Classement



Contenu populaire
Contenu avec la plus haute réputation dans 13/06/2020 Dans tous les contenus
-
Hello, Juste pour que le sujet ne dérape pas, Le sexe de l'enfant n'est pas à prendre en compte (sinon c'est sexiste) Les moyens financiers de chacun sont ce qu'il sont et chacun est libre de faire ce qu'il veut avec son argent. Dans un premier temps, j’aurais dit comme @Bosco2509, qu'un stylo 3D aurait suffit mais il est vrai qu'un stylo 3D et une imprimante 3D ne font pas la même chose. Une imprimante 3D, une fois qu'elle est programmée, elle bosse toute seule. Un stylo 3D, faut le manier durant le temps de l'impression. Je pense que le meilleur moyen, @Jerem41, pour initier tes enfants à l'impression 3D serait que tu t'y mette et que tu découvre les contraintes pour ensuite leur faire profiter de ton expérience et les guider dans leur apprentissage. A mon sens, mieux vaut une imprimante 3D "pour adulte" calibrée par un adulte, plutôt qu'une imprimante 3D "pour enfant" avec les limitations que ça implique3 points
-
35 heures d'impression sans encombre : C'est clean, mais je sais pas comment je vais décoller ça du plateau3 points
-
Première Grosse impression avec la Tenlog ! C’est beau ! ( en 0.2 mm)


 2 points
2 points -
@pascal_lb sort de ce corps ! Salut @Morisato et bienvenue sur le fofo !2 points
-
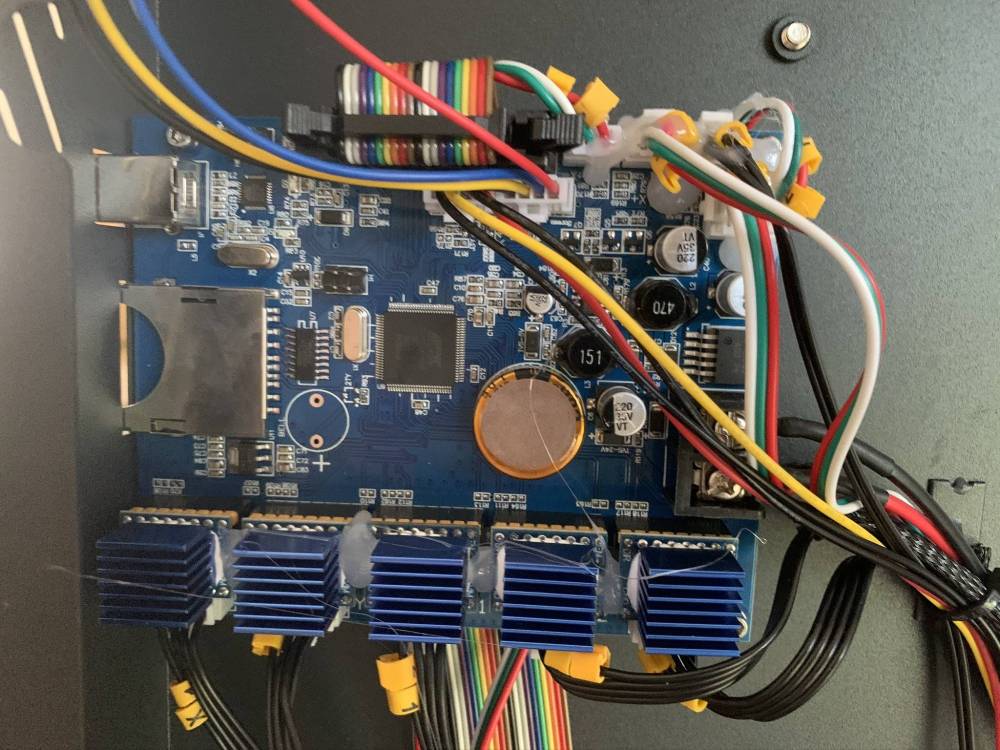
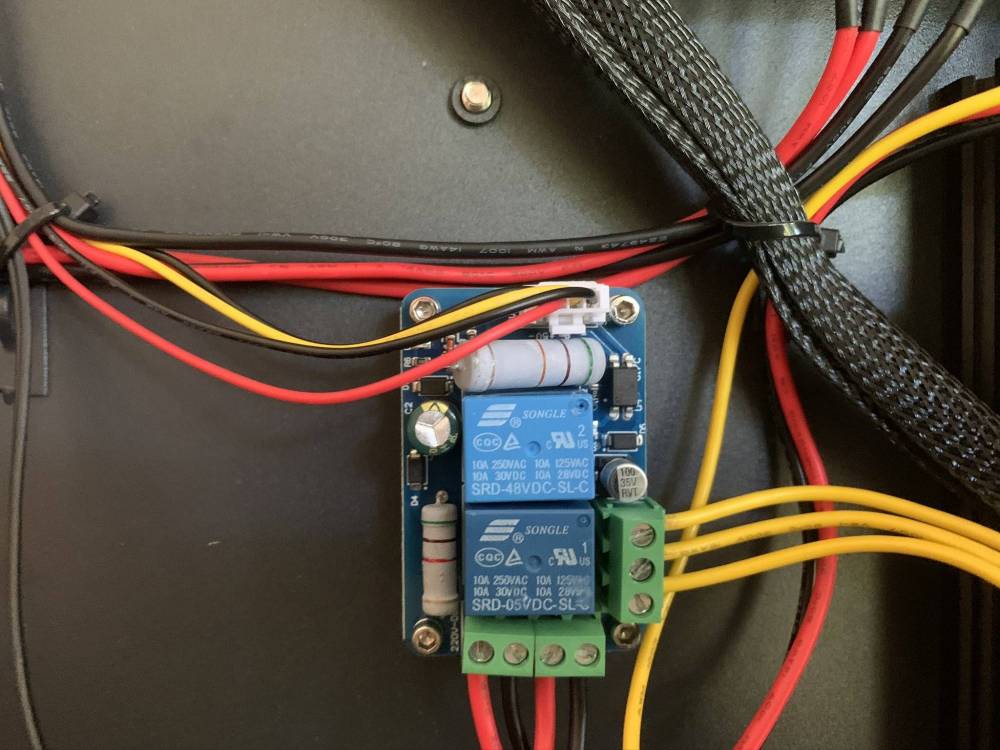
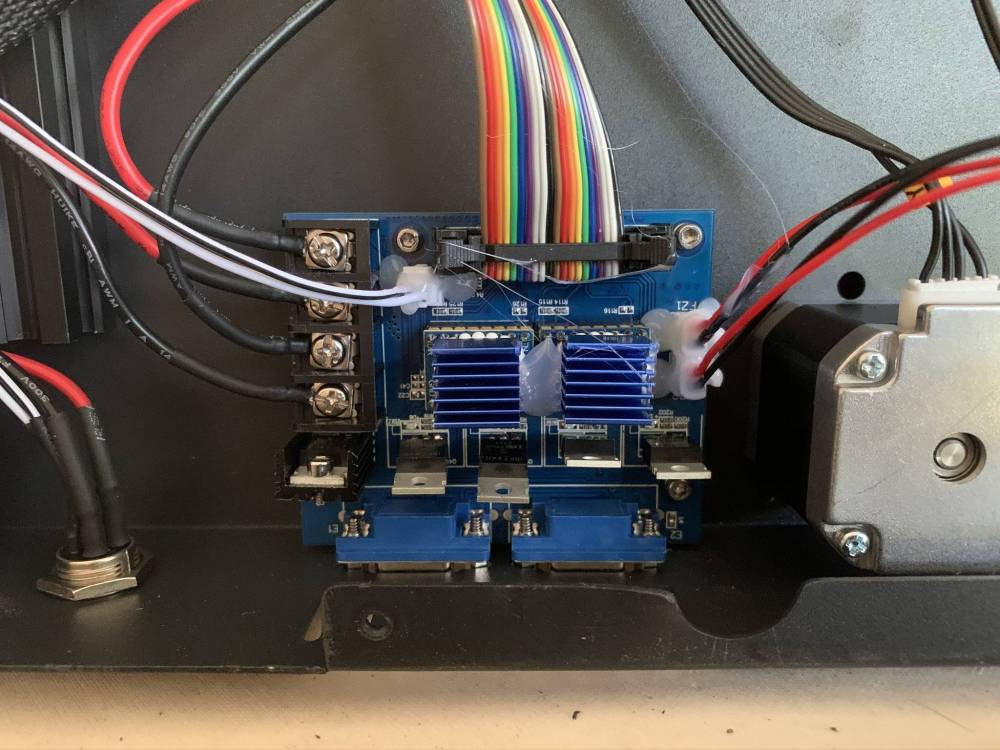
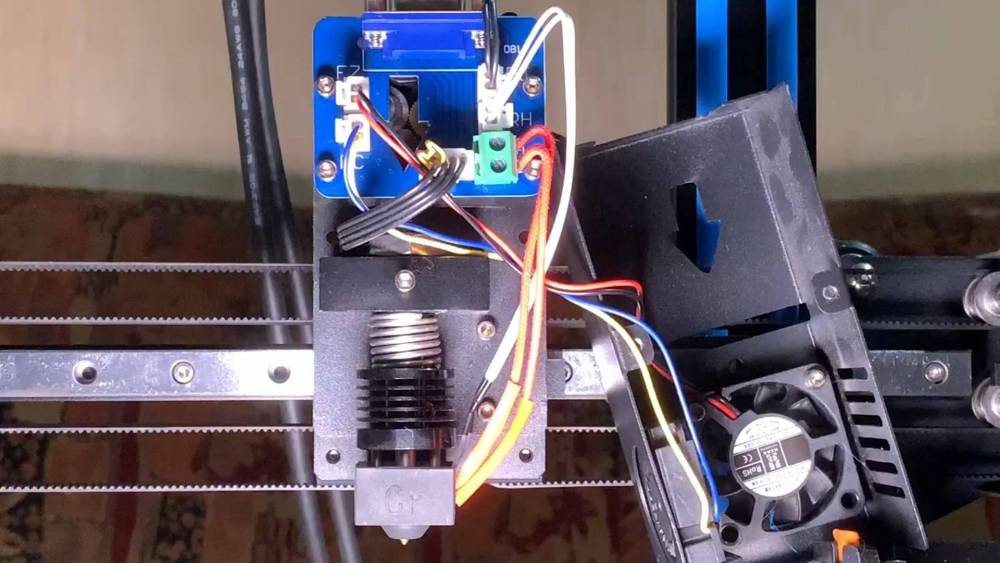
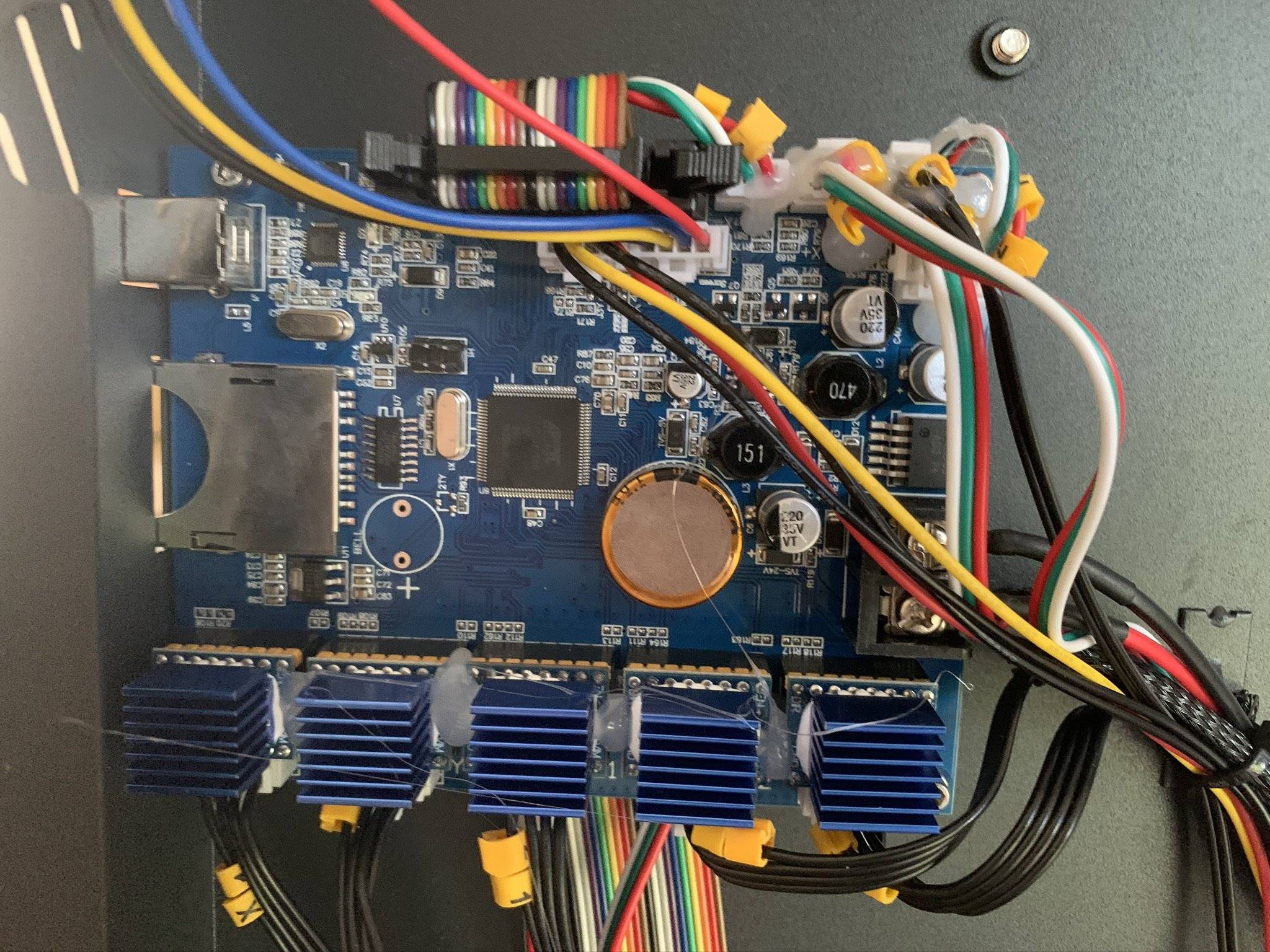
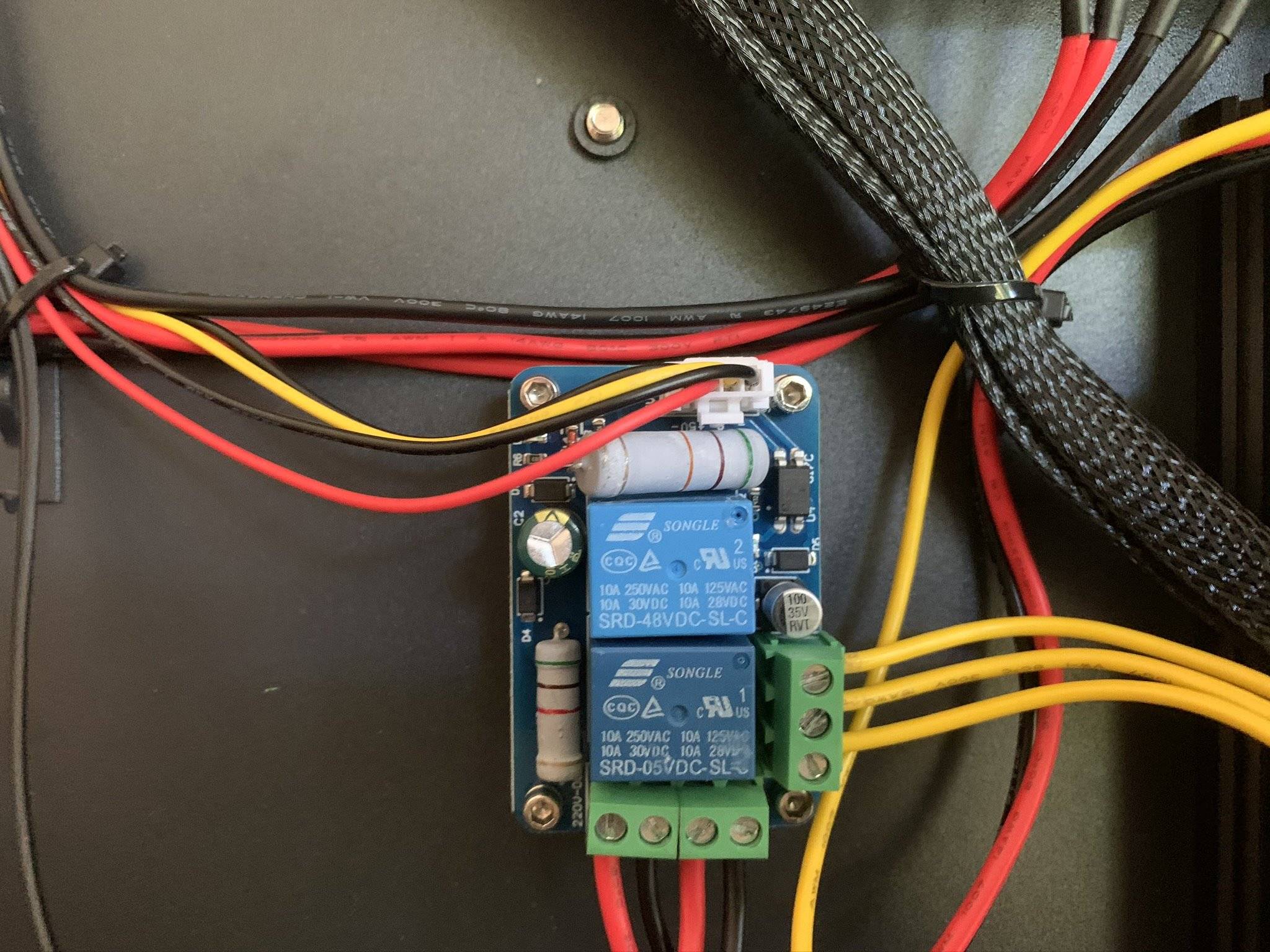
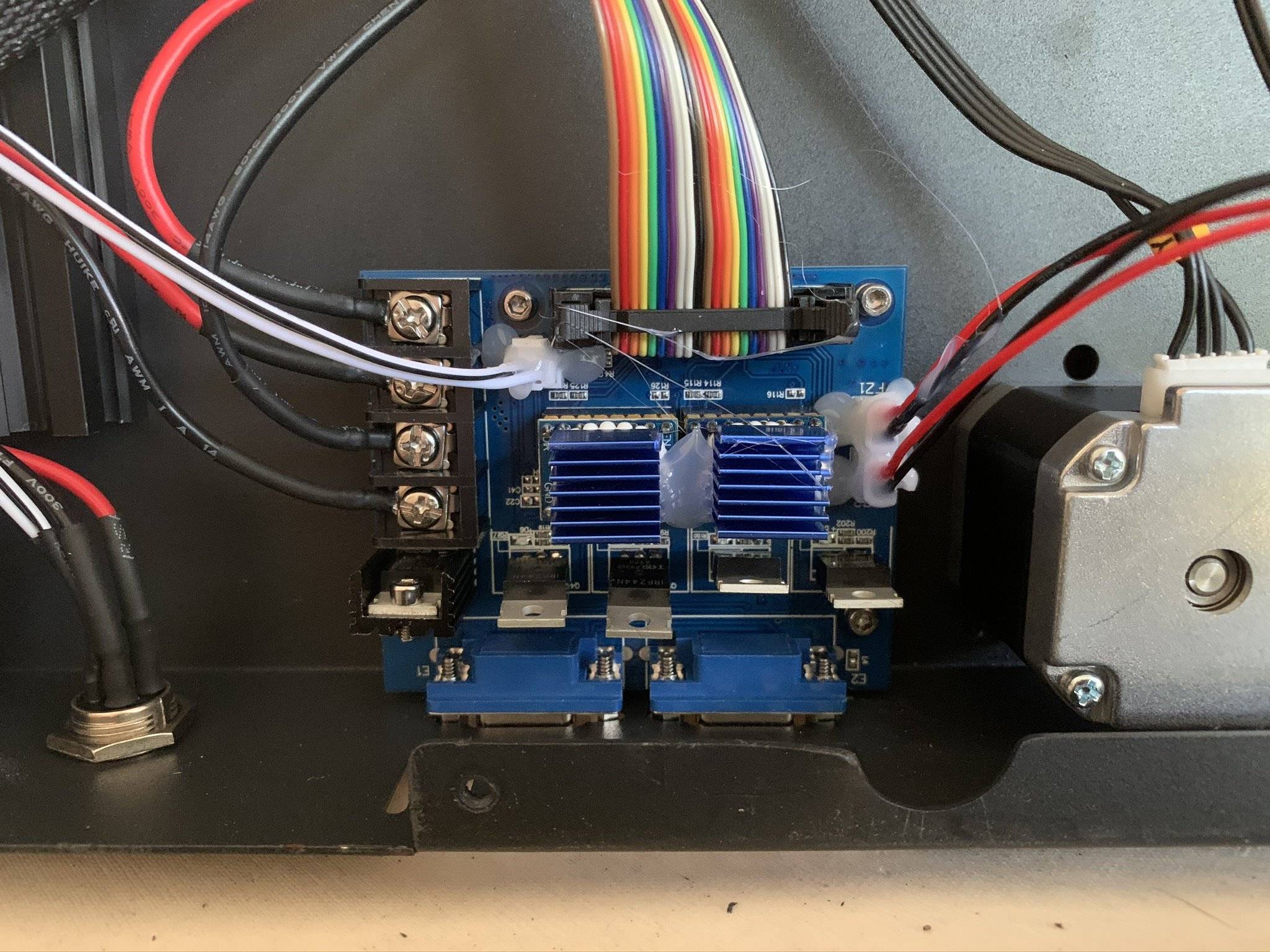
Bon, je l'ai reçue il y a 10 jours, et je l'ai testé (environ une centaine d'heures de prints) et je vous donne mon avis. Déballage et montage Vérifications d'usage, il a fallu resserrer les roulettes du plateau et de l'axe Z, rien de très méchant. Le plateau en verre était décalé par rapport au plateau, mais dans l'ensemble, la machine est très bien protégée. Aucun problème non plus pour le montage, le portique est vissé avec 4 vis et parait stable. Le montage des têtes ne pose aucun problème, les câblages tombent sous le sens, en moins de 15 à 30 minutes la machine est opérationnelle. Livrée avec 2 bobines de 200gr et tous les outils nécessaires pour toutes les vis de la bête. Vis supplémentaires pour le montage (enfin une de chaque), une buse en plus, les supports bobines sont inclus. Caractéristiques Machine entièrement métallique, extrudeurs direct drive, plateau verre, détecteurs de fin de course optiques précis, rail pour le X, vis hélicoïdale sécurisée en haut et en bas de la machine, écran de grande taille permettant de tout régler même pendant une impression. Reprise d'impression en cas de coupure, mise en pause possible, détecteurs de filament double, reprise d'impression à la hauteur voulue, vraiment très complet Mise en route Le calibrage du plateau est facilité par un bouton du menu qui permet de mettre les têtes au point Home, puis de les positionner aux 4 coins. Une remarque cependant, le plateau n'est pas bloqué, de fait il peu bouger lors de l'insertion de la feuille de papier, et j'ai pour habitude de vérifier aussi le point central du plateau, ce qui n'est pas permis par le menu. Attention, si vous bougez la tête au centre, il ne faut surtout pas repositionner la tête vers un coin par le menu, elle ne sait plus où elle est et crrrrrr, crrrrr lorsqu'elle va dans la position demandée. Il faut refaire obligatoirement un point home si on a bougé la tête à la main. Pour régler la hauteur de la 2ème tête, j'ai fait un calibrage complet de la tête 1, avec impression d'une cible carrée de calibration et réglage avec les grosses vis sous le plateau sur lesquelles sont indiqué le sens de montée ou de descente de celui-ci . Ceci fait, la tête 2 est relativement facile à régler, je me suis fait un pense bête à la Dymo pour indiquer le sens de montée ou descente suivant le mouvement de rotation de la clef de réglage fournie. Le réglage bicolore se fait en imprimant un fichier, de mon coté, je n'ai eu aucune retouche à faire. Après pour faire des impressions bicolores, il faut vraiment faire les bons réglages de rétraction, de vitesse, etc.. mais on y arrive. Utilisation Le plateau est en verre, le mien à l'air d'être plan, aucun problème d'accroche (j'utilise de la 3D Lak), il suffit d'attendre qu'il soit bien froid pour retirer aisément l'objet imprimé. . Nettoyage à l’alcool isopropylique ou avec de l'alcool ménager. Lors d'un print, la buse 2 et ses ventilateurs sont mis en fonction systématiquement . Il est possible sous Cura et Simplify3D de définir sa température à 0, mais rien pour bloquer les ventilos. Je ne sais pas si sous IdeaMaker cela est possible, je n'ai pas encore testé. Autre petit problème, si vous démarrez une impression mono extrudeur, il est indispensable de mettre un petit bout de filament dans le 2ème extrudeur sinon elle se met en pause erreur due au manque de filament. Mode spéciaux Le mode miroir et duplication fonctionnent à merveille, il faut juste prévoir le fichier gcode avec les pièces ne dépassant pas le centre de la surface, c'est vraiment un gros plus L'écran Tout est paramétrable depuis celui-ci, température plateau, températures des têtes indépendamment, vitesse du print, il suffit de cliquer sur la valeur pour avoir un écran de modification . Les ventilateurs de refroidissement ne peuvent eux qu'être mis en marche ou à l'arrêt, le flood n'est pas réglable Modifications apportées Pas grand chose à modifier sur cette machine bien conçue. J'ai mis en place des essuyeurs pour économiser le filament lors d'impression bicolore, des supports de détecteurs de filament, un pense bête du P2, une protection du câble du lit (ceci permet d'éviter l'entortillement de ses fils dans le ressort de réglage de la hauteur), et des guides filaments. Ma machine est équipée de drivers 2208 très efficaces, les ventilateurs sont audibles sans que cela me gène vraiment, mais il sera possible de les remplacer par des Noctua. Différences par rapport à la machine Tenlog initiale Les têtes qui avaient des inscriptions jaunes, sont maintenant plus discrètes. La tête P2 possède une inscription rappelant le réglage en hauteur, que je n'avais pas sur la mienne, mais une étiquette Dymo, joue le même rôle. Une ouverture permet de voir le passage du filament, et est éclairée en bleu. La carte mère qui regroupait tout sur une seule platine, est maintenant séparée en 2 parties, chacune ayant une ventilation propre fixée sur le couvercle. la deuxième partie regroupe les mofsets des 2 extrudeurs et leurs steppers. Cette carte est alimentée directement depuis l'alimentation. On a donc vraiment un mofset externe, permettant d'épauler la carte mère. L'alimentation est je crois aussi d'une autre marque que la Tenlog originale Il reste une sortie 24v disponible pour brancher peut être quelque chose. Je vais réfléchir pour un éclairage led des têtes. Le module relai du bouton de mise en marche permet l'extinction automatique (si souhaitée depuis l'écran) de la machine à la fin d'une impression. La machine reste en marche jusqu'à ce que les extrudeurs descendent à 80°, puis éteint la machine. L'attente de refroidissement ne se fait pas en mode miroir ou duplication cependant La tête est différente, le radiateur n'est plus de forme carrée mais cylindrique. Les 2 têtes sont installées avec un capuchon silicone permettant de mieux réguler la chaleur et d'éviter le collage du filament dessus Les détecteurs de filament sont désormais inclus dans les branchements des têtes (à ce sujet, ils en fournissent 4, je me demande pourquoi ?) Sur les câbles VGA de connexion des têtes, 14 fils sont donc utilisés, il en reste 1 de libre, peut être pour mettre une led d'éclairage des têtes, à suivre. Firmware La mise à jour dur firmware pour la machine se fait en connectant un ordinateur dessus. pour la mise à jour de l'écran, il est nécessaire de mettre une carte microSD sur celui-ci pour l'updater. C'est pas très pratique, en cas de maj, il faut ouvrir la machine. J'ai installé un connecteur SD externe qui vient se clipper sur le boitier rendant quasi invisible le bricolage mais facilitant l'éventuelle maj. A noter que j'ai fait la maj proposée sur le site, pour la machine ras, mais pour l'écran, cela m'a rétrogradé d'une version Le service après vente ayant été contacté, ils ont mis sur le site la bonne version pour le firmware écran. Conclusion Bon, c'est un peu long, mais je pense vous avoir tout dit. Ah, non ! La qualité d'impression ! Oui elle est superbe, la machine ne vibre pas du tout, j'en suis enchanté Il ne vous reste plus qu'à compter les cœurs pour voir mon bilan. C'est une très bonne machine, que je ne peux que conseiller, merci à @vap38 d'avoir orienté mon choix pour cette imprimante.

 1 point
1 point -
J'ai découvert Ideamaker, et je quitte cura sans regret. Trop brouillon, c'est devenu une machine a gaz. Franchement vous supportez rien que la mise en route ? Il lui faut une "plombe" juste pour démarrer. J'ai pourtant une machine puissante et 16 Go de ram. Certes, les concepteurs font du bon boulot, sauf sur deux point essentiels a tout logiciel, l'ergonomie et l'optimisation du code. Là, c'est franchement immonde et leur système de paramétrage par onglet vertical et à vomir. Cela devient vite un fouillis sans nom. Testez Ideamaker vous allez voir, la différence est énorme a tout point de vue. Bye bye cura et sans regret, même si c'est grâce à toi que j'ai découvert le monde de la 3D.1 point
-
Bonsoir à tous ! Eh bien ça y est. Pendant plusieurs mois, j'ai lorgné sur ces imprimantes à double extrusion. Eh bien, grâce à vos échanges que j'ai suivis assidument, j'ai été convaincu. Je viens donc d'appuyer sur le bouton et j'attends maintenant avec impatience l'arrivée de ma TL-D3 Pro. Je vous tiendrai au courant de l'expédition A bientôt !1 point
-
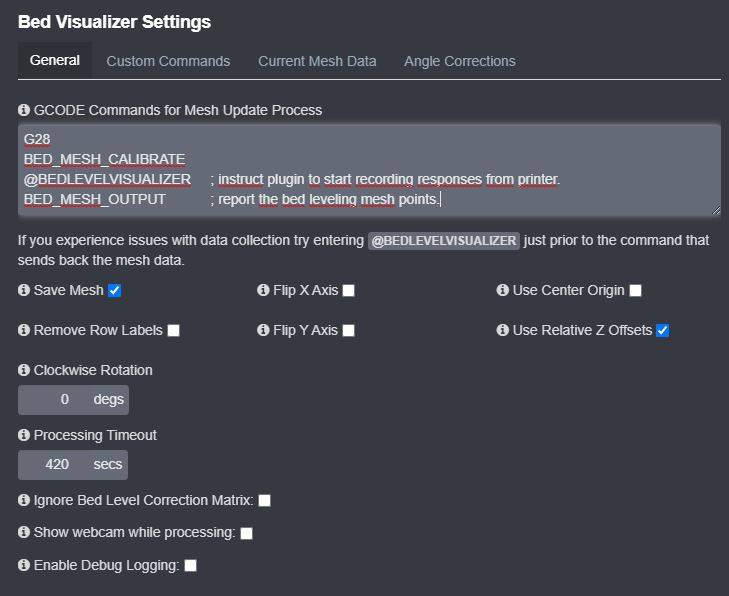
Klipper ne connait pas le G29, il utilise un gcode «étendu» via BED_MESH_CALIBRATE. Mais on peut réaliser un équivalent via une macro , ce que j'utilise sur ma CR10V2 : Tu n'es pas obligé d'utiliser ma dernière ligne (BED_MESH_PROFILE), elle me sert à enregistrer le maillage du lit pour pouvoir ensuite être rappelée afin d'éviter de refaire un palpage avant chaque impression . J'ai remplacé dans Cura mes gcodes de démarrage et de fin par : J'utilise comme macro gcode de «démarrage et de fin» : Ce qui est en gras / rouge ci-dessus correspond au nivellement du lit, je rappelle le maillage sauvegardé via BED_MESH_PROFILE LOAD=cr10v2. Tu peux commenter (ajouter un # au début de la ligne) cette ligne et décommenter le G29 au-dessus si tu préfères faire un palpage à chaque impression. Pour le plugin Octoprint, avant de l'utiliser je mets en chauffe le lit (60°) et la buse (160°) et je lance ensuite le test. Mes paramètres :

 1 point
1 point -
Salut @Morisato, je n'imprime pas ce type de sujet, donc difficile d'avoir un retour précis sur ce qui t'arrive, cependant, vu la complexité, la finesse et la petite taille de tes figurines, je pense que tu es proche des limites de ce que ce type d'imprimante peut d'offrir...une imprimante résine aurait certainement mieux convenu car sa capacité à réaliser des objets de ce type n'est plus à démontrer. Buse 0,4, c'est la base - vu la finesse demandée et plus tard avec un peu plus d'expérience, tu peux tenter une 0,2 Hauteur 0,12 - ok température 210/55 - vu ce que tu demandes, l'impression d'une tour de T° est à faire afin de voir à quelle T° exactement ton PLA est le mieux, à mon avis vers 195-200° et pas plus - plateau 55-60° ok Vitesse 40 mm/s ...perso encore une fois, pour ce niveau de détail, je vais plus vers du 20mm/s voire moins angle support 66°...au dela de l'angle, va falloir ajouter des supports et ne pas rester en mode auto, la aussi, il faut expérimenter avant de trouver les bonnes solutions Filament...avec une tour des T° tu vas savoir.1 point
-
Bonjour Le rail sur l'axe X en direct drive contribue sans aucun doute à des impressions absolument parfaites. J'ai remplacer celui que j'utilisais,pourtant de bonne qualité,par un vrai HIWIN acheté en boutique officielle en Allemagne. Le chariot est bien foutu,car on peut le graisser les billes sans rien démonter grâce des petits orifices prévus aux extrémités. Pas de comparaison possible même avec les bonnes chinoiserie, c'est un autre monde. C'est une réelle amélioration qui m'a permis de monter un nema 17 48mm 0.9°( pas de réducteur type Bondtech,c'est du direct !) comme moteur d'extrudeur et de conserver des vitesses d'impressions assez hautes sans Aucun defaut sur les pieces imprimées;c'est assez surprenant. J'ai également fait beaucoup d'essais avec les courroies, le meilleur résultat : courroie renforcée kevlar.1 point
-
Bientôt, du PLA hallal1 point
-
Bon, maintenant qu'on a bien rigolé, il serait temps que quelqu'un se penche sur la question non?1 point
-
Salut, ça ne peut que faire du bien en assurant le maximum de transfert thermique entre le heatbreak et le dissipateur et assurer une température la plus basse possible dans une zone ou le filament doit garder le plus de tenue possible.1 point
-
Salut @palouf34, Pour plus de visibilité, j'ai déplacé ton message.1 point
-
@Ellionas Ton printer.cfg m'a l'air correct. Réalise les tests préconisés sur le github de Klipper : https://github.com/KevinOConnor/klipper/blob/master/docs/Config_checks.md Voilà ma section «extruder» avec les paramètres PA. Conseil si tu réalises le fichier qui sert à la calibration: prends une couleur autre que le blanc :1 point
-
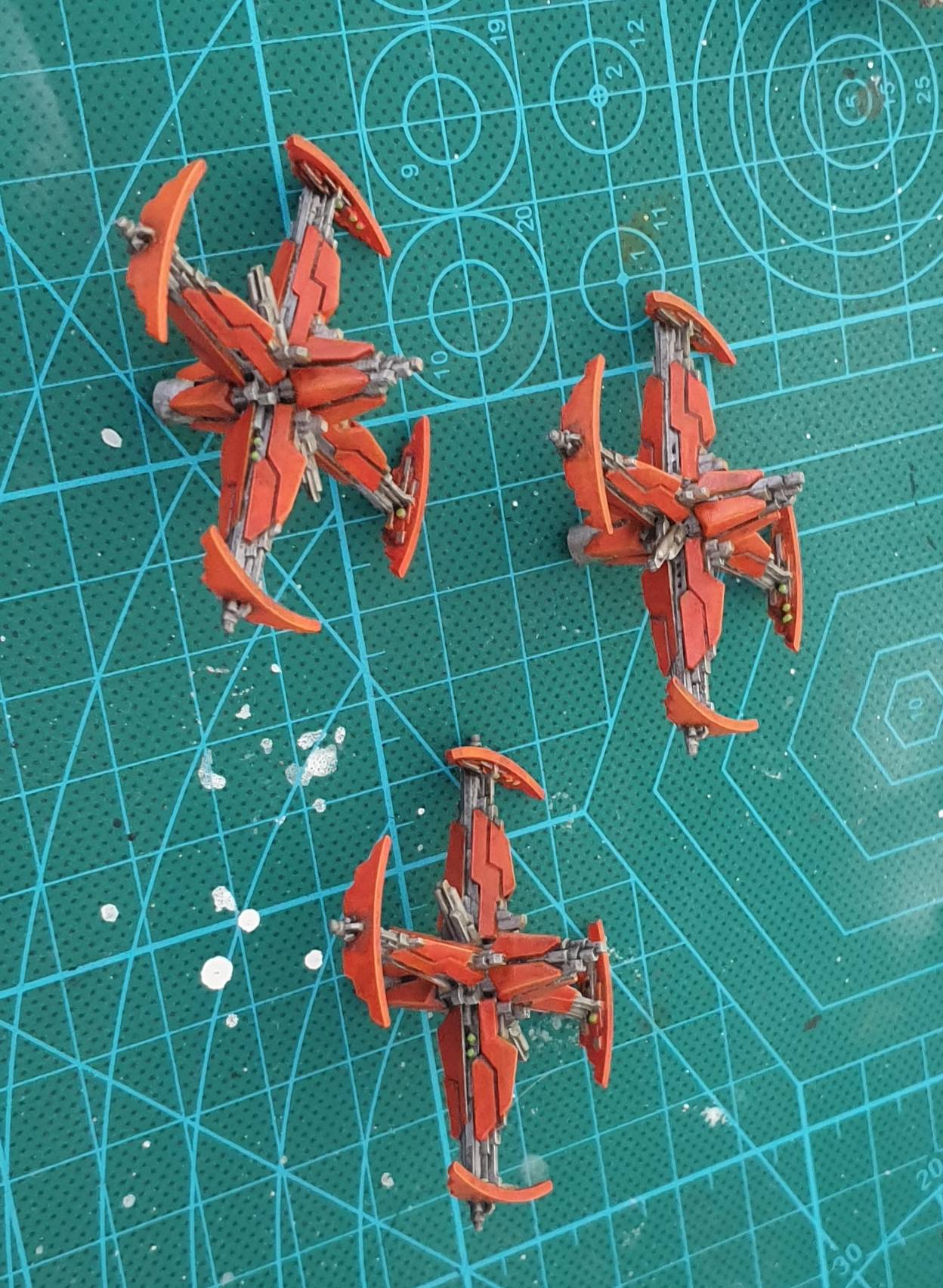
La peinture des planètes est terminée. Idem pour le vernis. Je vais tester un nouveau ultra mat.
 1 point
1 point -
Peinture des stations terminée. J attends du vernis mat pour finaliser.
 1 point
1 point -
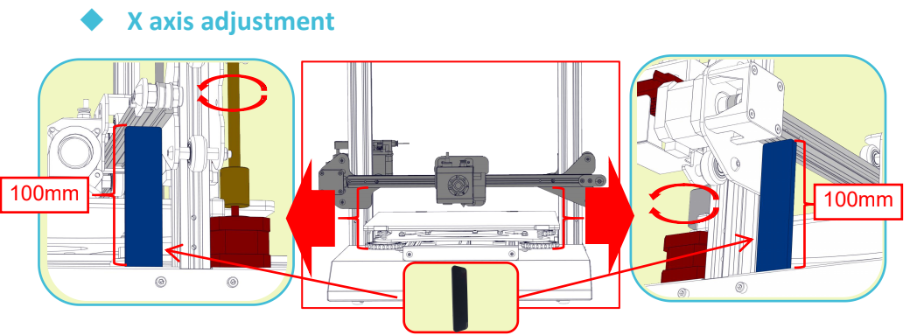
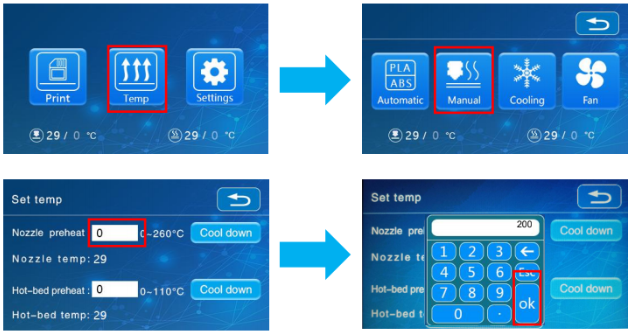
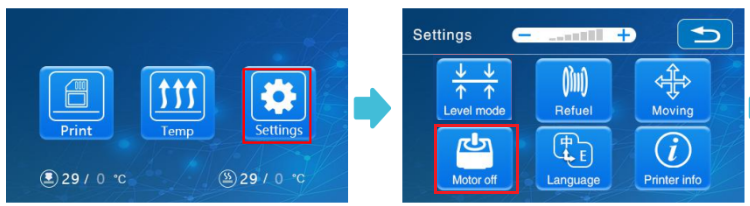
Bonjour, Etant nouveau dans le monde de l'impression 3D, je découvre ce monde avec surprise. Je m'attendais à des outils beaucoup plus rôder que ça ne l'est actuellement. Devoir aller chercher sur les forums dans la 1ere heure du déballage de l'imprimante pour comprendre son fonctionnement, n'est pas normal, a mon sens. Mais bref, pour le moment avec CREALITY c'est comme ça, faisons avec. Je souhaite donc mettre en place un post recensant les différentes informations concernant la CREALITY CR10 S PRO pour m'aider, et aussi aider les prochains nouveaux. J'ai besoin de votre aide pour corriger / compléter ce post. Merci d'avance. - PROCEDURE - Fonctionnement d'une imprimante 3D : Vidéo qui explique bien son fonctionnement Montage : Pour cela rien de plus simple suivre la notice. ( Ici le manuel en PDF ) Réglage de l'axe X : Pour le réglage de l'axe X, il faut utiliser la cale de 10cm fourni, la caler bien droite sous la courroie, et regler en fesans tourner la vis sans fin derriere. (Penser a tenir l'autre vis sans fin pour pas qu'elle ne tourne en même temps) Réglage de l'axe Z : Visser toutes les vis du plateau a fond sans forcer et desserrer de 1 tour. Allumer l'imprimante et chauffer le plateau à 60° et la buse à 200° (MENU : Temp > Manual > Nozzle 200° et Hot-Bed 60°) Une fois les températures atteintes, cliquer sur MENU : Settings > Level mode, la buse va se placer sur la position du milieu et avec les touches Z+ et Z- ajuster la hauteur avec une feuille de papier A4, il faut que la buse frotte le papier sans l’accrocher. On va régler le détecteur de leveling : dévisser la vis du dessus jusqu'à ce que la led rouge soit éteinte, et revisser jusqu’à ce qu'elle se rallume. Appuyer sur Z Home, la buse va se placer sur la position du milieu et ajuster de nouveau la buse avec une feuille de papier avec les touches Z+ et Z- et recliquer sur Z Home. Réglage de l'axe Y (Le Plateau) : 2 méthodes existe, le faire manuellement sans les moteurs et sans le mode AUX LEVELING, ou en automatique avec le mode AUX LEVELING. MANUEL : Désactiver les moteurs , cliquer sur MENU : Settings >Motor Off Déplacer manuellement la buse dans les 4 coins du plateau et régler la hauteur de plateau avec les vis en dessous. Avec une feuille de papier A4, il faut que la buse frotte le papier sans l’accrocher. Ne pas hésiter a le refaire 2x. A la fin valider le point du milieu. Automatique : Cliquer dans MENU : Settings > Level mode > AUX LEVELING Cliquer ensuite sur chaque coin, pour que la buse se déplace et ensuite régler la hauteur de plateau avec les vis en dessous. Avec une feuille de papier A4, il faut que la buse frotte le papier sans l’accrocher. Ne pas hésiter a le refaire 2x. A la fin valider le point du milieu (1). Une fois que c'est fait, cliquer sur Z Home, une fois que la buse s'est déplacé , cliquer sur Check level. La buse fera le chec kde 16 points. Ne touchez plus a ce menu ensuite. Les paramètres sont enregistré dans l'imprimante. Tester l'impression : Pour la première impression, utiliser le fichier Dog_Test contenu sur la carte SD. Au début d'une impression, regarder bien le départ, et ajuster la hauteur de buse avec le bouton Adjust > Z- et Z+ Ensuite vous pouvez essayer le Test Bed Calibration ici pour valider votre configuration : https://www.thingiverse.com/thing:3409848?fbclid=IwAR2Q3_BtI3UeNdZvZAobStS9_dGBbsSYJObGzkPBRsEdqdG9zqN2ktt7e3k Mise à jour du firmware : Télécharger le firmware ici : https://fr.creality3d.cn/creality3d-cr-10s-pro-p00253p1.html Tuto ici : https://www.youtube.com/watch?v=SBX30GmM3Qo Problèmes d'impression et solution : https://cults3d.com/fr/blog/articles/identifier-corriger-defauts-problemes-impression-3D





 1 point
1 point -
Bonjour à tous, Je viens d'installer Visual studio code et je n'arrive pas à avoir l’icône de l’extraterrestre dans le menu de gauche. Savez vous comment l'ajouter ? On le voit apparaitre dans la vidéo du premier message. J'ai bien installé les drivers de la bigtreetech et fait un essai de branchement avec le firmware initial. A priori l’écran fonctionne avec les icônes et le tactile ainsi que le bl touch. Maintenant il faut que je comprenne le logiciel pour configurer Marlin avec cette carte et mes TMC Merci d'avance1 point













.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)