ZoonTTarg
-
Compteur de contenus
36 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par ZoonTTarg
-
J'ai aussi le sparkling silver, et je l'imprime de la même manière que le wondrous white: 205°, un flow très légèrement réduit voir pas du tout, une vitesse d'impression assez basse comme le conseille Vodevil. J'ai bien peur que ton problème vienne soit de ta dago, soit de la pièce que tu tentes d'imprimer (beaucoup de rétract?)
-
Suite à la résolution du problème précédent, vérifie aussi que tu n'aies pas endommagé ta courroie de plateau: toutes les dents sont elles toujours là ?
-
Vos exemples d'impression sur Discovery200
ZoonTTarg en réponse au topic de laurentium dans Archives
C'est propre ! Niveau ajustement entre le premier étage rouge et le blanc, il n'y a pas des bavures qui empêchent l'enfoncement complet des deux parties? -
Via cette page: https://www.amazon.fr/gp/help/customer/display.html?nodeId=201310960 "Si vous rencontrez un problème sur un produit vendu par Amazon EU S.à.r.l., vous pouvez contacter le Service Client en cliquant ici. "
-
De toute façon, il me semble que leur politique de retour ne concerne pas les consommables utilisés. Mais de toute façon, il s'agit d'un vice du produit donc en les contactant et en montrant tes photos, il y a moyen que tu obtiennes quelque-chose... Et si eux ne veulent pas faire un effort, tente directement auprès du fabriquant. Pas de bol en tout cas, j'ai 7 bobines de cette marque dont certaines presque terminées, je n'ai jamais constaté de défaut, et encore moins des éclats de shrapnel
-
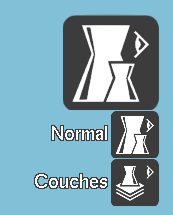
Salut Merak, Le visionnage des couches peut aussi se faire avec Cura by Dagoma. Il y a une icone en haut a droite de la fenêtre de visualisation de l'objet, qui te permet de passer de la vue classique à la vue par couche : Dans cette dernière, un curseur te permet de voir l'avancement de l'impression couche par couche. Certains objets qui paraissent propres sur la première vue ne le sont pas forcément, la seconde vue permet de détecter ce genre de problème puisque ça te montre exactement où le filament va être déposé.
-
officiel Cura by Dagoma V2 (Windows)
ZoonTTarg en réponse au topic de Benjamin/ex-Dagoma dans Dagoma
Idem, sans pour autant que ça ait claqué pendant des heures. -
Vérifie aussi ton stl en visionnant les couches dans Cura: sont-elles comme tu attends qu'elles soient? Cura me donne des résultats de slicing étranges des fois alors que mon modèle sketchup semble propre. Sinon, ton extrudeur fait du bruit pendant la première partie de ton impression?
-
Bonjour Noël. Le fait que tu aies réussi a sortir des pièces propres auparavant laisse en effet penser que quelque-chose a bougé sur ton imprimante ou autour. Ça n'est ni étonnant, ni anormal, puisque certaines pièces s'usent ou s'encrassent. En l’occurrence et comme l'ont dit les personnes qui ont essayé de t'aider avant moi, ces fils sont généralement dus à un problème de température ou de retract. Si j'étais toi, je vérifierais : - que les conditions d'impression n'aient pas variées: température de la pièce où se trouve l'imprimante notamment, puisque tu as du warping. D'expérience, une impression qui se décolle, c'est généralement un pièce qui s'imprime mal ensuite, la buse touchant les parties précédemment imprimées lorsque la pièce bouge en hauteur. Avais-tu sur les pièces précédentes ce décollement en bas a gauche de ta tour? Une salissure (graisse principalement) du buildtak peut aussi être en cause. Le buildtak se dégraisse bien a l'alcool ménager. - que ma buse soit propre à l'intérieur comme a l'extérieur, et en bon état: trou bien net, non choqué. Pour l'intérieur, essaye de pousser manuellement le filament au niveau de l'extrudeur et regarde comment il sort. Perso, je laisserai tomber cette piste s'il sort lisse et droit. Si ça sort mal, tente la méthode atomique pour le débouchage (je te laisse faire une recherche si tu ne connais pas, plusieurs sujets en parlent) - que mon extrudeur soit encore en bon état et correctement vissé: si c'est en effet un problème de retract (qui se faisait correctement sur les pièces précédentes sans même que tu saches ce que c'est), la roue crantée de l'extrudeur s'est peut être desserrée ou abimée. Vérifie que la vis allen permettant le serrage de cette roue crantée ne soit pas sur le passage du filament. Cette piste est selon moi tout de même peu probable, car un tel problème s'accompagnait chez moi de claquements d'extrudeur que tu ne signales pas de ton coté. Il restera ensuite le basique à ne pas négliger: vérification des visseries, graissage, mise au niveau de la partie mobile de tête avant l'impression. Si malgré ces vérifications les problèmes persistent, il te faudra forcément compenser en jouant sur le retract, les vitesses et la température. Le retract, ça se règle dans un fichier XML présent dans le dossier d'installation de Cura By Dagoma: Cura-by-Dagoma\resources\XML\xml_config.xml. Ce sont les paramètres fixés par Dagoma pour leur imprimante. Je te conseille ici aussi de faire des recherches, le sujet a déjà été discuté sur ce forum. Sur la forme enfin, je ne peux que te conseiller d'avantage de proactivité: rechercher par toi même les termes incompris, creuser et faire un retour factuel des pistes données etc...
-
Il y a déjà un sujet dans la partie consommables avec des retours d'expérience agrégés sur un google sheet: https://docs.google.com/spreadsheets/d/1lTMng5thXM4rXsaxHtTvQsPWODBMYUUqRzxlUaMfvEU/edit#gid=1378760894
-
Il faut coupler la contrainte de la tige filetée avec une désolidarisation de l'écrou de la partie mobile de tête pour annuler en grande partie ce phénomène (je pense notamment à l'anti wooble très efficace de @Dal). Le wooble est en effet plus prononcé quand on contraint le haut de la tige filetée sans rien changer au reste. Pour avoir testé sans rien, avec contrainte seule et avec contrainte + désolidarisation, je peux témoigner que le pire résultat que j'ai obtenu est avec contrainte seule et le meilleur avec contrainte+désolidarisation. Edit: la modif de Dal vient en 2 pièces, une partie "ressort" dans lequel l'écrou vient se loger et une partie manchon a ajouter en haut de la tige filetée.
-
Extrudeur qui claque : fail de toutes mes impressions
ZoonTTarg en réponse au topic de anthonyst91 dans Dagoma
A vérifier aussi, les vis de fixation de l'extrudeur. Trop serrées, elles annulent une partie de la tension du ressort ou bloquent trop la partie PLA mobile qui ne pousse plus suffisamment la roue en V: le fil n'est alors plus suffisamment plaqué contre la roue crantée. -
Il est clairement rose plutôt que magenta, mais c'est pour ça que je l'ai pris. L'alternative était le Precious Pink qui pour le coup l'était beaucoup trop. Merci pour le planter ;-)
-
Attention, le buildtak n'étant pas métallique, ton palpeur va toujours se fier à ton plateau, donc le réglage sera invariant ici par rapport à ton scotch. Sauf que que builtak est plus épais, si tu as déjà finement réglé ton imprimante avec le scotch, c'est le labourage de ton buildtak garanti. D'autant plus que les différents réglages de surface dans CdB ont déjà des offsets de réglés (définis dans le XML présent dans le dossier Cura-by-Dagoma\resources\XML). Et que, erreur de Dagoma à mon sens, le buildtak a une hauteur d'impression MOINS haute que le scotch : <Bloc_Printing_surface label="Surface d'Impression :"> <Printing_surface name="Scotch 3M bleu"> <printing_surface_height>0.75</printing_surface_height> </Printing_surface> <Printing_surface name="Buildtak"> <printing_surface_height>0.5</printing_surface_height> </Printing_surface> <Printing_surface name="Autre"> <printing_surface_height>0.0</printing_surface_height> </Printing_surface> </Bloc_Printing_surface> Si tu sélectionne la surface buildtak, l'impression se fera donc plus bas qu'avec le scotch. Donc comme le dis @Dawnaur, n'hésite pas à monter assez haut pour redescendre ensuite, sinon tu auras un beau buildtak ravagé comme le mien...
-
Extrudeur qui claque au milieu de mes impressions.
ZoonTTarg en réponse au topic de Tinytiger77 dans Dagoma
Idem chez moi avec un mix de @Z122 et @pimclik: le filament s’abîme en s'aplatissant à force de faire du retract (ça m'arrive souvent quand ça imprime des supports) + la roue crantée qui n'était pas vissée au bon endroit, l'allen de vissage tombant au milieu du passage du filament. L'un plus l'autre fait que le filament n'est plus entrainé passé un moment. Le fait de déplacer légèrement la roue crantée a réglé le problème. En vérifiant la notice dagoma, je me rends compte que le vissage de la roue crantée doit se faire avec l'outil de montage fourni (ce que j'ai fait) mais surtout dans le bon sens, c'est à dire avec la vis allen en bout d'axe moteur, ce que je ne suis pas sûr d'avoir respecté, d'où peut être ce problème.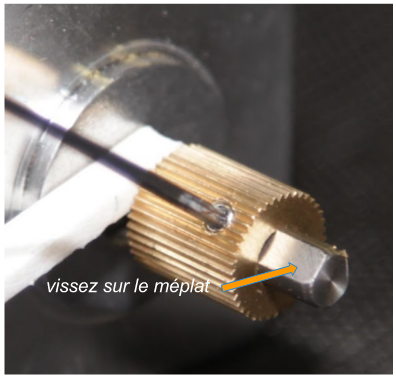
- 27 réponses
-
- 1
-

-
- jen ai marre
- discovery 200
- (et 2 en plus)
-
Même problème de cosse de mon coté, par chance avant de tester l'imprimante j'avais cru l'avoir connecté à l’envers et j'ai tenté de l'enlever de l'interrupteur... Le fil est venu sans la cosse et sans forcer. Voir ça alors qu'il y a marqué dans la notice de montage de bien faire attention à serrer le cuivre quand on visse au risque de mettre le feu, c'est un peu de la schizophrénie...
-
J'ai lu sur Dagoma il me semble que le fait de ne pas lancer le programme en mode administrateur pouvait nuire à son fonctionnement (bien que ce ne soit pas le cas chez moi). Tu le lances en normal ou admin sur ton pc? Edit: autres pistes évoquées sur Google pour des personnes ayant le même problème: un antivirus qui devient fou et bloque l'exécutable, et le firewall qui le bloque. Ça semble plus probable que les droits d'admin de Windows qui ne te permettraient pas d'en éditer certains s'il étaient trop restrictifs.
-
Je partage de plus en plus ton avis @ptiboubou. D'autant que des réglages pour une dago ne conviendront pas forcément aux autres, la sonde de température n'ayant pas la même sensibilité sur chaque machine comme la démontré @La Bidouille. L'intérêt de ce topic est en ce qui me concerne d'aiguiller sur le rendu du filament au niveau couleur, transparence, lissage des couches et facilité d'impression. Je vois plus ça comme une aide à l'achat et un moyen de choisir ou non cette marque finalement, c'est ce qui m'a manqué lorsque j'ai du acheter mes premières bobines. Les réglages pour chaque pièce sont purement indicatifs, j'imprime d'ailleurs majoritairement avec ceux d'origine de CdB transposés dans Cura 15 pour plus de flexibilité, notamment au niveau du réglage des supports, brim, plugins, etc. ... Après, il faut considérer le retour sur investissement de ces tests... Si on est prêt à sacrifier quelques dizaines de mètre de fil pour trouver son réglage parfait sur sa machine, pour telle couleur qu'on utilisera ensuite largement, pourquoi pas. Mais j'ai malheureusement l'impression qu'un réglage peut convenir parfaitement à une pièce mais pas à une autre, en fonction de la géométrie et du tranchage de celle-ci.
-
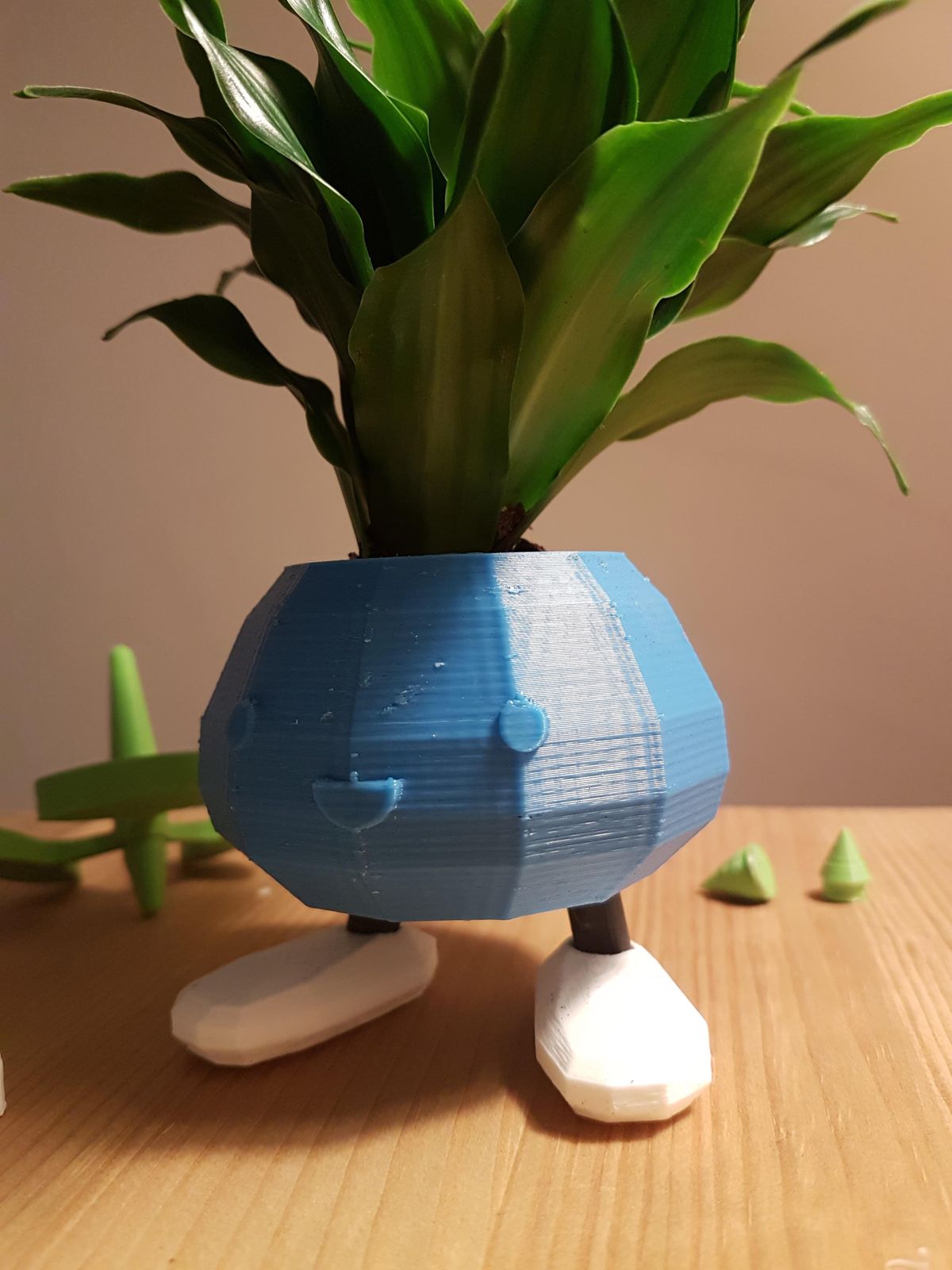
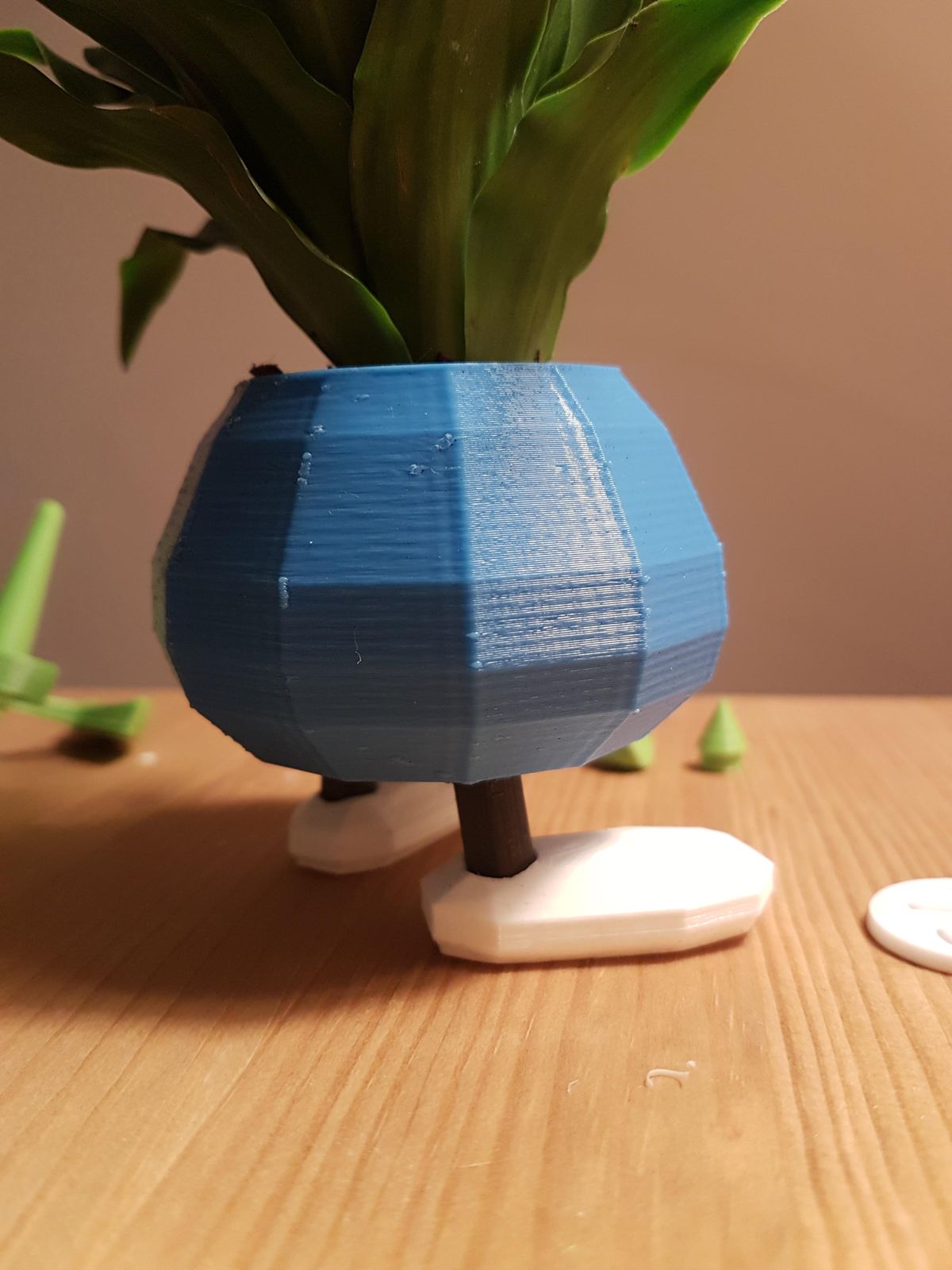
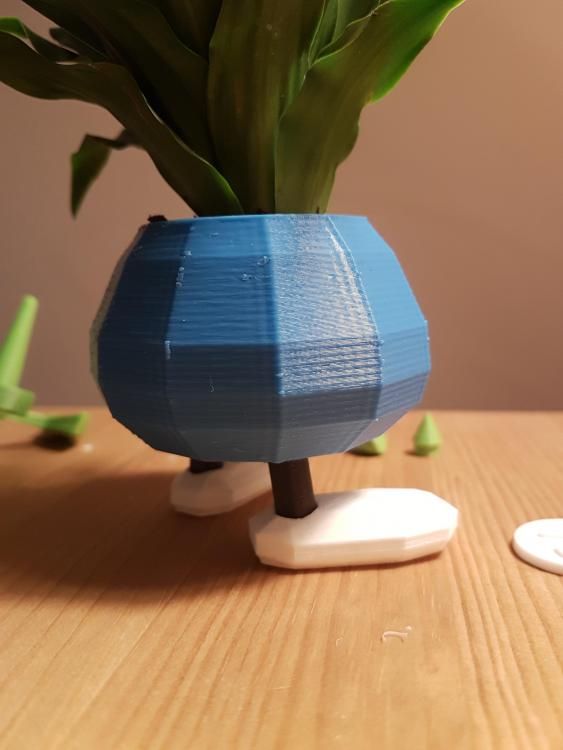
Nouvelles impressions avec du Bold blue et du Magical Magenta (+ Wondrous White et Gentle Grey pour les pieds du oddish planter) Support de téléphone http://www.thingiverse.com/thing:417094 (Cura 15, 205°, flow a 100%, 0,2mm. Le rendu ne me satisfait pas, va falloir que je peaufine les réglages pour la prochaine impression): Oddish Planter http://www.thingiverse.com/thing:1112783 (mêmes réglages que ci-dessus). J'ai eu des blobs, que j'ai traité au cutter, et ça a laissé des marques malheureusement... Les couleurs sont vives . Je m'attendais cependant à un bleu plus clair vu la photo de la bobine sur amazon. Cela dit sur mes photos aussi, il semble plus clair qu'en réalité.

-
Vos exemples d'impression sur Discovery200
ZoonTTarg en réponse au topic de laurentium dans Archives
Beau rendu pour le prix :-) Tu as eu une couche avec un manque de matière au niveau du buste non? Buse bouchée? -
Si malgré tout ces conseils tu ne règles pas ton problème, vérifie éventuellement le vissage de ta roue crantée d'extrudeur, la vis bloquante de la mienne était placée pile sur le passage du filament. Sur certaines pièces avec du retract ça ne lui plaisait pas du tout. Le passage du filament se voit assez facilement, il laisse une belle marque d'usure sur la roue... C'est la seule fois où j'ai eu une impression qui ressemblait à la tienne, une couche ne sort pas totalement et le reste du fil sort trop haut et ne colle pas au reste de la pièce.
-
Vos exemples d'impression sur Discovery200
ZoonTTarg en réponse au topic de laurentium dans Archives
J'avais ce problème, ce qui me faisait un gros wobbles en X, puis dernièrement des impressions rondes qui sortent ovales. La partie mobile livrée par dagoma n'était pas bien imprimée et les roulements étaient mal tenus, j'ai même celui qui vient glisser dedans qui s'est barré au bout de 2 impressions, je l'ai fixé a la colle chaude. Mais j'avais encore du jeu alors j'ai réimprimé une nouvelle partie mobile a partir du fichier Dagoma, et dans laquelle les linéaires rentrent en force... et c'est le jour et la nuit: Avant: Après: Certes l'échelle de la pièce n'est pas la même, je ferai d'autres tests, mais c'est encourageant. Faut juste faire attention à ne pas resserrer trop fort le maintient de la buse au risque de créer trop de résistance, donc des points durs sur X, puis des crans de courroie qui sautent pendant l'impression.

-
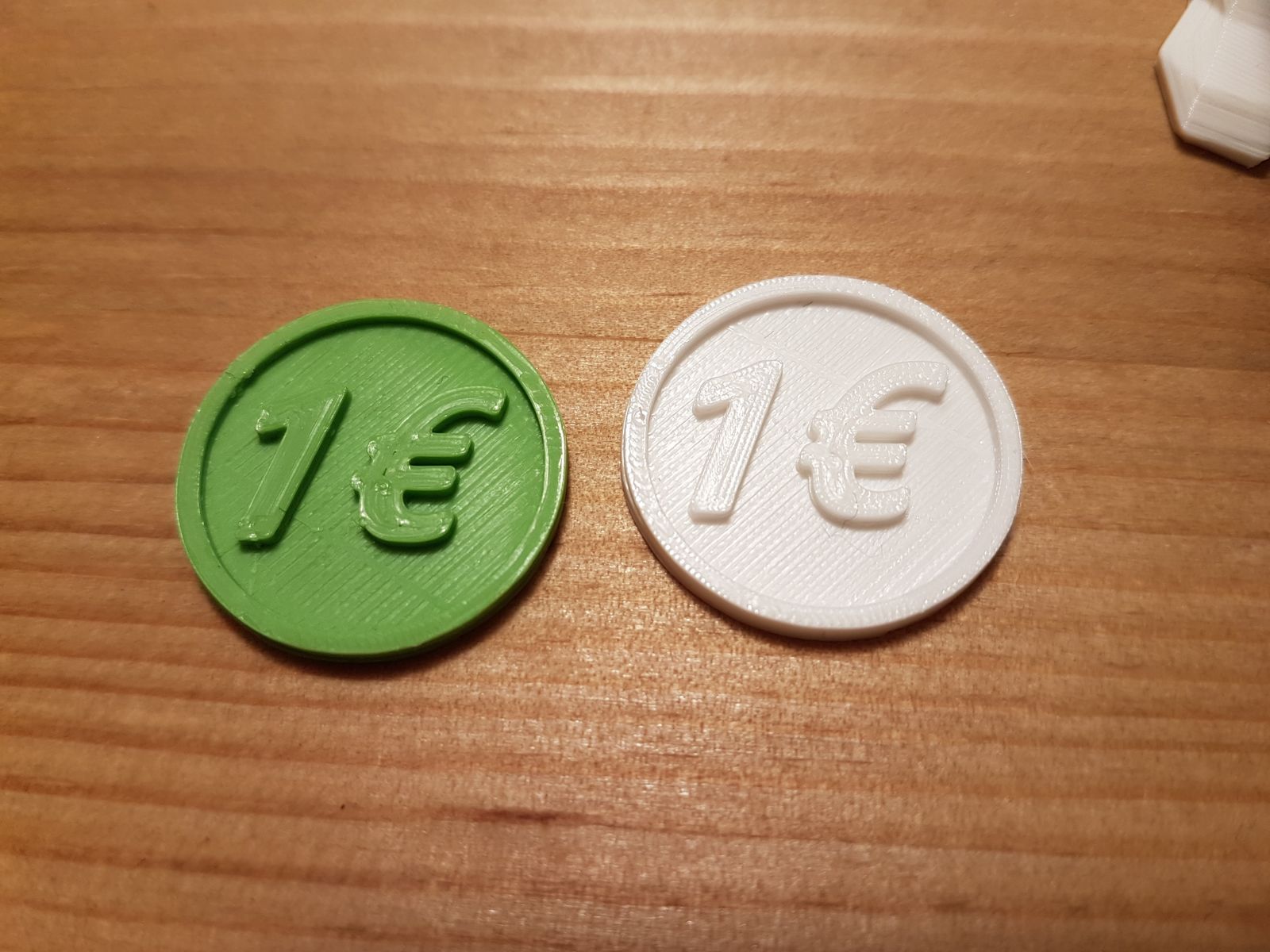
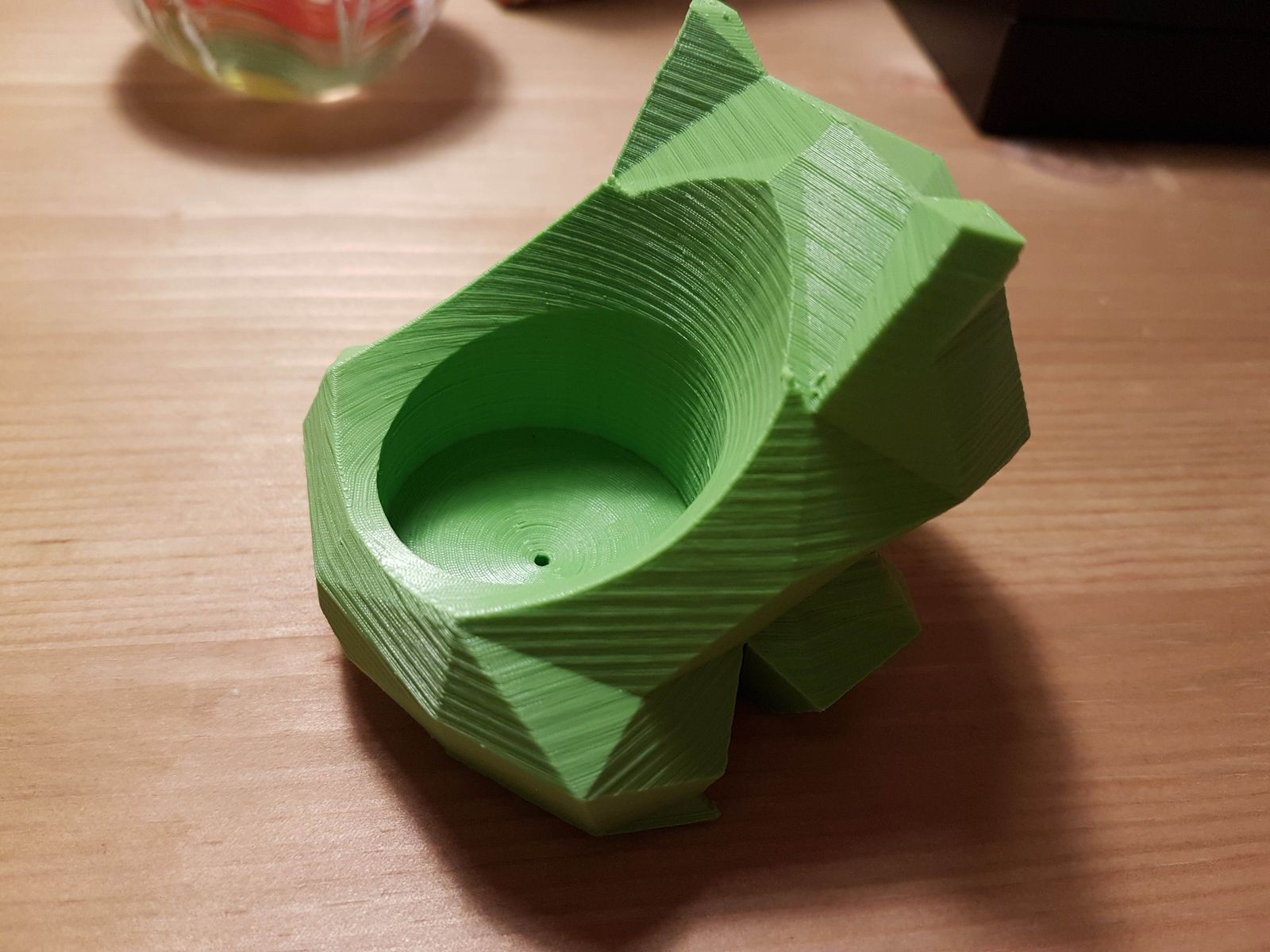
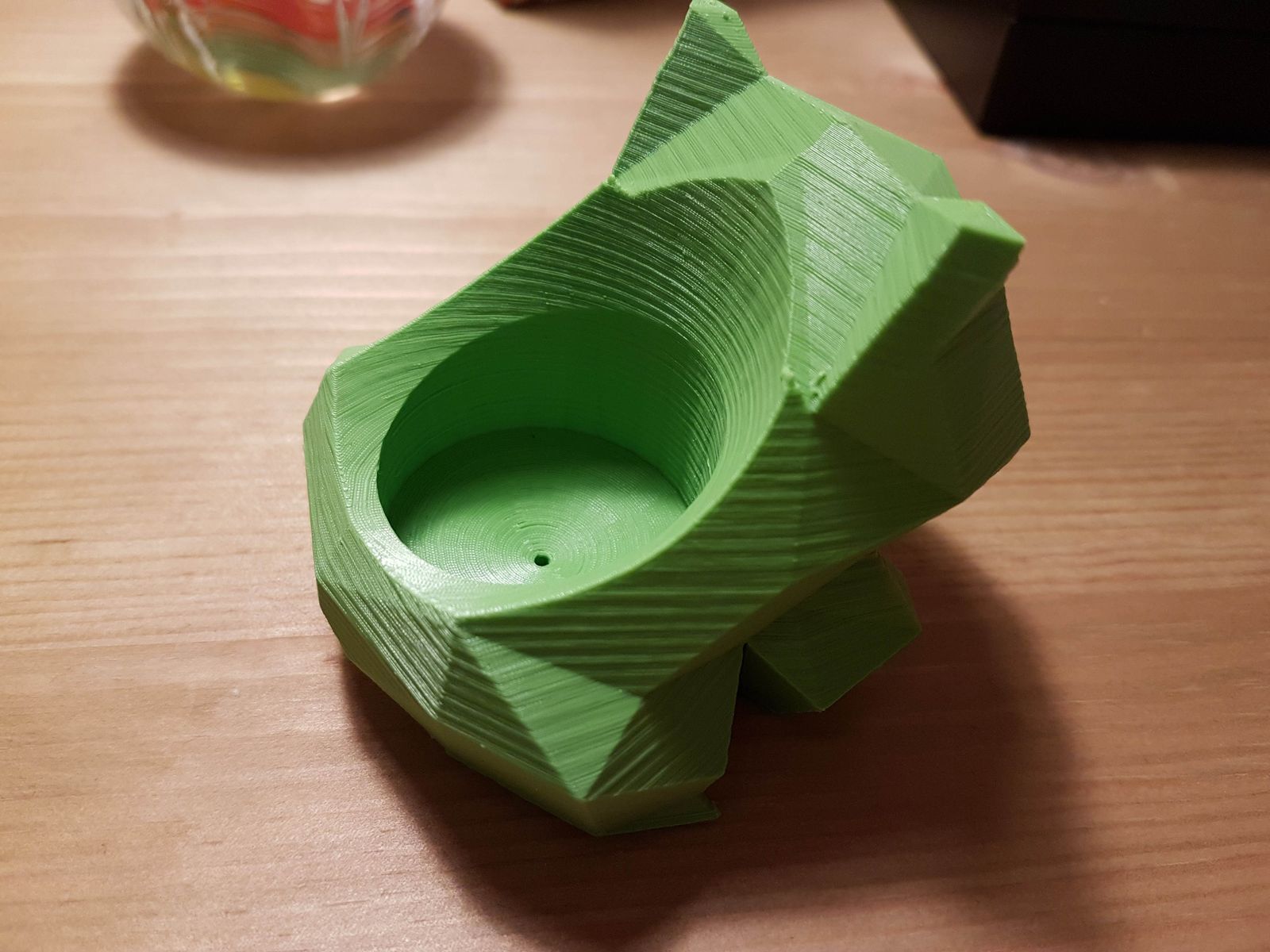
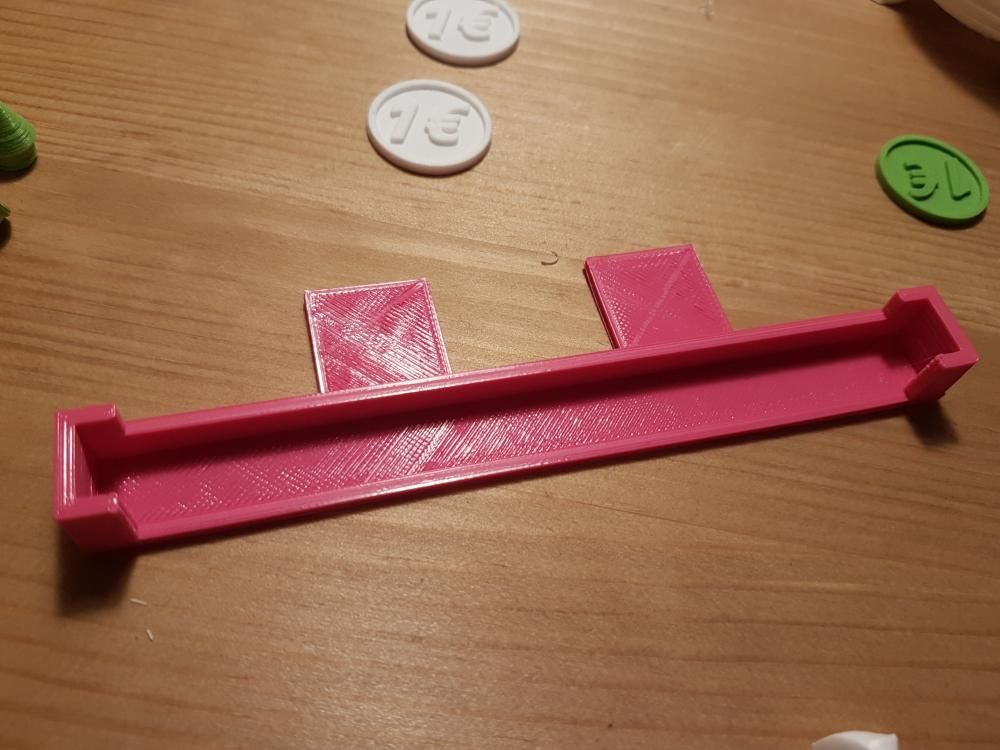
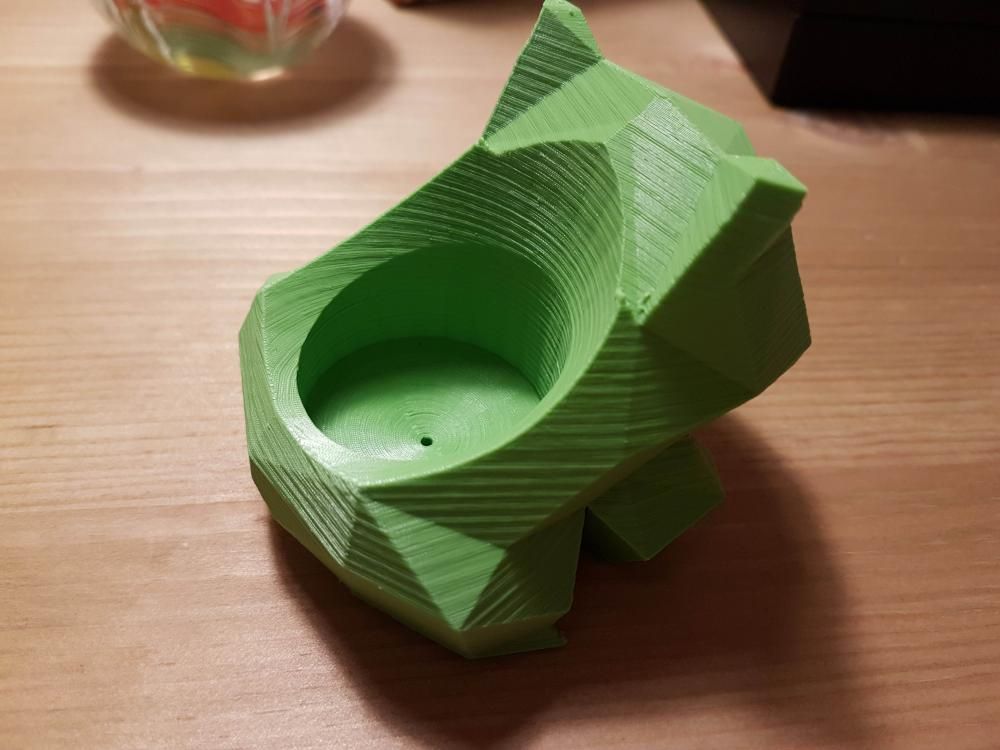
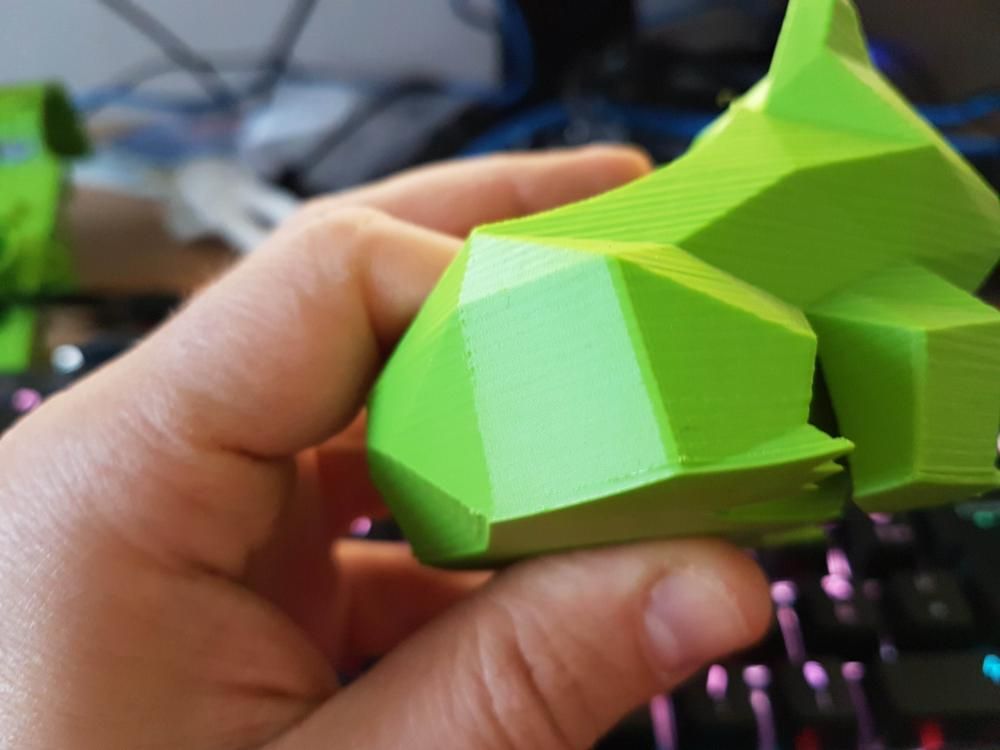
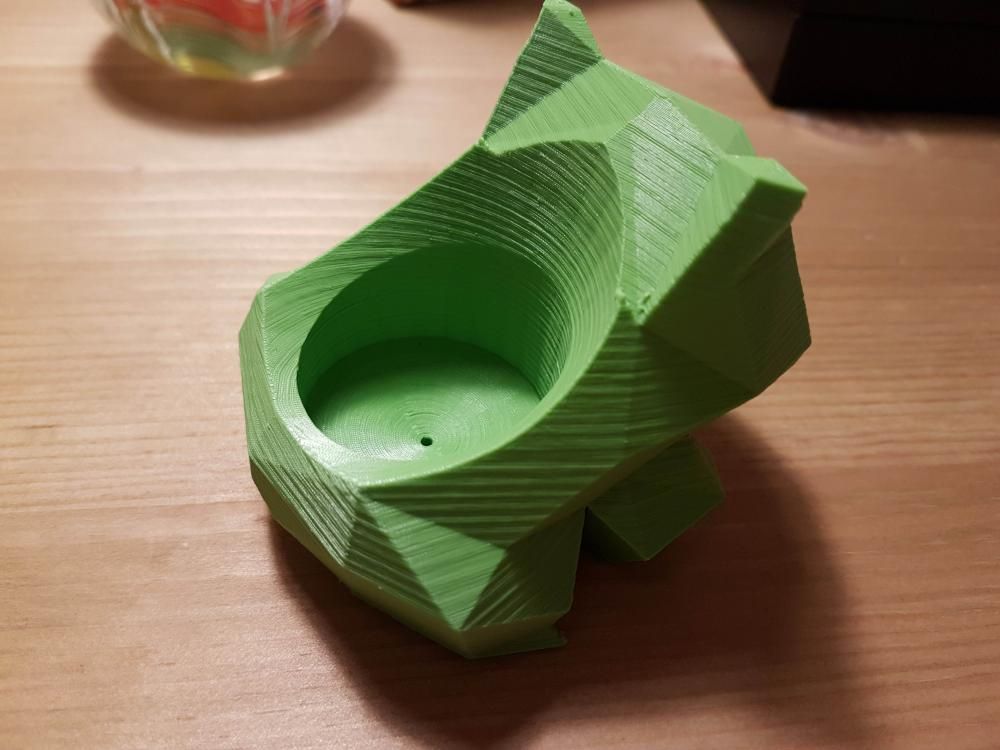
Et voici mes tests, effectués sous CbD, avec une imprimante non modifiée. J'ai modifié le XML de CdB pour le profil d'impression "Fin (0.10 mm)": <Precision name="Fin (0.10 mm)"> <layer_height>0.1</layer_height> <solid_layer_thickness>1</solid_layer_thickness> <wall_thickness>1.2</wall_thickness> <print_speed>30</print_speed> <temp_preci>0</temp_preci> <travel_speed>45</travel_speed> <bottom_layer_speed>15</bottom_layer_speed> <infill_speed>40</infill_speed> <inset0_speed>25</inset0_speed> <insetx_speed>35</insetx_speed> </Precision> Le remplissage est de 17% (rempli) pour toutes les impressions excepté le Molcajete à 33% (renforcé). Objet petit : Pièce 1 euro. 194° pour la verte, 205° pour la blanche. Flow 97%. Objet moyen : Toupie, 194° pour la verte, 205° pour la blanche. Flow 97% pour la verte, 100% pour la blanche. C'est l'objet qui reste le plus compliqué à imprimer sur ma disco, à cause de cette fissure verticale laissée par la soudure de la fin de chaque fin de couche. Une température plus élevée sur le blanc semble réduire le problème. Objet grand : Pot de fleur Molcajete (échelle 0.4). 205°, 100% de flow. Le premier s'est décollé a moins d'une heure de la fin. Le second a un défaut marqué au niveau de deux de ses pieds, à cause d'une retenue du plateau par mon tube PTFE . Dommage parce qu'a part ça, le rendu extérieur était top. Quelques spidershits à l'intérieur cependant... Objet grand 2 - Stormtrooper. 194°, 97% de flow. Ce réglage semble avoir un rendu moins fin sur ma disco qu'avec un flow et une température supérieure. Il faudrait que je réimprime la même pièce en 205° et 100% pour en avoir le coeur net. Objet grand 2 - Bulbizarre, 164°, 97% de flow. Le wooble est marqué dans certaines orientations et invisible dans d'autres. Au visuel, il est marqué même sur les parties quasiment lisses. C'est comme si la teinte du fil variait selon les couches Quelques autres impressions: Marques plantes, 205°, 100% de flow, ébavurée des patchs anti-warping que j'avais modélisé dans les angles: Marques tubes imprimés en rapide, en une seule impression, à 194° et 97% de flow: Treefrog en 205°, 100% de flow: Je suis globalement satisfait de ce filament, même si des réglages permettant un meilleur lissage des couches restent à trouver. Avis tout personnel, j'avais demandé et reçu des échantillons de grossiste3D avant d'acheter ces bobines d'ICE Filament. Avant impression, les couleurs du ICE ont d'avantage de consistance, sont plus opaques, que ceux reçus de grossiste3D. A suivre des exemples d'impression avec du Gentle Grey, Magical Magenta, Bold blue, Young Yellow et Sparkling Silver de la même marque.














-
Remplacement roulements linéaire d'origine
ZoonTTarg en réponse au topic de cdenisss dans Mise à jour et/ou amélioration
Je déterre un peu le topic pour voir si vous avez adopté les linéaires en PLA, et si oui avec quelle durabilité? Y a t'il besoin de les graisser? Merci -
Vos exemples d'impression sur Discovery200
ZoonTTarg en réponse au topic de laurentium dans Archives
Merci. Contrairement à ce que j'avais écrit au début, j'ai de moins bon résultats sur les deux cotés de la pièce qui sont perpendiculaire à l'axe de la tête (je suis donc dans le même cas que toi). Je pense que ça vient de la vitesse de déplacement rapide puis de la brutale décélération dès que la tête attaque le coté perpendiculaire. Elle ne se positionne pas totalement au dessus de la couche précédente probablement parce qu'elle fait bouger tout l'axe qui encaisse la décélération, faisant apparaître le wooble. Je compte imprimer des renforts en équerre pour rigidifier cet axe. D'ailleurs j'ai de moins bons résultats en rapide lors de l'impression de pièces multiples lors desquelles la tête passe de pièces en pièces, toujours sur ce même axe, selon moi à cause de ce problème de décélération.