
Classement




Contenu populaire
Contenu avec la plus haute réputation dans 21/08/2019 Dans tous les contenus
-
Je fais du modelisme sur char rc 1/16 de marque torro Tout fichier sur du char 1/16 est le bienvenu ! Voilà mes chars le seul qui 'est pas motorisé est le t34-85

 2 points
2 points -
La Nova a l'air cool mais comme tu dis.....ouf! le prix aussi !!! Un jour peut être quand je maîtriserai mes bestioles ça sera une petite folie sympa... Merci des infos en tout cas, je retourne a ma SKR et VSCode... y a du taf deja, ensuite je vais refouiller le fofo pour retrouver un excelent article pour les TMC2208 Bonne journée2 points
-
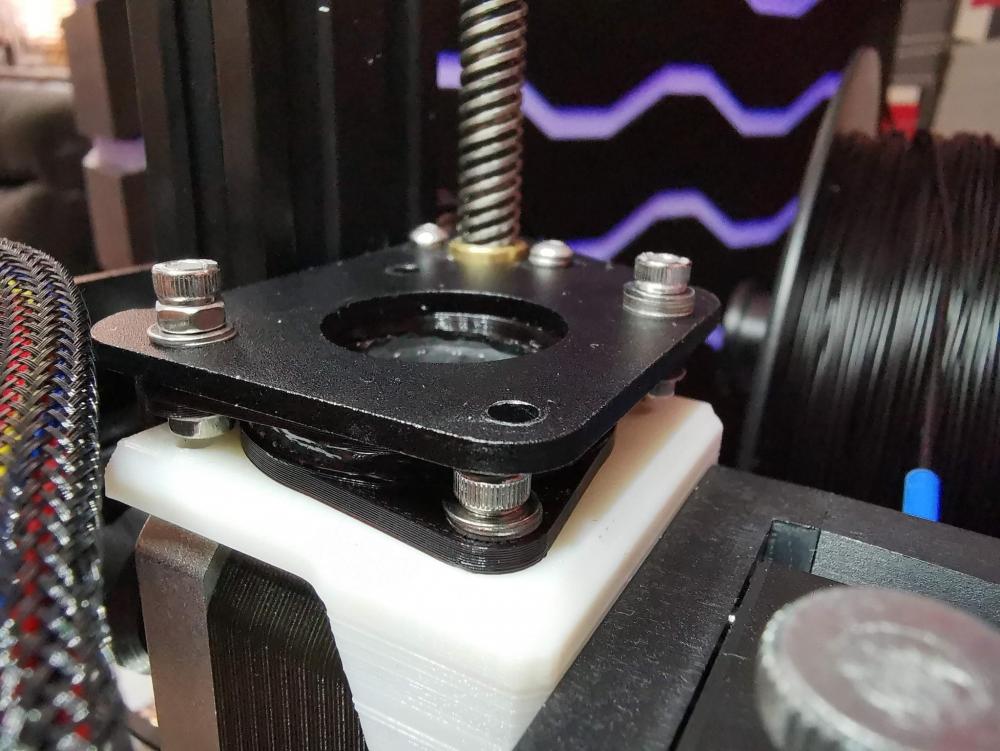
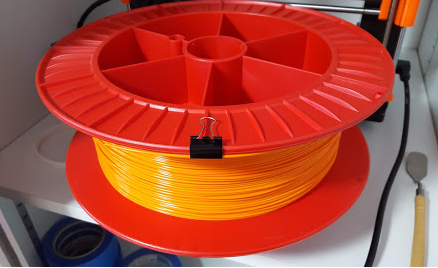
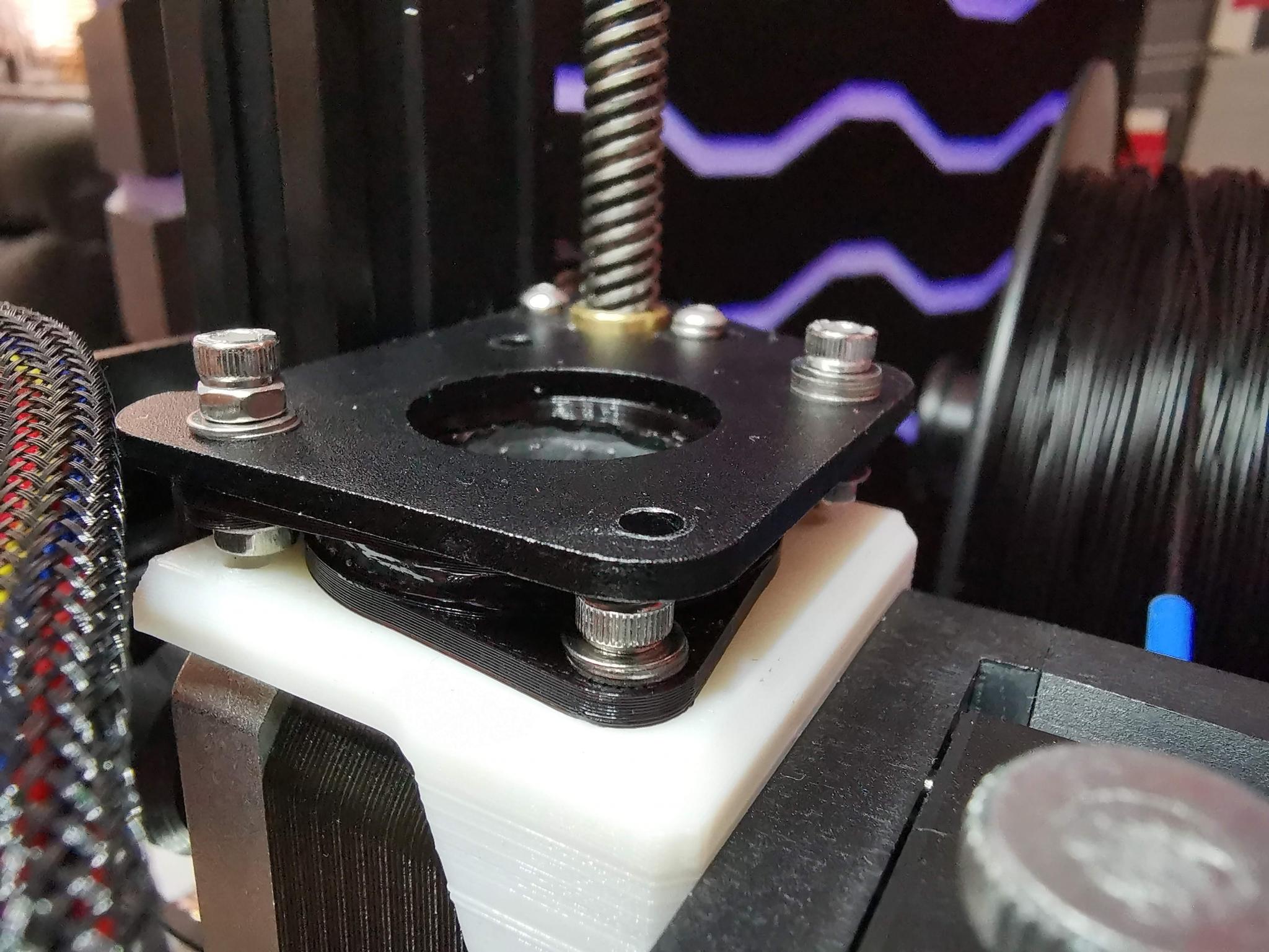
Bonjour à tous, je vient partager une bonne idée. J'ai installer sur mon Ender 3 PRO un extrudeur BMG que je trouve très efficace mais assez bruyant et pas mal de vibration dans le chasis. J'ai donc chercher à faire un Damper fait maison et j'ai réussi et ça fonctionne super bien, ça diminue bien le bruit du bmg lors de la rétractation très fréquente sur certaine pièce. Voila le damper en question sur Thingiverse https://www.thingiverse.com/thing:1826103 Ensuite à la place de la pièce du milieu circulaire, j'ai mis du caoutchouc ( voir photo ) c'est du caoutchouc assez dur de 5mm avec au milieu de sa hauteur de la corde que mon père à depuis des années en gros rouleau, je ne sait pas de ou ça provient et ou on peut en trouver .... J'ai collé le caoutchouc au deux partie du damper avec de la colle bi-composant que voici sur Amazon https://www.amazon.fr/Loctite-Colle-forte-Universal-Transparent/dp/B01LYEU43E/ref=sr_1_4?__mk_fr_FR=ÅMÅŽÕÑ&crid=3OPX4IJTECQHP&keywords=loctite+bicomposant&qid=1566299021&s=gateway&sprefix=loctite+bi%2Caps%2C141&sr=8-4 Il est possible aussi de remplacer le caoutchouc par une pièce faite en flex, à tester avec du flex assez rigide ! Je vous mets toutes les photos, voila ca peut aider pour pas grand chose




 2 points
2 points -
Dis-donc c'est quoi tes réglages ? J'en ai imprimé une pour un collègue sur ma MK3, en seulement une semaine d'impression. Bon, pratiquement 21 heures par jour en moyenne. Une bobine de PLA de 2.3kg même pas terminée en 12 plateaux. Il y a juste le support de broche que j'ai fait en ABS. Quelques miniatures pour aperçu ci-dessous. Début : Fin, et ce qu'il reste de la bobine : Ce sont des moments que j'adore, où comme pour @cmatec, tu as tout le matériel en pièces détachées bien alignées. C'est là que tu te dis : "Whoua, ça va faire une belle machine !".

 2 points
2 points -
j'avais publié quelque part les vref relevés sur la carte d'origine de ma Ender5 avant d'y mettre une Geeetech GT2560revA+. Mais ça fait 30mn que je relis mon file de mes imprimante et je retrouve pas... Çàyé !!!! J'ai retrouvé c'est ici et là.2 points
-
moi j'aime bien lire aussi http://pierredac.free.fr/sketch01.htm1 point
-
....Bravo! Il est extraordinaire, il est vraiment sensationnel.1 point
-
Absolument. Par contre ça rajoute un peu de temps d'impression. Pour l'étirage (ironing / repassage comme avec un fer à...), l'idéal est d'utiliser le motif "concentrique" (option qu'il faut activer pour qu'elle apparaisse).1 point
-
La jupe sert à bien fondre le début de ton filament en dessinant un contour autour de ta pièce de telle sorte que quand l'impression "réelle" de ta pièce commence, le filament soit parfaitement calibré et à température. Cela permet également de vérifier si ton plateau est bien à niveau AVANT le début d'impression de ta pièce : si ta jupe foire ( n'accroche pas, trop écrasée,etc.. ) tu sais que tu peux stopper direct ton impression car la machine est mal calibrée. Pour l'étirage : oui je te conseille de l'activer pour tout. En gros, ta buse chauffée va passer sur la dernière couche SANS déposer de filament juste pour faire fondre la couche déjà déposée et la rendre plus lisse. En terme de qualité de finition, c'est le jour et la nuit !1 point
-
C'est >>> ici <<< ; je l'avais gardé dans mes favoris du forum (en utilisant le bouton "Ajouter aux favoris" au bas d'un post, c'est vraiment pratique quand on essaie de dépanner les autres utilisateurs .1 point
-
Si tu ne fais que du PLA, laisse tomber. J'en ai une (une originale pas une copie asiatique ) que j'ai testée et c'était colmatage sur colmatage même en réduisant la distance de rétraction. Fais une recherche sur n'importe quel moteur de recherche et tu verras que je ne suis pas le seul dans ce cas.1 point
-
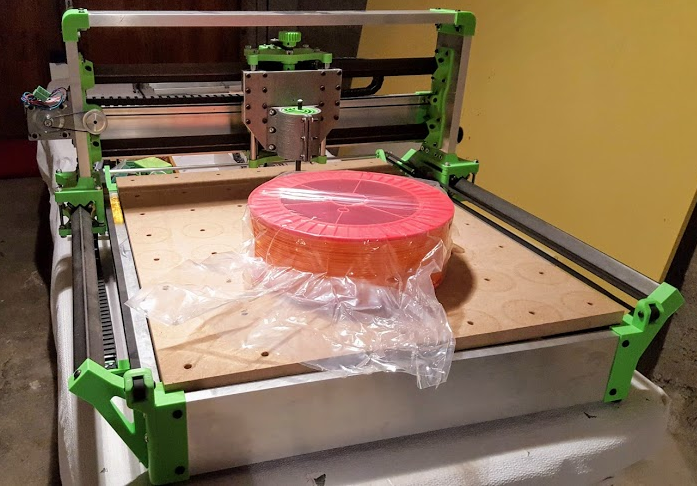
Tout est histoire de conception. Cette machine est basée sur une rigidité géométrique, et non mécanique. C'est toujours un peu la même histoire, c'est la structure et non le matériau qui donne la solidité à un assemblage. Je souligne assemblage car c'est un tout. Une pièce seule sera toujours plus rigide si elle est faite dans un matériau plus rigide (!). Mais prenons par exemple ce type d'étagères : La croix du fond peut très bien être en fil de fer tout mou, si c'est tendu l'assemblage sera très rigide. Si on enlève cette croix, alors toute l'étagère devient "molle", même si elle était faite d'acier. C'est exactement sur ce principe qu'est basée cette CNC. Il suffit de regarder le portique, les règles de maçon en alu sont disposées selon les trois axes, pour garantir une rigidité maximale. Peu importe la direction, il y a toujours une règle qui contre l'effort. Enlève une seule des règles et la CNC ne s’effondrera pas, mais deviendra toute molle sur un axe. Dans ce cas oui, tu risques de casser une des pièces plastique car ce sont elles qui supportent alors l'effort. Ce qui est vraiment bien avec ces règles de maçon, c'est léger, pas cher, et surtout ça a une très grande section ! Là où le plastique pourrait montrer des limites, c'est s'il était vraiment mou comme du chewing-gum et que les points de fixations se déformaient (et sur une section de 20x100mm faut s'accrocher même en PLA). Ca reviendrait un peu à faire la croix de notre étagère avec (au pif) de la chambre à air tendue par exemple. Cette discussion me rappelle mon ex-dagoma, pourtant pleine de barres en acier, mais aucune rigidité géométrique, du coup elle était plus molle que des i3 en alu ou en bois. Le mod de bezain améliorait les choses grâce à la géométrie justement, en ajoutant des diagonales.
 1 point
1 point -
@Stefbull, tu es super bien équipé. Je me veux un peu plus modeste dans mon approche pour le moment. On verra après. Je vais voir avec Slic3r. Pour l'instant, je ne suis attaché à aucun logiciel particulier. Si j'ai des problèmes d'adhérence je ferais comme toi. Vive le "Vivelle DOP" Merci pour les conseils.1 point
-
Mon 1er bilan de la dual extrusion avec la tête XCR 2IN1v2 et un bac de purge : Les derniers tests ont été effectués avec du 3D870 noir et blanc. C'est un très bon PLA, peut-être le meilleur, mais collant assez facilement à la buse, même avec une chaussette silicone "intégrale". Le PLA Wanhao, de moins bonne qualité, colle moins. Tout cela pour dire que le choix des filaments utilisés, voire l'association des 2, puisque la températures est commune, joue un grand rôle sur la qualité finale. Il est cependant possible d'utiliser un process Simplify3D utilisant 2 hotends, même si le firmware est défini sur 2 extruders pour une seule tête : // @section extruder // This defines the number of extruders // :[1, 2, 3, 4, 5, 6] #define EXTRUDERS 2 // Generally expected filament diameter (1.75, 2.85, 3.0, ...). Used for Volumetric, Filament Width Sensor, etc. #define DEFAULT_NOMINAL_FILAMENT_DIA 1.75 // For Cyclops or any "multi-extruder" that shares a single nozzle. #define SINGLENOZZLE, Je suis parti, comme @Poisson21, du profile CREALITY CRX proposé par S3D. Ce profile n'utilise qu'une tête, mais il est possible de choisir un profile d'imprimante à 2 hotends (Ultimaker S5, par exemple). Le dernier choix de filament (3D870) m'a obligé à trouver les parades pour éviter les "scories". Pour le 3D870 (ou tout filament "collant"), je baisse la distance de filament à purger et j'ajoute un bouclier qui permet d'absorber les scories d'après-purge et termine la purge. La purge est dépendante du contraste entre les couleurs, et demandera un réglage adapté. de même que l'usage d'un bouclier sera inutile avec certains filaments. Ceux sont les options de réglages possibles. Donc, un bilan mitigé. Pas de recette miracle. La qualité des profiles de filament (température, refroidissement, paramètres de rétraction, etc) doit être maîtrisée avant toute chose. Les durées d'impression sont très longues, le changement de filament étant chronophage (rétraction complète de 45mm, engagement de 45mm de l'autre filament, purge de 40mm ou moins si bouclier, essuyage et retour à la position). L'avantage du bac de purge est très intéressant avec des modèles comme la quille où un nombre important de couches de la même couleur se succèdent: pas de purge, mais si le bouclier est programmé, on ne gagne que la purge (bac ou Tour de purge) ! La qualité finale : Pour les modèles comme la quille avec un nombre important de couches de la même couleur, la qualité est aussi bonne qu'une impression classique. Pour les impressions comme le Easter Island Moai imprimé en 0.2 également avec du 3D870 de filament-abs.fr en 7h30 (!), c'est moins qualitatif : La taille est à 100% (~65mm de hauteur), car si on diminue l'échelle, la dégradation due aux couches qui ne diminuent pas, est plus visible. Comparé à une impression à 75% effectuée avec un prototype de tête basculante à 2 hotends : la qualité obtenu avec le proto est similaire, malgré la réduction d'échelle et le manque de mise au point. La double tête semble plus compliquée à concevoir, mais doit être, en finalité, beaucoup plus qualitative (et plus économe en filament). Et la mise au point de la solution XCR 2IN1v2 reste malgré tout laborieuse. La tête par elle-même, fonctionne très bien et reste compatible avec l'éco-système e3d (v6 et volcano). Place à la "tête à bascule" ! Il me reste à concevoir le module de commande avec son servo, la commande des électro-aimant si solution retenue et le support des extrudeurs (il me reste 2 Titans, un original et un clône Trianglab, et un Bontech), peut-être un mixte histoire d'avoir la possibilité de me rabattre sur l'un ou l'autre en cas de difficulté avec un filament récalcitrant ?




.thumb.jpg.3a231f48f1d4e79a0a0c703124ae726b.jpg) 1 point
1 point -
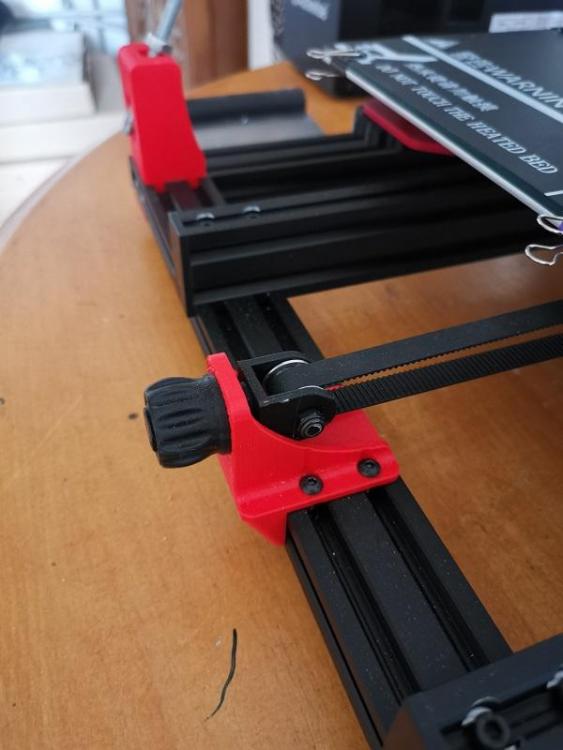
Un grand merci a deamoncrack pour son tendeur de courroie au Top.
 1 point
1 point -
Bonjour par ici, Je rajouterai, pour compléter l'excellente explication de Bosco, que tout va également dépendre de tes attentes "finales": est-ce que tu comptes en faire une très jolie pièce d'exposition, un usage pratique, un objet de déco classique,etc... Car plus long sera le temps d'impression, moins tu auras de post-traitement à faire ( si ta machine est bien calibrée bien sûr ) : ponçage, mastiquage, re-ponçage, apprêt, peinture,etc... Personnellement, le post-traitement ne me dérange pas, j'aime poncer/enduire tant que le résultat est là, ça me permets de lancer des impressions à vitesse plus haute ( entre 70 et 80mm/s, vitesse de remplissage à 110/120mm/s ) pour pouvoir les traiter à la main ensuite pendant que j'en lance d'autres derrière. Même si cela demande plus d'huile de coude, dans la globalité, le ponçage post-traitement demandera moins de temps qu'une impression plus longue ( excepté juste les temps de séchage entre ponçage et enduisage ). A toi de voir ce que tu attends de ton projet "fini" !1 point
-
il te reste ce site le constructeur https://www.geeetech.com/1 point
-
Salut, tu recherche le "Bloc de chauffe" type Cyclop "Double extrusion" de la A20M. C'est le même que sur la A10M. Je serai direct : Geeetech a installé un bloc de chauffe de type "Propriétaire". Il est fait pour Geeetech par Geeetech... c'est une supposition plus que probable (faite par des utilisateurs de A10M et A20M sur reddit). Il est introuvable seul ! 2 Options : Celle que tu connais déjà : Opter pour remplacer le tout complet. C'est ce que finisse par faire ceux qui ont une imprimante de type A10M ou A20M. Ou 2e option : Essayer d'adapter un bloc de chauffe "de série", qui ne sera pas 100% compatible mais qui reste utilisable. Celui-ci ou celui-là pourrait convenir. Il y a eût quelques retours positifs d'utilisateurs de A10M qui ont utilisés ces blocs de chauffe. Mais d'autres ont rencontrés des problèmes... faute à que cela ne s'adaptait pas exactement. Te voilà informé.1 point
-
Salut ! Je vais essayer d'éclairer un peu ta lanterne de répondre à ton problème. Je récapitule : Tu souhaite imprimer un masque... d'environ 20x20x20cm... belle taille soit disant en passant... et ce qui t'embête est le temps que tu devras consacré à l'impression... soit environ 3 jours. Petit rappel pour commencer : L'impression 3D sur une CR-10S consiste à déposer des couches successive de 0,2mm par 0,2mm, et chaque couche prend plusieurs minutes, voir plusieurs heures. Il y a une limite matérielle que ta CR-10S peut supporter, au de là, tu risque de casser une pièce de ton imprimante, voir pire. Alors je vais commencer par une question : Quel temps d'impression vise-tu ou souhaite-tu ? J'ai des solutions à te proposer... mais attention ! Ce que je vais te proposer risquera fortement de réduire la qualité du résultat final, en clair : Le Masque sera moins beau et moins réussi ! Car il est important de le savoir : Si je te propose d'accélerer la vitesse, tu prend le risque de voir ton masque moins "joli"... et voir même ton impression échoué. Donc ma seconde question : Est-tu prêt a voir partir à la poubelle des centaines de grammes de plastique pour tenter de gagner quelques heures ? Oui ? Alors voici quelques conseils : Pour réduire le temps d'impression consacré au masque que tu vas imprimé, tu peut modifier les paramètres suivant : Réduit le volume des supports > Actuellement tu as opté pour 15%, si tu opte 10% tu gagneras quelques heures. La vitesse d'impression > Actuellement tu as opté pour 45mm/s > Tu peut opter pour 60mm/s > attention la tension des courroies doivent être parfaitement réglé. Tu peut même aller au de là de 60mm/s, exemple 100mm/s, mais c'est à tes risques et périls. Plus ta vitesse d'impression sera élevé, plus la qualité sur le masque sera répercuté > il sera de moins en moins joli. Je rappel que la vitesse maximum toléré (indication de Creality) par une CR-10S est de 150mm/s. Attention ! Si tu viens à augmenter la vitesse à 90mm/s, ton temps d'impression sera divisé par 2 seulement, mais la qualité sur le masque s'en ressentira fortement. Pire... tu peut voir ton impression être arraché pendant l'impression en raison d'une vitesse trop élevé. Si tu maitrise "parfaitement bien" tes premières couches, tu peut supprimer ton radeau > En utilisant qu'une bordure tu gagnera 1 à 2 heures. Tu peut aussi réduire le remplissage de ton masque, en baissant à 10%, ton masque sera moins solide, mais tu gagnera encore quelques heures. Tu peut opter pour des "Supports Arborescent" (sous Cura) qui te feront gagner là aussi de précieuses minutes (voir heures) comparé à des supports traditionnel. Mais attention, c'est encore "Expérimental". Conclusion : Tu ne pourras pas tout avoir, autant te prévenir direct. Tu ne peut pas avoir un masque aux finitions parfaites, en l'imprimant si vite qu'il sera prêt en 1 journée seulement. Une CR-10S est une machine certe précise, mais comme déjà dit : Il faut généralement du temps pour obtenir un bon résultat. PS : C'est comme sur la route. Tu peut rouler sur l'autoroute à 260 km/h pour faire un Paris- Marseille, mais tu risquerai ta vie (et accessoirement ta liberté et ton permis de conduire), et tu y gagneras 2 fois plus de temps de trajet. Mais dans tu y risquerai ta vie et aussi accessoirement ta voiture. En impression 3D, c'est sensiblement pareil.1 point
-
Bonjour @chonchu, Bienvenu dans le petit monde de l'impression 3D et bon courage pour ton projet. Concernant tes diverses questions : Une i3 est une imprimante assez facile à comprendre et assez simple à régler, donc je pense que c'est une bonne imprimante pour démarrer (et même après d'ailleurs). Je ne partirais pas sur une 'box frame" (une cubique pour reprendre le vocabulaire de ce forum) pour une première imprimante DIY, non pas à cause de la complexité de sa réalisation, mais simplement parce qu'on trouve beaucoup plus d'utilisateurs et d'informations sur les les imprimantes type i3, donc potentiellement plus d'aide pour avancer dans le projet. 5mm d'acrylique pour avoir un châssis stable ? => Je dirais non, je ne pense pas que ce sera suffisant, du moins il ne faudra par chercher à approcher les performances d'une Prusa Mk3 de chez Prusa Research (il faudra réduire la vitesse et l'accélération). Si tu as la possibilité de faire/prendre un cadre en alu, il n'y a aucune hésitation à avoir, pars sur le métal. Par contre, si ça veut dire que tu dis acheter des plaques d'alu (qui devront être bien planes, ce qui n'est pas si facile que ça à trouver unitairement dans ces dimensions), ça va devenir vite cher. Après, pour un avis plus personnel sur la question, à l'heure actuelle avec les prix des modèles d'entrée de gamme, je ne conseillerais à personne de partir sur un modèle DIY pour débuter (sauf cas particuliers c'est à dire des personnes rodées à l'exercice dans ton entourage, la quasi totalité des pièces en stock, être plus motivé/intéressé par la construction et la mise au point de la machine que par son exploitation, ...), mais plutôt de regarder les modèles "à la mode" (pour avoir plus facilement de l'aide) en évitant le piège classique c'est à dire de prendre un des modèles a priori génial mais sous réserve de réaliser une quantité importante d'améliorations dessus à moins là encore que l'aspect "amélioration" de la machine soit important/intéressant pour toi (ce qui est mon cas, mais j'ai des imprimantes pour m'amuser/bidouiller et des imprimantes pour simplement imprimer...)1 point
-
Hello, perso quand j'ai besoin d'acrylique je commande sur ce site, les frais de port sont pas abusé.1 point
-
Mks m'as envoyé une autre Sgen suite a les problèmes de vibrations. Mais le problème est toujours présent. Donc a moins de vraiment pas avoir de chance, cela ne vient pas des cartes. Il reste donc un seul problème possible, l'environnement LPC1769 qui merde. J'ai poster sur Github pour un bug Marlin voir si qq trouve qq chose1 point
-
Non Demandons à @yopla31 si sur sa machine les références sont présentes. Sinon, Creality utilise une gamme de moteur dans ses machines assez réduite: des 40mm la plupart du temps pour les axes X et Y (sauf pour les modèles S4 / S5 dont les moteurs sont un peu plus gros, des 48mm) et souvent pour l'axe (les axes) Z des 34 mm. Pour ces modèles on trouve leurs caractéristiques .1 point
-
De rien, c'est le principe du forum: aider quand / si on le peut. Tu peux aussi remercier un contributeur, en cliquant sur le cœur au bas de son post (il offre aussi d'autres possibilités ). Ça permet de réagir / d'indiquer son "opinion" sans forcément devoir compléter par écrit un post. Et cerise sur le gâteau, cela améliore sa réputation Sur ce forum, on a plutôt l'habitude de se tutoyer (mais tu fais comme tu le sens).
 1 point
1 point -
Juste un truc à savoir, ça vient uniquement du fait que le microcontrôleur utilisé par anet est une version bridée du microcontrôleur des cartes arduino, les kits ramps étant basés sur une vraie carte arduino, ils ont le double en capacité progmem, autrement dit, ton firmware serait passé sans problème une fois adapté1 point
-
Bienvenue !1 point
-
Bienvenue chez les imprimeurs fous ! @be04781 Pense à ajouter le model de ton imprimante dans ton profil, ça nous permettra de mieux t'aider et plus rapidement1 point
-
@fran6p, ce n'est pas cette pièce que tu cherchais ? cale_ressort.stl1 point
-
Bonjour, Est ce que quelqu'un a réussi à trouver le facteur k de son imprimante en utilisant la technique de "Le GüeroLoco" car pour moi de 0 à 5 toutes les lignes se ressemblent, les lignes sont toutes plus fines durant l'accélération alors qu'il doit en avoir au moins une avec une épaisseur continue. Je pense avoir trouvé pourquoi ça ne marche pas, j'ai oublié de l'activer dans marlin.1 point
-
tu a sa https://fr.aliexpress.com/item/32852648863.html?spm=2114.13010708.0.0.3a996c37W2jclw avec sa https://fr.aliexpress.com/item/32841450033.html?spm=2114.13010708.0.0.26aa6c37AMTgD0 ou sa https://fr.aliexpress.com/item/32830373072.html?spm=a2g0s.9042311.0.0.1ab86c37zsoDAA0 points
-
Salut tu a la possibilité de trouver ce que tu recherche sur ce site mais il y en a pleins d'autre Kit universel de sonde Z piézo électrique de haute précision sonde Z pour pièces d'imprimante 3D capteur de nivellement de lit automatique 3D Touch-in 3D Printer Parts & Accessories from Ordinateur et bureautique on Aliexpress.com | Alibaba Group 3d electroshop0 points













.jpg.e5b1f6a4bf05cca29d30c33299afb9e0.jpg)







.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)



