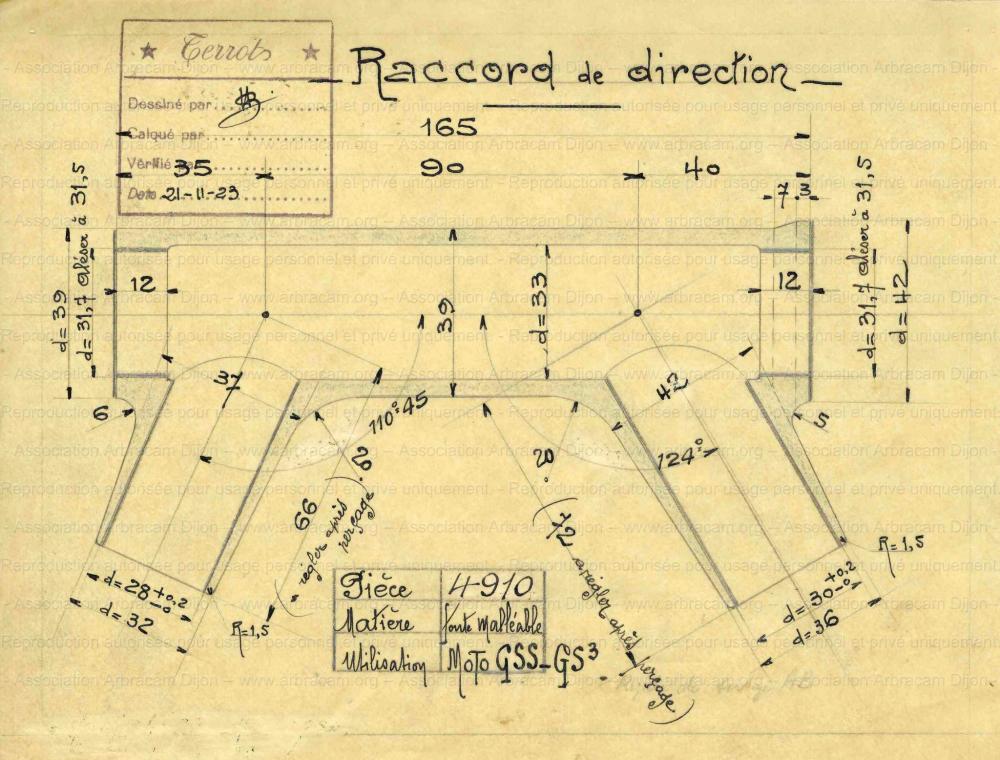
Basedecadre1923JPEG.thumb.jpg.99bf68e9c47df104a73edef6c6013273.jpg) 2 points
2 points -
Découverte de l'impression 3D L'histoire de l’impression 3D On pourrait croire que l'impression 3D est une technique nouvelle, car on entend parler de cette nouvelle révolution industrielle et de consommation que depuis l'année 2009. En faite à partir de cette date le brevet autour de l'impression de plastique est passé dans le domaine public, ce qui veut dire plus de concurrence et donc une baisse des prix, des projets Open Source, une communauté d'entraide plus importante et leur simplification d'utilisation. Depuis des imprimantes chinoises qui utilisent des technologies Open Source sont arrivées sur le marché, ont gagné en qualité tout en tirant les prix vers le bas. L'impression 3D existe depuis bien longtemps, cela a été inventé par l'américain Chuck Hull en 1983 lorsqu’il travaillait à 3D Systems. D'autres prototypes avaient été réalisés avant, mais les résultats n'étaient pas convaincants. L'impression à l'époque ne se faisait qu'en résine. Chuck Hull l’inventeur de l’impression 3D En 1989 S. Scott Crump co-fondateur de Stratasys inventa et déposa un brevet sur l'impression 3D par déposition de plastique (qui sera expliqué dans ce cours). 20 ans après en 2009 le brevet fut retiré, le projet Prusa né de l'initiative RepRap (imprimantes Open Source replicative qui peuvent partiellement se fabriquer elles-mêmes) avait débuté. La Prusa est une imprimante Open Source qui par son créateur compétent Josef Průša a réussi à réunir des dizaines d'équipes d'ingénieurs autour de son projet pour améliorer son imprimante en FDM. Les avancés sur cette imprimante ouverte ont permis à d'autres imprimantes de les utiliser, de les modifier et de les proposer pour moins cher en particulier pour leurs différents "clones" chinois. Le fonctionnement Il y a plusieurs technologies d'impressions, mais deux très utilisés: La plus populaire, abordable et pratique est l'impression en FDM pour Fused Deposition Modeling qui pourrait se traduire par la modélisation par déposition de matière fondue. Cette matière c'est du plastique, sous la forme d'un filament qui va être chauffé à environ 210 degrés puis ressortir par une buse qui peut se déplacer sur les trois axes 3D. Elle va déposer le plastique fondu qui va refroidir rapidement et se solidifier. Les couches atteignent en moyenne un niveau de précision maximale de 100 microns (0.1 mm). Il y a plusieurs plastiques différents, le plus utilisé est le PLA qu'on appelle aussi bioplastique. Il est écologique, il provient de l'amidon de maïs, il est biodégradable et recyclable (on peut le faire fondre pour en refaire du filament). Le PLA coûte environ 20 euros le kilo. Rassurez vous vos impressions 3D seront très légères et creuses, avec 1 kg vous pourrez faire beaucoup d'impressions. L'autre technique c'est l'impression 3D par résine ou SLA pour Stereolithography. Une résine sensible à la lumière ultraviolette (UV) est utilisée. Dans un bac avec de la résine protégé des UVs extérieurs, un plateau va plonger dedans et des rayons vont venir solidifier la résine dessus. Le plateau monte et une nouvelle couche de résine sera solidifiée. L'impression en résine est beaucoup plus précise que par fonte de plastique elle est d'environ 20 microns par couche, elle convient à l'impression de figurines détaillées. Par contre, elles sont très onéreuses et la résine est chimique, elle tâche et s'enlève difficilement, elle demande beaucoup de traitements après l'impression et peut fondre au soleil. La quatrième révolution industrielle L'arrivée de la première révolution industrielle qui est la machine à vapeur n'a pas seulement servi à faire avancer les trains, beaucoup de machines utilisaient ce moteur pour automatiser certaines tâches. Il fallait une quantité importante de charbon polluant et des gros tuyaux et vannes un peu partout pour évacuer les vapeurs. La seconde révolution industrielle fut l'utilisation de l'électricité beaucoup plus pratique que la vapeur pour alimenter les machines. La troisième révolution était l'arrivée de l'informatique, les ingénieurs, les dessinateurs industriels, les inventeurs ont pu profiter de cette technologie pour concevoir et inventer des pièces sans passer par le dessin minutieux au papier. L'informatique leur permet de lancer des simulations pour tester et animer leurs assemblages ainsi que la résistance des matériaux par calculs mathématiques rapides et automatisés. L'informatique a aussi contribué à réaliser des robots pour des tâches répétitives et l'assemblage. Et enfin la quatrième l'impression 3D, nous ne sommes pas encore complètement dedans, car elles sont abordables depuis peu, les imprimantes sont lentes, elles ne permettent pas encore une production en masse. Les pièces imprimées en plastique ne sont pas assez solides et les imprimantes de métaux et carbone restent encore trop onéreuses et nouvelles dans le domaine public. Mais les imprimantes même plastiques offrent des avantages importants pour le prototypage, elles sont très précises, souvent plus que ce que vous pouvez trouver dans une usine et cela directement chez vous ou une startup. En plus de cela les imprimantes ajoutent de la matière alors que les machines industrielles en retirent, il n'y a donc presque aucune perte, c'est économique et écologique (surtout en PLA). Le matériel à acheter Les critères pour choisir son imprimante Dimensions d’impression (Artillery Sidewinder X2 c'est le point le plus important, cela vous évitera d'avoir à imprimer en kit et d'avoir des pièces qui ne colleront peut-être pas bien entres elles. Prix (Creality Ender 3 V2 les imprimantes SLA demandent un budget conséquent, les imprimantes en FDM varient de 200 à 2000 euros. Certaines chères ne sont pas forcément plus simples à utiliser et plus avancées que les moins chers, elles avaient presque le monopole donc pouvaient gonfler le prix, aujourd'hui certaines sont anciennes, mais n'ont pas baissé de prix. La simplicité (Dagoma Neva de nouvelles technologies arrivent tout au long de l'année rendant l'impression 3D plus simple avec par exemple la calibration automatique de la buse par rapport au plateau (pour son élévation), le logiciel de préparation pour l'impression préconfiguré, la détection de fin de filament, la reprise après une coupure de courant, le changement automatique de filament, le mode pause. Pour la simplicité il y a aussi le fait que l'imprimante soit entièrement assemblée, partiellement ou pas assemblé (nommé DIY pour Do It Yourself). La Creality CR-10 est assemblée à 90 %. Précision (Elegoo Mars 3si vous comptez réaliser des figurines détaillées, il faudra vous tourner vers le SLA. Si par contre les figurines sont assez grosses, le FDM suffira. Le matériel Spatule: indispensable pour détacher facilement vos impressions du buildgrip. Elle est parfois fournie avec l’imprimante 3D, vous pouvez en acheter une autre plus grande ou un kit pour pouvoir détacher les impressions les plus grosses. Buildgrip/buildtak ou ruban de marquage: c’est un support qui va faciliter l’adhésion de votre impression au plateau. Il est très souvent déjà en place sur l’imprimante 3D. Pince coupante: utilisez-la pour retirer les supports. Scalpel ou ébavureur: il vous aidera à éplucher les bords pas très lisses, à retirer la colle séchée et à casser les supports. Je vous conseille d’utiliser des gants anti-coupure avec. Papier de verre (180, 320, 1000le papier de verre est à utiliser pour le ponçage de la surface de votre modèle et en particulier avant de passer à la peinture. Commencez avec un grain à 180 puis 320 pour polir. Une fois la peinture mise en place vous pouvez utiliser un grain à 1000 pour enlever les défauts et bulles de peinture. Marteau: certaines pièces imprimées ont été conçues pour s’imbriquer entres-elles à coup de marteau. Dans ces cas-là, imprimez votre modèle avec un remplissage renforcé. Peinture à maquette + set de pinceaux: la peinture à maquette tient bien sûr le plastique, sèche rapidement et ne nécessite bien souvent pas d’eau. N’oubliez pas d’acheter des pinceaux de différentes tailles pour différents niveaux de précision. Pour plus de facilité, peignez avant l’assemblage, cela permet aussi de ne pas mélanger les couleurs d’une pièce à l’autre. Ne peignez pas les parties qui ne seront pas visibles après que les pièces soient imbriquées entres-elles. Colle cyano ou epoxy bi-composant (moins cher): les impressions trop grosses sont souvent découpées en plusieurs pièces à coller. La colle vous servira aussi à réparer vos impressions. La communauté recommande sur les forums la colle cyano de la marque Crimson, en moins cher celle de Colle 21. La cyano reste en général chère, pour faire des économies vous pouvez utiliser de l’epoxy bi-composant. Aiguilles d’acupuncture: vous servira à déboucher la buse, entrez là dans la buse pendant qu’elle est à température pour faire fondre le plastique. Dans la Neva lancez un print puis mettez en pause pour la déboucher. Attention à ne pas vous bruler des chutes de plastiques fondus, vous pouvez prendre des gants isolants de la chaleur. Pied à coulisse: il vous permettra de prendre vos mesures pour concevoir vos pièces. Je vous conseille d’en prendre un digital. Conseils ponçage: éviter les supports et augmenter la précision d'impression réduit le temps de ponçage. Conseils peinture: si vous produisez régulièrement les mêmes pièces et utilisez les mêmes tons de couleurs pour des pièces entières à assembler vous gagnerez du temps, de l’argent à sélectionner les filaments colorés et vous n’aurez pas de perte des couleurs. C’est particulièrement utile pour une startup. Conseils colle: essayez d’éviter la colle au maximum en imprimant en bloc de pièces le plus possible. Si certaines pièces ont besoin d’être séparées, modélisez des trous et imprimez des tiges en plastique du même diamètre à enfoncer à coup de marteau (cela demandera qu’ils soient accessibles et des surfaces planes). Conseils pour déboucher la buse: faites chauffer l'imprimante à la température de la fonte du plastique puis passez l'aiguille d'acupuncture. Vous pouvez aussi utiliser l'option pour retirer le filament. Si la buse ne se débouche toujours pas, vous devrez changer la buse. Les logiciels à installer Les logiciels pour créer ses modèles Blender (modélisation – préparation c’est un logiciel libre et Open Source avec des outils de sculpture pour vos figurines. Vous pouvez faire des systèmes mécaniques avec, mais assez basique sans pouvoir tester les assemblages. Fusion 360 (tutoriel c’est un logiciel CAD ou de CAO en français (Conception Assistée par Ordinateur), c'est le logiciel le plus utilisé pour l'impression 3D de pièces mécaniques. Il vous permettra aussi de générer des filetages de vis et taraudages, des engrenages et de tester vos assemblages. Par contre, il est cher et utilisable que par abonnement à 40 dollars par mois ou 300 l’année. Les étudiants peuvent avoir une version gratuite pendant 2 ans. Sinon en gratuit vous avez FreeCAD. Format d'export: vos modèles doivent être exportés en .STL ou .OBJ. Vérifiez les erreurs: vérifiez que vous n'ayez pas de trous dans votre modèle ou d'autres erreurs, plus bas des conseils vous seront donnés pour corriger votre modèle. Conseils Blender: lors de l'export en .STL avec Blender, mettez dans les options du STL le scale à 10 pour que chaque case de la grille soit égale à 1 cm au lieu de 1 mm. Les logiciels pour préparer ses modèles à l'impression (slicers) Les imprimantes 3D ne peuvent pas directement lire vos fichiers 3D .STL ou .OBJ il faut passer par un logiciel qui va générer le manuel de fabrication pour votre imprimante que l'on appelle le G-code (ou un nom différent pour les technologies propriétaires). Le logiciel qu'on utilise pour ça est appelé un "slicer" (découpeur), voici ce qu'il réalise et que le G-code contient: il découpe votre modèle, l'épaisseur varie selon la densité des couches choisie. il défini le parcourt que de la buse et sa vitesse. il génère des supports pour les parties qui ont besoin d'être maintenues (c'est optionnel). vous devez indiquer la température, vous devez suivre les recommandations du filament utilisé. en bonus il peut aussi vous donner une estimation du temps, la masse (donc la quantité de filaments utilisés) et le coût de votre impression basé sur le prix divisé par la masse. Le slicer le plus utilisé: Cura: c'est le logiciel le plus utilisé, il est Open Source et certains fabricants comme Dagoma le propose en téléchargement préconfiguré pour leur imprimante (taille du plateau, température, précisions, vitesse). Préparer son modèle Blender pour l’impression Cette étape n'est pas obligatoire, car vous pouvez récupérer des modèles 3D sur internet, le site le plus connu est Thingiverse. Avant d’envoyer votre création dans Cura pour générer des supports et les différentes couches d’impression il faut que votre modélisation ou sculpture dans Blender ne comporte aucune erreur. Si vous avez modélisé dans un logiciel de CAO vous ne devriez pas avoir d'erreur. Combler les trous Votre modèle ne doit pas comporter de trou, par trous je veux dire face manquante. Vous pouvez les remplir facilement en entrant en Edit mode et en mode de sélection edge en pressant Ctrl + tab. Désélectionnez tout avec la touche a et dans le menu Select en bas, allez dans Select All by Trait > Non Manifold (non fermé). Les edges non fermés vont se surligner, appuyez sur f pour créer des faces et ainsi boucher les trous. Ensuite désélectionnez tout, faites à nouveau la sélection Non Manifold si d’autres edges sont sélectionnés faites x puis Edges. Les arêtes restantes sont des arrêts isolés qui ne permettent pas de créer de faces. Supprimer les doublons Il peut arriver que par erreur deux vertices se retrouvent au même endroit, il faut nettoyer le modèle en n’en gardant qu’un seul. Pour ça, sélectionnez tout avec a et faites la touche w un menu va s’ouvrir et sélectionnez « Remove Doubles ». Supprimer les intersections Il faut supprimer toutes les faces qui se chevauchent. Pour ça il y a un add-on dans Blender que vous trouverez dans File > User Preferences, dans l’onglet Add-ons, dans recherche tapez bool, vous verrez Bool Tool apparaitre cochez-le. Faites Save User Settings en bas à gauche puis fermez la fenêtre. L’add-on ne fonctionne qu’en object mode, alors pour supprimer toutes les intersections il faut entrer en edit mode, tout sélectionner avec a et faire p puis By loose parts. Revenez en Object Mode, sélectionnez tout et dans Bool Tools à gauche à Auto Boolean cliquez sur Union. Ensuite il faut générer de nouveaux edges, revenez en Edit mode, sélectionnez tout et pressez Ctrl + t pour utiliser l’outil Triangulate qui va générer des triangles sur tout le mesh. Réaliser son modèle en kit Pour les modèles trop gros, vous pouvez les découper avec un cube et un plus petit cube extrudé qui servira à emboiter les deux objets au marteau. Pour ça, créez un cube et un plus petit en sélectionnant la face, puis un Inset et une extrusion. Dupliquez votre modèle et le cube dans un autre layer pour l'autre partie de votre kit. Vous pouvez utiliser un troisième layer pour garder le modèle original et le cube. Sélectionnez votre modèle à découper, utilisez un Boolean modifier en mode Difference et sélectionnez le cube. Appliquez le modifier et supprimez le cube pour n'avoir qu'une partie: Pour l'autre côté sélectionnez le modèle dans l'autre layer et utilisez l'opération Intersect du Boolean modifier puis le cube et appliquez le modifier. Sélectionnez les faces à emboiter dans l'autre modèle et faites Alt + s pour shrink (rétrécir) le modèle: Génération du G-code sous Cura Lancez Cura et glissez votre ou vos fichiers .STL dans l'interface. Vous trouverez à gauche ou en bas à gauche (ça dépend si vous prenez une version modifiée de Cura pour l'imprimante) des icônes pour modifier l'échelle et la rotation. Il y a une notion importante à savoir pour chacune de ces options: l'échelle est au cube, si vous doublez la hauteur de votre objet, vous devez doubler en même temps sa largeur et sa profondeur donc vous faites 2x2x2 = 8 fois plus grandes et plus longue à imprimer. Un objet de 5 cm de haut imprimé en 1 heure en mettra 8 en faisant 10 cm. pour la rotation, rappelez-vous que votre modèle sera réalisé de bas en haut, évitez trop de pièces suspendues pour éviter un maximum les supports voir ne pas en utiliser du tout. Pour l'échelle je vous conseille d'entrer directement la valeur de l'échelle et de garder cette valeur si vous imprimez en kit. Un paramètre très utile avec l'outil de rotation est son icône pour mettre à plat, cliquez dessus une fois que vous avez orienté à peu près votre modèle pour que la plus grande surface plane soit à plat sur le plateau. À droite vous devrez paramétrer l'impression: La température: si vous avez pris une version modifiée de Cura vous n'aurez pas à entrer ce paramètre,mais juste à indiquer le filament parmi ceux recommandés pour l'imprimante. Le remplissage: creux, remplie à 17 % ou renforcé remplie à 33 %. La qualité: elle est définie par l'épaisseur des couches. Plus les couches seront fines plus l'impression sera longue. Les supports: vous pouvez ne pas utiliser de support, l'imprimante peut réaliser des parties en oblique peu maintenues, mais ne peut pas réaliser des "ponts". Vous pouvez utiliser des supports pour que tous les côtés touchent le plateau et des supports partout y compris à l'intérieur de l'impression. Améliorer l'adhésion (brim): vous pouvez cocher ce bouton pour ajouter une couche sous votre impression, à utiliser pour une pièce fine cylindrique à la verticale qui pourrait tomber ou horizontal qui pourrait rouler par exemple. Une fois configurée vous aurez une estimation du temps d'impression en bas à droite, si l'impression est trop longue réduisez le scale (une impression de 2-3 heures c'est une impression rapide, une moyenne dure 8 heures et 1-2 jours pour les plus grosses). Parfois la durée estimée est plus longue que la durée réelle de l'impression. Pour voir les différentes couches, support et remplissage cliquez sur le logo de l’oeil à gauche puis X-Rays (l'icône et son emplacement varient selon les versions de Cura). Vous aurez un curseur pour passer d’une couche à l’autre et vous verrez les supports. Le modèle est prêt, il contient les instructions pour l’imprimer, il faut maintenant exporter le G-code. Pour ça allez dans File > Save All > Save to File pour le format mettez .gcode. Transférer votre fichier dans une carte SD et vous devriez le voir après l’avoir inséré dans l’imprimante 3D en allant dans Print from SD card. Lexique Mode d’impression FDM: cela veut dire en anglais Fused Deposition Modeling traduisez modélisation par déposition en fusion. C’est le mode d’impression le plus utilisé qui consiste à faire chauffer une matière pour la rendre liquide une fraction de seconde. FFF: c'est la traduction française de FDM qui veut dire Fabrication par Filament Fondu. SLA: SLA désigne normalement un type d’impression en résine, car il y a plusieurs techniques, mais on l’utilise globalement pour désigner l’impression à partir de liquide sensible aux rayons ultraviolets. Matériaux ABS: ce plastique est vendu au même prix que le PLA, mais n’est pas biodégradable, est malodorant et doit chauffer à 230 degrés (donc plus dur à déboucher, car refroidie plus vite) c’est pourquoi je vous recommande de rester sur le PLA. PLA: c’est le matériau le plus utilisé, il s’agit d’un filament d'un bioplastique issu de l'amidon de maïs et biodégradable. Sa taille la plus commune est de 1.75 mm, vendu souvent à 20 euros le kilo. Il faut le chauffer à environs à 210 degrés. Le minimum est de 180 degrés pour le faire fondre et 230 pour déboucher l’imprimante. Composants Bed: c’est le plateau sur lequel est imprimé le modèle, il est chauffé à 50 ou 60 degrés environ pour ne pas refroidir que le filament refroidissent trop rapidement, cela permet aussi de décoller son impression plus facilement. Le PLA n'a pas besoin de plateau chauffant, car il font à une température "faible" à 210 degrés, les imprimantes qui ne permettent que d'imprimer ce type de filament n'ont pas de plateau chauffant. Extruder: extruder ou extrudeur en français est le bloc qui va recevoir le filament, le chauffer et le déposer fondu sur le plateau. Il est relié à des rails pour se déplacer dans différents axes. Filament: le matériau utilisé en FDM, souvent du plastique, mais il peut y avoir des filaments de carbone, de bois et de plastique souple. Nozzle: désigne la buse en anglais, c’est la pointe qui chauffe et dépose le matériau en FDM à environ 210 degrés pour du PLA. Vocabulaire d’impression Brim: le brim est une couche intermédiaire entre le plateau et votre impression 3D qui aide à l’adhérence et à décoller votre impression avec une spatule. Il est généré dans le logiciel Cura automatiquement en activant cette option. Infill: c’est l’intérieur de votre sculpture 3D, vous pouvez régler dans les logiciels de préparation pour l’impression la densité de remplissage de l’intérieur, cela va modifier la solidité, mais allonger le temps d’impression et la quantité de plastique utilisé. Je vous conseille une impression dense pour les pièces mobiles (engrenages, etc) et celles à impriquer à coup de marteau. Raft: une base plus épaisse que le brim pour améliorer encore plus l'adhésion. Supports: les supports maintiennent l’impression, certaines parties suspendues ne peuvent pas être imprimés sans. Ils peuvent se casser à la main ou à l’aide d’outils comme une pince coupante et lime. Parfois la génération de supports n’est pas obligatoire, ça dépend de la forme et si vous estimez qu’il y en a besoin d’un. Formats de fichier G-code: le G-code est un « guide de montage » que génèrent des logiciels comme Cura pour indiquer à l’imprimante comment concevoir le modèle, ses dimensions, les réglages à utiliser. Des imprimantes aux technologies propriétaires utilisent un autre format. STL: c’est un format utilisé pour exporter des modélisations 3D depuis un logiciel de CAO (Conception Assistée par Ordinateur), modélisation 3D et sculpture. Il faut envoyer un fichier .stl à Cura pour en faire un .gcode.1 point
-
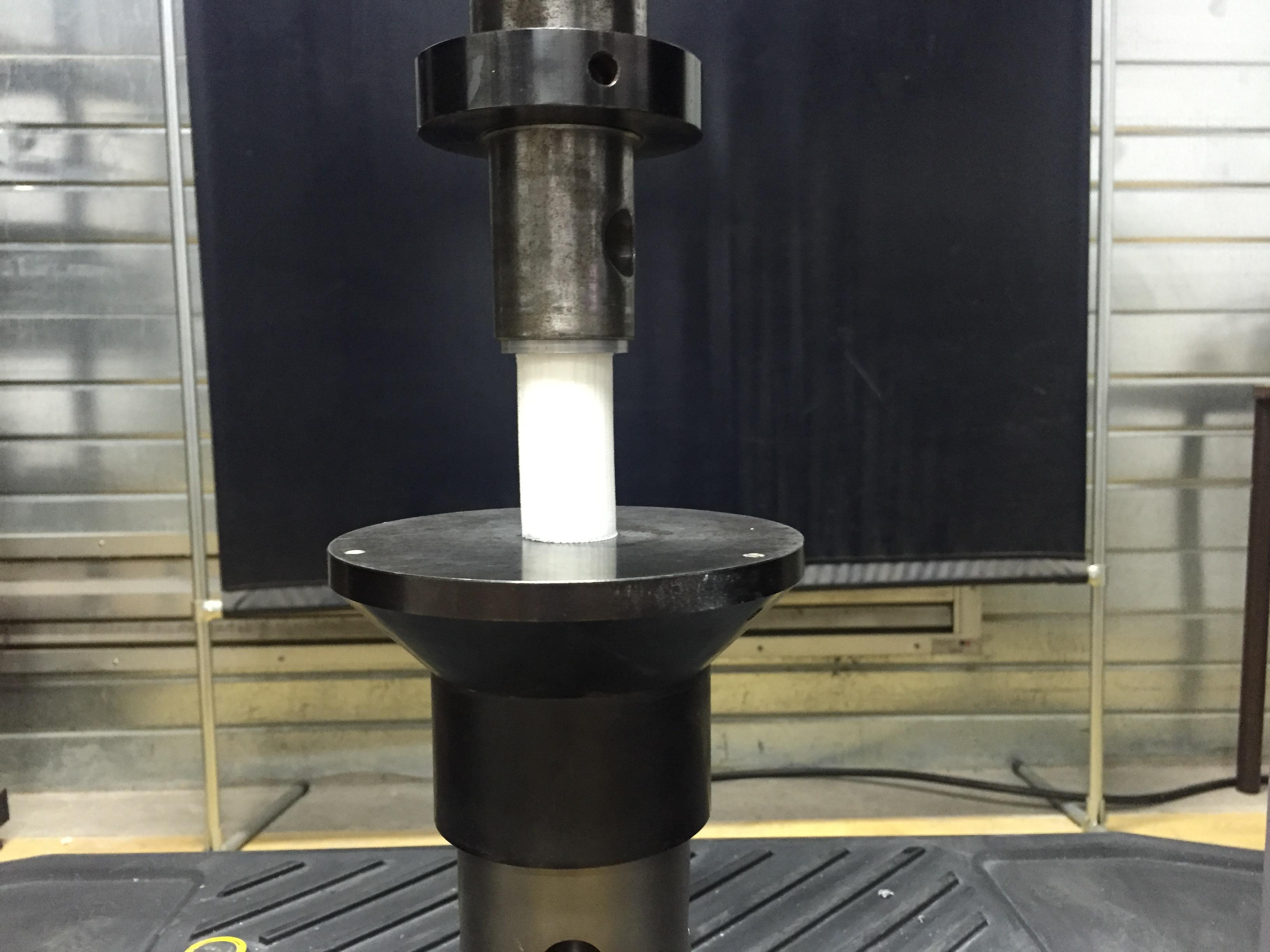
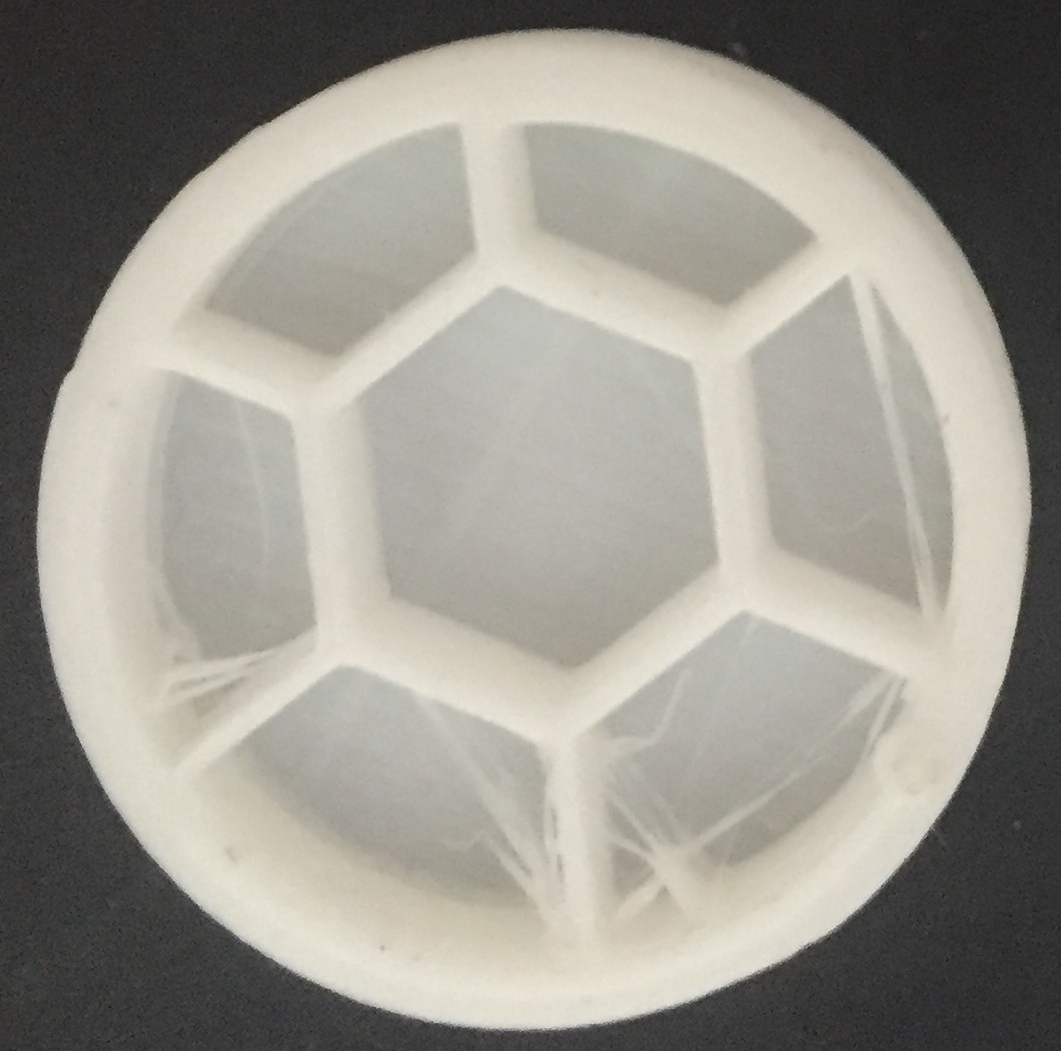
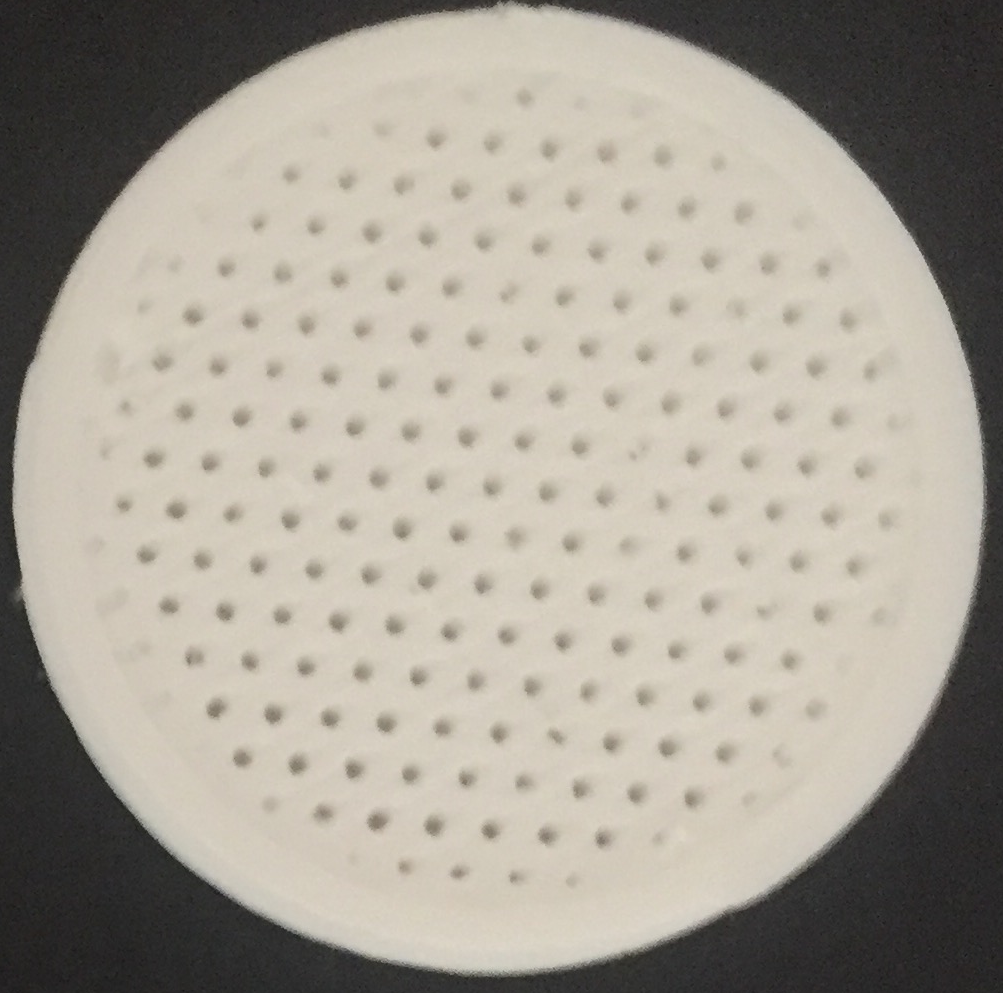
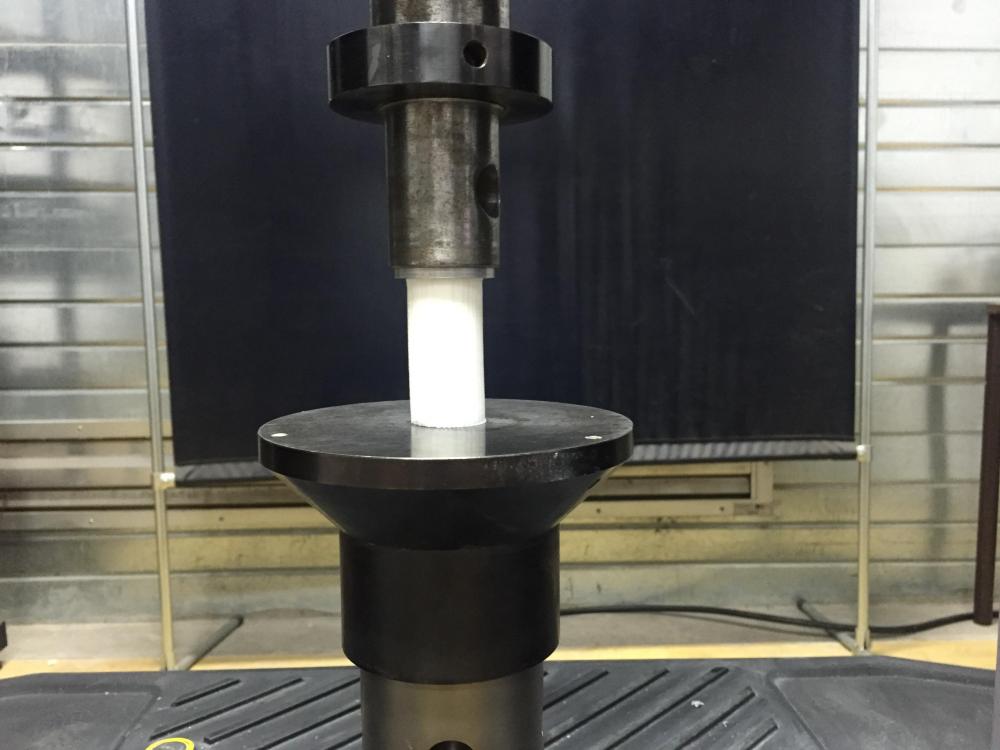
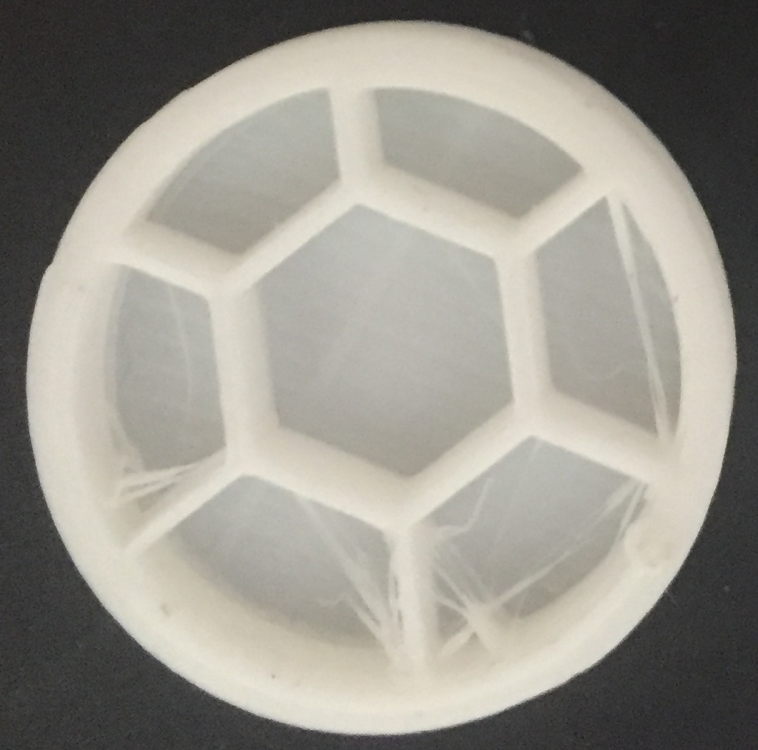
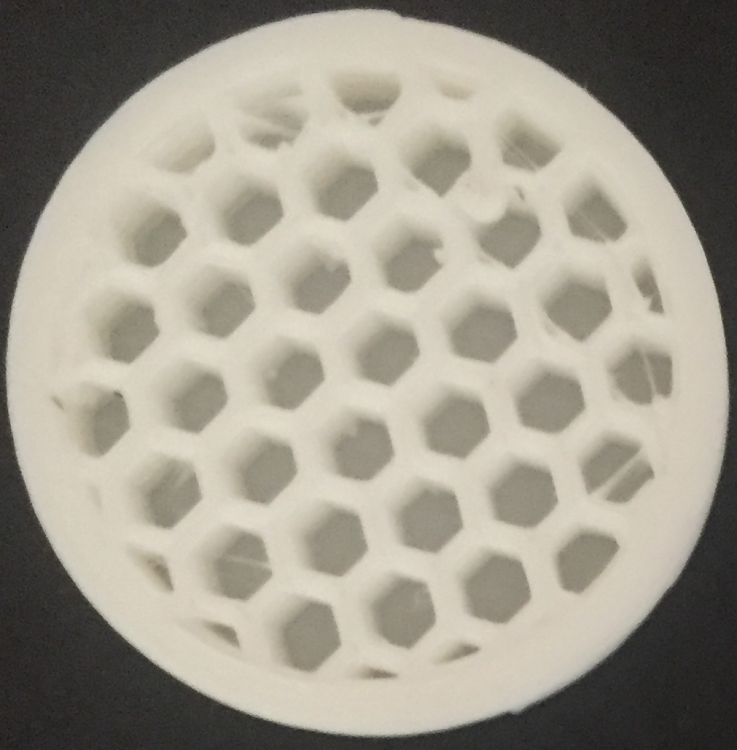
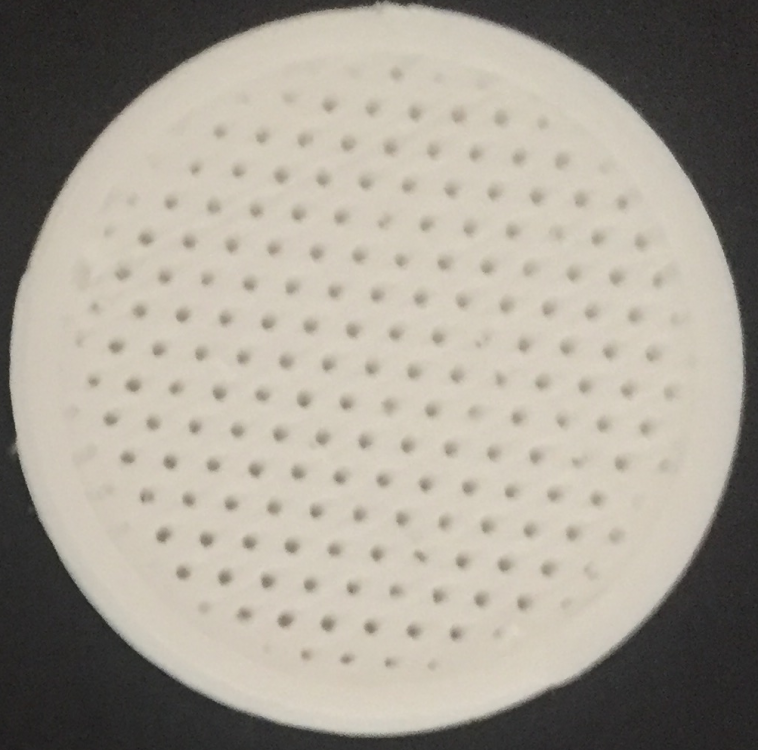
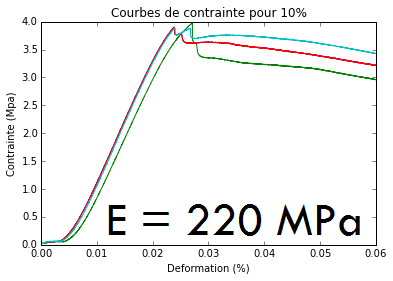
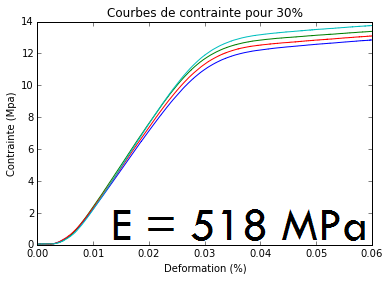
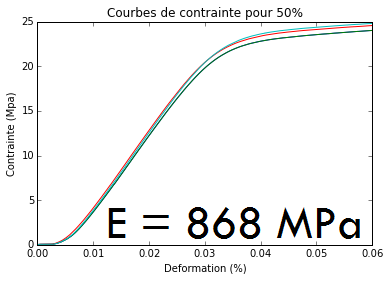
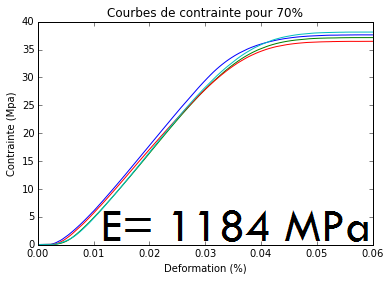
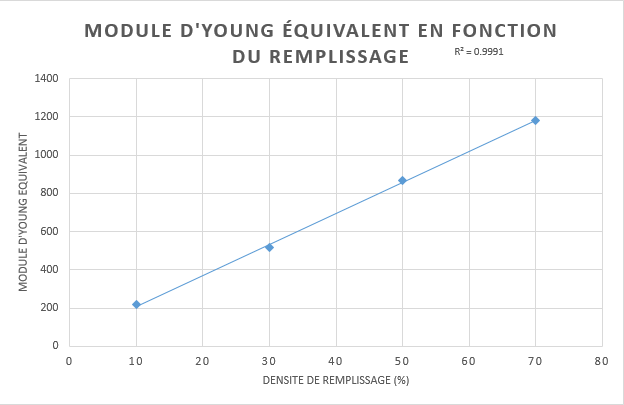
Bonjour, dans le cadre de mes études j'ai décider de réaliser des compression d'éprouvettes de PLA imprimées en 3D pour savoir s'il y avait un taux de remplissage privilégié. J'ai voulue vous partager mes résultats, le sujet est un peu long mais j'espère qui vous intéressera . Pour réaliser cette expérience je suis allé dans un laboratoire de recherche sur les matériaux : Le but était de déterminer s'il y avait un taux de remplissage limite au-delà duquel il n'était pas rentable de remplir plus les pièces imprimées. Pour ça, comme j'avais pas forcément énormément de temps sur la machine, j'ai testé 4 taux de remplissage différent à partir d'une géométrie hexagonale : 10% / 30% / 50% / 70% (coupe transversale) Comme on peut le voir sur les coupes, l'échantillon a 10% n'a pas beaucoup de contact avec la surface latérale (périphérie) et cela se traduit qualitativement par une rupture non linéaire de cette surface latérale assez rapidement et une perte total des propriétées mécanique après rupture. Tandis que pour les autres taux de remplissage (30% , 50% et 70%) , la surface latérale reste intact même après rupture et donc toutes la matière interne se condense / se tasse à l'interieur de l'éprouvette, subissant une déformation uniquement selon la hauteur. Le diamètre de l'éprouvette reste inchangé. ==> on a une conservation des propriétées mécanique même après rupture. Cela se confirme par les courbes ci-dessous, avec le module d'Young (E) déterminé par un calcul de pente lors de la première phase de contrainte, la phase d'élasticité. courbes de contrainte (1courbe = 1 éhantillon) Que nous disent les courbes ? cela confirme nos observations qualitative. En effet, les courbes pour 30,50 et 70% on exactement la même allure, seul leur pente et donc leur module d'Young diffère. On remarque pour ces courbes que, après rupture de la courbe (donc de nos échantillons), on conserve une pente croissante qui confirme également une conservation des propriétées mécaniques après rupture, puisque cela montre que l'échantillon montre encore une résistance face à la machine. Les observations pour 10% sont également confirmé par ces courbes puisque l'ont voit que les courbes font un peu chacune leur vie après une chute nette de contrainte ce qui montre la perte des propriétées mécaniques. Les courbes nous révèle en plus l'aspect aléatoire de la rupture pour les échantillons à 10% puisque l'on peut voir le point de rupture se fait jamais au même point de déformation alors que pour les autre taux de remplissage, les courbes sont très similaire. Pour l'anecdote, le technicien du laboratoire m'a confirmé n'avoir jamais vu des courbes aussi rapproché pour différent échantillons. On a donc une régularité des propriétées mécanique à partir de 30%, alors que pour 10%, la résistance est incertaine, et on aime pas vraiment ça ! Que révèle alors le module d'Young noté E sur les courbes ? En physique, le module d'Young est déterminer par une relation de proportionalité, appelé loi de Hooke : où : est la contrainte, exprimé en MegaPascal (MPa) , c'est à dire la force appliqué à l'échantillon par rapport à sa surface. (rapport Force / Surface) est la déformation, exprimé en %, rapport de la différence de hauteur engendré par l'expérience sur la hauteur initiale () est le module d'Young, exprimé en MegaPascal (MPa) est une grandeur caractéristique des matériaux / échantillon testé. Comme le module d'Young n'est pas forcément très parlant à tout le monde, je vais vous donner un équivalent du poids nécessaire qu'il aurait fallu pour arriver à une rupture : 10% : 290 kg 30% : 940 kg 50% : 1670 kg 70% : 2600 kg Si je vous donnais l'équivalent en twingo, votre première remarque serait : Merde, c'est que du plastique ! Vous vous souvenez du but de l'expérience ? On voulait déterminer s'il y avait un taux de remplissage au-delà duquel il était pas rentable de remplir plus, il faut donc tracer là courbe qui exprime le module d'Young en fonction du taux de remplissage, à partir des 4 valeur que l'on à ici et essayer de voir si on peut remarquer si la courbe admet une rupture de pente notable. Et bien il se trouve que l'on obtient une courbe parfaitement linéaire, on peut supposer que l'on obtiendra éventuellement une rupture de pente au delà de 70% mais bon, 70% c'est déjà beaucoup. Donc quelles sont les conclusion de tout ça ? Au final, 10% est à proscrire ( si la pièce est soumise à une contrainte de compression plus ou moins importante, au quotidien pour des pièces quelconque, 10% peut amplement suffir) puisque on arrive à une rupture qui détruit totalement la pièce. On peut alors recommander 30% pour avoir des propriétées mécaniques régulière et qui peut encaisser une déformation sans forcément détruire le système. En revanche, sauf nécessité mécanique, il n'est pas nécessaire d'aller au delà, vous connaisez tous les contraintes en terme de temps d'impression et de coût en matière que cela engendre de monter à 50 ou 70% Cependant, il aurait été intéressant de réaliser de nouveau test entre 10% et 30% pour voir jusqu'où on pouvait descendre pour obtenir des résultats similaire. J'ai fait une machine pour des essaie de compression pour d'autres expériences lié à ces travaux, j'essaierais de le faire si j'ai du temps à perdre cet été . Voilà, j'espère que cela aura été intéressant, encore une fois je précise que les résultats obtenue sont par rapport à des pièces qui serait soumise à des contraintes, je ne dis pas qu'il faut bannir le remplissage à 10% pour tout type d'impression.




 1 point
1 point -
Il fallait la trouver celle-là Tu vas pouvoir faire de bonnes impressions maintenant.1 point
-
Pas de soucis, c'est bruyant "normal". Pour les bips bips, y a pas de coyote loup, c'est quand ton fil se rétracte, il me semble, pareil sur ma mienne à moi1 point
-
c'est pas faux1 point
-
a l’époque le prof m'a collé deux bons coup de poing sur l’épaule droite ça m'a fait du bien1 point
-
Bac f2 avec mention ab pour ma part.1 point
-
Moi z'aussi Moi je peux encore, même dans mon garage. D'accord, pas des gros.... Et la Commande Numérique, ça a été 20 ans de ma vie
 1 point
1 point -
Il y a même la cible sur le mur pour s'entrainer allongé sur son parquet ... Steam1 point
-
J'ai un CAP de mécanicien ajusteur, tournage, fraisage +un bac F1( les jeunes vous ne savez même pas ce que c'est un rotrhing 01!!!) Je pouvais a l'époque te faire un filetage au tour, mais ça c'était avant !! Hiiiii.. Pas de commande numérique à l'époque !! Ps: En 1977 Meilleur note de la classe !! Tout en aluminium Ne me croisez pas sous l'eau Tester et approuvé par moi
 1 point
1 point -
quand on a la place et la passion, c'est un peu un passage obligé.1 point
-
J'vais t'dire.... S'il la construit entièrement en 2040, elle va pas plier non plus, hein ! Epi l'intérêt de l'histoire, c'est que quand tu fais à ta sauce, tu fais comme tu veux1 point
-
bah les 2040 en trop il va nous pondre un truc avec....1 point
-
Voilà, sauf que @papa50 va se retrouver avec des barres de 2040 en trop et va devoir racheter des profils C-Beam1 point
-
Pareil ! Quand t'es au milieu du gué, que tu peux plus reculer, c'est OBLIGÉ de marcher mais t'en sais rien et t'es pas fier... Oui. Ou de squash si tu préfères. Y'en a à Décath, t'en auras pour 8 €uros Comme je connais rien au squash j'ai pris celles ac' le point blanc1 point
-
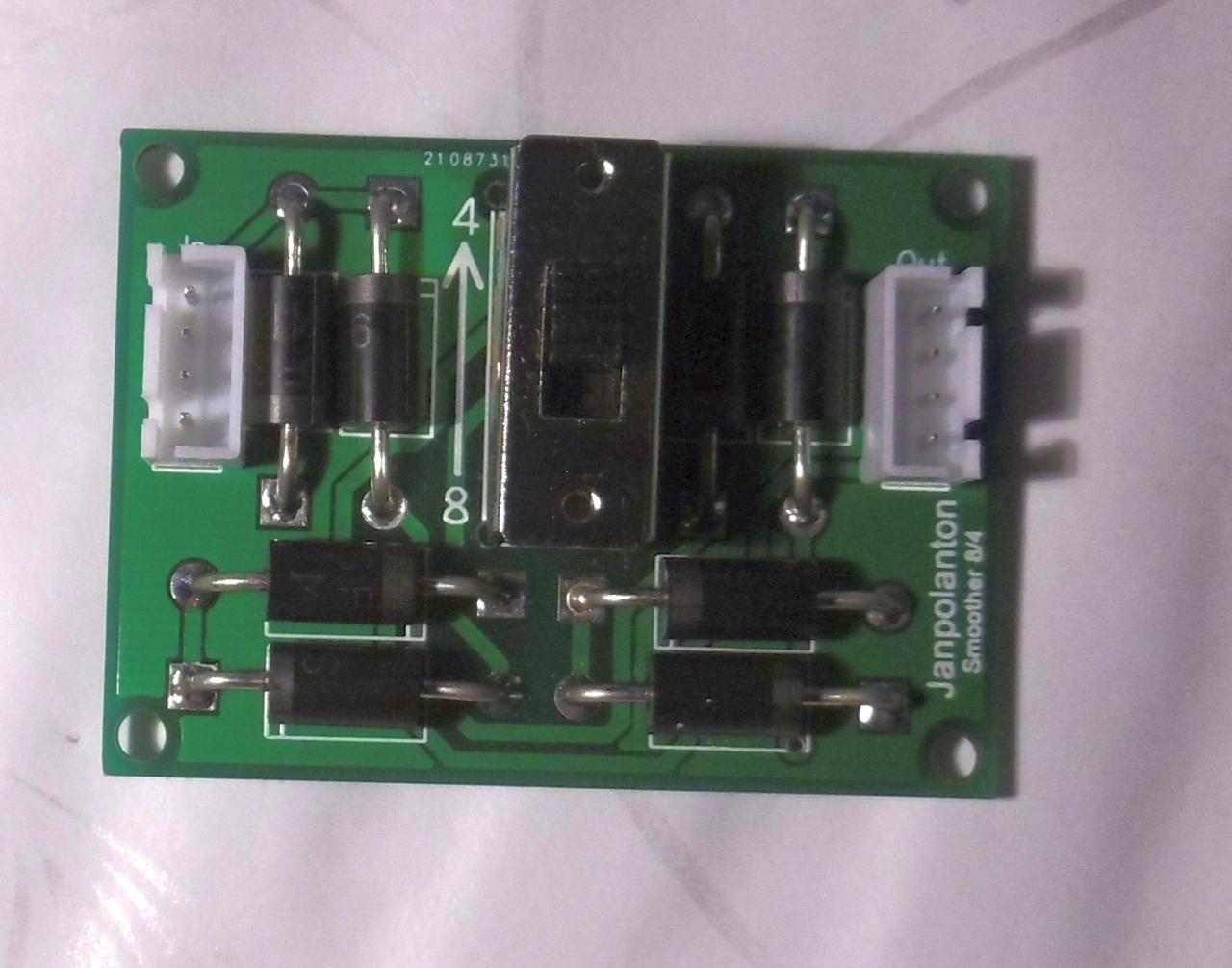
Petit up pour ceux que ça intéresse. J'ai tous les composants pour honorer mes commandes. Elles partiront au courrier de demain... J'ai câblé les modules de @pataboat et @papa50
 1 point
1 point -
Petit up pour ceux qui suivent.. J'ai reçu tous les composants pour l'envoi des kits et j'ai même câblé un module en exemple. Sauf que je joue encore de malchance car j'avais commandé 100 diodes en 2 lots de 50 mais les sachets que j'ai reçus n'en contenaient que 20. Résultat, il m'en manque 60 et je ne peux pas honorer tous mes envois (je ne peux faire que 5 modules sur 8). J'ai envoyé une réclamation au vendeur Aliexpress et comme j'ai payé par paypal, je ne me fait pas de soucis. Seulement, ça va prendre du temps... Je peux envoyer les 2 modules à @TheSchemer

 1 point
1 point -
Ah la vaaaaache, ça au moins ça va pas plier...... Tu pourrais presque faire du fraisage, sur un bâti pareil1 point
-
Non, et ça confirme ce que je pensais, soit tu as un bouchage partiel, soit ton extrudeur fonctionne mal.1 point
-
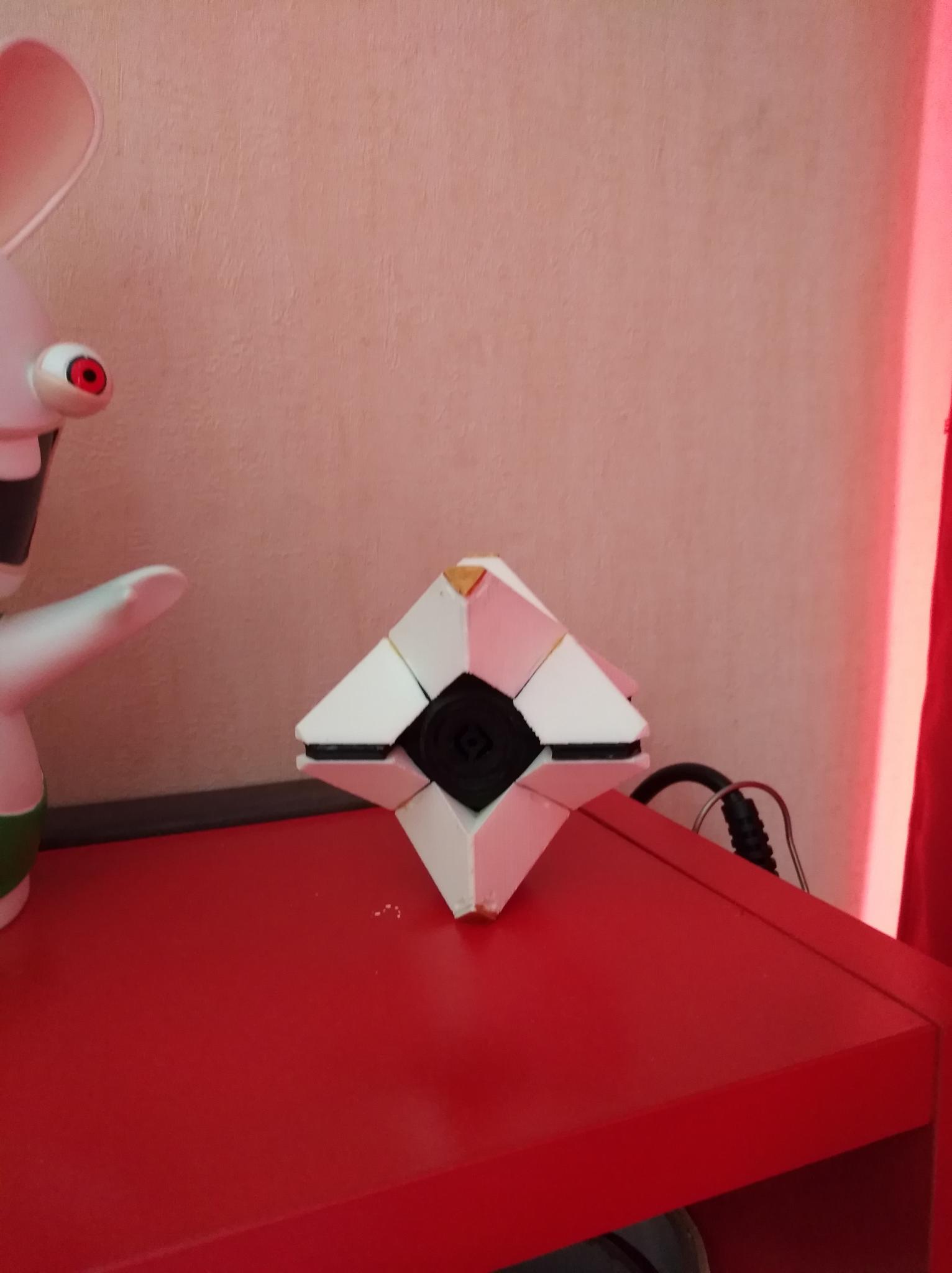
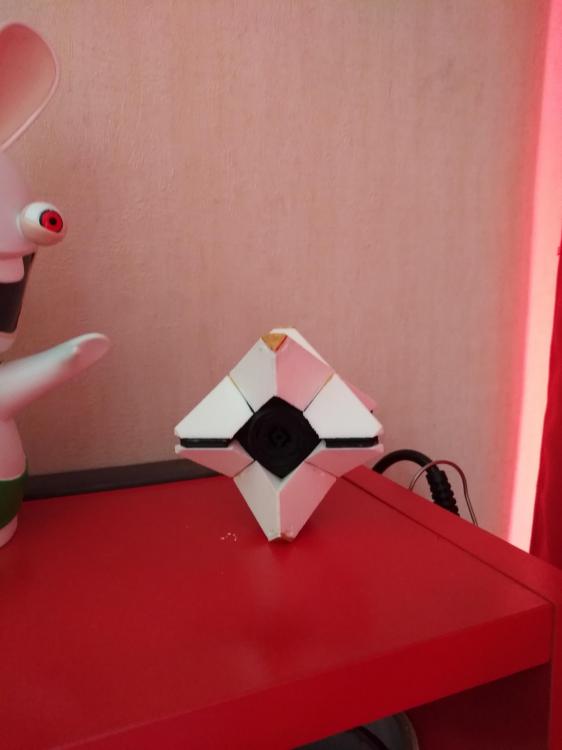
Bonjour les makers voici ma création,le revolver dernière Parole et le spectre du célèbre jeux Destiny. Il est en taille réel. Il a été imprimé en 6 parties en pla chromatik noir puis peint. je compte me lancés dans la reproduction d'autres armes dont le "gjallarhorn,le regne de suros et le chardon".

 1 point
1 point -
Marrant d'imprimer des pièces conçues il y a près de 100 ans1 point
-
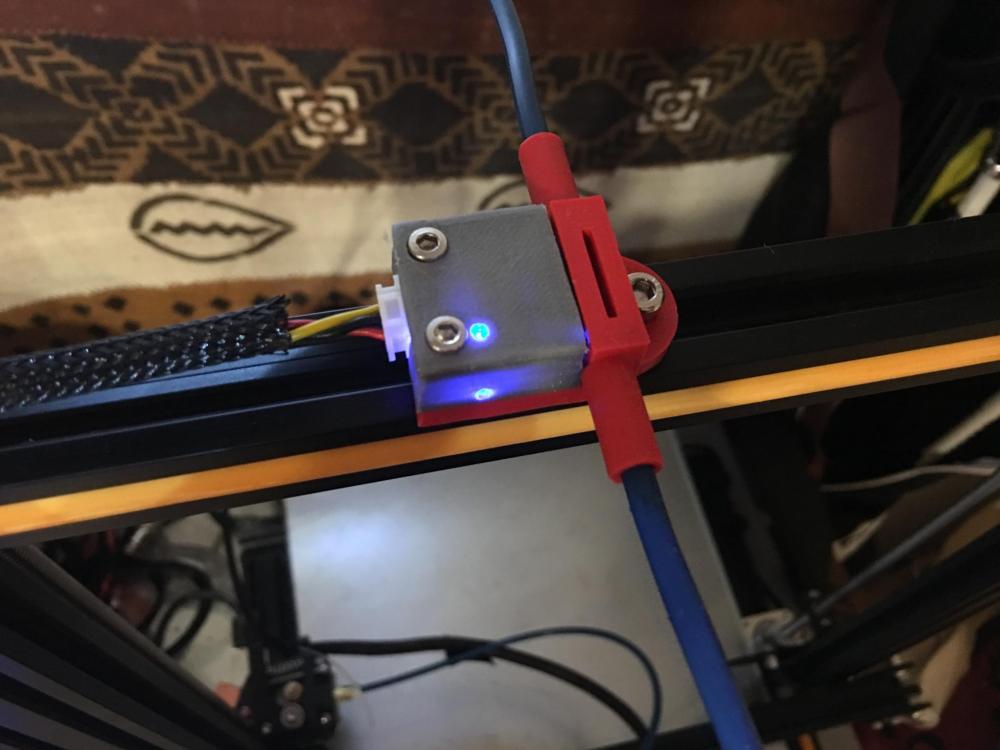
Le but pour moi est de le mettre en haut de l’imprimante pour alimenter mon direct drive! un bout de ptfe de chaque coté pour ecarter le fil et qu’il glisse bien.. print en 0,10
 1 point
1 point -
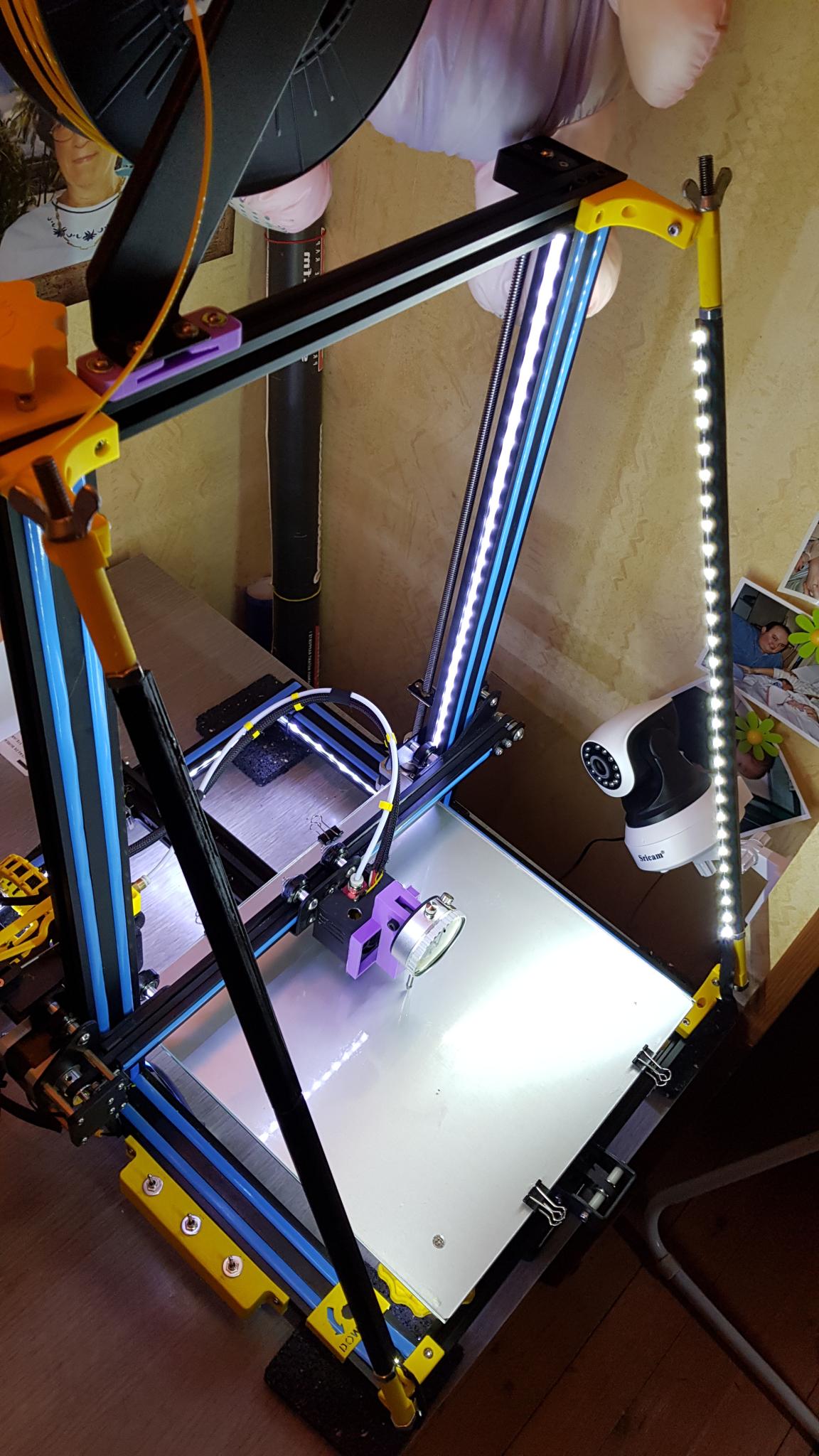
Voici la mienne avec ton kit également
 1 point
1 point -
ok c'est fait...1 point
-
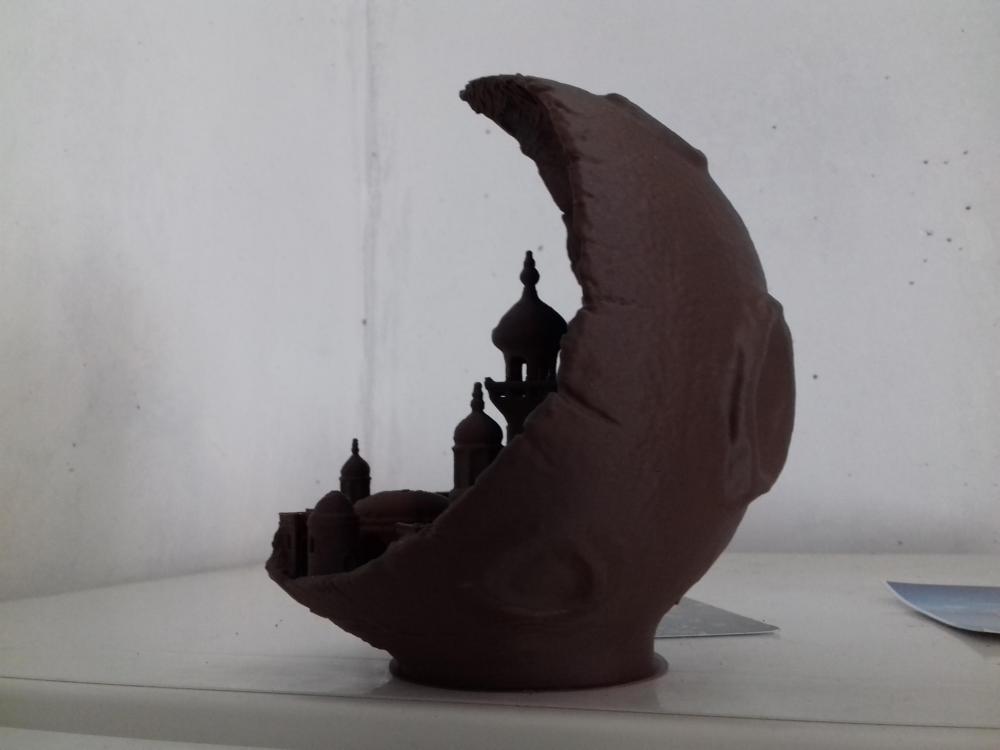
Bonjour à tous, Une impression de 14h environ en 200 microns en PLA Wood sans support " Le village Lune " J'ai plein de petit point à améliorer donc si vous avez des conseils ou des avis, je vous en remercie .....


 1 point
1 point -
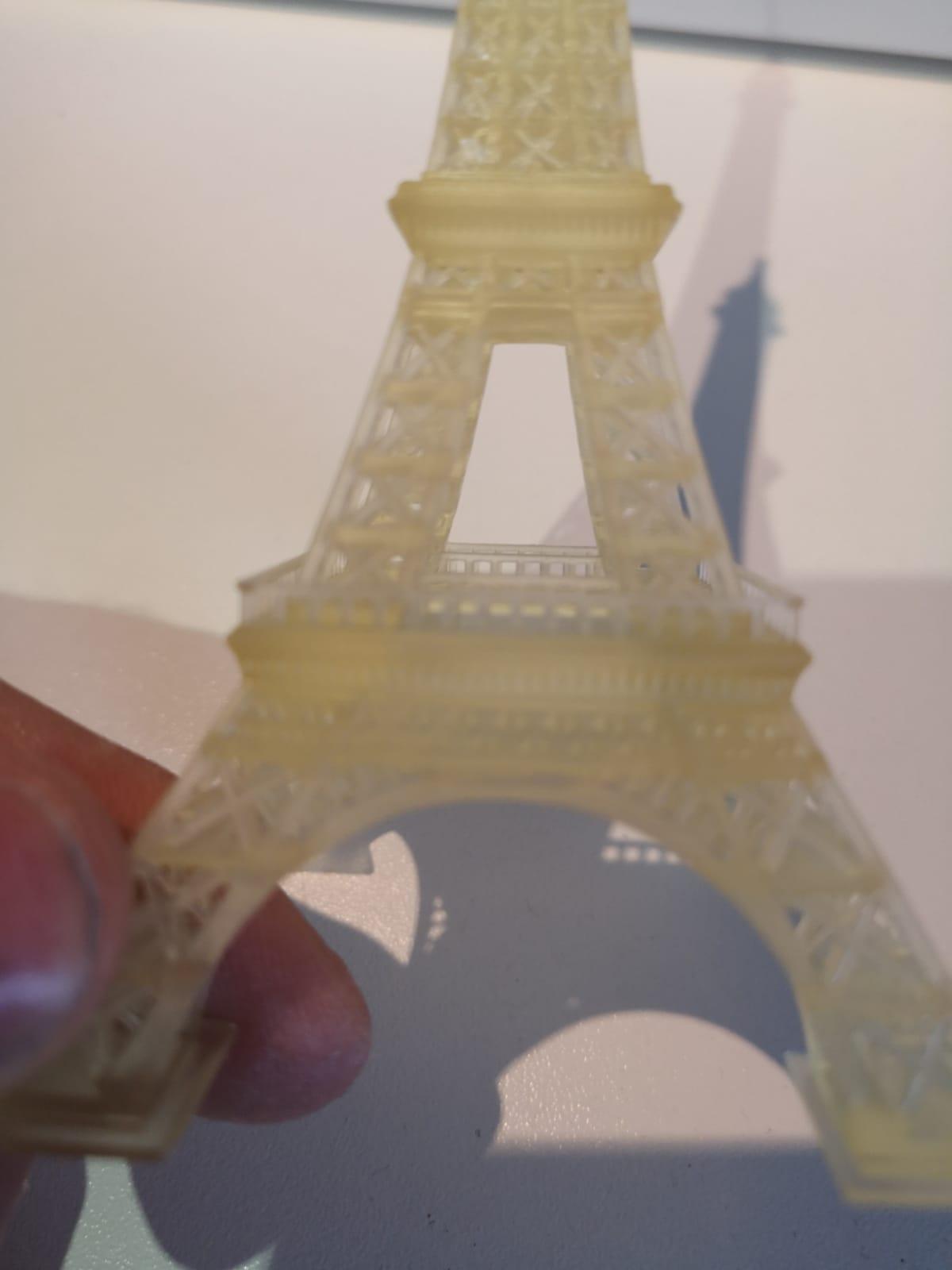
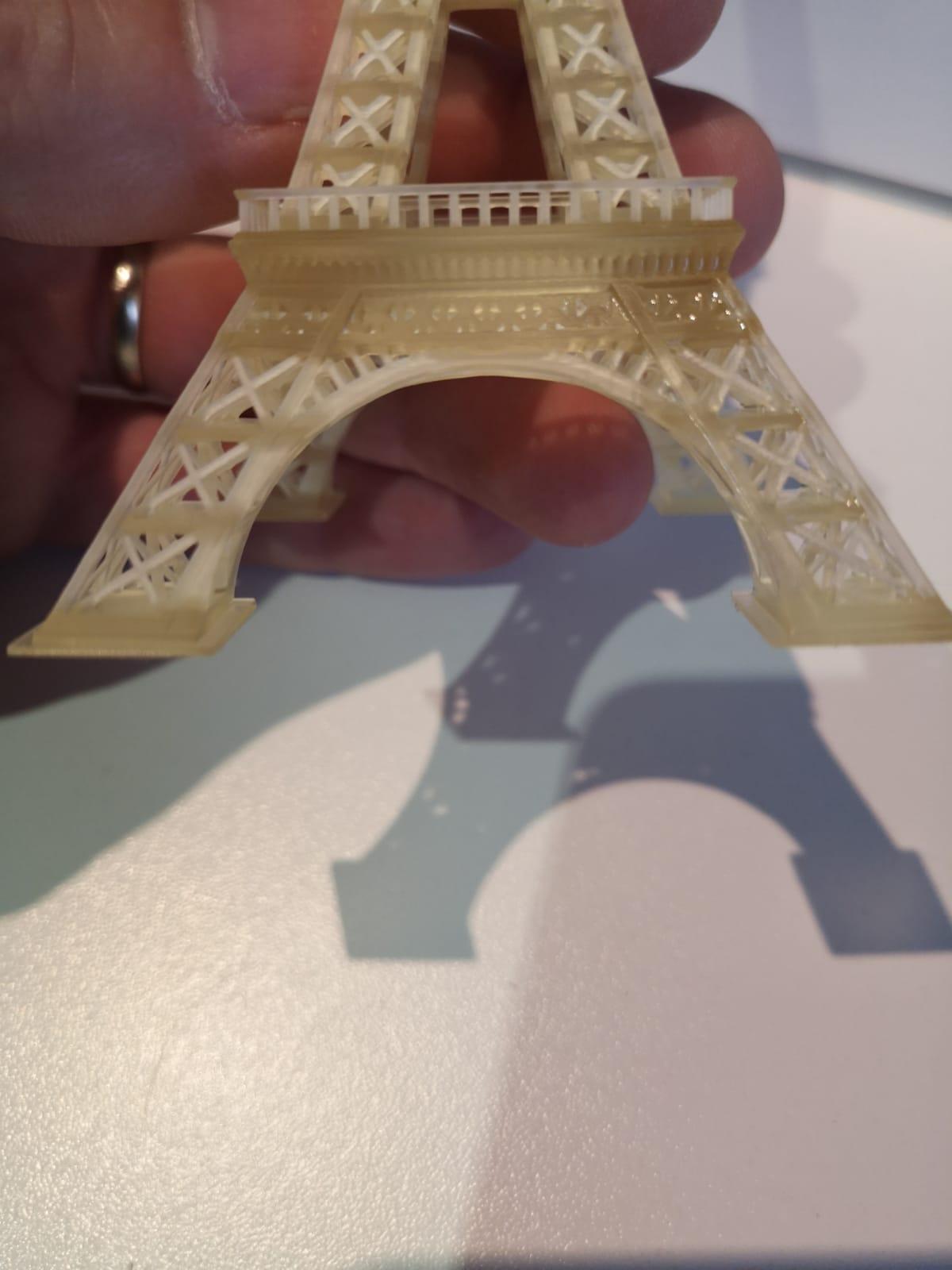
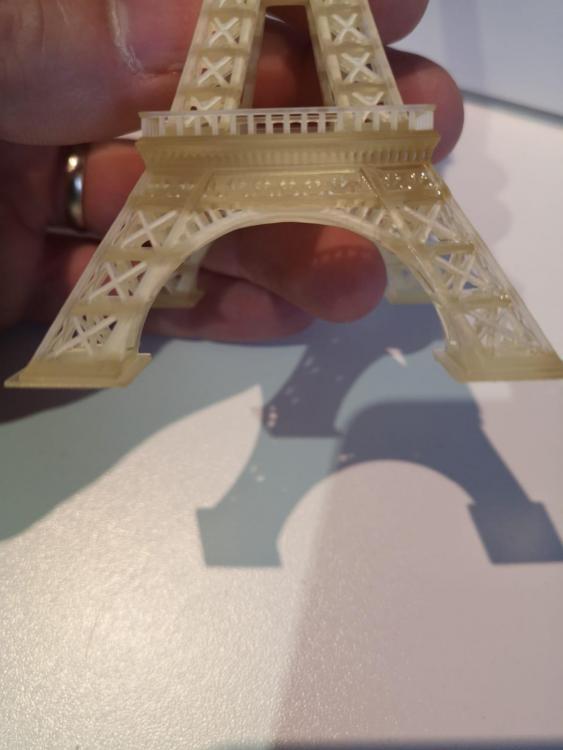
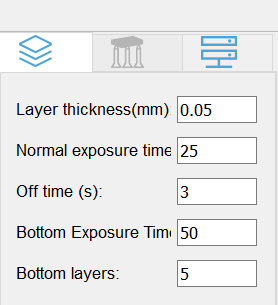
Voila le résultat de la tour eiffeil. Plutôt pas mal et assez difficile a prendre en photo autant de détails si petit. Imprimer en 0.05 avec les réglages citer ci dessus. Temps d impression 26 heures.




 1 point
1 point -
Impression en 300 microns.
 1 point
1 point -
comme je disais plus haut je tien a dire marci a @thsrp, @Francis., @-=biosuz=-, @Tircown, @azbloc, @Jean-Claude Garnier, @rmlc460 @Yo' @papa50 @mac1 point
-
Pour quelques dizaines d'€, tu te prends un Raspberry Pi et tu lui colles OctoPi dessus Car là, c'est un exotique comme configuration, entre le Mac, son connecteur Thunderbolt / USB-C, l'adaptateur USB-C -> USB, ... Peut-être qu'avec ce genre de câble, ça marcherait mieux (j'ai bien mis le conditionnel, hein) : https://www.amazon.fr/Cable-Matters®-USB-C-Imprimante-Scanner/dp/B00UUBRV9C https://www.inmac-wstore.com/cordon-usb-2-0-type-c-type-b-1-0-m/p7017668.htm Peut-être aussi un souci de driver : https://medium.com/@magbicaleman/connecting-the-anet-a8-3d-printer-to-your-computer-and-firmware-update-d29b93da81611 point
-
Hello, En l'état, jte dirais d'éviter ce genre de truc, ça m'a tout l'air d'être une énième copie de site type wish. Bref, je ne conseille pas.1 point
-
Bonjour à tous, je remet le post à jour. Dès demain c'est au tour de la ANYCUBIC MEGA I3 de se faire flasher. (Je n'ai pas de part chez eux) PRESQUE 30% de réduc C'est mieux avec un lien ; Mega I3
 1 point
1 point -
Il doit y'avoir un pb au niveau du detecteur de filament : c'est pour cela que ta tête revient comme si l'imprimante se mettait en pause/ puis reprise essaye sans le detecteur de filament, et /ou verifie les connectiques et /ou change de spool holder pour un ou le filament ne pourra pas passer sous la bobine (vérifie, c'est ce qui doit t 'arriver)1 point
-
Modération : @MoUnOrk05 effectivement... déplacé dans la section "bon plan"1 point
-
C'est vraiment bizarre ce qu'il t'arrive... Comme ces défauts arrivent aléatoirement, je pencherai pour un problème de faux contact. Vérifie le bon serrage de tous les fils (y compris dans le boitier) Au besoin, tire un peu sur les fils (imprimante arrêtée bien sûr) au niveau des connecteurs qui vont sur les moteurs, des fois qu'un de ceux-ci soit mal serti. Tient nous au courant.1 point
-
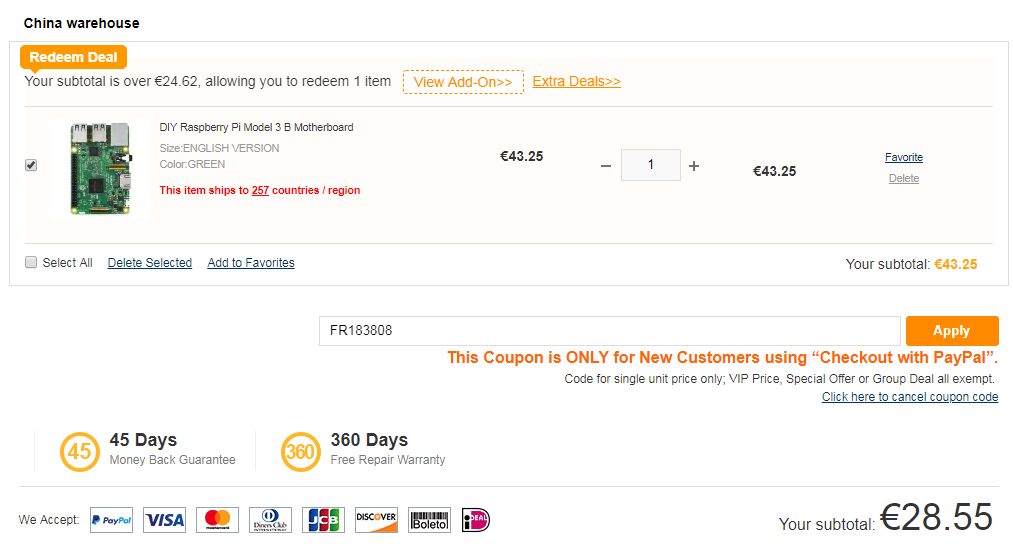
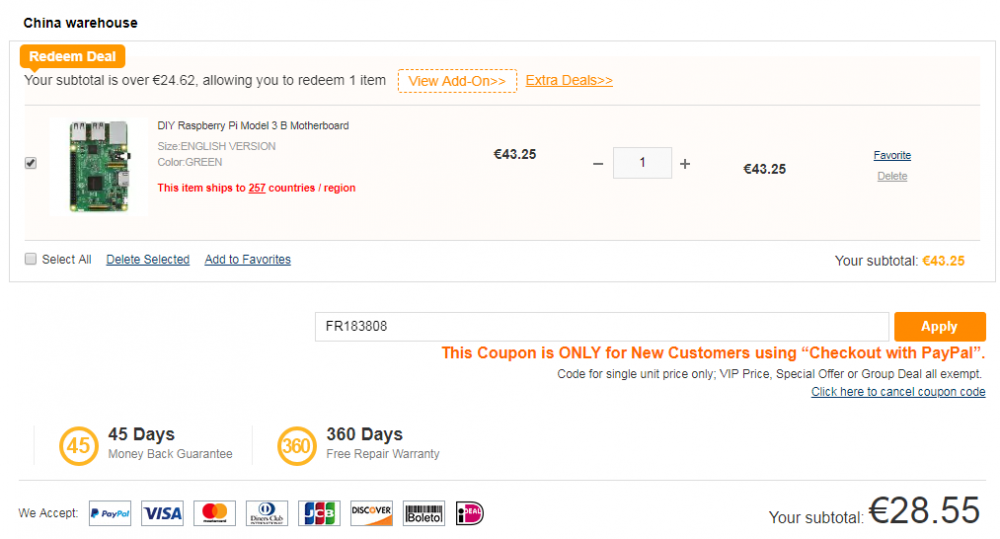
Retour d'une promo à 28,55€ avec le code FR183808 : https://www.gearbest.com/raspberry-pi/pp_488334.html par contre, il faut garder l'entrepôt Chinois sinon, c'est plus cher.
 1 point
1 point -
Pour vérifier si c'est bien la nappe qui déconne, le SAV m'a indiqué (et ça a marché) de faire un chargement et/ou un déchargement de matière tout en triturant/appuyant sur le connecteur juste au dessus de la tête (là où il y les deux crochets qui se rabatte). Effectivement donc en appuyant, L'entrainement se faisait et dès je lâchais, cela ripais à nouveau. Ça vaut le coup d'essayer......1 point

Basedecadre1923JPEG.jpg.83928ec559e2fbbe207b2ca1cd6efd59.jpg)