Classement




Contenu populaire
Contenu avec la plus haute réputation depuis 13/03/2026 dans Messages
-
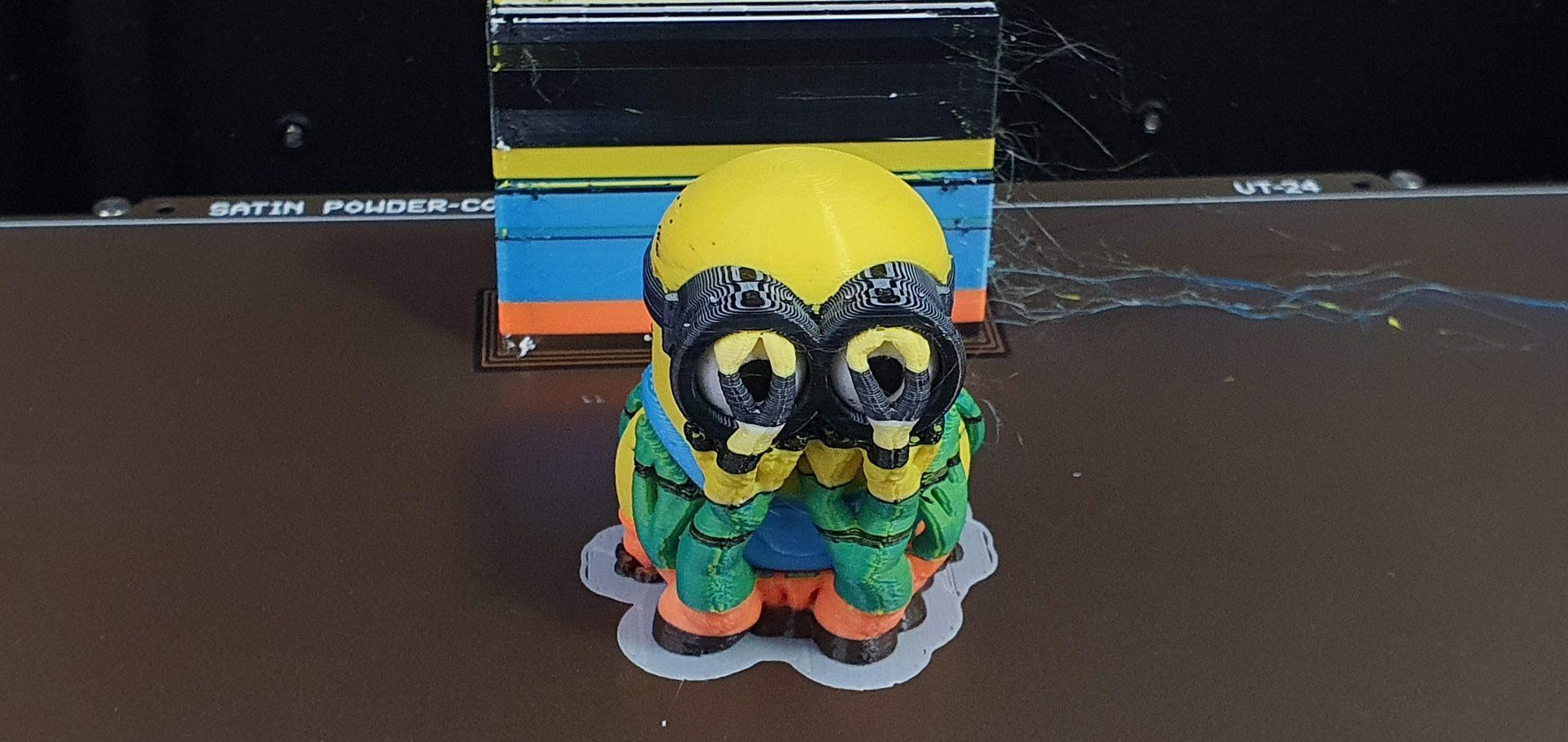
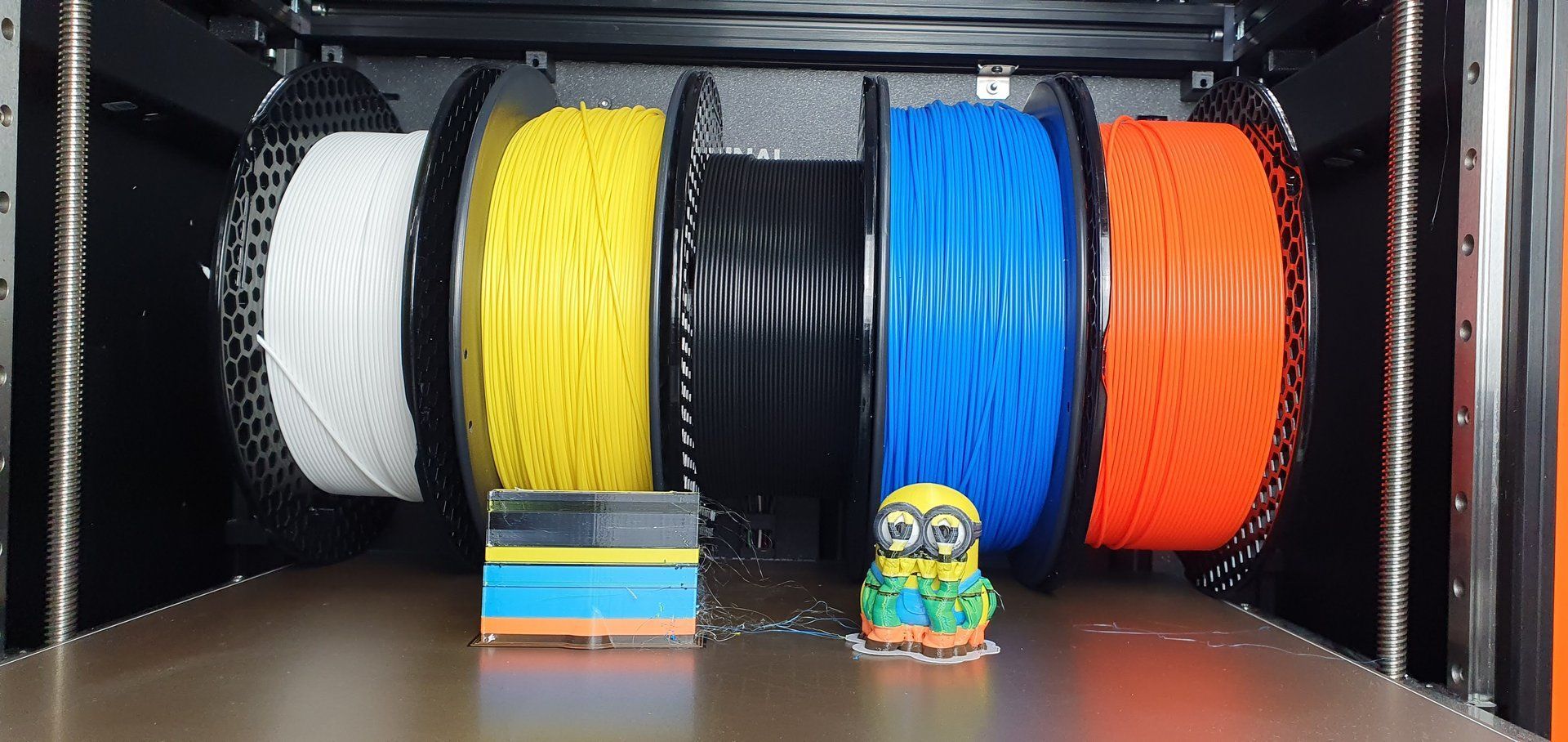
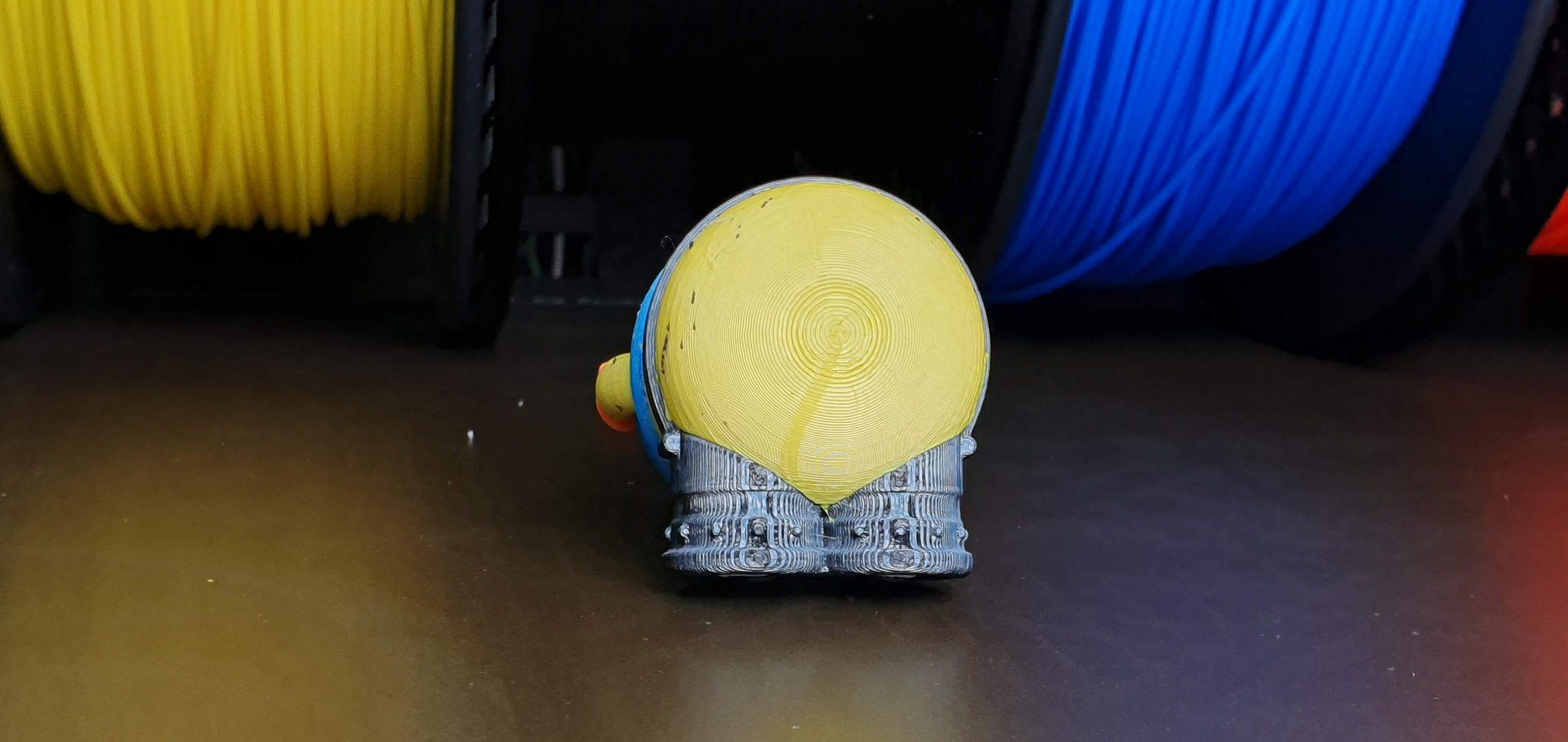
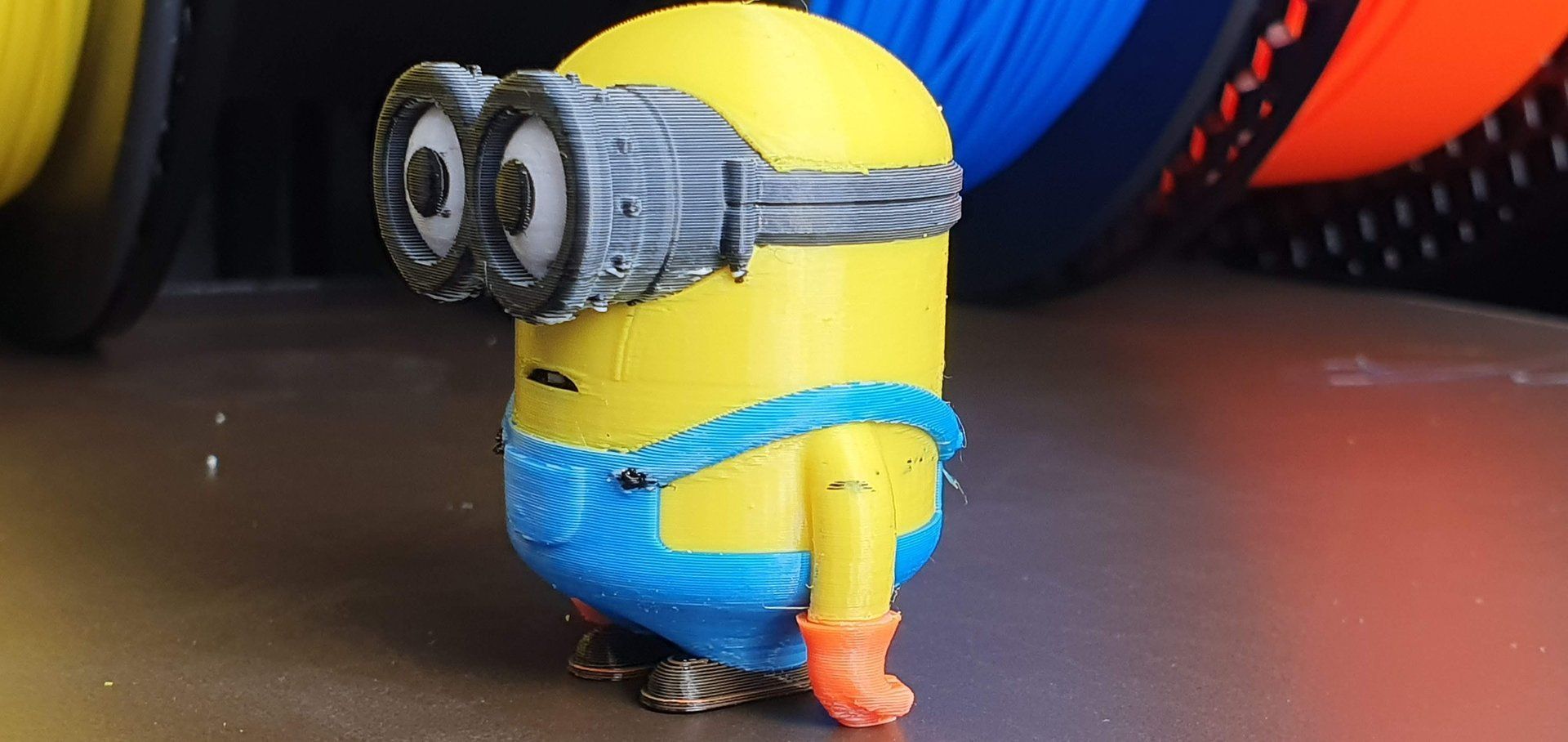
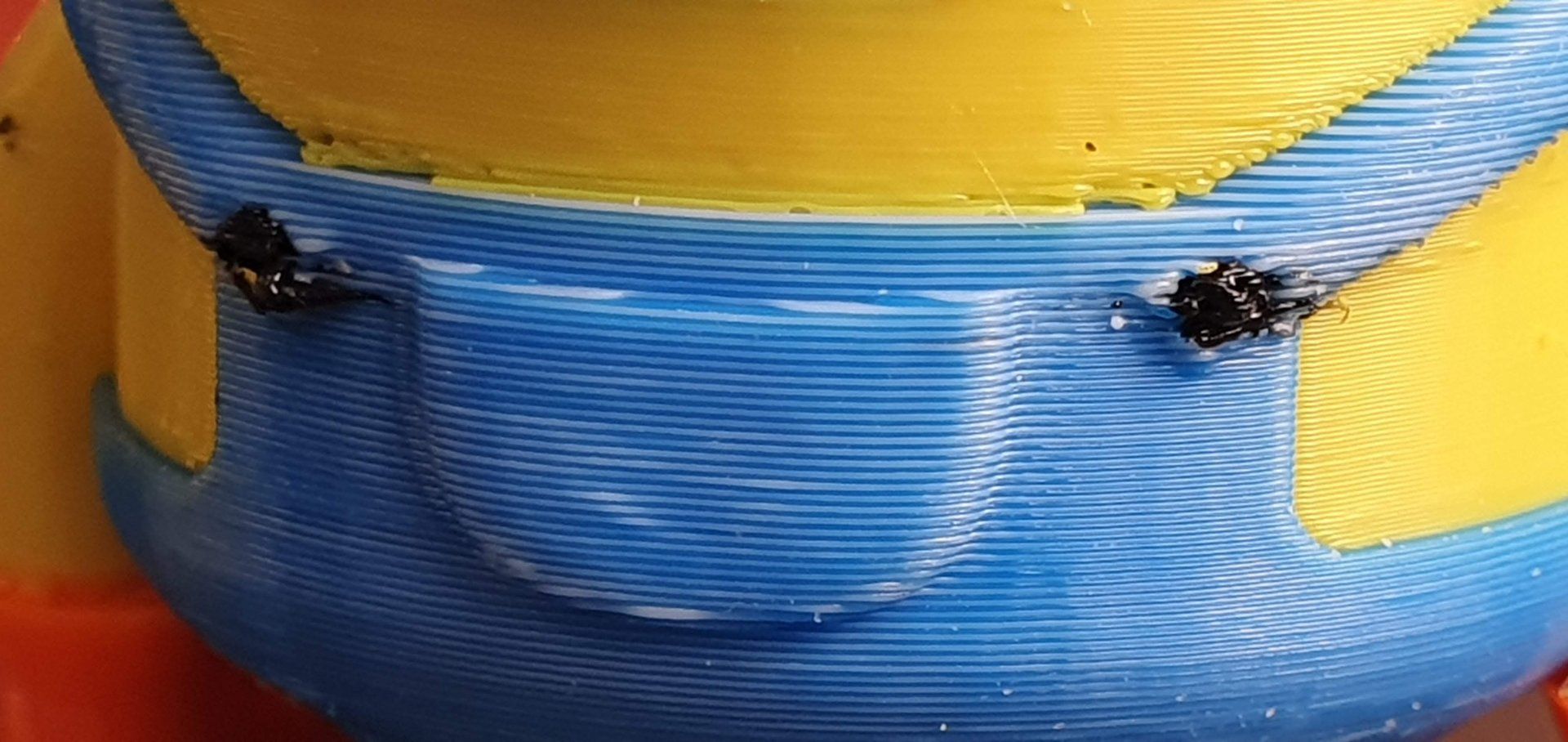
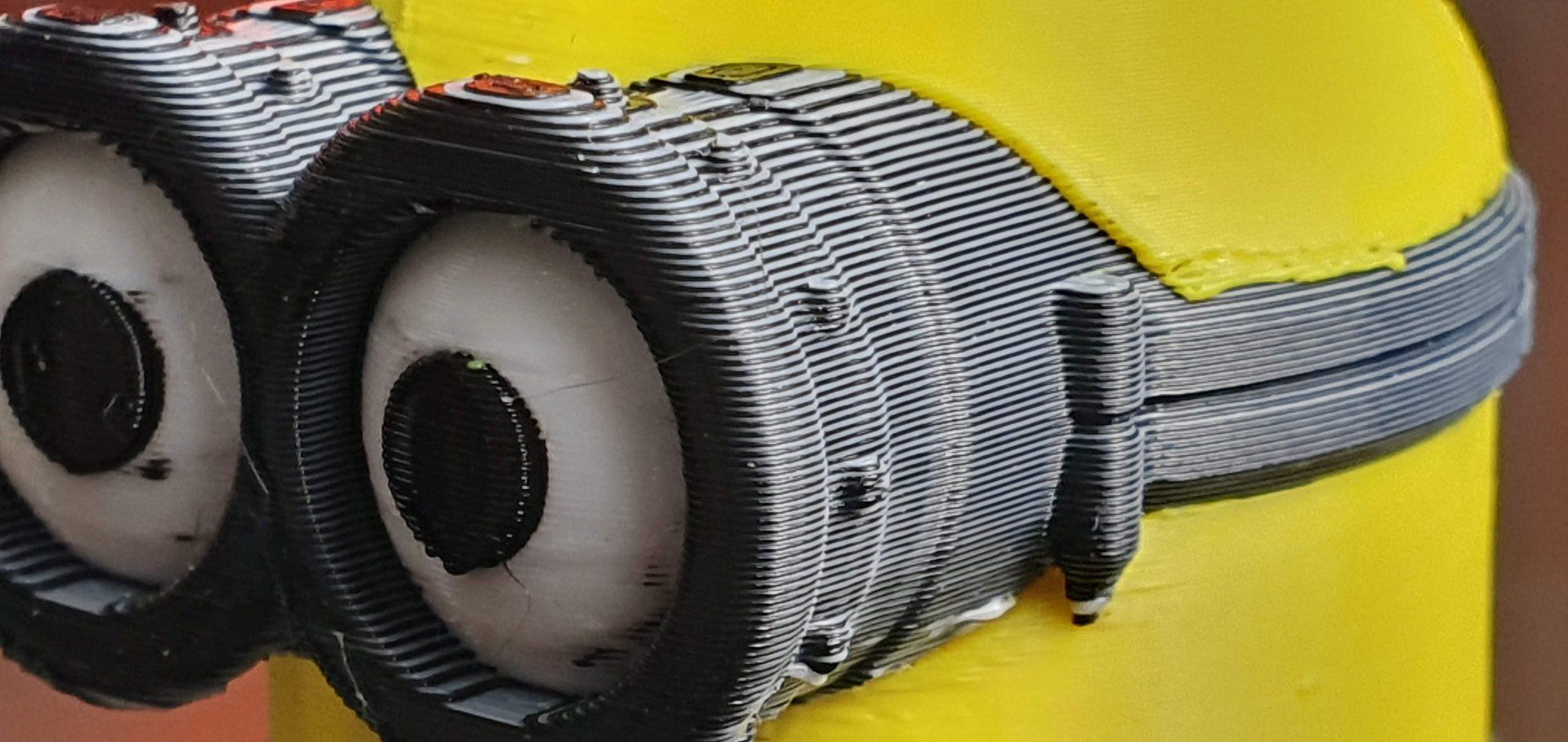
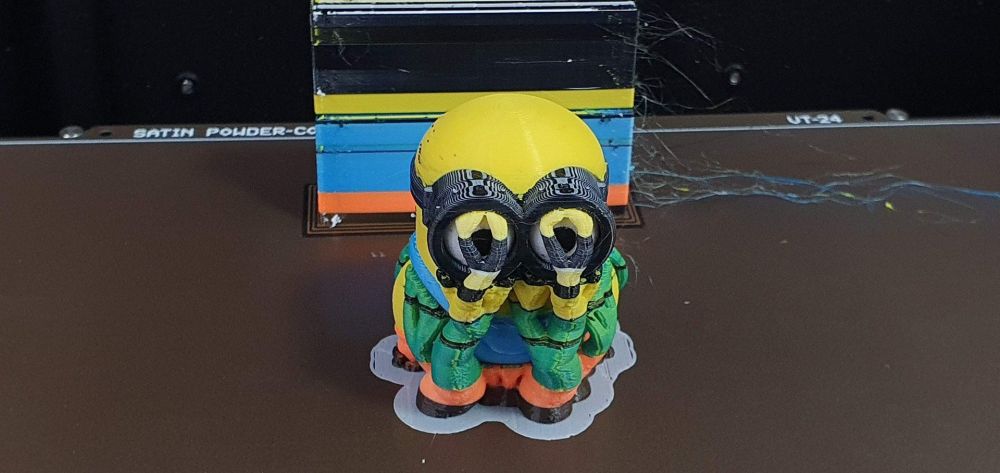
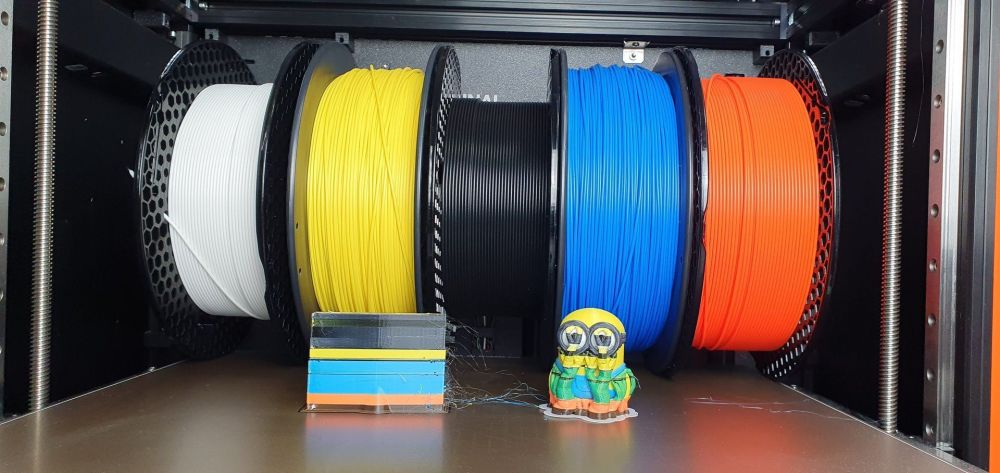
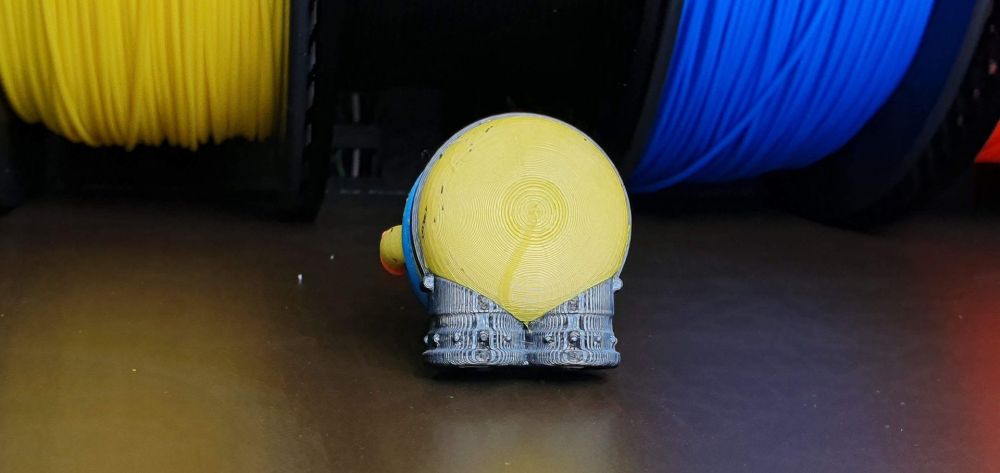
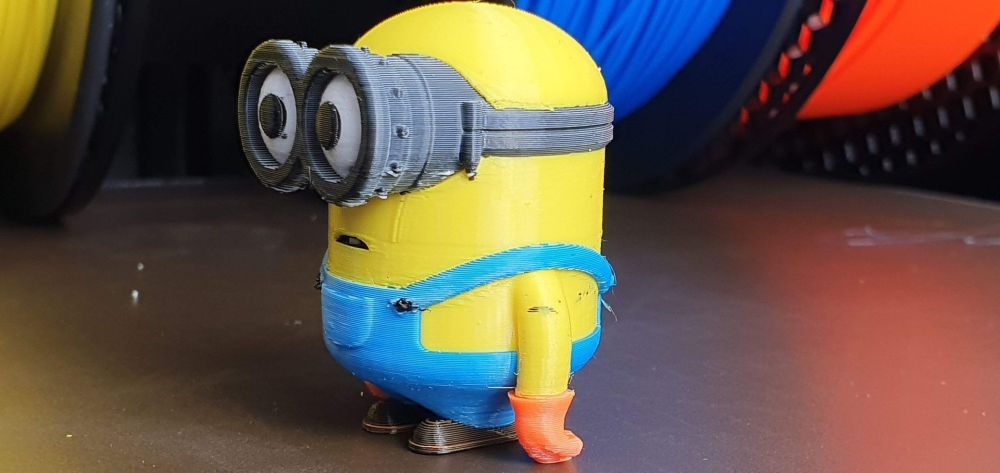
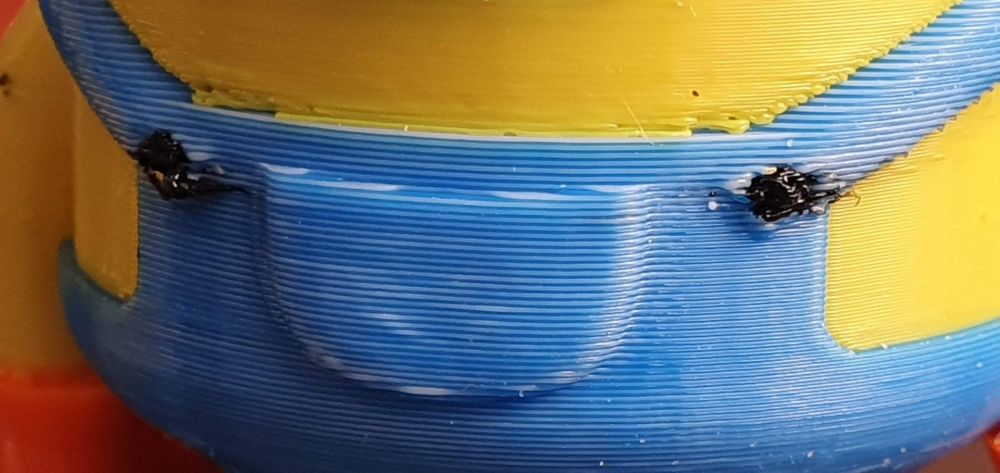
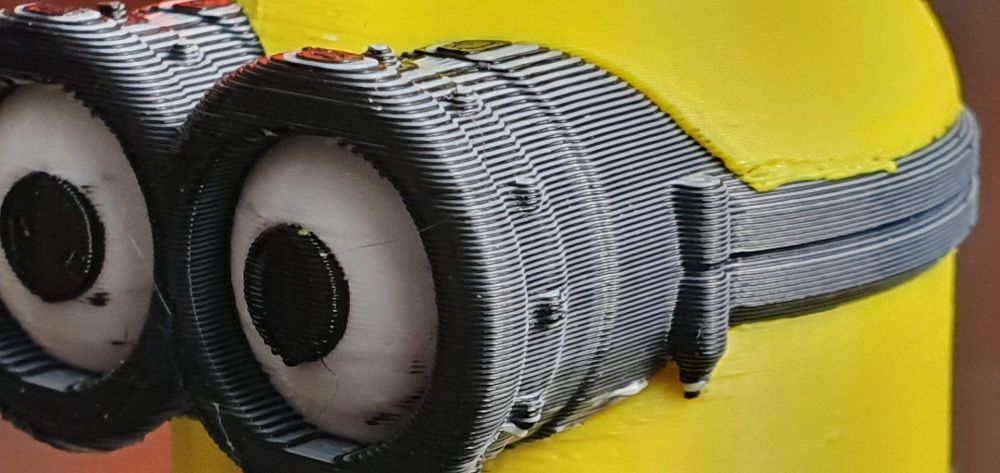
Allez hop, voici le résultat. Assez pourri les réglages du profil par défaut de OrcaSlicer pour la XL je dois dire. Ca file, y'a des pétouilles partout, et j'ai un gros problème d'extrusion et/ou de cohésion des couches (ça délamine tout seul comme si j'avais mélangé du PETG, j'ai vérifié c'est bien du full PLA). Mais on va dire que c'est secondaire, faut garder le focus sur la technique d'empilement des couches. Résultat brut : Le même avec les bobines utilisées derrière et un éclairage diffus neutre pour apprécier les différences de nuances de couleurs (on note du vert dans les supports, mais il n'y en a pas dans le modèle) : Le minion sans les supports, on commence à apprécier le gris des lunettes : Le dessus où on voit bien les marches d'escalier : De profil : Zoom sur les chaussures, le noir prédomine, je m'attendais à un marron plus clair et les gants plus beige : Zoom sur la salopette, on distingue à peine les alternances blanc/bleu. Il s'agit de "bleu france", ici il est bien éclairci : Zoom sur les lunettes, là on distingue parfaitement les alternances noir/blanc : Franchement pour un premier résultat, c'est plutôt prometteur, mais un peu déçu du rendu. Je pense qu'il y a un gros travail à faire pour étalonner les couleurs selon les bobines qu'on a, et le rendu sur écran. Sinon ça s'éloigne vite de ce qu'on souhaite obtenir. En conclusion je dirais que le résultat obtenu est du niveau du "Chicken 1.0", ce qui est cohérente puisque rien n'est étalonné/optimisé sur ma config (sauf mon écran qui est calibré). Qu'en pensez-vous ?


 8 points
8 points -
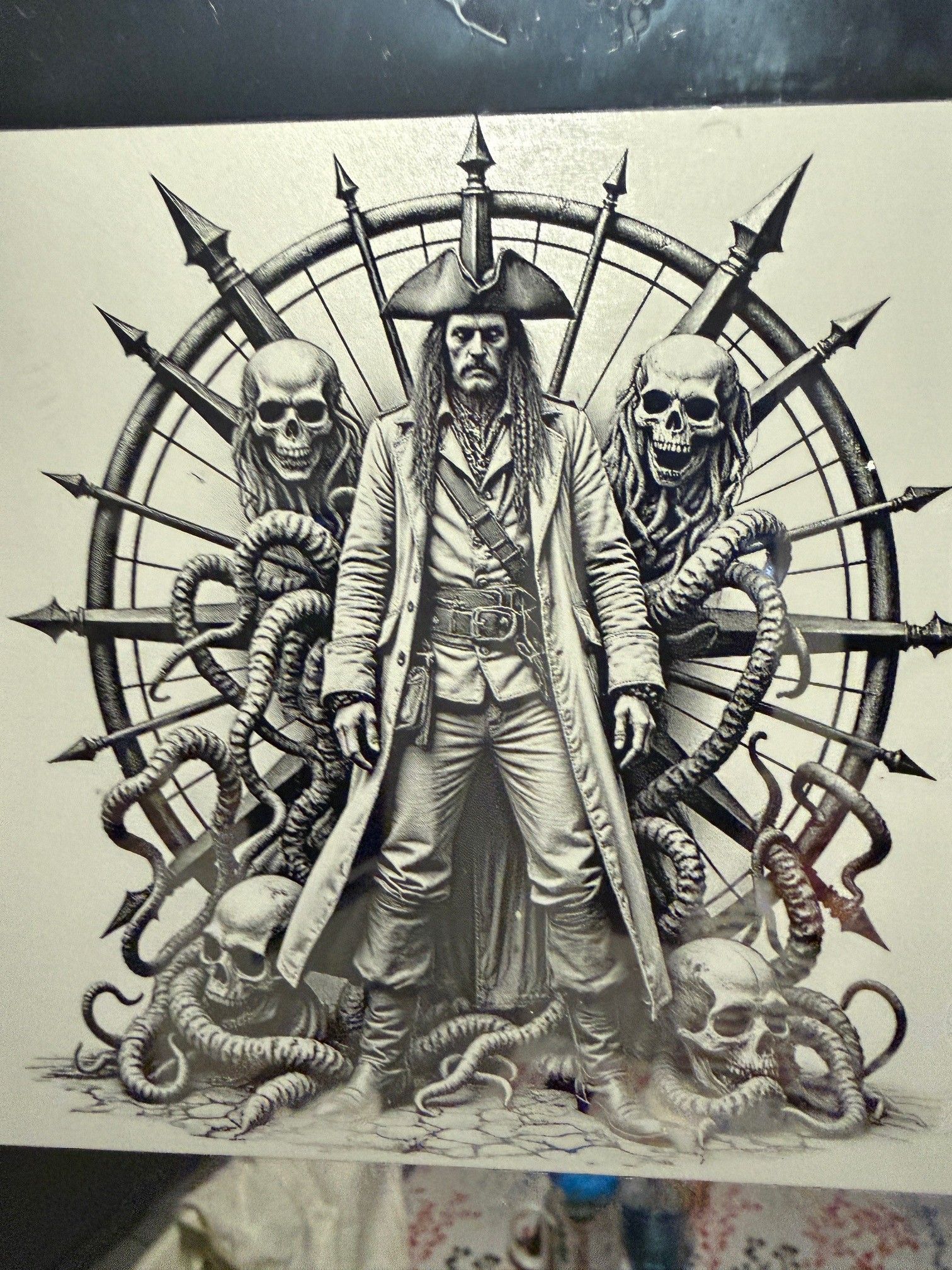
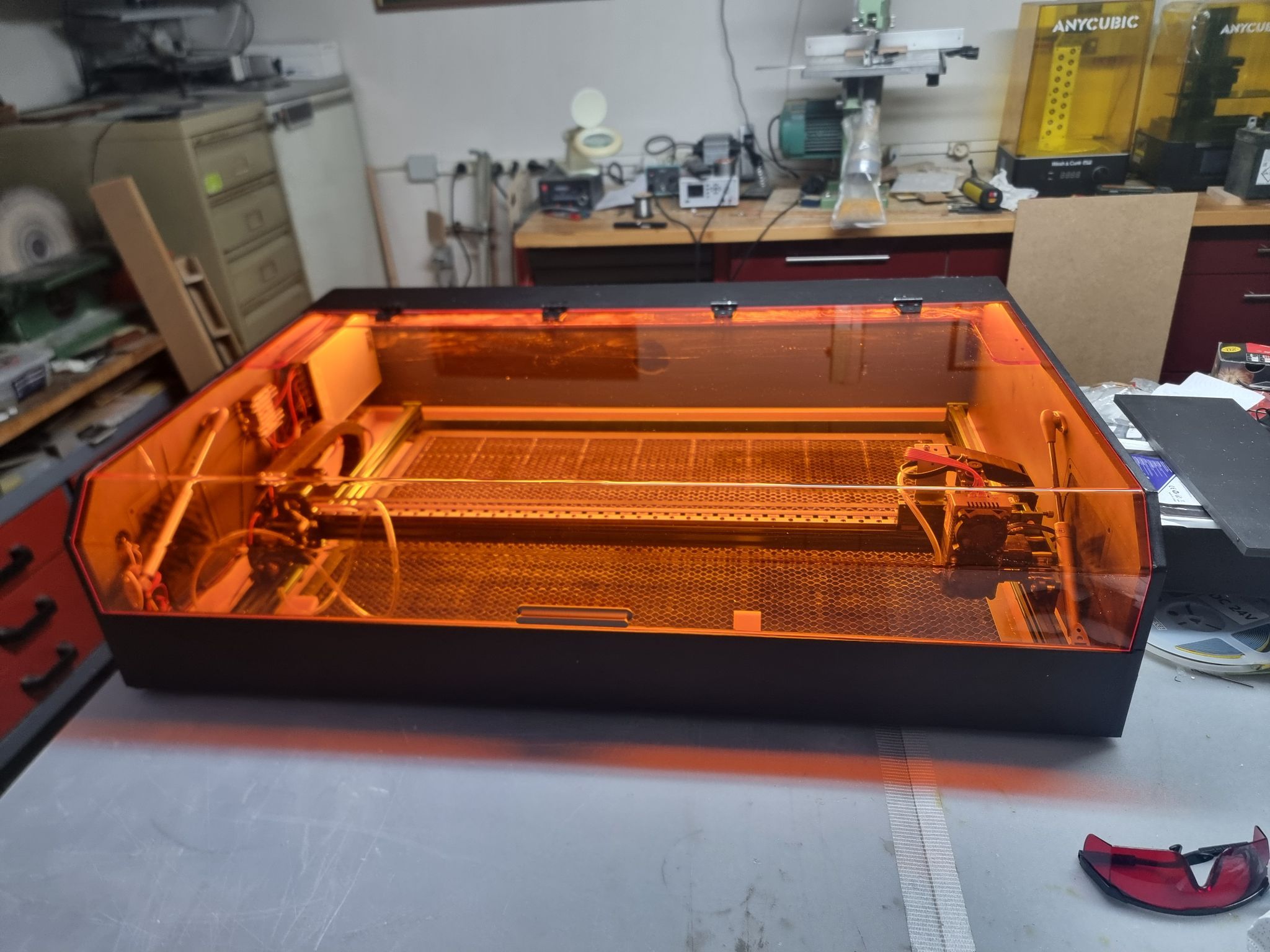
J'ai gravé quelques bricoles très facilement sur du PMMA légèrement teinté, le résultat est très propre (normal sur cette matière). j'ai fait la même chose sur du PC, le résultat est aussi propre. Je vais faire des tests sur du PC noir, ABS noir, PP blanc, bleu, noir et d'autres matières en cherchant dans mes stocks. Sur le PMMA, Largeur de la gravure 100 mm environ (il y a des reflets car pris rapidement d'une main avec l'iphone dans l'autre avec une lampe au dessus (nul le photographe). .
 7 points
7 points -
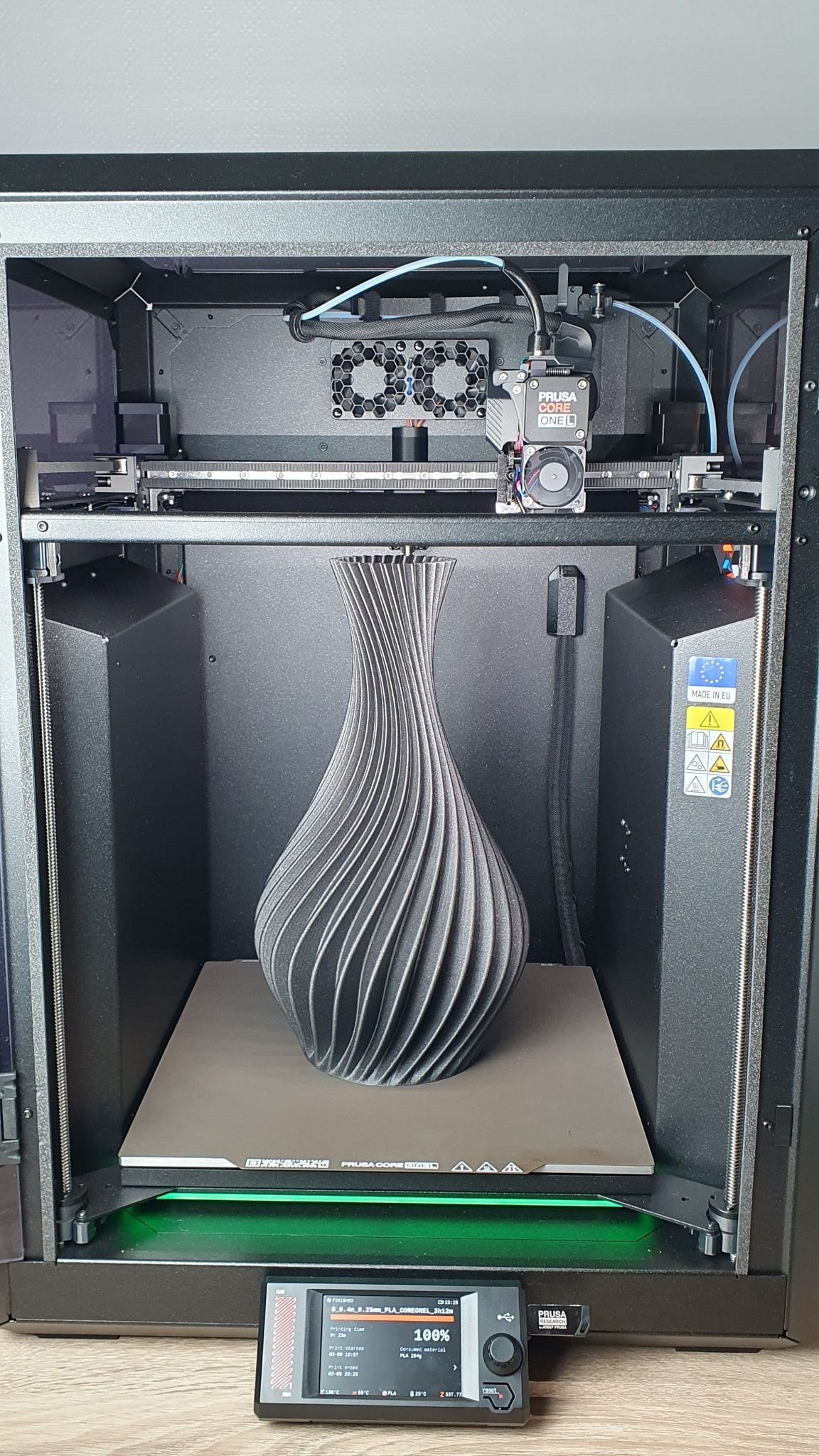
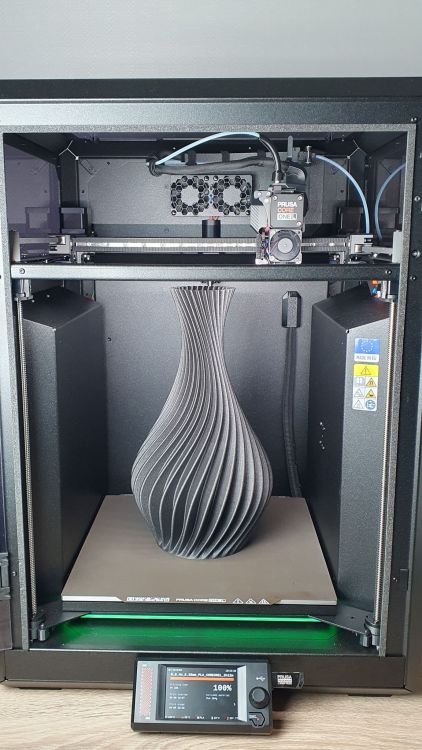
Bonjour à tous, Une fois n'est pas coutume, Prusa nous a envoyé sa Prusa CORE One L afin que nous la testions. Et on va se faire un plaisir de la décortiquer. Ce n'est pas à proprement parler une remplaçante, elle ne succède pas à la Prusa CORE One. Il s'agit plutôt d'un modèle avec des caractéristiques qui répondent à des besoins (et porte-monnaies) différents. Elle est annoncée pour une dimension seulement 10% supérieure, mais avec un volume d'impression doublé. Comme d'habitude, n'hésitez pas à me faire part de vos questions, interrogations, envies d'impressions, j'essaierai d'y répondre. Fiche technique des points clés qui diffèrent avec la CORE One+ standard : Dimensions de la machine 469×521×635mm pour 21,9kg Volume imprimable 300x300x330mm Plateau chauffant AC en aluminum épais, jusqu'à 120°C avec moins de 2°C de variation sur 99% de la surface. Extrudeur Nextruder avec buse de 0.4mm HF en laiton + 0.4mm durcie pouvant monter jusqu'à 290°C Chambre chauffée de manière semi-passive (deux ventilateurs sous le plateau chauffant) jusqu'à 60°C Caméra de série Accéléromètre de série Pour le reste, on retrouve les mêmes caractéristiques. Elle parait impressionnante sous cet angle, mais elle n'est pas tellement plus grosse, surtout elle fait le même poids ! Bon c'est vrai que la CORE One parait petite à côté. On voit bien le volume d'impression doublé, on aurait presqu'envie de jouer aux poupées russes. Je vous passe l'unboxing, vous l'aurez sur le blog. Le déballage est facile et rapide, un QR code nous renvoi sur une vidéo montrant toutes les étapes. Enlever les protections de transport, "clipser" l'écran (magnétique), le porte bobine à clipser également, et sélectionner la langue. C'est tout, la machine est prête à imprimer sortie du carton, avec sa bobine incluse de 1kg de PLA. Ah qu'il est loin le temps des kits, c'est moins fun mais c'est pas plus mal. En premières impressions (ressenties), bien que très similaire je trouve que la Prusa CORE One L fait "plus fini". Lorsqu'on est habitué on remarque tout de suite les petits détails, la poignée de porte rivetée, les tiges trapézoïdales lubrifiées, la grille des ventilateurs de chambre moins cheap, le capot supérieur clipsé (plus de rivets) et plein de petites pièces différentes. Ce n'est clairement pas un simple upsizing. Ne vous inquiétez pas je reviendrai sur tous ces petits détails, certains sont intéressants. Pour le moment j'ai effectué quelques petites impressions test en PLA juste pour voir si tout allait bien, et devinez quoi... tout va bien. Actuellement elle est en train de monter sa première pièce de 33cm de haut, un tiers d'une bobine est en train d'y passer, je vous poste le résultat tout à l'heure (4h d'impression). Je peux juste vous dire que ça me fait un peu le même effet qu'avec la XL les premières fois, les pièces imprimées paraissaient beaucoup plus petites sur le slicer qu'en vrai. EDIT: Et voilà le résultat, près de 300g en 3h25, couches de 0.25mm, paroi de 1mm avec la buse 0.4HF d'origine. Vous vous souvenez de Hulk, l'impression Zmax de la CORE One ? Il est pas bien grand finalement. Maintenant qu'on sait quelle marche bien, on va pouvoir passer à des tests plus conséquents.



 7 points
7 points -
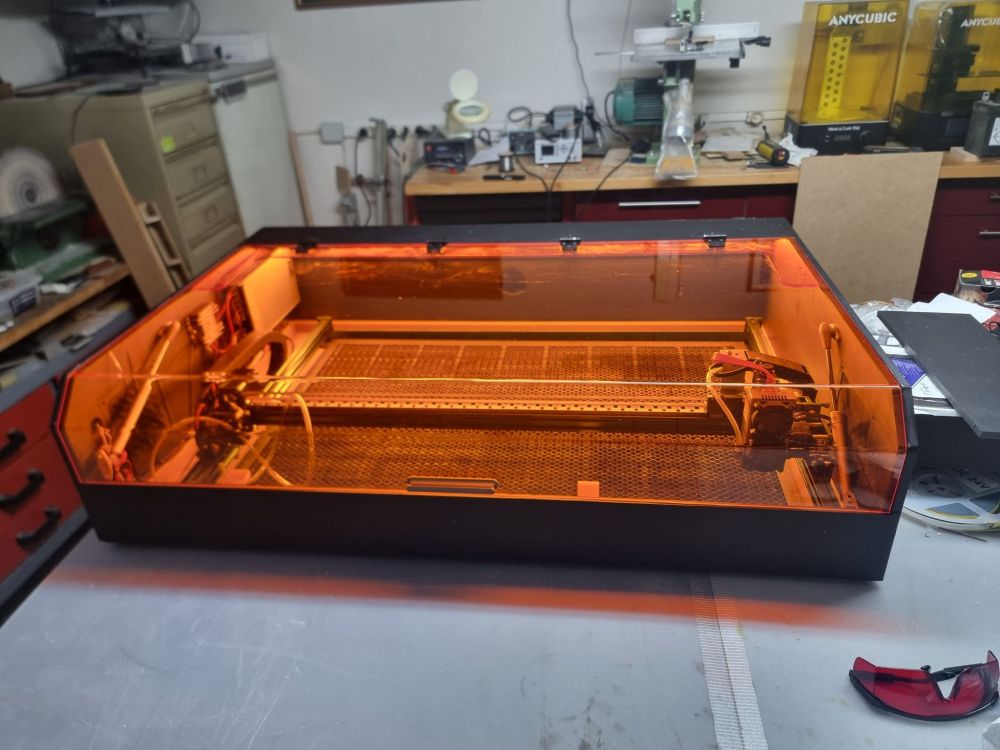
Je n'ai pas eu la patience d'attendre le retour Isidon. C'est bien le laser XTOOL F2 Ultre U.V. Sur l'emballage, il est bien inscrit 69 Kg. Je ne l'ai pas pesé, mais comme je l'ai déballé et installé seul à bientôt 68 ans et que je ne suis pas le fils de Batman, Hulk, Superman ou tout autre super-héros. On doit être nettement en dessous des 69 Kg. Une partie de la famille est maintenant réunie sur le bureau dédié. Essais sur du PMMA transparent légèrement teinté, le résultat est superbe dès le premier test. Autres points positifs, aucune fumée ni odeur pour du plastique, c'est génial. Le couvercle vertical est plus qualitatif que son cousin le F1. Quel bonheur d'avoir un seul logiciel pour piloter tous ces lasers Point négatif : il est très bruyant, surtout que je suis assis juste à côté sur le second bureau (mesuré 68 db), c'est principalement l'aspiration, pour les prochains essais, je baisserai la puissance de l'aspiration. Il faut faire un support pour incliner le petit pupitre, car à plat sur une table, on ne voit rien (comme le F1 Ultra). PS: j'avais mis un indice, si vous regardez sous mon avatar, j'avais déjà inscrit la ref. du nouveau laser.
 7 points
7 points -
bonjour, je viens d'entrer dans ma 80eme année depuis le 26 frévrier., je passe encore beaucoup de temps (un peu trop peu être) mais que faire quand la terre devient de plus en plus basse dans le jardin? La découverte de l'impression 3D m'a permis d'apprendre un peu plus chaque jour grâce aux contributeurs du forum et des créateurs des tutoriels en vidéo que je consulte réguliérement. Mes enfants et petits enfants sont continuellement sur leurs écrans et réseaux sociaux (C'est leur monde). La 3D ou Hobby manuel ne les instresse pas. C'est plus facile de recevoir.7 points
-
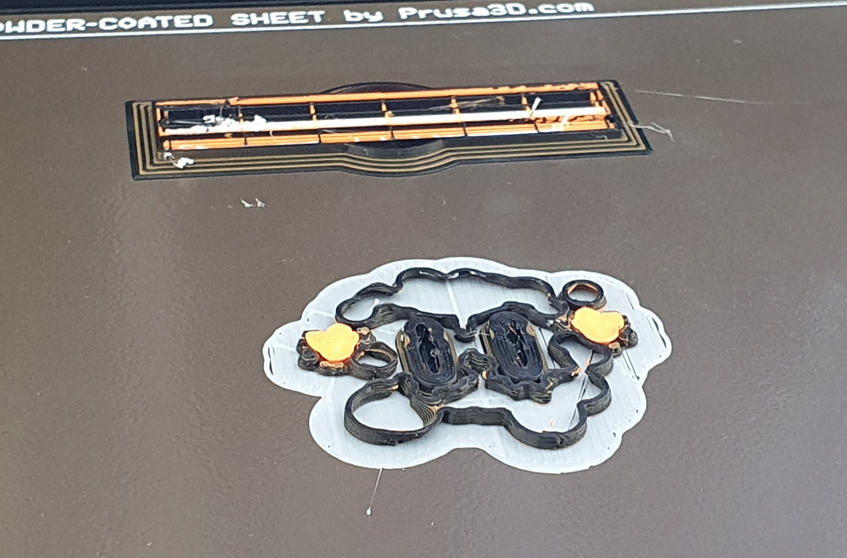
Je restaure avec et pour ma fille une Peugeot 203 qui était son cadeau de ses 18ans. Après réfection complète du compteur et en gise de clin à son anniv, j'ai gravé ses initiales et l'année de ce cadeau hors du commun. Pas évident car la surface n'était vraiment pas plane ni facile à cadrer.

 5 points
5 points -
Ça c'est un bon sondage, vu les votes on va finir par imprimer des cannes5 points
-
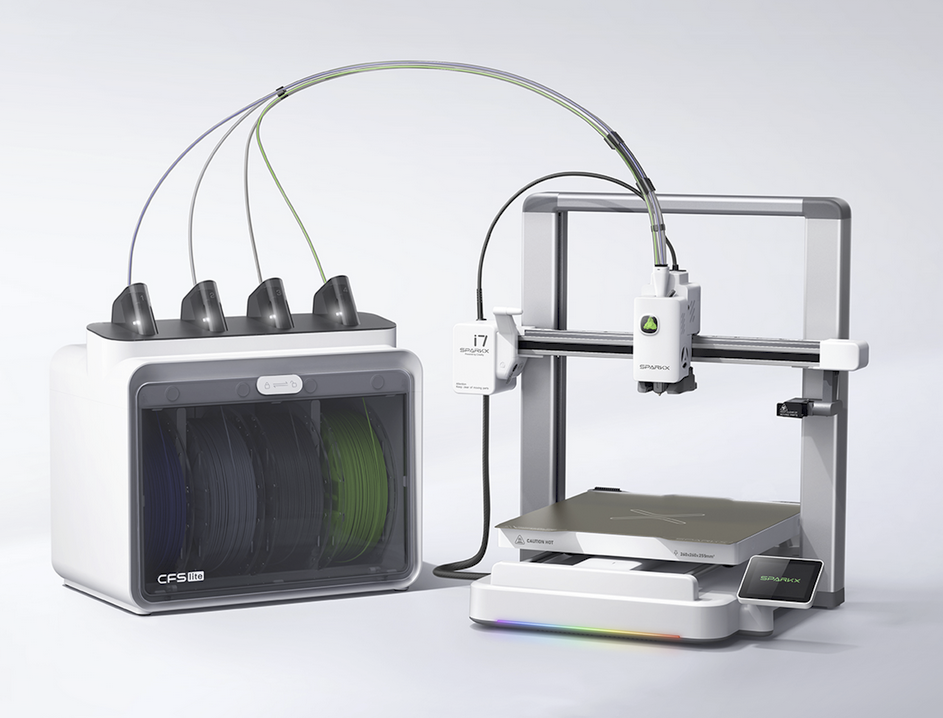
Salut Comme certains ont pu le voir dans un "Quoi Qu'est-ce", j'ai reçu la nouvelle Creality SPARKX i7 Color Combo pour la tester. Merci à @Julien et @Motard Geek de m'avoir fait confiance pour réaliser ce test. Je vous propose donc à travers ce post de découvrir et de suivre le test de cette belle imprimante. Au sommaire : Spécifications Déballage Montage et mise en route 1ᵉʳ tests + à suivre Liens utiles : Je rajoute ici quelques liens en rapport avec cette imprimante : Présentation de la SPARKX i7 sur le site Les Imprimantes 3D --> https://www.lesimprimantes3d.fr/creality-sparkx-i7-color-combo-presentation-20260312/ La SPARKX i7 sur le comparateur du site Les Imprimantes 3D --> https://www.lesimprimantes3d.fr/comparateur/imprimante3d/creality-3d/sparkx-i7-combo/ Le CFS Lite sur le comparateur du site Les Imprimantes 3D --> https://www.lesimprimantes3d.fr/comparateur/accessoires/creality-3d/cfs-lite/ La SPARKX i7 sur le site de Creality --> https://store.creality.com/fr/products/sparkx-i7-color-combo-imprimante-3d Le Wiki Creality --> pour la i7 https://wiki.creality.com/en/sparkx/i7 et pour le CFS Lite --> https://wiki.creality.com/en/sparkx/cfs-lite Trancheur/Slicer Creality Print --> https://www.creality.com/download Plateforme de téléchargement de modèles 3D Creality Cloud --> https://www.crealitycloud.com/ La Playlist des tutos pour les SPARKX i7 sur YouTube Interagir avec ce sujet : Enfin, pour la clarté de ce sujet, je vous propose d'utiliser le Topic unique SPARKX i7 sur le forum pour poster vos commentaires et questions. A+ JC PS : Ce sujet est en cours de rédaction et mis à jour régulièrement. "Suivez" le pour ne rien manquer
 4 points
4 points -
Bravo tu as trouvé la ref. Cet aprèm j'ai lancé un "bunny" de 3h (10cm de haut), provenant des modèles tout prêts de la galerie de PrusaSlicer, histoire de changer du benchy. J'ai pu le lancer depuis mon bureau grâce à la caméra qui m'a permis de surveiller les premières couches et d'avoir l'impression terminée après ma journée de boulot. J'avais au préalable inséré une carte µSD dans la caméra et activé la fonction "Timelapse permanent". Alors avant toute chose il faut savoir que ce mode "timelapse" est particulier, en fait (pour l'instant) il faut activer manuellement le début de l'enregistrement, et couper manuellement à la fin de l'impression, d'où le "permanent". C'est le revers d'avoir une caméra totalement indépendante de l'imprimante, pas de communication directe. Bonne surprise cependant en récupérant la carte mémoire, à côté de la série des 2000 photos (367Mo) il y avait une vidéo déjà montée (un .avi de 3min20 et 250Mo). A priori depuis une update firmware l'année dernière la caméra est en mesure d'assembler elle-même les clichés pour produire le timelapse directement. Comme je ne le savais pas, et que de toute façon je veux maitriser la durée de la vidéo de sortie et pouvoir couper proprement le début et la fin, je prends le plus de clichés possible (toutes les 5 sec) et je post-traite. Etant de nature fainéante j'ai demandé à l'IA de me coder un petit outil qui détecte les mouvements pour trouver le début et la fin de l'impression, puis assemble les images pour produire une vidéo de la durée souhaitée (avec ffmpeg), et ajoute une pause de 2 sec sur la dernière image pour laisser le temps d'apprécier le résultat. Voici ce que ça donne (un .mp4 de 17sec et 40Mo) : On peut noter deux choses : La caméra qui pointe trop bas, sur des impressions petites/moyennes tout est ramassé sur le haut de l'image. Pas de synchronisation avec l'imprimante, les clichés sont pris n'importe quand et on voit la tête partir dans tous les sens, on distingue aussi des Z-hop. Conclusion, la camera peut générer le timelapse elle-même, il faudra alors choisir le bon intervalle entre les clichés pour obtenir une vidéo de la durée souhaitée (comme avec une GoPro). Mais le démarrage et la fin de l'enregistrement nécessitent une action manuelle, ainsi que la récupération de la vidéo (ou des photos) qui nécessite de sortir la carte mémoire de la caméra. La fonction a le mérite d'exister même si ce n'est pas encore ça point de vu expérience utilisateur.4 points
-
Ajout du dernier arrivant, le laser Xtool F2 Ultra U.V.
 4 points
4 points -
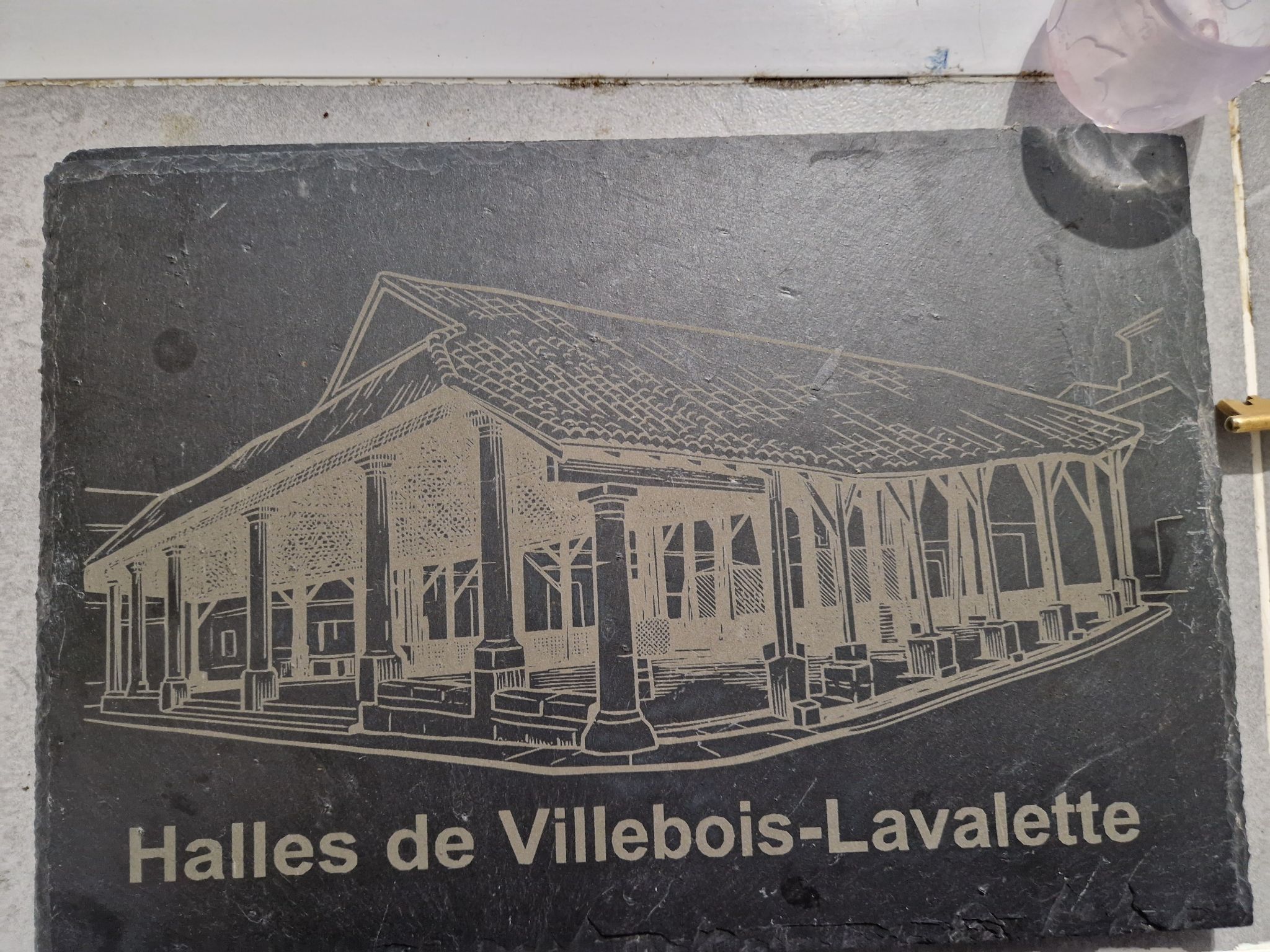
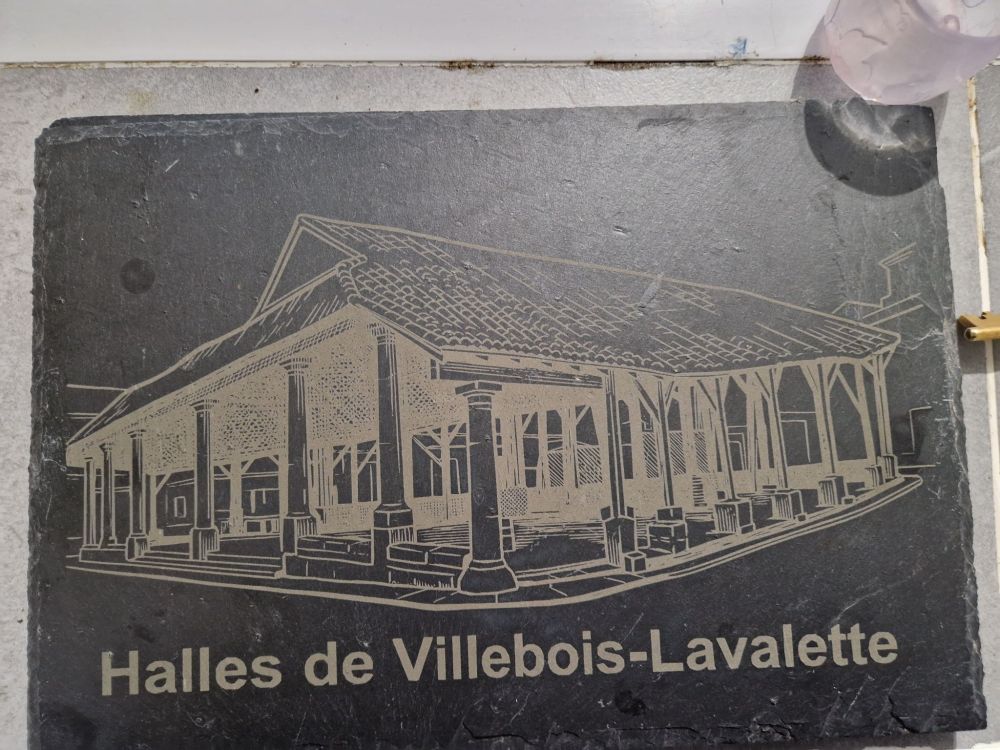
Moins original mais vraiment sympa, gravure sur ardoise.
 4 points
4 points -
Bigtreetech Pad5 V2 pour Klipper, implant fémoral 3D métal chez Stryker, Sparkx i7, Creator 5, OrcaSlicer FullSpectrum et BMCU open source. https://www.lesimprimantes3d.fr/semaine-impression-3d-532-20260315/4 points
-
Bonjour à Tous, Je confirme, étant proprio d'un Neje 4 max, je découpe du CTP en 3mm et même en 5mm. Mais.... il y a de grosses différences dans les contreplaqués. Cela dépend de l'essence du bois, du nombre de plis et surtout de la colle utilisée à sa fabrication. Par exemple, l'Okoumé et le tilleul 3 plis passe sans problème. Le contreplaqué de bouleau Finlandais (qualité aviation) est beaucoup plus difficile à découper. Je le découpe, pour le 3mm 5 plis, en 3 passes 400mm/mn, 80% laser et -0.5mm/passe en Z. Je cherche toujours à avoir un résultat le plus propre possible, c'est à dire coupe avec le minimum de brulure sur la tranche et pas de trace de brulure sur les surfaces. Je vous joins un tableau des paramètres de mes découpes. J'aussi réalisé un coffret (pour les fumées !), aspirateur Vevor 150w Découpe laser NEJE 4 Max V2 E80.docx
 4 points
4 points -
Les potes agés... On est pas des légumes non plus ! Je vous laisse comprendre, moi j'y vais !!!4 points
-
Disons "retraités" ça fera moins EHPAD @les djeuns allez voter pour rajeunir la population4 points
-
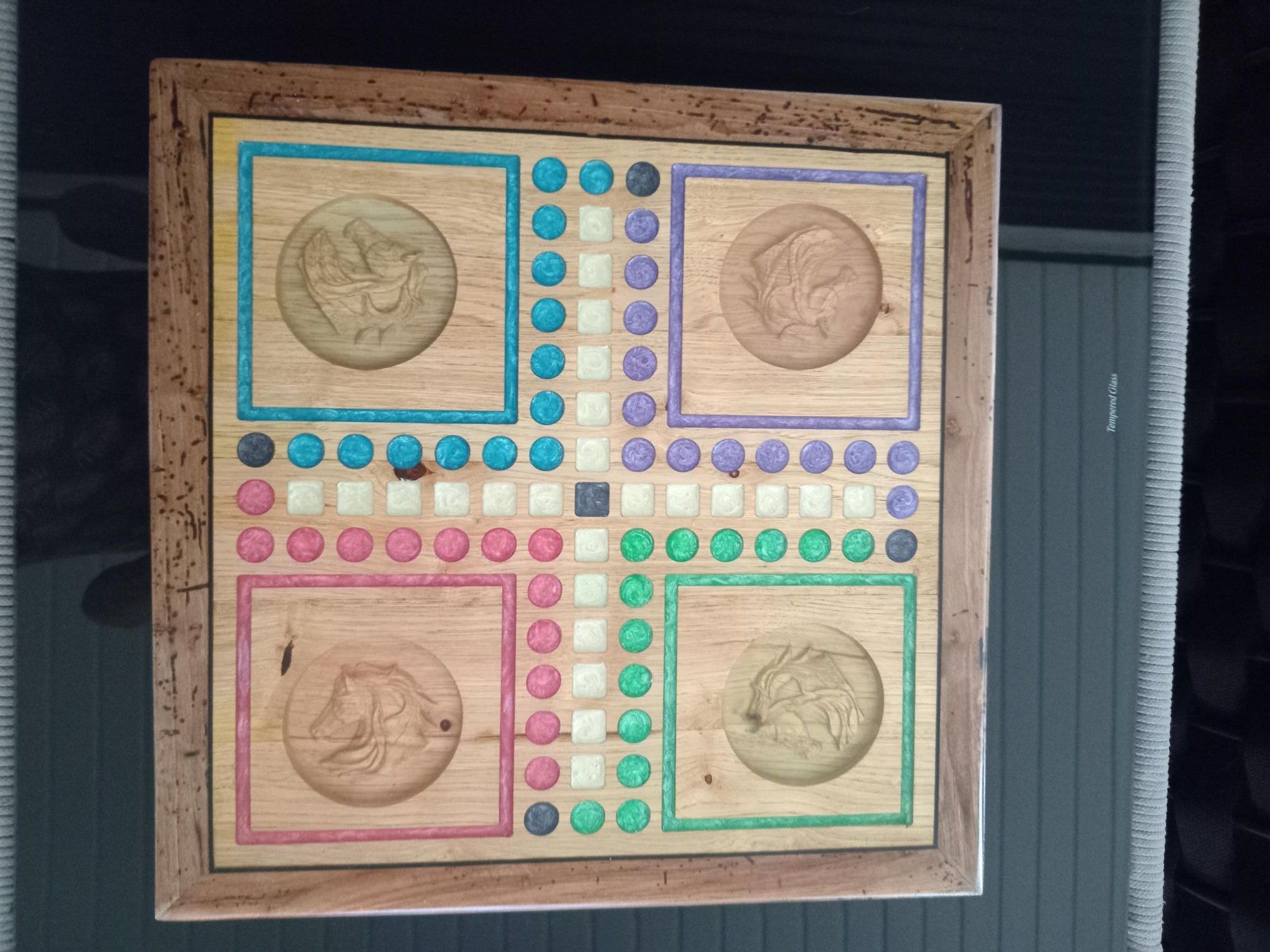
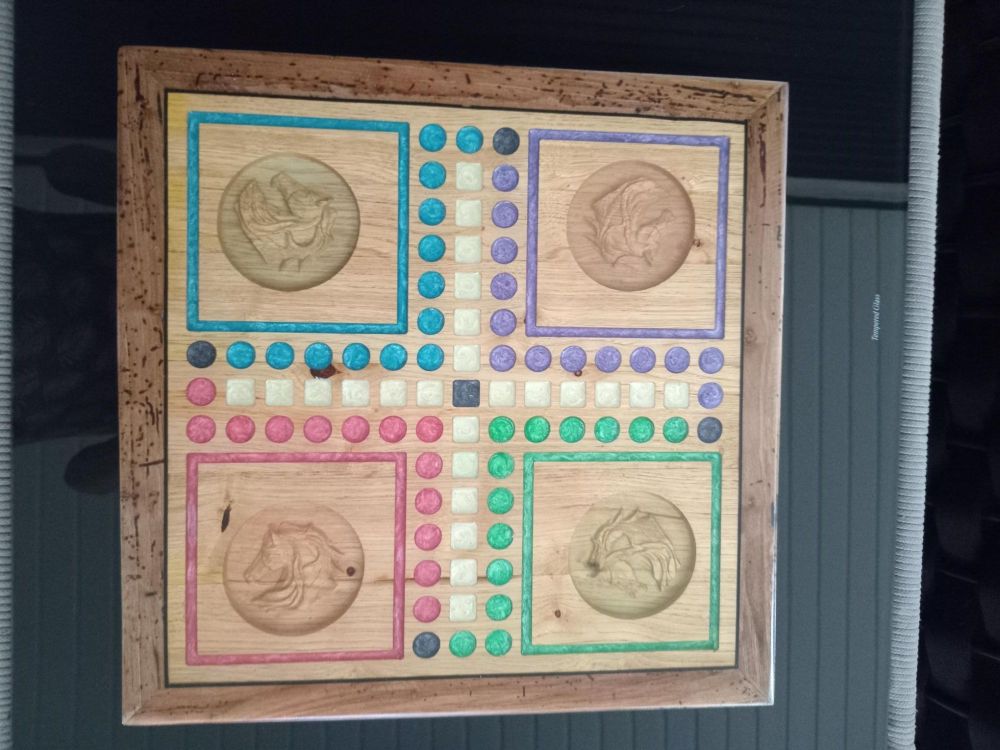
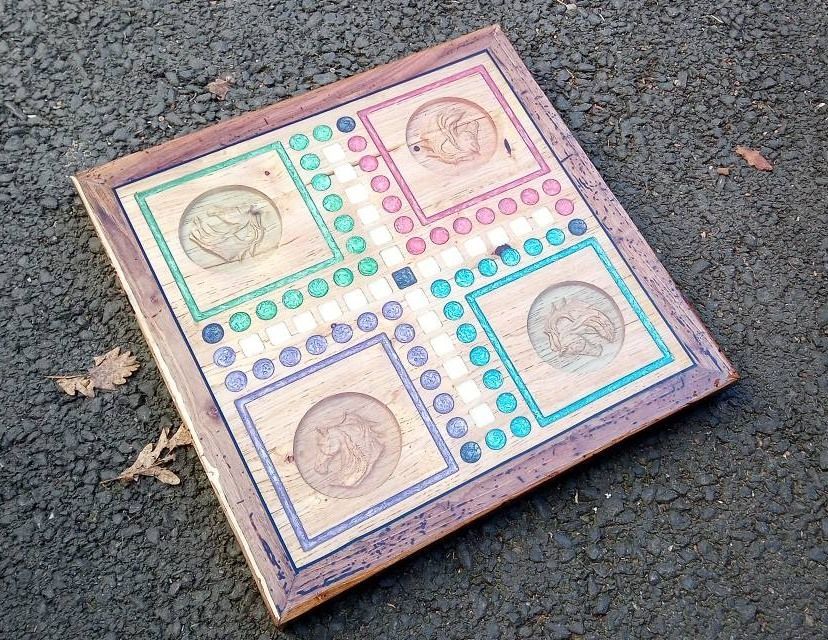
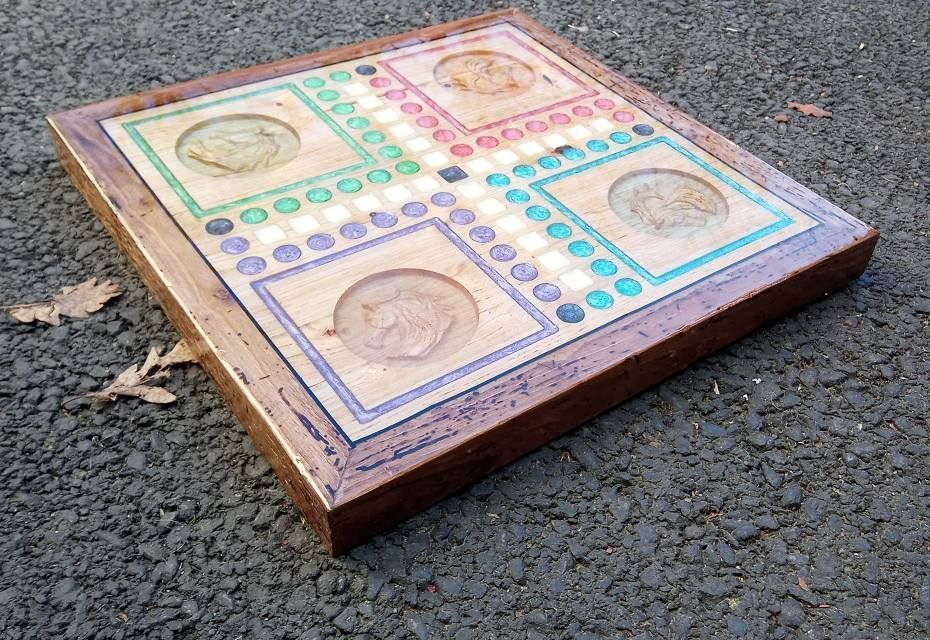
voila j'ai fini le jeu les dernières étapes pions en orme et epoxy noir et bleu avec une feutrine de 1mm dessous pour protéger le plateau pose des loquets en massif j'ai fini ce projet si j'ai le temps , j'en ferais surement une autre version avec des triangles , plus simple a usiner... par contre en chene ..



 4 points
4 points -
@Alain D. non c'est juste que je ne voulais pas mettre clignotant et j'ai eût la flemme de chercher comment dire, scintille eût été mieux mais je comptais sur l'audience pour comprendre @Motard Geek dans les moins cher (75€ à l'instant ou j'écris) https://www.banggood.com/Assembled-BMCU-370C-AMS-lite-Auto-Refill-Farm-Hall-Sensor-Bidirectional-Buffering-for-A1-A1-MINI-3D-Printer-AMS-MMU-p-2044168.html?cur_warehouse=CN&ID=6287845 mais il vaut mieux préférer la version avec prise USB-C (pas sur cette version) pour simplifier les futures mise à jour. Moi j'ai pris la même version de base avec l'USB-C sur Ali par le vendeur BLV (85€-9€ de coupon du vendeur soit 75€) qui revient souvent à priori quand on parle du BMCU donc j'ai joué sécurité, avec le kit monté "370C B Kit fully assembled". Le prix est remonté faut attendre la prochaine promo qui arrivera surement rapidement. https://fr.aliexpress.com/item/1005009241653174.html?spm=a2g0o.order_list.order_list_main.5.25095e5brtakyL&gatewayAdapt=glo2fra Les versions kit ne font pas gagner beaucoup, surtout en tenant compte du fait qu'il faudra imprimer les pièces soi-même. C'est bien si on aime monter soi même et/ou imprimer à la couleur de son choix. Après il y a des versions avec engrenage métal , plus long buffer ou d'autres options mais je n'ai pas creusé donc je ne sais pas si parfois ce ne sont pas que des termes qui ne font que souligner les apports par rapport à la version précédente ou si ce sont de vraies différences par rapport à la version standard.4 points
-
Appel téléphonique de FeDeX... Nous avons une imprimante à vous livrer Faudra venir la chercher au dépôt Pourtant aucune information sur le site pour le suivi Pour une commande passée le 20 novembre, le délai nous mène au 13 mars. Les deux mois d'attente annoncés montent à presque quatre Pas l'occasion de la déballer avant le week-end prochain Je ferais un ch'tit reportage photo de montage et mise en route de cette MAX4 avec sa QidiBox si j'en ai le courage4 points
-
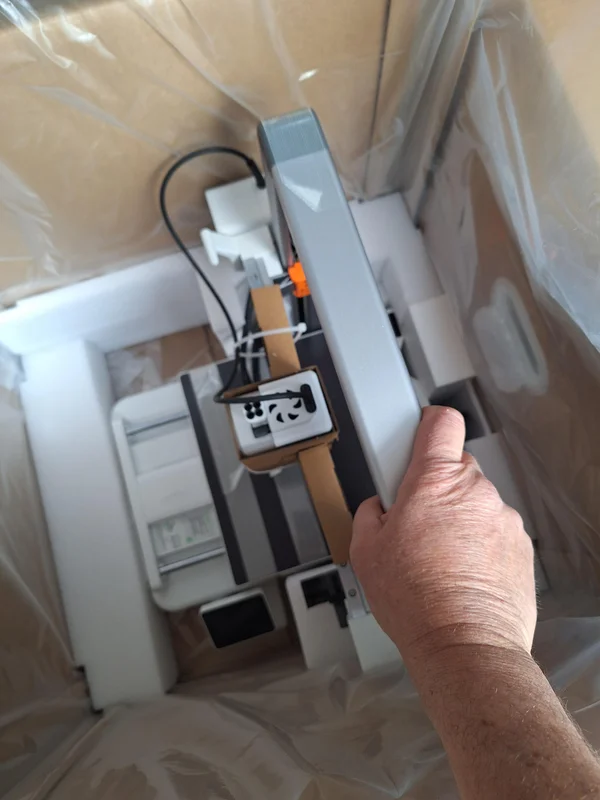
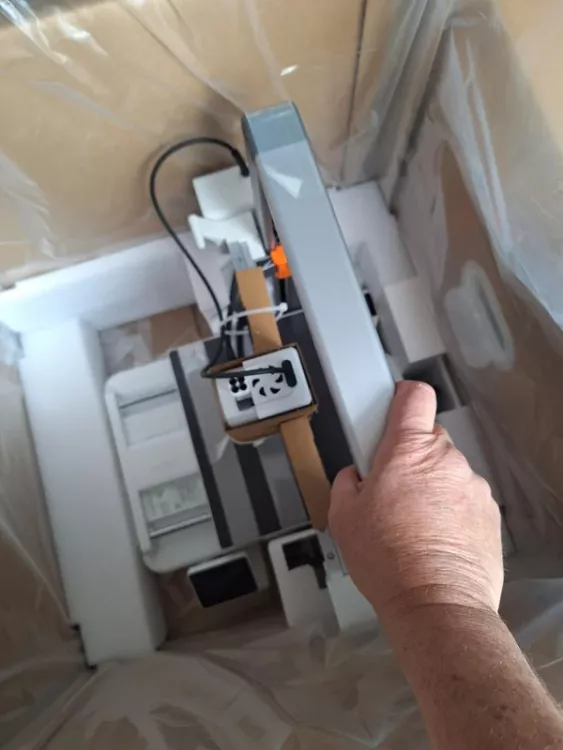
Déballage Comme toujours, tout commence par un déballage, unboxing dans la langue de Shakespeare, avant de passer au montage et aux premiers tests La procédure de déballage, qui inclut le montage et la mise en route, est bien expliquée dans La page Unboxing du Wiki Creality --> https://wiki.creality.com/en/sparkx/i7/multi-color-unbox-guide et dans une vidéo disponible sur YouTube L'emballage de la SPARKX i7 est très bien fait. Le carton est épais et solide. Ses dimensions sont de 55 x 51 x 52 cm. Il possède deux poignées de transport sur les côtés bien pratiques même si l'ensemble ne pèse "que" 19 kg. Un message sur le dessus du carton recommande de le conserver. Il y a toutes les protections nécessaires à l'intérieur pour protéger l'imprimante et ses accessoires pendant le transport. A l’ouverture du carton, on découvre à nouveau le message demandant de bien conserver le carton, mais aussi un QR code qui permet d’ouvrir directement la page Unboxing du Wiki Creality (Voir le lien ce-dessus). Très pratique. On trouve sur le dessus du carton, le plateau PEI texturé dans une pochette de protection en carton. Il y a aussi, dans une pochette plastique, le Quick Start Guide en anglais et en chinois, avec des plaquettes d'avertissements et de sécurité pour l'imprimante et le CFS. Mais aussi des QR codes pour télécharger les logiciels, l'application mobile et consulter le Wiki Creality, et enfin une planche d'autocollants. On trouve également une boite en carton avec l'outillage, deux clés Hex de 2 et 2.5 mm, ainsi qu'une spatule pour décoller les impressions du plateau. Pour terminer, le support de bobine externe. Sous la mousse blanche de protection, on trouve le CFS Lite. Il faudra enlever les protections du couvercle et les scotchs de maintien lors du montage. On accède ensuite à la boite qui contient les accessoires. Les 4 tubes PTFE pour relier l'imprimante au CFS Lite. Un tube PTFE pour l'utilisation du support de bobine externe. Le câble d'alimentation et de communication RS485 pour le CFS Lite. Le câble d'alimentation 220 V pour l'imprimante. Des sachets de dessicant à mettre dans le CFS Lite. Et un échantillon de filament. On enlève encore une grosse mousse blanche pour accéder et sortir l'imprimante du carton en prenant soin de la prendre par le haut du châssis et non par le bras de l'axe X, comme indiqué dans le Wiki. On notera qu’il n’y a ni pièce de rechange, ni vis supplémentaire, ni clé USB ou carte SD livré avec l'imprimante. Un échantillon de 20 m de filament Hyper PLA soit environ 60 g est fourni avec l’imprimante. Un peu mesquin quand je compare avec ce que j’avais reçu avec ma Prusa Mini+ et ma Bambu Lab P1S. Prochaine étape, le montage et la mise en route












 3 points
3 points -
Spécifications Commençons par ses caractéristiques que l'on peut retrouver sur le site de Creality et dans la doc fournie avec la machine : La SPARKX i7 est une imprimante de type Bed Slinger offrant un volume d'impression de 260 × 260 × 255 mm avec : Extrudeur Direct Drive Buse en acier trempé de 0,4 mm (Buses de 0,2 / 0,6 / 0,8 mm en option) Hauteur de couche De 0,08 à 0,28 mm (avec buse de 0.4 mm) Température maxi de la buse 300°C Débit maximal 23 mm3/s Plateau PEI texturé double-face Température maximale du plateau 100°C Vitesse maximale d'impression 500 mm/s Accélérations 10 000 mm/s² Nivellement du plateau automatique Filaments compatibles (sans CFS Lite) PLA / PLA Silk / PLA-CF / PETG / TPU (dureté 95A ou supérieur) Compatibilité multi-filaments jusqu'à 4 bobines (CFS Lite) Ecran Tactile 2,85", résolution 640 × 480 pixels Caméra IA 720p avec éclairage intégré Connectivité Wi-Fi 2,4 GHz - USB Mémoire interne eMMC 8 Go Alimentation 200-240 V - 700 W / 100-120 V - 400 W Dimensions (hors accessoires) 47,0 × 42,3 × 45,6 cm Poids net 9,28 kg Dans sa version Color Combo, la SPARKX i7 est livrée avec un CFS Lite permettant de faire du multi-couleurs et de stocker jusqu’à 4 bobines dans une enceinte étanche à l’humidité, avec : Modèles compatibles uniquement avec la SPARKX i7 Capacité 4 bobines de 1 kg max Dimensions bobines : Diamètre extérieur 197-202 mm / Largeur 42-68 mm Filaments compatibles (Avec CFS Lite) PLA / PLA Silk / PLA-CF / PETG / TPU (dureté 64D ou supérieur) RFID Uniquement avec les filaments Creality RFID Alimentation 24 V DC - 10 W Dimensions 36,2 x 22,7 x 36,4 cm Poids net 3,44 kg3 points
-
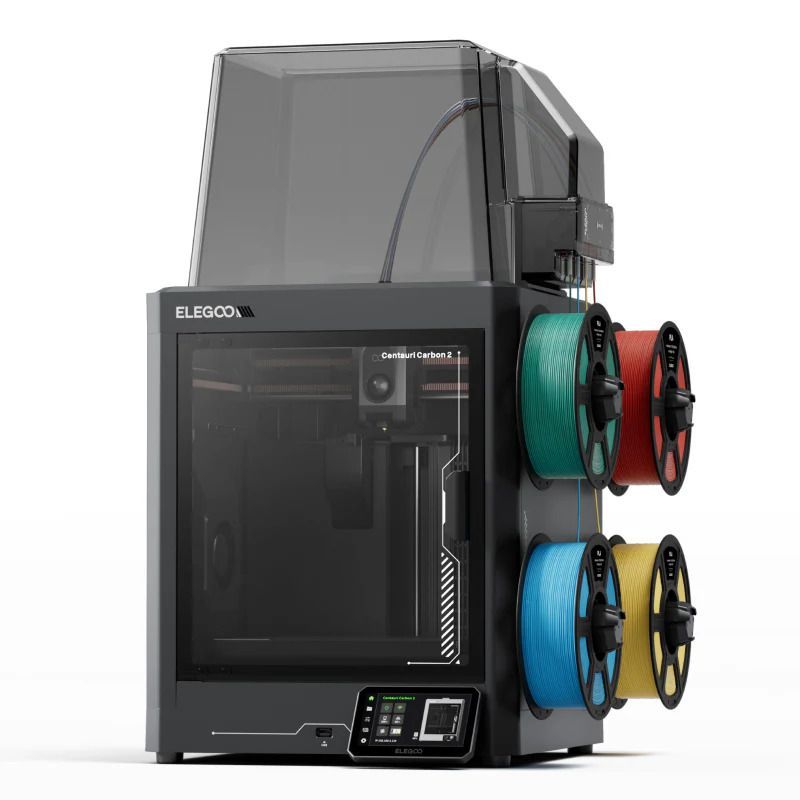
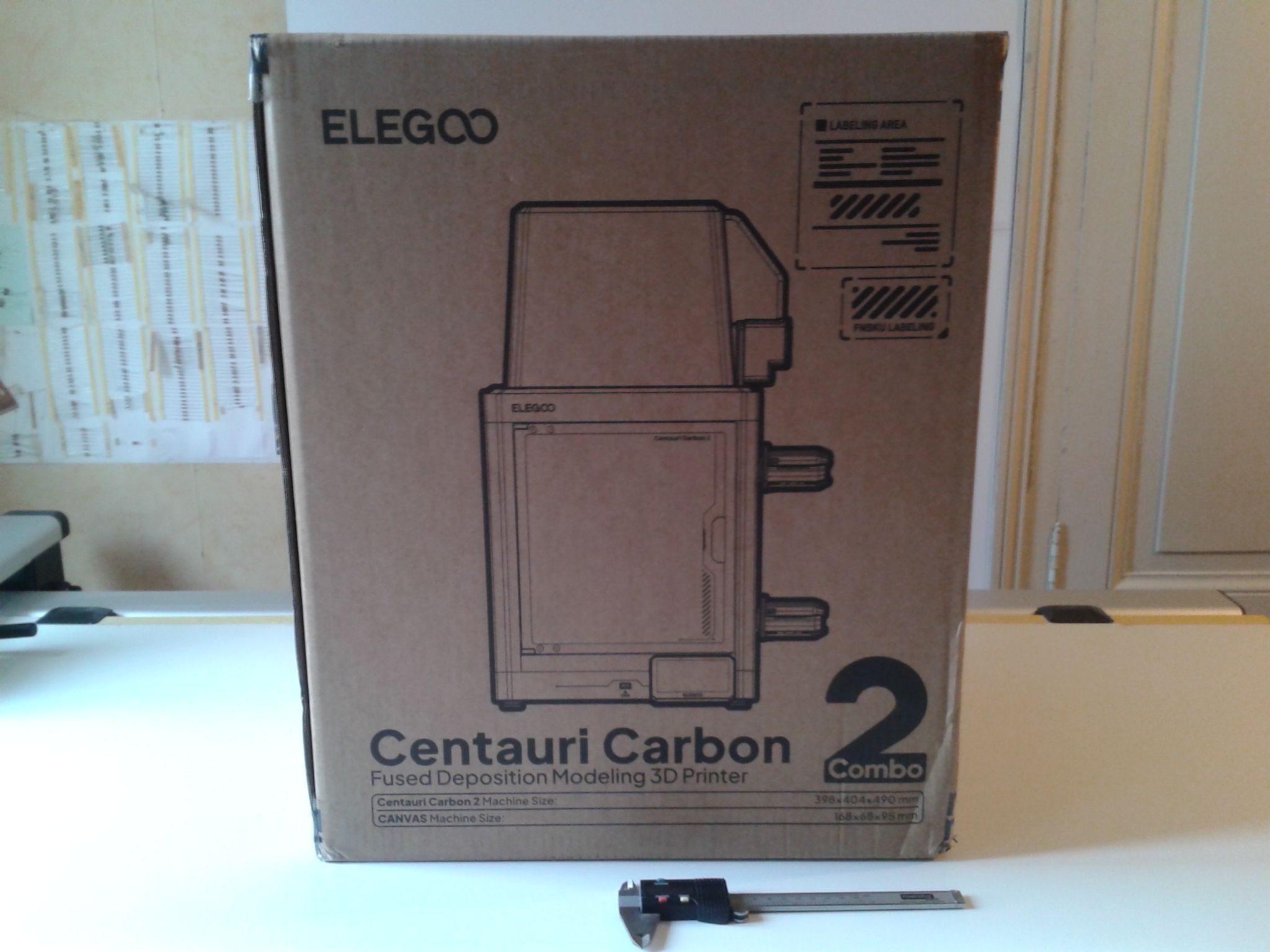
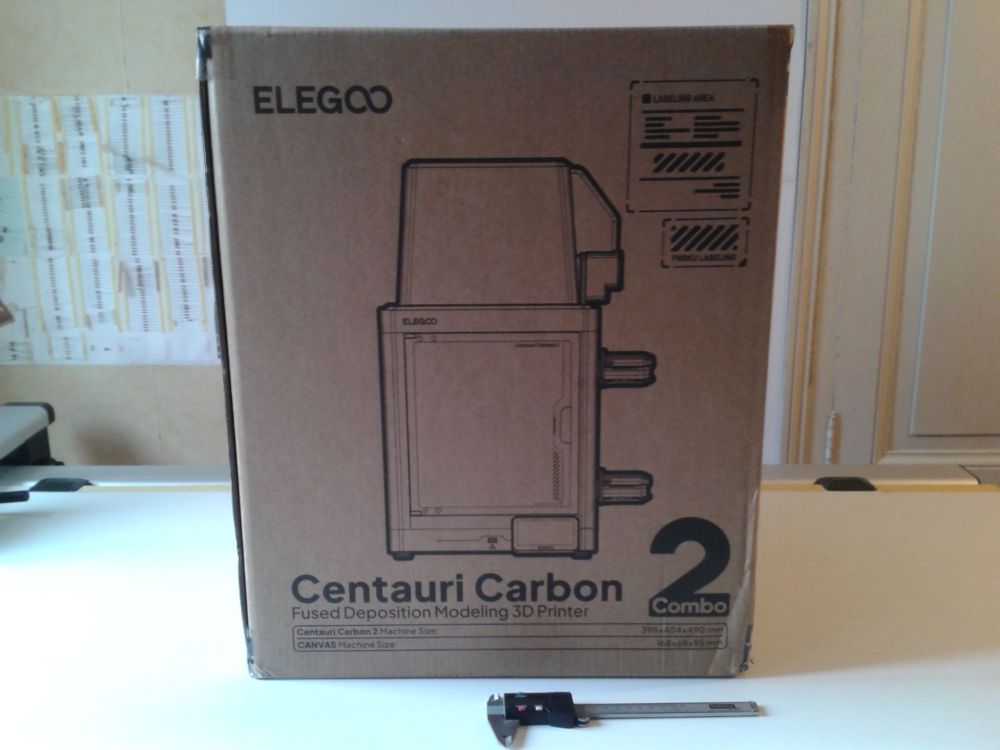
Salutations J'ai le plaisir d'avoir reçu pour la tester une Elegoo Centauri Carbon 2 Combo. Félicitations à @Kachidoki pour l'avoir identifié lors du "Quoi qu'est-ce ?" de son carton. Une imprimante FDM core XY, avec enceinte fermée et ventilée, une tête d'impression avec une buse de 0.4 mm de diamètre en "Acier trempé au laiton" pouvant monter à 350°C coupe filament mécanique, détection de fin de filament un plateau chauffant avec une plaque flexible magnétique double face (face texturée spéciale haute température et face lisse spéciale adhérence PLA) pouvant monter à 110°C un système de nivellement automatique en 121 points de mesure ( quatre capteurs de pression répartis sous chaque coin du plateau ) un système CANVAS qui permet le chargement et changement automatisé d'un maximum de quatre bobines fixé sur le côté droit de la machine. "sur le papier" un volume d'impression de 256 x 256 x 256 mm ( L x P X H ) mais il faut noter qu'il y a une zone de 10 x 20 mm sur le coin avant droit de cette surface d'impression, qui ne sera pas utilisable car réservée pour les déplacements qui déclenchent/poussent le levier du coupe-filament mécanique sur la tête d'impression. un système d'exploitation "Elegoo OS" qui embarque un dérivé de Klipper (verrouillé, configuration Klipper non accessible ou modifiable), une caméra pour surveiller l'impression dans le coin avant droit de la machine, Wi-Fi, ... Liens utiles La Elegoo Centauri Carbon 2 Combo sur le comparateur https://www.lesimprimantes3d.fr/comparateur/imprimante3d/elegoo/centauri-carbon-2-combo/ Page wiki de la Centauri Carbon 2 Combo sur le wiki d'Elegoo https://wiki.elegoo.com/en/centauri-carbon-2-combo Manuels utilisateur et fichiers de tests de la Centauri Carbon 2 Combo sur le site d'Elegoo https://www.elegoo.com/pages/download ("3D Printers (Firmware, Manual, Model)" -> Serie "Centauri 3D Printer" -> Model "Centauri Carbon 2 Combo") Manuel utilisateur en Anglais (en) https://elegoo-downloads.oss-us-west-1.aliyuncs.com/tutorials/Centauri Carbon 2 Combo/Centauri Carbon 2 Combo User Manual-(Multilingual)-V1.4.pdf Manuel utilisateur multilingue (en, es, fr, it, de, zh) https://elegoo-downloads.oss-us-west-1.aliyuncs.com/tutorials/Centauri Carbon 2 Combo/Centauri Carbon 2 Combo User Manual-English-V1.4.pdf modèles 3D (.stl) et fichiers d'impressions pré-tranchées (.gcode) https://elegoo-downloads.oss-us-west-1.aliyuncs.com/tutorials/Centauri Carbon 2 Combo/3DBenchy.zip https://elegoo-downloads.oss-us-west-1.aliyuncs.com/tutorials/Centauri Carbon 2 Combo/CC2 MINI.zip https://elegoo-downloads.oss-us-west-1.aliyuncs.com/tutorials/Centauri Carbon 2 Combo/ELEGOO Nameplate.zip https://elegoo-downloads.oss-us-west-1.aliyuncs.com/tutorials/Centauri Carbon 2 Combo/The Buddha.zip https://elegoo-downloads.oss-us-west-1.aliyuncs.com/tutorials/Centauri Carbon 2 Combo/Spool adapter.zip (pour les bobines ayant une ouverture centrale d'un diamètre de ~72-73 mm comme certaines bobines Anycubic, JAYO, ... en plastique) https://elegoo-downloads.oss-us-west-1.aliyuncs.com/tutorials/Centauri Carbon 2 Combo/Scraper.zip (lame et vis fournis dans les accessoires de l'imprimante) https://elegoo-downloads.oss-us-west-1.aliyuncs.com/tutorials/Centauri Carbon 2 Combo/PTFE Tube Tool.zip https://elegoo-downloads.oss-us-west-1.aliyuncs.com/tutorials/Centauri Carbon 2 Combo/Otter.zip //A Completer Sujet en cours de réalisation, il sera édité et complété prochainement.
 3 points
3 points -
voila un jeu de petits chevaux le plateau est en chataignier. le contour et en vieux merisier réalisation de plateau en découpant une buche de chataignier TTC 450 ultra plateau de jeu 32x32 ( hors cadre)

 3 points
3 points -
Salut, Hier j'ai utilisé l'IA (encore) pour me faire un petit outil. Je suis en train de tester la CORE One L, et plus précisément la caméra. Pour les timelapse celle-ci génère (en plus de la vidéo pré-montée) un ensemble de clichés en jpeg. Comme je suis fainéant j'ai demandé à Claude de me pondre un outil sur-mesure pour : Analyser les mouvements entre les photos afin de détecter le début et la fin de l'impression Générer l'assemblage de toutes les photos de cet intervalle pour en faire une vidéo d'une durée spécifiée Ajouter une pause de deux secondes sur la dernière image afin de laisser le temps de voir le résultat d'impression Et un tas d'options configurables que je lui ai laissé le soin de rendre disponible. Il m'a proposé de l'upscaling 4k, du deflickering, spécifier manuellement le timestamp de début et fin, choisir le framerate de sortie et un tas d'autres, bref un outil très complet. Moins de 5min après ma demande je n'ai eu qu'a lancer l'outil avec les options par défaut, en spécifiant uniquement la durée de 15sec que je voulais, sur le répertoire contenant les 2000+ photos et le laisser travailler pour me sortir un joli .mp4 aux petits oignons, coupé automatiquement au début et à la fin et avec la pause qui va bien. Dans le même délai avec une recherche google je serais encore en train de lire les caractéristiques du logiciel proposé en premier lien pour savoir s'il répond au besoin. Merci le progrès.3 points
-
ça se voit que Pâques arrive3 points
-
Je suis preneur j'adore les problèmes irrésolvables3 points
-
On a référencé les promotions de printemps chez Geekbuying avec des produits Creality (imprimante 3D, graveur laser et scanner 3D) https://www.lesimprimantes3d.fr/bons-plans-creality-paques-geekbuying-20260318/3 points
-
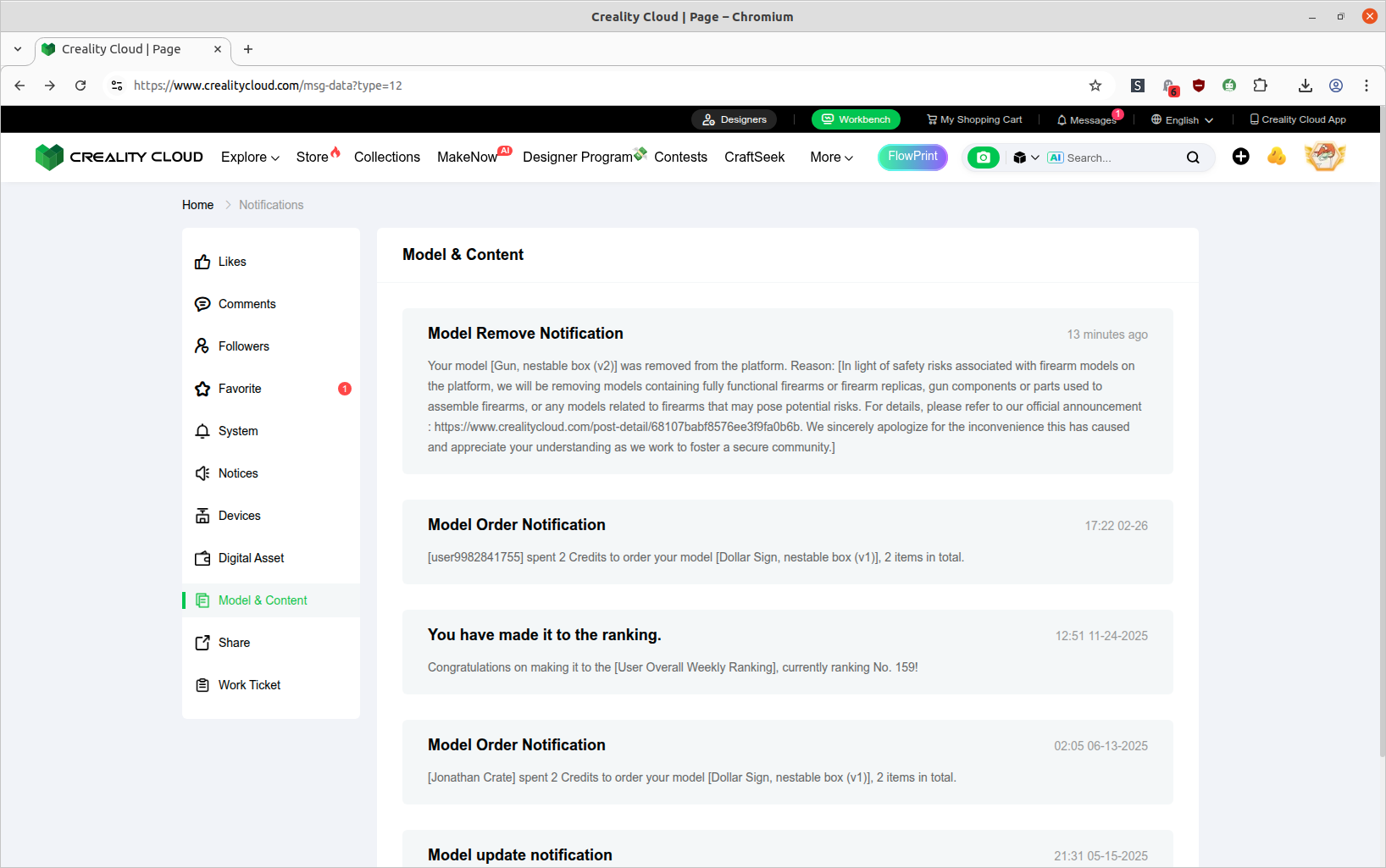
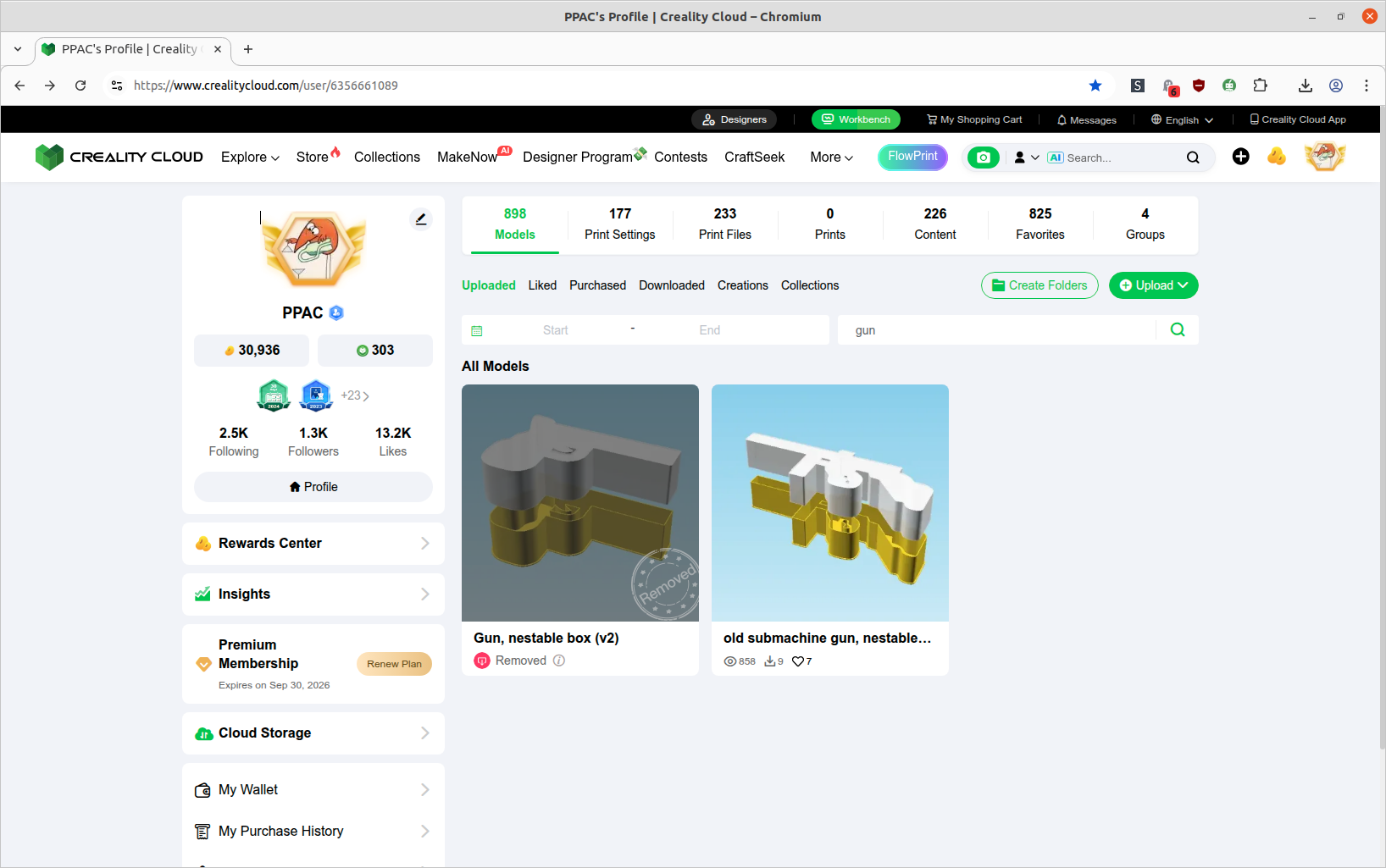
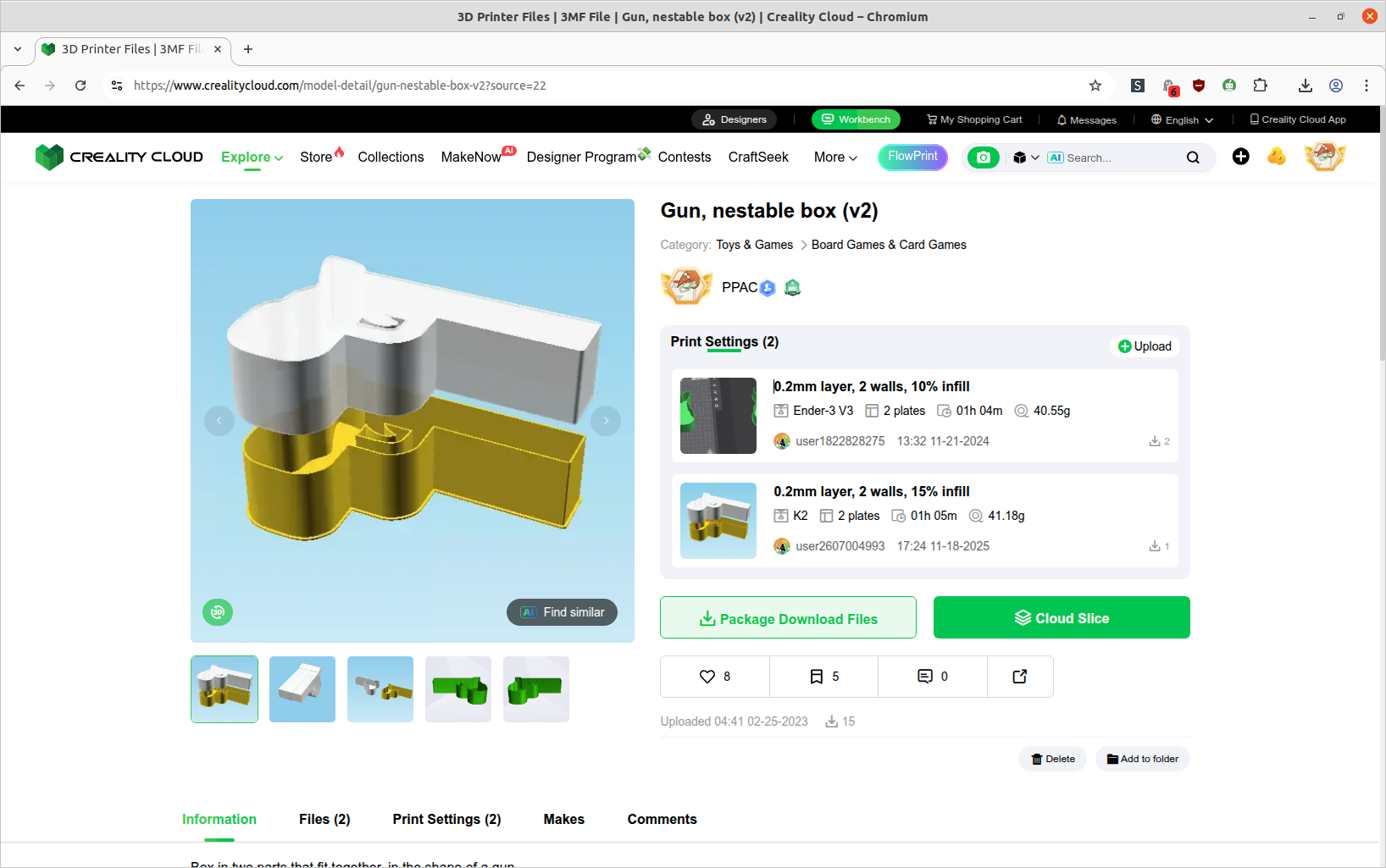
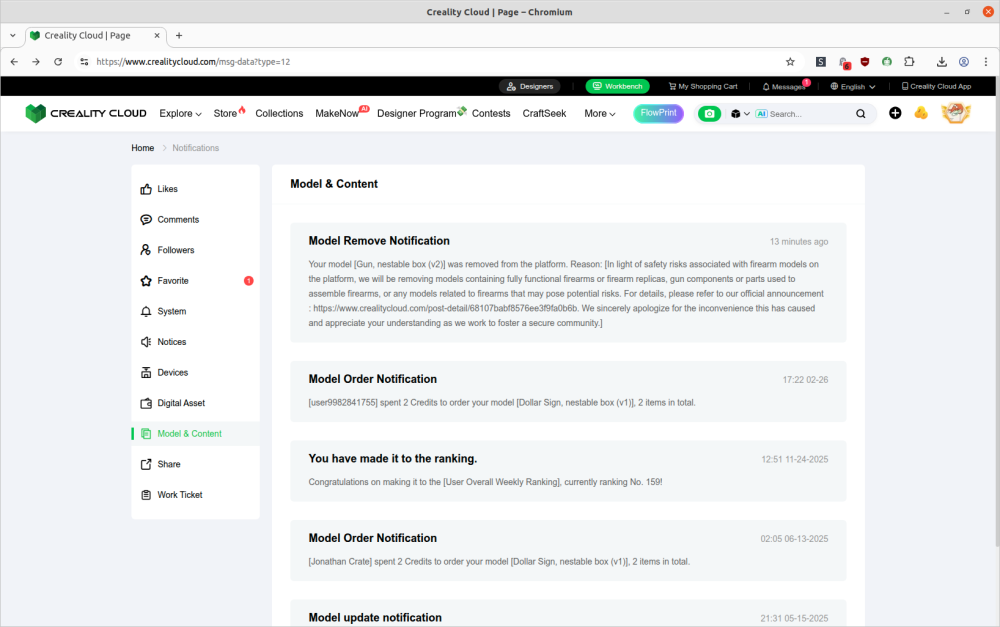
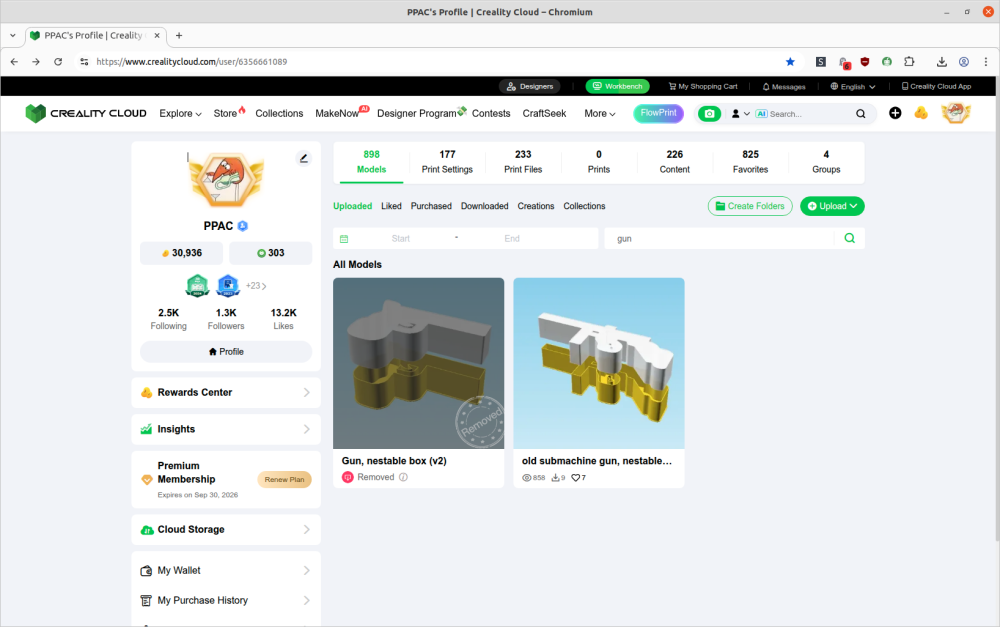
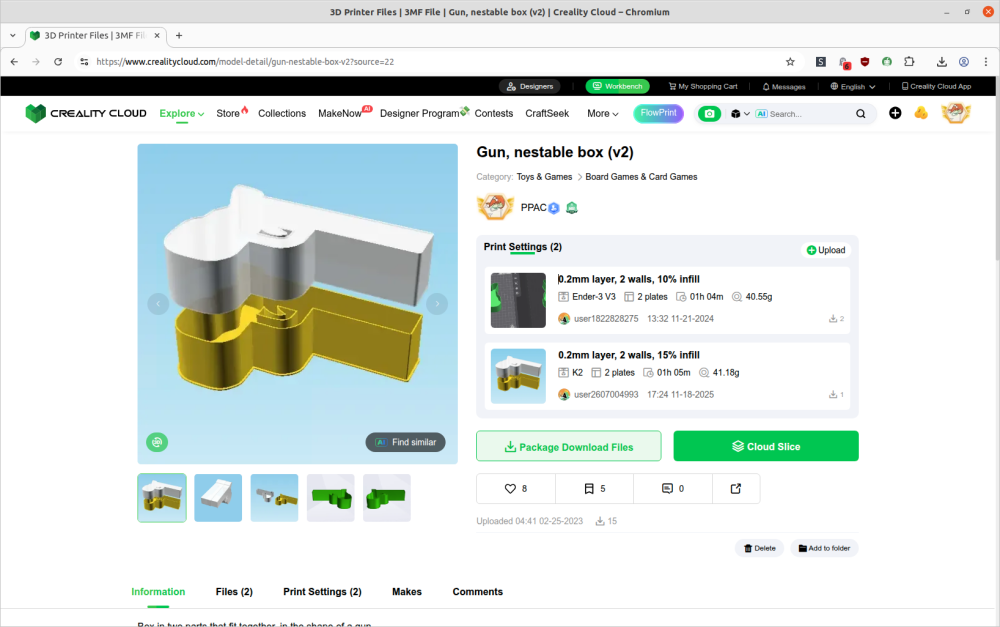
Creality Cloud se réveille. Un de mes modèles de boîte avec le mot "gun" dans son titre vient d'être retiré. Un modèle que j'ai publié en février 2023 ( qui pose sûrement un risque si jamais on le lance au visage d'une personne ) J'attends de voir quand ils vont retirer le second.
 3 points
3 points -
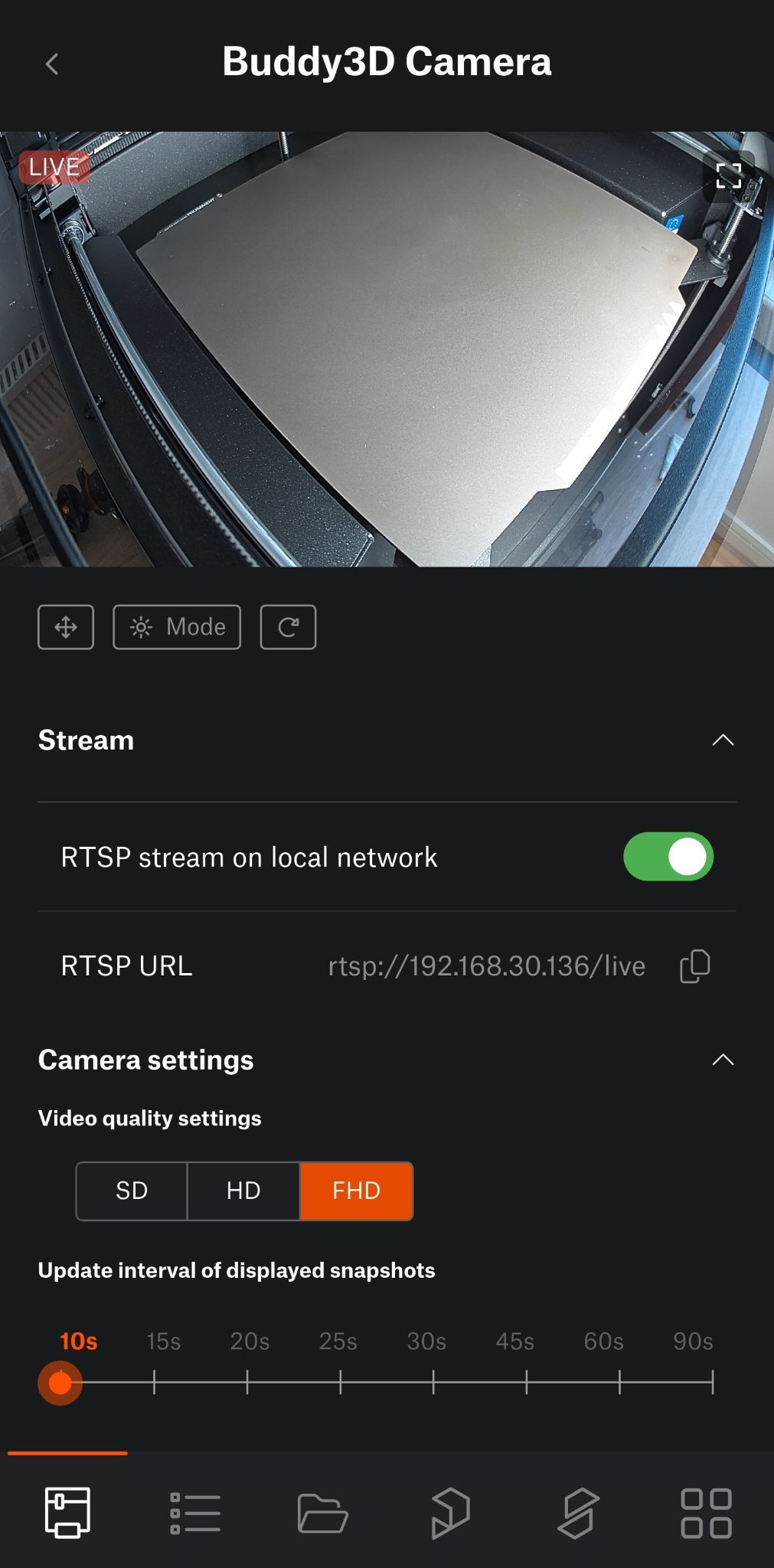
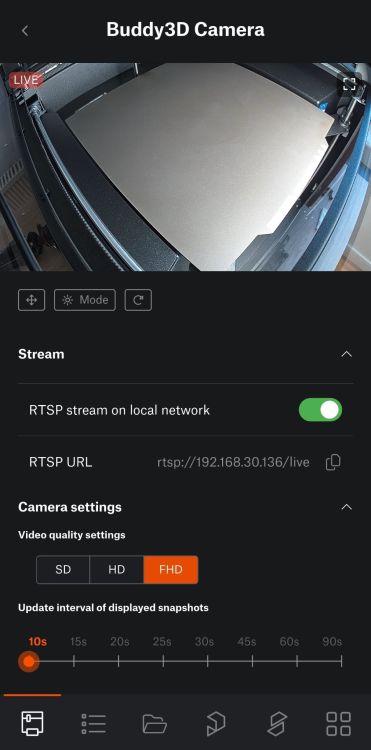
Salut, Alors j'ai creusé cette histoire de caméra parce que j'étais pratiquement sûr d'avoir vu qu'elle était capable de faire du live. Et en effet, elle sait le faire ! Notez le petit "LIVE" en haut à gauche. En fait l'astuce consiste à activer le mode RTSP, tout simplement. Alors simplement oui et non dans ma config réseau particulière. L'imprimante est actuellement connectée sur mon Wifi invité, donc j'ai du temporairement connecter mon téléphone sur ce wifi et couper l'isolation entre les guest pour que ça fonctionne. A savoir si vous aimez isoler les IoT chez vous. J'ai testé le flux vidéo sur PC avec VLC et à travers un VPN, en plein écran l'image est de bonne qualité (full HD), on voit plein de détails. Il y a une petite latence ~1-2sec à cause des buffers de VLC, on peut les réduire et ça devient pratiquement du temps réel. En résumé, si vous êtes en réseau local ou connecté chez vous via un VPN, vous aurez le flux vidéo temps réel. Si vous n'avez pas de connexion réseau direct alors vous passez par le cloud via PrusaConnect et aurez un snapshot toutes les 10sec au mieux. Manque plus que le timelapse automatique et on sera bon.
 3 points
3 points -
Vous pouvez bien sur commenter ce sondage3 points
-
Sans oublier l'origine 1871, pour la dernière case du sondage !!!3 points
-
Et bon anniversaire à @vap383 points
-
On va remettre les choses dans leur contexte. La technologie INDX est développée par Bondtech. Au départ il s'agit d'une technologie, pas d'une imprimante. Prévue pour être utilisé "en kit" avec un penchant pour les Voron. Mais c'est au départ un kit "adaptable", comme le fut le toolchanger de E3D (avant que le principe ne soit repris sur la XL). Ce kit on l'installe où on veut et comme on veut, Bondtech le précise : Si ton imprimante est ouverte, pas de problème. Si elle est fermée, pas de problème non plus. Tant qu'on reste dans les specs de fonctionnement tout va bien. Ce qui est spécifié pour le moment, c'est que la tête INDX est capable de supporter au moins 50°C. C'est ce que montre la vidéo, un beta testeur qui a monté le kit sur sa Voron ouverte. Ensuite vient Prusa, qui a prévu dès le départ d'intégrer cette technologie sur sa plateforme CORE One et a noué un partenariat avec Bondtech. Et pour l'instant ils n'ont rien fait de plus que de reprendre les specs de Bondtech. On sait finalement assez peu de chose pour le moment sur ce que ça va donner à terme. A l'image de la XL vs le toolchanger E3D, les technos se ressemblent mais beaucoup de détails sont différents entre les deux. Et enfin entre les deux il y a les fameux 1200 kits "founders edition" d'upgrade pour la CORE One, vendus par Bondtech. Et là j'avoue ne pas savoir si c'est livré ou non, je crois avoir lu que les clients étaient toujours en attente mais sans confirmation de la véracité de l'info. C'est de ceux-là qu'on aimerait entendre parler. Et quand bien même ça serait le cas, il y a fort à parier que la version Prusa "de série" sera assez différente, rien qu'à voir leurs vidéos où ils montrent le développement (toujours en cours) de cette techno chez eux. La vidéo sur la loadcell qui date de seulement un mois montre que la version FormNext de la tête INDX utilisait une PINDA pour le nivellement, et seulement après ils ont intégré la loadcell comme sur les Nextruder. Confirmé par Bondtech : Tout ça pour dire que pour le moment on a aucune idée des vraies specs finales, et encore moins pour la CORE One.
 3 points
3 points -
Salut Lorenzo pour le soucis de filament qui passe mal tu réussi a la faire passer manuellement dans ce cas quand il est pris par l'extrudeur décharge le filament de l'extrudeur et regarde comment il est marqué si la vis de pression est trop serré tu auras un filament légèrement écraser et des marque de dents très prononcé, alors que si il est bien réglé alors tu dois juste avoir de légère marque de dents sur le filament. Pour la partie drivers la U1 utilise comme la J1 de Snapmaker des drivers TMC2240 qui en effet dispose d'une sonde interne précise pour le relever de temp°, d'après le datasheet de ce driver, il support jusque 150°c maxi avant de passer en thermal runaway pour prévenir de dommage et il envoie une alerte arrive a 120°c en générale, 90°c est une temp° conséquente mais pas problématique en pleine charge car cela reste parfaitement gérable pour ces drivers. Après la réponse d'informaticien si en placant un petit ventilo pas bruyant tu réussi a avoir une baisse importante de temp° sa ne fait jamais de mal en soit. Sache que malgré cela je fait pas mal d'impression sur la U1 j'ai plus de 400h d'impression dessus dont pas mal sont entre 10h et 24h de temps d'impression j'ai aucun soucis pour le moment côté drivers en config d'origine mais il est pas impossible que j'apporte un flux d'air un de ces 4 pour apporter un confort supplémentaire aux drivers sur la durée J'ai imprimer une pièce de plus de 20cm de haut hier en PLa marbre de chez conjure j'ai juste indique PLA generique mat de mémoire voila le résultat
 3 points
3 points -
Avec un peu de retard, bon anniversaire à toi. Nous ne sommes pas Loing l'un de l'autre3 points
-
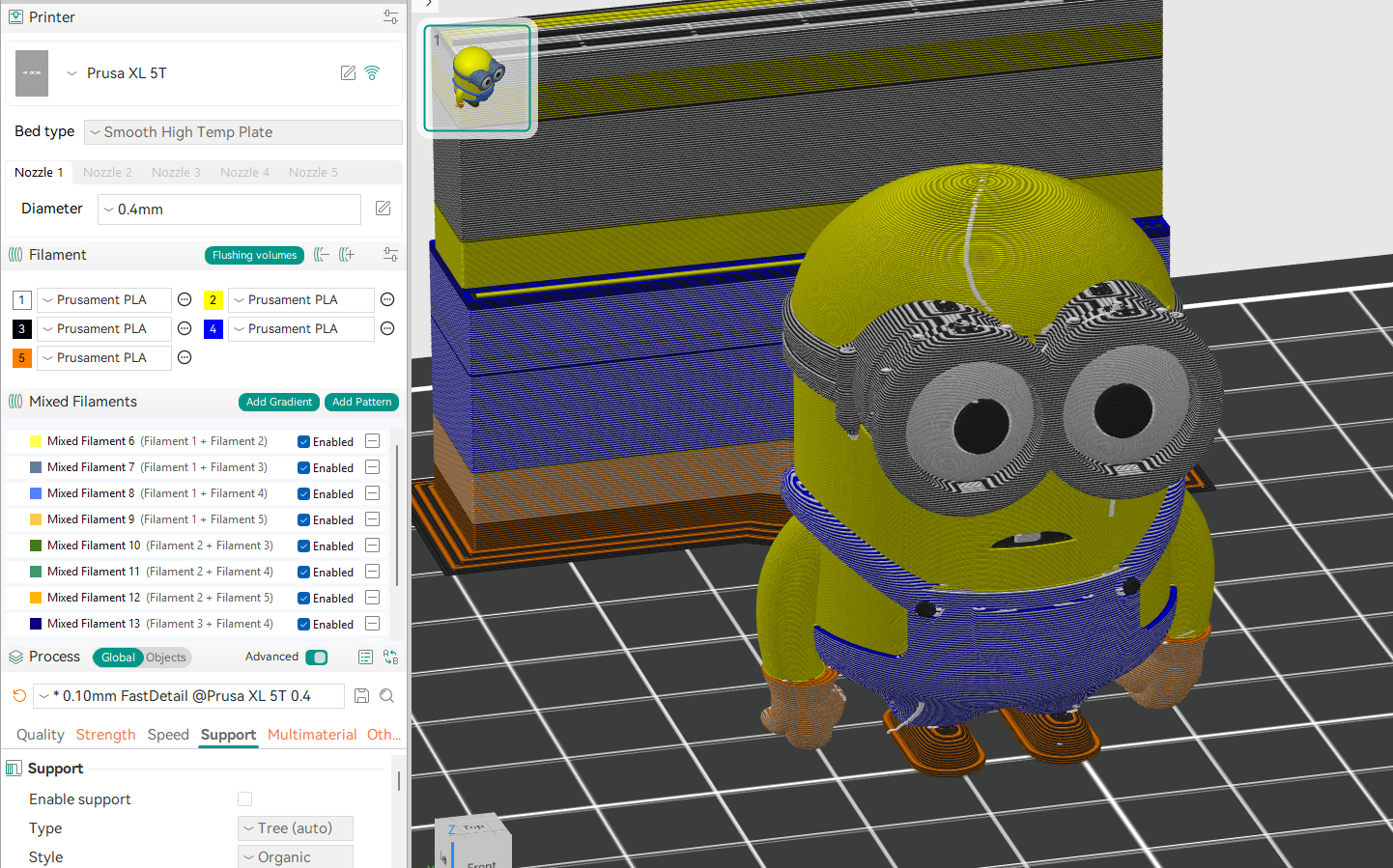
Tiens, une IA qui vient nous rendre visite ? Je viens de lancer le minion, réduit à 50% parce que je ne pouvais pas attendre aussi longtemps pour avoir un premier résultat. Donc forcément la finesse sera moins bonne pour le mélange des couleurs, mais ça fera le job pour un premier test. En plus je découvre Orca, heureusement que y'avait déjà le profil pour la XL, même si je trouve que les retracts sont moyens => y'a des pétouilles partout. Si tout va bien, le résultat attendu dans 4h (sans les supports) : Pour le moment ça ressemble à ça : Wait'n'see.
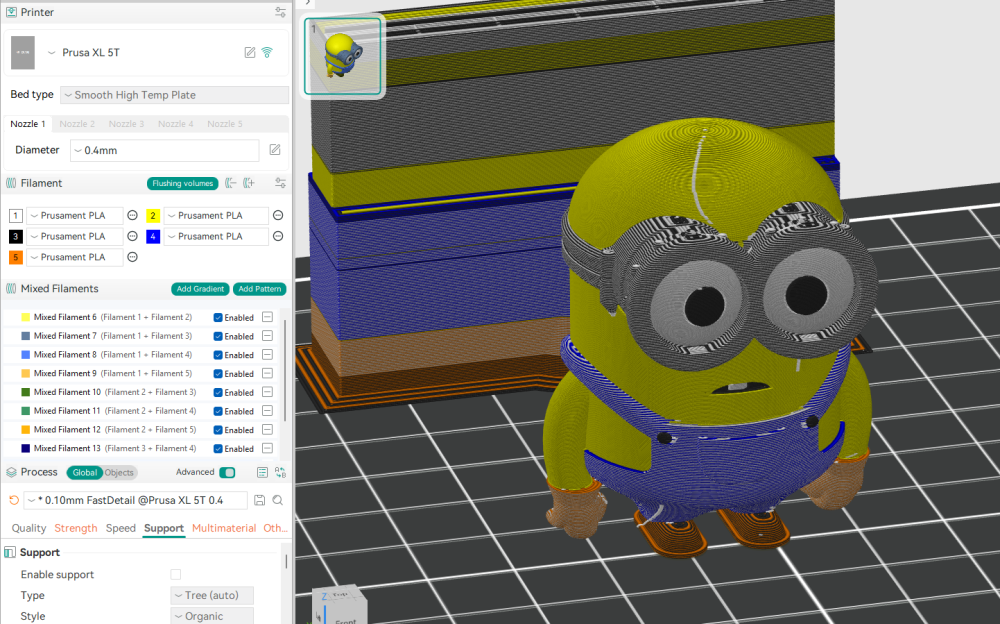
 3 points
3 points -
bonjour je viens de découvrir le sujet moi je commence par chercher pour quelle raison cette pièce a cédé si c'est la partie qui protège le réducteur pourquoi elle n'est pas vendue en pièce de rechange, tout fusible est remplaçable, si la pièce a cédé il faut chercher la cause en premier lieu, il y as surement quelque chose qui coince sinon tous les possesseurs de cet appareil sont en panne, peut être la taille ou la forme ou la qualité des granulés, je vérifierai tout avant de passer a un engrenage métallique qui ne résoudra pas le problème puisque c'est une autre pièce qui vas céder3 points
-
Je remarque la présence prépondérante de "fossiles" dont je fais partie jouant avec de l'impression 3D, au delà de cette tranche d'âge, ils se sont échappés des musées3 points
-
Si je n'y pense pas le 17, bon anniversaire par avance Pour l'instant les vieux qu'on de l'âge tiennent la tête3 points
-
voila ma dernière création CNC y compris pour les pions (Ø25mm) n'ayant pas de tours à bois en époxy et orme . CNC TTC450 ultra- broche 500W


 3 points
3 points -
À ta place j'irai consulter chez l'ophtalmologue3 points
-
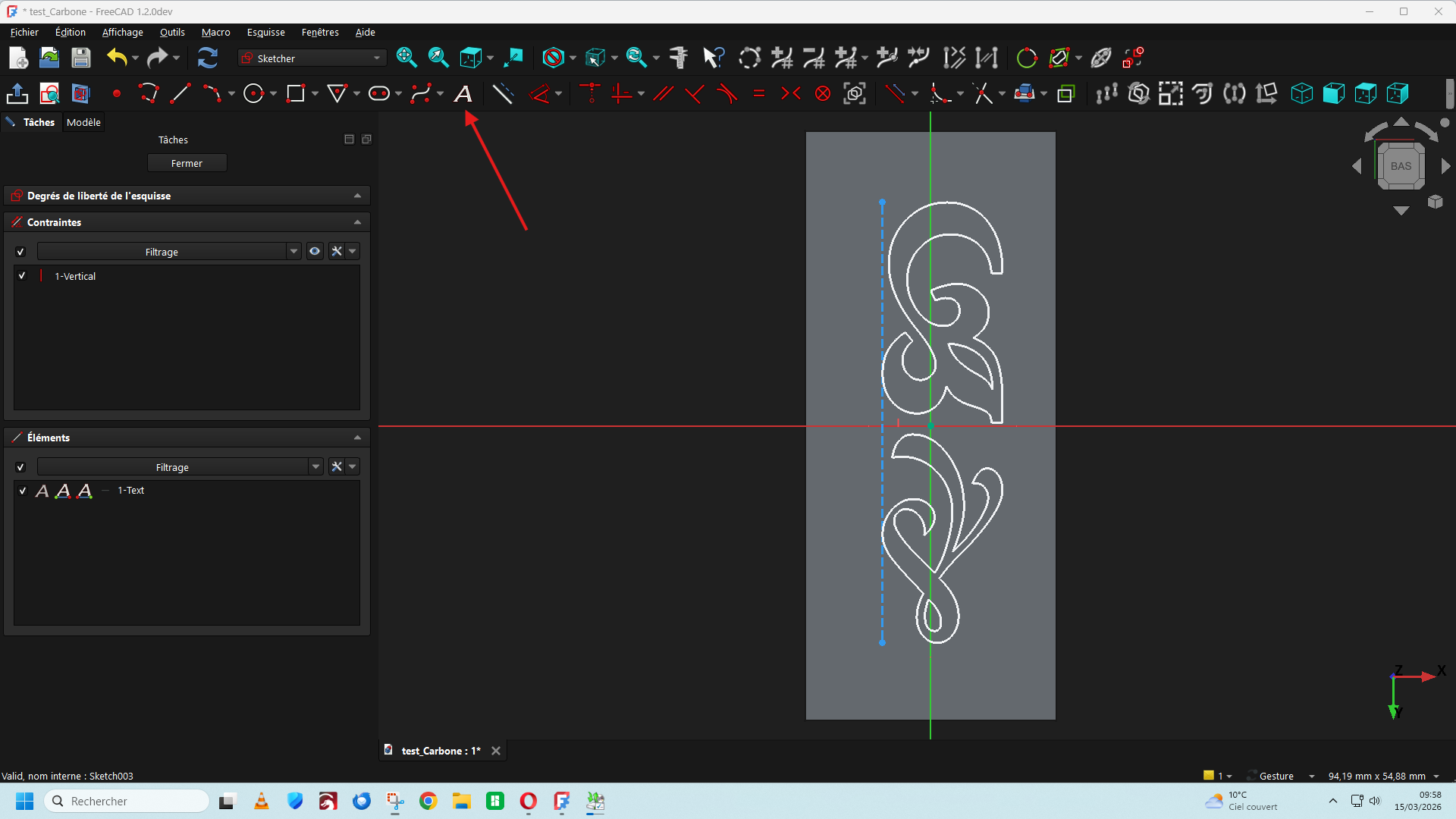
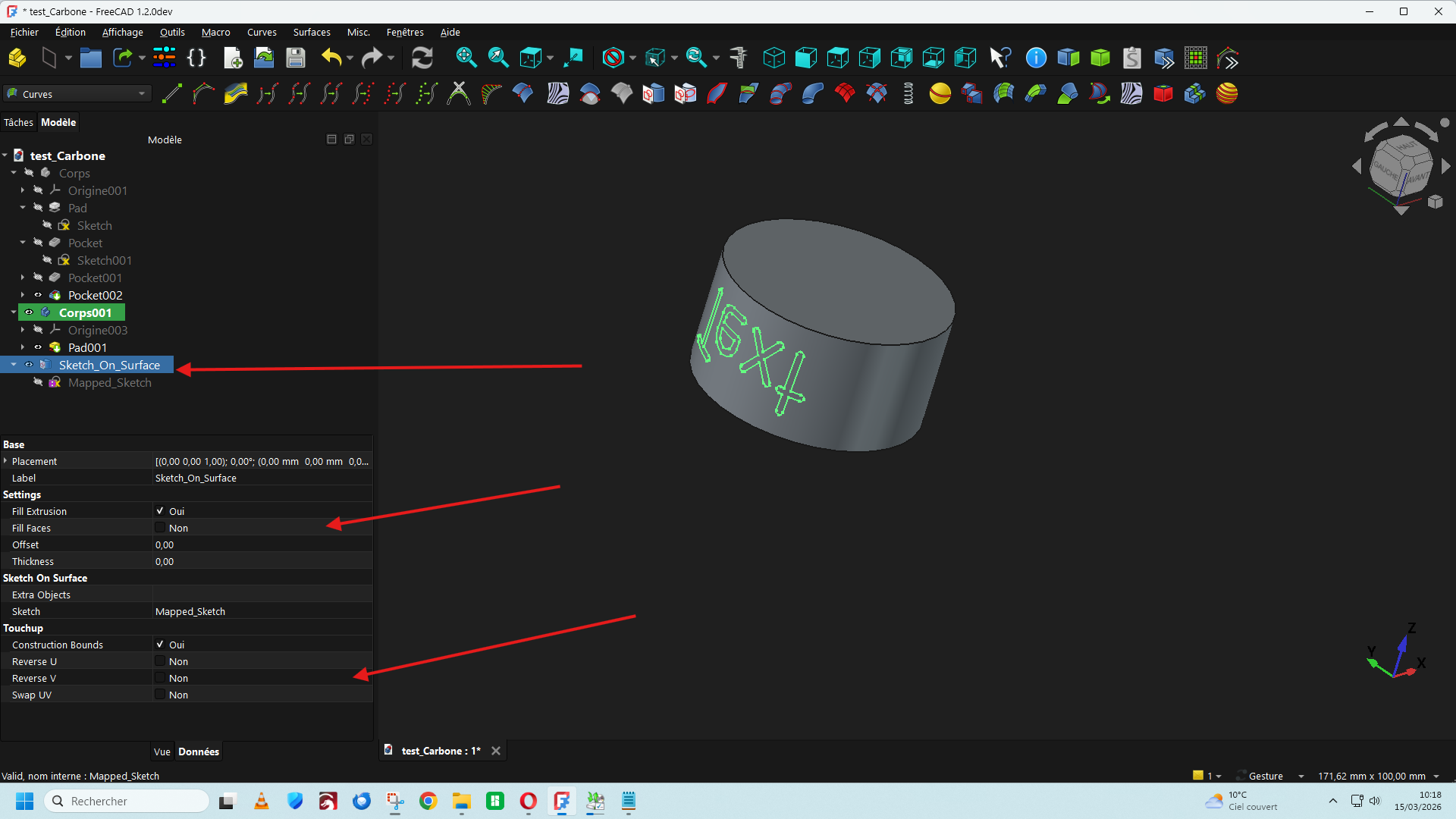
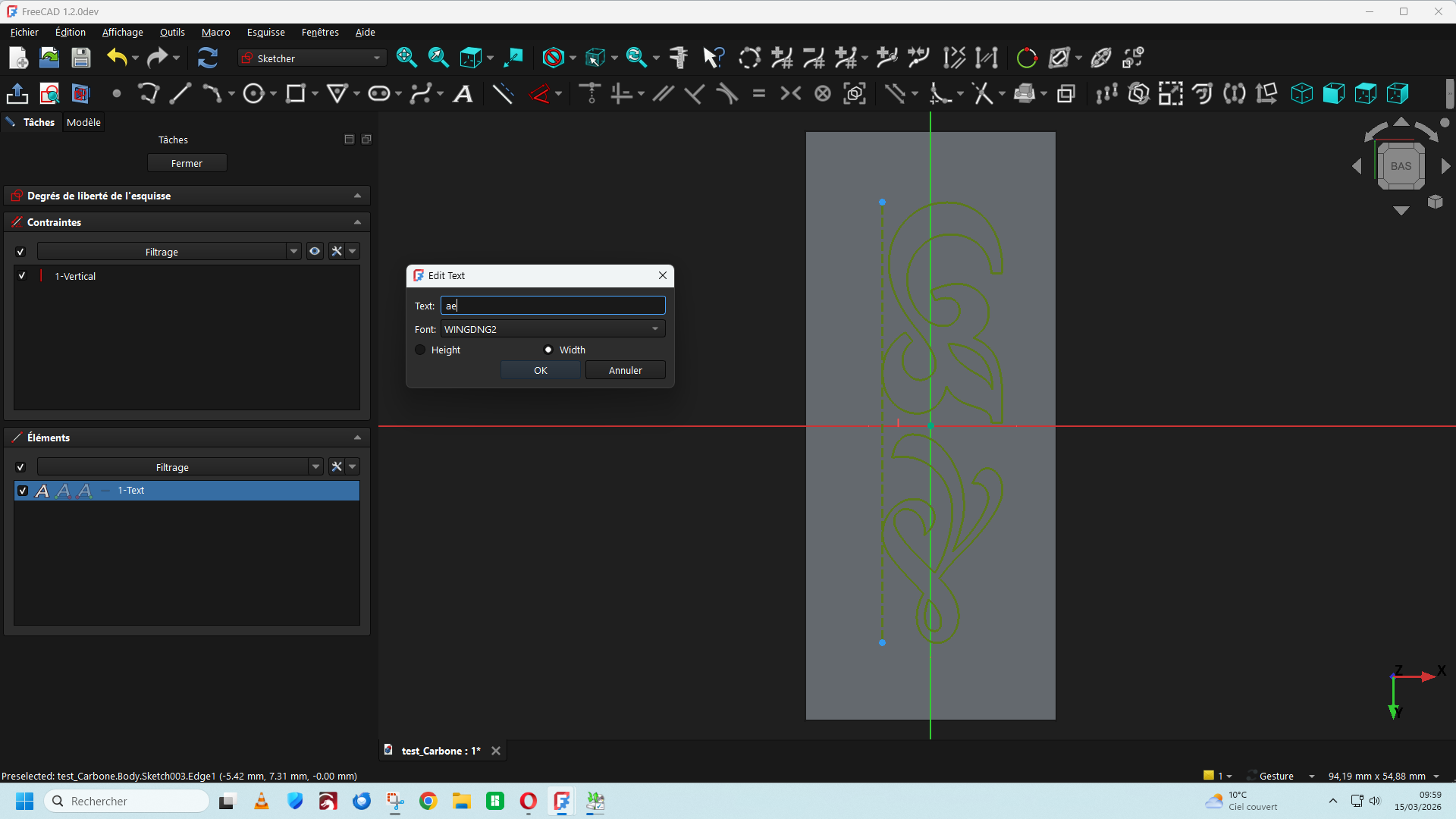
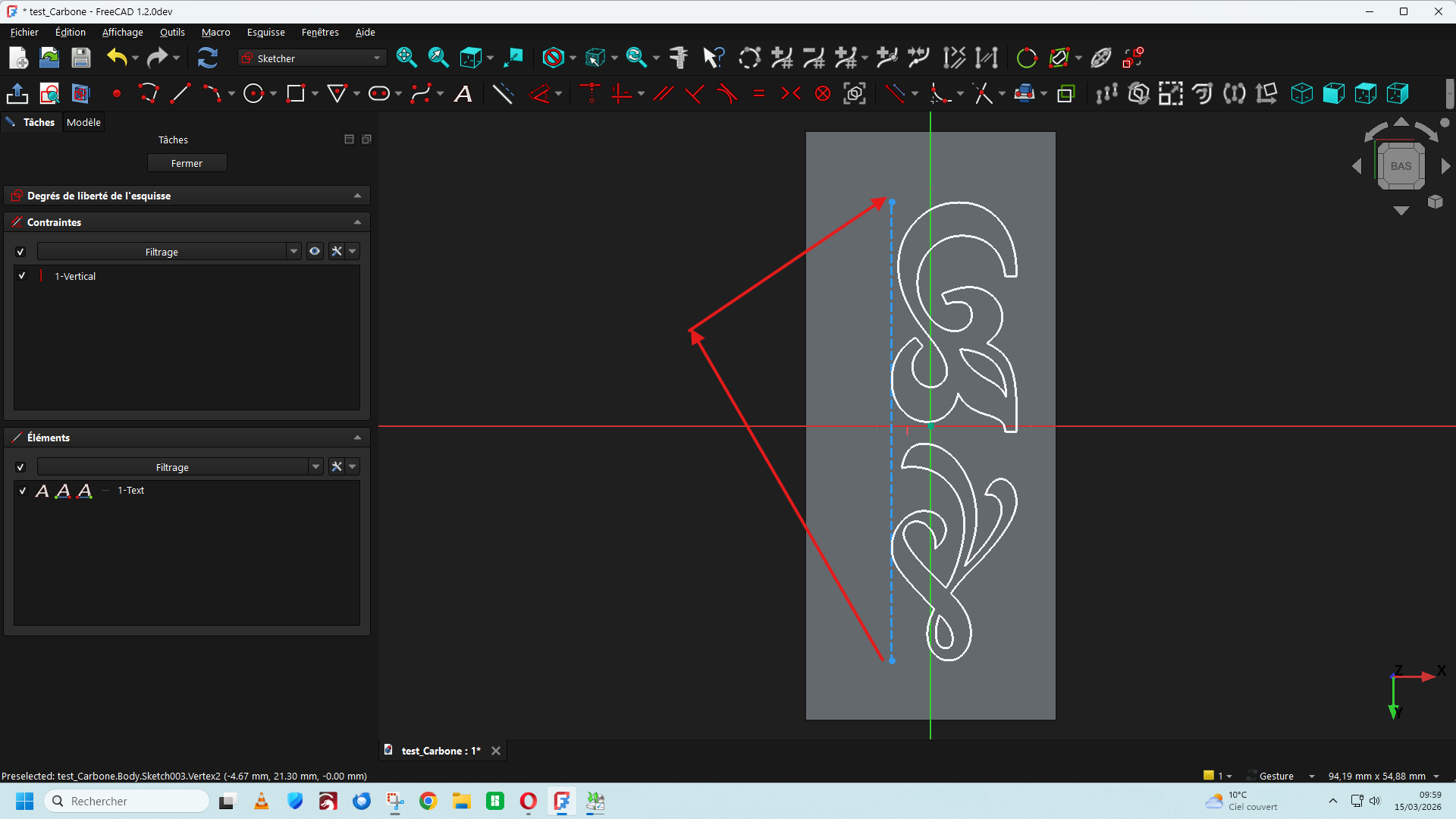
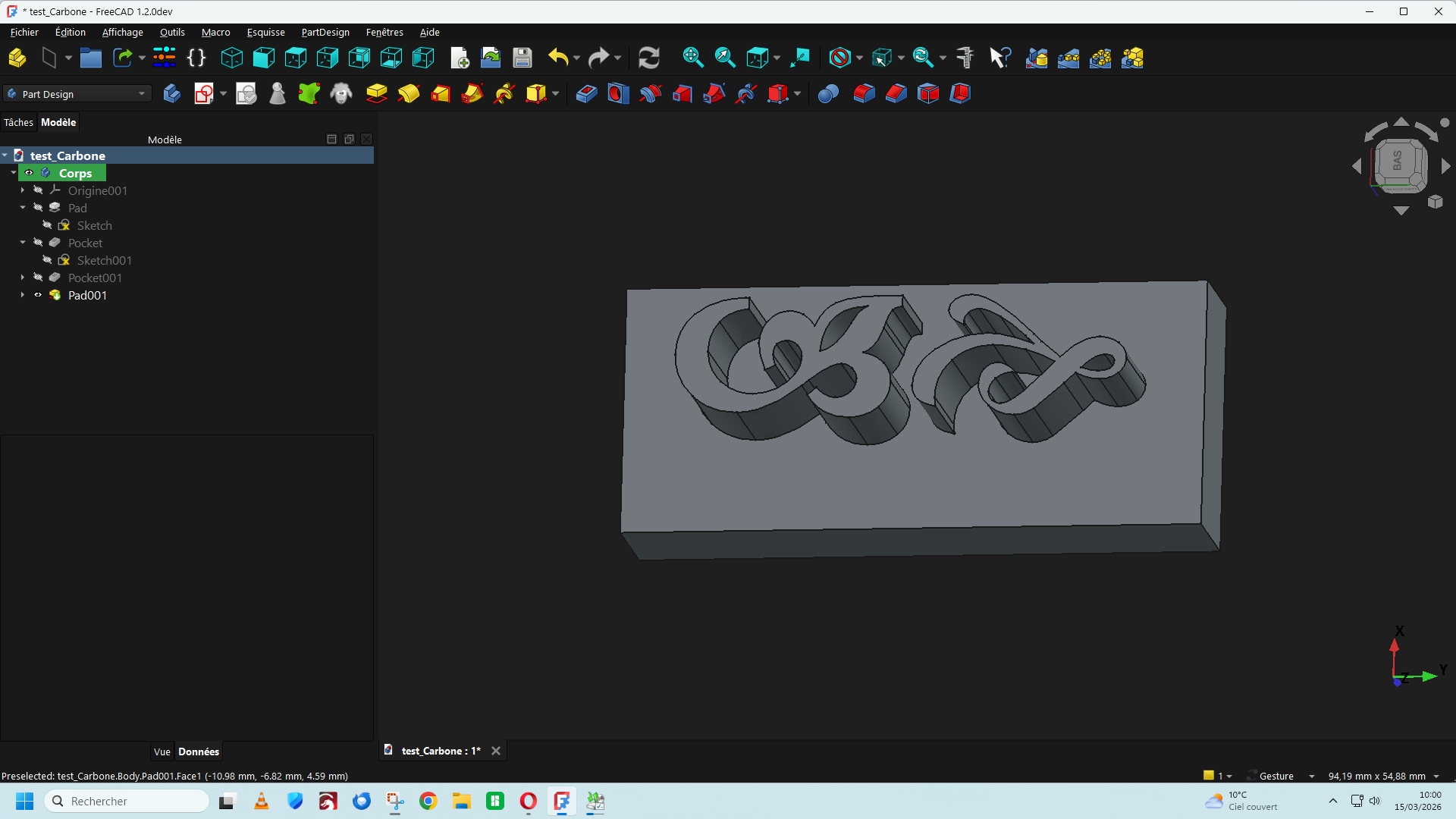
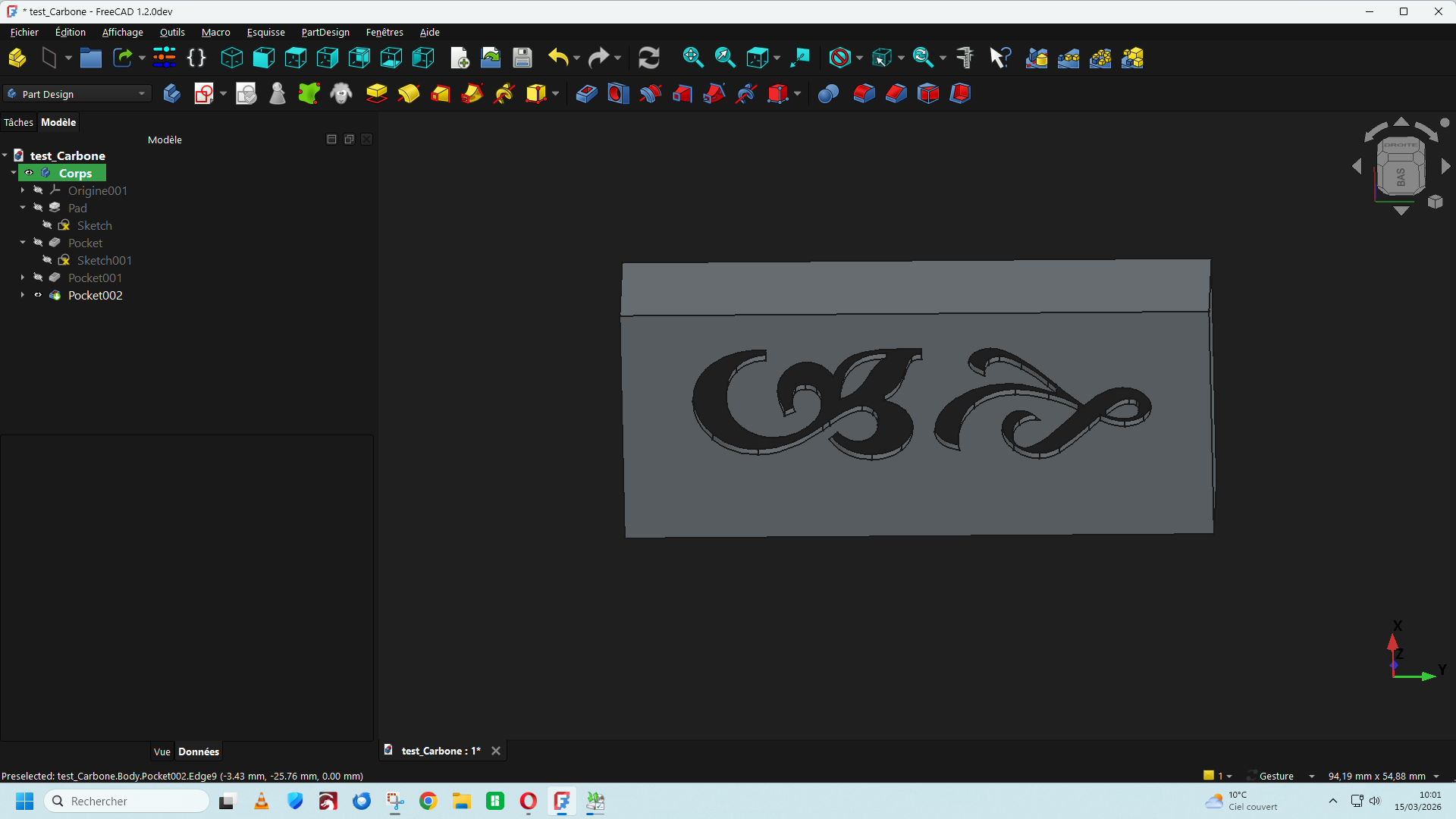
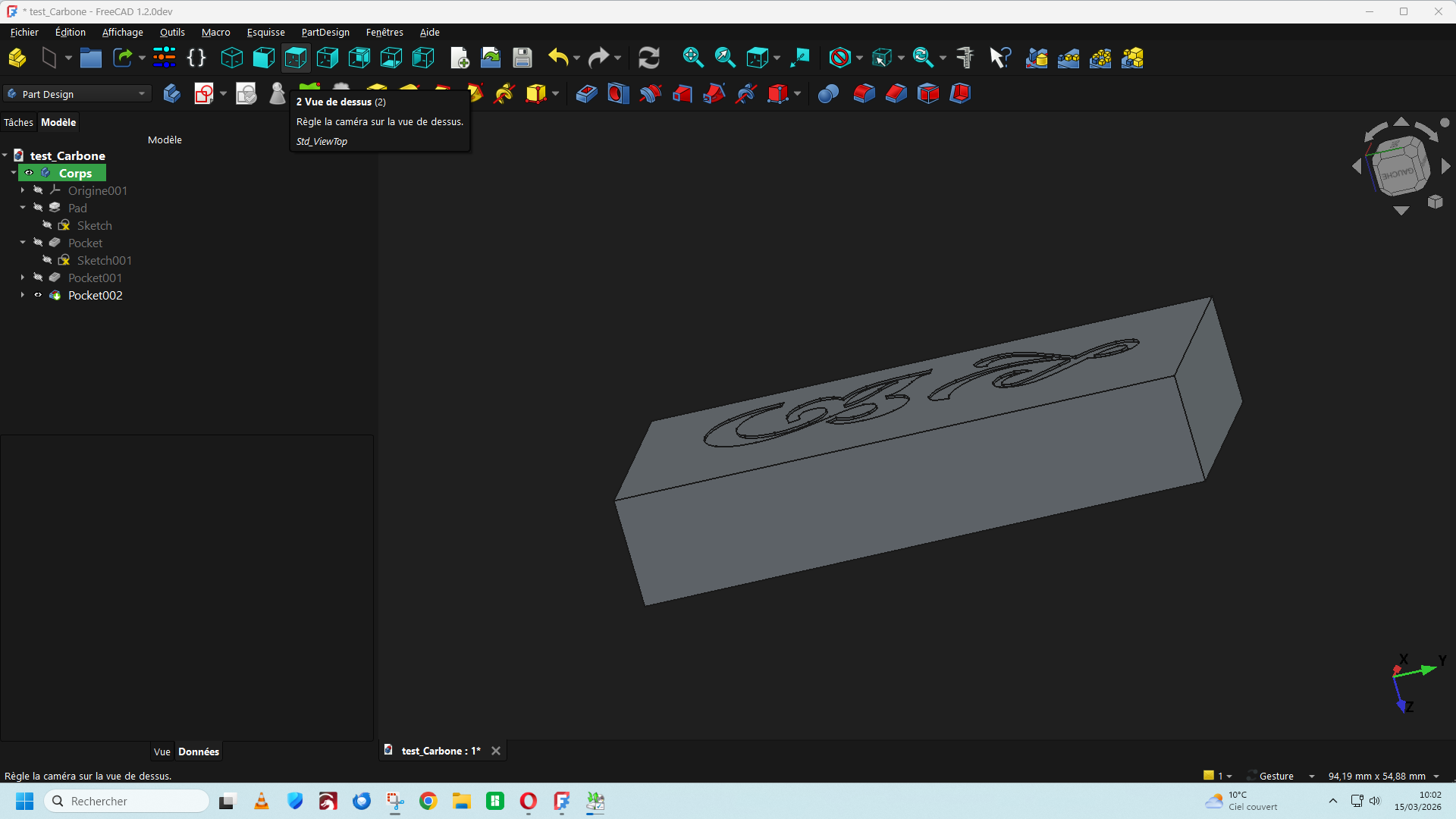
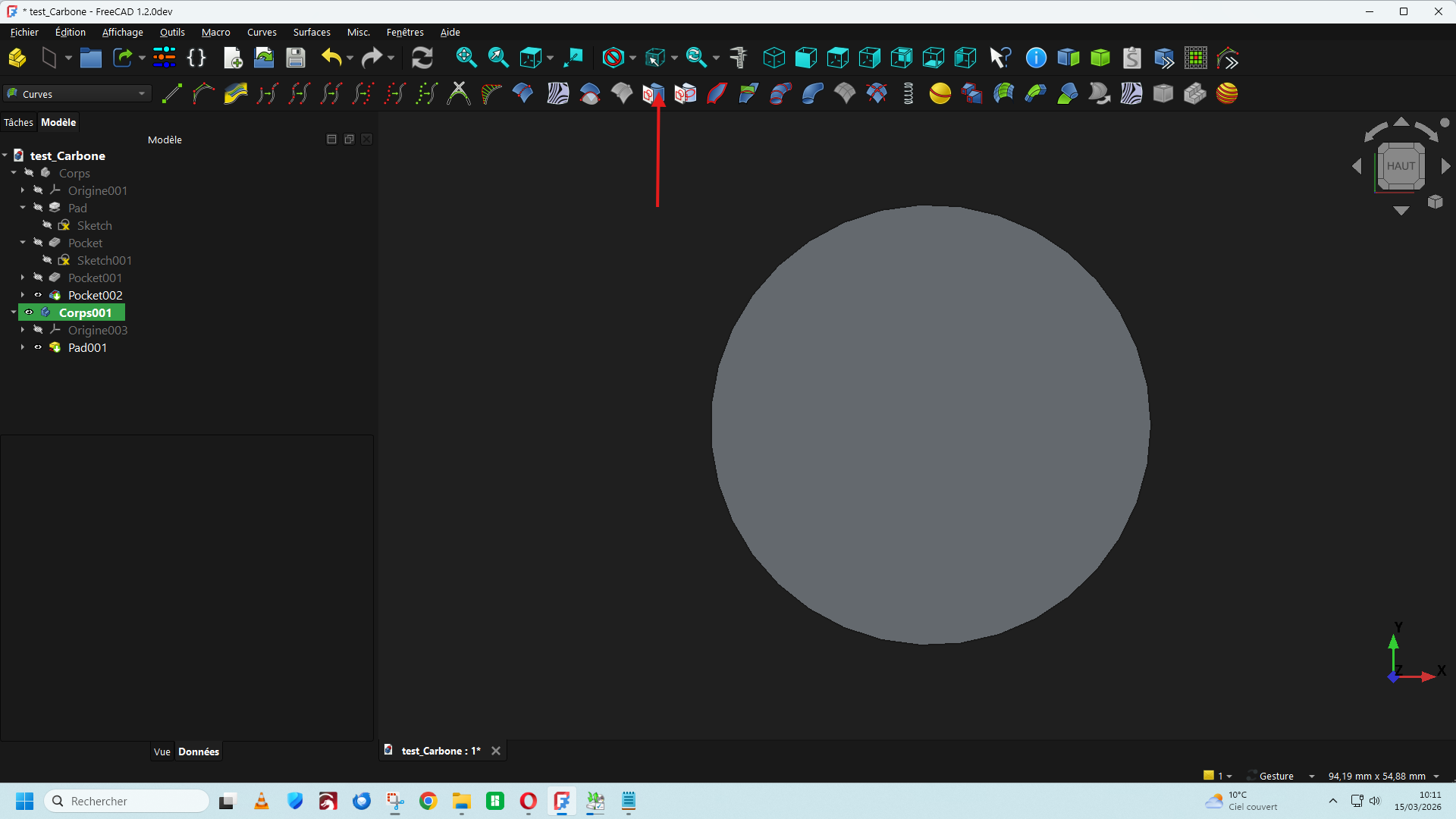
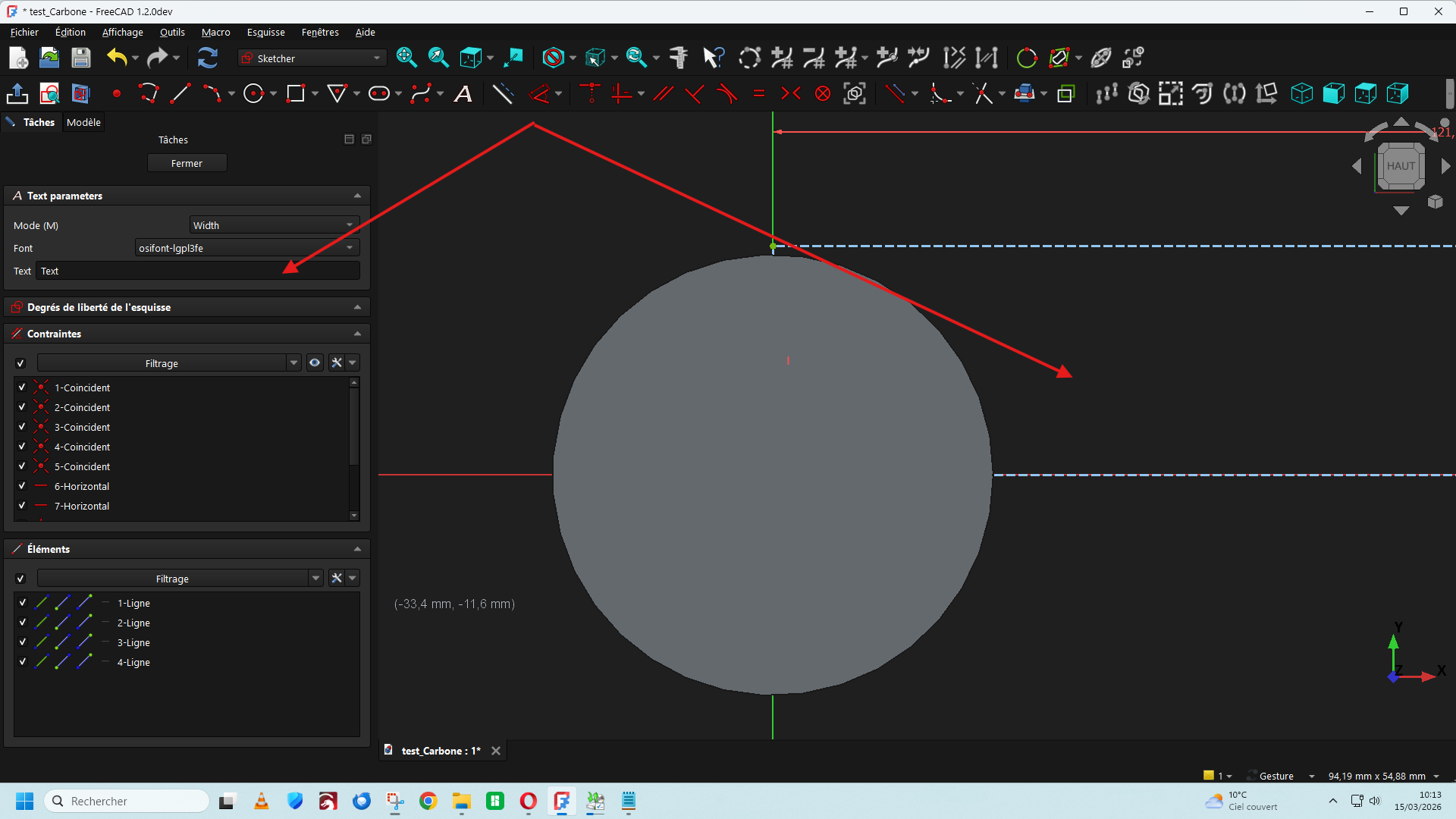
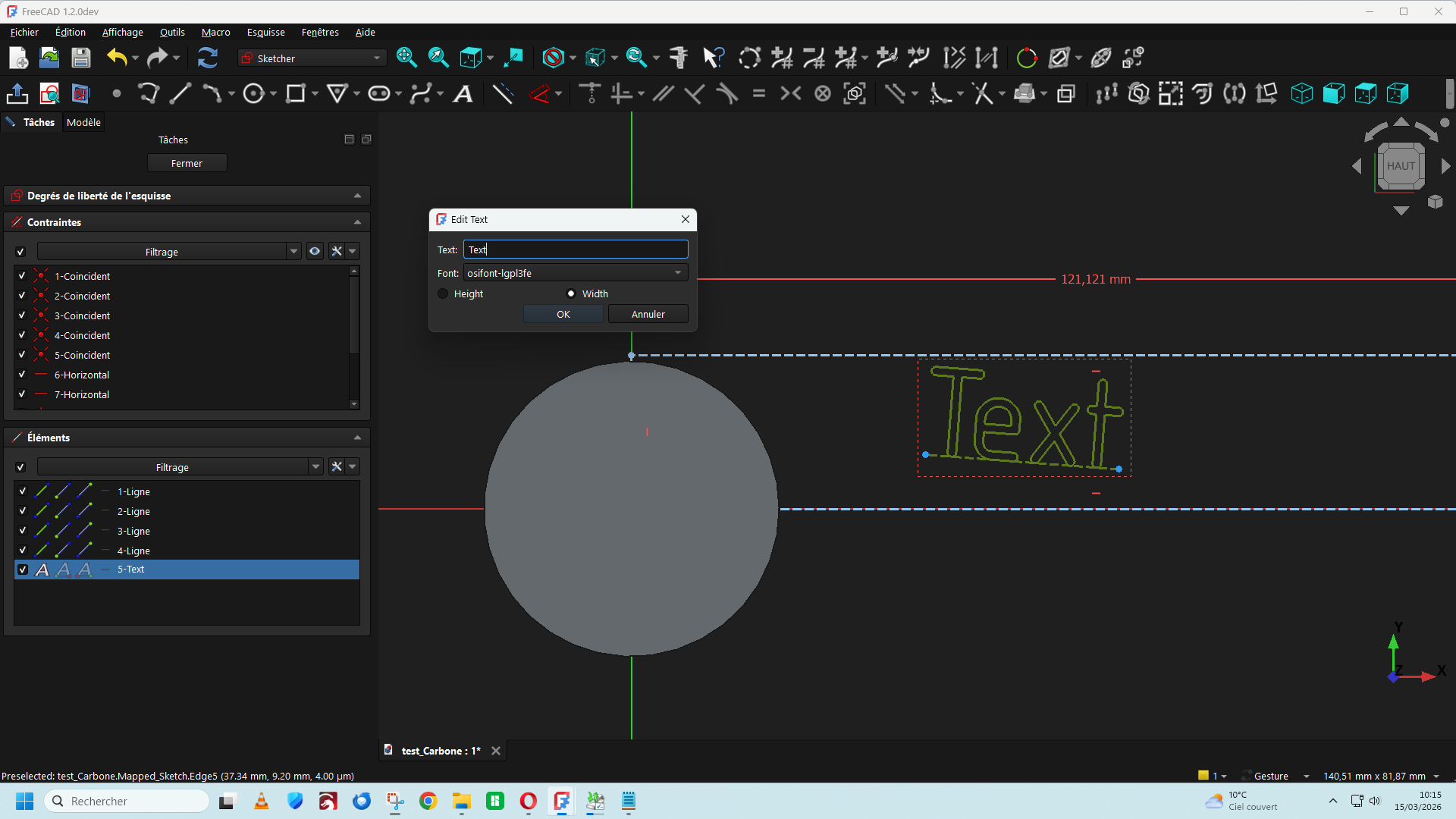
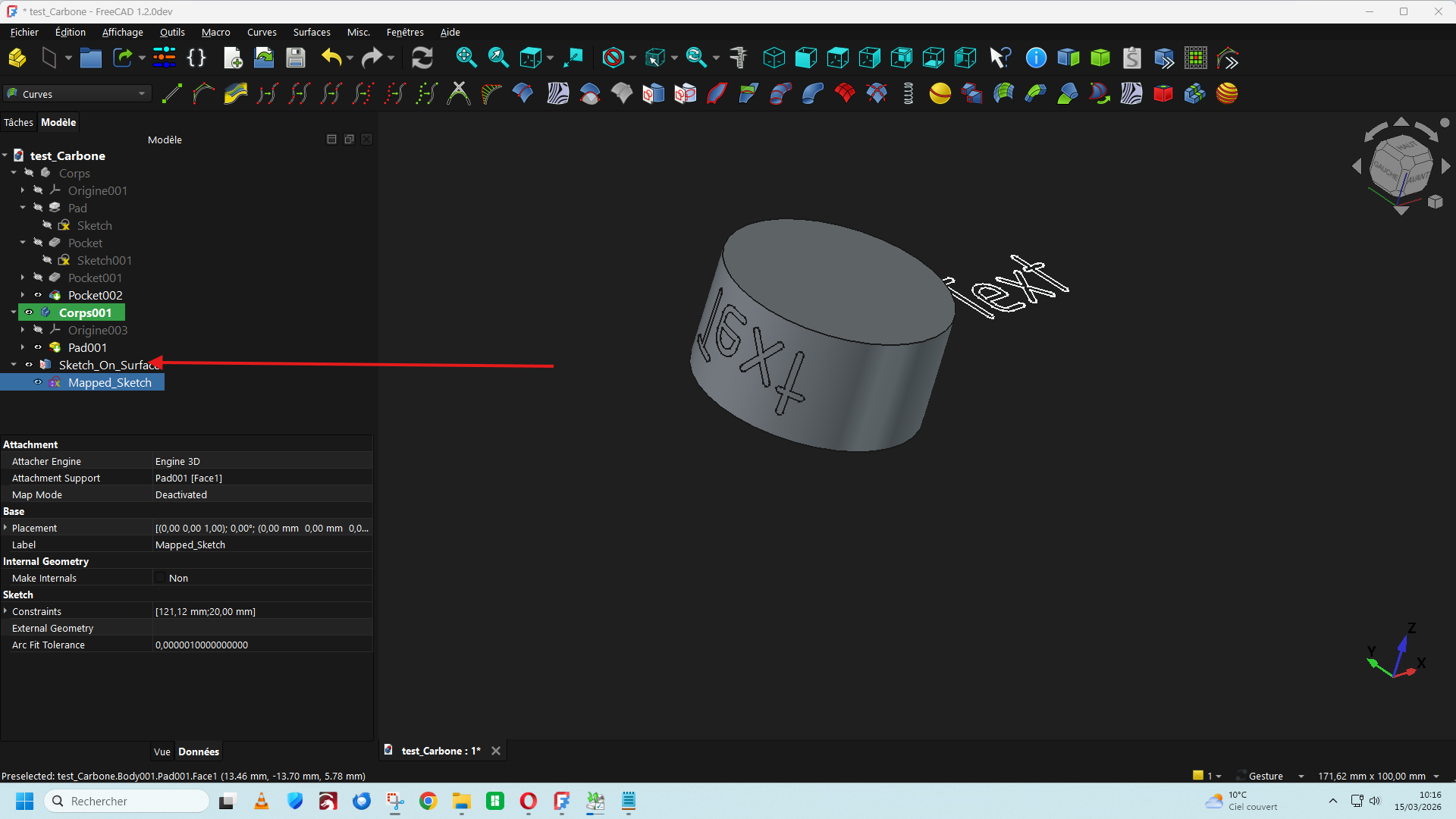
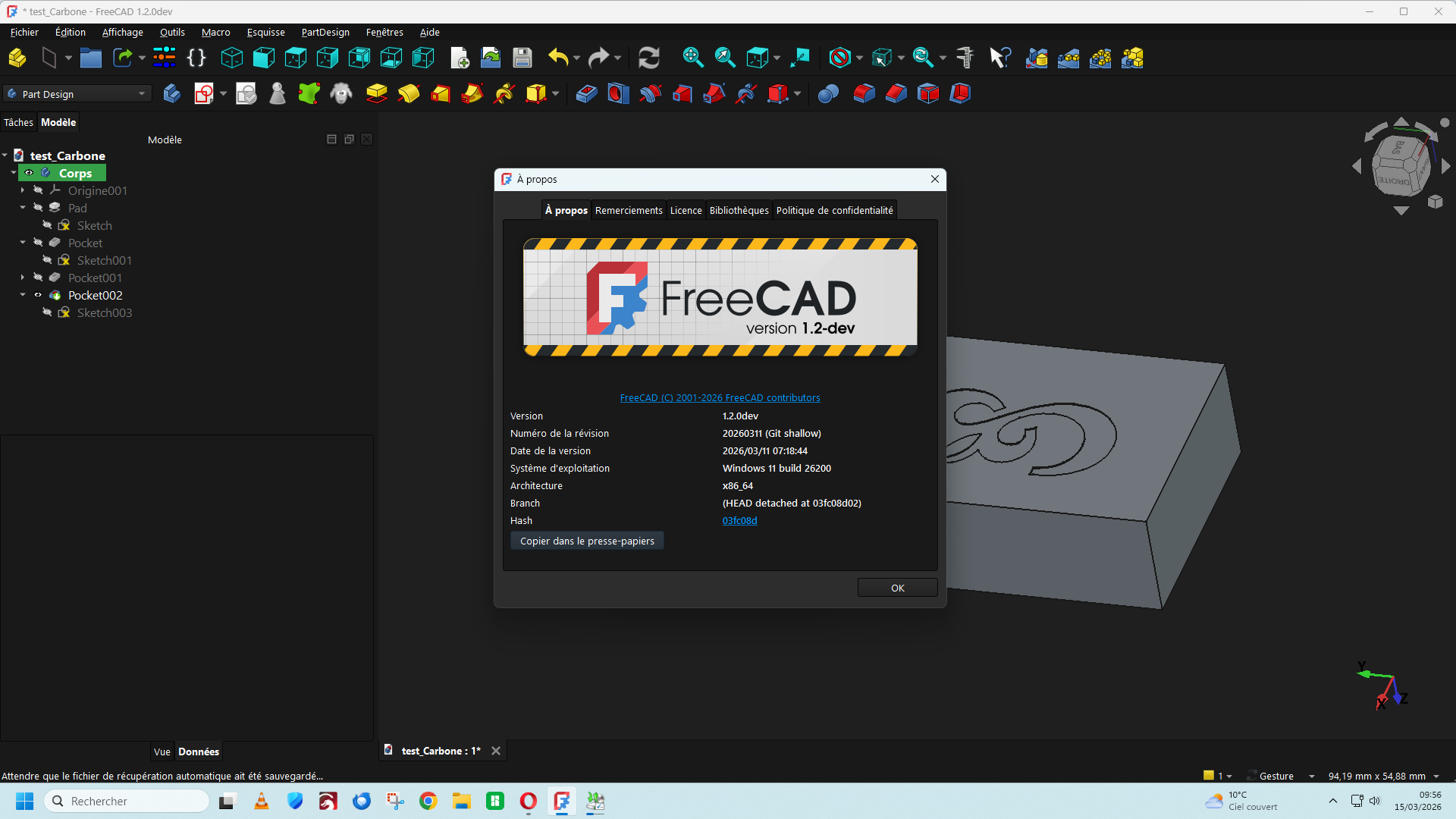
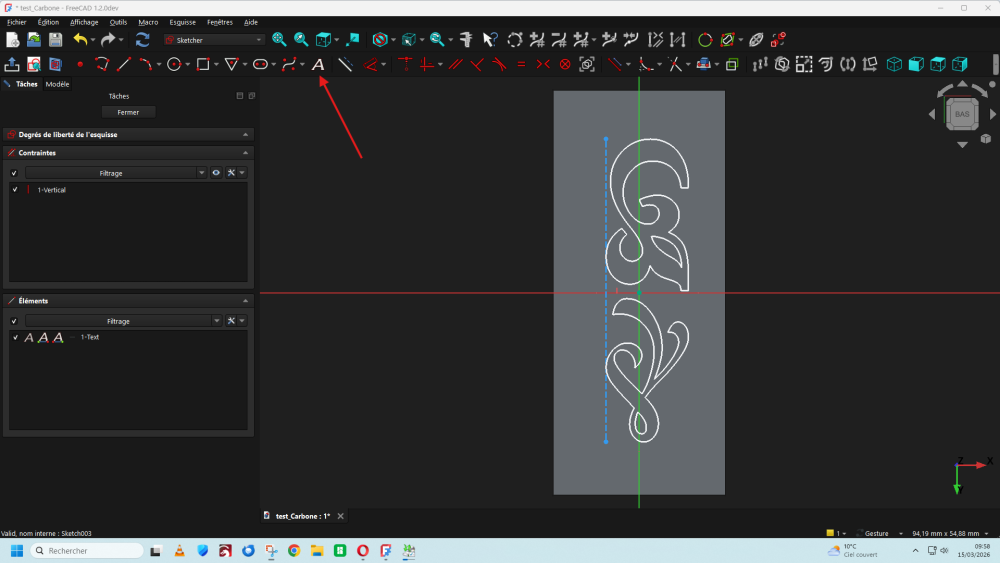
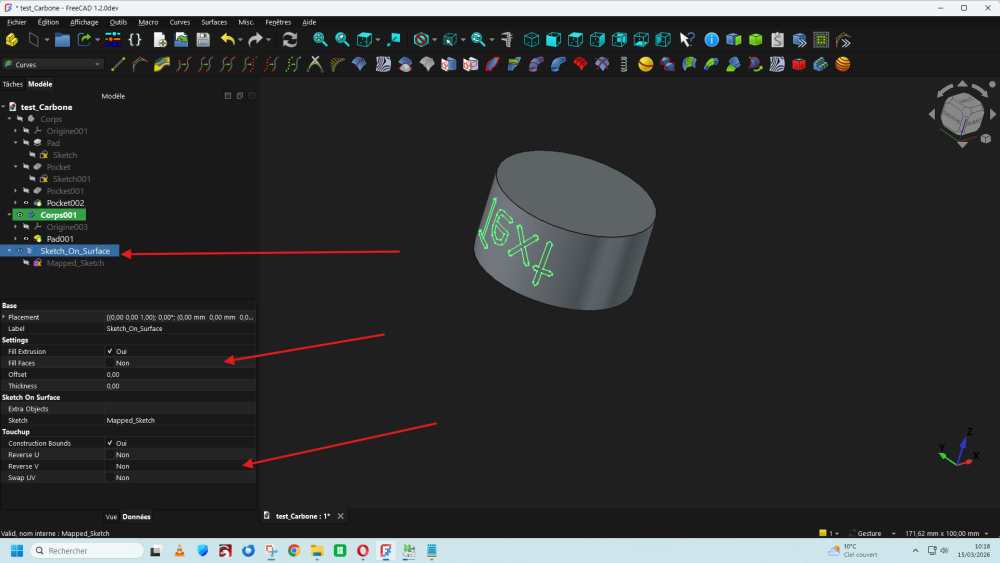
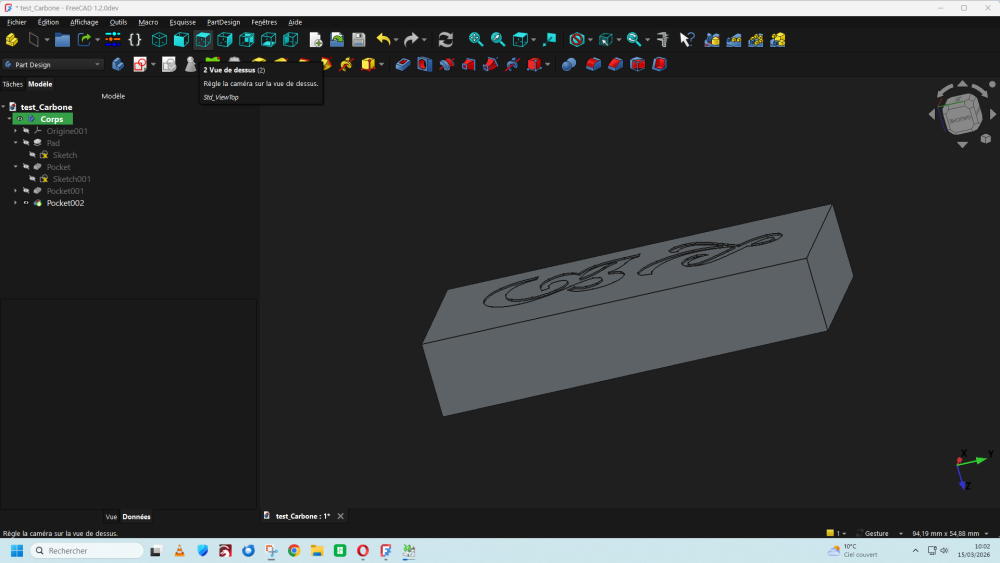
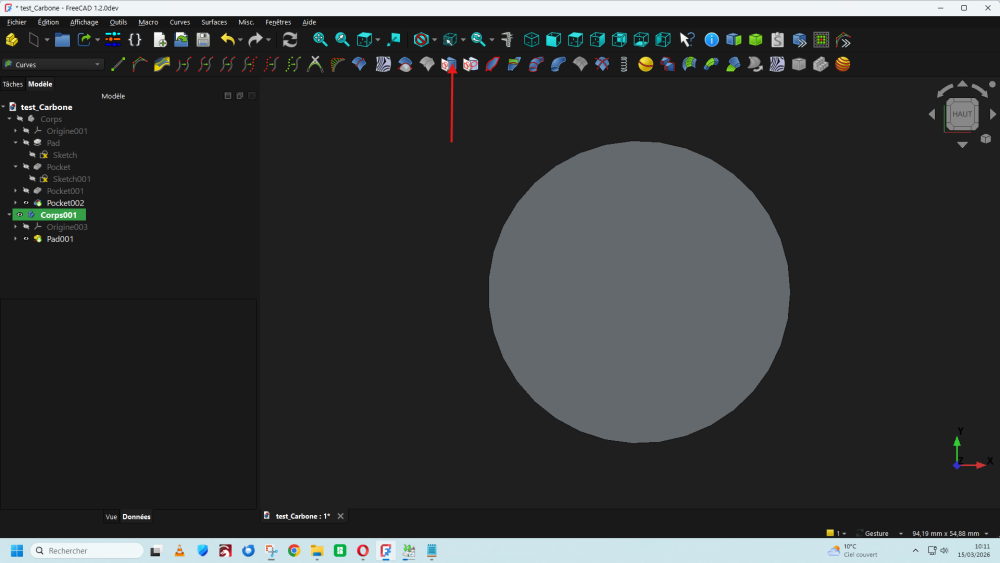
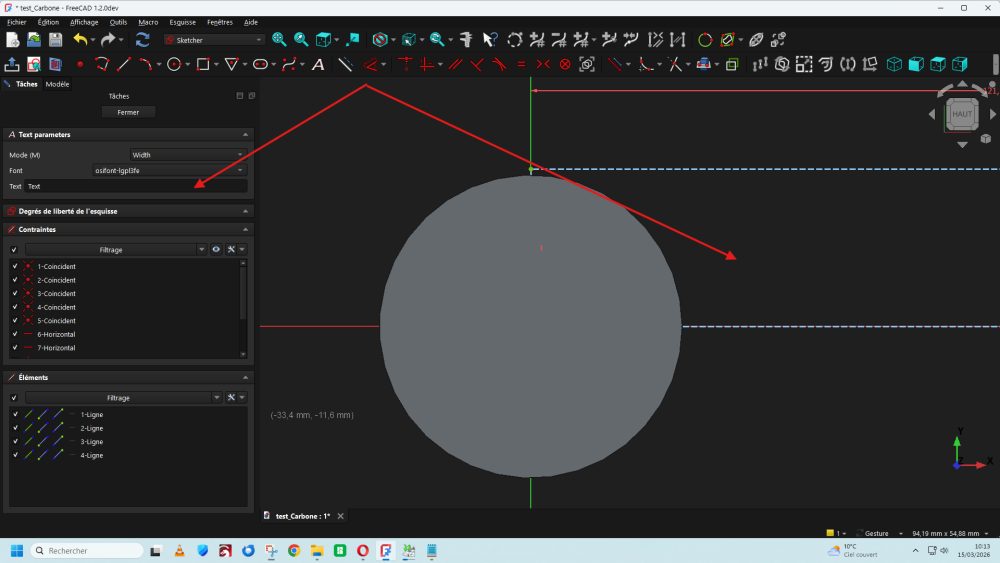
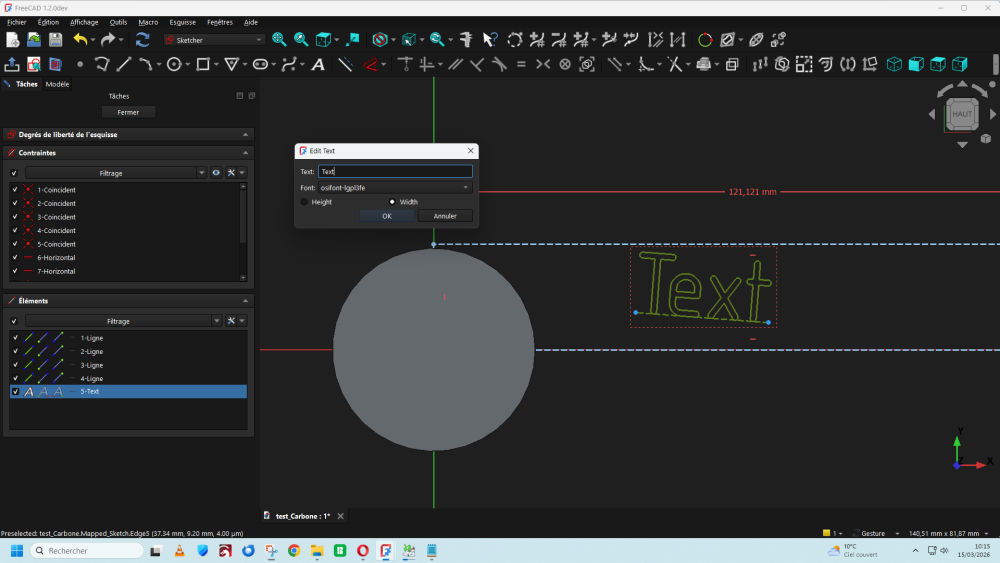
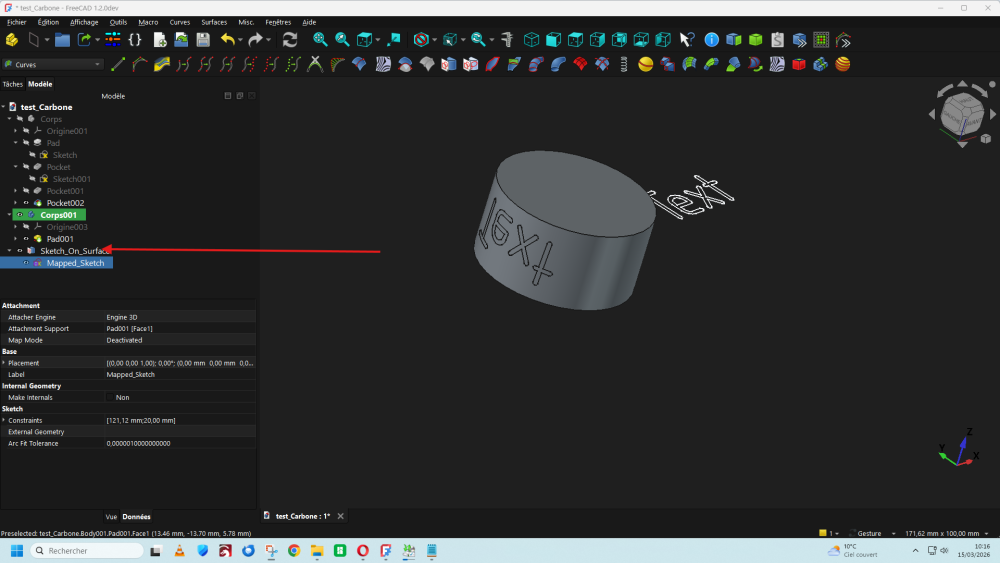
Bonjour, Dans la version de FreeCad 1.2 DEV du 11/03/2026 Une nouvelle fonction est apparue dans la barre de menu (A) qui permet d'insérer un texte directement ce qui facilite le travail d'insertion d'un texte ou une lettre de police de caractère stylisée sur une surface plane ou cylindrique. https://github.com/FreeCAD/FreeCAD
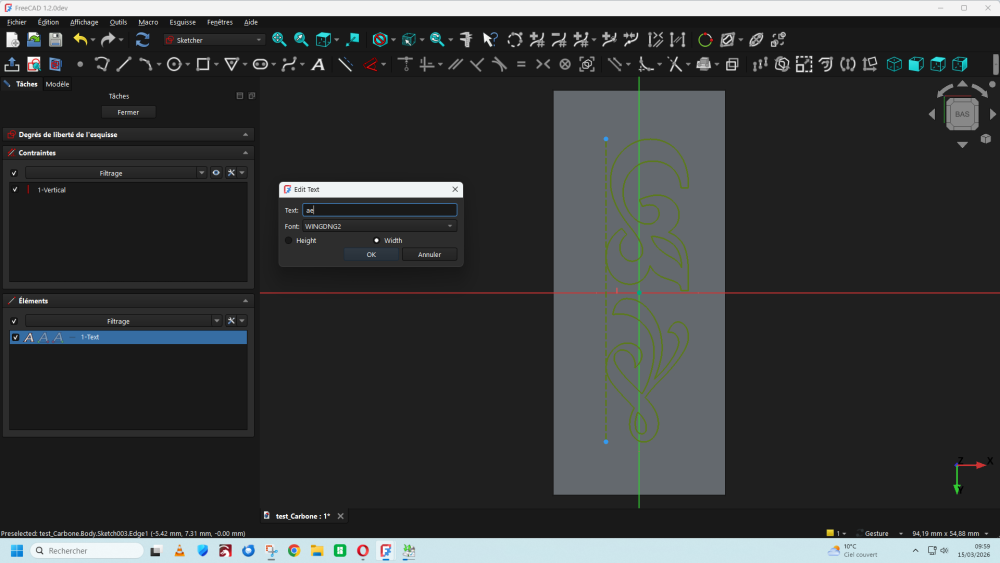
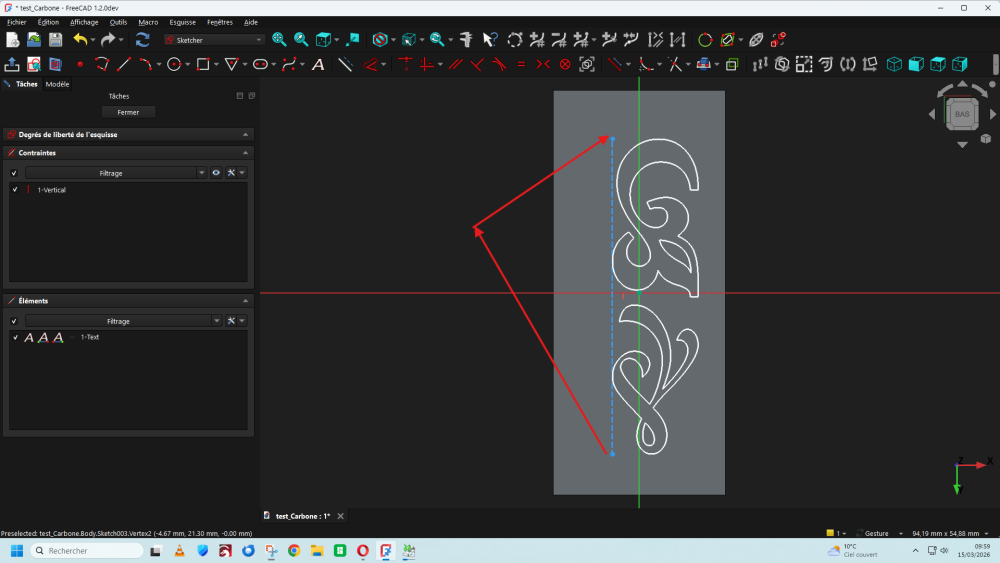
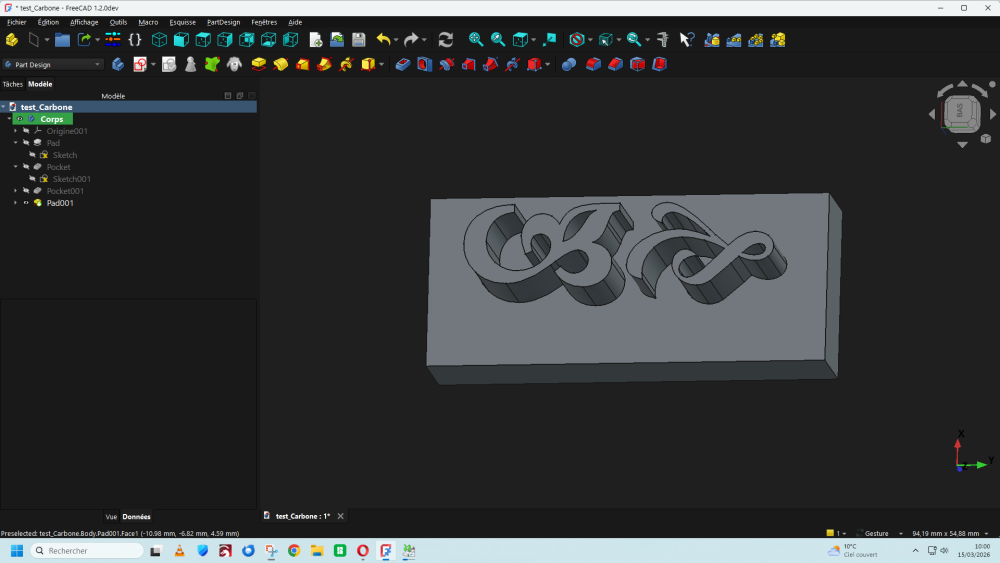
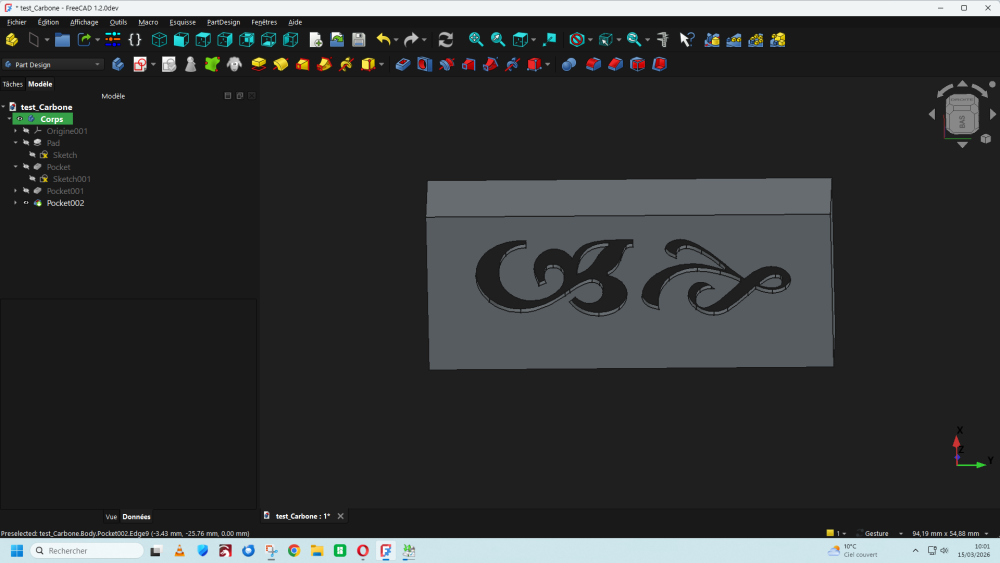
 3 points
3 points -
Et voilà @JoOj, j'ai suivi tes conseils https://www.crealitycloud.com/model-detail/cfs-lite-desiccant-box-sliding-door?source=22 Je vais ouvrir un post pour lister les "améliorations" à imprimer pour la SPARKX i7 A+ JC3 points
-
Bonjour à tous, Etant nouveau sur ce forum, je souhaite faire part de mon innovation pour la buse afin de mettre des buse de K2 sur mon imprimante. de ce genre Je m'explique, Ayant pourtant installé l'update du SAV, je suis très embêté avec cette imprimante depuis que je l'ai ( je ne suis pas très fort non plu). J'ai du acheté pas mal de buses mais malheureusement je ne trouve pas uniquement la buse en vente mais le système de chauffe complet. Voici donc ce que j'ai fais. 1 j'ai pris mon ancien ensemble (buse + guide) j'ai cassé le guide et percé diam 5 taraudé au diam 6 le bout. puis j'ai mis la buse K2 J'ai percé et adapté le radiateur pour qu'elle passe. Attention retirer la vis pointeau avant. j'ai rassemblé le tout et coupé le guide au même dimension que celle d'origine. j'ai ensuite percé le bout du guide filament avec un foré un peu plus gros afin d'avoir un cône a l'entrée de celui ci. et voici le résultat à côté d'une origine Voilà la méthode Johan pour éviter de dépenser des fortune en buse. Bonne journée à tous.







 3 points
3 points -
Et c'est un "bingo !" Bien joué C'est bien une "Elegoo Centauri Carbon 2 Combo" reçue en test.


 3 points
3 points -
Et bah je te remercie c'est, clair Net et limpide. J'ai print ça récemment, en 0,08 réglage par défaut, j'ai juste mis lissage surface supérieures.
 3 points
3 points -
C'est super rapide leur "précommande", je viens de la recevoir ! Pas du tout prêt à l'installer moi, plus de place...2 points
-
Je ne parierais pas sur la durée de vie des firmwares et des pièces de la K2. Je ne dis pas qu'elle sera vite abandonnée, la K1 est encore maintenue, mais il n'y a pas d'engagement de Creality à ce niveau donc c'est un point qui n'est pas un argument, à mon sens. J'ai pu essayer la K2 Combo ( https://www.lesimprimantes3d.fr/test-creality-k2-combo-cfs-20251011/ ) et tu verras que je n'ai rien eu à lui reprocher de critique. On a aussi un test de la P1S ( https://www.lesimprimantes3d.fr/test-bambu-lab-p1s-20230809/ ) bien plus vieux donc, mais la machine est vraiment fiable et suivie. Il faudra peut-être ajuster ton choix en fonction du prix / heures au compteur que tu trouveras entre ces deux modèles.2 points
-
Rha j'aurais pas parié un kopeck dessus, j'étais persuadé de voir une bed slinger. Belle machine, hate de lire le test. Attention à ne pas faire de trampoline avec.2 points
-
une 2 combo ?2 points
-
Salutations. Réceptionné à l'instant. Un beau carton d'environ 46,5 x 46,5 x 57,5 cm. Avec, d'après l'étiquette de livraison, un poids de 23,60 kg. Et histoire que cela soit pas trop difficile, j'ai laissé des indices. Alors qui a une idée de ce que c'est ?
 2 points
2 points