
Classement

.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)

Contenu populaire
Contenu avec la plus haute réputation dans 11/02/2018 Dans tous les contenus
-
@PRZ parle d'or. En pro. Mais les faits sont là. L'économie est ce qu'elle est. Le budget des postulants aussi. Bien sur, quand on n'y connait rien, on s'imagine qu'on va acheter une imprimante pour imprimer! On zappe tout le reste, parce que le reste, on ne sait même pas ce que c'est. Alors, on pique des modèles tout faits sur Internet. C'est donc un jouet. Alors qu'une imprimante, faudrait pas non plus oublier que c'est d'abord et avant tout un outil. Très complexe! Et contrairement à une voiture, il n'y a pas de garagistes. Il y a les forums, heureusement. Mais il faut vraiment s'investir pour en sortir quelque chose. Du coup, il serait bon de savoir qu'est-ce qu'on veut en faire, de ce jouet/outil... Parce que si on veut vraiment y aller, il va falloir se plonger les mains dans le cambouis, d'une manière ou d'une autre, et un peu tout en même temps: Mécanique, électricité, électronique, programmation, et puis après, faire preuve de créativité, apprendre à faire un modèle, utiliser un soft fait pour ça, et s'il s'agit d'une pièce un peu technique plonger dans le vrai monde, et sortir le pied à coulisse... Je voudrais bien savoir combien de machines dorment, oubliées par leurs propriétaires lassé des mauvais résultats, ne sachant pas en faire l'entretien, abandonnées sur une table ou au fond d'un placard, juste pour faire beau, au bout d'un an... Parce qu'on se rend compte qu'on n'a pas non plus que ça à foutre dans la vie, et que non seulement ça coute des sous, cette histoire, mais en plus ça prend un temps incroyable!!! Pas cool pour la vie de famille, cette histoire...3 points
-
Change d’œil, elle le sera toujours . ( Sacré humour sur ton Curriculum express au passage ! )2 points
-
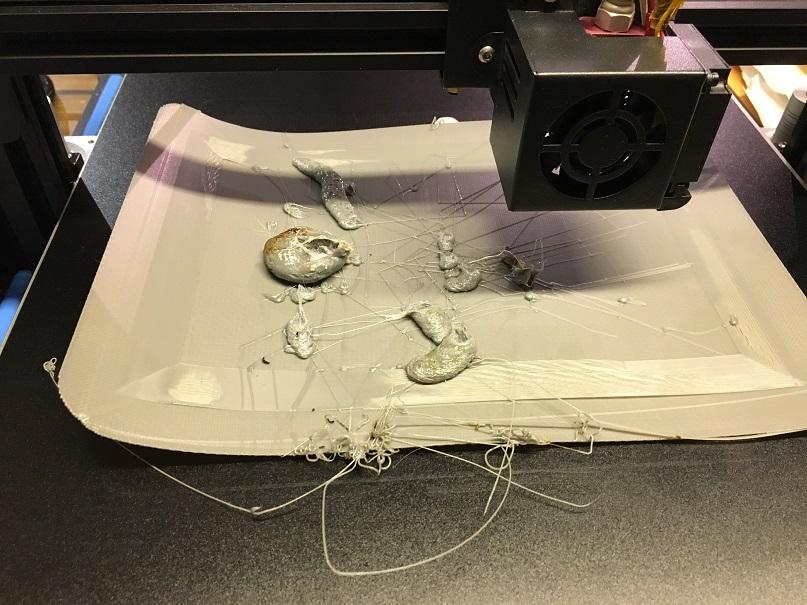
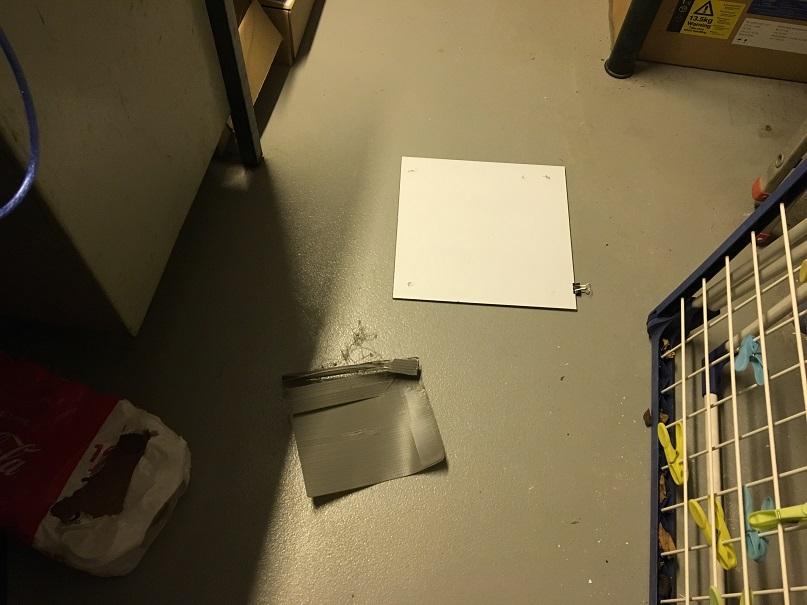
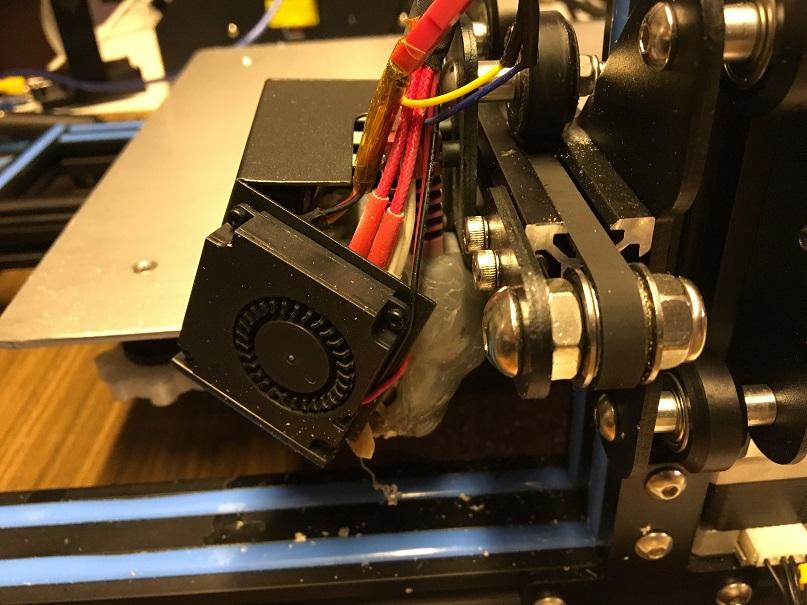
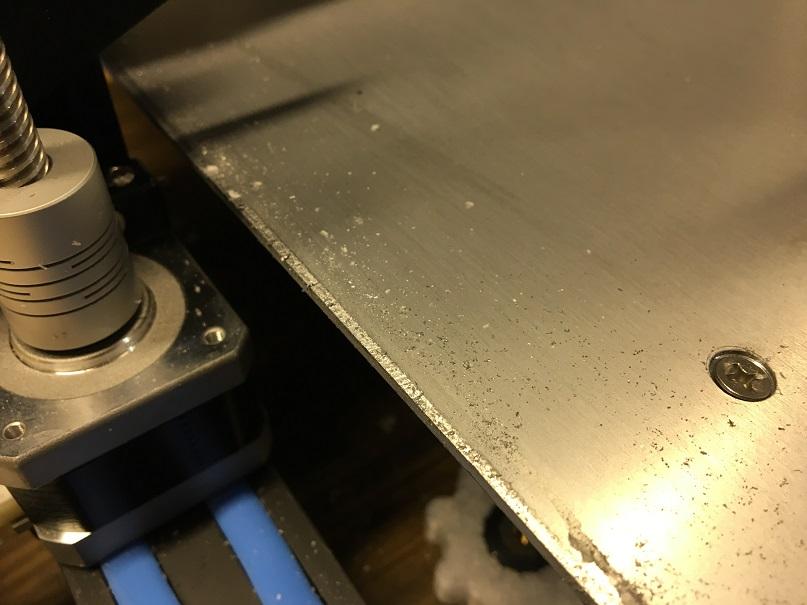
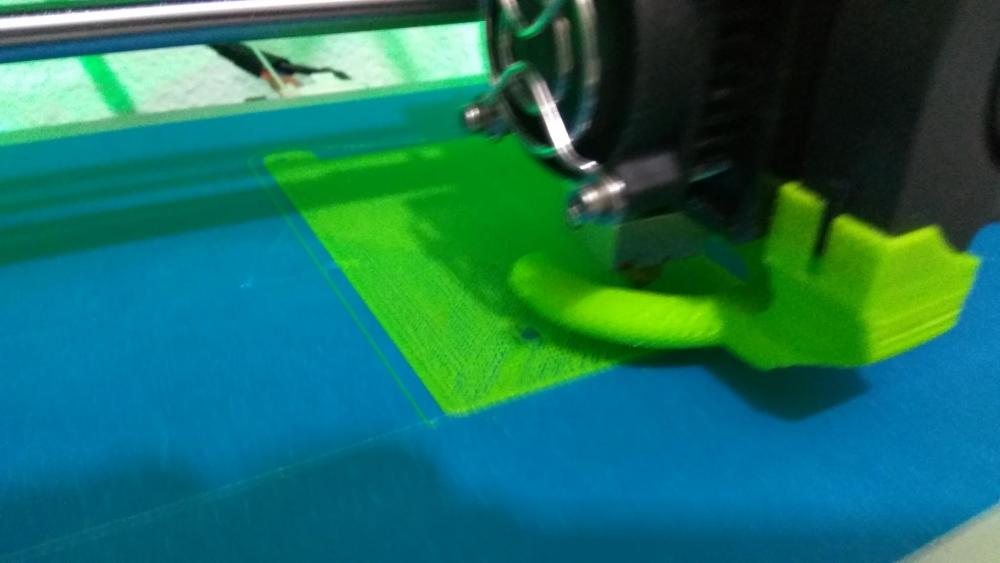
Mon premier poste hors présentation, ce n'est pas vraiment une note positive mais il vaut mieux en rire et vous aurez là tout le loisir de vous moquer de moi. J'aurais pu intituler mon post: " problème impression ABS, aidez moi" mais sérieusement, j'arrête d'abord de faire n'importe quoi et ensuite seulement je demande de l'aide. Je ne précise pas les paramètres que j'ai utilisé, ce sont ceux par défaut ou bien ceux conseillés. Je ferais un autre post plus sérieux pour vraiment savoir ce qui se passe avec l'ABS. Là, contentez vous de rire, ce sera ma pénitence. Donc, je me suis lancé dans l'impression ABS, un peu anxieux mais plein de courage et au début de ma première impression tout se déroulait normalement et puis, c'est devenu étrange: J'imprimais alors sur mon support habituel qui adhère très bien avec le PLA, je me suis dit je vais renforcer avec de la laque Dessange qui fonctionne aussi très bien sur miroir Ikea: Et là on commence à sentir mon trait de génie artistique, le raft s'est décollé puis la tête à emmené la pièces partout sur le lit permettant ces accumulation d' ABS : Bon Ok, changement de méthode, autre miroir Ikea (pratique d'en avoir 4) et maintenant que j'ai de l'ABS en trop je vais faire du jus d'ABS. Facile, on met quelques morceaux dans l'acetone puis on laisse mariner, on imbibe ensuite un essuie tout et on badigeonne le lit chauffé. Je précise chauffé car ainsi le jus sèche instantanément et ne s’enlève plus quand on repasse l'essuie tout. Par contre: ON NE FUME PAS et on ne fait pas ça à côté d'une flamme, et accessoirement on évite de respirer parce que ça sent assez fort Victoire je suis enfin arrivé à imprimé en ABS! Oui d'accord ça n'est qu'une toute petite sphère mais j'ai de grands projets... Je me suis alors lancé dans un projet plus ambitieux, un boîtier électrique étanche pour héberger les batteries et l'électronique pour un panneau solaire, il n'y avait rien qui me convenait dans le commerce. Une première tentative qui partait bien, malheureusement CURA m'avait fait un truc bizarre et il a fallu que je recommence. Confiant, je relance l'impression mais il était une heure du mat, je bossait le lendemain et en ce moment j'ai de graves somnolences au boulot à cause de cette imprimante, je vais me coucher tant pis on verra bien... ... Maintenant je sais... Au passage un miroir Ikea, c'est solide, il n'a rien Mais l'imprimante... Voici pour finir l’œuvre d'art dont je ne suis pas peu fier: Admirez la distance entre la partie rouge et le corps de chauffe en bas à gauche. Quelle force il a fallu pour séparer les deux! Le boîtier avec le ventilo étaient tordus comme ça. J'hésite à m'en faire un presse papier sur mon bureau, juste pour me rappeler à quel point je suis un âne Résultat des courses! -Buse et extrudeur perdus -carte électronique probablement cramée (à confirmer en tout cas elle se met en erreur) -Moteurs NEMA 17 abîmés (les trois axes font des à-coups et les courroies n'ont pas l'air touchées) -Lit en aluminium abîmé sur le côté (pas très grave) Environ 75 € de dégâts tout de même. En conclusion, voici mon retour d'expérience: -Même si vous êtes pressés de voir votre pièce réalisée, ne laissez pas votre impression tourner la nuit quand vous n'avez pas déjà fait des dizaines d'impression sans problème -Croyez bien qu'une impression ratée peut tuer votre imprimante -Le PLA c'est piste verte, l'ABS c'est piste noir (mais ne croyez pas que je renonce) Voilà, j'espère vous avoir apporté un moment de détente et que maintenant vous relativiserez vos problèmes d'impression (ou alors contactez moi, on fait un club). Pour ma part je suis puni, il faut que j'attende de nouvelles pièces... A+ pour de nouvelles aventures.



 1 point
1 point -
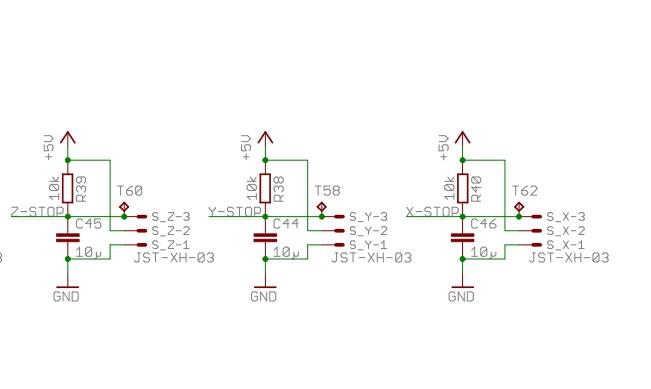
Pas certain que ce soit un problème de firmware, j'espère que tu sais ce que tu fais en bidouillant dedans... Tu as inversé 2 switches ? par exemple le endstop X sur Y et vice versa? Lance une commande par le LCD en X et en Y et appuie avec ton doigt que les fin de course. Qu'est-ce qu'il se passe? Tu as peut-être un problème sur ta carte, vérifie et mesure la résistance R38 sur le circuit de endstop Y 'Attention, c'est tiré du schéma de la V1) Regarde si il n'y a pas de court circuit avec une soudure (inspecte les 2 faces de la carte).
 1 point
1 point -
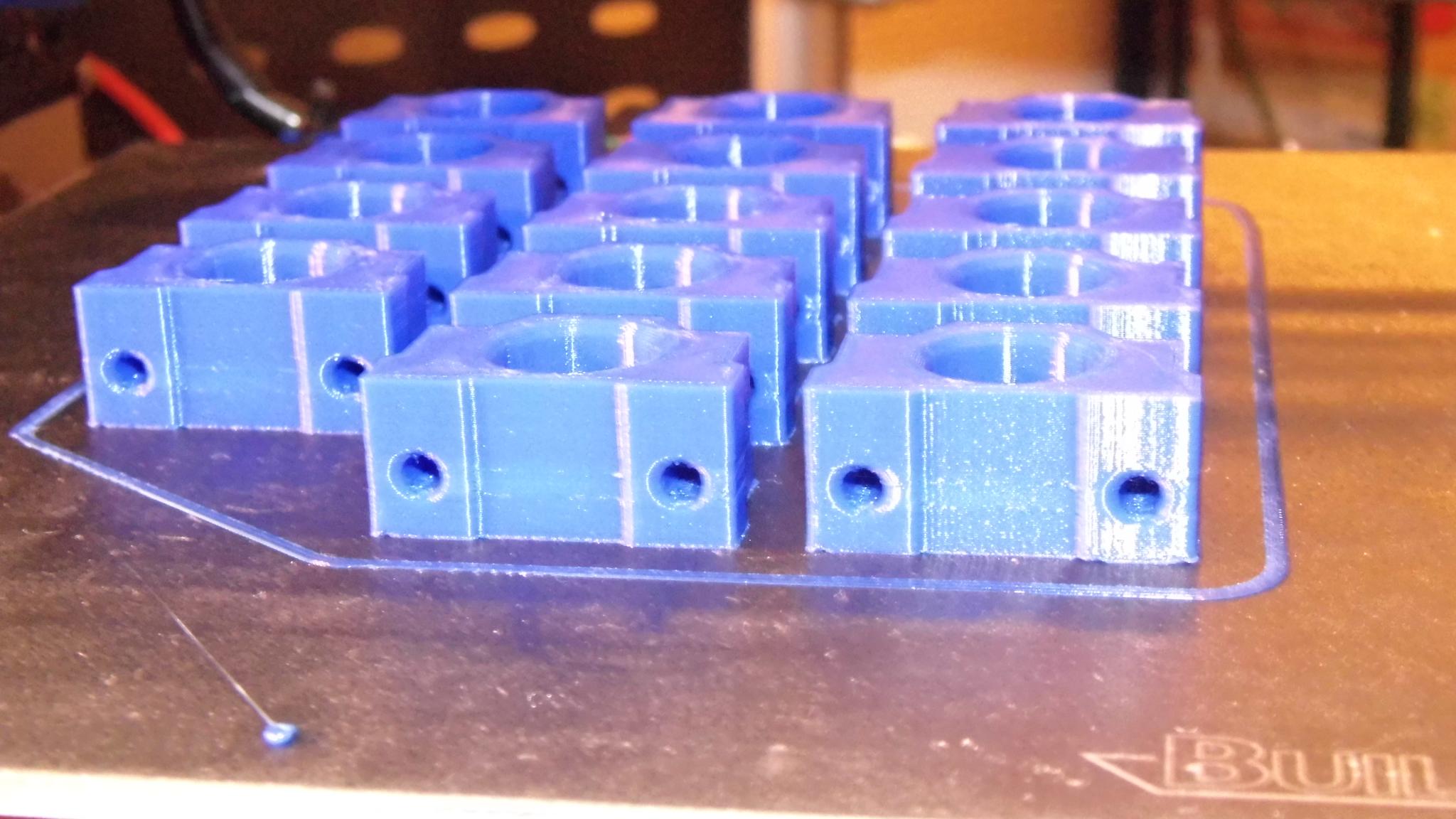
Enfin terminés, pfiouuu. 12h40 là dessus....
 1 point
1 point -
Avant toute chose je suis débutant dans ce milieux et n'ai pas certainement ton niveau, donc c'est juste mon petit avis. Si 200 euros et ton budget ca va bien filtrer le choix. De la tu regardes les élues ( celles qui rentre dans ton budget) et les différentes modifs réalisable et valables à tes yeux sur le forum de ceux qui en possède. En étant patient à lire à droite et à gauche tu vas en avoir une qui va sortir du lot et la ......feuuuuu . C'est juste mon humble petit avis.1 point
-
Pour une première expérience, il n'y a rien de plus formateur, en même temps...1 point
-
@Hervé-34 pour le 2ème extrudeur, il faut enlever les " # " de devant toutes ces lignes : #extruder.hotend2.enable true # Whether to activate the extruder module at all. All configuration is ignored if false #extruder.hotend2.steps_per_mm 140 # Steps per mm for extruder stepper là tu mets le même chiffre que pour l'extrudeur 1 #extruder.hotend2.default_feed_rate 600 # Default rate ( mm/minute ) for moves where only the extruder moves #extruder.hotend2.acceleration 500 # Acceleration for the stepper motor, as of 0.6, arbitrary ratio #extruder.hotend2.max_speed 50 # mm/s #extruder.hotend2.step_pin 2.8 # Pin for extruder step signal #extruder.hotend2.dir_pin 2.13 # Pin for extruder dir signal ( add '!' to reverse direction ) #extruder.hotend2.en_pin 4.29 # Pin for extruder enable signal #extruder.hotend2.x_offset 0 # x offset from origin in mm #extruder.hotend2.y_offset 25.0 # y offset from origin in mm #extruder.hotend2.z_offset 0 # z offset from origin in mm #epsilon_current 1.4 # Second extruder stepper motor current là tu mets aussi le même chiffre que pour l'extrudeur 1 #temperature_control.hotend2.enable true # Whether to activate this ( "hotend" ) module at all. #temperature_control.hotend2.thermistor_pin 0.25 # Pin for the thermistor to read #temperature_control.hotend2.heater_pin 1.23 # Pin that controls the heater #temperature_control.hotend2.thermistor EPCOS100K #temperature_control.hotend2.set_m_code 104 # M-code to set the temperature for this module #temperature_control.hotend2.set_and_wait_m_code 109 # M-code to set-and-wait for this module #temperature_control.hotend2.designator T1 # Designator letter for this module #temperature_control.hotend2.p_factor 13.7 # P ( proportional ) factor là tu mets aussi le même chiffre que pour l'extrudeur 1 #temperature_control.hotend2.i_factor 0.097 # I ( integral ) factor là tu mets aussi le même chiffre que pour l'extrudeur 1 #temperature_control.hotend2.d_factor 24 # D ( derivative ) factor là tu mets aussi le même chiffre que pour l'extrudeur 1 j'espère n'avoir rien oublié...1 point
-
Tu peux aussi essayer d'imprimer en HIPS qui est les mêmes caractéristiques de résistance de l'ABS sans le décollement du plateau. De plus la finition est très propre.1 point
-
on parle bien de la micro sd de la carte SBASE pas du TFT effectivement une fois que la carte a fait sa mise à jour le fichier firmware.bin est transformé en FIMWARE.CUR oui là c'est pas normal, je suppose que tu as essayé plusieurs micro sd ... ou alors ton fichier est en lecture seule...1 point
-
Et bien je viens d'imprimer un 3dbenchy presque parfait avec du Ice Filament gris reçu hier. Je reviendrais vers vous si jamais je rencontre à nouveau des problèmes en tous cas merci pour votre aide ! A l'avenir, je me méfierais bien plus des filaments !1 point
-
Alors je ne vois qu'un problème de filament, j'ai eu de genre de soucis sur du PLA DaVinci et cura 3 c'était systématiquement raté ça finissait en dentelles. Un problème de réglage ou de filament. Essaye avec cura de baisser la récréation et augmente un poil le flux au pire ça te fera des blobs mais voir si c'est un mauvais réglage avec ton filament. Apres un problème d'extrusion à 200c c'est bizarre. Je dépasse rarement les 210 même sur du filament bas de gamme ou non name.1 point
-
et voilou, comme une buse, j'avais mal monté la nouvelle buse. . . . merci Maeke1 point
-
bonne nouvelle tout fonctionne, le seul truc pour que ça fonctionne (ne rigolez pas...) c'est de ne pas brancher le câble USB dans la prise Ethernet .... si si ça rentre... Dommage par contre que vidéo ne s'affiche pas sont IE mais correctement sous chrome1 point
-
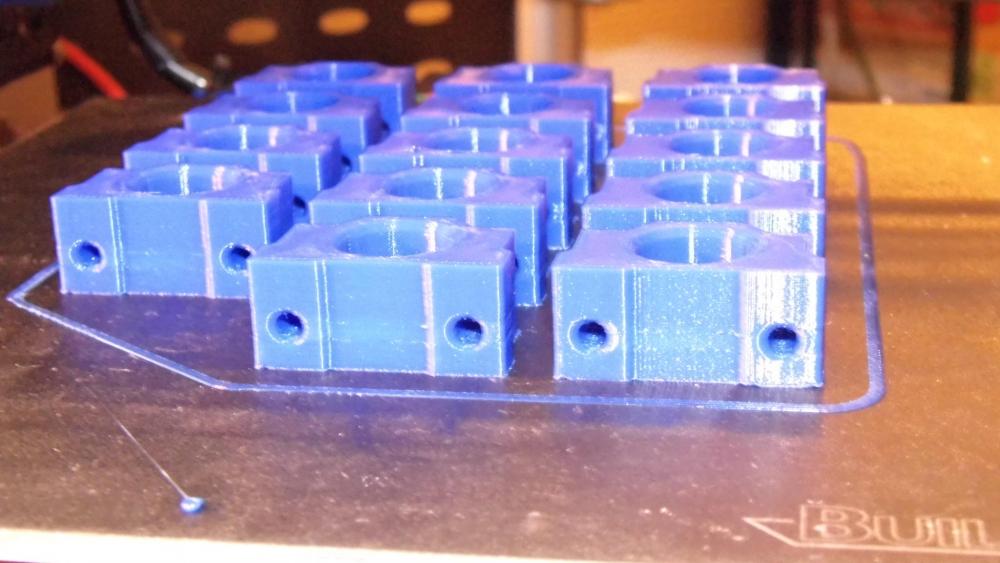
Tendeur de courroie effectué, Impression en cours d' un support 2 Mosfets, repos du petit bijou après Pratiquement, 35 h00 de fonctionnement ! Une petite préparation,des pièces et modifications, juste avant l' impression de l'œuvre d'art de veeger !

 1 point
1 point -
heu , non non , ce n'est pas moi qui à eu cette idée , et d’ailleurs je continue à pensé que c'est une ineptie la plus totale, même si @Yo' l'auteur de cette idée complètement farfelu en est satisfait. En ce qui concerne ton idée de doubles faces est une bonne idée en soi , mais tu perds tout l’intérêt de pouvoir retiré facilement ton plateau. le plus simple à mon humble avis, si tu ne veux pas de pince c'est deux feuilles magnétiques autocollantes , une sur ton verre et l'autre sur le bed1 point
-
jus d'ABS c'est bien pour l'ABS mais pour le PLA la laque fonctionne tous aussi bien et c'est vraiment moins cracra1 point
-
et très pratique.1 point
-
mets à 0.16 au lieu de 0.1, là tu demandes la qualité maximum, et çà rallonge le temps d'impression.1 point
-
salut tout le monde oui papa c est possible. openscad si on aime le code , free cad ou blender . me demande pas comment on fait je me casse le dentier et le peu de dents qu il me reste sur ces softs 3d. quoi que une forme simple comme celle la avec blender je pourrais essayer. si une autre personne est specialiste blender je laisse volontiers ma place pour te faire la modif.1 point
-
Je crois que je vais faire ça, plutôt que de me jeter dans le Rhône Merci @Bobo66 c'est chanti....1 point
-
J'ai aussi trouvé celui-là, carte Anet+rpi+2xmosfets+relais. https://www.thingiverse.com/thing:2388658/#files1 point
-
@Alnoa Bonjour, C est ma première DLP et je n en suis absolument pas déçu La qualité d impression est très bonne pour ton gyrophare il n y auras aucun problème . par contre je ne sais pas si la solidité pour les pièces rc 1/4 est suffisante . il existe différents type de résine et je n ai pas assez de recul et testé de variété de résine. Oui le soft dispose de peut d option , mais est suffisant pour la plupart des pièces. Puis il existe des logiciel gratuit qui te permette de travailler d avantage tes fichier (rendre les pièces creuse.....) avant de les importer dans le slicer photon . LE top c est que tu trouve prés de chez toi des personnes qui ont une D7 ou une photon que tu puisse voir et tester quelques pièces et les comparer avec ta fdm.1 point
-
Ah oui, je trouve que c'est une très mauvaise idée. Sauf si tu en imprimes avec le jour de la semaine écrit dessus, et qu'ils passent au lave vaisselle systématiquement. Et même, les gosses quand ils font leurs dents, c'est tout de même mieux si on est sur que des petits bouts ne vont pas se détacher, ils y vont de bon cœur! Et pas sur que tout le plastique se retrouve dans les couches!! Perso, je ne prendrais pas ce genre de risque. Surtout si c'est pour se tranquilliser après en achetant de la bouffe bio! Je ne parle pas d'élever les gosses dans un milieu stérile, ça serait inutile et contre-productif. Faut bien que le corps apprenne à se défendre. Mais de là à leur faire bouffer du plastique... Mais qu'en disent les parent, de l'idée du tonton?1 point
-
Bonsoir, Le firmware, c'est bien smoothie pour la sbase. Le repetier de la liste c'est le firmware (qui n'est pas très connu, ce qui est dommage, il est très bien), et pas "repetier host", le logiciel que tu utilises sur ton PC1 point
-
@Bobo66 Merci, je rajoute une petit adon sur le bouzin, testeur de batterie 5V.... ça va très bien sur une li-ion 3.7 2200maH, type PowerBank 5V 2200maH à 5€ dans le commerce français... (Désolé pour le tremblement... difficile de tenir le tel et de faire varier les V....) Si jamais le code intéresse des gens.... Le Code Le module fonctionne avec un pile CR2032 et mesure pareil que si l'attiny était alimenté par du 5V .... Petit bouzin 3D en cours pour le proof.....1 point
-
Premier "vrai" test avec du filament soluble : C'est pas encore cela pour les réglages. Après qq heures dans l'eau, oui il faut être patient, je ne l'ai pas assez été => petit pb avec les bras ! Il va falloir aussi adapter la t° => je teste Simplify3D depuis cet AM. J'arrive maintenant à imprimer en dual depuis simplify ! Je poste de main mes avancées sur ce sujet. @Marlequeen : déjà je n'ai plus besoin de modifier le gcode !

 1 point
1 point -
Heureusement que toutes les machines ne prennent pas feu, c'est une minorité, mais il suffit d'une seule fois. Et les plus surpris sont souvent ceux qui ont une bonne expérience technique, ils pensent avoir fait ce qui faut pour se protéger, mais non, ça ne marche pas à tous les coups. C'est un peu comme pour les voitures, les titulaires d'une licence de sport automobile ont plus d'accidents que les autres, le sentiment d'être compétent conduit a prendre plus de risques et je me suis déjà fait piégé a ce petit jeu là (avec mes imprimantes, pas mes voitures...). J'aime bien l'expression anglaise qui dit que si tu as un accident, tu deviens une statistique. Tu ne peux tirer aucune conclusion du fait que ta machine n'a aucun problème malheureusement beaucoup le font. La plupart des gens sont optimistes et se disent que ça ne va pas arriver. Les accidents, ça n'arrive qu'aux autres, c'est vraiment le principe de base. La sécurité, ce n'est pas vraiment naturel, c'est quelque chose que tu apprends et pratiquement tous ceux qui interviennent sur le sujet sont des gens qui ont été formés la dessus dans le cadre de leur métier. Et effectivement, la sécurité, c'est fondamentalement une analyse statistique. Et ça marche, même si on trouve ça souvent pénible. La majorité des utilisateurs effectue les modifications 'minimales' de sécurité (ancrage des câbles, MosFET, écran sur l'alim), mais les fusibles sont souvent oubliés et les boitiers métalliques sont chers (J'en ai trouvé de pas trop chers, voir sur le fil de la X5S). Je n'ai jamais vu de Dagoma de près mais les premières n'inspiraient pas vraiment confiance. La Discoeasy semble mieux construite et tu vois qu'ils ont fait des efforts. Comme il existe une version assemblée, la certification CE est obligatoire. Comme il n'y a pas de lit chauffant, l'alimentation est un bloc, c'est beaucoup plus sûr, d'autant que les blocs ont en général une protection de court-circuit (très utile, sur La Fisher, j'ai eu des court-circuits à cause de la prise basse tension mal conçue et la sécurité du bloc a fonctionné). Le gros avantage, c'est le service, comme ils visent un public pas très technique, tu vois qu'il y a de gros efforts sur la documentation. Je serais quand même assez curieux de voir leur analyse de risques. Un détail par exemple, sur les dernières Prusa, la rotation du ventilateur de Hotend est surveillée par la carte. Quand tu as un chariot en plastique, c'est la seule solution pour détecter une panne de ventilateur (c'est fréquent) car ça peut faire fondre le chariot, mais je doute qu'il y ai ça sur la Discoeasy. Au moins, sur la majorité des Chinoises, le support de hotend est en métal, c'est plus sûr.1 point
-
Voilà mon print de cette nuit/matin est terminé... Pas une réussite, mais c'était une première et je pose dans un autre message... Mon fichier de config pour une cyclope : ## Extruder module configuration extruder.hotend.enable true # Whether to activate the extruder module at all. All configuration is ignored if false extruder.hotend.steps_per_mm 163 # Steps per mm for extruder stepper extruder.hotend.default_feed_rate 600 # Default rate ( mm/minute ) for moves where only the extruder moves extruder.hotend.acceleration 500 # Acceleration for the stepper motor mm/sec² extruder.hotend.max_speed 40 # mm/s extruder.hotend.step_pin 2.3 # Pin for extruder step signal extruder.hotend.dir_pin 0.4 # Pin for extruder dir signal extruder.hotend.en_pin 0.5 # Pin for extruder enable signal extruder.hotend2.enable true # Whether to activate the extruder module at all. All configuration is ignored if false extruder.hotend2.steps_per_mm 163 # Steps per mm for extruder stepper extruder.hotend2.default_feed_rate 600 # Default rate ( mm/minute ) for moves where only the extruder moves extruder.hotend2.acceleration 500 # Acceleration for the stepper motor mm/sec² extruder.hotend2.max_speed 40 # mm/s extruder.hotend2.step_pin 2.8 # Pin for extruder step signal extruder.hotend2.dir_pin 0.20! # Pin for extruder dir signal extruder.hotend2.en_pin 0.19 # Pin for extruder enable signal extruder.hotend2.x_offset 0 # x offset from origin in mm extruder.hotend2.y_offset 0 # y offset from origin in mm extruder.hotend2.z_offset 0 ## Temperature control configuration # First tcyclope configuration temperature_control.tcyclope.enable true # Whether to activate this ( "tcyclope" ) module at all. # All configuration is ignored if false. temperature_control.tcyclope.thermistor_pin 0.24 # Pin for the thermistor to read temperature_control.tcyclope.heater_pin 2.6 # Pin that controls the heater, set to nc if a readonly thermistor is being defined temperature_control.tcyclope.thermistor RRRF100K # see http://smoothieware.org/temperaturecontrol#toc5 temperature_control.tcyclope.set_m_code 104 # temperature_control.tcyclope.set_and_wait_m_code 109 # temperature_control.tcyclope.designator T # temperature_control.tcyclope.p_factor 41.2 # permanently set the PID values after an auto pid temperature_control.tcyclope.i_factor 2.903 # temperature_control.tcyclope.d_factor 146 # #temperature_control.tcyclope.runaway_range 5 # Safety temperature gap between target and result temperature_control.tcyclope.runaway_heating_timeout 0 temperature_control.bed.enable true # Enable heatBedActiver le lit chauffant temperature_control.bed.thermistor_pin 0.25 # temperature_control.bed.heater_pin 2.5 # temperature_control.bed.thermistor RRRF100K # see http://smoothieware.org/temperaturecontrol#toc5 temperature_control.bed.set_m_code 140 # temperature_control.bed.set_and_wait_m_code 190 # temperature_control.bed.designator B # temperature_control.bed.p_factor 300 # permanently set the PID values after an auto pid temperature_control.bed.i_factor 14.4 # temperature_control.bed.d_factor 300 # #temperature_control.bed.runaway_range 10 # Safety temperature gap between target and result temperature_control.bed.runaway_heating_timeout 01 point
-
on pourrait interpréter comme si au moment de la pause la machine doit pas bouger sur le x et y mais monter de 10 sur le z. Juste une supposition. Bonne soirée, faut pas trop que je traine, on voit pas le temps passer quand on scrute les sujets en cours.1 point
-
Ok pas de souci n'étant pas un grand habitué des forums je préfère m'en tenir au fondamentaux et attendre qu'on me le demande, ne connaissant pas mes interlocuteurs. Concernant le fonctionnement de l'écran je sais pas trop car le mien ne s'allume pas quand je branche ma carte sur le pc . Du coup je sas même pas ce que c'est sensé faire. Je pense que la liaison de l'écran est en série ou quelque chose comme ça,sans passer par la carte, je vois pas de lien entre l’attribution des pins du port aux1 de la carte dans le fichier config . 2 pins 5v, 2 masse, et P2.0 etP3.0 ça c'est si on branche la carte sur un onduleur avec le module adéquat MKS https://fr.aliexpress.com/store/product/3Dprinter-MKS-DET-outage-detection-module-with-MKS-TFT-perfect-outage-continued-printing/1047297_32400737360.html?spm=a2g0w.12010612.0.0.5b1f2450Sd8b95 Là je crois que sur la notice on peu brancher un capteur de filament pour les 2 extrudeurs, par contre d'après la lecture du fichier config sur PB0 si on met le détecteur d'alimentation 220 bin on peu plus installer le détecteur de fil. Là ça doit être pour le "auto power off" pour que la carte envoi un signal à un relai à la fin d'une impression et qu'elle s'endorme toute seule. https://fr.aliexpress.com/item/3D-Printer-Electronic-Parts-MKS-PWC-Controller-Board-Button-switch-3-pin-Male-Dupont-Cable-Support/32810770897.html?spm=a2g0w.search0104.3.2.5217215eHRYCIS&ws_ab_test=searchweb0_0,searchweb201602_5_10152_10151_10065_10344_10068_10342_10343_10340_10341_10084_10083_10618_10305_10304_10307_10306_10302_10313_10059_10184_10534_100031_10103_10624_10623_10622_10621_10620_10142,searchweb201603_25,ppcSwitch_4&algo_expid=dcc62753-d1e9-438c-a5f7-83924c2686da-0&algo_pvid=dcc62753-d1e9-438c-a5f7-83924c2686da&priceBeautifyAB=01 point
-
Salut , je prend la première place de ce topic pour la photon d'anycubic Elles ont toutes été imprimée avec la résine d'anycubic et réglage de base (0.05 layers). L'appareil photo est pourrave mais bon tant pis 62mm de haut ,une des patte avant a sauté 40mm de haut et le socle a foiré ici , le boss du jeu "zombicide" 60mm de haut 32mm de haut , des zombies pour le jeu "zombicide" 28mm de haut Ici on a tracer 58mm , mei 58mm et reaper 66mm




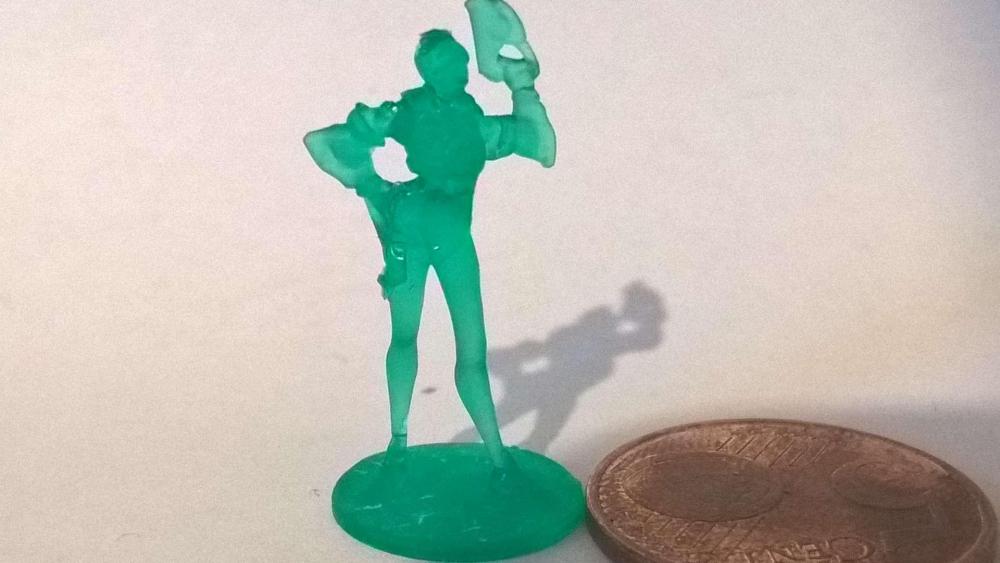
 1 point
1 point -
Je me repete. y a pas vraiment de difference avec la micromake L2. l'argument de l’écran 2K ne tient pas la route au vue des résultat. (du coup la micromake L2 est vraiment mieux vue sont prix et son system de leveling ) on va faire un test on vas imprimer le même truc, la même taille (le plus petit possible) même résolution et on vas comparer. J'ai vraiment envie d'en avoir le cœur net.1 point
-
La plupart des plastiques utilisés pour l'impression 3D peuvent entrer en contact avec des aliments sans conséquence toxicologique; PLA, ABS, PP, PE Le problème est triple: 1 - certains additifs sont interdits (dont les pigments) 2 - Il n'y a pas, en Europe, de certification "alimentaire" pour les matériaux. Seuls les objets finis peuvent être certifiés 3 - les aspérités (dues aux couches) et l'éventuelle porosité résultante de la technologie FMD peuvent poser problème car les pièces imprimées en 3D se lavent mal et certaines ne peuvent se mettre en étuve (stérilisation) à cause de leur point de transition vitreuse, trop bas. Bon, en pratique, les risques sont extrêmement faibles sur les filaments européens et américains mais choisissez les sans pigments.1 point






















.thumb.jpg.bcdc612e85e38d1fe7a7d23f4b959955.jpg)
