Classement


.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)

Contenu populaire
Contenu avec la plus haute réputation dans 27/10/2018 Dans tous les contenus
-
Modèle d'Anet : Anet A8 Type & modèle de l'extrudeur : Stock Filament : PLA noir + PLA gris De chez : Geeetech + primavalue Température d'impression : 205°C les premières couches puis 175/180°C Lit : 60°C Hauteur de couche : 0.1 Surface d'impression : Buildtak Eewolf Support : yep + raft pour les épaules+le buste Slicer : Cura 3.4.1 Lien du fichier : https://www.thingiverse.com/thing:3161348 Le nœud sera collé une fois Alice peinte.3 points
-
bonjour a toi aussi m enerve pas j ai besoin de zenitude .concernant les papiers c est pour faire jaser dans les chaumieres le soir au coin du feu .3 points
-
Tiens je reviens incidemment sur ta réponse @gisclace Heuh, je trouve que c'est pas du tout la même chose, si je puis te contredire sans te fâcher : En effet, si l'on est pas responsable du patronyme ni du prénom que nous ont laissés nos parents, en revanche on est 100% responsable du pseudo que l'on se choisit soi-même, en parfaite connaissance de cause.... Mais bon, moi ce que j'en dis, hein.... Dans les pseudos, j'y connais que dalle....3 points
-
format word , pdf . + video mp4 . sur clé usb videos sur youtube y a de quoi faire2 points
-
mal dormi . mal aux genoux a l epaule au poignet.....alors me suis levé a 3h30 regarder les imprimantes bosser. me suis dit que ca pouvait pas aller plus mal alors j ai decidé de rester zen pour le week end . de toute evidence vu ton intervention tu es tres tres en forme ce matin @Maeke2 points
-
De mon temps on disait "c'est pour faire parler les c....s".2 points
-
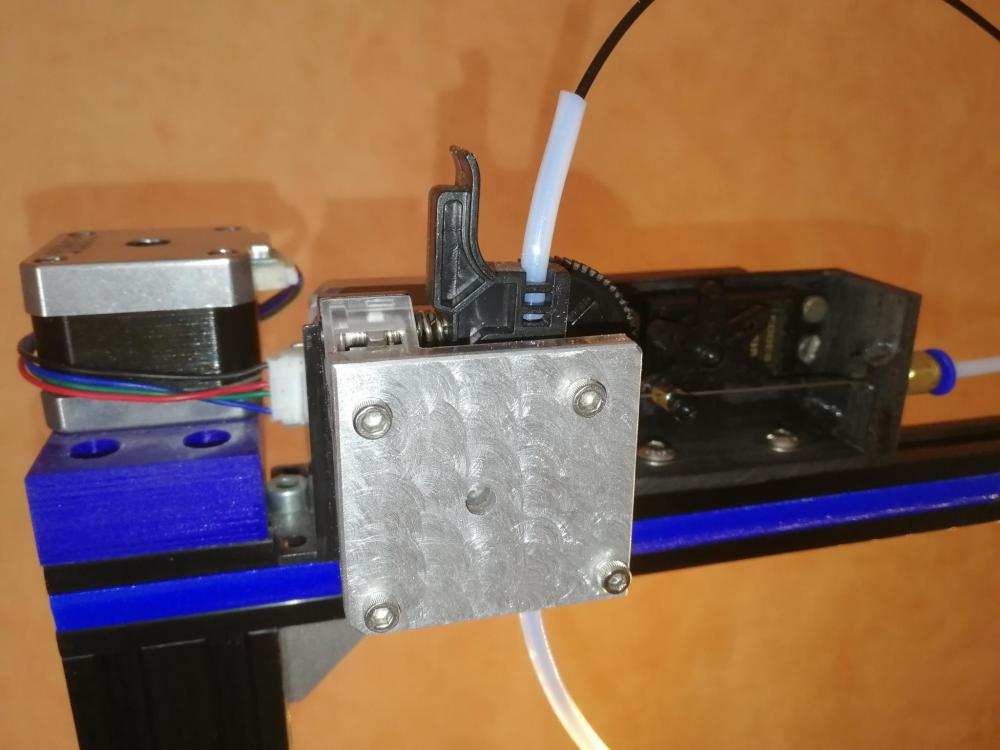
Modèle d'Anet : AM8 Type & modèle de l'extrudeur: clone de E3d Titan Aero Filament : PETG clair transparent De chez : PrimaSelect Température d'impression : 230 Lit : 70 Surface d'impression : verre Support : non Slicer : s3d Lien du fichier : https://www.thingiverse.com/thing:600550 Photos :


 2 points
2 points -
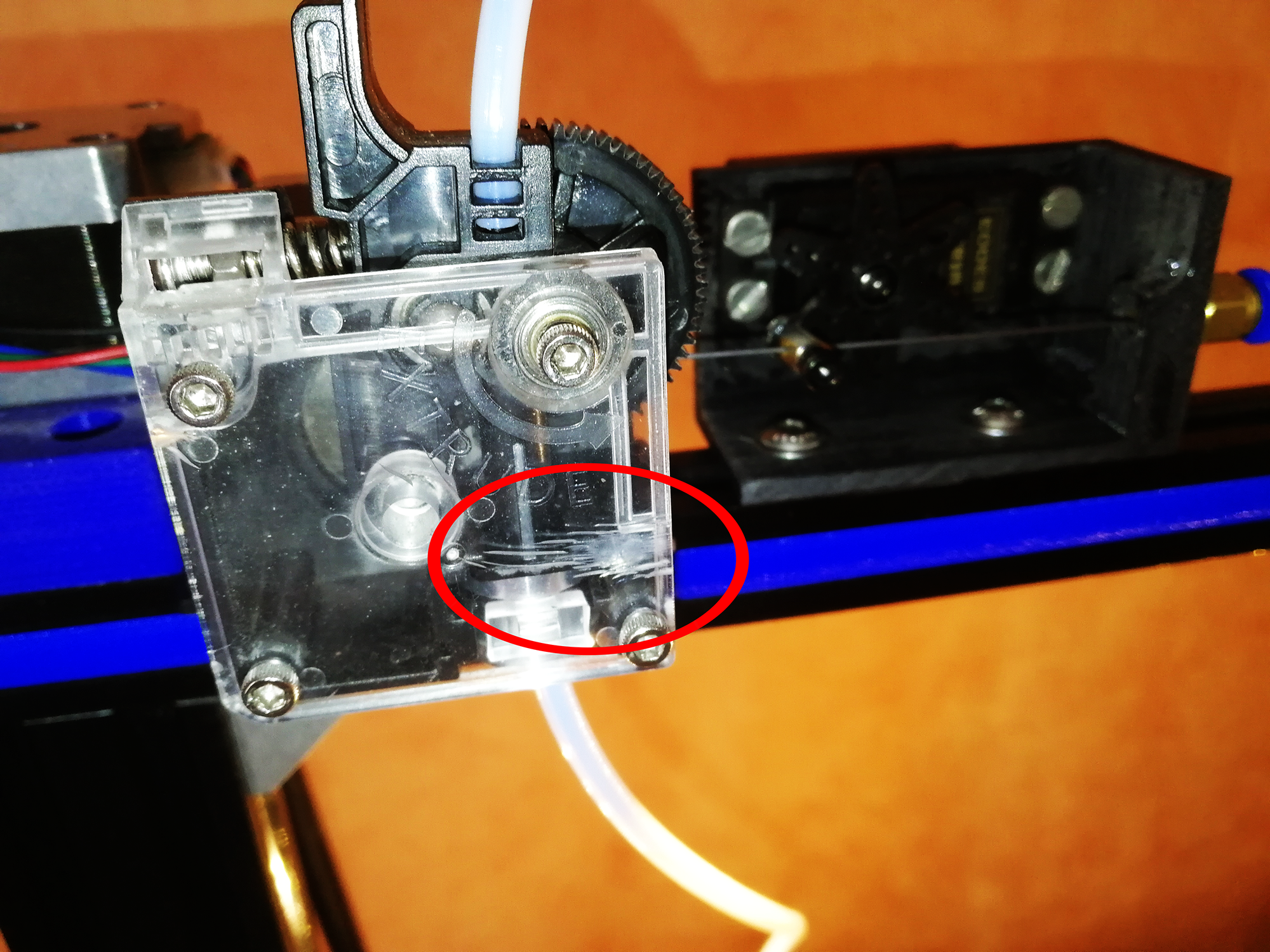
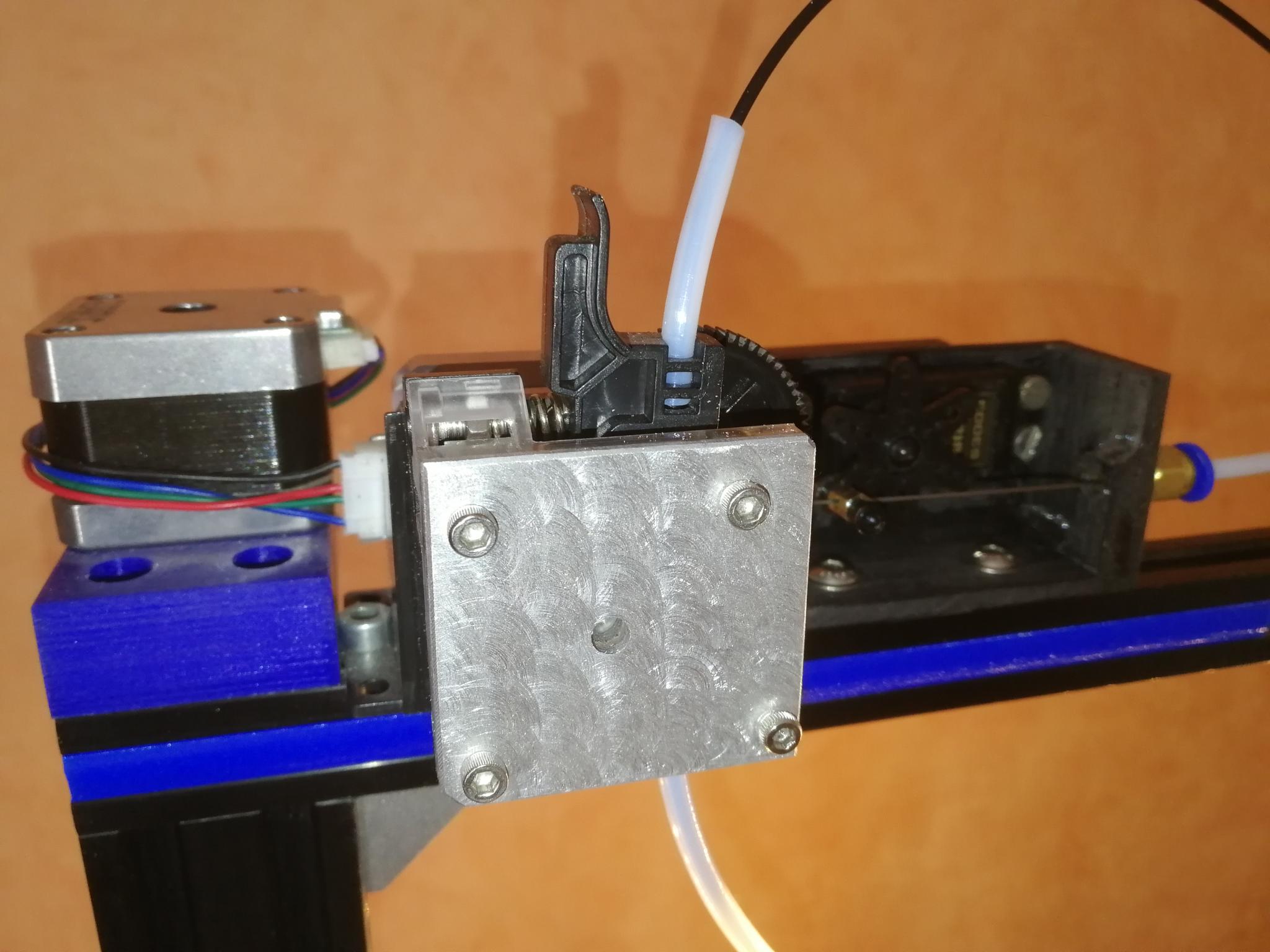
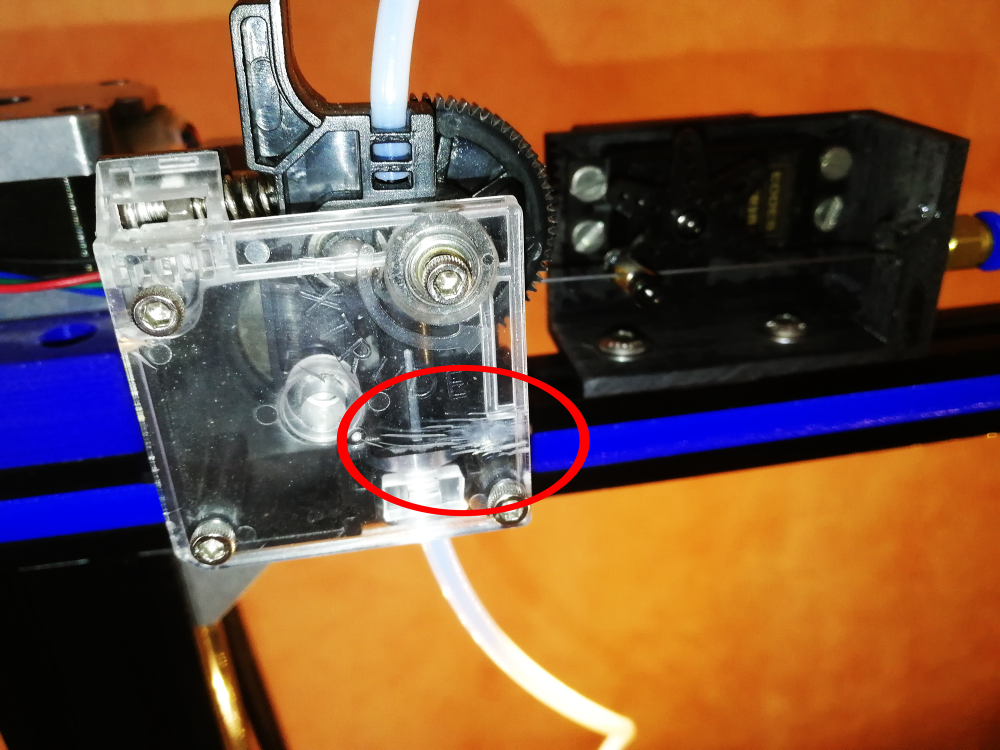
Hello On entend dire, de ci de là, (mais surtout de là >>>>) que les extrudeurs Titan sont de petits objets très pratiques, mais qui n'ont rien de titanesque, surtout ceux "Made in Loin..." (mais ne le sont-ils pas tous ?) Il semblerait qu'ils aient une faiblesse au niveau de leur couvercle transparent, qui se craquellerait et finirait par éclater, mais pas de rire. Ce matin, j'étais donc en train d'imprimer un truc, je regarde mon extrudeur et je me dis Diantre bleu, la chose déchéoit, Messire..... (oui, je me parle à moi-même en ancien Français...) Voilà ce qui était en train de se passer : Le plastoc à deux balles était à deux doigts de s'ouvrir en deux, alors qu'hier encore il était intégralement transparent.... N'écoutant que mon courage , je place un serre-joints entre le haut et le bas du bazar, et laisse finir le print. Comment sauver la bête ? Je démonte le couvercle, le pose sur une plaque en Dural de 2mm, tracé, coupé ajusté, collé à la cyanolite. Je retourne le sandwich ainsi constitué, je me sers des trous existants comme gabarit de perçage, je perce j'ébavure et je remonte. Un détail : avant de percer, il vaut mieux pointer le trou avec un foret de 3.2mm, c'est le diamètre d'origine. Quand il a fait son cône d'entrée, finir à 3 pile : il vaut mieux que les vis tirent un peu, ça évitera un jeu capable de finir de casser l'truc.... Alors évidemment, les vis d'origine sont trop courtes... Mais quand on construit des imprimantes 3D, on a du rab' Moi le conseil que je donnerais (s'ils en veulent bien...) à ceux qui ont des Titans à pas cher, c'est de faire pareil AVANT que ça soit trop tard... Ça a dû me prendre 30 minutes pour faire les deux (oui, j'en ai deux.... comme Papa) Merci de votre aimable attention.
 1 point
1 point -
plus aucun risque je suis sourd comme un pot et les imprimantes sont dehors en plus1 point
-
EZT tu cherches1 point
-
Ou là là, c'est tendu ici Je vais fuire alors1 point
-
Trop dur ce truc en PETG
 1 point
1 point -
Non, du tout, l'écrou est à serrer sur le support noir pour que l'extrudeur ne bouge plus. Donc ta position est bonne @Locouarn Bon je vais reprendre et compléter les explications. 1- visser la buse sur le bloc puis la dévisser d'un quart de tour. 2-visser le tube jusqu'au contact de la buse, le teflon doit être côté buse. 3-faire un premier serrage de la buse sans forcer. 4-remonter le bloc sur l'extrudeur. Finir le montage. 5-chauffer jusqu'à la température d'impression. 6-serrer la buse en tenant le bloc avec une clé pour ne pas te bruler, serre bien mais pas de force brute ou tu risquerais de casser quelque chose. 7-charger le tilament et faire un test. valavala.1 point
-
GT2= C pour m'en rappeler qui veut dire en anglais gap=espace et T=dents puis pour le reste c'est pareil. Envoyé de mon SM-G950F en utilisant Tapatalk1 point
-
Le" lcd_preheat_hotend_temp....." ça provient du fichier marlin_main.cpp: ce fichier c'est du langage de programmation C++ (extension .cpp), je te déconseille d'y toucher à moins que tu ne saches vraiment ce que tu fais . En gros, ça permet de renseigner des valeurs sur l'écran du LCD en fonction du MAXTEMP indiqué dans le fichier configuration.h (si MAXTEMP est à 275 alors la valeur max sera de 275-15=260). Si tu veux que ta tête puisse monter jusqu'à, mettons 300° alors tu indiqueras dans configuration.h la valeur pour HEATER_0_MAXTEMP 300. Pour que ça puisse aller jusqu'à cette température, il faudra aussi que la cartouche de chauffe puisse chauffer jusque là, donc une cartouche d'au moins 40W. La thermistance d'origine devrait pouvoir surveiller cette température sans devoir être changée. Attention car au delà de 250-260°, les tube PTFE (téflon) émettent des particules nocives donc ta tête doit être ce qu'on appelle une "full metal" (le tube PTFE ne va pas jusqu'au contact de la buse !) . Une fois cette modification réalisée dans Marlin (le chanteur ), tu téléverseras le nouveau firmware dans ta carte. Dans Cura (ou autre trancheur), tu pourras alors indiqué quelle température d'extrusion tu souhaites. Je te déconseilles fortement de monter à de telles températures si tu n'as pas le filament adapté (le PLA, l'ABS, le PETG sont des filaments qui s'impriment bien en-dessous de 300° et pour le PLA tu vas le brûler (et tes parents vont devoir sévir donc tu évites (conseil du jour: ne jamais donner le bâton pour se faire battre)). Dernière chose: le firmware a la primauté sur le software, c-a-d, qu'avec ton firmware actuel non modifié, même si dans Cura tu demandes une impression à 300°, ton firmware ne le permettra pas car ses valeurs sont de 260° (ou 275°).1 point
-
oui si c'est des GT2 CAD une dent touts les 2 mm1 point
-
Je n'aurai pas dit mieux1 point
-
Une poulie excentrée c'est une poulie fabriquée à l'arrache, dont le trou central n'est pas concentrique avec le diamètre extérieur. Du coup ça tourne patatement. ça n'aplatit pas plusse la courroie qu'une crantée, non.1 point
-
Bonjour, C'est un "style" de ne pas enlever le papier de protection ? Quand il commence à peler tout seul, c'est très moche... et trop tard pour l'enlever. Mais chacun son truc...1 point
-
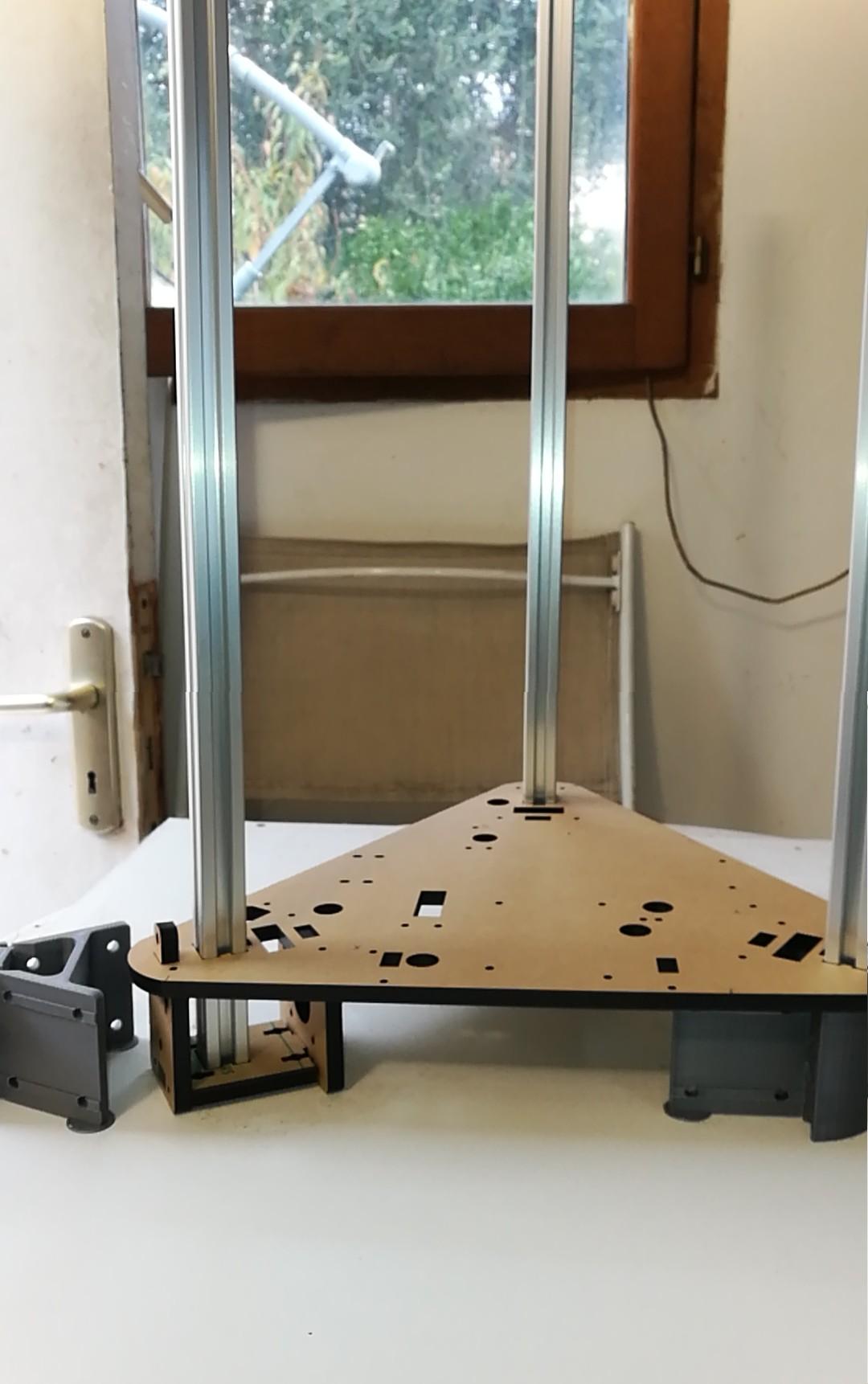
j ai du taff moi pas le temps . de toutes facons moi kika la + grosse que ce soit en inch ou mm pour la kossel chintok c est un truc de ouff leur montage. pour l anet ca peut passer mais la vu les contraintes c est un gag . support moteur et support structure en meme temps..... y a du taff pour rigidifier tout ca
 1 point
1 point -
@Jean-Claude Garnier Non mais c'est qui ce malhonnête ?? Vous ne trouvez pas qu'il a une tête de hérisson ce Tullius Detritus -- plus connu dans le milieu du grand banditisme international sous le pseudo de Janus Claudius (De)garnitus ? Si, si, imaginez-le avec sa moumoute

 1 point
1 point -
Cela a l'air pas mal... Ce qui serait maintenant indispensable... c'est si tu pouvais nous donner les dimensions du cube... et aussi la profondeur des trous... Et le mieux, serait que tu poste ces informations ici : Des gens comme @volavoile et/ou @fran6p te diront ce qu'il est susceptible d'améliorer... et comme toujours, ne pas oublier d'indiquer tes paramètres d'impressions (une capture d'écran des paramètres sous Ultimaker Cura est la bienvenue). C'est tout ce que je peut te proposer en l'état.1 point
-
Oui et ensuite tu cherches la commande M106 qui allume le ventilateur et contrôle sa vitesse Pour modifier la vitesse tu changes la valeur du paramètre S à coté de M106 mais attention ce n'est pas en pourcentage c'est une échelle de 0 à 255 (8 bits). C'est à dire que : 0 = 0% 127.5 = 50% 255 = 100% Etc... Pour obtenir 39% il te suffit de faire une règle de 3 pour connaitre la valeur à indiquer (n'oublie pas le S). Plus d'info sur le Gcode ici
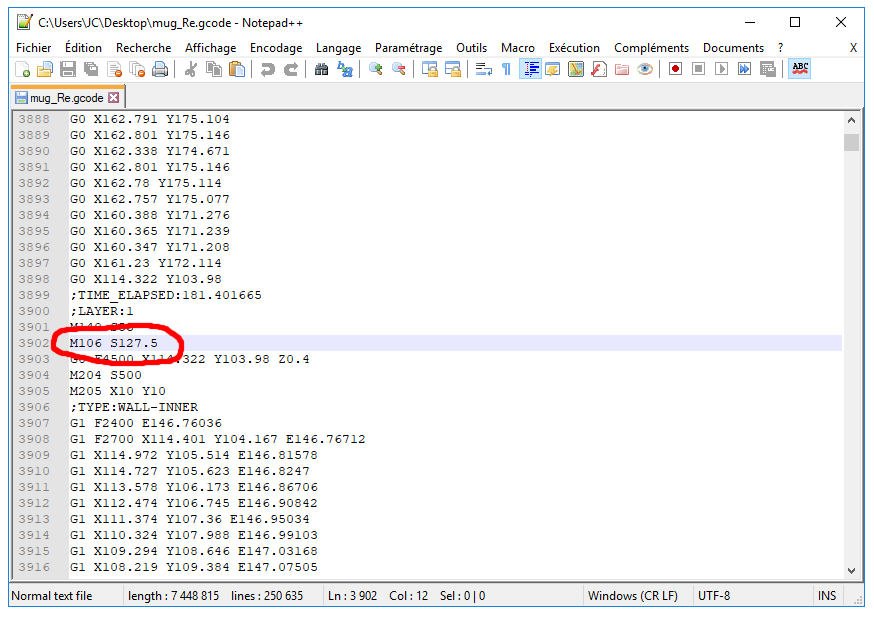 1 point
1 point -
Il est évident qu'avec ce genre de commentaire, tu n'aura pas beaucoup de réponses. De plus, avec un titre plus explicite, ton sujet aurait attiré plus de monde. Si tu as des questions en suspend, ouvre un autre sujet avec un titre EXPLICITE.1 point
-
il faut dire aussi que tu demandes des avis sur du matériel pro (ici c'est plutôt des amateurs) d'extrusion de métal que ça soit acier ou alu, hors ici très peu de personne ont vu ou connaissent ces machines et peuvent donner leur avis... alors plutôt que de râler, considère que c'est peut être toi qui t'es trompé de forum...1 point
-
Ouais, d'ailleurs va falloir me rembourser les doliprane.....1 point
-
Tu édites ton GCode avec Notepad1 point
-
Bon voila impression fini et pour le coups elle est pas loin de la perfection pour cette fois !

 1 point
1 point -
Vu que j'ai 2 mains gauches en ce moment je suis passé par l'option Amazon et j'ai commandé quelques pièces de réserve via AliExpress (merci papa50)1 point
-
Un ami qui cherche une petite SLA pour faire de la petite série à pas cher m'a parlé de cette "imprimante"... Franchement j'utilise ma sla depuis un petit bout de temps et j'ai jamais eu de trou... et quand je regarde leur site tout les rendus sont dégueulasses. Sérieux ca pique les yeux ! Et ils se vantent sur leur site https://www.ono3d.net/first-backer-printers-success/ Ils ont pas honte. Il y a clairement un soucis de résolution. @gisclace As tu reçu ton imprimante ?1 point
-
A la rigueur "céréales killer" Damned.... Je suis démasqued.......1 point
-
Bonjour à tous, Vous avez du tous remarquer le sigle CE (Conformité Européenne) apposé sur les produit en provenance de Chine. Ce sigle indique que les produits répondent à des normes drastiques de sécurité et qu’ils peuvent circuler librement en Europe. Le sigle CE chinois est une contrefaçon du sigle officiel. En réalité, ça signifie China Export. La différence entre les 2 sigles est subtile et ne tient qu'à la distance entre les 2 lettres. Et comme le dit le dicton : Un homme averti en vaut 2 Si vous voulez en savoir plus sur cette conformité, c'est ici :https://www.economie.gouv.fr/dgccrf/Publications/Vie-pratique/Fiches-pratiques/Le-marquage-CE

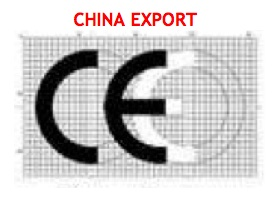 1 point
1 point