Classement




Contenu populaire
Contenu avec la plus haute réputation dans 09/04/2024 Dans tous les contenus
-
La présentation n'est pas encore terminée (c'est long ) La nouvelle imprimante, la K2 Plus a l'air francherment intéressante. Il faudra encore attendre fin juillet 2024 pour pouvoir réellement voir de quoi elle est capable. Aucun prix annoncé ou je l'ai zappé alors que pour la nouvelle Halot ou la Ender 3 V3 Plus les prix sont inférieurs à 500 $. Juste une capture d'écran pour un résumé des caractéristiques : En gros: impressions multi-couleurs auto nivellement «nouvelle génération» nouvel extrudeur ( Apus ), avec buse incluant le coupe chaleur (trois métaux) accélérations maximales de 30 m/s², vitesse max. de 600 mm/s nouveaux moteurs (FOC, closed-loop) volume de 350x350x350mm caméra «IA» chauffage actif de la chambre … Le système multi-couleurs est aussi annoncé pour être (ultérieurement) compatible avec les K1 et les nouvelles E3V3
 4 points
4 points -
300x300x330 mm K2 plus, Edit : quelques précisions supplémentaires sur All3DP : https://all3dp.com/4/creality-announces-multi-filament-system-and-k2-plus-3d-printer/ 350 mm au cube de volume d'impression, Les CMS thermostatés 4 couleurs jusqu'à 16 couleurs avec RFID. En gros une Bambu labs XL !!!

 4 points
4 points -
Disons que le chiffre 6 ne porte pas malheur, contrairement au 4 (j'aime bien l'exemple de l'ascenceur sur ton lien ) (pas d'étage 4, 14 et 13, trop risqué) Ils ont peut-être pas osé sortir ce numéro car leur modèle de pré-série pourrait être complètement opposé à cette croyance
 3 points
3 points -
Je mets le lien vidéo pour ceux qui veulent aussi suivre en direct Creality Halot Mage S 14K Creality Ender 3 V3 Plus

 2 points
2 points -
JPP Pourquoi la M7 ? Pourquoi pas la M6 ? Ils ont un soucis avec la chaine de TV ? L'absence de la M4 avec les superstitions asiatiques je peux comprendre mais là, ma M6 oukellé ?2 points
-
Plus que quelques heures avant de connaitre toutes les nouveautés Creality pour le 10e anniversaire de la marque. On sait pour le moment qu'il y aura : une solution multi-couleurs une Ender 3 V3 Plus (CoreXZ) une Halot Mage en 14K (topic) un scanner CR-Scan Raptor2 points
-
Suite du teaser ... ils soulèvent légèrement le drap ... ils dévoilent deux noms de machines "Kobra 3 Combo" et "Photon Mono M7 Pro" https://forum.makeronline.com/topic/More Room for Creativity ANYCUBICs Latest Innovations Await-224.html
 2 points
2 points -
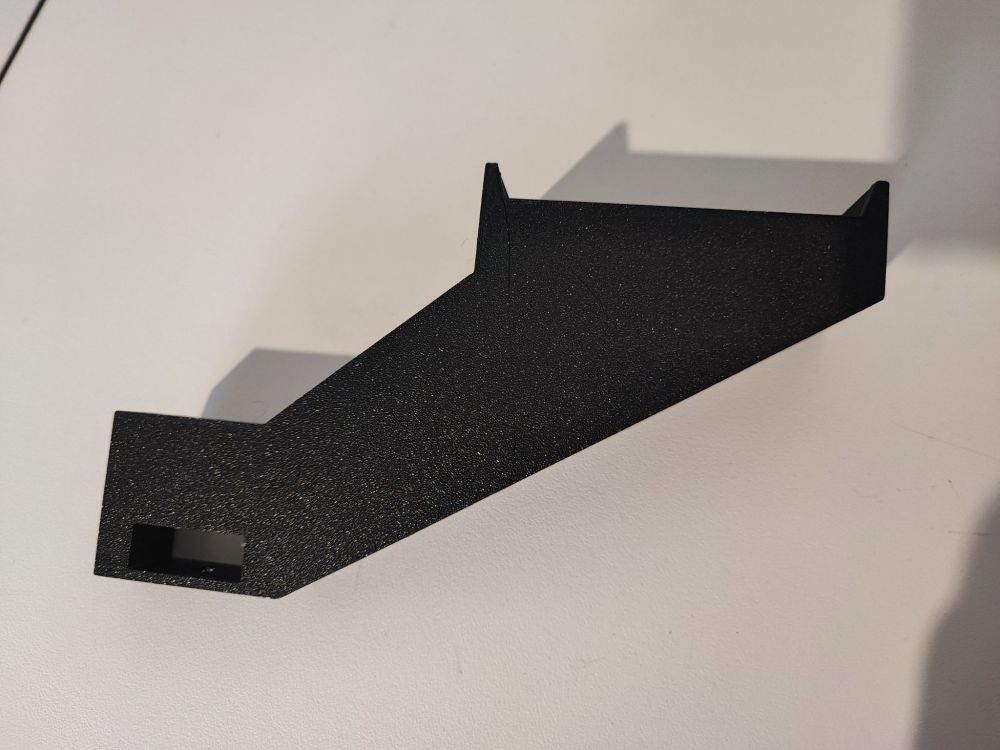
Bonjour à tous, La machine est arrivée et les premiers essais viennent d'être fait sur du PLA et là les premiers problèmes. Le cube de test est passé nickel, mais quand j'ai voulu passer sur une pièce plus grande, j'ai eu un souci d'adhérence sur une zone (pas de colle ou produit sur le plateau): Après vérification, le nivellement du plateau lors de la mise en route ne c'est faite que sur l'arrière du plateau, j'ai refait le nivellement à partir du menu qui le fait sur tout le plateau et là plus de problème. J'ai ensuite testé l'impression de l'ASA : quelques réglages à faire pour améliorer la qualité, mais impressionné par la facilité d'utilisation de la machine.




 2 points
2 points -
Je suppose que ça racle sur les couches de remplissage ? dans ton trancheur le remplissage doit être réglé sur "grille" passe le en "rectiligne" ça devrait aller mieux1 point
-
Il serait question de septembre / automne pour la Kobra 3 Combo avec son AMS.1 point
-
M3 -> M5 donc -> M7 ? Faut pas trop se poser de question, comme les Audi A4, A6, A8, puis A3, A5, A1, A7, sans l'oublier la courte carrière de l'A2.1 point
-
Je viens de regarder les premières annonce en live... Alors apparemment la pompe serait désormais une option Nouvelle gravure de plateau Meilleure absorption d'odeur, optimisation des vitesses et de la qualité d'impression (Hm ?), 4 fois plus rapide que la Halot-lite, heuresement j'ai envie de dire Sur le papier, rien ne semble être une énorme amélioration de la halot-mage pro actuelle, outre l'écran (si on peut considérer ça comme une amélioration), il ne reste plus qu'à voir la proposition tarifaire1 point
-
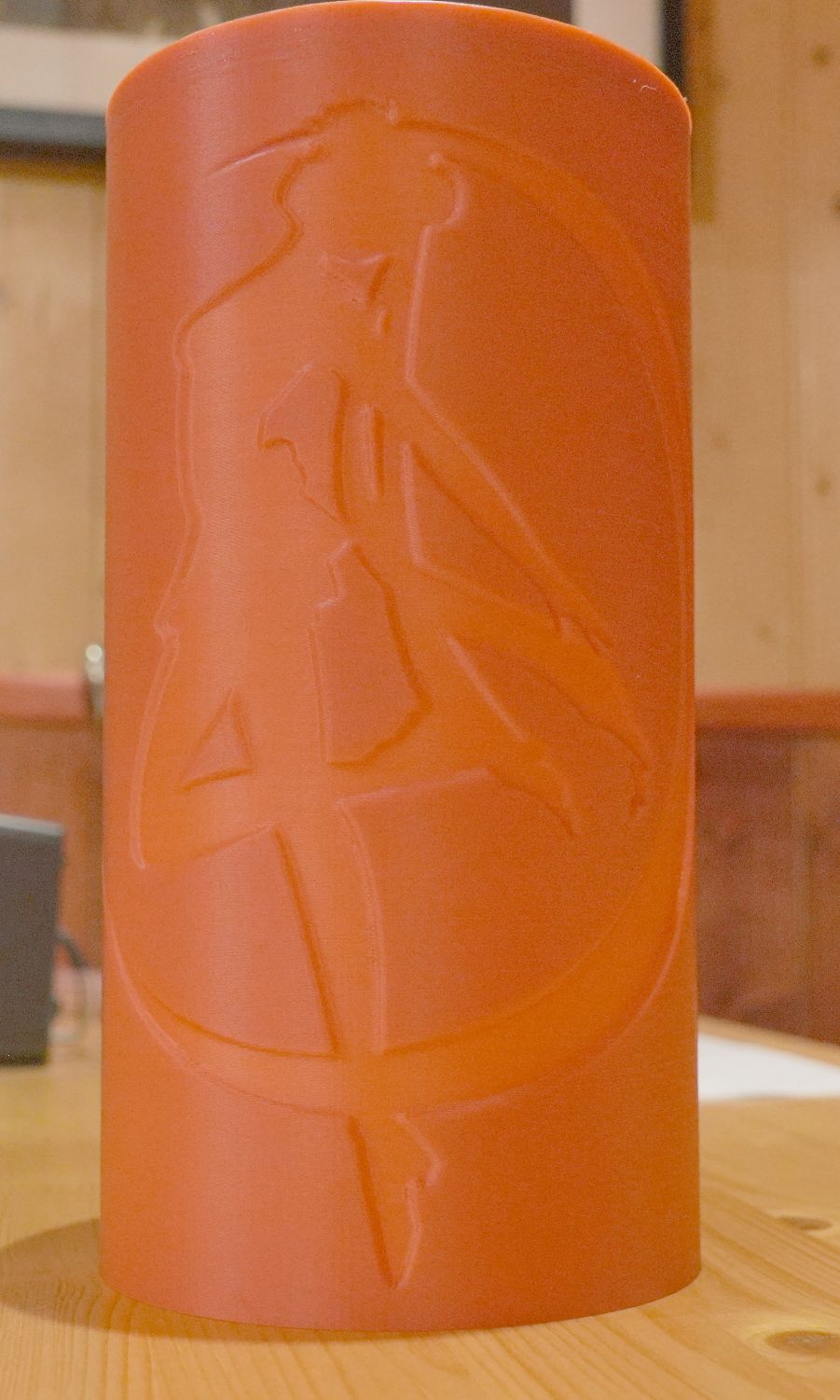
Dans Cura, quand tu vas dans l'aperçu, tu vois bien 2 parois ? La photo ne me permet pas de vérifier. Il semble que de toute manière tu avais déjà des soucis en cours d'impression, jusqu'au bouchage complet. D'où des manques et des avec si peu d'épaisseur, forcément des fragilités. Je commencerais par un bon nettoyage, et je vérifierais quand même si tu as bien tes 2 parois, car si l'objet a été conçu pour être un vase et fait par exemple 0.5 d'épaisseur, tu auras beau demandé 2 parois pour un total de 0,8mm, Cura risque fort d'ignorer le paramètre et de n'en faire qu'une. Perso les vases je les fais en 0,8 ou 1mm ... ça fonctionne très bien et je ne trouve pas les lignes gênantes.1 point
-
Bizarre, ce lien dit pourtant que ça devrait être installé Tente un : sudo apt update && sudo apt full-upgrade -y && sudo apt install rpicam-apps Soit ça te dira que les paquets (et les dépendances) sont déjà installés soit cela installera tout ce qu'il faut (si les paquets sont disponibles dans les dépôts). Si aucun paquet n'est installable alors il faudra / faudrait compiler ceux-ci en suivant ces instructions (c'est du basique pour une compilation mais si c'est la première fois que tu en fais, je peux comprendre que ce soit intimidant)… Autre solution, réinstaller une Raspbian récente (Bookworm), ce qui pourrait être plus rapide.1 point
-
Salut, Avec de la chance: soit tu as un logiciel qui monopolise la communication (Cura par exemple). Dans ce cas, si tu redémarres l'ordinateur et que tu lances uniquement Pronterface, ça devrait fonctionner. soit tu n'as pas sélectionné le bon port COM. Il faut donc vérifier la valeur dans le gestionnaire de périphérique, section Ports(COM et LPT) Ce qui est sûr, c'est que la vitesse pour le nouveau firmware est bien de 115200.1 point
-
Pourtant, d'après la numérologie chinoise :1 point
-
1 point
-
Il peut aussi y avoir un début de bouchage de la buse ou le bout du TPFE qui a un peu fonfu1 point
-
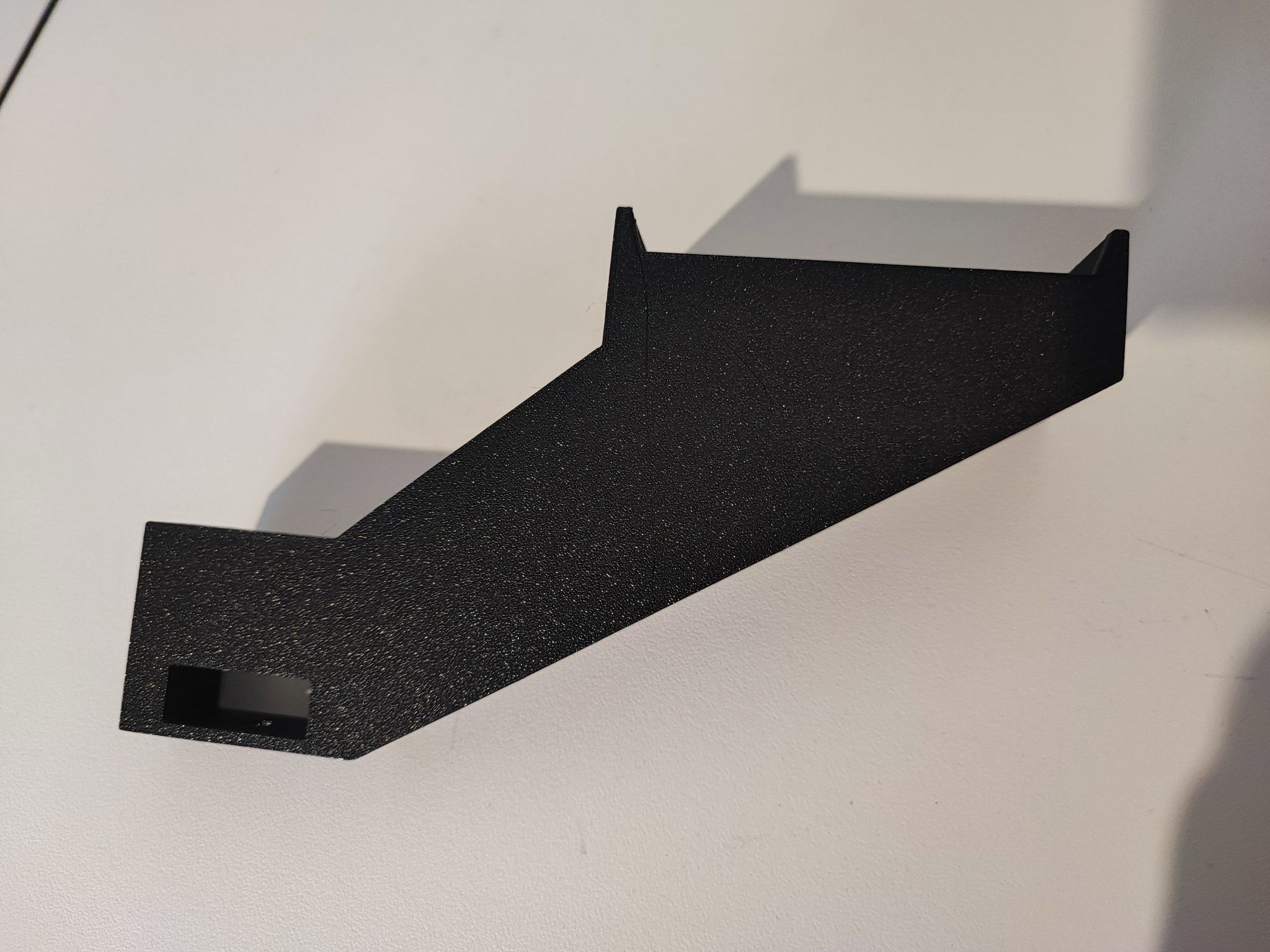
Entre le nom et la photo il n'y a plus de doute, c'est une bedslinger1 point
-
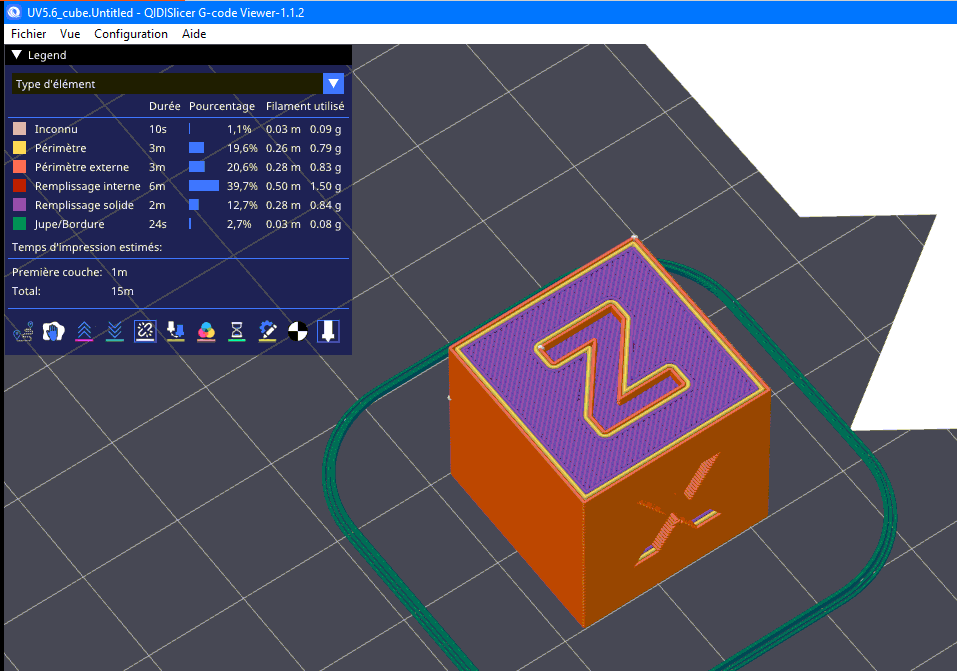
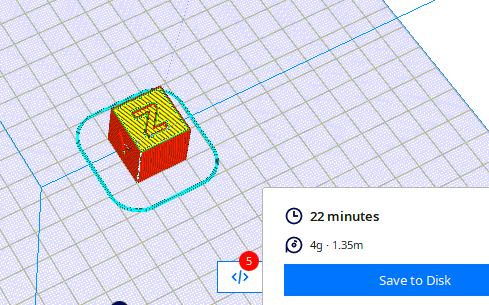
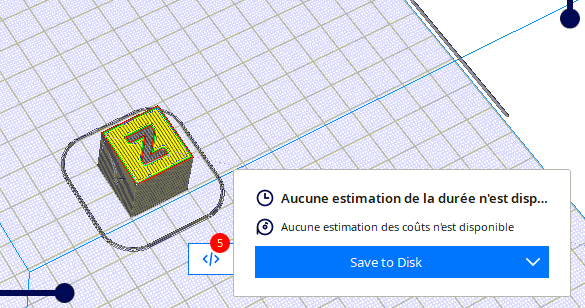
Salutation ! A ma connaissance, quand on ouvre un .gcode, Ultimaker Cura n'affiche pas la durée estimé d'impression ( et cela même si le .gcode a était généré par Ultimaker Cura et que si l'on regarde le .gcode avec un éditeur de texte il y a bien l'info du temps estimé dans le début du fichier. exemple Aperçu après tranchage Aperçu si l'on ouvre le .gcode sous Ultimaker Cura ( On perd l'estimation de la durée d'impression ) C'est pour cela que bien souvent en plus de sauver le .gcode, je sauve le projet pour pouvoir refaire un tranchage et avoir les détails au besoins ) Après il faut savoir que c'est une estimation qui peut ne pas bien refléter le temps d'impression réel par la machine ( selon le paramétrage des vitesses max et accélération max du firmware et de comment il les appliques) Sinon d'autre trancheur comme PrusaSlicer et ses dérivés ont un "gcode-viewer" qui lui affiche les durées estimées ( ils arrivent le plus souvent a interpréter et estimer la durée d'un .gcode créé par Ultimaker Cura ) Exemple d'un fichier d'impression .gcode d'un cube de test tranché sous Ultimaker Cura vu avec QIDISlicer gcodeviewer ( QIDISlicer etant un dérivé de PrusaSlicer ) Là lui il estime que cela prendra 15 minutes ...
 1 point
1 point -
Vaste sujet… j’utilise les interface de support comme dit plus haut. Un paramètre important aussi est la distance entre l’interface et la pièce. Trop pres, ça colle, trop loin, ça fait crade. La valeur a peu près correct est de 0.28. Le problème est que cura transforme cette valeur en nombre de couche….style layer de 0.2, on va se retrouver avec 0.4 , soit 2 couches. Le compromis que j’utilise est des couches de 0.16, soit un écart de 0.32 entre la pièce et le support. A priori, le nouveau slicer galaxy slicer , un mod de orca, permet de gérer cette valeur en vrai grandeur et non pas en nombre de couche….A investiguer…1 point
-
Nouvelle version ce jour, tout particulièrement pour la réduction du volume de déchêts lors des purges https://github.com/bambulab/BambuStudio/releases/tag/v01.09.00.69 his is a major release (V1.9.0 Public Beta 2) that introduces features, improvements, and fixes according to user feedback. Please note that 3MF files generated by the public beta version of BambuStudio are not compatible for uploading to MakerWorld. Feature 1. Reducing purge through retracting filament Optimization has been carried out based on the beta1 feature. A long retraction is performed before the filament is cut, reducing the filament flushing length. This allows for a reduction in flush volume by approximately 2.4*length mm^3. Now, it's possible to set parameters for individual filaments. These filament-specific parameters will override the parameters of the extruder. If auto-calculaet flush volume when changing filament is enabled, the system will automatically perform the flush calculation when filament is changed. In other cases, please manually trigger automatic flushing. At present, only the X1 and X1C support this feature on filament parameters, with Bambu PLA Basic and Bambu PETG Basic being default open. Please ensure you're using the latest printer firmware(01.07.03.00). Other printers will gradually get support for this feature. (Note: Currently X1E and P series support this feature on extruder parameters, while the A series do not support this feature.) The original idea is from @LeonFisherSkipper Parameters in extruder Parameters in filament Improvement 1. Improved sharp tail support In version 1.9, BambuSlicer greatly improves the support effect and ease of disassembly of the pointed tail structure, reducing the occurrence of model collapse during printing. Sharp Tail is a special type of overhang that flies in the air, such as animal tails or human hair. Previously, we supported sharp tails with very tight and dense tree structures, which are difficult to remove. Now we have improved the support structure. Greatly improving the support effect and ease of disassembly of the pointed tail structure. Only a sparse set of contact nodes are added around the sharp tails, and the tree branches are separated far enough so they are easier to remove. Besides, sharp tail overhangs will no longer have support interface layers. For more details, see our wki page. Test model is hand of superman(https://www.printables.com/model/186499-superman) 3mf file. Compared with PrusaSlicer and OrcaSlicer, BambuStudio can print the model with lower failure possibility while support can be removed easily. In BambuStudio 1.9 version In PrusaSlicer (The model is prone to tipping over during the printing process) In OrcaSlicer (The model is prone to tipping over during the printing process) 2. Precise z height If checked, the accurate Z height will be obtained after slicing the model. For example, We slice a 12.3mm×12.3mm×12.3mm square with a layer height of 0.2mm. The final slicing result will be a multiple of 0.2mm (As shown in the first picture, the height after slicing will be 12.4mm). After checking this parameter, we will adjust the layer height of the last 5 layers so that the height of slicing result will be consistent with the actual height of the object. (As shown in the second picture, the height after slicing is 12.3mm which is consistent with the actual height of the object) Attention: It will not take effect when the number of object layers is less than 6 Precision z height is not checked Precision z height is checked 3. More importantly, we have added translation, rotation, and measurement tools in the assembly diagram, and added face and face assembly functions in the measurement tools to facilitate the rapid assembly of two objects 4. Multi-material segmentation improvements We extracted the part about Voronoi diagram detection in Arachne to a public location and applied it to multi-color area segmentation. And we re-implemented the main part of multi-material segmentation and solved all the problems of material segmentation overflow layer. This patch is cherry pick from Prusa, Thanks to PrusaSlicer 5. Add support used filament statistics. 6. Port the new "ensure_vertical_thickness" algorithm from PrusaSlicer. Thanks to @vojtech Bubnik 7. Port the "Extend sparse infill" feature from PrusaSlicer. Thanks to @Godrak 8. Add Bambu ABS-GF,Bambu ASA-Aero,Bambu Support for PLA/PETG 9. Add Turkish Support. Thanks to @fatih5228 for all the translations 10. Refine Ukrainian translation from @iZonex 11. Adapt and enhance the 3DHoneyComb infill from OrcaSlicer, credited to @gringer (David Eccles) for the initial 3DHoneyComb implementation in Slic3r. Moreover, we further implement the infill angle options, allowing for adjustments to the infill angle with this infill type.1 point
-
Nouveau firmware ce jour, pour accompagner la réduction de purges : OTA version 01.07.03.00 (20240408) Feature Optimizations Add filament verification for the "Reducing purging through retracting filament" function A long retraction during filament change can significantly reduce the purge volume, but it may cause clogging when the filaments assigned in the sliced file do not completely match the actual filaments in use. The filament verification function will verify the filament match before performing retraction. This function needs to be used with the slice files generated by Bambu studio v01.09.00.67 and above. For more information about the "Reducing purging through retracting filament" function, please refer to the Bambu studio release notes[https://github.com/bambulab/BambuStudio/releases/tag/v01.09.00.69].1 point
-
Je pense, si Creality la propose en test, que ce sera un test pour Isidon. Car il est définitivement devenus "le grand testeur spécialiste en impression résines, de référence", pour lesimprimantes3d.fr De plus je ne fait pas de vidéos. Or là c'est bien le genre de machine où il faut faire une vidéo afin de pouvoir relayer le test sur plus de plateformes.1 point
-
Super ! A 60°C j'ai des résultats meilleurs qu'à 50°C. Bien que l'imprimante n'ai pas été conçue pour ça elle tiens bon, mais toute l'électronique est soit déportée, soit isolée et refroidie. Tes filetages ont l'air très bien A noter également : les trois trous de fixation de l'anneau sont faits pour de petites vis à bois à tête fraisée, mais il faut limer un peu les têtes de vis car sinon ça frotte sur le taraudage. Après en fonction du slicer la côte externe du STL est plus ou moins respectée (compensation de l'écrasement de la couche externe). Il est facile d'appliquer un léger facteur d'échelle en X et en Y pour agrandir un peu l'anneau. Il est rare d'imprimer en 3D un couple filetage/taraudage avec la bonne tolérance du premier coup. L'anneau va vite à imprimer et consomme peu de plastique, en faire quelques uns avec différentes échelles X/Y. (bien évidemment conserver l'échelle en Z sinon le pas sera faux) Au moment de visser au plafond l'anneau, il peut être nécessaire de mettre des petites cales entre l'anneau et le plafond au niveau des vis pour que l'abat jour soit bien vertical. Des morceaux de post-it pliés plusieurs fois ça va très bien. Les plafonds ne sont pas toujours bien horizontaux et plans (précision et bâtiment ça ne va pas ensemble ) Le diamètre de l'anneau correspond aux spots GU10 encastés que j'avais chez moi, achetés en 2006 pour des spots halogènes (aujourd'hui des ampoules GU10 led). Je fais ressayer de refaire des photos de meilleur qualité de mon abat jour pour qu'on puisse bien voir les défauts et comparer. Voici des photos de ma pièce :









 1 point
1 point -
toi aussi tu te dis que si la résine a était exposé la lumière du soleil cela ne va pas être simple de nettoyer le plateau car la résine y a probablement bien durcie... ?1 point
-
Salutation ! Là je ne sais pas ce que calcul cette formule. ( Edit > de plus là je me dis que tu n'as pas appliqué l'angle dans le bon sens et départ de repère trigo ... ton 84° d'angle c'est d'où ( depuis quel plan ) et dans quel sens de rotation ? Si tu pars du plan XY (le plan du plateau, horizontal ) ? ou du plan XZ ou YZ( un plan vertical ) comme tu l'as fait dans ton essai ? ( Il y a 90° a ajouter ou enlever ou non a ton "angle" selon le plan de départ ... ) Habituellement on cherche pour les figurines à les avoir dans leur hauteur, et légèrement incliné vers l'arrière ou un coté. ) La seule formule que j'ai en stock quand on parle d'angle d'inclinaison en impression résine pour une surface plane, c'est arctan( layer_height / pixel_width ) Ce qui avec layer_height= 50 micron pixel_width= 34 micron donne arctan(50/34) = 55.78° (cf https://www.wolframalpha.com/input?i=arctan(50%2F34) ) Et cette "angle d'orientation idéale pour une surface plane" c'est a considérer seulement pour une surface plate d'un modèle 3D, comme une face d'un cube, quand on veut obtenir après impression, une belle surface, la plus régulière, lisse, possible pour une face de ce cube. ( l'angle d’inclinaison de la surface tombe pile dans une diagonale d'un "voxel" et donc cela fait une surface plus régulière car avec des marches d'escaliers ayant des profondeur et hauteur régulière) Or là tu imprimes des formes organiques ( avec plein de courbes partout ... ) Donc, regarde plutôt pour activer l'anti aliasing et tester des impressions pour trouver les paramètres qui te vont (exemple genre AA=2/10 + blur=2 + gray level=5 ) et orienter afin de placer des gros supports d'ancrage sur des surfaces qui ne seront pas visibles ou facilement prononçables ( le dessous des pieds ) et de placer le minimum de supports moyen et fin pour le reste des îlots et pour bien maintenir en place ... Donc regarder les vidéos de "TableFlip Foundry" comme par exemple1 point
-
Bonjour @Werl3DPrint Le filament phosphorescent est abrasif , de memoire sur l'emballage il est fortement conseillé d'utiliser un buse acier ou ruby. Voici une photo et infos d'une buse après 2 ans d'utilisation Pour les modifications, la cr10s pro ( V1 et v2) et max ont un grand nombre de pieces en commun, comme la tête d'impression, l'extrudeur.. Pour ma part, les modifs les plus interressantes sont, dans l'ordre : - BL Touch 3.1 - remplacer les ressorts du plateau par des plots en silicone - synchro axe Z , pour la max ( il va falloir trouver une très grande courroie fermée) - un hotend full metal type micro swiss - Firmware TinyMachines 7.4.5 + FW ecran DW7.7, plein de nouvelles fonctions!!!1 point
-
En regardant dans l'onglet "entreprise" de Prusa, je vois les 18 awards ou récompenses reçus. Elles commencent toutes à dater et me font penser aux uniformes des anciens combattants avec toutes les breloques fièrement arborées, souvenir d'une autre époque.
 0 points
0 points -
Ca aurait été le même produit proposé par Bambu lab, même un poil plus cher, j'y serai allé les yeux fermés, mais là non. Les premiers testeurs anglophones en disent du bien, mais quand tu creuses bien par MP, y'a des choses qui ne sont pas claire (déjà les profils de testeurs, la majorité n'ont pas d'imprimantes FDM concurrentes), ou te font des jetons de poker avec des couches immondes et répond pas trop quand je parle des purges (bon après j'en ai trouvé que deux, il faut dire). Leur procédé multicolore qu'ils veulent proposer avec un slicer personnalisé (comme bambu studio) et transformer leur plateforme pixup3D en makerworld, c'est beaucoup trop ambitieux pour leur labo de 3 personnes (vu le suivi de SAV des machines, ils sont que 3 les mecs), et vu les nombreuses difficultés pour ajuster un firmware sur leur Mighty (on attend depuis 3 ans qu'ils corrigent la caméra), au point que sur les derniers modèles MSLA (outre la future Revo 14K à voir) ils ont retiré toute évolution technologique. Je suis prêt à parier que les premiers acheteurs auront des produits mal aboutis, mais ça permettra à phrozen d'avoir une armée de béta testeurs pour vendre le produit définitif à 2K et sans trop de soucis (c'était le but du kit 12K de la mighty et les firmware qui ont fait explosé des imprimantes DONT LA MIENNE) pour ajuster en presque UN AN celui prévu pour le modèle de la 12K définitive (850 balles pour avoir moins bien que la saturn 3 Ultra au final). Bref, après j'aurai pas forcément confiance aux premières propositions d'Anycubic (là aussi mes "petits oiseaux" semblent dire que les versions déjà acquise par les grands influenceurs ami de la marque essuient pas mal de platre (après les innovations anycubic, on sait qu'il faut attendre bien 6 mois pour que le produit soit ajusté), disons que je suis certain concernant Anycubic et Creality, qu'à la différence le prix sera plus raisonnable que celui de chez Fraude Zen0 points