


PPAC
-
Compteur de contenus
9 156 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
154












À propos de PPAC

- Actuellement Utilise la messagerie personnelle
Récompenses de PPAC
")
Grand Master (14/14)
-
 Rare
Rare
-

-
 Rare
Rare
-
 Rare
Rare
-

Badges récents
4,5k
Réputation sur la communauté
65
Sujets solutionnés !
Favoris
-
Tout ce que vous avez toujours voulu savoir sur le Bltouch sans jamais oser le demander
Tout ce que vous avez toujours voulu savoir sur le Bltouch sans jamais oser le demanderBonjour,
Teachingtech, célèbre youtubeur australien (langue anglaise), complète son site de réglages, dépannage de nos imprimantes 3D par une nouvelle section dédiée au Bltouch (y compris une section dépannage rien que pour lui) via l'onglet «Upgrade guides». Vu le nombre de problèmes d'installation de cet ABL (AutoBedLeveling) trouvés ici sur ce forum, peut-être sera-t'il utile à certains

Son site >>> ici <<<
Sa vidéo (accessible via son site) :

-
[TUTO/INTER] Regler les vitesses et accélérations de votre trancheur.
[TUTO/INTER] Regler les vitesses et accélérations de votre trancheur.Hello,
Dernièrement, grâce à @fran6p , j'ai découvert PrusaSlicer.
Au fil de mes lectures, j'ai lu un message fort intéressant de @Kachidoki.
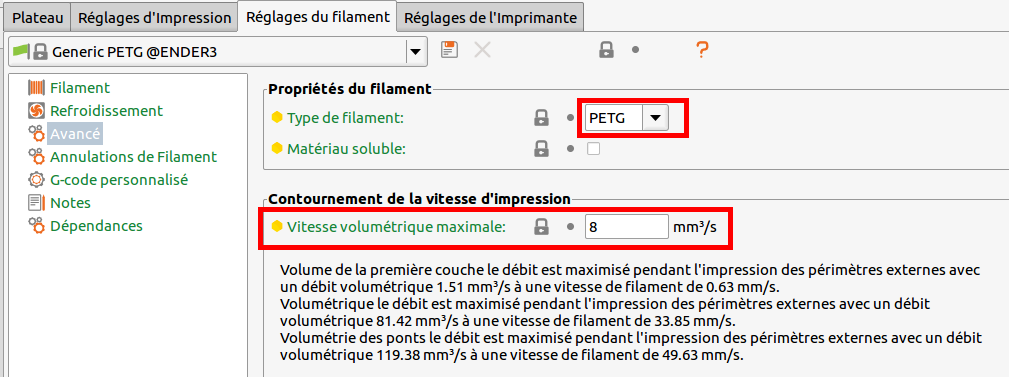
Citationla limite sera le débit admissible par la hotend. Les valeurs "standard" de ce débit sont : 15mm³/s pour du PLA, 11mm³/s pour l'ABS, et seulement 8mm³/s pour le PETG
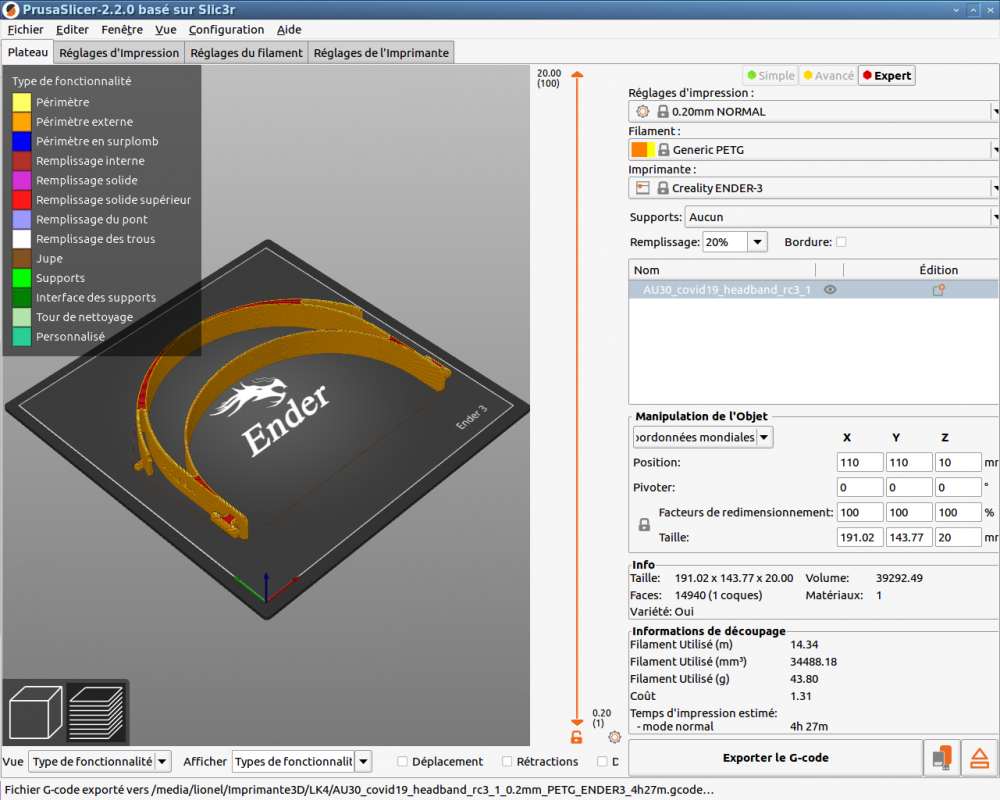
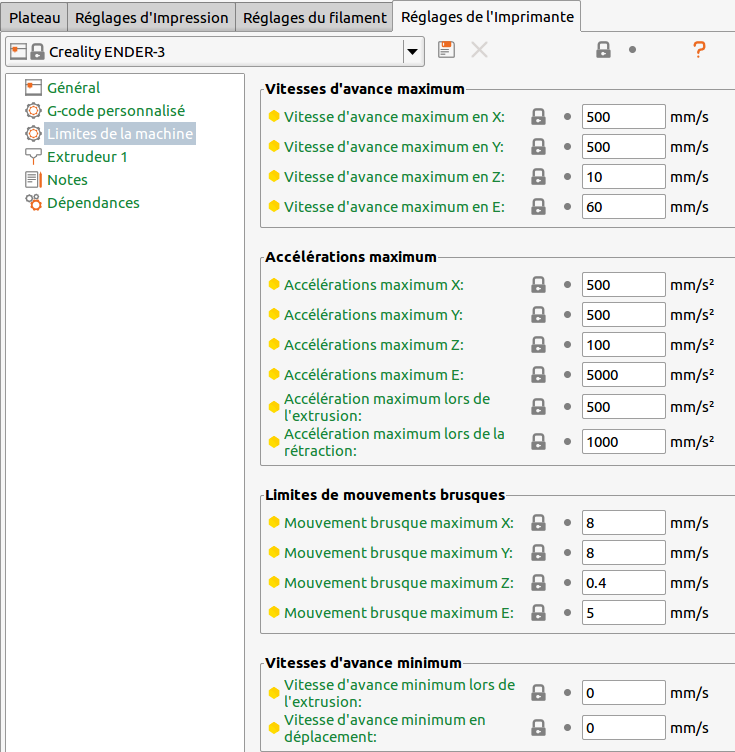
Puis en cherchant à comprendre pourquoi mon imprimante se déplaçait "lentement", j'ai ouvert le Gcode généré par PrusaSlicer et j'ai vu ces quelques lignes en début de fichier.
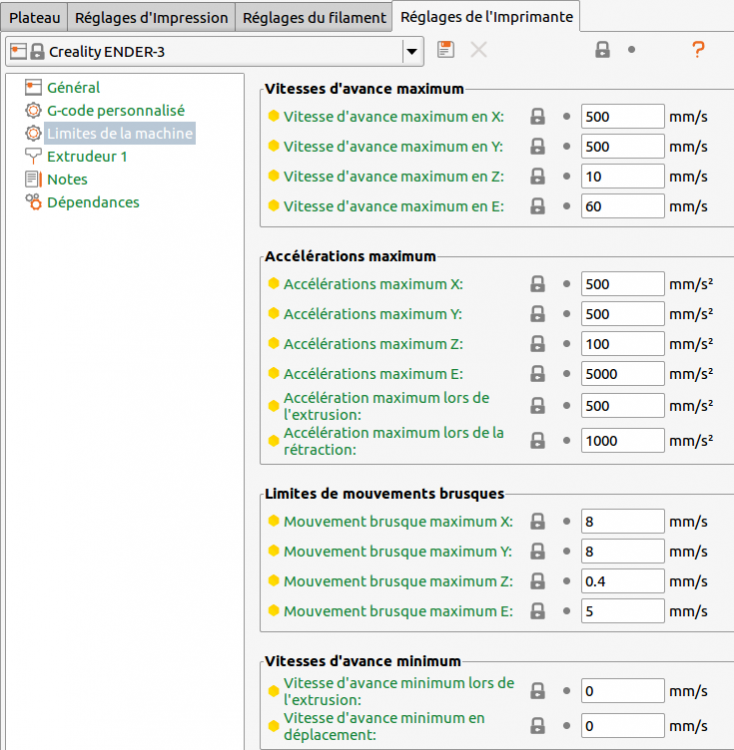
M201 X500 Y500 Z100 E5000 ; sets maximum accelerations, mm/sec^2 M203 X500 Y500 Z10 E60 ; sets maximum feedrates, mm/sec M204 P500 R1000 T500 ; sets acceleration (P, T) and retract acceleration (R), mm/sec^2 M205 X8.00 Y8.00 Z0.40 E5.00 ; sets the jerk limits, mm/secPour les personnes qui ne connaissent pas, ces lignes de codes modifient les paramètres qui sont définies dans le firmware de la machine et qui indiquent les valeurs maximums de débit, d'accélération, de vitesse et de jerk.
Le plus beau n'est pas encore là.
Le plus beau, c'est que lors du tranchage, PrusaSlicer prend en compte ces valeurs pour calculer le temps d'impression.
Par exemple.
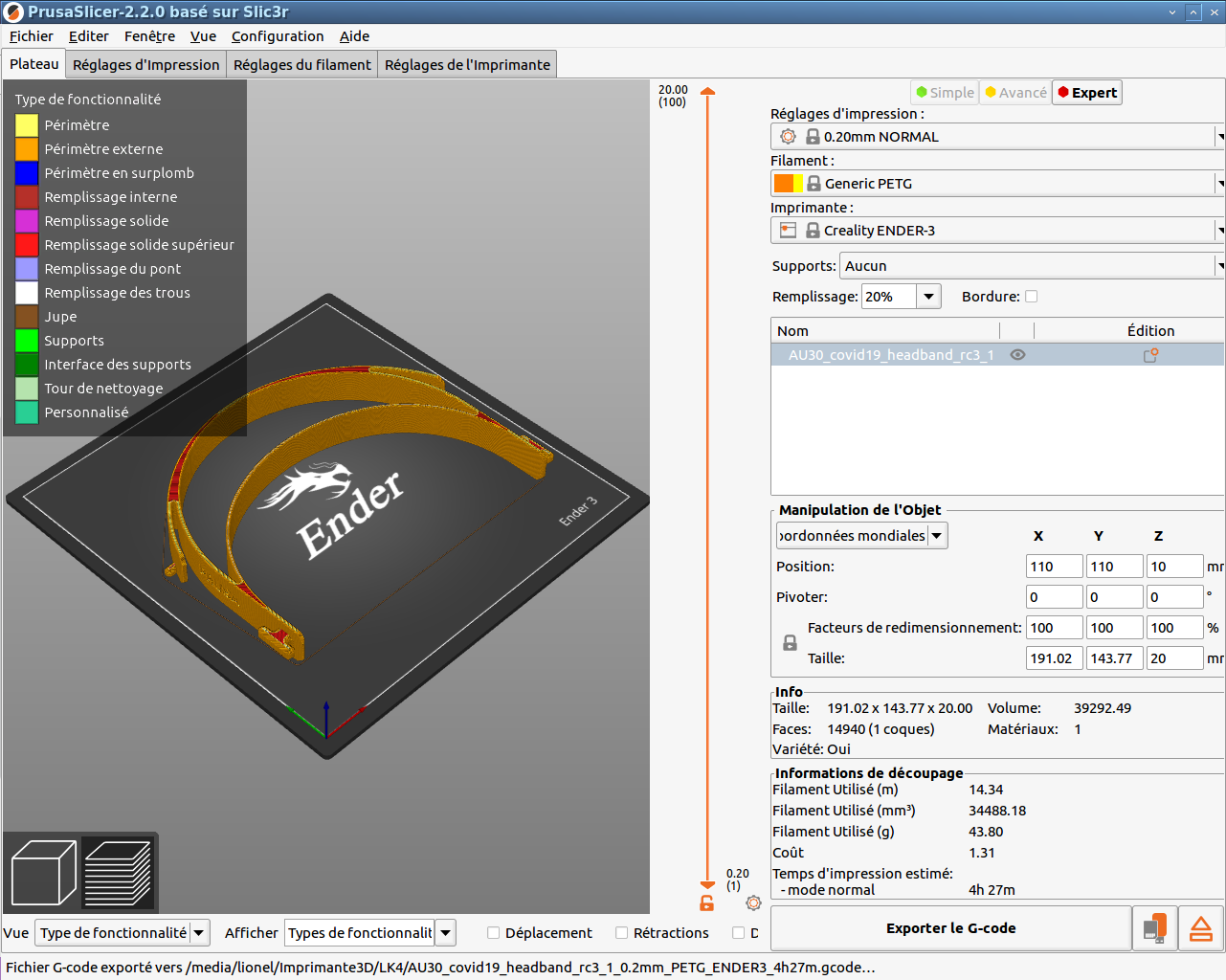
En prenant les profils par défaut de la ENDER3, en tranchant le STL de la visière, j'obtiens un temps de 4H27
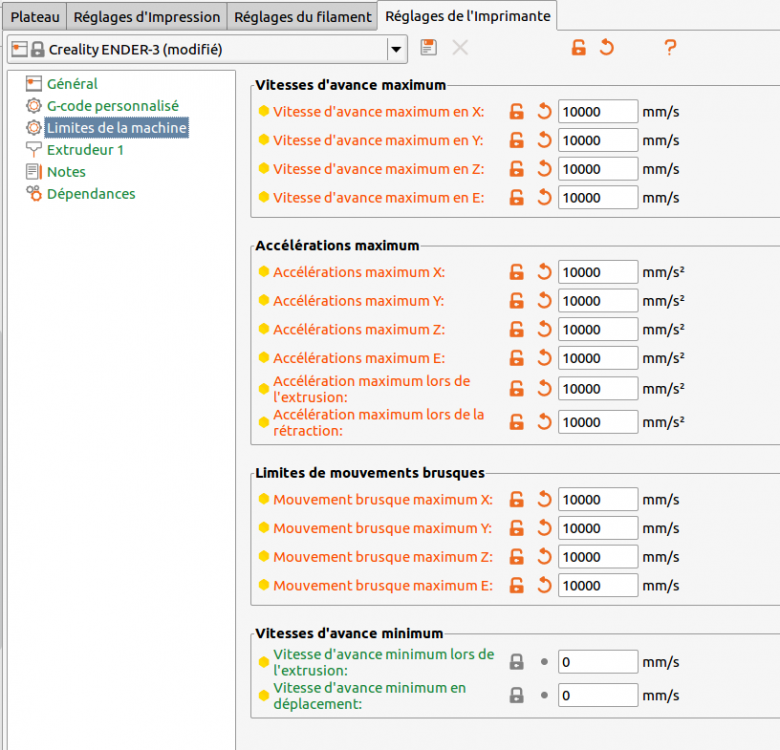
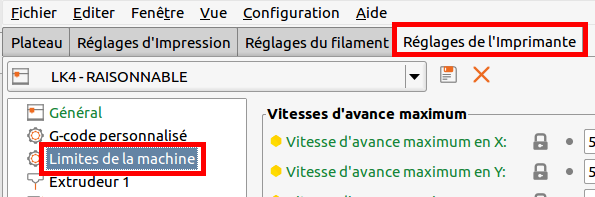
Maintenant, je vais dans les réglages et je modifie une valeur dans les limites de la machine.
Ici, le "mouvement brusque" (jerk en anglais).
Comme on peut le voir sur l'image du dessous, il est réglé à 8 pour X et 8 pour Y.
Je vais y mettre une valeur fantaisiste de 80 (à ne pas utiliser car potentiellement destructrice pour votre imprimante)
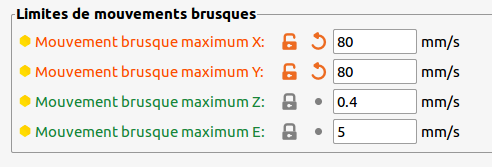
Maintenant, je tranche de nouveau la pièce à imprimer et voici le nouveau temps.
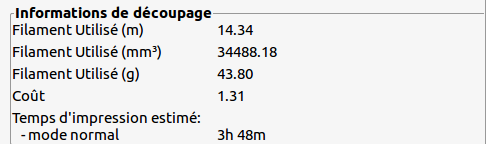
3H48 au lieu de 4H27.
L'idée derrière tout ça, c'est d'utiliser la capacité de ce trancheur pour trouver des vitesses qui se veulent optimum, ou quasi optimum pour vos impressions.
Avant de vous lancer, il faut prendre en compte le fait que le réglage que vous allez faire sera optimum pour la pièce qui est découpée mais ne le sera pas forcement pour une autre pièce.
Il n’empêche qu'il sera probablement très bon pour cette autre pièce.
Il y a des valeurs qui peuvent être destructrices pour votre imprimante.
En premier lieu, le mouvement brusque.
Sur certains mouvements, la machine va se mettre à vibrer et certaines pièces peuvent casser / se dévisser / se dérégler / etc...
Au début, je vous recommande de ne pas déplacer 30 en X et en Y
En second lieu, l'accélération.
Lors d'accélérations trop violentes, le moteur peut sauter des pas (car il n'a pas assez de couple, un réglage s'impose peut-être).
Ceci va provoquer un décalage entre les couches imprimées.
Votre pièce peut également se décrocher du plateau.
Il est à noter également que des valeurs trop élevées (et ça concerne tous les réglages) vont impacter le rendu final.
Dernièrement, il faut garder à l'esprit que les réglages que vous allez faire sont théoriques et ne concernent que certains paramètres.
Votre imprimante ne va pas forcement pouvoir atteindre les valeurs max que vous aurez choisi mais dans l'ensemble, le résultat sera pas mal.
Par la suite, il faudra s'occuper de la ventilation, du débit, de la température, etc... mais ce n'est pas le but de ce tuto.
Il y en a d'autres --> ici <-- et --> là <-- plu tout ceux des autres sections.
Bref, après le blabla, l'action.
Le but du jeu est de régler les valeurs à un niveau minimum afin de préserver une bonne qualité, mais pas trop bas, pour ne pas perdre de temps sur l'impression.
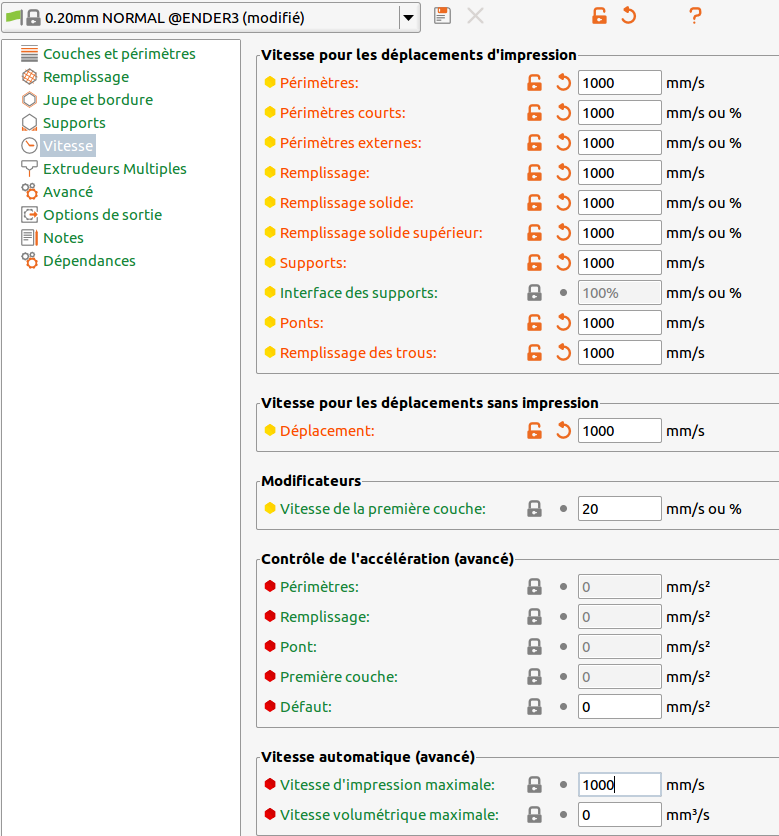
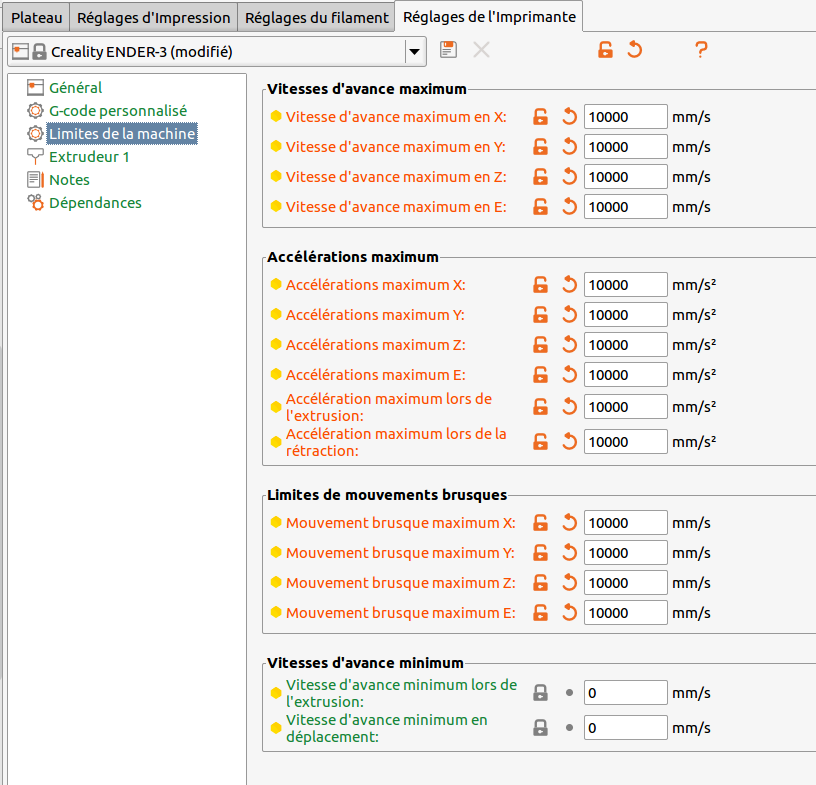
Pour commencer, il faut mettre des valeurs fantaisistes.
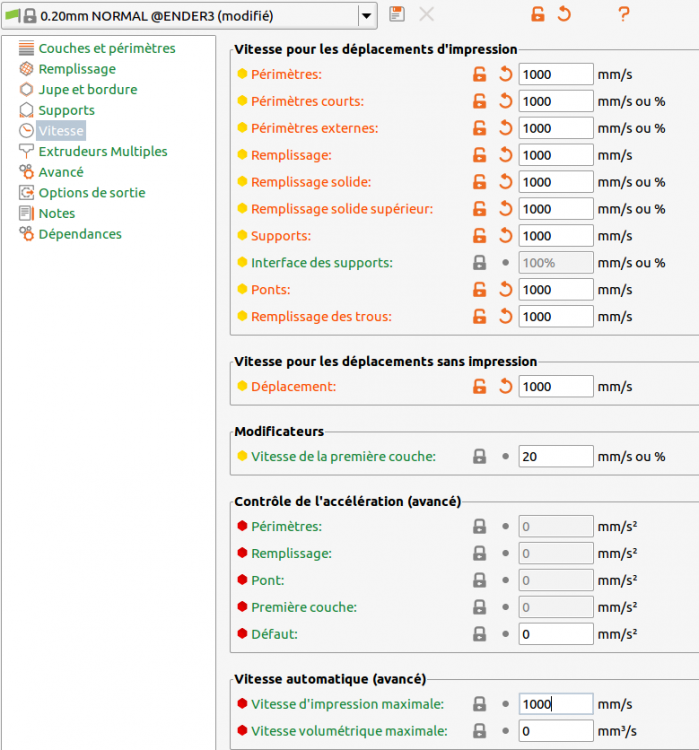
Je n'ai pas touché la vitesse de la première couche car ce n'est pas elle qui va faire la différence et une première couche ratée, c'est une impression qui ne se terminera pas.
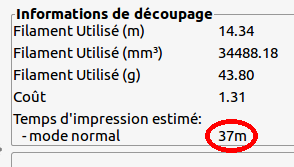
Maintenant, il faut trancher.
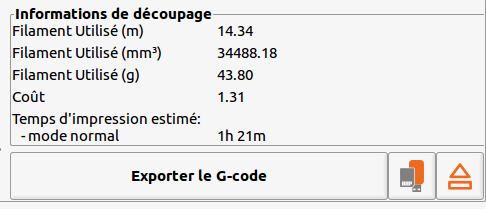
La nouvelle valeur est de 1h21.
Ensuite, il faut s'assurer que la valeur limitante actuelle est la vitesse volumétrique maximale.
Attention à bien choisir votre filament.
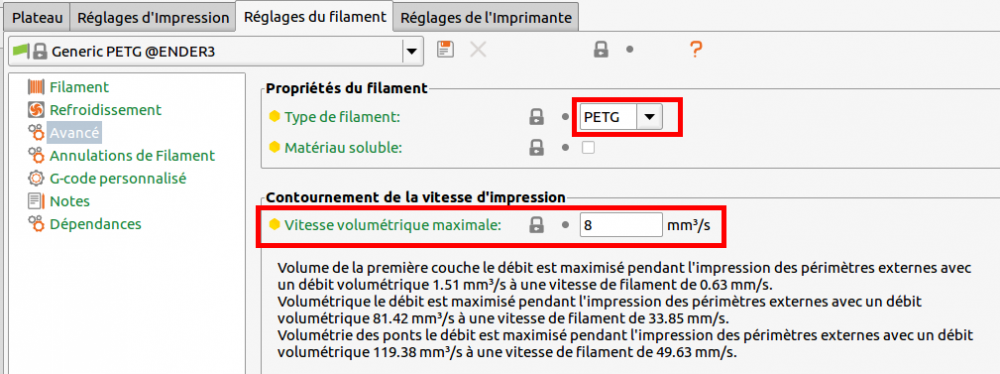
Pour vérifier que cette valeur est bien la valeur limitante, il faut la modifier et trancher de nouveau.

Ceci confirme que la valeur limitante est bien ce réglage.
Maintenant, il faut remettre la valeur d'origine.

Et on sait que quoi quelque soit les réglages, la durée d'impression théorique ne pourra être inférieure à 1 heure et 21 minutes.
Maintenant, le travail répétitif mais productif commence.
Il faut trouver les bonnes valeurs.
Je vous montrer le réglage de quelques unes, puis ce sera à vous de faire la suite jusqu'à ce que toutes vos valeurs soient judicieusement réglées.
Ensuite, il faudra faire un test d'impression pour valider.
Il faut garder en tête le précédent temps.
Dans notre cas : 1h21.
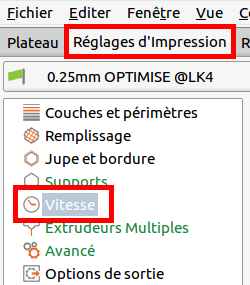
Je modifie la vitesse des périmètres.

Je découpe à nouveau

Le temps n'a pas bougé.
La valeur n'est donc pas limitante.
Je vais la baisser jusqu'à ce qu'elle influe sur la durée d'impression.


Là, la durée a augmenter.
Maintenant, il faut y aller à tâtons entre 80 et 100 (de 5 en 5 suffira) pour trouver un bon compromis.


95 ou 100 sont des valeurs intéressantes qu'il faudra confirmer lors d'une impression.
Maintenant, les périmètres courts.

Je m'aperçois qu'une valeur très faible n'a aucun impact sur la durée d'impression.
Plutôt que de garder cette valeur, je vais remettre celle d'origine car cette valeur (10) pourrait être fortement limitante pour l'impression d'un autre objet.
Pensez bien à enregistrer de temps en temps, surtout si vous allez voir un autre profil.
Après être allé voir le profil d'origine, j'ai modifié la valeur.

La valeur étant celle d'origine, le nom passe en vert.
Maintenant, c'est à vous de jouer.
Je vous conseille de commencer par les vitesses.
Puis de régler les limites de la machine.
Je vous le répète : pas plus de 30 en jerk en X et Y et pas plus de 900 en X et Y en accélération !
Avec suffisamment d'expérience (et de pièces pétées ? / d'impressions échouées ?), vous pourrez adapter ces valeurs.
-
Firmware personnalisé Wanhao D12 - suite
Firmware personnalisé Wanhao D12 - suiteProblème résolu en installant une version personnalisée du firmware original Marlin.
Tout d'abord, je remercie 1000 fois @Jonathan06 de m'avoir fourni les fichiers nécessaires, mais surtout d'avoir pris le temps de tout m'expliquer sur la méthode (et même plus).
Ce que j'ai dû faire :
-
Installation de Microsoft Visual Studio Code (je l'avais déjà, ça tombait bien
 )
)
- Dans VSCode : Installer les modules complémentaires "PlatformIO" et "Auto Build Marlin"
-
Télécharger les sources du firmware "Mks-Robin-Nano-Marlin2.0"
- Pour cette étape, j'avais pris les mauvaise sources au départ
- Heureusement, @Jonathan06 m'a envoyé le lien pour récupérer la bonne version
-
Récupérer des versions personnalisées des fichiers "platformio.ini", "Configuration.h" et "Configuration_adv.h"
- Normalement, ça aurait dû être à moi de personnaliser ces fichiers pour les adapter à mon matériel
- Mais @Jonathan06 les avait déjà préparés pour moi et me les a fournis
-
Ensuite, préparer tous les fichiers pour la compilation :
- Décompresser les sources du firmware Marlin dans un dossier
- Remplacer le fichier platformio.ini de ce dossier par la version personnalisée
- Dans le sous-dossier "Marlin", remplacer les 2 fichiers Configuration.h et Configuration_adv.h par les versions personnalisées
-
Il faut maintenant aller dans VSCode pour compiler tout ça (Les manips peuvent un peu changer en fonction de votre OS, moi je suis sous MacOS) :
- Double-cliquer platformIO.ini pour qu'il s'ouvre sous VSCode (sinon, aller le chercher à la main dans le logiciel)
-
Une fois dans VSCode, cliquer à gauche sur l'icône permettant d'ouvrir l'emplacement des fichiers sources
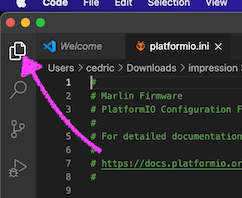
- Ensuite, cliquer sur "Open Folder" pour confirmer l'emplacement des fichiers sources
- Et là, normalement PIO Home doit s'ouvrir dans VSCode
- Etape suivante, lancer "Auto Build Marlin" grâce à l'icône qui doit être présente dans la barre latérale
-
Clic sur "Show ABM Panel"
-
Une fenêtre ressemblant à ça doit s'afficher :

-
Une fenêtre ressemblant à ça doit s'afficher :
-
Dernière étape pour la compilation : Cliquer sur le bouton "Build" (visible dans la capture juste au dessus)
- A noter qu'il se peut que ça échoue la toute première fois, mais il suffit de relancer et ça doit passer à la deuxième tentative
Maintenant que le firmware est compilé, il suffit de prendre le fichier "Robin_nano35.bin" et le dossier "assets" qui ont été créés dans le sous-dossier ".pio/build/mks_robin_nano35" (en tout cas, c'est l'emplacement que j'ai sur Mac) et de les copier sur la sdcard pour flasher sa machine.
A noter que je n'avais pas le dossier "assets", et donc @Jonathan06 est venu à mon secours en me fournissant une copie du sien (ce dossier est le même quelques soient les personnalisations apportées au firmware).
J'ai maintenant le menu "d'origine" du firmware Marlin, donc sans toute la partie graphique, mais avec toutes les options permettant de contrôler son imprimante correctement.
Dernière remarque, lorsque l'on bascule sur cette version de l'interface, le module WiFi n'est plus actif.
Mais perso, ça ne me dérange vraiment pas.
Voici un test réalisé ce soir grâce aux scripts "Filament Change" de CURA qui se basent effectivement sur le code M600 :

- Couches 1 à 5 : filament noir
- couches 6 & 7 : filament rouge
- couches 8 à 10 : filament noir
Problème résolu !!!
Merci encore @Jonathan06
-
Installation de Microsoft Visual Studio Code (je l'avais déjà, ça tombait bien
-
Connexion 3DTouch sur Ender 3
Connexion 3DTouch sur Ender 3Salut,
C'est quoi tous ces calculs alambiqués qui n'ont aucune logique? Les instructions à suivre sont les suivants (extrait de ce message). Ils se font à chaud (régler les PIDs avant) avec une feuille que tu glisses sous la buse. La position touche rentrée n'entre absolument pas dans la détermination du décalage Z du BLTouch.
2- L'étape suivante est le réglage du décalage du BLTouch avec la buse. Pour commencer, il faut régler les PIDs de la buse et du plateau (voir instructions à la fin du message). Ensuite il suffit de suivre ces instructions pour régler le décalage Z:
1. Faire chauffer la buse et le plateau aux températures d'utilisation
2. Effectuer la mise à l'origine des axes de l'imprimante via G28 puis charger les valeurs de l'eeprom M501
3. M851 Z0 - Initialiser le décalage en Z à 0 (remise à 0 du Zoffset s'il y en avait un)
4. M500 - Stocker ce réglage en EEPROM
5. M501 - Récupérer les paramètres de l'EEPROM pour les rendre actifs
6. M503 - Afficher les paramètres en cours pour vérifier qu'ils ont bien été pris en compte
7. G28 Z - Mettre à l'origine l'axe Z
8. G1 F60 Z0 - Déplacer la buse au 0 Z
9. M211 S0 - Désactiver les contacteurs de fin de course (pour pouvoir descendre sous le 0)
10. Descendre doucement (pas de 0,025mm ou par l'envoi du gcode G1 Z-x.xx) l'axe Z jusqu'à frotter sur la feuille de papier (ou la cale utilisée)
11. Noter la valeur affichée de la position du Z sur l'écran du boitier (additionner cette valeur (sans tenir compte du signe négatif) à l'épaisseur de la cale utilisée)
12. M851 Xx.xx Yy.yy Zz.zz (x.xx et y.yy étant les décalages de ton BLTouch / buse, z.zz étant le décalage en Z calculé au point 10 (valeur négative))
si ton BLTouch est à gauche, avancé par rapport à ta buse x.xx et y.yy sont négatifs. A l'inverse, si ton BLTouch est à droite, reculé par rapport à ta buse x.xx et y.yy sont positifs (pas de signe)
13. M211 S1 - Réactiver les limites des contacteurs de fin de course
14. M500 - Sauvegarder ce réglages en EEPROM
15. M501 - Récupérer les paramètres de l'EEPROM pour les rendre actifs
16. M503 -Vérifier une dernière fois que tout a bien été pris en comptePour appliquer la correction, il faudra modifier le GCode de démarrage dans le logiciel de tranchage (CURA,...). Tu as 2 solutions:
1- palper ton plateau à chaque début d'impression (long et probablement inutile): après le G28 de ton GCode de démarrage tu tapes G29
2- tu palpes ton plateau et tu enregistres le résultat (préférable et à refaire en cas de nivellement suspect): avant d'imprimer, tu envoies: G28 puis G29. Tu sauvegardes le nivellement avec la commande M500. Dans le Gcode de démarrage, après la ligne G28, tu tapes M420 S1. Si tu veux que le nivellement s'estompe à partir de 1mm de haut, tu tapes M420 S1 Z1Si tu n'as pas fait les réglages des pas/mm des moteurs, les PID des éléments chauffants, tu peux suivre ce tuto.
Pour le réglage des PID, tu peux suivre ces instructions:
Pour la buse:
M303 E0 S210 C8
en retour, tu devrais avoir quelque chose comme ça (les valeurs seront différentes):
RECU: p:17.22 i:1.00 d:74.22
tu n'as plus qu'à envoyer la commande avec tes propres valeurs:
tete: M301 P17.22 I1.00 D74.22Pour le plateau chauffant:
M303 E-1 S70 C8
en retour:
RECU: p:841.68 i:152.12 d:1164.25
tu envoies la commande avec tes propres valeurs:
M304 P841.68 I152.12 D1164.25
Tu sauvegardes et tu lis les valeurs de l'eeprom:
M500
M501
-
vref si double moteur axe Z
Réglages des driversLe 01/04/2021 at 13:06, ben51000 a dit :bonjour,
je suis en pleine conception d'une imprimante avec, carte arduino 2560, ramps 1.4, driver DRV 8825, et moteur nema 17.
Et je me posais une question au sujet des réglages de tension sur les drivers, je voulais savoir pour le driver de l'axe Z comment connaitre cette valeur sachant qu'il y a deux moteurs sur le même driver?
Est-ce la même valeur calculer que pour les autres drivers?
Salut,
faut regarder comment tes deux moteurs sont connectés,
l'enroulement A du moteur 1 en série avec l'enroulement A du moteur 2 et l'enroulement B du moteur 1 en série avec l'enroulement B du moteur 2
OU
l'enroulement A du moteur 1 en parallèle avec l'enroulement A du moteur 2 et l'enroulement B du moteur 1 en parallèle avec l'enroulement B du moteur 2
si t'es en série, la valeur Vref est celle du tableau, mais attention si la carte n'est alimenté qu'en 12V, c'est peu ! plutôt en 24V.
en parallèle, faut doubler la Vref si c'est possible, et surtout refroidir le pilote !!
-
Envie de modifications...
Envie de modifications...Je confirme l'analyse de @stef_ladefense, je suis passé d'une V5 chinoise à une V6 chinoise et je n'ai pas vu de changement. Ce qui a par contre bien changé la qualité de mon impression est le refroidissement apporté par cette tête dispo sur thingiverse.
Après, voici les modifications que j'ai apporté à l'imprimante et elle fonctionne maintenant au top :
- Anycubic i3 Mega X-Carriage [MK4]
- Marlin 2 avec BL-Touch
- Nouveau plateau (avec nouveau plateau chauffant magnétique avec chauffe silicone)
- MOSFET pour soulage la carte mère sur la chauffe de la buse & du plateau
-
Caisson pour imprimer de l'ABS en extraction du fumée à l'abris des courants d'air
- Déport de l'alimentation hors du caisson (j'avais de décalages de couche lors des longs print ABS)
- Refroidissement des drivers avec prise d'air sous l'imprimante
- Entrée du filament par le dessous
- Passage de câble
- le tout piloté par Octoprint avec des relais pour piloter l'éclairage, la ventilation et la lumière dans le caisson
J'ai tout fait petit à petit et maintenant, après près de 3 ans avec, j'ai enfin une machine au top.
A noter qu'il faut absolument :
- calibrer correctement ton imprimante (je conseille ce guide)
- pour chaque filament penser à bien réaliser les tests permettant de trouver le bon réglage de température d'impression, rétraction et surtout calculer le bon flow
Sinon, dernier retour perso, j'ai découvert Prusa Slicer (gratuit) et depuis, j'ai laissé de côté CURA (gratuit) et Simplify3D (payant). Il est super simple à utiliser et comme j'ai 2 imprimantes, c'est facile de partager les mêmes filaments entre les 2 imprimantes.
En espérant que cela serve à quelqu'un
-
[Tutoriel] Liste des GCODE principaux et couramment utilisés
[Tutoriel] Liste des GCODE principaux et couramment utilisésVoici un petit tuto sur certaine commande manuel que l'on peux envoyer à sont imprimante pour modifier / et ou faire des testes.
La source de ces informations provienne de chez "Wiki Tobeca"
Les liens souligner en bleu, on une redirection direct sur leur Wiki.
Je trouvais sa utile de publié sa, comme sa, si ce type de question revienne souvent, suffit de rediriger les personnes ici.
Voila, bonne lecture
")
G1 : mouvement manuel
Permet de faire un mouvement sur un axe ou plusieurs.
G1 X50permet de faire un mouvement de 50mm selon l'axe X.G1 Z100permet de faire un mouvement de 100mm selon l'axe Z.G1 X50 Y50permet de faire un mouvement de 50mm selon les axes X et Y. Cela se traduira par un mouvement en diagonale.Il est possible d'ajouter aussi une notion de vitesse avec le paramètre Fxxx, xxx étant la valeur en mm/minutes de la vitesse :
G1 X50 F100permet de faire un mouvement de 50mm selon l'axe X lent (100mm/min soit 1.66mm/s).G1 X50 F12000permet de faire un mouvement de 50mm selon l'axe X rapide (12000mm/min soit 200mm/s).G92 : Initialiser un axe
Cette commande permet de forcer un axe à la position voulue.
G92 Z0permet par exemple de forcer la position de l'axe Z à 0.G28 : initialisation des axes
Cette commande permet d'initialiser en position 0 les axes X, Y et Z de l'imprimante.
G28: fait une initialisation à 0 des 3 axes X, Y et Z.G28 X0 Y0: ne fait une initialisation à 0 que des axes X et Y.G28 Z0: ne fait une initialisation à 0 que de l'axe Z.G29 : autocalibration du plateau
Lance une autocalibration du plateau d'impression dans le cas où l'imprimante dispose d'un capteur de calibration automatique (cas des imprimantes professionnelles notamment).
Il faut nécessairement que au moins les axes X et Y aient été initialisés à 0 avant de lancer cette commande (
G28 X0 Y0ou alorsG28).G29: lance la calibration automatique du plateau (généralement en 9 points, dépendant de la configuration de l'imprimante). Une fois fait, un plan moyen du plateau est définit et tout mouvement en X et/ou Y verra sa compensation en Z se réaliser (le plateau d'impression montera ou descendra un peu en fonction du mouvement).G29 V4 T: permet de faire une calibration automatique du plateau avec toutes les informations de mesures affichées dans les logs (points mesurés, moyennage du plan, etc).Il est aussi possible d'avoir des options détaillées sur le G29, pour par exemple faire des mesures avec moins de points que ce qui est définit dans le firmware, ou alors restreindre les mesures dans une certaine zone :
G29 F35 L130 R230 B100 P2les marqueurs F, L, E et B permettent de restreindre la zone avec respectivement F pour l'avant (Front), L pour la gauche (Left), R pour la droite (Right) et B pour l'arrière (Back). De plus, le P2 permet de faire une grille de mesure à 2×2 soit 4 points de mesures dans les coins, là où un P3 fera une grille de 3×3 soit 9 points dans la zone délimitée.M303 : autocalibration PID
Permet de faire une autocalibration PID d'une tête d'impression (voir Améliorer la précision de la température d'impression avec le réglage PID pour la procédure détaillée).
M303 E0 S210 C8permet de faire une autocalibration d'un extrudeur avec les paramètres suivants :-
E0 : calibration réalisée sur l'extrudeur 0, c'est à dire la tête n°1 de l'imprimante
-
S210 : la température cible de la calibration est de 210°C
-
C8 : 8 itérations sont réalisées pour avoir un échantillonnage de mesure plus grand
Pour la calibration PID de votre plateau d'impression (si le firmware le prend en charge, il faut utiliser E-1 pour le sélectionner :
Exemple :
M303 E-1 S100 C8pour une consigne de plateau à 100°CM301 : définir les paramètres PID
Cette commande permet de définir manuellement les paramètres de PID après un M303.
M301 H1 P31.58 I1.17 D67.98définit sur l'extrudeur 0 (H1) les paramètres P de 31.58, I de 1.17 et D de 67.98.H0 est pour le plateau.
Cette commande est utile si on a pas accès aux réglages EEPROM de l'imprimante (sous Simplify3D par exemple).
Il est important de sauvegarder ensuite ces réglages avec un M500.
M304 : définir les paramètres PID pour le plateau
Il est possible de configurer les paramètres du PID plateau avec un M301 (voir ci dessus). Mais une commande dédiée existe uniquement pour le réglage du plateau.
M304 P31.58 I1.17 D67.98Il est important de sauvegarder ensuite ces réglages avec un M500.
M500 : sauvegarder EEPROM
Cette commande permet d'enregistrer dans l'EEPROM de la carte électronique les paramètres rentrés (par exemple après un réglage PID M301).
M501 : Lire EEPROM
Cette commande permet de lire et d'afficher dans le terminal tous les paramètres EEPROM de l'imprimante. Pratique pour voir si une modification a bien été prise en compte par exemple.
M92 : définir les pas/mm des axes
Cette commande permet de définir manuellement les pas par mm des axes de l'imprimante. Pratique pour faire un reréglage rapide lors de tests.
M92 X67.5 Y67.5 Z4000 E139.75définit respectivement des pas/mm de 67.5 pour X et Y, 4000 pour Z et 139.75 pour l'extrudeur.Il est possible de ne faire le réglage que pour un axe :
M92 E139.75Il est important de sauvegarder ensuite ces réglages avec un M500.
M119 : afficher l'état des capteurs de fin de course
Cette commande permet de retourner l'état des capteurs de fin de course de l'imprimante. Très utile à la fin d'un montage pour vérifier si les capteurs sont convenablement branchés et sans faux contact. Très utile aussi en diagnostic si un axe ne veut pas s'initialiser en position 0.
M119va par exemple retourner :x_min : TRIGGEREDx_max : openy_min : openy_max : openz_min : TRIGGEREDz_max : openC'est à dire que le capteur de fin de course X est en contact (position 0 du chariot d'impression), que le capteur de fin de course Y n'est pas en contact (contact ouvert) et que le capteur de fin de course Z est en contact (touche le plateau).
Cas d'un faux contact sur un capteur
Si un capteur est mal branché, détruit ou a un faux contact, l'état sera TRIGGERED et donc en faisant une initialisation 0 de l'axe en question (
G28 X0s'il s'agit de l'axe X), celui ci fera un petit mouvement (environ 10mm) en positif (donc en s'écartant de son capteur).Un
M119permettra de mettre en avant ce défaut.M851 : Afficher et régler l'offset Z
Dans le cas d'une imprimante permettant de faire une calibration automatique, il est possible de régler directement en GCODE la valeur d'offset en Z.
M851Retourne la valeur actuelle de l'offset en Z (par exempleZ : -0.65).M851 Z-0.9Définit la valeur d'offset Z à -0.9mm et écrase l'ancienne valeur.Il est important de sauvegarder ensuite ces réglages avec un M500.
Plus d'information sur le réglage de l'offset Z ici.
M42 : activer manuellement une sortie
Grâce à la commande M42, il est possible d'activer manuellement une sortie de la carte, assez pratique pour certains tests.
M42 S255 P58active à l'état haut (255) la sortie sur le pin 58.M42 S0 P58désactive à l'état bas (0) la sortie sur le pin 58.M78 : lire les informations de stats machine
Cette commande permet sur les dernières version de Marlin (à partir de mars 2017) de lire les informations machine telles que :
-
Durée du job le plus long
-
Temps total d'impression machine
Pratique pour des opérations de maintenance à planifier par exemple.
M503 : Affiche les données de l'EEPROM
Cette commande donne en retour les données enregistrée dans l'EEPROM de la carte électronique, telles que la calibration des pas par/mm, les vitesses maxi, les offsets......Si l'option d'écriture en EEPROM n'a pas été activée lors de la compilation du firmware, ce sont les valeurs encodées dans les fichiers de compilation qui sont utilisées, à chaque reboot/reset.
spécial delta !!!
M665 : Ajuster le paramétrage de la mécanique d'une Delta
Cette commande permet d'ajuster dans l'EEPROM les informations de longueur des bras, de l'effector....
M666 : Modifier l'offset des axes
Fonction très utile sur une delta, mais utilisable sur les autres machines, pour chaque 'axe' (ensemble moteur/endstop), la commande permet de décaler le zéro après avoir fait un 'homing' G28. Attention !! Si vous modifiez la valeur au delà de la position de votre endstop, l'imprimante va essayer d'y aller ! (et éventuellement emplafonner les butées)
-
-
Pour remonter la hotend, rien de plus simple :
Tube teflon et hotendSur la Mega-S, la hotend est PTFE-lined, le tube va au contact de la buse.
Le dépôt, c'est du téflon brûlé, ou le tube est rempli également de ce dépôt noir ? Dans les deux cas, tu devrais couper cette partie brûlée, car le sceau formé par le contact du tube et de buse ne sera plus assuré. Tu as probablement trop chauffé à des températures que ce tube de qualité moyenne ne tolère pas.
Tu peux éventuellement changer le tube par un Capricorn, de bien meilleure facture.L'écoulement que tu mentionnes, c'est ton filament qui a trouvé un chemin pour déborder. C'est justement à cause du sceau mentionné juste avant, qui n'était pas correct.
Pour remonter la hotend, rien de plus simple :
- Vu que tu as tout nettoyé, commence par revisser, à froid, la buse sur le corps de chauffe. Visse-la à fond, à la main, et desserre-la d'un quart de tour, voir un demi-tour.
- Assemble ça avec le heatsink, ne serre pas trop l'ensemble. Normalement, le filetage du heatsink devrait être (presque) entièrement dans le bloc de chauffe.
- Remonte le tout sur le bloc d'impression de la Mega-S.
- Ré-insère le tube en téflon jusqu'à ce qu'il soit bien en contact avec la buse.
- Chauffe la tête à 230°C, max 250 (pour ne pas cramer le téflon ! sur la mienne, passée en V5 all-metal, je peux le faire à 290°C)
- Maintiens le bloc de chauffe avec une clef à molette, et serre correctement la buse avec la clef à pipe de 7mm fournie. Ne serre pas trop, ça doit être juste serré.
-
C'est fini, le sceau doit être bon et le filament doit s'écouler normalement et uniquement par la sortie de la buse.
Voilà la procédure. Comme tu vois, c'est pas bien compliqué, il faut juste faire un peu gaffe.
-
L'Artist-D Pro de Yopla
L'Artist-D Pro de YoplaIl y a 4 heures, Savate a dit :Et puis c'est pratique le réglage soft du décalage en Z, si tu imprime en copie ou en miroir, ça permet d'utiliser une tête en gravure et une en impression (bon que pour les premières couches)

Mais comme ils ne sont pas joueurs, le réglage de la tête n°2 en Z est obligatoirement mécanique
Gravure sans laser !
Pour ne pas trop galérer avec le réglage de la 2ème tête, je dévisse juste les 4 vis et revisse jusqu'au début du point dur de serrage, et ensuite je resserre la petite vis de réglage ou... la desserre de ce que je crois nécessaire, et "à l'ancienne" je tapote sur la tête !!
 et ça fonctionne...
et ça fonctionne...
Pour la 1ère tête, la vis de réglage est très mal placée, pas accessible aisément, et va rapidement se voir équiper d'une ch'tite molette !!
Calibrage des extrudeur nickel et stable. Les valeurs calculées (T0:95.51 et T1:95.56) sont très proches et sur 3 essais de 200mm, aucun écarts aussi bien sur E0 que sur E1 (filament libre et non sur bobine via détecteur de filament).
1 ère impression lancée : grosse chaleur, enfin le contraire : le lit ne veut pas chauffer à 60° et plafonne à 50° et finit par générer une erreur fatale ! Après quelques instants à imaginer la remise à l'origine de la
bousebécane pour un retour au SAV, donc re-flash du firmware publié sur github, et eurêka ! Je cours sur le PC inspecter mon firmware 2.0.7.2 encore tout chaud (façon de parler) et keske je vois pas devant mes yeux :
#define DEFAULT_bedKp 10.00#define DEFAULT_bedKi .023#define DEFAULT_bedKd 305.4
eurêka ! Je cours sur le PC inspecter mon firmware 2.0.7.2 encore tout chaud (façon de parler) et keske je vois pas devant mes yeux :
#define DEFAULT_bedKp 10.00#define DEFAULT_bedKi .023#define DEFAULT_bedKd 305.4je lance vite un PID du BED (M303 E-1 C8 S60) qui me donne des valeurs bien différentes (entre parenthèses les valeurs initiales):
#define DEFAULT_bedKp 80.54 // 10.00#define DEFAULT_bedKi 7.12 // .023#define DEFAULT_bedKd 606.95 // 305.4Normal que ça plafonnait ! On a l'air souvent bête avec ces imprimantes 3d !
Je relance l'impression, YES ça fonctionne. Même pas d'erreur dans mes scripts de mon nouveau profil ideamaker.

Et puis vlatipas qu'elle me demande de changer le filament, la bourrique !
Bon, en finalité même avec un bout de filament dans les détecteurs, j'ai des demande de changement de filament sans un seul M600 ou M412 dans mon gcode.
J'ai fait un M412 S0, et l'impression fonctionne enfin sans interruption... enfin, j'espère, c'est en cours....
Donc gros soucis avec le câblage non blindé des détecteurs.
-
[Titi 78] U.S.S. ENTERPRISE
[Titi 78] U.S.S. ENTERPRISESalut @Titi78, je te propose cette solution :
Pour convertir les fichiers .SKP (Sketchup) en .STL, utilise le site : https://app.sketchup.com/app?hl=fr
Ensuite tu répares et sauves de nouveau ces fichiers en .STL avec PrusaSlicer (Netfabb)
Puis en suivant ce tuto tu pourras exporter en .STEP, sauf le premier car trop de facettes.
Réduire le nombres de facettes avec Meshmixer, car avec Fusion 360 ça ne fonctionne pas dans mon cas.
Si t'as des problèmes, je peux te faire passer les 3 USS Enterprise 2009 du site 3dwarehouse en .STEP
-
CR10-S V1 instabilité de la température de la buse
CR10-S V1 instabilité de la température de la buseSur la cr-10s le ventilateur de radiateur de tête souffle sur le corps de chauffe et le refroudit
Pour éviter ça il faut la chaussette silicone et installer un déflecteur en tole alu découper dans une canette.
Il peut aussi y avoir un mauvais contact sur le cable d'alimentation de la cartouche de chauffage au niveau de la prise extérieure ronde du boîtier de contrôle coté câble vers la tête et côté câble vers le mosfet de contrôle.
Il faut aussi vérifier les serrages des borniers sur la carte mosfet la carte mère et l'alimentation (Tout ça machine débranchée bien sur)
Pour le déflecteur voici une solution en images et un pdf de découpe à imprimer a 100% et a coller sur la cannette pour le découper
-
sauvegardes des cartes SD de nos raspberry ...
sauvegardes des cartes SD de nos raspberry ...Sous Windows (
) j'utilise régulièrement ImageUSB.
Aucune installation pour l'utiliser, empreinte disque minimale. Il faut par contre «démonter» la clé du RPi pour en faire une copie, copie qui ensuite pourra être clonée sur un autre matériel de capacité au moins égale. Toutes les images de mes RPi sont ainsi sauvegardées.
Il permet en fait de «cloner» n'importe quel matériel connecté en USB (utilisé pour faire du Forensics, évite de toucher au matériel originel).
Un bon nombre de mes RPi n'utilisent plus de carte SD mais comme @firlin des SSD en USB (plus rapides et plus fiables que les cartes SD), d'autant plus qu'avec les Pi4, c'est très facile à réaliser
Sinon reste toujours la méthode «barbue geek» avec l'outil dédié: «dd», simplement éviter de se tromper entre «if» et «of» (sinon, ne restera plus que les yeux pour pleurer).
-
Problème de finition sur la dernière couche
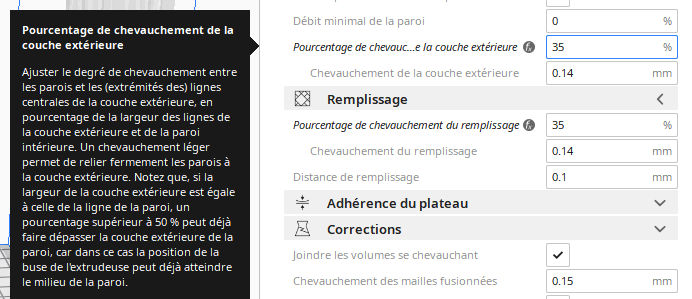
Problème de finition sur la dernière coucheil y a 3 minutes, jerem59120 a dit :voici m'sieur;
Dans ce cas il faut essayer d'augmenter le "chevauchement", fais une recherche dans Cura tu trouveras facilement. Regardes combien j'ai moi:
-
Décalage graduel sur les axes X et Y
Décalage graduel sur les axes X et YBonjour,
Le réglage du parallélisme de l'axe X n'est aisé. Le profilé 2020 de l'axe est maintenu de chaque côté sur des pièces métalliques (tripodes) par deux vis (indiquées par les flèches vertes sur le dessin plus haut).
Même si cette notice de montage est prévue pour une Ender3 (pro), elle s'applique pour ton Alfawise, Les pages 21-22 en parlent. Une vidéo du «Guero Loco» sur son montage de la Ender3 montre également comment il a procédé (je te laisse chercher sur Youtube comme exercice d'application
).
-
TMC2209 infp spec
Besoin aide firmware pour SKR 1.4 Turbo, TMC 2208Suivant les pilotes TMC2209 (vendeur), il faut couper une patte dessous sinon ça ne fonctionne pas.
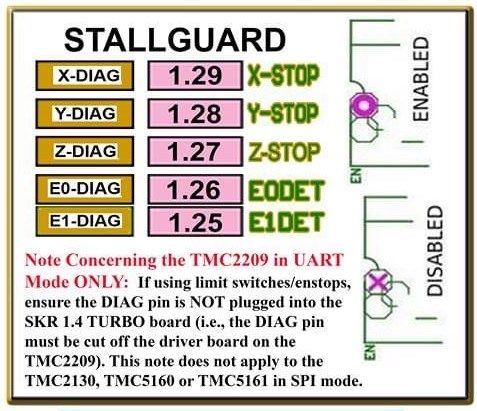
Je ne suis pas sûr que cela s'applique à des TMC2208

-
TMC2208 tuto
Besoin aide firmware pour SKR 1.4 Turbo, TMC 2208Il y a 9 heures, bollemi@msn.com a dit :Quant à la configuration, ils sont en uart, vu sur plusieurs tutos. Il suffit de remplacer la sélection par défaut, a..988, par tmc2208 dans config.adv.h, section hybrid_threshold si ma mémoire est bonne.
Ce n'est pas aussi simple
Si tes pilotes TMC2208 sont d'origine prévus pour gérer l'UART via le placement idoine des cavaliers sur la carte BTT 1.4T alors oui mais j'en doute car tu dis qu'ils ont été livrés avec chacun un câble et c'est ce câble qui permet la gestion de l"UART de ces pilotes.
Exemple d'un utilisateur ici :
ou encore https://www.instructables.com/UART-This-Serial-Control-of-Stepper-Motors-With-th/
Ça dépend donc des TMC2208 en ta possession (une photo, un lien ?).
-
Fusibles sur carte HS
carte mère disco easy HSLe 09/05/2021 at 11:48, christian26400 a dit :La carte mère est celle ci (j ai essayé d enlever certains cables qui genaient pour la photo)
Au vu de la photo, je vois au moins 4 fusibles notés F1, F2 (sérigraphie cachée je suppose), F3 et F4. Il est très probable que l'un d'eux ait protégé la carte et qu'elle soit réparable à moindre coût. Seulement voilà, leur format CMS rende le dépannage compliqué pour qui n'est pas équipé pour le faire.
Si tu as un multimètre, tu peux le mettre en mode bippeur et vérifier quel fusible ne conduit plus. Ensuite si tu as un fer à souder, tu peux éventuellement shunter ce fusible, mais c'est à tes risques et périls, car plus aucune protection ne viendra sauver ta carte d'un court circuit, et là le risque d'incendie est réel. Tu peux faire la manipulation temporairement pour valider qu'il n'y ait que le fusible de grillé, mais ensuite je te conseille de le remplacer, quitte à bricoler un porte-fusible en amont de la carte.
Pour la question du remplacement, si ce n'est pas une carte identique, n'importe quelle carte mère d'imprimante 3D fera le job pour une DE200, mais tu seras obligé d'adapter la fixation, les connecteurs et le firmware. Quitte à tout refaire, autant en profiter pour passer sur du 32bit.
A toi de voir ce qui est à ta portée.
-
Marlin 1.1.9 Explication complète
Marlin 1.1.9 Explication complèteBonjour à tous,
Je suis tombé sur une vidéo intéressante. Tout marlin expliqué en français.
La vidéo est un peu longue (3h20), mais tout les paramètres de configuration.h configuration_adv.h sont expliqués.
-
[Tuto] Modifier le remplissage d'un modele dans cura
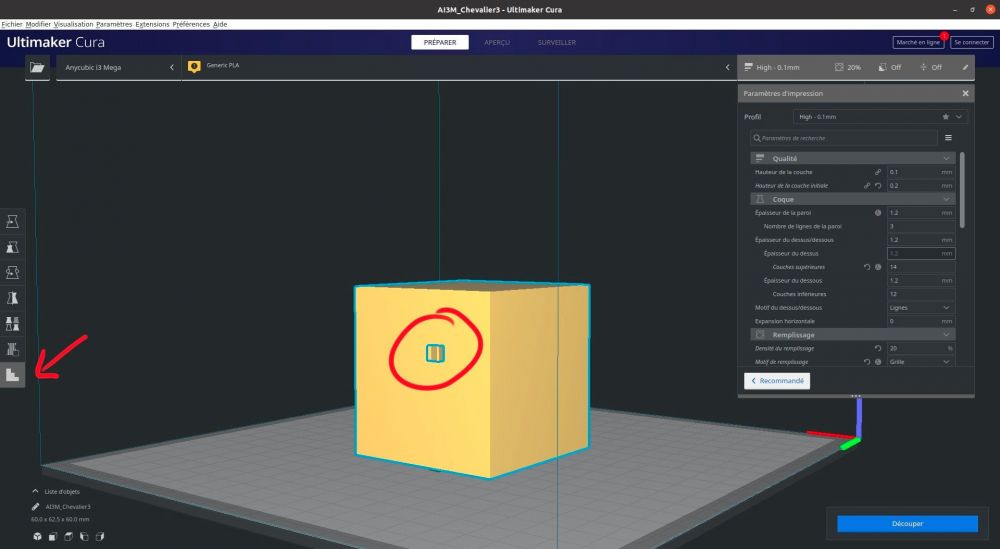
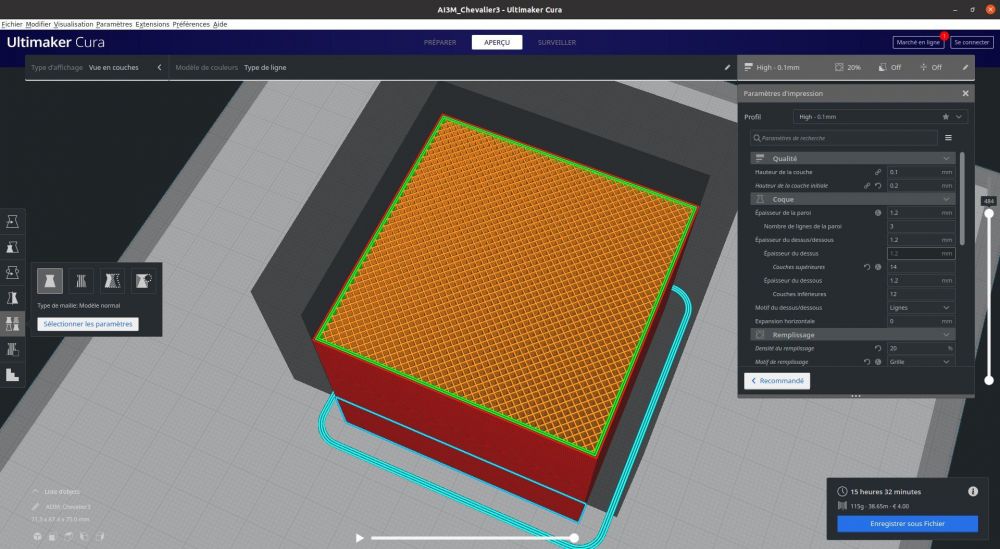
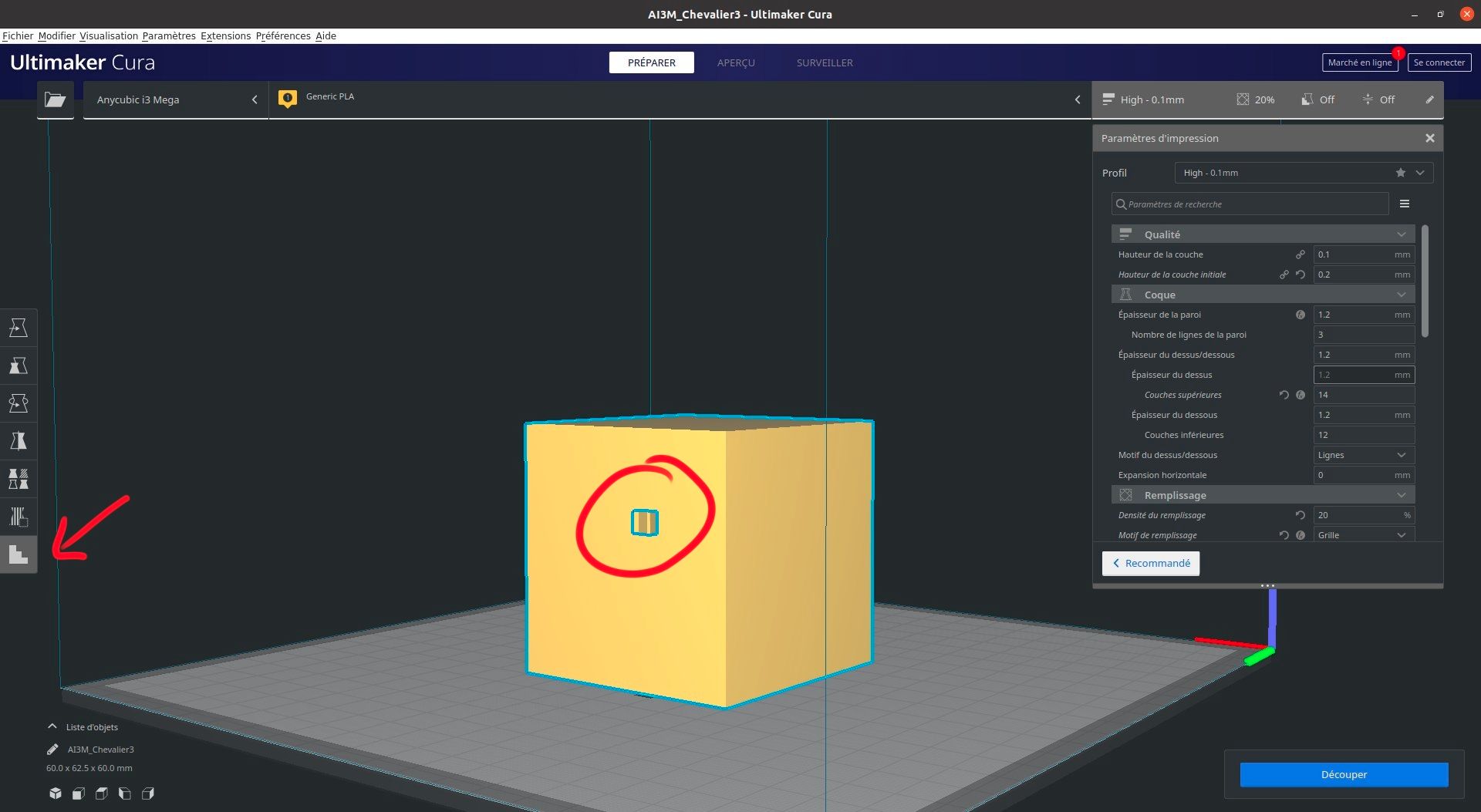
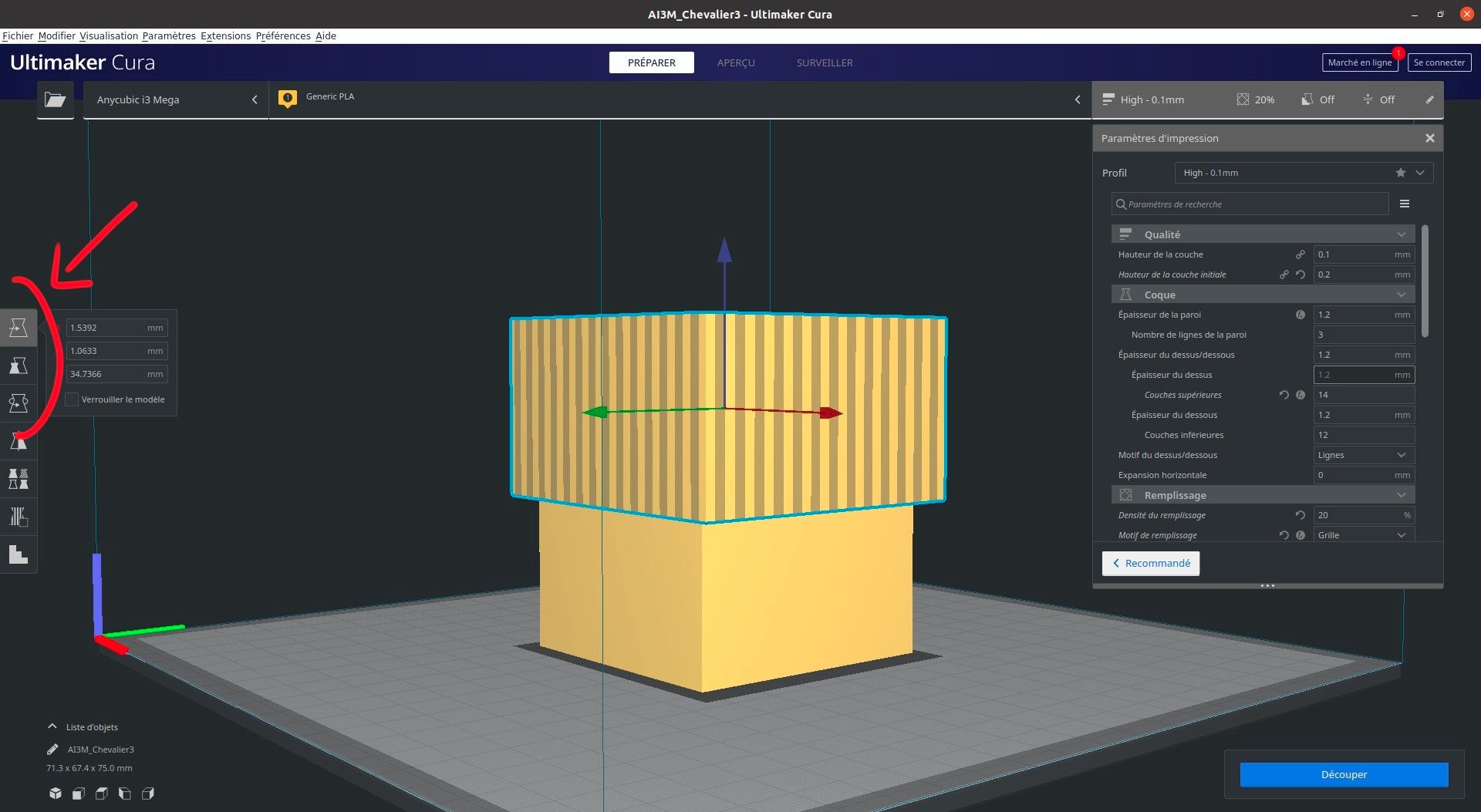
[Tuto] Modifier le remplissage d'un modele dans curaOui c'est possible, petite explication en image :
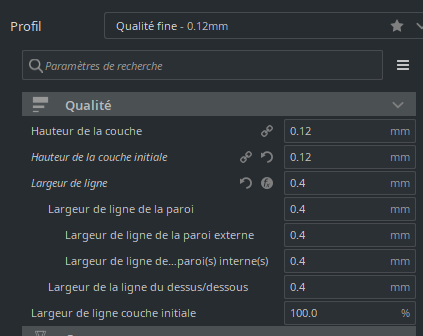
Tu mets ton modèle en place avec les réglages de base (remplissage à 10 %) puis tu génères un cube.
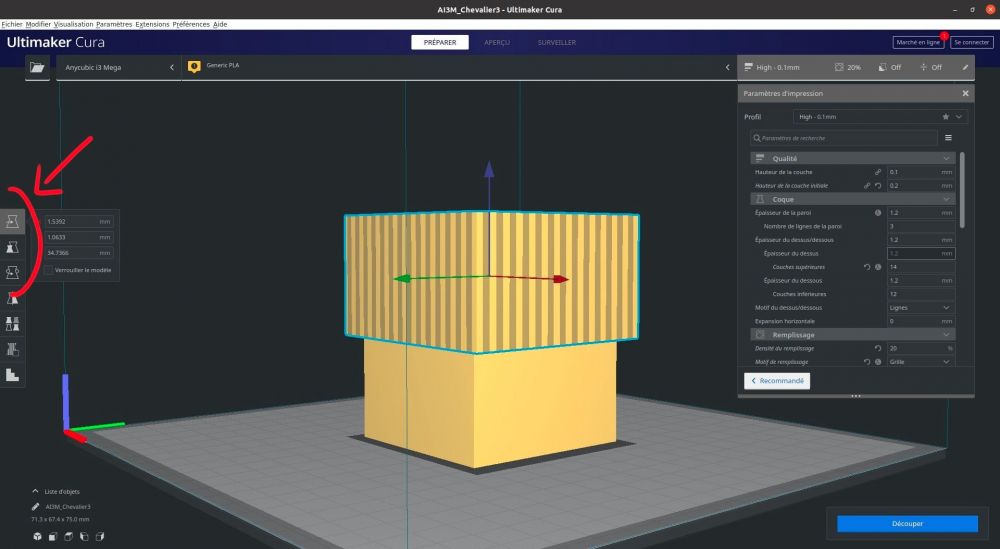
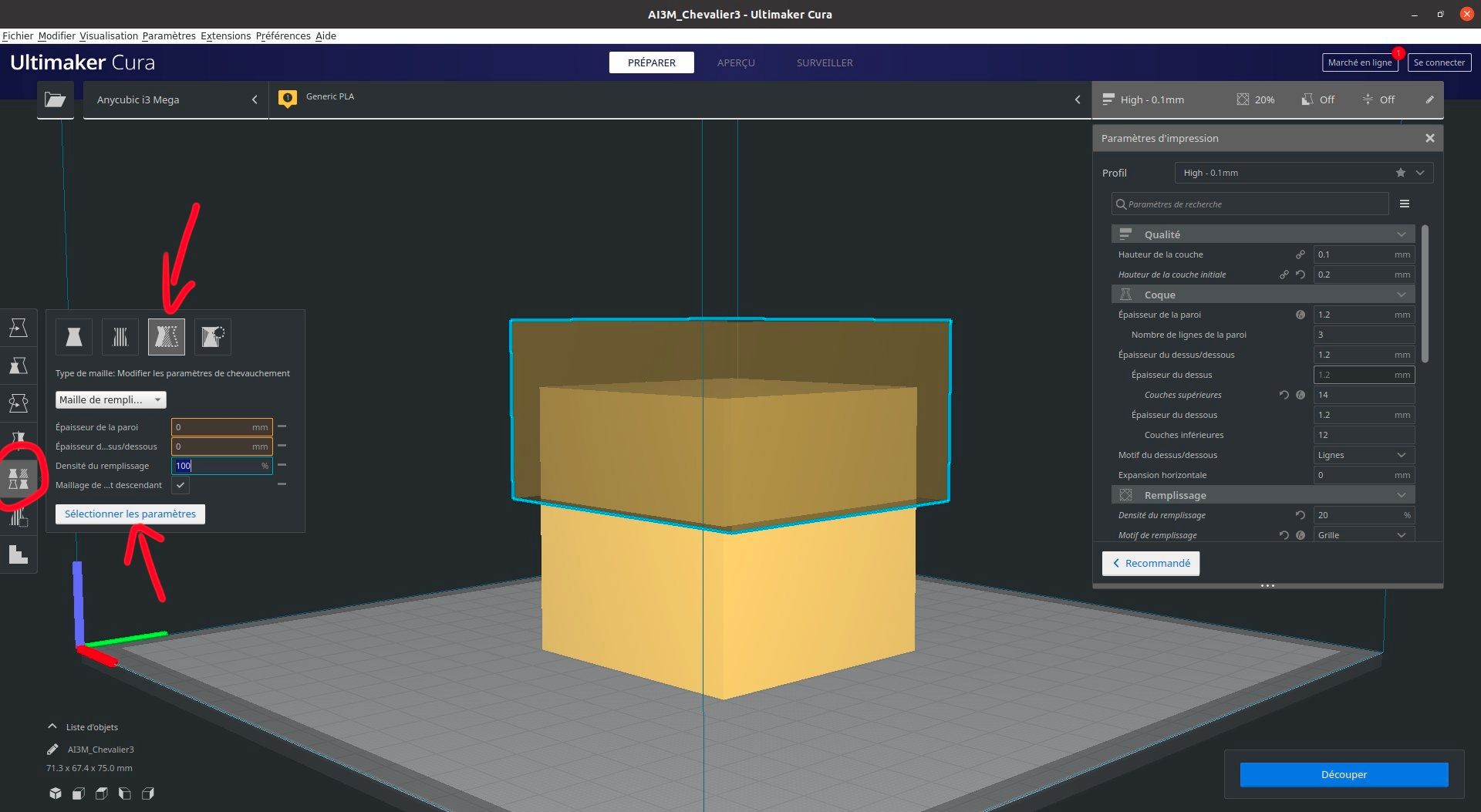
Tu le déplaces et le mets à la taille que tu souhaites (décocher échelle uniforme).
Ensuite tu choisis modifier les paramètres de chevauchement, sélection des paramètres, densité du remplissage, là tu entres la valeur que tu souhaites.
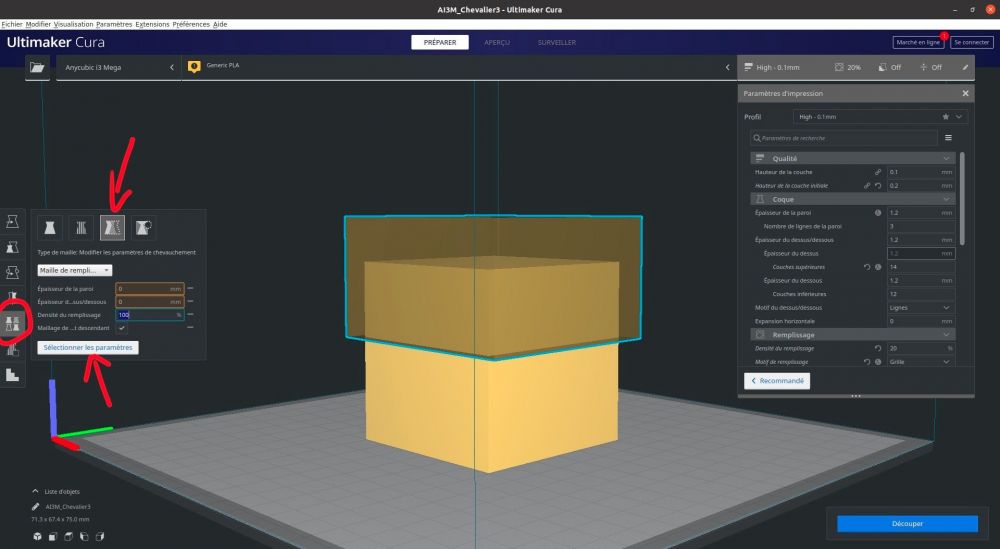
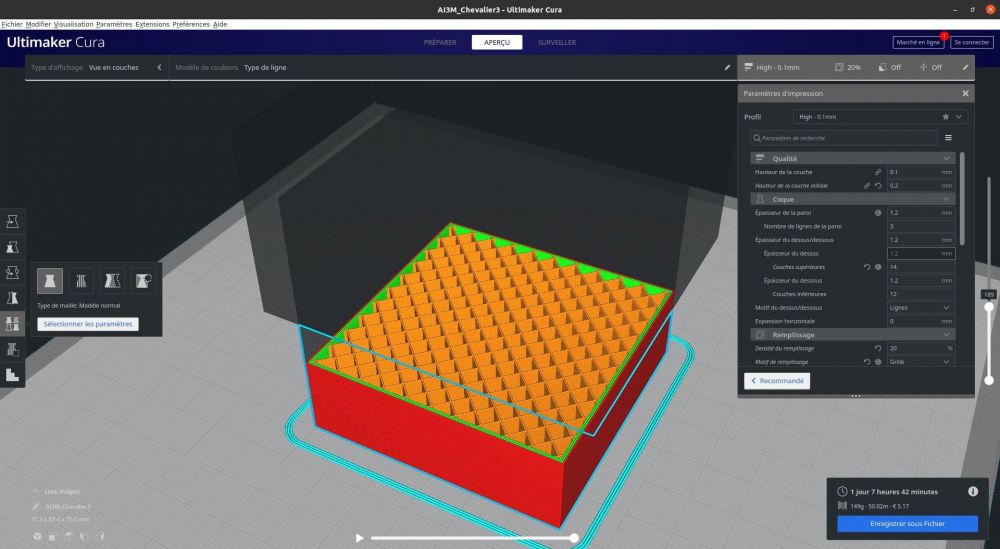
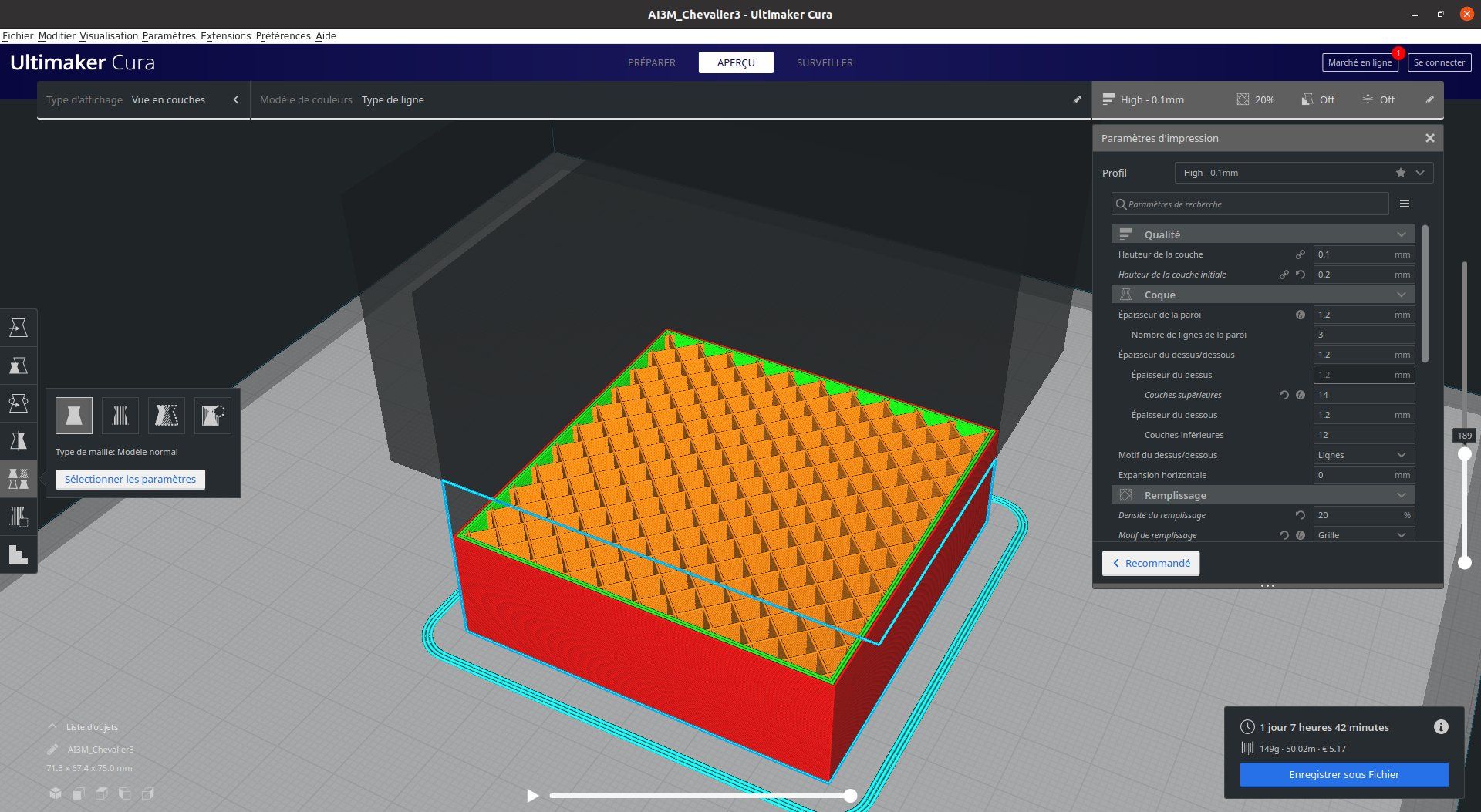
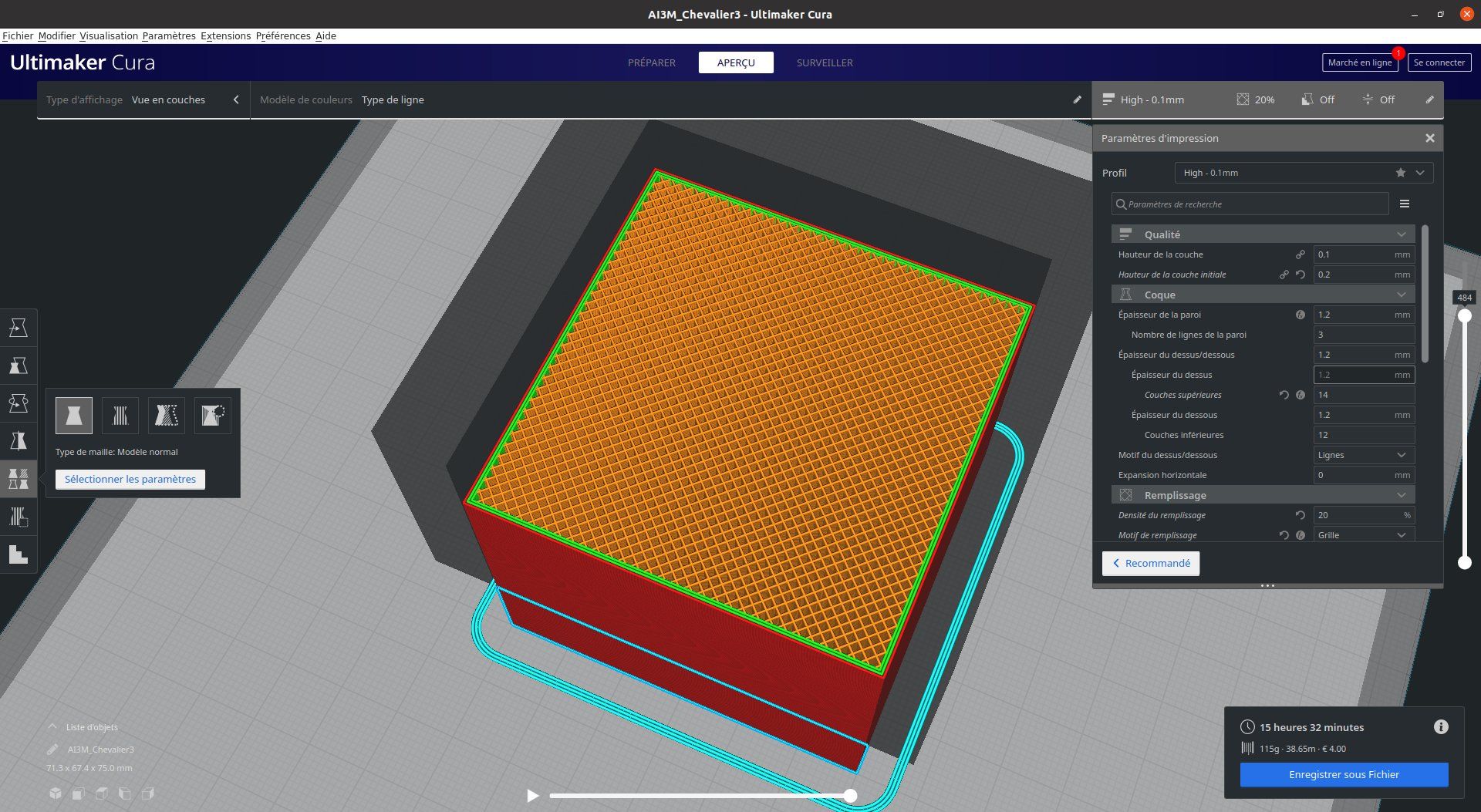
Puis bien entendu tu fais la découpe et c'est tout, dans mon exemple je commence avec un remplissage de 20% puis 90%.
Tu peux jouer sur tout les autres paramètres que tu veux, par exemple changer le motif de remplissage...
-
[TUTO] Utiliser un script pour modifier ses Gcodes [V1.1]
[TUTO] Utiliser un script pour modifier ses Gcodes [V1.1]Hello,
J'ai toujours trouvé laborieux de modifier les gcodes.
Du coup, j'ai créé un script téléchargeable ici et voici le tuto pour l'utiliser.
La V1.1 est sortie, voir ici
Préambule:
- Fonctionne sous linux et windows avec python 2 ou python 3
Il n'a que 4 fonctions :
- Placer une commande à partir d'une couche donnée
- Placer une commande à partir d'une hauteur de Z donnée
- Supprimer des commandes
- Modifier des commandes
Le fichier d'origine n'est pas modifié, une copie est réalisée et est renommée avec le suffixe "-new".
Pour l'utiliser, il faut placer le gcodes ainsi que le fichier de commandes dans le même dossier que le script.
Le fichier de commande est un simple fichier texte, qui peut se nommer indifféremment "modifications" ou "modifications.txt"
Voici des exemples de contenu:
CitationC3 M106 S50
C4 M106 S100
C5 M106 S150
C6 M106 S200
C7 M106 S255M106
CitationH1 M109 S210
H10 M109 S215
H20 M109 S220
H30 M109 S225
H40 M109 S230
H50 M109 S235Tout ce qui commence par "C" (ou "c") suivi d'un numéro indique que la commande qui suit doit être placée au début de la couche "numéro"
Dans le premier exemple :
- Couche 1, ajout de la commande M106 S50
- Couche 2, ajout de la commande M106 S100
- etc ...
Tout ce qui commande par "H" (ou "h" ou "Z" ou "z") suivi d'un numéro indique que la commande qui suit doit être placée a partir de la hauteur "numéro"
Dans le second exemple :
- Lorsque la hauteur de l'impression va atteindre (ou a atteint, suivant la hauteur de couche) 1mm, ajouter la commande M109 S210
- Lorsque la hauteur de l'impression va atteindre (ou a atteint, suivant la hauteur de couche) 10mm, ajouter la commande M109 S215
- Lorsque la hauteur de l'impression va atteindre (ou a atteint, suivant la hauteur de couche) 20mm, ajouter la commande M109 S220
Tout le reste sera supprimé avec ou sans remplacement.
Dans le premier exemple, tous les M106 contenus dans le fichier d'origine ne seront pas copié dans le fichier qui sera crée.
Il est possible de remplacer des commandes en ajoutant "/commande".
Par exemple, si je veux remplacer tous les M106 contenus dans le fichier d’origine par des M107.
Je tape :
CitationM106/M107
Il est important de noter que le script ne modifie pas les valeurs de la phase "init" du gcode. (en gros, tout ce qui se trouve avant "G20", "G21", "G90", "G91", "M82", "M83")
Il est possible de lancer le script avec diverses options:
- -silence, pour ne pas afficher ce que le script fait
- -debug, pour afficher les mots à supprimer
- le nom d'un fichier contenant des commandes
Par exemple, admettons que le fichier de l'exemple 2 se nomme "tourDeChauffe", au lieu de mettre tout le contenu dans le fichier "modifications", je peux lancer le script avec la commande :
Citationpython go.py tourDeChauffe
Dernier point : si vous supprimez des commandes, faites attention à ne pas supprimer les commandes qui servent à couper la chauffe en fin d'impression.
Si vous rencontrez des bugs, n’hésitez pas à les faire remonter.
-
[TUTO] La 3D en ligne de commande
[TUTO] La 3D en ligne de commandeBonjour,
Étant plus agile avec un clavier qu'avec une souris, et ayant découvert la capacité de créer des figures avec des lignes de commande en python3 sous blender, j'ai décidé de créer une bibliothèque afin de me faciliter la tache et de rendre le code plus lisible.
Préambule : j'utilise Lubuntu 16.04 et je pense que ça devrait fonctionner sur tous les OS, sauf les parties spécifiques comme l'installation.
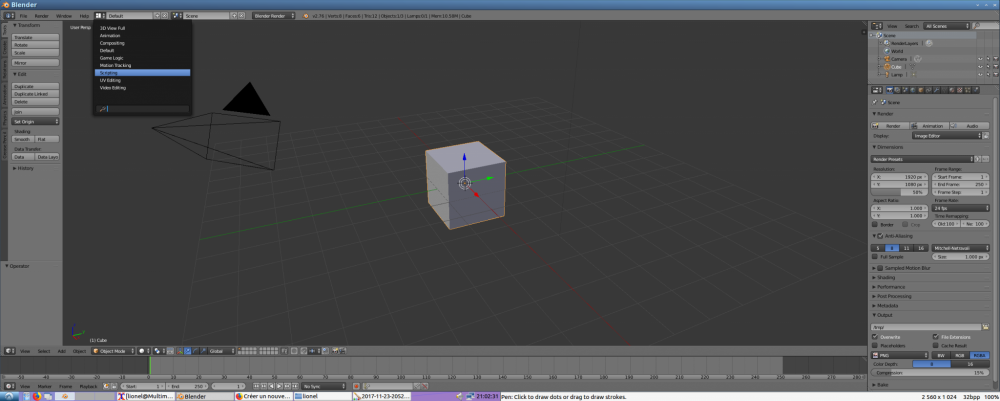
Premièrement : installer blender :
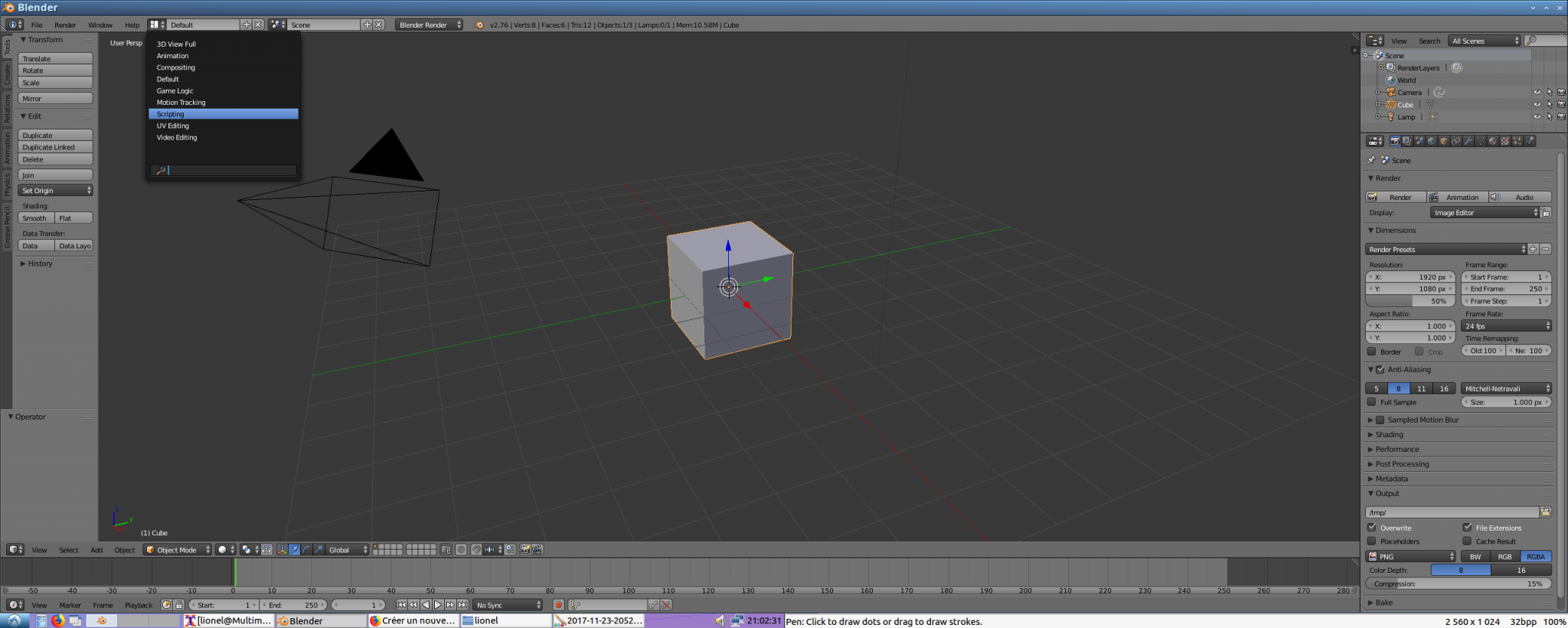
sudo apt-get install blenderDeuxièmement : lancer blender
Personnellement, j'ouvre une console et je lance la commande
blenderlancer blender de cette manière permet d'avoir un retour sur les commandes envoyées car dans blender, tous n'est pas retranscrit
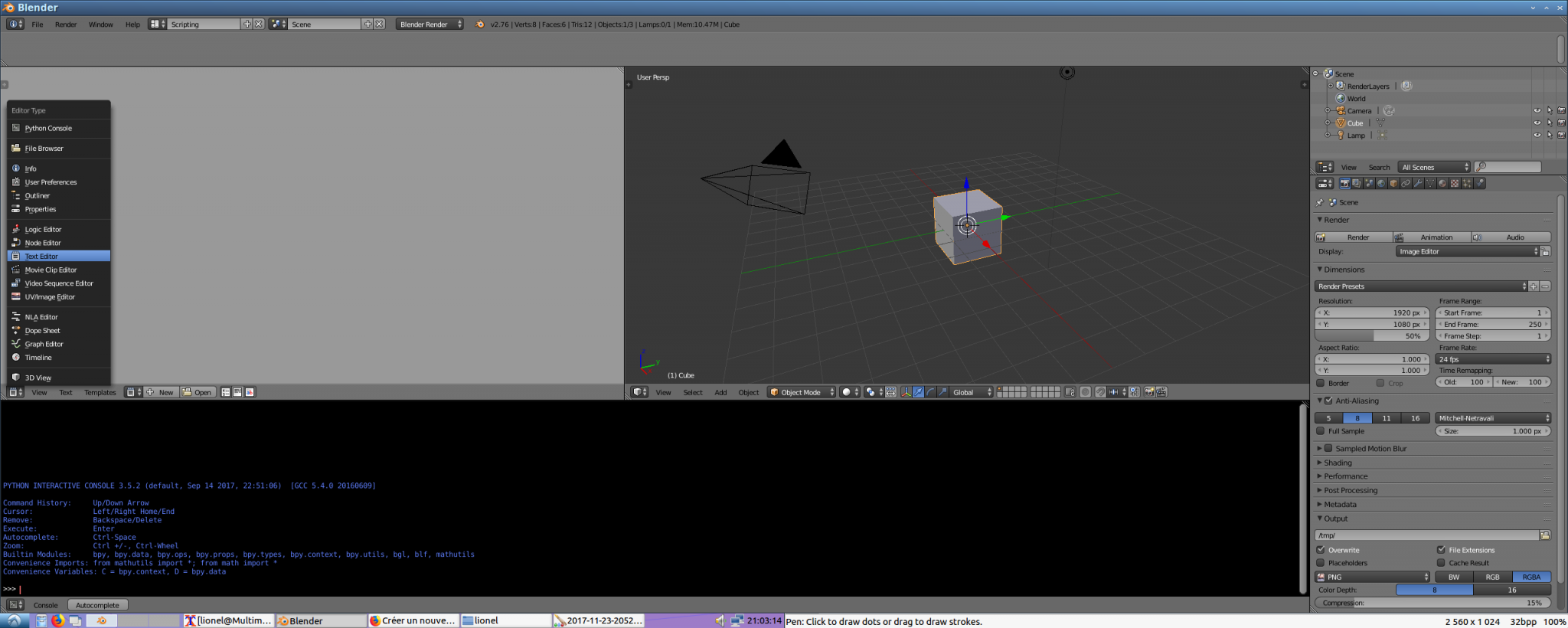
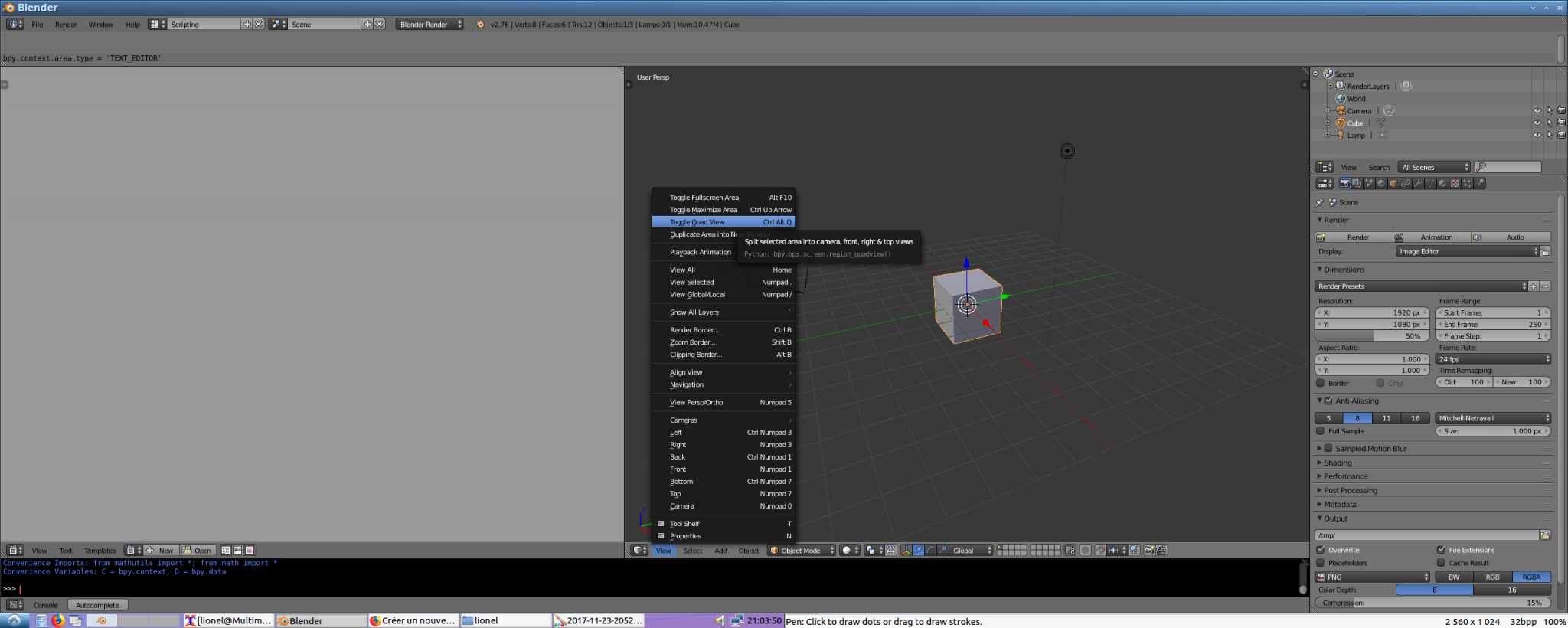
Troisièmement : affichage du nécessaire pour faire du code. (du code
 )
)
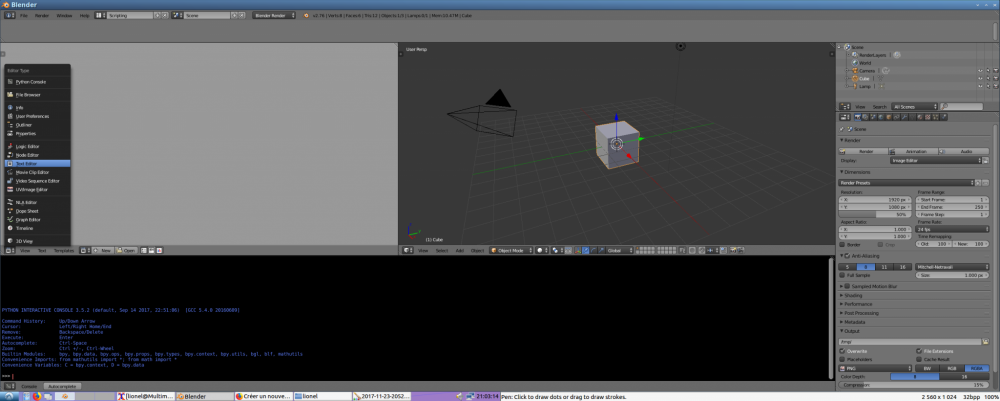
Une fois le poste de travail mis en place, il faut installer le fichier que j'ai crée. C'est du python3:
A installer dans où vous voulez, du moment qu'il est accessible.
Voici un extrait:
def cylindre(bpy): bpy.ops.mesh.primitive_cylinder_add(location = (0, 0, 0)) def tore(bpy, diametre): bpy.ops.mesh.primitive_torus_add(location = (0,0,0), minor_radius = diametre) def cone(bpy, diametre): bpy.ops.mesh.primitive_cone_add(radius2 = diametre, location = (0, 0, 0)) def sphere(bpy): bpy.ops.mesh.primitive_uv_sphere_add(location = (0, 0, 0))Maintenant, passons à l'amusement:
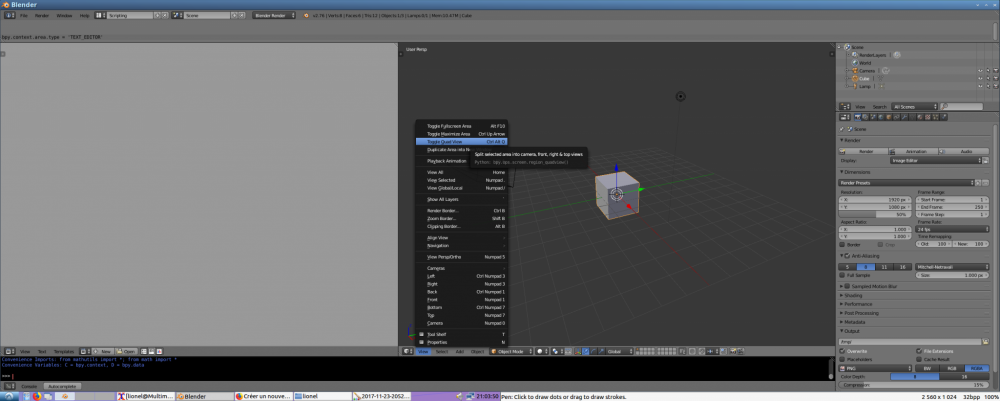
Cliquez sur new
Puis recopier le texte qui suit, en indiquant à la ligne 3, le chemin pour accéder au dossier contenant le fichier "fonctionsLocales.py" (Y'a pas d'espace et c'est normal. Les espaces, c'est le mal
 )
)
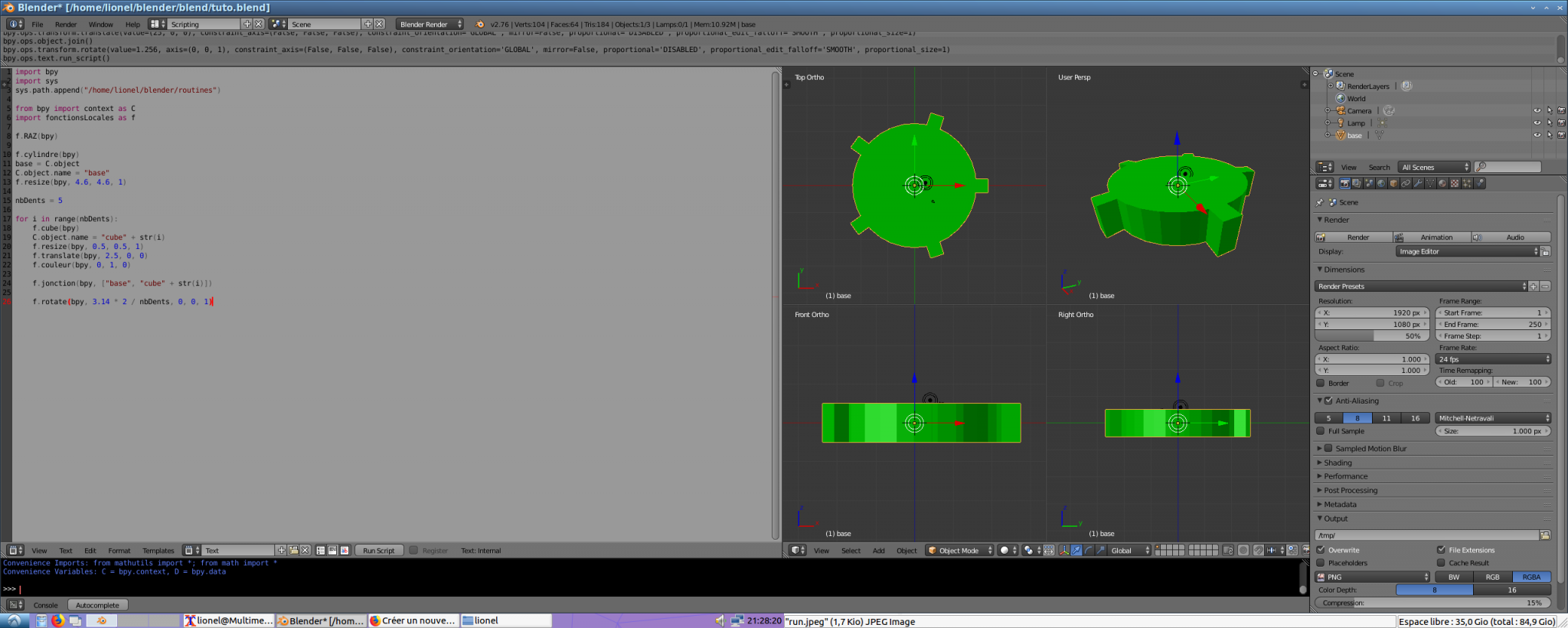
import bpy import sys sys.path.append("/home/lionel/blender/routines") from bpy import context as C import fonctionsLocales as f f.RAZ(bpy) f.cylindre(bpy) base = C.object C.object.name = "base" f.resize(bpy, 4.6, 4.6, 1) nbDents = 5 for i in range(nbDents): f.cube(bpy) C.object.name = "cube" + str(i) f.resize(bpy, 0.5, 0.5, 1) f.translate(bpy, 2.5, 0, 0) f.couleur(bpy, 0, 1, 0) f.jonction(bpy, ["base", "cube" + str(i)]) f.rotate(bpy, 3.14 * 2 / nbDents, 0, 0, 1)Ensuite, cliquez sur
Si vous avez un message d'erreur, sauvegardez votre travail, (en haut à gauche), coupez blender et relancez le.
Je ne sais pour quelle raison, les modifications apportées au fichier fonctionsLocales.py ne sont prisent en compte qu'au lancement de blender.
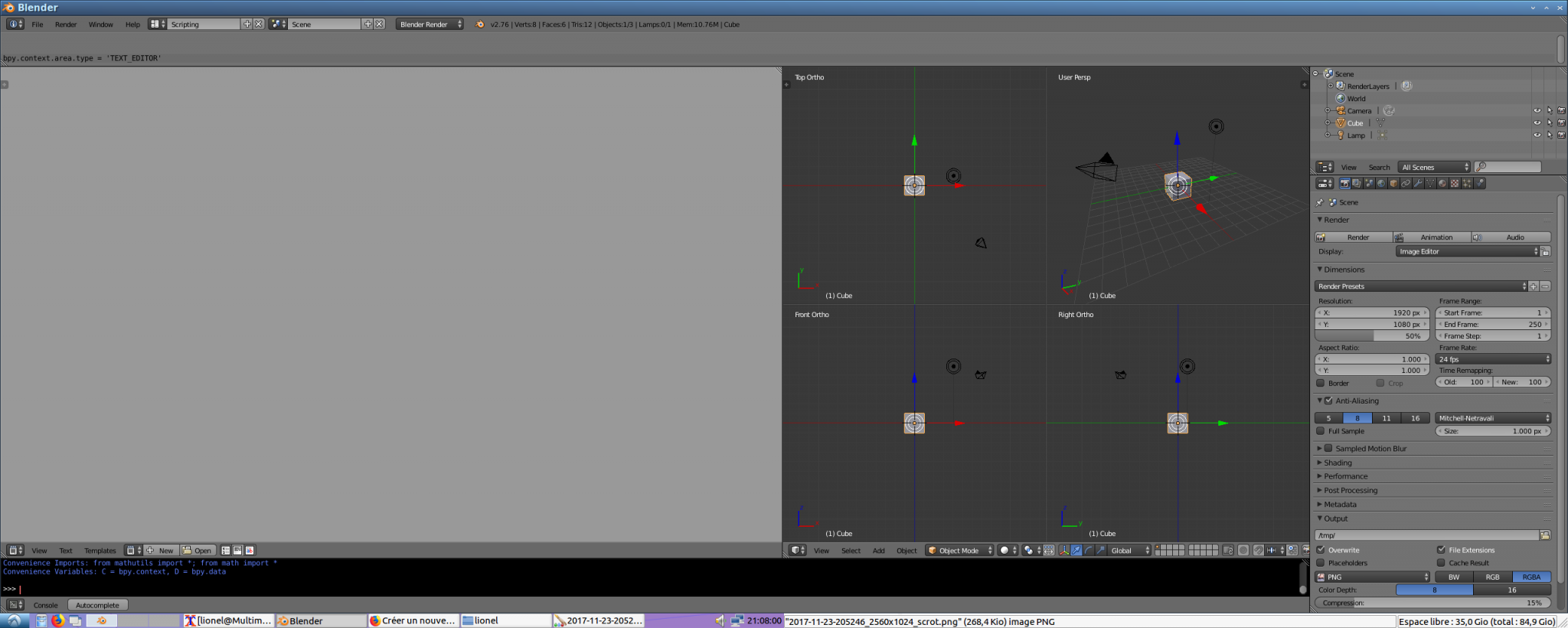
Dézoomez et voici le résultat:
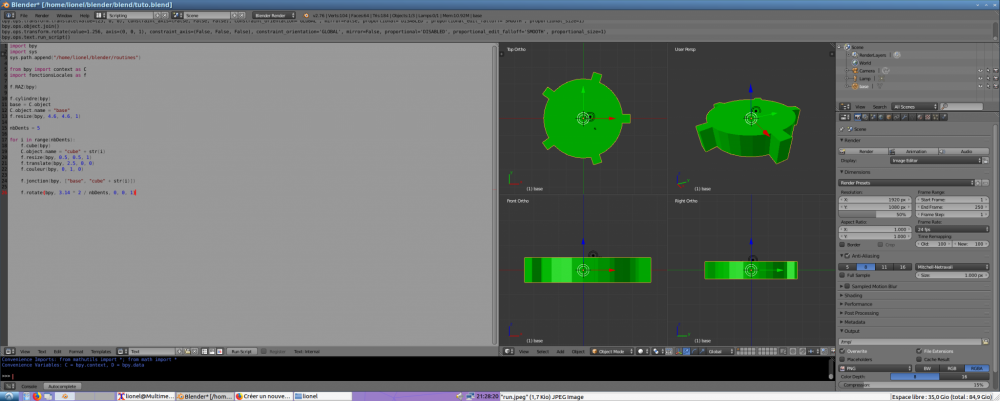
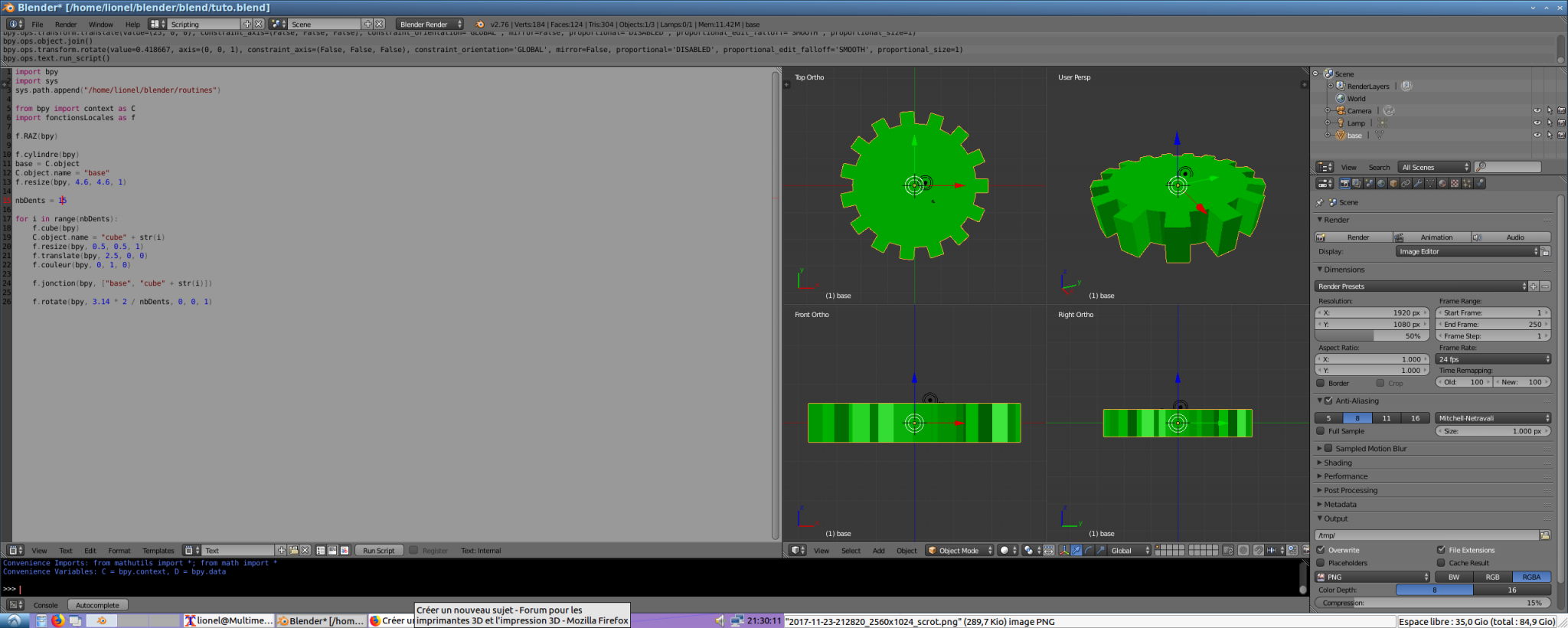
Il n'y a pas assez de dents ? modifiez la valeur nbDents.
ici, 15 dents :
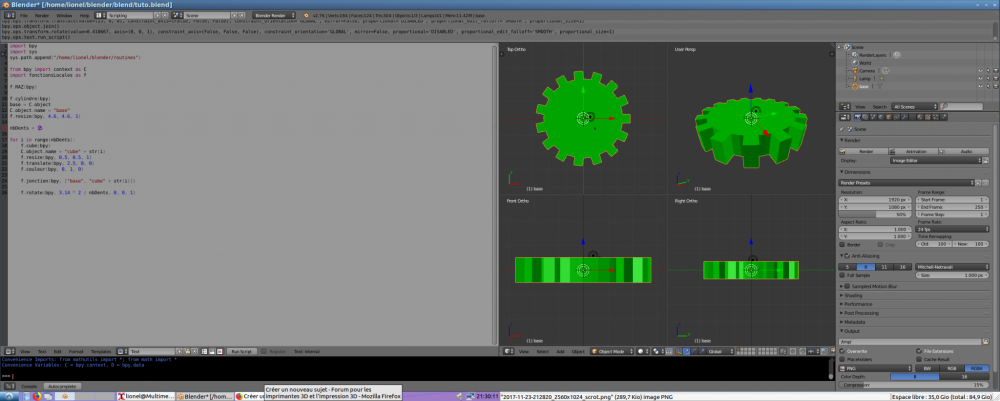
littéralement parlant, ça a pris 12 secondes.
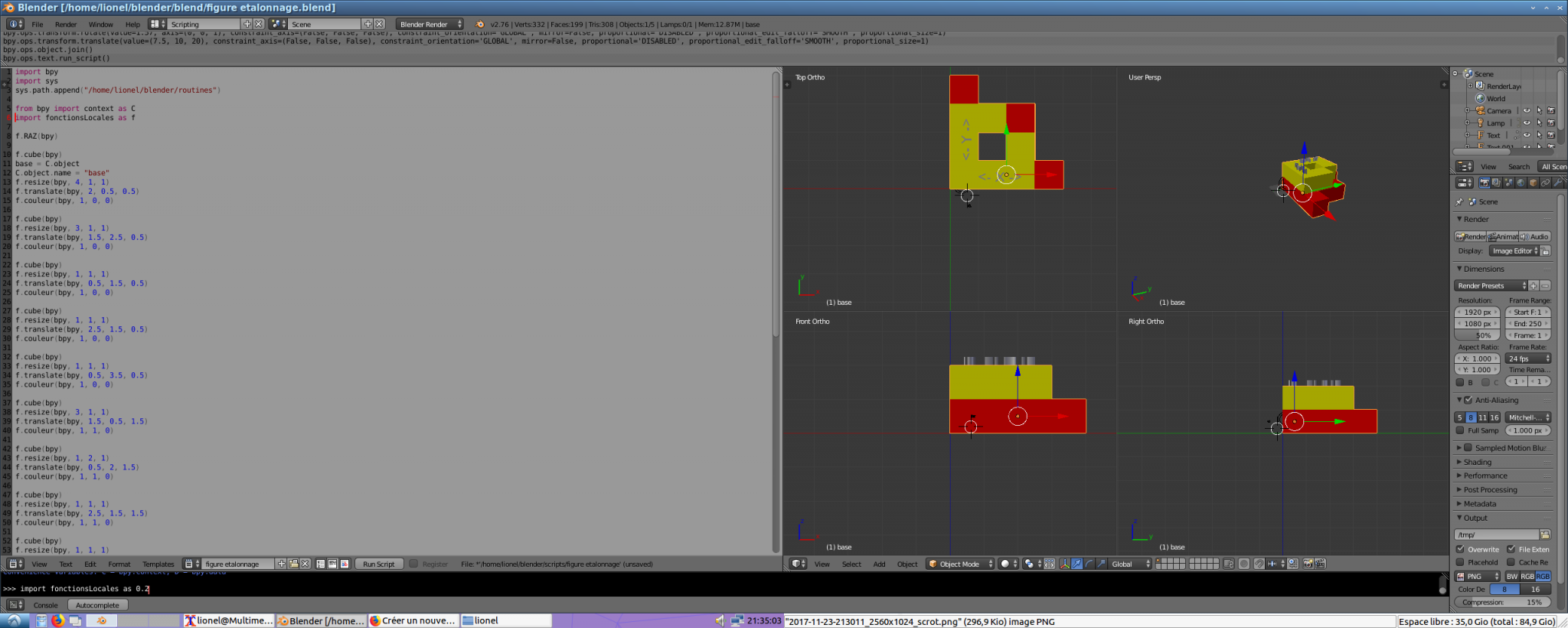
Là, une figure à imprimer pour étalonner les axes:
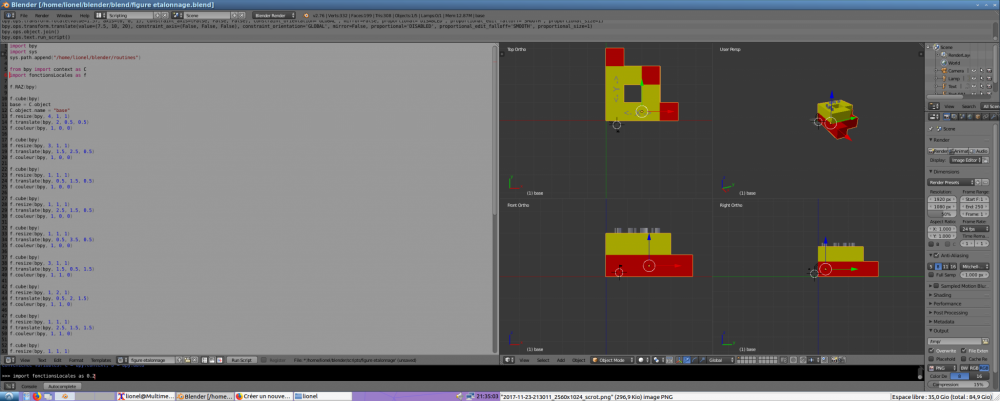
Le code associé : figure etalonnage
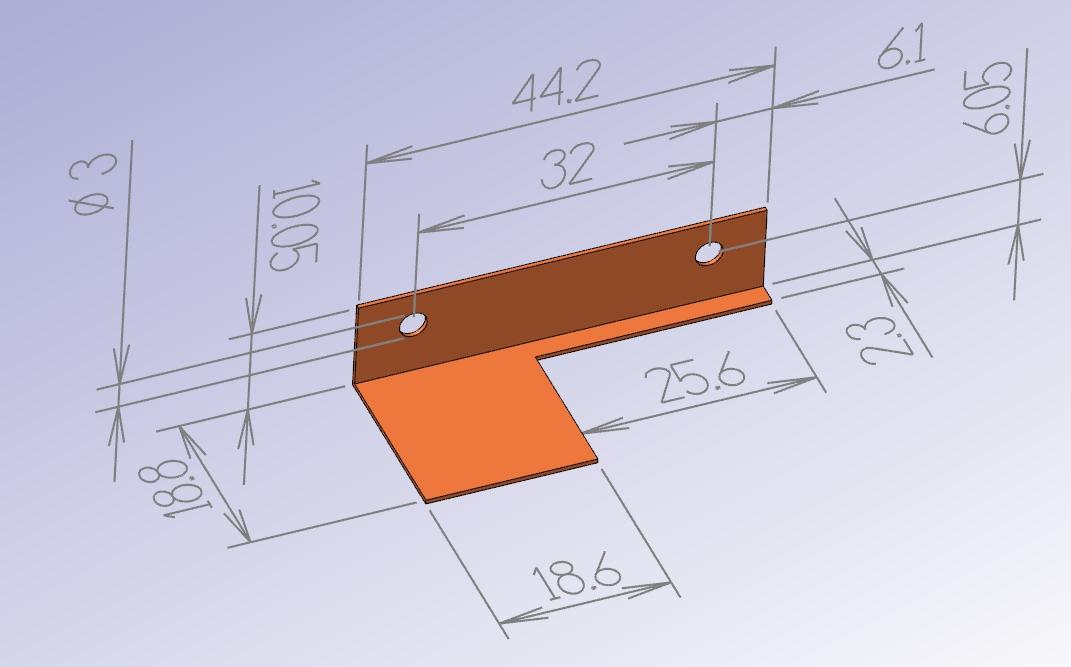
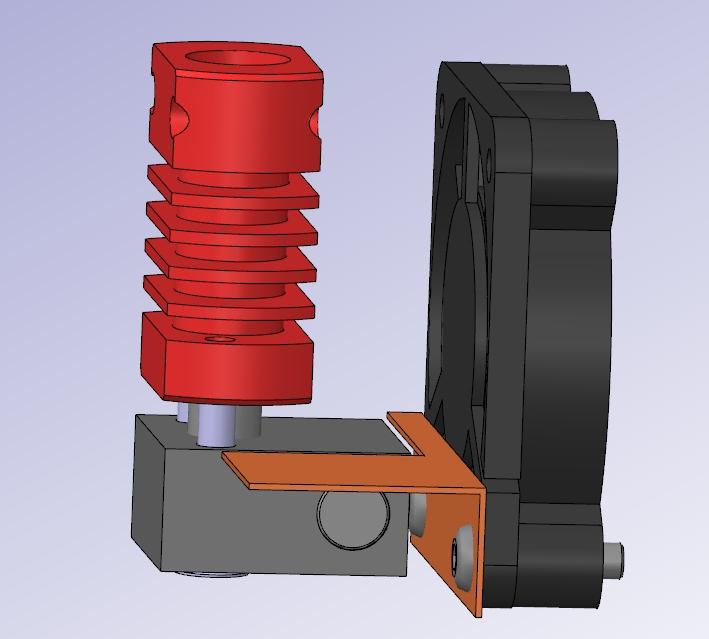
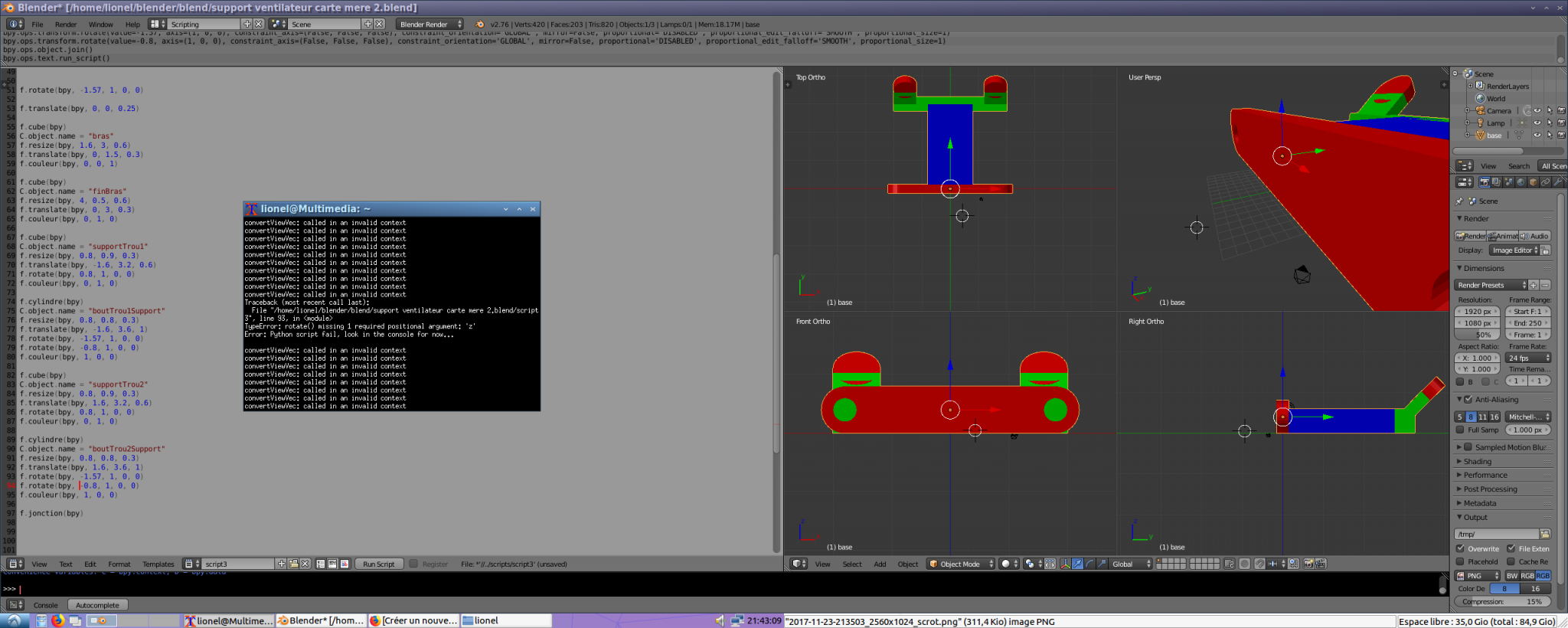
Là, un support pour le ventilateur qui refroidit la carte de l'imprimante (qui d'origine est mal placé, et génère un boucan d'enfer):
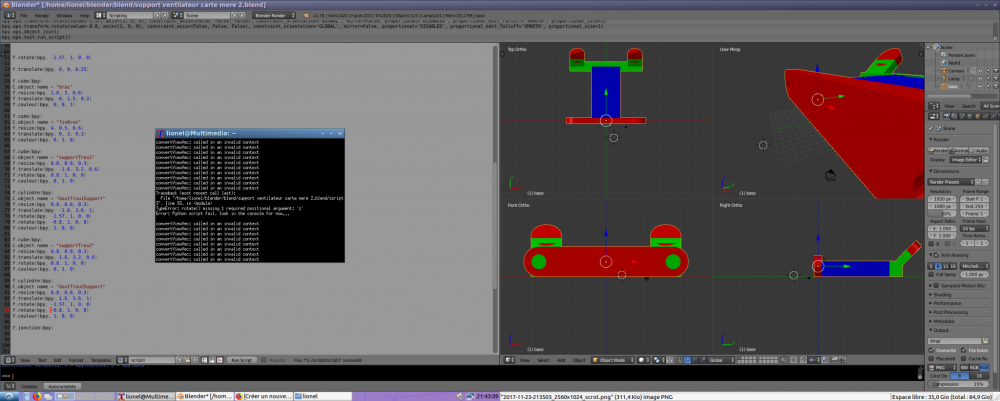
le code associé : support ventilateur
On voit l'importance de la console en cas d'erreur.
A noter :
Il faut que la souris soit dans la zone de texte pour que les touchent écrivent du texte.
Si les appuis sur les touches n'affichent rien, regardez où est votre souris.
L'echelle est 1 pour 1 cm.
si vous écrivez ceci, vous aurez un cube de 1 cm sur 1 cm sur 1 cm
f.cube(bpy) f.resize(bpy, 1, 1, 1)Il faut toujours que le première variable soit bpy.
Les autres variables correspondent généralement aux axes.
Si vous voulez un mode d'emploi, faites moi signe.
Have fun
")
-
Découverte
DécouverteOpenSCAD est un logiciel de modélisation 3D très intéressant et gratuit. Je l'ai découvert en allant cherchant des objets LEGO en 3D modélisés dans des fichiers .scad et dont la taille était paramétrable à volonté. (merci MatC)
Sa particularité est, qu'à la différence des autres logiciels, il ne propose pas une interface graphique mais un environnement de saisie de texte qui vous permet de modéliser un objet, puis de le proposer à la communauté 3D, en laissant la possibilité de modifier l'objet juste en modifiant quelques paramètres. Par exemple, vous modélisez une poutre Lego de 2 trous, puis en modifiant le paramètre NbrDeTrous , vous obtenez la poutre de la longueur que vous souhaitez.
Vous pouvez télécharger OpenSCAD ici : http://www.openscad.org/index.html
Un excellent tutorial en français est disponible ici :
Bon courage.
-
ender E mm³ vs mm
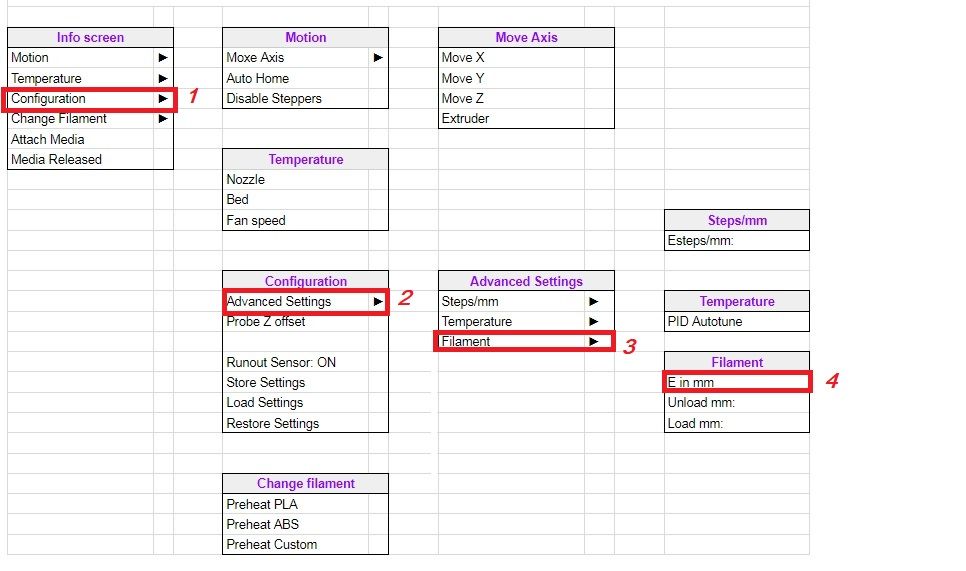
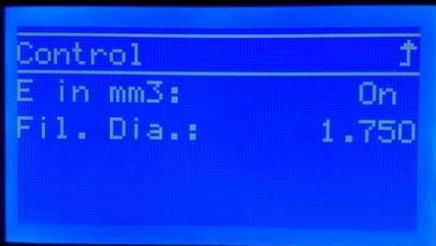
extrudeur qui claque plus sous extrusionsSi l'extrusion volumétrique est activée dans le firmware, deux moyens de la désactiver :
-
Via l'écran LCD: Configuration => Configuration avancée => Filament, sélectionner «E en mm3» pour activer / désactiver (Menu de ma CR30, peut être différent sur d'autres modèles)
- Via un Gcode: M200 D0 ou M200 S0 D1.75 ou M200 S0
-
Via l'écran LCD: Configuration => Configuration avancée => Filament, sélectionner «E en mm3» pour activer / désactiver (Menu de ma CR30, peut être différent sur d'autres modèles)
-
Convertir DaVinci mini w en ramps 1.4
Convertir DaVinci mini w en ramps 1.4Salut! Je suis pas un expert en imprimantes 3D mais avec mon pote @Nucleus on a converti ma da vinci mini w en ramps 1.4.
 C'est plutôt utile si:
C'est plutôt utile si:
- vous trouvez le filament XYZ trop cher
- vous avez des bugs software
- vous voulez du open-source
 Mais essayez pas si:
Mais essayez pas si:
- vous êtes pas trop sur de votre coup
- vous êtes pas équipés
- vous avez peur de l'échec.
Vous aurez besoin:
- D'un kit ramps 1.4 avec écran LCD et arduino méga ( ~40€)
- De endstops mécaniques ( ceux de base sont optiques )
- Matériel de soudure
- Gaines thermorétractable
- Beaucoup de jumpers femelle
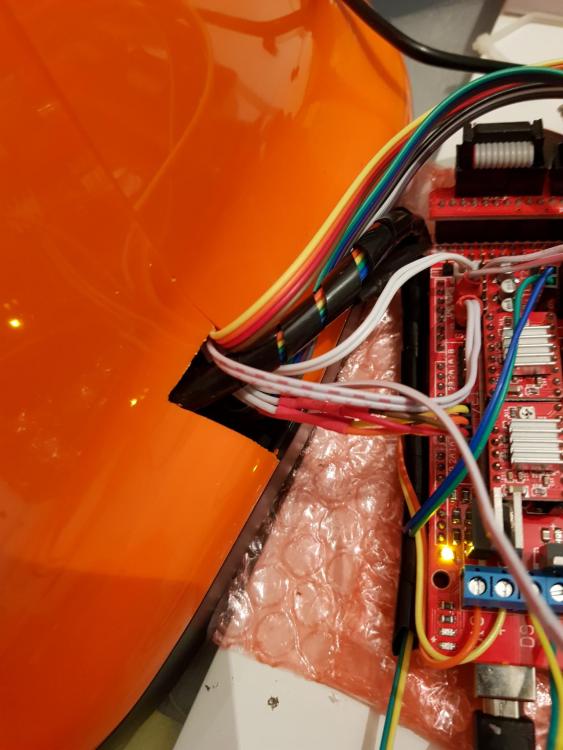
Partie 1: Démontage
Bon alors d'abord il faudra démonter une grande partie de l'imprimante:
- l'armature orange
- la carte mère constructeur.
Coupez tous les colson blancs pour pouvoir accéder aux cables.
Démontez toutes les pièces inutiles comme le détecteur NFC, la carte wifi...
Partie 2: Carte mère
Maintenant, la partie la plus facile, le montage de la ramps.
Branchez votre ramps à l'arduino mega ( très simple, clipsez les pins de la ramps...)
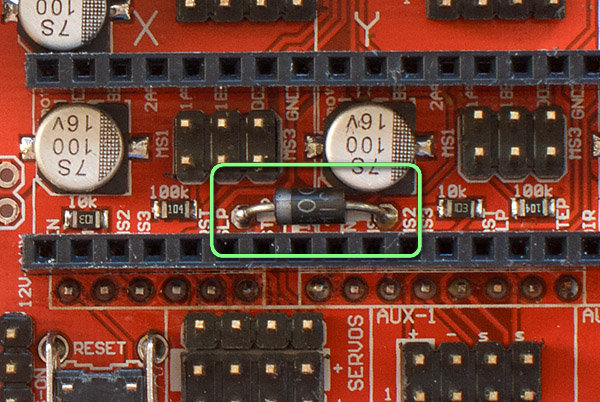
PARTIE TRÈS IMPORTANTE! La DaVinci mini est alimentée en 24V tandis que une arduino méga n'en supporte que 20. vous devez donc utiliser 2 alimentations et empêcher l'alimentation de la ramps d'alimenter l'arduino pour éviter de la faire cramer. Donc enlevez la diode D1 qui se trouve sous les ports des moteurs X et Y.
Maintenant, posez tous les steppers, il faut les brancher sur la ramps sans oublier les dissipateurs thermiques.
Puis, branchez l'adaptateur pour l'écran et les cables qui le relient à l'écran. N'inversez pas ces cables. N'essayez pas.
Partie 3: Câblage
Alors là, c'est très très long...

D'abord il faut bien noter le nom de chaque câble ( X, Y, Z, extruder...)
Puis viendra une longue série de soudure des câbles.
1.Moteurs X, Y, Z et extruder:
Pour ces câbles, coupez les anciens jumpers JST et soudez les câbles à des jumpers standard pour pouvoir les brancher a la Ramps.
Ensuite branchez respectivement, les cables des moteurs dans leurs ports situés entre les steppers pour X Y et Z et en haut pour l'extruder. Faites attention à l'ordre des cables.
2.Endstops:
Ce sont les câbles les plus simples à faire. J'ai utilisé de simples microswitch en guise de jumpers, que j'ai directement branché à la ramps avec les cables JST de récup'.
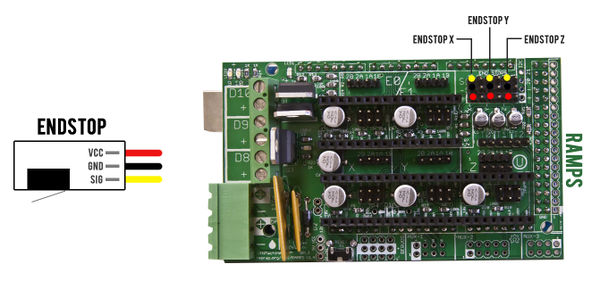
(Désolé j'ai sournoisement volé cette image sur google image
 Elle vient de RepRap)
Elle vient de RepRap)
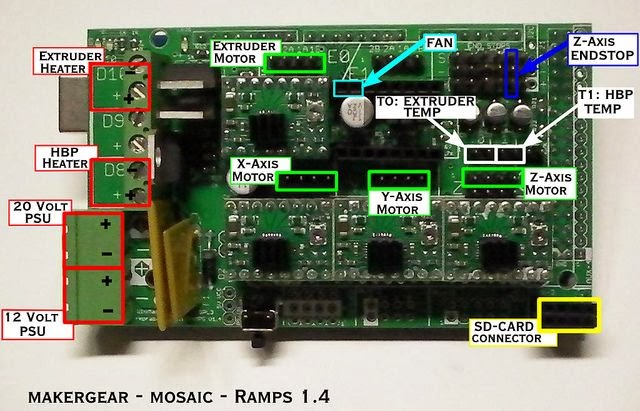
3.Tete d'impression:
Alors là, enlevez tout! Nan je rigole, mais vous pouvez enlever la carte mere qui se trouve dans la tête d'impression. On en aura pas besoin.
Le ventilateur sera branché en D9.
Et pour le heater de la buse c'est D10, juste au dessus.
Pour la temp de la buse c'est T0. Cette image explique tout:
J'ai pas gardé le "BL touch" parce que j'en ai pas trop besoin. Vous pouvez le garder si vous voulez mais faudra vous renseigner sur google pour ça...
4.Alimentation:
Là il va falloir couper votre câble d'alimentation et brancher le + tout à gauche et le moins juste à coté.
Partie 4: Installation de Marlin:
Personnellement j'ai opté pour Marlin. Vous pouvez prendre un autre firmware mais Marlin est mieux adapté pour les Ramps.
L'installation est simple. Branchez l'arduino a votre pc, dé commentez votre écran, votre type de carte... dans arduino et téléversez le dans votre Arduino Mega.
Vous pourrez paramétrer le logiciel après, vous devrez faire des tests.
Partie 5: Câble management et remontage:
Dans cette partie, on va tout remonter. Si vous en avez, utilisez des colson pour rassembler vous cables.
Perso, j'ai fait un petit trou sur le coté de l'imprimante pour y faire passer tous les cables. Remontez l'imprimante.Clipsez la coque, vissez la et c'est bon, votre imprimante est terminée!
Si vous êtes aussi désordonné que moi, ça va ressembler à peut-près à ça:
Enfin presque, il vous reste tout le logiciel, mais pour ça, je vous laisse vous débrouiller

Après 1 ou 2 heures de parametrage, je suis arrivé à un rendu plutôt propre:
J’espère que mon post vous aura plu! En tout cas ça me fais plaisir de partager ce que j'ai fait sur ce forum. Merci de votre lecture!
-
calibrage extrudeur methode Yopla
L'Artist-D Pro de YoplaMa méthode de calibrage pour l'Artist-D est très simple : on retire les buses, on prend un bout de filament blanc de préférence, donc volant et hors bobine, on le marque avec un repère de départ à une dizaine de cm du début, une autre marque à 50cm (ou 20cm, mais on aura moins de précision). Ainsi, on n'aura aucune influence due à une bobine qui déroule mal, ou une buse qui extrude mal ou autre frottement parasite. Essaier de prendre un filament avec un diamètre constant. Ensuite, on engage manuellement le filament dans la tête en appuyant sur le bouton de libération d'extrudeur, jusqu'au premier repère. Dans une console (Octoprint ou Pronterface ou autre), on sélectionne l'extrudeur à calibrer soit par l'interface de la console, soit avec Tx, où x est le numéro de la tête (0 ou 1), on entre ensuite M83 (E relative) puis G1 E500 F200, où 500 représente 500mm soit 50cm (ou E200 =>200mm =>20cm). La vitesse ne doit pas être élevée pour une bonne précision. Après immobilisation du filament, donc la fin de la commande, on mesure le décalage par rapport au deuxième repère. Si le repère est à l'extérieur, on a extruder moins de 500mm, si le repère a été dépassé, on a trop extrudé. On calcule le facteur d'extrusion par la division de la longueur demandée (500) par la longueur réelle extrudée (par exemple 500mm + 2mm de dépassement), donc 500/502=0.996. Ce facteur sera multiplié au coefficient de step/mm, par exemple mon coefficient était à 100 pour le test, donc 100x0.996=99.6 . Le nouveau facteur d'extrusion sera 99.6, que l'on peut enregistrer par la commande M92 T0 E99.6 si on calibrait la tête de gauche, ou M92 T1 E99.6 pour la tête de droite. On sauvegarde le calibrage par un M500.
Pour enregistrer "en dur" dans le firmware, il faut compléter le fichier configuration.h en décommentant la directive DISTINCT_E_FACTORS :
/*** With this option each E stepper can have its own factors for the* following movement settings. If fewer factors are given than the* total number of extruders, the last value applies to the rest.*/#define DISTINCT_E_FACTORS //TwinkieXLII/*** Default Axis Steps Per Unit (steps/mm)* Override with M92* X, Y, Z, E0 [, E1[, E2...]]*/#define DEFAULT_AXIS_STEPS_PER_UNIT { 80.04, 79.98, 397.97, 96.08, 96.14 }et en renseignant les valeur E1 et E2 de la variable DEFAULT_AXIS_STEPS_PER_UNIT.
Il est beaucoup plus pratique de ce faire un tableau Excel avec les formules :
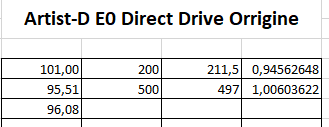

{kind=link}